
TIA314 Otomasi Sistem Produksi Pekan ke-7: Programmable Logic Controller
12
1 Jurusan Teknik Industri, Universitas Andalas TIA314 Otomasi Sistem Produksi, Pekan #6 TIA314 Otomasi Sistem Produksi Pekan ke-7: Programmable Logic Controller Jurusan Teknik Industri Universitas Andalas Jurusan Teknik Industri, Universitas Andalas TIA314 Otomasi Sistem Produksi, Pekan #6 Hasil Pembelajaran • Umum Mahasiwa mampu untuk melakukan proses perancangan sistem otomasi, sistem mesin NC, serta merancang dan mengimplementasikan sistem kontrol logika. • Khusus Memahami fungsi PLC serta komponen-komponen PLC 2
Transcript of TIA314 Otomasi Sistem Produksi Pekan ke-7: Programmable Logic Controller

1
Jurusan Teknik Industri, Universitas Andalas
TIA314 Otomasi Sistem Produksi, Pekan #6
TIA314
Otomasi Sistem Produksi
Pekan ke-7:
Programmable Logic Controller
Jurusan Teknik Industri
Universitas Andalas
Jurusan Teknik Industri, Universitas Andalas
TIA314 Otomasi Sistem Produksi, Pekan #6
Hasil Pembelajaran
• Umum
� Mahasiwa mampu untuk melakukan proses perancangan sistem otomasi, sistem mesin NC, serta merancang danmengimplementasikan sistem kontrol logika.
• Khusus
� Memahami fungsi PLC serta komponen-komponen PLC
2

2
Jurusan Teknik Industri, Universitas Andalas
TIA314 Otomasi Sistem Produksi, Pekan #6
Sejarah PLC
• First Programmable Logic Controllers were designed anddeveloped by Modicon as a relay replacer for GM andLandis.
• These controllers eliminated the need for rewiring and adding additional hardware for each new configuration of logic.
• The new system drastically increased the functionality of the controls while reducing the cabinet space that housed the logic.
• The first PLC, model 084, was invented by Dick Morley in1969.
• The first commercial successful PLC, the 184, wasintroduced in 1973 which was designed by MichaelGreenberg.
3
Jurusan Teknik Industri, Universitas Andalas
TIA314 Otomasi Sistem Produksi, Pekan #6
Definisi
• Definition:
� “small computers, dedicated to automation tasks in anindustrial environment"
• Formerly:
� cabled relay control (hence 'logic'), analog (pneumatic,hydraulic) “governors”
4

3
Jurusan Teknik Industri, Universitas Andalas
TIA314 Otomasi Sistem Produksi, Pekan #6
Definisi
• National Electrical Manufacturing Association (NEMA)
� "A digitally operating electronic apparatus which uses aprogrammable memory for the internal storage of instructions by implementing specific functions such as logic sequencing, timing, counting, and arithmetic to control, through digital or analog input/output modules, various types of machines or processes”
5
Jurusan Teknik Industri, Universitas Andalas
TIA314 Otomasi Sistem Produksi, Pekan #6
PLC Sederhana
6
4
Jurusan Teknik Industri, Universitas Andalas
TIA314 Otomasi Sistem Produksi, Pekan #6
Contoh: turbine control (in the test lab)
7
Jurusan Teknik Industri, Universitas Andalas
TIA314 Otomasi Sistem Produksi, Pekan #6
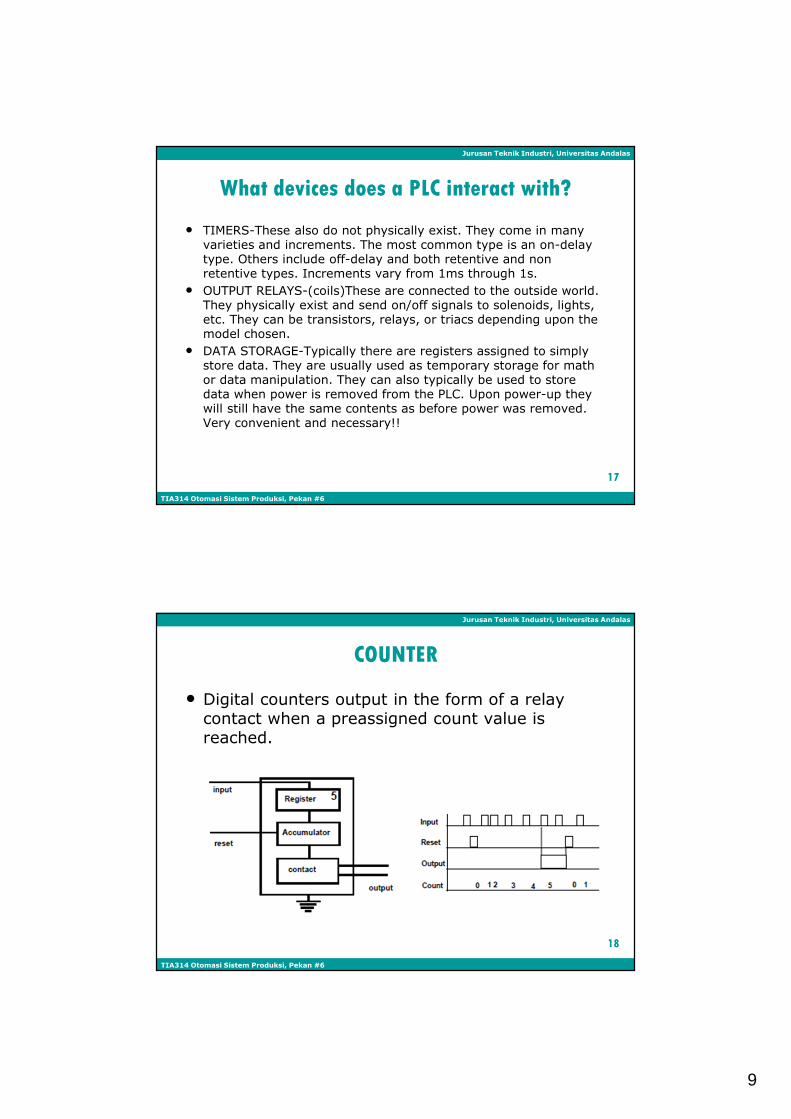
PLC: Location in the control architecture
8

5
Jurusan Teknik Industri, Universitas Andalas
TIA314 Otomasi Sistem Produksi, Pekan #6
Jenis PLC
1. Compact
� Monolithic construction
� Monoprocessor
� Fieldbus connection
– Fixed casing
– Fixed number of I/O (most of them binary)
– No process computer capabilities (no MMC)
– Typical product: Mitsubishi MELSEC F, ABB AC31, SIMATIC S7
2. Modular PLC
• Modular construction (backplane)
• One- or multiprocessor system
• Fieldbus and LAN connection
� 3U or 6U rack, sometimes DIN-rail
� Large variety of input/output boards
� Connection to serial bus
� Small MMC function possible
� Typical products: SIMATIC S5-115, Hitachi H-Serie, ABB AC110
9
Jurusan Teknik Industri, Universitas Andalas
TIA314 Otomasi Sistem Produksi, Pekan #6
Jenis PLC
3. Soft-PLC• Windows NT or CE-based automation products
• Direct use of CPU or co-processors
10

6
Jurusan Teknik Industri, Universitas Andalas
TIA314 Otomasi Sistem Produksi, Pekan #6
Jenis PLC
11
Jurusan Teknik Industri, Universitas Andalas
TIA314 Otomasi Sistem Produksi, Pekan #6
Jenis PLC
12

7
Jurusan Teknik Industri, Universitas Andalas
TIA314 Otomasi Sistem Produksi, Pekan #6
Jenis PLC
13
Jurusan Teknik Industri, Universitas Andalas
TIA314 Otomasi Sistem Produksi, Pekan #6
Fungsi Pengendali
1. On-off control,
2. Sequential control,
3. Feedback control, and
4. Motion control.
14

8
Jurusan Teknik Industri, Universitas Andalas
TIA314 Otomasi Sistem Produksi, Pekan #6
Konfigurasi PLC
15
Jurusan Teknik Industri, Universitas Andalas
TIA314 Otomasi Sistem Produksi, Pekan #6
What devices does a PLC interact with?
• INPUT RELAYS-(contacts)These are connected to the outside world. They physically exist and receive signals from switches, sensors, etc. Typically they are not relays but rather they are transistors.
• INTERNAL UTILITY RELAYS-(contacts) These do not receive signals from the outside world nor do they physically exist. They are simulated relays and are what enables a PLC to eliminate external relays. There are also some special relays that are dedicated to performing only one task. Some are always on while some are always off. Some are on only once during power-on and are typically used for initializing data that was stored.
• COUNTERS-These again do not physically exist. They are simulated counters and they can be programmed to count pulses. Typically these counters can count up, down or both up and down. Since they are simulated they are limited in their counting speed. Some manufacturers also include high speed counters that are hardware based. We can think ofthese as physically existing. Most times these counters can count up, down or up and down.
16
9
Jurusan Teknik Industri, Universitas Andalas
TIA314 Otomasi Sistem Produksi, Pekan #6
What devices does a PLC interact with?
• TIMERS-These also do not physically exist. They come in manyvarieties and increments. The most common type is an on-delaytype. Others include off-delay and both retentive and nonretentive types. Increments vary from 1ms through 1s.
• OUTPUT RELAYS-(coils)These are connected to the outside world.They physically exist and send on/off signals to solenoids, lights,etc. They can be transistors, relays, or triacs depending upon themodel chosen.
• DATA STORAGE-Typically there are registers assigned to simplystore data. They are usually used as temporary storage for mathor data manipulation. They can also typically be used to storedata when power is removed from the PLC. Upon power-up theywill still have the same contents as before power was removed.Very convenient and necessary!!
17
Jurusan Teknik Industri, Universitas Andalas
TIA314 Otomasi Sistem Produksi, Pekan #6
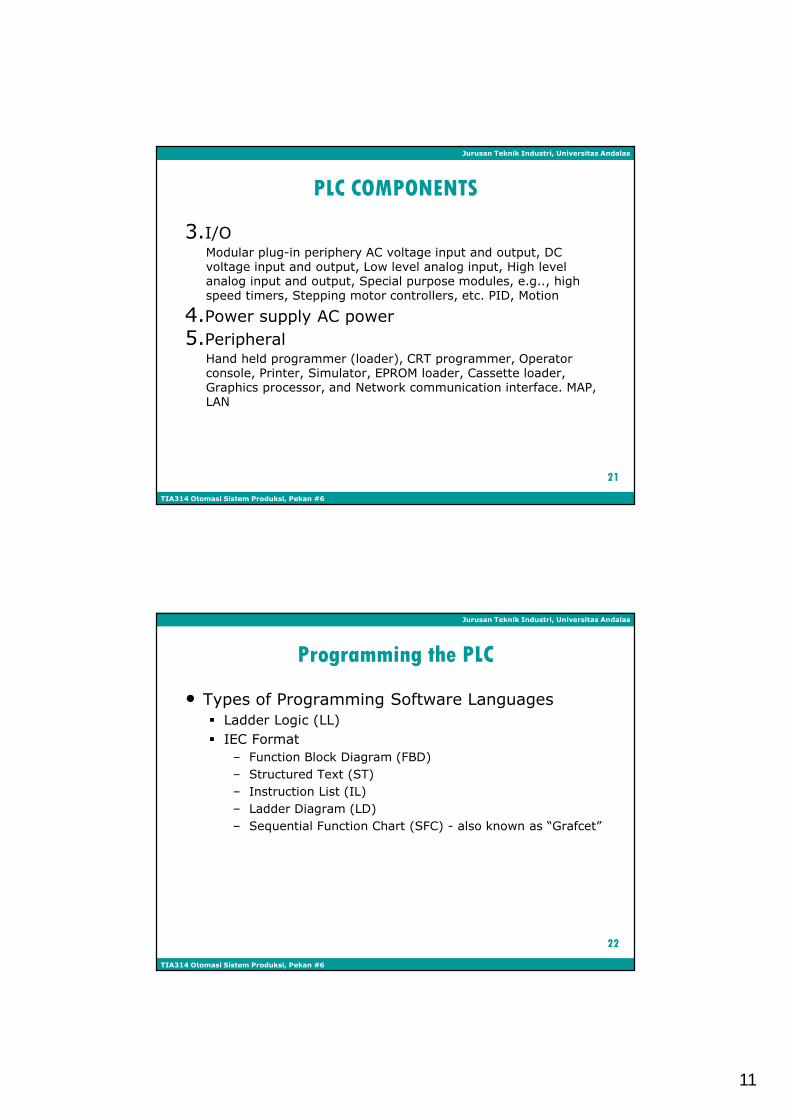
COUNTER
• Digital counters output in the form of a relay contact when a preassigned count value is reached.
18

10
Jurusan Teknik Industri, Universitas Andalas
TIA314 Otomasi Sistem Produksi, Pekan #6
TIMER
• A timer consists of an internal clock, a count value register, and an accumulator. It is used for or some timing purpose.
19
Jurusan Teknik Industri, Universitas Andalas
TIA314 Otomasi Sistem Produksi, Pekan #6
PLC COMPONENTS
1. Processor Microprocessor based, may allow arithmetic operations, logic operators, block memory moves, computer interface, local area network, functions, etc.
2. Memory Measured in words.� ROM (Read Only Memory),
� RAM (Random Access Memory),
� PROM (Programmable Read Only Memory),
� EEPROM (Electronically Erasable Programmable ROM),
� EPROM (Erasable Programmable Read Only Memory),
� EAPROM (Electronically Alterable Programmable Read Only Memory), and
� Bubble Memory.
20
11
Jurusan Teknik Industri, Universitas Andalas
TIA314 Otomasi Sistem Produksi, Pekan #6
PLC COMPONENTS
3.I/O Modular plug-in periphery AC voltage input and output, DC voltage input and output, Low level analog input, High level analog input and output, Special purpose modules, e.g.., high speed timers, Stepping motor controllers, etc. PID, Motion
4.Power supply AC power5.Peripheral
Hand held programmer (loader), CRT programmer, Operator console, Printer, Simulator, EPROM loader, Cassette loader, Graphics processor, and Network communication interface. MAP, LAN
21
Jurusan Teknik Industri, Universitas Andalas
TIA314 Otomasi Sistem Produksi, Pekan #6
Programming the PLC
• Types of Programming Software Languages
� Ladder Logic (LL)
� IEC Format
– Function Block Diagram (FBD)
– Structured Text (ST)
– Instruction List (IL)
– Ladder Diagram (LD)
– Sequential Function Chart (SFC) - also known as “Grafcet”
22

12
Jurusan Teknik Industri, Universitas Andalas
TIA314 Otomasi Sistem Produksi, Pekan #6
LADDER DIAGRAM
• A ladder diagram (also called contact symbology) is a means of graphically representing the logic required in a relay logic system.
23
Jurusan Teknik Industri, Universitas Andalas
TIA314 Otomasi Sistem Produksi, Pekan #6
PLC WIRING DIAGRAM
24




















