
The effect of Al–5Ti–1B on the microstructure, hardness and tensile properties of Al 2O 3 and...
8
Materials Science and Engineering A 485 (2008) 210–217 The effect of Al–5Ti–1B on the microstructure, hardness and tensile properties of Al 2 O 3 and SiC-containing metal–matrix composites M. Emamy a,∗ , A. Razaghian b , H.R. Lashgari a , R. Abbasi a a Center of Excellence for High Performance Materials, School of Metallurgy and Materials, University of Tehran, Tehran, Iran b International University of Imam Khomeiny, Qazvin, Iran Received 30 May 2007; received in revised form 25 July 2007; accepted 26 July 2007 Abstract The microstructure and tensile properties of two particulate metal–matrix composites have been studied in the present work. The composite ingots were made by stir casting process which had similar matrices (A356 aluminium alloy) and different volume fraction of Al 2 O 3 and SiC particles (5, 10, 15 and 20 vol.%). It was found that increasing volume fraction of the reinforcing particles reduces tensile strength and ductility of the composites but, the addition of 4wt.% Al–5Ti–1B to composites improves the tensile strength and elongation values to some extent. Microstructural observations and fractographic examination of the fractured faces of several cast MMCs showed that these materials basically suffer from microshrinkage pores which increase with the addition of ceramic reinforcements. © 2007 Elsevier B.V. All rights reserved. Keywords: Metal–matrix composites; Grain refinement; Al–Ti–B master alloy; Tensile properties 1. Introduction Recently, much work has been done on metal–matrix composites (MMCs) and most of them are focused on aluminium–silicon–magnesium matrix alloy. In composites, the combination of light-weight wear resistance and useful mechan- ical properties leads to meet the increasing demands of advanced structural applications, in aircraft and automobile. For instance, brake rotors and drums are made of MMCs because of light den- sity, high elastic modulus, fatigue strength, strength-to-weight ratio, wear resistance and good thermal stability compared with conventional monolithic alloys [1–4]. Unfortunately, the MMC castings basically suffer from inter- nal defects [5–7] such as entrapped bubbles, shrinkage and gas porosity, oxide films. The magnitude and distribution of the defects basically affect the final physical and chemical prop- erties of the cast components and of course may lead to scatter in mechanical property measurements [7,8]. The present work focused on two specific composites based on A356 matrix alloy. These composites were made with 5, 10, 15 and 20 volume fraction of alumina and silicon carbide parti- ∗ Corresponding author. Tel.: +98 21 82084083; fax: +98 21 82084083. E-mail address: [email protected] (M. Emamy). cles. Titanium addition was carried out by the use of Al–5Ti–1B grain refiner to investigate its influence on the microstructural aspects and tensile properties of the composites. Since the ten- sile behavior of MMCs is highly sensitive to microstructure, optical and scanning electron microscopy were used to charac- terize the initial microstructure and its influence on the fracture mechanisms. 2. Experimental procedure 2.1. Materials processing At the beginning, A356 ingots were made by the use of com- mercial pure metals (Al, Si and Mg). Table 1 shows the chemical composition of A356 alloy. Applying a rather high Si in the matrix alloy provides less potential for making destructive carbide phases, i.e. Al 4 C 3 [9,10]. Mg addition to Al–Si alloy not only prepares the matrix alloy for heat treatment but also it improves wetting properties between aluminium matrix and reinforcing material, such as SiC, during manufacturing via stir casting technique [9]. Care was made to prepare clean A356 alloy by appropriate degassing process coupled with fluxing. Pure SiC particles (98.5%) and fused alumina (99.9%) with similarity in size and shape were used as reinforcing agents. 0921-5093/$ – see front matter © 2007 Elsevier B.V. All rights reserved. doi:10.1016/j.msea.2007.07.090
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of The effect of Al–5Ti–1B on the microstructure, hardness and tensile properties of Al 2O 3 and...

A
ipoMs©
K
1
cacisbsrc
npdei
o1
0d
Materials Science and Engineering A 485 (2008) 210–217
The effect of Al–5Ti–1B on the microstructure, hardness and tensileproperties of Al2O3 and SiC-containing metal–matrix composites
M. Emamy a,∗, A. Razaghian b, H.R. Lashgari a, R. Abbasi a
a Center of Excellence for High Performance Materials, School of Metallurgy and Materials, University of Tehran, Tehran, Iranb International University of Imam Khomeiny, Qazvin, Iran
Received 30 May 2007; received in revised form 25 July 2007; accepted 26 July 2007
bstract
The microstructure and tensile properties of two particulate metal–matrix composites have been studied in the present work. The compositengots were made by stir casting process which had similar matrices (A356 aluminium alloy) and different volume fraction of Al2O3 and SiCarticles (5, 10, 15 and 20 vol.%). It was found that increasing volume fraction of the reinforcing particles reduces tensile strength and ductility
f the composites but, the addition of 4 wt.% Al–5Ti–1B to composites improves the tensile strength and elongation values to some extent.icrostructural observations and fractographic examination of the fractured faces of several cast MMCs showed that these materials basicallyuffer from microshrinkage pores which increase with the addition of ceramic reinforcements. 2007 Elsevier B.V. All rights reserved.
Tens
cgasotm
2
2
mc
p[
eywords: Metal–matrix composites; Grain refinement; Al–Ti–B master alloy;
. Introduction
Recently, much work has been done on metal–matrixomposites (MMCs) and most of them are focused onluminium–silicon–magnesium matrix alloy. In composites, theombination of light-weight wear resistance and useful mechan-cal properties leads to meet the increasing demands of advancedtructural applications, in aircraft and automobile. For instance,rake rotors and drums are made of MMCs because of light den-ity, high elastic modulus, fatigue strength, strength-to-weightatio, wear resistance and good thermal stability compared withonventional monolithic alloys [1–4].
Unfortunately, the MMC castings basically suffer from inter-al defects [5–7] such as entrapped bubbles, shrinkage and gasorosity, oxide films. The magnitude and distribution of theefects basically affect the final physical and chemical prop-rties of the cast components and of course may lead to scattern mechanical property measurements [7,8].
The present work focused on two specific composites basedn A356 matrix alloy. These composites were made with 5, 10,5 and 20 volume fraction of alumina and silicon carbide parti-
∗ Corresponding author. Tel.: +98 21 82084083; fax: +98 21 82084083.E-mail address: [email protected] (M. Emamy).
abSwp
s
921-5093/$ – see front matter © 2007 Elsevier B.V. All rights reserved.oi:10.1016/j.msea.2007.07.090
ile properties
les. Titanium addition was carried out by the use of Al–5Ti–1Brain refiner to investigate its influence on the microstructuralspects and tensile properties of the composites. Since the ten-ile behavior of MMCs is highly sensitive to microstructure,ptical and scanning electron microscopy were used to charac-erize the initial microstructure and its influence on the fracture
echanisms.
. Experimental procedure
.1. Materials processing
At the beginning, A356 ingots were made by the use of com-ercial pure metals (Al, Si and Mg). Table 1 shows the chemical
omposition of A356 alloy.Applying a rather high Si in the matrix alloy provides less
otential for making destructive carbide phases, i.e. Al4C39,10]. Mg addition to Al–Si alloy not only prepares the matrixlloy for heat treatment but also it improves wetting propertiesetween aluminium matrix and reinforcing material, such asiC, during manufacturing via stir casting technique [9]. Care
as made to prepare clean A356 alloy by appropriate degassingrocess coupled with fluxing.Pure SiC particles (98.5%) and fused alumina (99.9%) withimilarity in size and shape were used as reinforcing agents.

M. Emamy et al. / Materials Science and Engineering A 485 (2008) 210–217 211
Table 1Chemical composition of matrix alloy
%Si 7.1%Mg 0.45%Fe 0.21%Cr <0.1%Zn 0.1%Ti <0.1%%%
Hccfwa
pr(Aw
TS
IIMPA
Cu <0.1Mn <0.1Al Rem.
eat-treating of SiC and Al2O3 was done in an atmosphericondition before adding to the molten alloy via stir casting pro-ess. Alumina and SiC particles were hold in 550 and 1100 ◦Cor 3 h, respectively. After cooling down and milling a bit, theyere used in stir casting process. SiC and Al2O3 particles had
verage size of about 43 �m.In this research, an appropriate technique was employed to
roduce MMC ingots. Stirring action was made in an electrical
esistant furnace with a controlled atmosphere and temperatureaccuracy of ±5 ◦C). Fig. 1 illustrates schematically the process.silicon carbide crucible with the capacity of 10 kg compositeas used for this reason.
able 2ome parameters applied in stir casting process
mpeller rotation speed (rpm) 720mpeller rotation time (min) 20
olten MMC temperature (◦C) 730reheat of SiC and Al2O3 (◦C) 350tmospheric condition Pure argon (99.999%)
Fr
ts
2
t
Fig. 2. Schematic outline of mould, showing a d
ig. 1. The schematic diagram of the furnace used for composite ingot prepa-ation.
The graphite impeller design in stirring action had an impor-ant role to make ingots with very low porosity. Table 2 presentsome important characteristics of stir casting process.
.2. Microstructural studies
A conventional metallographic technique was employed forhe microstructural studies. The microstructures were charac-
irect pouring and filtered system castings.

212 M. Emamy et al. / Materials Science and Engineering A 485 (2008) 210–217
Table 3Volume fraction of reinforcements in composites
MMCs A356-5% SiC A356-10% SiC A356-15% SiC A356-20% SiC A356-5% Al2O3 A356-10% Al2O3 A356-15% Al2O3 A356-20% Al2O3
SiC (vol.%) 4–6.5 9.5–11 14–15.5 17–20.5 – – – –A
tOmm
m
2
Fhro
l2O3 (vol.%) – – – –
erized by an optical microscope which was equipped with anlympus image analyzer. The fracture surfaces of test speci-ens were examined by a Cam Scan MV2300 scanning electron
icroscope (SEM) equipped with an EDX.Table 3 illustrates the measured volume fraction of reinforce-ents in each MMC specimen.
Aan
ig. 3. (a) Optical micrograph of the matrix alloy, showing small amount of shrinkagigher magnification. (c) Optical micrograph of A356/15% SiC (not grain refined), shefined), showing well distributed SiC particles. (e) SEM micrograph of A356/15% Alf A356/15% Al2O3 (grain refined), showing well distributed Al2O3 particles.
4.5–6.5 8–10.5 14–16 18.5–21
.3. Porosity measurement
Density measurement used for all materials, applying
rchimedes rule with distilled water as the auxiliary liquidnd an accurate digital balance with 0.1 mg resolution. Inter-al porosity was defined in terms of theoretical density (ρth) and
e pores. (b) SEM micrograph of A356/20% Al2O3, showing Al2O3 particles atowing small shrinkage pores. (d) Optical micrograph of A356/15% SiC (grain
2O3 (not grain refined), showing microshrinkage porosity. (f) SEM micrograph

M. Emamy et al. / Materials Science and Engineering A 485 (2008) 210–217 213
ateria
t
%
2
iacqssM
aacaaic
fma
FH
Fig. 4. (a) Porosity as a function of Al2O3 reinforcing m
he measured one (ρ0), as follows:
internal porosity = ρth − ρ0
ρth× 100 (1)
.4. Tensile test
Composite ingots were chopped into smaller sizes for remelt-ng in small graphite crucible. Remelting was carried out in antmospheric controlled electrical resistant furnace by charginghopped ingots in a 1 kg graphite crucible. In all castings, after
uick remelting of the ingots at 730 ◦C, molten composite wastirred gently by hand for about 1 min to obtain a uniform suspen-ion. Full skimming was carried out before pouring the moltenMC in CO2 sand moulds.
tBZ
ig. 5. (a) Hardness (Brinell Hardness) as a function of Al2O3 vol.% for MMCs in asardness) as a function of SiC vol.% for MMCs in as-cast condition, after heat treatm
l. (b) Porosity as a function of SiC reinforcing material.
Al–5Ti–1B purchased from LSM Company was employed asstrong refining material for adding to the molten materials. Forll materials, 4 wt.% of master alloys (to provide 0.2 wt.% Ti inastings) was used. Pure argon (99.999) was used to prevent gasbsorption at this stage. Al–5Ti–1B rods were cut and weighedccurately and added to the molten material at 750 ◦C, but sim-lar pouring temperature (730 ◦C) was used for grain-refinedastings.
Before machining and tensile test, T6 heat treatment appliedor all castings. The heat treatment consisted of solution treat-ent for 5 h at 540 ◦C, followed by quenching in 80 ◦C water
nd finally aging at 170 ◦C for 8 h.
Hardness test (Brinell hardness) was carried out dueo ASTM E10 standard and tensile test was due toS10002 standard. Tensile tests were carried out in awick/Roell Z100 testing machine at a strain rate of
-cast condition, after heat treatment and grain refinement. (b) Hardness (Brinellent and grain refinement.

214 M. Emamy et al. / Materials Science and Engineering A 485 (2008) 210–217
F . (a)M
4s
3
3
(fp
li�af
lmuMfSp
vritf
Fw
ig. 6. Tensile strength as a function of the volume fraction of reinforcementsMCs with and without grain refining.
× 10−4 S−1. Fig. 2 illustrates schematic drawing of tensile castamples.
. Results and discussion
.1. Microstructural study
Fig. 3a–f shows the microstructures of the matrix alloyA356) and MMCs. It is clear from the figures that the rein-orcing particles lie between eutectic areas, known as particleushing phenomena [11–13].
SiC and Al2O3 particles are generally segregated to theast freezing zone as a result of pushing particles by mov-
ng solid–liquid interfaces. The absence of nucleation of-aluminium on the SiC or Al2O3 particles in hypo-eutecticluminium alloys has been explained as a result of the high inter-acial energy associated with aluminium ceramic interface [14].itmd
ig. 7. Elongation as a function of the volume fraction of reinforcements. (a) Al2O3-ith and without grain refining.
Al2O3-containing MMCs with and without grain refining. (b) SiC-containing
It is also clear from Figures a, c, e and f, prepared atower magnifications, microporosity is common in all speci-
ens. Applying a clean aluminium alloy for matrix and also these of an atmospheric controlled process by pure Ar, both forMC ingot fabrication and its remelting, gas pores were rarely
ound in solidified materials in the microstructural examinations.o, both matrix alloy and MMCs suffer from microshrinkageorosity basically.
Fig. 4a and b shows the porosity content as a function ofolume fraction of SiC and alumina particles in both grainefined and non-refined conditions. Based on the previous stud-es [15,16,17], porosity formation in cast MMCs is due tohe reinforcing particles and casting parameters. Hashim hasound that the porosity content of aluminium alloy castings
ncreases with the addition of reinforcing particles [15]. Unlikehe monolithic alloys, the gases which are absorbed during theelting of the MMCs, can not be readily removed using stan-ard fluxing and degassing methods because gas bubbles are
containing MMCs with and without grain refining. (b) SiC-containing MMCs
M. Emamy et al. / Materials Science and Engineering A 485 (2008) 210–217 215
F site,m
swgticiwAisfetwdMpF
3
fhga
mwAaa
temt
nrtdmeA140–185 C to obtain high strength values. In Al–Si–Mg alloythe age hardening happens in a ternary “solubility field” (i.e., themagnesium and silicon atoms combine to form Mg2Si, whichprecipitates causing the hardening) [23].
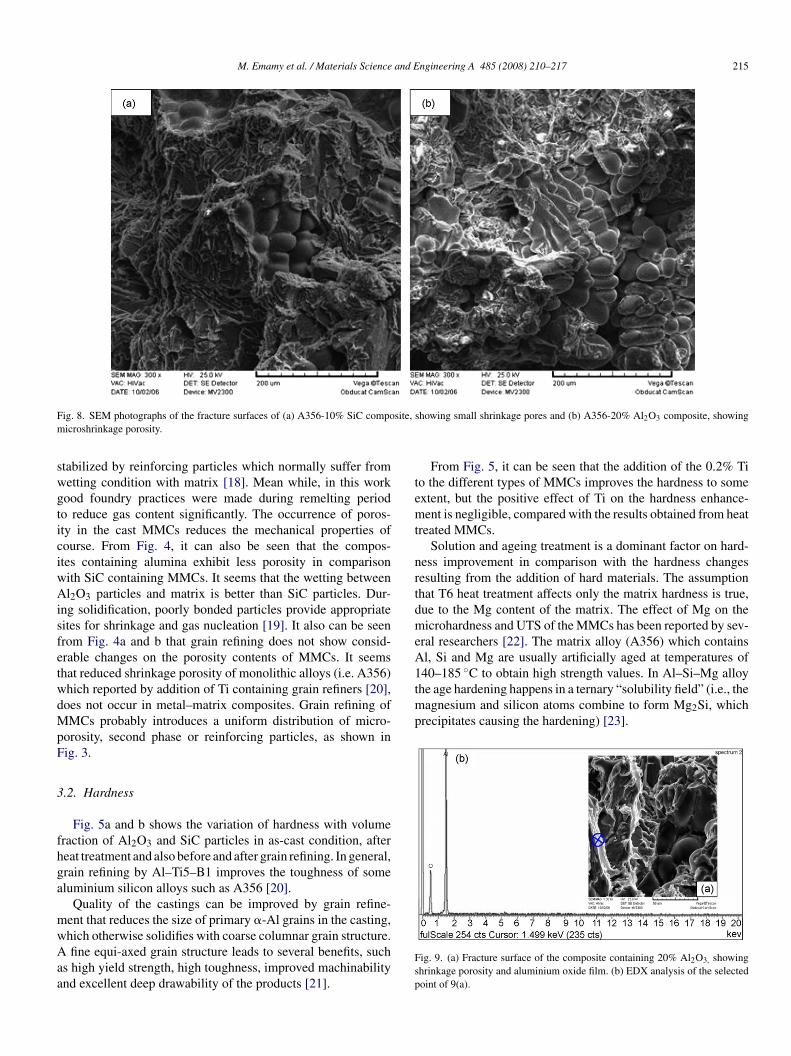
ig. 8. SEM photographs of the fracture surfaces of (a) A356-10% SiC compoicroshrinkage porosity.
tabilized by reinforcing particles which normally suffer frometting condition with matrix [18]. Mean while, in this workood foundry practices were made during remelting periodo reduce gas content significantly. The occurrence of poros-ty in the cast MMCs reduces the mechanical properties ofourse. From Fig. 4, it can also be seen that the compos-tes containing alumina exhibit less porosity in comparisonith SiC containing MMCs. It seems that the wetting betweenl2O3 particles and matrix is better than SiC particles. Dur-
ng solidification, poorly bonded particles provide appropriateites for shrinkage and gas nucleation [19]. It also can be seenrom Fig. 4a and b that grain refining does not show consid-rable changes on the porosity contents of MMCs. It seemshat reduced shrinkage porosity of monolithic alloys (i.e. A356)hich reported by addition of Ti containing grain refiners [20],oes not occur in metal–matrix composites. Grain refining ofMCs probably introduces a uniform distribution of micro-
orosity, second phase or reinforcing particles, as shown inig. 3.
.2. Hardness
Fig. 5a and b shows the variation of hardness with volumeraction of Al2O3 and SiC particles in as-cast condition, aftereat treatment and also before and after grain refining. In general,rain refining by Al–Ti5–B1 improves the toughness of someluminium silicon alloys such as A356 [20].
Quality of the castings can be improved by grain refine-ent that reduces the size of primary �-Al grains in the casting,
hich otherwise solidifies with coarse columnar grain structure.fine equi-axed grain structure leads to several benefits, suchs high yield strength, high toughness, improved machinabilitynd excellent deep drawability of the products [21].
Fsp
showing small shrinkage pores and (b) A356-20% Al2O3 composite, showing
From Fig. 5, it can be seen that the addition of the 0.2% Tio the different types of MMCs improves the hardness to somextent, but the positive effect of Ti on the hardness enhance-ent is negligible, compared with the results obtained from heat
reated MMCs.Solution and ageing treatment is a dominant factor on hard-
ess improvement in comparison with the hardness changesesulting from the addition of hard materials. The assumptionhat T6 heat treatment affects only the matrix hardness is true,ue to the Mg content of the matrix. The effect of Mg on theicrohardness and UTS of the MMCs has been reported by sev-
ral researchers [22]. The matrix alloy (A356) which containsl, Si and Mg are usually artificially aged at temperatures of
◦
ig. 9. (a) Fracture surface of the composite containing 20% Al2O3, showinghrinkage porosity and aluminium oxide film. (b) EDX analysis of the selectedoint of 9(a).

2 nce a
3
eo
tS
owfsadi
Mwtptg
sMMeGopmrwntpla
3
Fs
16 M. Emamy et al. / Materials Scie
.3. Tensile properties
It can be said that the average tensile strength decreases andlongation of the composites containing SiC and Al2O3 particlesbtained from tensile test plotted in Figs. 6 and 7.
Due to the results of Fig. 6, it can be said that the averageensile strength of both MMCs decreases with the increase iniC and Al2O3 content from 5 to 20 vol.%.
It is also important to note that significant reduction is seenn elongation results, as Fig. 7 shows. Referring to previousorks, the ductility of the discontinuously reinforced metal is
requently inferior to the un-reinforced matrix alloy [24]. It iseen from Fig. 7 that even though similar condition has beenpplied for preparation of each composite, there is significantifferences in ductility results. The deviation from mean values of course due to the differences in porosity levels.
Figs. 6 and 7 also show that the specimens of the grain refinedMC managed to perform higher UTS and elongation values,hich related to its toughness level. It is expected that the reduc-
ion in tensile properties of MMCs be related to variations inorosity levels by the addition of the reinforcing ceramic par-icles (Fig. 4). Also, it can be seen from Figs. 6 and 7 thatrain refining by Al–Ti–B improves tensile results but no con-
Mmtf
ig. 10. (a) Back scattered electron micrograph of A356-10% Al2O3, showing brohowing broken SiC particles. (d) A356-15% Al2O3 composite, showing alumina pa
nd Engineering A 485 (2008) 210–217
iderable change is seen in porosity content of grain refinedMCs (Fig. 4). This result suggests that porosity content ofMCs does not always correlate with tensile strength; appar-
ntly microstructural features may play a more important role.racia-Hinojosa has studied the effects of some grain refinersn the microstructures of Al-7 wt.% to 10 vol.% SiC cast com-osites. They showed that the application of Al–5Ti–1B in theolten cast MMC show excellent combination of matrix grain
efinement and uniform ceramic particle distribution [25]. It isell established that fine particles of TiB2 and TiAl3, provideucleation sites during solidification of hypoeutectic Al–Si alloyreated by Al–Ti–B master alloy. These particles can also beresented in the composite slurry to promote nucleation of aarge number of small embryos of primary aluminium phasend generate a finer equi-axed structure.
.4. Fractography
A factor which may affect the tensile properties of the
MCs is the homogeneity of particle distribution. In the presenticrostructural observations, the composite have been foundo be reasonably homogeneous (Fig. 3e). Metallographic andractographic studies rarely showed clustering of the alumina
ken alumina particle. (b and c) Secondary electron micrograph of A356-SiC,rticles within dimples.

and E
acgwhobp
dftrflop
tsmwbpfamoim
ipi
4
wrpmmT
1
2
3
A
aAo
R
[
[[[
[[[[[
[
[
[[
M. Emamy et al. / Materials Science
nd silicon carbide. Such clustering is more likely to occur inomposite reinforced with fine particles which appear to havereater strength and ductility than materials used in this studyith coarse particles (about 40 �m average size). On the otherand, shrinkage porosity was common in all specimens. Fig. 8btained from microscopic examination of fracture surfaces ofroken tensile bars. The Figures show the presence of shrinkageores on the fractured faces.
Porosity is high probably the main reason for reduction of theuctility of the MMCs. On the other hand, oxide films resultingrom surface turbulence during filling of the cast bars were foundo be relatively rare in examined fracture faces. This can beelated to the use of ceramic foam filter and good control of fluidow during filling of the mould. Fig. 9 shows SEM micrographf oxide inclusions and typical EDX analysis of the selectedoint are shown on the image.
The examined fracture surfaces exhibit a predominantly brit-le cleavage fracture mechanism. In most instances, the fractureurfaces of the grain refined composites showed broken alu-ina and SiC particles (Fig. 10a–d) and well-attached particlesithin the dimples, indicating rather good interface cohesionetween the matrix and the reinforcing particles. The cracks areerpendicular to the loading direction. Once ceramic particleractures, the crack will propagate into the aluminium matrixlloy simultaneously. This can be due to the presence of theicroshrinkage porosity defects. Microshrinkage porosity was
bserved in almost all of the fracture faces of the compos-tes, Figs. 8 and 9. Since there is no pressure to eliminate the
icroshrinkage, the elongation of the composite should be low.It seems that the combination of there types of failure, includ-
ng cracking of the reinforcing particles, partial debonding at thearticle/matrix interface and the growth and coalescence of voidsn the matrix occur in these castable metal–matrix composites.
. Conclusion
In the present work, two series of metal–matrix compositesere grain refined by Al–5Ti–1B master alloy to evaluate the
ole of grain refinement treatment on the hardness and tensileroperties of the materials. The castable composites had similaratrices, i.e. A356 aluminium alloy, and two different reinforce-ents, i.e. 5, 10, 15 and 20 vol.% of SiC and Al2O3 particles.he results of this investigation reveal:
. The addition of SiC and Al2O3 particles to A356 aluminiumalloy improves the hardness of the new materials but theeffect of solution and ageing heat treatment on hardnessenhancement of the composites is more relevant.
[
[[
ngineering A 485 (2008) 210–217 217
. The incorporation of 0.2% of Al–5Ti–1B grain refinerimproves tensile strength and elongation of the cast com-posites containing different volume fraction of alumina andsilicon carbide particles.
. Particle cracking of the reinforcement particulate was seenon both MMC fractured faces under tensile loading, imply-ing that there is sufficient interfacial bonding between thereinforcement particles and aluminium matrix.
cknowledgements
The authors would like to thank Industrial Devolvementnd Renovation Organization of Iran for financial support anddvanced Materials Industrial Development Co. for supervisionf this research.
eferences
[1] D.J. Lloyd, Int. Mater. Rev. 39 (1994) 1.[2] S.C. Tjong, G.S. Wang, Y-.W. Mai, Compos. Sci. Technol. 65 (2005)
1537–1546.[3] S.C. Tjong, G.S. Wang, Mater. Sci. Eng. A 386 (2004) 48–53.[4] W.M. Zhong, G. L’Esperance, M. Suery, Mater. Sci. Eng. A 214
(1996) 39.[5] M. Emamy, J. Campbell, Int. J. Cast Met. Res. 8 (1995) 115–122.[6] M. Emamy, J. Campbell, Int. J. Cast Met. Res. 8 (1995) 13.[7] R. Taghabadi, M. Mahmoodi, M. Emamy, J. Campbell, Mater. Sci. Technol.
19 (2003) 501.[8] T.W. Lee, C.H. LEE, J. Mater. Sci. 35 (2000) 4267.[9] J.C. Lee, J.P. Ahn, J.H. Shim, Z. Shi, H.I. Lee, Scr. Mater. 41 (1999)
895–900.10] Z. Shi, J.C. Lee, D. Zhang, H.L. Lee, R. Wu, Mater. Sci. Eng. A 303 (2001)
46.11] J.K. Kim, P.K. Rohatgi, Acta Mater. 46 (4) (1998) 1115–1123.12] M.K. Surappa, P.K. Rohatgi, J. Mater. Sci. 16 (1981) 562.13] Y. Wu, H. Liu, E.J. Lavernia, Acta Metal. Mater. 42 (3) (1994) 825–
837.14] J.K. Kim, P.K. Rohatgi, Met. Mater. Trans. A 31 (2000) 1295–1304.15] J. Hashim, J. Technol. A 31 (1999) 1–12.16] P.K. Ghosh, S. Ray, Ind. J. Technol. 26 (1988) 83–94.17] S.F. Moustafa, Zeitsh. Metall. 88 (3) (1997) 209–216.18] S.N. Ahmad, J. Hashim, M.I. Ghazali, J. Comp. Mater. 39 (5) (2005)
451–464.19] J. Campbell, Castings, Butterworth-Heinemann Publisher, Oxford,
2003.20] B.S. Murty, S.A. Kori, M. Chakraborty, Int. Mater. Rev. 47 (1) (2002)
3–29.21] D.G. MaCartney, Int. Mater. Rev. 34 (1989) 247.22] J.H. Hsieh, C.G. Chao, Mater. Sci. Eng. A 212 (1996) 102–107.
23] D.G. Altenpohl, Aluminum: Technology, Applications and Environment,TMS, Washington D.C. & Warrendale, Pennsylvania, 1999.24] T.C. Tszeng, J. Eng. Mater. Technol. 122 (2000) 86–92.25] J.A. Garcia-Hinojosa, C.R. Gonzalez, J.I. Juarez, M.K. Surrapa, Mater. Sci.
Eng. A 386 (2004) 54–60.




















