The Effect of Casting Parameters on the Modification Process of a Commercial Hypoeutectic AI-S|...
6
70 Mahmoud Fouad Hafiz, Nabil K Fat-Halla, and Sherif B. Moshref Z. Metallkde The Effect of Casting Parameters on the Modification Process of a Commercial Hypoeutectic AI-S| Alloy Mahmoud Fouad Hafiz, Nabil K. Fat-Halla, and Sherif B. Moshref (Department of Mechanical Engineering, Faculty of Engineering, Al-Azhar University, Nasr City, Cairo, Egypt) Al-5 % Sr master alloy is used as a modifier for a commercial hypoeutectic Al-Si alloy. The effect of casting parameters such as molten metal temperature and holding time in the molten state after Sr addition on the degree of modification is examined. Molten metal temperatures up to 1123 Kand holding time up to t h are tried. The relation between the micro- structure and tensile properties are discussed. Optimum tensile properties are obtained with modified specimens cast in steel mould after a holding time of 5 min. Higher degrees of modification give higher volume fractions of Al solid solu- tion. An intergranular mode of fracture is observed under all conditions due to excess Pb in the alloy. Der EinfluB der GieBparameter auf den Veredelungsprozess einer kommerziellen, untereutektischen AI-Si-Legierung Eine Al-5 % Sr Vorlegierung wird als Modifikator einer handelsUblichen, untereutektischen Al-Si-Legierung zugegeben. Der EinfluB der GieBparameter wie Schmelztemperatur und Haltezeit der Schmelze nach der Sr-Zugabe auf den Verede- lungsgrad werden untersucht, wobei Haltetemperaturen bis 1123 K und Haltezeiten bis t h erreicht wurden. Der Zusam- menhang zwischen den Gefiigen und den Zugeigenschaften wird diskutiert. Optimale Zugeigenschaften werden mit Proben erreicht, die nach 5 min Haltezeit in eine Stahlmatrize vergossen werden. Der Volumenanteil des Al-Mischkri- stalls wird grciBer bei einem hohen Veredelungsgrad. Unter allen Bedingungen wird wegen UberschuBblei in der Legie- rung ein intergranularer Bruchverlauf beobachtet. 1 lntroduction Cast aluminium-silicon (Al-Si) alloys have widespread applications in industry. The presence of impurity ele- ments in Al-Si alloys may be either beneficial or detrimen- tal to certain mechanical properties. lron impurity leads to detrimental effect on the ductility and corrosion resistance of the alloytl. Lewandowskiet al.2) found that the presence of lead in an Al-Mg-Sialloy results in lowductility intergran- ular fracture. However, mechanical properties of Al-Si casting alloys, especially elongation, depend not only on the alloy composition but also on the eutectic-silicon size and morphologytl. ln 1921 Pacz3) found that the micro- structure of such alloys could be modified by adding alka- line flouride to the molten metal. This treatment showed a considerable effect of the mechanical properties of those alloys. ln the last few decades, several elements have been reported as modifiers to Al-Si alloys such as cal- ciuma), potassium5), phosphoruso)z), lithiums), borona), titaniuma), antimonye) to 13), sodium6)7)14) to 18) and stron- liurno)a)rz) rs) to zz). The widely employed commercial modi- fying agents are sodium, antimony and strontium. Sodium (Na) can be introduced to molten Al-Si alloys as metallic Na13)ra) or saltla)re)2o). Although Na is a very effi- cient modifying agent, it presents the inconvenience of rapid fading by evaporation and oxidation during holding in the molten state2E)2e). ln addition, the use of Na modifier reduces the castability of Al-Si alloysza;zo;. Using antimony (Sb) has some advantages in respect of its capacity as a permanent-type modifying agent principally through its extremely low oxidizabilityzo;. However, Sb has some limi- {3{i6psto)tt). this element can only by used for die-cast- ing r0), because the lower speeds of solidification result in segregation. The degree of modification with Sb is less than that obtained using Na or Sr elementsll)2e). Further- more, the introduction of Sb itself into the Al-Si alloy is accompanied by numerous problems owing to the very long time required for the Sb to be dissolved in the molten metal even with continuous agitation of the meltzz;. The current trend is to use strontium (Sr) as a modifying agent. Sr may be added to the Al-Si alloys in the form of pure metal 12)13), salts22) or master alloysle)20)24)to 27). However, difficulty of adding elemental Sr and its salts in addition to its high cost limit the commercial use of Sr as a modifying agent. Recently, Sr master alloys, which are less cosfly, have been put in market making addition of Sr practical from an economic Standpointle)20)24)to zz). Moreover, the use of Sr master alloys have solved the problem of adding elemental Sr to the liquid metal. Additionally, Sr has less effect on the oxidizing behaviour of the alloy. lts action is more durable than that of Na, having a semipermanent effect. However, in previous work done by the authors2T)30), the effect of isothermal holding in the mushy zone on the microstructure and mechanical properties of a locally pro- duced commercial hypoeutectic Al-Si alloy was studied and the modification of this alloy was reported. The pres- ent investigation is a continuation of the previous work to shed more light on this alloy. ln the present work, the modi- fication is performed by adding Sr to a locally produced commercial hypoeutectic Al-Si alloy. After the addition of the modifying agent the effect of some casting parame- ters (such as temperature of the molten metal and holding time in molten state) on the degree of modification is stud- ied. The relation between the tensile properties (fracture strength and elongation) and the observed microstructure is discussed. The fracture mode is discussed and the cast- ing conditions for optimum tensile properties are detect- ed. Correlation between the macroscopic features of frac- ture and the investigated tensile properties is discussed. 2 ExperimentalProcedure The present investigation was conducted on a locally pro- duced commercial hypoeutectic Al-Si alloy with the com-
Transcript of The Effect of Casting Parameters on the Modification Process of a Commercial Hypoeutectic AI-S|...

70 Mahmoud Fouad Hafiz, Nabil K Fat-Halla, and Sherif B. Moshref Z. Metallkde
The Effect of Casting Parameters on the Modification Process of aCommercial Hypoeutectic AI-S| AlloyMahmoud Fouad Hafiz, Nabil K. Fat-Halla, and Sherif B. Moshref
(Department of Mechanical Engineering, Faculty of Engineering, Al-Azhar University, Nasr City, Cairo, Egypt)
Al-5 % Sr master alloy is used as a modifier for a commercial hypoeutectic Al-Si alloy. The effect of casting parameterssuch as molten metal temperature and holding time in the molten state after Sr addition on the degree of modification isexamined. Molten metal temperatures up to 1123 Kand holding time up to t h are tried. The relation between the micro-structure and tensile properties are discussed. Optimum tensile properties are obtained with modified specimens castin steel mould after a holding time of 5 min. Higher degrees of modification give higher volume fractions of Al solid solu-tion. An intergranular mode of fracture is observed under all conditions due to excess Pb in the alloy.
Der EinfluB der GieBparameter auf den Veredelungsprozess einer kommerziellen, untereutektischenAI-Si-Legierung
Eine Al-5 % Sr Vorlegierung wird als Modifikator einer handelsUblichen, untereutektischen Al-Si-Legierung zugegeben.Der EinfluB der GieBparameter wie Schmelztemperatur und Haltezeit der Schmelze nach der Sr-Zugabe auf den Verede-lungsgrad werden untersucht, wobei Haltetemperaturen bis 1123 K und Haltezeiten bis t h erreicht wurden. Der Zusam-menhang zwischen den Gefiigen und den Zugeigenschaften wird diskutiert. Optimale Zugeigenschaften werden mitProben erreicht, die nach 5 min Haltezeit in eine Stahlmatrize vergossen werden. Der Volumenanteil des Al-Mischkri-stalls wird grciBer bei einem hohen Veredelungsgrad. Unter allen Bedingungen wird wegen UberschuBblei in der Legie-rung ein intergranularer Bruchverlauf beobachtet.
1 lntroduction
Cast aluminium-silicon (Al-Si) alloys have widespreadapplications in industry. The presence of impurity ele-ments in Al-Si alloys may be either beneficial or detrimen-tal to certain mechanical properties. lron impurity leads todetrimental effect on the ductility and corrosion resistanceof the alloytl. Lewandowskiet al.2) found that the presenceof lead in an Al-Mg-Sialloy results in lowductility intergran-ular fracture. However, mechanical properties of Al-Sicasting alloys, especially elongation, depend not only onthe alloy composition but also on the eutectic-silicon sizeand morphologytl. ln 1921 Pacz3) found that the micro-structure of such alloys could be modified by adding alka-line flouride to the molten metal. This treatment showed aconsiderable effect of the mechanical properties of thosealloys. ln the last few decades, several elements havebeen reported as modifiers to Al-Si alloys such as cal-ciuma), potassium5), phosphoruso)z), lithiums), borona),titaniuma), antimonye) to 13), sodium6)7)14) to 18) and stron-liurno)a)rz) rs) to zz). The widely employed commercial modi-fying agents are sodium, antimony and strontium.
Sodium (Na) can be introduced to molten Al-Si alloys asmetallic Na13)ra) or saltla)re)2o). Although Na is a very effi-cient modifying agent, it presents the inconvenience ofrapid fading by evaporation and oxidation during holding inthe molten state2E)2e). ln addition, the use of Na modifierreduces the castability of Al-Si alloysza;zo;. Using antimony(Sb) has some advantages in respect of its capacity as apermanent-type modifying agent principally through itsextremely low oxidizabilityzo;. However, Sb has some limi-{3{i6psto)tt). this element can only by used for die-cast-ing r0), because the lower speeds of solidification result insegregation. The degree of modification with Sb is lessthan that obtained using Na or Sr elementsll)2e). Further-more, the introduction of Sb itself into the Al-Si alloy isaccompanied by numerous problems owing to the verylong time required for the Sb to be dissolved in the molten
metal even with continuous agitation of the meltzz;. Thecurrent trend is to use strontium (Sr) as a modifying agent.Sr may be added to the Al-Si alloys in the form of puremetal 12)13), salts22) or master alloysle)20)24)to 27). However,difficulty of adding elemental Sr and its salts in addition toits high cost limit the commercial use of Sr as a modifyingagent. Recently, Sr master alloys, which are less cosfly,have been put in market making addition of Sr practicalfrom an economic Standpointle)20)24)to zz). Moreover, theuse of Sr master alloys have solved the problem of addingelemental Sr to the liquid metal. Additionally, Sr has lesseffect on the oxidizing behaviour of the alloy. lts action ismore durable than that of Na, having a semipermanenteffect.
However, in previous work done by the authors2T)30), theeffect of isothermal holding in the mushy zone on themicrostructure and mechanical properties of a locally pro-duced commercial hypoeutectic Al-Si alloy was studiedand the modification of this alloy was reported. The pres-ent investigation is a continuation of the previous work toshed more light on this alloy. ln the present work, the modi-fication is performed by adding Sr to a locally producedcommercial hypoeutectic Al-Si alloy. After the addition ofthe modifying agent the effect of some casting parame-ters (such as temperature of the molten metal and holdingtime in molten state) on the degree of modification is stud-ied. The relation between the tensile properties (fracturestrength and elongation) and the observed microstructureis discussed. The fracture mode is discussed and the cast-ing conditions for optimum tensile properties are detect-ed. Correlation between the macroscopic features of frac-ture and the investigated tensile properties is discussed.
2 ExperimentalProcedure
The present investigation was conducted on a locally pro-duced commercial hypoeutectic Al-Si alloy with the com-
Bd.81 (1990) H. 1 Grain Refinement of Al-Si Alloys 71
position shown in Table 1. This alloy is offered by the "Mili-tary Factory 63" in Helwan-Egypt, which produces waterpipe fittings. As can be seen from Table 1, the present alloyshows a higher lead content (1.02o/o) compared to e, g. thecommercial alloy A-S7G03 in the French designationsr;.
Modification of the present alloy has been carried outusing an Al-5 Sr master alloy. Details of the addition pro-cedure have been published elsewherezT). Preliminary ex-periments showed that the strontium needed for optimummodification of this alloy is 0.015 mass o/ozz).
Two groups of experiments are carried out. ln group l,
accurately calculated amount of master alloy is added atdifferent melt temperatures and the molten metal is heldfor about 5 min at its superheating temperature prior topouring. The holding time of 5 min is suggested by many
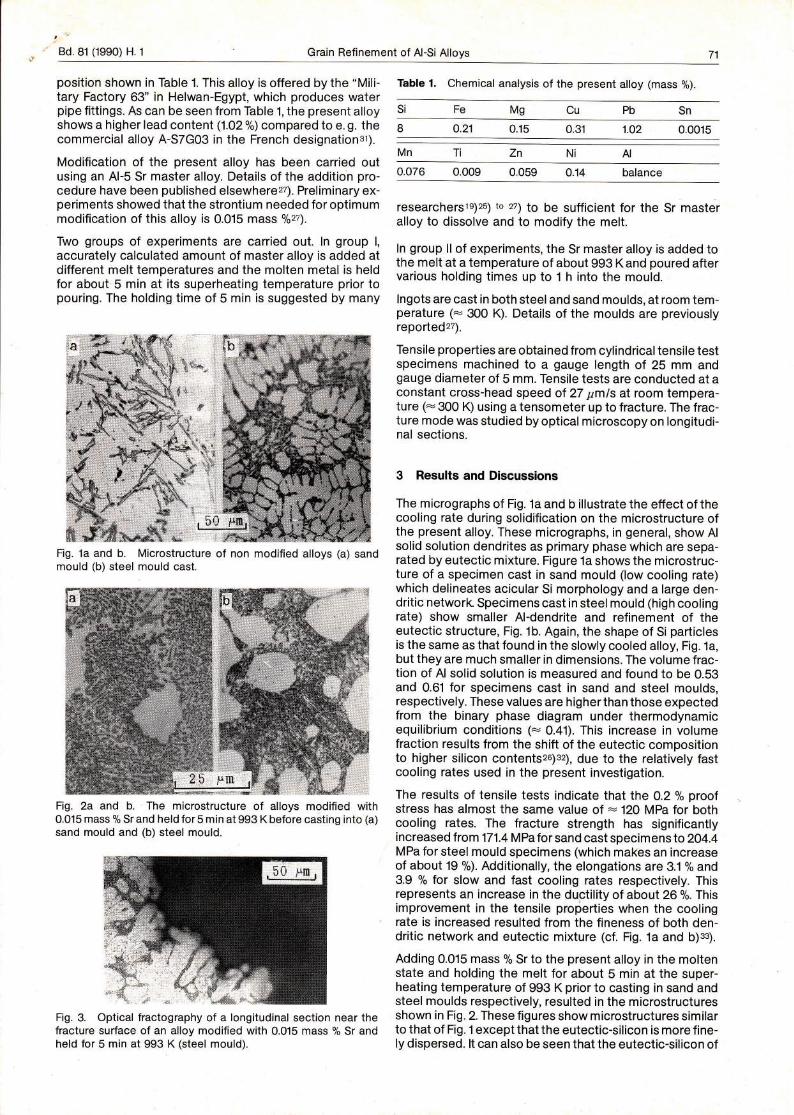
Fig. 1a and b. Microstructure of non modlfied alloys (a) sandmould (b) steel mould cast.
Fig. 2a and b. The microstructure of alloys modified with0.015 mass 7o Sr and held for 5 min at 993 K before casting into (a)sand mould and (b) steel mould.
Fig. 3. Optical fractography of a longitudinal section near thefracture surface of an alloy modified with 0.015 mass % Sr andheld for 5 min at 993 K (steel mould).
Table 1. Chemical analysis of the present alloy (mass %).
0.15 0.31 1.02 0.0015
0.076 0.059 0.14 balance
researchersre)25) to 27) to be sufficient for the Sr masteralloy to dissolve and to modify the melt.
ln group ll of experiments, the Sr master alloy is added tothe melt at a temperature of about 993 K and poured aftervarious holding times up to t h into the mould.
lngots are cast in both steel and sand moulds, at room tem-perature (- 300 K). Details of the moulds are previouslyrePorted2T).
Tensile properties are obtained from cylindrical tensile testspecimens machined to a gauge length of 25 mm andgauge diameter of 5 mm. Tensile tests are conducted at aconstant cross-head speed of 27 pmls at room tempera-ture 1- 300 K) using a tensometer up to fracture. The frac-ture mode was studied by optical microscopy on longitudi-nal sections.
3 Results and Discussions
The micrographs of Fig. 1a and b illustrate the effect of thecooling rate during solidification on the microstructure ofthe present alloy. These micrographs, in general, show Alsolid solution dendrites as primary phase which are sepa-rated by eutectic mixture. Figure 1a shows the microstruc-ture of a specimen cast in sand mould (low cooling rate)which delineates acicular Si morphology and a large den-dritic network. Specimens cast in steel mould (high coolingrate) show smaller Al-dendrite and refinement of theeutectic structure, Fig. 1b. Again, the shape of Si particlesis the same as that found in the slowly cooled alloy, Fig. 1a,but they are much smaller in dimensions. The volume frac-tion of Al solid solution is measured and found to be 0.53and 0.61 for specimens cast in sand and steel moulds,respectively. These values are higher than those expectedfrom the binary phase diagram under thermodynamicequilibrium conditions (- 0.41). This increase in volumefraction results from the shift of the eutectic compositionto higher silicon contents26)32), due to the relatively fastcooling rates used in the present investigation.
The results of tensile tests indicate that the 0.2 7o proofstress has almost the same value of = 120 MPa for bothcooling rates. The fracture strength has significantlyincreased from171.4 MPafor sand cast specimens to 204.4MPa for steel mould specimens (which makes an increaseof about 19 7o). Additionally, the elongations are 3.1 % and3.9 % for slow and fast cooling rates respectively. Thisrepresents an increase in the ductility of about 26 %. Thisimprovement in the tensile proferties when the coolingrate is increased resulted from the fineness of both den-dritic network and eutectic mixture (cf. Fig. 1a and b)33).
Adding 0.015 mass % Sr to the present alloy in the moltenstate and holding the melt for about 5 min at the super-heating temperature of 993 K prior to casting in sand andsteel moulds respectively, resulted in the microstructuresshown in Fig. 2. These figures show microstructures similarto that of Fig. 1 except that the eutectic-silicon is more fine-ly dispersed. lt can also be seen that the eutectic-silicon of
MgFe
72 Mahmoud Fouad Hafiz, Nabil K Fat-Halla, and Sherif B. Moshref Z. Metallkde.
modified steel mould castings, Fig. 2b, is finer and moreround-ended than that of sand mould cast specimensshown in Fig. 2a. The volume fraction of the primaryAlsolidsolution is found to be 0.59 and 0.67 for the modified sandand steel moulds, respectively. Again, this increase involume fraction of Al solid solution is believed to stem fromthe shift of the eutectic point towards the higher Si con-centrationss)s).
An improvement in the tensile properties of the alloy isassociated with this structural modification, particularly inthe case of steel mould castings. The fracture strength ofmodified steel mould specimens has been significantlyincreased compared to that of non-modified one. The frac-ture strength increased from 204.4 MPa to 253 MPa whichis about 25 o/o. The fracture strength of the sand mouldspecimens is not significantly affected. The increase in thefracture strength of the modified sand mould specimens isabout 9 o/o compdred to the non-modified one. Moreover,elongation is remarkably increased form 3.9 for the non-modified steel mould specimens to 12.8 % for the modifiedone. On the other hand, the elongation of the modifiedsand mould specimens reached 4.4o/owhich, when com-pared to that of the non-modified specimens (3.1 %),makes an increase of about 42o/o. However, the improve-ment in the fracture strength and elongation obtained with
the steel mould specimens can be attributed to the veryfine eutectic Si of Fig. 2b.
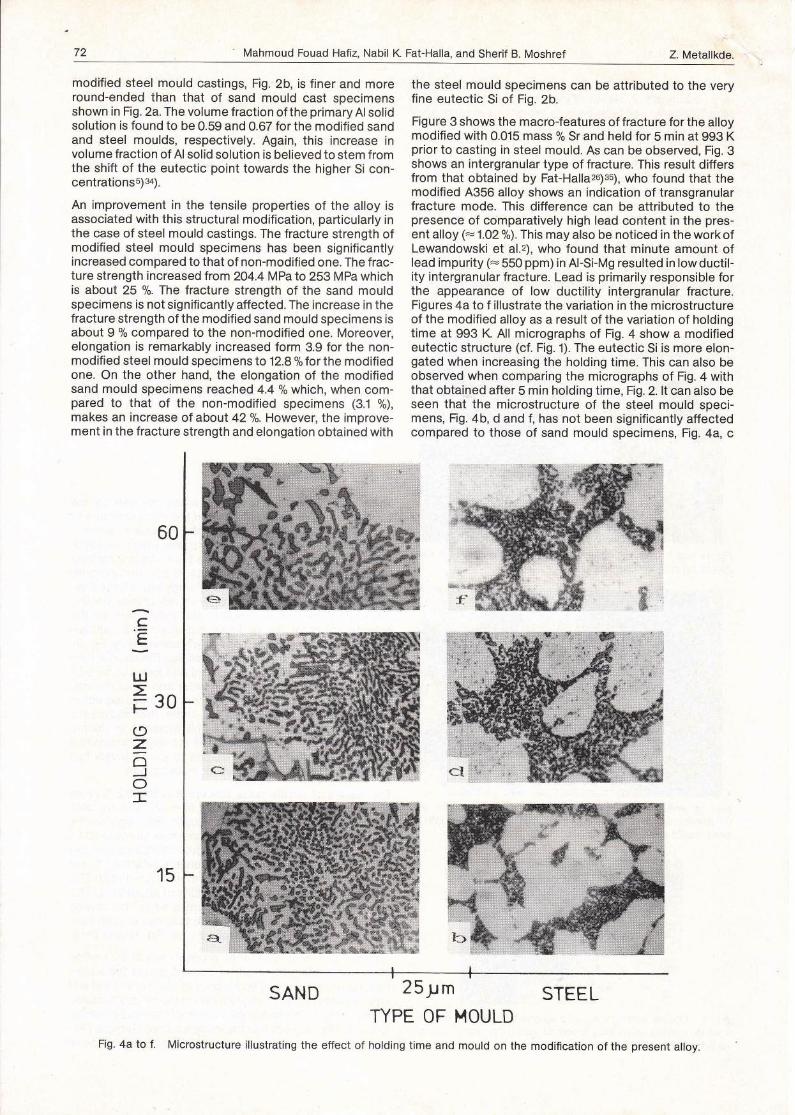
Figure 3 shows the macro-features of fracture for the alloymodified with 0.015 mass % Sr and held for 5 min at 993 Kprior to casting in steel mould. As can be observed, Fig. 3shows an intergranular type of fracture. This result differsfrom that obtained by Fat-Hallazolss;, who found that themodified A356 alloy shows an indication of transgranularfracture mode. This difference can be attributed to thepresence of comparatively high lead content in the pres-ent alloy (= l.O2 %)" This may also be noticed in the work ofLewandowski et al.2), who found that minute amount oflead impurity (= 550 ppm) in Al-Si-Mg resulted in low ductil-ity intergranular fracture. Lead is primarily responsible forthe appearance of low ductility intergranular fracture.Figures 4ato f illustrate the variation in the microstructureof the modified alloy as a result of the variation of holdingtime at 993 K. AII micrographs of Fig. 4 show a modifiedeutectic structure (cf. Fig. 1). The eutectic Si is more elon-gated when increasing the holding time. This can also beobserved when comparing the micrographs of Fig. 4 withthat obtained after 5 min holding time, Fig. 2. lt can also beseen that the microstructure of the steel mould speci-mens, Fig. 4b, d and f, has not been significantly affectedcompared to those of sand mould specimens, Fig. 4a, c
60
30
SAND STEEL
C
sLU
=Fo1oJO-
15
25p mTYPE OF },IOULD
Fig. 4a to f. Microstructure illustrating the effect of holding time and mould on the modification of the present alloy.

Bd. 81 (1990) H" 1 Grain Refinement of Al-Si Alloys 73
o
o Steel mould
Sand moulda
\x
\*o
a
30 (min I 30 (min J 60
| 2 3 (ks) 4
HOLDING TIME
Fig. 6. Elongation.
Fig. 5 and 6. Effect of holding time at 993 K on the tensile properties of the alloy modified with 0.015 mass % Sr
1123
1 033
SAND 25pm STEELTYPE OF MOULD
Fig. 7a to f. The effect of the melt temperature and mould on the microstructure of alloys modified with 0.015 mass 7o Sr and held for5 min at these superheating temperatures.
15
16
t2
iR
zo8F
z
d4160
d
Fztd&FU)
pF
dI,-
I Z 3 (ksl 4
HOLDING TIME
Fig. 5. Fracture strength.
1073
=l-LlE,
=)FE,uiL-LLlJF)Fttj2zllJhO=
\
o Steel mould
o Sand mould
t,b.
\*--{
,-----.-.---C- a
74 Mahmoud Fouad Hafiz, Nabil K Fat-Halla, and Sherif B. Moshref Z. Metallkde.
qo Steel mould
Sand moulda
G \a= \>\-
.-o
\
950 1000 1050 1100 1150
MELT TEMPERATURE (K)
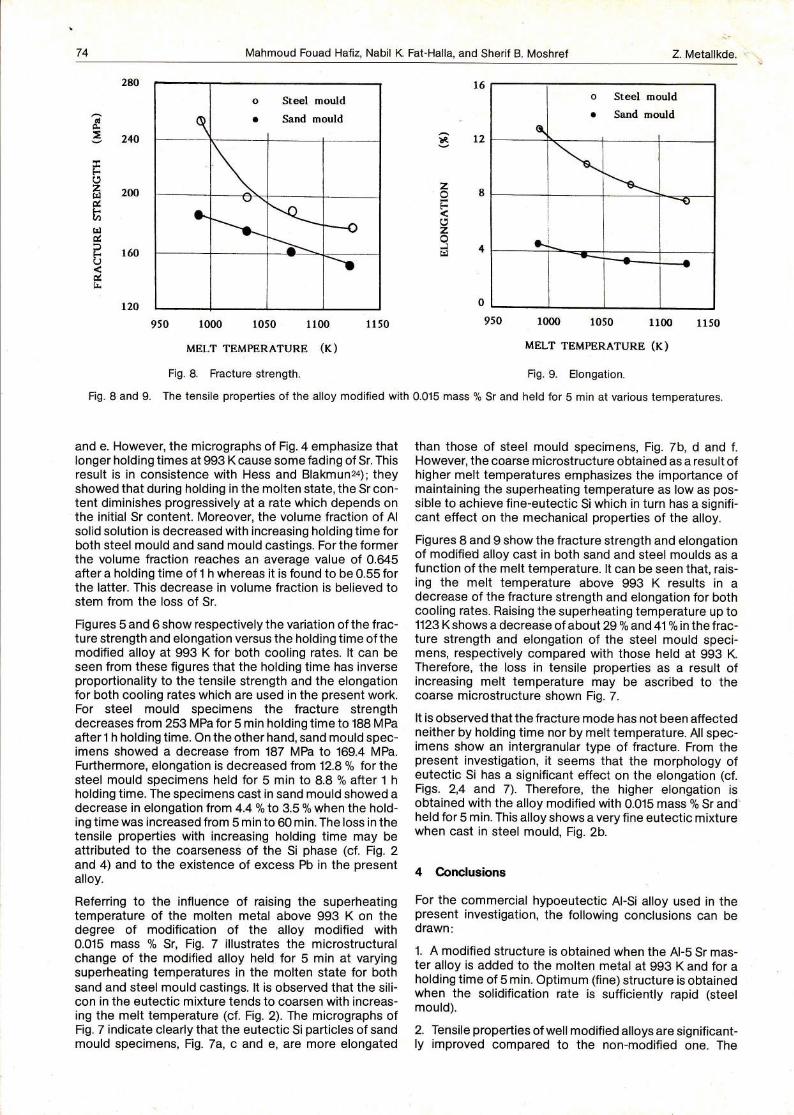
Fig. 8. Fracture strength.
and e. However, the micrographs of Fig.4 emphasize thatlonger holding times at 993 K cause some fading of Sr. Thisresult is in consistence with Hess and 31uLr1lrnz+); theyshowed that during holding in the molten state, the Srcon-tent diminishes progressively at a rate which depends onthe initial Sr content. Moreover, the volume fraction of Alsolid solution is decreased with increasing holding time forboth steel mould and sand mould castings. For the formerthe volume fraction reaches an average value of 0.645after a holding time of t h whereas it is found to be 0.55 forthe latter. This decrease in volume fraction is believed tostem from the loss of Sr.
Figures 5 and 6 show respectively the variation of the frac-ture strength and elongation versus the holding time of themodified alloy at 993 K for both cooling rates. lt can beseen from these figures that the holding time has inverseproportionality to the tensile strength and the elongationfor both cooling rates which are used in the present work.For steel mould specimens the fracture strengthdecreases from 253 MPa for 5 min holding time to 188 MPaafter t h holding time. On the other hand, sand mould spec-imens showed a decrease from 187 MPa to 169.4 MPa.Furthermore, elongation is decreased from 12.8 % for thesteel mould specimens held for 5 min to 8.8 o/o after t hholding time. The specimens cast in sand mould showed adecrease in elongation trom 4.4 % to 3.5 o/o when the hold-ing time was increased from 5 min to 60 min. The loss in thetensile properties with increasing holding time may beattributed to the coarseness of the Si phase (cf. Fig. 2and 4) and to the existence of excess Pb in the presentalloy.
Referring to the influence of raising the superheatingtemperature of the molten metal above 993 K on thedegree of modification of the alloy modified with0.015 mass o/o Sr, Fig. 7 illustrates the microstructuralchange of the modified alloy held for 5 min at varyingsuperheating temperatures in the molten state for bothsand and steel mould castings. lt is observed that the sili-con in the eutectic mixture tends to coarsen with increas-ing the melt temperature (cf. Fig. 2). The micrographs ofFig. 7 indicate clearly that the eutectic Si particles of sandmould specimens, Fig.7a, c and e, are more elongated
Io Steel mould
o Sand mould
I
G
--o
950 1000 1050 11oo 1150
MELT TEMPERATURE (K)
Fig. 9. Elongation.
than those of steel mould specimens, Fig. 7b, d and f.However, the coarse microstructure obtained as a result ofhigher melt temperatures emphasizes the importance ofmaintaining the superheating temperature as low as pos-sible to achieve fine-eutectic Siwhich in turn has a signifi-cant effect on the mechanical properties of the alloy.
Figures 8 and 9 show the fracture strength and elongationof modified alloy cast in both sand and steel moulds as afunction of the melt temperature. lt can be seen that, rais-ing the melt temperature above gg3 K results in adecrease of the fracture strength and elongation for bothcooling rates. Raising the superheating temperature up to1123 Kshows a decrease of about 29o/oand41 % in the frac-ture strength and elongation of the steel mould speci-mens, respectively compared with those held at 993 K.Therefore, the loss in tensile properties as a result ofincreasing melt temperature may be ascribed to thecoarse microstructure shown Fig. 7.
It is observed that the fracture mode has not been affectedneither by holding time nor by melt temperature. All spec-imens show an intergranular type of fracture. From thepresent investigation, it seems that the morphology ofeutectic Si has a significant effect on the elongation (cf.Figs. 2,4 and 7). Therefore, the higher elongation isobtained with the alloy modified with 0.015 mass o/o Sr and'held for 5 min. This alloy shows a very fine eutectic mixturewhen cast in steel mould, Fig. 2b.
4 Conclusions
For the commercial hypoeutectic AI-S| alloy used in thepresent investigation, the following conclusions can bedrawn:
1. A modified structure is obtained when the Al-5 Sr mas-ter alloy is added to the molten metal at gg3 K and for aholding time of 5 min. Optimum (fine) structure is obtainedwhen the solidification rate is sufficiently rapid (steelmould).
2. Tensile properties of well modified alloys are significant-ly improved compared to the non-modified one. The
t6
t2!R
zoFuzoJEl
?3 z4o
FUA 2ood6EIdP 160U
&I&
120
Fig. 8 and 9. The tensile properties of the alloy modified with 0.0'15 mass % Sr and held for 5 min at various temperatures.

- Bd. 81 (1990) H.1 Grain Refinement of Al-Si Alloys 75
increase in the fracture strength and elongation is about25oloand2OOYo, respectively. This improvement in the ten-sile properties which is inferiorto those reported previous-ly for A-S7G03 modified with master alloy is attributed tothe lead content in the present alloy.
3. Longer holding times at 993 Kor raising the superheat-ing temperature of the molten metal above 993 Kcausesaloss in the degree of modification (i. e. coarse microstruc-ture and deteriorated tensile properties).
4. The volume fraction of Al solid solution is affected bythe degree of modification. The higher value (0.67) isobtained with alloy held for 5 min at 993 K and then castinto a steel mould.
5. Optical fractography of the present alloy shows anintergranular fracture mode for both modified and non- -
modified alloys. This is attributed to the presence of leadimpurity in the present alloy.
Literature
r; L. F. MONDOLFO, Aluminium Alloys: Structure and Proper-ties, Butterworth, London (1976).
z; J. J. LEWANDOWSKI, V. KOHLER, and N. J. H. HOLROYD,Mater. Sci. Eng. 96 (1987) 185-195.A. PACZ, U.S.A. Patent No. 1387900 (1921).
J. D. GROGAN, J. lnst. Metals. 37 (1927) 77-92.M. D. HANNA, SHU-ZNLU, and A. HELLAWELL, Metall. Trans. A15A (1984) 595-597.B. GUNTHER and H. JURGENS, Giesserei 67 0) 0980) 8-13.K. RADHAKRISHNA, V. A. JOI and S. SESHAN, lndian FoundryJ.29 (9) (1983) 115-122.
8) N. GERU, D. CHIRCA, and L. CARDENES, Bull. lnst. Metals 44(2) (1982) 7s-80.
e) S. HOLECEK and A. BRANDEJS, Slevarents Vl 1 (1979) 28-31.to; G. NAGEL and R. PORTALIER, AFS lnter. Cast Met. J. 5 (4)
(1980) 2-6.rt; G. K SIGWORTH, AFS Trans. 91 0983) 7-16.tz) M. GARAT, Rve. Aluminium 49 (1979) 449-509.
ta) A. J. TELLI and S. E. KISAKURE( Scripta Metall. 20 (1986)1 657-1 660.
ra1 B. M. THALL and B. CHALMERS, J. lnst. Metals 77 (1950)79-97.
ts1 B. OTHANI, J. lnst. Metals 36 (1926) 243-267.to1 M. E X GlcLOTTl, JR. and c. A. GOLLIGAN, Metall. Trans. 3
(1972) 933-940.tz; J. D. GORGEN, J. lnst. Metals 36 (1926) 269-281"ta1 LIU QIYANG, Ll QINGCHUN, and ZHANG JIREN, Scripta
Metall. 22 0988) 789-791.ts) M. M. HAOUE, Metals Forum 6 0) 1983) 54-56.zo; M. M. HAQUE, G. H. J. BENNETI and V. KNODIC, Foundry
Trade J. 24 0983) 387-390.zt; B. CLOSSET and J. E. GRUZLESKI, AFS Trans. 89 (1981)
801-808.zz; P. DAVAMI and M. GHAFELEHBASHI, British Foundryman 72
0) 0e7e) 4-7.zs; B. CLOSSET and J. E. GRUZLESKI, Metall. Trans. A 13A (1982)
945-951.z+; P. D. HESS and E. V. BLACKMUN, AFS Trans. 83 0975) 87-90.z9 N. K. FAT-HALLA, Proc. Srd int. MDP Conf., Cairo, Univ., Perga-
mon Press Cairo, Egypt Dec.28-30 (1985) 239-246.z0; N. K FAT-HALLA, J. Mater. Sci. 22 (1987) 1013-1018.zz) M. E HAFIZ, N. K. FAT-HALLA, and S. B. MOSHREF, Proc.3rd
lnt. Conf. on Applied Mech. Eng. AME, Military Technical Col-lege Cairo, Egypt, April 12-14 (1988) 243-250.
za; J. CHARBONNIER, J. PERRIER, and R. PORTALIER, AFS lnt.Cast Met. J. 3 0978) 17-26.
zs; F. FOMMEI, Aluminio 46 (3) (1977) 121-135.so; M. E HAFIZ, N. K. FAT-HALLA, and S. B. MOSHREF, Proc. 2nd
lnt. Conf. on PEDD. Ain-Shams Univ., Cairo, Egypt Dec.29-31(1987) 277-287.
st; Personal Communication.sz; G. A. CHADWICK Progress in Mater. Sci., Pergamon Press 12
(1e65).sa; S. F. FREDERICK and W A. BAILEY Trans. Metall. Soc. AIME
242 (1968) 2063-2067.34) A. HELLAWELL, Progress in Mater. Sci., Pergamon Press 15
(1970).sq N. K. FAT-HALLA, Proc. Sth int. Conf. on Mech. Behaviour of
Materials-V, Beijing, China, Vol. 2 (1987) 1419-1426.
(Eingegangen am 19. Dezember 1988)
94)
5)
6)
7)