THE INTEGRATED METHOD OF WAREHOUSE LAYOUT ...
7
Proceedings of the International Conference on Industrial Engineering and Operations Management Bandung, Indonesia, March 6-8, 2018 © IEOM Society International THE INTEGRATED METHOD OF WAREHOUSE LAYOUT AND LABOR SCHEDULING TO REDUCE OVERTIME Fransisca Dini Ariyanti Aurellia Victoria, Lidya Guestine, Noviana Industrial Engineering, Faculty of Engineering, Bina Nusantara University KH. Syahdan Street No. 9 Jakarta,11480, Indonesia [email protected]; [email protected]; [email protected] [email protected] Overtime was indicated that warehouse management neither inefficient and ineffective. The case study taken place in Indonesia popular cement board finished goods warehouse. The objectives of this study are to reduce overtime, by re-layout of warehouse finished goods using integrated methods. The integrated of Class-Based Storage Method, Dedicated Storage Policy, From-to-Chart Method for layout improvement and Tibrewala, Philippe, and Browne Algorithm for scheduling warehouse operators. The results of re- layout the finished goods warehouse are obtained that the space efficiency and the reduction of cycle time from 3,33 minutes to 1,86 minutes and the overtime hours decreased after partial implementation. The result obtained for the new labor scheduling of warehouse operator is needed to reduce 2 operators. The proposed improvement will continue to be applied and it is expected to increase efficiency in the future. Keywords: Class-Based Storage, Dedicated Storage, From-to-Chart, Cycle Time, Tibrewala, Philippe, and Browne Algorithm 1. Introduction 1.1 The case study company PT XYZ is an Indonesia pioneer company which produces 13 types cement board in different thickness. In a good warehouse management, the layout of the finished good warehouse is a very important to support effective delivery. The first problem found in PT XYZ is the layout of the finished good warehouse was messy and irregular. The finished goods of many types which have been produced and ready to be delivered to customers will be placed in the finished good warehouse. The finished products which passed the sorting stage are placed irregularly by the warehouse operators and there is no barrier between one type product to another type. The best-selling product is scattered into multiple areas and quite far from input or output (I/O) point. The finished products are also placed without following the principle of first in first out (FIFO) so there is a possibility of expired or damaged then become rejected. The second problem found in The PT XYZ is warehouse operators scheduling. Three shift warehouse operators work five days follow with two off-days. In high customer demand season, warehouse management order operators an overtime and replace the off-day into next week. Warehouse operators scheduling is less likely to anticipate the possibilities that occur so the scheduling system has not been effective. In results, January 2017 the overtime spent 1083 hours. 2 The Literature Review Warehousing can be defined by three functions: (1) receiving goods from a source, (2) storing goods until they are needed by a customer (internal or external), and (3) retrieving the goods when requested [1]. The successful warehouse layouts must accomplish the following objectives, regardless of the material being stored: (1) maximize the use of space; (2) maximize the use of equipment; (3) maximize the use of labor; (4) maximize accessibility to all items; (5) maximize protection of all items. The objective of this case study is to increase the efficiency and effective warehouse management thru reduce overtime. In order to reach the goals, several methods were combined. First, a combination of Class-Based storage, Dedicated storage policy and From-to-Chart method to a re-layout warehouse. Secondly, the 2008
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of THE INTEGRATED METHOD OF WAREHOUSE LAYOUT ...

Proceedings of the International Conference on Industrial Engineering and Operations Management
Bandung, Indonesia, March 6-8, 2018
© IEOM Society International
THE INTEGRATED METHOD OF WAREHOUSE
LAYOUT AND LABOR SCHEDULING TO REDUCE
OVERTIME
Fransisca Dini Ariyanti
Aurellia Victoria, Lidya Guestine, Noviana
Industrial Engineering, Faculty of Engineering, Bina Nusantara University
KH. Syahdan Street No. 9 Jakarta,11480, Indonesia
[email protected]; [email protected]; [email protected]
Overtime was indicated that warehouse management neither inefficient and ineffective. The case study
taken place in Indonesia popular cement board finished goods warehouse. The objectives of this study are
to reduce overtime, by re-layout of warehouse finished goods using integrated methods. The integrated of
Class-Based Storage Method, Dedicated Storage Policy, From-to-Chart Method for layout improvement
and Tibrewala, Philippe, and Browne Algorithm for scheduling warehouse operators. The results of re-
layout the finished goods warehouse are obtained that the space efficiency and the reduction of cycle time
from 3,33 minutes to 1,86 minutes and the overtime hours decreased after partial implementation. The result
obtained for the new labor scheduling of warehouse operator is needed to reduce 2 operators. The proposed
improvement will continue to be applied and it is expected to increase efficiency in the future.
Keywords: Class-Based Storage, Dedicated Storage, From-to-Chart, Cycle Time, Tibrewala, Philippe,
and Browne Algorithm
1. Introduction
1.1 The case study company
PT XYZ is an Indonesia pioneer company which produces 13 types cement board in different thickness. In a good
warehouse management, the layout of the finished good warehouse is a very important to support effective delivery.
The first problem found in PT XYZ is the layout of the finished good warehouse was messy and irregular. The finished
goods of many types which have been produced and ready to be delivered to customers will be placed in the finished
good warehouse. The finished products which passed the sorting stage are placed irregularly by the warehouse
operators and there is no barrier between one type product to another type. The best-selling product is scattered into
multiple areas and quite far from input or output (I/O) point. The finished products are also placed without following
the principle of first in first out (FIFO) so there is a possibility of expired or damaged then become rejected. The
second problem found in The PT XYZ is warehouse operators scheduling. Three shift warehouse operators work five
days follow with two off-days. In high customer demand season, warehouse management order operators an overtime
and replace the off-day into next week. Warehouse operators scheduling is less likely to anticipate the possibilities
that occur so the scheduling system has not been effective. In results, January 2017 the overtime spent 1083 hours.
2 The Literature Review Warehousing can be defined by three functions: (1) receiving goods from a source, (2) storing goods until they are
needed by a customer (internal or external), and (3) retrieving the goods when requested [1]. The successful warehouse
layouts must accomplish the following objectives, regardless of the material being stored: (1) maximize the use of
space; (2) maximize the use of equipment; (3) maximize the use of labor; (4) maximize accessibility to all items; (5)
maximize protection of all items. The objective of this case study is to increase the efficiency and effective warehouse
management thru reduce overtime. In order to reach the goals, several methods were combined. First, a combination
of Class-Based storage, Dedicated storage policy and From-to-Chart method to a re-layout warehouse. Secondly, the
2008

Proceedings of the International Conference on Industrial Engineering and Operations Management
Bandung, Indonesia, March 6-8, 2018
© IEOM Society International
modification of Tibrewala, Philippe, and Brown Algorithm (TBP Algorithm) to calculated warehouse operator
schedule which accommodates 3 shifts per each day with 6 working days per week, where operators work 5 days per
week with 3 shifts and 2 days off on weekend according to company policy and 1 day after work on shift 3
2.1 Class-based storage.
Class-based storage is widely studied in the literature and applied in practice. It divides all stored items into a
number of classes according to their turnover. It divides stored items into different classes (using three classes is
common in practice) according to the ABC demand curve (see Fig.1.1). Class Based Storage Policy is an inventory
application known as Pareto demand curve (ABC curve) by observing the storage activity level with retrieval (S/R)
which is in warehouse 80% S/R activity from 20% items, 15% from 30% items, and 5% from 50% items. [2] Thus,
it can be classified into three classes ie A, B, and C which are sorted by S//R activity level from the highest to the
lowest level. To minimize time spent in warehouse to store and retrieval, a highly demanded item is grouped as A-
class items and are then stored in a warehouse region closest to the input-output point (I/O) point. Then Class B,
after that grouped as C-class items, rarely demanded items are stored in the region farthest from the input-output
point (I/O) point. [3]
Figure 1.1. An example of an ABC demand curve (source: Guo, X., 2016)
2.2 Dedicated storage policy
The dedicated storage policy assigns material to a predetermined location based on throughput and storage
requirements. All storage jobs of a given material are routed to the dedicated storage location. [2] Dedicated Policy is
the placement of products to the specified location depending on the type of items to be stored. The space requirement
can be calculated by the following formula:
Space Requirement (S) = "The maximum products can be stored per day " (1) "product storage capacity per slot"
Floor Area Requirement = Space Requirement x product dimension (2)
After calculating the number of products that stored per product line can be converted into the number of pallets, so
it can calculate the total number of pallets that need to be stored based on the product items.
2.3 From-to-Chart method to re-layout warehouse.
To find out the most effective relationship between each area in finished good warehouse can using the From-to-
Chart Method. The method requires the number of movements between one area to another in a flow matrix
diagram.
2009
Proceedings of the International Conference on Industrial Engineering and Operations Management
Bandung, Indonesia, March 6-8, 2018
© IEOM Society International
3. Methodology This research uses a case study approach. The observations were made in PT XYZ’s finished good warehouse. The
observations are also made to determine the problems that occur to propose the new optimal design layout of
finished good warehouse and the new warehouse operators scheduling system. The following is the sequence of the
research:
1. Determine the priority classification that supports the proposed design of PT XYZ's final product
warehouse layout, use of Class Based Storage Method.
2. Determine the area, width of road, and throughput that support the proposed layout design of PT XYZ's
final product warehouse, use of Dedicated Storage Method
3. Determine the design of an efficient and effective final product warehouse layout, use of the From-to-Chart
Method
4. Compare the cycle time between the current layout to cycle time after proposed layout is implemented.
5. Monitoring overtime warehouse operators.
6. Calculation of labor scheduling for non-staff workers using the TBP Algorithms.
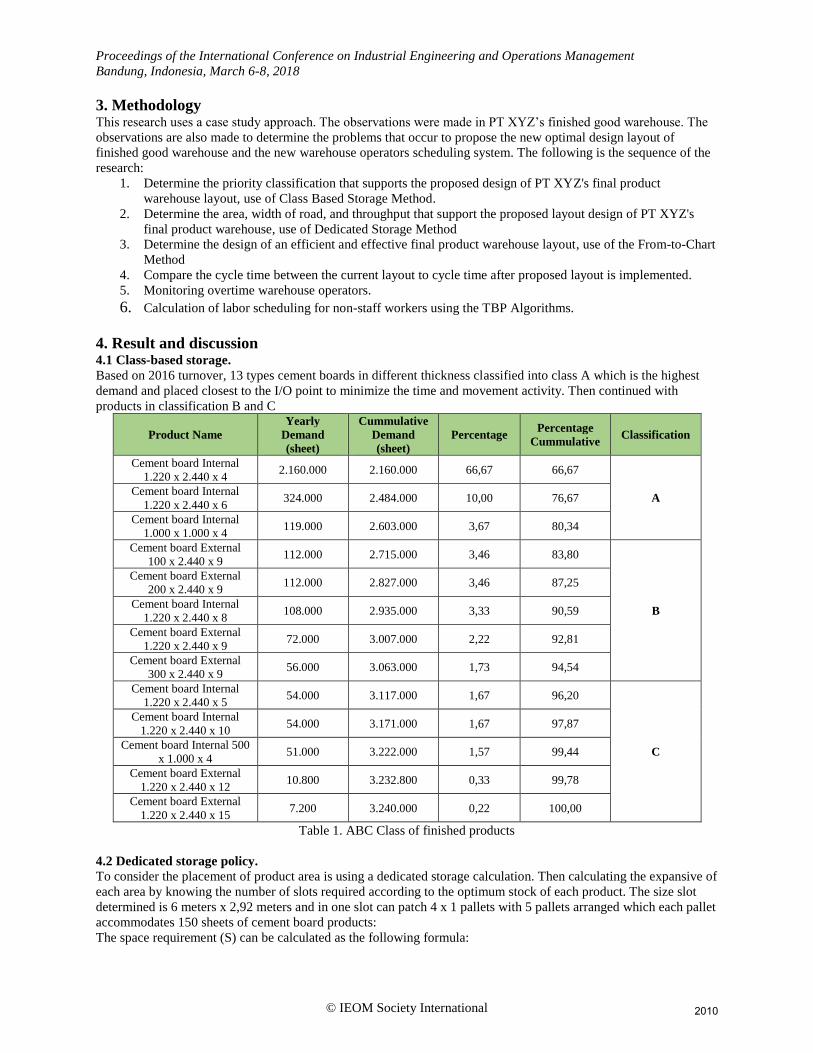
4. Result and discussion 4.1 Class-based storage.
Based on 2016 turnover, 13 types cement boards in different thickness classified into class A which is the highest
demand and placed closest to the I/O point to minimize the time and movement activity. Then continued with
products in classification B and C
Product Name
Yearly
Demand
(sheet)
Cummulative
Demand
(sheet)
Percentage Percentage
Cummulative Classification
Cement board Internal
1.220 x 2.440 x 4 2.160.000 2.160.000 66,67 66,67
A Cement board Internal
1.220 x 2.440 x 6 324.000 2.484.000 10,00 76,67
Cement board Internal
1.000 x 1.000 x 4 119.000 2.603.000 3,67 80,34
Cement board External
100 x 2.440 x 9 112.000 2.715.000 3,46 83,80
B
Cement board External
200 x 2.440 x 9 112.000 2.827.000 3,46 87,25
Cement board Internal
1.220 x 2.440 x 8 108.000 2.935.000 3,33 90,59
Cement board External
1.220 x 2.440 x 9 72.000 3.007.000 2,22 92,81
Cement board External
300 x 2.440 x 9 56.000 3.063.000 1,73 94,54
Cement board Internal
1.220 x 2.440 x 5 54.000 3.117.000 1,67 96,20
C
Cement board Internal
1.220 x 2.440 x 10 54.000 3.171.000 1,67 97,87
Cement board Internal 500
x 1.000 x 4 51.000 3.222.000 1,57 99,44
Cement board External
1.220 x 2.440 x 12 10.800 3.232.800 0,33 99,78
Cement board External
1.220 x 2.440 x 15 7.200 3.240.000 0,22 100,00
Table 1. ABC Class of finished products
4.2 Dedicated storage policy.
To consider the placement of product area is using a dedicated storage calculation. Then calculating the expansive of
each area by knowing the number of slots required according to the optimum stock of each product. The size slot
determined is 6 meters x 2,92 meters and in one slot can patch 4 x 1 pallets with 5 pallets arranged which each pallet
accommodates 150 sheets of cement board products:
The space requirement (S) can be calculated as the following formula:
2010

Proceedings of the International Conference on Industrial Engineering and Operations Management
Bandung, Indonesia, March 6-8, 2018
© IEOM Society International
S = 347 = 17,35 ≈ 18 slot 20
Floor area required = 18 x 6 x 2,92 = 315,36 m2
Based on the material handling (forklift) that used to retrieve the cement board pallets with P x L of forklift is 4,30
m x 1,90 m will be used to calculate the diagonal length of the forklift as follows:
Length of diagonal forklift = √(length of the forklift)2+(width of the forklift)2
Length of diagonal forklift = √(4,30)2+(1,90)2
Length of diagonal forklift = 4,70 m
Based on Indonesian Anthropometric Data on the width of the shoulder dimension which is D17 with percentile-95 is
45,51 cm ≈ 0,46 m and the allowance given is 10%, so the width of the aisle between pallets is 0,51 m.
After calculate the space requirement with Dedicated Storage, the efficiency of the warehouse can be obtained as
follows:
Remaining area = the available area – the used area
= 6.337,58 m2 – (1.645,95 m2 + 1.607,99 m2)
= 6.337,58 m2 – 3.253,94 m2
= 3.083,65 m2
% remaining area available = remaining area
spacious area x 100%
= 3.083,65
6.337,58 x 100 %
= 48,66 %
% the used area = 100% - 48,66%
= 51,34 %
4.3 Form-to-Chart
The attraction results of the proximity calculation reach on 7th iteration. In the first iteration obtained, there are 165
lines that connect between areas in the warehouse. Based on the 1st of the calculation of flow matrix in appendix
iteration 1 obtained total forklift activity as many as 14,813 movements. From the result of iteration 7, there is a flow
of 97 calculations by continuing calculations on the iteration. Based on the results of calculations in the last iteration
which is iteration 7, there was a total flow of 522 movements, from 2,327 which can be seen from the result of iteration
6 to 1.805. It shows that closer to the area with the greatest activity relation can minimize movement in each area.
Table 2 Triangularized Matrix used From-to-Chart
2011

Proceedings of the International Conference on Industrial Engineering and Operations Management
Bandung, Indonesia, March 6-8, 2018
© IEOM Society International
I B N D E
F G H L J
K A O V M
P Q R S T
UC
Figure 2. Calculation From-to-Chart Iteration 7
Figure 3. Current layout (left) vs Proposed
layout ( right)
17.5
0m
.
128
.36
m.
Siap Kirim 2
Siap Kirim 1
Kantor
A
B
C
A
B
C
Papan Semen Eksternal
300 x 2440 x 9
A
B
C
A
B
C
Papan Semen Eksternal
1220 x 2440 x 9
A
B
C
A
B
C
Papan Semen Eksternal
1220 x 2440 x 15
A
B
C
A
B
C
Papan Semen Eksternal
100 x 2440 x 9
Papan Semen Eksternal
200 x 2440 x 9
D
E
F
D
E
F
D
E
F
D
E
F
D
E
F
D
E
F
D
E
F
D
E
F
Papan Semen Eksternal
1220 x 2440 x 12
Penyiapan
Packing
Papan Semen Internal
1220 x 2440 x 4
Lokasi Transit
Papan Semen Internal
500 x 1000 x 4
Papan Semen Internal
1000 x 1000 x 4
Siap Rework
Rework
Sortir
Papan Semen Internal
1220 x 2440 x 6
Papan Semen Internal
1220 x 2440 x 8
Papan Semen Internal
1220 x 2440 x 5
Papan Semen Internal
1220 x 2440 x 10
A
B
C
A
B
C
5.8
4m
.5
.84m
.
12.00m. 12.00m.18.00m.
18.00m. 18.00m.
24.00m.
42.00m.
12.00m.
24.00m.
5.8
4m
.
114m.114.00m.
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38
AC
AD
AE
AF
AG
AH
AI
AJ
AK
AL
AM
AN
AO
AP
6.0
0m
.
Legenda:
Forklift
Pintu
Pallet
Meja dan Kursi
Kerja
Tanaman
Telephone
Document Shredder
Printer
Jalur Forklift
37.9
2m
.
128
.36
m.
A
B
C
A
B
C
A
B
C
A
B
C
A
B
C
A
B
C
A
B
C
A
B
C
D
E
F
D
E
F
D
E
F
D
E
F
D
E
F
D
E
F
D
E
F
D
E
F
A
B
C
A
B
C
5.8
4m
.5
.84m
.
12.00m.
5.84m.12.16m.18.16m.
24.00m. 24.00m.
26.64m.
5.8
4m
.
114m.114.00m.
AC
AD
AE
AF
AG
AH
AI
AJ
AK
AL
AM
AN
AO
AP
Legenda:
Forklift
Pintu
Pallet
Meja dan Kursi
Kerja
Tanaman
Telephone
Document Shredder
Printer
Siap Kirim
Kantor
Papan Semen Eksternal
300 x 2440 x 9
Papan Semen Eksternal
1220 x 2440 x 9
Papan Semen Eksternal
1220 x 2440 x 15
Papan Semen Eksternal
100 x 2440 x 9
Papan Semen Eksternal
200 x 2440 x 9
Papan Semen Eksternal
1220 x 2440 x 12
Penyiapan
Packing
Papan Semen Internal
1220 x 2440 x 4
Lokasi Transit
Papan Semen Internal
500 x 1000 x 4
Papan Semen Internal
1000 x 1000 x 4
Siap Rework
Rework
Sortir
Papan Semen Internal
1220 x 2440 x 6
Papan Semen Internal
1220 x 2440 x 8
Papan Semen Internal
1220 x 2440 x 5
Papan Semen Internal
1220 x 2440 x 10
8.7
6m
.8
.76m
.
Jalur Forklift
11.6
8m
.
4.80m. 5.84m.
6.00m.
C
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38
2.92m.30.00m.
2012

Proceedings of the International Conference on Industrial Engineering and Operations Management
Bandung, Indonesia, March 6-8, 2018
© IEOM Society International
4.4 Warehouse operator Scheduling System with the Modification of Tibrewala, Philippe, and Browne
Based on the current scheduling and the worker needed per day, the new scheduling of warehouse operator used the
modification of Tibrewala, Philippe, and Browne algorithm was calculated, the result on Table 3, show that there are
85 iterations which means 85 warehouse operators needed instead of 87. PT XYZ is advised to reduce two operators.
Table 3 The Number of Workers Day Off in PT XYZ
Day off The number
of workers
Monday
Sunday
14
Tuesday 14
Wednesday 14
Thursday 15
Friday 14
Saturday 14
Total 85
4.5. Discussion Result.
Proposed layout has been implemented step by step in PT XYZ. Cycle time comparison per product taking per pallet
using forklift with previous layout is 3,33 minutes and implemented proposed layout has been reduced cycle time to
be 1,86 minutes. Overtime was reduced during implementation period February 2017 to June 2017. The monthly
benefit of efficient and effective warehouse system for PT XYZ, among others are saving overtime cost 937 hours (
equivalent to IDR 38 million), reduce 2 operators ( equivalent to 8 million), reduce forklift distance and time.
Table 4 Reduced overtime
5. Conclusion, Research limitation and Future researchThis research has been proposed new warehouse layout. The implementation of new layout and warehouse
systems has been increased the warehouse performance. In June 2017, cycle time reduce to be 1,86 second, overtime
only 146 hours and warehouse empty space increase 48,66%.
This research was conducted only at Company PT XYZ, which is a popular cement board national company
in Indonesia. The findings of this study cannot be generalized to the whole cement board industry in Indonesia. Small
and medium-sized companies may have different layout and may even have different warehouse systems.
Future research can be done to find the difference warehouse system and layout between small and medium-
sized cement board companies in Indonesia.
References [1] Larson, et.al., A heuristic approach to warehouse layout with class-based storage, IIE Transactions, Vol 29, p.
337 – 348, 1997
[2] Zaerpour, Nima; de Koster, René B.M. and Yu, Yugang, Storage policies and optimal shape of a storage system,
International Journal of Production Research,, 51:23-24, 2013, 6891-6899, DOI: 10.1080/00207543.2013.774502
[3] Guo X., Storage Policies and Maintenance Support Strategies in Warehousing Systems, © Springer Science +
Business Media Singapore, 2016 DOI 10.1007/978-981-10-1448-2_2
[4] Aminia, E. F., Rahman, A., & Mada, C. F. . Penjadwalan Tenaga Kerja Tiga Shift Berkendala Libur Hari Minggu
dan Satu Hari Setelah Shift Tiga. Jurnal Rekayasadan Manajemen Sistem Industri Vol 1. 2013
Periode Work time
(hours)
Overtime
(hours)
January 2017 15,225 1083
February 2017 12,425 724
March 2017 12,425 458
April 2017 12,425 279
May 2017 12,425 267
June 2017 12,425 146
2013

Proceedings of the International Conference on Industrial Engineering and Operations Management
Bandung, Indonesia, March 6-8, 2018
© IEOM Society International
[5] BPS, Indeks Harga Perdagangan Besar Bahan Bangunan / Konstruksi Indonesia, 2002-2017. Retrieved from
Badan Pusat Statistik: https://www.bps.go.id/linkTabelStatis/view/id/1458, 2017, April 3
[6] Freivalds, A., & Niebel, B. Niebel's Methods, Standards, and Work Design 12th Edition. USA: McGraw Hill
International Edition, 2009.
[7 ]Heragu, S. S. , Facilities Design: 4th Edition. USA: CRC Press: Taylor & Francis Group. 2016
[8] Jacobs, F. R., Chase, R. B., & Lummus, R. R. , Operations and supply chain management, 13th Edition. New
York: McGraw-Hill Irwin. , 2011
[9] Kumar, S. A., & Suresh, N. Production And Operation Management Second Edition. New Delhi: New Age
International (P) Ltd. , 2008
[10] Nahmias, S., & Olsen, T. L. Production and Operations Analysis: 7th Edition. USA: Waveland Press, Inc. , 2015
[11] Permana, I. H., Ilhami, M. A., & Febianti, E., Relayout Tata Letak Gudang Produk Jadi Menggunakan Metode
Dedicated Storage. Jurnal Teknik Industri, Vol.1, No.4, 272-277. 2013
[12] Pinedo, M. L., Scheduling Theory, Algorithms, and Systems Fifth Edition. New York: Springer International
Publishing. 2016
[13 ]Richards, G., Warehouse Management: 2nd Edition. USA: Kogan Page Limited, 2014
[14] Rocha, M., Oliveira, J. F., & Carravilla, M. A. Quantitative Approaches on Staff Scheduling and Rostering in
Hospitality Management: An Overview . American Journal of Operations Research, 137-145, 2012
[15] Sule, D. R. Manufacturing Facilites; Location, Planning, and Design Thrid Edition. New York: CRC Press. 2008
[16] Susandi, D., & Milana, L. Perancangan dan Pembuatan Aplikasi PenyusunanJadwal Kerja Dinas Jaga Perawat
IGD Menggunakan Algoritma TPB. Jurnal Metris, 16, 29 – 34 ,2015
[17] Tompkins, J. Facilities Planning. , USA: John Wiley & Sons, Inc. ,2010
Biographies Fransisca Dini Ariyanti is a lecturer in the Industrial Engineering Department at Bina Nusantara University, Jakarta,
Indonesia. She earned her Bachelor of Chemical Engineering from Diponegoro University, Indonesia and Master of
Industrial Engineering from University of Indonesia, Indonesia. She has taught supply chain-related courses and
published conference and journal papers. Her research interests include supply chain management, performance
management, and quality management.
Aurellia Victoria, Lidya Guestine, Noviana
Are students who graduated from Industrial Engineering Department at Bina Nusantara University, Jakarta, Indonesia.
They earned their Bachelor of Industrial Engineering from Bina Nusantara University, Jakarta. Their research interests
include Facility planning, supply chain management and service Engineering.
2014