
Teoria da Usinagem Dos Materiais.pdf
191
I··' ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) . ) ) . ) ) ) ) ) ) o livro. Ieorie da usitieqem d;;s mat~riai$ contém todos os princípios básicos sobre os processos de usínagem, apresentando os modelos e conceitos imprescindíveis ao engenheiro envolvido com a matéria. A nomenclatura ea simbofogia específicas da usinagem dos materiais são as mais atualizarias e a aplicação destas é claramente exemplificada. A obra mostra, de maneira clara e didática, a formação de cavacos, com modelos teóricos consagrados, os quals permitem não só o entendimento mas também a aplicação nos cálculos de força e potência de usinagem. Esses conceitos se aplicam a qualquer outro processo de usinagem, independentemente dos materiais usinados, mesmo em compósitos hoje largamente utilizados ria indústria aeroespacial. Os modelos permitem a previsão de resultados, bem como a seleção de máquinas e equipamentos. o livro aborda também os mais recentes avanços em materiais para ferramentas, de corte, suas aplicações e vantagens, proporcionando uma visão bastante atualizada das melhores práticas em usinagem de materiais. Além desses tópicos, o texto apresentamodelos para avaliação econômica das operações de usinagem, mostrando como as condições de corte, avanço, velocidade e profundidade de corte podem tornar os processos mais produtivos, Por último, os processos abrasivos são descritos e analisados com base nas mais recentes descobertas científicas nesta importante área de acabamento da usinagem. TEGíWi DA US!NRGEIi 0,13 ~ II!U JIIIIID.llUllaU'-ldUI fh
-
Upload
khangminh22 -
Category
Documents
-
view
2 -
download
0
Transcript of Teoria da Usinagem Dos Materiais.pdf
I··'
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
. )
)
. ))
)
)
)
)
o livro. Ieorie da usitieqem d;;s mat~riai$ contém todos os princípios básicossobre os processos de usínagem, apresentando os modelos e conceitos
imprescindíveis ao engenheiro envolvido com a matéria. A nomenclatura e asimbofogia específicas da usinagem dos materiais são as mais atualizarias e aaplicação destas é claramente exemplificada. A obra mostra, de maneira clara
e didática, a formação de cavacos, com modelos teóricos consagrados, os qualspermitem não só o entendimento mas também a aplicação nos cálculos de forçae potência de usinagem. Esses conceitos se aplicam a qualquer outro processo
de usinagem, independentemente dos materiais usinados, mesmo em compósitoshoje largamente utilizados ria indústria aeroespacial. Os modelos permitem a
previsão de resultados, bem como a seleção de máquinas e equipamentos.
o livro aborda também os mais recentes avanços em materiais para ferramentas,de corte, suas aplicações e vantagens, proporcionando uma visão bastante
atualizada das melhores práticas em usinagem de materiais. Além dessestópicos, o texto apresentamodelos para avaliação econômica das operações
de usinagem, mostrando como as condições de corte, avanço, velocidade eprofundidade de corte podem tornar os processos mais produtivos, Por último,
os processos abrasivos são descritos e analisados com base nas mais recentesdescobertas científicas nesta importante área de acabamento da usinagem.
TEGíWi DA US!NRGEIi 0,13 ~II!U JIIIIID.llUllaU'-ldUI fh
)
)
)
)
)
)
)
Álisson Rocha MachadoAlexandre Mendes Abráo .Reginaldo Teixeíra Coelho.
Márcia Bacci da Silva
)
)
)
)
)
)
Rosalvo Tiago RuffinoRevisor Técnico
)
)
)
)
)
)
"; "i1 '
/
.4IL EDITORA 50 anos\.JBLUCHER www.bJucher.com.br
. )
)\
© 2009 Álisson Rocha MachadoAlexandre Mendes Abrão
Reginaldo Teixeira CoelhoMárcio Baccí da Silva
F' edição· 2009
É prozoída: (t tepró1tuçcW total 00;pw cialpor quaisquer meios sem ciuorização
escrita da editora a. = penetração de trabalho (mm)
aI = penetração de avanço (mm)
ap '" profundidade ou largura de usinagern (mrn)
A = área da seção transversal de corte, área aparente entre
duas superfícies em contato (rnm')
A = fator de forma da fonte de calor, Equação (5.28)AI = fração de energia de deformação transfornada em calor, Equação (5.15)
Ail = área de contato real entre duas superfícies em contato (mrrr')
b = largura de corte (mm)
bd = largura atuante do dressador (mm)
C = custos CR$); constante par ferramenta-peça - Equação (5.1)
BJ = proporção de calor que flui do plano de cisalhamento para a peça, Equação (5.15)Bz = proporção de calor que flui da interface cavaco-ferramenta para o cavaco
c = calor específico dos materiais (JI'..<g.K)
d = diâmetro da peça (mrn)
d, = diâmetro do rebolo (mm)
dw = diâmetro da peça sendo retificada (mm)
De = diâmetro do cortador em fresamento (rnm)
e" = extensão da parte plana do quebra-cavacos tipo II- cratera (mm)
f = avanço (rnm/rev)
fc = avanço de corte (rrun)
1. = avanço efetivo (:rnrn)
1. = avanço por dente (mm/dente)
F = força tangencíal sobre uma superfície em atrito (N)
Fc.p = força de apoio (N)
Fo = força de corte (N)
FI = força de avanço (N)
F" = força passiva, ou de profundidade (N)
F,,' = força de compressão (N)
EDITORA EDGARD BLÜCHER LTDARua Pedroso Alvarenga, 1245 - 42 andar
04531-012 - São Paulo, SP - BrasilFax: (55_11) 3079-2707Te1.: (55_11) 3078-5366
e-mail: [email protected]: www.editora.com.br
, Impresso no Brasil Printed en: Braeii
ISBN 978-85-212-0452-7
COtifOrm.t1Acordo Ortogr4ficoda.LCngl.LCL Portuguesa.
FICHA CATALOGRÁFICA
Teoria da usínagern dos materiais I Álisson Rocha Machado -Alexandre Mendes Abrão - Regínaldo Teíxeira Coelho - Márcio Baccida Silva; Rosalvo Tiago Ruf:fino, revisor técnico. - São Paulo: Editora
, Blucher, 2009.
Bibliografia.ISBN 978-85-212-0452-7
1. Materiais - Usinagern. I. Machado, Álisson Rocha. Il, Abrão,Alexandre Mendes. II!. Ooelho, Reginaldo Teíxeíra. N. Silva,Mareio Bacci da.
CDD-670
índices para catálogo sistemático:
1. Materiais: Usínagem : Teoria: Tecnología 6702. Usinagem dos materiais: Teoria: Tecnologia 670
(
(
(
(
(
T'(
(
,(
.(
(
-(
.(
-(
-(
-(
.{
, .. (
.(
-(
-(
..(
..,(
.(
.J/
.- ..\
j
.(
..(J
J,J
-=--( /-(/
)
)
)
}
)
)
)
)
iv TEORIA DA USINAGEM DOS MATERIAIS Simbologia Usada v
F,y ::::projeção da força principal de corte sobre a superfície de saídada ferramenta na sua direção normal (N)
FIIZ = projeção da força principal de corte sobre o plano de cisalhamentona sua direção normal (N)
F; = projeção da força principal de corte sobre a superfície de saídada ferramenta na Slla direção tangenciaJ (N)
Pa, = potência ativa (W)Pc = potência de corte (kW)
PI
= potência de avanço (kW)
Fm.c ::::potência do motor de acionarnento do eixo árvore (kVl)
Pml ::::potência de acionamento do sistema de avanço (kW)
Pti potgncía r@iltivil (1')1))
)
)
)
)
)
)
)
)
)
)
)
FrR = força ativa (N)Fu ::::força resultante de usínagern (N)Fz = projeção da força principal de corte sobre o plano de cisalhamento
na sua direção tangencíal (N)= razão entre o volume de material usínado, Zw, e o de rebolo consumido, Zs= espessura de corte (rnm)
h' ::::espessura do cavaco (mm)h", '" espessura de corte equivalente em retificação (rnm)hm '" espessura média de corte no fresamento (mm)
'" corrente elétrica (A)leI '" corrente eficaz (A)k = constante na Equação (3.20), condutividade térmica do material (W/m.K)ks ::::pressão específica de corte (N/nunZ)ksi ::::pressão específica de corte proporcional à espessura de corte (N/mm2·mm(J·?))K == difusividade térmica igual k/cp Cm~/s),constante da Equação de Taylor
= comprimento do traço do plano de cisalhamento sobre o plano de trabalho (mm)= comprimento de contato ferramenta-cavaco sobre a superfícíe de saída,
comprimento de contato rebolo-peça (mm)::::distância entre a aresta de corte e o centro do raio de curvatura do cavaco (mm)::::extensão do quebra-cavacos postiço (mm)= comprimento de contato dentro da zona de aderência na interface
cavaco-ferramenta (mm)== parãmetro de velocidade para a Equação (5.31)
LI = percurso de avanço (mm)Lc = percurso de corte (mm)L, == percurso efetivo (mm)
== rotação da peça, ou ferramenta (rpm); característica do par ferramenta-peça,Equação (5.1)
= número de trocas de arestas de corte= força normal sobre uma superfície em atrito (N)= potência de retificação 0VJ== potência aparente 01.A)
q = energia específica na forma de calor ('-111m2)
Q = energia na forma de calor CW)r, = raio de ponta da ferramenta (rnm)Te = raio de curvatura do cavaco (mm)T}j ee raio de cunha da ferramenta (rnm)R = proporção de calor que flui da fonte do corpo semí-ínfmíto, resistência elétrica (Q)
R, '" grau de recalqueS '" altura do quebra-cavacos postiço (mm)S = área do cavaco indeformado, ou da seção de corte (mrnê)S. = passo de dressagem (rnrn/rev)S1I = relação entre a variação de resístêncía elétrica e a variação de comprimentoSz == área do plano de cisalhamento (mrn-)t = tempo (s), altura do quebra-cavacos postiço (mm)T == tempo de vida de uma aresta de corte (mín)To == temperatura ambiente ('C)Tz ::::temperatura devido ao cisalhamento CC)Ud '" grau de recobrimento na dressagem de rebolos"» = velocidade de mínimo custo (rn/rnín)v == velocidade de corte (m/mín)v.ou == velocidade de saída do cavaco (rn/rnín)v, = velocidade efetiva (m/mín)vf
::::velocidade de avanço (mrnlmin)vm."1' = velocidade de maxírna produção (ro/min)Vs = velocidade do rebolo em retificação (rn/s)Vw == velocidade da peça sendo retificada (mmls)v: = velocidade de císalhamento (m/rnín)V '" tensão elétrica (V)V:
f:: tensão eficaz 0l)
Vg> Vb, e VI' = volumes de abrasivos, ligantes e de poros, respectivamente (%)TV = trabalho mecânico (JI)
z = número de aresta de corte da ferramentaZ :o número de peças em um lote
Gh
I
L'
l,
IrIn
L
n
vi TEORIA DA USINAGEM DOS MATERIAIS
Zs '" volume de rebolo consumido (mm-)Zr '" número de peças usínadas com uma aresta de corte no tempo de vida TZ,. = volume de material retificado (mm')(l-z) = expoente da Equação de Kienzle
0-0
- ângulo de folga da.ferramenta~o :: ângulo de cunha da ferramenta; razão entre as forças tangencíal e normal
sobre a superfície de saída da ferramentaW ::: ângulo de atrito médio sobre a superücíe de saída da ferramenta,
sob ação do cavaco~z ::: coeficiente de atrito interno. sobre o plano de cisa1hamentoXr :::: ângulo de posição da ferramentat,Y :;::espessura da lamela de cavaco (mrn)t.S ::::deformação por clsalharnento (rnm)e :::deformação verdadeiraeo ::: grau de deformação no cisa.lhamentoe, :::ângulo de ponta da ferramenta<p :::: ângulo da direção de avanço4 ::: ângulo de cisalhamento10 :::: ângulo de saída da ferramentaJ.L ::: coeficiente de atrito para o caso governado pelo modelo de Coulombp == ângulo entre a força de usinagern Fu e a componente FN; densidade (kg/m");
resistividade elétrica (Q)
crJ :::: tensão normal limite para transição entre o atrito seco de Coulomb e o atritode cisalhamento do material mais fraco sem zona de transição (N/mm2)
crj '" tensão normal limite para transição entre o atrito seco de Coulomb e o atritode cisalhamento do material mais fraco com zona de transição CN/mmZ)
ar. = tensão de compressão sobre a superfície de saída da ferramenta (N/mm2)
\)f4. =: tensão normal média que atua na superfície de saída da ferramenta (N/mm2)0z = tensão normal sobre ao plano de císalharnento (N/romZ)
'ts, '" tensão de cisalhamento liroite para-a proporcionalidade entre atrito secoe de císalharnento (N/mmZ)
'tz .= tensão de císalhamento sobre o plano de cisalhamento (N/mmZ)v =: coeficiente de Poíssoní[ := ângulo da direção efetiva de cortee = temperatura (K, °C):Às = ângulo de inclínação da ferramenta
INTRODUÇÃO À TEORIA DA USINAGEM DOS MATERIAIS 1
1.1 Principais operações de usinagem . 5
1.2 Grandezas físicas no processo de corte. 13
1.2.1 Movimentos '" 13
1.2.2 Direções dos movimentos 14
1.2.3 Percursos da ferramenta na peça............................................ 161.2.4 Velocidades 161.2.5 Conceitos auxiliares 17
1.2.6 Grandezas de corte 191.2.7 Grandezas relativas ao cavaco 21
Referências bibliográficas....... 23
2 GEOMETRIA DA FERRAMENTA DE CORTE : :...... 24
2.1 Definições 24
2.2 Sistemas de referência........................................................................ 272.2.1 Planos do sistema de referência da ferramenta..................... 27
2.2.2 Ângulos do sistema de referência da ferramenta......... 332.3 Funções e influência dos principais ângulos da cunha cortante 382.4 'Outros atributos da cunha cortante 39Referências bibliográficas , : '" 40
3 FORMAÇÃO DE CAVACOS.......................................................................................... 413.1 Corte ortogonal. 43
3.2 Relações cinemáticas e geométrícas no corte ortcgonal.i....; 453.3 Tipos de cavacos.................................................................................. 50
3.3.1 Cavacos contínuos................................................................... 51
3.3.2 Cavacos parcialmente contínuos 52
(
(
(
(
(
(
(
(
(
(
(
(
(
(
(
(
.' (
(
.(
(
(
.(
- (~(
- (
/(
.' (
- (-(
---.-(
j( I(
)
)
) .
)
)
)
)
)
)
)
)
)
)
)
)
) 4
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
viii Conteúdo íxTEORIA DA USINAGEM DOS MATERIAIS
3.3.3 Cavacos descontínuos 533.3.4 Cavacos segmentados 53
3.4 Formas de cavaco :........ 553,5 Controle do cavaco , , , 57
3.5.1 Quebra-cavacos postiço 59
5 TEMPERATURA NO PROCESSO DE USfNAGEM. 1135.1 Temperatura na formação de cavacos: Modelo de Trígger E. Chao 1245.2 Temperatura na formação de cavacos: Modelo de Loewen e Shaw 128
5.2.1 Temperatura no plano de cisalhamento (Tz) 1365.2.2 Temperatura na interface ferramenta/cavaco (Tf): 138
3.5.2 Quebra-cavacos mtegrãl, tipo 1: anteparo 593.5.3 Qu.ebra-cavacos integral, tipo II: cratera.... 60
3.6 Interface fenamenta/cavaco............................................................... 633,6.1 Atrito no corte de metais 653.6.2 Zona de aderência 69
3.6.3 Zona de escorregamento......................................................... 713.6.4 Aresta postiça de corte CAPC) 713.6.5 Influência das diferentes condições da interface
nas variáveis do processo..... 72Referências bibliográficas 75
5.3 Temperatura na formação de cavacos: FEM (Método doselementos finitos) 143
5.4 Temperatura na formação de cavacos: estimativas experimentais .. 1445.4.1 Termopares inseridos na ferramenta 1455,4.2 Termopar ferramenta/peça 1485.4.3 Radiação infravermelha 1505.4.4 Vernizes termosensíveis................................ 1515.4.5 Propriedades metalográficas. 1525.4.6 Sais com diferentes temperaturas de fusão 1545.4. 7 Filmes depositados por PVD.... 154
Referências bibliográficas.............. 155FORÇA E POTÊNCIA DE UStNAGEM......................................................................... 774.1 Força de usinagern no corte oblíquo (trídímensional) 774.2 Força de usinagem no corte ortogonal (bidimensional) 79
4.2.1 Tensões no plano de cisalharnento secundário...................... 824.3 Determinação teórica do ângulo de cisalhamento..................... 83
4.3.1 Teoria de Ernst e Merchant........ 834.3.2 Teoria de Lee e Shaffer 85
4.4 Determinação teórica da força de corte.................................... 904.4.1 Determinação teórica da pressão específica de corte
no tomeamento , ,.............................. 934.4.2 Determinação teórica da pressão específica de corte
no fresamento........................... 964.5 Determinação experimental da força de usínagem (métodos de
medição) ~............................................................ 984.5.1 Princípio de medição por extensômetros (straín gauges).... 984.5.2 Princípio de medição por cristais píezcelétricos " 104
4.6 Fatores que influenciam a força de usínagem 1054.7 Potência de usínagern.. 1054,8 Medição de potência em usínagem 107Referências bibliográficas....................................... 111
6 FLUIDOS DE CORTE 1576,1 Funções dos fluidos de corte 1586.2 Classificação dos fluidos de corte 161
6.2.1 Óleos , 1626.2.2 Emulsões , 1626.2.3 Soluções 163
6.3 Aditivos 1646.4 Considerações a respeito da utilização de fluidos de corte 1656.5 Direções de aplicação do fluido de corte 1676.6 Métodos de aplicação dos fluidos de corte 1686.7 Seleção do fluido de corte 170
6.7.1 Recomendações quanto ao material da peça 1706.7.2 Recomendações quanto ao material da ferramenta 1726.7.3 Recomendações quanto à operação de usinagem 173
Referências bibliográficas 174
7 MATERIAIS PARA FERRAMENTAS DE CORTE........................................................ 1767.1 Aços-carbono e aços ligados 1777.2 Aços rápidos. 179
x TEORIA DA USINAGEM DOS MATERIAIS Conteúdo
7.2.1 Aço rápido revestido 1877.2.2 Aço rápido produzido pela metalurgia do pó 188
7.3 Ligas fundidas......... 189
7.4 Metal duro : 192741 F2bricação do met.al duro . .. 197
9.1.2 Cálculo teórico da rugosidade no processode tornearnento 284
9.1.3 Cálculo teórico da rugosidade para a operaçãode fresamento.......................................................................... 285
9.1.4 Medição da rugosidade 286D.U) Efeitos de alguns parâmetros de llsínagem na rugosidade 288
7.4.2 Metal duro revestido 2007.5 Cermets...... 2067.6 Cerâmicas 208
7.6.1 Cerâmica à base de AlzO$ 2117.6.2 Cerâmica à base de Si3N4 ..•.••.......•..•.........•.•..•.•..•.•.•...•.•.•.•..... 214
7.7 Materiais ultraduros para ferramentas 2167.8 Seleção de materiais para ferramentas de usínagern ,......... 222Referências bibliográficas...... 227
9.2 Alterações subsuperfíciais 2929.2.1 Alterações de natureza mecânica 2929.2.2 Alterações de natureza metalúrgíca.... 293
9.3 Avaliação da integridade superficiaL : 2939.3.1 Tensão residual 2949.3.2 Fadiga : , 298
9.4 Influencia dos parârnetros e da operação de usinagem sobre. a integridade superficial........... 299
Referências bibliográficas 302
8 AVARIAS, DESGASTES E MECANISMOS DE DESGASTEDAS FERRAMENTAS DE CORTE................................................................................ 2318.1 Avarias nas ferramentas de corte....... 233
8.1.1 Avaria de origem térmica 2348J2 Avarias de origem mecânica 242
8.2 Desgaste nas ferramentas de corte 2468.3 Mecanismos de desgaste 251
8.3.1 Deformação plástica superficial por císalhamento a altastemperaturas (Figura 8.19) 252
8.3.2 Deformação plástica da aresta de corte sob altas tensõesde compressão (Figura 8.19) 254
8.3.3 Difusão (Figura 8.19) 2568.3.4 Aderência e arrastamento: attritíon (Figura 8.19) , 2588.3.5 Abrasão (Figura 8.19) : 260
8.3.6 Desgaste de entalhe (Figura 8.19) 2628.4 Curva de vida das ferramentas 267
Referências bibliográficas 273
10 CONDIÇÕES ECONÔMICAS DE CORTE 30510.1 Cálculo da velocidade de máxima produção (Vm,xp)............... 30610.2 Cálculo da velocidade econômica de corte 010) .•••••••••••.••.•..••••..•••.• 31110.3 Intervalo de máxima eficiência ermer) · 316Referências bibliográficas 317
11 USfNAGEM POR ABRASÃO 31811.1 Grandezas físicas das operações de retificação 32111.2 Rebolo..................................................................... 32411.3 Mecanismo de corte na retificação 33011.4 Dressagern 33211.5 Forças e potência de retificação....................................................... 33511.6 Temperatura de retificação ; 33711.7 Pluidos de corte................. 34011.8 Operações especiais de retificação 341
11.8.1 Retificação creep feeâ 341
11.8.2 Retificação sem centros (centerless) 342Referências bibliográficas....... 344
9 INTEGRIDADE SUPERFiCiAL...................................................................................... 2769.1 Rugosidade 278
9.1'. Parãrnetros para a quantificação da rugosídade 280
12 ASPECTOS TECNOLÓGICOS E RECOMENDAÇÕES................................................ 34512.1 Aços-carbono e ligados 34812.2 Aços ínoxidáveis.; 350
xi(
(.',~ .
(
(
(
(
(
.,'(
-(
~(
--C-'(
_.(
-(
._(
---(
)
)
)
)
)
xii TEORIA DA USINAGEM DOS MATERIAIS
12.3 Ferro fundido (FoFo) 35312.4 Ligas termo-resistentes e superligas (HSTR, do inglês Hígh
Strenght Thermal Resistant Superalioys) :.......... 35612.5 Cornpósitos 35912.6 Materiais endurecidos 359
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
12.7 Efeitos de diversos elementos de liga na usinagem 361Referências bibliográficas........... 363
APÊNDICE A 1 - Valores dos coeficientes da equação de Kienzle para oTorneamento dos principais materiais metálicos(catálogo Sandvik, 2002.8) 364
Até meados do século XVTII, o principal material utilizado para peças, emengenharia, era a madeira, salvo raras exceções, a qual era usinada com ferra-mentas de aço-carbono. Com a Revolução Industrial, novos e mais resistentesmateriais apareceram, impulsionando o desenvolvimento dos aços-liga como fer-ramentas de corte. Mais tarde, a utilização da água e do vapor como fontes deenergia impulsionaram a indústria metal-mecânica, já no final do século XVIII eInício do século XIX, propiciando assim o aparecimento de máquinas-ferramentasresponsáveis pela fabricação de outras variedades de máquinas e instrumentosem substituição ao trabalho humano em diversas atividades. A primeira contribui-ção relevante foi apresentada por John Wilkinson, em 1774 (McGEOUGH; 1988),ao construir uma máquina para mandrilar cilindros de máquinas a vapor, os quaisantes eram usinados com equipamentos originalmente projetados para rnandrilarcanhões e que, portanto, não eram capazes de assegurar a exatidão exígida.
Os materiais a princípio utilizados na fabricação de máquinas a vapor eramo ferro fundido, o latão e o bronze, facilmente usinados com as ferramentas deaço-carbono temperado disponíveis na época. Ainda assim, eram necessários27,5 dias de trabalho para mandrilar um dos cilindros de uma máquina de gran-
de porte (TRENT, 1985).
Em 1797, Henry Maudslay desenvolveu o primeiro torno com avanço au-tomático, permitindo a produção de roscas com passo defuudo, Após a rnan-driladora e o torno surgiu a plaínadora e, em 1860, a retíãcadora. A primeira
. fresadora universal, desenvolvida por J. R. Brown, surgiu em 1862 e foi utilizadaInicialmente para a produção de canais em brocas helicoidais. Outro desenvol-vimento importante ocorreu em 1896, quando F. W. Fellows desenvolveu umamáquina capaz de produzir praticamente qualquer tipo de engrenagem.
Já no século XX surgiram produtos feitos de materiais mais duráveis e,consequentemente, mais diliceis de serem usínados. O advento das ferramentasde aço rápido, e mais tarde de carboneto de tungstênio, permitiu a usínagern de
APÊND ICE A2 - Valores dos coeficientes da equação de Kienzle para oFresarnento dos principais materiais metálicos(catálogo Sandvik 2002.2) 367
2 TEORIA DA UStNAGEM nos MATERIAIS Introdução à Teoria da Usinagem dos Materiais
aços e de 'outros materiais metálicos com produtividade crescente, também fa- .vorecída pelos avanços tecnológicos no campo das máquinas-ferramentas, comoo desenvolvimento de máquinas automáticas e, mais tarde, de máquinas coman-dadas numericamente (CN). Por fim, a partir da década de 1940, os processosnão convencionais de usinagem passaram a ganhar importância nela capacidade
de UJ.-r\ método em particular vai depender de um grande número de fatores.Além disso, na maioria das vezes, o produto final é resultado de muitos proces-sos diferentes. Na .seleção de processos, segundo Kalpakjían (1995), os seguin-
tes fatores devem ser considerados:
• Tipo do material e suas propriedades.
de produzir peças de geometria complexa em materiais de difícil usínabilidade,garantindo assim acabamento de elevada qualidade e tolerâncias estreitas.
Segundo Kalpakjian (1995), em países industrializados, a atividade ma-nufatureíra responde por 20% a 30% do Produto Interno Bruto e serve de indi-cativo confiável do padrão de vida da população do país. Em um contexto maisamplo, a manufatura pode ser entendida como o processo de transformação dematérias-primas em produtos acabados, seguindo planos bem organizados emtodos os aspectos. Dessa forma, os mais diversos bens de consumo são produ-zidos, desde um simples parafuso até uma. aeronave comercial de grande porte(aproximadamente seis milhões de peças), passando pelo automóvel (cerca dequinze mil peças). Já o termojabricação é empregado de forma mais restrita,limitando-se aos processos nele envolvidos.
Para se ter uma idéia dos fatores relacionados à. atividade rnanufatureira ,Kalpakjian (1995) usa o exemplo da produção de um simples artigo: o clipe.Primeiro ele deve ser projetado para atender ao seu requisito funcional: manterjuntas várias folhas de papel. Para tanto, deve exercer força suficiente a fim deevitar o deslízamento de uma folha sobre a. outra. Geralmente, é feito de aramede aço, embora hoje se encontrem no mercado clipes de plástico. O comprimentodo arame necessário à sua fabricação. é cortado e então dobrado várias vezes ,para dar forma final ao produto. Por sua vez, o arame é feito por um processo detre.filação a frio, no qual a seção transversal de uma barra é reduzida ao passarpor uma matriz (ou fíeíra) , a qual também confere algumas propriedades mecâ-nicas ao material, corno resistência mecânica e dureza. A barra, por sua vez, éobtida por processos como trefílação e extrusão de um lingote fundido. Portanto,a fabricação de um simples clipe envoíve projeto, seleção de material adequadoe de um método de fabricação para atender aos requisitos de funcionalidade doproduto. As escolhas são feitas não somente com base em requisitos técnicos,mas também com base em considerações econômicas, visando rnínímízar os cus-tos de produção para que o produto possa ser competitivo no mercado.
Nos processos de fabricação, geralmente haverá mais de um método quepoderá ser empregado para produzir um determinado componente. A seleção
• Propriedades finais desejadas.
• Tamanho, forma e complexidade do componente.
• Tolerâncias e acabamento super.ficial exigidos.
• Processo subsequente envolvido.• Projeto e custo de ferrarnental; efeito do material na vida da ferramenta
ou matriz.
• Sucata gerada e seu valor.• Disponibilidade do equipamento e experiências operacionaís.
• Leaâ time necessário para iniciar a produção.
• Número de partes requerídas e taxa de produção desejada.
• Custo total do processamento.
o engenheiro responsável deve ter, portanto, amplos conhecimentos dosprocessos e dos materiais envolvidos. É evidente que a fabricação de um pro-duto, seja ele um clipe, uma lâmpada, uma calculadora ou um automóvel, alémde conhecimentos de projeto, materiais e processos, requer também grandeinteração entre os diversos departamentos da empresa. Quanto mais complexoo produto, maior a necessidade de comunicação entre eles.
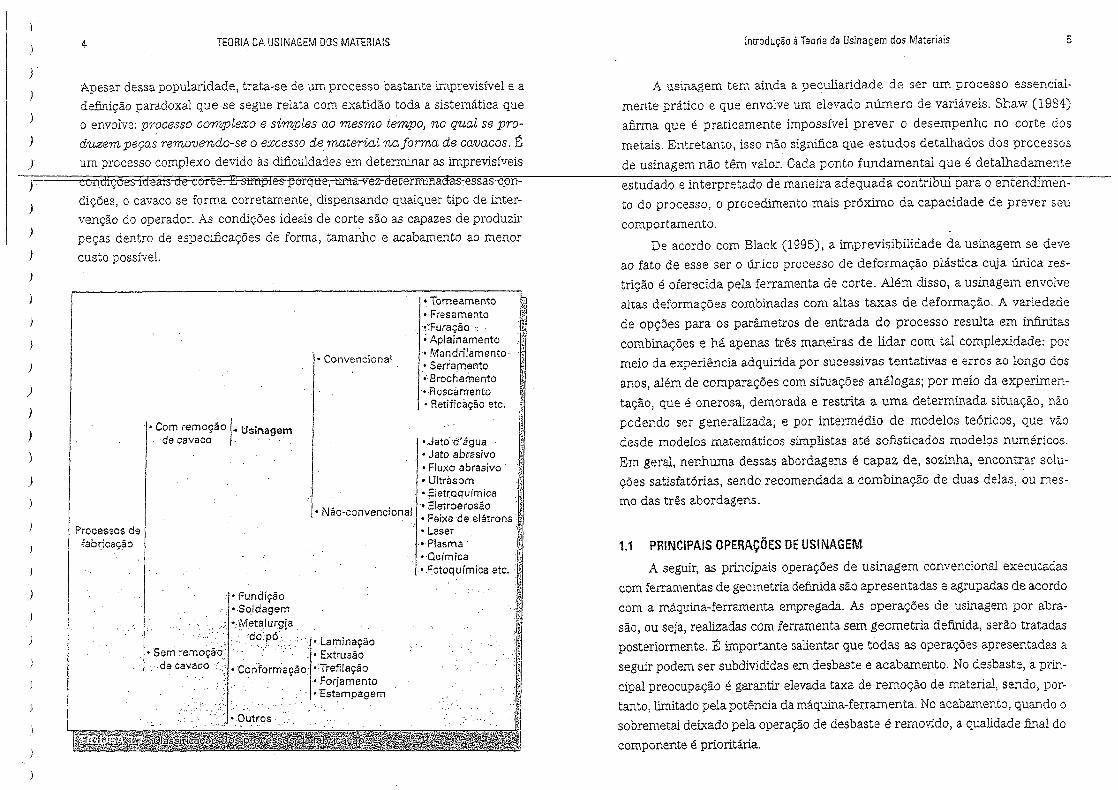
A Figura LI mostra a classificação dos processos ele fabricação (FERRA-RESI, 1977), na qual se destaca a usinagem, objeto principal tratado neste livro.Ao observar essa figura, a seguinte definição de usinagem pode ser extraída:processo de fabricaçâo com remoção de cavaco. Uma definição mais abran-gente é a seguinte: operação que ao conferir à peça forma, dimensões eacabamento, produz cavaco. E por cavaco entende-se: porção de maiericuda peça retirada pela ferramenta e caracterizada por apresentar formageométrica irregular.
A usínagem é reconhecidamente o processo de fabricação mais popular
do mundo, transformando em cavacos algo em torno de 10% de toda a produ-ção de metais e empregando dezenas de milhões de pessoas (TRENT, 1985).
3
(
-(
--(
v(
"~r,~(
-(
,,(
--r~- (
---r-(, (
- (
'- (
~J-- (
-.' (
~(
J
-- ((
(
(
(
(
)
J)
)
)
J)
)
)
)
)
)
J
)
)
)
)
)
)
)
)
)
TEORIA DA USINAGEM DOS MATERIAIS Introdução à Teoria da Usinagem dos Materiais 5
Apesar dessa popularidade, trata-se de um processo bastante imprevisível e adefinição paradoxal que se segue relata com exatidão toda a sistemática queo envolve: processo complexo e simples ao mesmo tempo) no qual se pro-duzem peças removendo-se o excesso de material naforma de cavacos. Éum processo complexo devido às dificuldades em determinar as Imprevisíveis
A usinagem tem ainda a peculiaridade de ser um processo essencial-mente prático e que envolve um elevado número de variáveis. Shaw (1984)
afirma que é praticamente impossível prever o desempenho no corte dosmetais. Entretanto, isso não significa que estudos detalhados dos processosde usinagern não têm valor. Cada ponto fundamental que é detalhadament.e
COI [.diçõ-es-td-eats-de-corte:=E-stmMesperque, uma-vez determ-lna(ias-essasc.on~diçóes, o cavaco se forma corretamente, dispensando qualquer tipo de inter-venção do operador. As condições ideais de corte são as capazes de produzirpeças dentro de especificações de forma, tamanho e acabamento ao menorcusto possível.
estudado e interpretado de maneira adequada contribui para o entendimen-to do processo, o procedimento mais próximo da capacidade de prever seucomportamento.
De acordo com Black (1995), a irnprevisíbilidade da usinagem se deveao fato de esse ser o único processo de deformação plástica cuja única res-trição é oferecida pela ferramenta. de corte. Além disso, a usínagern envolvealtas deformações combinadas com altas taxas de deformação. A variedadede opções para os parâmetros de entrada. do processo resulta em infinitascombinações e há apenas três maneiras de lidar com tal complexidade: pormeio da experiência adquirida por sucessivas tentativas e erros ao longo dosanos, além de comparações com situações análogas; por meio da experimen-tação, que é onerosa, demorada e restrita a uma determinada situação, nãopodendo ser generalizada; e por intermédio de modelos teóricos, que vãodesde modelos matemáticos símplístas até sofisticados modelos numéricos.Em geral, nenhuma dessas abordagens é capaz de, sozinha, encontrar solu-ções satistatõrias, sendo recomendada a combinação de duas delas, ou mes-mo das três abordagens .
1.1 PRINCIPAIS OPERAÇÕES DE USINAGEM
A seguir, as principais operações de usinagem convencional executadascom ferramentas de geometria definida são apresentadas e agrupadas de acordocom a máquina-ferramenta empregada. As operações de usinagem por abra-são, ou seja, realizadas com ferramenta sem geometria definida, serão tratadasposteriormente. É importante salientar que todas as operações apresentadas aseguir podem ser subdivididas em desbaste e acabamento. No desbaste, a prin-cipal preocupação é garantir elevada taxa de remoção de material, sendo, por-tanto, limitado pela potência da máquina-ferramenta. No acabamento, quando osobrernetal deixado pela operação de desbaste é removido, a qualidade final docomponente é príoritãría.
• Torneamento• Fresamento·.!·'Furaçáo ': . . t
. ~Aplainamento "• Mandrilarnento .. ~• Serramento-Brochemento• ·Roseamento, Retificação ete.
• Convencional
, Com remoção I.Usinagem·de cavaco t· .... ·.Jatod'água
, Jato abrasivo• Fluxo abrasívo-Ultràsorn·.Eletro.química
• Não-convenctonalÍ" Eletroerosão '~• "Feixe de elétrons i•.t
't , Laser··'Plasma·-Química '~'-Fotoquímíca ete. }
Processos defabricação
- 'Fundição.: ·Soldagem
:: ·','Metalurgia
. ." "d~:pÓ'.. •..'Laminação,!.semremoção: . - .: : 'Extrusão
..•... decavaco:·;:: 'Coriformaçáo:.Trsfifação. . ., Forjamento
•Estarnpaçern
6 TEORIA DA USINAGEM DOS MATERIAiS Introdução à Teoria da Usinagem dos Materiais
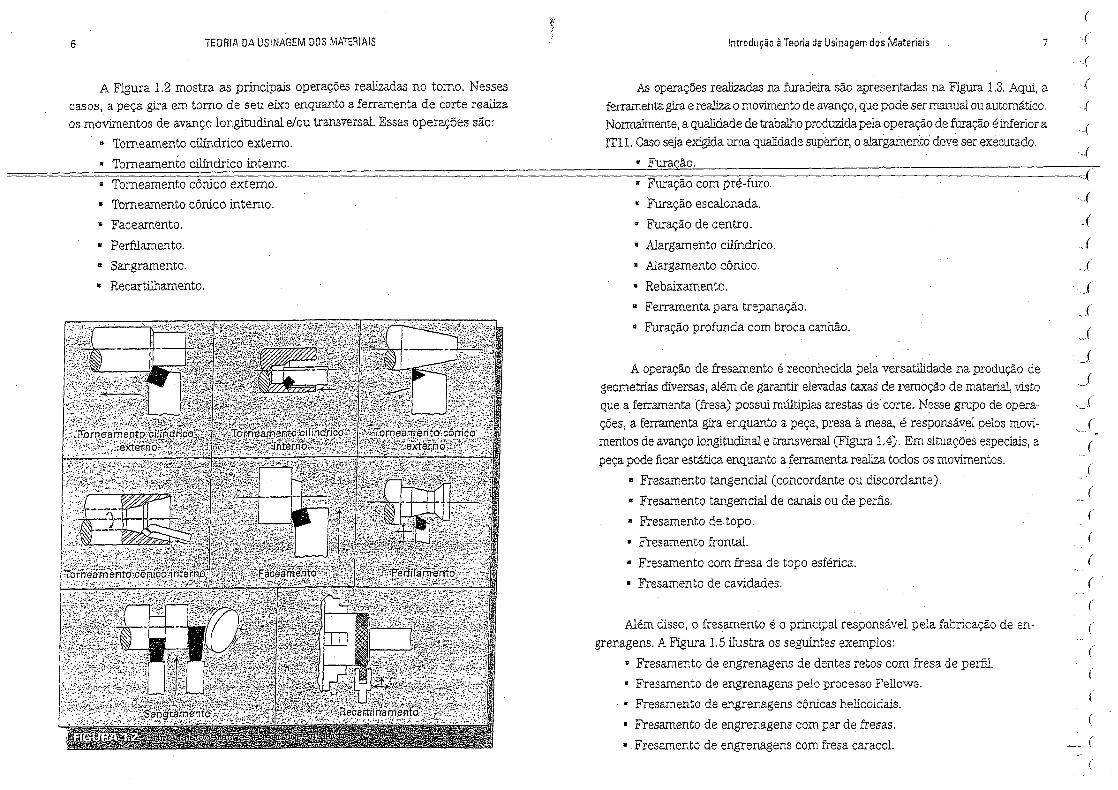
A Figura 1.2 mostra as principais operações realizadas no tomo. Nessescasos, a peça gira em torno de seu eixo enquanto a ferramenta de corte realizaos movimentos de avanço longitudinal elou transversal. Essas operações são:
~ Tomeamento cilíndrico externo.• Torneamento cilíndrico interno.
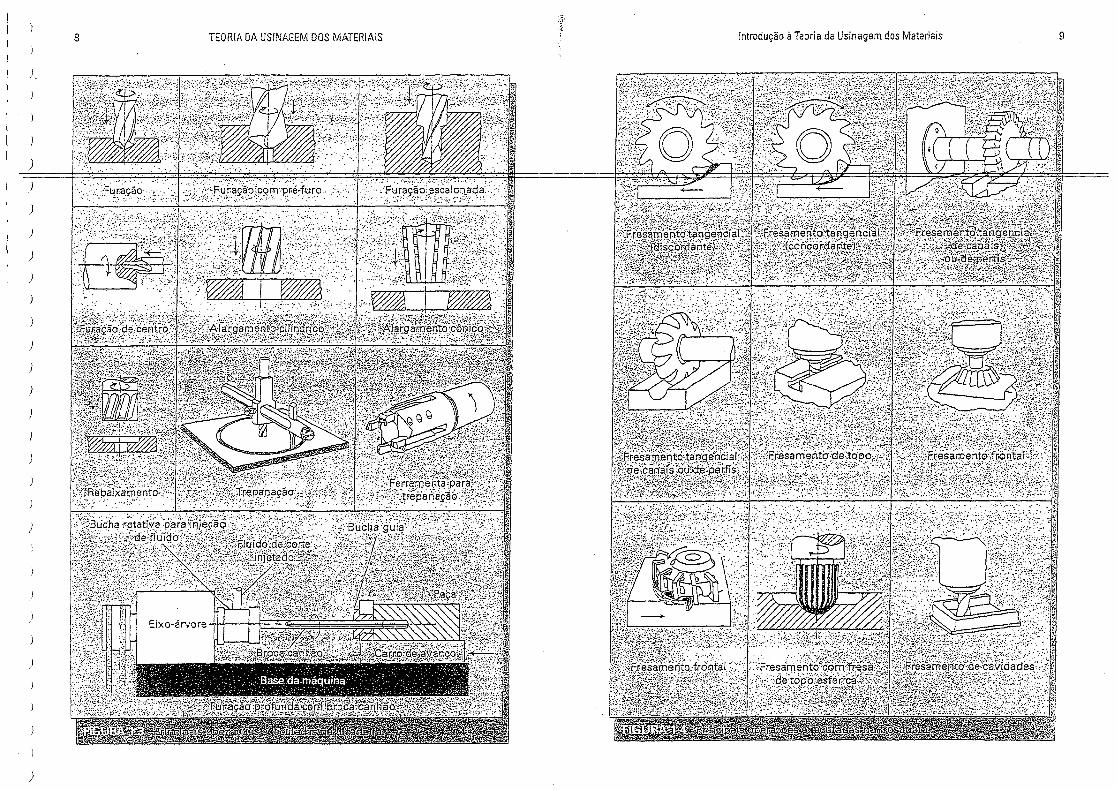
As operações realizadas na furadeira são apresentadas naFigura 1.3. Aqui, aferramenta gira e realiza o movimento de avanço, que pode ser manual ou automático.Normalmente, a qualidade de trabalho produzida pela operação de furação é ínferior aITll. Caso seja exígída uma qualidade superíor;o alargamento deve ser executado.
• Furacão.• Torneamento CÔlÚCO externo.s Torneamento CÔTÚCO interno." Faceamento.• Perfilarnento.li Sangramento.• Recartilhamento.
• Furação com pré-furo.K Furação escalonada." Furação de centro.a Alargamento cilíndrico.• Alargamento cônico," Rebaixamento.li Ferramenta para trepanação." Furação profunda com broca canhão.
A operação de fresamento é reconhecida pela versatilidade na produção degeometrias diversas, além de garantir elevadas taxas de remoção de material, vístoque a ferramenta (fresa) possui múltiplas arestas de corte. Nesse grupo de opera-ções, a ferramenta gira enquanto a peça, presa à mesa, é responsável pelos movi-mentos de avanço longitudinal e transversal (Figura 1.4). Em situações especiais, apeça pode ficar estática enquanto a ferramenta realiza todos os movimentos.
" Fresamento tangencíal (concordante ou discordante)." Fresamento tangencial de canais ou de perfis.a Fresamento de topo.• Fresamento frontal.a Fresamento com fresa de topo esférica.• Fresamento de cavidades.
Além disso, o fresamento é o principal responsável pela fabricação de en-grenagens. A Figura 1.5 ilustra os seguintes exemplos;
• Fresamento de engrenagens de dentes retos com fresa de perfil.• Fresamento de engrenagens pelo processo Fellows.
. ~ Fresamento de engrenagens cônicas helícoidaís.• Fresamento de engrenagens com par de fresas,• .Fresamento de engrenagens com fresa caracol.
7
(
.(
.(
..(
.(
...(
.{
-l..(
.r
.J.J
.J.j
.J.J_J
.(
.._.(
(
(
(
(
(
(
(
(
(
(
(
(
(
(
)
)
)
)
)
)
)
)
)
)
8 TEORIA DA USfNAGEM OOS MATERIAIS Introdução à Teoria da Usinagem dos Materiais 9
10 TEORIA DA USINAGEM DOS MATERIAIS Introdução à Teoria da Usinagem dos Materiais
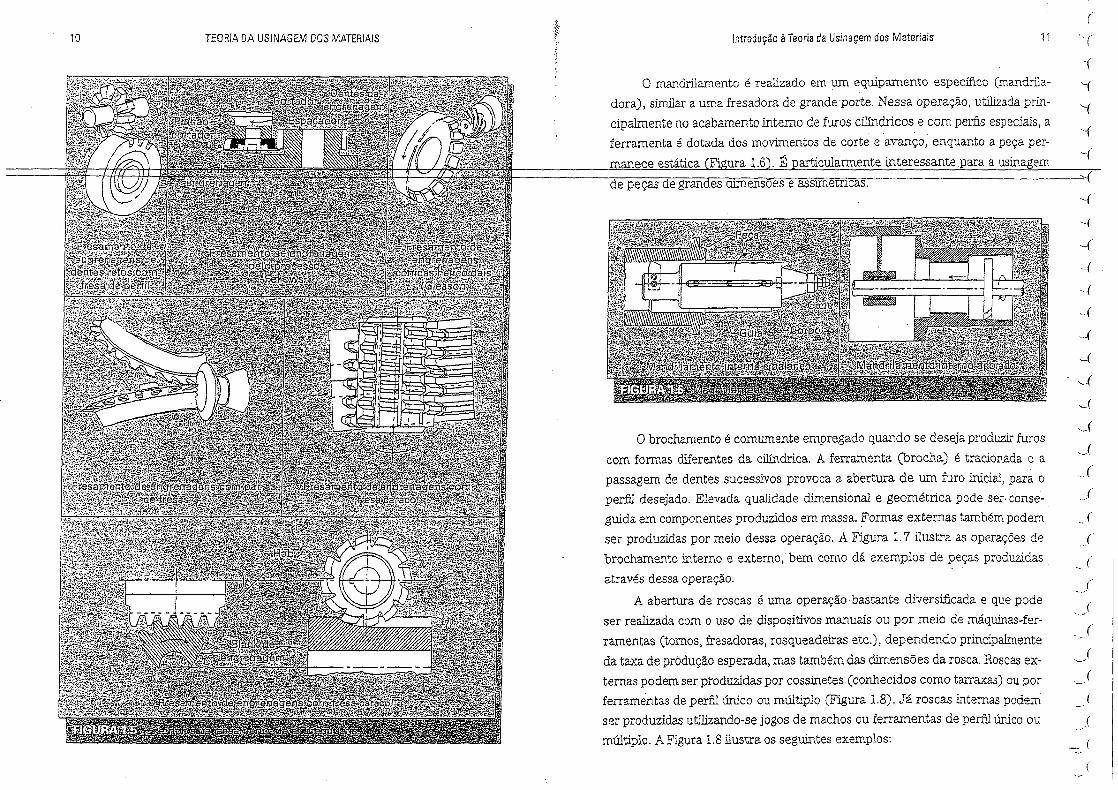
o brochamento é comumente empregado quando se deseja produzir furos
com formas diferentes da cilíndrica, A ferramenta (brocha) é tracíonada e a
passagem de dentes sucessivos provoca a abertura de um furo inicial, para o
perfil desejado. Elevada qualidade dírnensional e geométrica pode ser- conse-guída em componentes produzidos em massa. Formas externas também podem
ser produzidas por meio dessa operação. A Figura 1.7 ilustra as operações de
brochamento interno e externo, bem como dá exemplos de peças produzidas
através dessa operação.
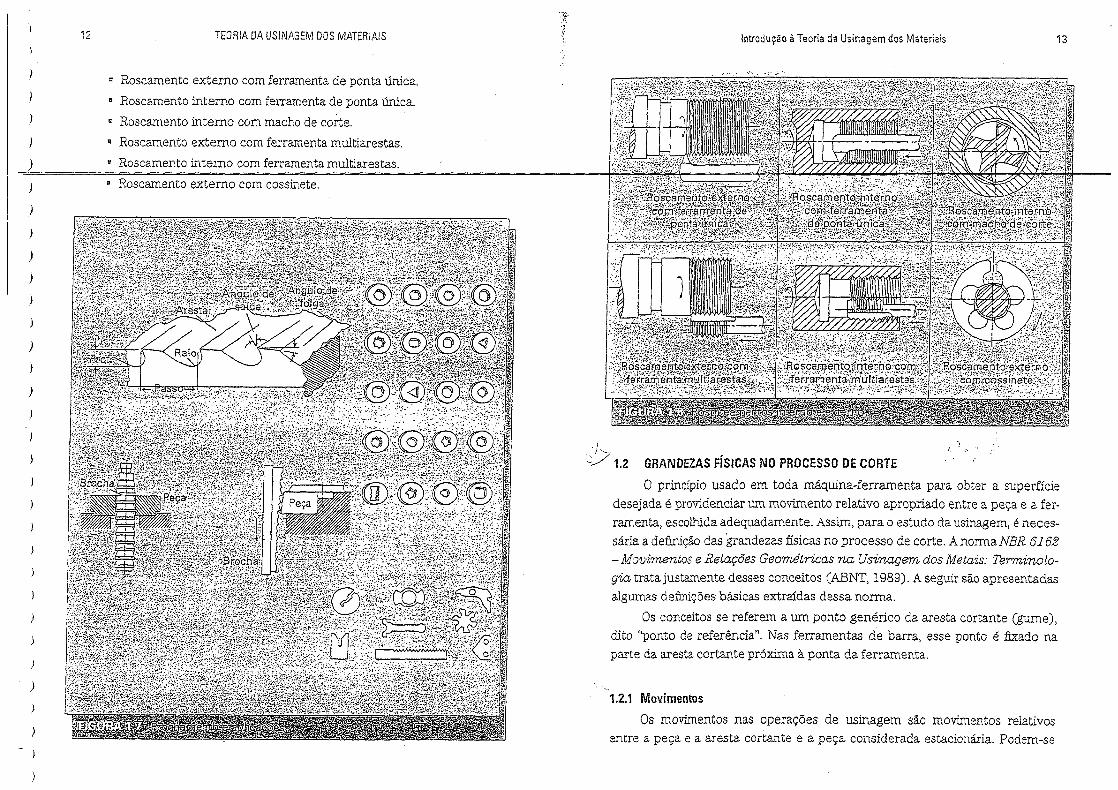
A abertura de roscas é uma operação bastante díversificada e que pode
ser realizada com o uso de dispositivos manuais ou por meio de máquinas-fer-
ramentas (tornos, fresadoras, rosqueadeiras etc.), dependendo principalmente
da taxa de produção esperada, mas também das dimensões da rosca. Roscas ex-
ternas podem ser produzidas por cossínetes (conhecidos como tarraxas) ou por
ferramentas de perfil único ou múltiplo (Figura 1.8). Já roscas internas podemser produzidas utilizando-se jogos de machos ou ferramentas de perfll único ou
múltiplo. A Figura 1.8 ilustra os seguintes exemplos:
o mandrilamento é realizado em um equipamento especíâco (mandrila-
dera), similar a uma fresadora de grande porte. Nessa operação, utilizada prin-
cipalmente no acabamento interno de furos cilíndricos e com perfis especiais, aferramenta é dotada dos movimentos de corte e avanço, enquanto a peça per-manece estática Fi ura 1.6 , É particularmente interessante para a usínagem
de peças de gran es
11
(
'"(
..(
-(
'i..-(._(
'-c..-(
._(
._(
-(
•..(
-(
-(
~(
---(
~(
..J,J..J[
.J((
(
(
'- (
,-,r(
(
,(
-(.-.~.'
(
)
)
)
)
)
12 TEORIA DA USINAGEM DOS MATERIAIS 13Introdução à Teoria da Usinagem dos Materiais
a Roscamento externo com ferramenta de ponta única.o Roscamento ínterno com ferramenta de ponta ÚIÚca.• Roscamento interno com macho de corte.• Roscamento externo com ferramenta multiarestas.
Roscamento interno com ferramenta multíarestas.
)
)
)
)
)
)
)
)
}
)
)
)
)
)
}
)
)
)
)
• Roscamento externo com cossínete.
'j '''-..s.> 1.2 GRANDEZAS FíSICAS NO PROCESSO DE CORTE
O princípio usado em toda mãquína-ferrarnenta para obter a superfíciedesejada é providenciar um movimento relativo apropriado entre a peça e a fer-ramenta, escolhida adequadamente. Assim, para o estudo da usinagern, é neces-sária a definição das grandezas físicas no processo de corte. A norma NBR 6162- Mouimeruos e Relações Geométricas na Usinagem dos Metais: Terminolo-gia trata justamente desses conceitos (ABNT, 1989). A seguir são apresentadasalgumas defmíções básicas extraídas dessa norma.
Os conceitos se referem a um ponto genérico da aresta cortante (gume),dito "ponto de referência". Nas ferramentas de barra, esse ponto é fixado naparte da aresta cortante próxima à ponta da ferramenta.
1.2.1 MovimentosOs movimentos nas operações de usínagem são movimentos relativos
entre a peça e a aresta cortante e a peça considerada estacionária. Podem-se
14 TEOR!A DA USINAGEM DOS MATERIAiS Introdução à Teoría da Usinagem dos Materiais
~,;\/-
"--distinguir dois tipos de movimentos: os que causam diretamente a saída de ca-Jo vaco e os que não tomam parte diretamente na sua retirada.
f ~ovímentos que causam diretamente a saída do cavaco:Vi .• Movimento de corte: realizado entre a peça e a aresta de corte, o qual,
·G , - '" . , _ .
l!9-a de cavaCC!.,
• Mouimeruo de avanço: realizado entre a peça e a aresta de corte, o qual,com o movimento de corte, provoca a t§tirada contínua de cavaco.Movimento efetivo: resultante dos movimentos de corte e avanço, rea-lizados ao mesmo tempo.(.1--,;-\c<c.ç'. i..p6·e:;·c.,.··,,· -
,\J .'..' i
;"". i ..~/":~'~., .Movimentos que não causam diretamente a formação do cavaco:• Movimento de aproximação: realizado entre a peça e a aresta de cor-
te, por meio do qual arnbas se aproximam antes da usínagern.•• Movimento de ajuste: realizado entre a peça e a aresta de corte para
determinar a espessura de material a ser retirado.• Movimento de correção: realizado entre a peça e a aresta de corte para
compensar o desgaste da ferramenta, ou outra variação (térmica, porexemplo),
•. Movimento de recuo: realizado entre a peça e a aresta de corte com oqual a ferramenta, após a usínagem, é afastada da peça.
\-
~>:1.2.2 Direções dos movimentos
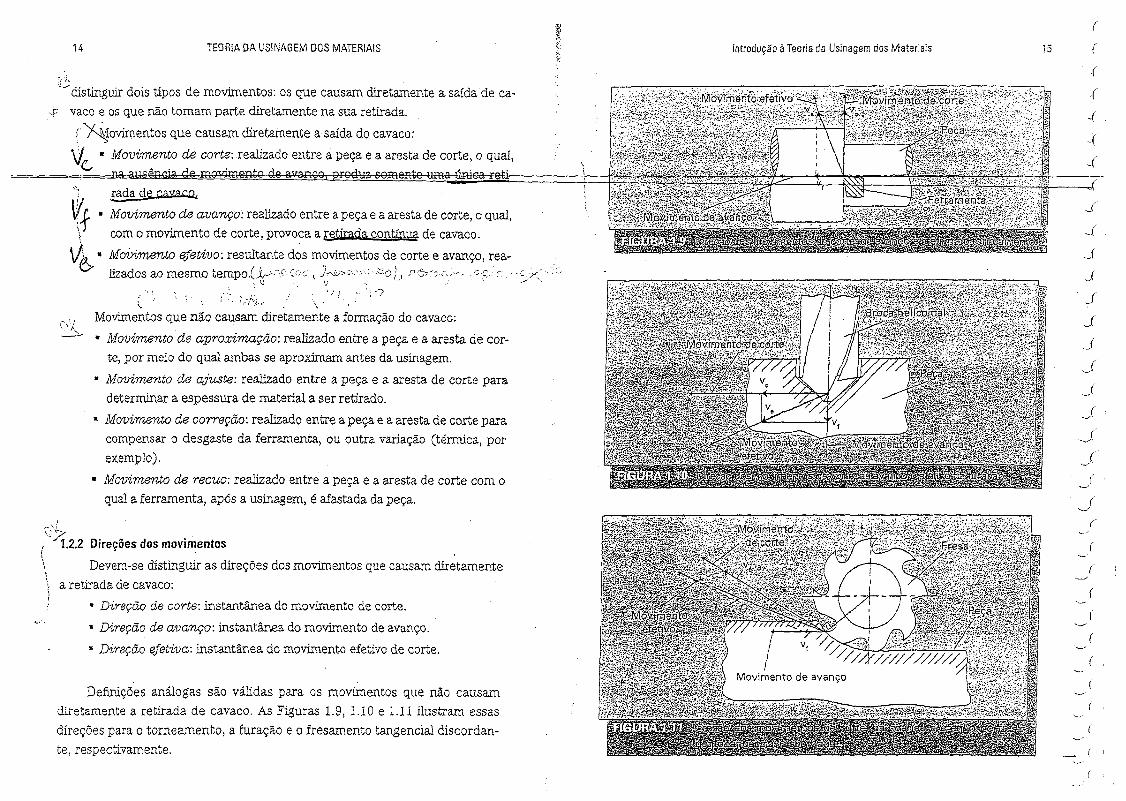
Devem-se dístínguír as direções dos movimentos que causam diretamentea retirada de cavaco:
• Direção de corte: instantânea do movimento de corte.• Direção de avanço: instantânea do movimento de avanço.• Direção efetiva: instantânea do movimento efetivo de corte.
Defuüções análogas são válidas para os movimentos que não causamdiretamente a retirada de cavaco. As Figuras 1.9, 1.10 e 1.11 ilustram essasdireções para O tornearnento, a furação e o fresamento tangencíal discordan-te, respectivamente.
(
i5 (
-(
-(..(
..(
-(
{
..1
.J
j
.JJ.s.Jj
jj
-..J.J,-'
(
_/(
(
(
(
(
(
(
(
(
( I
}
}
)
)
)
)
)
)
)
)
)
)
)
)
)
I
)
)
)
)
)
)
)
)
)
16 TEORIA DA USINAGEM DOS MATERiAiS 17Introdução à Teoria da Usinagem dos Materiais
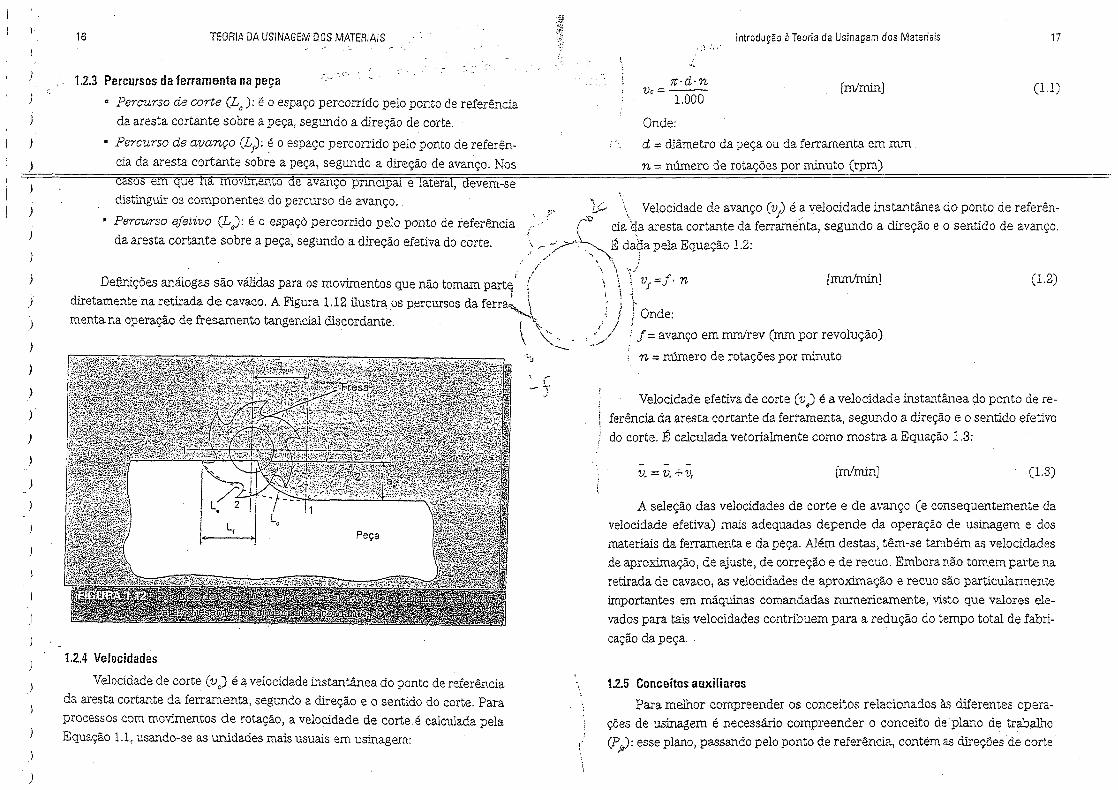
1.2.3 Percursos da ferramenta na peça
D Percurso de corte (Le): é o espaço percorrido pelo ponto de referênciada aresta cortante sobre a peça, segundo a direção de corte.
• Percurso de avanço (L}: ~ o espaço percorrido pelo ponto de referên-cia da aresta cortante sobre a peça, segundo a direção de avanço. Nos
(1.1)lr·d·nVe=---
1.000
Onde:
d :::;diâmetro da peça ou da ferramenta em mm
n ""número de rotações por minuto (rpm)
[rn/rnín]
casos em que ha movJ.mento de avanço pnnClpal e lateral, devem-sedistinguir os componentes do percurso de avanço.
R Percurso efetivo (L;J: é o espaço percorrido pelo ponto de referênciada aresta cortante sobre a peça, segundo a direção efetiva do corte.
,," U::... Velocidade de avanço (v) é a velocidade instantânea do ponto de referên-. /_'0 da '-da aresta cortante da ferramenta, segundo a direção e o sentido de avanço.
-' \ 0.0~:-~.>.>"~~É dada pela Equação 1.2:
. ,;"/ '.... \\\ '':'./Definições análogas são válidas para os movimentos que não tomam parte. ( . \ \ "s " f· n
diretamente na retirada de cavaco. AFigura 1.12 ílustra os percursos da ferra~ \\ ; 1 -~'~ ,~ , ! Onde'menta na operação de fresaroento tangencíal discordante.. f \.. ;' ; 1 •\ \', ,->./.' f = avanço em mmlrev (mm por revolução)
'. ....'""""--- .-"; n = número de rotações por minuto
[mm/rnín] (1.2)
Velocidade efetiva de corte (ve) é a velocidade instantânea eloponto de re-ferência da aresta cortante da ferramenta, segundo a direção e o sentido efetivodo corte. É calculada vetoríalmente como mostra a Equação 1.3:
-V.=V,+V, [roJrnin] (1.3)
A seleção das velocidades de corte e de avanço (e consequentemente davelocidade efetiva) mais adequadas depende da operação de usinagern e dosmateriais da ferramenta e da peça. Além destas, têm-se também as velocidadesde aproximação, de ajuste, de correção e de recuo. Embora não tomem parte naretirada de cavaco, as velocidades de aproximação e recuo são particularmenteimportantes em máquinas comandadas numericamente, visto que valores ele-vados para tais velocidades contribuem para a redução do tempo total de fabri-cação da peça. .
1.2.4 Velocidades
Velocidade de corte ev) é a velocidade instantânea do ponto de referênciada aresta cortante da ferramenta, segundo a direção e o sentido do corte. Paraprocessos com movímentos de rotação, a velocidade de corte.é calculada pelaEquação Ll, usando-se as unidades mais usuais em usinagem:
1.2.5 Conceitos auxiliares
Para melhor compreender os conceitos relacionados às diferentes opera-ções de usínagem é necessário compreender o conceito de plano de trabalho(Pj): esse plano, passando pelo ponto de referência, contém as direções de corte
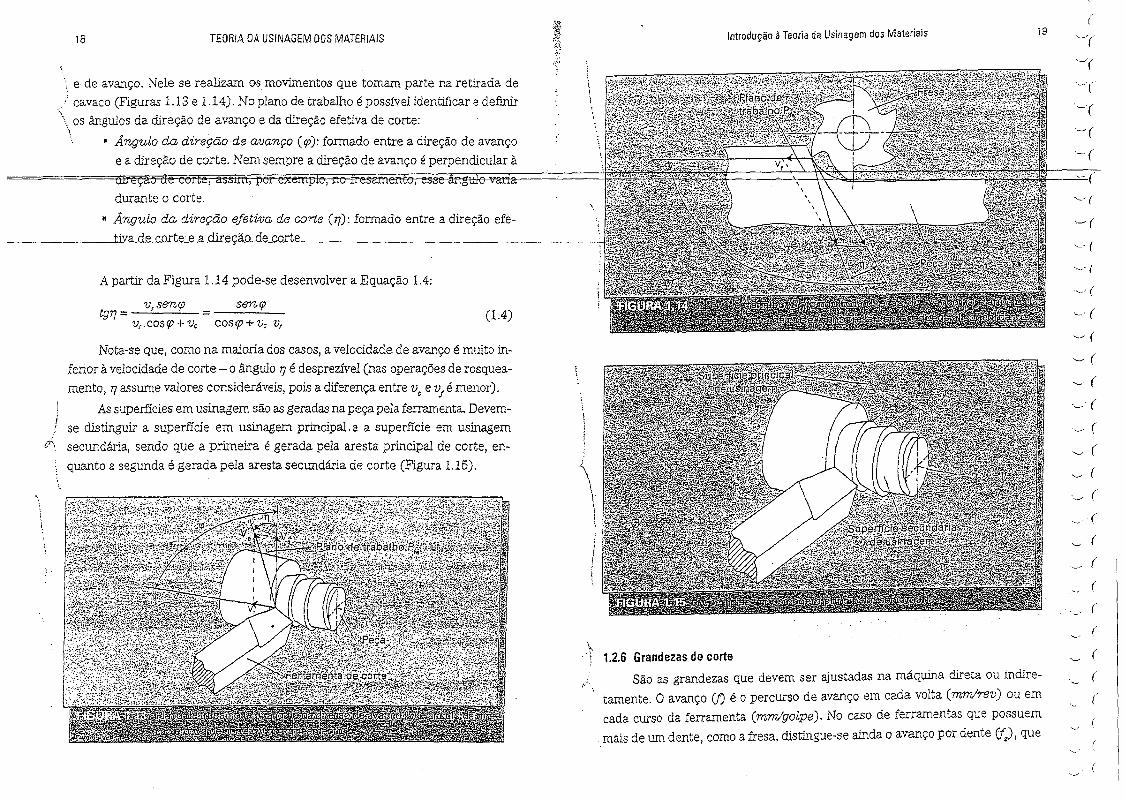
18 TEORIA DA USINAGEM DOS MATERIAIS
e de avanço. Nele se realizam os movimentos que tomam parte na retirada decavaco (Figuras 1.13 e 1.14). No plano de trabalho é possível ídentífícar e definiros ângulos da direção de avanço e da direção efetiva de corte:
• Ângulo da direção de avanço (tp): formado entre a direção de avançoe a direção de corte. Nem sempre a direção de avanço é perpendicular à
Introdução à Teoria da Usinagem dos Materiais
(1.4)
durante o corte.• Ângulo da direção efetiva de corte (17): formado entre a direção efe-
______ --"t.t.za_cte_cDrte_e_a_di.r.RçãD_de_cor:t.e. _
Apartir da Figura 1.14 pode-se desenvolver a Equação 1.4:
VJ serup sen q;tg7]= --"---'-- = -----=--
Vf.Costp + Vc costp + Vc V,
Nota-se que, como na maioria dos casos, a velocidade de avanço é muito in-ferior à velocidade de corte - o ângulo r; é desprezível (nas operações de rcsquea-mente, 77 assume valores consideráveis, pois a diferença entre Vc e vJ é menor).
Assuperfícies em usinagem são as geradas na peça pela ferramenta. Devem-se distinguir a superfície em usínagsm principal. e a superfície em usínagern
{/, secundária, sendo que a primeira é gerada pela aresta principal de corte, en-quanto a segunda é gerada pela aresta secundária de corte (Figura 1.15).
i.
\ .....
\\';
\III
!
\j 1.2.6 Grandezas de corte
São as grandezas que devem ser ajustadas na máquina direta ou indire-tamente. O avanço (j) é o percurso de avanço em cada volta (mm./rev) ou emcada curso da ferramenta (mm/çolpe). No caso de ferramentas que possuemmais de um dente, corno a fresa, distingue-se ainda o avanço por dente (jz), que
19(
--'(
'~(
'-'(
~-(
-~(
~(
,- (
'-- (
'~(
'._' (
'-.,- (
.~,,(
'-, (
~ (
(
-- (
(
'-' (
(
<;> (
(
(
(
-, (
(
(
(
"~ (
(
(
(
20 TEORIA DA USINAGEM DOS MATERIAiS
)
)
)
)
)
representa o percurso de avanço de cada dente medido na direção do avançoda ferramenta (correspondente à geração de duas superfícies consecutivas emusínagem). Valea relação representada pela Equação 1.5:
[rnrn/rev] (1.5)
\.
Introdução à Teoria da Usinagem dos Materiais 21
.I
i\\
pendicular ao plano de trabalho. A penetração de trabalho (a) é a penetraçãoda ferramenta em relação à peça, medida no plano de trabalho e em uma direçãoperpendicular à direção de avanço. É de grande importância no fresamento e naretificação. Já a penetração de avanço (ar) é a grandeza de penetração da fer-ramenta medida no plano de trabalho e na direção de avanço. Essas grandezasestão representadas na Figwa 1.11.
) Onde:
) z = número de dentes
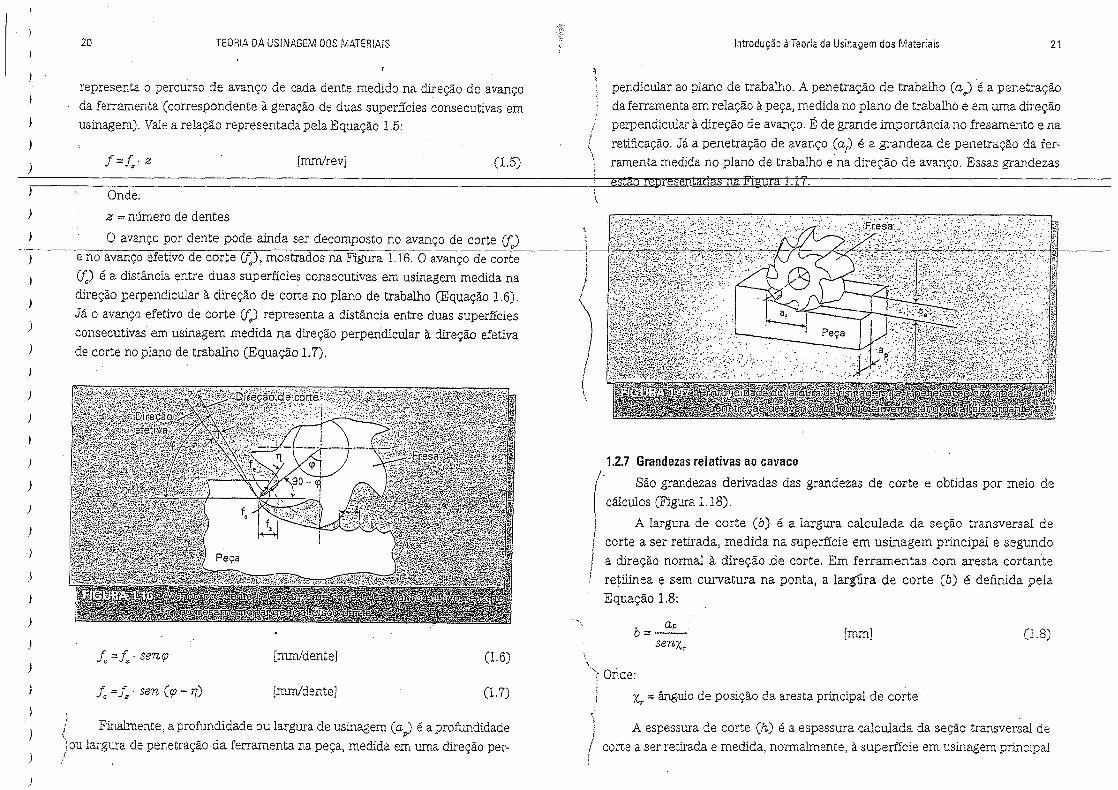
))1 en~o~a~v~a~niço~p~o~r~d~e~n~te~p~o~d~e~ffil1~·~d~a~se~r~d~ec~o~miP~o~s~t~o~n~o~a~v~a~n~ç~O~d~e~co~rt~e~if~e~)--t--i~~~~I~~~~~~~~Wfit~~~1- e no avanço efetivo de corte (f,), mostrados na Figura 1.16. O avanço de corte i
!) (te) é a distância entre duas superfícies consecutivas em usínagem medida na )
) Jcliá'reçãoperpe~clit~Culdarà drtireçr:o) de corte no Pld~o.de.trabalhOd(EquaçãOfí~.6). \)o avanço ele lVO e co e v ; representa a ístãncia entre uas super cies
) consecutivas em usínagem medida na direção perpendicular à direção efetiva) de corte no plano de trabalho (Equação 1.7). I
/) f
() \
)
)
)
)
)
.I
)
)
)
)
)
)
Ia =fz· serup [mrn/dente] (1.6)
[mmldente] (1.7)
/ Finalmente, a profundidade ou largura de usínagem (a '\ é a profundidade\ . r)ou largura de penetração da ferramenta na peça, medida em uma direção per-!
)
1.2.7;.í
II
ir,I
Grandezas relativas ao cavaco
São grandezas derivadas das grandezas de corte e obtidas por meio decálculos (Figura 1.18).
A largura de corte (b) é a largura calculada da seção transversal decorte a ser retirada, medida na superfície em usínagern principal e segundoa direção normal à direção .de corte. Em ferramentas com aresta cortanteretilinea e sem curvatura na ponta, a largura de corte (b) é definida pelaEquação 1.8:
b=~senx,.
[rnm] (1.8)
Onde:x,. = ângulo de posição da aresta principal de corte
A espessura de corte (h) é a espessura calculada da seção transversal decorte a ser retirada e medida, normalmente, à superfície em usínagern principal
22 TEORIA DA USINAGEM DOS MATERIAIS Introdução à Teoria da Usinagem dos Materiais
" e segundo a direção perpendicular à direção de corte. Em ferramentas comaresta de corte retilineas:
Analogicamen,e, é possível definir a largura efetiva de corte (b.) comosendo a largura calculada da seção transversal efetiva de corte a ser retirada emedida na superfície em usínagern principal, segundo a direção normal à dire-ção efetiva de corte. Pela Figura 1.17 deduz-se a Equação 1.12:
(1.9)[mm]\.
A espessura efetiva de corte (h) é a espessura calculada da seção transversalefetiva de corte a ser retirada e medida normalmente à superfície em usínagem prin-
.segun o a dfreçao perpendicUlar à dfreçao efetiva de corte CEquaçao I. 13) :
h.= h!t.l [rnrn] (1.13)(1+ sen2 Xr' tlil)
Por fím, a seção transversal efetiva de corte (A) é a área calculada daseção transversal efetiva de um cavaco a ser retirado e medida no plano normal
à direção efetiva de corte. Na maioria dos casos (ferramentas sem arredonda-mente de ponta), a seção transversal efetiva de corte (A.) pode sér calculadapelas Equações 1.14 ou 1.15:
(1.14)
(1.15)
A=a·'"e Ó p J"
A = b . h• • 8
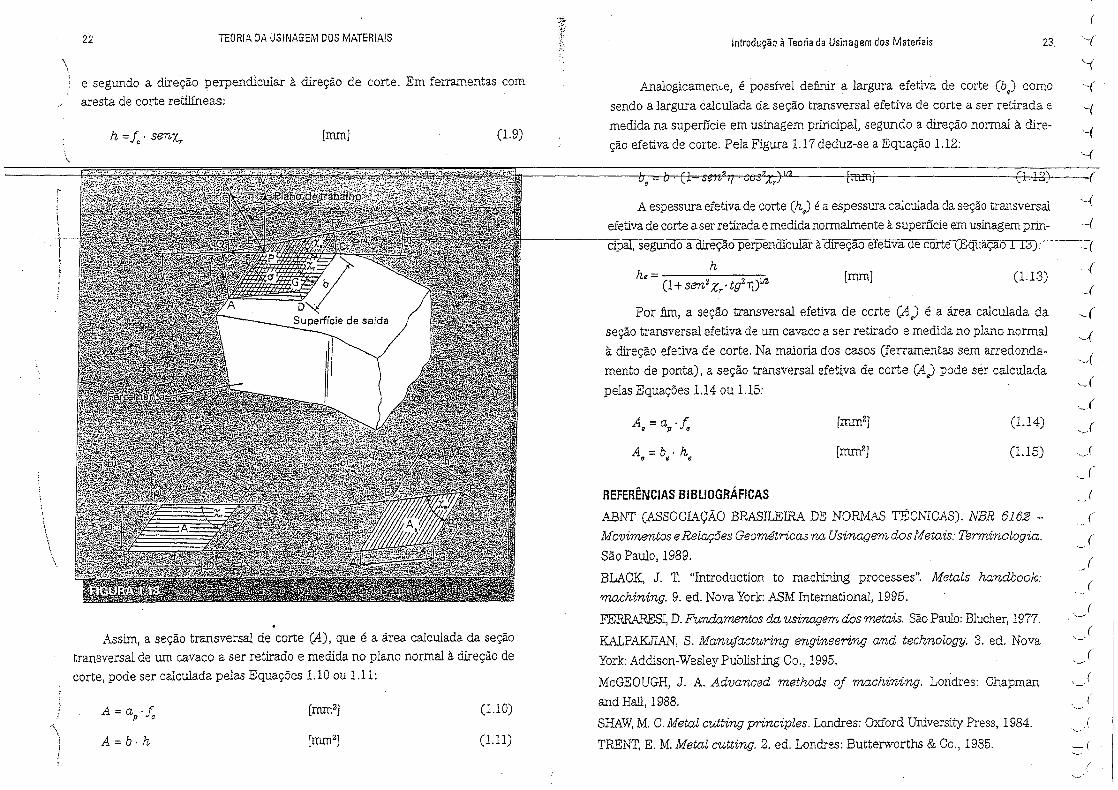
.Assim, a seção transversal de corte (A), que é a área calculada da seção
transversal de um cavaco a ser retirado e medida no plano normal à direção decorte, pode ser calculada pelas Equações 1.10 ou LU:
REFERÊNCIAS BIBLIOGRÁFICASABNT (ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS). NBR 6162 -Movimentos eRelações Geométricas na Usinaçem dos Metais: Terminologia.São Paulo, 1989.BLACK, J. T. "Introductíon to machíning processes". Metais hamdoook.
machining. 9. ed. Nova York: ASM Internatíonal, 1995.
FERRA'tESI, D. Fundamentos da usinaçera dos metais. São Paulo: Blucher, 1977 .
KALPAKJIAN, S. Manufacturing ençimeerinç and technology. 3. ed. Nova
York: Addison-Wesley Publishing Co., 1995.
McGEOUGH, J. A. Advanced methods of machining. Londres: Chaprnan
and Hall, 1988.
SHAW,M. C. Metal cutting principies. Londres: Oxford University Press, 1984.
TRENT, E. M.Metal cutting. 2. ed. Londres: Butterworths & Co., 1985.
A =a ·fp c(1.10)
A = b· h (l.11)
23.
(
.~(
'-{
'-r-(._(
'-(
(.__ ..•.
~(
/
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
A geometria da ferramenta de corte exerce grande mríuêncía no desempe-nho da usínagem. Por melhor que seja o material da ferramenta, se a sua geome-tria não for preparada adequadamente, não haverá êxito na operação. Tamanhaé a sua importância que se faz necessário normalizar, da maneira mais conve-mente possível, os ângulos da cunha cortante para uniformizar a nomenclaturaentre os profissionais e a literatura especializada. Como a norma brasileira NBR6163 - Conceitos da Técnica de Usimaçem: Geometria da Cunha Cortante:Terminologia (ABNT, 1980) trata desse assunto, as defínições apresentadas aseguir baseiam-se nela.
2.1 DEFINiÇÕESAs seguintes definições adotadas são necessárias para a determinação dos
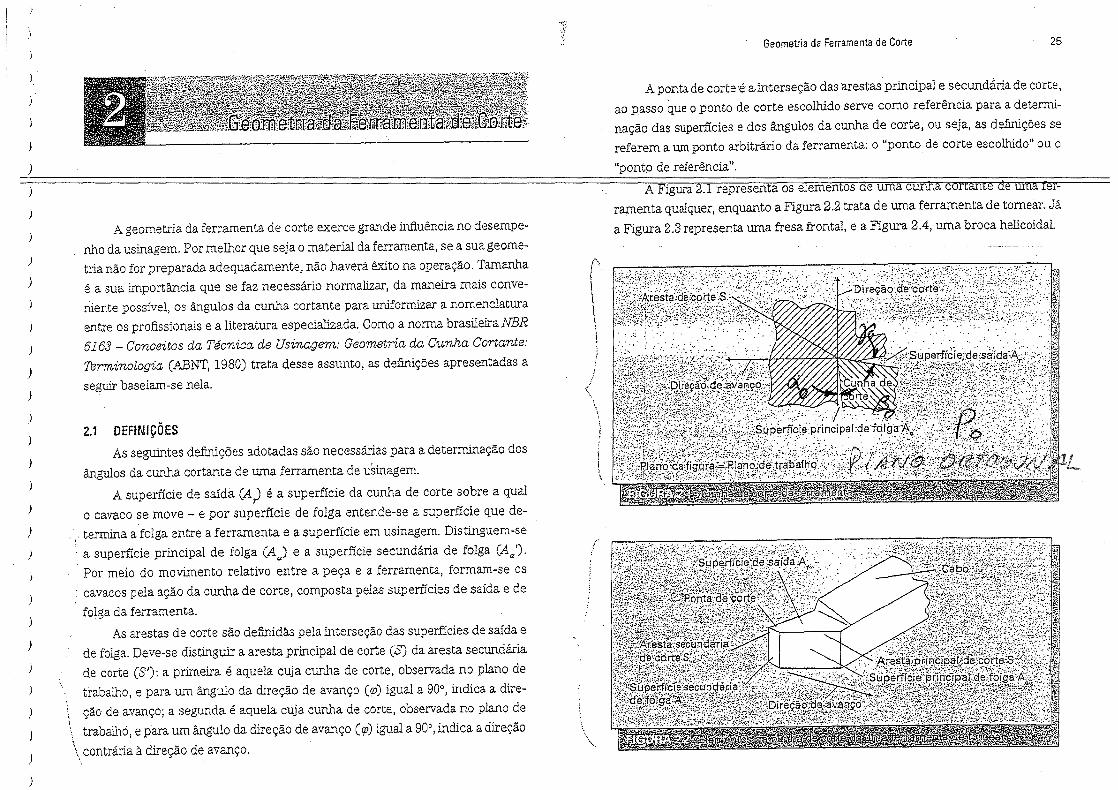
ângulos da cunha cortante de uma ferramenta de usinagern,A superfície de saída (A) é a superfície da cunha de corte sobre a qual
o cavaco se move - e por superfície de folga entende-se a superfície que de-. termina a folga entre a ferramenta e a superfície em usínagern. Distinguem-se. a superfície principal de folga CAa) e a superfície secundária de folga (Aa')·
Por meio do movimento relativo entre a peça e a ferramenta, formam-se os. cavacos pela ação da cunha de corte, composta pelas superfícies de saída e defolga da ferramenta.
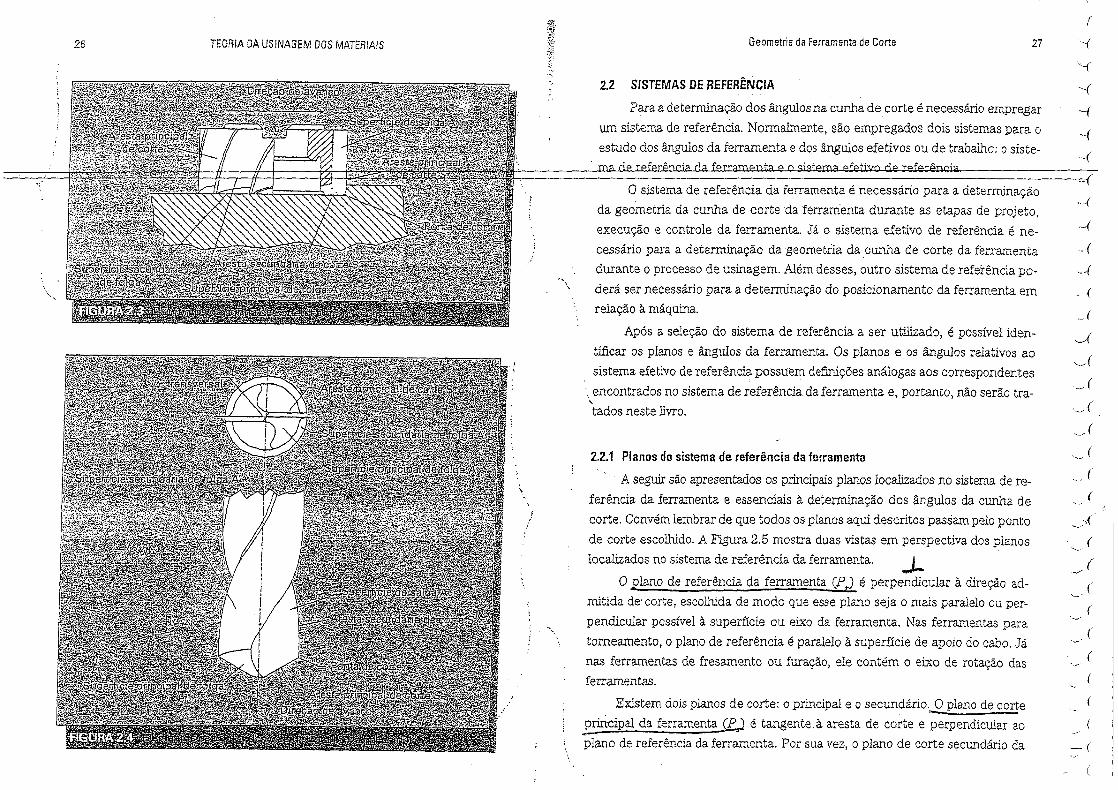
As arestas de corte são definidas pela interseção das superfícies de saída ede folga. Deve-se distinguir a aresta principal de corte (8) da aresta secundáriade corte (S'): a primeira é aquela cuja cunha de corte, observada no plano detrabalho, e para um ângulo da direção de avanço (rp) igual a 90°, indica a dire-ção de avanço; a segunda é aquela cuja cunha de corte, observada no plano detrabalhá, e para um ângulo da direção de avanço (rp) igual a 90°,indica a direçãocontrária à direção de avanço.
Geometria da Ferramenta de Corte 25
A ponta de corteé a interseção das arestas principal e secundãría de corte,ao passo que o ponto de corte escolhido serve como referência para a determi-nação das superfícies e dos ângulos da cunha de corte, ou seja, as defínições sereferem a um ponto arbitrário da ferramenta: o "ponto de corte escolhido" ou o"ponto de referência".
A Figura 2.1 representa os elementos de uma cUIi1i:a cortante de uma fer-ramenta qualquer, enquanto a Figura 2.2 trata de uma ferramenta de tornear. Já
a Figura 2.3 representa uma fresa frontal, e a Figura 2.4, uma broca helicoidal.
("
\\\
r
26 TEORIA DA USINAGEM DOS MATERIAIS Geometria da Ferramenta de Corte
2.2 SISTEMAS DE REfERÊNCIA
Para a determinação dos ângulos na cunha de corte é necessário empregarum sistema de referência. Normalmente, são empregados dois sistemas para. oestudo dos ângulos da ferramenta e dos ângulos efetivos ou de trabalho: o síste-
2.2.1 Planos do sistema de referência da ferramenta
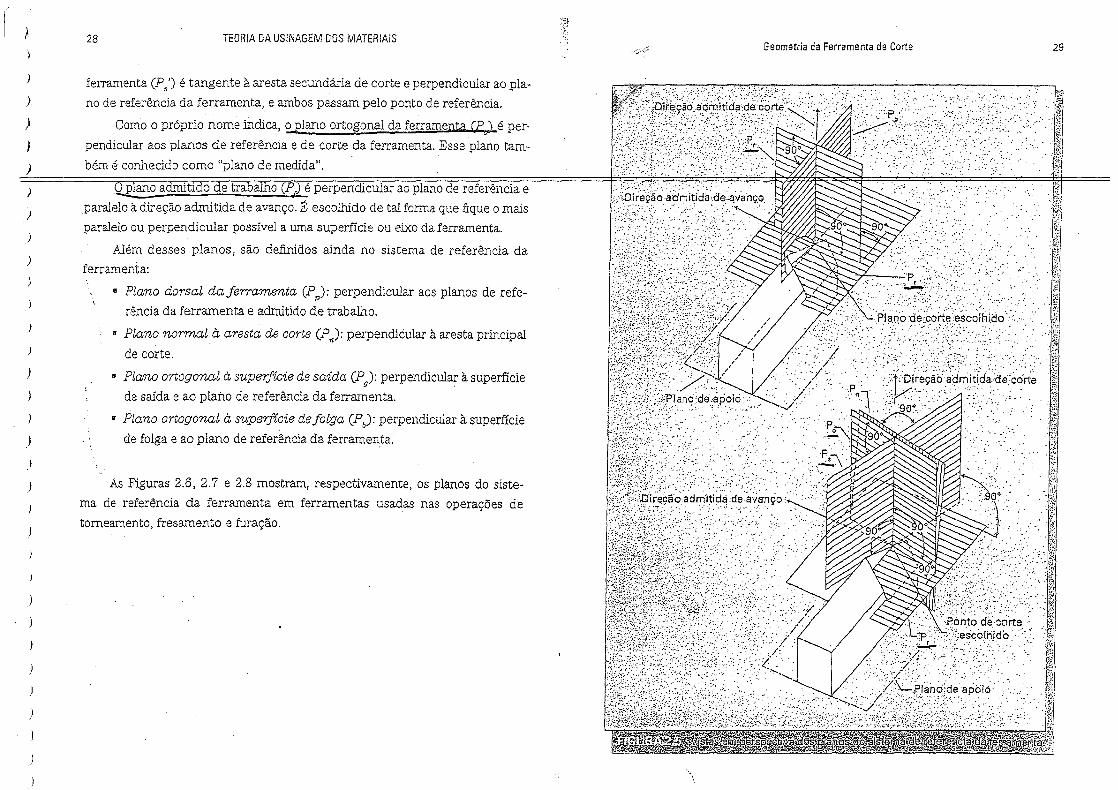
A seguir são apresentados os principais planos localizados no sistema de re-ferência da ferramenta e essenciais à determinação dos ângulos da cunha decorte. Convém lembrar de que todos os planos aqui descritos passam pelo pontode corte escolhido. A Figura 2.5 mostra duas vistas em perspectiva dos planoslocalizados no sistema de referência da ferramenta. .J-
O plano de referência da ferramenta (Pr) é perpendicular à direção ad-rrutída de' corte, escolhida de modo que esse plano seja o mais paralelo ou per-pendicular possível à superfície ou eixo da ferramenta. Nas ferramentas paratorneamento, o plano de referência é paralelo à superfície de apoio do cabo. Jánas ferramentas de fresarnento ou furação, ele contém o eixo de rotação dasferramentas.
Existem dois planos de corte: o principal e o secundário.jO plano de corte2.rincipal da ferramenta ceJ é tangente.à aresta de corte e perpendicular aoplano de referência da ferramenta. Por sua vez, o plano de corte secundário da _ (
o sistema de referência da ferramenta é necessário para a determinaçãoda geometria da cunha de corte da ferramenta durante as etapas de projeto,execução e controle da ferramenta. Já o sistema efetivo de referência é ne-cessário para a determinação dageometria da cunha de corte da ferramentadurante o processo de usinagern, Além desses, outro sistema de referência po-derá ser necessário para a determinação do posicíonarnento da ferramenta emrelação à máquina.
Após a seleção do sistema de referência a ser utilizado, é possível iden-tificar os planos e ângulos da ferramenta. Os planos e os ângulos relativos aosistema efetivo de referência possuem definições análogas aos correspondentes
, encontrados no sistema de referência, da ferramenta e, portanto, não serão tra---tados neste livro.
rI
27 -{
,-(
'-C-(-,(
-(
,,-c-(,.(
-.J,.(
-(
,A,-.A'-~ (
'-", (
-,- (
" (
(
(
:,(
. '., (
,/ (
(
(--,
(-(
('.
(
(
/
I !/I
)
)
)
)
I)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
28 TEORIA DA USíNAGEM DOS MATERIAIS 29Geometria da Ferramenta de Corte
ferramenta (Ps') é tangente à aresta secundária de corte e perpendicular ao pla-no de referência da ferramenta, e ambos passam pelo ponto de referência.
Corno o próprio nome indica, o.J?lanoortogonal da ferramenta ~) é per-pendicular aos planos de referência e de corte da ferramenta. Esse plano tam-bém é conhecido corno "plano de medida".
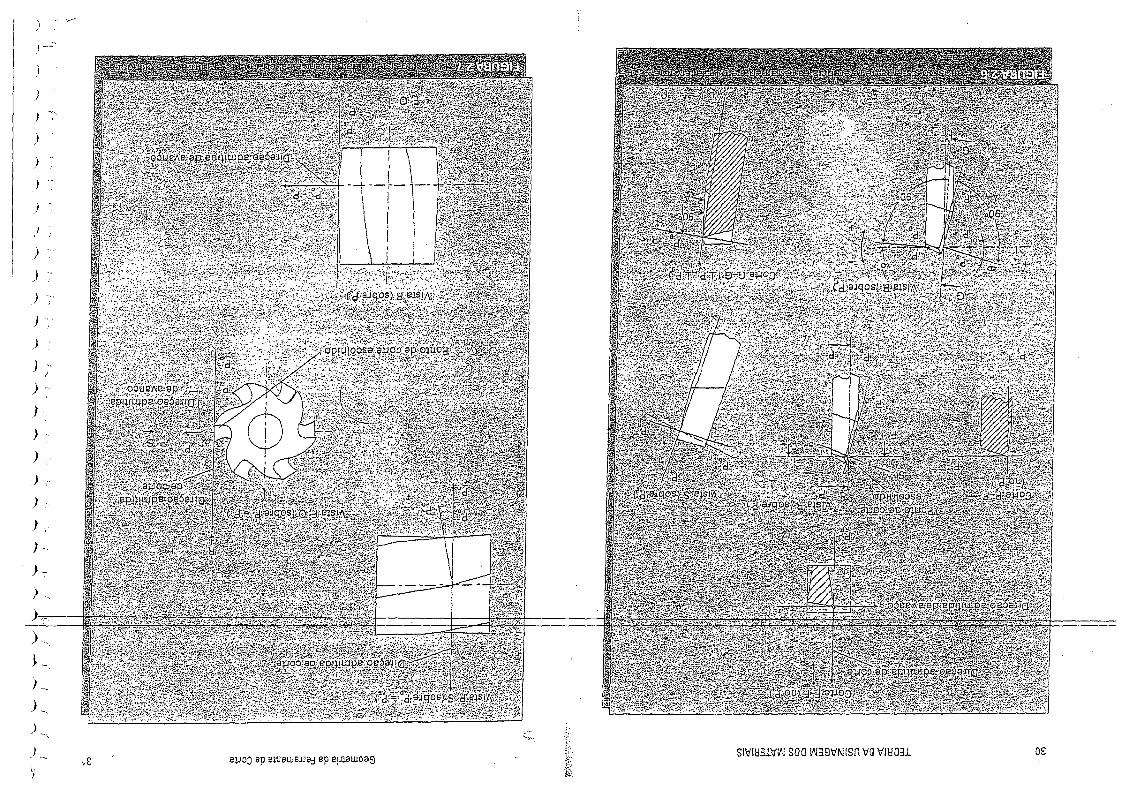
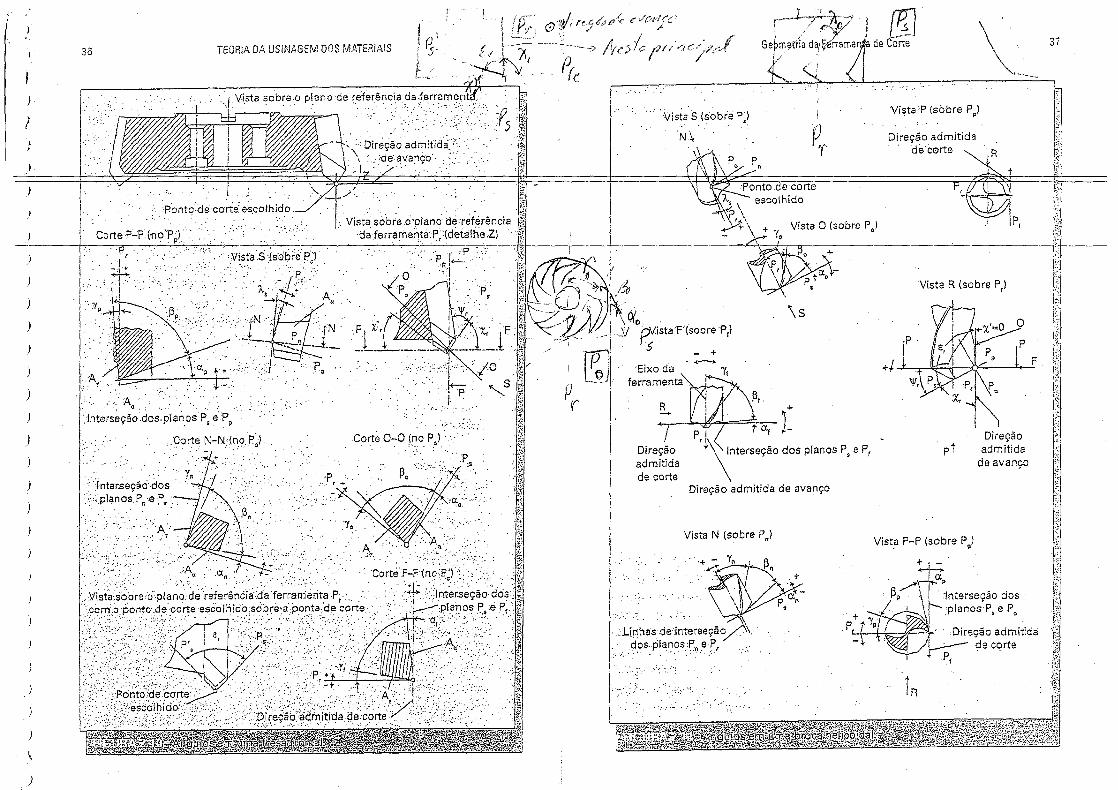
As Figuras 2.6, 2.7 e 2.8 mostram, respectivamente, os planos do siste-ma de referência da ferramenta em ferramentas usadas nas operações detornearnento, fresamento e furação.
,:". r>:
o piano admitido de trabalho (Pr) é perpendicular ao plano de referência e.-...:.."" . I
paralelo à direção admitida de avanço. É escolhido de tal forma que fique o maisparalelo ou perpendicular possível a uma superfície ou eixo da ferramenta.
Além desses planos, são definidos ainda no sistema de referência daferramenta:
s Plano dorsal da ferramerua: (Pp): perpendicular aos planos de refe-rência da ferramenta e admitido de trabalho.
w Plano normal à aresta de corte (P,,): perpendicular à aresta principalde corte.
D Plano ortcçonai à superfície de saída (Pg): perpendicular à superfíciede saída e ao plano de referência da ferramenta.
•. Plano ortogonal à superfície defolga (Pb); perpendicular à superfícíede folga e ao plano de referência da ferramenta.
,';-',- "
:: -,.::.; ...: ," ,"". ~::' .... ,: :
·:PlaD.6?ê;;o~.i:~~s·C~I·hido·:::·..: .• o'"".' .......
. " -c "".,' ',:' '. '. ,", ", ..... - .o'. •••• , .• :'••..•
". ',", ."., -.:.'
-.\
) " ',-"
)...-C:.
)
)
) -.
)
)-
)
)
)
)"
)) "
J)
) '.
)-
)
):)
).
)
i .)
) "
).
)"
} -i :) ..
)-
) SI'If!l:Ell'ilN soa 1N39ifNISn ifQ VI!:I031 08
",
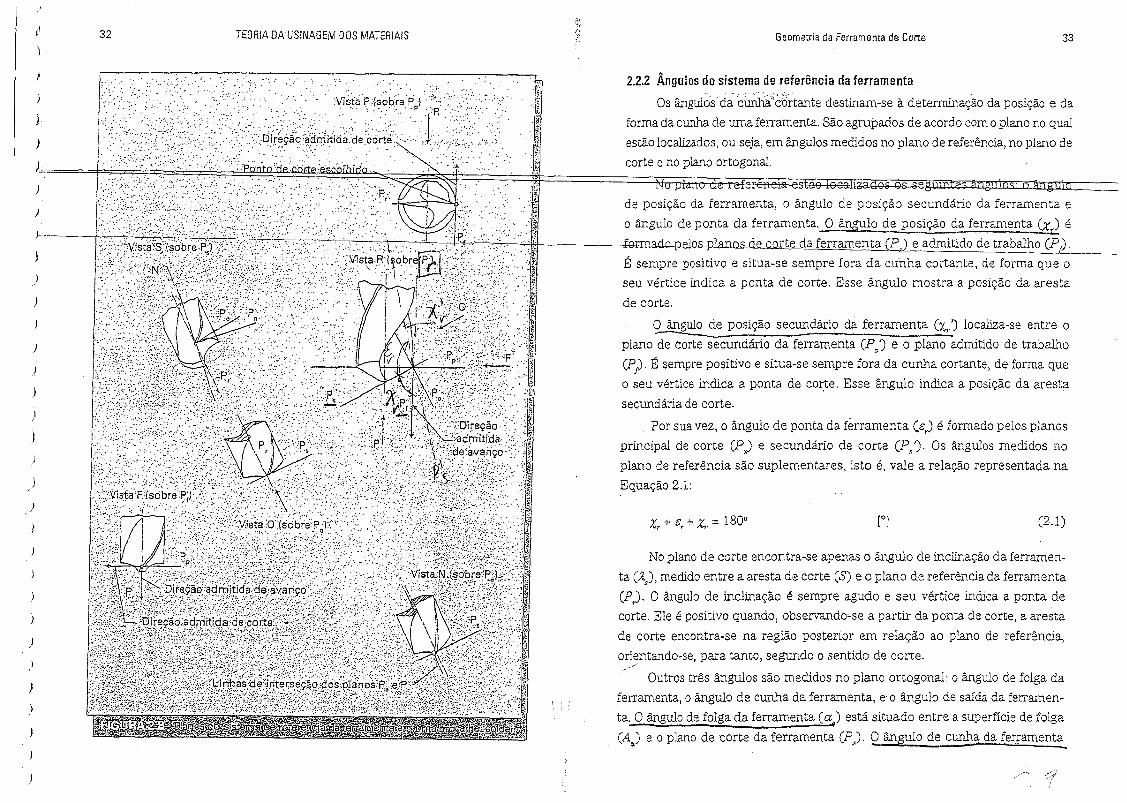
.t.e:u..•~ de posição da ferramenta, o ângulo de posição secundário da ferramenta e
o ângulo de ponta da ferramenta: O ângulo de posição da ferramenta (xl) é
~---~~~~~~~~~~·~~~~~~~~~~i~~~~~~~~~~--~-~~~~aD~deçortedafu~~en~~Jea~tidodetraballio~).É sempre positivo e situa-se sempre fora da cunha cortante, de forma que oseu vértice indica a ponta de corte. Esse ângulo mostra a posição da arestade corte.
O ângulo de posição secundário da ferramenta (X,.') localiza-se entre o~ -
plano de corte secundário da ferramenta (P;) e o plano admitido de trabalho(PI).É sempre positivo e situa-se sempre fora da cunha cortante, de forma queo seu vértice indica a ponta de corte. Esse ângulo indica a posição da arestasecundária de corte.
Por sua vez, o ângulo de ponta da ferramenta (G',) é formado pelos planosprincipal de corte CP) e secundário de corte (P/). Os ângulos medidos noplano de referência são suplementares, isto é, vale a relação representada naEquação 2.1:
32 TEORIA OAUSINAGEiv1 DOS MATERIAIS
)
, .' .~..•>ViS:~P(S'OP~~;~..·.·~.'..··.·.:l··.~( ...·':'Dir.~çã:;.~~drTiiÚda.de ~c6rt~:::
j
)
)
)
)
)
),)
)
Geometria da Ferramenta de Corte 33
2.2.2 Ângulos do sistema de referência da ferramenta
Os ângulosCia cOOhi':c8;iante destínam-se à determinação da posição e daforma da cunha de urna ferramenta. São agrupados de acordo com o plano no qualestão localizados,ou seja, em ângulos medidos no plano de referência, no plano decorte e no plano ortogonal.
(2.1)
No plano de corte encontra-se apenas o ângulo de inclinação da ferramen-ta (?.), medido entre a aresta de corte (S) e o plano de referência da ferramenta(P). O ângulo de inclinação é sempre agudo e seu vértice indica a ponta decorte. Ele é positivo quando, observando-se a partir da ponta de corte, a arestade corte encontra-se na região posterior em relação ao plano de referência,orientando-se, para tanto, segundo o sentido de corte.
Outros três ângulos são medidos no plano ortogonal: o ângulo de folga daferramenta, o ângulo de cunha da ferramenta, e o ângulo de saída da ferramen-ta. O ângulo de folga da ferramenta (a) está situado entre a superfície de folga, ~(A) e o plano de corte da ferramenta (P). O ângulo de. c1L.'1..h.ada ferrarr.ent~
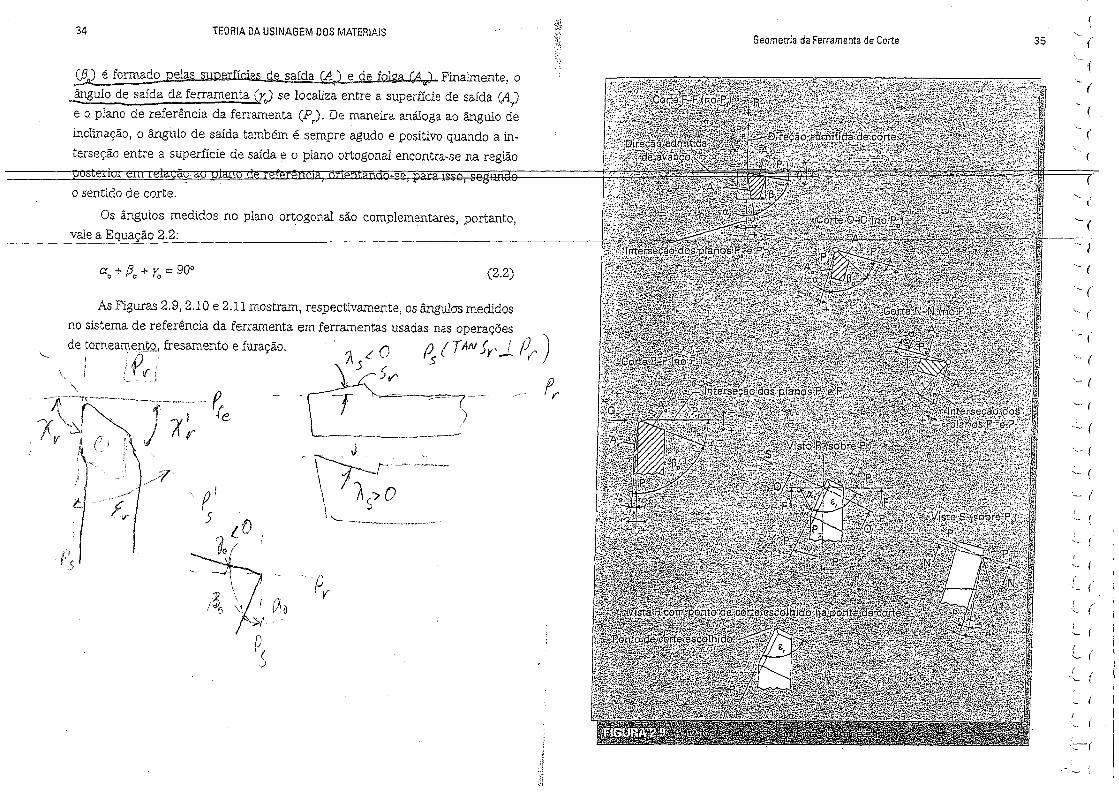
34 TEORIA DA US!NAGEM DOS MATERIAIS
S!!.J é formado pelas superfícies de saídalA~ e de folga .(ájaJ- Finalmente, o.!ngulo de saída da ferramenta (y.) se localiza entre a superfície de saída (A)e o plano de referência da ferramenta (Pr)' De maneira análoga ao ângulo deinclinação, o ângulo de saída também é sempre agudo e positivo quando a in-terseção entre a superfície de saída e o plano ortogonal encontra-se na reg tão
_ (>
o sentido de corte.
Os ângulos medidos no plano ortogonal são complementares, portanto,vale a Equação 2.2:
a + R +".1 = 900o ""0 {o (2.2)
As Figuras 2.9,2.10 e 2.11 mostram, respectivamente, os ângulos medidosno sistema de referência da ferramenta em ferramentas usadas nas operações
'-.. de :omei~l}tº; fresamento e furação. . Â..5 /. O ~ ( TAN JV' J Pr )\ I dJ,ri dL)V' f/'" ~e·· f~~l- ,
---_._---,.---..\f;-r"'---\ liS~ O
'---- ---,~-,"_..---.---
! Oiíl
pS
Geometria da Ferramenta de Corte"c.,
{
1(
(
35
\ ...
'- (
--':"-l
-. (
-- (
'- (
'. (
-.. (
',. (
',.- (
<- (
;.- (
'.. (
'- (
~ (I'- (',- (
- {
~(
36 TEORIA DA USINAGEM DOS MATERIAIS
)
IDireção admit:id~~·i'.:
.'de·avanço '.
Vista S (sobre P') .:.'. .' .' s.
N\I
Pr. .'
. '. Vist~sóbfeo 'planOd~':nif'erência ;:1
'daferramentáP, (detalheZ} .•~~...••.• ' '1' .:p ;.",. .~,j---t---t--------
·.P~.~ ..:
t:Yo· ..."1/ bl/ista'F(sobrePi). rS
- +'Eixoda ~ ~
·ferramenta
.'j
} I.I
.0•• ,p'onto:decorte:&"colhido
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
".,:'.:'. '.:
Corte p:";ptnoP1 .. ~'" .'
P; '.' " . p"<; .VistaS.(sobre:P'}
...} ':Po ':':':::':";'L<'f""";'
...... ~ ..
I .A.
T
;.:. ;'. . ;'. :.-,:, :.'."
. '...:.. ,~..;:.~~:>....Corte O-O (no P ) .
_. . , ,o-.
.- :
·.····:interseçácid~s··.;.:o(planosP.eP .,'".:. '. -. n ,'''' ,,-:
. o,,;:
.A}:'~.:.,'.:.. .::~... ' ,,': ".~
•. ., .corté\~F~(~()'~{?< .' o]:::Vtst~:~6bre ;i:ip Iano. deréferê~clâ:;dafer.ra~erit~p;.,.: ..::'. ínterseção-d OS' il
'?~TQ.~~nt~}deport~e~é01hidosobre::~:~~2ra:::d~ corte·;q)~I~D~~.~.:8 p;- ~.... ::' .: , :::: ","
'-.' ,.~"; '.?..;::.:~~~, :~:'.:/<: .. .o.' ' •. o:; - .;~.>,';
"; ,.:". :,~:.~;'~:,";'.; '.':'~.: ..... '
...... : ~',' "
:···.::':'.·:.·;Pdó'td'jdê·~;rt~··::o·""::;,::esto'lriidô':
IDireçãoadmitidade corte
-: ...• :.: ..
. '::.:". ..." ...:'.~'
\s
R-+ +
P t CL, t, ",\n"""" do, píanosP, e P,
Direção admitida de avanço
Vista N (sobre Pnl
.... : .
[!i1de Corte \-,
VistaP (sobre P ). p
Direção admitidadecorte
Vista R (sobre P,l
pt Direçãoadmitida
de avanço
Vista P-P (sobre P )• p
~
+ -'. CL/1 "Pp " ':Interseçiío dos'
-planosP, e Pp
.~..
.• Direção admitidade corte
37
II~.~:.
!~
;.-:
te de materiais de clifícil usinabilidade e em cortes interrompidos, por garantirmaior resistência à cunha de corte (f3o ::: 90°). Em contrapartida, a usinagern demateriais dúcteis, como ligas de alumínio e de magnésio, requer o emprego de
------;--~Er;:;s;;-:se-::7:ân;::;-g;:;;ul:;-r;:;:o+t:;;cam;;;::;-;;:b::<é::;::m::---;,in;;-:d::l,uz-=--=um:=a'f'-o--:::rç=-=a-:-p--:::-=-=ass:T:iv=a:--n--:::a~fe=-=IT~am~e---;:-nta:---e,-p-o-r-c-o-n--------â;:-n-g-ul'o-s-d'e-sa'í'""d-"-a--':al-"t::-ca-:::-m:ccec-:n-rte-p-o-'--'sl=tlvospara evitar extensas are as de adesao ao----(
seguinte, na máquina-ferramenta. Ele é o principal responsável pela flexão de cavaco à superfície de saída da ferramenta, que resultam na sua quebra, Outrapeças muito esbeltas na operação de tornearnento cilíndrico externo. importante vantagem atribuída ao emprego de ferramenta com ângulo de saída
O ângulo de ponta (er) é definido pelo formato da ferramenta, assumindo, negativo é o inserto reversível, visto que esta apresenta o dobro de arestas de
por exemplo, 90° em ínsertos quadrados e 60° em ínsertos triangulares. Ferra- corte com.parado ~ ~erram.enta c91J ~gulo de s~d~ l~ti~ .. d/ ;{ ...S;mentas utilizadas em operações de perfílamento apresentam ângulo de ponta Ylo <, O - {Or Ic ck vn.:vlcnt?/~ tk,.. t/; I? C/I (/ ç /1/1ç.. I I' o • e: ~
U I '!//1 fl/rp~/I'4J? (fi,;) '" 'tOe). :rr/l~fv N ve/G.-/Í/e(.(eJ igual a 35°, o que pode fragílízar a ponta da ferramenta, ao passo que ínser- 2.4 OUTROSATRIBUTOS DA CUNHA CORTANTEtos circulares têm o ângulo de ponta (e) definído em função da profundidade de ... . O ,,,. , . . .. ,
• • • ,T 'ff; 77 - .Alem das ja descritas, outras características geométricas da cunna de cor-usmagern. Sua princípal função e assegurar a resistência da ponta da ferramenta d - . d ( ) . d unh ( )id d d di 1 i/';'lIIIv~c.M" te que merecem estaque sao: o rala e ponta r , o raio e c a rI! e oe sua capaci a e e issipar ca oro ~ . . '.,-, J:e. ;VU;v'i:41 tl'i5 quebra-cavacos.
/ Q ângulo de inclinação (íl.) normalmente vária de -lI ° a 11° e tem as se- I _(/.. ., . , '! . fun - s .'ví:. Te,J t)I(tt>11/rll'1;O rato de ponta (r) deterrruna, com o ângulo de ponta, a resistência me-
r guíntes çoes: (Ji , . . - " . ,..:. . _ , e Ji4Il) _ câruca da ponta da ferramenta de corte (FIgura 2.12). Alem disso, o raio deControlar a díreção de salda do cavaco. .,,~ ~f.4 ponta tem grande influência sobre a rugosidade da peça, como será visto mais
• Proteger a aresta de corte (gume) da ferramenta contra impactos. ClVlfiJ'V L~J:;,tarde. Em geral, o raio de ponta (Te) varia de 0,2 a 2,4 mm (valores típicos-de~ Quando positivo, atenuar vibrações. S'."'· - 04-08 mm e 1 2 rnm). Valores elevados do raio de ponta (r) garantem maior
VI> c;./(lílS " , c. I. _.L. _ resistência à ponta da ferramenta, entretanto, há um maior contato entre fer-
•O ângulo de folga (aJ normalmente varia de 5° a 200 e sua. principal função é d'J é'i'0Tt/JIlS?v rarnenta e peça, o que provoca o aumento da força passiva (perpendicular ao
evitar atrito entre a peça e a superfície de folga da ferra."U;nta. Se o valor do ângulo ifl'1J CrtNCl-t o. plano de trabalho).de folga (a) for muito baixo, entretanto, a.cunha não penetrará adequadamente na Analogícamente, o ralo de cunha (ri) tem a finalidade de proteger a cunhapeça e, assim, a ferramenta perderá sua afiação rapidamente, visto que há grande cortante, que, em hipótese alguma, deverá ser aguda, sob o risco de quebrar-se.geração de calor. Além disso, o acabamento da peça será prejudicado. Porém, se o Todavia, valores elevados do raio de cunha (ri,) tendem a provocar a elevação daângulo de folga (ao) for muito elevado, a cunha da ferramenta perderá resistência, força na direção de avanço. Por isso, os raios são acrescentados por processos depodendo soltar pequenas lascas ou até mesmo se quebrar. O valor do ângulo de fol- arredondamento fino das arestas, conhecidos como honning (ou brunirnento).ga (a) depende principalmente da resistência mecânica do material da ferramenta Outras possibilidades de preparação da cunha de corte são a inclusão dee da peça: quanto maior for a resistência mecânica, menor será o ângulo. chanfros, simples ou duplos - especialmente em ferramentas cerâmicas, de dia-
Em geral, o ângulo de saída (r,) varia de -80 a 200 e influencia decisiva- mante (PCD) ou de nitreto cúbico de boro (pcBNj -, ou a combinação de raio e__ o _'
mente na força e na potência necessárias ao corte, uma vez que quanto maior chanfro. A Figura 2.12 apresenta essas alternativas.
38 TEORIA DA USINAGEM DOS MATERIAIS Geometria da Ferramenta de Corte
2.3. FUNÇÕES E INFLUÊNCIA DOS PRINCIPAIS ÂNGULOS DA CUNHA CORTANTECada um dos ângulos descritos anteriormente tem um papel a desempenhar
durante o corte, portanto, seu valor deve ser cuidadosamente determinado.
O ângulo de posição (x) geralmente varia de 450 a 95° e tem as seguintesfunções: .
o ângulo de saída. (r), menor será o trabalho de dobramento e o encruamentodo material do cavaco. Consequentemente, o acabamento da peça e a tempera-tura de corte também serão afetados. O valor do ângulo de saída (r) depende-rá, em especial, da resistência mecânica do material da ferramenta e da peça,bem como da quantidade de calor gerado pelo corte e da velocidade de avanço.Válores negativos do ânglllQ de sãIda (r;,) sao comumente empregados no cor-
lf Distribuir as tensões de corte favoravelmente no início e no fim do corte.
• Influenciar na direção de saída do cavaco.
39
\
(
(
(
. (
(
(
(
(
)
)
)
);~~~~~e';*'~'~"~f~<;.;?~;'1,>·.Arestacharifr.ada:ebninida ·::li
~)::::::=====t~~~~~rn:rrTIm~S::b=:=h====:i:=.d·r~o<; ,. ", \i)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
40 TEORIA DA USINAGEM DOS MATERIAIS
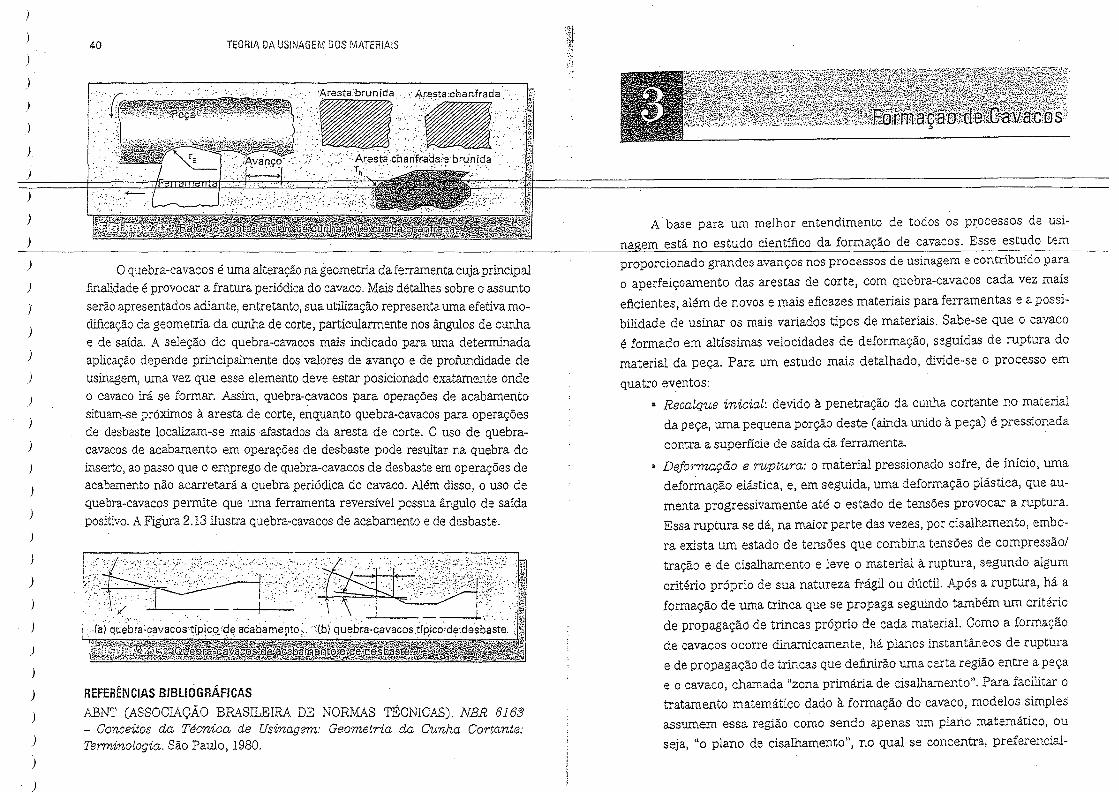
A base para um melhor entendimento de todos os processos de usi-nagem está no estudo científico da formação de cavacos. Esse estudo tem
o quebra-cavacos é uma alteração na geometria da ferramenta cuja.príncipalfinalidade é provocar a fratura periódica do cavaco. Mais detalhes sobre o assuntoserão apresentados adiante, entretanto, sua utilização representa uma efetiva mo-dificaçãoda geometria da cunha de corte, particularmente nos ângulos de cunhae de saída. A seleção do quebra-cavacos mais indicado para uma determinadaaplicação depende principalmente dos valores de avanço e de profundidade deusínagem, uma vez que esse elemento deve estar posicionado exatamente ondeo cavaco irá se formar. Assim, quebra-cavacos para operações de acabamentosituam-se próximos à aresta de corte, enquanto quebra-cavacos para operaçõesde desbaste localizam-se mais afastados da aresta de corte. O uso de quebra-cavacos de acabamento em operações de desbaste pode resultar na quebra doínserto, ao passo que o emprego de quebra-cavacos de desbaste em operações deacabamento não acarretará a quebra periódica do cavaco. Além disso, o uso dequebra-cavacos permite que uma ferramenta reversível possua ângulo de saídapositivo.A Figura 2.13 ilustra quebra-cavacos de acabamento e de desbaste.
proporcionado grandes avanços nos processos de usinagern e contribuído parao aperfeiçoamento das arestas de corte, com quebra-cavacos cada vez maiseficientes, além de novos e mais eficazes materiais para ferramentas e a possi-bilidade de usinar os mais variados tipos de materiais. Sabe-se que o cavacoé formado em altíssírnas velocidades de deformação, seguidas de ruptura domaterial da peça. Para um estudo mais detalhado, divide-se o processo emquatro eventos:
= Recaique inicial: devido à penetração da cunha cortante no materialda peça, uma pequena porção deste (ainda unido à peça) é pressionadacontra a superfície de saída da ferramenta.
a Deformação e ruptura: o material pressionado sofre, de início, umadeformação elástica, e, em seguida, uma deformação plástica, que au-menta progressivamente até o estado de tensões provocar a ruptura.Essa ruptura se dá, na maior parte das vezes, por cisalhamento, embo-ra exista um estado de tensões que combina tensões de compressão!tração e de císalhamento e leve o material à ruptura, segundo algumcritério próprio de sua natureza frágil ou dúctil. Após a ruptura, há aformação de uma trinca que se propaga seguindo também um critériode propagação de trincas próprio de cada material. Como a formaçãode cavacos ocorre dinamicamente, há planos instantâneos de rupturae de propagação de trincas que defmirão uma certa região entre a peçae o cavaco, chamada "zona primária de cisalhamento". Para facilitar otratamento matemático dado à formação do cavaco, modelos simplesassumem essa região como sendo apenas um plano matemático, ouseja, "o plano de císalhamento", no qual se concentra, preferencial-
~~f?i~",~»···;;>~íi'{.·.'1·(il) qtlebra:cavacost!p\CQ'qEl8Caba mente .....(bJ quebra-cavacosjfplcc.de-desbaste ... ~~
REFERÊN cus BIBLIOGRÁFICASABNT (ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNIC.,A...8).NBR 6163- Conceitos da Técnica de Usinagem: Geometria da Cunha Cortante:Terminologia. São Paulo, 1980.
42 TEORIA DA USJNAGEM DOS MATERIAIS
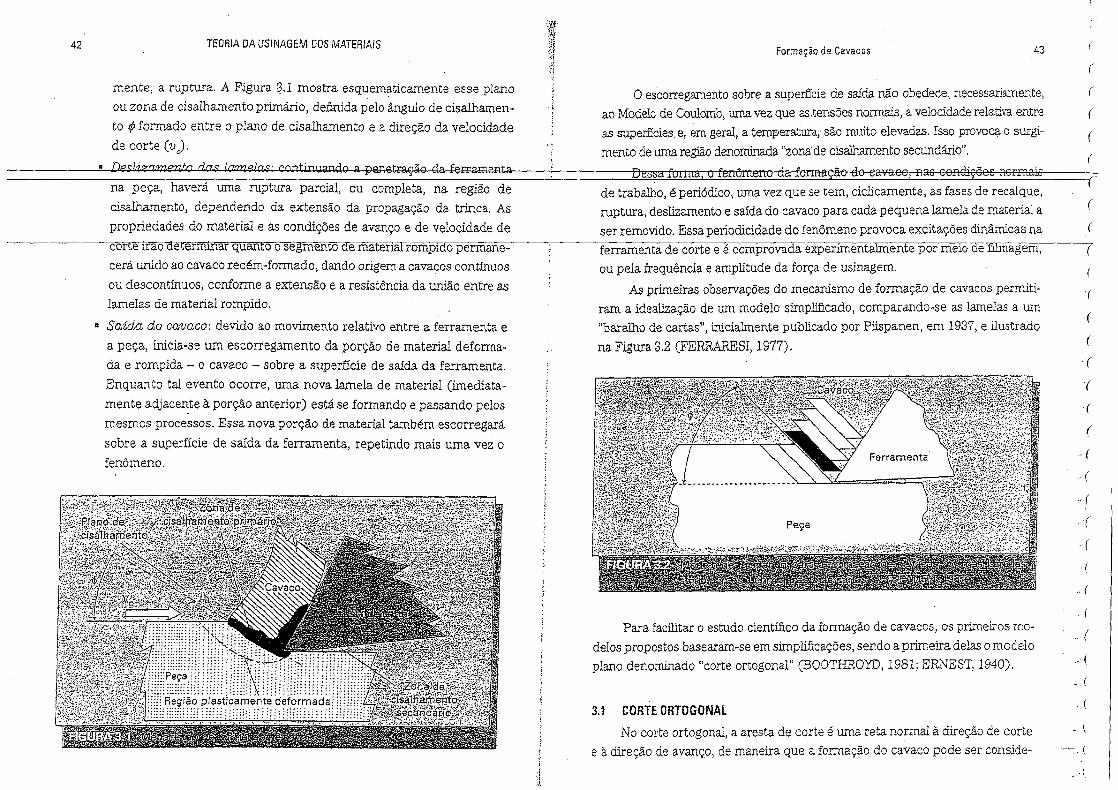
mente, a ruptura. A Figura q.l mostra esquematicamente esse planoou zona de cisalhamento primário, defuúda pelo ângulo de císalhamen-
to rP formado entre o plano de císalharnento e a direção da velocidadede corte (v).
• Deslizamento das laanelas: contum1l.l=Icto a p@IHltraç~o da ferramenta
Formação de Cavacos 43
(
(
(
(
na peça, haverá uma ruptura parcial, ou completa, na. região decísalhamento, dependendo da extensão da propagação da trinca. As
propriedades do material e as condições de avanço e de velocidade de------,.c"'o""rtne"l·rao detemlinar quanto o segmento de matenaI rompldo permane-
cerá unido ao cavaco recém-formado, dando origem a cavacos contínuos
ou descontínuos, conforme a extensão e a resistência da união entre asIarnelas de material rompido.
• Saída do cavaco: devido ao movimento relativo entre a ferramenta ea peça, inicia-se um escorregarnento da porção de material deforma-da e rompida - o cavaco - sobre a superfície de saída da ferramenta.Enquanto tal evento ocorre, uma nova Iamela de material (imediata-mente adjacente à porção anterior) está se formando e passando pelosmesmos processos. Essa nova porção de material também escorregará
sobre a superfície de saída da ferramenta, repetindo mais uma vez ofenômeno.
o escorregamento sobre a superfície de saída não obedece, necessariamente,ao Modelo de Coulornb, uma vez que as.tensões normais, a velocidade relativa entreas superfícies, e, em geral, a temperatura, são muito elevadas. Isso provoca o surgi-mente de urna região denominada "zona de cisalhamento secundário".
Dessa fOI ma, o fenômeno da roJ:'fftação do cavaeo, nas condições normaisde trabalho, é periódico, uma vez que se tem, ciclicamente, as fases de recalque,ruptura, deslizamento e saída do cavaco para cada pequena lamela de material aser removido. Essa periodicidade do fenômeno provoca excitações dinâmicas naferramenta de corte e é comprovada experimentalIriente por meio de fill1\agem,ou pela frequêncía e amplitude da força de usinagem,
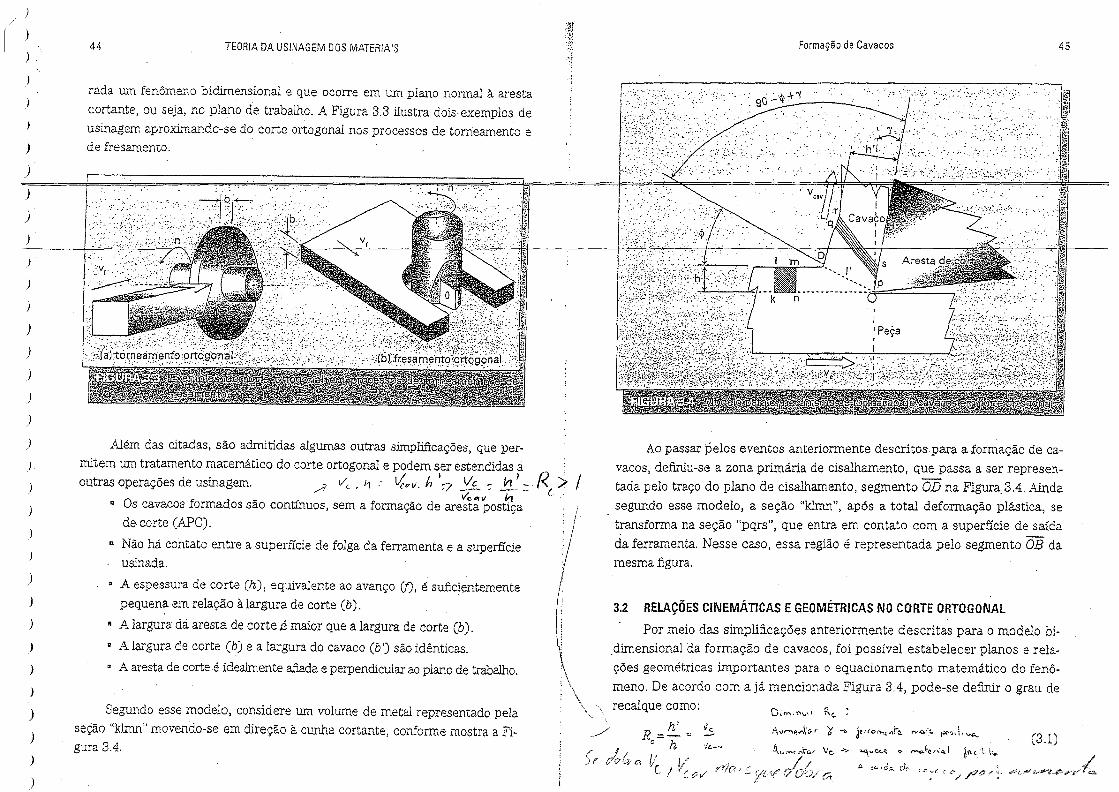
As primeiras observações do mecanismo de formação de cavacos permiti-ram a ídealízação de um modelo simplificado, comparando-se as Iamelas a um"baralho de cartas", irúcialmente publicado por Píispanen, em 1937, e ilustrado
na Figura 3.2 (FERRARESI, 1977).
Para facilitar o estudo científico da formação de cavacos, os primeiros mo-delos propostos basearam-se em Simplificações, sendo a primeira. delas o modeloplano denominado "corte ortogonal" (BOOTHROYD, 1981; ERNEST, 1940).
3.1 CORTE ORTOGONALNo corte ortogonal, a aresta de corte é uma reta normal à direção de corte
e à direção de avanço, de maneira que a formação do cavaco pode ser conside-
(
(
(
(
(
'(
(
(
(
(
(
(
,(
(
-(
(
(
(
.' (
(
,. (
" (
_. (
. (
(
~-(
,- (
/)
I )
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
44 TEORIA DA USINAGEM DOS MATERIAIS
rada um fenômeno bídírnensíonal e que ocorre em um plano normal à aresta
cortante] ou seja, no plano de trabalho. A Figura 3.3 ilustra dois exemplos deusinagern aproximando-se do corte ortogonal nos processos de torneamento ede fresamento.
Além das citadas, são admitidas algumas outras simplificações, que per-rnitem um tratamento matemático do corte ortogonal e podem ser estendidas aoutras operações de usínagem. /1 vc• I-] ~ t,{t7v. h 1;7 yc ::~I:: R[ > I
O f d - - vc"'v /ri•• s cavacos erma os sao contínuos, sem a formação de aresta postiçade corte (APe).
•• Não há contato entre a superfície ele folga da ferramenta e a superfícieusínada.
• A espessura de corte (h), equivalente ao avanço (f), é suficientementepequena em relação à largura de corte (b).
• A largura da aresta de corte é maior que a largura de corte (b).
• A largura de corte (b) e a largura do cavaco (b') são idênticas.
• A aresta de corte é idealmente afiada e perpendicular ao plano de trabalho.
Segundo esse modelo, considere um volume de metal representado pelaseção "klmn" movendo-se em direção à cunha cortante, conforme mostra a Fi-gura 3.4.
Formação de Cavacos 45
Ao passar pelos eventos anteriormente descritos para a formação de ca-vacos, definiu-se a zona primária de císalhamento, que passa a serrepresen-tada pelo traço do plano de cisalhamento, segmento OD na Figura 3.4. Aindasegundo esse modelo, a seção "klrnn", após a total deformação plástica, setransforma na seção "pqrs", que entra em contato com a superfície de saídada ferramenta. Nesse caso, essa região é representada pelo segmento OB damesma figura.
3.2 RELAÇÕES CINEMÁTICAS E GEOMÉTRICAS NO CORTE ORTOGONAL
Por meio das simplificações anteriormente descritas para o modelo bi-.dimensional da formação de cavacos, foi possível estabelecer planos e rela-ções geométricas importantes para o equacionamento matemático do fenô-meno. De acordo com ajá mencionada Figura 3.4, pode-se definir o grau de
recalque como: D;",.""" R(.. :
h' oj<. <lv~._i.·,.(· 'y .••. ! •.. . ,R '1 • -, ., ",. C1 ,,'lf(Ort-x"lQ, ""'.0.':' (;.:-'Hi."'.c....c=-h <>
1'- •....•
liC! C-v "rIO! ,'C-
(3.1)
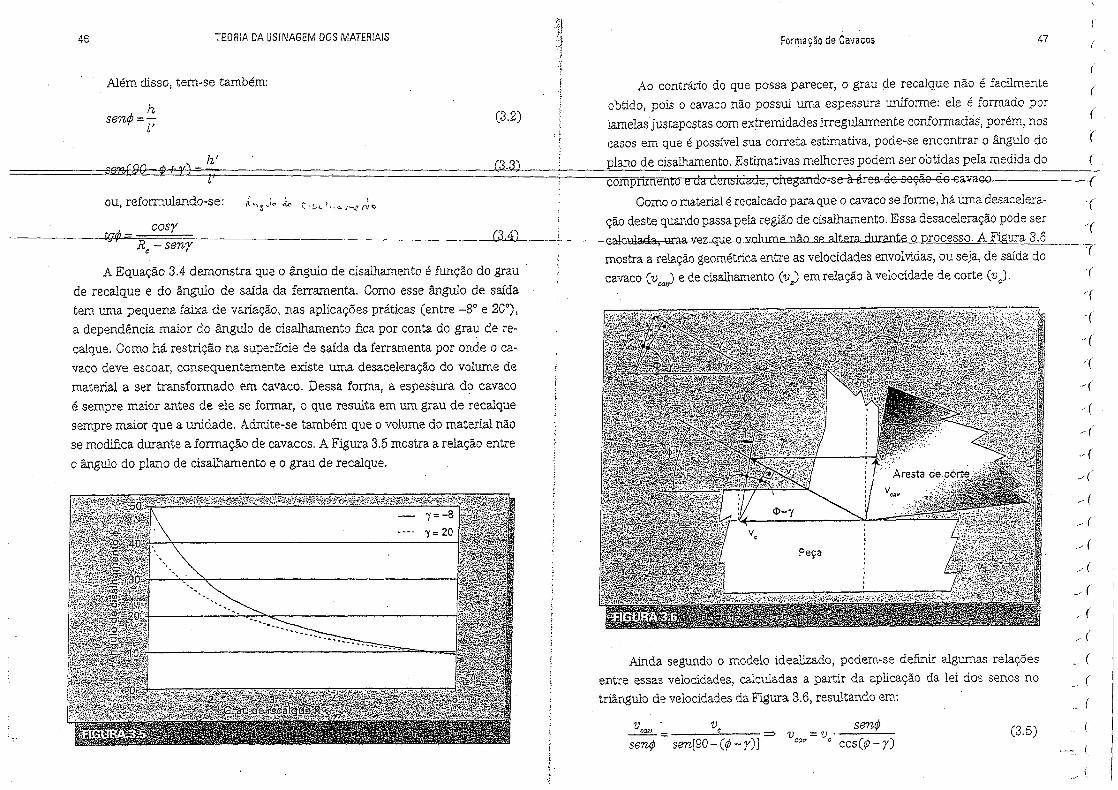
46 TEORIA DA USINAGEM DOS MATERIAIS
Além disso, tem-se também:
hsen"'=-'f' l'(32)
h'5091>(90 rp + y) - T (3.3)
ou, reformulando-se: t· , '
(), '"\ ~ ",i(.~ é,t:" c· :'.t,. r.. c, ;'..,f n\ ç;..
___ .~rRc -senr
A Equação 3.4 demonstra que o ângulo de císalhamento é função do grau .
de recalque e do ângulo de saída da ferramenta. Como esse ângulo de saídatem uma pequena faixa de variação, nas aplicações práticas (entre _8° e 20°),a dependência maior do ângulo de císalharnento fica por conta do grau de re-calque. Como há restrição na superfície de saída da ferramenta por onde o ca-vaco deve escoar, consequentemente existe uma desaceleração do volume dematerial a ser transformado em cavaco.' Dessa forma, a espessura do cavacoé sempre maior antes de ele se formar, o que resulta em um grau de recalquesempre maior que a unidade. Admite-se também que o volume do material nãose modifica durante a formação de cavacos. A Figura 3.5 mostra a relação entreo ângulo do plano de cisalhamento e o grau de recalque.
- .....•.... ...•.•... .•......
Forma ção de Cavacos
.~Ao contrário do que possa parecer, o grau de recalque não é facilmente
obtido, pois o cavaco não possui uma espessura uniforme: ele é formado porlamelas justapostas com extremidades irregularmente conformadas, porém, noscasos em que é possível sua correta estimativa, pode-se encontrar o ângulo doplano de cisalharnento. Estimativas melhores podem ser obtidas pela medida docomprImento e da densidade; chegando-se à área de seção do cavaco,
Como o material é recalcado para que o cavaco se forme, há uma desacelera-ção deste quando passa pela região de cisalharnento. Essa desaceleração pode ser
---eakllia4~z..que...o..:llOlume..nãQ.s.e-.alt.era...d.urante o processo. A Figura 3.6mostra a relação geométrica entre as velocidades envolvidas, ou seja, de saída docavaco Cvc.J e de cisalhamento (vz) em relação à velocidade de corte (vJ.
Ainda segundo o modelo idealizado, podem-se definir algumas relaçõesentre essas velocidades, calculadas a partir da aplicação da lei dos senos notriângulo de velocidades da Figura 3.6, resultando em:
sen~V.a." . Vc--= ::}seno sen[90 - (q) - r) J
(3.5)vc~v=v .c cos(!f; - y)
47
(
(
(
(
(
(,(
,(.._--(
~(
,,(
,,(
,(
-(
~(
.(
--i.' (
_.(
-' (
, (... (.' (
,/ (
- (. (
(
(
(
(
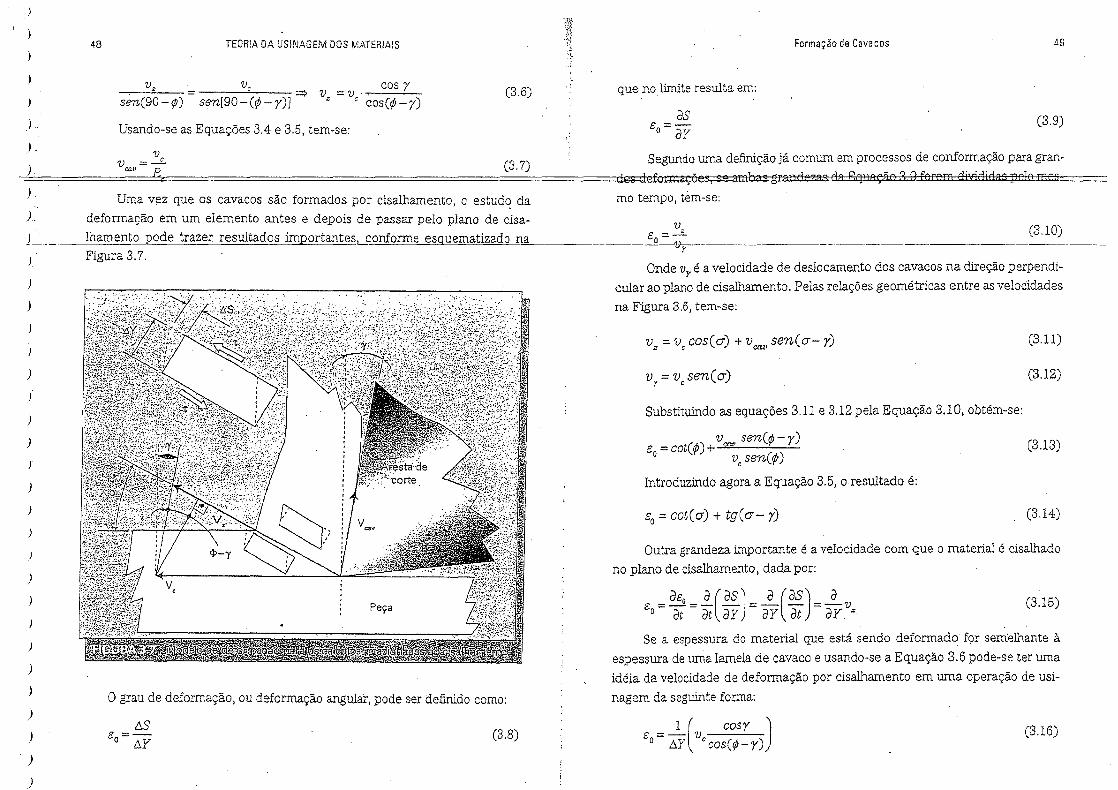
)
)
)
)
)
) .
)
48 TEORiA DA USINAGEM DOS MATERIAIS Formação de Cavacos 49:j":-
v" Vc COS Y. = ==> V =v .~--'--sen(90-cp) sen[90-(~-r)l Z c COS(rjJ-r)
(3.6) que no límíte resulta em:
asE =-o ay (3.9)
Usando-se as Equações 3.4 e 3.5, tem-se:
VV ==-!:..
call R•
(3.7) Segundo uma defirúção já comum em processos de conformação para gran-d€$ defolma,;Ôes, se ambas grandezas da EqJJação 39 forem divididas pelo roea
)
J.1_.._)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
mo tempo, tem-se:Uma vez que os cavacos são formados por cisalharnento, o estudo dadeformação em um elemento antes e depois de passar pelo plano de cisa-lhamento pode trazer resultados importantes,-conforme esquematízado naFigura 3.7.
V.êo= ~._._-- (3.10)
Onde vy é a velocidade de deslocamento dos cavacos na direção perpendi-cular ao plano de cisalharnento. Pelas relações geométricas entre as velocidades
na Figura 3.6, tem-se:
v = v cosCO')+ V serit o= y);; c ca.1' (3.11)
v = v sen(O')r c(3.12)
Substituindo as equações 3.11 e 3.12 pela Equação 3.10, obtém-se:
v sen(dI-y)e = cot(rjJ) + -,c",,"',,-' ---,-'1'--'-
o VcSI3"J1,(rp)
Introduzindo agora a Equação 3.5, o resultado é:
(3.13)
&'0 = cot(O') + tg(O'- r) (3.14)
Outra grandeza importante é a velocidade com que o material é císalhadono plano de císalhamento, dada por:
(3.15)
Se a espessura do material que está sendo deformado for semelhante àespessura de uma lamela de cavaco e usando-se a Equação 3.6 pode-se ter umaidéia da velocidade de deformação por cisalhamento em uma operação de usi-nagem da seguinte forma:o grau de deformação, ou deformação angular, pode ser definido como:
l1Sê :::;-
o ~y1 ( cosr)E:::;- Vco ~y cos(rp-r)
(3.16)(3.8)
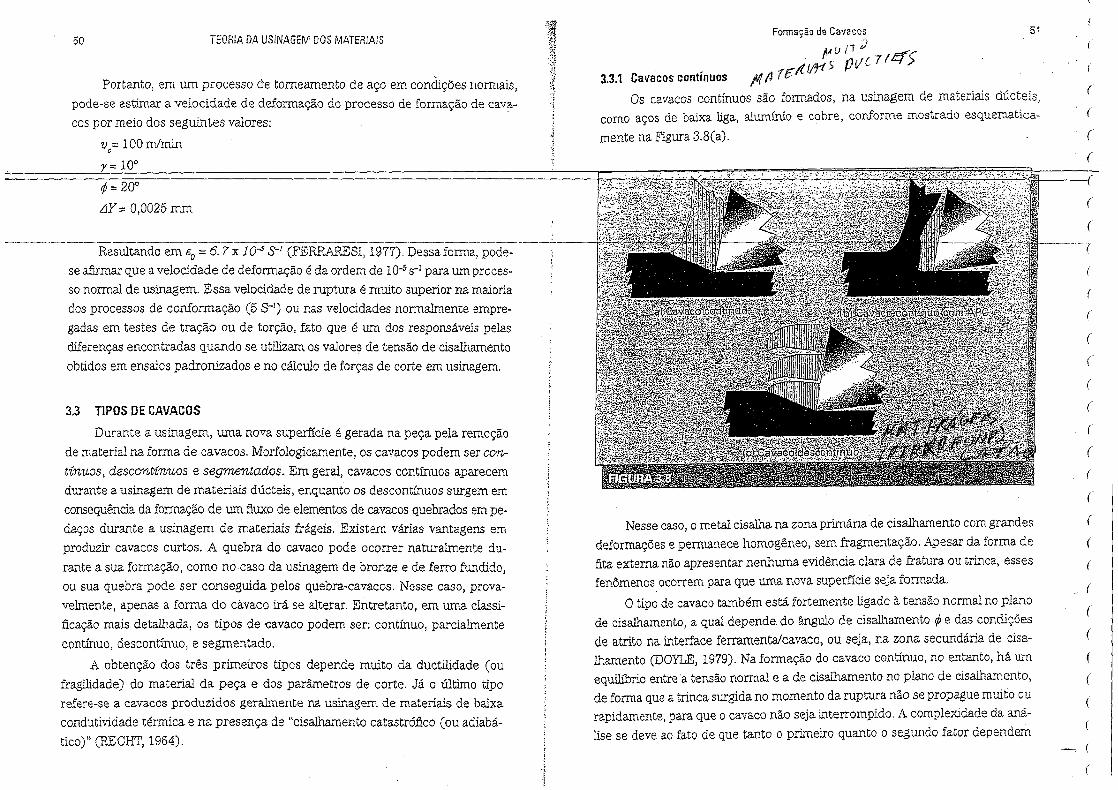
50 TEORIA D,A. USINAGEM DOS MATERIAIS
Portanto, em um processo de tornearnento de aço em condições normais,pode-se estimar a velocidade de deformação do processo de formação de cava-cos por meio dos seguintes valores: .
vc== 100 mlmin
r= 10°
q; = 20°
L1Y = 0,0025 mm
Formação de Cavacos 51
rIU (l tJ,. (tfht 5; PiI( 7 ré.fS
3.3.1 Cavacos contínuos !'l/J 16Os cavacos contínuos são formados, na usinagem de materiais dúcteis,
como aços de baixa líga, alumínio e cobre, conforme mostrado esquematica-
mente na Figura 3.8(a).
---'-----Resultà;do ~m 60: 6.7x 10-.5 8-' (FERRARESI, 1977). De;;;iorm;::'Pode:--------
se afirmar que a velocidade de deformação é da ordem de 10-5S-I para um proces-so normal de usínagern. Essa velocidade de ruptura é muito superior na maioriados processos de conformação (5 S-I) ou nas velocidades normalmente empre-gadas em testes de tração ou de torção, fato que é um dos responsáveis pelasdiferenças encontradas quando se utilizam os valores de tensão de císalhamentoobtidos em ensaios padronizados e no cálculo de forças de corte em usinagern.
3.3 TIPOS DE CAVACOS
Durante a usínagem, uma nova superfície é gerada na peça pela remoçãode material na forma de cavacos. Morfologícarnente, os cavacos podem ser con-tínuos, descontinuos e segmentados. Em geral, cavacos contínuos aparecemdurante a usínagern de materiais dúcteís, enquanto os descontínuos surgem em
consequência da formação de um fluxo de elementos de cavacos quebrados em pe-daços durante a usínagem de materiais frágeis. Existem várias vantagens emproduzir cavacos curtos. A quebra do cavaco pode ocorrer naturalmente du-rante a sua formação, corno no caso da usínagern de bronze e de ferro fundido,ou sua quebra pode ser conseguida pelos quebra-cavacos. Nesse caso, prova-velmente. apenas a forma do cavaco irá se alterar. Entretanto, em uma classi-ficação mais detalhada, os tipos de cavaco podem ser; contínuo, parcialmentecontínuo, descontínuo, e segmentado.
A obtenção dos três primeiros tipos depende muito da ductilidade (oufragilidade) do material da peça e dos parãrnetros de corte. Já o último tiporefere-se a cavacos produzidos geralmente na usinagem de materiais de baixacondutivídade térmica e na presença de "cisalharnento catastróâco (ou adíabã-tico)" (RECHT, 1964).
Nesse caso, o metal císalha na zona primária de cisalhamento com grandesdeformações e permanece homogêneo, sem fragmentação. Apesar da forma defita externa não apresentar nenhuma evidência clara de fratura ou trinca, essesfenômenos ocorrem para que uma nova superfície seja formada.
O tipo de cavaco também está fortemente ligado à tensão normal no planode cisalhamento, a qual depende. do ângulo de cisalhamento r/J e das condiçõesde atrito na interface ferramenta/cavaco, ou seja, na zona secundária de císa-lhamento (DOYLE, 1979). Na formação do cavaco contínuo, no entanto, há umequilíbrio entre a tensão normal e a de cisalharnento no plano de cisalharnento,de forma que a trinca surgida no momento da ruptura não se propague muito ourapidamente, para que o cavaco não seja interrompido. A complexidade da anã-Use se deve ao fato de que tanto o primeiro quanto o segundo fator dependem
(
(
(
(
---r(
(
'(
(
{
(
(
(
(
(
(
(
(
(
(
(
(
(
(
(
(
(
(
52 TEORIA DA US1NAGEM DOS MATERIAIS
)
)
)
das condiçõesde atrito na interface ferramenta/cavaco, isto é, o que promove atensão císalhante no plano de cisalhamento, necessária à abertura da trinca, éa restrição que o cavaco tem ao se movimentar na superfície de saída da ferra-menta. Quanto maior for tal restrição, maior será a tensão provocada. E é essamesma restrição que promove a tensão de compressão no plano de cisalhamento
Formação de Cavacos 53
conta de a energia elástica acumulada na ferramenta não ser suficiente para quea trinca se propague por toda a extensão do plano de císalharnento; e presençade grande tensão.de compressão no plano de cisalharnento, dificultando, assim,a propagação da trinca.
e qJ1P poderá restringir a propagação da trinca)
Algumas ações podem favorecer a propagação da trinca, diminuindo a) restrição ao movimento do cavaco na zona secundária de cisalhamento e, por)_. - çs:>~segl1É1te~tensão normal que determina a .~xte~sãcuia trincªt..?-o mesmoJ tempo que reduz a tensão de cisalharnento. A adição de elementos como churn-) bo, tehirio, selênio e enxofre aos aços pode favorecer a formação de cavacos, o) que ocorre com os chamados aços de corte livre (MILOVIK,1983). Tais adições,
além de reduzirem as tensões normais no plano de císalhamento devido ao efei-) to lubrificante na interface ferramenta/cavaco, também reduzem a tensão de) císalhamento necessária para dar irúcio à trinca, pois fragílízam o material, Po-) rém, a geometria da aresta (ou gume), principalmente o ângulo de saída, a velo-) cidade de corte, o avanço, a profundidade de corte,as inclusões (a quantidade,) a forma e a dureza) e a rigidez da ferramenta também são variáveis importantes
que influenciam o tipo de cavaco.
Os cavacos contínuos são indesejáveis, pois podem causar acidentes, da-nificar a superfície usínada etc. Se eles não se quebrarem naturalmente, umquebra-cavacos deverá ser usado para promover a segrnentação. O cavaco seráentão fragmentado, mas não pelos mesmos mecanismos descritos a seguir como"cavacos segmentados".
Uma variação do tipo de cavaco contínuo é o cavaco contínuo na presençade aresta postiça de corte (APC) (ALGARTE,1995), fenômeno mostrado esque-rnaticamente na Figura 3.8(b) e que será discutido em detalhes mais adiante.
)
)
)
)
)
)
)
)
)
)
)
)
)
J)
)
3.3.2 Cavacos parcialmente contínuos
Trata-se de um tipo íntermedíário entre os cavacos contínuos e descon-tL.'1UOS, no qual a trinca se propaga parcialmente pela extensão do plano decisalhamento. É, muitas vezes, denominado "cavaco de cisalhamento" (FERRA-RESI, 1977). A propagação da trinca é interrompida por dois motivos, conformesugerido por Cook (1954): perda de contato entre a ferramenta e o cavaco, por.
3.3.3 Cavacos descontínuos
Esse tipo é mais comum na usínagem de materiais frágeis, como bronzee ferros fundidos cinzentos, uma vez que não são capazes de suportar gran-
----··------u-e·s-·-defonmrçõe-s-sem-se-quebrar;-Entretantv,-lJaíxa;s-vetocidades-u-e-corte;-··--~·--- ângulo de saída pequeno e grandes avanços também podem produzir cavacos
descontínuos em materiais de baixa ductilidade. Com o aumento da velocidadede corte, o cavaco tende a se tornar mais contínuo, pois além de mais calor serproduzido e, por conta disso, os materiais se tornarem maís dúcteis, a penetra-ção de "contaminantes" na interface ferramenta/cavaco para reduzir a tensãonormal no plano de cisalhamento torna-se mais difícil.
A Figura 3.8(c) mostra um cavaco descontínuo, no qual a trinca se propa-ga por toda a extensão do plano de cisalhamento, promovendo sua segmenta-ção, A zona secundária de císalhamento também desempenha importante papelpara que esse tipo de cavaco seja formado. Inicialmente, o componente de forçatangencíal à superfície de saída é menor que a força necessária para promovero escorregamento do cavaco. Há, então, o desenvolvimento de uma região dematerial estático e a separação do cavaco ocorrerá com o aumento da relaçãoentre força tangencial e normal.
IJ,AI;K /I- CIJ)J/JIJ rI VI d/A p.é/vl.jJJr, I)a <í'fé, "-M Ic;ttJ . ,/.~
3.3.4 Cavacos segmentados ( (ft/f!J X. fl1 (J.-i. A 1i/lt'IJ AV Jl C05)Os cavacos segmentados são caracterizados por grandes deformações
continuadas em estreitas bandas entre segmentos com pouca ou quase nenhu-ma deformação nos seus interiores. Trata-se de um processo muito diferentedo verificado na formação do cavaco contínuo. Tal fenômeno pode ser entendi-do com base nas explicações de Oook (1953), que afirma que a diminuição naresistência mecânica do material por causa do aumento da temperatura (pro-vocado pelas deformações plásticas locais nas bandas de císalharnentc) iguala,ou excede, o aumento da resistência mecânica causado pelo endurecimentoa frio. Isso é peculiar a certos materiais com pobres propriedades térmicas,
;-,
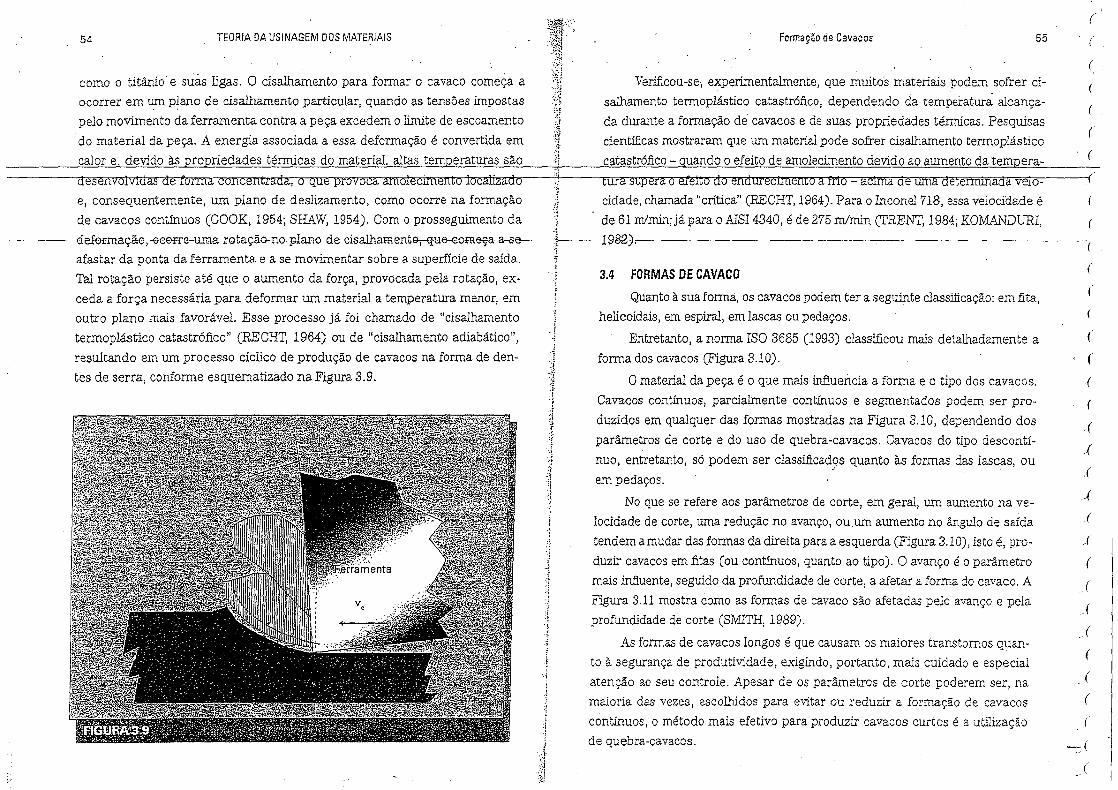
54 TEORIA DA USINAGEM DOS MATERIAIS
como o titânio e suas ligas. O cisalharnento para formar o cavaco começa aocorrer em tJ?1 plano de cisalhamento particular, quando as tensões impostaspelo movimento da ferramenta contra a peça excedem o limite de escoamentodo material da peça. A energia associada a essa deformação é convertida emcalor e, devido às propriedades térmicas do material, altas temperaturas são
(
(Formação de Cavacos 55
Verificou-se, experimentalmente, que muitos materiais podem sofrer cí-salhamento terrnoplástíco catastrófico, dependendo da temperatura alcança-da durante a formação de cavacos e de suas propriedades térmicas. Pesquisascientíficas mostraram que um material pode sofrer cisalhamento termoplásticocatastrófico - quando o efeito de amolecimento devido ao aumento da tempera-
(
(
(
(
(
(desenvolVIdas de muna concentrada, o qUe provoca amoleCÍlfieIlCOlocalizadoe, consequentemente, um plano de deslizamento, como ocorre na formação
mra supera o efeito do endureCh'tlento a frio ac:una de uma determmada velo-cidade, chamada "crítica" (RECHT, 1964). Para o Inconel 718, essa velocidade é
As formas de cavacos longos é que causam os maiores transtornos quan-to à segurança de produtividade, exigindo, portanto, mais cuidado e especialatenção ao seu controle. Apesar de os parârnetros de corte poderem ser, namaioria das vezes, escolhidos para evitar ou reduzir a formação de cavacoscontínuos, o método mais efetivo para produzir cavacos curtos é a utilizaçãode quebra-cavacos.
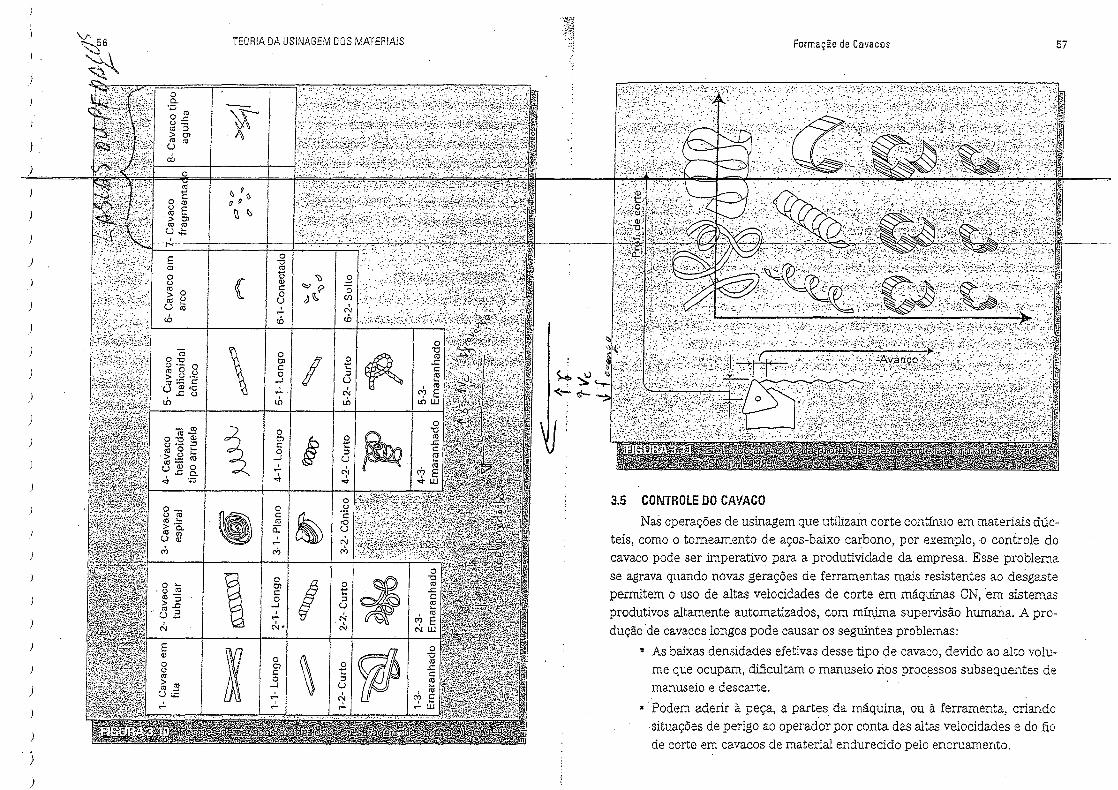
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
TEORIA DA USINAGEM DOS MATERIAIS
oo,-o ~u::::ro :::>> Ol(3 <ó
d;,
Formação de Cavacos 57
o
EQJ
oU
~ 8'" '-u '"<b
'"0-0c.>'- o'"o u> c.>._",:= c:U Q,) -o.c otb
{
\
o-o'"ÕQJc:oU
oClCo-' I
3.5 CONTROLE DO CAVACONaSoperações de usínagern que utilizam corte contínuo em materiais dúc-
teis, como o torneamento de aços-baixo carbono, por exemplo,o controle docavaco pode ser imperativo para a produtividade da empresa. Esse problemase agrava quando novas gerações de ferramentas mais resistentes ao desgastepermitem o uso de altas velocidades de corte em máquinas CN,em sistemasprodutivos altamente automatízados, com mínima supervisão humana. A pro-duçãode cavacos longos pode causar os seguintes problemas:
• As baixas densidades efetivas desse tipo de cavaco, devido ao alto volu-me que ocupam, diâcultam o manuseio nos processos subsequentes demanuseio e descarte.
s Podem aderir à peça, a partes da máquina, ou à ferramenta, criandosituações de perigo ao operador por conta das altas velocidades e do fiode corte em cavacos de material endurecido pelo encruamento.
I
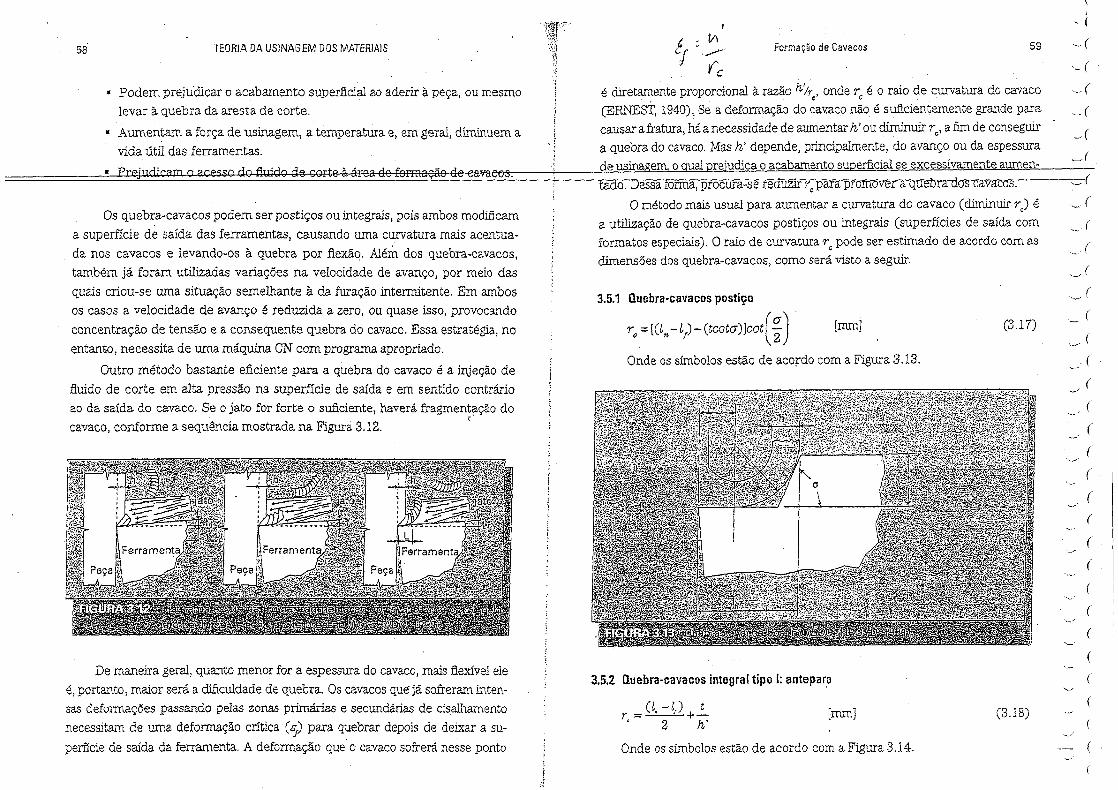
58 TEORIA DA USINAGEM DoOSMATERIAIS
• Podem prejudicar o acabamento superficial ao aderir à peça, ou mesmolevar à quebra da aresta de corte.
• Aumentam a força de usinagem, a temperatura e, em geral, diminuem avida útil das ferramentas.
• PrejJldicam o acesso do fulido dg corte à área de formação de cavacos.
,, f
I
ti :o~-
o (cé diretamente proporcional à razão h/r, onde r é o raio de curvatura do cavaco
, c c(ERNEST, 1940)., Se a deformação do cavaco não é suficientemente grande paracausar a fratura, há a necessidade de aumentar h' ou diminuir r; a fim de conseguira quebra do cavaco. Mas h' depende, principalmente, do avanço ou da espessurade usinagem, o qual prejudica o acabamento superficial se excessivamente aumen-
Formação de Cavacos 59
,- (
.. (
~(
'00 (
.J-(
-(
Os quebra-cavacos podem ser postiços ou integrais, pois ambos modificama superfície de saída das ferramentas, causando uma curvatura mais acentua-da nos cavacos e levando-os à quebra por fíexão. Além dos quebra-cavacos,também já foram utilizadas variações na velocidade de avanço, por meio dasquaís criou-se uma situação semelhante à da furação intermitente. Em ambosos casos a velocidade de avanço é reduzida a zero, ou quase isso, provocandoconcentração de tensão e a consequente quebra do cavaco. Essa estratégia, noentanto, necessita de uma máquina CN com programa apropriado.
Outro método bastante eficiente para a quebra do cavaco é a injeção defluido de corte em alta pressão na superfície de saída e em sentido contrárioao da saída do cavaco. Se o jato for forte o suficiente, haverá fragmen!?çào docavaco, conforme a sequêncía mostrada na Figura. 3.12. .
De maneira geral, quanto menor for a espessura do cavaco, mais flexível eleé, portanto, maior será a.dificuldade de quebra. Os cavacos que já sofreram inten-sas deformações passando pelas zonas primárias e secundárias de cisalhamentonecessitam de urna deformação crítica (e.r) para quebrar depois de deixar a su-
perfície de saída da ferramenta. A deformação que o cavaco sofrerá nesse ponto
tado. Dessa forma, procura-se reduzrr r,para promover a quebra dos cavacos.O método mais usual para aumentar a curvatura do cavaco (diminuir rc) é
a utilização de quebra-cavacos postiços ou integrais (superfícies de saída comformatos especiais). O raio de curvatura rc pode ser estimado de acordo com asdimensões dos quebra-cavacos, como será visto a seguir.
3.5.1 Quebra-cavacos postiço
ro,= [Gn -ir)-CtcotO)]Co{ %) o [mm]
Onde os símbolos estão de acordo com a Figura 3.13.
(3.17)
3.5.2 Uuebra-cavacos integral tipo I: anteparo
o. -íJ tr =---+-, 2 h'[mrn] (3.18)
Onde os sírnbolos estão de acordo com a Figura 3.14.
,- (
~('0_, (
.. (,_o (
.~ (
(
'o_o (o(
'-./ (
(
(
(
(
(
(
(
(
(
(
(
(
(
(
._,
(
(-c,.:
(
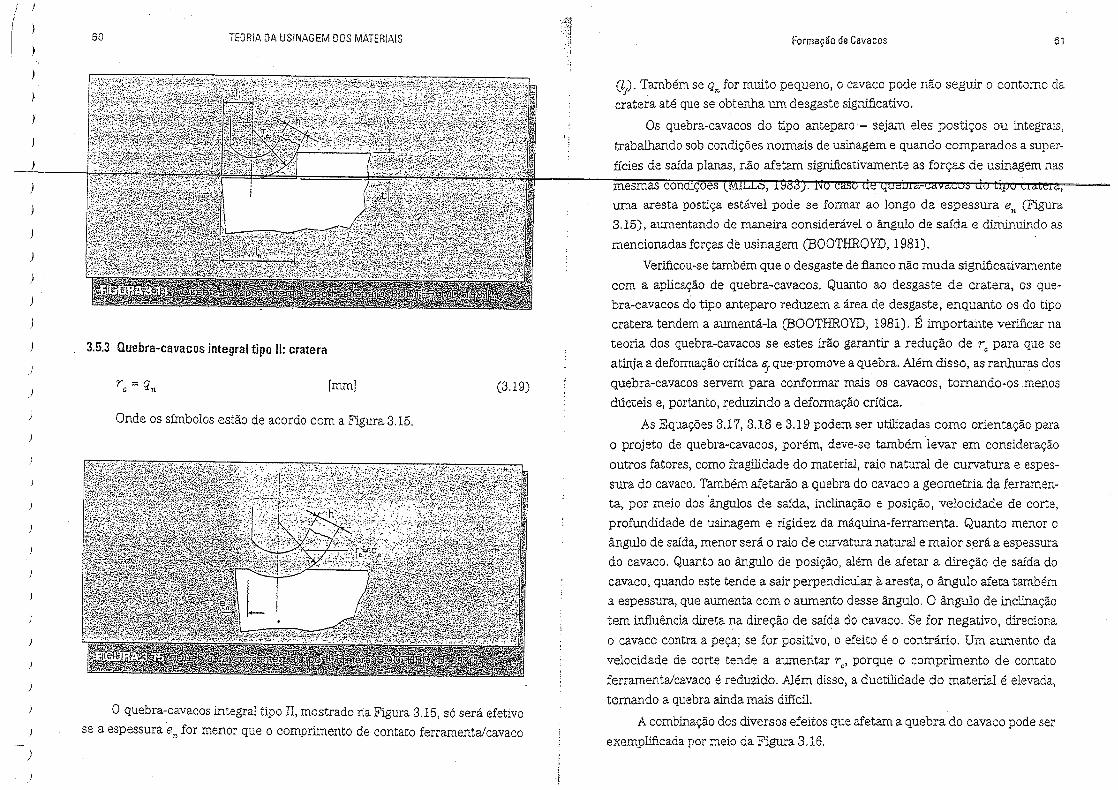
}
)
)
)
)
)
)
)
)
)
)
60 TEORiA DA USINAGEM DOS MATERiAIS Formação de Cavacos 61
(lf)' Também se q; for muito pequeno, o cavaco pode não seguir o contorno dacratera até que se obtenha um desgaste significativo.
Os quebra-cavacos do tipo anteparo - sejam eles postiços ou integrais,trabalhando sob condições normais de usinagern e quando comparados a super-fícies de saída planas, não afetam significativamente as forças de usínagem nas
3.5.3 Quebra-cavacos integral tipo 11:cratera
[rnm] (3.19)
Onde os símbolos estão de acordo com a Figura 3.15.
o quebra-cavacos integral tipo Il, mostrado na Figura 3.15, só será efetivose a espessura en for menor que o comprimento de contato ferramenta/cavaco
mesmas con çoes \y.L"~"-'
uma aresta postiça estável pode se formar ao longo da espessura e" (Figura3.15), aumentando de maneira considerável o ângulo de saída e diminuindo asmencionadas forças de usínagem (BOOTHROYD,1981).
Veríncou-se também que o desgaste de fíanco não muda significativamentecom a aplicação de quebra-cavacos. Quanto ao desgaste de cratera, os que-bra-cavacos do tipo anteparo reduzem a área de desgaste, enquanto os do tipocratera tendem a aumentá-Ia (BOOTHROYD,1981). É importante verificar nateoria dos quebra-cavacos se estes irão garantir a redução de rr. para que seatinja a deformação critica "l que promove a quebra. Além disso, as ranhuras dosquebra-cavacos servem para conformar mais os cavacos, tornando-os .menosdúcteís e, portanto, reduzindo a deformação crítica.
As Equações 3.17,3.18 e 3.19 podem ser utilizadas como orientação parao projeto de quebra-cavacos, porém, deve-se também 'levar em consideraçãooutros fatores, como fragilidade do material, raio natural de curvatura e espes-sura do cavaco. Também afetarão a quebra do cavaco a geometria da ferramen-ta, por meio dos 'ângulos de saída, inclinação e posição, velocidade de corte,profundidade de usinagem e rigidez da máquina-ferramenta. Quanto menor oângulo de saída, menor será o raio de curvatura natural e maior será a espessurado cavaco. Quanto ao ângulo de posição, além de afetar a direção de saída docavaco, quando este tende a sair perpendicular à aresta, o ângulo afeta tambéma espessura, que aumenta com o aumento desse ângulo. O ângulo de inclinaçãotem influência direta na direção de saída do cavaco. Se for negativo, direcionao cavaco contra a peça; se for positivo, o efeito é o contrário. Um aumento davelocidade de corte tende a aumentar rc' porque o comprimento de contatoferramenta/cavaco é reduzido. Além dísso, a ductilidade do material é elevada,tornando a quebra ainda mais diffcil.
A combinação dos diversos efeitos que afetam a quebra do cavaco pode serexemplificada por meio da Figura 3.16.
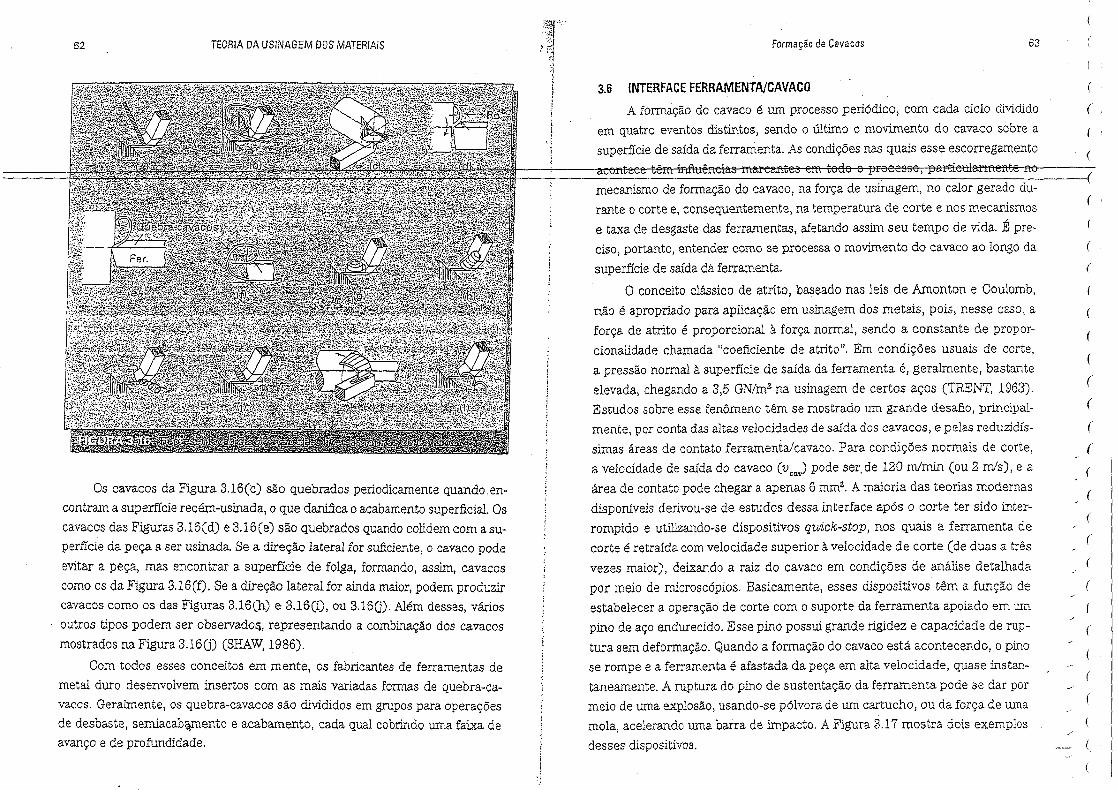
62 TEORIA DA USINAGEM DOS MATERIAIS Formação de Cavacos
3.6 INTERFAGEFERRAMENTA/CAVACOA formação do cavaco é um processo periódico, com cada ciclo dividido
em quatro eventos distintos, sendo o último o movimento do cavaco sobre asuperfície de saída da ferramenta. As condições nas quais esse escorregarnento
63
(
(
(
(
Os cavacos da Figura 3.16(c) são quebrados periodicamente quandoen-contram a superfície recém-usínada, o que danífíca o acabamento superficial. Oscavacos das Figuras 3.16(d) e 3.16(e) são quebrados quando colidem com a su-perfície da peça a ser usinada. Se a direção lateral for suficiente, o cavaco podeevitar a peça, mas encontrar a superfície de folga, formando, assim, cavacoscomo os da Figura 3.16(f). Se a direção Iateral for ainda maior, podem produzircavacos como os das Figuras 3.16(h) e 3.16(i), ou 3.160). Além desses, váriosoutros tipos podem ser observados, representando a combinação dos cavacosmostrados na Figura 3.16(j) (SHAW,1986).
Com todos esses conceitos em mente, os fabricantes de ferramentas demetal duro desenvolvem insertos com as mais variadas formas de quebra-ca-vacos. Geralmente, os quebra-cavacos são divididos em grupos para operaçõesde desbaste, semtacabamento e acabamento, cada qual cobrindo urna faixa deavanço e de profundidade.
mecanismo de formação do cavaco, na força de usinagern, no calor gerado du-rante o corte e, consequentemente, na temperatura de corte e nos mecanismose taxa de desgaste das ferramentas, afetando assim seu tempo de vida. É pre-ciso, portanto, entender como se processa o movimento do cavaco ao longo dasuperfície de saída dá.ferramenta.
O conceito clássico de atrito, baseado nas leis de Amonton e Coulomb,não é apropriado para aplicação em usinagem dos metais, país, nesse caso, aforça de atrito é proporcional à força normal, sendo a constante de propor-cionalídade chamada "coeficiente de atrito". Em condições usuais de corte,a pressão normal à superfície de saída da ferramenta é, geralmente, bastanteelevada, chegando a 3,5 GN/mz na usínagem de certos aços (TRENT, 1963).Estudos sobre esse fenômeno têm se mostrado um grande desafio, principal-mente, por conta das altas velocidades de saída dos cavacos, e pelas reduzídís-simas áreas de contato ferramenta/cavaco. Para condições normais de corte,a velocidade de saída do cavaco (voa) pode ser. de 120 m/rnín (ou 2 rn/s), e aárea de contato pode chegar a apenas 6 mm". A maioria das teorias modernasdisponíveis derivou-se de estudos dessa interface após o corte ter sido inter-rompido e utilizando-se dispositivos çuick-stop, nos quaís a ferramenta decorte é retraída com velocidade superior à velocidade de corte (de duas a trêsvezes maior), deixando a raiz do cavaco em condições de análise detalhadapor meio de microscópios. Basicamente, esses dispositivos têm a função deestabelecer a operação de corte com o suporte da ferramenta apoiado em umpino de aço endurecido. Esse pino possui grande rigidez e capacidade de rup-tura sem deformação. Quando a formação do cavaco está acontecendo, o pinose rompe e a ferramenta é afastada da peça em alta velocidade, quase instan-taneamente. A ruptura do pino de sustentação da ferramenta pode se dar pormeio de uma explosão, usando-se pólvora de um cartucho, ou da força de umamola, acelerando urna barra de impacto. A Figura 3.17 mostra dois exemplosdesses dispositivos.
(
(
(
(
(
(
(
(
(
(
(
(
(
(
(
(
(
(
(
(
(
(
(
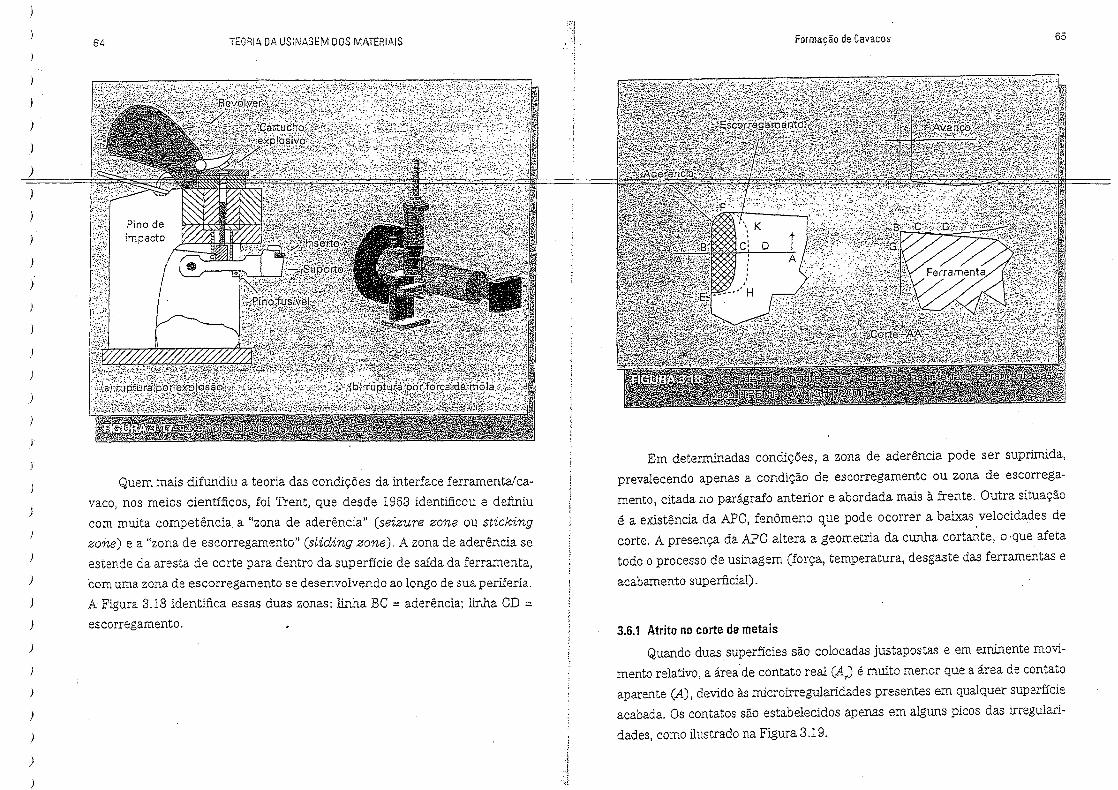
)
)
)
)
)
)
)
)
)
>
)
)
)
)
)
)
)
}
)
)
)
)
)
)
)
)
)
64 TEORIA DA USINAGEM DOS MATERIAIS
Quem mais difundiu a teoria das condições da interface ferramenta/ca-vaco, nos meios científicos, foi Trent, que desde 1963 identificou e definiucom muita competência a "zona de aderência" (seizure zone ou sticking
zone) e a "zona de escorregamento" (sliding zone). A zona de aderência seestende da aresta de corte para dentro da superfície de saída da ferramenta,'comuma zona de escorregamento se desenvolvendo ao longo de sua periferia.A Figura 3.18 identifica essas duas zonas: linha BC = aderência; linha CD '"escorregarnento.
Formação de Cavacos 65
Em determinadas condições, a zona de aderência pode ser suprimida,prevalecendo apenas a condição de escorregamento ou zona de escorrega-mente, citada no parágrafo anterior e abordada mais à frente. Outra situaçãoé a existência da APC, fenômeno que pode ocorrer a baixas velocidades de. .corte. A presença da APC altera a geometria da cunha cortante, o -que afetatodo o processo de usínagern (força, temperatura, desgaste das ferramentas e
acabamento superficial).
3.6.1 Atrito no corte de metaisQuando duas superfícies são colocadas justapostas e em eminente movi-
mento relativo, a área de contato real (A) é muito menor que a área de contatoaparente (A), devido às rnícroirregularídades presentes em qualquer superfícieacabada. Os contatos são estabelecidos apenas em alguns picos das írregularí-
dades, como ilustrado na Figura 3.19.
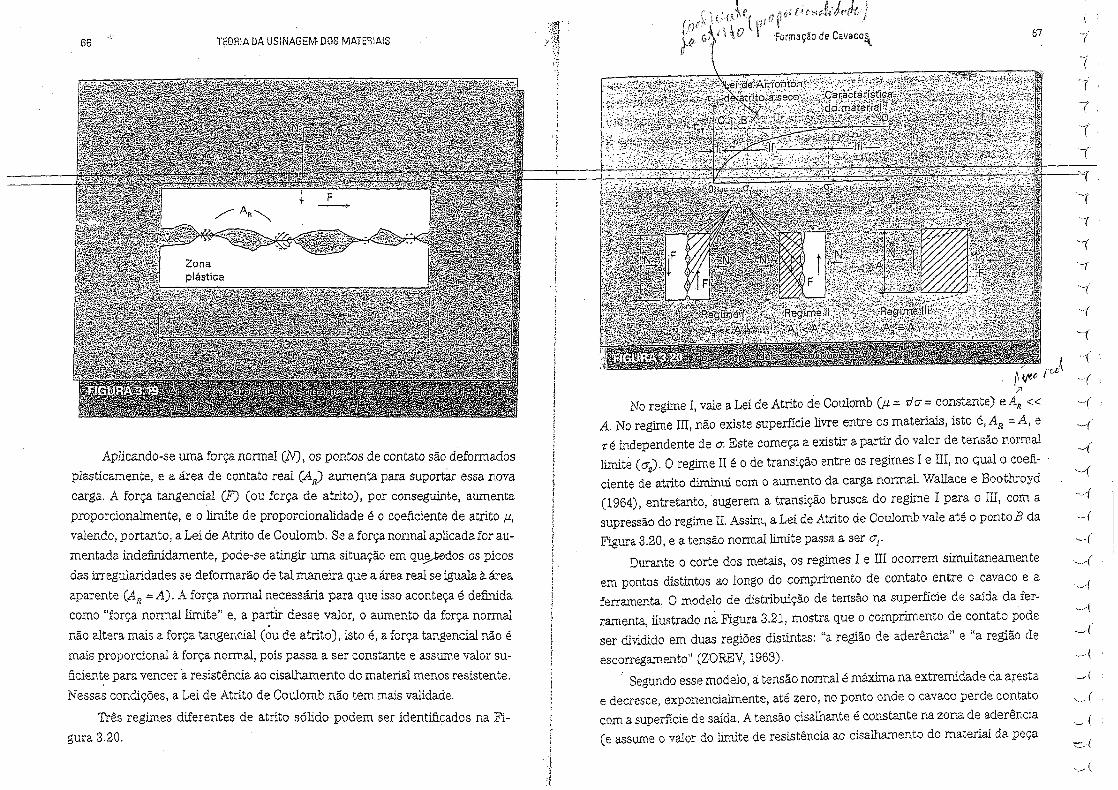
66 T~ORIA DA USINAGEM- DOS MATERIAiS
Aplicando-se uma força normal (N), os pontos de contato são deformados
plasticamente, e a área de contato real (AR) aumenta para suportar essa novacarga. A força tangencíal (F) (ou força de atrito), por conseguinte, aumenta
proporcionalmente, e o limíte de proporcionalidade é o coeficiente de atrito ;..t,valendo, portanto, a Lei de Atrito de Coulomb. Se a força normal aplicada for au-mentada indefinidamente, pode-se atingir uma situação em qU.>-Wdos os picosdas irregularidades se deformarão de tal maneira que a área real se iguala à, área
aparente {AR = A). A força normal necessária para que isso aconteça é definída
como "força normal limite" e, a partir desse valor, o aumento da força normal
não altera mais a força tangencíal (ou de atrito), isto é, a força tangencíal não é
mais proporcional à força normal, pois passa a ser constante e assume valor su-
ficiente para vencera resistência ao cisalhamento do material menos resistente.
Nessas condições, a Lei de Atrito de Coulomb não tem mais validade.
Três regimes diferentes de atrito sólido podem ser identificados na Fí-
gura 3.20.
?':~r'::1i
/ t~~ {ft(J f C-
/"1
No regime I, vale a Lei de Atrito de Coulomb (;..t:= da = constante) eAII «A. No regíme m, não existe superfície livre entre os materiais, isto é, AR =A, e'C é independente de (J". Este começa a existir a partir do valor de tensão normallimite (17
2), o regime II é o de transição entre os regimes I e III, no qual o coefi-
ciente de atrito diminui com o aumento da carga normal. WalIace e Boothroyd(1964), entretanto, sugerem a transição brusca do regime I para o III, com asupressão do regime li. Assim, aLei de Atrito de Coulomb vale até o pontoB da
Figura 3.20, e a tensão normal ümíte passa a ser (J"r
Durante o corte dos metais, os regimes I e III ocorrem simultaneamenteem pontos distintos ao longo do comprimento de contato entre o cavaco e aferramenta. O modelo de distribuição de tensão na superfície de saída da fer-rarnenta, ilustrado na Figura 3.21, mostra que o comprimento de contato pode
ser dividido em duas regiões distintas: "a região de aderência" e "a região de
escorregamento" (ZOREV, 1963).. Segundo esse modelo, a: tensão normal é máxírna na extremidade da aresta
e decresce, exponencíalmente, até zero, no ponto onde o cavaco perde contatocom a superfície de saída. A tensão cisalhante é constante na zona de aderência(e assume o valor do limite de resistência ao cisalhamento do material da peça
67{ I
._(
._{
'-r"(
.( I
-(
'( ,
(
--(
1--(
..(
~(
._(
--(
.. _(
--r~(
.--(
'·-1._(
._.(
.....(
._(
, (
~(
.~(
~(
... (
'- (
~.<-.-(
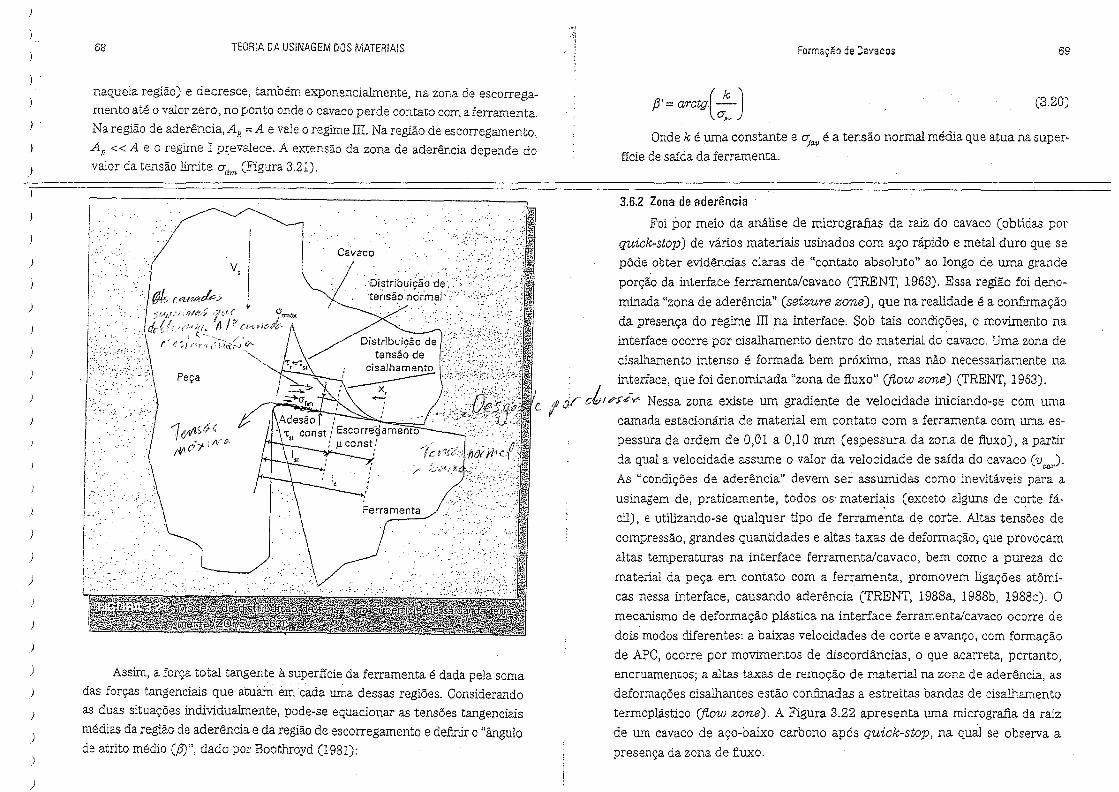
)
)
)
68 TEORIA DA USINAGEM DOS MATERiAIS Formação de Cavacos 69
naquela região) e decresce, também exponencíalmente, na zona de escorrega-mente até o valor zero, no ponto onde o cavaco perde contato com a ferramenta.Na região de aderência, AR =A e vale o regime III. Na região de escorregamento,AR «A e o regime I prevalece. A extensão da zona de aderência depende dovalor da tensão limite o;im (Figura 3.21).
{J' = arctg(~J<7""
(3.20)
Onde k é urna constante e Ojav é a tensão normal média que atua na super-fície de saída da ferramenta.
)
)
)
J
)
)
)
)
)
)
)
v,Cavaco
........
.".' c'. '
Assim, a força total tangente à superfície da ferramenta é dada pela somadas forças tangencíais que atuam em cada uma dessas regiões. Considerandoas duas situações individualmente, pode-se equacionar as tensões tangencíaismédias da região de aderência e da região de escorregamento e defirúr o "ângulode atrito médio (/3)", dado por Boothroyd (1981):
3.6.2 Zona de aderência
Foi por meio da análise de mícrografias da raiz do cavaco (obtidas porquick-stop) de vários materiais usínados com aço rápido e metal duro que sepôde obter evidências claras de "contato absoluto" ao longo de uma grandeporção da interface ferramenta/cavaco (TRENT, 1963). Essa região foi deno-minada "zona de aderência" (seizure zone) , que na realidade é a confirmaçãoda presença do regime m na ínterface. Sob tais condições, o movimento naínterface ocorre por cisalharnento dentro do material do cavaco. Uma zona decisalhamento intenso é formada bem próximo, mas não necessariamente na
. ínterface, que foi denominada "zona de fíuxo" (fiow zone) (TRENT, 1963).
I rjí ctf'>.i~Nessa zona existe um gradiente de velocidade iniciando-se com umacamada estacionária de material em contato com a ferramenta com uma es-pessura da ordem de 0,01 a 0,10 mm (espessura da zona de fiuxo) , a partirda qual a velocidade assume o valor da velocidade de saída do cavaco (v"",.).As "condições de aderência" devem ser assumidas como inevitáveis para ausínagem de, praticamente, todos os materi~is (exceto alguns de corte fá-cil), e utilizando-se qualquer tipo de ferramenta de corte. Altas tensões decompressão, grandes quantidades e altas taxas de deformação, que provocamaltas temperaturas na ínterface ferramenta/cavaco, bem como a pureza domaterial da peça em contato com a ferramenta, promovem ligações atômi-cas nessa interface, causando aderência (TRENT, 1988a, 1988b, 1988c). Omecanismo de deformação plástica na ínterface ferramenta/cavaco ocorre dedois modos diferentes: a baixas velocidades de corte e avanço, com formaçãode APC, ocorre por movimentos de díscordãncías, o que acarreta, portanto,encruamentos; a altas taxas de remoção de material na zona de aderência, asdeformações císalhantes estão confinadas a estreitas bandas de cisalhamentotermoplástico (fiow zone). A Figura 3.22 apresenta uma rnícrografía da raizde um cavaco de aço-baixo carbono após quick-stop ; na qual se observa apresença da zona de fluxo.
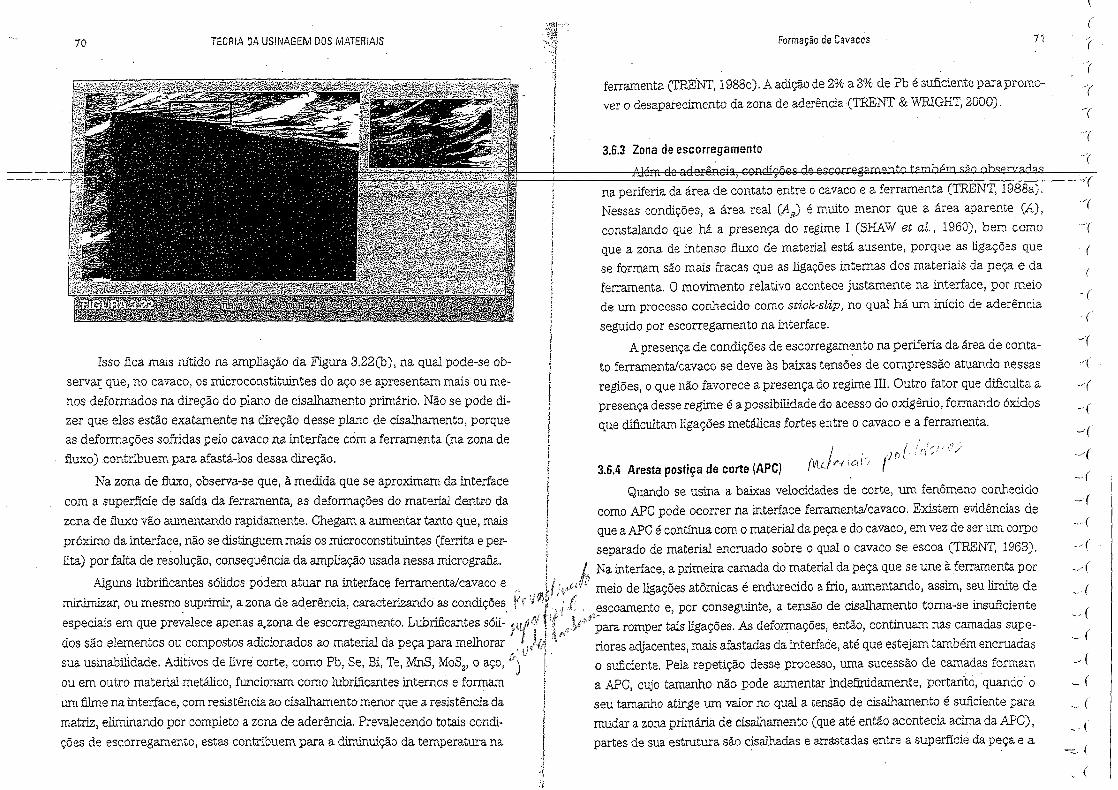
3.6.4 Aresta postiça de corte (APe)Quando se usina a baixas velocidades de corte, um fenômeno conhecido
como APC pode ocorrer na interface ferramenta/cavaco. Existem evidências deque a APC é contínua com o material da peça e do cavaco, em vez de ser um corpo
f separado de material encruado sobre o qual o cavaco se escoa (TRENT, 1963).
1 . i~'1 Na ínterface, a primeira camada do material.da peça que se une ~ ferrfull:n~por\ I !+,f~,/é meio de ligações atômicas é endurecido a frio, aumentando, assim, seu limite de
"IJ,'f: I
'I If., ' i. escoamento e, por conseguinte, a tensão de cisalharnento torna-se insuficientetlr ".'[ " ,,1~[li. para romper tais ligações. As deformações, então, continuam nas camadas supe-
L~~. . - d da ínt fac té teíarn t bé d, 1~f/~ riores adjacentes, m81Safasta as a mter ace, a e que es ejarn tarn em encrua asi/ f'
t o suficiente. Pela repetição desse processo, uma sucessão de camadas formam~ a APe, cujo tamanho não pode aumentar indefinidamente, portanto, quando o
seu tamanho atinge um valor no qual a tensão de cisalhamento é suficiente paramudar a zona primária de císalhamento (que até então acontecia acima da APe),partes de sua estrutura são c~saJhadas e arrastadas entre a superfície da peça e a
70 TEORIA D.4 USINAGEM DOS MATERIAIS
Isso fica mais nítido na ampliação da Figura 3,22(b), na qual pode-se ob-
servar que, no cavaco, os microconstituintes do aço se apresentam mais ou me-nos deformados na direção do plano de cisalhamento primário. Não se pode di-zer que eles estão exatamente na direção desse plano de císalhamento, porqueas deformações sofridas pelo cavaco na. ínterface corri a ferramenta (na zona defluxo) contribuem para afastá-los dessa direção.
Na zona de fíuxo, observa-se que, à medida que se aproximam da interface
com a superfície de saída da ferramenta, as deformações do material dentro da
zona de fluxo vão aumentando rapidamente. Chegam a aumentar tanto que, maispróximo da ínterface, não se distinguem mais os rnicroconstituíntes (ferrita e per-
lita) por falta de resolução, consequêncía da ampliação usada nessa mícrograâa.
Alguns lubrificantes sólidos podem atuar na interface ferramenta/cavaco eminírnízar, ou mesmo .suprimir, a zona de aderência, caracterizando as condições
especiais em que prevalece apenas a.zona de escorregamento. Lubrificantes sóli-
dos são elementos ou compostos adicionados ao material da peça para melhorarsua usinabílídade, Aditivos de livre corte, como Pb, Se, Bi, Te, MnS, MoS2, o aço,
ou em outro material metálico, funcionam como lubrificantes internos e formamum filme na ínterface, com resistência ao císalhamento menor que a resistência da
matriz, eliminando por completo a zona de aderência. Prevalecendo totais condi-ções de escorregamento, estas contribuem para a dirninuição da temperatura na
Formação de Cavacos
ferramenta (TRENT, 1988c). A adição de 2% a 3% de Pb é suficiente para promo-ver o desaparecimento da zona de aderência (TRENT & V/RIGHT, 2000).
'I;
t;
3.6.3 Zona de escorregamento
"
,t,I
IIfl!íI
i
na periferia da área de contato entre o cavaco e a ferramenta (TRENT, 1988a).Nessas condições, a área real (AR) é muito menor que a área aparente (A),
constalando que há a presença do regime I (SHAW et al., 1960), bem comoque a zona de intenso fluxo de material está ausente, porque as ligações quese formam são mais fracas que as ligações internas dos materiais da peça e daferramenta. O movimento relativo acontece justamente na interface, por meiode um processo conhecido como stick-slip, no qual há um início de aderência
seguido por escorregamento na ínterface,
A presença de condições de escorregarnento na periferia da área de conta-to ferramenta/cavaco se deve às baixas tensões de compressão atuando nessasregiões, o que não favorece a presença do regime Ill, Outro fator que dificulta apresença desse regime é a possibilidade do acesso do oxigênio, formando óxidosque dificultam ligações metálicas fortes entre o cavaco e a ferramenta.
71
_.»(
-~(
-(
(
-(
- (
. (
~(
.(
0_(
- (
-(.~-(
-(
_.(
._-(
o- (
./(
-- (
,,(
-.. (
-~ (
- (
-., (
.' (
~. (
..' (
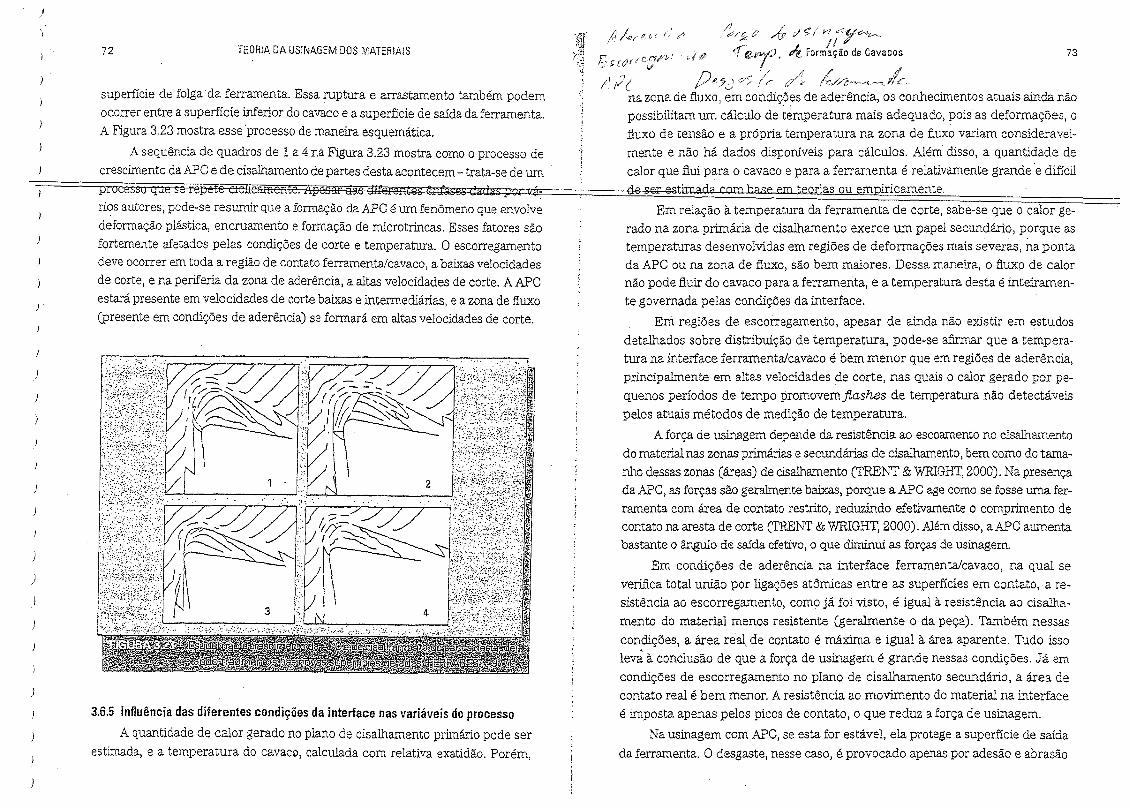
)
)
)
)
)
)
}
72 TEORIA DA USINAGEM DOS MATERIAIS
superfície de folgada ferramenta. Essa ruptura e arrastamento também podemOCOrrerentre a superfície inferior do cavaco e a superfície de saída da ferramenta.AFigura 3.23 mostra esseprocesso de maneira esquernática.
A sequéncia de quadros de 1 a 4 na Figura 3.23 mostra como o processo decrescimento da APC e de císalhamento de partes desta acontecem - trata-se de umpr acesso ql1e se repete ClCfleamente.Apesar das ctltêt€nGes ªntasgs dadas fi' II \Iá~
rios autores, pode-se resumir que a formação da APC é um fenômeno que envolvedeformação plástica, encruamento e formação de rnícrotríncas. Esses fatores sãofortemente afetados pelas condições de corte e temperatura. O escorregarnentodeve ocorrer em toda a região de contato ferramenta/cavaco, a baixas velocidadesde corte, e na periferia da zona de aderência, a altas velocidades de corte. A APCestará presente em velocidades de corte baixas e intermediárias, e a zona de fluxo(presente em condições de aderência) se formará em altas velocidades de corte.
3.6.5 Influência das diferentes condições da interface nas variáveis do processo
A quantidade de calor gerado no plano de cisalhamento primário pode serestimada, e a temperatura do cavaco, calculada com relativa exatidão. Porém,
~ (/ç / Ityc-'~,4, Formação de Cavacos 73
~') n ' ' c';:J j/ (. j--'" ~ :7cJ c/
na zona de fluxo, em condições de aderência, os conhecimentos atuais ainda nãopossibilitam um cálculo de temperatura mais adequado, pois as deformações, ofluxo de tensão e a própria temperatura na zona de fluxo variam consideravel-mente e não há dados disponíveis para cálculos. Além disso, a quantidade decalor que flui para o cavaco e para a ferramenta é relativamente grande e difícilde s€:r estiJ.:rlada com base em teorias ou empiricamente.
Em relação à temperatura da ferramenta de corte, sabe-se que o calor ge-rado na zona primária de cisalharnento exerce um papel secundário, porque astemperaturas desenvolvidas em regiões de deformações mais severas, na pontada APC ou na zona de fluxo, são bem maiores. Dessa maneira, o fluxo de calornão pode fluir do cavaco para a ferramenta, e a temperatura desta é inteiramen-te governada pelas condições da interface.
Em regiões de escorregamento, apesar de ainda não existir em estudosdetalhados sobre distribuição de temperatura, pode-se afirmar que a tempera-tura na interface ferramenta/cavaco é bem menor que em regiões de aderência,principalmente em altas velocidades de corte, nas quais o calor gerado por pe-quenos períodos de tempo promovem.fiashes de temperatura não detectáveispelos atuais métodos de medição de temperatura.
A força de usínagern depende da resistência ao escoamento no cisalhamentodo material nas zonas primárias e secundárias de cisalhamento, bem como do tama-nho dessas zonas (áreas) de císalhamento (TRENT & IVRIGHT,2000). Na presençada APC, as forças são geralmente baixas, porque a APC age como se fosse uma fer-ramenta com área de contato restrito, reduzindo efetivamente o comprimento decontato na aresta de corte (TRENT& WRIGHT,2000). Alémdisso, aAPC aumentabastante o ângulo de saída efetivo,o que diminui as forças de usínagem.
Em condições de aderência na ínterface ferramenta/cavaco, na qual severifica total união por ligações atômicas entre as superfícies em contato, a re-sistência ao escorregamento, como Já foi visto, é igual à resistência ao císalha-mente do material menos resistente (geralmente ° da peça). Também nessascondições, a área real, de contato é máxima e igual à área aparente. Tudo issoleva à conclusão de que a força de usínagem é grande nessas condições. Já emcondições de escorregamento no plano de cisalhamento secundário, a área decontato real é bem menor. A resistência ao movimento do material na interfaceé imposta apenas pelos picos de contato, o que reduz a força de usinagem.
Na usinagem com APC, se esta for estável, ela protege a superfície de saídada ferramenta. O desgaste, nesse caso, é provocado apenas por adesão e abrasão
74 TEOR1A DA US1NAGEM DOS MATERIAiS
na superfície de folga, causado por partes da APO que se arrastam por entre asuperfície de folga da ferramenta e da peça. No caso de a _,6J'Oser instável, istoé, existir uma frequência na sua existência, um outro importante mecanismode desgaste, que envolve a aderência e o arrastamento de rnícropartículas (az-trition. wear), estará. presente e acelerará o desenvolvimento de desgaste na
Em condições de aderência, a análise se torna ainda mais complexa. Ataxa de desgaste da ferramenta vai depender dos mecanismos de desgaste queprevalecem na interface. As altas temperaturas desenvolvidas podem exercerinfluências marcantes nos mecanismos de desgaste termicamente ativados, po-rém, outros fatores devem ser considerados: no mecanismo de desgaste difuso,por exemplo, a transferência de átomos só é garantida pela existência da zonade fluxo com o gradiente de velocidade inerente. A velocidade zero na interfacegarante tempo suficiente para a difusão e o fluxo de material garante a renovaçãocontínua do material dentro dessa zona, impedindo, assim, que aconteça a sa-turação, o que formaria. uma barreira difusa ao processo. Outro mecanismo quepode estar presente nessas condições de aderência é a deformação plástica, casoo material em usinagempossuarazoável rigidez. Nesse caso, as elevadas tempe-raturas desenvolvidas na zona de fluxo e acopladas às altas forças de usinagemdesenvolvidas por esse tipo de material podem ser suficientes para vencer olímite de escoamento do material da ferramenta e provocar o seu colapso.
Já em condições de escorregamento, as temperaturas médias são bem me-nores, o que faz os mecanismos de desgaste ativados termicamente diminuírem.Porém, verifica-se experimentalmente que a taxa de desgaste nessas condiçõespode ser maior que em condições de aderência, indicando a ação de mecanismosde desgaste aperantes em baixas temperaturas. Esse é o caso do desgaste poraderência e arrastamento de rnicropartícuIas. Na zona de escorregamento tam-bém há a influência da atmosfera local, que tem acesso à ínterface. Na usínagerndo aço com metal duro, o desgaste 12 acelerado na presença de oxigênio, e retar-dado na presença de nitrogênio ou argõnio, É fato observado experimentalmenteque, nas duas condições (aderência e escorregamento), diferentes mecanismosde desgaste podem ocorrer ao mesmo tempo ao longo da interface.
Todo volume de informações colocado neste capítulo ratíüca a importânciadas condições da interface ferramenta/cavaco no processo de usinagern, Maisainda: o conhecimento de tais condições deve ser incentivado, e pesquisas nessa
!,li-
I1
I;1
Ifr
tI!Io,l!i1
IIII!
,['Il
I'I
jf
Formação de C_avacos
área são fundamentais. Ainda existem muitos pontos obscuros nesse processo,como a quantíficação de deformação e a distribuição de temperatura na zonade fluxo. O processo de deformação e os fenômenos que ocorrem na zona pri-mária de cisalhamento são importantes, porém, a prática tem mostrado que oque ocorre na zona secundária de císalhamento é tão im ortante uanto e ue
75
(
-(
'--r".0-(
--c-v(
,--r- (
1 im ar an e que a zonaprimária de císalhamento.
REFERÊNCIAS BIBLIOGRÁFICASALGARTE, R. D. et aI. "Morfologia daAPO no torneamento do aço ABNT 1020".Anais do XIII COBEM. Belo Horizonte, dezembro 1995. (CD-Rom).BOOTHROYD. G. "Fundarnentals of metals rnachíníng and machine tools", 5. ed.Internacional studerü edition. Nova York:McGraw Hill, 1981.
COOK,N. H. "Chip forrnation ín machirúng titaníurn", Proc. $ymp. on Mach.
Grinding Titanium; Watertown arsenal, Watertown 72,31 março 1953, p.l-?____ o et alo "Díscontínuous chíp forrnation''. Trans. of ASlvIE, fevereiro1954, p, 153-162.
DOYLE. E. D. et al. "Fríctíonal interactíons between chíp and rake face ir.continuous chip-forrnatíons". Proc. R. Soc., série A, v. 366, p. 173-183.1979.
ERNEST, H.; MEROHANT, M. E. "Chip forrnation, friction and hígh qualitysurfaces". Proc. Symp. Surface Treatmerü cf Metais, n. 21-25, outubro 1940,
p.299-378.FERRARESI. D. Fundamentos da usinagem dos metais. São Paulo: Blucher,1977.
ISO 3685. Toot Life Testing with Single-Point Turnimq Tcols, 1993.
KOMAl\lDURI,R.; VON TURKOVICH, B. F. "New observatians on the rnechanismsof chip formation when machíníng titaniurn alloys". Wear, v. 69, p. 179-188, 1981.
____ ..et alo "On the catastrophic shear instability in hígh speed rnachíning of anAISI 4340 Steel". Trans. ofASME. J Eng.lndustry, v. 104, maio 1982, p. 121-131.MACHADO. A. R. "Machiníng of tigaly and incoral 901 with a high pressurecoolant systern". Phd thesis, warwích university - Oorentry. U.K., 1990.
MILOVIK, R.; WALLBANK,J. "The rnachining of low carbon free cuttíng steeíswith high speed steel tools". The machinability of engíneering mcueriais.Nova York: ASM International, 1983.
-.A'.- (
-~(
'-- (
._- (
---- (
_. (
~-(
"o •• (
(
--" ((....~•...
,(
(
(~._"(
(
(
(
(
(
(
',,-,"
, '.-"
,.- - (-,(
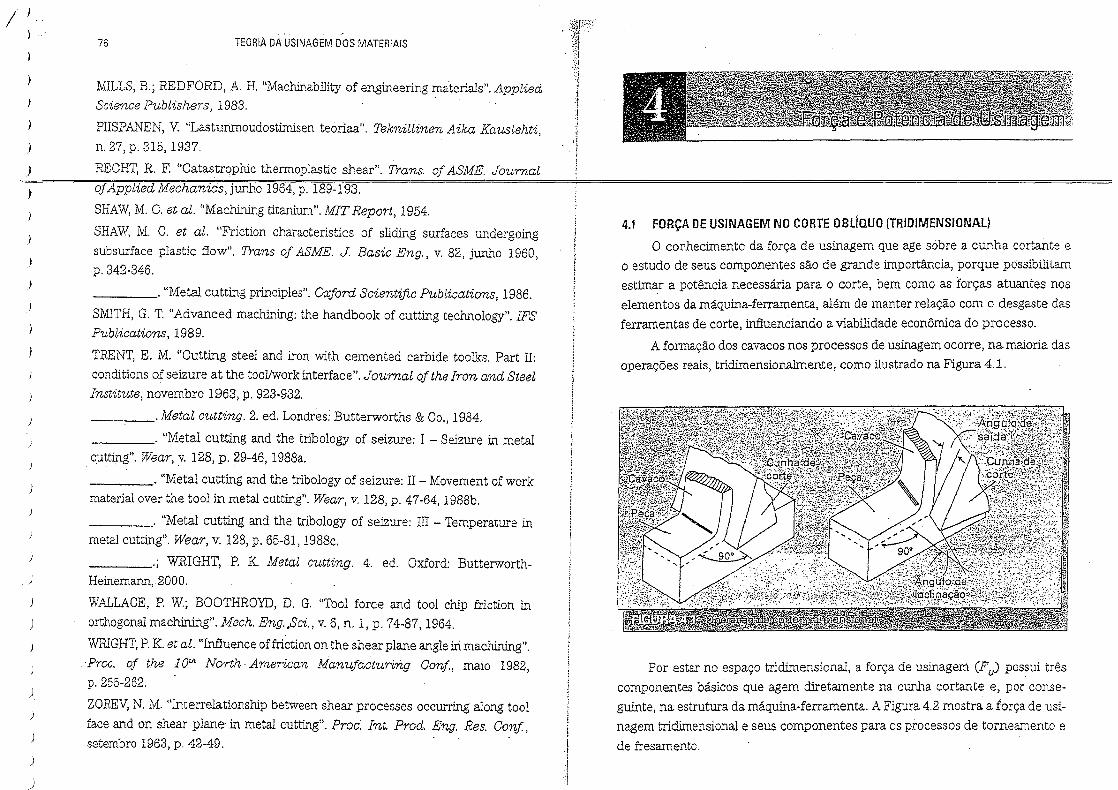
/)}
)
)
)
)
76 TEORIA DA USINAGEM DOS MATERIAiS
)
)
)
)
)
)
MILLS, B.; REDFORD, A. H. "Machinability of engineering materíals". AppliedScience Pubiishers, 1983.
PUSPANEN, V. "Lastunrnoudostímísen teoríaa". Teknillimen. Aika Kauslehti,n. 27, p. 315, 1937.
RECHT, R. F. "Catastrophíc thennoplastic shear". Trams. of ASME. Journaio]Applied Mechanics, junho 1964, p. 189-193.
SHAW, M. C. et alo "Machiníng títaníurn". MIT Report, 1954.
SHAvV, M. C. et alo "Friction characteristics of sliding surfaces undergoíngsubsurface plastic fíow''. Treme of ASME. J Basic Eng., v. 82, junho 1960,p.342-346.
____ o "Metal cutting princíples", Oxford Scieruific Publications, 1986.
SMITH, G. T. "Advanced rnachining: the handbook of cutting technology". IFSPublications, 1989.
TRENT, E. M. "Cuttíng steel and íron with cemented carbide toolks. Part Il:conditions of seízure at the tooJ/workinterface". Jourruü of the Iron and SteelInstituie, novembro 1963, p. 923-932.
____ o Metal cutting. 2. ed. Londres: Butterworths & 00., 1984.
____ o "Metal cuttíng and the tribology of seizure: I - Seizure in metalcuttíng", Wear, v. 128, p. 29-46, 1988a.
____ o "Metal cuttíng and the tribology of seizure: 11- Movement of workmaterial over the tool in metal cutting". Wear, v. 128, p. 47-64, 1988b.
____ o "Metal cutting and the tribology of seiZure: III- Temperature inmetal cuttíng". Wear, v. 128, p, 65-81, 1988c.
____ .; WRIGHT, P. K. Metal cutting. 4. ed. Oxford: Butterworth-Heinemann, .2000.
WALLACE, P. w.; BOOTHROYD, D. G. "Tool force and tool chip friction inorthogonal machíníng". Mech, Eng .•Sci., V. 6, n. 1, p. 74-87, 1964.
W'RIGHT, P. K. et alo "Infiuence offrictíon on the shear plane angle írirnachíníng" .
.Proc. of the 1O": Nortn American Manufacturi?ig Conf., maio 1982,p.255-262. .
ZOREV, N. M. "Interrelatíonshíp between shear processes occurríng along toolface and on shear plane- in metal cuttíng". Proc. Int. Prado Eng. Res. Conf.,setembro 1963, p. 42-49. ..
4.1 FORÇA DE USINAGEM NO CORTE OBlíQUO (TRJOIMENSIONAL)
O conhecimento da força de usinagem que age sobre a cunha cortante eo estudo de seus componentes são de grande importância, porque possibilitam
estimar a potência necessária para o corte, bem como as forças atuantes noselementos da máquina-ferramenta, além de manter relação com o desgaste dasferramentas de corte, ínfíuencíando a viabilidade econômica do processo.
A formação dos cavacos nos processos de usinagem ocorre, na maioria dasoperações reais, trídírnensíonalmente, como ilustrado na Figura 4.1.
Por estar no espaço tridírnensional, a força de usínagern (Fu) possui trêscomponentes básicos que agem diretamente na cunha cortante e, por conse-guinte, na estrutura da máquina-ferramenta. A Figura 4.2 mostra a força de usí-nagem trídímensíonal e seus componentes para os processos de tornearnento e
de fresamento.
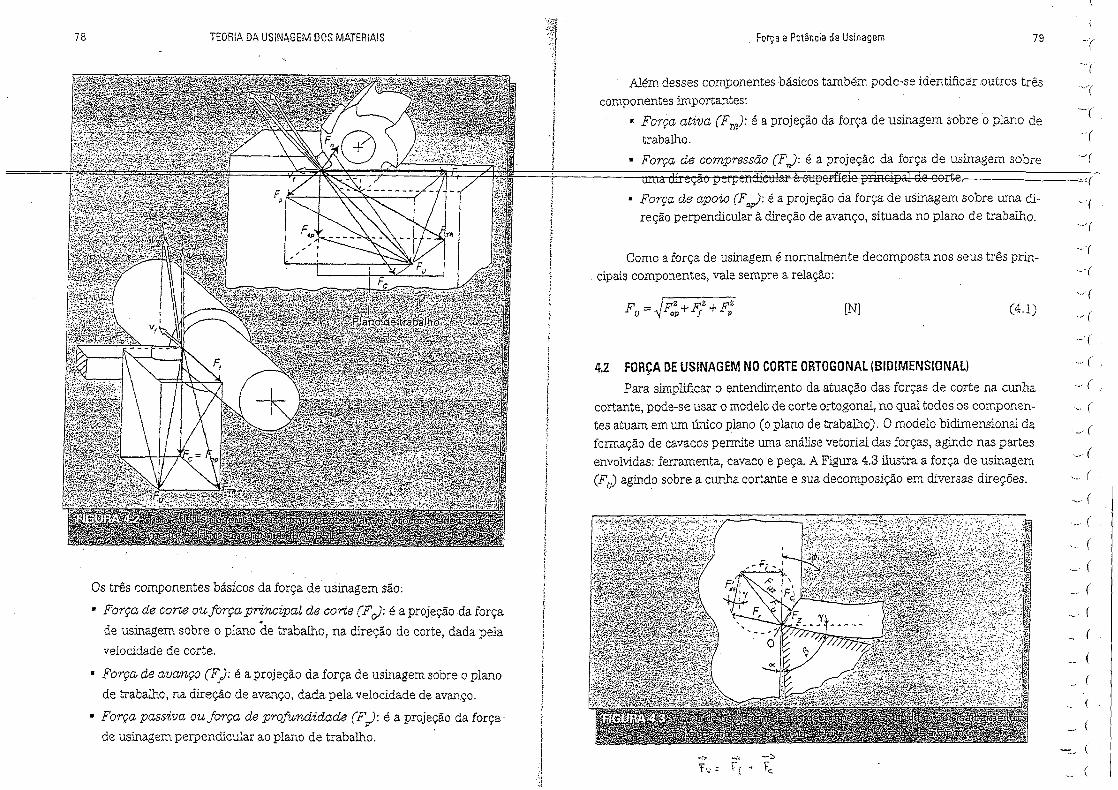
78 TEORIA DA USINAGEM DOS MATERIAIS
Os três componentes básicos da força de usinagem são:
• Força de corte ou/força principal de corte (FJ: é a projeção da forçade usínagern sobre o plano de trabalho, na direção de corte, dada pelavelocidade de corte.
• Força de avanço (F): é a projeção da força de usinagem sobre o planode trabalho, na direção de avanço, dada pela velocidade de avanço.
• Força passiva ou-força de profundidade (F,): é a projeção da força'de usinagern perpendicular ao plano de trabalho. '
. Força e Potência de Usinagem
Além desses componentes básicos também pode-se identificar outros trêscomponentes importantes:
• Força ativa (FTI): é a projeção da força de usínagem sobre o plano detrabalho.
• Força de compressão (FJ: é a projeção da força de usinagern sobre
• Força de apoio (F,,;J:é a projeção da força de usínagem sobre uma di-reção perpendicular à direção de avanço, situada no plano de trabalho.
Como a força de usinagem é normalmente decomposta nos seus três prin-. cípaís componentes, vale sempre a relação:
[N] (4.1)
4.2 FORÇA OE USINAGEM NO CORTE ORTOGONAl (BIOIMENSIONAl)Para simplificar o entendimento da atuação das forças de corte na cunha
cortante, pode-se usar o modelo de corte ortogonal, no qual todos os componen-tes atuam em um único plano (o plano de trabalho). Omodelo bidimensional daformação de cavacos permite uma análise vetoríal das forças, agindo nas partesenvolvidas: ferramenta, cavaco e peça. A Figura 4,3 ilustra a força de usinagern(Fu) agindo sobre a cunha cortante e sua decomposição em diversas direções.
-!.. -.:.:. ..-::.Tv': F.~.. Ve,
79 -(
"i"'(
...(
.,.(
-'(
.,(
...(
.~(
..(
..,(
- (
'- (
.. ' (
... (
-(
-- (
" (
'., (
(
(
(
f_.' \
- ((
(
(
(
(
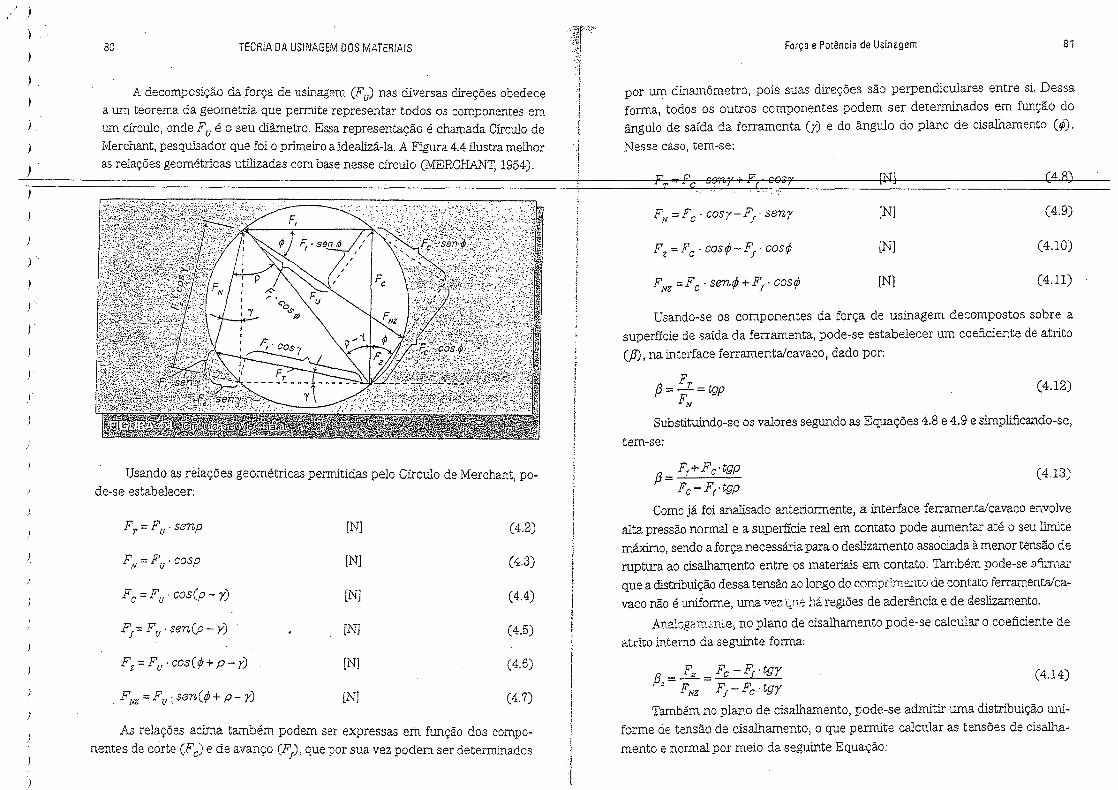
) )
)
)
)
)
)
80 TEORIA DA USINAGEivJ DOS MATERIAIS Força e Potência de Usinagem 81
A decomposição da força de usínagem (Fu) nas diversas direções obedecea lli'n teorema da geometria que permite representar todos os componentes emum círculo, onde Fu é o seu diâmetro. Essa representação é chamada Círculo deMerchant, pesquisador que foi o primeiro a idealizá-Ia. A Figura 4.4 ilustra melhoras relações geométricas utilizadas com base nesse círculo (1vIERCHANT,1954).
por um dínarnôrnetro, pois suas direções são perpendiculares entre si. Dessaforma, todos os outros componentes podem ser determinados em função doângulo de saída da ferramenta (r) e do ângulo do plano de císalhamento (~).Nesse caso, tem-se:
L" ri' S9'fb1' ' li' GOSr [N] «1 8)"' T - 1 c... . ' .(.
..
FN=Fc' cosr-F(·senr [NJ (4.9)
F - F . cos<jJ-F . coso [NJ (4.10)Z - c r
FNZ=Fc' senf/J +Fr' coso [NJ (4.11)
)
) .
)
)
)
)
)
Usando as relações geométricas permitidas pelo Círculo de Merchant, po-de-se estabelecer:
Fr==Fu' senp [N] (4.2)
FN=Fu' cosp [N] (4.3)
F c = F u . cos(p - r) [N] (4.4)
FI == F o . sen(p - r) [N) (4.5)
Fz:= Fu' cos(!ft+ p- r) [NJ (4.6)
FNZ =Fu' sen(~+ p- r) (NJ (4.7)
.A.s relações acima também podem ser expressas em função dos compo-nentes de corte (Fc) e de avanço (F), que por sua vez podem ser determinados
I
Usando-se os componentes da força de usinagem decompostos sobre asuperfície de saída da ferramenta, pode-se estabelecer um coeficiente de atrito(fJ), na interface ferramenta/cavaco, dado por:
F(3= 2...;;; tgpFN
Substituindo-se os valores segundo as Equações 4.8 e 4.9 e simplificando-se,tem-se:
(4.12)
(3= Ff+Fc·tgpFc-Fr'tgp
Comojá foi analisado anteriormente, a ínterface ferramenta/cavaco envolvealta pressão normal e a superfície real em contato pode aumentar até o seu Iímitemáximo, sendo a força necessária para o deslizamento associada àmenor tensão deruptura ao císalhamento entre os materiais em contato. Também pode-se afirmarque a distribuição dessa tensão ao longo do comprimento de contato ferramenta/ca-vaco não é uniforme, uma vez (01.11-:: há regiões de aderência e de deslízamento,
Analogamente, no plano de cisalharnento pode-se calcular o coeficiente deatrito interno da seguinte forma:
(4.13)
j3 = Fz = Fc -F[ ·tgr (4.14)Z FNZ F/-Fc ·tgr
Também no plano de cisalhamento, pode-se admitir uma distribuição uni-forme de tensão de cisalhamento, o que permite calcular as tensões de císalha-mento e normal por meio da seguinte Equação:
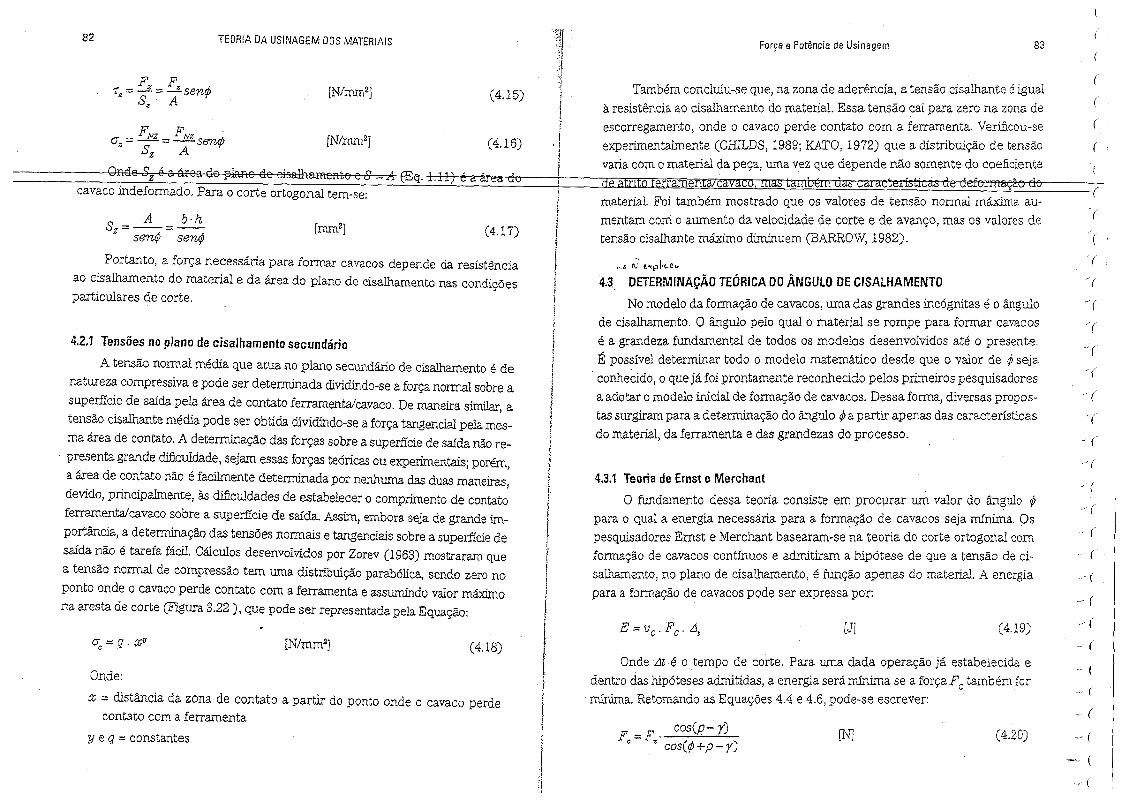
82 TEORIA DA USINAGEM DOS MATERIAIS
F F't ::::-2.::: -2. senoZ S" A (4.15)
(4.16)
Força e Potência de Usinagem
Também concluiu-se que, na zona de aderência, a tensão císalhante é igualà resistência ao císalhamento do material. Essa tensão caí para zero na zona deascorregamento, onde o cavaco perde contato com a ferramenta. Verificou-seexperimentalmente (CHILDS, 1989; KATO, 1972) que a dístribuíção de tensãovaria com o material da peça, uma vez que depende não somente do coeficiente
a en c
83(
(
(
(
(
(
zcavaco indeforrnado. Para o corte ortogonal tem-se:
A b·hSz=--:::--semp senrj> (4.17)
Portanto, a força necessária para formar cavacos depende da resistênciaao cisalhamento do material e da área do plano de cisalhamento nas condiçõesparticulares de corte.
4.2.1 Tensões no plano de cisalhamento secundário
A tensão normal média que atua no plano secundário de cisalhamento é denatureza cornpressiva e pode ser determinada dividindo-se a força normal sobre asuperfície de saída pela área de contato ferramenta/cavaco. De maneira. similar, atensão cisalhante média pode ser obtida dividindo-se a força tangencíal pela mes-ma área de contato, A determinação das forças sobre a superfície de saída não re-presenta. grande dificuldade, sejam essas forças teóricas ou experimentais; porém,a área de contato não é facilmente determinada por nenhuma das duas maneiras,devido, principalmente, às dificuldades de estabelecera comprimento de contatoferramenta/cavaco sobre a superfície de saída. Assim, embora seja de grande im-portância, a determinação das tensões normais e tangenciaís sobre a superfície desaída não é tarefa fácil. Cálculos desenvolvidos por Zorev (1963) mostraram quea tensão normal de compressão tem uma distribuição parabólica, sendo zero noponto onde o cavaco perde contato com a ferramenta e assumindo valor máximona aresta de corte (Figura 3.22 ) 1 que pode ser representada pela Equação:
(4.18)
Onde:
x == distância da zona de contato a partir do ponto onde o cavaco perdecontato com a ferramenta
y e q :::constantes
rII
I1I
!ILi,iI
I.,
ifIf
If\
material. Foi também mostrado que os valores de tensão normal máxima au-mentam com o aumento da velocidade de corte e de avanço, mas os valores detensão cisalhante máximo díminuern (BARROW, 1982).
".e r:; Hpk~~·
4;3.. DETERMINAÇÃO TEÓRICA DO ÂNGULO DE ClSALHAMENTONo modelo da formação de cavacos, uma das grandes incógnítas é o ângulo
de císalhamento. O ângulo pelo qual o material se rompe para formar cavacosé a grandeza fundamental de todos os modelos desenvolvidos até o presente.É possível determinar todo o modelo matemático desde que o valor de ~ sejaconhecido, o que já foi prontamente reconhecido pelos primeiros pesquisadoresa adotar o modelo inicial de formação de cavacos. Dessa forma, diversas propos-tas surgiram pa.ra a determinação do ângulo ~ a partir apenas das característicasdo material, da ferramenta e das grandezas do processo.
4,3.1 Teoria de Ernst e Merchant
O fundamento dessa teoria consiste em procurar um valor do ângulo rppara o qual a energia necessária para a formação de cavacos seja mínima. Ospesquisadores Ernst e lVIerchant basearam-se na teoria do corte ortogonal comformação de cavacos contínuos e admitiram a hipótese de que a tensão de cí-salhamento, no plano de cisalhamento, é função apenas do material, A energiapara a formação de cavacos pode ser expressa por:
[J] (4.19)
Ondezís é o tempo de corte. Para uma dada operação já estabelecido. edentro das hipóteses admitidas, a energia será mínima se a forçaFc também formínima. Retomando as Equações 4.4 e 4.6, pode-se escrev-er:
F =F. cos(p-r)c Z cos(rj;+p-r)
[N] (4.20)
(
(
.'(
." (
,(
,(
"(
,(
"~r-(
-(
, (
(
(
(
. (
-' (
(
-. ((
(
(
-' (
-- (
-- (
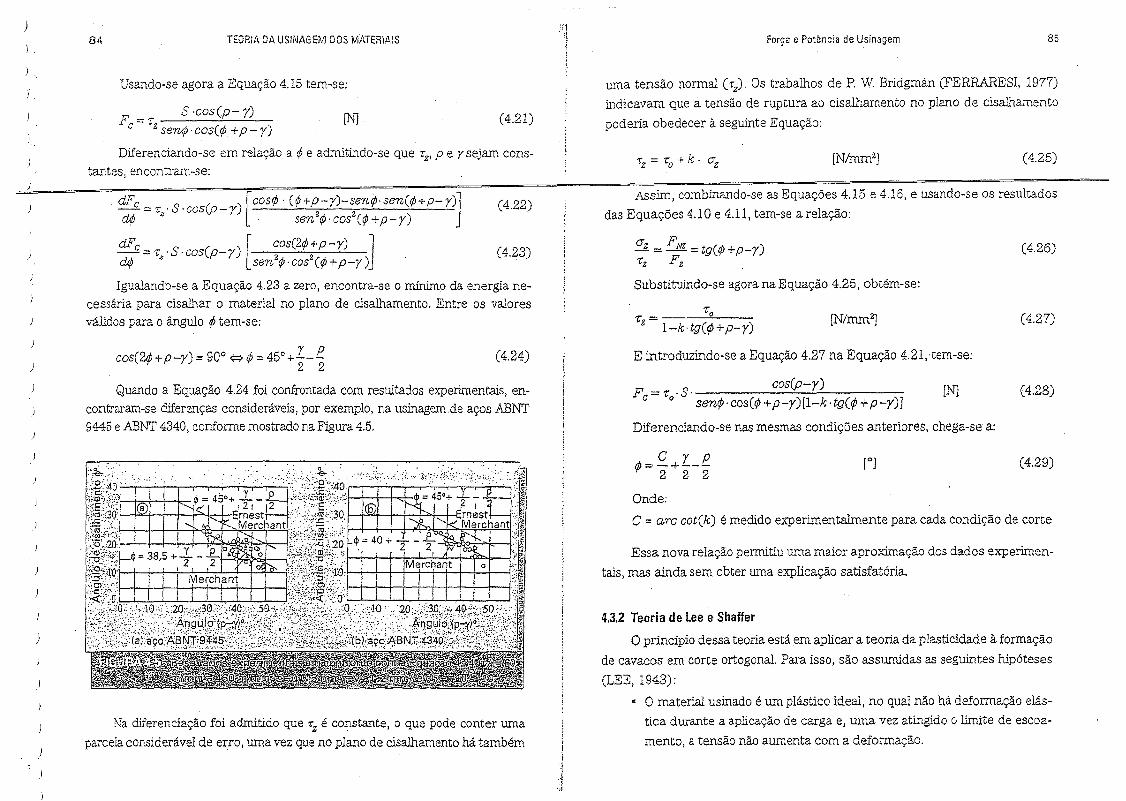
84 TEORIA DA USINAGEivJ DOS MATERíAIS
Usando-se agora a Equação 4.15 tem-se:
F == t: S 'COS(p- y)c Z serup·cos(rf; +p-r)
Diferenciando-se em relação a ~ e admitíndo-se que .z' p e r sejam cons-tantes, encontram-se:
[Nj (4.21)
Força e Potênoia de Usinagem 85
uma tensão normal (rz). Os trabalhos de P. W Bridgman (FERRARESI, 1977)índicavam que a tensão de ruptura ao cisalharnento no plano de císalharnento
poderia obedecer à seguinte Equação:
(4.22)
(4.25)
)
dFc =: r_' S -cosip=r) [COSI/J . (~+p-y)-senrjJ-sen(rjJ+p- y)]cúf; ~ sen2rp'cos2(~+p-y)
ar; S ( ) f cos(2cj;+p-y) ]-=1:' ·cos p-ycf4!" sen2rj;·cos2(rjJ+p-r)
(4.23)
Igualando-se a Equação 4.23 a zero, encontra-se o mínimo da energia ne-cessária para císalhar o material no plano de císalhamento. Entre os valoresválidos para o ângulo r/J tem-se:
cos(2cj;+p-r) = 90° <=> f/J== 450 +I_E2 2Quando a Equação 4.24 foi confrontada com resultados experimentais, en-
contraram-se diferenças consideráveis, por exemplo, na usinagern.de aços ABNT9445 e ABNT 4340, conforme mostrado na Figura 4.5.
(4.24)
Na diferenciação foi admitido que t"z é constante, o que pode conter umaparcela considerável de erro, uma vez que no plano de cisalhamento há também
Assim, combinando-se as Equações 4.15 e 4.16, e usando-se os resultadosdas Equações 4.10 e 4.11, tem-se a relação:
(J' F2 = -1!l.= tg(rfJ+p-y)1:z r,Substituindo-se agora na Equação 4.25, obtém-se:
. '&"'&" _ a
Z - l-k.tg(<f;+p-y)
E introduzindo-se a Equação 4.27 na Equação 4.21,tem-se:
F = 1: . S· cos(p-y) [NJc o senf/J.cos(cj;+p-y)[l-k.tg(f/J+p-y)]
Diferenciando-se nas mesmas condições anteriores, chega-se a:
c r pf/J:;::,-+---2 2 2
(4.26)
(4.27)
(4.28)
(4.29)
Onde:
C = are cot(k) é medido experimentalmente para cada condição de corte
Essa nova relação permitiu uma maior aproximação dos dados experimen-
tais, mas ainda sem obter uma explicação satisfatória.
4.3.2 Teoria de Lee e Shaffer
O princípio dessa teoria está em aplicar a teoria da plastícídade à formação
de cavacos em corte ortogonal. Para isso, são assumidas as seguintes hipóteses
(LEE, 1943):
s O material usinado é um plástico ideal, no qual não há deformação elás-tica durante a aplicação de carga e, uma vez atingido o limite de escoa-
mento, a tensão não aumenta com a deformação.
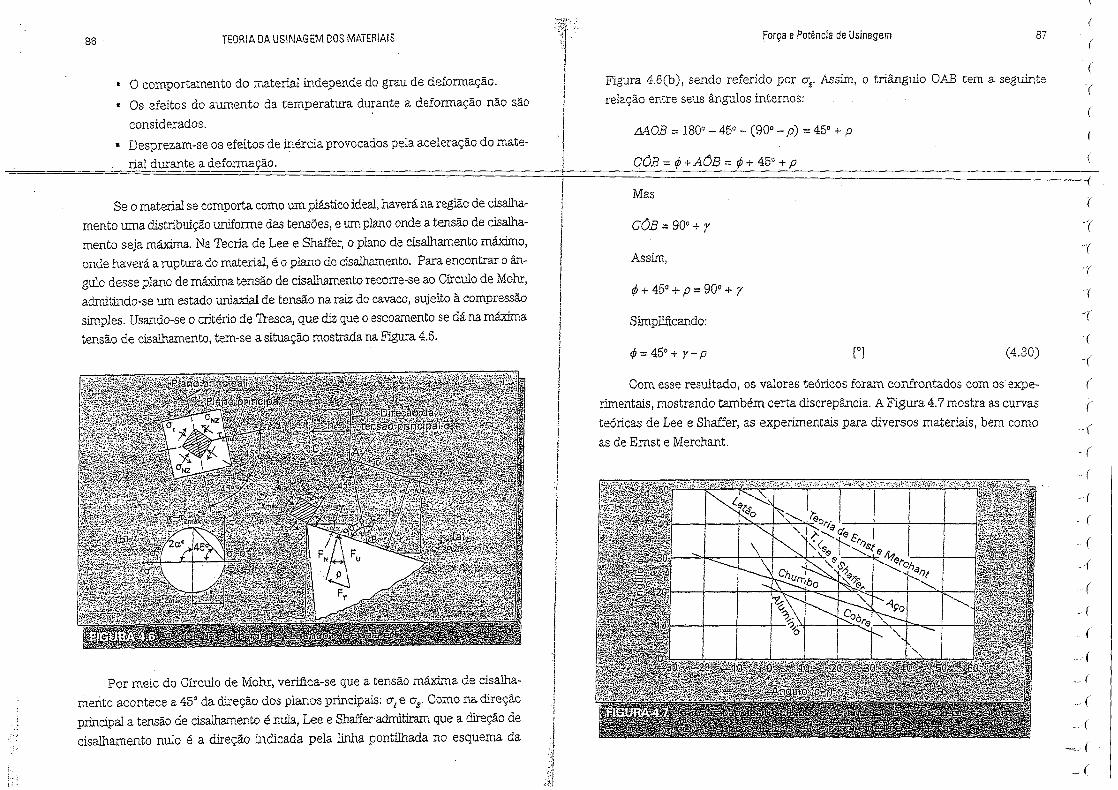
86 TEORIA DA USINAGEM DOS MATERIArS
& O comportamento do material independe do grau de deformação.• Os efeitos do aumento da temperatura durante a deformação não são
considerados.• Desprezam-se os efeitos de inércia provocados pela aceleração do mate-
rial durante a deformação.
Força e Potência de Usinagem
Figura 4.6(b), sendo referido por 172, Assim, o triângulo OAB tem a seguinterelação entre seus ângulos internos;
MOB == 1800 - 45<1- (900- p) = 450 + p
COB - ifJ+AOB - tjJ+ 45° + p
87(
(
'(
(
(
(
Se o material se comporta como um plástico ideal, haverá na região de císalha-mente uma distríbuíção uniforme das tensões, e um plano onde a tensão de císalha-mente seja máxima. Na Teoria de Lee e Shaffer, o plano de císalhamento máximo,onde haverá a ruptura do material, é o plano de cisalhamento. Para encontrar o ân-gulo desse plano de máxima tensão de cisalhamento recorre-se ao Círculo de Mohr,admitindo-se um estado uníaxíal de tensão na raiz do cavaco, sujeito à compressãosimples. Usando-se o critério de Tresca, que diz que o escoamento se dá na máxima.tensão de cisalharnento, tem-se a situação mostrada na Figura 4.6.
Por meio do Círculo de Mohr, verifica-se que a tensão máxima de císalha-mente acontece a 45° da direção dos planos principais: (TI e (T2' Como na direçãoprincipal a tensão de cisalharnento é nula, Lee e Shaífer-admitíram que a direção decisalhamento nulo é a direção índícada pela. linha pontilhada no esquema da
~.- ,,:(
!,;
1I
IIIj
II~
If
Ilf
I-I
!i
I
Mas
CÔB = 90° + rAssim,
Simplificando:
ifJ:=; 45° + r-p (4.30)
Com esse resulta.do, os valores teóricos foram confronta.dos com os expe-rimentais, mostrando também certa discrepância. A Figura 4.7 mostra as curvasteóricas de Lee e Shaffer, as experimentais para diversos materiais, bem comoas de Ernst e Merchant.
/\
(
.(
"(
"(
"(
.(
-(
.(
{
(
.(
.-(
{
.-(
(
(
.(
(
. (
- ((
.. (
(
(
(
~(
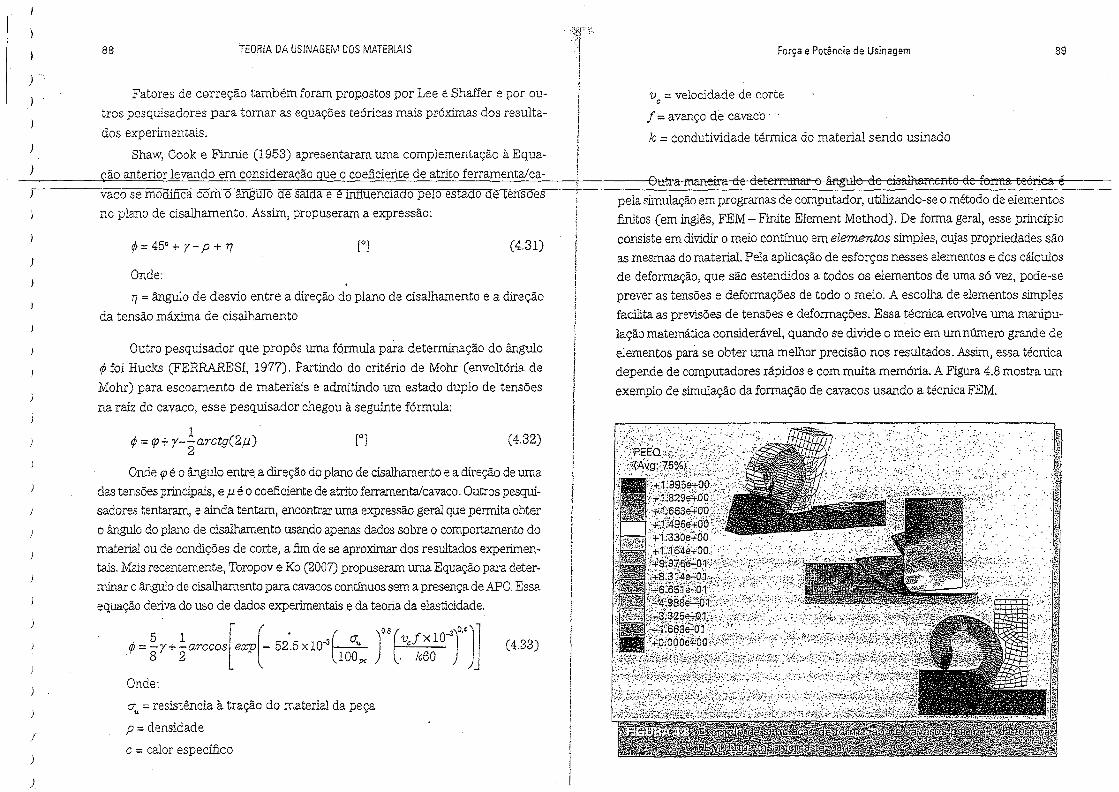
88 TEORIA DA US1NAGEM DOS MATERIAIS
Fatores de correção também foram propostos por Lee e Shaffer e por ou-tros pesquisadores para tomar as equações teóricas mais próximas dos resulta-
dos experimentais.
Shaw, Cook e Fínnie (1953) apresentaram uma complernentação à Equa-
ção anterior levando em consideração que o coeficiente de atrito ferramenta/cá-
)
)
Força e Potência de Usínagem 89
v = velocidade de cortec
f = avanço de cav-aco
k = condutividade térmica do material sendo usinado
Outra mar,crra de determinar o ângulo de eisw,amento de forma teórica évaca se modifica com o angulo de salda e e frífiuenclado pelo estado de tensoesno plano de cisalhamento. Assim, propuseram a expressão:
11= 45° + r - P + 77 (4.31)
Onde:
7] = ângulo de desvio entre a direção do plano de císalhamento e a direção
da tensão máxima de cisalharnento
Outro pesquisador que propôs uma fórmula para determinação do ângulo<p foi Hucks (FERRARESI, 1977). Partindo do critério de Mohr (envoltóría de
Mohr) para escoamento de materiais e admitindo um estado duplo de tensõesna raiz do cavaco, esse pesquisador chegou à seguinte fórmula:
1 .~= cP+ y-'2a?-ctg(2f.1.)
Onde cp é o ângulo entre. a direção do plano de císalhamento e a direção de umadas tensões principais, e J..I é o coeficiente de atrito ferramenta/cavaco. Outros pesqui-sadores tentaram, e ainda tentam, encontrar uma expressão geral que permita obtero ângulo do plano de cisalhamento usando apenas dados sobre o comportamento domaterial ou de condições de corte, a fim de se aproximar dos resultados experimen-tais. Mais recentemente, 'Ioropov e Ko (2007) propuseram uma Equação para deter-minar o ângulo de cisalhamento para cavacos contínuos sem a presença de APC. Essaequação deriva do uso de dados experimentais e da teoria da elasticidade.
5 1 [l' ~)O.8q;=-y+-arccos exp _ 52.5 X 10-.1 cru. 8 2 100pc
Onde:
}
)
/
0'" = resistência à tração do material da peça
P = densidade
c = calor específico
)
(4.32)
vcf X 10-.1JO'4JJ. k60
(4.33)
pela simulação em programas de computador, utilizando-se o método de elementosfínitos (em inglês, FEM - Finite Element Method). De forma geral, esse princípioconsiste em dividir o meio contínuo em elementos simples, cujas propriedades sãoas mesmas do material. Pela aplicação de esforços nesses elementos e dos cálculosde deformação, que são estendidos a todos os elementos de uma só vez, pode-seprever as tensões e deformações de todo o meio. A escolha de elementos simplesfacilita as previsões de tensões e deformações. Essa técnica envolve uma manipu-lação matemática considerável, quando se divide o meio em um número grande deelementos para se obter uma melhor precisão nos resultados. Assim, essa técnicadepende de computadores rápidos e com muita memória. A Figura 4.8 mostra umexemplo de simulação da formação de cavacos usando a técnica FEM.
90 TEORIA DA USINAGEM DOS MAJERIAiS
Na prática, no entanto, a deterrninação do ângulo tP pode se dar por meiode quick-stop, embora esta não seja uma técnica. de fácil aplicação. O uso dograu de recalque, conforme foimencionado no Capítulo 3, também pode ser umcaminho aplicável a um reduzido número de casos.
F::::k·A -c • I'1f
IIIf
III1
!;/
r;C1p 'r o:'~(... ', .
Onde:
fN] (4.34)
k$ = pressão específica..de corteA = área da seção de corte cujo valor é dado pelas Equações l.10 e 1.11
Admitindo-se que a ferramenta não possua raio de ponta. A pressão es-pecífica de corte é a força necessária para a remoção de uma área de corteequivalente a 1mrré. Inicialmente, imaginava-se como sendo uma característicasomente do material, similar à tensão de ruptura. Porém, ensaios mostraramque a pressão específica varia segundo os seguintes fatores:
• Material da peça: para os aços-carbono, principalmente à medida quese aumenta a porcentagem de carbono, a pressão específica de corte(k) também aumenta, O aumento da porcentagem de fósforo Pb, de Be de MnS causa uma diminuição do valor de k•. Durante a formação docavaco, esses elementos deformam-se plasticamente e produzem pon-tos de baixa resistência mecânica. Além disso, essas inclusões também
'1'~~:·~~{.
~JJ funcionam como umIubrífícante na ínterface cavaco/superfície de saídaf da ferramenta (SA1.\lDVIK.,1994), Nos aços inoxidáveis, a presença de! MnS diminui sensivelmente o valor de k., Em geral, quando a dureza
. ! da peça cresce, ks também cresce, mas isso não pode ser tomado comoJ[ regra. Materiais com durezas semelhantes podem ter valores de pressão
Força e Potência de Usinagem 91
{
-(
-(
.(
(
(
.-(
-1
(
-(
....(
(
.(
-(
. (
(
.<
(
(
-(
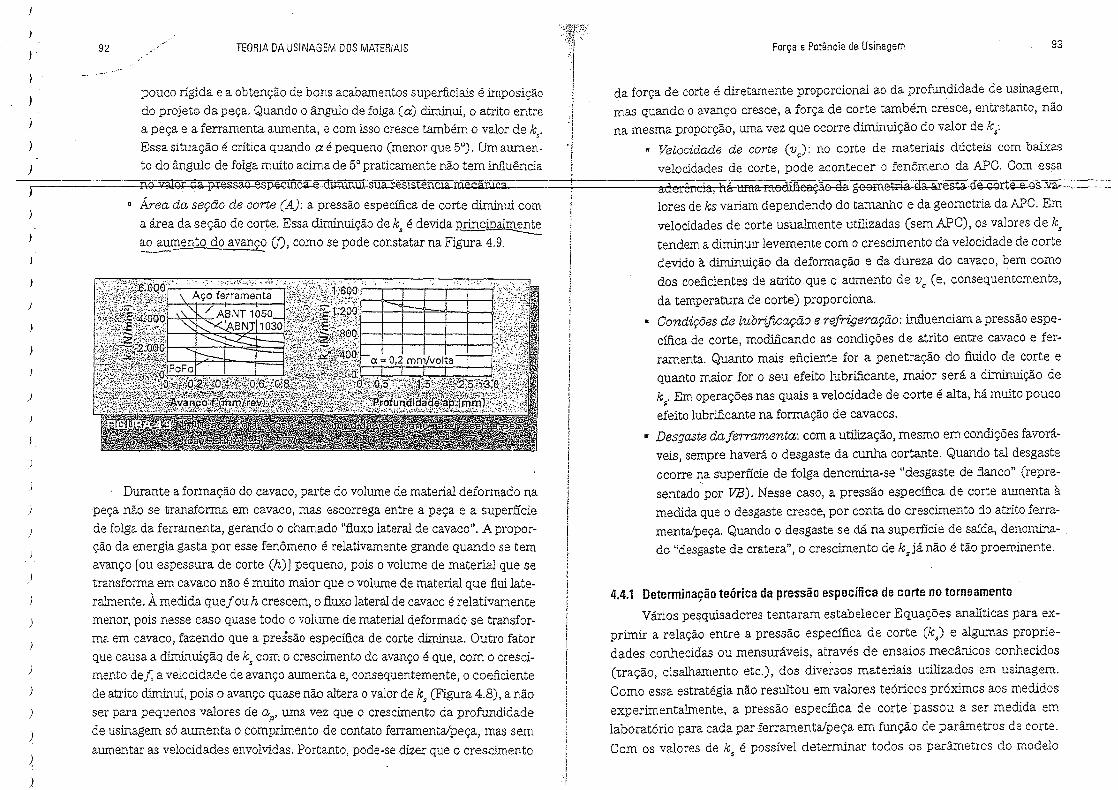
)
)
)
)
)
)
)
)
)
)
92 TEORIA DA USINAGEív1 DOS MATERIAIS
pouco rígida e a obtenção de bons acabamentos superficiais é imposiçãodo projeto da peça. Quando o ângulo de folga (a) diminui, o atrito entrea peça e a ferramenta aumenta, e com isso cresce também o valor de kt.'Essa situação é crítica quando a é pequeno (menor que 5°). Um aumen-to do ângulo de folga muito acima de 5° praticamente não tem influênciano valor da pressso °spedfic2 e dUTWl1J1 sua reslstêncla m"cãi\1ca
Força e Potência de Usinagem 93
da força de corte é diretamente proporcional ao da profundidade de usínagem,mas quando o avanço cresce, a força de corte também cresce, entretanto, nãona mesma proporção, uma vez que ocorre diminuição do valor de ".:
,. Velocidade de corte (vc): no corte de materiais dúcteis com baixasvelocidades de corte, pode acontecer o fenômeno da APC. Com essa
a Área da seção de corte (A): a pressão específica de corte diminui coma área da seção de corte. Essa diminuição de k. é devida Rrinc~~5:~IP.-ento do avanço (f), como se pode constatar na Figura 4.9.
. :~..- ···-····~:.:~··'::.;r6-.~ob.. :.,;. . '.", .:; ... :.;:.;:"i".\;;-~;:.:' ~ ':';~'. ',: '"
~f~I.!-~··::"~;:;:"""':~;':"':':.j...:..:==I
Durante a formação do cavaco, parte do volume de material deformado napeça não se transforma em cavaco, mas escorrega entre a peça e a superfíciede folga da ferramenta, gerando o chamado "fluxo lateral de cavaco". A propor-ção da energia gasta por esse fenômeno é relativamente grande quando se temavanço [ou espessura de corte (h)] pequeno, pois o volume de material que setransforma em cavaco não é muito maior que o volume de material que flui late-ralmente. À medida quef ou h crescem, o fl.uxo lateral de cavaco é relativamentemenor, pois nesse caso quase todo o volume de material deformado se transfor-ma em cavaco, fazendo que a pressão específica de corte diminua. Outro fatorque causa a dímínuição de ks com o crescimento do avanço é que, com o cresci-mento deI, a velocidade de avanço aumenta e, consequentemente, o coeficientede atrito díminui, pois o avanço quase não altera o valor de les (Figura 4.8), a nãoser para pequenos valores de ap' uma vez que o crescimento da profundidadede usínagern só aumenta o comprimento de contato ferramenta/peça, mas semaumentar as velocidades envolvidas. Portanto, pode-se dizer que o crescimento
I
aderência, há uma modificação da geometria da aresta ª~coIt@ @Q::; va-lores de ks variam dependendo do tamanho e da geometria da APC. Emvelocidades de corte usualmente utilizadas (sem APe), os valores de kstendem a diminuir levemente com o crescimento da velocidade de cortedevido à diminuição da deformação e da dureza do cavaco, bem comodos coeficientes de atrito que o aumento de Vc (e, consequentemente,
da temperatura de corte) proporciona.R Condições de lubrificação e refrigeração: ínfíuenciarn a pressão espe-
cífica de corte, modificando as condições de atrito entre cavaco e fer-ramenta. Quanto mais eficiente for a penetração do fluido de corte equanto maior for o seu efeito lubrificante, maior será a diminuição dele . Em operações nas quais a velocidade de corte é alta, há muito pouco
5
efeito lubrificante na formação de cavacos.
Ir Desgaste daferramenia: com a utilização, mesmo em condições favorá-veis, sempre haverá o desgaste da cunha cortante. Quando tal desgasteocorre na superfície de folga denomina-se "desgaste de fíanco" (repre-sentado por VB). Nesse caso, a pressão específica de corte aumenta àmedida que o desgaste cresce, por conta do crescimento do atrito ferra-menta/peça. Quando o desgaste se dá na superfície de saída, denomina- .do "desgaste de cratera", o crescimento de ksjá não é tão proeminente.
4.4.1 Determinação teórica da pressão específica de corte no torneamento
Vários pesquisadores tentaram estabelecer Equações analíticas para ex-primir a relação entre a pressão específica de corte ele) e algumas proprie-dades conhecidas ou mensuráveis, através de ensaios mecânicos conhecidos(tração, císalhamento etc.), dos dive~sos materiais utilizados em usínagern.Como essa estratégia não resultou em valores teóricos próximos aos medidosexperimentalmente, a pressão específica de corte passou a ser medida emlaboratório para cada par ferramenta/peça em função de parâmetros de corte.Com os valores de ks é possível determinar todos os parãmetros do modelo
94 TE.ORIA DA USINAGEM DOS MATERIAIS
estabelecido para a formação de cavacos. Entre os mais importantes pesqui-sadores a estabelecer essas. equações citam-se as Equações de Kíenzle, quetêm fornecido valores mais próximos dos experimentais para a rnaíoría dosmateriais metálicos usínados:
Força e Potência de Usinagem
[N] (4.39)
95
Onde k e k são os valores de pressão específica de corte na direção de.n 111
avanço e de profundidade, respectivamente. E (l-x) e (1-y) são os coeficien-tes para as forças de-avanço e de profundidade, respectivamente.
(435)
Onde os valores de ks e de (l - Z) são obtidos, experimentalmente, paramateriais específicos, mediante ensaios.
Equações mais completas que as citadas anteriormente. também foramapresentadas por diversos pesquisadores levando em conta outras variáveis,como o ângulo de posição e o grau de recalque, porém a exatidão conseguida éainda relativa, e a complexidade dos cálculos, considerá.vel. Como a Equação deKienzle para a força de corte é a que melhor equilibra complexidade e exatidãodos resultados, é a que mais tem sido adotada.
A pressão específica de corte, calculada pela Equação 4.36, leva em contao ângulo de posição da ferramenta no cálculo da espessura de corte (h), calcu-lada como:
h =f sen;:c [rnm] (4.36)
Para valores de ;:c entre 40° e 75° e (a/!) maiores que quatro, não se veri-ficam variações significativas na pressão específica de corte.
Outra fonte para cálculo da pressão específica de corte é fornecída peloApêndíce AI, no qual há uma relação mais completa de materiais. Os valoresda força específica de corte nessa tabela se referem à espessura de corte de0,4 mm e são, portanto, kSU,4' A empresa Sandvik, fabricante de ferramentas decorte, prefere fornecer o valor de pressão específica para h = 0,4 mrn e adotao expoente z = 0,29 para todos os materiais. Dessa forma, os valores de ks sãodados por:
_ (O'4JO'2Sks-kso,4 h . (4.37)
Em relação às forças de avanço (F) e de profundidade (Fp) , pode-se esta-belecer equações semelhantes às de Kienzle:
F :::k . hl-z. bf jl(4.38)[N]
iI
!
I!!
íf
II
III·IífII
III
IIIiI
.;;1
'Valores teóricos de força de corte foram comparados ows expezímentaíspor diversos pesquisadores, entre eles Ruffino (1971) e Líraní (1975). Encon-trou-se que o ajuste dos valores é melhor quando se usa um expoente diferentede 1para a profundidade de usínagem, sugerindo que a Equação proposta porKienzle poderia incluir esse fator.
Para os casos em que as condições da aplicação são muito diferentes dasutilizadas nos ensaios experimentais para obtenção dos valores de pressão es-
pecífica e dos expoentes, pode-se obter uma maior aproximação, usando-se as
seguintes correções:
• Correções no ângulo de saída (y): para cada. grau de diminuição (au-mento) em relação aos valores tabelados deve-se aumentar (diminuir)a força de corte (de 1,5%); a força de avanço (de 5%); e a.força d-epro-fundidade (de 4%) .
• Angu~o de folça (a): para variações entre 4° e l l" não há. corre-ções. Valores maiores devem ser ensaiados antes que correções se-jam feitas.
• Ângulo de inclinação (.,t): para cada grau de dimínuíção (aumento)em relação aos valores tabelados deve-se aumentar (dírnínuír) a forçade corte (de l,5%); a força de avanço (de 1;5%); e a força de profundi-
dade (de 10%).• Ângulo de posição tx» os componentes da força de usinagem possuem
considerações diferentes, como força de corte (correção levada em con-sideração na equação); força de avanço [para cada grau de dírninuiçãc(aumento) em relação aos valores tabelados deve-se dírnínuír (aumen-tar) em 2,5%]; e força de profundidade (correção levada em considera-
ção na Equação).
Raio de ponta (r ): para os casos em que 2rc < 0,1" não há necessidadede correção, caso contrário, ensaios devem ser efetuados.
• Velocidade de corte (v ); quando se empregam ferramentas de aço rá-. .pído, com pequenas variações, não há necessidade de correção. Quando
'-(
--r'- (
...~(
.~(
' .. (
.~(
'- (',•. (
'-. (,- (
(
(
(
(
(
(
(
(
(
(
(
'.J
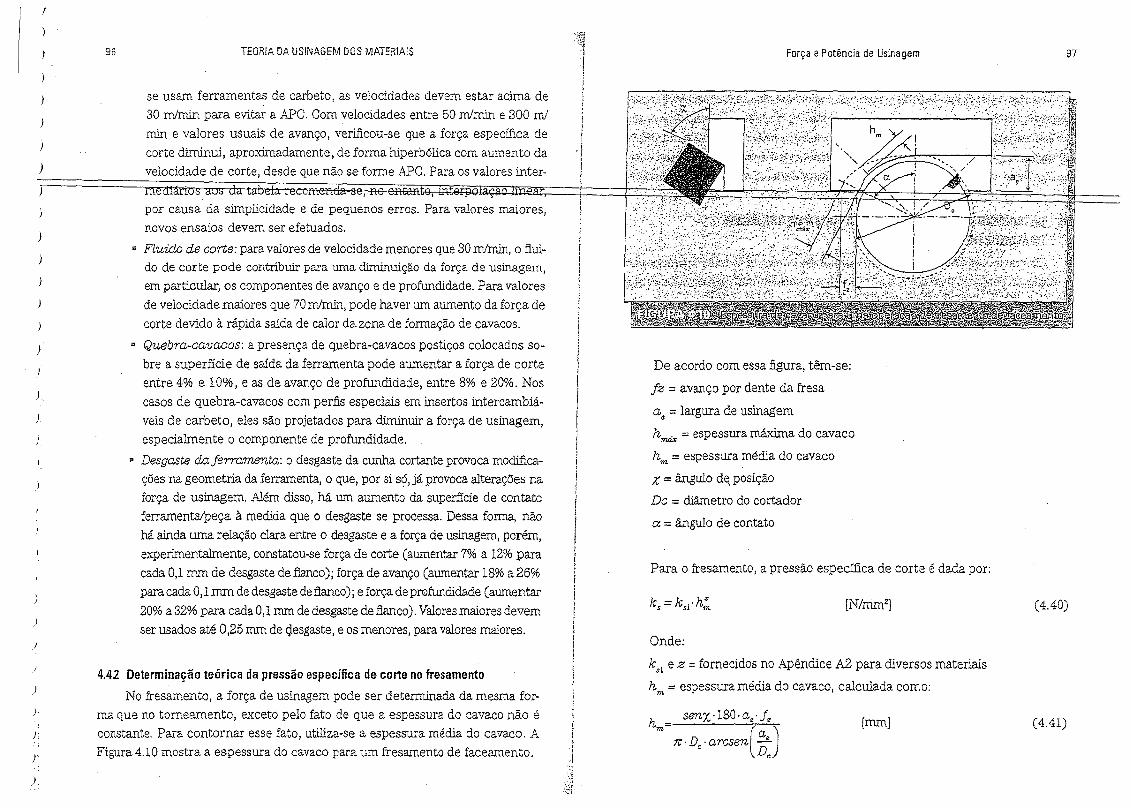
)
)
)
)
)
)
)
)
)
J:
j
)
I
96 TEORIA.DA USINAGEM DOS MATERIAIS
se usam ferramentas de carbeto, as velocidades devem estar acima de30 rn/rnin para evitar a APC. Com velocidades entre 50 rn/rnin e 300 mImin e valores usuais de avanço, verificou-se que a força específica decorte diminui, aproximadamente, de forma hiperbólíca com aumento davelocidade de corte, desde que não se forme APC. Para os valores ínter-
mpor causa da simplicidade e de pequenos erros. Para valores maiores,novos ensaios devem ser efetuados.
a Fluido de corte: para valores de velocidade menores que 30 rn/rnin, o flui-do de corte pode contribuir para uma díminuiçãc da força de usinagem,em particular, os componentes de avanço e de profundidade. Para valoresde velocidade maiores que 70 m/rnin, pode haver um aumento da força decorte devido à rápida saída de calor da zona de formação de cavacos.
" Quebra-cavacos: a presença de quebra-cavacos postiços colocados so-bre a superfície de saída da ferramenta pode aumentar a força.de corteentre 4% e 10%, e as de avanço de profundidade, entre 8% e 20%. Noscasos de quebra-cavacos com perfis especiais em insertos intercambíá-veis de carbeto, eles são projetados para diminuir a força de usínagem,especialmente o componente de profundidade.
" Desgaste da ferramenta: o desgaste da cunha cortante provoca modifica-ções na geometria da ferramenta, o que, por si só, já provoca alterações naforça de usínagem. Além disso, há um aumento da superfície de contatoferramenta/peça à medida que o desgaste se processa. Dessa forma, nãohá ainda uma relação clara entre o desgaste e a força de usínagem, porém,experimentalmente, constatou-se força de corte (aumentar 7% a 12% paracada 0,1 mm de desgaste de fíanco); força de avanço (aumentar 18% a 26%para cada 0,1 mm de desgaste de fíanco) j e força de profundidade (aumentar20% a 32% para cada O,I mm de desgaste de fianco). Valores maiores devemser usados até 0,25 mrn de desgaste, e os menores, para valores maiores.
4.42 Determinação teórica da pressão específica de corte no fresamento
No fresamento, a força de usínagern pode ser determinada da mesma for-ma que no torneamento, exceto pelo fato de que a espessura do cavaco não éconstante. Para contornar esse fato, utiliza-se a espessura média do cavaco. AFigura 4.10 mostra a espessura do cavaco para um fresamento de faceamento.
Força e Potência de Usinagem 97
De acordo com essa figura, têm-se:
fz = avanço por dente da fresa
aa = largura de usinagem
hrrui:J: ::; espessura máxima do cavaco
hm = espessura média do cavaco
X = ângulo d~ posição
De = diâmetro do cortador
a = ângulo de contato
Para o fresamento, a pressão específica de corte é dada por:
(4.40)
Onde:
kS1 e z = fornecidos no Apêndice A2 para cliversos materiais
hm = espessura média do cavaco, calculada como:
[mm] (4.41)
98 TEORIA DA USINAGEM DOS MATERIAIS
Os valores de força de corte e potência calculados para as operações de fresa-mento representam um valor médio, uma vez que o processo de formação de cava-cos é interrompido e a força varia com a espessura do cavaco, que muda durante ainteração da aresta de corte com omaterial usínado. Osresultados assimobtidos po-dem servir de valiosoindicador quando se buscam valores próximos da realidade.
força e Potência de Usinagem
também está associada à frequência natural de vibração do dinarnôrnetro.Esse parâmetro é de extrema importância para as medições dinâmicas.
• Exatidãó: o dinamômetro também deve ser capaz de reproduzir asmedições sem distorção, ou seja, para medições no tempo, não devemocorrer atrasos em relação ao fenômeno que está sendo medido, nem
99
4.5 DETERMINAÇÃO EXPERIMENTAL DA FORÇA DE USINAGEM(MÉTODOS DE MEDIÇÃO}
Tanto do ponto de vista prático quanto do ponto de vista experimental, amedição da força de usínagem pode ser importante em um processo de usina-gern específico e em andamento. Tal medição pode ter a exatidão e a precisãodesejadas, dependendo da necessidade, bem como ser apenas de caráter es-tático, com um valor médio sem preocupação com os componentes dinâmicosinerentes ao processo dinâmico de formação de cavacos. Assim, para estudosgrosseiros, e apenas para a estimativa da potência requerída de corte, a me-dição estática é suficiente. No entanto, para estudos detalhados de formaçãode cavacos ou de estabilidade dinâmica da máquina-ferramenta, a medição docomponente dinâmico é necessária, e, para isso, utilizam-se dinamômetros quedevem atender a certos requísítos (FERRARESI, 1977);
• Sensibilidade: é a relação entre a grandeza índícada pelo dínamômetro ea que está sendo medida. Por exemplo, se a grandeza medida é a força emNewtons e o dinarnôrnetro se deforma proporcionalmente a essa força,a sensibilidade será a relação entre a deformação e a grandeza lida emNewtons. Na maioria dos dínamômetros utilizados, tem-se comograndezalida um valor em Volts fornecido pelo sensor em uso. Esse sinal é propor-cional à força e a sensibilidade é dada em Volts por Newtons de força.
• Precisão: a precisão do dínamôrnetro está associada à sua capacidadede reproduzir o valor da grandeza medida o mais próximo possível dovalor real, excluindo-se erros sistemáticos e aleatórios.
• Rigidez: o dinamômetro não deve influenciar a grandeza que está sendomedida - no caso, a força de usinagern. Se o dinamômetro utilizado emum processo de fresamento tangencíal, por exemplo, se deformar exces-sivamente durante a medição, afetará os valores de profundidade e delargura de usinagern, os quaís influenciarão o valor da força. A rigidez
t
1ií
I!If
!ffI
I1
I.I
alterações por conta da variação da frequência. , (• Insensibilidade em reiação à temperatura e à umidade: o aparelho
deve ser capaz de medir em aceitáveis variações de temperatura e umi-dade, normalmente presentes nos processos de usínagern.
• Mínimo efeito cruzado: a excitação de força em um eixo do dinarnô-metro não deve interferir nos demais, sob pena de superestimar valoresreais em apenas um eixo, com registro de efeito cruzado nos demais.
Amedição de força de usínagern, em geral, é feita por meio de seus três com-ponentes em direções ortogonaís - ou através de quatro componentes, com ainclu-são do torque em processos com ferramentas rotatívas. Entre os vários princípiospossíveispara um clinamômetrodemedição de força de usínagem, os extensômetros(strain gauges) e os cristais piezoelétricos são os mais comumente empregados.
4.5.1 Princípio de medição por extensõmetros Istrain gauges)
Desde os primeiros extensômetros produzidos por Arthur Claude Ruge eEduard E. Simmons, por volta de 1940, houve uma grande evolução na mediçãoda deformação elástica por esse meio (HOFFM.I\NN, 1989). Símplificadamente, osextensômetros são transdutores que convertem deformação mecânica em variaçãode tensão elétrica. Esses transdutores valem-sedo princípio descoberto por CharlesWheatstonepor volta de 1843na sua primeira publicação sobre o circuito em ponteque ele mesmo inventou, conhecido como Ponte de Wheatstone (YVHEATSTONE,1843 apud HOFFMANN,1989). Oprincípiobásico descoberto pelo pesquisador foide que todo condutor elétrico tem sua resistência elétrica modificada sob tensãomecânica. Essa mudança em resistência elétrica é parcialmente devida à deforma-ção,bem comoà mudança na resístívidade do material, causada pelas mudanças rni-croestruturaís. Oprocesso de mudança pode ser descrito matematicamente por:
dR dp-=s(l+2v)+-.Ro P
(4.42)
"""",,(
.j
.r.._(
(
,-J,-,r"- (
(
~J(
('-"
('~.
(
"-"'((
(,_/
~(
(
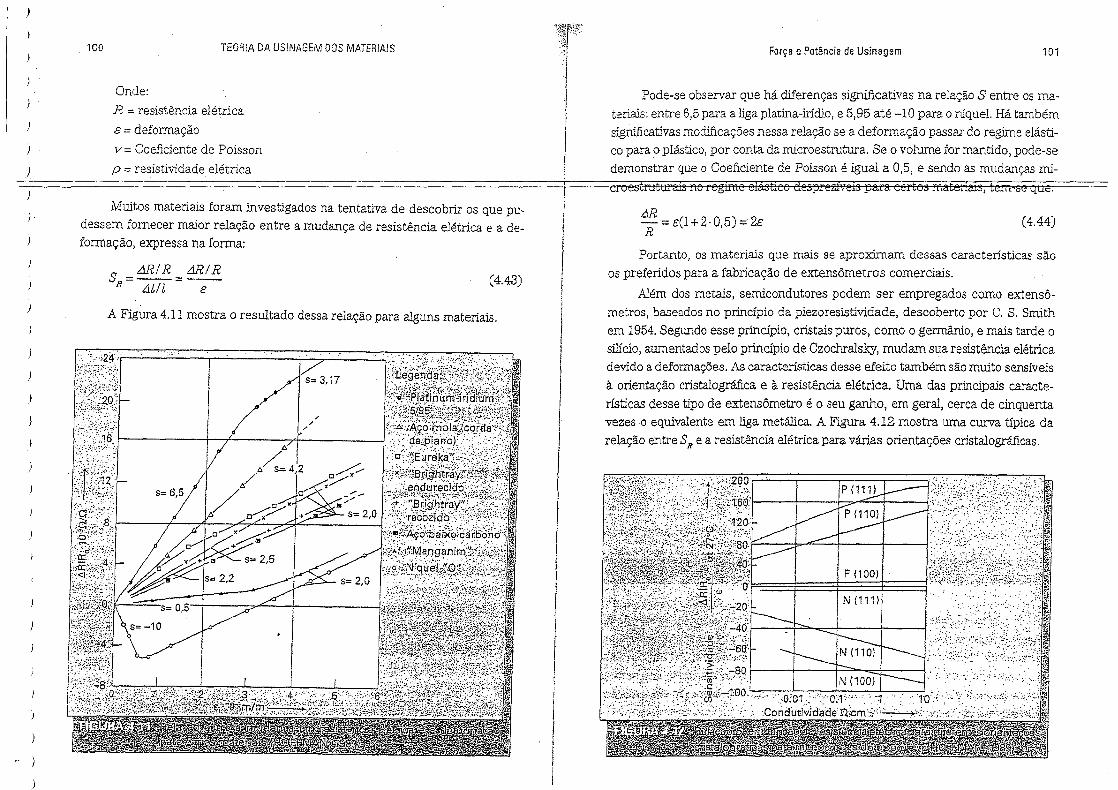
100 TEORIA DA US1NAGEM DOS MATERIAIS
)
)
)
)
)
Onde:R =: resistência elétricali = deformaçãov = Coeficiente de Poissonp = resistividade elétrica
rIi
Força e Potência de Usinagem 101
Pode-se observar que há diferenças significativas na relação S entre os ma-teriais: entre 6,5para a liga platína-írídío, e 5,95 até -10 para o níquel. Há tambémsignificativasmodificações nessa relação se a deformação passa.r do regime elásti-co para o plástico, por conta da microestrutura. Se o volume for mantido, pode-sedemonstrar que o Coeficiente de Poísson é igual a 0,5, e sendo as mudanças mi-
Muitos materiais foram investigados na tentativa de descobrir os que pu-dessem fornecer maior relação entre a mudança de resistência elétrica e a de-formação, expressa na forma:
)
)
S =L1RIR=.tJRIRR iJ.lfl e (4.43)
A Figura 4.11 mostra o resultado dessa relação para alguns materiais.
)
- )
)
Iij
I
croestrutiJiaf8 no regime eláStico despreZíVeis para certos materliris, tem se que.
tJRR = 8(1+2·0,5) =2& (4.44)
Portanto, os materiais que mais se aproximam dessas características sãoos preferidos para a fabricação de extensômetros comerciais.
Além dos metais, semicondutores podem ser empregados como extensô-metros, baseados no princípio da piezoresistividade, descoberto por C. S. Srnithem 1954.Segundo esse princípio, cristais puros, como o gerrnânío, e mais tarde osilicío, aumentados pelo princípio de Czochralsky, mudam sua resistência elétricadevido a deformações. As características desse efeito também são muito sensíveisà orientação cristalogrãâca e à resistência elétrica. Uma das principais caracte-rísticas desse tipo de extensômetro é o seu ganho, em geral, cerca de cínquentavezes o equivalente em liga metálica. A Figura 4.12 mostra urna curva típica darelação entre SR e a resistência elétrica para várias orientações cristalogrãfíeas.
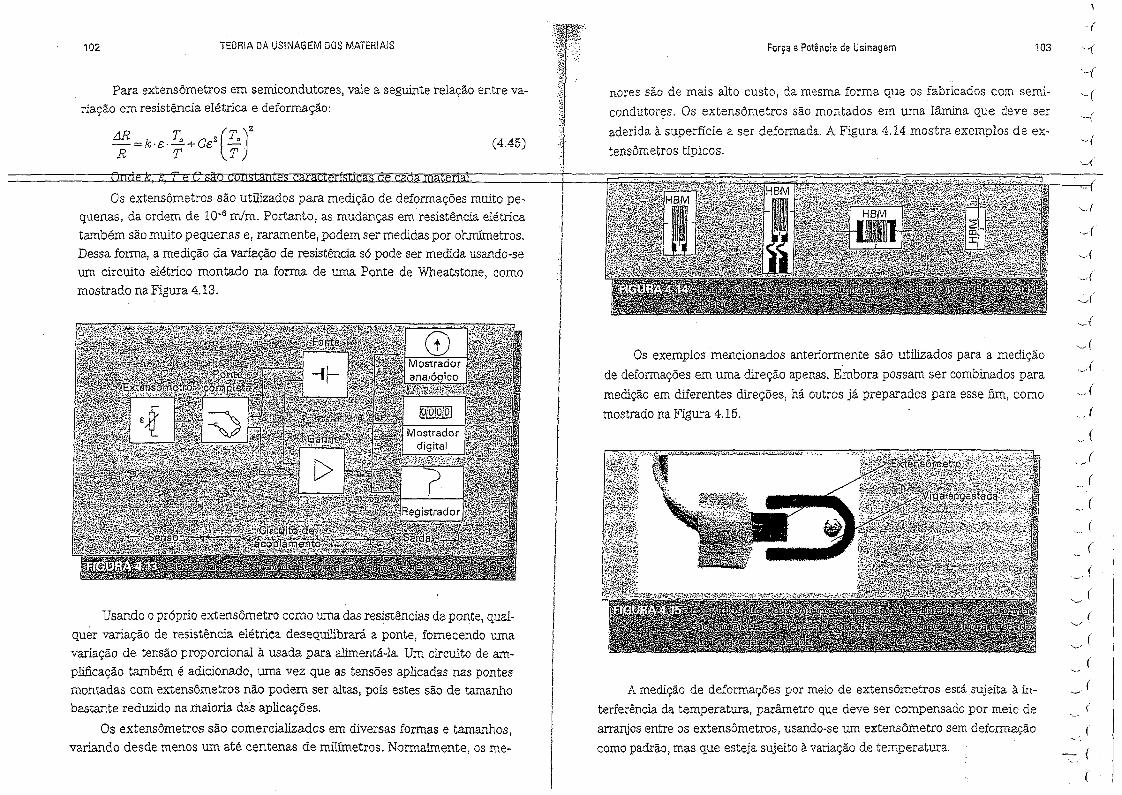
102 TEORIA DA USINAGEM DOS MATERIAIS
Para extensômetros em semicondutores, vale a seguinte relação entre va-riação em resistência elétrica e deformação:
~ =k'E'; +Cé(i r (4.45)
Força e Potência de Usinagem
nores são de mais alto custo, da mesma forma que os fabricados com serni-condutores. Os extensômetros são montados em uma Iâmína que deve seraderida à superfície a ser deformada. A Figura 4.14 mostra exemplos de ex-tsnsõmetros típicos.
Os extensômetros são utilizados para medição de deformações muito pe-quenas, da ordem de 10-8 mim. Portanto, as mudanças em resistência elétricatambém são muito pequenas e, raramente, podem ser medidas por ohmímetros.Dessa forma, a medição da variação de resistência s6 pode ser medida usando-seum circuito elétrico montado na forma de uma Ponte de Wheatstone, comomostrado na Figura 4.13.
Usando o próprio extensômetro corno uma das resistências da ponte, qual-quer variação de resistência elétrica desequilibrará a ponte, fornecendo umavariação de tensão proporcional à usada para alimentá-Ia. Um circuito de am-plificação também é adicionado, uma vez que as tensões aplicadas nas pontesmontadas com extensômetros não podem ser altas, pois estes são de tamanhobastante reduzido na maioria das aplicações.
Os extensômetros são comercíalízados em diversas formas e tamanhos,variando desde menos um até centenas de milímetros. Normalmente, os me-
Os exemplos mencionados anteriormente são utilizados para a mediçãode deformações em uma direção apenas. Embora possam ser combinados paramedição em diferentes direções, há outros já preparados para esse fim, comomostrado na Figura 4.15.
':.'i··'·'iJ,<1,,."if";''''''= ..,""'.••"""',.,""'-',=,'"",, .
.. :.
A medição de deformações por meio de extensôrnetros estãsujeita à in-terferência da temperatura, parâmetro que deve ser compensado por meio dearranjos entre os extensôrnetros, usando-se um extensômetro sem deformaçãocomo padrão, mas que esteja sujei.to à variação de temperatura.
103
(
,-(
"-{
,,(
-(..(
'''/
·-c._.(
-..(
..J
·_r·A._.(
'.' (
." (
- .. ' (
(
(
(
(
(
.(
.~(
(
(
(
(
(
-:., ((
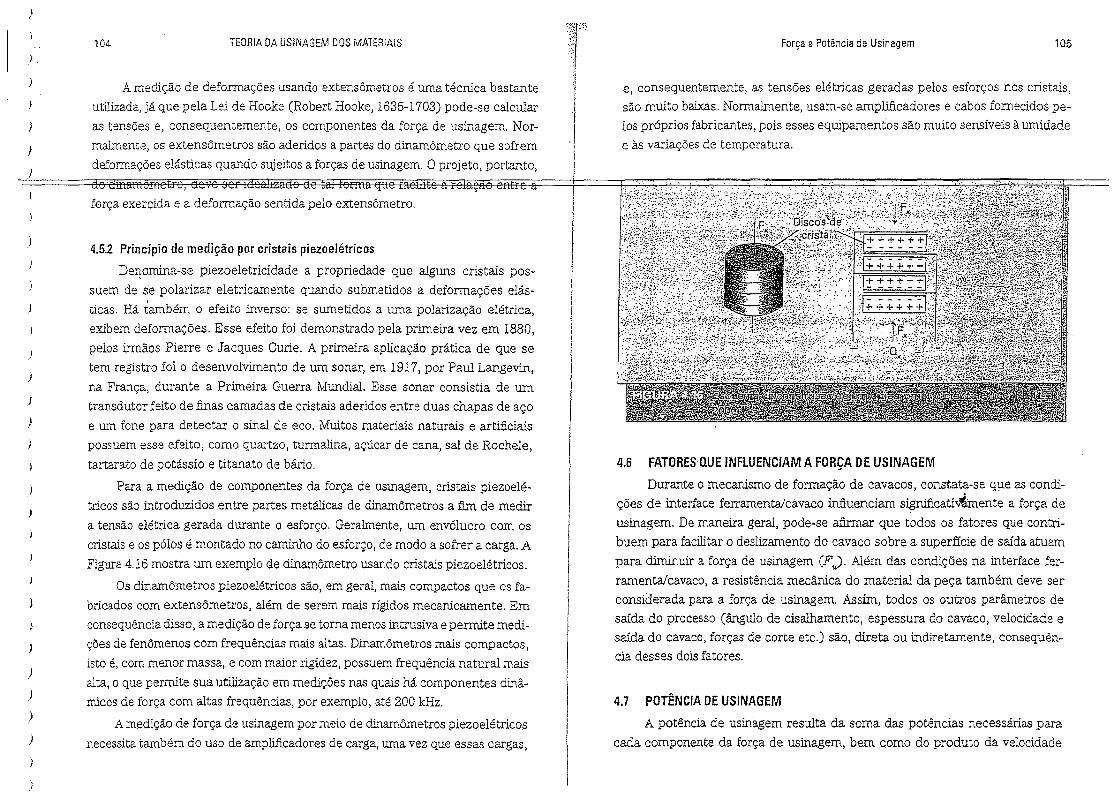
) .
)
)
)
104- TEORIA DA USINAGEM DOS MATERIAIS Força e Potência de Usinagem 105
A medição de deformações usando extensômetros é uma técnica bastanteutilizada, já que pela Lei de Hooke (Robert Hooke, 1635-1703) pode-se calcularas tensões e, consequentemente, os componentes da força de usinagem. Nor-malmente, os extensômetros são aderidos a partes do dinamômetro que sofremdeformações elásticas quando sujeitos a forças de usínagern, Oprojeto, portanto,
e, consequentemente, as tensões elétricas geradas pelos esforços nos cristais,são muito baixas. Normalmente, usam-se amplíâcadores e cabos fornecidos pe-los próprios fabricantes, pois esses equipamentos são muito sensíveis à umidadee às variações de temperatura.
)
)
)
)
}
)
)
)
)
)
)
)
força exercida e a deformação sentida pelo extensôrnetro.
4.5.2 Princípio de medição por cristais piezoelétricos
Denomina-se píezoeletrícídade a propriedade que alguns cristais pos-suem de se polarizar eletricamente quando submetidos a deformações elás-ticas. Há também o efeito inverso: se sumetídos a uma polarização elétrica,exibem deformações. Esse efeito foi demonstrado pela primeira vez em 1880,pelos irmãos Píerre e Jacques Curie. A primeira aplicação prática de que setem registro foi o desenvolvimento de um sonar, em 1917, por Paul Langevín,na França, durante a Primeira Guerra Mundial. Esse sonar consistia de umtransdutor feito de finas camadas de cristais aderidos entre duas chapas de açoe um fone para detectar o sinal de eco. Muitos materiais naturais e artificiaispossuem esse efeito, como quartzo, turmalina, açúcar de cana, sal de Rochele,tartarato de potássio e titanato de bário.
Para a medição de componentes da força de usínagern, cristais píezoelé-tricos são introduzidos entre partes metálicas de dinamômetros a fim de medira tensão elétrica gerada durante o esforço. Geralmente, um envólucro com oscristais e os pólos é montado no caminho do esforço, de modo a sofrer a carga. AFigura 4.16 mostra um exemplo de dinamôrnetro usando cristais piezoelétrícos.
Os dinamômetros piezoelétricos são, em geral, mais compactos que os fa-bricados com extensômetros, além de serem mais rígidos mecanicamente. Emconsequência disso, a medição de força se torna menos intrusiva e permite medi-ções de fenômenos com frequêncías mais altas. Dínamôrnetros mais compactos,isto é, com menor massa, e com maior rigidez, possuem frequência natural maisalta, o que permite sua utilização em medições nas quais há componentes dinâ-rnicos de força com altas frequências, por exemplo, até 200 kHz.
A medição de força de usinagem por meio de dinamôrnetros piezoelétricosnecessita também do uso de amplificadores de carga, urna vez que essas cargas,
4.6 FATORES QUE INFLUENCIAM A FORÇA DE USINAGEMDurante o mecanismo de formação de cavacos, constata-se que as condi-
ções de interface ferramenta/cavaco influenciam significatíV!!mente a força deusínagern, De maneira geral, pode-se afirmar que todos os fatores que contri-buem para facilitar o deslizamento do cavaco sobre a superfície de saída atuampara diminuir a força de usínagern (F,). Além das condições na interface fer-ramenta/cavaco, a resistência mecânica do material da peça também deve serconsiderada para a força de usínagern. Assim, todos os outros parãmetros desaída do processo (ângulo de císalhamento, espessura do cavaco, velocidade esaída do cavaco, forças de corte etc.) são, direta ou indiretamente, consequên-cia desses dois fatores.
4.7 POTÊNCIA DE USINAGEMA potência de usínagem resulta da sorna das potências necessárias para
cada componente da força de usínagem, bem como do produto da velocidade
110 TEORIA DA USINAGEM DOS MATERIAIS
uma placa fina de ouro (Elemento de Hall) colocada em um campo magnéticoperpendicular à sua superfície. Uma corrente elétrica fluindo ao longo da pla-ca pode causar diferença de potencial em uma direção perpendicular tanto aocampo magnético quanto à corrente. A Figura 4.18 ilustra esse efeito.
rI
Força e Potência de Usinagem
Coma medição simultânea da corrente e da tensão, pode-se calcular a po-tência aparente, e usando-se um wattírnetro é possível medir a potência ativa.A estimativa da potência de usinagem por meio da potência elétrica pode serrealizada desde que se tenha um bom entendimento da teoria da eletricidade.Deve-se ter em mente que apenas a potência ativa, ou efetiva, é usada pela
111
A diferença de potencial gerada é proporcional à corrente que o gerou, e arazão entre ambas é chamada Resistência de Hall, sendo essa uma característicado material utilizado no Elemento de Hall. Os sensores de Efeito Hall são colo-cados externamente aos cabos elétricos, sem que precisem ser interrompidos.A Figura 4.19 mostra exemplos de sensores de Efeito HaIl.
um decréscimo devido ao rendimento mecânico desse motor. Adicionalmente,como já foi mencionado, há o rendimento do sistema de transmissão dessa po-tência até o eixo-árvore, e, consequentemente, até a ferramenta ou peça. Valelembrar, ainda, que o valor de costp varia muito ao longo da operação de um mo-tor de indução, por exemplo: para operação a plena carga (COS{f!;::; 0,90), a cercade metade da carga (cos({J=0,80), e se estiver sem carga (coses: 0,20).
REFERÊNCIAS BIBLIOGRÁFICASBARROW,G. et alo "Deterrnination of rake face stress distribution in orthogonalmachíning".lnt. J. Mach. Tool Des. Res., V. 22, n. 1, p. 75-85, 1982.
CHILDS,T. H. C.; MAHADI, M. r. "On the stress clistribution between the chípand tool during metal cuttíng".Annals ofeIRP, v. 38, n. 1, p. 55-58,1989.
FERRARESI, D. Fundamenios da usinaqem dos metais. São Paulo:Blucher, 1977.
HOFFMANN, K. "An introduction to measurernents using straín gauges".Publ.Hottinger Baldwin Messtechmik GmbH, 1989.
KALPAKJIAN,S. Manufacturing engineering and technology. 3. ed. NovaYork:Addison-WesleyPublishíng CO.,1995.
RATO, S. et alo "Stress distribution at the ínterface between tool and chíp inmachining". Trams. ofASME. J. Eng. Industry, V. 94, maio 1972, p. 683-689.KISTLER.Manual de Operações do Dirusmômetro Modelo 9272, 2000.LEE, E. H.; SHAFFER, B. W "The theory of plasticity applied to a problemof machíníng". Jourruii oi Applied Mechanics, V. 18, n. 4, p. 405-41.3, 1943.LIR.Al-il,J. Uma coruribuiçâo para novas formulações das forças de corteno torneamento, Tese (Mestrado). São Carlos: Escola de Engenharia deSão Carlos (USP), 1975.
MERCHANT,M.E. "Mechanícs of the metal cuttíng processo r Othogonal cuttingand type 2 chíp".J. Applied Physics, V. 16,n. 5, maio 1954, p. 267-275.
~(
._.{
._-(
-{
. .. (
..--(
. (
- (
_. (
~(
--::..-(
__ o (
)
)
)
)
)
)
.r
-'
)
)
)
112 TEORIA DA US!NAGEM DOS MATERIAIS
WSHIER, J.; MACINTYRE, A. J.lnstalações elétricas. 3. ed. Rio e Janeiro: LTC- Livros Técnicos e Científicos Editora S.A., 1996.RUFFINO, R. T. Algumas considerações sobre as forças de usinagem notorneamento de aço-carbono. Tese (Doutorado). São Carlos: Escola deEngenharia de São Carlos (USP), 1971. ISANDVIK, C. Modern meta~ cuttinq: a practu:al handbook. Suécla: Sa.'1dVik tCoromant, Techrúcal Editorial Dept., 1994.!,·SHAW, M. et al. "The shear relatíonshíp in metal cuttíng". Trans. cf ASME,n. 75, p. 273, 1953.
TOROPOV, A.; KO, S-L. "Predíctíon of shear angle for contínuous
orthogonal cuttíng using thermo-rnechanícal constants of work material andcuttíng condítíons". Jourruü of Materiais Processing Technology, v. 182,
p. 167-173,2007.
ZOREY, N. M. "Interrelantíonshíp between shear processes occuring along toolface and on shear plane ín metal cuttíng". Proc. Int. Eng. Res. Conf., setembro1963, p. 42-49.
Sites'WW"W. bbautomacao.com
www.honeywell.com/sensíng
http://msLmcmaster.ca/
!I
A maior parte da potência consumída na usinagem dos metais é convertida emcalor próximo à aresta cortante da ferramenta e muitos problemas téCTÚCOSe econô-micos são causados direta ou indiretamente por conta desse aquecimento (TF..ENT,1988a). O custo da usínagern depende da quantidade de remoção de metal e pode ser
reduzido aumentando-se a velocidade de corte e!ou a velocidade de avanço, porém,há Iímítes para essas velocidades, acima dos quais a vida da ferramenta é drastica-mente diminuída (e o custo, elevado). A maior parte da usinagem ocorre com açose ferros fundidos, e, no corte destes e das ligas à base de níquel, surgem problemastécnicos e econômicos mais sérios. O corte desses metais gera um maior aquecimentoda ferramenta, provocando seu colapso em curto tempo de usínagem.
Por esses motivos, é importante compreender quais fatores influenciam ageração de calor, bem como de que maneira os fluxos de calor e as temperaturassão distribuídos na ferramenta e na peça, próximo à aresta cortante. Nos últimosoitenta anos, o progresso tem sido muito lento para ídentífícar com precisão adistribuição das temperaturas na aresta cortante. Assim, hoje, são conhecidosos princípios gerais dos fenômenos térmicos que ocorrem nessa região e alguns
casos particulares foram pesquisados.
Em 1798, foi apresentado pela primeira vez na Academia Real de Londres,pelo conde Rumford (Benjamim Thomson), o registro de experiências em usi-nagem, realçando o seu aspecto térmico (FERRARESI, 1977). Tais experiênciasforam feitas utilizando-se o método do calorímetro, no qual se mede a tempe-ratura da água que envolve a peça em usínagern, bem como a ferramenta e ocavaco. Os resultados mostraram que, praticamente, toda a energia mecânicaenvolvida na usínagern se transforma em energia térmica. Do ponto de vistaeconômico, a vida de uma ferramenta é um item de grande importância, poisdepende mais da temperatura atingida na ínterface ferramenta/cavaco que daquantidade total de calor liberada durante a operação. O calor liberado na in-terface ferramenta/cavaco que vai para a ferramenta provoca um aumento da
114 TEORIA DA USINAGEM DOS MATERIAfS
temperatura nas vizinhanças da ponta. Oom:esse aumento a dureza, ou resistên-cia ao cisalhamento do material da ferramenta, decresce. Em casos extremos, aaresta cortante chega a fundir-se.
Em 1907, F. W Taylor publicou um extenso trabalho sobre usínagem dosmetais, no qual observou e mediu o efeito da temperatura de corte sobre o
Temperatura no Processo de Usinagem
tódicos no qual se fazia a leitura desejada, baseada em aferição previamente feitado sistema de medida. Esse sistema permitia a medição da temperatura em regiõesmínúsculas: de 0,1 mm a 0,25 mm de raio. Oom esse sistema, foi possível detectar avariação de temperaturas superficiais de várias centenas de graus Oelsius em umafaixa cuja largura era de apenas 1mm do cavaco ou da peça.
rápidos (MIOHELETTI, 1977).
Até 1925, pouco desenvolvimento ocorreu no sentido de fazer uma aná-lise teórica do processo de usínagem dos metais. Nesse mesmo ano, H. Shore,1925, nos Estados Unidos, estudou problemas térmicos na usinagern dos me-tais e apresentou um método para medir temperaturas de corte por meio dopar termoelétrico ferramenta/peça (MICHELETTI, 1977). Ainda em 1925, K.Gottwein, na. Alemanha, analisou o problema da medição das temperaturas decorte também pelo par termoelétríco ferramenta/peça, tirando conclusões mui-to interessantes para a usínagem dos metais: por exemplo, a seguinte equaçãorelacionando a temperatura à velocidade de corte (W'EIL, 1971).
[KJ (5.1)
Onde:
e = temperatura de cortev, ;;::velocidade de corte
C e nsão valores característicos do par ferramenta/peça e das condiçõesoperacíonaís
Em 1926, E. G. Herbert, na Inglaterra (ISN.ARD, 1955), também mediu astemperaturas de corte por meio do par tennoelétrico ferramenta/peça e, a partirde seus experimentos, enunciou a primeira Lei do Desgaste da Ferramenta, lei queleva seu nome: "o desgaste da ferramenta é função da temperatura de corte".
No início da década de 1930, ~ Schwerd, na Alemanha, estudou a variaçãoda temperatura no cavaco e na peça durante a usínagem de aço-carbono. A ínstru-mentação usada consistia em dispor duas lentes convergentes de cloreto de sódioque, recebendo os raios térmicos provenientes do ponto cuja temperatura se dese-java medir, concentravam tais raios sobre um par termoelétrico convenientementeinstalado. Esse par terrnoelétríco transmitia o sinal para.um oscílógrafo a raios ca-
fi . eic e amo m es u ou a vanaçaonagem, empregando instrumental dlferente do proposto por Schwerd. A partir doprincípio do par termo elétrico, constituído por um estilete metálico que entra emcontato com o ponto onde se deseja medir a temperatura, Reichel mediu e analisouas temperaturas nas superfícies da peça e da ferramenta, bem como as temperatu-ras em camadas subjacentes das superfícies, até a profundidade aproximada de 1mm. O inconveniente desse instrumental é a rápida oxidação no ponto de contatodo estilete com a superfície em análise. Tal inconveniente foi minorado com um re-vestimento de prata nas superffcies em análise. Todavia, não foi possível fazer medi-ções em pontos próximos da aresta cortante nem em altas velocidades de corte. Dequalquer forma, algumas conclusões puderam ser tiradas desses experimentos:
• A máxima temperatura atingida na superfície da peça no instanteda usi-nagem cai imediatamente após alguns centésimos de segundo da passa-gem da ferramenta de corte.
• Em profundidades de 0,24 rnm a 0,96 mm, o fenômeno de queda da tem-peratura também ocorre, porém, partindo-se de temperaturas menores- quanto mais afastado da superfície, menor a temperatura.
Para medir a temperatura na aresta de corte pode-se empregar o mesmoprincípio do par termoelétrico utilizado por Shore, Gottwein e Herbert, isto é, aferramenta de corte e a peça constituem o termopar, Nesse caso, é preciso aferiro sistema de medição toda vez que se muda o material da peça. No entanto, paraevitar nova aferição a cada novo material, Gottwein e Eeichel patentearam umnovo sistema de medição, empregando ainda o par termoelétrico, mas tambémduas ferramentas de corte de mesma geometria e de materiais diferentes. O par,nesse caso, é constituído por essas duas ferramentas, que operarão simultanea-mente no mesmo carro porta-ferramenta. A hipótese desses autores é de que oscoeficientes de atrito do material da peça com as duas ferramentas sejam iguais.Assim, usinando-se nas mesmas condições e com as mesmas características develocidade, avanço e profundidade de corte, ambas ferramentas terão a mesma
115
í
-1.(
..(
-'I
-'(
.,( )
-(
._.(
_. {
.- (
___ r
_,o (
(
.~ (
- (
J
)
)
)
.\•
)
)
)
)
)
)
116 TEORIA DA USINAGEM DOS MATERIAIS
temperatura - correspondente à leitura no mícrovoltírnetro do par ferramenta I eferramenta Il, Dessa forma, é suficiente construir uma só curva de aferição, quevalerá para qualquer material a ser usínado.
Em 1937, H. Schallbroch e H. Schaumann propuseram uma expressão ma-temática correlacíonando temperatura e vida da ferramenta de aço rápido. Paratanto) empregaraw 9 m étG Gg. 9@ tgr:.m,@paf'fen=amattô:/pcça 81ft s__us expelll(tel [_tos. Posteriormente, outros pesquisadores provaram que tal expressão tambémé válida para a ferramenta de metal duro.
(5.2)
Onde:
T = vida da ferramenta (min)
e :::temperatura da ferramenta COC)
n, K são constantes que dependem do material e das condições de corte.
Em 1943, H. Schallbroch eM. Lang publicaram seus estudos sobre a distri-buição das temperaturas nas faces da ferramenta por meio do método dos vernizestérrnícos, que mudam de cor conforme a temperatura atingida - com isso, é fácilobservar as regiões que possuem temperaturas iguais. A camada de verniz aplicadatem espessura de alguns centésimos de milímetros e permite identificar variaçõesde temperatura. com aproximação de + ou -1%, em uma faixa de 40 "C a 650 "C.Além disso, o verniz térmico, por ser de fácil aplicação, permite efetuar medições nausinagem de materiais não metálicos. Naturalmente, não é possível utilizar esse re-curso em regiões onde há atrito, como na superfície de saída onde o cavaco deslizae na parte da superfície de folga em que ocorre o contato com a peça.
A força de usínagern provoca diversas deformações no cavaco, na peça, naferramenta de corte e na própria máquina. Igualmente, quando o cavaco se des-loca na superfície de saída da ferramenta, ocorre atrito. O trabalho de todas essasforças (de deformação e de atrito) se converte em calor e, a partir desse calor edas massas, bem como da geometria e das propriedades térmicas dos materiaisem jogo, criam-se diversos campos de temperatura com distribuições próprias.
Os fenômenos de geração e de dissipação de calor na operação de usina-gem são complexos. As temperaturas atingidas provocam alterações nas pro-priedades físicas e mecânicas, as quais aceleram os desgastes. Estes, por sua
Temperatura no Processo de Usinagem 117
vez, provocam mais atrito, o que gera mais calor, elevando, mais uma vez, a tem-peratura - e assim se define um círculo vicioso que limita o uso da ferramentade corte (PANKINE, 1965; FERRARESI, 1977).
Com base no que foi colocado até aqui, é possível identificar as várias par-celas do trabalho total desenvolvido na operação de usínagern:
= O tra5âlho das forças que produzem deformações elásticas na ferramenta,na peça, no cavaco e na máquina se transforma em vibrações elásticas(que são rapidamente amortecidas) e se convertem em calor.
o O trabalho das forças de dispersão responsáveis pela superação dasenergias superfíciaís da peça, pelo deslocamento dos grãos cristalinospara o cavaco e pelo esmagamento de alguns grãos, aumentando assimsua área superficial.
Q O trabalho das forças para modificar a estrutura cristalina do metal sobpressão e aquecimento.
.• O trabalho das forças que produzem as deformações plásticas, consti-tuídas, principalmente, de um esmagamento e de uma tração parcial,acompanhados por um deslizamento cuja tensão atinge e supera o limi-te de escoamento. Essas deformações consistem em uma alteração darede cristalina, em um esmagamento dos cristais e em uma modificaçãona estrutura do material. Essa deformação plástica é um processo dís-sipatívo, no qual a energia mecânica em jogo se transforma em calor(apenas uma mínima parte fica armazenada no material).
" O trabalho das forças que produzem o císalhamento e os consequentesdeslízamentos no cavaco e sobre a superfície usinada (superfície formadapela ação da ferramenta que retira uma camada de material da peça).
,. O trabalho das forças de atrito de cavaco com a superfície de saída e dapeça com as superfícies de folga (principal e-lateral) da ferramenta.
Pode-se, então, escrever que o trabalho total é:
w -w +W +W +W +W. +W.corte - elasi, dlspers, esrr. plast. cisalh. atnto (5.3)
Essas cinco parcelas naturalmente têm valores bem diversos. As três pri-meiras são muito pequenas em face do total e, em decorrência disso, pode-se es-crever para os metais (pAl'1KINE, 1965; FERRARESI, 1977) a seguinte equação:
118 TEORIA DA USINAGEM DOS MATERIAIS
(5.4)
o trabalho das forças que produzem as deformações plásticas de deslí-zamento é muito importante, no caso da usinagem de aços de baixo carbono,devido aos valores das deformações. Também ocorre no caso da usinagern deaços de alto carbono, mais duros, pOI causa dos altos valores das foIÇas de corte.
Temperatura no Processo de Usinagem
caso do aço, em relação ao trabalho total. Observa-se, ainda, que ° trabalhodas forças de atrito mantém as mesmas proporções no caso do aço ou do ferrofundido; todavia, essas proporções podem aumentar quando as velocidades decorte crescem.
Analisando-se, porém, os trabalhos realizados pejos componentes da força de(
No caso da usínagern de metais frágeis, como ferro fundido cinzento, as defor-mações plásticas são pequenas. Já no caso de aços com estruturas austenítícas(aços resistentes ao calor), as forças de corte são consideráveis e apresentamaltas forças de atrito. Decorre, então, que, na usínagem desses aços, o trabalhodas deformações plásticas e de atrito são particularmente grandes.
O trabalho das forças de cisalhamento é relativamente pequeno; no entanto,é muito maior no caso da usínagem de metais de alta dureza e quebradiços - oque não ocorre no caso da usinagem de metais macios.
O trabalho das forças de atrito pode ser considerável, sobretudo no casoda usinagem de aços de baixo carbono e com ferramentas desgastadas. Podeser considerável ainda no caso em que a temperatura de corte seja alta, aumen-tando assim o atrito interno nas camadas arnolecidas do metal usínado. Algunsresultados experimentais podem ser vistos na Tabela 5.1, na qual aparecem asproporções (em porcentagem) entre esses três trabalhos (pANKINE, 1965):
Trabalho das deformações plásticas (esmagamento) 60-85 40-65
Trabalho de císalhamento (deslizamento) 10-25 25 -45
10-1510-15Trabalho de atrito
Observa-se que o trabalho das deformações plásticas é 1,5 vez maior nocaso da usinagem do aço em relação ao ferro fundido; observa-se também queo trabalho de císalharnento, ao contrário, é quase duas vezes maior no caso dausinagem de ferro fundido em relação ao aço. Assim, de maneira símplífícada,pode-se afirmar que o trabalho das deformações plásticas na usínagem de açoscorresponde a, aproximadamente, 75?6 do trabalho total; e na usínagern do fer-ro fundido, a, aproximadamente, 50%, O trabalho das forças de císalhamento
em grandes seções de corte atinge 50%, no caso do ferro fundido, e 25%, no
usinagem (segundo a DIN 6584), tem-se a seguinte expressão do trabalho total:
w =w, +W +wtotal prmc, avanço passiva
Onde:
Wprinc. :::; trabalho realizado pelo componente força principal de corteatuante na direção da velocidade de corte
Wavança :: trabalho realizado pelo componente força de avanço atuante nadireção da velocidade de avanço
Wpassiva :::; trabalho realizado pelo componente força passiva (também co-nhecida como força de profundidade) atuante na direção per-pendicular ao plano de trabalho (passando pelo ponto de refe-rência da ferramenta)
As proporções relativas desses três componentes podem ser estabelecidasfacílmente: o componente Wpas•iv• é sempre zero, porque a força passiva nãorealiza trabalho nenhum, urna vez que não há deslocamento na direção perpen-dicular ao plano de trabalho durante a operação de corte; o componente W.' -çae sempre um valor muito pequeno (1% a 2%) em relação ao Wprmc,' porque avelocidade de avanço é cerca de duzentas a quinhentas vezes menor que a ve-locidade de corte; o componente Wprinc. corresponde praticamente ao trabalhototal desenvolvido na usinagem.
W total :: W prmc, (5.6)
Pode-se constatar, experimentalmente, que mais de 90% de todo o traba-lho mecânico na usínagern se converte em calor (pAl.'\fKINE, 1965; FERRARESI,1977). Assim, tem-se:
Q=:Fc'vc60 [W} (5,7)
(5.5)
\
(
(
'(
, l
. \
.' (
- (
- (
- {
-' \
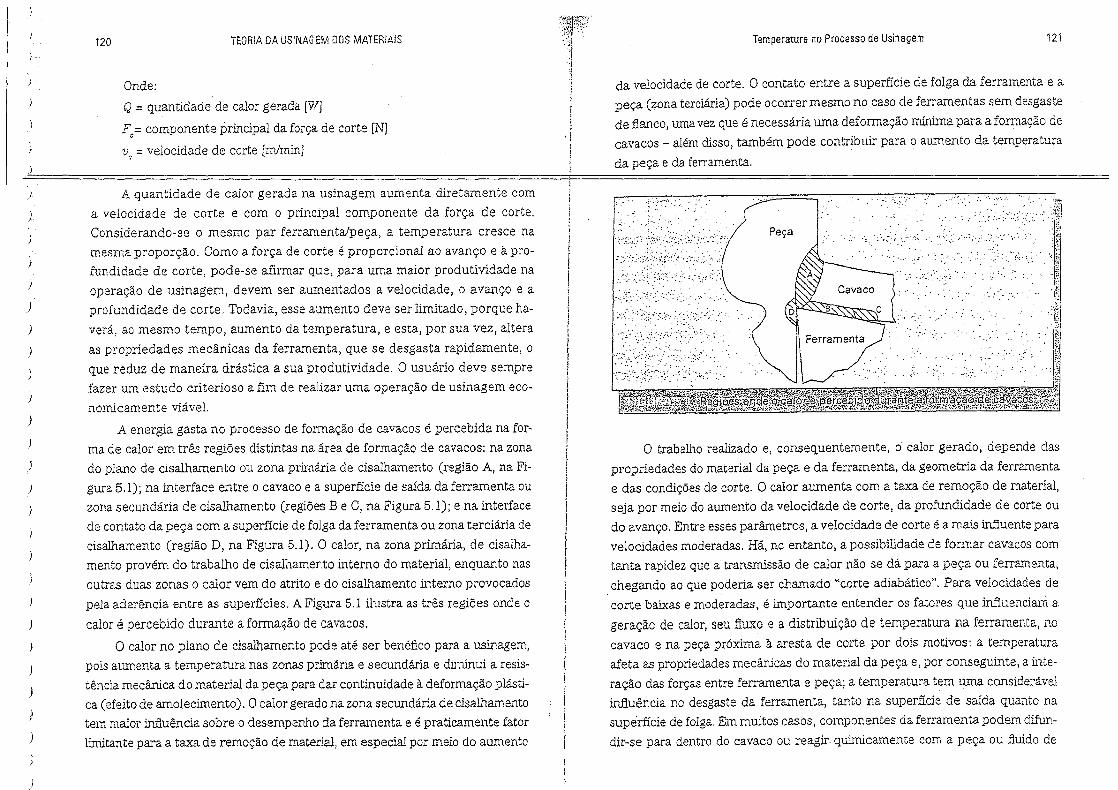
720 TEORIA DA USINAGEM DOS MATERIAIS
Onde:Q == quantidade de calor gerada [Wj
Fc= componente principal da força de corte [NJV
C= velocidade de corte [rn/min]
Temperatura no Processo de Usinagem 121
da velocidade de corte. O contato entre a superfície de folga da ferramenta e apeça (zona terciária) pode ocorrer mesmo no caso de ferramentas sem desgastede fíanco, uma vez que é necessária uma deformação mínima para a formação decavacos - além disso, também pode contribuir para o aumento da temperaturada peça e da ferramenta.
). .. ..... .. ,'~ . .:...':', .:. ':", ~.
IJ..
)
)
)
)
)
)
)
)
)
,\
)
)
/
)
A quantidade de calor gerada na usinagem aumenta diretamente coma velocidade de corte e com o principal componente da força de corte.Considerando-se o mesmo par ferramenta/peça, a temperatura cresce namesma proporção. Como a força de corte é proporcional ao avanço e à pro-fundidade de corte, pode-se afirmar que, para uma maior produtividade naoperação de usinagern, devem ser aumentados a velocidade, o avanço e aprofundidade de corte. Todavia, esse aumento deve ser limitado, porque ha-verá, ao mesmo tempo, aumento da temperatura, e esta, por sua vez, alteraas propriedades mecânicas da ferramenta, que se desgasta rapidamente, oque reduz de maneira drástica a sua produtividade. O usuário deve semprefazer um estudo criteríoso a fim de realizar uma operação de usínagern eco-nomicamente viável.
A energia gasta no processo de formação de cavacos é percebida na for-ma de calor em três regiões distintas na área de formação de cavacos: na zonado plano de cisalhamento ou zona primária de cisalhamento (região A, na Fi-gura 5.1); na interface entre o cavaco e a superfície de saída da ferramenta ouzona secundária de cisalhamento (regiões B e C, na Figura 5.1); e na interfacede contato da peça com a superfície de folga da ferramenta ou zona terciária decisalhamento (região D, na Figura 5.1). O calor, na zona primária, de cisalha-mente provém do trabalho de cisalhamento interno do material, enquanto nasoutras duas zonas o calor vem do atrito e do císalhamento interno provocadospela aderência entre as superfícies. A Figura 5.1 ilustra as três regiões onde ocalor é percebido durante a formação de cavacos.
O calor no plano de cisalhamento pode até ser benéfico para a usínagem,pois aumenta a temperatura nas zonas primaria e secundária e dímínuí a resis-tência mecânica do material da peça para dar continuidade à deformação plásti-ca (efeito de amolecimento). Ocalor gerado na zona secundária de císalharnentotem maior ínfíuêncía sobre o desempenho da ferramenta e é praticamente fatorlimitante para a ta.xa de remoção de material, em especial por meio do aumento
" o'·:
Peça........ :
. '..." ..' .
-: ",
O trabalho realizado e, consequentemente, o calor gerado, depende daspropriedades do material da peça e da ferramenta, da geometria da ferramentae das condições de corte. O calor aumenta com a taxa de remoção de material,seja por meio do aumento da velocidade de corte, da profundidade de corte oudo avanço. Entre esses parâmetros, a velocidade de corte é a mais influente paravelocidades moderadas. Há, no entanto, a possibilidade de formar cavacos comtanta rapidez que a transmissão de calor não se dá para a peça ou ferramenta,chegando ao que poderia ser chamado "corte adiabático". Para velocidades decorte baixas e moderadas, é importante entender os fatores que infiuenciam a.geração de calor, seu fluxo e a distribuição de temperatura na ferramenta, nocavaco e na peça próxima à aresta de corte por dois motivos: a temperaturaafeta as propriedades mecânicas do material da peça e, por conseguinte, a ínte-ração das forças entre ferramenta e peça; a temperatura tem uma considerávelinfluência no desgaste da ferramenta, tanto na superfície de saída quanto nasuperfície de folga. Em muitos casos, componentes da ferramenta podem difun-dir-se para dentro do cavaco ou reagir quimicamente com a peça ou fluido de
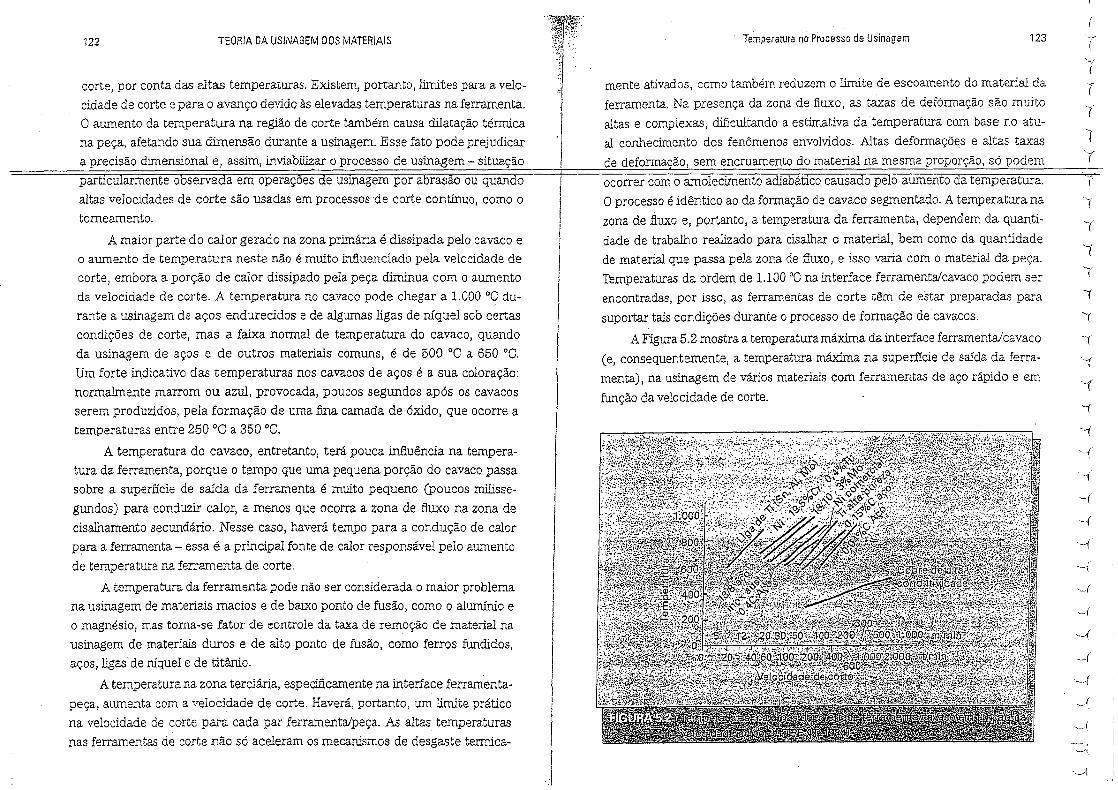
122 TEORIA DA USINAGEM DOS MATERIAIS
corte, por conta das altas temperaturas. Existem, portanto) limites para a velo-cidade de corte e para o avanço devido às elevadas temperaturas na ferramenta.O aumento da temperatura na região de corte também causa dilatação térmicana peça, afetando sua dimensão durante a usínagem. Esse fato pode prejudicara precisão dímensíonal e, assim, invíabílízar o processo de usínagem - situação
::~~I··~.'I..
I,/I,
Temperatura no Processo de Usinagem 123
particu armente O serva a em operações e usinagem por abrasão ou quandoaltas velocidades de corte são usadas em processos de corte contínuo, como otomeamento.
A maior parte do calor gerado na zona primária é dissipada pelo cavaco eo aumento de temperatura neste não é muito influenciado pela velocidade decorte) embora a porção de calor dissipado pela peça diminua com o aumentoda velocidade de corte. A temperatura no cavaco pode chegar a 1.000 °C du-rante a usinagern de aços endurecidos e de algumas ligas de níquel sob certascondições de corte, mas a faixa normal de temperatura do cavaco, quandoda usinagem de aços e de outros materiais comuns, é de 500°C a 650 "C.Um forte indícativo das temperaturas nos cavacos de aços é a sua coloração:normalmente marrom ou azul, provocada, poucos segundos após os cavacosserem produzidos, pela formação de uma fina camada de óxido, que ocorre atemperaturas entre 250 "C a 350°C.
A temperatura do cavaco, entretanto, terá pouca influência na tempera-tura da ferramenta, porque o tempo que uma pequena porção do cavaco passasobre a superfície de saída da ferramenta é muito pequeno (poucos rnílísse-gundos) para conduzir calor, a menos que ocorra a zona de fluxo na zona decisalhamento secundário. Nesse caso, haverá tempo para a condução de calorpara a ferramenta - essa é a principal fonte de calor responsável pelo aumentode temperatura na ferramenta de corte.
A temperatura da ferramenta pode não ser considerada o maior problemana usínagem de materiais macios e de baixo ponto de fusão, como o alumínio eo rnagnésío, mas torna-se fator de eontrole da taxa de remoção de material nausinagern de materiais duros e de alto ponto de fusão, como ferros fundidos,aços, ligas de níquel e de títãnío.
A temperatura na zona tercíáría, especificamente na interface ferramenta-peça, aumenta com a velocidade de corte. Haverá, portanto, um limite práticona velocidade de corte para cada par ferramenta/peça. As altas temperaturasnas ferramentas de corte não só aceleram os mecanismos de desgaste terrníca-
II
mente ativados, corno também reduzem o limite de escoamento do material daferramenta. Na presença da zona de fluxo, as taxas de deformação são muitoaltas e complexas, dificultando a estimativa da temperatura com base no atu-al conhecimento dos fenômenos envolvidos. Altas deformações e altas taxasde deforma ão, sem encruamento do material na mesma proporção, só podem
ocorrer com o amolecimento adiabático causado pelo aumento da temperatura.O processo é idêntico ao da formação de cavaco segmentado. A temperatura nazona de fluxo e, portanto, a temperatura da ferramenta, dependem da quanti-dade de trabalho realizado para cisalhar o material, bem como da quantidadede material que passa pela zona de fluxo, e isso varia com o material da peça.Temperaturas da ordem de 1.100 °C na interface ferramenta/cavaco podem serencontradas, por isso, as ferramentas de corte têm de estar preparadas parasuportar tais condições durante o processo de formação de cavacos.
A Figura 5.2 mostra. a temperatura maxírna da interface ferramenta/cavaco(e, consequentemente, a temperatura máxima na superfícíe de saída da ferra-
menta), na usinagem de vários materiais com ferramentas de aço rápido e em
função da velocidade de corte.--(
..j
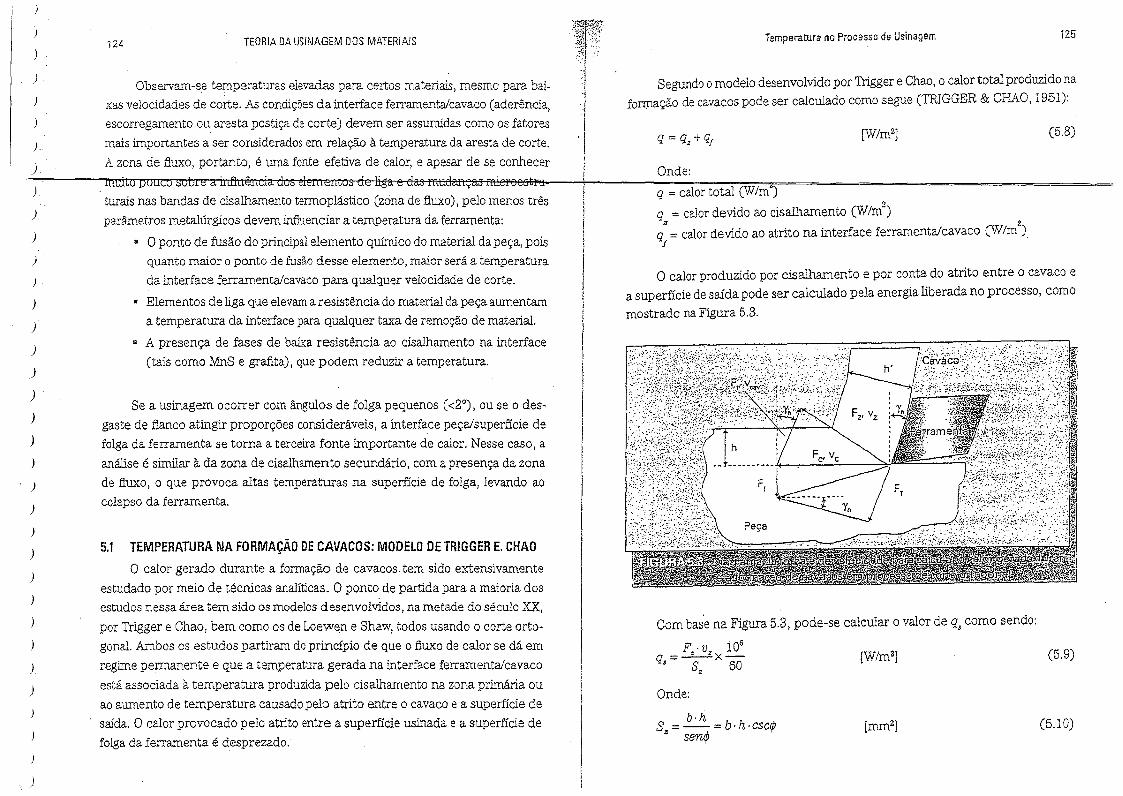
) .
)
)
)
)
124 TEORIA DA USINAGEM DOS MATERIAIS
Observam-se temperaturas elevadas para certos materiais, mesmo para bai-xas velocidades de corte. As condições da interface ferramenta/cavaco (aderência,escorregamento ou aresta postiça de corte) devem ser assumídas como os fatoresmais importantes a ser considerados em relação à temperatura da aresta de corte.A zona de fluxo, portanto, é uma fonte efetiva de calor, e apesar de se conhecer
. muito pouco soble a itcfluêltcia dos elencercoos de liga e das mudanças micIoeotI"t'l:)
)
)
) .) .
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
turaís nas bandas de cisalhamento termoplástico (zona de fluxo), pelo menos trêsparârnetros metalúrgícos devem influenciar a temperatura da ferramenta:
• O ponto de fusão do principal elemento químico do material da peça, poisquanto maior o ponto de fusão desse elemento, maior será a temperaturada interface ferramenta/cavaco para qualquer velocidade de corte.
Ir Elementos de liga que elevam a resistência do material da peça aumentama temperatura da interface para qualquer taxa de remoção de material.
m A presença de fases de baixa resistência ao císalhamento na interface(tais corno :MnS e grafíta), que podem reduzir a temperatura.
Se a usínagern ocorrer com ângulos de folga pequenos «2°), ou se o des-gaste de fíanco atingir proporções consideráveis, a ínterface peça/superfície defolga da ferramenta se torna a terceira fonte importante de calor. Nesse caso, aanálise é similar à da zona de cisalhamento secundário, com a presença da zonade fluxo, o que provoca altas temperaturas na superfície de folga, levando aocolapso da ferramenta.
5.1 TEMPERATURA NA FORMAÇÃO DE CAVACOS: MODElO DE TRlGGER E. CHAOO calor gerado durante a formação de cavacos tem sido extensivamente
estudado por meio de técnicas analíticas. O ponto de partida para a maioria dosestudos nessa área tem sido os modelos desenvolvidos, na metade do século XX,
por 'Irigger e Chao, bem como os de Loewen e Shaw, todos usando o corte orto-gonal. Ambos os estudos partiram do princípio de que o fluxo de calor se dá emregime permanente e que a temperatura gerada na interface ferramenta/cavacoestá associada à temperatura produzida pelo cisalharnento na zona primária ouao aumento de temperatura causado pelo atrito entre o cavaco e a superfície desaída. O calor provocado pelo atrito entre a superfície usínada e a superfície defolga da ferramenta é desprezado.
:::Temperatura no Processo de Usinagem 125
Segundo o modelo desenvolvido por Trigger e Chao, o calor total produzido nafonnação de cavacos pode ser calculado corno segue (TRIGGER & CHAO, 1951):
(5.8)
Onde:
q _ calor total (W/m2) ,
q = calor devido ao císalhamento (J//m-)
qz = calor devido ao atrito na interface ferramenta/cavaco (W/m2)
f .
O calor produzido por císalharnento e por conta do atrito entre o cavaco ea superfície de saída pode ser calculado pela energia liberada no processo, como
mostrado na Figura 5.3.
Com base na Figura 5.3, pode-se calcular o valor de qs como sendo:
q,=F~zVz x 160; [W/rnZ] (5.9)
Onde:
b·hS. =--= b·h·csctj;• se7l.iP
(5.10)
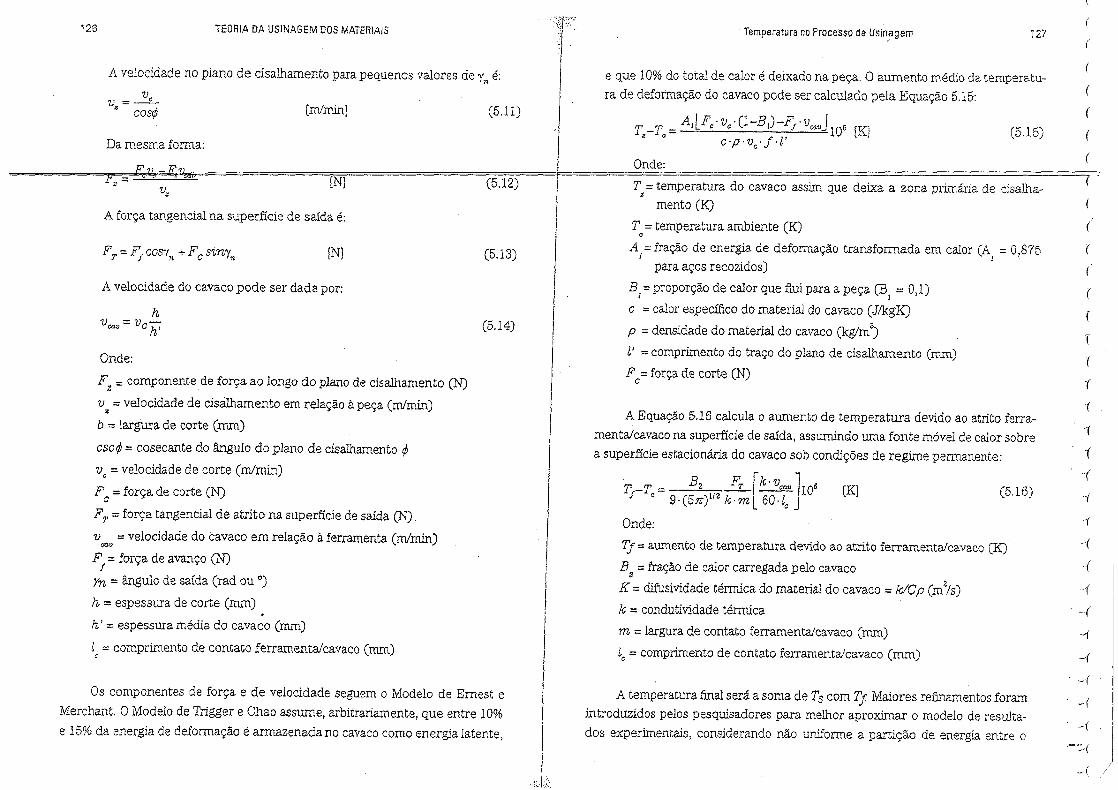
126 TEORIA DA USINAGEM DOS MATERIAIS
A velocidade no plano de císalhamento para pequenos valores de y" é:
vv :;;=_c_
" cosrjJ [m/rnin]
Da mesma forma:
(5.11)
rI
Temperatura no Processo de Usio_agem
e que 10% do total de calor é deixado na peça. O aumento médio da temperatu-ra de deformação do cavaco pode ser calculado pela Equação 5.15:
T - AJlFc-vc·(1-Bj)-Ff·vca"J 05 [K-Tz- 0- , 1 Jc-p·1}G·f·l
127(
(
(
(
(
(
([NJ
A força tangencial na superfície de saída. é:
[NJ
A velocidade do cavaco pode ser dada por:
hvcav::: vCh)
Onde:
Fz = componente de força ao longo do plano de cisalhamento (N)
v = velocidade de cisalharnento em relação à peça (mlmín)"b == largura de corte (mm)
cscé » cosecante do ângulo do plano de cisalhamento ~
v~= velocidade de corte (m/rnin)
F = força de corte (N)cF7' == força tangencial de atrito na superfície de saída (N)
v = velocidade do cavaco em relação à ferramenta (mlmin)ca-v
F = força de avanço (N)J
Yn = ângulo de saída (rad ou O)
h = espessura de corte (mm)
h' = espessura média do cavaco (mm)
I = comprimento de contato ferramenta/cavaco (mm)c
(5.12)
(5.13)
(5.14)
Os componentes de força e de velocidade seguem o Modelo de Emest eMerchant, O Modelo de 'Irigger e Chao assume, arbitrariamente, que entre 10%
e 15% da energia de deformação é armazenada no cavaco como energia latente,
(5.15)
Onde:
T temperatura do cavaco assim que deixa a zona primária de cisalha-:zmente (K)
T = temperatura ambiente (K)o
A = fração de energia de deformação transformada em calor (A = 0,875I J
para aços recozídos)
BI = proporção de calor que flui para a peça (Bj = 0,1)
c = calor especifico do material do cavaco (JlkgK)
p = densidade do material do cavaco (kg/m3)
l' = comprimento do traço do plano de císalhamento (mm)
F = força de corte (N)c
A Equação 5.16 calcula o aumento de temperatura devido ao atrito ferra-menta/cavaco na superfície de saída, assumindo uma fonte móvel de calor sobrea superfície estacionária do cavaco sob condições de regime permanente:
Tf-T '" Bz r; [k'VeavJ106 [KJ (5.16)o 9-(5nf2 k·m 60-lc
Onde:
Tf = aumento de temperatura devido ao atrito ferramenta/cavaco (K)
B = fração de calor carregada pelo cavaco2
K = dífusivídade térmica do material do cavaco = k/Cp (m2/s)
k = condutivídade térmica
m = largura de contato ferramenta/cavaco (rom)
Le = comprimento de contato ferrarnenta/cavaco (mm)
A temperatura tinal será a soma de Ts com Ti Maiores refinamentos foramintroduzidos pelos pesquisadores para melhor aproximar o modelo de resulta-dos experimentais, considerando não uniforme a partição de energia entre o
(
(
(
(
(
í(
'(
-(
-(
-(
(
--r
1-{
.(
-'(
_.(
-1
~(
-(
~(
-(--:(
-(
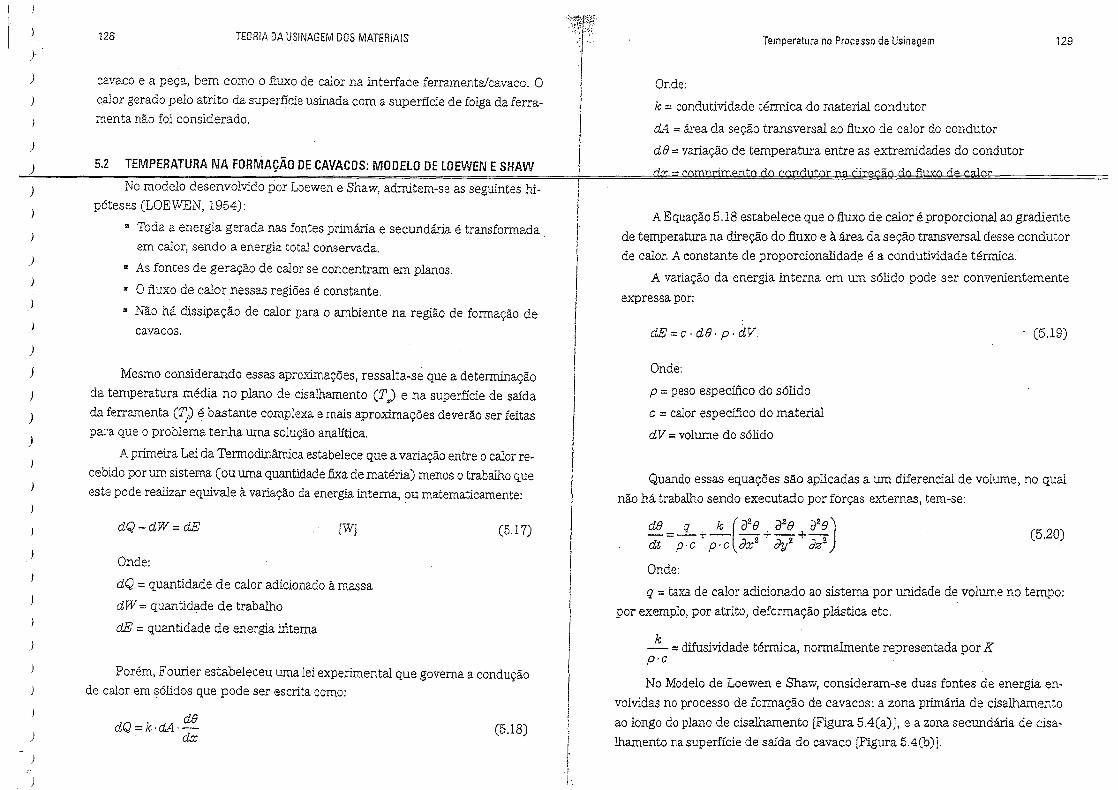
)
)-
)
)
)
)
128 TEORIA DA USINAGEM DOS MATERIAIS Temperatura no Processo de Usinagem 129
cavaco e a peça, bem como o fluxo de calor na interface ferramenta/cavaco. Ocalor gerado pelo atrito da superfície usínada com a superfície de folga da ferra-menta não foi considerado.
5.2 TEMPERATURA NA FORMAÇÃO DE CAVACOS: MODELO DE LOEWEN E SHAW
Onde:
k = condutivídade térmica do material condutor
dA = área da seção transversal ao fluxo de calor do condutorde = variação de temperatura entre as extremidades do condutor
dx comprimento do condutor na direção do fluxo de calor)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
No modelo desenvolvido por Loewen e Shaw, admitem-se as seguintes hi-póteses (LOEvVEN,1954):
,; Toda a energia gerada nas fontes primária e secundária é transformada.em calor, sendo a energia total conservada.
•• As fontes de geração de calor se concentram em planos.
" O fluxo de calor nessas regiões é constante.•• Não há dissipação de calor para o ambiente na região de formação de
cavacos.
Mesmo considerando essas aproximações, ressalta-se que a determinaçãoda temperatura média no plano de císalhamento (T,) e na superfície de saídada ferramenta (~) é bastante complexa e mais aproximações deverão ser feitaspara que o problema tenha uma solução analítica.
A primeira Lei da Termodinâmica estabelece que a variação entre o calor re-cebido por um sistema (ou urna quantidade.fixa de matéria) menos o trabalho queeste pode realizar equivale à variação da energia interna, ?u matematicamente:
dQ-dW= dE [W) (5.17)
Onde:
dQ = quantidade de calor adicionado à massadW = quantidade de trabalhodE = quantidade de energia íátema
Porém, Fouríer estabeleceu uma lei experimental que governa a conduçãode calor em sólidos que pode ser escrita como:
dQ=k.dA. deda: (5.18)
1
Ii
r
IIII
I
A Equação 5.18 estabelece que o fluxo de calor éproporcional ao gradientede temperatura na direção do fluxo e à área da seção transversal desse condutorde calor. A constante de proporcionalidade é a condutividade térmica.
A variação da energia interna em um sólido pode ser convenientementeexpressa por:
dE = c . de· p- dV. . (5.19)
Onde:
p = peso específico do sólidoc = calor específico do material
dV = volume do sólido
Quando essas equações são aplicadas a um diferencial de volume, no qualnão há trabalho sendo executado por forças externas, tem-se:
de q k (a2e ele a2e)dt = p' c +p' C é)x2 +0/ + dZ2
Onde:
q = taxa de calor adicionado ao sistema por unidade de volume no tempo:por exemplo, por atrito, deformação plástica etc.
(5.20)
..!!:...- = difusividade térmica, normalmente representada por Kp-c
No Modelo de Loewen e Shaw, consideram-se duas fontes de energia en-volvidas no processo de formação de cavacos: a zona primária de císalhamentoao longo do plano de cisalharnento [Figura 5ACa)), e a zona secundária de cisa-1hamento na superfície de saída do cavaco [Figura 5.4(b)J.
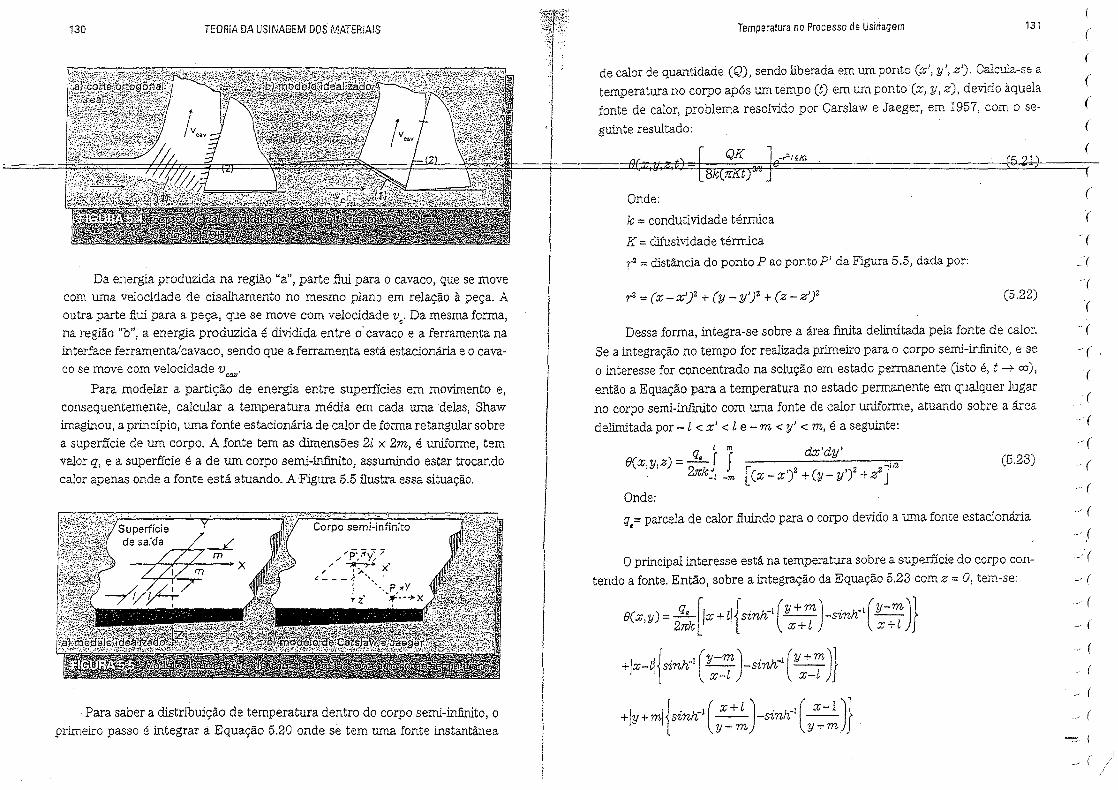
130 TEORIA DA USINAGEM DOS MATERiAIS
Da energia produzida na região "a", parte flui para o cavaco, que se movecom uma velocidade de císalhamento no mesmo plano em relação à peça. Aoutra parte flui para a peça, que se move com velocidade vo' Da mesma forma,na região "b", a energia produzida é dividida entre o"cavaco e a ferramenta nainterface ferramenta/cavaco, sendo que a ferramenta está estacionária e o cava-co se move com velocidade vcavO
Para modelar a partição de energia entre superfícies em movimento e,conseqüentemente, calcular a temperatura média em cada uma delas, Shawimaginou, a princípio, uma fonte estacionária de calor de forma retangular sobrea superfície de um corpo. A fonte tem as dimensões 2l x 2m, é uniforme, temvalor q, e a superfície é a de um corpo semí-ínãníto, assumindo estar trocandocalor apenas onde a fonte está atuando. AFigura 5.5 ilustra essa situação.
Corpo semi-infinito
Para saber a distribuição de temperatura dentro do corpo semí-ínfínito, oprimeiro passo é integrar a Equação 5.20 onde se tem uma fonte instantânea
Temperatura no Processo de Usinagem
de calor de quantidade (Q), sendo liberada em um ponto (x', s'. z'). Calcula-se atemperatura no corpo após um tempo (t) em um ponto (z, y, z), devido àquelafonte de calor, problema resolvido por Carslaw e Jaeger, em 1957, com o se-
guinte resultado:
Onde:
te = condutívidade térmica
K = dífusívidade térmica
r2 '" distância do ponto P ao ponto P' da Figura 5.5, dada por:
r2 = (x-x'j2 + (y -y']3 + (z -z')2 (5.22)
Dessa forma, integra-se sobre a área finita delimitada pela fonte de calor.Se a íntegração no tempo for realizada primeiro para o corpo serní-inânito, e seo interesse for concentrado na solução em estado permanente (isto é, t -+ co),então a Equação para a temperatura no estado permanente em qualquer lugarno corpo semi-ínfínito com uma fonte de calor uniforme, atuando sobre a área
delimitada por - L < te' < L e - m < v' < rn, é a seguinte:
q I m d:J;'dy'e(x,y,z) = -' J f t~ (5.23)
2Jrk_L -m [Cx-x'f+(Y_Y'l+Z2 ...Onde:
q = parcela de calor fluindo para o corpo devido a uma fonte estacionáriae
o principal interesse está na temperatura sobre a superfície do corpo con-tendo a fonte. Então, sobre a integração da Equação 5.23 com z = 0, tem-se:
fJ(x,y) = ..!l.L[rx+llflsinh-l(Y +m)_Sinh-l(y-m)\}2nk x+i x+l
+/x-ll {Sinh-1( y;~7)-Sinh-1
( Y:-7 )}{ (. 'l) /x I')}. X -t- .• _I --
+/Y + ml stnJi1 -- -S1-nn 1--~ . y+m \y+m.·
131(
(
(
(
(
(
(
(
(
"(
.. (
" (
(
" (
," (
(
(
" ("- ((
(
" ((
(
- ((
(
-"" (
. (
- ((
-" (
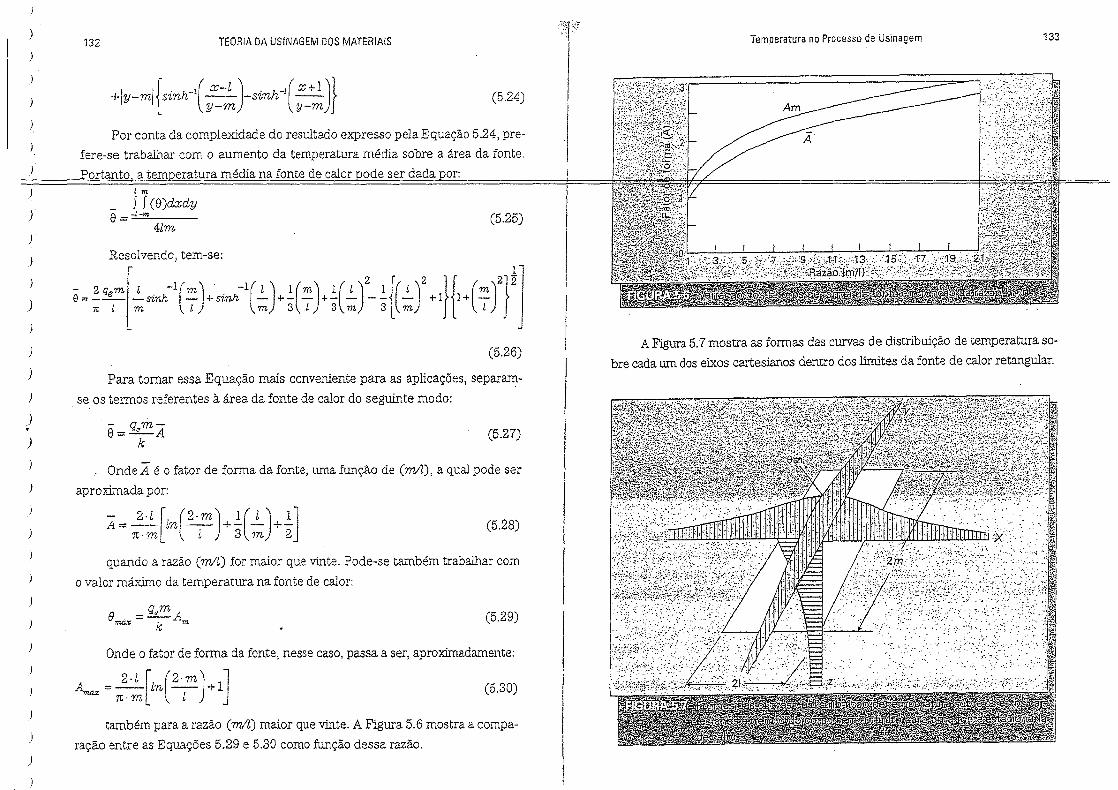
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
).)
)
)
)
)
132 TEOHIA DA UStNAGEM DOS MATERIAIS
(5.24)
Por conta da complexidade do resultado expresso pela Equação 5.24, pre-
fere-se trabalhar com o aumento da temperatura média sobre a área da fonte.
ortanto a tem eratura média na fonte de calor nade ser dada ar:1m
_ 5 f (6)dxdy6 == -...:..I-m..:.:.:.- _
4lm(5.25)
(5.26)
Para tornar essa Equação mais conveniente para as aplicações, separam-
se os termos referentes à área da fonte de calor do seguinte modo:
(5.27)
Onde à é o fator de forma da fonte, uma função de (mil), a qual pode ser
aproximada por:
- z.i r, (2.m) l(l).l]A=--lbn -- +- - ..,..-')'t·m L 3 m 2
(5.28)
quando a razão (m/O for maior que vinte. Pode-se também trabalhar com
o valor rnáxímo da temperatura na fonte de calor:
(5.29)
Onde o fator de forma da fonte, nesse caso, passa a ser, aproximadamente:
2·l [ (2.m) ]P""'.àz == Te. m ln -t- + 1 (5.30)
também para a razão (mil) maior que vinte. A Figura 5.6 mostra a compa-
ração entre as Equações 5.29 e 5.30 como função dessa razão.
Temperatura no Processo de Usinagem 133
A Figura 5.7 mostra as formas das curvas de distribuição de temperatura so-
bre cada um dos eixos cartesíanos dentro dos limites da fonte de calor retangular.
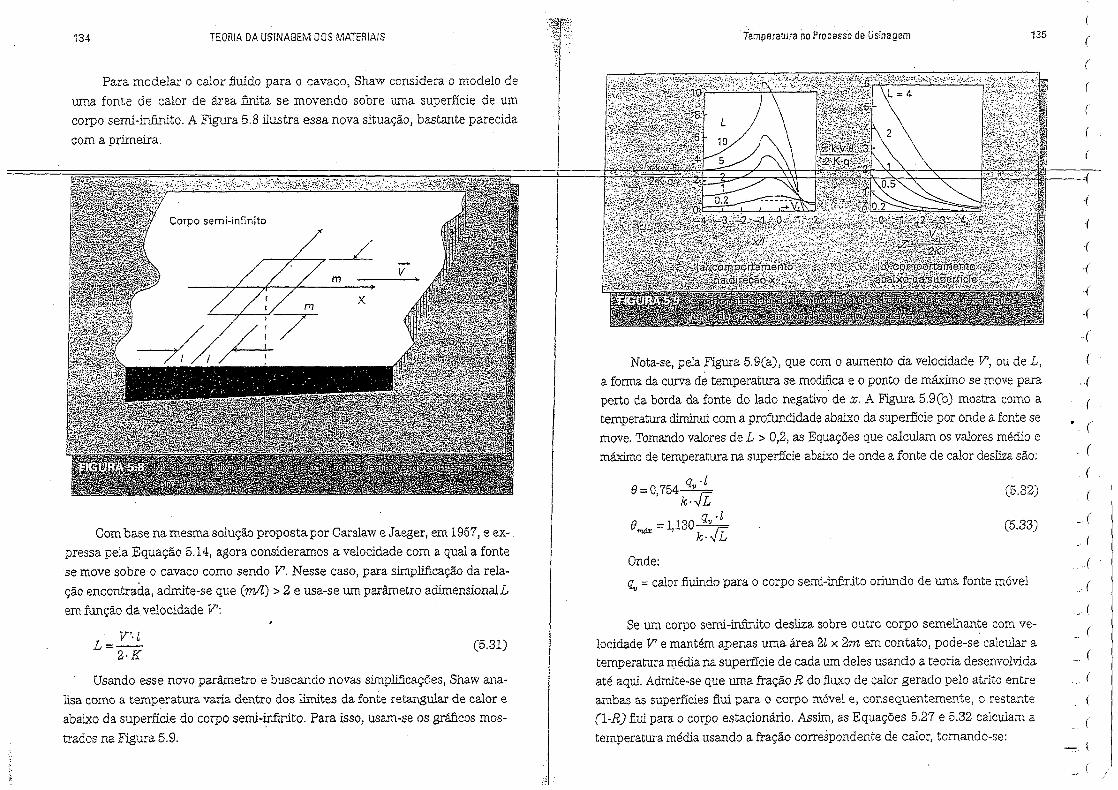
134 TEORIA DA US!NAGEM DOS MATERIAIS
Para modelar o calor fluído para o cavaco, Shaw considera o modelo de
urna fonte de calor de área fuúta se movendo sobre uma superfície de umcorpo semí-ínfmíto. A Figura 5.8 ilustra essa nova situação, bastante parecida
com a primeira.
Corpo sem i-infinito
Com base na mesma solução proposta por Carslaw e Jaeger, em 1957, e ex-pressa pela Equação 5.14, agora consideramos a velocidade com a qual a fontese move sobre o cavaco como sendo V. Nesse caso, para simplificação da rela-ção encontrada, admite-se que (m/C) > 2 e usa-se um parâmetro adímensionalLem função da velocidade V:
V'·lL=-
Z·K(5.31)
Usando esse novo parâmetro e buscando novas simplificações, Shaw ana-lisa como a temperatura varia dentro dos limites da fonte retangular de calor eabaixo da superfície do corpo serni-ínâníto. Para isso, usam-se os gráficos mos-
trados na Figura 5.9.
...! .,; .
Temperatura no Processo de Usinagem
Nota-se, pela Figura 5.9(a), que com o aumento da velocidade V', ou de L,a forma da curva de temperatura se modifica e o ponto de máximo se move paraperto da borda da fonte do lado negativo de x. A Figura 5.9(b) mostra como atemperatura diminui com a profundidade abaixo da superfície por onde a fonte semove. Tomando valores de L > 0,2, as Equações que calculam os valores médio emáximo de temperatura na superfície abaixo de onde a fonte de calor desliza são:
e=0754~, k·.fiq ·l
f)m4:J; == 1,130 v Iri.-n.
(5.32)
(5.33)
Onde:
q'l) ;:; calor fluindo para o corpo semí-ínünito oriundo de uma fonte móvel
Se um corpo serni-infmito desliza sobre outro corpo semelhante com ve-locidade V' e mantém apenas uma área 2~x 2m em contato, pode-se calcular atemperatura média na superfície de cada um deles usando a teoria desenvolvidaaté aqui. Admite-se que uma fração R do fluxo de calor gerado pelo atrito entreambas as superfícies flui para o corpo móvel e, consequentemente, o restante(l-R) flui para o corpo estacionário. Assim, as Equações 5.27 e 5.32 calculam atemperatura média usando a fração correspondente de calor, tornando-se:
135(
(
(
(
(
(
(
-(
(
(
.(
.(
.(
.(
(
...(
- (
• (
(
(
(
- ((
(
(
'.' (
(
(
(
(
(
//
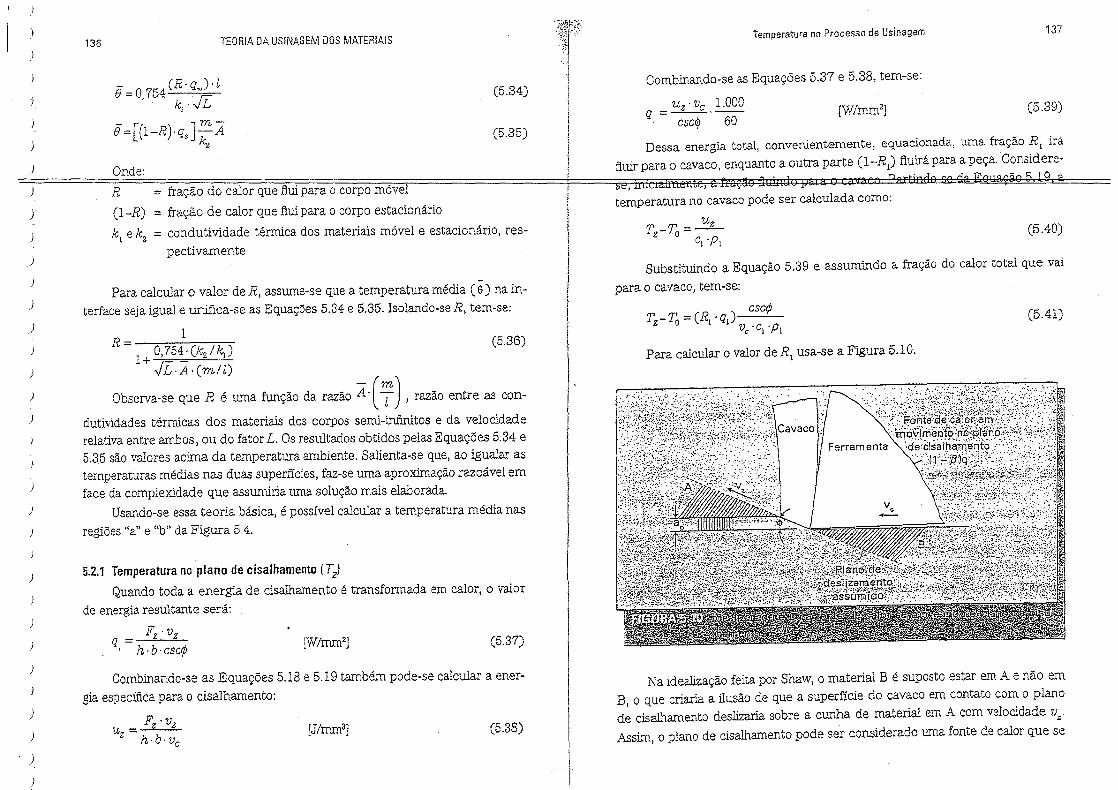
136 TEORIA DA USINAGEM DOS MATERIAISTemperatura no Processo de Usinagem 137
(5.34)
(5.35)
Combinando-se as Equações 5.37 e 5.38, tem-se:
Uz' Vc 1.000q =-_.--, csc~ 60
(5.39)
Onde:
Dessa energia total, convenientemente, equacionada, uma fração RI iráfluir para o cavaco, enquanto a outra parte (l-R) fluirá para a peça. Considere-se, liciwÜrnente, a fraç1!:o fluindo para c' c.w:w' Partindo se da Equação 5.19, 6l
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
R fração do calor que flui para o corpo móvel
(l-R) ::::fração de calor que flui para o corpo estacionário
kj e kz = condutividade térmica dos materiais móvel e estacionário, res-pectivamente
Para calcular o valor de R, assume-se que a temperatura média (e) na ín-terface seja igual e unifica-se as Equações 5.34 e 5.35. Isolando-se R, tem-se:
R= 11 . 0,754 -(k2/ J.s)_-r )L.A.(m/i)
Observa-se que R é uma função da razão A· ( 7) , razão entre as con-
dutivídades térmicas dos materiais dos corpos semi-i.nfinitos e da velocidaderelativa entre ambos, ou do fator L. Os resultados obtidos pelas Equações 5.34 e5.3.5 são valores acima da temperatura ambiente. Salienta-se que, ao igualar astemperaturas médias nas duas superfícies, faz-se uma aproximação razoável emface da complexidade que assumiria uma solução mais elaborada.
Usando-se essa teoria básica, é possível calcular a temperatura média nasregiões "a" e "b" da Figura 5.4.
(5.36)
5.2.1 Temperatura no plano de císalhamento {TzlQuando toda a energia de cisalhamento é transformada em calor, o valor
de energia resultante será:
r.»,a = -~'--'''--., h·b·csccp
(5.37)
Combinando-se as Equações 5.18 e 5.19 também pode-se calcular a ener-gia específica para o císalhamento:
(5.38)
temperatura no cavaco pode ser calculada como:
UzTz-To::::-- (5.40)C1'Pl
Substituindo a Equação 5.39 e assumindo a fração do calor total que vai
para o cavaco, tem-se:
(5.41)
Para calcular o valor de RI usa-se a Figura 5.10.
Na idealízação feita por 'Shaw, o material B é suposto estar em A e não emB, o que criaria a ilusão de que a superfície do cavaco em contato com o planode cisalhamento deslizaria sobre a cunha de material em A com velocidade vz·
Assim, o plano de císalhamento pode ser considerado urna fonte de calor que se
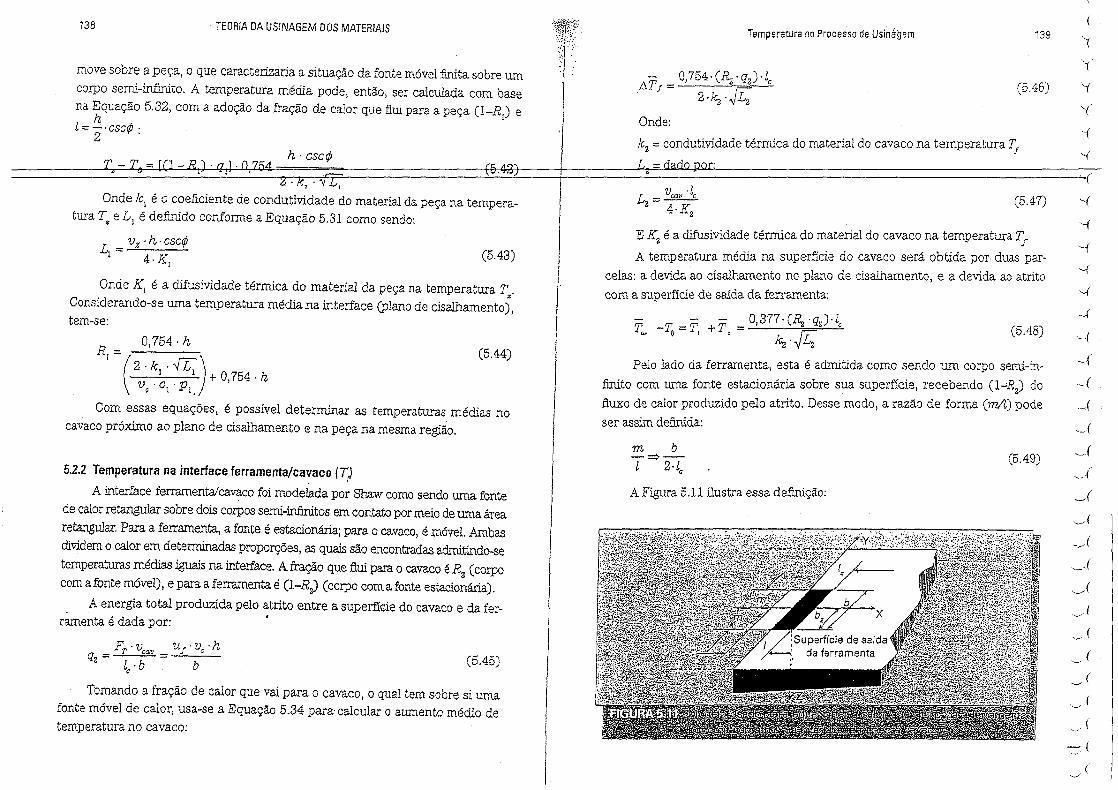
138 TEORIA DA USINAGEM DOS MATERIAiS
move sobre a peça, o que caracterizaria a situação da fonte móvel :finita sobre umcorpo serni-infiníto. A temperatura média pode, então, ser calculada com basena Equação 5.32, com a adoção da fração de calor que flui para a peça (l-RI) e
hl =.....:.. csco .2 w :
Th .cscç
temperatura no Processo de Usinagem
- O,754·(Rz·qz)·lcAT! = Ir. 2·kz·-yLz
Onde:
kz = condutividade térmica do material do cavaco na temperatura Tf
(5.46)
2· k . 'ir.1 1
Onde lei é o coeficiente de condutívidade do material da peça na tempera-tura Tz e LI é definido conforme a Equação 5.31 como sendo:
L = vi: ·h·cscif;1 4 .K, (5.43)
Onde K; é a difusívidade térmica do material da peça na temperatura Tz'
Considerando-se uma temperatura média na ínterface (plano de cisalhamento),tem-se:
R = 0,754 . h (5.44)
J (2.kl.fl:;)+0,754.hvc' cj •PI.
Com essas equações, é possível determinar as temperaturas médias nocavaco próximo ao plano de cisalharnento e na peça na mesma região.
5.2.2 Temperatura na interface ferramenta/cavaco (T)A interface ferramenta/cavaco foi modelada por Shaw como sendo uma fonte
de calor retangular sobre dois corpos serní-ínfmítos em contato por meio de uma árearetangular. Para a ferramenta, a fonte é estacionária; para o cavaco, é móvel. Ambasdividem o calor em determínadas proporções, as quais são encontradas admitindo-setemperaturas médias iguais na interface. A fração que flui para o cavaco é Rz (corpocom a fonte móvel), e para a ferramenta é CI-RJ (corpo com a fonte estacionária).
A energia total produzida pelo atrito entre a superfícíe do cavaco e da fer-ramenta é dada por:
F.r.v u! .Vc . hqz = l .;"" == b (5.45)
c
Tomando a fração de calor que vai para o cavaco, o qual tem sobre si urnafonte móvel de calor, usa-se a Equação 5.34 para calcular o aumento médio detemperatura no cavaco:
L =vca.,·lc (5.47)2 4.K a
E Kz é a difusividade térmica do material do cavaco na temperatura Tj
A temperatura média na superfície do cavaco será obtida por duas par-celas: a devida ao cisalhamento no plano de císalhamento, e a devida ao atritocom a superfície de saída da ferramenta:
I/.
- O,377·(Rz·qz)·lcT -7: = T +T = fi;
u. o " k. L2 2
Pelo lado da ferramenta, esta é admitida como sendo um corpo semi-ín-finito com uma fonte estacionária sobre sua superfície, recebendo (l-Rz) dofluxo de calor produzido pelo atrito. Desse modo, a razão de forma (rrví) podeser assim definida:
(5.48)
m b-=}-l 2.lo
A Figura 5.11 ilustra essa definição:
(5.49)
139
.-(
.--(
~{,..(
....j
....(
-(,-{
,..(
.A
.-J
~J,.J~(
.~(
-.A~.(
-,...J
-, (
./ (
(
~(
..' (
(
<. ((
',0,/
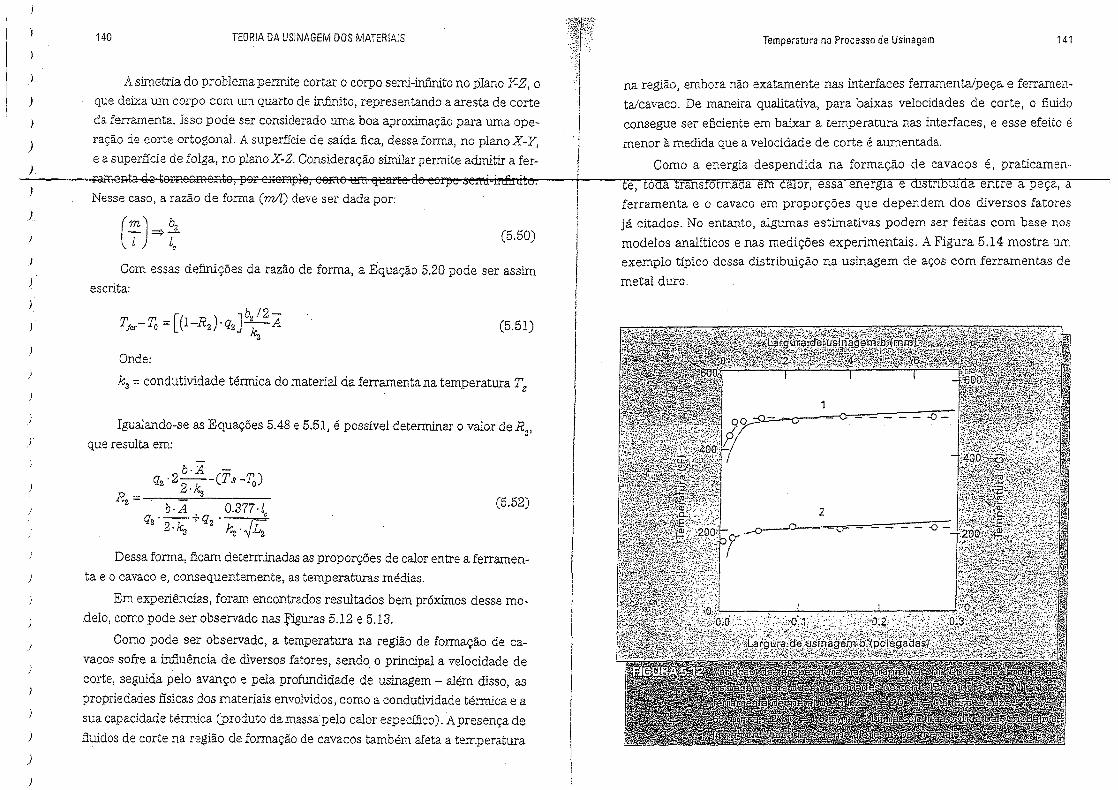
) ..
)
}
)
)
)
J..
)
)
)
140 TEORIA DA USINAGEM DOS MATERIAIS
A simetria do problema permite cortar o corpo semi-ínfínito no plano Y-Z, oque deixa um corpo com um quarto de ínüníto, representando a aresta de corte
da ferramenta. Isso pode ser considerado uma boa aproximação para uma ope-ração de corte ortcgonal. A superfície de saída fica, dessa forma, no plano X- Y,e a superfície de folga, no planoX-2. Consideração similar permite admitir a fer-
FaF.?OFlta do !ioFfl:ea.l."Bonto, por C1EO:FFlf:lio, COffl:O Uftl €tl::lfrf'ta ela earpa ~el'tti tltfuÜ!;o.Nesse caso, a razão de forma (m/l) deve ser dada por:
('!!!.):::::> b2
l lc
Com essas defínições da razão de forma, a Equação 5.20 pode ser assimescrita:
(5.50)
(5.51)
Onde:
ks = condutividade térmica do material da ferramenta na temperatura Tz
Igualando-se as Equações 5.48 e 5.51, é possível determinar o valor de R2'que resulta em:
b·A -q ·2--(Ts-T-)z 2.k o
R - 32 - .b·A, O.377·lc
qa' 2." -rQ2' k .:.p;;3 "2 a
(5.52)
Dessa forma, ficam determinadas as proporções de calor entre a ferramen-) ta e o cavaco e, consequentemente, as temperaturas médias.
Em experiências, foram encontrados resultados bem próximos desse mo-dele, como pode ser observado nas figuras 5.12 e 5.13.
Como pode ser observado, a temperatura na região de formação de ca-vacos sofre a influência de diversos fatores, sendo o principal a velocidade de
corte, seguida pelo avanço e pela profundidade de usínagem - além disso, aspropriedades físícas dos materiais envolvidos, como a condutividade térmica e a
sua capacidade térmica (produto da massa pelo calor específico). A presença de
fluidos de corte na região de formação de cavacos também afeta a temperatura
)
)
)
)
)
Temperatura no Processo de Usínagem 141
na região, embora não exatamente nas interfaces ferramenta/peça e ferrarnen-ta/cavaco. De maneira qualitativa, para baixas velocidades de corte, o fluido
consegue ser eficiente em baixar a temperatura nas interfaces, e esse efeito émenor à medida que a velocidade de corte é aumentada .
Como a energia despendida na formação de cavacos é, pratícamen-
".Ol
tII. ,ii~
te, tooa transformada em calor, essa energIa e dlstnbUlda entre a peça, aferramenta e o cavaco em proporções que dependem dos diversos fatoresjá citados. No entanto, algumas estimativas podem ser feitas com base nos
modelos analíticos e nas medições experimentais. A Figura 5.14 mostra umexemplo típico dessa dístríbuição na usinagem de aços com ferramentas de
metal duro.
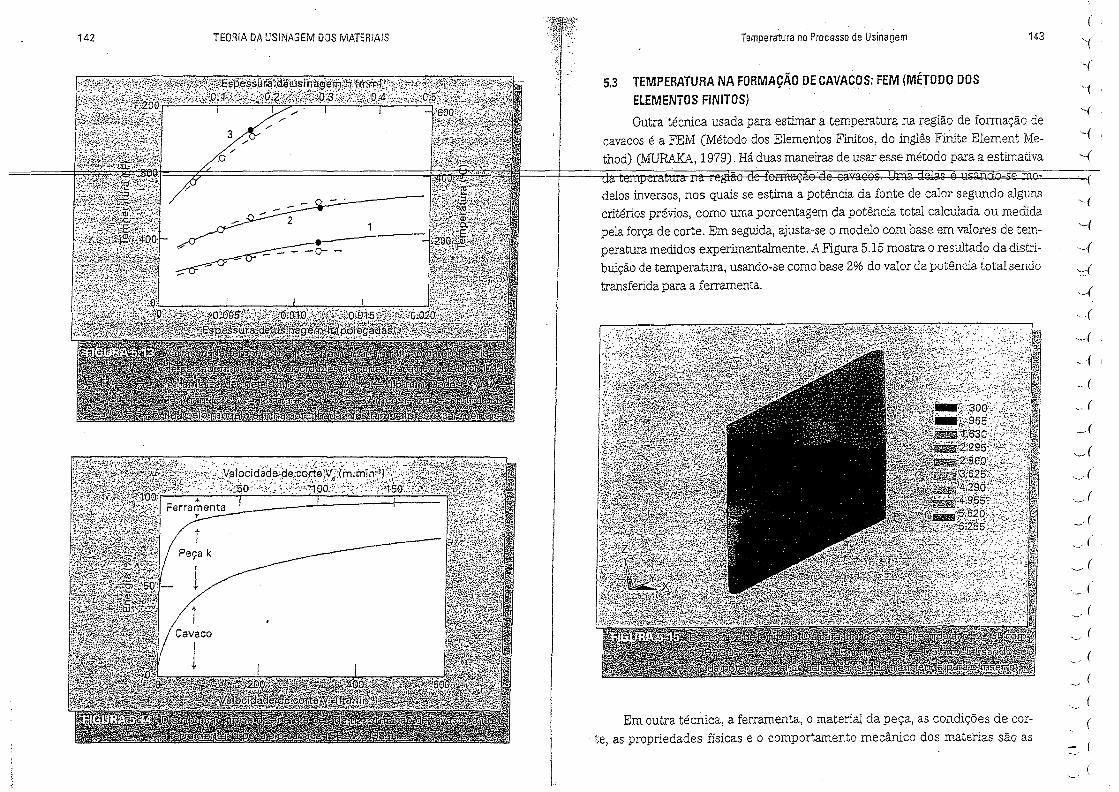
142 TEORIA DA USINAGEM DOS MATERIAIS Temperatura no Processo ele Usinagem
5.3 TEMPERATURA NA FORMAÇÃO DE CAVACOS: FEM (MÉTODO DOSELEMENTOS FINITOS)Outra técnica usada para estimar a temperatura na região de formação de
cavacos é a FEM (Método dos Elementos Fínítos, do inglês Finite Element Me-thod) (MURAKA,1979). Háduas maneiras de usar esse método para a estimativa
143
delos inversos, nos quaís se estima a potência da fonte de calor segundo algunscritérios prévios, como uma porcentagem da potência total calculada ou medidapela força de corte. Em seguida, ajusta-se o modelo com base em valores de tem-peratura medidos experimentalmente. AFigura 5.15 mostra o resultado da distri-buição de temperatura, usando-se como base 2% do valor da potência total sendotransferida para a ferramenta.
Em outra técnica, a ferramenta, o material da peça, as condições de cor-. te, as propriedades físicas e o comportamento mecânico dos matérias são as
,(
-----(
'-.(
.~:{
....{
~(
,~(
,.(
,,(
,- (
-(
'-..;(
,--,(
,-' (
-'(
'.' (
_J
'- (
~-('-' (
-- (
.~ (
(
(
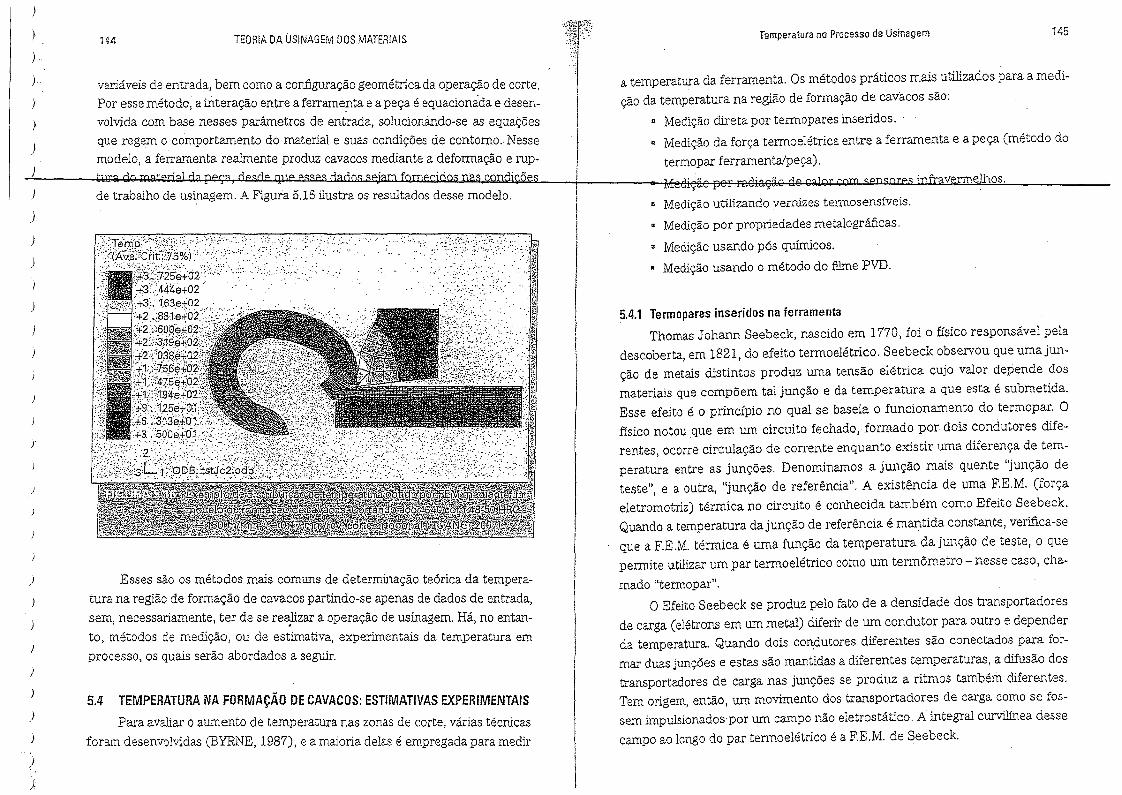
)
)
)
),>)
)
I)
)
)
)
)
}
)
)
)
)
)i.
)
144 TEORIA DA USINAGEM DOS MATERIAIS
variáveis de entrada, bem como a configuração geométrica da operação de corte.Por esse método, a ínteração entre a ferramenta e a peça é equacionada e desen-volvida com base nesses parârnetros de entrada, solucionando-se as equaçõesque regem o comportamento do material e suas condições de contomo. Nessemodelo, a ferramenta realmente produz cavacos mediante a deformação e rup-tm'a do roatorililJ da peça, desde qlle esses dados sejam fornecidos nas condiçÕesde trabalho de usinagem. A Figura 5.16 ilustra os resultados desse modelo.
'7; •: :" .. Ó: -;
"......... :...
Esses são os métodos mais comuns de determinação teórica da tempera-tura na região de formação de cavacos partindo-se apenas de dados de entrada,sem, necessariamente, ter de se realizar a operação de usínagem. Há, no entan-to, métodos de medição, ou de estimativa, experimentais da temperatura emprocesso, os quais serão abordados a seguir.
5.4 TEMPERATURA NA FORMAÇÃO DE CAVACOS: ESTIMATIVAS EXPERIMENTAISPara avaliar o aumento de temperatura nas zonas de corte, várias técnicas
foram desenvolvidas (BYRNE, 1987), e a maioria delas é empregada para medir
Temperatura no Processo de Usinagem 145
a temperatura da ferramenta. Os métodos práticos mais utilizados para a medi-
ção da temperatura na região de formação de cavacos são:
D Medição direta por termopares inseridos.
•• Medição da força termoelétrica entre a ferramenta e a peça (método do
termopar ferramenta/peça).
• MeeHção por radiaçãe Qg calor com sepsores jnfraverrnelhos.
D Medição utilizando vernizes termosensíveis.
• Medição por propriedades metalográficas.
• Medição usando pós químicos.
Medição usando o método do filme PVD.
5.4.1 Termopares inseridos na ferramentaThornas Johann Seebeck, nascido em 1770. foi o físico responsável pela
descoberta, em 1821, do efeito terrnoelétríco. Seebeck observou que urna jun-ção de metais distintos produz uma tensão elétrica cujo valor depende dosmateriais que compõem tal junção e da temperatura a que esta é submetida.Esse efeito é o princípio no qual se baseia o funcionamento do termopar. Ofísico notou que em um circuito fechado. formado por dois condutores dife-rentes, ocorre circulação de corrente enquanto existir uma diferença de tem-peratura entre as junções. Denominamos a junção mais quente "junção deteste", e a outra, "junção de referência", A existência de uma F.E.M. (forçaeletromotríz) térmica no circuito é conhecida também como Efeito Seebeck.Quando a temperatura da junção de referência. é mantida constante, verifica-seque a F.E.M. térmica é uma função da temperatura da junção de teste, o quepermite utilizar um par termoelétríco como um termômetro - nesse caso, cha-
mado "terrnopar".O Efeito Seebeck se produz pelo fato de a densidade dos transportadores
de carga (elétrons em um metal) diferir de um condutor para outro e dependerda temperatura. Quando dois condutores diferentes são conectados para for-mar duas junções e estas são mantidas a diferentes temperaturas, a difusão dostransportadores de carga nas junções se produz a ritmos também diferentes.Tem origem, então, um movimento dos transportadores de carga como se fos-sem impulsionados por um campo não eletrostático. A integral curvílínea desse
campo ao longo do par termoelétrico é a F.E.M. de Seebeck.
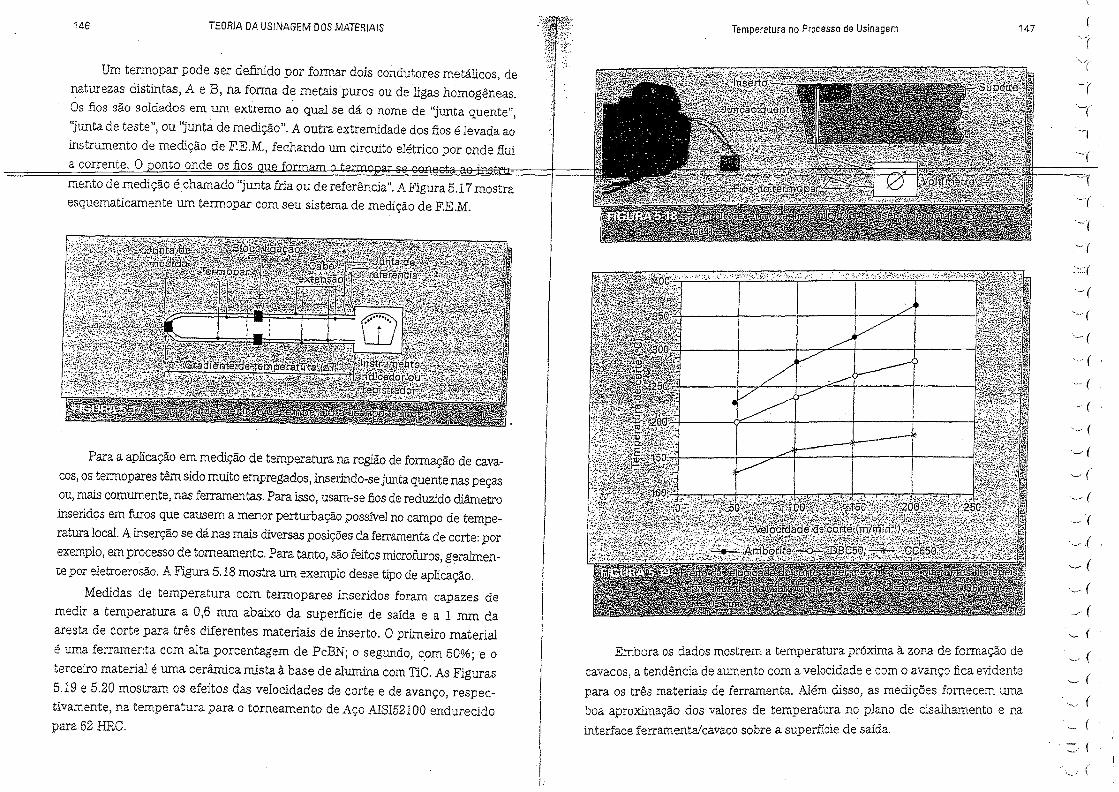
146 TEOR1A DA USINAGEM DOS MATEHIA1S
Um termopar pode ser definído por formar dois condutores metálicos, denaturezas distintas, A e B, na forma de metais puros ou de ligas homogêneas.Os fios são soldados em um extremo ao qual se dá o nome de "junta quente",'Junta de teste", ou "junta de medição". A outra extremidade dos fios é levada aoinstrumento de medição de F.E,M., fechando um circuito elétrico por onde fluia corrente, O onto onde os fios
Temperatura no Processo de Usinagem
mente d e medição é charnado "junta fria ou de referência". A Figura 5,17 mostraesquematicamente um termopar com seu sistema de medição de F.E.M.
Para a aplicação em medição de temperatura na região de formação de cava-cos, os termopares têm sido muito empregados, inserindo-se junta quente nas peçasou, mais comumente, nas ferramentas. Para isso, usam-se fios de reduzido diâmetroinseridos em furos que causem a menor perturbação possível no campo de tempe-ratura local. A inserção se dá nas mais diversas posições da ferramenta de corte: porexemplo, em processo de torneamento. Para tanto, são feitos rnícrofuros, geralmen-te por eletroerosão. A Figura 5.18 mostra um exemplo desse tipo de aplicação.
Medidas de temperatura com tennopares inseridos foram capazes demedir a temperatura a 0,6 mm abaixo da superfície de saída e a 1 mm daaresta de corte para três diferentes materiais de inserto. O primeiro materialé uma ferramenta com alta porcentagem de PcBN; o segundo, com 50%; e oterceiro material é uma cerâmica mista à base de alumina com TiC. As Figuras5.19 e 5.20 mostram os efeitos das velocidades de corte e de avanço} respec-tivamente, na temperatura para o torneamento de Aço ..'1J8152100 endurecidopara 62 HRC.
II;
Embora os dados mostrem a temperatura próxima à zona de formação de
cavacos, a tendência de aumento com a velocidade e com o avanço fica evidente
para os três materiais de ferramenta. Além disso, as medições fornecem urnaboa aproximação dos valores de temperatura no plano de císalhamento e na
interface ferramenta/cavaco sobre a superfície de saída.
147
0_(
'-'I--r
:-:::(
'--r-." (
-~(
(
~, (
- (
',- (
',/ (
,_o (
~-' (
--r,-,' ,(
,-,r..' (
v(. '- (
'-.' ((
-c, (
(
~. (
. <.: (
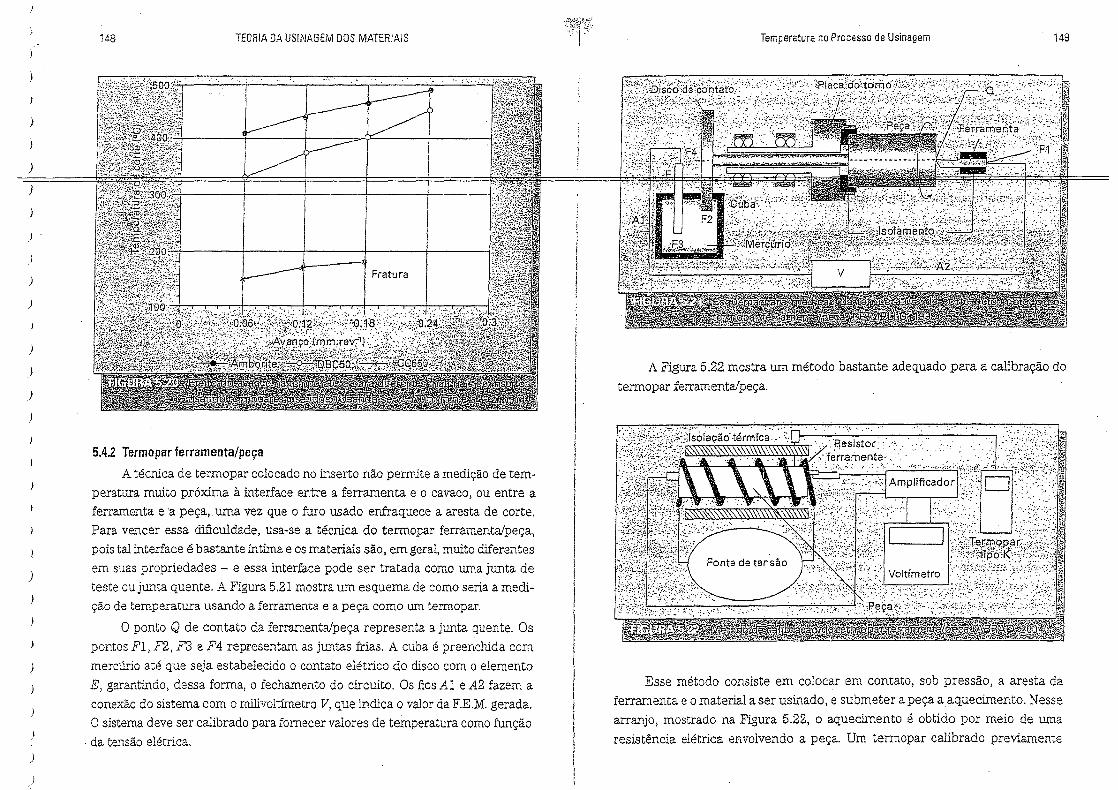
)
}
)
}
)
)
)
)
)
)
)
)
)
)
)
)
148 TEORIA DA USINAGE1v1 DOS MATERIAIS
5.4.2 Termopar ferramenta/peça
A técnica de termopar colocado no ínserto não permite a medição de tem-peratura muito próxima à ínterface entre a ferramenta e o cavaco, ou entre aferramenta e "apeça," uma vez que o furo usado enfraquece a aresta de corte.Para vencer essa dificuldade, usa-se a técnica do terrnopar ferramenta/peça,pois tal interface é bastante íntima e os materiais são, em geral, muito diferentesem suas propriedades - e essa interface pode ser tratada como uma junta deteste ou junta quente. A Figura 5.21 mostra um esquema de como seria a medi-ção de temperatura usando a ferramenta e a peça como um termopar.
O ponto Q de contato da ferramenta/peça representa a junta quente. Ospontos F1, F2, F3 e F4 representam as juntas frias. A cuba é preenchida commercúrio até que seja estabelecido o contato elétrico do disco com o elementoE, garantindo, dessa forma, ° fechamento do circuito. Os fiosAI e A2 fazem aconexão do sistema com o milivoltímetro V, que indica o valor da F.E.M.gerada.O sistema deve ser calibrado para fornecer valores de temperatura como função
"da tensão elétrica.
Temperatura no Processo de Usínagem 149
II
/"I!
IIf
A Figura 5.22 mostra um método bastante adequado para a calíbração doterrnopar ferramenta/peça.
Esse método consiste em colocar em contato, sob pressão, a aresta daferramenta e o material a ser usínado, e submeter a peça a aquecimento. Nessearranjo, mostrado na Figura 5.22, o aquecimento é obtido por meio de umaresistência elétrica envolvendo a peça. Um termopar calibrado previamente
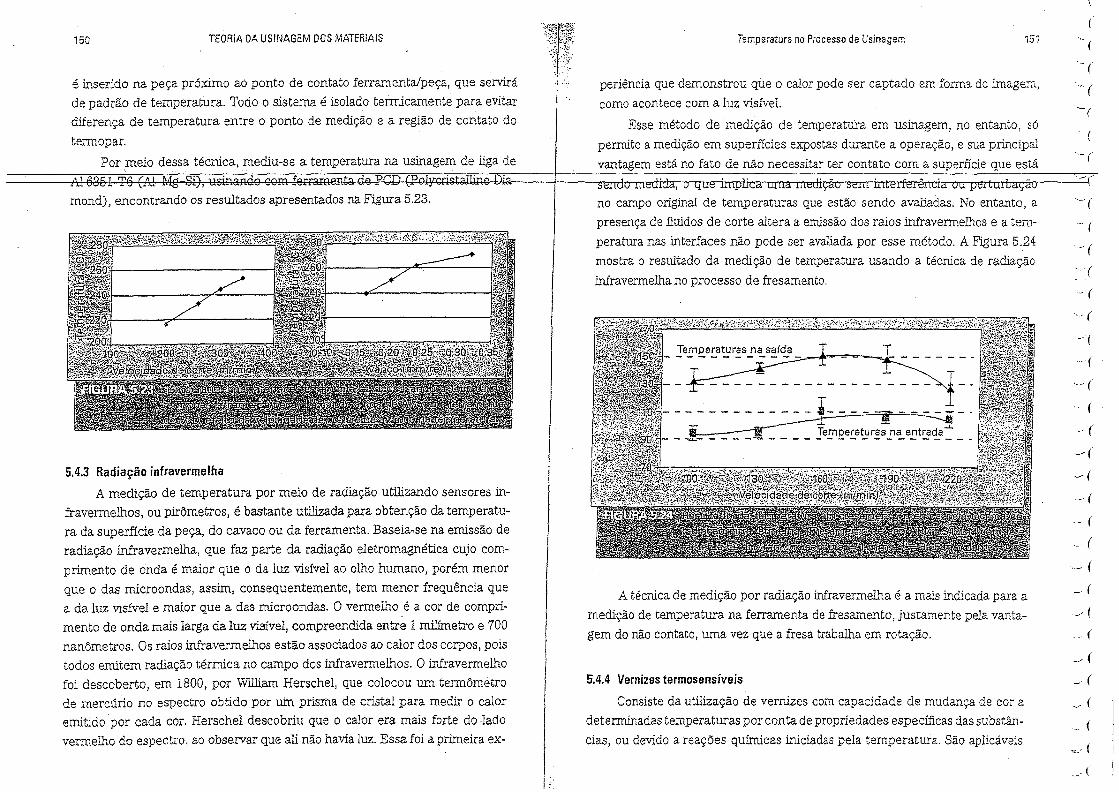
150 TEORIA DA USINAGEM DOS MATER!AIS
é inserido na peça próximo ao ponto de contato ferramenta/peça, que serviráde padrão de temperatura. Todo o sistema é isolado termicamente para evitardiferença de temperatura entre o ponto de medição e a região de contato dotermopar.
Por meio dessa técnica, mediu-se a temperatura na usinagem de liga de
Temperatura no Processo de Usinagern
periêncía que demonstrou que o calor pode ser captado em forma de imagem,como acontece com a luz visível.
Esse método de medição de temperatura em usinagern, no entanto, sópermite a medição em superfícies expostas durante a operação, e sua principalvantagem está no fato de não necessitar ter contato com a superfície que está
rnond), encontrando os resultados apresentados na Figura 5.23.
5.4.3 Radiação infravermelhaA medição de temperatura por meio de radiação utilizando sensores in-
fravermelhos, ou pírômetros, é bastante utilizada para obtenção da temperatu-ra da superfície da peça, do cavaco ou da ferramenta. Baseia-se na emissão deradiação infravermelha, que faz parte da radiação eletromagnética cujo com-primento de onda é maior que o da luz visível ao olho humano, porém menorque o das microondas, assim, consequentemente, tem menor frequêncía quea da luz visível e maior que a das microondas. O vermelho é a cor de compri-mento de onda mais larga da luz visível, compreendida entre 1milimetro e 700nanômetros. Os raios infraverrnelhos estão associados ao calor dos corpos, poistodos emitem radiação térmica no campo dos ínfravermelhos. O infravermelhofoi descoberto, em 1800, por William Herschel, que colocou um termômetrode mercúrio no espectro obtido ,por um prisma de cristal para medir o caloremitido 'por cada cor. HerscheI descobriu que o calor era mais forte do -ladovermelho do espectro, ao observar que ali não havia luz. Essa foi a primeira ex-
no campo original de temperaturas que estão sendo avaliadas. No entanto, apresença de fluídos de corte altera a emissão dos raios infravermelhos e a tem-peratura nas interfaces não pode ser avaliada por esse método. A Figura 5.24mostra o resultado da medição de temperatura usando a técnica de radiaçãoínfravermelha no processo de fresamento.
A técnica de medição por radiação ínfravermelha é a mais indicado.para amedição de temperatura na ferramenta de fresamento, justamente pela vanta-gem do não contato, uma vez que a fresa trabalha em rotação.
5.4.4 Vernizes termosensíveis
Consiste da utilização de vernizes com capacidade de mudança de cor adeterminadas temperaturas por conta de propriedades específicas das substân-cias, ou devido a reações químicas iniciadas pela temperatura. São aplicáveis
I;:
151
"-' (
- (
- (
-(
" (
, (
-' (
--(
'-(
(
-' (
-' (
--r_,0 (
- (
" (
',,~ (
-' (
'-' (
.,' (
-,' (
- (-;.« (
_. (
",,' (
,-' (
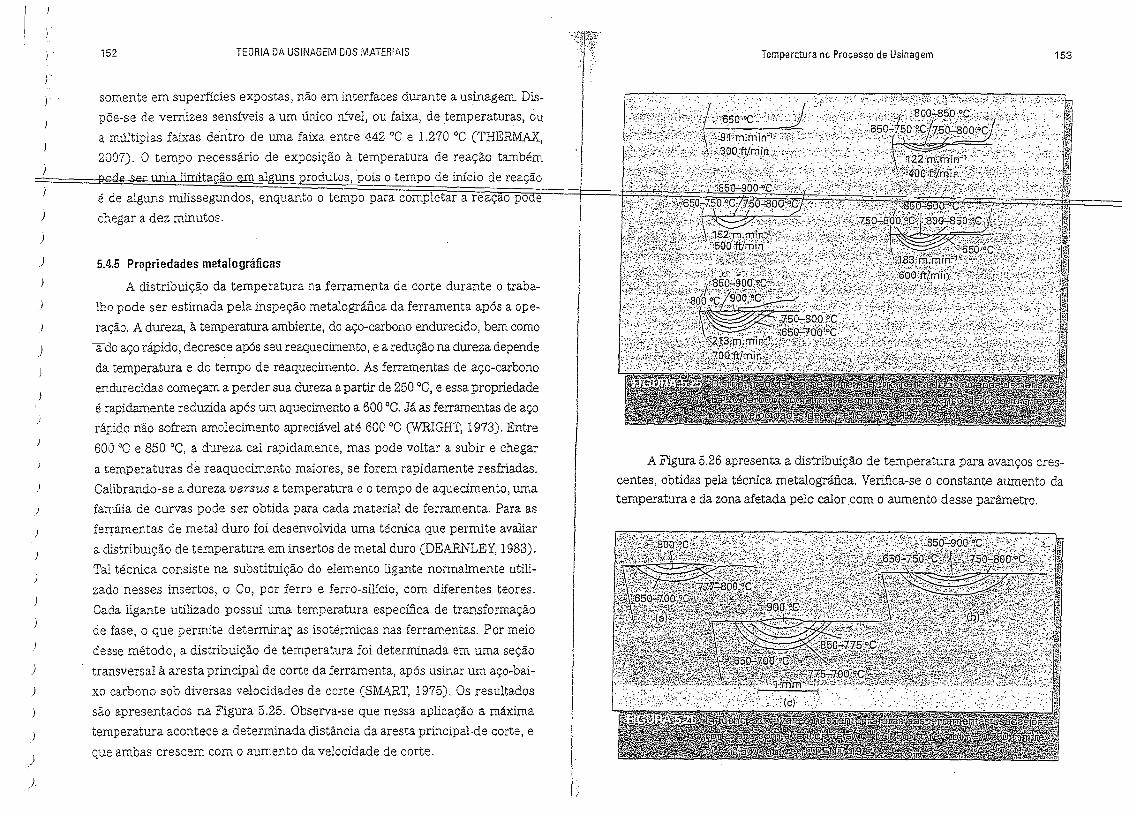
)
)
),
)
)
)
j
)
)
)
)
)
)
)
)
}
J)
)
)
)
)
)).
í52 TEORIA DA USINAGEM DOS MATERiAIS
somente em superfícies expostas, não em interfaces durante a usinagern, Dis-
põe-se de vernizes sensíveis a um único nível, ou faixa, de temperaturas, ou
a múltiplas faixas dentro de uma faixa entre 442°C e 1.270 °C (THERMAX,
2007). O tempo necessário de exposição à temperatura de reação também
,- o em al uns rodutos, pois ° tempo de início de reação
é de alguns mílíssegundos, enquanto o tempo para completar a reaçao po e
chegar a dez minutos.
5.4.5 Propriedades metalográficas
A distribuição da temperatura na ferramenta de corte durante o traba-
lho pode ser estimada pela inspeção metalogrãfrca da ferramenta após a ope-
ração. A dureza, à temperatura ambiente, do aço-carbono endurecido, bem como
lido aço rápido, decresce após seu reaquecímento, e a redução na dureza depende
da temperatura e do tempo de reaquecímento. As ferramentas de aço-carbono
endurecidas começam a perder sua dureza a partir de 250°C, e essa propriedade
é rapidamente reduzida após um aquecimento a 600°C. Já as ferramentas de aço
rápido não sofrem amolecimento apreciável até 600 °C (WRIGHT, 1973). Entre
600°C e 850°C, a dureza cai rapidamente, mas pode voltar a subir e chegar
a temperaturas de reaquecimento maiores, se forem rapidamente resfriadas.
Calibrando-se a dureza uersus a temperatura e o tempo de aquecimento, uma
família de curvas pode ser obtida para cada material de ferramenta. Para as
ferramentas de metal duro foi desenvolvida uma técnica que permite avaliar
a distribuição de temperatura em insertos de metal duro (DEARNLEY, 1983).
Tal técnica consiste na substituição do elemento lígante normalmente utili-
zado nesses ínsertos, o CO, por ferro e ferro-silício, com diferentes teores.
Cada ligante utilizado possui uma temperatura específica de transformação
de fase, o que permite determinar as isotérmícas nas ferramentas. Por meio
desse método, a distribuição de temperatura foi determinada em uma seção
transversal à aresta principal de corte da ferramenta, após usinar um aço-bai-
xo carbono sob diversas velocidades de corte (SMART, 1975). Os resultados
são apresentados na Figura 5.25. Observa-se que nessa aplicação a máxima
temperatura acontece a determinada distância da aresta príncípalde corte, e
que ambas crescem com o aumento da velocidade de corte.
Temperatura no Processo de Usinagem
I A Figura 5.26 apresenta a distribuição de temperatura para avanços cres-centes, obtidas pela técnica metalográfica. Verifica-se o constante aumento datemperatura e da zona afetada pelo calor com o aumento desse parãmetro.
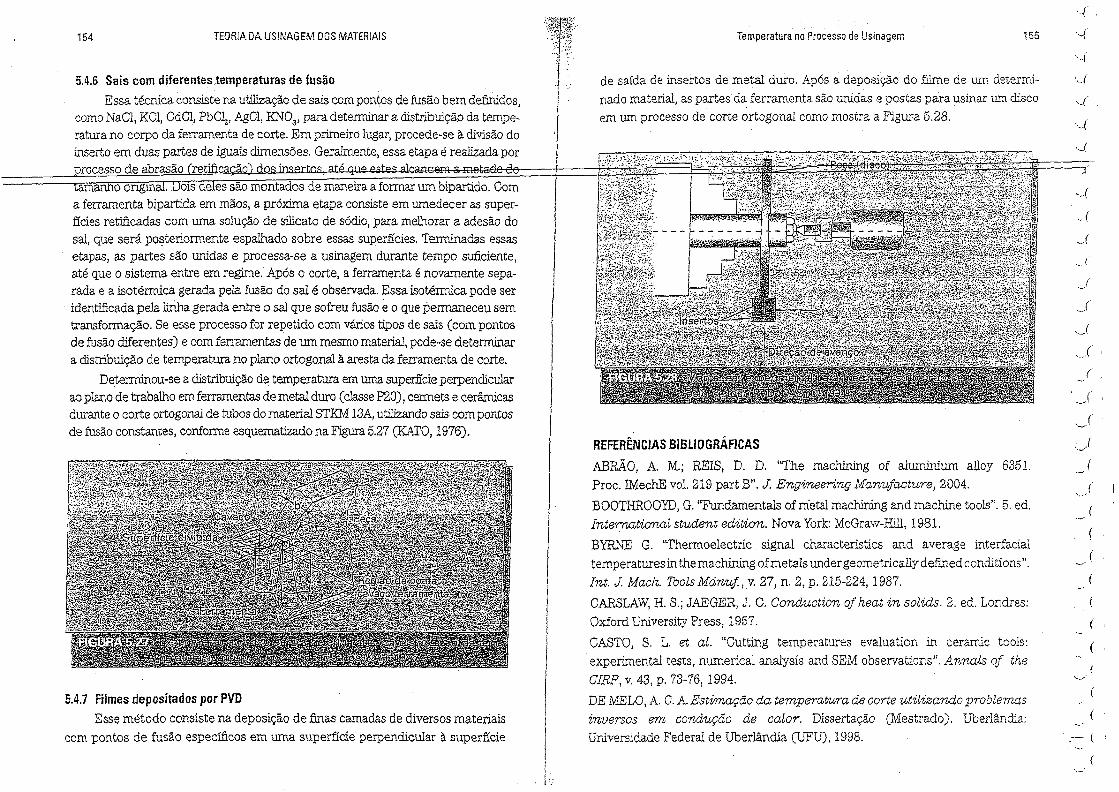
154 TEORIA. DA USINAGEM DOS MATERIAIS
5.4.6 Sais com diferentes temperaturas de fusãoEssa técnica consiste na utilização de sais com pontos de fusão bem deünídos,
como NaCI, KCl, CdCl, PbC~, Agel, KN03, para determinar a distribuição da tempe-ratura no corpo da ferramenta de corte. Em primeiro lugar, procede-se à divisão doinserto em duas partes de iguais dimensões. Geralmente, essa etapa é realizada porprocesso de abrasão retifica -
Temperatura no Processo de Usinagem 155
de saída de insertos de metal duro. Após a deposição do filme de um determi-nado material, as partes da ferramenta são unidas e postas para usinar um discoem um processo de corte ortogonaI como mostra a Figura 5.28.
ma o ongin . 01S e es são montados de maneira a formar um bipartido. Coma ferramenta bipartida em mãos, a próxima etapa consiste em umedecer as super-fícies retífícadas com urna solução de silicato de sódio, para melhorar a adesão dosal, que será posteriormente espalhado sobre essas superfícies. Termínadas essasetapas, as partes são unidas e processa-se a usínagern durante tempo suficiente,até que o sistema entre em regime. Após o corte, a ferramenta é novamente sepa-rada e a isotérmica gerada pela fusão do sal é observada. Essa ísotérmíca pode seridentíficada pela línha gerada entre o sal que sofreu fusão e o que permaneceu semtransformação. Se esse processo for repetido com vários tipos de sais (com pontosde fusão diferentes) e com ferramentas de um mesmo material, pode-se determinara distribuição de temperatura no plano ortogonal à aresta da ferramenta de corte.
Determinou-se a distribuição de temperatura em uma superfície perpendicularao plano de trabalho em ferramentas de metal duro (classe P20) , cermets e cerâmicasdurante o corte ortogonal de tubos do material STKM 13A, utilizando sais com pontosde fusão constantes, conforme esquematizado na Figura 5.27 (RATO, 1976).
5.4.7 Filmes depositados por PVDEsse método consiste na deposição de finas camadas de diversos materiais
com pontos de fusão específicos em urna superfície perpendicular à superfície
rI;
-..(..(
j
(
j
,.I---(
-;.( ,
(
__J )
---.-(
-.j(
(
(
((
(
(
(
(
('-'-
REFERÊNCIAS BIBLIOGRÁFICASABRÃO, A. M.; REIS, D. D. "The machíníng af aluminium alloy 6351.Proc. IMechE vol. 219 part B". J. Engineering lvfanufacture, 2004.
BOOTHROOYD, G. "Fundamentals of metal machining and machine tools". 5. ed.Iruerruuionai student eduion, Nova York: McGraw-Hill, 1981.
BYRl'i'E G. "Thermoelectric sígnal characterístícs and average interfacialtemperatures ín the machiníng ofmetals under geornetrically defined condítions".lnt. J Mach. Tools Mdmuf", v. 27, n. 2, p. 215-224, 1987.
CARSLAW, H. S.; JAEGER, J. C. Coruiuction of heat in solids. 2. ed. Londres:Oxford Universíty Press, 1957.
CASTO, S. L. et alo "Cuttíng ternperatures evaluation in ceramic tools:experimental tests, numerícal analysís and SEM observations". A1'mals of theCIRP, v. 43, p. 73-76,1994.
DE MELO, A. C. A. Estimação da temperatura de corte utilizando problemasinversos em condução de calor. Dissertação (Mestrado). Uberlãndia:Universidade Federal de Uberlãndía (UFU), 1998.
(
( ,
r:: ( I
'.-.,'
('._'
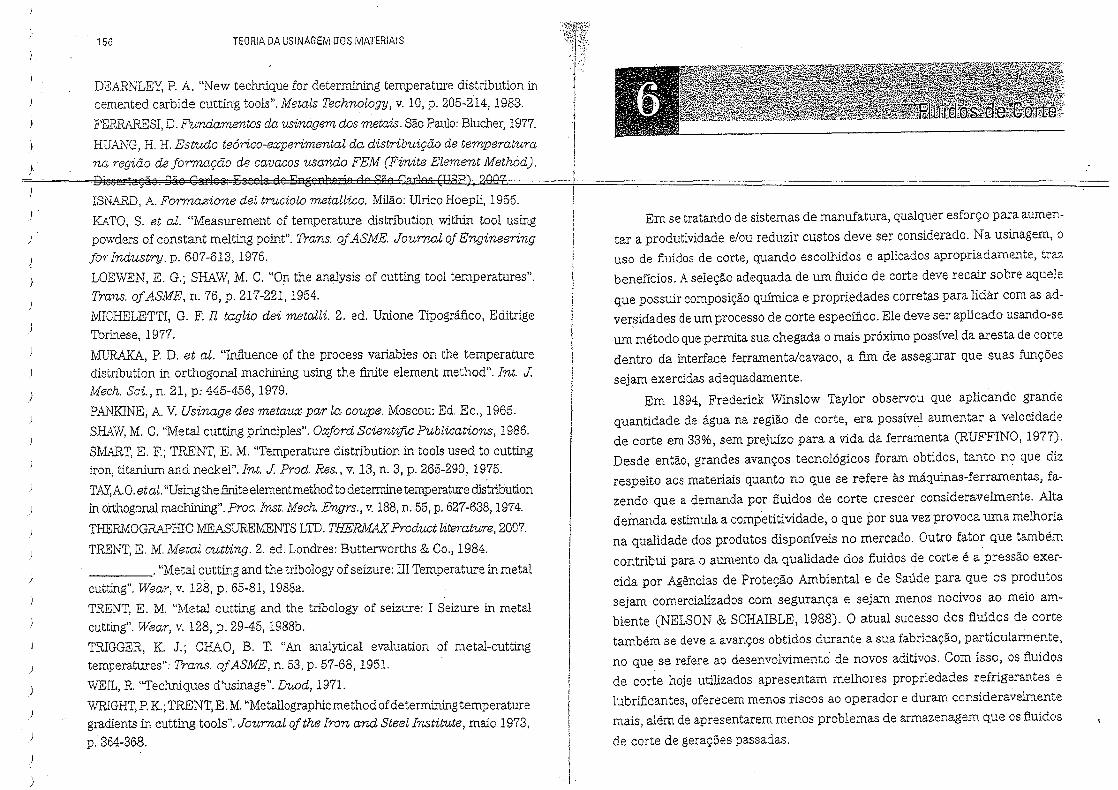
)
)
)
)
)
)
)
156 TEORIA DA USINAGEM DOS MATERiAIS
DEA,.'?NLEY,P. A. "New technique for determíníng temperatura distribution incemented carbide cuttíng tools". Metals Technology, v. 10, p. 205-214, 1983.FERRARESI, D. Fundamentos da usinaçem dos metais. São Paulo: Blucher, 1977.
HUA...'-TG, H. H. Estudo teórico-experimental da distribuição de temperaturano, região de formação de cavacos usando FEM (Finite Element Method).Dissct<'lªãe. São Garleg' E~cola de Engenbaria d" São Gar10s (TISE), 2007
rSNARD, A. Formazione del truciolo metallico. Milão: UIrico Hoepli, 1955.
KATO, S. et alo "Measurement of temperature distríbutíon within tool usingpowders of constant melting poínt", Trans. of ASME. Journal of Engineeringfor Iruiustru, p. 607-613, 1976.
LOEWEN, E. G.; SHAW, M. C. "On the analysís of cuttíng tool ternperatures",Trans. of ASME, n. 76, p. 217-221, 1954.
MICHELETTI, G. F. Il taglio dei metalli. 2. ed. Unione Tipográfico, EditrigeTorinese, 1977.
:rvIURAKA,P. D. et ai. "Infíuence of the process variables on the temperaturedístribution in orthogonal machíning usíng the fíníte element method". Iru. J.Mecti. Sci., n. 21, p: 445-456, 1979.PANKlNE, A. V Usinage âes metaux par la coupe. Moscou: Ed, Ec., 1965.
SHAvV,M. C. "Metal cuttíng princíples''. Oxjord Scientific Publications, 1986.
SMA...11.T,E. F.; TRENT, E. M. "Temperature dístributíon ín tooIs used to cuttingíron, títaniurn and neckel".Int. J. Prod. Res.. v. 13, n. 3, p. 265-290, 1975.TAY,AO.et alo "Usingthefmite elementmethod to determine temperature ciiStributionin orthogonalmachíning".Proc. Inst. Mech: Ençrs., v.188, n. 55, p. 627-638, 1974.
THER.lVIOGRAPHICMEASUREME:N"'TSLID. THERMAXProduct liierature, 2007.TRENT, E. M. Meteu cutting. 2. ed. Londres: Butterworths & Co., 1984.
____ o "Metal cuttíng and the tribology of seízure: III Temperature ín metalcuttíng". Wear, v. 128, p. 65-81, 1988a.
TRENT, E. M. "Metal cutting and the tribology of seizure: I Seizure in metalcuttíng". Wear, V. 128, p. 29-45, 1988b.TRIGGER, K. J.; CHAO, B. T. "An analytical evaluation of metal-cuttíngtemperatures". Trams. of ASME, n. 53, p. 57-68, 1951.
VlEIL, R. "Techniques d'usínage". Duod, 1971.VlRIGHT,P.K.;TRENT,E.M. "MetallograplUcmethodofdeterrniningtemperaturegradients ín cutting tools". Journal ofthe Iron and Steel Institute, maio 1973,p.364-368.
II,
II
Em se tratando de sistemas de manufatura, qualquer esforço para aumen-
tar a produtividade e/ou reduzir custos deve ser considerado. Na usínagem, ouso de fluidos de corte, quando escolhidos e aplicados apropriadamente, traz
benefícios. A seleção adequada de um fluido de corte deve recair sobre aquele
que possuir composição química e propriedades corretas para lidar com as ad-
versidades de um processo de corte específico. Ele deve ser aplicado usando-se
um método que permita sua chegada o mais próximo possível da aresta de corte
dentro da interface ferramenta/cavaco, a fim de assegurar que suas funções
sejam exercidas adequadamente.
Em 1894, Frederick Winslow Taylor observou que aplicando grande
quantidade de água na região de corte, era possível aumentar a velocidade
de corte em 33%, sem prejuízo para a vida da ferramenta (RUFFINO, 1977).Desde então, grandes avanços tecnológicos foram obtidos, tanto no que diz
respeito aos materiais quanto no que se refere às máquinas-ferramentas, fa-zendo que a demanda por fluidos de corte crescer consideravelmente . Alta
demanda estimula a cornpetitividade, o que por sua vez provoca uma rnelhoría
na qualidade dos produtos disponíveis no mercado. Outro fator que também
contribui para o aumento da qualidade dos fluidos de corte é a pressão exer-
cida por Agências de Proteção Ambiental e de Saúde para que os produtos
sejam comercializados com segurança e sejam menos nocivos ao meio am-
biente (NELSON & SCHAIBLE, 1988). ° atual sucesso dos fluidos de cortetambém se deve a avanços obtidos durante a sua fabricação, particularmente,
no que se refere ao desenvolvimento de novos aditivos. Com isso, os fluidos
de corte hoje utilizados apresentam melhores propriedades refrigerantes e
lubrificantes, oferecem menos riscos ao operador e duram consideravelmente
mais, além de apresentarem menos problemas de armazenagem que os fluidos
de corte de gerações passadas.
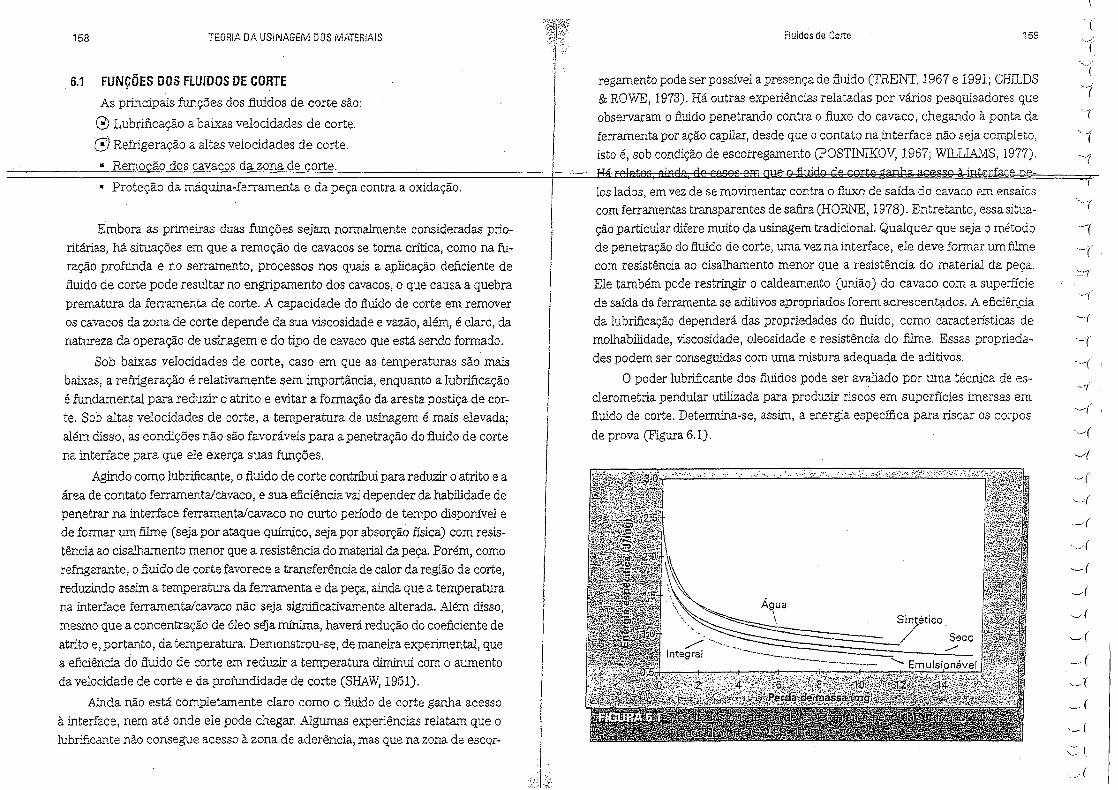
158 TEORIADA USINAGEM DOSMATERIAIS
6.1 FUNÇÕES DOS FLUmOS DE CORTEAs principais funções dos fíuidos de corte são:
o Lubrificação a baixas velocidades de corte.
@ Refrigeração 2. altas velocidades de corte.
• Remoção dos cavacos da zona de corte.
fluidos de Corte
regamento pode ser possível a presença de fluido (TRENT, 1967 e 1991; CHILDS& ROVV'E,1973). Há outras experiências relatadas por vários pesquisadores queobservaram o fluido penetrando contra o fluxo do cavaco, chegando à ponta daferramenta por ação capilar, desde que o contato na ínterface não seja completo,isto é, sob condição de escorregamento (POSTINIKOV, 1967; WILLIAMS, 1977).Há relatos, ainda, de CasOS em QU@Q fluido dê)Gortê)gmh.a acggso & int€lrface pe-
159
..(
• Proteção da máquina-ferramenta e da peça contra a oxidação. r
Embora as primeiras duas funções sejam normalmente consideradas prio-ntárias, há situações em que a remoção de cavacos se torna critica, como na fu-ração profunda e no serramento, processos nos quaís a aplicação deficiente defluido de corte pode resultar no engríparnento dos cavacos, o que causa a quebraprematura da ferramenta de corte. A capacidade do fluido de corte em removeros cavacos da zona de corte depende da sua viscosidade e vazão, além, é claro, danatureza da operação de usinagem e do tipo de cavaco que está sendo formado.
Sob baixas velocidades de corte, caso em que as temperaturas são maisbaixas, a refrigeração é relativamente sem importância, enquanto a lubrificaçãoé fundamental para reduzir o atrito e evitar a formação da aresta postiça de cor-te. Sob altas velocidades de corte, a temperatura de usinagem é mais elevada;além disso, as condições não são favoráveis para a penetração do fluido de cortena interface para que ele exerça suas funções.
Agindo como lubrificante, o fluido de corte contribui para reduzir o atrito e aárea de contato ferramenta/cavaco, e sua eficiência vai depender da habilidade depenetrar na ínterface ferramenta/cavaco no curto período de tempo disponível ede formar um filme (seja por ataque químico, seja por absorção física) com resis-tência ao cisalhamento menor que a resistência do material da peça. Porém, comorefrigerante, o fluido de corte favorece a transferência de calor da região de corte,reduzindo assim a temperatura da ferramenta e da peça, ainda que a temperaturana ínterface ferramenta/cavaco não seja significativamente alterada. Além disso,mesmo que a concentração de óleo séja mínima, haverá redução do coeficiente deatrito e, portanto, da temperatura. Demonstrou-se, de maneira experimental, quea eficiência do fluido de corte em reduzir a temperatura diminui com o aumentoda velocidade de corte e da profundidade de corte (SHAW, 1951).
Ainda não está completamente claro como o fluido de corte ganha acessoà interface, nem até onde ele pode chegar. Algumas experiências relatam que olubrificante não consegue acesso à zona de aderência, mas que na zona de escor-
II
I/h.
10slados, em vez de se movimentar contra °fluxo de saída do cavaco e..'11ensaioscom ferramentas transparentes de safira (HORNE, 1978). Entretanto, essa situa-ção particular difere muito da usinagern tradicional. Qualquer que seja o métodode penetração do fluido de corte, uma vez na interface, ele deve formar um filmecom resistência ao císalharnento menor que a resistência do material da peça.Ele também pode restringir o caldearnento (união) do cavaco com a superfíciede saída da ferramenta se aditivos apropriados forem acrescentados. A eficiênciada lubrificação dependerá das propriedades do fluido, como características demolhabilidade, viscosidade, oleosidade e resistência do filme. Essas proprieda-des podem ser conseguídas com uma mistura adequada de adítívos.
O poder lubrificante dos fluidos pode ser avaliado por uma técnica de es-clerometria pendular utilizada para produzir riscos em superfícies ímersas emfluido de corte. Determina-se, assim, a energia específica para riscar os corpos
de prova (Figura 6.1).
Água\ Sintético/.
'''~(
~(
'-r::::-(
--(
'--(
·-t.~( I
-f
'-~(
vI.~(
._--{
-(
'.,(
~(
~(
.........(
-~(
•...•.... '(
-(~(.: (
,(
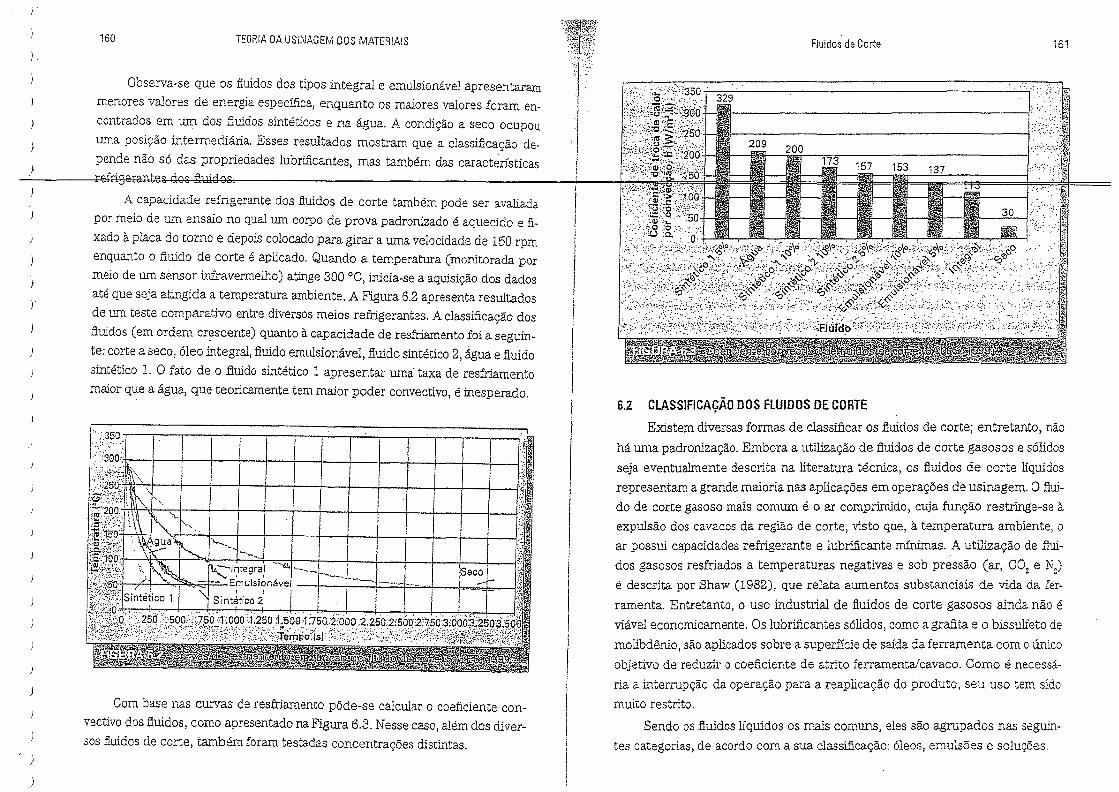
t
>
160 TEORIA DA USiNAGEM DOS MATERIAIS li.I.,{.jIII!
Fluidos de Corte 11:1v,
Observa-se que os fluídos dos tipos integral e emulsionável apresentarammenores valores de energia específica, enquanto os maiores valores foram en-contrados em um dos fluidos sintéticos e na água. A condição a seco ocupouuma posição intermediária. Esses resultados mostram que a classificação de-pende não só das propriedades lubrificantes, mas também das características
)
)
)
)
""0
A capacidade refrigerante dos fluidos de corte também pode ser avaliadapor meio de um ensaio no qual um corpo de prova padronizado é aquecido e fi-xado à placa do torno e depois colocado para girar a uma velocidade de 150 rprnenquanto o fluido de corte é aplicado. Quando a temperatura (monítorada pormeio de um sensor infraverrnelho) atinge 300°C, inicia-se a aquisição dos dadosaté que seja atingida a temperatura ambiente. A Figura 6.2 apresenta resultadosde um teste comparativo entre diversos meios refrigerantes. A classificação dosfluidos (em ordem crescente) quanto à capacidade de resfríarnento foi a seguin-te: corte a seco, óleo integral, fluido ernulsionável, fluido sintético 2, água e fluidosintético 1. O fato de o fluido sintético 1 apresentar uma taxa de resfriarnentomaior que a água, que teoricamente tem maior poder convectívo, é inesperado.
:::300;;+.· -+-+-+--1--+--+-+--f--+--~-I--+--+----l
'''"-.'' I J'1 -....-...Seco
I.'",,50' '. Emulsionável . -- -. -"'- . -t/?:" Sintético 1 Sint~tico 2' I1_";',::0 " .' . - . " " .,(,:~',:' :",'0 , ; 250 ·500 ....7.50:1.000 .1.250 :1..501)'1.7502.0002.2502:5002:750,3:000:3.2503'.5Htf3~;:~~\~i;,::::!i';-\';::>.:·;::iWT'\.n'-: i:":'.':, '.' "" ..{., :hs1 . ,,:'." . ;,)::<~i::~\;jA;izi~~~i;I(~!;Júi
Com base nas curvas de resfríamento pôde-se calcular o coeficiente con-vectívo dos fluidos, como apresentado na Figura 6..3. Nesse caso, além dos diver-sos fíuídos de corte, também foram testadas concentrações distintas.
6.2 CLASSIFICAÇÃODOS FLUIDOS DE CORTEExistem diversas formas de classificar os fluidos de corte; entretanto, não
há uma padronização. Embora a utilização de fluidos de corte gasosos e sólidosseja eventualmente descrita na literatura técnica, os fluidos de corte líquidosrepresentam agrande maioria nas aplicações em operações de usínagem. °flui-do de corte gasoso mais comum é o ar comprimido, cuja função restringe-se à
expulsão dos cavacos da região de corte, visto que, à temperatura ambiente, oar possui capacidades refrigerante e lubrificante mínimas. A utilização de flui-dos gasosos resfriados a temperaturas negativas e sob pressão (ar, COz e Nz)é descrita por Shaw (1982), que relata aumentos substanciais de vida da fer-ramenta. Entretanto, o uso industrial de fl.uidos de corte gasosos ainda não éviável economicamente. Os lubrificantes sólidos, como a grafíta e o bissulfeto demolibdênio, são aplicados sobre a superfície de saida da ferramenta com o únicoobjetivo de reduzir o coeficiente de atrito ferramenta/cavaco. Como é necessá-ria a interrupção da operação para a reaplicação do produto, seu uso tem sidomuito restrito.
Sendo os fluidos líquidos os mais comuns, eles são agrupados nas seguin-tes categorias, de acordo com a sua classificação: óleos, emulsões e soluções.
162 TEORIA DA USINAGEM DOS MATERIAIS
6.2.1 Óleos
Os 6)eos de o~em"'y'eg~animal foram os primeiros lubrificantes em-pregados como óleos integrais na usinage~ dos metais. Sua utilização se tomouinvíãvel devido ao alto custo e à rápida deterioração, porém, são empregadoscomo aditívos, nos fluidos minerais, com o objetivo de melhorar suas proprie-
F!uidos de Corte
sicos de óleos minerais adicionados à água na proporção de 1:10 a. 1:100, mais
agentes emulsificantes ou surfactantes que garantem a uniformidade da mistu-ra. Os emulsificantes são tensoatívos polares que reduzem a tensão superficial,formando uma película monomolecular relativamente estável na interface óleolágua. Assim, os emulsificantes promovem a formação de glóbulos de óleo rneno-
163
dades lubrificantes. Embora sejam eficientes na reduçao do atrito, sua baIXacondutividade térmica e seu baixo calor específico os tomam ineficazes na con-dução do calor para fora da região de corte.
Os óleos mineE.ais são hidrocarbonetos obtidos a partir do refino do pe-tróleo. Suas propriedades dependem do comprimento da cadeia, da estruturamolecular e do grau de refino. Os óleos integrê!s são, basicamente, óleos mine-rais puros ou com adítivos, em geral agentes EP (aditivos de extrema pressão).O emprego desses óleos, nos últimos anos, tem perdido espaço para os óleosemulsíonáveis devido ao alto custo, do baixo ponto de fulgor (risco de incên-dias), da ineficiência a altas velocidades de corte, do baixo poder refrigerante eda formação de fumos, além de oferecer riscos à saúde do operador. Os aditivospodem ser à base de cloro e/ou enxofre, o que lhes confere características deextrema pressão ao fluido. O fósforo e rnatérías graxas também são utilizados eatuam como elementos antidesgaste.
A base dos óleos minerais pode ser paraãnica, naftênica ou aromática, en-
tretanto, os últimos não são empregados na fabricação de fluidos de corte. Osfluidos de base parafínica derivam do refino do petróleo com alto teor de parafi-
nas (ceras), o que resulta em excelentes fluidos lubrificantes. Como esses óleos
são encontrados em maior abundância, apresentam um custo menor. Além disso,possuem elevada resistência à oxidação e mantêm sua viscosidade constante emuma ampla faixa de temperaturas. São menos prejudiciais à pele e ainda menosagressivos à borracha e ao plástico. Já os óleos de base naftêníca são derivados doretino do petróleo naftênico, O uso desses óleos como bases para fluidos de cortetem dírnínuído em função dos problemas causados à saúde humana, entretanto,são mais estáveis que os óleos parafínícos e suportam cargas mais elevadas.
6.2.2 Emulsões [ j'i(J..,,> v;,c.dc5-)
Nessa categoria estão os fluidos ernulsíonáveis e semí-síntétícos. Os fluidos
emulsionáveis (erroneamente chamados "óleos solúveis") são compostos bífá-
res, o que resUlta em eItlulsões trarrshrcidas:A estabilidade das emulsões se deve ao desenvolvimento de uma camada
elétrica na interface óleo/água. Forças repulsivas entre glóbulos de mesma car-ga evitam a coalescêncía destes. Para evitar os efeitos nocivos da água presentena emuísão, empregam-se aditivos anticorrosívos, corno nitrito de sódío, que
ainda é utilizado na fabricação de óleos de corte emulsionáveis. Usam-se, ainda,bíocídas, que inibem o crescimento de bactérias e fungos; porém, estes devem
ser compatíveis com a pele humana e atóxicos. Os aditivos EP e antidesgasteusados para aumentar as propriedades de lubrificação são os mesmos empre-gados para óleos puros. No entanto, o uso de cloro como adítivo para fluidos de
corte vem encontrando restrições em todo o mundo, devido aos danos que estecausa ao meio ambiente e à saúde humana. Por essa razão, procura-se substituiro cloro por aditivos à. base de enxofre e cálcio. Usam-se ainda gordura e óleosanimal e vegetal para melhorar as propriedades de lubrificação.
Os fluidos serníssintéticos também são formadores de emulsões e se carac-
terizam por apresentar entre 5% e 50% de óleo mineral no fluido concentrado,além de aditivos e compostos químicos que de fato se dissolvem na água e for-
mam moléculas individuais. A presença de uma grande quantidade de ernulsi-
ficantes propícia ao fluido uma coloração menos leitosa e mais transparente. Amenor quantidade de óleo mineral e a presença de biocidas aumentam a vidado fluido de corte e reduzem os riscos à saúde humana. Aditivos EP, anticor-
rosívos e agentes urnectantes também são utilizados. Além disso, corantes sãoacrescentados para proporcionar uma cor mais viva e aceitável pelo operador
da máquina.
6.2.3 SoluçõesAs soluções são compostos monofásicos de óleos que se dissolvem com-
pletamente na água. Nesse caso não há necessidade de adição de agentes ernul-sificantes, pois os compostos reagem quírnicamente, formando fases únicas. As
o=(
-(
,-(
"-(
..._(
.j
·A.,j
-,.(
~(
.J
-(
(
'-,Cj
_J(
(
,~(
::::(v(
1ô4 TEORIA DA USINAGEM DOS MATERIAIS Fluidos de Corte 165
}
)
soluções, também chamadas "fluidos sintéticos", caracterizam-se por ser isentasde óleo mineral. Consistem de sais orgânicos e ínorgânícos, aditivcs de lubrici-dade, biocidas, ínibídores de corrosão, entre outros, quando adicionados à água.Apresentam vida mais longa, uma vez que são menos atacáveís por bactériase reduzem o número de trocas da máquina. Formam soluções transparentes}
8 Emuisificarues: são responsáveis pela formação de ernulsões de óleo naágua e více-versa. Reduzem a tensão superficial e formam uma películamonomolecular semiestável na interface óleo/água. Os principais tipos
são sabões de ácidos graxos, gorduras sulfatadas, sulfonatos de petróleoe emulsíficantes não iõnicos.
)
)
)
)
)
F
r
umectantes que melhoram bastante as propriedades refrigerantes da solução esão estáveis, mesmo em água dura.
Os fluidos sintéticos mais comuns oferecem boa proteção anticorrosiva erefrigerante. Os mais complexos são de uso geral, com boas propriedades lubri-ficantes e refrigerantes. Faz-se uma distinção quando os fluidos sintéticos con-têm apenas inibi dores de corrosão e as propriedades EP não são necessárias.
6.3 ADITIVOSA fim de cumprir satisfatoriamente as funções já destacadas, os fluidos de
corte devem possuir as seguintes propriedades: ser antiespurnante; antícorrosívo;antioxídante; antidesgaste e antisolda (EP); ter boa urnectação; capacidade de ab-sorção de calor e transparência; ser ínodoro; não provocar irritações na pele; sercompatível com o meio ambiente; ter baixa variação de viscosidade quando utiliza-do (índice de viscosidade compatível com a sua aplicação). A maioria dessas pro-priedades é contenda aos fluidos de corte por meio de aclitivos. Os principais são:
,. Antiespumantes: evitam a formação de espumas que poderiam impedira visibilidade da região de corte e comprometer o efeito de refrigeraçãodo fluido. Esses adítivos reduzem a tensão ínterfacíal do óleo de tal ma-neira que bolhas menores passam a se agrupar formando bolhas maiorese instáveis. No controle das espumas, geralmente, usam-se ceras espe-ciais ou óleos à base de silicone.
.• Aruicorrosioos: protegem a peça, ferramenta e máquina-ferramenta dacorrosão. São produtos à base de nitrito de sódio ou que reagem comele, bem como óleos sulfurados ou sulfonados. É recomendável usar onítrito de sódío moderadamente e com precaução, pois são suspeitos deser cancerígenos.
a Deterçenies: reduzem a deposição de lodo, lamas e borras. São compos-tos organometálicos contendo magnésío, bárío, cálcio, entre outros, ouainda alcoóis.
rantír a urúformidade das ernulsões, porém, agem de forma diferente:quando um surfactante é acrescentado a dois fluidos ímíscíveís, ele será
absorvido na interface entre os dois líquidos. Assim, a parte hidrófila damolécula (solúvel em água) se orienta para se tomar parte da fase água,enquanto a parte lípofílíca (rníscível em óleo) se orienta para se tomar
parte da fase óleo. Normalmente ésteres fosfatos, sulfonatos e alcoóisetoxílados são empregados como agentes surfactantes.
a Biocidas: são substâncias ou misturas químicas que inibem o desenvol-vímento de microrganismos, especialmente fungos e bactérias que, em
geral, reagem com o enxofre presente no fluído de corte.
(-"".:. '''.f-'.. Í!..'~~Aditivos de extrema pressão (EP): em operações mais severas, emque uma lubrícídade adicional é necessária, pode-se utilizar adítívos
de extrema pressão, que conferem aos fluidos de corte a capacidade
de suportar as elevadas temperaturas e pressões do corte, reduzindoo contato ferramenta/cavaco. São compostos que variam na estruturae composição. São suficientemente reatívos com a superfície usínada,
formando compostos relativamente fracos na interface, geralmente sais(fosfato de ferro) cloreto de ferro, sulfeto de ferro etc.) que se fundema altas temperaturas e são facilmente cisalháveís. Os principais aditivos
EP são compostos de enxofre, fósforo ou cloro. Apesar de sua importân-cia, esses adítívos podem atacar o cobalto, presente em ferramentas de
metal duro.
6.4 CONSIDERAÇÕES A RESPEITO DA UTILIZAÇÃO DE FLUIDOS DE CORTE
O objetivo final ao usar fluidos de corte é reduzir o custo total de fabrica-
ção ou aumentar a taxa de produção. Além disso, o fluido de corte pode evitaralterações rnicroestruturaís na peça decorrentes de elevadas temperaturas deusínagem. Outros benefícios do emprego de fluidos de corte são:í
j
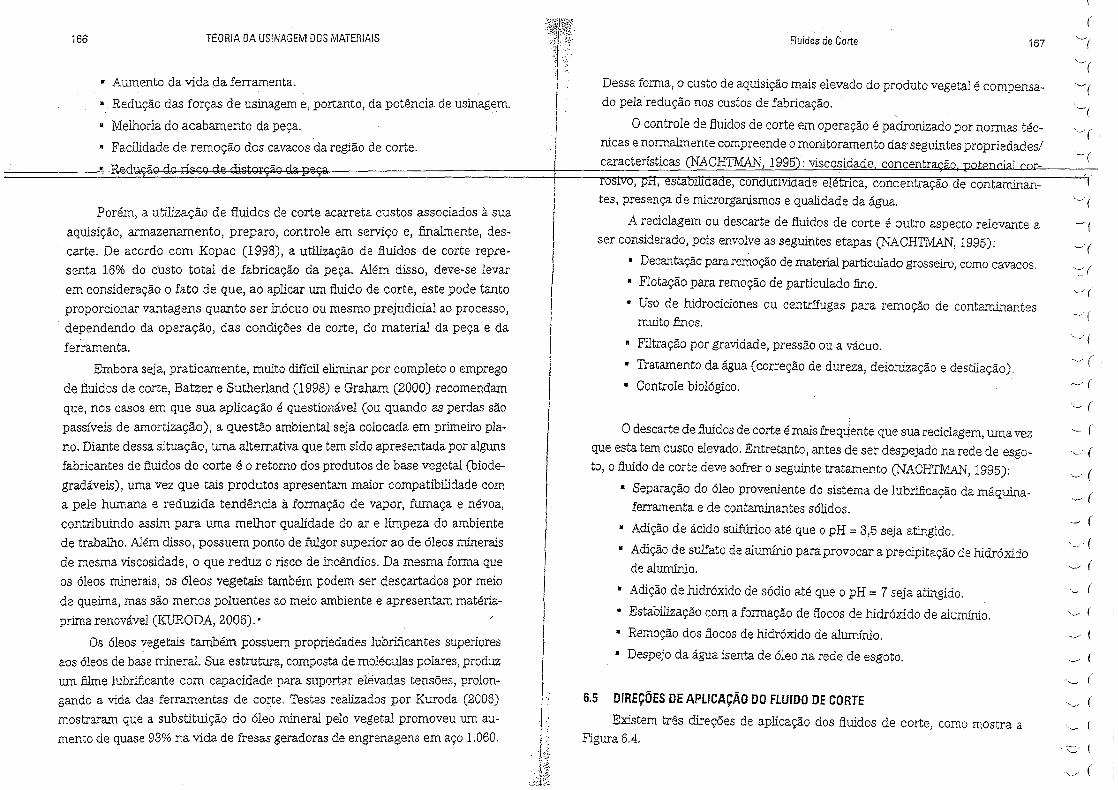
166 TEORIA DA USINAGEM DOS MATERIAIS
• Aumento da vida da ferramenta.
a Redução das forças de usinagern e, portanto, da potência de usinagern.
Melhoria do acabamento da peça.
• Facilidade de remoção dos cavacos da região de corte.
Porém, a utilização de fluídos de corte acarreta custos associados à suaaquisição, armazenamento, preparo, controle em serviço e, finalmente, des-carte. De acordo com Kopac (1998), a utilização de fluidos de corte repre-senta 16% do custo total de fabricação da peça. Além disso, deve-se levarem consideração o fato de que, ao aplicar urn fluido de corte, este pode tantoproporcionar vantagens quanto ser inócuo ou mesmo prejudicial ao processo,dependendo da operação, das condições de corte, do material da peça e da
ferramenta.
Embora seja, praticamente, muito difícil eliminar por completo o empregode fluidos de corte, Batzer e Sutherland (1998) e Graharn (2000) recomendamque, nos casos em que sua aplicação é questionável (ou quando as perdas sãopassíveis de amortização), a questão ambíental seja colocada em primeiro pla-no. Diante dessa situação, uma alternativa que tem sido apresentada por algunsfabricantes de fluidos de corte é o retomo dos produtos de base vegetal (bicde-gradáveís), uma vez que tais produtos apresentam maior compatibilidade coma pele humana e reduzida tendência à formação de vapor, fumaça e névoa,contribuindo assim para uma melhor qualidade do ar e limpeza do ambientede trabalho, Além disso, possuem ponto de fulgor superior ao de óleos míneraís
de mesma viscosidade, o que reduz o risco de incêndios. Da mesma forma queos óleos minerais, os óleos vegetais também podem ser descartados por meio
de queima, mas são menos poluentes ao meio ambiente e apresentam matéria-prima renovável (KlmODA, 2006).'
Os óleos vegetais também possuem propriedades lubrificantes superioresaos óleos de base mineral. Sua estrutura, composta de moléculas polares, produzum filme lubrificante com capacidade para suportar elevadas tensões, prolon-gando a vida das ferramentas de corte. Testes realizados por Kuroda (2006)mostraram que a substituição do óleo mineral pelo vegetal promoveu um au-mento de quase 93% na vida de fresas geradoras de engrenagens em aço 1.060.
Fluidos áe Corte
Dessa forma, o custo de aquisição mais elevado do produto vegetal é compensa-do pela redução nos custos de fabricação.
O controle de fluídos de corte em operação é padronizado por normas téc-nicas e normalmente compreende o monitoramento dasseguintes propriedades!características (NACHTMAN, 1995 : viscosidade concentra -
I1
!II
ro vo, p ,es a e, con u IV! a e e étríca, concentração de contarnínan-tes, presença de microrganismos e qualidade da água.
A reciclagem ou descarte de fluídos de corte é outro aspecto relevante aser considerado, pois envolve as seguintes etapas (NACHTMAN', 1995):
• Decantação para remoção de material partículado grosseiro, como cavacos.
• Flotação para remoção de partículado fino.
• Uso de hidrociclones ou centrífugas para remoção de contarninantesmuito finos.
B Filtração por gravidade, pressão ou a vácuo.
• Tratamento da água (correção de dureza, deíonízação e destilação).
• Controle biológico.
o descarte de fluidos de corte é mais frequente que sua recíclagem, uma vezque esta tem custo elevado. Entretanto, antes de ser despejado na rede de esgo-to, o fluido de corte deve sofrer o seguinte tratamento (NACHTMAN, 1995):
• Separação do óleo proveniente do sistema de lubrificação da máquina-ferramenta e de contaminantes sólidos.
• Adição de ácido sulfúrico até que o pH = 3,5 seja atingido.
• Adição de sulfato de alumínio para provocar a precipitação de hidróxídode alumíní o.
• Adição de hidróxido de sódio até que o pH = 7 seja atingido.
• Estabilização com a formação de flocos de hidróxído de alumínio.
• Remoção dos flocos de hidróxido de alumínio.
• Despejo da água isenta de óleo na rede de esgoto.
6,5 DIREÇÕES DE APLICAÇÃO DO FLUIDO DE CORTE
Existem três direções de aplicação dos fluídos de corte, como mostra aFigura 6.4.
167
(
'~(
'-'rV(._(
'~ (
-(
<. (
~(
-'r'-:-~(
_. (
<:: (
" ..' (
-- (--c"-- (
<: (
-.-' (
',,~ (
(
'", ,(
-,./ (
(
'"., (
'-- (
(
"~ (
<: (
- (- (
'.J (
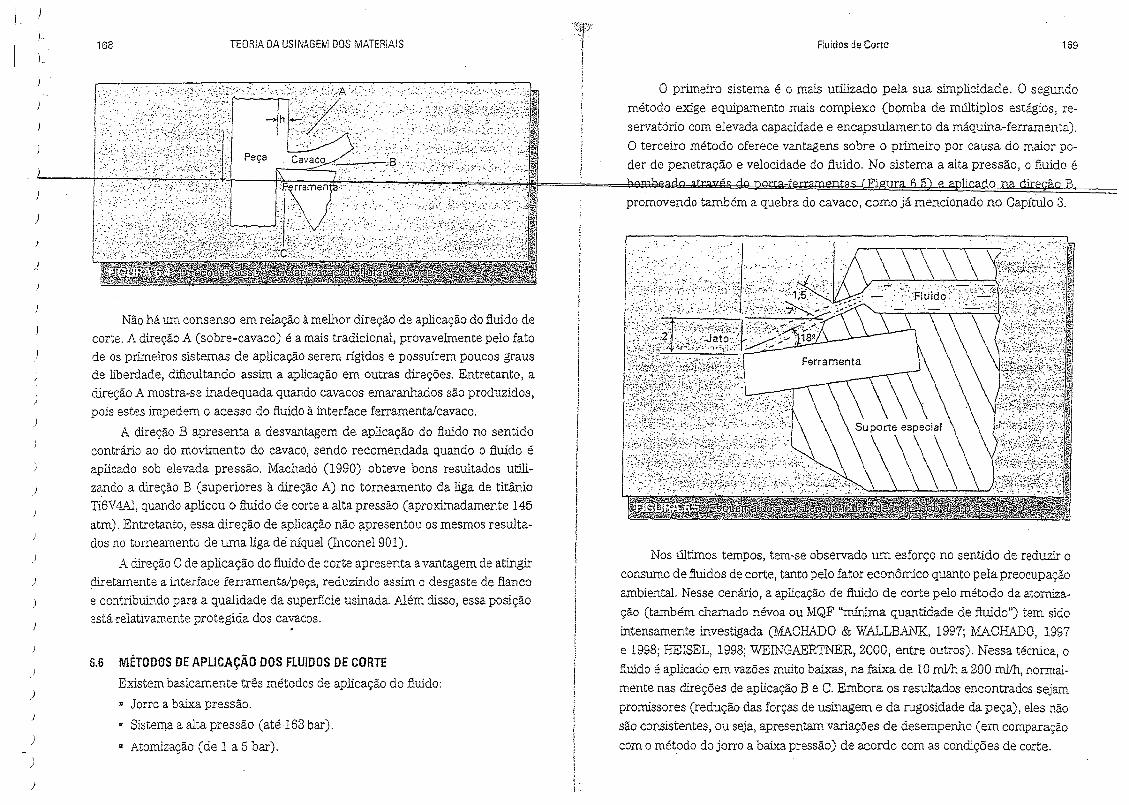
168 TEORIA DA USINAGEM DOS MATERIAIS Fluidos de Corte 169
o primeiro sistema é o mais utilizado pela sua simplicidade. O segundométodo exige equipamento mais complexo (bomba de múltiplos estágios, re-servatório com elevada capacidade e encapsulamento da máquina-ferramenta).O terceiro método oferece vantagens sobre o primeiro por causa do maior po-der de penetração e velocidade do fluido. No sistema a alta pressão, o fluído é
)
Não há um consenso em relação à melhor direção de aplicação do fluido decorte. A direção A (sobre-cavaco) é a mais tradicional, provavelmente pelo fatode os primeiros sistemas de aplicação serem rígidos e possuírem poucos grausde liberdade, dificultando assim a aplicação em outras direções. Entretanto, adireção A mostra-se inadequada quando cavacos emaranhados são produzidos,pois estes impedem o acesso do fluido à interface ferramenta/cavaco.
A direção B apresenta a desvantagem de aplicação do fluido no sentidocontrário ao do movimento do cavaco, sendo recomendada quando o fluido éaplicado sob elevada pressão. Machado (1990) obteve bons resultados utili-zando a direção B (superiores à direção A) no torneamento da liga de títânioTi.6V4Al, quando aplicou o fluido de corte a alta pressão (aproximadamente 145atm). Entretanto, essa direção de aplicação não apresentou os mesmos resulta-dos no torneamento de uma liga de níquel (Incone1901).
A direção C de aplicação do fluido de corte apresenta avantagem de atingirdiretamente a ínterface ferramenta/peça, reduzindo assim o desgaste de fíancoe contribuindo para a qualidade da superfície usinada. Além disso, essa posiçãoestá relativamente protegida dos cavacos.
)
6.6 MÉTODOS DE APLICAÇÃO DOS FLUIDOS DE CORTE
Existem basicamente três métodos de aplicação do fluido:• Jorro a baixa pressão.c Sistema a alta pressão (até 163 bar).• Atornízação (de 1 a 5 bar).)
)
)
promovendo também a quebra do cavaco, como já mencionado no Capítulo 3.
Nos últimos tempos, tem-se observado um esforço no sentido de reduzir oconsumo de fíuídos de corte, tanto pelo fator econômico quanto pela preocupaçãoambíental. Nesse cenário, a aplicação de fluido de corte pelo método da atomíza-ção (também chamado névoa ou MQF "mínima quantidade de fluido") tem sidointensamente ínvestígada (MACHADO & WALLBANK,1997; MACHADO, 1997e 1998; HEISEL, 1998; WEINGAERTNER,2000, entre outros). Nessa técnica, ofluido é aplicado em vazões muito baixas, na faixa de 10 rnl/h a 200 rnlIh, normal-mente nas direções de aplicação B e C. Embora os resultados encontrados sejampromissores (redução das forças de usínagem e da rugosidade da peça), eles nãosão consistentes, ou seja, apresentam variações de desempenho (em comparaçãocom o método do jorro a baixa pressão) de acordo com as condições de corte.
170 TEORIA DA USINAGEM DOS MATERIAIS
A elevada razão entre a área e o volume das gotículas permite a rápida eva-poração do fluido, provocando a refrigeração (SHAW, 1982). Portanto, fluidoscom baixo ponto de fusão e alto calor latente de vaporização (ou seja, com ele-vada concentração de água) devem apresentar melhores resultados. Os aspec-tos negativos associados ao método de aplicação por atomização dizem respeitoà necessidade de controle das emjssões (por I!lei,:) dei eHc"psul:âllt€nto da má:quina-ferramenta e de um sistema de exaustão eficiente) e do ruído produzidopela linha de ar comprimido em funcionamento contínuo.
6.7 SELEÇÃO DO FLUIDO DE CORTE
A seleção do fluído de corte ideal é dificil devido à grande variedade deprodutos disponíveis em um mercado altamente competitivo. O custo é alto e autilização de um fluido de corte tem de ser justificada economicamente, isto é,os benefícios devem superar o investimento. Existem várias operações em que ocorte é realizado sem a aplicação de nenhum fluido, pois não se justifica economi-
camente o seu emprego. O tornearnento e o fresamento de ferro fundido cinzentosão exemplos de operações realizadas nessas condições. Em contrapartída, exis-tem muitas operações nas quaís O emprego do fluido de corte é vital, como na re-tificação ou no roscamento. Em termos de consumo industrial, os óleos emulsío-náveís estão bem à frente dos demais; porém, os novos produtos, principalmenteos sintéticos, estão cada vez mais conquistando o mercado consumidor.
Pesquisas de laboratório devem ser usadas como critério para a seleção COr-reta do fluido de corte e dos aditívos, apesar de a maioria dos produtores forne-cer tabelas e diagramas que ajudam na seleção do produto. É comum encontrarna literatura informações detalhadas com a descrição do produto, concentraçãorecomendada e material a usínar. Essas informações são úteis e devem ser uti-lizadas como ponto de partida, entretanto, pelo menos três aspectos relevantestambém devem ser considerados antes de se decidir por um determinado fluido.de corte: o material da peça, o material da ferramenta e a operação.
6.7.1 Recomendações quanta ao material da peça
O ferro fundido cinzento produz cavacos de ruptura e normalmente é usi-nado a seco. O ar comprimido pode, entretanto, ser útil na remoção do cava-co, particularmente no caso do fresamento de cavidades. Na usinagern de ferro
Fluidos de Corte
J ...r·,I!I
fundido maleável, se for usado fluido de corte, deve ser um óleo integral oualgum tipo especial de emulsão (deve-se tomar cuidado para que os cavacosnão reajam quimicamente com emulsões). A usínagem de ferro fundido brancoé considerada difícil e geralmente requer aditívos EP nas emulsões.
Os aços representam o maior volume de material usado industrialmente eeXisCe wna variedade muito grande de cornposiçoes dísporuvels. Assrrn, todos ostipos de fluídos de corte podem ser usados e a escolha depende da severidadeda operação e da resistência do material da peça. Em geral, os aços de corte fácil(contendo chumbo, enxofre ou bismuto) apresentam boa usinabilidade, sendorecomendado o uso de emulsães ou soluções preferencialmente com enxofre naforma de aditivo EP (aditívos à base de cloro não produzem bons resultados).Para os aços-baixo carbono, emulsões e óleos com baixa viscosidade são indi-cados. Já para aços com médio e alto teor de carbono e aços-liga com a mesmaconcentração de carbono, recomendam-se emulsões ou soluções (estas paraaltas taxas de remoção de material). Os aços inoxidáveis devem ser usina doscom a aplicação de óleos com adítívos EP à base de cloro e enxofre. Para altasvelocidades de cortaernulsões contendo esses mesmos adítívos devem ser em-pregadas (NACHTMAN, 1995).
As ligas de aíumínío podem, muitas vezes, ser usinadas a seco. Porém, asIígas conformadas (com alto teor de cobre) requerem um ftuido de corte comalta capacidade refrigerante. Quando cavacos longos são formados, a área decontato é grande e exige-se lubrificação adequada (óleos leves). As ligas dealurnínío-silícío também exigem boa lubrificação. Se a qualidade dímensional
da peça for importante, deve-se usar um fluido refrigerante por conta do altocoeficiente de expansão térmica do alumínio. As ligas de alumínio não exigem
aditivos EP e o enxofre livre ataca o metal instantaneamente.
As ligas de magnésío são normalmente usinadas a seco. Sob altíssírnas velo-Cidades de corte, entretanto, um fluido refrigerante pode ser utilizado. Emulsõessão proibidas, porque a água reage com o cavaco para liberar hidrogênio, queapresenta risco de ignição. Geralmente, usa-se óleo mineral ou misturas de óleomineral com gorduras, e, como no caso do alumínío, o enxofre ataca o metal.
As ligas de cobre são agrupadas de acordo com a sua usinabilidade. As ligasde fácil usinagem incluem a maíoria dos latões e alguns bronzes ao fósforo fundido,pois estes possuem resistência à tração adequada e baixa ductílídade e geralmenteadições de elementos de corte fácil (chumbo, selênio e telúrio). Isso significa que
171
'._' (
.~(
'.. (
-(
'.•/ (
~--('-- (
'./ (
~(
v'(_.(
---r'./ (
(
~/(
- (
.~. (
•.... (
'- (
(
.~ (
'J (
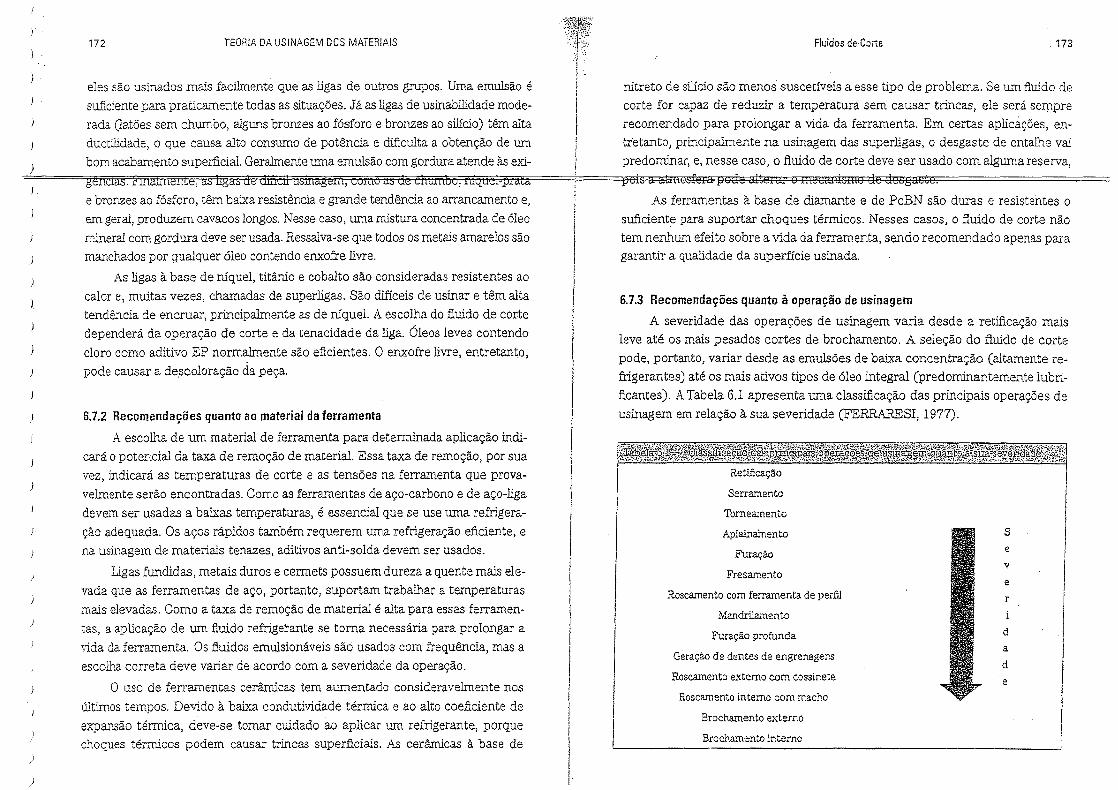
)172 TEORIA DA USINAGEM DOS MATERIAIS
eles são usínados mais facilmente que as ligas de outros grupos. Uma emulsão ésuficiente para praticamente todas as situações. Já as ligas de usínabilídade mede-rada Gatões sem chumbo, alguns bronzes ao fósforo e bronzes ao silício) têm altaductilidade, o que causa alto consumo de potência e dificulta a obtenção de umbom acabamento superficial. Geralmente uma emulsão com gordura atende às exí-gÊncIas. flllb.UtlellLe, as ligas de êlifiCilusíÜageIIt, como as de chumbo, rífqtlel-p!ata
)
e bronzes ao fósforo, têm baixa resistência e grande tendência ao arrancamento e,em geral, produzem cavacos longos. Nesse caso, uma mistura concentrada de óleomineral com gordura deve ser usada. Ressalva-se que todos os metais amarelos sãomanchados por qualquer óleo contendo enxofre livre.
As ligas à base de níquel, títãnío e cobalto são consideradas resistentes aocalor e, muitas vezes, chamadas de superligas. São difíceis de usinar e têm altatendência de encruar, principalmente as de níquel. A escolha do fluido de cortedependerá da operação de corte e da tenacidade da liga. Óleos leves contendocloro como aditívo EP normalmente são eficientes. O enxofre livre, entretanto,pode causar a descoloração da peça.
)
)
6.7.2 Recomendações quanto ao material da ferramenta
A escolha de um material de ferramenta para determinada aplicação indi-cará o potencial da taxa de remoção de material. Essa taxa de remoção, por suavez, indicará as temperaturas de corte e as tensões na ferramenta que prova-velmente serão encontradas. Como as ferramentas de aço-carbono e de aço-ligadevem ser usadas a baixas temperaturas, é essencial que se use uma refrigera-ção adequada. Os aços rápidos também requerem uma refrigeração eficiente, ena usínagem de materiais tenazes, adítivos antí-solda devem ser usados.
Ligas fundidas, metais. duros e cermets possuem dureza a quente mais ele-vada que as ferramentas de aço, portanto, suportam trabalhar a temperaturasmais elevadas. Como a taxa de remoção de material é alta para essas ferramen-tas, a aplicação de um fluido refrigerante se torna necessária para prolongar avida da ferramenta. Os fluidos ernulsionãveis são usados com frequência, mas aescolha correta deve variar de acordo com a severidade da operação.
O uso de ferramentas cerâmicas tem aumentado consideravelmente nosúltírnos tempos. Devido à baixa condutividade térmica e ao alto coeficiente deexpansão térmica, deve-se tomar cuidado ao aplicar um refrigerante, porquechoques térmicos podem causar trincas superficiais. As cerâmicas à base de
)
)
)
FluidosdeCorte .173
nitrato de silício são menos suscetíveis a esse tipo de problema. Se um fluido decorte for capaz de reduzir a temperatura sem causar trincas, ele será semprerecomendado para prolongar a vida da ferramenta. Em certas aplicações, en-tretanto, principalmente na usínagem das superligas, o desgaste de entalhe vaipredominar, e, nesse caso, o fluido de corte deve ser usado com alguma reserva,pois a abmosfera pode alLelaI o mecwITsftlo de desgaste.
As ferramentas à base de diamante e de PcBN são duras e resistentes osuficiente para suportar choques térmicos. Nesses casos, o fluido de corte nãotem nenhum efeito sobre a vida da ferramenta, sendo recomendado apenas paragarantir a qualidade da superfície usínada.
6.7.3 Recomendações quanto à operação de usinagem
A severidade das operações de usinagern varia desde a retificação maisleve até os mais pesados cortes de brochamento, A seleção do fluido de cortepode, portanto, variar desde as emulsões de baixa concentração (altamente re-frigerantes) até os mais ativos tipos de óleo integral (predominantemente lubri-ficantes). A Tabela 6.1 apresenta uma classificação das principais operações deusínagern em relação à sua severidade (FERRARESI, 1977).
Serramento,I TorneamentoI Aplaínarnen to S,I Furação e
I vFresamento
I e
I Roscamento com ferramenta de perfil r
I Mandrilamento
I Furação profunda d
I a
1
Geração de dentes de engrenagensd
Roscamento externo com cossínete eI
I Roscamento interno com machoI
I Brochamento externo
! Broch~rnentointernoI
II
i'
174 TEORlA DA USfNAGEM DOS MATERIAIS
Para o torneamento sugere-se que, por causa do contato contínuo entreferramenta e peça e, consequentemente, do acesso restrito à interface, soluçõese ernulsões de baixo peso molecular são mais indicadas (NACHTMAN, 1995).Nas operações de fresamento, a ação lubrificante é prioritária e o acesso doADjdo é facilitado pela intermitência da operação, assim, óleos e emulsões con-
centrados são indicados; entretanto, corre-se o risco de acentuar o gradientetérmico e promover trincas de origem térmica na ferramenta de corte. Final-mente, no caso da furação, há o contato contínuo entre ferramenta e peça aliadoà dificuldade de acesso do fluido de corte, o que requer, sempre que possível, ouso de ferramentas com canais intemos para a aplicação de fluido. Emulsões esoluções com adítivos à base de enxofre e cloro normalmente são e.ficientes.
Algumas vezes, a seleção do f!.uido de corte mais indicado é realmente
problemática, como no caso de células flexíveis de manufatura. Nessas células,várias operações de usinagem podem ser feitas em uma variedade de materiais.É difícil, portanto, satisfazer a todas as situações. O fluido de corte deve supor-tar a severidade oferecida pelas mais exigentes operações de corte em materiaisde difícil usinagem, o que representa, inevitavelmente, o desperdício de poten-cialidades no caso de materiais de corte fácil e operações mais leves (N""ELSON&SHAIBLE, 1988).
REFERÊNCIAS BIBLIOGRÁFICASBATZER, S.; SUTHERLAND, J. "The dry cure for coolants ills ". Cutting ToolEngineering,junb.o 1998, p. 34-44.
CHILDS, T. H. C.; ROWE, G. W. "Physícs in metal cuttíng". Rep. Prog.FERRARESI, D. Fundamentos da usinaçem dos' metais. São Paulo:
Blucher, 1977.GRAHA.ivl,D. "Dry out". Cutting Toot Ençineerinç, março 2000, p. 56-65.
F.EISEL, U. et alo "A técnica da quaatidade mínima de fluidos e sua aplicação
nos processos de corte". Máquinas e Metais, fevereiro 1998, p. 22-38.
HORNE, J. G. et alo "Direct observation of contact and Iubrícatíon at a chíp-toolínterface". Proc. Inst. Int. Conf onLubricatiori Challençes in Metal Workingand Processinç. Chicago: III Research Instítute, 1978.
KOPAC, J. "Infíuence of cutting material and coatíng on tool quality and toollife". Journai of MaterioJs Processinq Technology, n. 78, p. 95-103, 1988.
"
l?I'I'I'I'[I
Fluidos de Corte
KURODA, M. "Aumentando a lucratívidade com óleos vegetais". O mundo dausinagem. 2. ed. São Paulo, 2006.MACHADO, A. R. Machining ofTi6AU Vandlnconel gOl with a highpressurecoolant system. Tese (Ph.D.). University of Warwick, 1990.
.; WALLBANK,J. "The effect of extremely low lubrícant volumes ín
machíníng". Wear, v. 210, p. 76:'82, 1997.____ o et alo "Perforrnance of synthetic and mineral soluble oil whenturníng AISI 8640 Steel". Trans of ASME. Journal ofManufacturing ScienceandEngineenng, v. 119, n. 4(A), p. 580-586, 1997.
___ -'--o et alo "Iool performance and chip control when machining titanium(Tí6Al4V) and nickel (Incone1901) based superalloys usínghigh pressure coolantsupply". Machining Science and Technology. An Iruernational Journai, v. 2,
n. 1, p.1-12, 1998.NACHTMAN, E. S. "Metal cutting and grinding fíuids''. Metals handbook:machining. 9. ed. Nova York: ASM International, 1995.NELSON, D.; SCHAIBLE, J. "Update: cutting fluids and related products".
Cutting ToolEngi:aeering, outubro 1988, p. 31-35.POSTINIKOV, S. N. "Penetrating ability of cutting fíuids". Wear, v. 10, p. 142-
150, 1967.RUFFINO, R. T. "Fluidos de corte". inFundamentos da usinaçem dos metais.São Paulo: Blucher, 1977.SALES, W. F. Influência das características refrigerantes e lubrific(;,ntesde fluidos de corte. Tese (Doutorado em Engenharia Mecânica). Uberlândia:
Universidade Federal de Uberlândía (OFO), 1999.
SHAW, M. C. et alo "The effect of the cutting fiuid upon chíp-tool interfacetemperature". Troms. ofASME, v. 73, n. 1, p. 45-56, 1951.
SHAW, M. C. Metal cutting principies. Londres: Oxford University Press, 1982.TRENT, E. M. "Conditions aí seizure at the tool work interface".1S1 Speciai
Repore 94. Londres: Iron and Steel Insntute, 1967.____ o Metal cutting. 3. ed. Londres: Butterworths & Co., 1991.
W""EINGAERTN"ER,W. et alo "A influência da minímização do fluído de corte".
Máquinas e Metais, janeiro 2000, p. 52-59.
W1LLIAlvlS,J.A. "I'he actíon oflubricants ínrnetal cuttíng". Journal MeclumicalEngineering Science, v. 19, n. 5, p. 202-212, 1977.I
Ir
175(
"-' (
'.- (
_.' (
-- (' .., (
"- (- . f
--'(
._. (
,,-' (
'-:'(
-, (
._, (
../ (
"-' (
'-, (
-,./ (
~ (._, (
--' (
(
_.,' (
'.- (
-- (',~ (
'- (
....~~(
-- (
-'--'(
(
'~
(
(
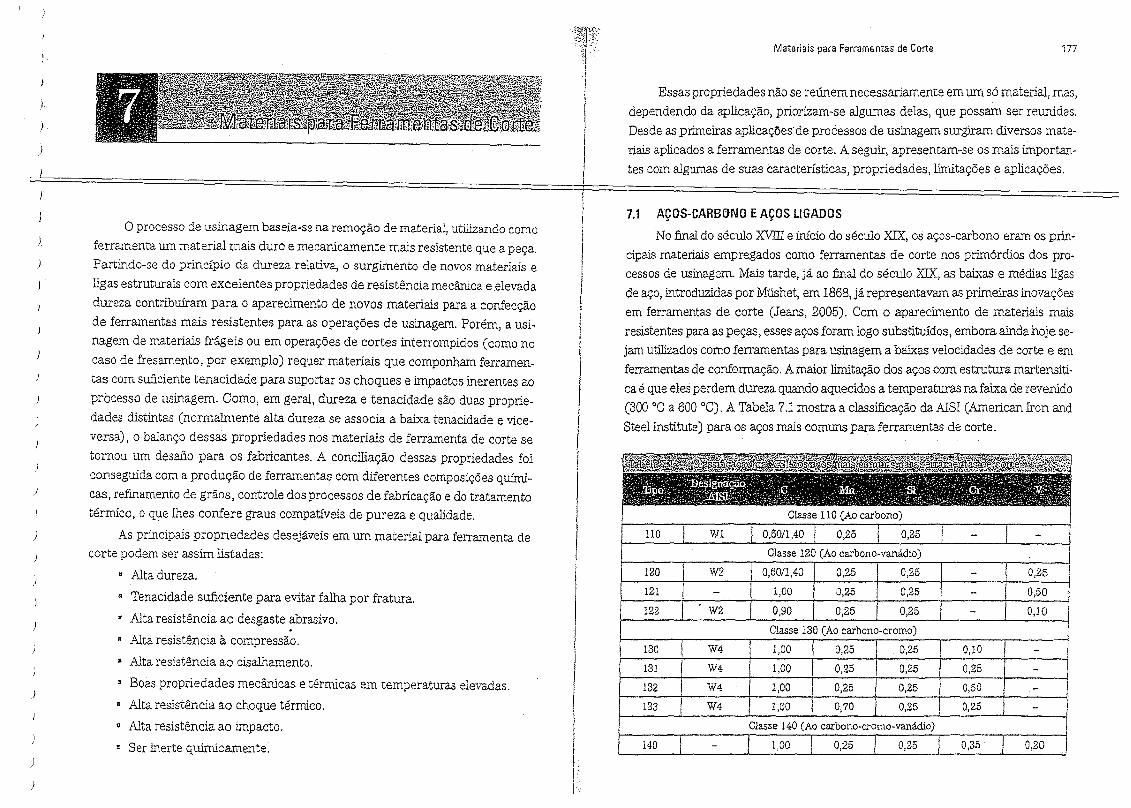
)-
)
)
Materiais para Ferramentas de Corte 177
Essas propriedades não se reúnem necessariamente em um só material, mas,dependendo da aplicação, príorízarn-se algumas delas, que possam ser reunidas.Desde as primeiras aplicações de processos de usínagem surgiram diversos mate-riais aplicados a ferramentas de corte. A seguir, apresentam-se os mais importan-tes com algumas de suas características, propriedades, limitações e aplicações.
)
)
)
)
)
)
)
)
o processo de usínagem baseia-se na remoção de material, utilizando comoferramenta um material mais duro e mecanicamente mais resistente que a peça.Partindo-se do princípio da dureza relativa, o surgimento de novos materiais eligas estruturais com excelentes propriedades de resistência mecânica e .elevadadureza contribuíram para o aparecimento de novos materiais para a confecçãode ferramentas mais resistentes para as operações de usinagem. Porém, a usi-nagem de materiais frágeis ou em operações de cortes interrompidos (como nocaso de fresamento, por exemplo) requer materiais que componham ferramen-tas com suficiente tenacidade para suportar os choques e impactos inerentes aoprocesso de usínagern. Como, em geral, dureza e tenacidade são duas proprie-dades distintas (normalmente alta dureza se associa a baixa tenacidade e více-versa), o balanço dessas propriedades nos materiais de ferramenta de corte setornou um desafio para os fabricantes. A conciliação dessas propriedades foiconseguida com a produção de ferramentas com diferentes composições quími-cas, refinamento de grãos, controle dos processos de fabricação e do tratamentotérmico, o que lhes confere graus compatíveis de pureza e qualidade.
As principais propriedades desejáveis em um material para ferramenta decorte podem ser assim listadas:
u Alta dureza.
• Tenacidade suficiente para evitar falha por fratura.• Alta resistência ao desgaste abrasívo..• Alta resistência à compressão.a Alta resistência ao císalhamento,
Boas propriedades mecânicas e térmicas em temperaturas elevadas.• Alta resistência ao choque térmico.• Alta resistência ao impacto.• Ser inerte quimicamente.
110
120 W2 0,60/1,40 0,25 0,25
121 1,00 0,25 0,50
122 W2 0,90 0,25 0,25 0,10
Classe 130 (Ao carbono-cromo)
130 W4 1,00 0,25 0,25 0,10
131 W4 1,00 0,25 0,25 0,25
132 W4 1,00 0,25 0,25 0,50
133 W4 1,00 0,70 0,25 0,25
Classe 140 (Ao carbono-cromo-vanádío)
140 0,20
!
7.1 AÇOS-CARBONO E AÇOS LIGADOS
No final do século xvm e início do século XIX,os aços-carbono eram os prin-cipais materiais empregados como ferramentas de corte nos primórdíos dos pro-cessos de usinagern, Mais tarde, já ao fmal do século XIX,as baixas e médias ligasde aço, íntroduzídas por Müshet, em 1868, já representavam as primeiras inovaçõesem ferramentas de corte (Jeans, 2005). Com o aparecimento de materiais maisresistentes para as peças, esses aços foram logo substituídos, embora ainda hoje se-jam utilizados corno ferramentas para usínagern a baixas velocidades de corte e emferramentas de conformação. A maior limitação dos aços com estrutura martensítí-ca é que eles perdem dureza quando aquecidos a temperaturas na faixa de revenido(300°C a 600°C). A Tabela 7.1 mostra a classificação da AISl (Amerícan Iron andSteellnstitute) para os aços mais com1.U1Spara ferramentas de corte.
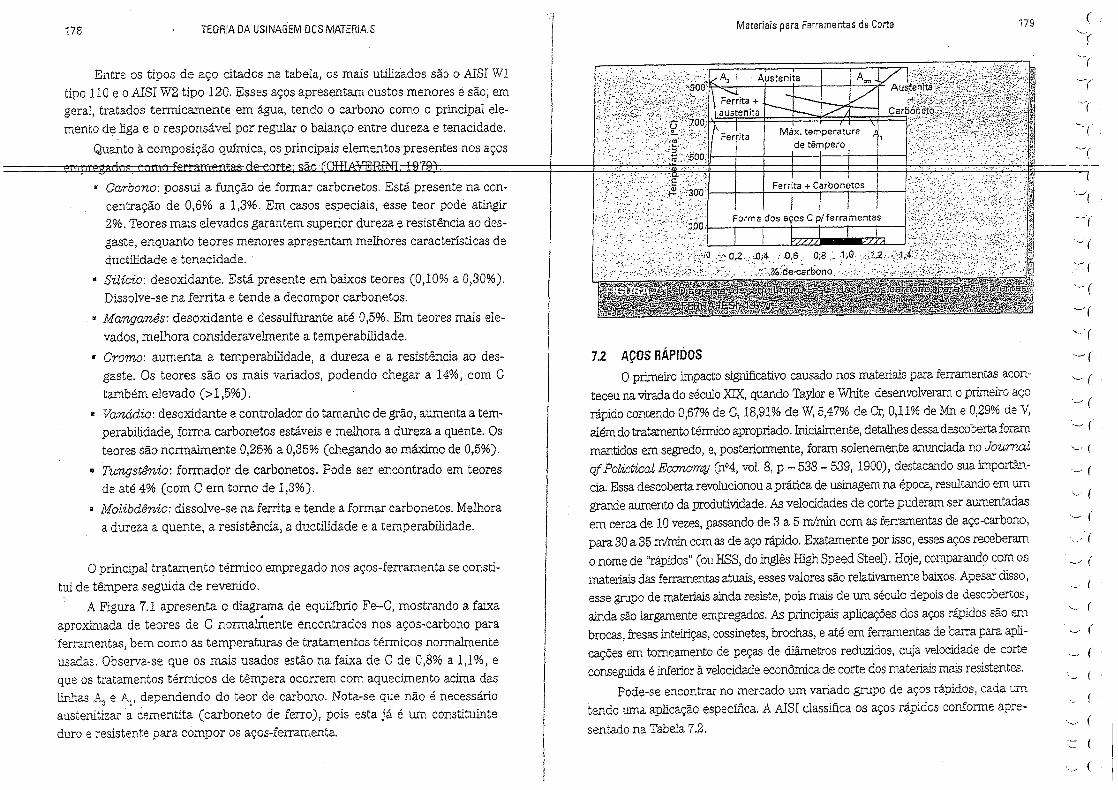
178 TEORIA DA USINAGEM DOS MATERIAIS
Entre os tipos de aço citados na tabela, os mais utilizados são o AISI Wltipo 110 e o AISI W2 tipo 120. Esses aços apresentam custos menores e são, emgeral, tratados termicamente em água, tendo o carbono como o principal ele-mento de liga e o responsável por regular o balanço entre dureza e tenacidade.
Quanto à composição química, os principais elementos presentes nos aços
:1I
r
Materiais para Ferramentas de Corte 179
Austenita
• Carbono: possui a função de formar carbonetos, Está presente na con-centração de 0,6% a 1,3%. Em casos especiais, esse teor pode atingir2%, Teores mais elevados garantem superior dureza e resistência ao des-gaste, enquanto teores menores apresentam melhores características deductilidade e tenacidade.
• Siücio: desoxidante. Está presente em baixos teores (0,10% a 0,30%).Dissolve-se na ferrita e tende a decompor carbonetos.
• Momçamé«: desoxidante e dessulfurante até 0,5%. Em teores mais ele-vados, melhora consideravelmente a temperabilidade.
• Cromo: aumenta a temperabilidade, a dureza e a resistência ao des-gaste. Os teores são os mais variados, podendo chegar a 14%, com Ctambém elevado (>1,5%).
m Vanádio: desoxídante e controlador do tamanho de grão, aumenta a tem-perabííidade, forma carbonetos estáveis e melhora a dureza a quente. Osteores são normalmente 0,25% a 0,35% (chegando ao máximo de 0,5%).
• Tumçsténio: formador de carbonetos. Pode ser encontrado em teoresde até 4% (com C em tomo de 1,3%).
• Moliodênio: dissolve-se na ferrita e tende a formar carbonetos. Melhoraa dureza a quente, a resistência, a ductilidade e a temperabílídade.
o principal tratamento térmico empregado nos aços-ferramenta se consti-tui de têmpera seguida de revenido.
A Figura 7.1 apresenta o diagrama de equílfbrio Fe-C, mostrando a faixaaproximada de teores de C normalmente encontrados nos aços-carbono paraferramentas, bem como as temperaturas de tratamentos térmicos normalmenteusadas. Observa-se que os mais usados estão na faixa de C de 0,8% a 1,1%, eque os tratamentos térmicos de têmpera ocorrem com aquecimento acima daslinhas .\ e Ai' dependendo do teor de carbono. Nota-se que não é necessárioaustenitizar a cernentíta (carboneto de ferro), pois esta já é um constituinteduro e resistente para compor os aços-ferramenta.
7.2 AÇOS RÁPIDOSO primeiro impacto sígníficativo causado nos materiais para ferramentas acon-
teceu na virada do século XIX, quando Taylor e White desenvolveram o primeiro açorápido contendo 0,67% de C, 18,91% de W, 5,47% de Cr, 0,11% de Mn e 0,29% de V,além do tratamento térmico apropriado. Inicialmente, detalhes dessa descoberta forammantidos em segredo, e, posteriormente, foram solenemente anunciada no Journaicf Polictical Economy (n04, vol. 8, p - 538 - 539, 1900), destacando sua importân-cia. Essa descoberta revolucionou a prática de usinagem na época, resultando em umgrande aumento da produtividade. As velocidades de corte puderam ser aumentadasem cerca de 10 vezes, passando de 3 a 5 rnlmin com as ferramentas de aço-carbono,para 30 a 35 m1mincom as de aço rápido. Exatamente por isso, esses aços receberamo nome de "rápidos" (ou R..,<::S, do inglês Hígh Speed Steel). Hoje, comparando com osmateriais das ferramentas atuais, esses valores são relativamente baixos. Apesar disso,esse grupo de materiais ainda resiste, pois mais de um século depois de descobertos,ainda são largamente empregados. As principais aplicações dos aços rápidos são embrocas, fresas ínteíriças, cossínetes, brochas, e até em ferramentas de barra para apli-cações em torneamento de peças de diâmetros reduzidos, cuja velocidade de corteconseguida é inferior à velocidade econômica de corte dos materiais mais resistentes,
Pode-se encontrar no mercado um variado grupo de aços rápidos, cada umtendo uma aplicação específica, A AISI classífíca os aços rápidos conforme apre-sentado na Tabela 7.2.
~'(
~(
~--:(~(
~(
-.' (
'.~ (
'-' (
j(
"- (
'-o (
,._, (
-.' (
.~ (
.:: (
-~' (
- (.... _.
(
(
(
- (-' (
'~ .. (
(
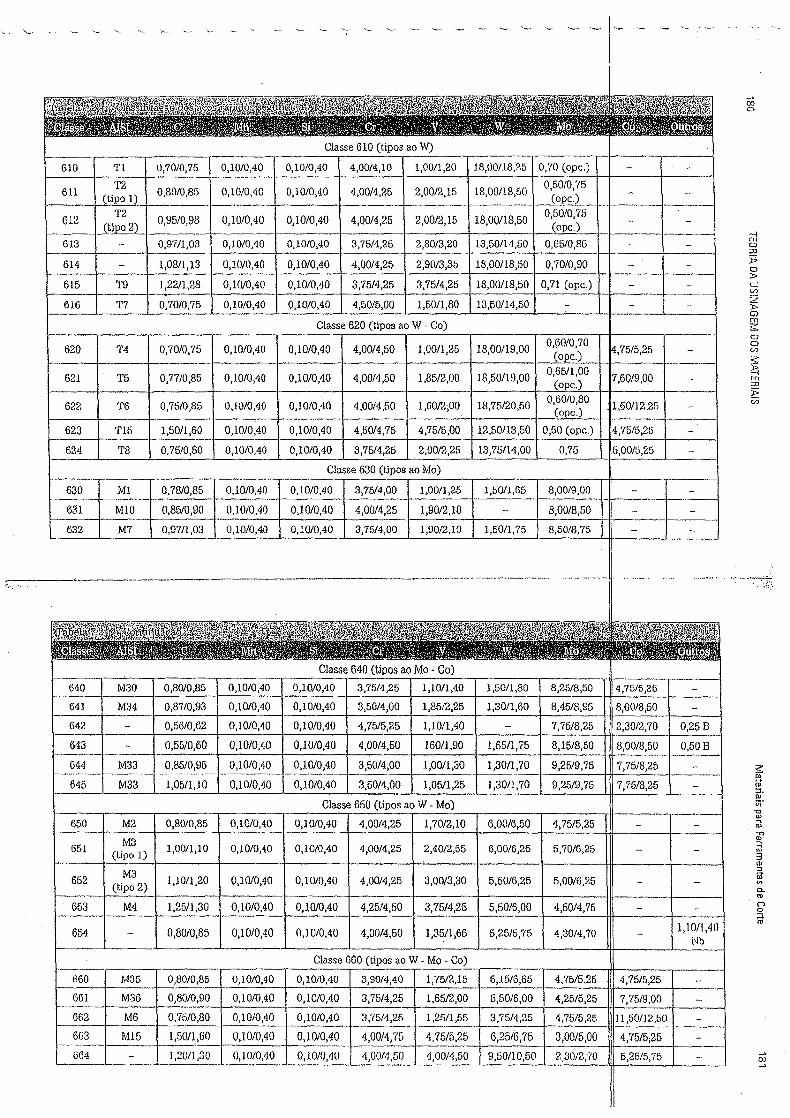
_.coo
Classe 610 (tipos ao W)
610 TI 0,70/0,75 0,10/0,40 0,10/0,40 4,00/4,10 1,00/1,20 18,00/18,25 0,70 (ope.)- ---- ---'----611
T20,80/0,85 0,10/0,40 0,10/0,40 4,00/4,25 2,00/2,15 18,0(1/18,50
0,5010,75(tipo 1) (opc.) ----~--'
612 1'20,95/0,98 0,10/0,40 0,10/0,40 4,00/4,25 2,00/2,15 18,00/18,50
0,50/0,75(tipo 2) (opc.)
-l
613 0.97/1.03 0,10/0,40 0,1010.40 3,75/4,25 2,80/3.20 13,50/14,50 0,65/0.85 rrto:;J:J
614 1,08/1.13 0.10/0,40 0,10/0,40 4.00/14,25 2,90/3.35 18.00/18,50 0,70/0.90);o»
615 1'9 1,2211.28 0.10/0.40 0,10/0,40 3.75/4,25 3,75/4.25 18,00/18,50 0,71 (opc.) c:~616 1'7 0,70/0,75 0,10/0,40 0,10/0,40 4,50/5,00 1,50/1,80 13,50/14.50 z»
C.i)
Classe 620 (tipos ao W - Co)lT1:;;:
0,(30/0,70CJ
620 1'4 0,70/0,75 0,10/0,40 0,10/0,40 4,00/4.50 1,0011,25 18,00/19,00 4,75/5,25o
(opc.)(/,)
:;;:621 T5 0,77/0,85 0,10/0,40 0.10/0,40 4,00/4,50 1,85/2,00 18,50/19.00
0,65/1.007.60/9,00
~rn
(opc.) zn
.0.60/0.80):::
622 '1'6 0.75/0.85 0,10/0,40 0,10/0,40 4,00/4.50 1,60/2,00 18.75/20.50 1.50/12,25 zs(opc.)
623 T15 1,50/1.60 0.10/0,40 0.10/0,40 4.50/4,75 4.75/5,00 12,50/13,50 0,50 (opc.) 4,75/5,25------624 '1'8 0,75/0.80 0,10/0,40 0,10/0,40 3,75/4,25 2,00/2,25 13,75/14,00 0,75 5.00/5,25---
Classe 630 (tipos ao Mo)
630 M1 0,78/0,85 0,1010,40 0,10/0,40 3,75/4,00 1,00/1,25 1,5011,65 8,00/9,00
631 MIO 0,85/0,90 0,10/0,40 0,10/0,40 4,00/4,25 1,90/2,10 8,00/8,50
632 M7 0,9711.03 0,10/0,40 0,1010,40 3,75/4,00 1,90/2,10 1,50/1,75 8,50/8,75
.,.,.-- c . -__ • • ----
';-';'::-."
Classe 640 (tipos ao Mo- Co)-~---640 !vI30 0,80/0,85 0,1010,40 0,10/0,40 3,75/4,25 1,10/1.40 1,5011,80 8,25/8,50 4,75/5,25
641 M34 0,87/0,93 0,1010,40 0,10/0,'10 3,50/4,00 1,85/2,25 1,30/1,60 8,45/8,95 8,00/8,50
642 0,56/0,62 0,10/0,40 0,10/0,40 4,75/5,25 1,1011,40 7,75/8,25 2,30/2,70 0,255
6-13 0,55/0,60 0,10/0,40 0,10/0.40 4,00/4,50 16011,90 1,65/1,75 8,15/8,50 8,00/8,50 O,50B-644 11133 0,85/0,95 0,10/0,40 0,10/0,40 3,50/4,00 1,00/1,30 1,30/1,70 9,25/9,75 7,75/8,25 ~~ ~~-,-~ -- ~645 11133 1,05/1,10 0,10/0,40 0,10/0,40 3,50/4,00 1,05/1,25 1,30/1,70 9,25/9,75 7,75/8,25 (ll
::1.a>
Classe 650 (tipos ao W - Mo) õ;'-o
650 M2 0,80/0,85 0,1010,40 0,1010,40 4,00/4,25 1,70/2,10 6,00/G,50 4,75/5,25!!llU-rt
651 M3 1,00/1,10 0,10/0,40 0,10/0,40 4,00/4,25 2,4012,55 6,00/6,25 5,70/6,25 ~(tipo 1) '"3
mM3
::J652 1,10/1,20 0,10/0,40 0,10/0,40 4,00/4,25 3,00/3,30 5,60/6,25 5,00/6,25 Di
(tipo 2) '"a.lU
653 M4 1,25/1,30 0,10/0,40 0,10/0,40 4,25/4,50 3,75/4,25 5,50/6,00 4,50/4,75 "o~1,10/1,40
fi
654 0,80/0,85 0,1010,40 0,10/0,40 4,00/4,50 1,35/1,65 5,25/5,75 4,30/4,70Nb
Classe 660 (tipos ao W - Mo - Co)
660 M35 0,80/0,85 0,10/0,40 0,10/0,40 3,90/4,40 1,75/2,15 6,15/6,65 4,75/5,25 4,75/5,25
661 M36 0,80/0,90 0,10/0,40 0,10/0,40 3,75/4,25 1,65/2,00 5,50/6,00 4,25/5,25 7,75/9,00-- .._-662 M6 0,75/0,80 0,1010,40 0,10/0,40 3,75/4,25 1,25/1,55 3,75/4,25 4,75/5,25 11,50112,50._---.- ._-- - ----663 M15 1,5011,60 0,10/0,40 0,10/0,40 4,00/4,75 4,75/5,25 6,25/6,75 3,00/5,00 4,75/5;25664 1,2011,30 0,10/0.40 0,10/0,40 4,00/4.50 4,00/4,50 9,50110.50 2,30/2,70 5,25/5,75 ~
co___ o
-'
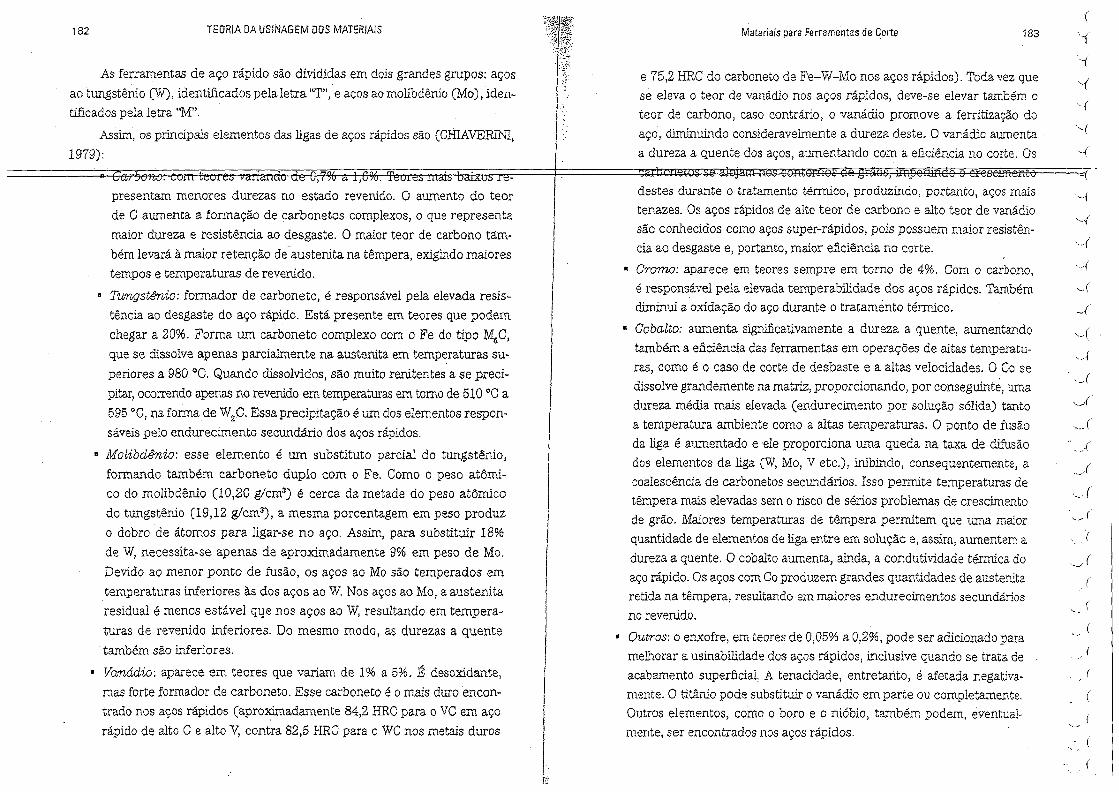
182 TEORIA DA US!NAGEM DOS MATERIAIS
As ferramentas de aço rápido são divididas em.dois grandes grupos: açosao tungstênío [VI), identificados pela letra "T", e aços ao molíbdênío (Mo), iden-tificados pela letra UM".
Assim, os principais elementos das ligas de aços rápidos são (CHIAVERINI,1979):
Materiais para Ferramentas de Corte
e 75,2 HRC do carboneto de Fe-W-Mo nos aços rápidos). Toda vez quese eleva o teor de vanádio nos aços rápidos, deve-se elevar também oteor de carbono, caso contrário, ° vanádio promove a ferritização doaço, diminuindo consideravelmente a dureza deste. O vanádio aumenta
a dureza a quente dos aços, aumentando com a eficiência no corte. Os
183
{\_(
-{
..(
.{..,(
..{
presentam menores durezas no estado revenido. O aumento do teorde O aumenta a formação de carbonetos complexos, o que representa
maior dureza e resistência ao desgaste. O maior teor de carbono tam-bém levará à maior retenção de austenita na têmpera, exigindo maiorestempos e temperaturas de revenido.
a Tumçsténio: formador de carboneto, é responsável pela elevada resis-tência ao desgaste do aço rápido. Está presente em teores que podem
chegar a 20%. Forma um carboneto complexo com o Fe do tipo ~C,que se dissolve apenas parcialmente na austenita em temperaturas su-
periores a 980°C. Quando dissolvidos, são muito renitentes a se preci-
pitar, ocorrendo apenas no revenido em temperaturas em tomo de 510 °0 a595 1)0, na forma de W2C. Essa precipitação é um dos elementos respon-sáveis pelo endurecimento secundário dos aços rápidos.
8 Molibdênio: esse elemento é um substituto parcial do tungstênío,
formando também carboneto duplo com o Fe. Como o peso atômi-co do molíbdênío (10,20 g/crn") é cerca da metade do peso atômico
do tungstênio (19,12 g/cm"), a mesma porcentagem em peso produz
o dobro de átomos para ligar-se no aço. Assim, para substituir 18%de W, necessita-se apenas de aproximadamente 9% em peso de Mo.
Devido ao menor ponto de fusão, os aços ao Mo são temperados emtemperaturas inferiores às dos aços ao W. Nos aços ao Mo, a austeníta
residual é menos estável q~e nos aços ao W, resultando em tempera-
turas de revenido inferiores. Do mesmo modo, as durezas a quentetambém são inferiores.
• Vanádio: aparece em teores que variam de 1% a 5%. É desoxidante,mas forte formador de carboneto. Esse carboneto é o mais duro encon-trado nos aços rápidos (aproximadamente 84,2 F...RCpara o VC em aço
rápido de alto C e alto V, contra 82,5 HRC para o WO nos metais duros
destes durante o tratamento térmico, produzindo, portanto, aços maistenazes. Os aços rápidos de alto teor de carbono e alto teor de vanádíosão conhecidos como aços super-rápidos, pois possuem maior resistên-cia ao desgaste e, portanto, maior eficiência no corte.
• Cromo: aparece em teores sempre em torno de 4%. Com o carbono,é responsável pela elevada temperabilidade dos aços rápidos. Tambémdiminui a oxidação do aço durante o tratamento térmico.
• Cooauo: aumenta signifícatívamente a dureza a quente, aumentandotambém a eficiência das ferramentas em operações de altas temperatu-ras, como é o caso de corte de desbaste e a altas velocidades. O Co sedissolve grandemente na.matriz, proporcionando, por conseguinte, umadureza média mais elevada (endurecimento por solução sólida) tantoa. temperatura ambiente como a altas temperaturas. O ponto de fusãoda liga é aumentado e ·ele proporciona uma queda na taxa de difusãodos elementos da liga (VI, Mo, V etc.), inibindo, consequenternente, acoalescêncía de carbonetos secundários. Isso permite temperaturas detêmpera. mais elevadas sem o risco de sérios problemas de crescimentode grão. Maiores temperaturas de têmpera permitem que urna maiorquantidade de elementos de liga entre em solução e, assim, aumentem adureza a quente. O cobalto aumenta, ainda, a condutividade térmica doaço rápido. Os aços com Co produzem grandes quantidades de austenitaretida na têmpera, resultando em maiores endurecimentos secundáriosno revenído.
• Outros: o enxofre, em teores de 0,05% a 0,2%, pode ser adicionado paramelhorar a usinabilidade dos aços rápidos, inclusive quando se trata deacabamento superficial. A tenacidade, entretanto, é afetada negativa-mente. O títãnío pode substituir o vanádio em parte ou completamente.Outros elementos, como o boro e o nióbio, também podem, eventual-mente, ser encontrados nos aços rápidos.
...---/
...(
._(
~.(
-(
...(
.A.j
"_.(
.-..(...J
(
.. {
'- (.(
,~.(
(
-, (
(
(
(
(
(
(
(
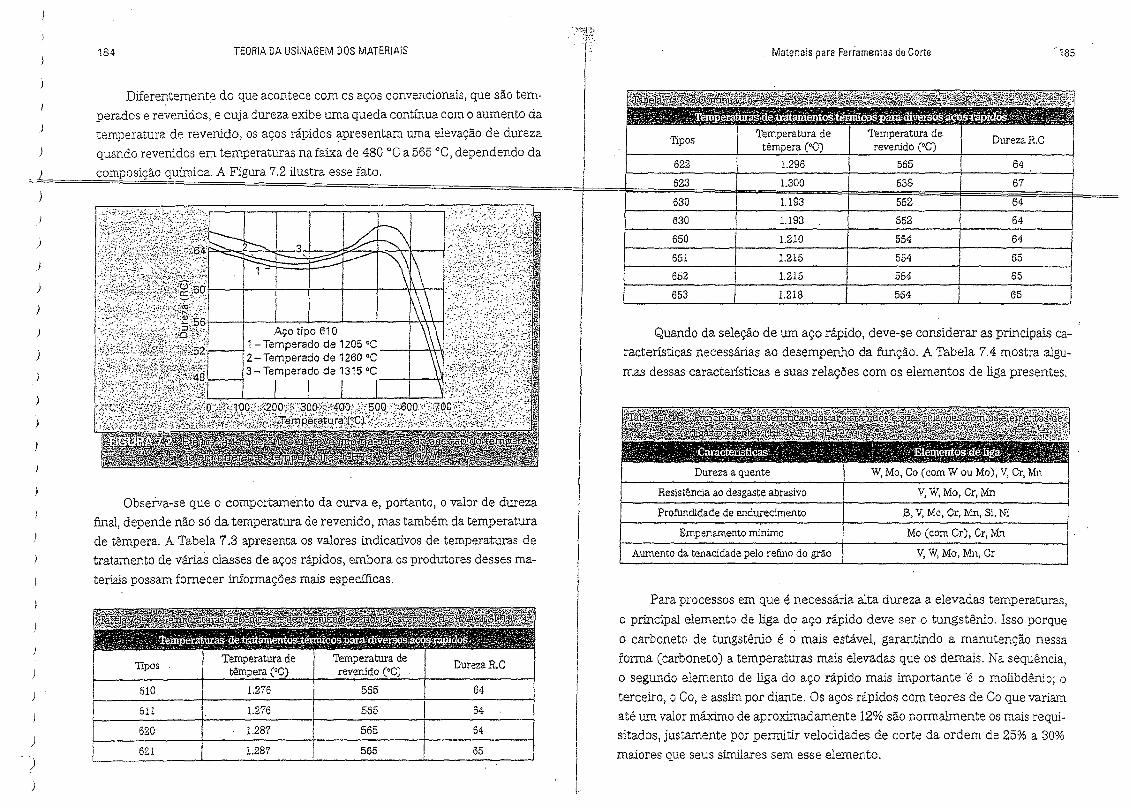
184 TEORIA DA USINAGEM DOS MATERIAIS
)
Diferentemente do que acontece com os aços convencionais, que são tem-perados e revenidos, e cuja dureza exibe uma queda contínua com o aumento datemperatura de revenido, os aços rápidos apresentam uma elevação de durezaquando revenidos em temperaturas na faixa de 480°C a 565 "C, dependendo dacomposição química. A Figura 7.2 ilustra esse fato.)
.::,?r~·
I Materials para Ferramentas de Corte 185
Tipos Temperatura de Temperatura de DurezaRCtêmpera COC) revenído COC)
622 1.296 565 64623 1.300 538 67630 1.193 552 64630 1.193 552 64650 1.210 554 64651 1.215 554 55
652 1.215 554 65653 1.218 554 65
)
)
)
)
Observa-se que o comportamento da curva e, portanto, o valor de durezafinal, depende não só da temperatura de revertido, mas também da temperaturade têmpera. A Tabela 7.3 apresenta os valores índícatívos de temperaturas detratamento de várias classes de aços rápidos, embora os produtores desses ma-teriais possam fornecer informações mais específicas.
)
)1.287 565 65621
Quando da seleção de um aço rápido, deve-se considerar as principais ca-racterísticas necessárias ao desempenho da função. A Tabela 7.4 mostra algu-mas dessas características e suas relações com os elementos de liga presentes.
Dureza a quente W, Mo, Co (com W ou Mo), V, Cr, Mn
Resistência ao desgaste abrasivo V, W, Mo, Cr, Mn
Profundidade de endurecimento B, V, Mo, Cr, Mn, Si, Ni
Empenamento mínímo Mo (coro Cr), Cr, Mn
I
III
IIII
Aumento da tenacidade pelo refino do grão V, W, Mo, Mn, Cr
Para processos em que é necessária alta dureza a elevadas temperaturas,o principal elemento de liga do aço rápido deve ser o tungstênio. Isso porqueo carboneto de tungstênio é o mais estável, garantindo a manutenção nessaforma (carboneto) a temperaturas mais elevadas que os demais. Na sequêncía,o segundo elemento de liga do aço rápido mais importante 'é o molibdênio; oterceiro, o Co, e assim por diante. Os aços rápidos com teores de Co que variamaté um valor mãxímo de aproximadamente 12% são normalmente os mais requi-sitados, justamente por permítír velocidades de corte da ordem de 25% a 30%maiores que seus símílares sem esse elemento.
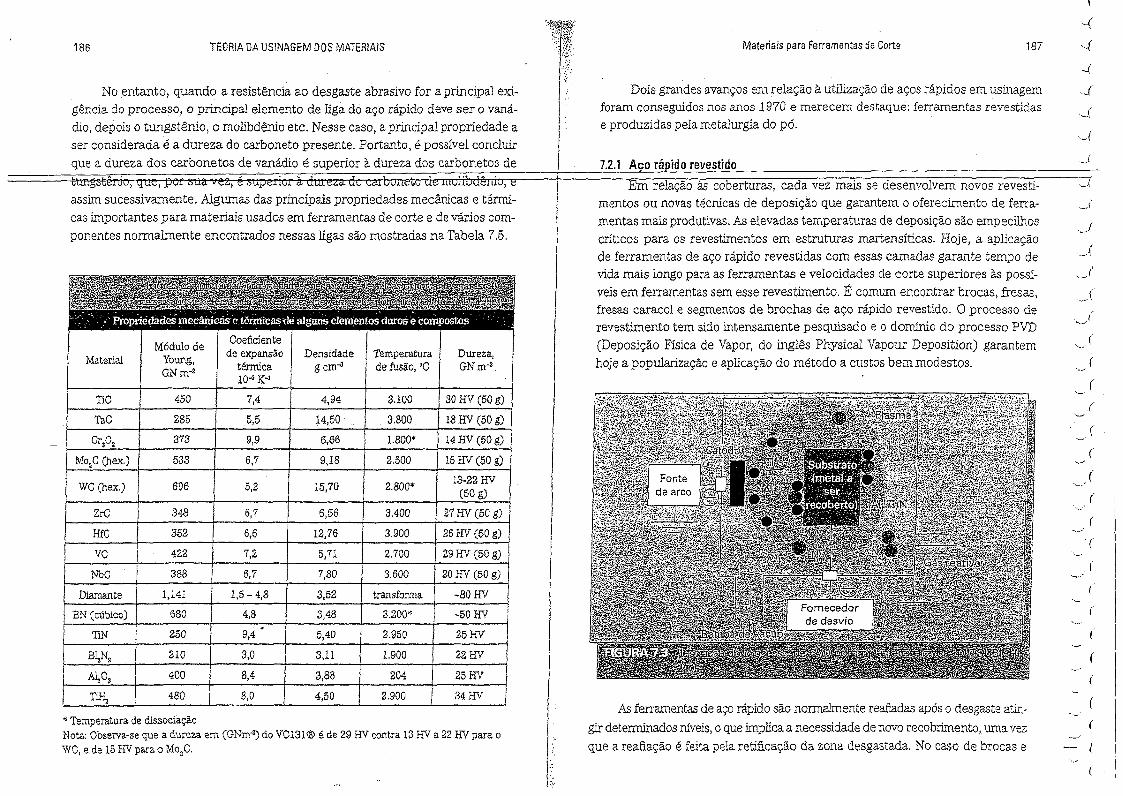
186 TEORIA DA USINAGEM DOS MATERIAIS
No entanto, quando a resistência ao desgaste abrasívo for a principal exi-gência do processo, o principal elemento de liga do aço rápido deve ser o vaná-dío, depois ° tungstênío, o molibdênio etc. Nesse caso, a principal propriedade aser considerada é a dureza do carboneto presente. Portanto, é possível concluirque a. dureza dos carbonetos de vanádio é superior à dureza dos carbonetos de
Materiais para Ferramentas de Corte 187
Dois grandes avanços em relação à utilização de aços rápidos em usínagernforam conseguidos nos anos 1970 e merecem destaque: ferramentas revestidase produzidas pela metalurgia do pó.
7.2.1 Aço rápido revestido
assim sucessivamente, Algumas das principais propriedades mecânicas e térmi-cas importantes para materiais usados em ferramentas de corte e de vários com-ponentes normalmente encontrados nessas ligas são mostradas na Tabela 7.5.
M6dulo de Coeficiente
Material Young, de expansão Densidade Temperatura Dureza,GNm-z térmica gem...1 de fusão, 'C GNm-2.
1()-6 x-TiC 460 7.4 4,94 3.100 30 HV (60 g)
TaG 285 5,5 14,50 3.800 18HV (50g)
erpa 373 9,9 6,66 1.800* 14 HV (50 g)
Mo~C (hex.) 533 6,7 9,18 2.500 15 HV (50 g)
WC (hex.) 696 5,2 15,70 2.800* 13-22 HV(50 g)
ZrC 348 6,7 6,56 3.400 27fN (50 g)
HfC 352 6,6 12,76 3.900 26 HV (50 g)
VC 422 7,2 5,71 2.700 29HV (50 g)
NbC 388 6,7 7,80 3.600 20 HV (50 g)
Diamante 1,141 1,5 - 4,8 3,52 transforma -80HV
BN (cúbico) 680 4,8 3,48 3.200~ -50 HV
TiN 250 9,4 5,40 2.950 25HV
B~Nz 210 3,0 3,11 1.900 22HV
~O$ 400 8,4 3,88 204 25HV
~ 480 8,0 4,50 2.900 34HV
" Temperatura de díssocíaçãoNota; Observa-se que a dureza em (GNm-Z) do VG13l® é de 29 HV contra 13 HV a 22 HV para oWC, e de 15HVpara o MOzC.
-;
Em relação às coberturas, cada vez mais se desenvolvem novos revesti-mentos ou novas técnicas de deposição que garantem o oferecimento de ferra-mentas mais produtivas. As elevadas temperaturas de deposição são empecilhoscríticos para os revestimentos em estruturas rnartensíticas. Hoje, a aplicaçãode ferramentas de aço rápido revesti das com essas camadas garante tempo devida mais longo para as ferramentas e velocidades de corte superiores às possí-veis em ferramentas sem esse revestimento. É comum encontrar brocas, fresas,fresas caracol e segmentos de brochas de aço rápido revestido. O processo derevestimento tem sido intensamente pesquísado e o domínio do processo PVD(Deposição Física de Vapor, do inglês Physical Vapour Deposition) garantemhoje a popularízação e aplicação do método a custos bem modestos.
As ferramentas de aço rápido são normalmente reafiadas após o desgaste atín-gír determinados níveis, o que implica a necessidade de novo recobrímento, uma vezque a reaâação é feita pela retificação da zona desgastada. No caso de brocas e
(
(
(',-./
(~~.'
('-'
'(
(
(
(
(
(
(
(
(
{
(
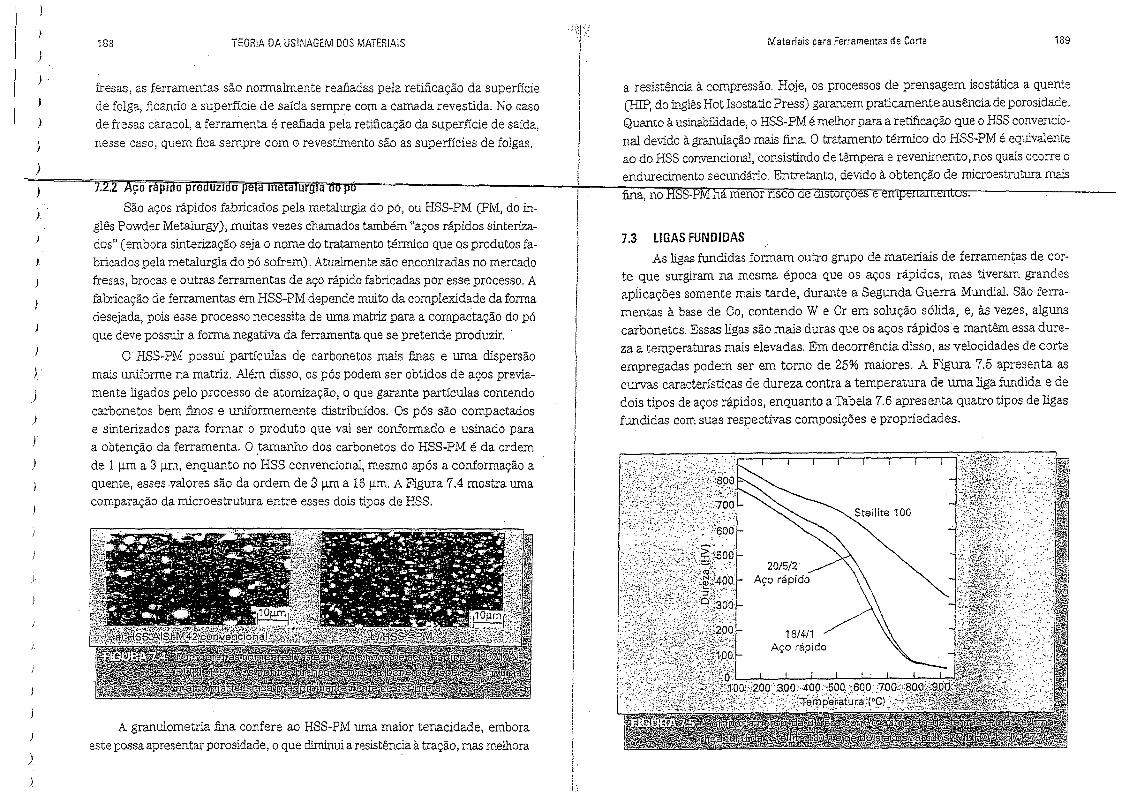
188 TEORIA DA USINAGEM DOS MATERIAIS
)-
)
)
fresas, as ferramentas são normalmente reafíadas pela retificação da superfíciede folga, ficando a superfície de saída sempre com a camada revestida. No casode fresas caracol, a ferramenta é reafiada pela retificação da superfície de saída,nesse caso, quem fica sempre com 0 revestimento são as superfícies de folgas.
)
)
I
)
)
}
)
)
)
)
)
IfO rapi o pro UZI o pe a m aSão aços rápidos fabricados pela metalurgia do pó, ou HSS-PM (PM, d~ in-
glês Powder Metalurgy), muitas vezes chamados também "aços rápidos sínteríza-dos" (embora sinterízação seja o nome do tratamento térmico que QS produtos fa-bricados pela metalurgia do pó sofrem). Atualmente são encontradas no mercadofresas, brocas e outras ferramentas de aço rápido fabricadas por esse processo. Afabricação de ferramentas em HSS-PM depende muito da complexidade da formadesejada, pois esse processo necessita de uma matriz para a cornpactação do póque deve possuir a forma negativa da ferramenta que se pretende produzir. '
O HSS-PM possui partículas de carbonetos mais finas e uma dispersãomais uniforme na matriz. Além disso, os pós podem ser obtidos de aços previa-mente ligados pelo processo de atornização, o que garante partículas contendocarbonetos bem finos e uníformernente distribuídos. Os pós são compactadose sinterizados para formar o produto que vai ser conformado e usínado paraa obtenção da ferramenta. O tamanho dos carbonetos do HSS-PM é da ordemde 1 um a 3 um, enquanto no HSS convencional, mesmo após a conformação aquente, esses valores são da ordem de 3 um a 16 um. A Figura 7.4 mostra umacomparação da mícroestrutura entre esses dois tipos de HSS.
A granulometria fina confere ao HSS-PM uma maior tenacidade, emboraeste possa apresentar porosidade, o que diminui a resistência à tração, mas melhora
.i\':jY
II!,t
I
Materiais para Ferramentas de Corte 189
a resistência à compressão. Hoje, os processos de prensagern isostática a quente(HIP, do inglês Hot Isostatíc Press) garantem praticamente ausência de porosídade.Quanto à usínabilidade, o HSS-PM é melhor para a retíâcação que o HSS corrvencío-nal devido à granulação mais fina. O tratamento térmico do HSS-PM é equivalenteao do HSS convencional, consistindo de têmpera e revenímento, nos quaís ocorre oendurecimento secundário. Entretanto, devido à obtenção de microestrutura maisfina, no HS - , menor nsco e C1J.S orço e
i~f!I
I
7.3 LIGAS FUNDIDASAs ligas fundidas formam outro grupo de materiais de ferramentas de Cor-
te que surgiram na mesma época que os aços rápidos, mas tiveram grandesaplicações somente mais tarde, durante a Segunda Guerra Mundial. São ferra-mentas à base de Co, contendo W e Cr em solução sólida, e, às vezes, algunscarbonetos. Essas ligas são mais duras que os aços rápidos e mantêm essa dure-za a temperaturas mais elevadas. Em decorrência disso, as velocidades de corteempregadas podem ser em torno de 25% maiores. A Figura 7.5 apresenta ascurvas características de dureza contra a temperatura de urna liga fundida e dedois tipos de aços rápidos, enquanto a Tabela 7.6 apresenta quatro tipos de ligasfundidas com suas respectivas composições e propriedades.
18/4/1Aço rápido
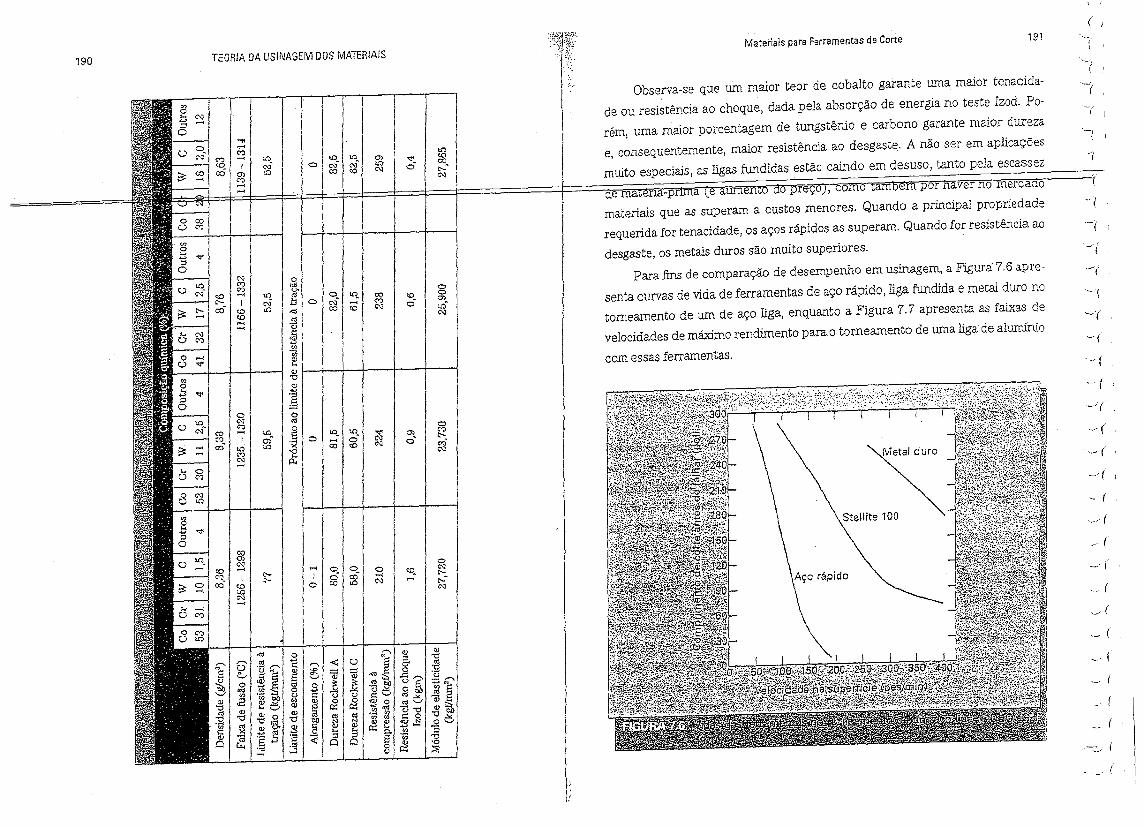
190 TEORIA DA USINAGEM DOS MATERIAIS
c;; ocç .«!~ <» o
tO «! o,llD, 00 <D oI r;-j 1:l o ~ltô C";> ô O>
eo iC li '" t6se C\l
....•....•
l~I
VIIV
""IV"ClIV
'<l' ']1;.::j
o oC\l c:!
eo ~ lQ 9 \t':)o
ID, '<l' C':l
cç I 0>' .~ o'm t-o ...• N o'ctS .,." tQ Ice <D N <'Ô
C') '2 C\l
C\l c,....•
coO>C"1 o
tO ....• o o o Ncç I r:- I o' co' ....• tO. e-eci t- '" r:-:
tO o co ID
io ""N-<
Materiais para Ferramentas de Corte 191
Observa-se que um maior teor de cobalto garante uma maior tenacida-
de ou resistência ao choque, dada pela absorção de energia no teste Izod. Po-rém, uma maior porcentagem de tungstêrüo e carbono garante maior dureza.
e, consequentemente, maior resistência ao desgaste. A não ser em aplicações
muito especiais, as ligas fundidas estão caindo em desuso, tanto pela escassez
1/"
I
e mau na-pr a pr o, ornomateriais que as superam a custos menores. Quando a principal propriedade
requerida for tenacidade, os aços rápidos as superam. Quando for resistência ao
desgaste, os metais duros são muito superiores.
Para fins de comparação de desempenho em usínagem, a Figura 7.6 apre-
senta curvas de vida de ferramentas de aço rápido, liga fundida e metal duro no
torneamento de um de aço liga, enquanto a Figura 7.7 apresenta as faixas de
velocidades de máximo rendimento para.o torneamento de uma liga de alumínio
com essas ferramentas.
["L'>
E
í i
( ,
'-,\ I
- (
'-r-{
'- í
'.' (
---(
'-~(
.- (
_.(
_.(
../ (
.' í
'.. (
.~ (
~. (
(
(
(
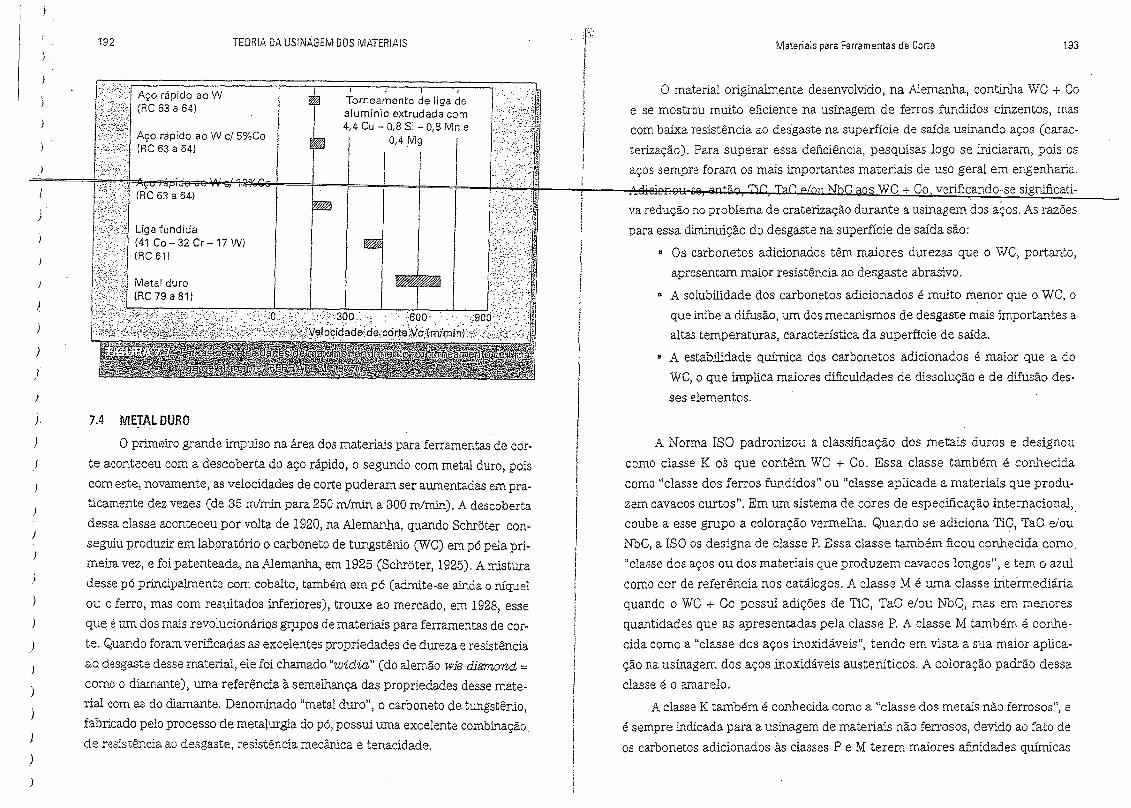
)
}
)
).
)
)
)
)
)
)
)
)
)
)
)
192 TEORIA DA USINAGEM DOS MATERIAIS
)
I "l!l'iil Torneamento de liga de
L alumínio extrudada com4,4 eu - 0,8 Si - 0,8 Mn eI 0,4 Mg
Liga fundida(41 Co-32 Cr-17 W)(RC 61)
7.4 METAL DURO
o primeiro grande impulso na área dos materiais para ferramentas de cor-te aconteceu com a descoberta do aço rápido, o segundo com metal duro, poiscom este, novamente, as velocidades de corte puderam ser aumentadas em pra-ticamente dez vezes (de 35 rn/mín para 250 m/mín a 300 rn/rnin). A descobertadessa classe aconteceu por volta de 1920, na Alemanha, quando Schrõter con-seguiu produzir em laboratório o carboneto de tungstênio (WC) em pó pela pri-meira vez, e foi patenteada, na Alemanha, em 1925 (Schrõter, 1925). A misturadesse pó principalmente com cobalto, também em pó (admite-se ainda o níquelou o ferro, mas com resultados inferiores), trouxe ao mercado, em 1928, esseque é um dos mais revolucionários grupos de materiais para ferramentas de cor-te. Quando foram verificadas as excelentes propriedades de dureza e resistênciaao desgaste desse material, ele foi chamado "widia" Cdo alemão wie diemonâ =
como o diamante), urna referência à semelhança das propriedades desse mate-rial com as do diamante. Denominado "metal duro", o carboneto de tungstênio,fabricado pelo processo de metalurgia do pó, possui uma excelente combinaçãode resistência ao desgaste, resistência mecânica e tenacidade.
II,I
I1III!
i
IIIi
Materiais para Ferramentas de Corte 193
o material originalmente desenvolvido, na Alemanha, continha WC + Coe se mostrou muito eficiente na usinagem de ferros fundidos cinzentos, mascom baixa resistência ao desgaste na superfície de saída usinando aços (carac-terização). Para superar essa deficiência, pesquisas logo se iniciaram, pois osaços sempre foram os mais importantes materiais de uso geral em engenharia.
o WC + 00 verificando-se significati-va redução no problema de craterízação durante a usinagern dos aços. As razõespara essa diminuição do desgaste na superfície de saída são:
• Os carbonetos adicionados têm maiores durezas que o WC, portanto,apresentam maior resistência ao desgaste abrasívo.
tt A solubilidade dos carbonetos adicionados é muito menor que o WC, oque inibe a difusão, um dos mecanismos de desgaste mais importantes aaltas temperaturas, característica da superfície de saída.
s A estabilidade química dos carbonetos adicionados é maior que a doWC,o que implica maiores dificuldades de dissolução e de difusão des-ses elementos.
A Norma ISO padronizou a classificação dos metais duros e designoucomo classe K os que contêm WC + Co. Essa classe também é conhecidacomo "classe dos ferros fundidos" ou "classe aplicada a materiais que produ-zem cavacos curtos". Em um sistema de cores de especificação ínternacional;coube a esse grupo a coloração vermelha. Quando se adiciona TiC, TaO e/ouNbC, a ISO os designa de classe P.Essa classe também ficou conhecida como."classe dos aços ou dos materiais que produzem cavacos longos", e tem o azulcomo cor de referência nos catálogos. A classe M é urna classe intermediáriaquando o WO + 00 possui adições de TiC, TaC e/ou NbC, mas em menoresquantidades que as apresentadas pela classe P. A classe M também é conhe-cida como a "classe dos aços inoxidáveis", tendo em vista a sua maior aplica-ção na usinagem dos aços inoxidáveis austeníticos. A coloração padrão dessaclasse é o amarelo.
A classe K também é conhecida corno a "classe dos metais não ferrosos", eé sempre indicada para a usínagern de materiais não ferrosos, devido ao fato deos carbonetos adicionados às classes P e M terem maiores afmidades químicas
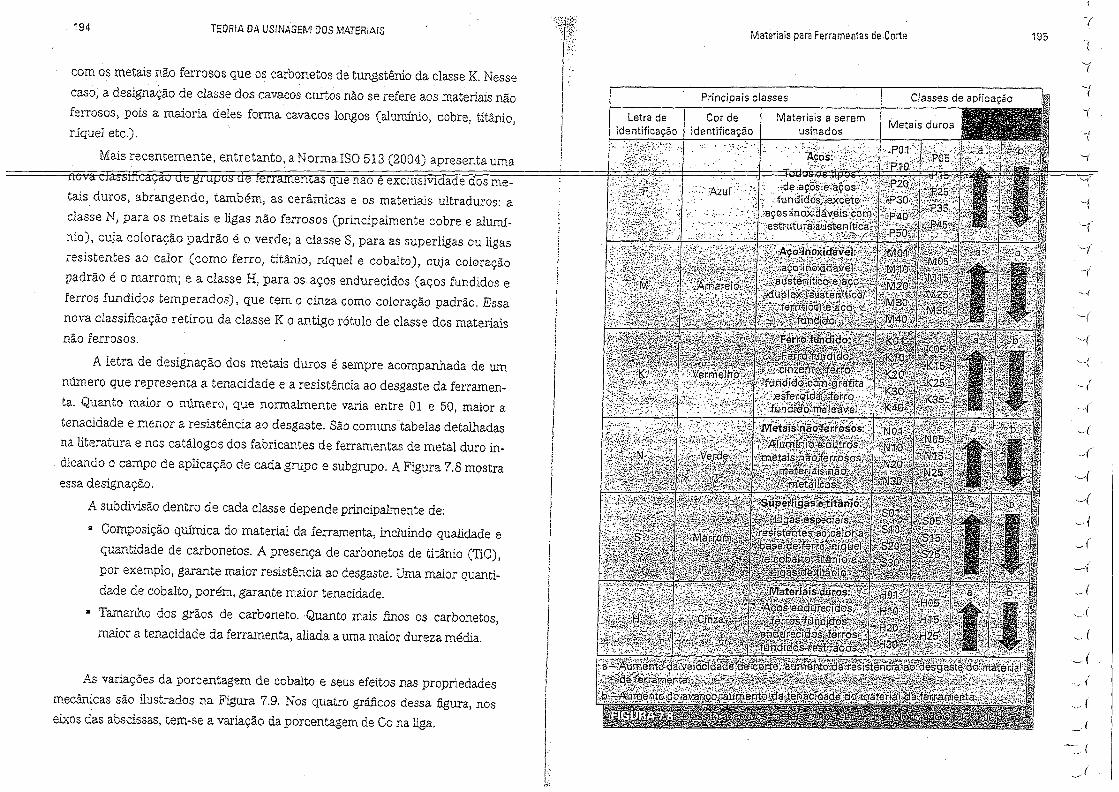
194 TEORiA DA USINAGEM DOS MATERIAIS
com os metais não ferrosos que os carbonetos de tungstênío da classe K. Nesse
caso, a designação de classe dos cavacos curtos não se refere aos materiais não
ferrosos, pois a maioria deles forma cavacos longos (alumínio, cobre, títânio,níquel etc.).
Mais recentemente, entretanto, a Norma ISO 513 (2004) apresenta uma
entas que nao e exc USlVl ade dos me-tais duros, abrangendo, também, as cerâmicas e os materiais ultraduros: a
classe N, para os metais e ligas não ferrosos (principalmente cobre e alumí-
nio), cuja coloração padrão é o verde; a classe S, para as superlígas ou ligas
resistentes ao calor (como ferro, títânio, níquel e cobalto), cuja coloração
padrão é o marrom; e a classe H, para os aços endurecidos (aços fundidos e
ferros fundidos temperados), que tem o cinza como coloração padrão. Essa
nova classificação retirou da classe K o antigo rótulo de classe dos materiaisnão ferrosos.
A letra de designação dos metais duros é sempre acompanhada de um
número que representa a tenacidade e a resistêncía ao desgaste da ferrarnen-
ta. Quanto maior o número, que normalmente varia entre 01 e 50, maior a
tenacidade e menor a resistência ao desgaste. São comuns tabelas detalhadasna literatura e nos catálogos dos fabricantes de ferramentas de metal duro in-
dicando o campo de aplicação de cada grupo e subgrupo, A Figura 7.8 mostraessa designação.
A subdivisão dentro de cada classe depende principalmente de;
•• Composição química do material da ferramenta, incluindo qualidade e
quantidade de carbonetos. A presença de carbonetos de títânío (TiC),
por exemplo, garante maior resistência ao desgaste. Uma maior quanti-
dade de cobalto, porém, garante maior tenacidade.
• Tamanho dos grãos de carboneto.Quanto mais tinos os carbonetos,
maior a tenacidade da ferramenta, aliada a uma maior dureza média.
As variações da porcentagem de cobalto e seus efeitos nas propriedades
mecânicas são ilustrados na Figura 7.9. Nos quatro gráficos dessa figura, nos
eixos das abscíssas, tem-se a variação da porcentagem de Co na liga.
ií
IIIi
IIII-
[
Materiais para Ferramentas de.Corte
Materiais a seremusina dos Metais duros
"7195 -r
'1·-i(
-(
·-1\
'1
'·-í-J
\
-(
,..{
~(
,._(
.,.(
(
c'-I
~..(
_.(
..-(
~(
--I_. \A,-i
.-1
,.. (
~. ('
._. (
.... (
-: (
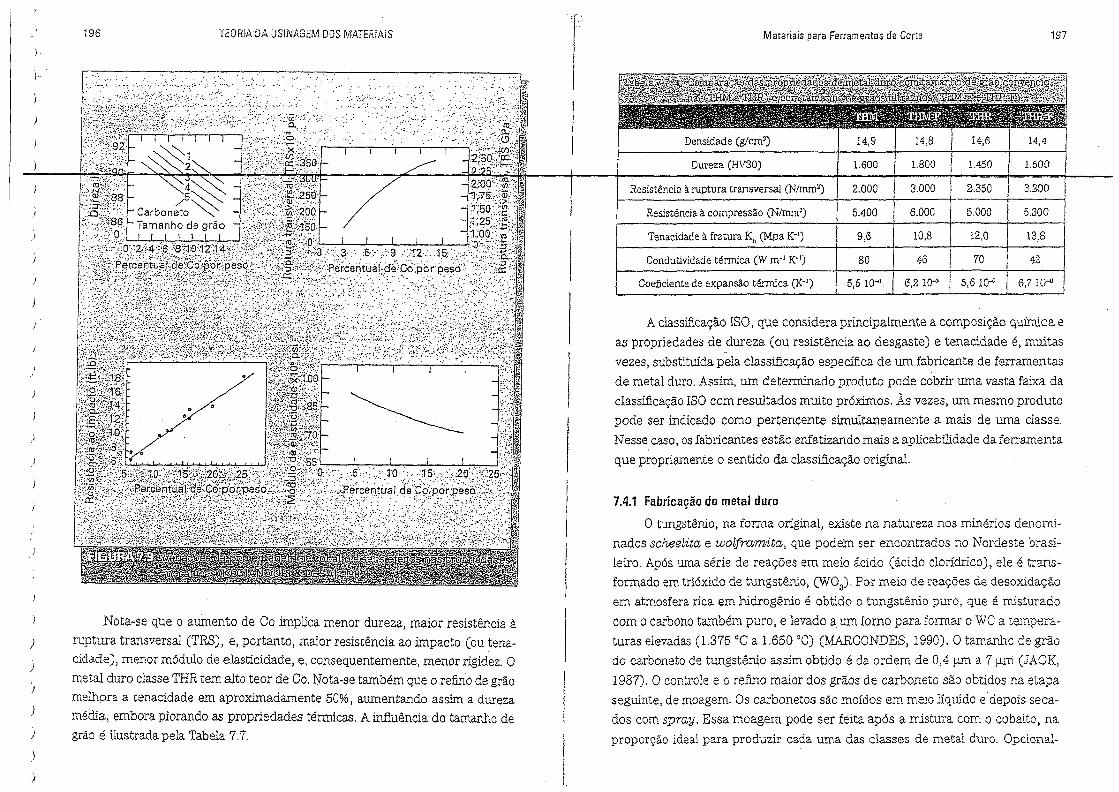
196 TEORiA DA USINAGEM DOS MATERIAiS Materiais para Ferramantas de Corte 197
i
).
Densidade (g/cm") 14,9 14,8 14,6 14,4
Dureza (HV30) L600 1.800 1.450 1.500
Resistência à ruptura transversal (N/mm2) 2.000 3.000 2.350 3.200
) Resistência à compressão (Nzmrn") 5.400 6.000 5.000 5.300
Tenacidade à fratura K" (Mpa K-J) 9,6 10,8 12,0 13,8
Condutividade térmica (W m-I K-') 80 46 70 42Coeficiente de expansão térmica (K-') 5,5 10-« 6,210-<' 5,610-11 6,71(}-<)
)
)
)
)
//
Nota-se que o aumento de Co implica menor dureza, maior resistência àruptura transversal (TRS) , e, portanto, maior resistência ao impacto (ou tena-cidade), menor módulo de elasticidade, e, consequentemente, menor rigidez. Ometal duro classe THR tem alto teor de Co. Nota-se também que o refino de grãomelhora a tenacidade em aproximadamente 50%, aumentando assim a durezamédia, embora piorando as propriedades térmicas. A influência do tamanho degrão é ilustrada pela Tabela 7.7.
A classificação ISO, que considera principalmente a composição química e
as propriedades de dureza (ou resistência ao desgaste) e tenacidade é, muitasvezes, substituída pela classificação específica de um fabricante de ferramentasde metal duro. Assim, um determinado produto pode cobrir uma vasta faixa da
classificação ISO com resultados muito próximos. As vezes, um mesmo produtopode ser indicado como pertencente simultaneamente a mais de uma classe.N esse caso, os fabricantes estão enfatízando mais a aplicabílídade da ferramenta
que propriamente o sentido da classificação original.
7.4.1 Fabricação do metal duroO tungstênío, na forma original, existe na natureza nos minérios denomi-
nados scneetita e ioolframita, que podem ser encontrados no Nordeste brasi-leiro. Após uma série de reações em meio ácido (ácido clorídrico), ele é trans-formado em tríóxído de tungstênio, CN03). Por meio de reações de desoxidação
em atmosfera rica em hidrogênio é obtido o tungstênio puro, que é misturado
com o carbono também puro, e levado a um forno para formar o WC a tempera-turas elevadas (1.375 °0 a 1.650 °0) (:tviARCONDES, 1990). O tamanho de grãodo carboneto de tungstênio assim obtido é da ordem de 0,4 um a 7,u.rn (jACK,
1987). O controle e o refmo maior dos grãos de carboneto são obtidos na etapaseguinte, de moagem. Os carbonetos são moídos em meio liquido e depois seca-dos com spray. Essa moagem pode ser feita após a mistura com o cobalto, na
proporção ideal para produzir cada uma das classes de metal duro. Opcional-
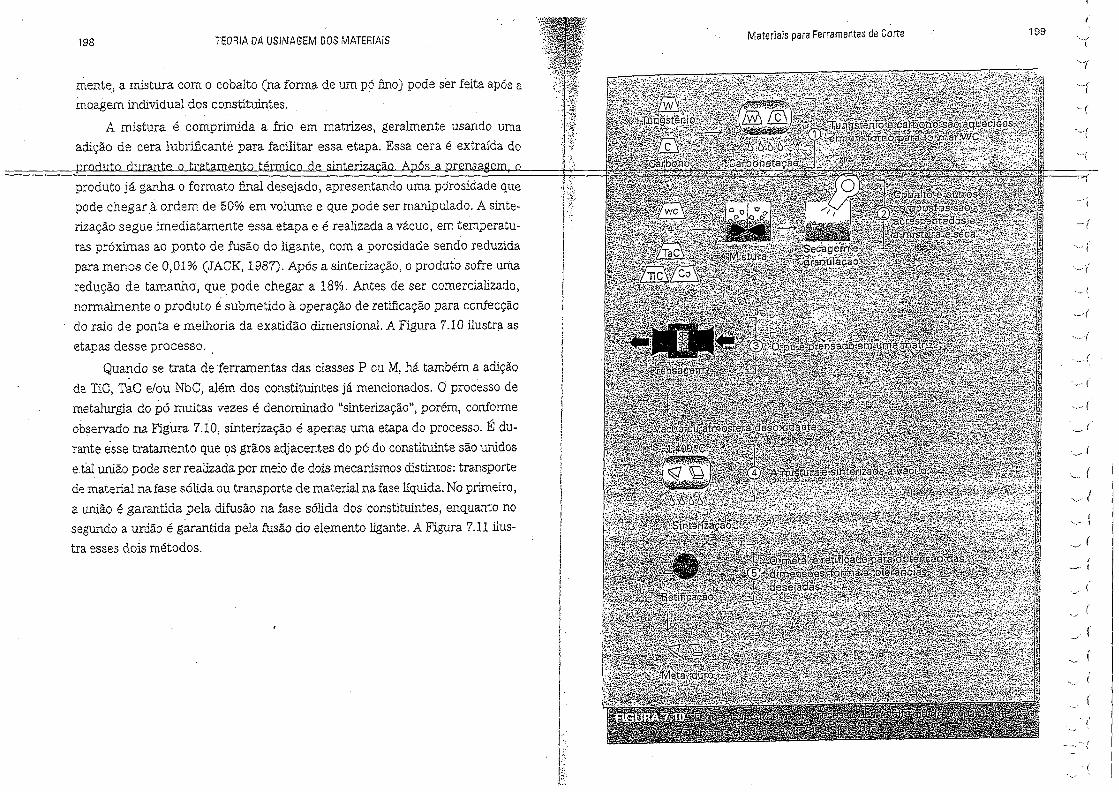
J98 TEORIA DA US1NAGEM DOS MATERIAIS
mente, a mistura com o cobaIto (na forma de um pó fino) pode ser feita após amoagem individual dos constituintes.
A mistura é comprimida a frio em matrizes, geralmente usando umaadição de cera lubrificante para facilitar essa etapa. Essa cera é extraída do
1-.
produto já ganha o formato final desejado, apresentando uma porosídade quepode chegarà ordem de 50% em volume e que pode ser manipulado. A sínte-rízação segue imediatamente essa etapa e é realizada a vácuo, em temperatu-ras próximas ao ponto de fusão do lígante, com a porosidade sendo reduzidapara menos de 0,01 % (JAGK, 1987). Após a sínterízação, o produto sofre umaredução de tamanho, que pode chegar a 18%. Antes de ser comercializado,normalmente o produto é submetido à operação de retificação para confecçãodo raio de ponta e melhoría da exatidão dímensíonal, A Figura 7.10 ilustra asetapas desse processo. ,
Quando se trata de "ferramentas das classes P ou M,há também a adiçãode TiG, TaC e/ou NOC, além dos constituintes já mencionados. O processo demetalurgia do pó muitas vezes é denominado "sínterização", porém, conformeobservado na Figura 7.10, sinterização é apenas uma etapa do processo. É du-rante esse tratamento que os grãos adjacentes do pó do constituinte são unidosetal união pode ser realizada por meio de dois mecanismos distintos: transportede material na fase sólida ou transporte de material na.fase líquida. No primeiro,a união é garantida pela difusão na fase sólida dosconstituíntes, enquanto nosegundo a união é garantida pela fusão do elemento ligante. A Figura 7.11 ilus-tra esses dois métodos.
!lij\
Materials para Ferramentas de Corte
I
I\i
IIII1r'L'-\ ..
E
i199
••......(!
-(
"'í-í
..... (
._. (
..' (
'.jl
'.. (
Ii....- \
(
"__ o j
'.j (
(
(
..i
(
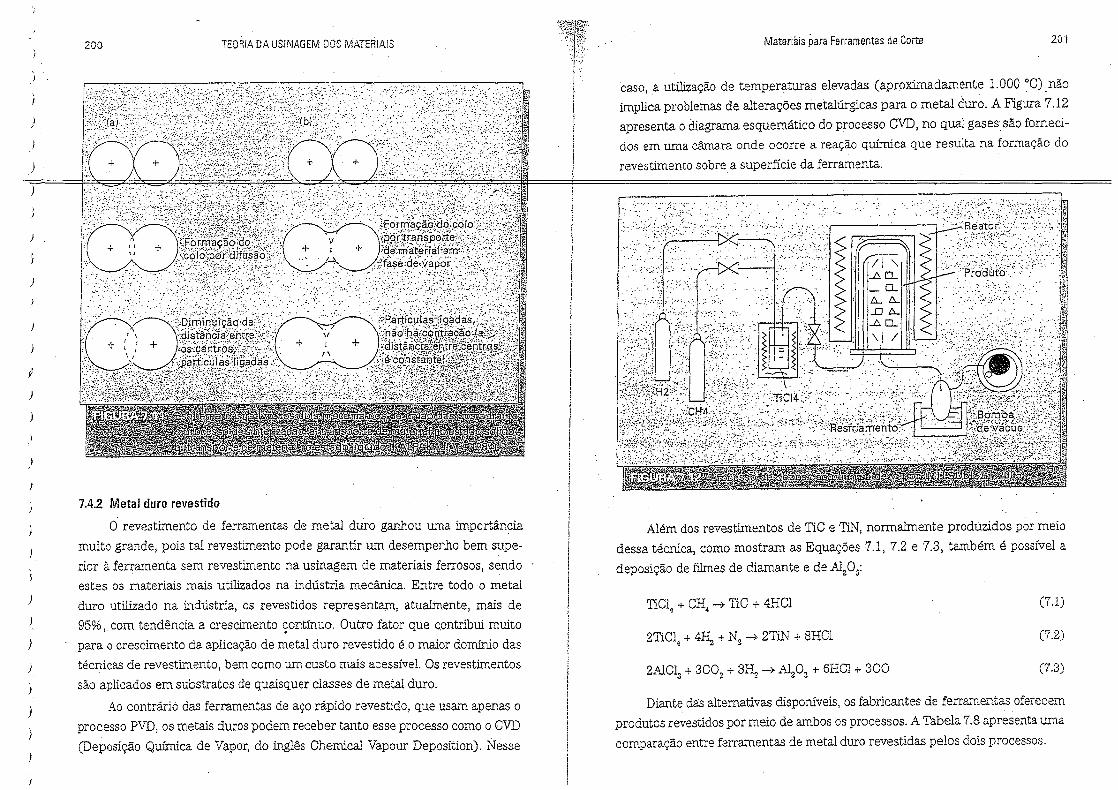
)
)
)
\ .
)
)
)
)
)
)
)
)
)
200 TEORIA DA USmAGEM DOS MATERIAIS
7.4.2 Metal duro revestido
O revestimento de ferramentas de metal duro ganhou uma importância
muito grande, pois tal revestimento pode garantir um desempenho bem supe-
rior à ferramenta sem revestimento na usínagern de materiais ferrosos, sendo
estes os materiais mais utilizados na indústrIa mecânica. Entre todo o metal
duro utilizado na indústria, os revestidos representam, atualmente, mais de95%, com tendência a crescimento çonnnuo. Outro fator que contribuí muito
para o crescimento da aplicação de metal duro revestido éo maior domínio das
técnicas de revestimento, bem como um custo mais acessível. Os revestimentos
são aplicados em substratos de quaisquer classes de metal duro.
Ao contrãríc das ferramentas de aço rápido revestido, que usam apenas o
processo PVD, os metais duros podem receber tanto esse processo como o CVD(Deposição Química de Vapor, do inglês Chemical Vapour Deposítion). Nesse
"
}":"
Matsrlàis para Ferramentas de Corte 201
caso, a utilização de temperaturas elevadas (aproximadamente 1.000 °C) nãoimplica problemas de alterações metalúrgicas para o metal duro. A Figura 7.12
apresenta o diagrama esquemático do processo CVD, no qual gases são forneci-dos em uma câmara onde ocorre a reação química que resulta na formação do
revestimento sobre a superfície da ferramenta.
Além dos revestimentos de TiC e TiN, normalmente produzidos por meio
dessa técnica, como mostram as Equações 7.1, 7.2 e 7.3, também é possível adeposição de .filmes de diamante e de ALPs:
TiC14 + CH4 ~ Tie + 4HCl (7.1)
(7.2)
(7.3)
Diante das alternativas disponíveis, os fabricantes de ferramentas oferecem
produtos revestidos por meio de ambos os processos. A Tabela 7.8 apresenta uma
comparação entre ferramentas de metal duro revestidas pelos dois processos.
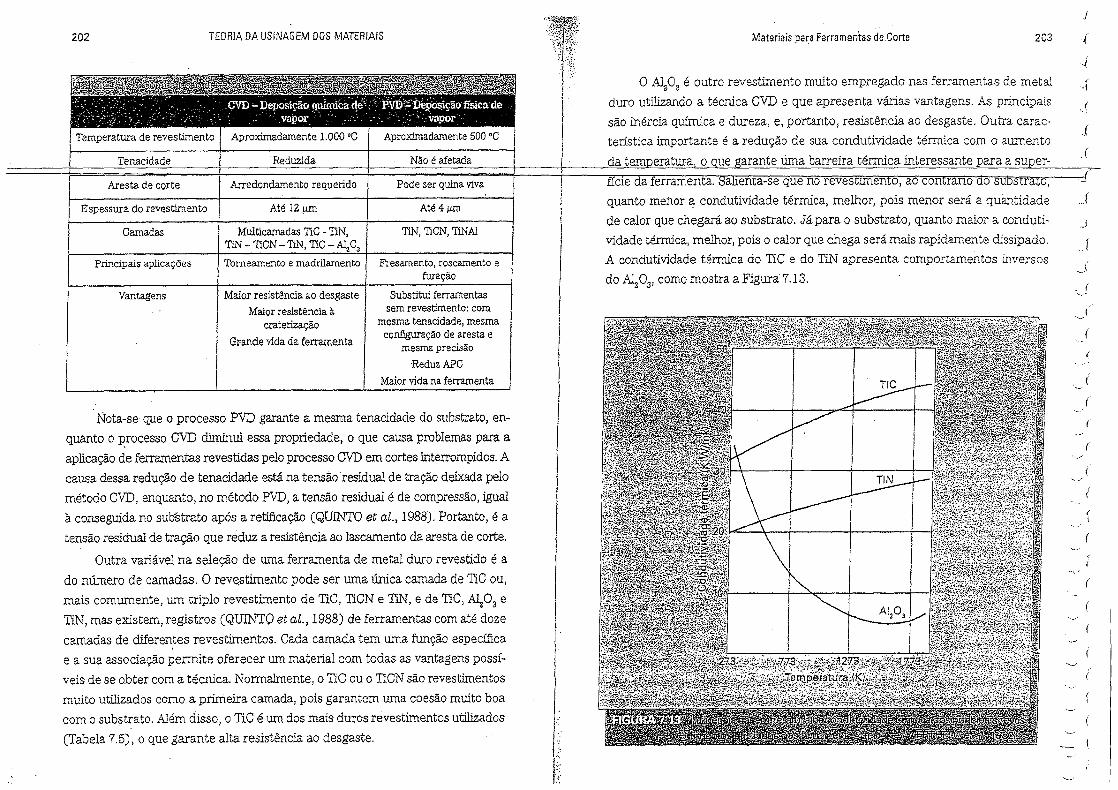
202 TEORIA DA USiNAGEM DOS MATERIAIS
Temperatura de revestimento Aproximadamente 1.000·C Aproximadamente 500 ·C
Tenacidade .Reduzida Não é afetada
Materiais para Ferramentas de .Corte
°~03 é outro revestimento muito empregado nas ferramentas de metalduro utilizando a técnica CVD e que apresenta várias vantagens. LA..s principais
são inércia química e dureza, e, portanto, resistência ao desgaste. Outra carac-
terística importante é a redução de sua condutividade térmica com ° aumento
da tem eratura o ue arante lima barreira térmica interessante para a su er-
Aresta de corte Arredondamento requerido Pode ser quina viva
Espessura do revestimento Até 12 um Até 4 J.ll11
Camadas Multicamadas TiC - TIN,TIN - 'TICN - TiN, 'TIC - A4C3
Principaisaplicações Torneamentoe madrilamento
TiN, TICN, TiNA!
Fresarnento, roscamento efuração
Vantagens Maior resistência ao desgasteMaior resistência à
craterízação
Grande vida da ferramenta
Substitui ferramentassem revestimento: com
mesma tenacidade, mesmaconfiguração de aresta e
mesma precisãoReduzAPC
Maior vida na ferramenta
Nota-se que o processo PVD garante a mesma tenacidade do substrato, en-
quanto o processo CVD diminui essa propriedade, o que causa problemas para a
aplicação de ferramentas revestídas pelo processo GVD em cortes interrompidos. A
causa dessa redução de tenacidade está na tensãoresidual de tração deixada pelo
método cm, enquanto, no método PVD, a tensão residual é de compressão, igual
à conseguída no substrato após a retificação (QUINTO et al., 1988). Portanto, é a
tensão residual de tração que reduz a resistência ao lascamento da aresta de corte.
Outra variável na seleção de uma ferramenta de metal duro revestido é a
do número de camadas. °revestimento pode ser uma única camada de TiC ou,mais comumente, um triplo revestimento de TiC, TiCN e TiN, e de TiC, AIz03 e
TiN, mas existem, registros (QUINTO et ai., 1988) de ferramentas com até doze
camadas de diferen,tes revestimentos. Cada camada tem uma função específicae a sua associação permite oferecer um material com todas as vantagens possí-
veis de se obter com a técnica. Normalmente, o TiC ou o TiCN são revestimentos
muito utilizados como a primeira camada, pois garantem uma coesão muito boacom o substrato. Além disso, o TiC é um dos mais duros revestimentos utilizados
(Tabela 7.5), o que garante alta resistência ao desgaste.
fície a erramenta. a en a-se que no reves imen o, ao con rano o su s ra o,quanto menor a condutívidade térmica, melhor, pois menor será a quantidade
de calor que chegará ao substrato. Já para o substrato, quanto maior a condutí-vidade térmica, melhor, país o calor que chega será mais rapidamente dissipado.A condutívidade térmica do TíC e do TiN apresenta comportamentos inversos
do AlZ03, como mostra a Figura' 7.13,
I'·,:;~.
I
203 .(
..f,
.\
. (
(
J
..J
.J
-.J. (...... -
(
(
(
(
{
"'I(
(
(
(
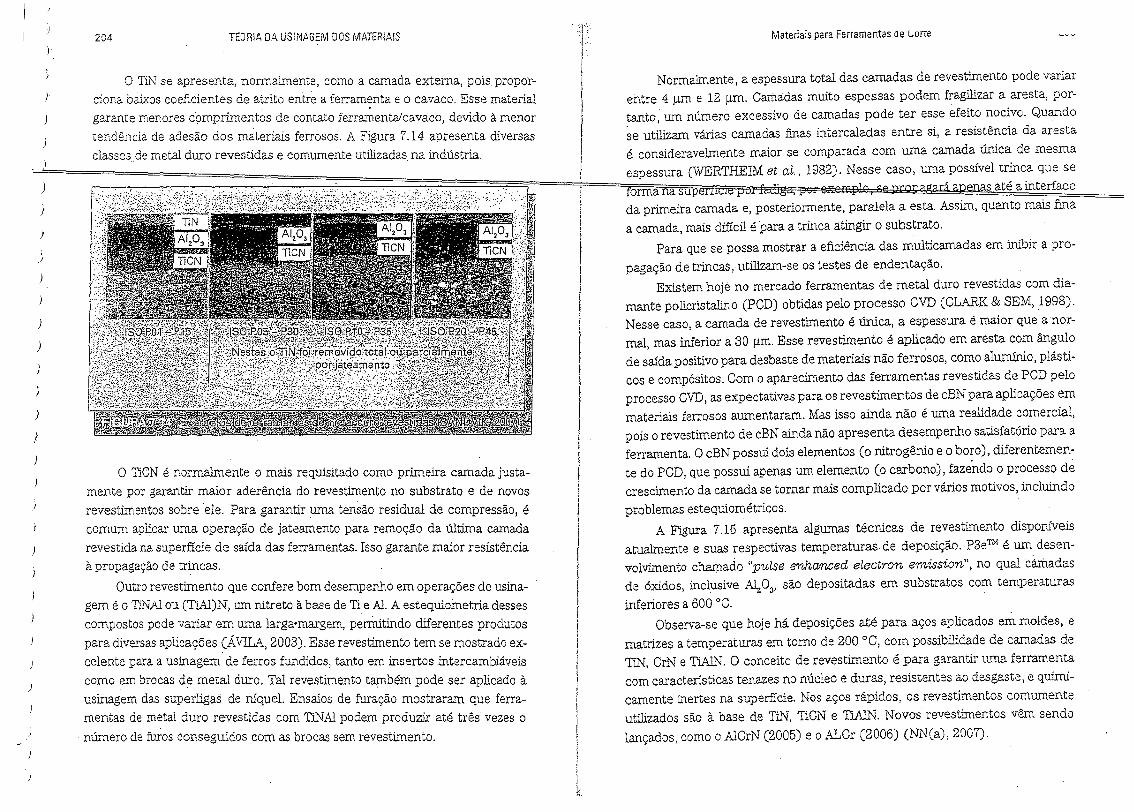
204 TEORIA DA USINAGEíV1 DOS MATERIAIS
o TiNse apresenta, normalmente, como a camada externa, pois propor-ciona baixos coeficientes de atrito entre a ferramenta e o cavaco. Esse materialgarante menores comprimentos de contato ferramenta/cavaco, devido à menortendência de adesão dos materiais ferrosos. A Figura 7.14 apresenta diversasclasses de metal duro revestidas e comumente utilizadas na indústria.
)
)
)
)
)
)
)
)
)
o TiCNé normalmente o mais requisitado como primeira camada justa-mente por garantir maior aderência do revestimento no substrato e de novosrevestimentos sobre ele. Para garantir uma tensão residual de compressão, écomum aplicar uma operação de jateamento para remoção da última camadarevestida na superfície de saída das ferramentas. Isso garante maior resistênciaà propagação de trincas.
Outro revestimento que confere bom desempenho em operações de usina-gem é o TiNAlou (TiAl)N, um nitreto à base de Ti e Al.A estequíornetria dessescompostos pode variar em uma larga-margem, permitindo diferentes produtospara diversas aplicações (ÁVILA,2003). Esse revestimento tem se mostrado ex-celente para a usínagem de ferros fundidos, tanto em insertos intercambiáveiscomo em brocas de metal duro. Tal revestimento também pode ser aplicado àusinagem das superlígas de níquel. Ensaios de furação mostraram que ferra-mentas de metal duro revestídas com Th"\JAlpodem produzir até três vezes onúmero de furos conseguidos com as brocas sem revestimento.
IILI:
Materiais para Ferramentas oe t.orte
Normalmente, a espessura total das camadas de revestimento pode variarentre 4 um e 12 J.Lm.Camadas muito espessas podem fragílízar a aresta, por-tanto, um número excessivo de camadas pode ter esse efeito nocivo. Qua.'l.do~e utilizam várias camadas finas intercaladas entre si, a resistência da arestaé consideravelmente maior se comparada com uma camada única de mesmaespessura (WERTHEIM et ai., 1982). Nesse caso, uma possível trinca que searma na su nas até a interface
da primeira camada e, posteriormente, paralela a esta. Assim, quanto mais finaa camada, mais difícil é para a trinca atingir o substrato.
Para que se possa mostrar a eficiência das multicamadas em irubir a pro-pagação de trincas, utilizam-se os testes de endentação.
Existem hoje no mercado ferramentas de metal duro revestidas com dia-mante policrístalíno (PCD) obtidas pelo processo CVD (CLARK& SEM, 1998).Nesse caso, a camada de revestimento é única, a espessura é maior que anor-mal, mas inferior a 80 um. Esse revestimento é aplicado em aresta com ângulode saída positivo para desbaste de materiais não ferrosos, como alumínio, plásti-cos e compósitos. Com o aparecimento das ferramentas revestidas de PCD peloprocesso CVD,as expectativas para os revestimentos de cBN para aplicações emmateriais ferrosos aumentaram. Mas isso aínda não é uma realidade comercial,pois o revestimento de cBNainda não apresenta desempenho satísfatório para a.ferramenta. O cBN possuí dois elementos (o nitrogênio e o boro), diferentemen-te do PCD, que possui apenas um elemento (o carbono), fazendo o processo decrescimento da camada se tornar mais complicado por vários motivos, incluindoproblemas estequiométricos.
A Figura 7.15 apresenta algumas técnicas de revestimento disponíveisatualmente e suas respectivas temperaturas de deposição. P3e™ é um desen-volvimento chamado "puLse erüumced eiectrori ernission", no qual camadasde óxidos, inclusive Alz03' são depositadas em substratos com temperaturasinferiores a 600°C.
Observa-se que hoje há deposições até para aços aplicados em moldes, ematrizes a temperaturas em tomo de 200 °C, com possibilidade de camadas deTiN, CrN e TiAlL~. O conceito de revestimento é para garantir uma ferramentacom características tenazes no núcleo e duras, resistentes ao desgaste, e quimi-camente inertes na superfície. Nos aços rápidos, os revestimentos comumenteutilizados são à base de TiN, TiCN e TWN. Novos revestimentos vêm sendolançados, como o AlCrN (2005) e o ALCr (2006) CNN(a), 2007).
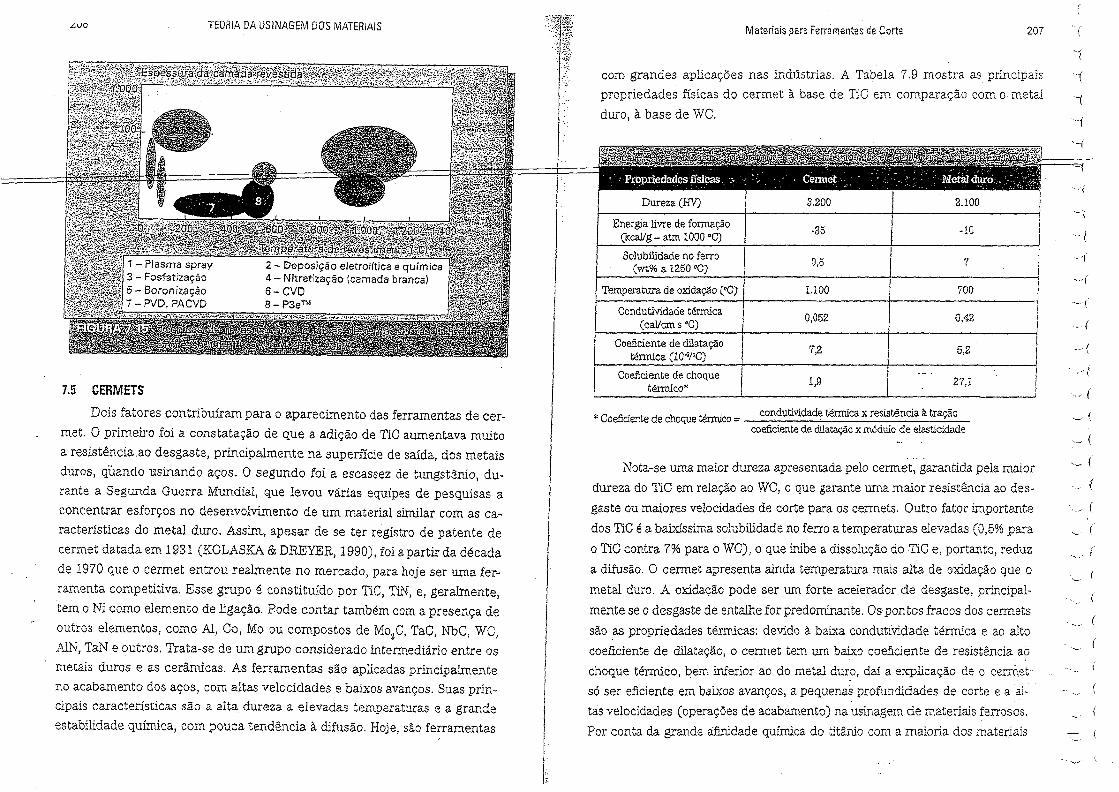
..:vo TEORJ.A. DA USINAGEM DOS MATERIAIS
7.5 CERMETS
Dois fatores contribuíram para o aparecimento das ferramentas de cer-met. O primeiro foi a constatação de que li adição de TiO aumentava muitoa resistência.ao desgaste, príncipalmente na superfície de saída, dos metaisduros, quando usinando aços. O segundo foi a escassez de tungstênío, du-rante a Segunda Guerra Mundial, que levou várias equipes de pesquisas aconcentrar esforços no desenvolvimento de um material similar com as ca-racterísticas do metal duro. Assim, apesar de se ter registro de patente decermet datada em 1931 (KOLASKA & DREYER, 1990), foi a partir da décadade 1970 que o cerrnet entrou realmente no mercado, para hoje ser uma fer-ramenta competitiva. Esse grupo é constituído por TiC, TiN, e, geralmente,tem o Ní como elemento de ligação. Pode contar também com a presença deoutros elementos, como Al, Co, Mo ou compostos de MozC,TaC, NbC, WC,AlN, TaN e outros. Trata-se de um grupo considerado Intermediário entre Osmetais duros e as cerâmicas. As ferramentas são aplicadas principalmenteno acabamento dos aços, com altas velocidades e baixos 'avanços. Suas prin-cipais características são a alta dureza a elevadas temperaturas e a grandeestabilidade química, com pouca tendência à difusão. Hoje, são ferramentas
Materiais para Ferramentas de Corte
com grandes aplicações nas indústrias. A Tabela 7.9 mostra as principaispropriedades físicas do cerrnet à base de TiC em comparação com o metalduro, à base de WC.
207
rDureza (HV) 3.200 2.100
Energía livre de formação·35 -10(kcal/g - atm 1000 °e)
Solubilidade no ferro 0,5 7(wt% a 1250 ae)
Temperatura de oxidação COC) 1.100 700
Condutivídade térmica 0,052 0,42(cal/em s ·e)
Coeficiente de dilatação 7,2 5,2térmica (10'ó/oC)
Coeficiente de choque 1,9 27,1térmíco"
* Coeficiente de choque térmico:= condutividade térmicax resistência à traçãocoeficiente de dilatação x módulo de elasticidade
, ,
Nota-se uma maior dureza apresentada pelo cermet, garantida pela maiordureza do TiC em relação ao WC, o que garante uma maior resistência ao des-gaste ou maiores velocidades de corte para os cermets. Outro fator importantedos TiC é a baixíssirna solubilidade no ferro a temperaturas elevadas (0,5% parao TiC contra 7% para o WC), o que inibe a dissolução do TiC e, portanto, reduza difusão. O cermet apresenta ainda temperatura mais alta de oxidação que ometal duro. A oxidação pode ser um forte acelerador de desgaste, principal-mente se o desgaste de entalhe for predominante. Ospontos fracos dos cerrnetssão as propriedades térmicas: devido à baixa condutívidade térmica e ao altocoeficiente de dilatação, o cerrnet tem um baixo coeficiente de resistência aochoque térmico, bem inferior ao do metal duro, daí a explicação de o cermetsó ser eficiente em baixos avanços, a pequenas profundidades de corte e a al-tas velocidades (operações de acabamento) na usínagem de materiais ferrosos.Por conta da grande afinidade química do titãnío com a maioria dos materiais
.,I_.(
... (
·-c- (
.. (
'.. (
~.(
-~ (
v(. (
'__í
v((
(
'-- ((
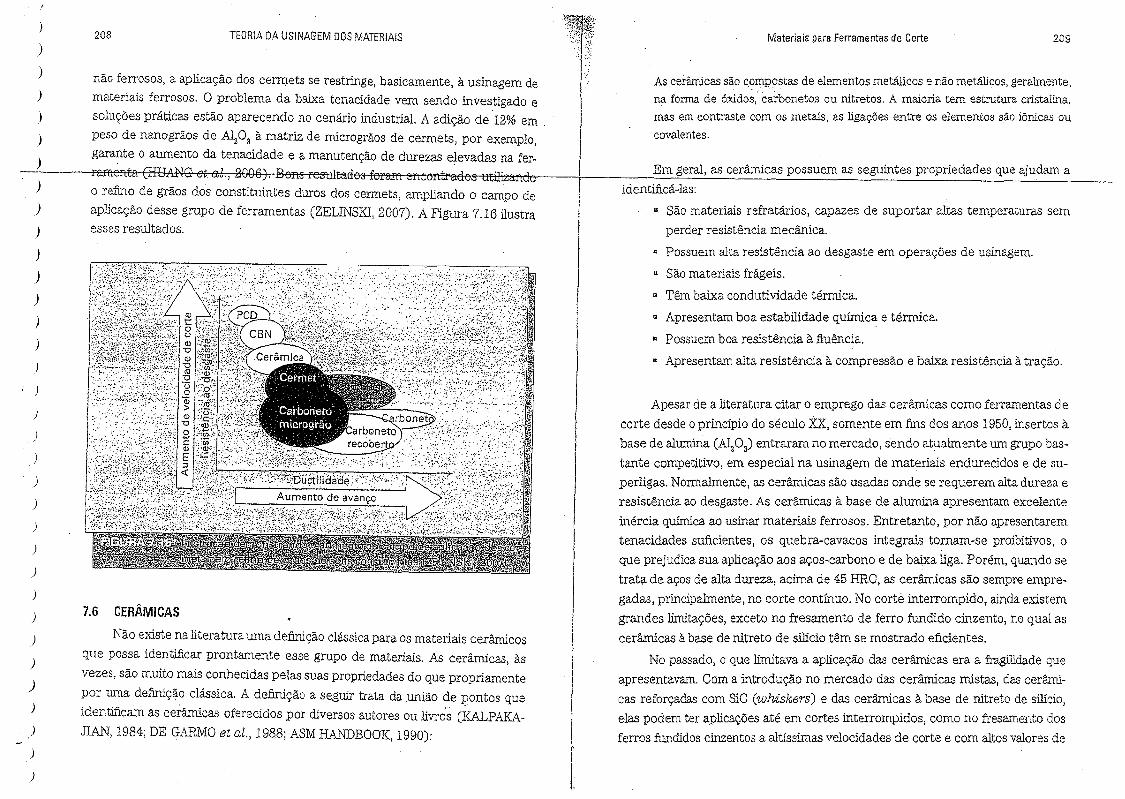
}
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
), )
/
208 TEORiA DA USINAGEM DOS MATERIAIS
não ferrosos, a aplicação dos cerrnets se restringe, basicamente, à usinagem demateriais ferrosos. O problema da baixa tenacidade vem sendo investigado esoluções práticas estão aparecendo no cenário industrial. A adição de 12% em .peso de nanogrãos de A403 à matriz de rnicrogrãos de cermets, por exemplo,garante o aumento da tenacidade e a manutenção de durezas elevadas na fer-ramenta (HUlxNG et. e,l., 2006). Bons resultados fu't'M1 encontrados utilizM1do
Materiais para Ferramentas de Corte 209
As cerâmicas são compostas de elementos metálicos e não metálicos, geralmente,na forma de óxido~,'c;rbonetos ou nítretos, A maioria tem estrutura cristalina,mas em contraste com os metais, as ligações entre os elementos são íõnícas oucovalentes.
Em geral, as cerâmicas possuem as seguintes propriedades que ajudam a
o refino de grãos dos constituintes duros dos cermets, ampliando o campo deaplicação desse grupo de ferramentas (ZELINSKI, 2007). A Figura 7.16 ilustraesses resultados.
7.6 CERÂMICAS
Não existe na literatura uma defini ção clássica para os materiais cerâmicasque possa identificar prontamente esse grupo de materiais. As cerâmicas, às
vezes, são muito mais conhecidas pelas suas propriedades do que propriamentepor uma definição clássica. A defuúção a seguir trata dauníão de pontos queídentíücam as cerâmicas oferecidos por diversos autores ou livros (KALPAKA-JlAN, 1984; DE GARLVIOet al., 1988; ASM HAt'IDBOOK, 1990);
,
II
IIIfI
I.
iri
II~
f
identifícã-las:
'" São materiais refratários, capazes de suportar altas temperaturas semperder resistência mecânica.
" Possuem alta resistência ao desgaste em operações de usínagem.
B São materiais frágeis.
Q Têm baixa condutivídade térmica.
Q Apresentam boa estabilidade química e térmica,
li Possuem boa resistência à fluência.
e Apresentam alta resistência à compressão e baixa resistência à tração.
Apesar de a literatura citar o emprego das cerâmicas como ferramentas decorte desde o princípio do século XX, somente em fins dos anos 1950, insertos àbase de alurnína CAIPa) entraram no mercado, sendo atualmente um grupo bas-
tante competitivo, em especial na usínagem de materiais endurecidos e de su-perlígas. Normalmente, as cerâmicas são usadas onde se requerem alta dureza eresistência ao desgaste. As cerâmicas à base de alumína apresentam excelenteinércia química ao usínar materiais ferrosos. Entretanto, por não apresentaremtenacidades suficientes, os quebra-cavacos integrais tornam-se proíbitívos, o
que prejudica sua aplicação aos aços-carbono e de baixa liga. Porém, quando setrata de aços de alta dureza, acima de 45 HRC, as cerâmicas são sempre empre-gadas, principalmente, no corte contínuo. No corte interrompido, ainda existem
grandes limitações, exceto no fresamento de ferro fundido cinzento, no qual as
cerâmicas à base de nitreto de silício têm se mostrado eficientes.
No passado, o que limitava a aplicação das cerâmicas era a fragilidade que
apresentavam. Com a introdução no mercado das cerâmicas mistas, das cerâmi-cas reforçadas com SiC (whiske7's) e das cerâmicas à base de nítreto de silício,
elas podem ter aplicações até em cortes interrompidos, como no fresamento dosferros fundidos cinzentos a altíssímas velocidades de corte e com altos valores de
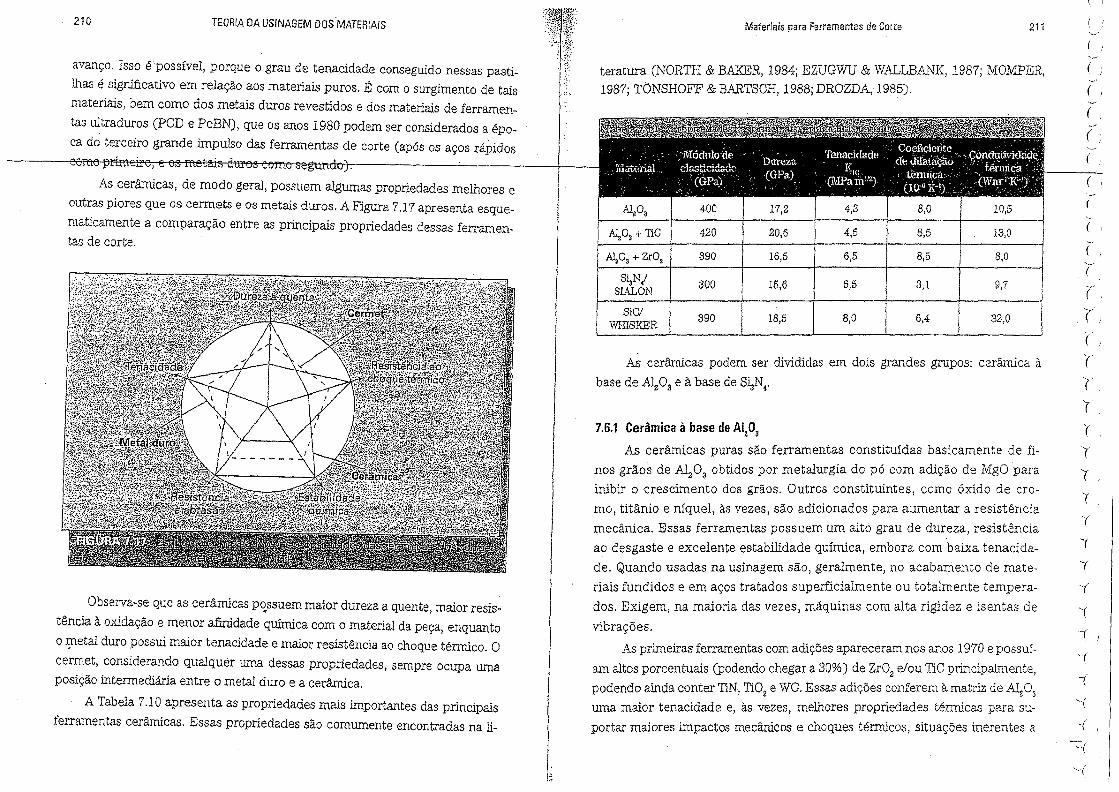
210 TEORIA DA USINAGEM DOS·MATEHIAIS
avanço. Isso é possível, porque o grau de tenacidade conseguido nessas pasti-lhas é significativo em relação aos materiais puros. É com o surgimento de taismateriais, bem como dos metais duros revestidos e dos materiais de ferrarnen-tas ultraduros (PCD e PcBN), que os anos 1980 podem ser considerados a épo-ca do terceiro grande impulso das ferramentas de corte (após os aços rápidos
As cerâmicas, de modo geral, possuem algumas propriedades melhores eoutras piores que os cermets e os metais duros. A Figura 7.17 apresenta esque-maticamente a comparação entre as principais propriedades dessas ferramen-tas de corte.
Observa-se que as cerâmicas possuem maior dureza a quente maior resís-. ,tência à oxidação e menor afinidade química com o material da peça, enquantoo metal duro possui maior tenacidade e maior resistência ao choque térmico. °cermet, considerando qualquer uma dessas propriedades, sempre ocupa umaposição intermediária entre o metal duro e a cerâmica.
A Tabela 7.10 apresenta as propriedades mais importantes das principaisferramentas cerâmicas. Essas propriedades são comumente encontradas na li-
Materiais para Ferramentas de Corte
teratura (NORTH & BAKER, 1984; EZUGWU& WA..LLBANK,1987; MOMPER,1987; TONSHOFF &BARTSCH, 1988;DROZDA, 1985).
A1z°3 400 17,2 4,3 8,0 10,5
~o~ + TIC 420 20,6 4,5 8,5 13,0
~03 + Zr02 390 16,5 6,5 8,5 8,0
Si3N/ 300 15,6 6,5 3,1 9,7SlALON
SiCI 390 18,5 8,0 6,4 32,0WHISKER
As cerâmicas podem ser divididas em dois grandes grupos: cerâmica à
base de AlzOae à base de S~N4'
7.6.1 Cerâmica à base de Alz03As cerâmicas puras são ferramentas constituídas basicamente de fi-
nos grãos de Al20õ obtidos por metalurgia do pó com adição de MgO parainibir o crescimento dos grãos. Outros constituintes, como óxido de cro-mo, títãnío e níquel, às vezes, são adicionados para aumentar a resistênciamecânica, Essas ferramentas possuem um alto grau de dureza, resistênciaao desgaste e excelente estabilidade química, embora coro baixa tenacida-de. Quando usadas na usínagern são, geralmente, no acabamento de mate-riais fundidos e em aços tratados superficialmente ou totalmente tempera-dos. Exigem, na maioria das vezes, máquinas com alta rigidez e isentas devibrações.
As primeiras ferramentas com adições apareceram nos 8.L'10S 1970 e possuí-am altos porcentuais (podendo chegar a 30%) de Zr02 e/ou TiC principalmente,podendo ainda conter TiN,TiOze WC.Essas adições conferem à matriz de AI:,03urna maior tenacidade e, às vezes, melhores propriedades térmicas para su-portar maiores impactos mecânicos e choques térmicos, situações inerentes a
\ )
211
( )
( I
(
()
( I
.'.
( I
( )
rr('("
rrr'(
Tr'(
'(
'(
f,.(
,(
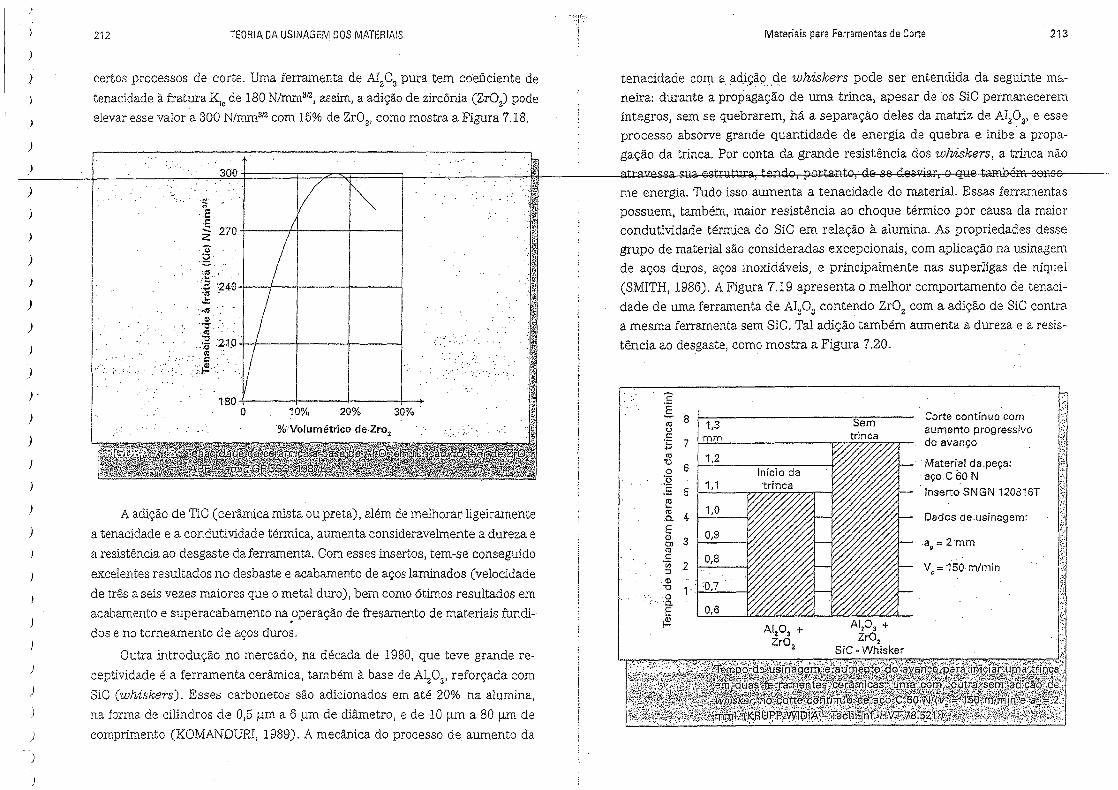
)
)
)
)
)
212 TEORIA DA USINAGEM DOS MATERIAIS
-'ry. ~-
Materiais para Ferramentas de Corte 213
certos processos de corte. Uma ferramenta de AlZ03 pura tem coeficiente detenacidade à fratura ~c de 180 Nlmm3l2, assim, a adição de zircônía (ZrOz) podeelevar esse valor a 300 N/mm31Z com 15% de Zr02' como mostra a Figura 7.18.
tenacidade com aadíçãode whiskers pode ser entendida da seguinte ma-neira: durante a propagação de uma trinca, apesar de os SiC permaneceremíntegros, sem se quebrarem, há a separação deles da matriz de AI203' e esseprocesso absorve grande quantidade de energia de quebra e inibe a propa-gação da trinca. Por conta da grande resistência dos whiskers, a trinca não
)
)
)
)
)
)
)
)
)
).
)
)
)
)
)
)
)
)
)
)
)
)
)
)
300
. '.~'
;;;
E~, 270+-----~~----~----~2:êJ.g',<li.•...',a '.240+---1--1----+----1'Il!./::
"'<lIIII
"'Cr ..oro "'.,~ 21.0+' -I-----I-----1r------l
ro. o·c ...-,_
.:~ '.'
. . ,-.....- ,.,' .
I
I 180-l----+---+----!--O 10% 20% 30%
'%Nolumétrico deZrn,
A adição de TiC (cerâmica mista ou preta), além de melhorar ligeiramentea tenacidade e a condutividade térmica, aumenta consideravelmente a dureza ea resistência ao desgaste da ferramenta. Com esses ínsertos, tem-se conseguidoexcelentes resultados no desbaste e acabamento de aços lamínados (velocidadede três a seis vezes maiores que o metal duro), bem como ótimos resultados emacabamento e superacabamento na .operação de fresamento de materiais fundi-dos e no tornearnento de aços duros.
Outra introdução no mercado, na década de 1980, que teve grande re-ceptividade é a ferramenta cerâmica, também à base de A1203t reforçada comSiC (whiskers). Esses carbonetos são adicionados em até 20% na alurnina,na forma de cilindros de 0,5 um a 6 um de diâmetro, e de 10 um a 80 um decomprimento (KOMANDURI, 1989). A mecânica do processo de aumento da
me energia. Tudo isso aumenta a tenacidade do material. Essas ferramentaspossuem, também, maior resistência ao choque térmico por causa da maiorcondutívidade térmica do SiC em relação à alumina. As propriedades dessegrupo de material são consideradas excepcionais, com aplicação na usínagemde aços duros, aços inoxidáveis, e principalmente nas superligas de níquel(SMITH, 1986), A Figura 7.19 apresenta o melhor comportamento de tenaci-dade de uma ferramenta de Alp~ contendo Zr02 com a adição de SiC contraa mesma ferramenta sem SiC. Tal adição também aumenta a dureza e a resis-tência ao desgaste, como mostra a Figura 7.20.
êg8 Corte contínuo com
ro 1,3o aumento progressivoc'C 7 mm do avanço.•..ro 1,2"O . Material da peça:o 6'õ '1,1
aço C 60 N:~5 Inserto SNGN 120816Tro•...
1,0·ro 4 Dados de.usinaçern:.Q.
E 0,9<!l 3 .a;= 20mmOlroC 0,8"Vi 2 V,=150m/min::J
:<!l"'07"O t-
·0'Q.0,6E
~ AIP3 +Zr02
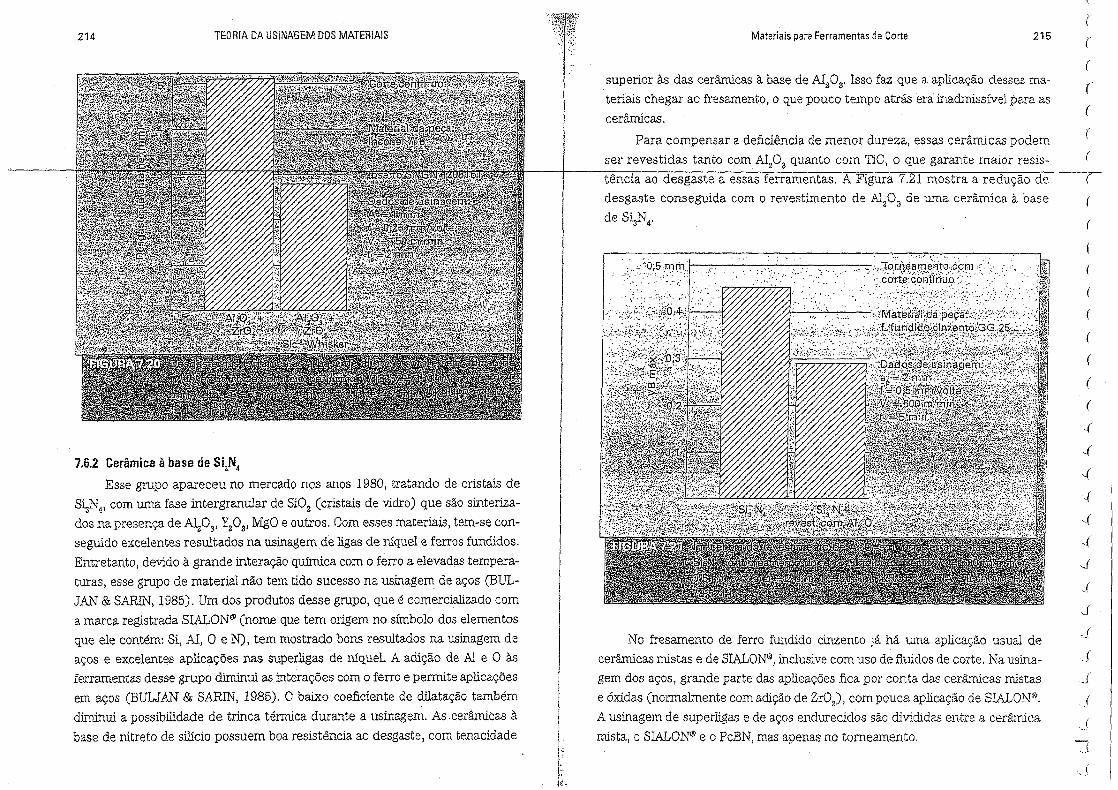
214 TEORIA DA USINAGEM DOS MATERIAIS
7.6.2 Derâmica à base de Si1N4
Esse grupo apareceu no mercado nos anos 1980, tratando de cristais deS4N41 com uma fase intergranular de SíOz (cristais de vidro) que são sintetiza-dos na presença de AIz03' YzOz' MgOe outros. Com esses materiais, tem-se con-seguido excelentes resultados na usínagem de ligas de níquel e ferros fundidos.Entretanto, devido à grande ínteração química com o ferro a elevadas tempera-turas, esse grupo de material não tem tido sucesso na usinagern de aços (BUL-JAt'J & SARIN, 1985). Um dos produtos desse grupo, que é comercializado coma marca registrada SIALON@ (nome que tem origem no símbolo dos elementosque ele contém: Si, Al, O e N), tem mostrado bons resultados na usínagern deaços e excelentes aplicações nas superligas de níquel. A adição de Al e ° àsferramentas desse grupo diminui as interações com o ferro e permite aplicaçõesem aços (BUWAN & SARIN, 1985). O baixo coeficiente de dilatação tambémdiminui a possibilidade de trinca térmica durante a usínagem. As .cerâmicas àbase de nitreto de silício possuem boa resistência ao desgaste, com tenacidade
Materiais para Ferramentas de Corte
superior às das cerâmicas à base de Al:Ps' Isso faz que a aplicação desses ma-teriais chegar ao fresamento, ° que pouco tempo atrás era inadmissível para ascerâmicas.
Para compensar a deficiência de menor dureza, essas cerâmicas podemser revesti das tanto com Alz03 quanto com TiC, o que garante maior resís-tência ao desgaste a essas ferramentas. A Figura 7.21 mostra a redução dedesgaste conseguida com o revestimento de AlZ03 de uma cerâmica à basede Si3N4•
::".'
No fresamento de ferro fundido cinzento já há uma aplicação usual decerâmicas mistas e de SIALON®, inclusive com uso de fluidos de corte. Na.usina-gem dos aços, grande parte das aplicações fica por conta das cerâmicas mistase óxidas (normalmente com adição de Zr02) , com pouca aplicação de SIALON®.A usínagem de superlígas e de aços endurecidos são divididas entre a cerâmicamista, o SIALON<ll e o PcBN, mas apenas no torneamento.
215(
r(
(
(
(
(
(
(
(
(
(
(
(
(
(
(
(
,(
"~C
~,(
,.(
-.{
-i
J
J,J,(
-(
(
(
'"]
. (
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
216 TEORIA DA USINAGEM DOS MATERIAIS
)A aplicação de ferramentas cerâmicas exige alguns cuidados especiais:
• Usar chanfros e evitar corte interrompido antes de iniciar a operação.
• O uso do fluido de corte seria evitado; se requerido, entretanto, deve-seusar o fluído em abundância na aresta de corte.
• Não usar aresta cortante afiada sem chanfro ou arredondarnento (honing).
)
)
) a Usar arestas com raio de ponta.
• Preferir os maiores valores de Vc e dejpossíveis.
m Usar um rígido sistema de fixação do ínserto e um bom assentamento dapastilha no suporte.
• Usar em máquinas-ferramentas rtgídas, livre de vibrações.
A resistência mecânica de um inserto para operações de usínagern depen-de fortemente do ângulo de ponta e o seu aumento segue a ordem apresentadana Figura 7.22.
Esse conceito deve ser aplicado na seleção da forma para os insertos emgeral, mas, principalmente, se o material da ferramenta for cerâmica.
7.7 MATERIAIS ULTRADUROS PARA FERRAMENTASNormalmente, materiais com dureza superior a 3.000 HV são denominados
ultraduros. Como ferramentas de corte, os materiais ultraduros são:," Diamantes naturais mono e policristalino.
• Diamante sintético mono cristalino.
• Diamante sintético polícrístalíno (PCD, do inglês Polycrytalline Díamond).
g Nitreto cúbico de boro (cBN, do inglês Cubic Boron Nitride) monocristalino.
" Nitreto cúbico de boto policristalino (PcBN, do inglês Poly crystalineCubic Boron Nitride).
Materiais para Ferramentas de Corte 217
o diamante natural foi usado como ferramenta de corte por centenas deanos, pois trata-se 'cto'máferial de maior dureza e resistência ao desgaste danatureza. Além disso, possui excelente condutívidade térmica. As ferramentasde diamante natural são usadas principalmente quando se requer superaca-bamentos nos componentes usínados. Acabamentos superficiais da ordem de
- 25 nm odem ser obtidos com essas ferramentas se a máquina-ferra-menta possuir rigidez (CLARK & SEM, 1998). Entretanto, por causa da suafragilidade e risco de falha sob impacto, e também por conta do seu alto custo,tem sua aplicação limitada como ferramentas de corte, principalmente após osurgimento dos diamantes e dos cBNs sintéticos, que podem substituí-Io combastante eficiência.
Os diamantes sintéticos foram produzidos pela primeira vez nos anos 1950,mas apenas no final da década de 1970 entraram no mercado como ferramentasde corte. Tanto o PCD como o PcBN podem ser encontrados como uma camadade 0,5 rum a 1,0 mm, de espessura sínterízada, em uma placa de metal duro, quesão cortadas e brasadas geralmente em ínsertos de metal duro, ou então, maisraramente, usadas como ínsertos inteíríços.
O diamante sintético é obtido sujeitando o carbono, na forma de grafite, atemperaturas e pressões extremamente altas (da ordem de 2.000 °C e 7 GPa).Como o grafite, os átomos de carbono estão arranjados na forma hexagonal, masapós a sinterízação, ele se transforma em diamante, possuindo uma estruturacúbica de face centrada (CFC). A Figura 7.23 ilustra a estrutura cristalina dografite e' do diamante e apresenta o diagrama de equilíbrio de ambos.
Para ser mais econômico, o processo é realizado na presença de um cata-lizador da reação de transformação, normalmente o cobalto.
De maneira similar e pouco tempo depois de o diamante sintético ser ob-tido, o hBN (nitreto hexagonal de boro) também foi transformado em cBN (lÚ-
treto cúbico de boro). O grafite, o hBN é frágil e escorregadio, enquanto o cBNé duro e resistente ao desgaste em menor escala que o diamante, mas superioràs cerâmicas. A Figura 7.24 apresenta a estrutura cristalina do hBN e do cBN,bem como o diagrama de equilíbrio entre ambos, muito parecido com o da figuraanterior. Para acelerar as reações, o solvente nesse caso é um nitreto metálico,que reduz tanto .a temperatura quanto a pressão de síntese para aproximada-mente 1.500 °C e 6 GPa, respectivamente (HEATH, 1986). Com o andamento datransformação, os cristais, sejam de diamante ou de cBN, crescem.
218 TEORJA DA USINAGEM DDS MATER!AIS Materiais para Ferramentas de Corte
o desenvolvimento do processo de obtenção do diamante e do cBN aaltas temperaturas e pressão permite a produção de monocristais sintéticosda ordem de 8 mm. Assim, é possível encontrar no mercado ferramentas demonocrístaís de diamantes com arestas de 8 mm de comprimento e 2 mrn deespessura. Esse produto sintético tem a vantagem de possuir consistência no
219
0, na arma e no esempe o, consistência não encontrada nos dia-mantes naturais.
As ferramentas policrístalinas de diamante e de cBN (PCD e PcBN, res-pectivamente) são obtidas pelo processo de metalurgia do pó usando mono-cristais de diamante e cBN, respectivamente. Mais uma vez, deve-se adicío-nar catalísadores para acelerar a sínterização. Naturalmente, durante o tra-tamento térmico, toda a massa do produto deve estar contida dentro da fasecúbica do respectivo diagrama de equilíbrio para evitar a reversão da fasecúbica em hexagonal. Nesse processo, pode-se obter uma variedade imensanas propriedades finais dos produtos, dependendo do tamanho dos grãosdos mono cristais (estes dependem do tempo de permanência na câmara detransformação), do solvente/catalísador empregado (devido a problemas deínstabílídade térmica no produto final de PCD, a variação dos serventes utili-zados são restritos, mas nos PcBNs são muitos), do grau de sinterização etc.,sendo, portanto, possível desenvolver produtos para aplicações específicas(HEATH.1986).
A tenacidade desses policristalinos é bem superior à dos rnonocrístaís,portanto, o campo de aplicação é maior, apesar da maior dureza e resistência aodesgaste dos monocrístaís. Essa propriedade pode ser aumentada ao elevar-seo tamanho dos grãos dos policristaís, pois inversamente ao que acontece como metal duro, aqui a resistência ao desgaste cresce com o aumento do.tamanhodos grãos (CLARK& SEM, 1998). Entretanto, apenas quando se exige maior in-tegridade e precisão da aresta, como no caso da usinagern de superacabamento,o rnonocristal pode superar o policristal.
O revestimento de diamante conseguido pelo processo CVD,similarmen-te ao revestimento de metal duro, é obtido à baixa pressão. Uma mistura degases à base de carbono e de hidrogênio são dissociados e depositados a altastemperaturas (aproximadamente 2,000 "C) e a pressões abaixo da atmosférica.
(
r("
{
{
(
(
( I
'(
{
'(
'(
yy.(
(
~(
(
,{
,(
{
-(
(
(
'{
-;(
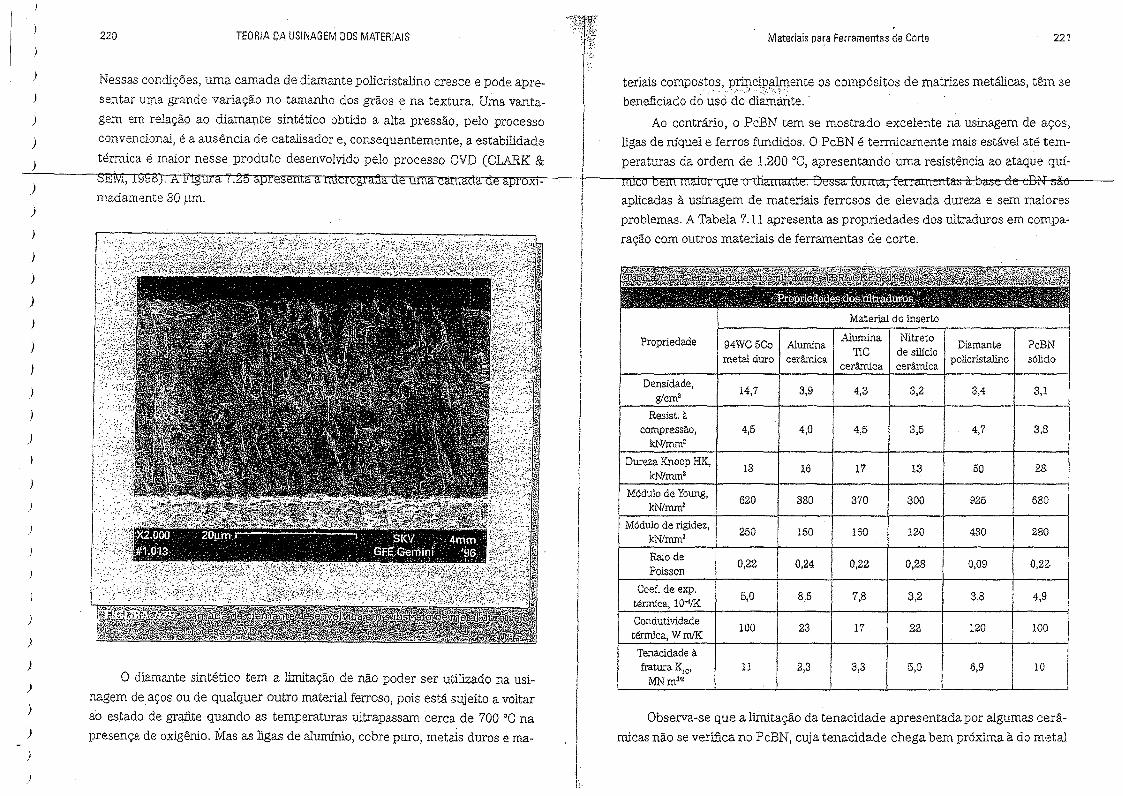
)
>
)
)
)
)
220 TEORIA DA USINAGEM DOS MATERIAIS
Nessas condições, uma camada de diamante policrístalino cresce e pode apre-sentar uma grande variação no tamanho dos grãos e na textura. Uma vanta-
gem em relação ao diamante sintético obtido a alta pressão, pelo processoconvencional, é a ausência de catalísador e, consequentemente, a estabilidade
térmica é maior nesse produto desenvolvido pelo processo CVD CCLARK &
)SE:M, 19(8). A Flgura '1'.25 apresenta a micrografia de uma camada de aproXI-madamente 30 um,
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
o diamante sintético tem a limitação de não poder ser utilizado na usí-
nagsm de aços ou de qualquer outro material ferroso, pois está sujeito a voltarao estado de grafite quando as temperaturas ultrapassam cerca de 700 °0 napresença de oxigênio. Mas as ligas de alumínio, cobre puro, metais duros e ma-
Materiais para Ferramentas de Corte 221
!I1
I
IIIIIIIII
teriaís compostos, principalmente os compósítos de matrizes metálicas, têm sebeneficiado dó' ~~ó d~·dÚ~~~;;te.'
Ao contrário, o PcBN tem se mostrado, excelente na usinagern de aços,ligas de níquel e ferros fundidos. O PcBN é termicamente mais estável até tem-peraturas da ordem de 1.200 °0, apresentando uma resistência ao ataque quí-
mico bem maior que o diamante. Dessa forma, ferrarctentas à base de cBN MOaplicadas à usínagem de materiais ferrosos de elevada dureza e sem maioresproblemas. A Tabela 7.11 apresenta as propriedades dos ultraduros em compa-ração com outros materiais de ferramentas de corte,
Material do inserto
Propriedade 94WC 5Co Alumína Alumína NitretoDiamante PcBN
TiC de silíciometal duro cerâmicacerâmica cerâmica
polícrístalíno sólido
Densidade, 14,7 3,9 4,3 3,2 3,4 3,1g/cm3
Resist. àcompressão, 4,5 4,0 4,5 3,5 4,7 3,8
kN/mm2
Dureza Knoop HK,13 16 17 13 50 28
kN/mm2
Modulo de Young, 620 380 370 300 925 680kN/mm2
Módulo de rigidez, 250 150 160 120 430 280kN/mmz
Raio de 0,22 0,24 0,22 0,28 0,09 0,22-PoíssonCoef. de exp. 5,0 8,5 7,8 3,2 3,8 4,9térmica, 10"'JK
Condutividade 100 23 17 22 120 100térmica, W mIK
Tenacidade àfratura K1C' 11 2,3 3,3 5,0 6,9 10
MNm312
Observa-se que a limitação da tenacidade apresentada por algumas cerâ-
micas não se verifica no PcBN, cuja tenacidade chega bem próxima à do metalIII':.:,.
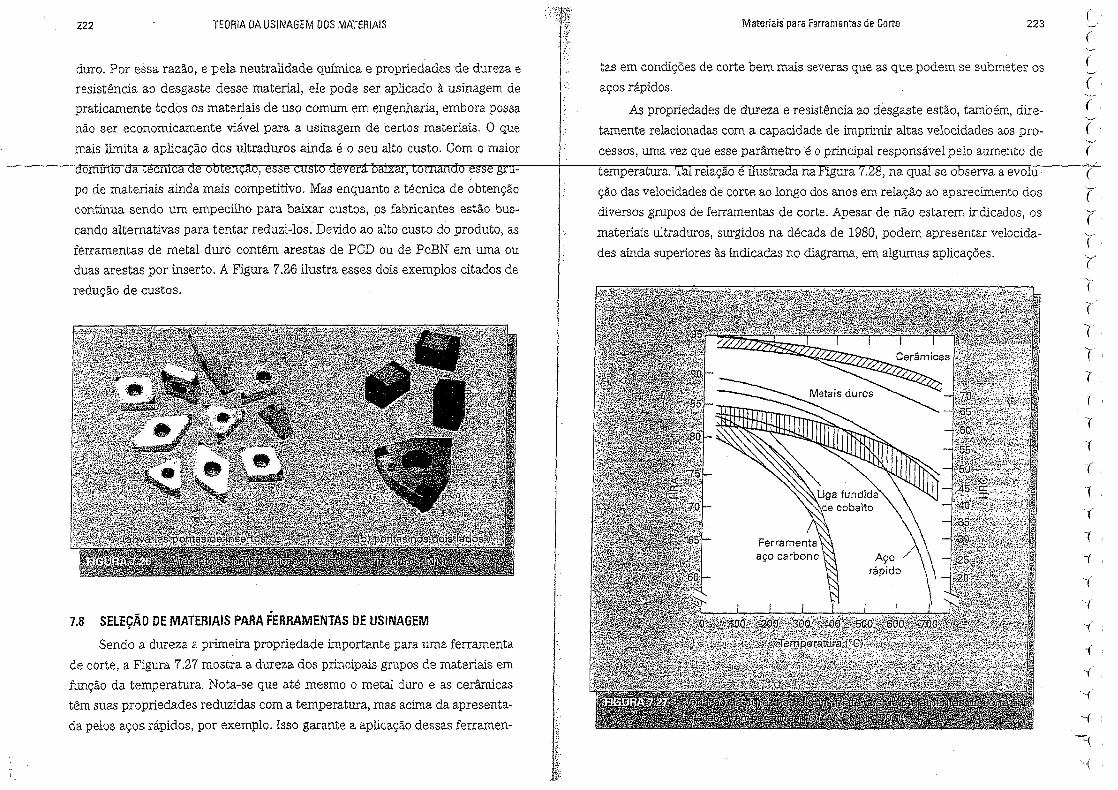
222 TEORIA DA USINAGEM DOS MATERIAIS
duro. Por essa razão, e pela neutralidade química e propriedades de dureza eresistência ao desgaste desse material, ele pode ser aplicado à usínagem depraticamente todos os mate~iais de uso comum em engenharia, embora possanão ser economicamente viável para a usinagem de certos materiais. O quemais limita a aplicação dos ultraduros ainda é o seu alto custo. Com o maior
/\~
I····.
Materiais para Ferramentas de Corte
tas em condições de corte bem mais severas que as que podem se submeter osaços rápidos.
As propriedades de dureza e resistência ao desgaste estão, também, dire-tamente relacionadas com a capacidade de imprimir altas velocidades aos pro-cessas, uma vez que esse parâmetroé o principal responsável pelo aumento de
223
o llU apo de materiais ainda mais competitivo. Mas enquanto a técnica de obtençãocontinua sendo um empecilho para baixar custos, os fabricantes estão bus-cando alternativas para tentar reduzi-los. Devido ao alto custo do produto, asferramentas de metal duro contêm arestas de PCD ou de PcBN em uma ouduas arestas por ínserto. A Figura 7.26 ilustra esses dois exemplos citados deredução de custos.
7.8 SELEÇÃO DE MATERIAIS PARA FERRAMENTAS DE USINAGEMSendo a dureza a prímeira propriedade importante para uma ferramenta
de corte, a Figura 7.27 mostra a dureza dos principais grupos de materiais emfunção da temperatura. Nota-se que até mesmo o metal duro e as cerâmicastêm suas propriedades reduzidas com a temperatura, mas acima da apresenta-da pelos aços rápidos, por exemplo. Isso garante a aplicação dessas ferramen-
temperatura. re ação e ustra a na igura . , na qua se o serva a evo u-ção das velocidades de corte ao longo dos anos em relação ao aparecimento dosdiversos grupos de ferramentas de corte. Apesar de não estarem indicados, osmateriais ultraduros, surgidos na década de 1980, podem apresentar velocida-des aínda superiores às índícadas no diagrama, em algumas aplicações.
(
r(r'('(
('
'(
r'(
rf(
(
I(
'-(
-(
,(
--(
~(
i~(
~(
--( i
~~-{
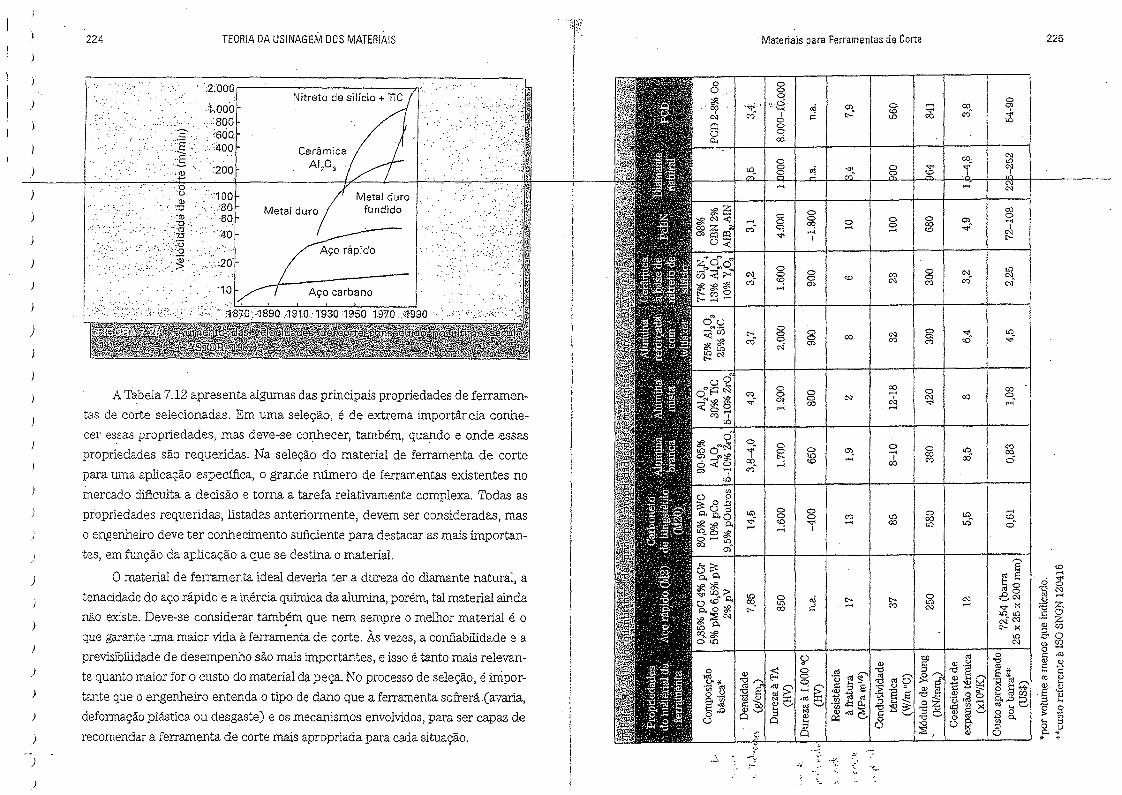
)
)
)
J)
224 TEORIA DA USINAGEM DOS MATERIAIS
. ·;2;000,----------"----:11
1.000,:800':600400
:20Q
:.;:,',-' .. ,
'..Ê··,'..~'.,
Ê";2
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
,':0"'·0.
'Q}
.',.: ''O'.'Q} ..
, ."0,·,. " " ·ro '. ':":0 .,:-:;g"
::~
100".:80',60
""ioMetal duro
. ','.
• o', •••• ~:, > ...~.:" . '., ..:.,:'" Aço rápido
"::."
Aço carbano
A Tabela 7.12 apresenta algumas das principais propriedades de ferramen-tas de corte selecionadas. Em uma seleção, é de extrema importância conhe-cer essas propriedades, mas deve-se conhecer, também, quando e onde essaspropriedades são requerídas. Na seleção do material de ferramenta de cortepara uma aplicação específica, o grande número de ferramentas existentes nomercado dificulta a decisão e torna a tarefa relativamente complexa. Todas aspropriedades requeridas, listadas anteriormente, devem ser consideradas, maso engenheiro deve ter conhecimento suficiente para destacar as mais importan-tes, em função da aplicação a que se destina o material.
O material de ferramenta ideal deveria ter a dureza do diamante natural, atenacidade do aço rápido e a inércia química da alurnína, porém, tal material aindanão existe. Deve-se considerar tamb.ém que nem sempre o melhor material é oque garante uma maior vida à ferramenta de corte. Às vezes, a confíabilídade e aprevísíbílidade de desempenho são mais importantes, e isso é tanto mais relevan-te quanto maior for o custo do material da peça. No processo de seleção, é impor-tante que o engenheiro entenda o tipo de dano que a ferramenta sofrerá(avaria,deformação plástica ou desgaste) e os mecanismos envolvidos,para ser capaz derecomendar a ferramenta de corte mais apropriada para cada situação.
Mate riais para Ferramentas de Corte
o<:>o:.:."g.Ógco
o...
oo
eo",'
225
..:.
ooo
gor.--i
oo~
oo'C!
<:>oO>
ooO>
sCQ
<:>o"<j<I
co
ooo<O
<:>o'"
<:>coC'l
ocol.?
,...:;
eo
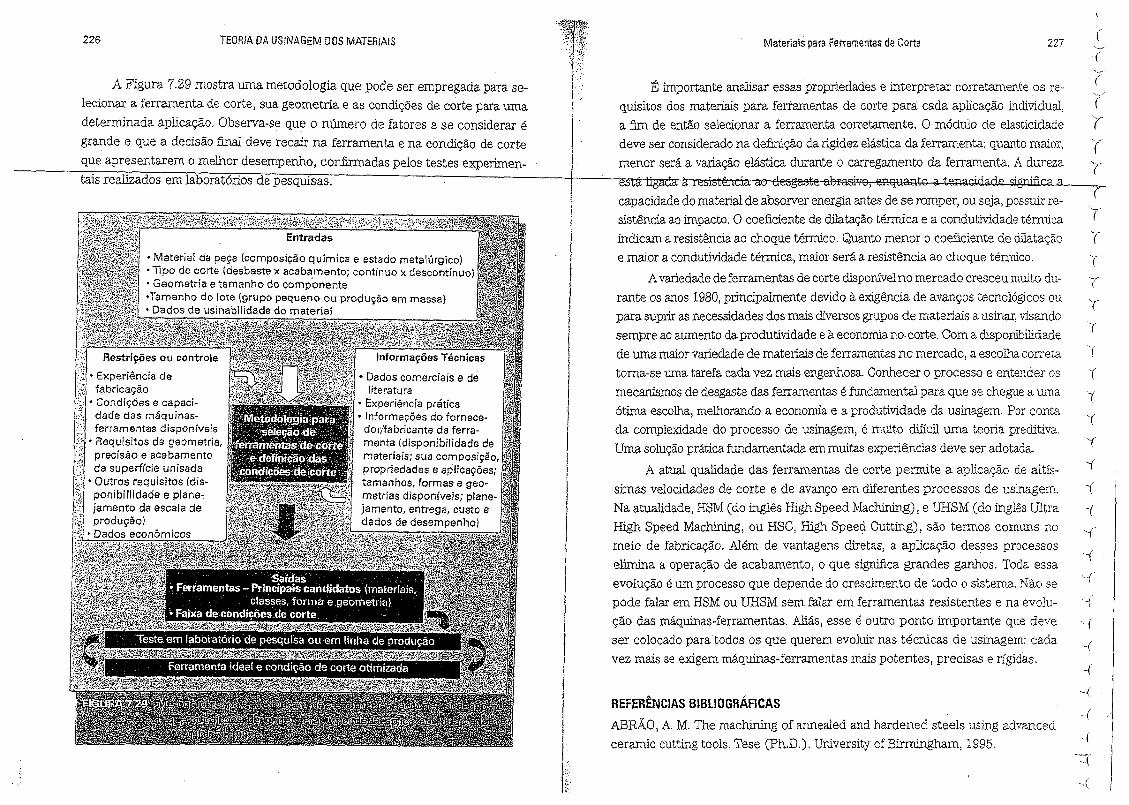
226 TEORIA DA USINAGEM DOS MATERIAIS
A Figura 7.29 mostra uma metodologia que pode ser empregada para se-lecionar a ferramenta de corte, sua geometria e as condições de corte para umadeterminada aplicação. Observa-se que o número de fatores a se considerar égrande e que a decisão final deve recair na ferramenta e na condição de corteque apresentarem o melhor desempenho, confirmadas pelos testes experimen-tais realizados em laboratórios de pesquisas.
Entradas
• Materia! da peça (composição química e estado metalúrgico)-Tipo de corte (desbaste x acabamento; contínuo x descontínuo)• Geometría e tamanho do cornponerrte'Tamanho do lote (grupo pequeno ou produção em massa}• Dados de usinabitidade do material
Restrições ou controle
• Experiência defabricação
• Condições e capaci-dade das máquinas-ferramentas disponíveis
• Requisitos de geometria,precisão e acabamentoda superfície unisada
• Outros requlsitos (dis-ponibiflidade e plane-jamento da escala deprodução)
• Dados econômicos
• Dados comerciais e deliteratura
• Experiência prática• Informações do fornece-
dor/fabricante da ferra-menta (disponibilidade demateriais; sua composição,propriedades e aplicações;tamanhos, formas e geo-metrias disponíveis; plane-jamento, entrega, custo edados de desempenho)
Materiais para Ferramentas de Corte
É importante analisar essas propriedades e interpretar corretamente os re-quisitos dos materiais para ferramentas de corte para cada aplicação individual,a fim de então selecionar a ferramenta corretamente. O rnódulo de elasticidadedeve ser considerado na definição da rigidez elástica da ferramenta: quanto maior,menor será a variação elástica durante o carregamento da ferramenta. A dureza
capacidade do material de absorver energia antes de se romper, ou seja, possuir re-sistência ao impacto. O coeficiente de dilatação térmica e a condutividade térmicaindicam a resistência ao choque térmico. Quanto menor o coeficiente de dilataçãoe maior a condutividade térmica, maior será a. resistência ao choque térmico.
A variedade de ferramentas de corte disponível no mercado cresceu muito du-rante os anos 1980, principalmente devido à exigência de avanços tecnológicos oupara suprir as necessidades dos mais diversos grupos de materiais a usínar, visandosempre ao aumento da produtividade e à economia no- corte. Com a disponibilidadede uma maior variedade de materiais de ferramentas no mercado, a escolha corretatoma-se uma tarefa. cada vez mais engenhosa. Conhecer o processo e entender osmecanísmos de desgaste das ferramentas é fundamental para que se chegue a umaótima escolha, melhorando a economia e a produtividade da usínagem, Por contada complexidade do processo de usínagem, é muito difícil uma teoria predítiva.Uma. solução prática fundamentada em muitas experiências deve ser adotada.
A atual qualidade das ferramentas de corte permite a aplicação de altís-s:imas velocidades de corte e de avanço em diferentes processos de usínagern.Na atualidade, HSM C~o inglês High Speed Machíning) I e UHSM (do inglês UltraHigh Speed Machining, ou HSC, High Speed Cuttíng), são termos comuns nomeio de fabricação. Além de vantagens diretas, a aplicação desses processoselimina a operação de acabamento, o que significa grandes ganhos. Toda essaevolução é um processo que depende do crescimento de todo o sistema. Não sepode falar em HSM ou UHSM sem falar em ferramentas resistentes e na evolu-ção das máquinas-ferramentas. Aliás, esse é outro ponto importante que deveser colocado para todos os que querem evoluir nas técnicas de usínagem: cadavez mais se exigem máquinas-ferramentas mais potentes, precisas e rígidas.
REFERÊNCIAS BIBLIOGRÁFICASABRÃO, A. M. The machíning of annealed and hardened steels using advancedcerarnic cuttíng tools. Tese (Ph.D.). University of Bírmíngham, 1995.
227 ('-(
"""'-
(
"(
tr'(,
.'(
r I
ty
,"(
,.(
i,(
~(
-(
,(
(
~(
-(
,-C,.(
.(
-::-(
-.(
)
)
)
J)
)
)
)
r)
)
)
)
)
)
)
)
)
)
)
)
).
228 TEORIA DA USINAGEM DOS MATERIAIS
ASM HAl\JDBOOK Properties amd selecticn: nonferrous aUoys omâ specia;purpose rnaterials. 10. ed. Nova York: ASM International, 1990.
ÁV1LA, R. F. Desempenho de ferramentas de metal duro revestidas comTiN, TiCN e TiAlN (PAPVD) no torneamento do Aço BNT 4340 temperadoe revenido. Tese (Doutorado em Engenharia Metalúrgíca e de Minas).Belo Horizonte: Uníversí a e e er e
BROOKES, K. J. "Hard and superhard tools are a cut above the rest". MetalWorking Production, outubro 1986, p. 92-l04.
BULJAN, S. T; SARIN, V. K. "The future of silicon nítríde cutting tools". TheCarbide and Tool Journal, maio/junho 1985, p. 4-7.
CHIAVERINI, V.Aços eferros fundidos. 4. ed. São Paulo: ABM,1979.
CLARK, L E.; SEM, P. K. "Advances ín the development ofultrahard cutting toolmaterial". Industrial Diamond Review, n. 2, p. 40-44, 1998.
DE GARMO, E. P. et alo Material and processes in manufacturinç. 7. ed.Nova York: Macmillan Publishing Cornpany, 1988 ..
DROZDA, T J. "Ceramic tools find new applications". ManufacturingEngineering, maio 1985, p. 34-39.
EZUGWU, E. O.; WALLBANK, J. "Manufacture and properties of ceramíc cuttíngtools: a review". Maierials Science cmâ Technology, novembro 1987, v. 3, p.881~887.
FERRARESI, D. Fundamentos da usinagem dos metais. São Paulo: Blucher,1977.GRUSS, W. w., "Turníng of Steel with Ceramíc Cutting Tools, " Tool Materíals forHKH-Speed Machíníng, ASM International (1987) pp. 105-115.
GURLAND, J., "New Scientifíc Approaches to Development of Tool Materials",Iruernaiioruü Materiais Reoieur, v. 33, n. 3, p. 151-166, 1988.
HEATH, P. J. "Properties and uses of amborite", Industrial Dicmorui Review,n. 3, p. 120-127,1986.
HUANG, C. et alo"Microstructure and mechanical properties ofnano-scale Al20atoughned Ti(C,N) matríx cerrnet tool material". Materials Science Foruan, V.
532-533, p. 37-40, 2006.
ISCAR(a).SistemadeldentificaçãodePorta-FerramentaIscar.Disponívelem:http://www.iscardobrasil.com.br/ProductLines/PDF/SistemaDeIdentificaca04_468.pdf. Acessado em: 4/11/2007.
':'):l~;
II
Materiais para Ferramentas de Corte 229
ISGA..R(b). Sistema de Identificação de Pastilha. Disponível em: http://
www.iscardobrasil.com.br/ProductLines/PDF /SistemadePastilhas4_ 46.9.pdf.
Acessado em: 4/11/2007.
ISO Standard n. 513(E). Classification and Application of Hard Cuttíng Materiaisfor Metal Removal with Defined Cutting Edges - Desígnation of Maín Groups
ISO Standard n. 1832. Indexable Inserts for Cutting Tools - Desígnation, 2004.
JACK, D. H. "Hard materials for metal cuttíng". Metais and M cueriale, setembro
1987, p. 516-520.
JEANS, W.T, "Creators of the Age of Ste els " , Kessinger Publishing, ISBN
1417953810,2005, 356 pgs.
KALPAKAJIAN, S. Manufacturing processes f01' engineering materiais.Nova York: Addison-Wesley Publishíng Co., 1984.
KOLASKA, H.; DREYER, K "Metal duro, cerrnets e cerâmica". Metal Mecânica,
setembro/outubro 1990, p. 62-70.
KOMAl\TDURI, R. "Advanced ceramíc tool materials for rnachíníng". Iru. J of"- .. _._. __ ._'._---
Refractoru Materials & Hard Metais, junho 1989, p. 125-132.
KOMANDURI, R. "Tool materials", Kirk-Otlumer Encyclopedia of Chemical
Technology. 4. ed. Nova York: John Wiley & Sons, 1997.
KRUPp· WIDIA, "Advanded machíne tools call for advanced cutting materíals,
Technical Informatíon, Tool Engineering HVT 78.521, sem data, p. 1-14.
MARCONDES, F. C. A história do metal duro. São Paulo: Sandvik Coromant,
Consultoria de Projetos e Arte, 19.90.
MITSUBISHI. Mitsubishi Toolíng Technology Level I, 2005.
MOMPER, L F. "Flexible production with ceramics", Productioii Erurimeer,maio 1987, p. 18-19.
Nl\), (a). Dísponível em: http://www.oerlikon.comlecomaXL/index. php?site:
BALZERS_EN_balinit_coatings. Acessado em: 2/11/2007.
l\TN(b). Disponível em: http://www.oerlikon.comlecomaXLlindex.php?site;:::
COATING_SERVICES_EN_INNOVA. Acessado em: 2111/2007.NN(c). Cutting ToolEngineeting Magazine,janeiro 2007, v. 59, n. 1.
l\TN(d) Cutting ToolEngineeting Magazine, agosto 2007, V. 59, n. 8.
230 TEORIA DA USINAGEM DOS MATERIAiS
NORTH, B.; BAKER, R. D. "Silicon nitride-based (síalon) metalcuttíng tools?
Propertíes and applicatíons". R & HM, março 1984, p. 46-51.
Oerlikon-Balzers, web site: <http://www.oerlikon:cornlbalzers>. Acesso em:
mar. 2007.
PASTOR, H. "Present status and development of toolmaterials, Part 1 - Cutting
tools", Internacional Journai of Refractory amd Metais, v. 6, n. 4, dezembro
1987, p. 196-209.
QUINTO, D. T. et alo "Mechanical properties, structure and performance ofchemicallyvapor-deposited and plúsicallyvapor deposited coated carbide tools",
Materiais Science andEngineering, n, AI05/106, p. 443-452, 1988.
RIDHOUGH, M. "Cast cobalt alloy cuttíng metal". Materiais for Metal GuttÍ'"rtg.Proo. Gonf ofBIRSA, 14-16 abril 1970, p. 119-121-
SANDVlK CIMM - Centro de Informação Metal Mecânica. Disponível em:http://www.cimm.com.br/cimm/geralljsps/frame_univers.jsp?pagina:::http://
construtor.cirom.com.br/cgi-winlconstrut.cgi?connguradorresultado&id=920&c
onscrut-true. Acessado em: 3/11/2007.
SCHRORETER, K., German Patent n° 420689, "Treuhand - gasellsshft für
elektrische glühlampen", depositada em 80 de março de 1923, aprovada em
30 de outubro de 1925.
SMITH, G. T. Adoamceâ raachining - The hamdbook of cutting technoLogy.Kempston: IFS Publications, 1989.
SMITH, K. H. "Whísker reinforced ceramíc cornposíte cuttíng tools". Carbideand Tool Journal, setembro/outubro 1986, p. 8-11..
ToNSHOFF, H. K.; BARTSCH, S. "Performance of ceramíc cuttíng toolmaterials
in dependence on their speciftc properties''. Intersociety Symp on Machiningof Advanced Ceramdc Materials and Components. Winter Annual Meetinq
cf ASME, 27/11 a 2112 1988, p. 229-?41.WERTHEIl'vI, R. et alo "Characterízation of CVD coated carbide layers and theír
thermal properties".Annals ofGIRP, v. 31, n, 1, p. 7-11, 1982.
ZELINSKl, P. Cerrnets get Assertive. Moâern: Machnme Shop On Line.Disponível em: http://www.mmsonline.comlarticles/010603.html. Acessado em:
4/11/2007.
i:
II.
II
II
Ii
II
Por maior que seja a dureza e a resistência ao desgaste das ferramentasde corte, e por menor que seja a resistência mecânica da peça de trabalho, aferramenta de corte sofrerá um processo de desgaste que mais cedo ou maistarde exigirá a sua substituição. Estudar e entender o processo pelo qual asferramentas se desgastam é muito importante, pois pode permitir ações coeren-tes e efetivas para reduzir a taxa desse processo, prolongando a vida da arestade corte. Embora os custos com ferramentas de corte representem apenasuma pequena fração do custo de fabricação, desgastes acelerados e/ou avariasfrequentes levam a paradas da máquina para troca, e isso significa custos adi-cionais e perda de produtividade. Além disso, o conhecimento do processo dedesgaste da aresta fornecerá subsídios para que haja evolução dos materiais dasferramentas, tornando-as mais resistentes aos fenômenos negativos que ocorremdurante o processo de usinagern,
Podem-se distinguir três fenômenos pelos quais uma ferramenta de corteperde sua eficácia na usinagern: avaria, desgaste e deformação plástica, ape-sar de alguns autores (TRENT & WRIGHT, 2000) considerarem a deformaçãoplástica apenas um mecanismo de desgaste. Esses três fenômenos causam amudança na. geometria da aresta de corte. Os dois primeiros, geralmente, pro-movem a perda de material, enquanto o último promove somente o seu des-locamento. Para que se possa, desde o início, distinguir esses fenômenos queconduzem à perda e à consequente substituição das arestas, suas definições sãoapresentadas a seguir.
a Avaria: fenômeno que ocorre de maneira repentina e inesperada, cau-sado pela quebra, lascamento ou trinca da aresta de corte. A quebra eo lascamento levam à destruição total ou à perda de uma quantidadeconsiderável de material da aresta de forma repentina e imprevísível Aquebra é mais comum em ferramentas com baixa tenacidade, como ascerâmicas e os ultraduros, Já o lascamento depende também da teria-
((
('
(
t
rr'(
'(
.(
,(
,(
.(
-(
,(
( I
,(
,( I
,(
,(-, (
-(
, (
.. { I
. (
.(
'..(
J-.(
-,}
.j
-.{-:---(
.J
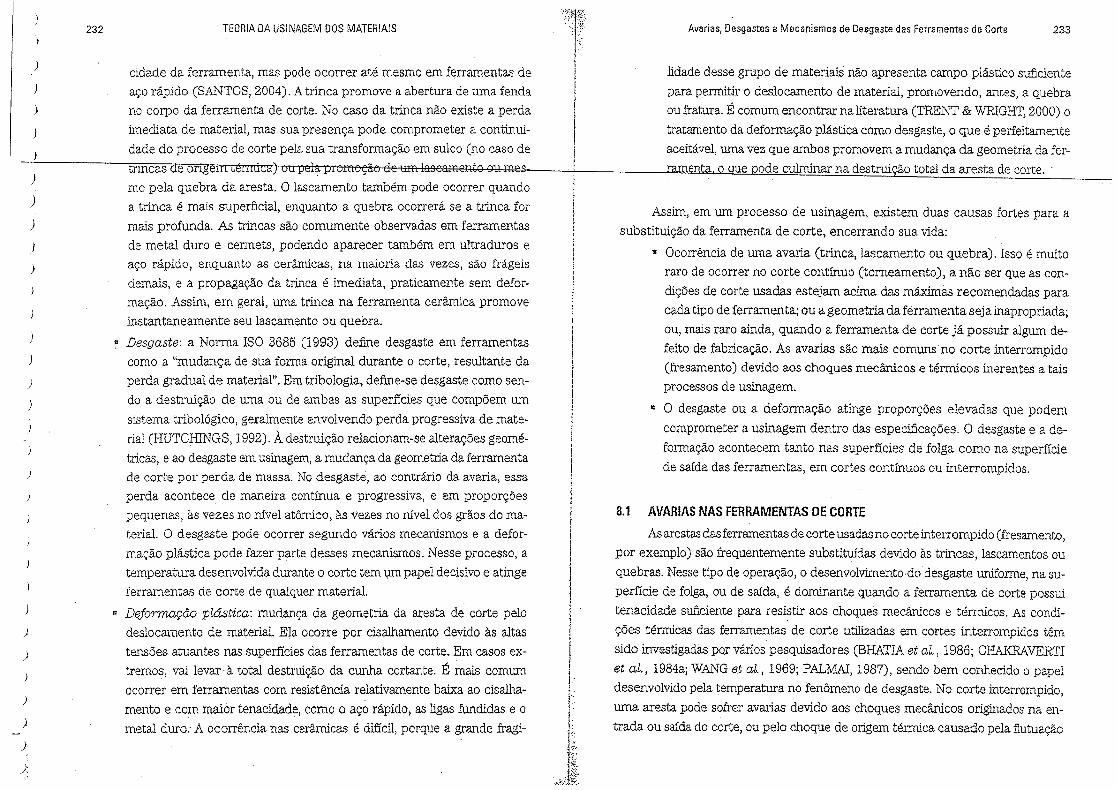
)
)
232 TEORIADA USINAGEMDOSMATERIAIS
cidade da ferramenta, mas pode ocorrer até mesmo em ferramentas deaço rápido (SANTOS, 2004). A trinca promove a abertura de uma fendano corpo da ferramenta de corte. No caso da trinca não existe a perdaimediata de material, mas sua presença pode comprometer a continui-dade do processo de corte pela sua transformação em sulco (no caso detrincas de ongem térndca) ou pe1i?' pl o:t'ttoçãe de um lascamento ou roos
)
)
)
)
)
)
)
)
)
)
)
)
/):
mo pela quebra da aresta. O lascamento também pode ocorrer quandoa trinca é mais superficial, enquanto a quebra ocorrerá se a trinca formais profunda. As trincas são comumente observadas em ferramentasde metal duro e cermets, podendo aparecer também em ultraduros eaço rápido, enquanto as cerâmicas, na maioria das vezes, são frágeisdemais, e a propagação da trinca é imediata, praticamente sem defor-mação. Assim, em geral, uma trinca na ferramenta cerâmica promoveinstantaneamente seu lascamento ou quebra.
" Desgaste: a Norma ISO 3685 (1993) define desgaste em ferramentascomo a "mudança de sua forma original durante o corte, resultante daperda gradual de material". Em tríbología, define-se desgaste como sen-do a destruição de uma ou de ambas as superfícies que compõem umsistema tribológico, geralmente envolvendo perda progressiva de mate-rial (HUTCHINGS, 1992). À destruição relacionam-se alterações geomé-tricas, e ao desgaste em usinagem, a mudança da geometria da ferramentade corte por perda de massa. No desgaste, ao contrário da avaria, essaperda acontece de maneira contínua e progressiva, e em proporçõespequenas, às vezes no nível atômico, às vezes no nível dos grãos do ma-terial. O desgaste pode ocorrer segundo vários mecanismos e a defor-mação plástica pode fazer parte desses mecanismos. Nesse processo, atemperatura desenvolvida durante o corte tem um papel decisivo e atingeferramentas de corte de qualquer material.
" Deformação plástica: mudança da geometria da aresta de corte pelodeslocamento de material, Ela ocorre por cisalhamento devido às altastensões atuantes nas superfícies das ferramentas de corte. Em casos ex-tremos, vai levar-à total destruição da cunha cortante. É mais comumocorrer em ferramentas com resistência relativamente baixa ao cisalha-mento e com maior tenacidade, como o aço rápido, as ligas fundidas e ometal duro: A ocorrência nas cerâmicas é difícil, porque a grande fragí-
Avarias, Desgastes e Mecanismos de Desgaste das Ferramentas de Corte 233
lidade desse grupo de materiais não apresenta campo plástico suficientepara permitir o deslocamento de material, promovendo, antes, a quebraou fratura. É comum encontrar na literatura (TRENT & WRIGHT, 2000) otratamento da deformação plástica como desgaste, o que é perfeitamenteaceitável, uma vez que ambos promovem a mudança da geometria da fer-ramenta. o que pode culminar na destruição total da aresta de corte ..
Assim, em um processo de usinagem, existem duas causas fortes para asubstituição da ferramenta de corte, encerrando sua vida:
• Ocorrência de uma avaria (trinca, lascamento ou quebra). Isso é muitoraro de ocorrer no corte contínuo (tomeamento), a não ser que as con-dições de corte usadas estejam acima das máximas recomendadas paracada tipo de ferramenta; ou a geometria daférramenta seja ínapropríada;ou, mais raro ainda, quando a ferramenta de corte já possuir algum de-feito de fabricação. As avarias são mais comuns no corte interrompido(fresamento) devido aos choques mecânicos e térmicos inerentes a taisprocessos de usínagern,
m O desgaste ou a deformação atinge proporções elevadas que podemcomprometer a usínagem dentro das especificações. O desgaste e a de-formação acontecem tanto nas superfícies de folga como na superfíciede saída das ferramentas, em cortes contínuos ou interrompidos.
8.1 AVARIASNAS FERRAMENTAS DE CORTEAsarestas das ferramentas de corte usadas no corte interrompido (fresamento,
por exemplo) são frequentemente substituídas devido às trincas, lascamentos ouquebras. Nesse tipo de operação, o desenvolvimento do desgaste uniforme, na su-perfície de folga, ou de saída, é dominante quando a ferramenta de corte possuitenacidade suficiente para resistir aos choques mecânicos e térmicos. As condi-ções térmicas das ferramentas de corte utilizadas em cortes interrompidos têmsido irrvestígadas por vários pesquisadores (EHATIAet ai., 1986; CHAKRAVERTIet ai., 1984a;WANGet ai., 1969; PALMAI,1987), sendo bem conhecido o papeldesenvolvido pela temperatura no fenômeno de desgaste. No corte interrompido,uma aresta pode sofrer avarias devido aos choques mecânicos originados na en-trada ou saída do corte, ou pelo choque de origem térmica causado pela fiutuação
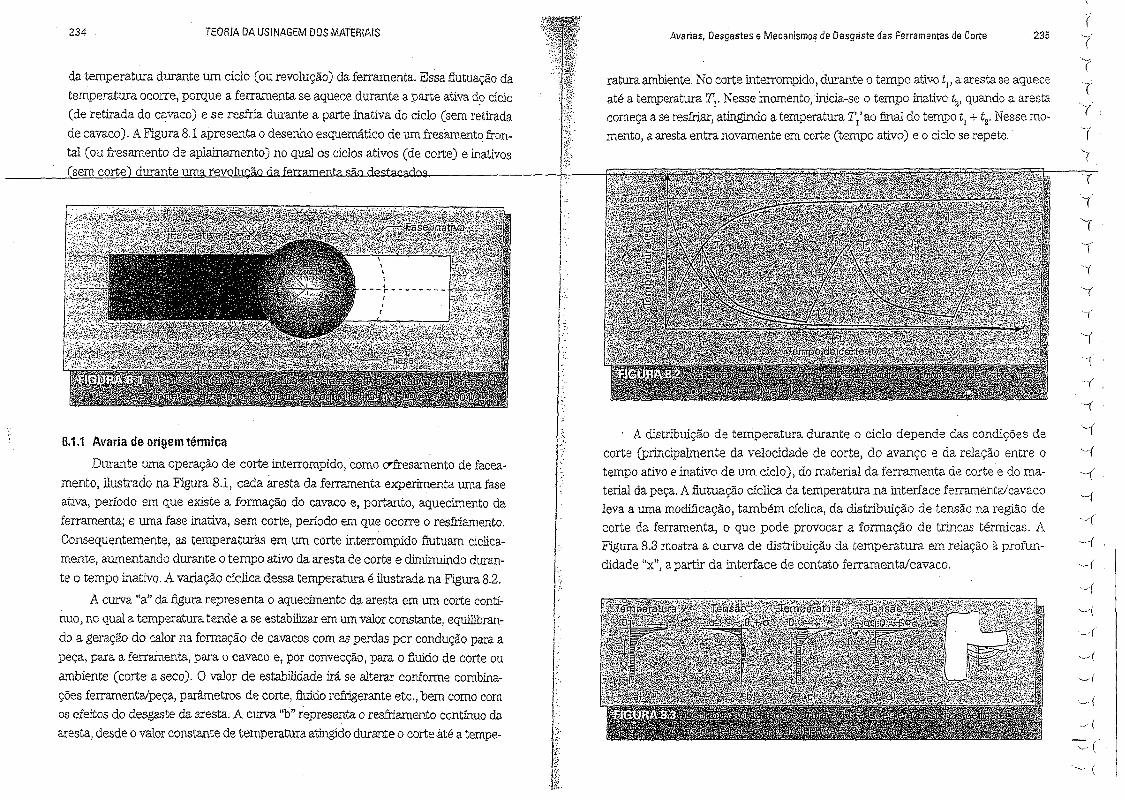
234 TEORIA DA USINAGEM DOS MATERIAIS
da temperatura durante um ciclo (ou revolução) da ferramenta. Essa fíutuação datemperatura ocorre, porque a ferramenta se aquece durante a parte ativa do ciclo(de retirada do cavaco) e se resfria durante a parte inativa do ciclo (sem retiradade cavaco). A Figura 8.1 apresenta o desenho esquemático de um fresarnento fron-tal Cou fresamento de aplainamento) no qual os ciclos ativos (de corte) e inativossem corte durante uma revolu -
·'f
Avarias, Desgastes e Mecanismos de Desgaste das Ferramentas de Corte 235
ratura ambiente. No corte interrompido, durante o tempo ativo t), a aresta se aqueceaté a temperatura TI' Nesse momento, inicia-se o tempo inativo tz' quando a arestacomeça a se resfriar, atingindo a temperatura TI' ao final do tempo t) + t2• Nesse mo-mento, a aresta entra novamente em corte (tempo ativo) e o ciclo se repete ..
8.1.1 Avaria de origem térmica
Durante uma operação de corte interrompido, como (lI"fresamento de facea-mento, ilustrado na Figura 8.1, cada aresta da ferramenta experimenta uma faseativa, período em que existe a formação do cavaco e, portanto, aquecimento daferramenta; e uma fase inativa, sem corte, período em que ocorre o resfríarnento,Consequentemente, as temperaturas em um corte ínterrompidofiutuam cíclíca-mente, aumentando durante o tempo ativo da aresta de corte e diminuindo duran-te o tempo inativo. A variação cíclica dessa temperatura é ilustrada na Figura 8.2.
A curva "a" da figura representa o aquecimento da aresta em um corte contí-nuo, no qual a temperatura tende a se estabilizar em um valor constante, equilibran-do a geração do calor na formação de cavacos com as perdas por condução para apeça, para a ferramenta, para o cavaco e, por convecção, para o fluido de corte ouambiente (corte a seco). O valor de estabilidade irá se alterar conforme combina-ções ferramenta/peça, parâmetros de corte, fluido refrigerante etc., bem corno comos efeitos do desgaste da aresta. A curva "b" representa o resfríarnento continuo daaresta, desde o valor constante de temperatura atingido durante o corteaté a tempe-
rI'I'I/,:
I·•··.'
í'I
I'"
I,·
'.j:.II·.'I·.'
r·I
I:;·
'.
. A distribuição de temperatura durante o ciclo depende das condições decorte (principalmente da velocidade de corte, do avanço e da relação entre otempo ativo e inativo de um ciclo), do material da ferramenta de corte e do ma-terial da peça. A fíutuação cíclica da temperatura na mterface ferramenta/cavacoleva a uma modificação, também cíclíca, da distribuição de tensão na região decorte da ferramenta, o que pode provocar a formação de trincas térmicas. AFigura 8.3 mostra a curva de distribuição da temperatura em relação à profun-didade "x", a partir da interface de contato ferramenta/cavaco.
-(
--(
'-r--(
'~(
"/(
-(--r·-r_.-(
j(
,~(
~(
-' (
-(
-::. (
---~ (
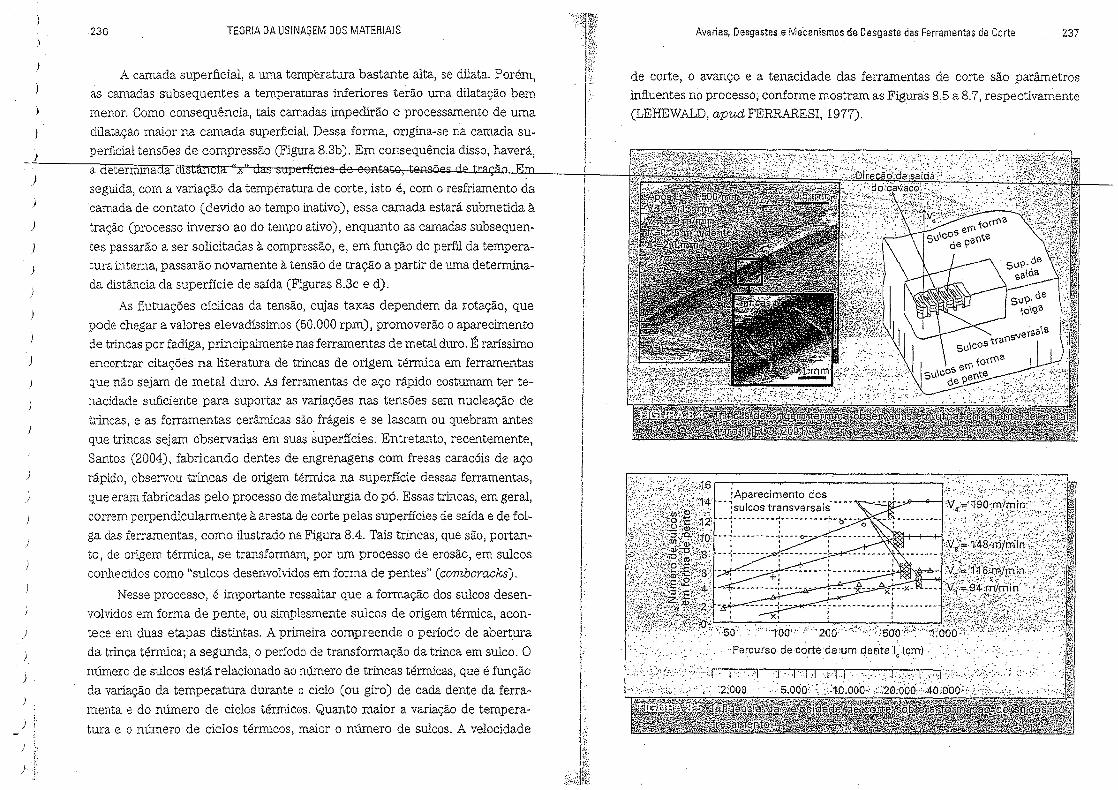
)
)
)
)
)
)
)
)
)
236 TEORIA DA USINAGEM DOS MATERIAIS
)
)A camada superficial, a uma temperatura bastante alta, se dilata. Porém,
as camadas subsequentes a temperaturas inferiores terão uma dilatação bemmenor. Como consequência, tais camadas impedirão o processamento de umadilatação maior na camada superficial. Dessa forma, origina-se na camada su-perfícíal tensões de compressão (Figura 8.3b). Em consequência disso, haverá,a deterrmna 1
seguida, com a variação da temperatura de corte, isto é, com o resfriamento dacamada de contato (devido ao tempo inativo), essa camada estará submetida àtração (processo inverso ao do tempo ativo), enquanto as camadas subsequen-tes passarão a ser solicitadas à compressão, e, em função do perfil da tempera-tura interna, passarão novamente à tensão de tração a partir de uma determina-da distância da superfície de saída (Figuras 8.3c e d).
As fíutuações cíclicas da tensão, cujas taxas dependem da rotação, quepode chegar a valores elevadíssímos (50.000 rpm), promoverão o aparecimentode trincas por fadiga, principalmente nas ferramentas de metal duro. É raríssírnoencontrar citações na literatura de trincas de origem térmica em ferramentasque não sejam de metal duro . .As ferramentas de aço rápido costumam ter te-nacidade suficiente para suportar as variações nas tensões sem nucleação detrincas, e as ferramentas cerâmicas são frágeis e se lascam ou quebram antesque trincas sejam observadas em suas superfícies. Entretanto, recentemente,Santos (2004), fabricando dentes de engrenagens com fresas caracóis de açorápido, observou trincas de origem térmica na superfície dessas ferramentas,que eram fabrícadas pelo processo de metalurgia do pó. Essas trincas, em geral,
. correm perpendicularmente à aresta de corte pelas superfícies de saída e de fol-ga das ferramentas, como ilustrado na Figura 8.4. Tais trincas, que são, portan-to, de origem térmica, se transformam, por um processo de erosão, em sulcosconhecidos como "sulcos desenvolvidos em forma de pentes" (combcracks).
Nesse processo, é importante ressaltar que a formação dos sulcos desen-volvidos em forma de pente, ou simplesmente sulcos de origem térmica, acon-tece em duas etapas distintas. A primeira compreende o período de aberturada trinca térmica; a segunda, o período de transformação da trinca em sulco. Onúmero de sulcos está relacionado ao número de trincas térmicas, que é funçãoda variação da temperatura durante o ciclo (ou giro) de cada dente da ferra-menta e do número de ciclos térmicos. Quanto maior a variação de tempera-tura e o número de ciclos térmicos, maior o número de sulcos. A velocidade
Avarias, Desgastes e Mecanismos de Desgaste das Ferramentas de Corte <:37
de corte, o avanço e a tenacidade das ferramentas de corte são parâmetrosinfluentes no processo; conforme mostram as Figuras 8.5 a 8.7, respectivamente(LEHEWALD, apud FERRARESI, 1977).
L!I.i
I,r.,
It.
,.--.....------~----...----, ..:, ...;...:,:;;, ..:.:X'·)·<:!.:··:,.f; ':)":"fij,;Aparecimento dos
..Percurso oecortedeum qemte ]c(cr.nl ." .g:.......
, ...•.:I.~.~;~:,I:...•,:I;~~I.oo'o.:";c,;2ci;;~·ri6,'<~;~~·~6;i.:;.:,:i2;,·.:.;:...." ..,'.·.•.....:.:.:.:.~
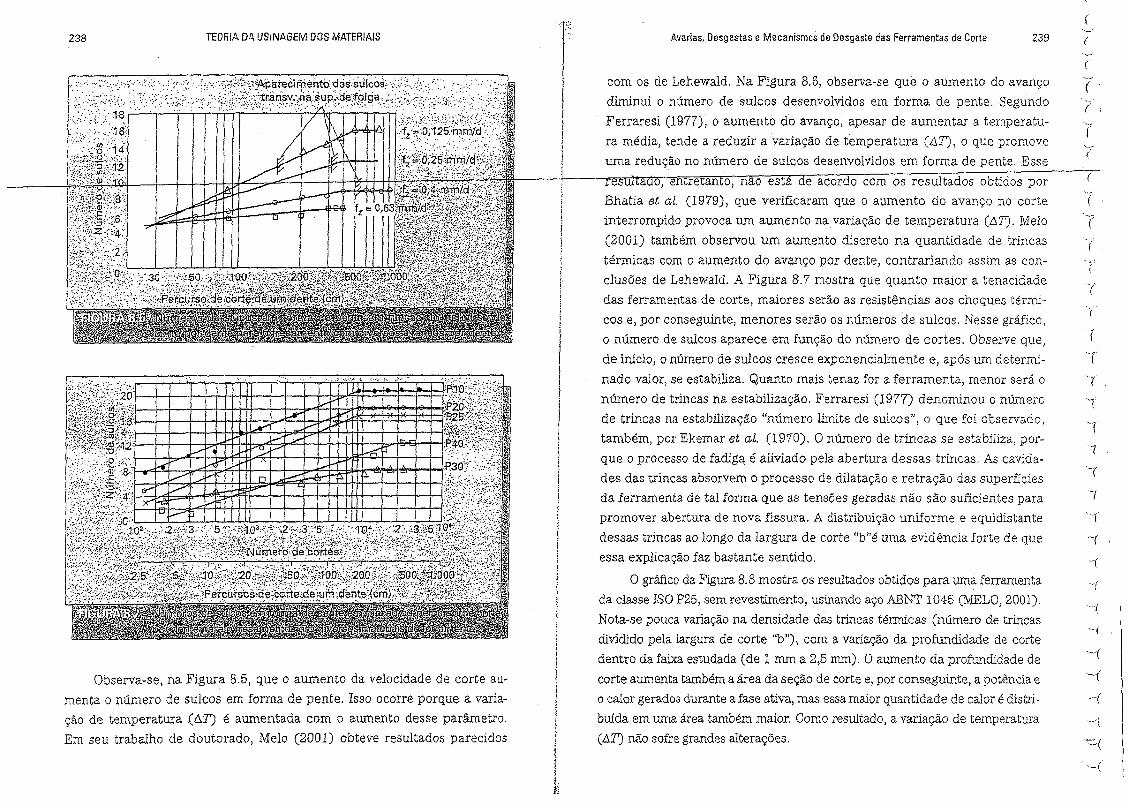
238 TEORIA DA USINAGEM DOS MATERIAIS
Observa-se, na Figura 8.5, que o aumento da velocidade de corte au-menta o número de sulcos em forma de pente. Isso ocorre porque a varia-ção de temperatura (ó.T) é aumentada com o aumento desse parâmetro.Em seu trabalho de doutorado, MeIo (2001) obteve resultados parecidos
Avarias, Desgastes e Mecanismos de Desgaste das Ferramentas de Corte
com os de Lehewald. Na Figura 8.6, observa-se que o aumento do avançodiminui o número de sulcos desenvolvidos em forma de pente. SegundoFerraresí (1977)~ o aumento do avanço, apesar de aumentar a temperatu-ra média, tende a reduzir a variação de temperatura (41'), o que promoveuma redução no número de sulcos desenvolvidos em forma de pente. Esse
a o, en re an o, nao esta e acordo com os resultados obtidos porBhatía et ai. (1979), que verificaram que o aumento do avanço no corteinterrompido provoca um aumento na variação de temperatura (!JT). MeIo(2001) também observou um aumento discreto na quantidade de trincastérmicas com o aumento do avanço por dente, contrariando assim as con-clusões de Lehewald. A Figura 8.7 mostra que quanto maior a tenacidadedas ferramentas de corte, maiores serão as resistências aos choques térmi-cos e, por conseguinte, menores serão os números de sulcos. Nesse gráfico,o número de sulcos aparece em função do número de cortes. Observe que,de início, o número de sulcos cresce exponencíalmente e, após um determi-nado valor, se estabiliza. Quanto mais tenaz for a ferramenta, menor será onúmero de trincas na estabilização. Ferraresi (1977) denominou o númerode trincas na estabilização "número limite de sulcos", o que foi observado,também, por Ekemar et alo (1970). O número de trincas se estabiliza, por-que o processo de fadiga: é aliviado pela abertura dessas trincas. As cavida-des das trincas absorvem o processo de dilatação e retração das superfíciesda ferramenta de tal forma que as tensões geradas não são suficientes parapromover abertura de nova físsura. A distribuiçãO uniforme e equidistantedessas trincas ao longo da largura de corte "b"é uma evidência forte de queessa explicação faz bastante sentido.
O gráfico da Figura 8.8 mostra os resultados obtidos para uma ferramentada classe ISO P25, sem revestimento, usinando aço ABNT 1045 (lVJELO,2001).Nota-se pouca variação na densidade dás trincas térmicas (número de trincasdividido pela largura de corte "b"), com a variação da profundidade de cortedentro da faixa estudada (de 1 mm a 2,5 mm). O aumento da profundidade decorte aumenta também a área da seção de corte e, por conseguinte, a potência eo calor gerados durante a fase ativa, mas essa maior quantidade de calor é distri-buída em uma área também maior. Como resultado, a variação de temperatura(il'I) não sofre grandes alterações.
239
(
(
(
(
/- .....(
?(
'{
'(
7('
"(
rTTI~rT
'l-(
-(._{
r-(
-(
-I,(
--(
--(
'-{
--c---(
7~(
-(
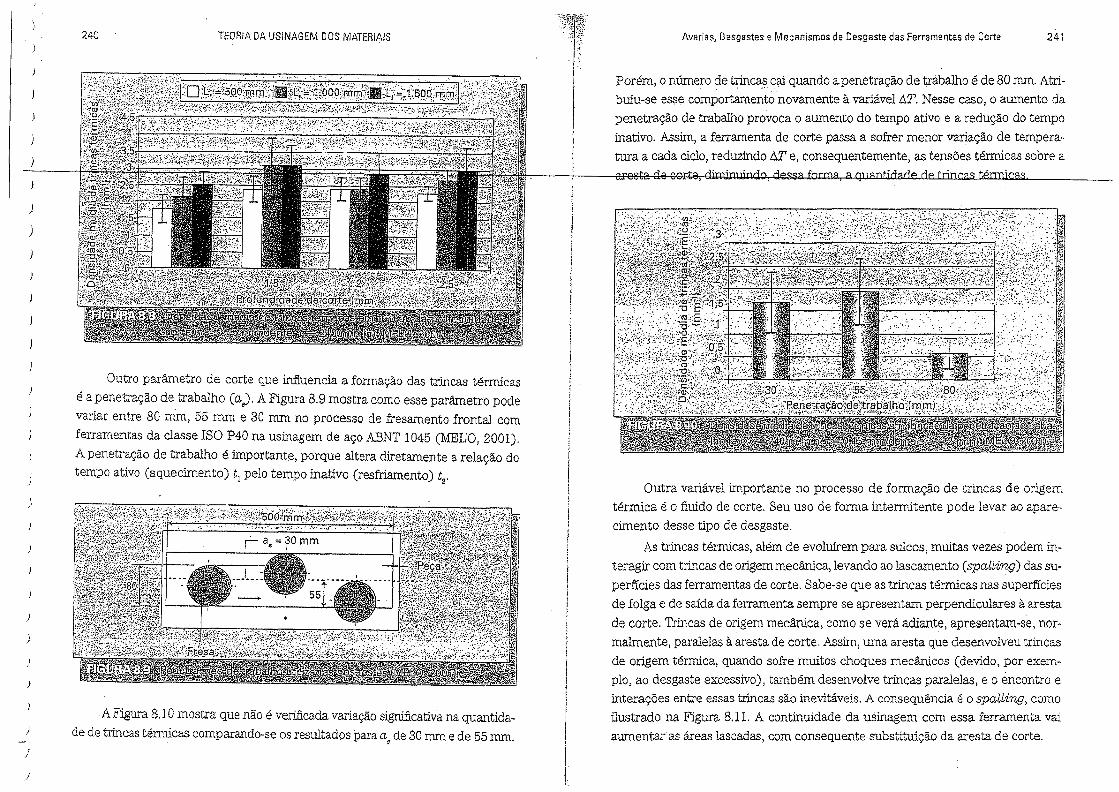
)
)
>
)
>
)
)
)
)
)
)
)
)
)
\)
J
)
)
240 TEORIA DA USINAGEM DOS MATERIAIS Avarias, Desgastes e Mecanismos de Desgaste das Ferramentas de Corte 241
Porém, o número de trincas caí quando a penetração de trabalho é de 80 mm. Atrí-buíu-se esse compo~e~to novamente à variável t.J.T. Nesse caso, o aumento dapenetração de trabalho provoca o aumento do tempo ativo e a redução do tempoinativo. Assim, a ferramenta de corte passa a sofrer menor variação de tempera-tura a cada ciclo, reduzindo t.J.T e, consequentemente, as tensões térmicas sobre a
Outro paràmetro de corte que influencia a formação das trincas térmicasé a penetração de trabalho (a;J. A Figura 8.9 mostra como esse parâmetro podevariar entre 80 mm, 55 rnm e 30 mm no processo de fresamento frontal comferramentas da classe ISO P40 na usinagem de aço ABNT 1045 (MELO, 2001).A penetração de trabalho é importante, porque altera diretamente a relação dotempo ativo (aquecimento) tl pelo tempo inativo (resfriamento) t
2•
A Figura 8.10 mostra que não é veríâcada variação sígnífícatíva na quantida-de de trincas térmicas comparando-se os resultados para aq de 30 mm e de 55 mm.
Outra variável importante no processo de formação de trincas de origemtérmica é o fluido de corte. Seu uso de forma intermitente pode levar ao apare-cimento desse tipo de desgaste.
As trincas térmicas, além de evoluírem para sulcos, muitas vezes podem in-teragír com trincas de origem mecânica, levando ao lascamento (spaUing) das su-perfícies das ferramentas de corte. Sabe-se que as trincas térmicas nas superfíciesde folga e de saída da ferramenta sempre se apresentam perpendiculares à arestade corte. Trincas de origem mecânica, como se verá adiante, apresentam-se, nor-malmente, paralelas à aresta de corte. Assim, uma aresta que desenvolveu trincasde origem térmica, quando sofre muitos choques mecânicos (devido, por exem-plo, ao desgaste excessivo), também desenvolve trincas paralelas, e o encontro einterações entre essas trincas são inevitáveis. A consequência é o spaUing, comoilustrado na Figura 8.11. A continuidade da usinagem com essa ferramenta vaiaumentar as áreas lascadas, com consequente substituição da aresta de corte.
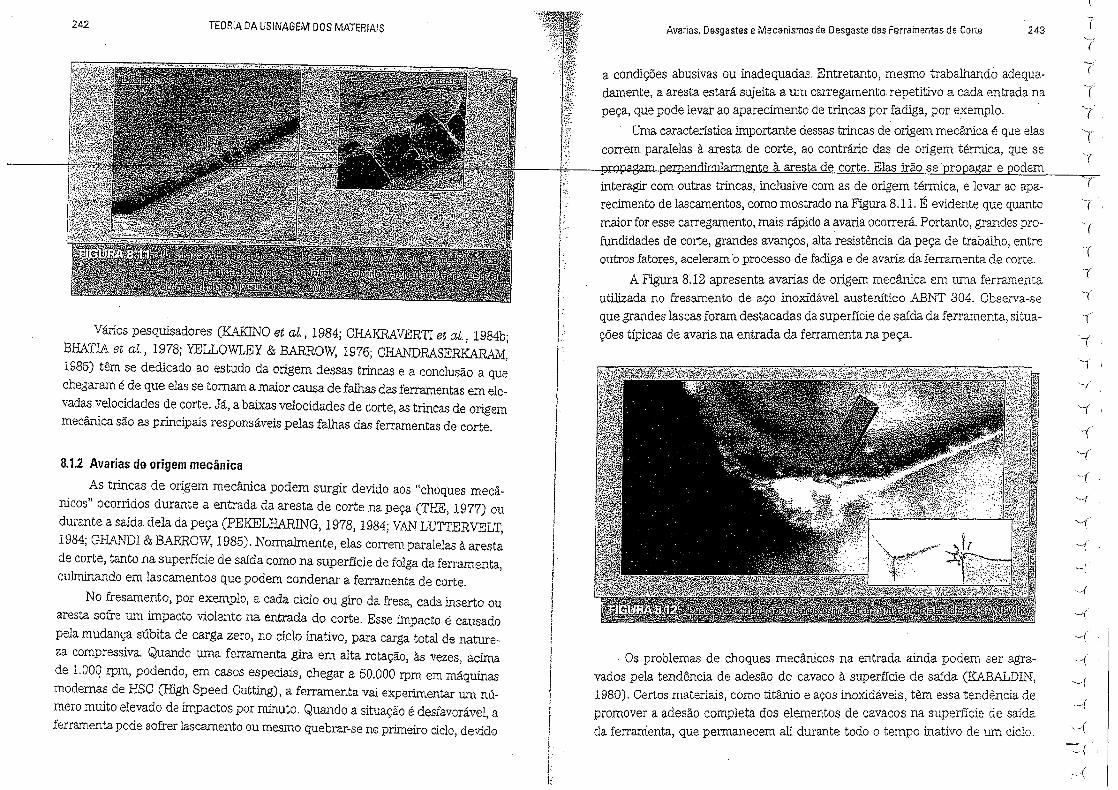
242 TEORIA DA USINAGEM DOS MATERIAIS
Vários pesquisadores (KAKINO et al., 1984; CHAKRAVERTI et al., 1984b;BHATlA et al., 1978; YELLO'WLEY & BARROW, 1976; CHAi'IDRASERKARAM,1985) têm se dedicado ao estudo da origem dessas trincas e a conclusão a quechegaram é de que elas se tornam a maior causa de falhas das ferramentas em ele-vadas velocidades de corte, Já, a baixas velocidades de corte, as trincas de origemmecânica são as principais responsáveis pelas falhas das ferramentas de corte.
8,1.2 Avarias de origem mecânica
As trincas de origem mecânica podem surgir devido aos "choques mecâ-nicos" ocorridos durante a entrada da aresta de corte na peça (THE, 1977) oudurante a saída dela da peça (PEKELHARING, 1978, 1984; VANLUTTERVELT,1984; GHANDI & BARROW, 1985). Normalmente, elas correm paralelas à arestade corte, tanto na superfície de saída como na superfície de folga da ferramenta,culminando em lascamentos que podem condenar a ferramenta de corte.
No fresarnento, por exemplo, a cada ciclo ou giro da fresa, cada inserto ouaresta sofre um impacto violento na entrada do corte. Esse impacto é causadopela mudança súbita de carga zero, no ciclo inativo, para carga total de nature-za cornpressiva, Quando uma ferramenta gira em alta rotação, às vezes, acimade 1.000 rprn, podendo, em casos especiais, chegar a 50.000 rpm em máquinasmodernas de HSC (Hi.gh Speed Cutting), a ferramenta vai experimentar um nú-mero muito elevado de impactos por minuto. Quando a situação é desfavorável, aferramenta pode sofrer lascamento ou mesmo quebrar-se no primeiro ciclo, devido
Avarias, Desgastes e Mecanismos de Desgaste das Ferramentas de Corte 243
a condições abusívas ou inadequadas. Entretanto, mesmo trabalhando adequa-damente, a aresta estará sujeita a um carregamento repetítivo a cada entrada napeça, que pode levar ao aparecimento de trincas por fadiga, por exemplo.
Uma característica importante dessas trincas de origem mecânica é que elascorrem paralelas à aresta de corte, ao contrário das de origem térmica, que se
, aresta de corte. Elas irão se ro a ar e odem
J
j
iI!IIrIfri~!!
III.IE
ínteragír com outras trincas, inclusive com as de origem térmica, e levar ao apa-recimento de lascamentos, como mostrado na Figura 8.11. É evidente que quanto
maior for esse carregamento, mais rápido a avaria ocorrerá. Portanto, grandes pro-fundidades de corte, grandes avanços, alta resistência da peça de trabalho, entreoutros fatores, aceleramo processo de fadiga e de avaria da ferramenta de corte.
A Figura 8.12 apresenta avarias de origem mecânica em uma ferramentautilizada no fresamento de aço inoxidável austenítíco ABNT 304. Observa-seque grandes lascas foram destacadas da superfície de saída da ferramenta, situa-ções típicas de avaria na entrada da ferramenta na peça.
f-I,
It·! .
Os problemas de choques mecânicos na entrada ainda podem ser agra-vados pela tendência de adesão do cavaco à superfície de saída (KABALDIN,1980). Certos materiais, como títãnio e aços inoxidáveis, têm essa tendência depromover a adesão completa dos elementos de cavacos na superfície de saídada ferramenta, que permanecem ali durante todo o tempo inativo de um ciclo.
'T-r(
(
-{
,.(
-(
-(
,·t I
'f
'--(
l'-(
--(
',,(
'~í--{
-(
_.~(
~~(
---r
-:.(
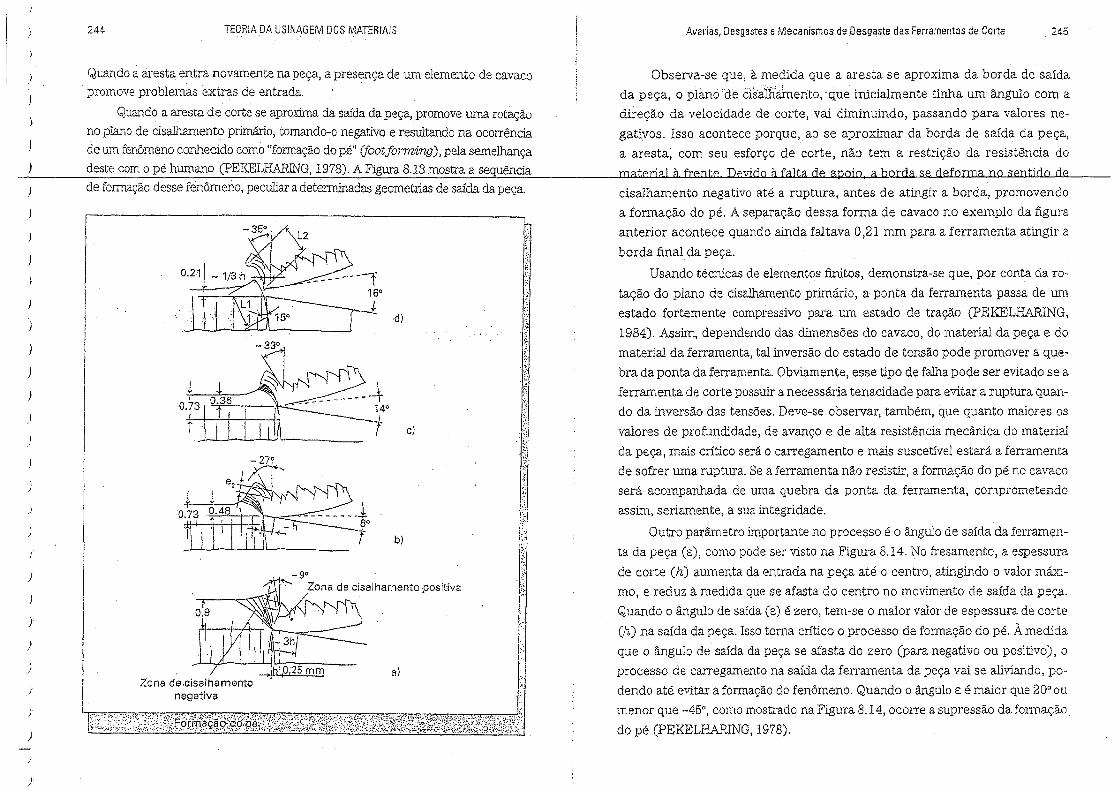
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
244- TEORIA DA USINAGEM DOS MATERIAIS
Quando a aresta entra. novamente na.peça, a presença de um elemento de cavacopromove problemas extras de entrada.
Quando a aresta de corte se aproxima da saída da peça, promove uma rotaçãono plano de císalhamento primário, tomando-o negativo e resultando na ocorrênciade um fenômenoconhecido como"formaçãodo pé" (jootf01ming), pela semelhançadeste com o pé humano (pEKELHARING,1978) ..AFigura 8.13 mostra a sequêneíade formaçãodesse fenômeno, peculiar a determinadas geometrias de saída da peça.
~o.211-1/3;h. --------1JW 16'
... ~~~-1.•..;, .... , r. ~~ ·d)
o~.~~~ioi· ." t c)
. .
_9°~ Zona de cisalhamentopositíva
a)Zona de.cisalhamento
negativa
Avarias, Desgastes e Mecanismos de Desgastedas Ferramentas de Corte 245
Observa-se que, à medida que a aresta se aproxima da borda de saídada peça, o plano 'de dsaili'ainento, .que ínicíalmente tinha um ângulo com adireção da velocidade de corte, vai diminuindo, passando para valores ne-gativos. Isso acontece porque, ao se aproximar da borda de saída da peça,a aresta, com seu esforço de corte, não tem a restrição da resistência domaterial à frente Devido à falta de apoio, a borda se deforma Dosentjdo de
cisalhamento negativo até a ruptura, antes de atingir a borda, promovendoa formação do pé. A separação dessa forma de cavaco no exemplo da figuraanterior acontece quando ainda faltava 0,21 mm para a ferramenta atingir aborda final da peça.
Usando técnicas de elementos fínitos, demonstra-se que, por conta da ro-tação do plano de císalhamento primário, a ponta da ferramenta passa de umestado fortemente compressivo para um estado de tração (PEKELHARING,1984). Assim, dependendo das dimensões do cavaco, do material da peça e domaterial da ferramenta, tal inversão do estado de tensão pode promover a que-bra da ponta da ferramenta. Obviamente, esse tipo de falha pode ser evitado se aferramenta de corte possuir a necessária tenacidade para evitar a ruptura quan-do da inversão das tensões. Deve-se observar, também, que quanto maiores osvalores de profundidade, de avanço e de alta resistência mecânica do materialda peça, mais crítico será o carregamento e mais suscetível estará a ferramentade sofrer uma ruptura. Se a ferramenta não resistir, a formação do pé no cavacoserá acompanhada de uma quebra da ponta da ferramenta, comprometendoassim, seriamente, a sua integridade.
Outro parârnetro importante no processo é o ângulo de saída da ferramen-ta da peça (e), como pode ser visto na Figura 8.14. No fresamento, a espessurade corte (h) aumenta da entrada na peça até o centro, atingindo o valor máxi-mo, e reduz à medida que se afasta do centro no movimento de saída da peça.Quando o ângulo de saída (8) é zero, tem-se o maior valor de espessura de corte(h) na saída da peça. Isso torna crítico ° processo de formação do pé. À medidaque o ângulo de saída da peça se afasta do zero (para negativo ou positivo), oprocesso de carregamento na saída da ferramenta da peça vai se aliviando, po-dendo até evitar a formação do fenômeno. Quando o ângulo E é maior que 20"oumenor que -45", como mostrado na Figura 8.14, ocorre a supressão da formaçãodo pé (PEKELHARING, 1978).
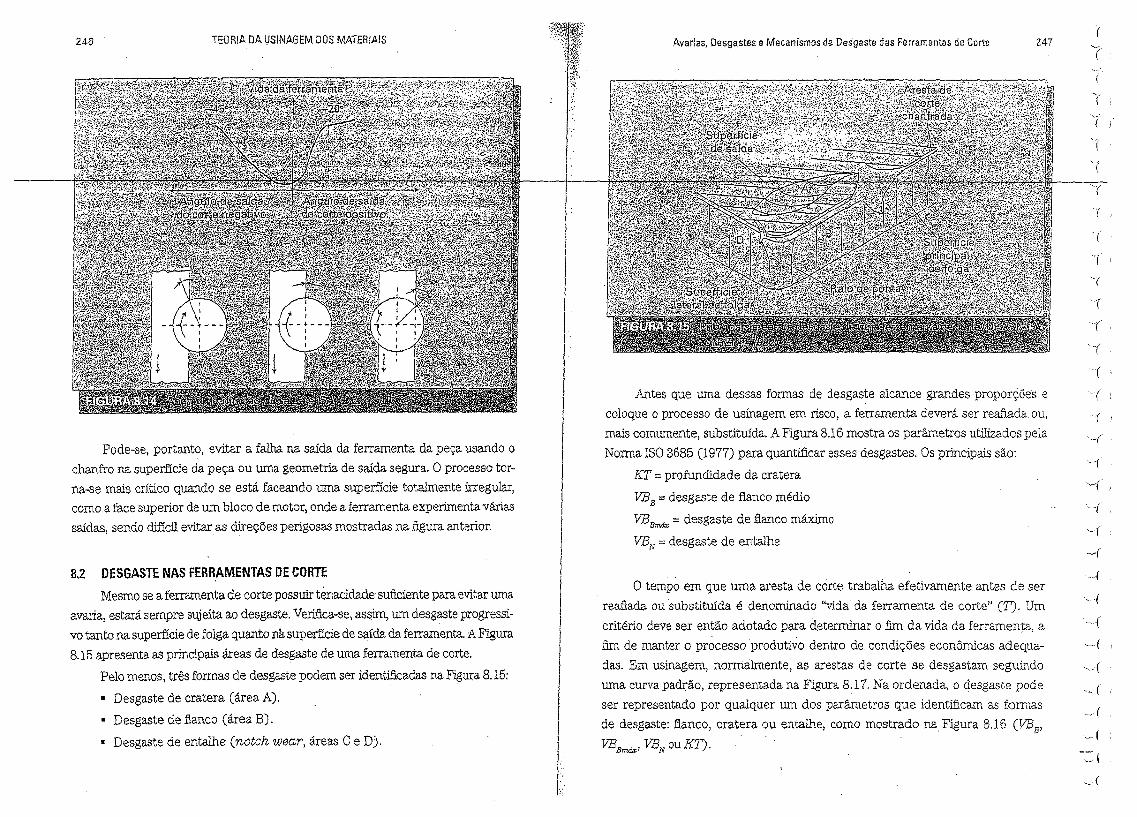
246 TEORIA DA l!SINAGEM DOS MATERIAIS
Pode-se, portanto, evitar a falha na saída da ferramenta da peça usando °chanfro na superfície da peça ou uma geometria de saída segura. O processo tor-na-se mais crítico quando se está faceando uma superfície totalmente irregular,corno a face superior de um bloco de motor, onde a ferramenta experimenta váriassaídas, sendo dificil evitar as direções perigosas mostradas na figura anterior.
3.2 DESGASTE NAS FERRAMENTAS DE CORTEMesmo se a ferramenta de corte possuir tenacidade suficiente para evitar uma
avaria, estará sempre sujeita ao desgaste. Verifica-se, assim, um desgaste progressi-vo tanto na superfície de folga quanto na superfície de saída da ferra.m:enta.AFigura8.15 apresenta as principais áreas de desgaste de uma ferramenta de corte.
Pelo menos, três formas de desgaste podem ser ídentiâcadas na Figura 8.15:
• Desgaste de cratera (área A).
• Desgaste de fianco (área B).
• Desgaste de entalhe (notch ioecr, áreas C e D).
Avarias, Desgastes e Mecanismos de Desgaste das Ferramentas de Corte 247
'( I
.(
"( I
(
.(
'f-(
(I
.( :
I1I
Antes que urna dessas formas de desgaste alcance grandes proporções €
coloque o processo de usínagern em risco, a ferramenta deverá ser reaftada ou,mais comumente, substituída, A Figura 8.16 mostra os parãrnetros utilizados pela
Norma ISO 3685 (1977) para quantíâcar esses desgastes. Os principais são:
KT :::profundidade da crateraVBB ::::desgaste de fíanco médio
VBSmá.l; = desgaste de ftanco máximoVBN == desgaste de entalhe
-(
'-C
-f '.(
,..(
.~(
...{
-,(
-(
-( I
. . .
O tempo em que uma aresta de corte trabalha efetivamente antes de serreafiada ou substituída é denominado "vida da ferramenta de corte" (T). Um
critério deve ser então adotado para determinar o fim da vida da ferramenta a• • 1
fim de manter o processo produtivo dentro de condições econômicas adequa-das. Em usinagem, normalmente, as arestas de corte se desgastam seguíndouma curva padrão, representada na Figura R 17. Na ordenada, o desgaste podeser representado por qualquer um dos parãmetros que identificam as formasde desgaste: fíanoo, cratera ou entalhe, como mostrado na Figura 8.16 Cr/EB,VBSm<iz"VBN ou KT).' .
.-...(
' .. (
---( ,
._,( I
~(
... (
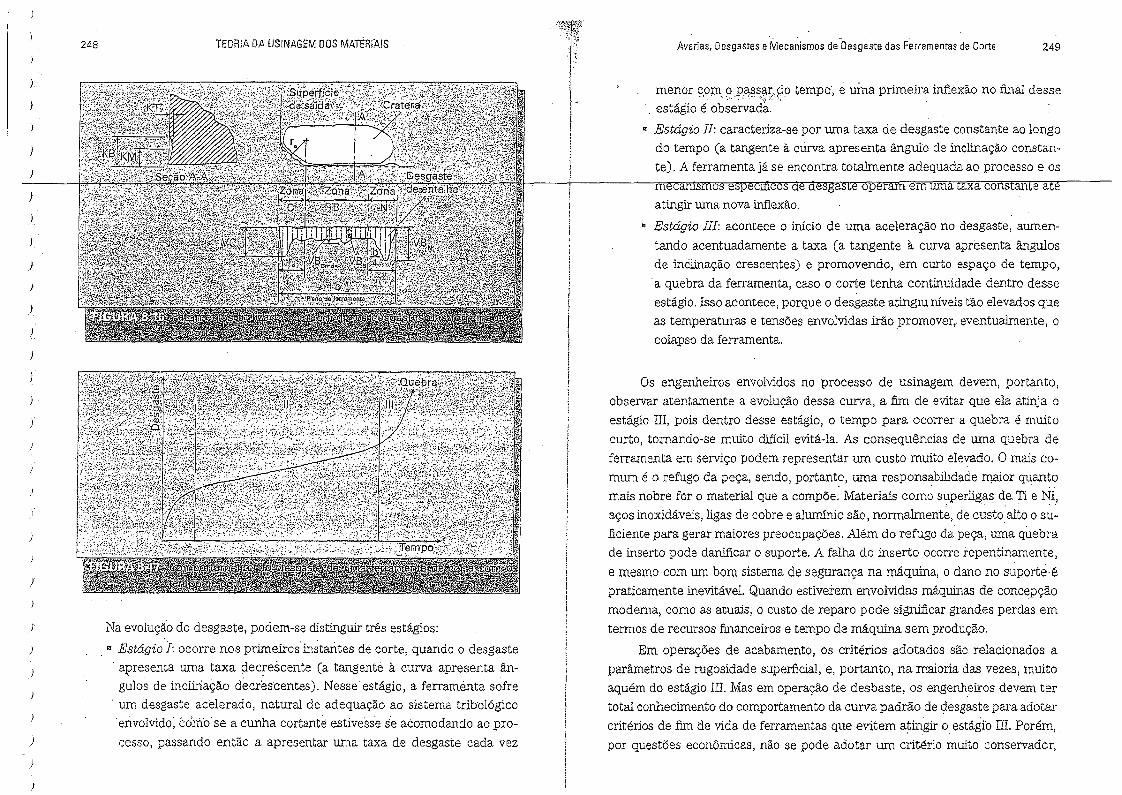
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
248 TEORIA DA USINAGEM DOS MATERIAIS
Na evolução do desgaste, podem-se dístínguir três estágios:. " Estágio I: ocorre nos primeiros instantes de corte, quando o desgaste
. apresenta uma taxa decrescente (a tangente à curva apresenta ân-gulos de inclinação decrescentes). Nesse estágio, a ferramenta sofre
. um desgaste acelerado, natural de adequação ao sistema tribológico
. envolvido; como se a cunha cortante estivesse se acomodando ao pro-cesso, passando então a apresentar uma taxa de desgaste cada vez
.' Y-
Avarias, Desgastes e Mecanismos de Desgaste das Ferramentas de Corte 249
menor com o pa,ssar:..do tempo', e uma primeira ínfiexão no final desse. estágio'é ob~~r:;~di.::·;·
R Estágio 11:caracteriza-se por uma taxa de desgaste constante ao longodo tempo (a tangente à curva apresenta ângulo de inclinação constan-te). A ferramenta já se encontra totalmente adequada ao processo e os
p c s e es as e operam em a axa cons an e a eatingir uma nova ínfíexão.
Estágio IIJ: acontece o início de uma aceleração no desgaste, aumen-tando acentuadamente a taxa (a tangente à curva apresenta ângulosde inclinação crescentes) e promovendo, em curto espaço de tempo,.a quebra da ferramenta, caso o corte tenha continuidade dentro desseestágio. Isso acontece, porque o desgaste atingiu níveis tão elevados queas temperaturas e tensões envolvidas irão promover,· eventualmente, ocolapso da ferramenta.
Os engenheiros envolvidos no processo de usínagem devem, portanto,observar atentamente a evolução dessa curva, a fim de evitar que ela atinja oestágio III, pois dentro desse estágio, o tempo para ocorrer a quebra é muitocurto, tornando-se muito difícil evítá-la. As conssquêncías de urna quebra deferramenta em serviço podem representar um custo muito elevado. O mais co-mum é o refugo da peça, sendo, portanto, uma responsabilidade maior quantomais nobre for o material que a compõe. Materiais corno superlígas de. Ti e Ni,aços inoxidáveis, ligas de cobre e alumínio são, normalmente, de custo alto o su-ficiente para gerar maiores preocupações. Além do refugo da peça, uma quebrade ínserto pode danificar o suporte. A falha do ínserto ocorre repentinamente,e mesmo com um bom sistema de segurança na máquina, o dano no suporte-épraticamente inevitável. Quando estiverem envolvidas máquinas de concepçãomoderna, como as atuais; o custo de reparo pode significar grandes perdas emtermos de recursos financeiros e tempo de máquina sem produção .
Em operações de acabamento, os critérios adotados .são relacionados aparàmetros de rugosidade superficial, e, portanto, na maioria das vezes, muitoaquém do estágio m. Mas em operação de desbaste, os engenheiros devem tertotal conhecimento do comportamento da curva padrão de desgaste para adotarcritérios de fim de vida de ferramentas que evitem atingir o estágio m. Porém,por questões econômicas, não se pode adotar um critério muito conservador,
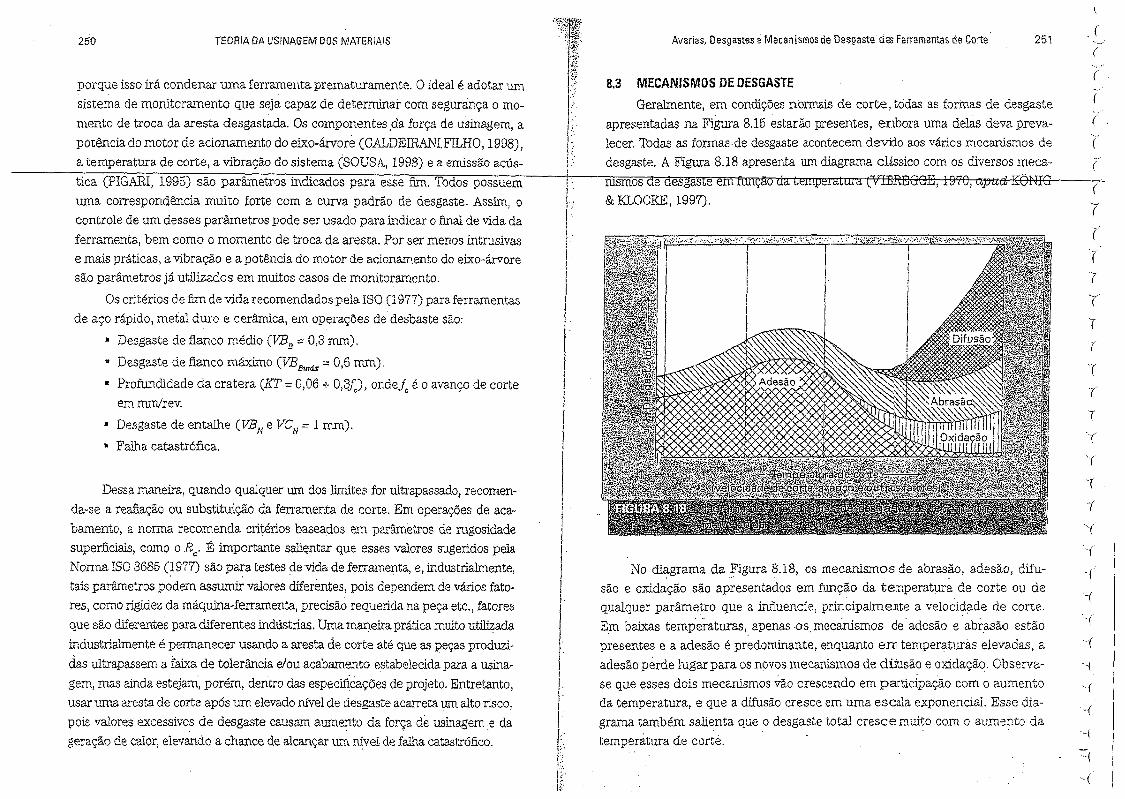
250 TEOFllA DA USINAGEM DOS MATERIAIS
porque isso irá condenar uma ferramenta prematuramente. O ideal é adotar umsistema de monítoramento que seja capaz de determinar com segurança o mo-mento de troca da aresta desgastada. Os componentes .da força de usínagem, apotência do motor de acionamento do eixo-árvore (CALDEIRANI.FILHO, 1998),a temperatura de corte, a vibração do sistema (SOUSA, 1998) e a emissão acüs-
Avarias, Desgastes e Mecanismos de Desgaste das Ferramentas de Corte 251
8.3 MECANISMOS DE DESGASTEGeralmente, em condições normais de corte, bodas as formas de desgaste
apresentadas na Figura 8.15 estarão presentes, embora uma delas deva preva-lecer. Todas as formas de desgaste acontecem devido aos vários mecanismos dedesgaste. A Figura 8.18 apresenta um diagrama clássico com os diversos meca-
tica (PIGARI, 1995) são parâmetros indicados para esse fim, Todos possuemuma correspondência muito forte com a curva padrão de desgaste. Assim, ocontrole de um desses parâmetros pode ser usado para indicar o final de vida daferramenta, bem como o momento de troca da aresta. Por ser menos íntrusívase mais práticas, a vibração e a potência do motor de acionamento do eixo-árvoresão parâmetros já utilizados em muitos casos de monitorarnento.
Os critérios de fim de vida recomendados pela ISO (1977) para ferramentasde aço rápido, metal duro e cerâmica, em operações de desbaste são:
" Desgaste de fíanco médio (VBs :;::0,3 mrn).
li Desgaste de fíanco máximo (VBlhr.dz::::: 0,6 mm).
• Profundidade da cratera (KT = 0,06 + O,3j;), ondeie é O avanço de corteem mm/rev
• Desgaste de entalhe (VBN e VC/,/ "" 1mrn).
• Falha catastrófica.
Dessa maneira, quando qualquer um dos Iímítes for ultrapassado, recomen-
da-se a reafiação ou substituição da ferramenta de cone. Em operações de aca-bamento, a norma recomenda critérios baseados em parârnetros de rugosídadesuperficiais, como o Rc: É importante salientar que esses valores sugeridos pelaNorma ISO 3685 (1977) são para testes de vida de ferramenta, e, industrialmente,tais parârnetros podem assumir valores diferentes, pois dependem de vários fato-res, como rigidez da máquina-ferramenta, precisão requerida na peça etc., fatoresque são diferentes para diferentes indústrias. Urna maneira prática muito utilizadaindustrialmente é permanecer usando a aresta de corte até que as peças produzi-
das ultrapassem a faixa de tolerância e/ou acabamento estabelecida para a usina-
gem, mas ainda estejam, porém, dentro das especificações de projeto. Entretanto,usar uma aresta de corte após um elevado nível de desgaste acarreta um alto risco,pois valores excessivos de desgaste causam aumento da força de usínagem.e dageração de calor, elevando a chance d.ealcançar \L."'1\ nível. de falha catastrófico.
rusmos de desgaste em l'LlnÇMàa celllpexatwa (V1BREGGE, 1970, apud KaNIO& KLOCKE, 1997).
t:i.I,
I.f', "
1
III
III
I
No diagrama da ,.figura 8.18, os mecanismos de abrasão, adesão, difu-são e oxidação são apresentados em função da ternperatura de corte ou dequalquer parãrnetro que a influencie, principalmente a velocidade de corte.Em baixas temperaturas, apenas -os mecanismos de' adesão e abrasão estãopresentes e a adesão é predominante, enquanto ern temperaturas elevadas, aadesão perde lugar para os novos mecanismos de difusão e oxidação. Observa-se que esses dois mecanismos vão crescendo em participação com o aumentoda temperatura, e que a difusão cresce em uma escala exponencíal. Esse dia-grama também salienta que o desgaste total cresce muito com o aumento datemperatura de corte.
.r(
(
(
(
'(
(
(
('
-(
'(
t('
i(
T"(
T'{
'(,{
,(
"r-(
.(
"-(
--(
-.(
-(
- (
,(
-"(
""::::(
-(
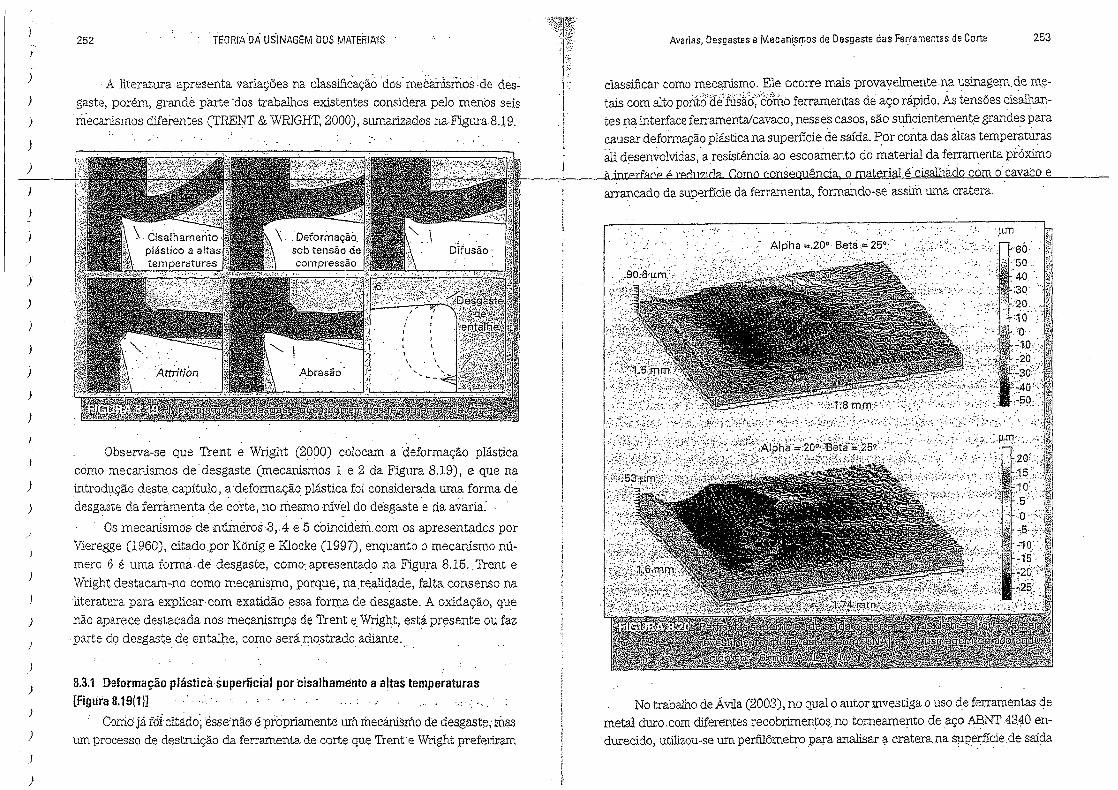
)
)
)
)
)
)
)
)
J)
)
)
I
)
)
)
)
)
)
)
)
- )
)
252 ,-TEOR!A;DÀ US!NAGEM DOS MATEFUA-IS
, A literatura apresenta variações na classíücaçãoôos metámsmosde des-gaste, porém, grande parte 'dos trabalhos existentes considera pelo menos seismecanismos diferentes (TRENT & WRIGHT, 2000), sumarízados na Figura 8.19,
Avarias, Desgastes e Mecanismos de Des9aste das Ferramentas de Corte 253
classificar como mecanismo. Ele ocorre mais provavelmente na usínagem de me-tais com alto poii\;Oaé'fusà6:';Mrt1b ferramentas de aço rápido. ÁB tensões cisalhan-tes na interface ferramenta/cavaco, nesses casos, são suficientemente grandes para
. . . . . '. . .
causar deformação plástica na superfície de saída. Por conta das altas temperaturasÍili desenvolvidas, a resistência ao escoamento do material da ferramenta próximo
ri é cís ado com o cavaco e
Observa-se que Trent e Wright (2000) colocam a deformação plásticacomo mecanismos de desgaste (mecanismos 1 e 2 da Figura 8.19), e que naintrodução deste, capítulo, a deformação plástica foi considerada uma forma de
'. .. " '. . ." ,-
desgaste da ferramenta de corte, no mesmo nível do desgaste e da avaria:
Os mecanismos' de nfunéros'3"4 e5 coíncídem.corn os apresentados porVieregge (1960), citado por Kõníg e Klocke (1997), enquanto o mecanismo nú-mero 6 é uma forma de desgaste.rcomo apresentado na Figura 8.15. .Trent eWright destacam-no como mecanísmo, porque; narealídade, falta consenso naliteratura para explicar com exatidão essa forma de desgaste. A oxidação, quenão aparece destacada nos mecanísmos de Trent e.Wríght, está presente ou fazparte do desgaste de entalhe, como será mostrado adiante.
8.3.1 Deformação plásticàsupetficial por clsalhamento.a altas temperaturas[Figura 8.19(1)J
Corno já fói cítado.ésse'não é propríarnente um rnecanísmo de desgaste; masum processo de destruição da ferramenta de corte que Trente Wright preferiram
arrancado da superfícíe da ferramenta, formando-se -assím uma cratera.
No trabalho de Ávila (2003) no qual o autor investiga o uso de ferramentas demetal duro .com diferentes recobrímentos no tomeamento de aço ABNT 43.40 en-durecido, utilizou-se um perfil6metropara analisar a cratera na superãcíede saída
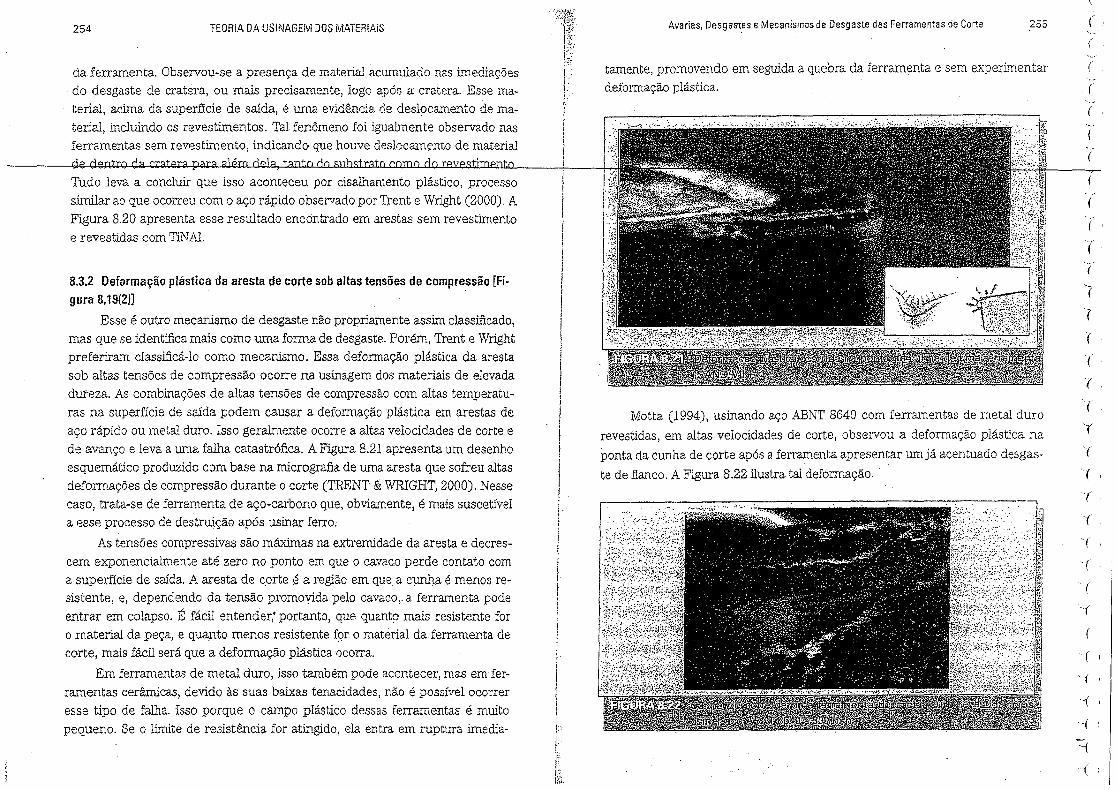
254 TEORiA DA USINAGEM DOS MATERI,Il.iS
da ferramenta. Observou-se a presença de material acumulado nas imediações. do desgaste de cratera, ou mais precisamente, logo após a cratera. Esse ma-terial, acima da superfície de saída, é uma evidência de deslocamento de ma-terial, incluindo os revestimentos. Tal fenômeno foi igualmente observado nasferramentas sem revestimento, indicando que houve deslocamento de material
Tudo leva a concluir que isso aconteceu por cisalhamento plástico, processosimilar ao que ocorreu com o aço rápido observado por Trent e Wright (2000). AFigura 8.20 apresenta esse resultado encontrado em arestas sem revestimentoe revestidas com TiNAl.
8.3.2 Deformação plástica da aresta de corte sob altas tensões de compressão [Fi-gura 8.19(2)]
Esse é outro mecanismo de desgaste não propriamente assim classificado,mas que se identifica mais como uma forma de desgaste. Porém, Trent e Wrightpreferiram classificá-Ia como mecanismo. Essa deformação plástica da arestasob altas tensões de compressão ocorre na usínagem dos materiais de elevadadureza. As combinações de altas tensões de compressão com altas temperatu-ras na superfície de saída podem causar a deformação plástica em arestas deaço rápido ou metal duro. Isso geralmente ocorre a altas velocidades de corte ede avanço e leva a uma falha catastrófica. A Figura 8.21 apresenta um desenhoesquemátícc produzido com base na rnícrografía de uma aresta que sofreu altasdeformações de compressão durante o corte (TRENT &: WRIGHT,2000). Nessecaso, trata-se de ferramenta de aço-carbono que, obviamente, é mais suscetívela esse processo de destruição após usínar ferro;
As tensões compressívas são máximas na extremidade da aresta e decres-cem exponencíalmente até zero no ponto em que o cavaco perde contato coma superfície de saída. A aresta de corte é a região em que a cunha é menos re-sistente, e, dependendo da tensão promovida pelo cavaco:..a ferramenta podeentrar em colapso. É fácil entender,' portanto, que quanto mais resistente foro material da peça, e quanto menos resistente for o material da ferramenta decorte, mais fácil será que a deformação plástica ocorra.
Em ferramentas de metal duro, isso.também pode acontecer, mas emter-rarnentas cerâmicas, devido às suas baixas tenacidades, não é possível ocorreresse tipo de falha. Isso porque o campo plástico dessas ferramentas é muitopequeno. Se o limite de resistência. for atíngido, ela entra em ruptura imedia-
Avarias, Desgastes e Mecanismos de Desgaste das Ferramentas de Corte 255
tamente, promovendo em seguida a quebra da ferramenta e sem experimentardeformação plástica.
fí
II
II
Motta (1994), usinando aço ABNT8640 com ferramentas de metal durorevestidas, em altas velocidades de corte, observou a deformação plástica naponta da cunha de corte após a ferramenta apresentar um já acentuado desgas-te de fíanco. A Figura 8.22 ilustra tal deformação ..
(
(
(
(
(
('..~(
(
((
T77(
(
(
(
(
'(
(
t'(
'f(
. (
(
(
(
( I
,(
,,( J
-( J
~I
-(
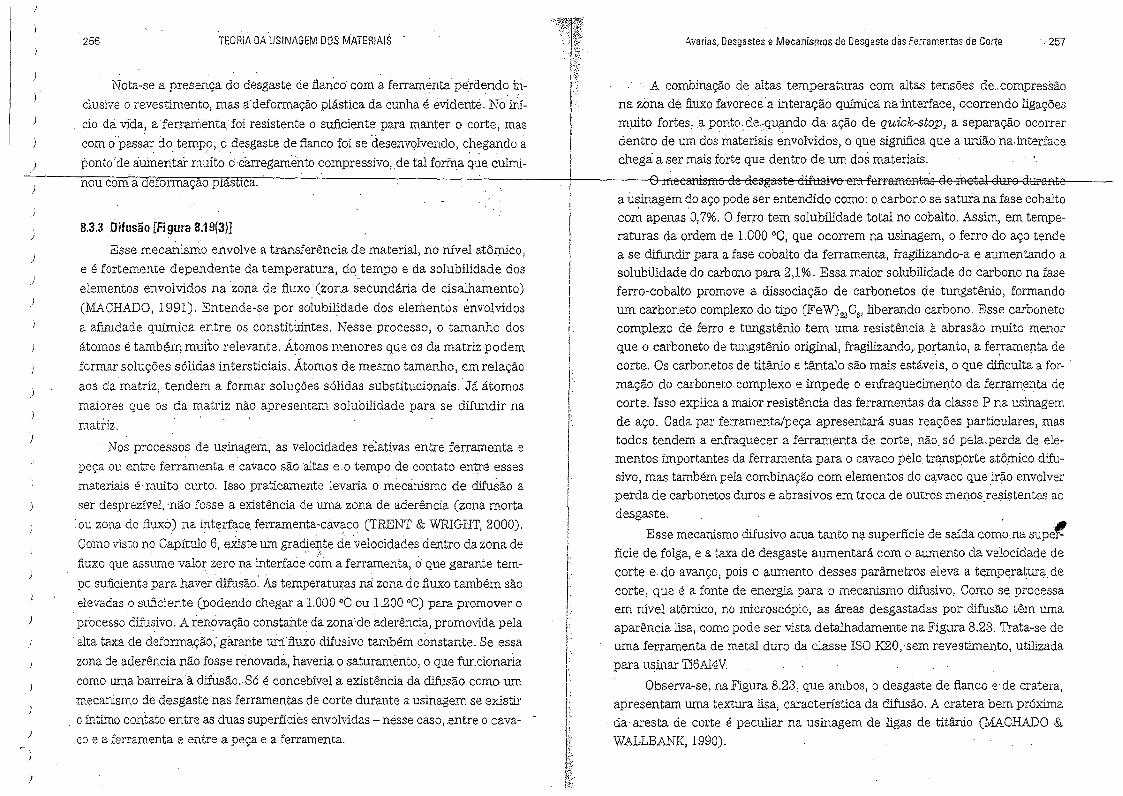
)
)
)
)
)
)
)
)
!
256 'TEORJA DA 'USINAGEM DOS MATERfAis .
Nota-se a presença do desgaste de fíanco com a ferramenta perdendo in-ciusíve o revestimento, mas a'deforrnação plástica da cunha é evídenté. No iní-
cio da vida, a ferramenta foi resistente o suficiente para manter o corte, mascom opassar do tempo, o desgaste de fíanco foi se desenvolvendo, chegando aponto de àuinerttar m~ito~'carregamEÚltO compressivo.de tal forma que ~ulmi-nou com a deformação plástIca, .
8.3.3 Difusão [Figura 8.19(3)]
Esse mecanismo envolve a transferência de material, no nível atômico,e é fortemente dependente da temperatura, do tempo e da solubilidade doselementos envolvidos na zona de fluxo (zona ~ecundária de cisalhamento)(MACHADO, 1991). Entende-se por solubilidade dos elementos envolvidosa afinidade química entre os constituintes, Nesse processo, o tamanho dos
átomos é também muito relevante, Átomos menores que os da matriz podemformar soluções sólidas intersticiais, Átomos de mesmo tamanho, em relaçãoaos da matriz, tendem a formar soluções sólidas substítucíonaís. Já átomos
majores que os da matriz não apresentam solubilidade para se difundir namatríz.
Nos processos de usínagem, as velocidades relativas entre ferramenta epeça ou entre ferramenta e cavaco são altas e o tempo de contato entre essesmateriais é muito curto. Isso praticamente levaria o mecanismo de difusão aser desprezível, 'não fosse a existência de urna zona de aderência (zona morta
.ou zona de fluxo) na ínterface ferramenta-cavaco (TRENT & WRIGHT, 2000),
Como visto no Capítulo 6, existe um gradiente de velocidades dentro da zona defluxo que assume valor zero na interfa:ceG~:in a ferramenta, o que garante tem-
po suficiente para haver difusão: As temperaturas na zona de fluxo também sãoelevadas o suficiente (podendo chegar a 1,000 0(: ou 1.200 °C) para promover oprocesso dífusívo. A renovação constante da zonade aderência, promovida pelaalta taxa de deformação, garante umâuxo dífusívo também constante, Se essa
zona de aderência não fosse renovada, haveria o saturarnento, o que funcionariacomo uma barreira à difusão ..Só é concebível a exístência da difusão como ummecanismo de desgaste nas ferramentas de corte durante a usinagem se existir
. o íntímo contato entre as duas superfícies envolvidas - nesse caso, entre o cava- -
co e a ferramenta e entre a peça e a ferramenta,
-.!~'
I'I!!I!
IIrII
IiII.~.
IIIIj'I:j:
I'·....
Itj~
Avarias, Desgastes e Mecanismos de Desgaste das Ferramentas de Corte '257
-. A combinação de altas temperaturas com altas tensões .de. compressãona zona de fluxo favoreceaínteração química naínterface, ocorrendo ligaçõesmuito fortes,aponto dequando da ação de quick-stop, a separação ocorrerdentro de um dos materiais envolvidos, o que significa que a uníãonaínterfacechega a ser mais forte que dentro de um dos materiais.
O meeal.1:i:srno de desgaste dilusm em ferramentas de metal duro durantea usínagern ~o aço pode ser entendido como: o carbono se satura na fase cobaltocom apenas 0,7%, O ferro tem solubilidade total no cobalto. Assim, em tempe-raturas da ordem de 1.000 °C, que ocorrem na usínagem, o ferro do aço tendea se difundir para a fase cobalto da ferramenta, fragilizando-a e aumentando asolubilidade do carbono para 2,1%. Essa maior solubilidade do carbono na faseferro-cobalto promove a díssociação de carbonetos de tungstênio, formandoum carboneto complexo do tipo (FeW)23C6' liberando carbono. Esse carbonetocomplexo de ferro e tungstênio tem uma resistência à abrasão muito menorque o carboneto de tungstênio original, fragilizando, portanto, a ferramenta decorte, Os carbonatos de titânio e tãntalo são mais estáveis, o que dificulta a for-mação do carboneto complexo e impede o enfraquecimento da ferramenta decorte, Isso explica a maior resistência das ferramentas da classe Pna usinagemde aço. Cada par ferramenta/peça apresentará suas reações particulares, mastodos tendem a enfraquecer a ferramenta de corte, não. só pela.perda de ele-mentos importantes da ferramenta para o cavaco pelo. transporte atômico difu-sivo, mas também pela combinação com elementos do cavaco que Irão envolverperda de carbonetos duros e abrasívosern troca de outros menosresistentes aodesgaste. . .'
Esse mecanismo difusivo atua tanto na superfície de saída como.na supeffície de folga, e a taxa de desgaste aumentará com o aumento da. velocidade decorte e. do avanço, pois o aumento desses parârnetros eleva a temperatura. decorte, que é a fonte de energia para o mecanismo dífusívo, Como se processaem nível atômico, no microscópio, as áreas desgastadas por difusão têm umaaparência lisa, como pode ser vista detalhadamente na Figura 8.23. Trata-se deuma ferramenta de metal duro da classe ISO K20,sem revestimento, utilizadapara usínar 'Ti6Al4V.
Observa-se, na Figura 8.23, que ambos, o desgaste de flanco ede cratera,apresentam uma textura lisa, característica da difusão. A cratera bem. próximada aresta de corte é peculiar na usínagem de ligas de titânio (MACHADO &WALLBANK,1990).
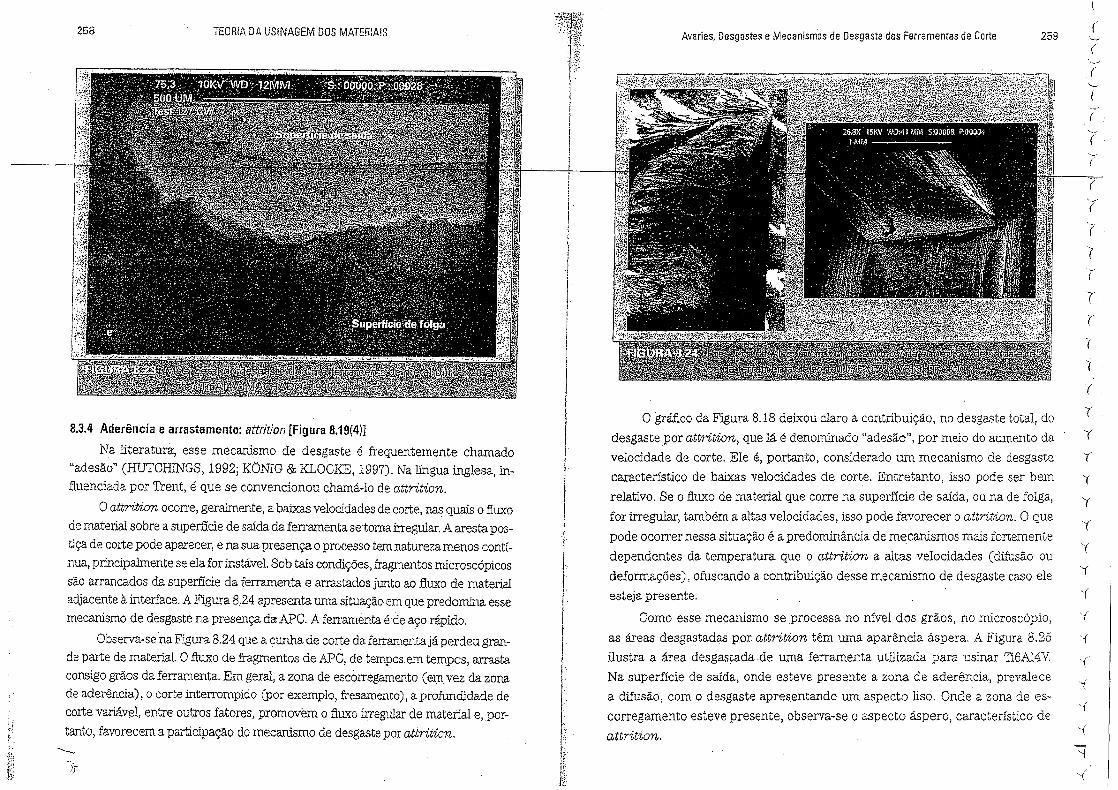
258 TEORIA DA USINAGEM DOS MATERiA!S
,.;.<
~,
8.3.4 Aderência e arrastamento: ettrition [Figura 8.19(4)]
Na literatura, esse mecanismo de desgaste é frequentemente chamado"adesão" (HUTCHINGS, 1992; KONIG & KLOCKE, 1997). Na língua inglesa, in-fluenciada por Trent, é que se convencionou charná-lo de attrition.
O auriiion ocorre, geralmente, a baixas velocidades de corte, nas quaís o fluxode material sobre a superfície de saída da ferramenta se toma irregular. A aresta pos-tiça de corte pode aparecer, e na sua presença o processo tem natureza menos contí-nua, principalmente se ela for instável. Sob tais condições, fragmentos microscópicossão arrancados da superfície da ferramenta e arrastados junto ao fluxo de materialadjacente à interface. A Figura 8..24 apresenta uma situação em que predomina essemecanismo de desgaste na presença da APC. A ferramenta éde 13.90 rápido.
Observa-se na Figura 8.24 que a cunha de corte da ferramenta já perdeu gran-de parte de material. O fluxo de fragmentos de APe, de tempos em tempos, arrastaconsigo grãos da ferramenta. Em geral, a zona de escorregamento (em. vez da zonade aderência), o corte interrompido (por exemplo, fresamento), aprofunclidade decorte variável, entre outros fatores, promovem o fluxo irregular de material e, por-tanto, favorecem a participação do mecanismo de desgaste por aurition.
-----
Avarias, Desgastes e Mecanismos de Desgaste das Ferramentas de Corte
O gráfico da Figura 8,18 deixou claro a contribuição, no desgaste total, dodesgaste por attrition, que lá é denominado "adesão", por meio do aumento davelocidade de corte. Ele é, portanto, considerado um mecanismo de desgastecaracterístico de baixas velocidades de corte. Entretanto, isso pode ser bemrelativo. Se o fluxo de material que corre na superfície de saída, ou na de folga,for irregular, também a altas velocidades, isso pode favorecer o attrition. O quepode ocorrer nessa situação é a predomínâncía de mecanismos mais fortementedependentes da temperatura que o attrition a altas velocidades (difusão oudeformações), ofuscando a contribuição desse mecanismo de desgaste caso eleesteja presente.
Como esse mecanismo se jirocessa no nível dos grãos, no microscópio,as áreas desgastadas por attrition têm uma aparência áspera. A Figura 8.25ilustra a área desgastada .de uma ferramenta utilizada para usínar 'l16Al4Y.Na superfície de saída, onde esteve presente a zona de aderência, prevalecea difusão, com o desgaste apresentando um aspecto liso. Onde a zona de es-corregamentoesteve presente, observa-se o aspecto áspero, característico deattriiion.
259
(
(.~.
(,_..-'
('.•.•.....,
(._.(
{(
y'(
'(
í.(
,{
,{
,{
-(
(
{
~.(
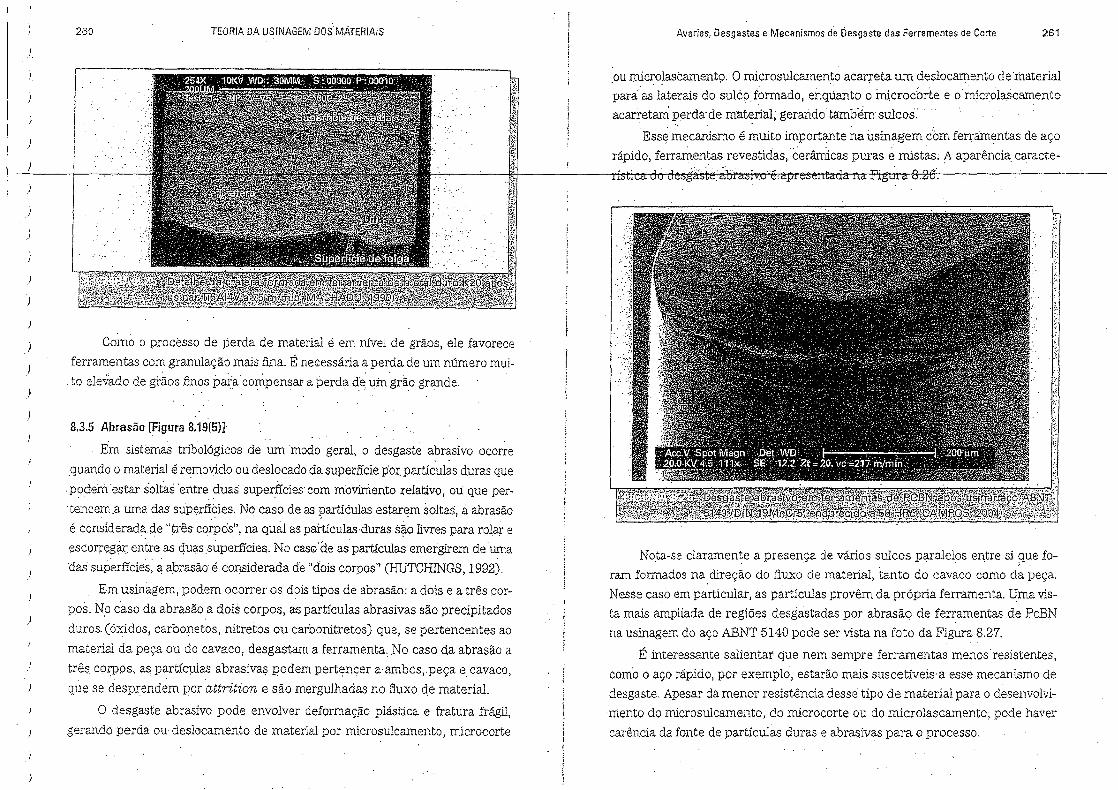
260
.I
)
)
)
)
)
)
TEORIA DA US1NAGEM DOS MATERIAIS Avarias, Desgastes e Mecanismos de Desgaste das Ferramentas de Corte 261
,ou mícrolascamento, O mícrosulcamento acarreta um deslocamento de materialparaas laterais do sulco formado, enquanto o mícrocorte e o microlascamentoacarretam perda' de material; gerando' também sulcos: .
Esse ~écarúsmo é ~,uito importante na usínagern com ferramentas de aço
rápido, ferramentas revestídas,' cerâmicas puras e mistas. A aparência caracte-
)
Como o processo de perda de material é em nível de grãos, ele favoreceferramentas com granulação mais fína. É necessária a perda de um número mui-
, to elevado de grãos finos paracompensar a perda d~ um grão grande.
8.3.5 Ahrasão [Figura 8.19(5)J
, Em sistemas tribológicos de '~'modo geral. o desgaste abrasívo ocorre
quando o material é removído ou deslocado da superfície por: partículas duras que.podem 'estar soltas 'entre duas superfícies com movírnento relativo, ou que per-
o • • • •
'tencem,a uma das superfícies. No caso de as partículas estarem soltas, à abrasãoé consideradade "três corpos", na qual as partículas 'duras são livres para rolar eescorregar. entre as duas .superfícies. No casode as partículas emergirem de 'uma
'das superfícies: a abrasão é considerada de "dois corpos" (HUTCHINGS, 1992).
Em usinagem, podem ocorrer os dois tipos de abrasão: a dois e a três cor-pos. No caso da abrasão a dois corpos, as partículas abrasívas são precípítados
duros, (óxidos, carbonetos, nitretos ou carbonitretos) que, se pertencentes ao
material da peça ou do cavaco, desgastam a ferramenta, No caso da abrasão atrês corpos, as partículas abrasivas podem pertencer a-ambospeça e cavaco,
que se desprendem por attrition e são mergulhadas no fluxo de material.
O desgaste abrasivo pode envolver deformação plástica e fratura frágil,
gerando perda ou deslocamento de material por mícrosulcamentc, mícrocorte
)
Nota-se claramente a presença de vários sulcos paralelos entre si que fo-ram formados na direção do fluxo de material, tanto do cavaco como da peça.Nesse caso em particular, as partículas provêm da própria ferramenta, Urna vis-ta mais ampliada de regiões desgastadas por abrasão de ferramentas de PcBNna usínagem do aço ABNT 5140 pode ser vista na foto da Figura 8.27.
É interessante salientar que nem sempre ferramentas menos resistentes,corno o aço rápido, por exemplo, estarão mais suscetíveis-a esse mecanismo dedesgaste, Apesar da menor resistência desse tipo de material para o desenvolvi-mento do microsulcamento, do rnícrocorte ou do rnícrolascamento, pode haver
carência da fonte de partículas duras e abrasrvas para o processo,
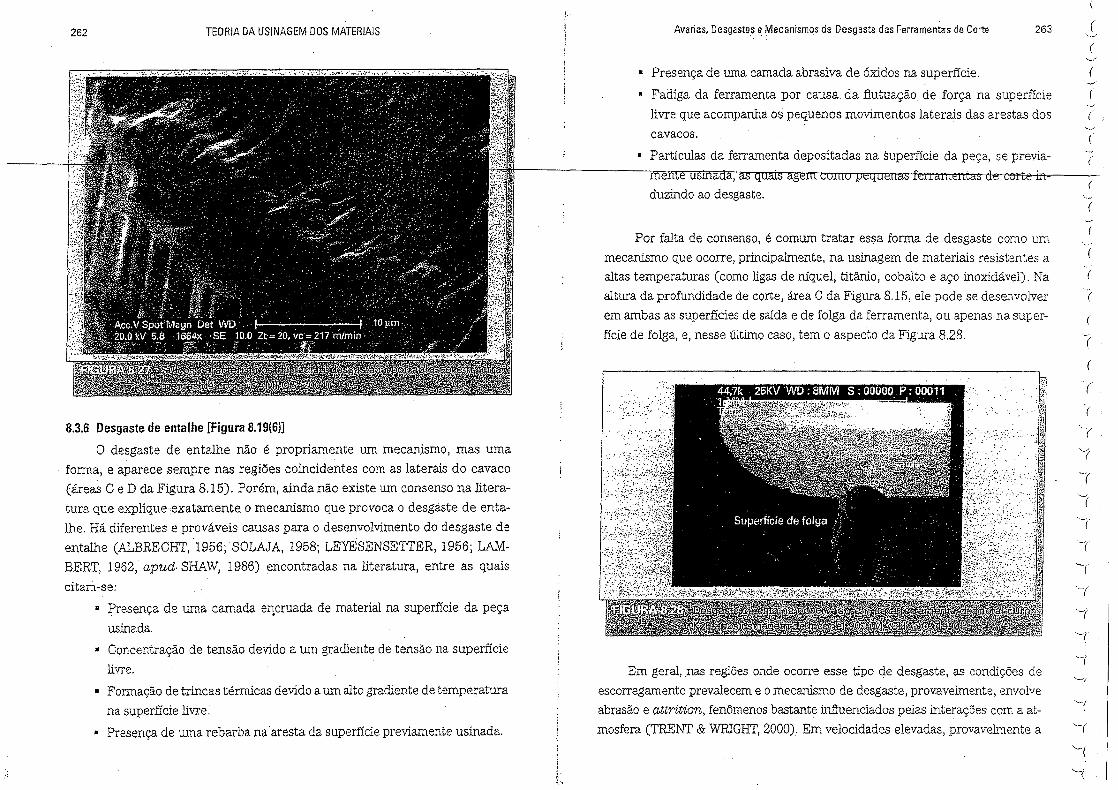
262 TEORIA DA USINAGEM DOS MATERIAIS Avarias, Desqastss e Mecanismos de Desgaste das Ferramentas de Corte 263
• Presença de uma camada abrasiva de óxidos na superfície.
• Fadiga da ferramenta por causa da fiutuação de força na superfícielivre que acompanha os pequenos movimentos laterais das arestas doscavacos.
• Partículas da ferramenta depositadas na superfície da peça, se previa-
8.3.6 Desgaste de entalhe [Figura 8.19(6)]
O desgaste de entalhe não é propriamente um mecanismo, mas umaforma, e aparece sempre nas regiões coincidentes com as laterais do cavaco(áreas C e D da Figura 8.15). Porém, ainda não existe um consenso na litera-tura que explique .exatamente o mecanismo que provoca o desgaste de enta-lhe. Há diferentes e prováveis causas para o desenvolvimento do desgaste deentalhe (ALBRECHT, 1956; SOLAJA, 1958; LEYESENSETTER, 1956; LA.L\1-BERT, 1962, apud. SHAW, 1986) encontradas na literatura, entre as quaíscitam-se:
a Presença de uma camada encruada de material na superfície da peçausínada,
• Concentração de tensão devido a um gradiente de tensão na superfícielivre.
• Formação de trincas térmicas devido a um alto gradiente de temperaturana superfície livre.
• Presença de uma rebarba na 'aresta da superfície previamente usinada.
Por falta de consenso, é comum tratar essa forma de desgaste como ummecanismo que ocorre, principalmente, na usinagem de materiais resistentes aaltas temperaturas (como ligas de níquel, títânio, cobalto e aço inoxidável). Naaltura da profundidade de corte, área C da Figura 8.15, ele pode se desenvolverem ambas as superfícies de saída e de folga da ferramenta, ou apenas na super-fície de folga, e, nesse último caso, tem o aspecto da Figura 8.28.
Em geral, nas regiões onde ocorre esse tipo de desgaste, as condições desscorregamento prevalecem e o mecanismo de desgaste, provavelmente, envolveabrasão e attrition, fenômenos bastante influenciados pelas interações com a at-mosfera (TRENT & WRIGHT,2000). Em velocidades elevadas, provavelmente a
(
(
(
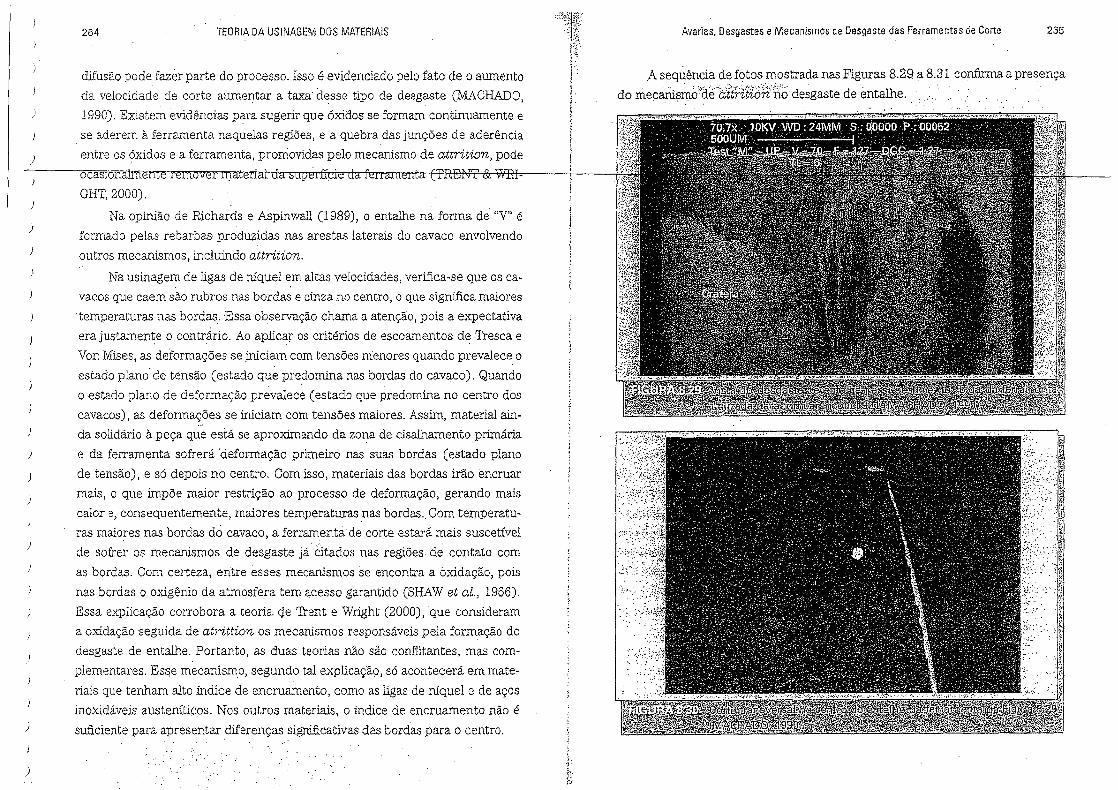
)
-')
)
)
)
)
)
)
264 TEORIA DA USINAGEM DOS MATERIAIS
difusão pode fazer parte do processo. Isso é evidenciado pelo fato de o aumentoda velocidade de corte aumentar a taxa desse tipo de desgaste (MACHADO,1990). Existem evidências para sugerir que óxidos se formam continuamente e
. se aderem à ferramenta naquelas regiões, e a quebra das junções de aderênciaentre os óxidos e a ferramenta, promovidas pelo mecanismo de aurition, pode
rGHT,2000).
Na opinião de Richards e Aspinwall (1989), o entalhe na forma de' "V" é
formado pelas rebarbas produzidas nas arestas laterais do cavaco envolvendooutros mecanismos, incluindo aurition.
Na usinagem de ligas de rúquel em altas velocidades, verifica-se que os ca-vacos que caem são.rubros nas bordas e cinza no centro, o que significa maiorestemperaturas nas bordas. Essa observação chama a atenção, pois a expectativaera justamente o contrário. Ao aplicar os critérios de escoamentos de 'fresca eVon Mises, as deformações se MUdamcom tensões menores quando prevalece oestado plano de tensão (estado que predomina nas bordas do cavaco). Quandoo estado plano de deformação prevalece (estado que predomina no centro doscavacos), as deformações se iniciam com tensões maiores. Assim, material ain-da solidário à peça que está se aproximando da zona de cisalhamento primáriae da ferramenta sofrerá 'deformação primeiro nas suas bordas (estado planode tensão), e só depois no centro. Com isso, materiais das bordas irão encruarmais, o que impõe maior restrição ao processo de deformação, gerando maiscalor e, consequentemente, maiores temperaturas nas bordas -,Com temperatu-ras maiores nas bordas dei cavaco, a ferramentade corte estará mais suscetívelde sofrer os mecanismos de desgaste já' 6itados nas regiões de contato comas bordas. Com certeza, entre esses mecanismos se encontra a oxidação, poisnas bordas o oxigênio da atmosfera tem acesso garantido (SHAWet ai., 1966).Essa explicação corrobora a teoria de Trent e Wright (2000), que considerama oxidação seguida de atriuion os mecanismos responsáveis pela formação dodesgaste de entalhe. Portanto, as duas teorias não são confíitantes, mas com-plementares, Esse mecanismo, segundo tal explicação, só acontecerá em mate-riais que tenham alto índice de encruamento, como as ligas de níquel e de açosinoxidáveis austeníticos. Nos outros materiais, o índice de encruamento não é
suficiente para apresentar diferenças significativas das bordas para o centro.
Avarias, Desgastes e Mecanismos de Desgaste das Ferramentas de Corte 265
.Asequência de fotos mostrada nas Figuras 8.29. a 8.31 confirma a presençado mecar1ismo"'d~'CittHti6ji:iiodesgaste de entalhe. . ...
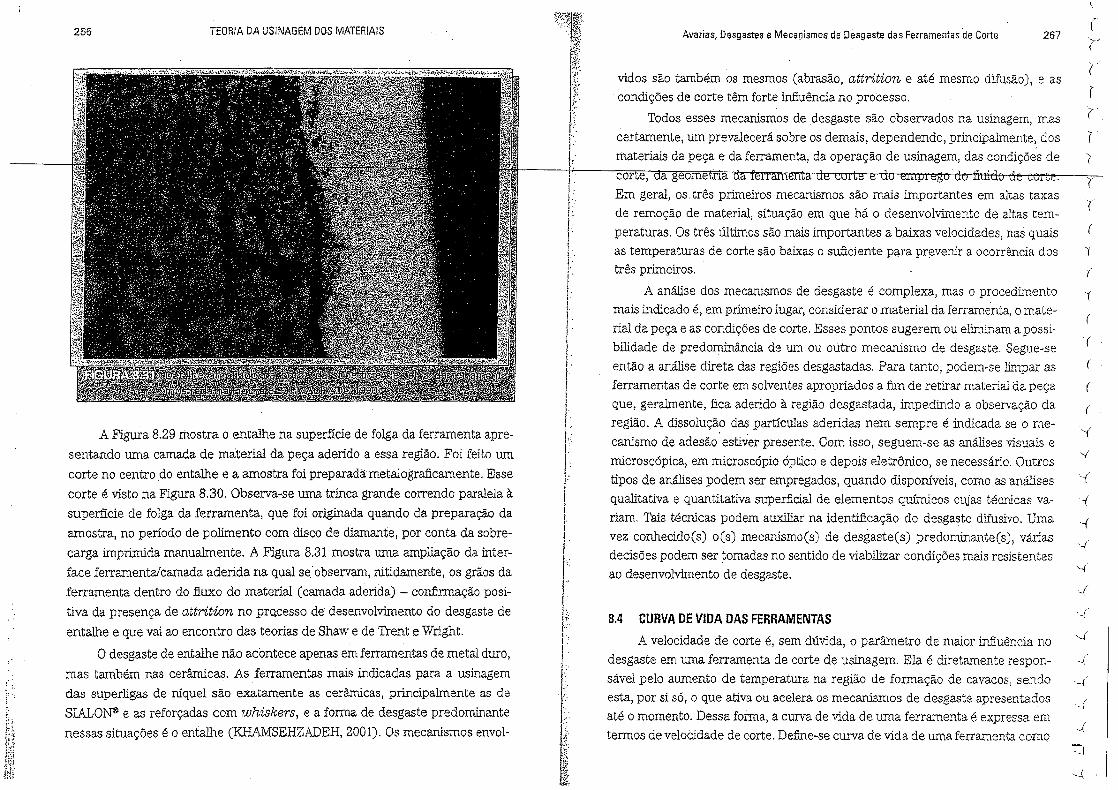
266 TEORIA DA USINAGEM DOS MATERIAIS
:.,
A Figura 8.29 mostra o entalhe na superfície de folga da ferramenta apre-sentando uma camada de material da peça aderido a essa região. Foi feito umcorte no centro do entalhe e a amostra foi preparada: metalografíoamente. Essecorte é visto na Figura 8.30. Observa-se urna trinca grande correndo paralela àsuperfície de folga da ferramenta, que foi originada quando da preparação daamostra, no período de polimento com disco de diamante, por conta da sobre-carga imprimida manualmente. A Figura 8.31 mostra uma ampliação da ínter-face ferramenta/camada aderida na qual se' observam, nitidamente, os grãos daferramenta dentro do fluxo do material (camada aderida) - confirmação posi-tiva da presença de attrition no processo de desenvolvimento do desgaste deentalhe e que vai ao encontro das teorias de Shaw e de Trent e Wríght.
O desgaste de entalhe não acontece apenas em ferramentas de metal duro,mas também nas cerâmicas. As ferramentas mais indícadas para a usínagemdas superligas de níquel são exatamente as cerâmicas, principalmente as deSIALON@e as reforçadas com iotiiskers, e a forma de desgaste predominantenessas situações é o entalhe (KHAMSEHZADEH,2001). Os mecanismos envol-
r"·
Avarias, Desgastes e Mecanismos de Desgaste das Ferramentas de Corte 267(
r(
I(
vidos são também os mesmos (abrasão, attrition e até mesmo difusão), e ascondições de corte têm forte influência no processo.
Todos esses mecanismos de desgaste são observa.dos na usinagem, mascertamente, um prevalecerá sobre os demais, dependendo, principalmente, dosmateriais da peça e da ferramenta, da operação de usínagem, das condições decor e, a geo e na '(
"(
r(
/I;.i!
III,.r
1iI-, .
rI"·','.
LJ"I
1!.I1F
/:J.:li:j: •• ,
f'Iri.vHrr-J
..:
,-f~lt~~.>l')S,,,;'
Em geral, os. três primeiros mecanismos são mais importantes em altas taxasde remoção de material, situação em que há o desenvolvimento de altas tem-peraturas. Os três últimos são mais importantes a baixas velocidades, nas quaisas temperaturas de corte são baixas o suficiente Para prevenir a ocorrência dostrês primeiros.
A análise dos mecanismos de desgaste é complexa, mas o procedimentomais indicado é, em primeiro lugar, considerar o material da ferramenta, o mate-rial da peça e as condições de corte. Esses pontos sugerem ou eliminam a possi-bilidade de predominância de um ou outro mecanismo de desgaste ..Segue-seentão a análise direta das regiões desgastadas, Para tanto, podem-se limpar asferramentas de corte em solventes apropriados a fim de retirar material da peçaque, geralmente, fica aderido à região desgastada, impedindo a observação daregião. A dissolução das partículas aderidas nem sempre éíndicada se o me-canismo de adesão' estiver presente. Com isso, seguem-se as análises visuais emicroscópica, em microscópio óptico e depois eletrônico, se necessário. Outrostipos de análises podem ser empregados, quando disponíveís, como as análisesqualitativa e quantitativa superficial de elementos químicos cujas técnicas va,riam. Tais técnicas podem auxiliar na identificação do desgaste difusivo. Umavez conhecido(s) o(s) mecanismo(s) de desgaste(s) predominante(s), váriasdecisões podem ser tornadas no sentido de viabilízar condições mais resistentesao desenvolvimento de desgaste.
(
,{
'{
._(
-{
.--(
'-c,-r-(
(
(
(
(
(\
'-18.4 CURVADE VIDA DAS FERRAMENTASA velocidade de corte é, sem dúvida, o parâmetro de maior influência no
desgaste em uma ferramenta de corte de usínagem, Ela é diretamente respon-sável pelo aumento de temperatura na região de formação de cavacos, sendoesta, por si só, o que ativa ou acelera os mecanismos de desgaste apresentadosaté o momento. Dessa forma, a curva de vida de uma ferramenta é expressa emtermos de velocidade de corte. Define-se curva de vida de uma ferramenta como
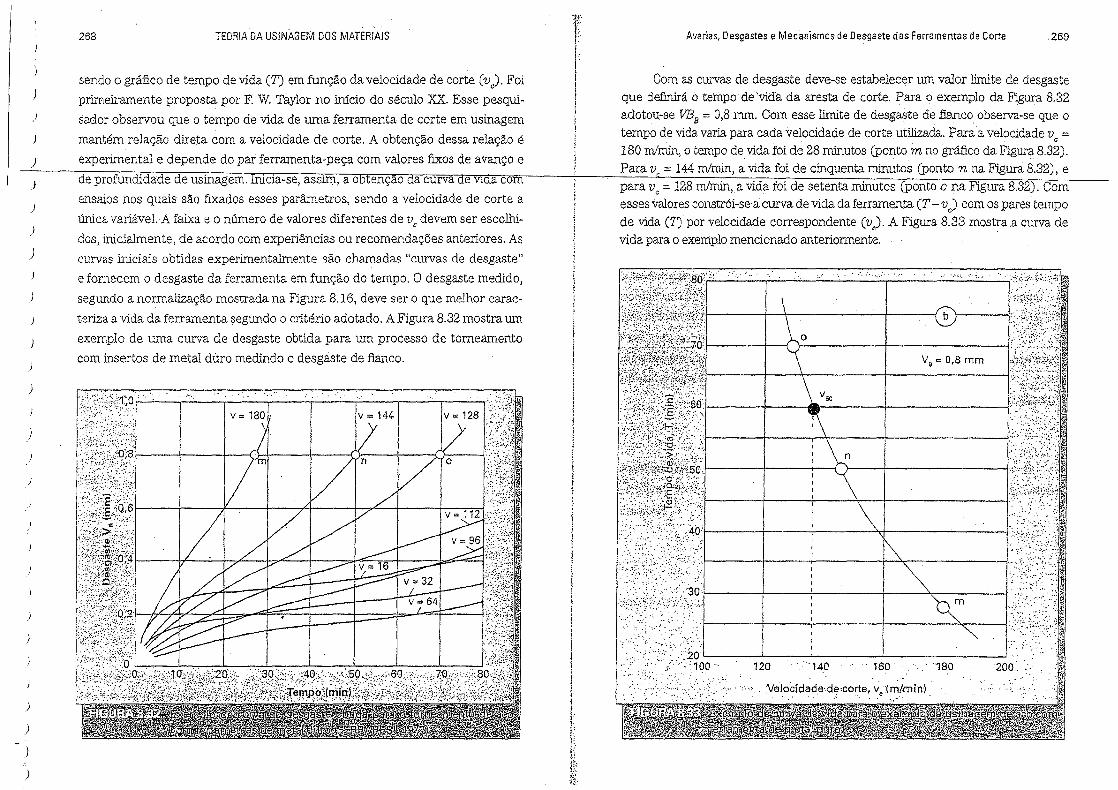
)
)
)
)
)
)
)
)
)
)
)
)
268 TEORIA 'DA USINAGEM DOS MATERIAIS
sendo o gráfico de tempo de vida (T) em função da velocidade de corte (v). Foiprimeiramente proposta por F. W.Taylor no início do século XX. Esse pesqui-sador observou que o tempo de vida de uma ferramenta de corte em usinagemmantém relação direta com a velocidade de corte. A obtenção dessa relação é
experimental e depende do pai ferramenta-peça com valores fixos de avanço ede profundidade de usínagem. Inicia-se, assim, a obtençao da curva de VIdacomensaios nos quaís são fixados esses parãmetros, sendo a velocidade de corte aúnica variável. A faixa e o número de valores diferentes de Vc devem ser escolhi-dos, inicialmente, de acordo com experiências ou recomendações anteriores. Ascurvas iniciais obtidas experimentalmente são chamadas "curvas de desgaste"e fornecem o desgaste da ferramenta em função do tempo. O desgaste medido,segundo a normalização mostrada na Figura 8.16, deve ser o que melhor carac-teriza a vida da ferramenta segundo o critério adotado. A Figura 8.32 mostra umexemplo de uma curva de desgaste obtida para um processo de torneamentocom ínsertos de metal duro medindo o desgaste de fianco.
Avarias,Desgastes e Mecanismos de Desgaste das Ferramentas de Corte .269
Com as curvas de desgaste deve-se estabelecer Ut"'11 valor limite de desgasteque definirá o tempo devida da aresta de corte. Para o exemplo da Figura 8.32adotou-se VBB = 0,8 mm. Com esse limite de desgaste de .fl.ancoobserva-se que otempo de vidavaria para cada velocidade de corte utilizada. Para a velocidade vc =180 mlmin, o tempo de vida foi de 28 minutos (ponto m no gráfico da Figura 8.32).Para Vc 144 rn/mín, a vida fOÍ de cínquenta minutos (ponto n na Figura 8.32), epara v, - 128mlmin,a vida foi de setenta minutos (ponto o na Figura 8.32). Comesses valores constrói-se-acurva de vida da ferramenta (T - v) com os pares tempode vida (1) por velocidade correspondente (v). A Figura 8.33 mostra .a curva devida para o exemplomencionado anteriormente. .
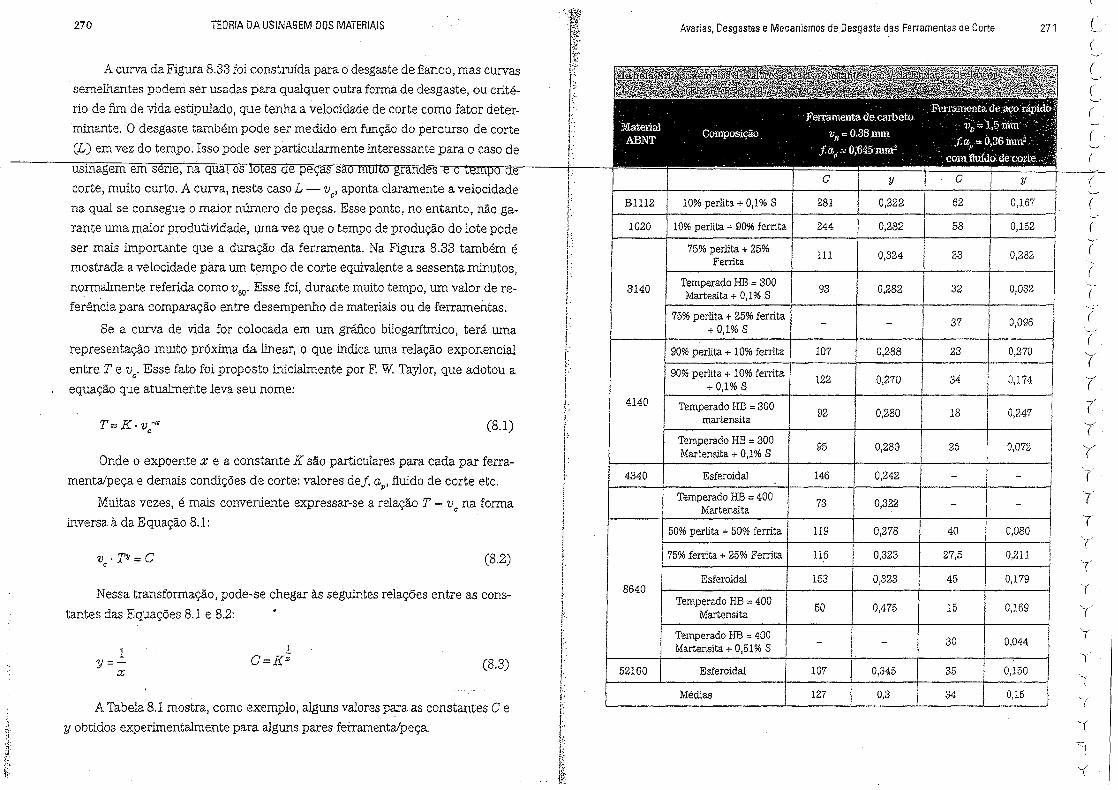
270 TEORIA DA USINAGEM DOS MATERIAIS
A curva da Figura 8.33 foi construfda para o'desgaste de fíanco, mas curvassemelhantes podem ser usadas para qualquer outra forma de desgaste, ou crité-rio de fim de vida estipulado, que tenha a velocidade de corte como fator deter-mínante, O desgaste também pode ser medido em função do percurso de corte(L) em vez do tempo. Isso pode ser particularmente interessante para o caso deusinagem em s ne, na qua os o es e peças s o rnui o ecorte, muito curto. A curva, neste caso L - va' aponta claramente a velocidadena qual se consegue o maior número de peças. Esse ponto, no entanto, não ga-rante uma maior produtividade, urna vez que o tempo de produção do lote podeser mais importante que a duração da ferramenta. Na Figura 8.33 também émostrada a velocidade para um tempo de corte equivalente a sessenta minutos,normalmente referida como v60. Esse foi, durante muito tempo, um valor de re-ferência para comparação entre desempenho de materiais ou de ferramentas.
Se a curva de vida for colocada em um gráfico bilogarítmíco, terá umarepresentação muito próxima da linear, o que indica uma relação exponencialentre Te vc' Esse fato foi proposto inicialmente por F. W.Taylor, que adotou aequação que atualmente leva seu nome:
(8.1)
Onde o expoente x e a constante K são particulares para cada par ferra-menta/peça e demais condições de corte: valores dej, ap' fluido de corte etc.
Muitas vezes, é mais conveniente expressar-se a relação T - Vc na formainversa à da Equação 8.1:
(8.2)
Nessa transformação, pode-se chegar às seguintes relações entre as cons-tantes das Equações 8.1 e 8.2:
1y=-
x (8.3)
A Tabela 8.1 mostra, como exemplo, alguns valores para as constantes C ey obtidos experimentalmente para alguns pares ferramenta/peça.
r.':~;("~\' Avarias, Desgastes e Mecanismos de Desgaste das Ferramentas de Corte 271
~-~(~-'~~:(l;i'r~'.(
F '~
F (1,"-
" (/:!':!...sr
(II,,L '.~í Bl112 10% perlita + 0,1% S 281 0,222 62 0,167 (I: .:», 1020 10% perlíta + 90% ferríta 244 0,282 58 0,152 (h '- ..~í-: 75% perlita + 25% 111 0,324 23 0,282 (j'
FerritaI '"I' rt..i.
3140 Temperado HB = 300 93 0,282 32 0,032 (L Martesita + 0,1% Sr '.~..75% perlita + 25% ferrita 37 0,096 (:', + 0,1% SI' '-~
(I.
90% perlíta + 10% fenita 107 0,288 23 0,270r 7~.: 90% perlita + 10% fenitai 122 0,270 34 0,174 '-"-f + 0,1% S (
r- 4140 -'L' Temperado HB = 300 92 0,280 18 0,247 (f· martensita .~! (!:- Temperado HB = 3001 95 0,280 25 0,072 ',,Jt- Martensíta + 0,1 % S (j:
! 4340 Esferoidal 146 0,242 TI
1 Temperado HB = 400 '71 73 0,322 (i Martensita,
'~7Jj(i 50% perlíta + 50% ferrita 119 0,278 40 0,080J
{75% ienita + 25% Ferrita 116 0,323 27,5 0,211
í· TEsferoidal 153 0,323 45 0,179
i 8640 '7" Temperado HB = 400f' 50 0,475 15 0,169 Yi/. Martensitart: Temperado HB = 400 30 0,044
'(I,' Martensíta + 0,51% S~' ::
I "I52100 Esferoidal 107 0,345 35 01150
!.'. 11:, Médias 127 013 34 0,15Lf;I,
1, '(rli,
~(F:·I";'
~-(
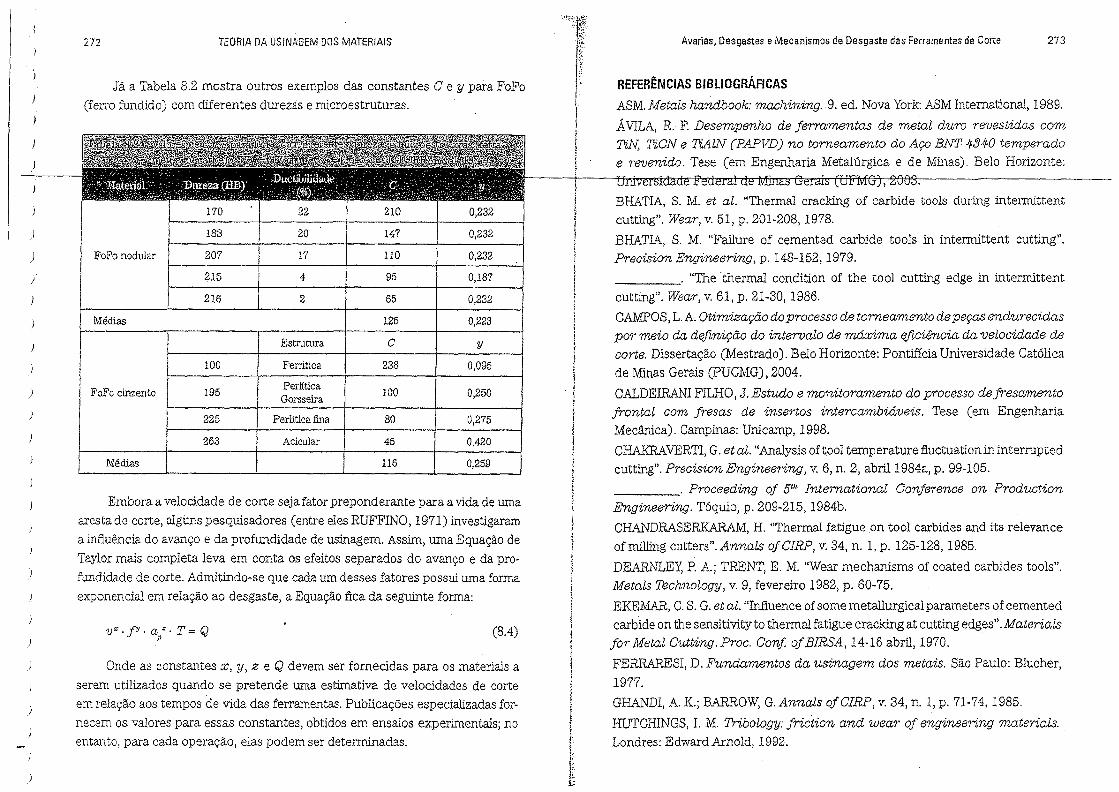
)
)
)
)
)
)
)
)
)
272 TEORIA DA US1NAGEM DOS MATERIAIS
Já a Tabela 8.2 mostra outros exemplos das constantes O e y para FoFo(ferro fundido) com diferentes durezas e rnicroestruturas.
Avarias, Desgastes e Mecanismos de Desgaste das Ferramentas de Corte 273
REFERÊNCIAS BIBLIOGRÁFICASASM.Metals hamâõook: machining. 9. ed. Nova York: ASM International, 1989.
ÁVILA, R. F. Desempenho de ferramentas de metal duro reuestidas comTiN, PiCN e TiALN (PAPVD) no tornearneruo do Aço BNT 4340 temperadoe reoeniâo. Tese (em Engenharia Metalúrgica e de Minas). Belo Horizonte:
I;
I
170 22 210 0,232183 20 147 0,232
FoFo nodular 207 17 110 0,232215 4 95 0,187
216 2 65 0,232
Médias 125 0,223Estrutura C y
100 Ferritica 238 0,095 jFoFo cinzento 195 Perlítíca 100 0,250 j
Gorsseira. i
225 Perlíüca fina 80 0,275
263 Acicular 45 0,420
Médias 116 0,259
Embora a velocidade de corte seja fator preponderante para a vida de umaaresta de corte, alguns pesquisadores (entre eles RUFFINO, 1971) investigarama influência do avanço e da profundidade de usínagem. Assim, uma Equação deTaylor mais completa leva em conta os efeitos separados do avanço e da pro-fundidade de corte. Admitindo-se que cada um desses fatores possui uma formaexponencíal em relação ao desgaste, a Equação fica da seguinte forma:
(8.4)
Onde as constantes x, y, z e Q devem ser fornecidas para os materiais aserem utilizados quando se pretende uma estimativa de velocidades de corteem relação aos tempos de vida das ferramentas. Publicações especíalízadas for-necem os valores para essas constantes, obtidos em ensaios experimentais; noentanto, para cada operação, elas podem ser determinadas.
Iltli{.,
lt
BHATIA, S. M. et alo "Thermal cracking of carbide tools duríng íntermíttentcutting". Wear, v. 51, p. 201-208, 1978.
BHATIA, S. M. "Failure of cemented carbíde tools ín íntermittent cuttíng",Precisíon Ençineerinç, p. 148-152,1979.____ o "Thethermal condítíon of the tool cutting edge in intermittentcuttíng", Wear, V. 61, p. 21-30,1986.
CAMPOS, L. A. Otimização doprocesso de torneamento de peças endurecidaspor meio da definição do intervalo de máxima eficiência da velocidade decorte. Dissertação (Mestrado), Belo Horizonte: Pontificia Universidade Católicade Minas Gerais (PUCMG), 2004.
CALDEIRANI PILHO, J. Estudo e monuorcumento do processo de fresamentofrontal com fresas de insertos intercambiáveís. Tese (em EngenhariaMecânica). Campinas: Unícamp, 1998.
CHAKRAVERTI, G. et alo "Analysis oftool temperature fíuctuatíon in interruptedcuttíng", Precisiori Engineering, V. 6, n. 2, abril 1984a, p. 99-105.
____ o Proceeding of f5l" International Conference on Production.Engineering. Tóquio, p. 209-215, 1984b.
CHAt\fDRASERKARAM, H. "Thermal fatigue on tooI carbides and íts relevanceofmilling cutters".Annals ofOIRP, v. 34, n. 1, p. 125-128,1985.
DEARNLEY, P. A.; TRENT, E. M. "Wear rnechanísms of coated carbides tools".Metals Technology, v. 9, fevereiro 1982, p. 60-75.
EKEMAR, C. S. G. et alo "Infíuence of some metallurgical parameters of cementedcarbíde on the sensítívíty to thermal fatigue crackíng at cuttíng edges". Materials
for Metal Cuttíng. Proc. Oonf of B/RSA, 14-16 abril, 1970.
FERRARESI, D. Furuiameruos da usinagem dos metais. São Paulo: Blucher,1977.GHANDI, A K.; BARROW, G.Annals afO/RP, v. 34, n. l,p. 71-74,1985.
HUTCHINGS, L M. Tribology: friction and uiear of engineering materiais.Londres: EdwardArnold, 1992.
274 TEORIA DA USINAGEM DOS MATERIAIS
ISO 3685. Tool Life Testing wíth Sinçle-Point Turninç Tools, 1993.
KABALDIN, Y. G. "Temperature and adhesion in contínuous and interruptedrnachining". Mochines and Tootinq, v, 51, n. 4, p. 33-36, 1980.KAKINO, Y. et alo "A study on the generation of thermal crack of cuttíng tcol".Proceedíng of SUl Iruerncaionai Oonference of Proâuction Bnçineerinç;p. 161·69', 1984.KHA1\1SEHZADEH, H. Beluunour of ceramic cutting toots when machiningsuperalious. Tese (Ph.D.). Uníversity of Warwíck, 2001.KONlG, W; KLOCKE, F, Fertigungsverjahren: Drehen, Frâseri und Bohren.Berlim, Heidelberg, 1997.
MACHADO, A. R. Machi;aíng ofTi,6Al4 Vandlnconel901 with a high pressureccolant sustem: Tese (ph.D.). Uníversity of Warwíck, 1990.____ o "Condições da interface cavaco/ferramenta. Parte I Generalidades",Xl COBEM, 11-13 dezembro 1991, p. 381-384.____ .; WALLBANK, J. "Machining oftitaníum and íts alloys: areview".Proc.cf the lnst. Mech. Eng., v. 204, part B. J Eng. Momufacture, p. 53-60, 1990.
MELO, A C. AEstudo das trincas de origem térmica geradas emferrameruasde metal duro durante o fresarnenso froruai. Tese (Doutorado). Uberlãndía:Universidade Federal de Uberlândia (UFU), 2001.
____ o et alo "Estudo da variação da temperatura de corte no fresamentofrontal". 2° COBEF - Congresso Brasileiro de Engenharia de Fabricação.Uberlândia, 18-21 maio 2003. (Anais em CD-Rom).____ ,.et aloAvarias emferrameruas de metal duro, (No prelo).MOTTA, M. F. Influência do fluido de corte no torneasneruo do Aço ABNT8640. Tese (em Engenharia Mecânica). Uberlândia: Universidade Federal deUberlândia (UFU) , 1994.PALIY1A1,Z. "Cutting ternperature ín interrnittent cuttíng", IruernationalJournal of Machime Toots Mamufacture, V. 27, n. 2, p. 261-274, 1987.
PEKELHARING, A J. "The exit faílure in interrupted cuttíng". Analls of CIRP,V. 27, n. 1, p. 5-10,1978.
____ o "The exit failure of cemented carbide face rníllíng cutters. Part I -Fundamental and phenomena".Annals ofCIRP, V. 33, n. 1, p. 47-50; 1984.PIGA'!:!.I, A C. Monitoramento do desgaste da ferramerua no processo detorneamento usando emissão acústica. Dissertação (Mestrado em EngenhariaMecânica). Campinas: Unicamp, 1995.
Avarias. Desgastes e Mecanismos de Desgaste elasFérramentas de Corte 275
RICHARDS, N.; ASPIN'iVALL, D. "Use of ceramíc tools for machiníng nickelbased alloys". Int. J. Mach. Tools Manufact, V. 29, n. 4, p. 575-588, 1989.RUFFINO, R T. Algumas considerações sobre as forças de usinagem notomeamento de aço-carbono. Tese (Doutorado). São Carlos: ISB.CbladeEngenharia de São Carlos (USP), 1971.SANTOS, I P, 6 O estudo dn. a.plicação de revestimento s'L&perfic'ia.isem
['~.
('.,(
(.,.•......
(
(''-,(
fresas caracóis. Dissertação (Mestrado). Belo Horizonte: Pontifícia Uni versidadeCatólica de Minas Gerais (PUCMG), 2004,
SANDIVK, C. Manual defresamento, s/d,SHAW,M. C. et 0,1. "A plasticity problem ínvolvíng plane strain and plane stresssimultaneously: groove forrnation ín the machíning of high-ternperature alloys".Trams. of ASME. J Eng. lndustry, p.142-146, 1966.SHAW,M. C. "Metal cuttíng principles". Oxford Science Puoiicoiions, 1986.
SOUSA, M. M. Utilizando a vibração mecânica para monitorar o desgastedas ferremeruos de corte e O acabamento superficial no processo defresamento. Tese (em Engenharia Mecânica). Uberlãndia: Universidade Federalde Uberlândia (UFU), 1998.THE, J. H. L. "High-speed fílms of the incipient cutting process in machíníngat conventional speeds". J. for Engineering for Industry, fevereiro 1977,
p.263-268.TRENT, E. M.; WRIGHT, P. K. Metal cutting. 4. ed. Oxford: Butterworth-Heinemann, 2000.VAN LUTTERVELT, C. A; WILLEMSE, H. G. "The exite failure of cementedcarbíde face rnilling cutters. Part II - Testíng of commercial cutters". Annals ofCIRP, v. 33, n. 1, p. 51-54, 1984.V1EIRA, J. M. et al. "Performance of cuttíng fluids during face mílling of steels".Journal of Materials Processing Technology, V. 116, p. 244-251,2001.
WANG, Z. Y.et ai. "To01temperatures and crack developmentin milling cutters".lnt. J Mach. Toois omd Mamufact., v. 36, n. I, p. 129-140,1996.
\.V.WG, K. K. et alo"Investígation of face-míllíng too! temperatures by simulationtechniques", Journal of Engineeringfor lndustry, agosto 1969, p. 772-780-
WRIGHT, P. K.; BIAGCHI, A. "Wear mecharúsms that dorninates tool-lifeinmachíníng". Journcü Applieâ Meuü Workíng. ASM, v. L, n. 4, p. 15-23, 1981.YELLOWLEY,1.; BARROW, G. "The infiuence of thermal cyclíng on tcol Iífe L'1.
peripheralmilling".lnternationaíJournalMTDR, v. 16, p. 1-12,1976.
(
,-(
-(._(
-(
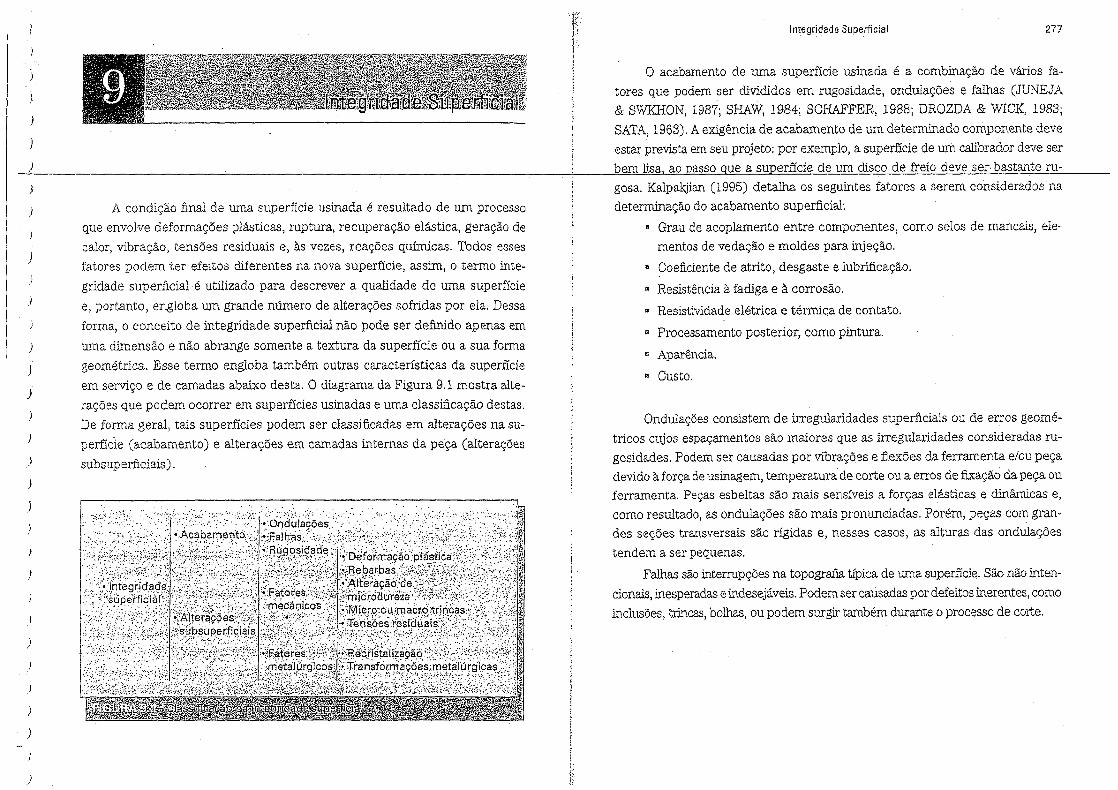
)
)
)
)
Integridade Superficial 277
o acabamento de uma superfície usinada é a combinação de vários fa-tores que podem ser divididos em rugosídade, ondulações e falhas (JUNEJA& SWKHON, 1987; SHAW, 1984; SCHAPFER, 1988; DROZDA & WICK, 1983;SATA, 1963). A exigência de acabamento de um determinado componente deveestar prevista em seu projeto: por exemplo, a superfície de um calibrador deve serbem lisa, ao passo que a superfície de um disco de freio deve ser- bastante ru-
)
)
)
)
)
>,
)
)
)
A condição final de uma superfície usinada é resultado de um processoque envolve deformações plásticas, ruptura, recuperação elástica, geração decalor, vibração, tensões residuais e, às vezes, reações químicas. Todos essesfatores podem ter efeitos diferentes na nova superfície, assim, o termo inte-
gridade superficial é utilizado para descrever a qualidade de uma superfície
e, portanto, engloba um grande número de alterações sofridas por ela. Dessa
forma, o conceito de integridade superficial não pode ser definido apenas em
uma dimensão e não abrange somente a textura da superfície ou a sua forma
geométrica. Esse termo engloba também outras características da superfícieem serviço e de camadas abaixo desta. O diagrama da Figura 9.1 mostra alte-
rações que podem ocorrer em superfícies usínadas e uma classificação destas.
De forma geral, tais superfícies podem ser classificadas em alterações na su-perfície (acabamento) e alterações em camadas internas da peça (alterações
subsuperfíciais) .
.. ·.'c~<-~../.',.,:' .'." -":..' ;.:.;,o'.:.
"",,"," .. ..... - "~'
',>.',:-.;
gosa. Kalpakjían (1995) detalha os seguintes fatores a serem considerados nadeterminação do acabamento superficial:
• Grau de acoplamento entre componentes, como selos de mancais, ele-mentos de vedação e moldes para injeção.
B Coeficiente de atrito, desgaste e lubrificação.
w Resistência à fadiga e à corrosão.
B Resistividade elétrica e térmica de contato.
li Processamento posterior, como pintura.
s Aparência.
• Custo.
Ondulações consistem de irregularidades superficiais ou de erros geomé-tricos cujos espaçamentos são maiores que as irregularidades consideradas ru-gosidades. Podem ser causadas por vibrações e fíexôes da ferramenta e/ou peçadevido à força de usinagern, temperatura de corte ou a erros de fixação da peça ouferramenta. Peças esbeltas são mais sensíveis a forças elásticas e dinâmicas e,como resultado, as ondulações são mais pronunciadas. Porém, peças com gran-des seções transversais são rígidas e, nesses casos, as alturas das ondulações
tendem a ser pequenas.
Falhas são interrupções na topografia típica de uma superfície. São não inten-
cionais, inesperadas e indesejáveis. Podem ser causadas por defeitos inerentes, comoinclusões, trincas, bolhas, ou podem surgir também durante o processo de corte.
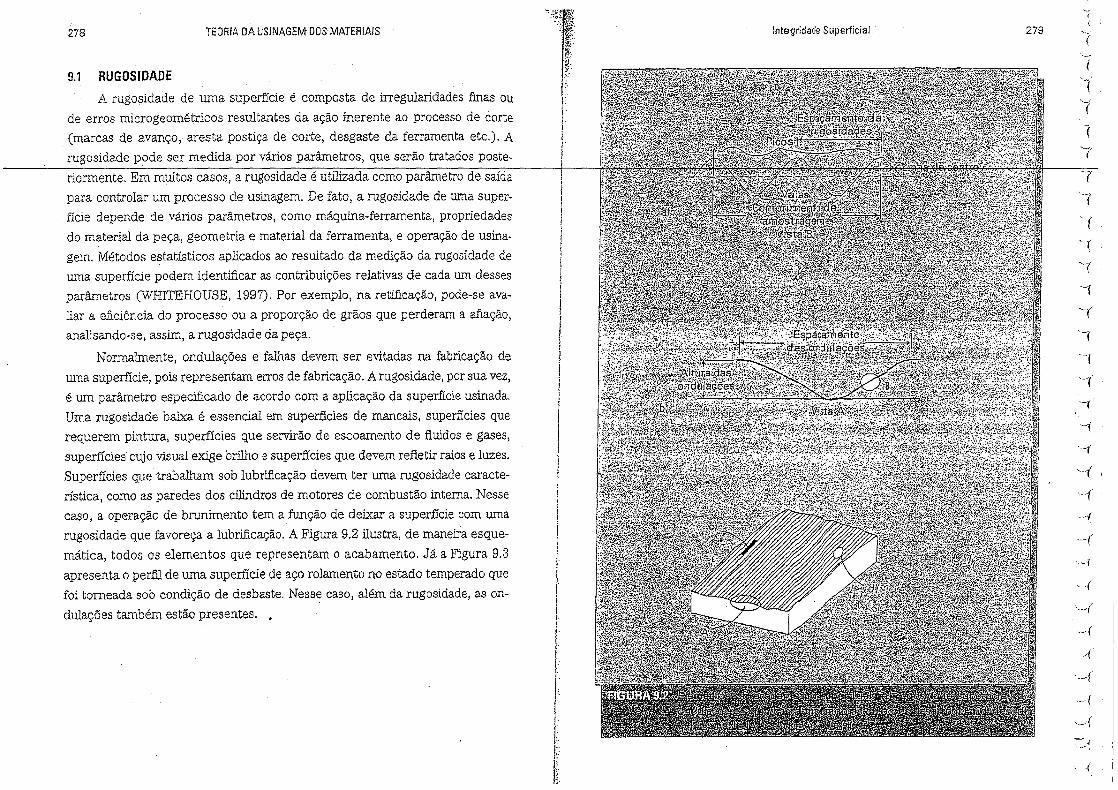
278 TEORIA DA USINAGEM DOS MATERIAIS Integridade Superficial
9.1 RUGOSIDADEA rugosídade de uma superfície é composta de irregularidades finas ou
de erros microgeométricos resultantes da ação inerente ao processo de corte(marcas de avanço, aresta postiça de corte, desgaste da ferramenta etc.). Arugosidade pode ser medida por vários parâmetros, que serão tratados poste-riormente. Em muitos casos, a rugosidade é utilizada como parâmetro de saídapara controlar um processo de usínagem, De fato, a rugosídade de uma super-fície depende de vários parãmetros, como máquina-ferramenta, propriedadesdo material da peça, geometria e material da ferramenta, e operação de usina-gemo Métodos estatísticos aplicados ao resultado da medição da rugosidade deuma superfície podem identificar as contribuições relativas de cada um dessesparâmetros (WHITEHOUSE, 1997). Por exemplo, na retificação, pode-se ava-liar a eficiência do processo ou a proporção de grãos que perderam a afiação,analisando-se, assim, a rugosidade da peça.
Normalmente, ondulações e falhas devem ser evitadas na fabricação deuma superfície, pois representam erros de fabricação. A rugosidade, por sua vez,é um parãrnetro especíâcado de acordo com a aplicação da superfície usinada.Uma rugosidade baixa é essencial em superfícies de mancais, superfícies querequerem pintura, superfícies que servirão de escoamento de fluidos e gases,superfícies' cujo visual exige brilho e superfícies que devem refletir raios e luzes.Superfícies que trabalham sob lubrificação devem ter uma rugosidade caracte-rística, como as paredes dos cilindros de motores de combustão interna. Nessecaso, a operação de brunimento tem a função de deixar a superfície com umarugosidade que favoreça a lubrificação. A Figura 9.2 ilustra, de maneira esque-mátíca, todos os elementos que representam o acabamento. Já a Figura 9.3apresenta o perfil de uma superfície de aço rolamento no estado temperado quefoi torneada sob condição de desbaste. Nesse caso, além da rugosidade, as on-dulações também estão presentes. •
(
( J
279 -,....(
(-(
'../(
'(-;
-r'7.~(
'T._(
'1--(
._(
l._~{
"1
''1.~(
....(I
',-(
.{
.._(
',r.,,(
""(
""(
~(
..._(
,-(
,._(
(
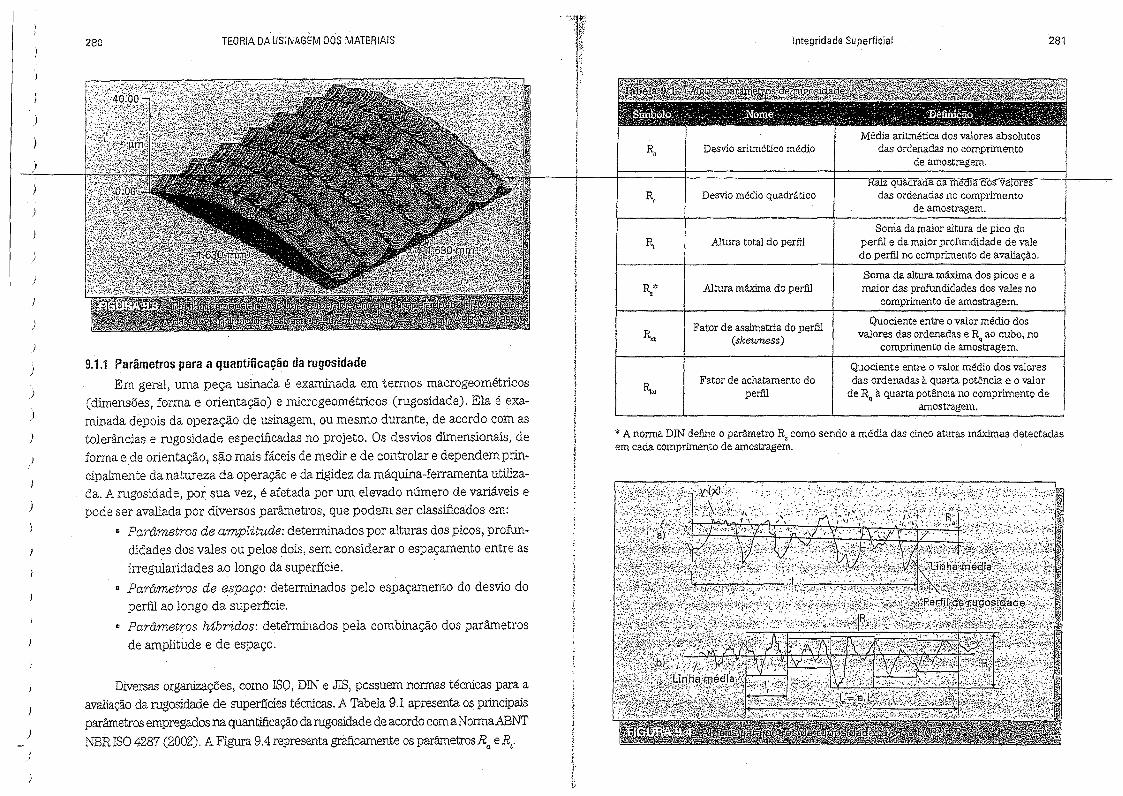
)
)
j
)
)
280. . .
TEORIA DA USINAGEM DOS MATERIAIS lntegridade Superficial 281
Desvio aritmético médioMédia aritmética dos valores absolutos
das ordenadas no comprimentode amoetragem.
9.1.1 Parâmetros para a quantificação da rugosidadeEm geral, uma peça usinada é examinada em termos macrogeométricos
(dimensões, forma e orientação) e rnícrogeométricos (rugosidade). Ela é exa-minada depois da operação de usínagem, ou mesmo durante, de acordo com astolerâncias e rugosidade especíâcadas no projeto. Os desvios dímensíonaís, deforma e de orientação, são mais fáceis de medir e de controlar e dependemprin-cipaImente da natureza da operação e da rigidez da máquina-ferramenta utiliza-da. A rugosidade, por sua vez, é afetada por um elevado número de variáveis epode ser avaliada por diversos parâmetros, que podem ser classificados em:
~ Parámetros de amplitude: determinados por alturas dos picos, profun-didades dos vales ou pelos dois, sem considerar o espaçamento entre asirregularidades ao longo da superfície.
• Parâmetros de espaço: determinados pelo espaçarnento do desvio doperfil ao longo da superfície .
• Parâmetros híbridos: determinados pela combinação dos parãmetrosde amplitude e de espaço.
Diversasorganizações, como ISO,DIN' e JIS, possuem normas técnicas para aavaliação da rugosídade de superfícies técnicas. A Tabela 9.1 apresenta os principaisparãmetros empregadosna quantificaçãodarugosidade de acordo coma NormaABNTNBR ISO4287 (2002). A Figura 9.4 representagràâcarnente osparãmetrosRa e RI'
R, Desvio médio quadrátícoqua ra a a m Ia os va ores
das ordenadas no comprimentode amostragem.
Soma da maior altura de pico doperfil e da maior profundidade de valedo. perfil no comprimento de avaliação.
R, Altura total do perfil
R*z Altura máxima do perfilSoma da altura máxima dos picos e amaior das profundidades dos vales no
comprimento de amostragem.
Fator de assímetría do perfil(skeumess)
Quociente entre o valor médio dosvalores das ordenadas e R. ao cubo, no
comprimento de amostragem.
Quociente entre o valor médio dos valoresdas ordenadas à quarta potência e o valor
de R. à quarta potência no comprimento deamostragem.
Fator de achatamento doperfil
* A norma DIN define o parãmetro R, como sendo a média das cinco aturas máximas detectadasem cada comprimento de arnostragem.
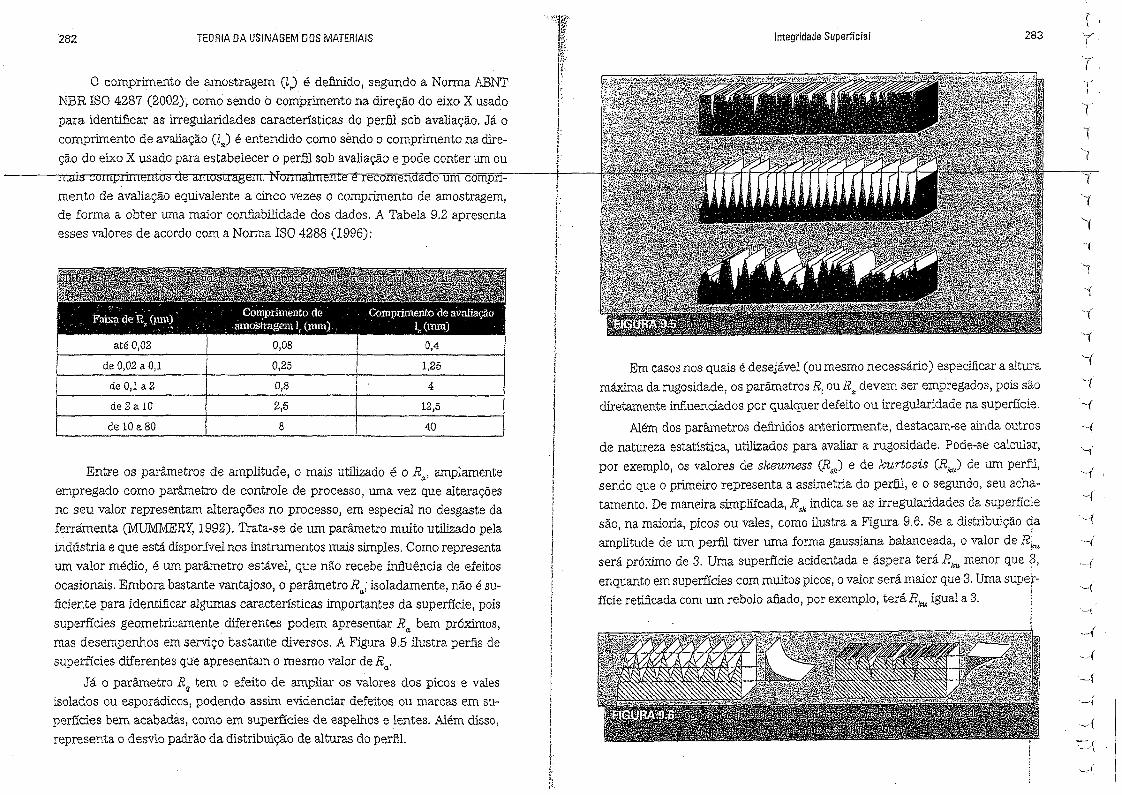
282 TEORIA DA USINAGEMDOS MATERIAIS
o comprimento de amostragem (L) é defmido, segundo a Norma ABNTNBR ISO 4287 (2002), como sendo o comprimento na direção do eixo X usadopara identificar as irregularidades características do perfil sob avaliação. Já ocomprimento de avaliação (L••) é entendido como sendo o comprimento na dire-ção do eixo X usado para estabelecer o perfil sob avaliação e pode conter um ou
r comen a o um cornpn-mento de avaliação equivalente a cinco vezes o comprimento de amostragem,de forma a obter uma maior confiabilidade dos dados. A Tabela 9.2 apresentaesses valores de acordo com a Norma ISO 4288 (1996):
até 0,02 0,08 0,4
de 0,02 a 0,1 0,25 1,25
de 0,1 a 2 0,8 4
de 2 a 10 2,5 12,5
de 10 a80 8 40
Entre os parâmetros de amplitude, o mais utilizado é o Rt).J amplamenteempregado como parâmetro de controle de processo, uma vez que alteraçõesno seu valor representam alterações no processo, em especial no desgaste daferramenta (MUMMERY, 1992). Trata-se de um parâmetro muito utilizado pelaindústria e que está disponível nos instrumentos mais simples. Como representaum valor médio, é um parâmetro estável, que não recebe Inãuêncía de efeitosocasionais. Embora bastante vantajoso, o parâmetro P., isoladamente, não é su-ficiente para identificar algumas características importantes da superfície, poissuperfícies geometricamente diferentes podem apresentar Rá. bem próximos,mas desempenhos em serviço bastante diversos. A Figura 9.5 ilustra perfis desuperfícies diferentes que apresentam o mesmo valor deRa'
Já. O parâmetro Rq tem o efeito de ampliar os valores dos picos e valesisolados ou esporádicos, podendo assim evidenciar defeitos ou marcas em su-perfícíes bem acabadas, como em superfícies de espelhos e lentes. Além disso,representa o desvio padrão da distribuição de alturas do perfil,
Integridade Superficial
C·
i
tJ.I·i.iJ:1'-,i.I·
r1
I!.j
I·1!;
I,It!
Em casos nos quaís é desejável (ou mesmo necessário) especificar a alturamáxima.da rugosídade, os parâmetros RI ou Rz devem ser empregados, pois sãodiretamente influenciados por qualquer defeito ou irregularidade na superfície.
Além dos parãrnetros defuúdos anteriormente, destacam-se ainda. outrosde natureza estatística, utilizados para avaliar a rugosídade. Pode-se calcular,por exemplo, os valores de skeumess CR.,) e de kurtosis (E",;) de um perfil,sendo que o primeiro representa a assimetria do perfil, e o segundo, seu acha-tamento. De maneira sírnpürcada, RSk indica se as irregularidades da superfíciesão, na maioria, picos ou vales, como ilustra a Figura 9.6. Se a distribuição daamplitude de um per.fil tiver uma forma gaussiana balanceada, o valor de RLserá próximo de 3. Uma superfície acidentada e áspera terá Rku menor que $,enquanto em superfícies com muitos picos, o valor será. maior que 3.Uma super-fície retifícada com um rebolo afiado, por exemplo, terá Rku igual a 3.
283
T~i'I '
T1
-~(
t
--(
--(
---(
--i
,._(
-_.(
._{
--(
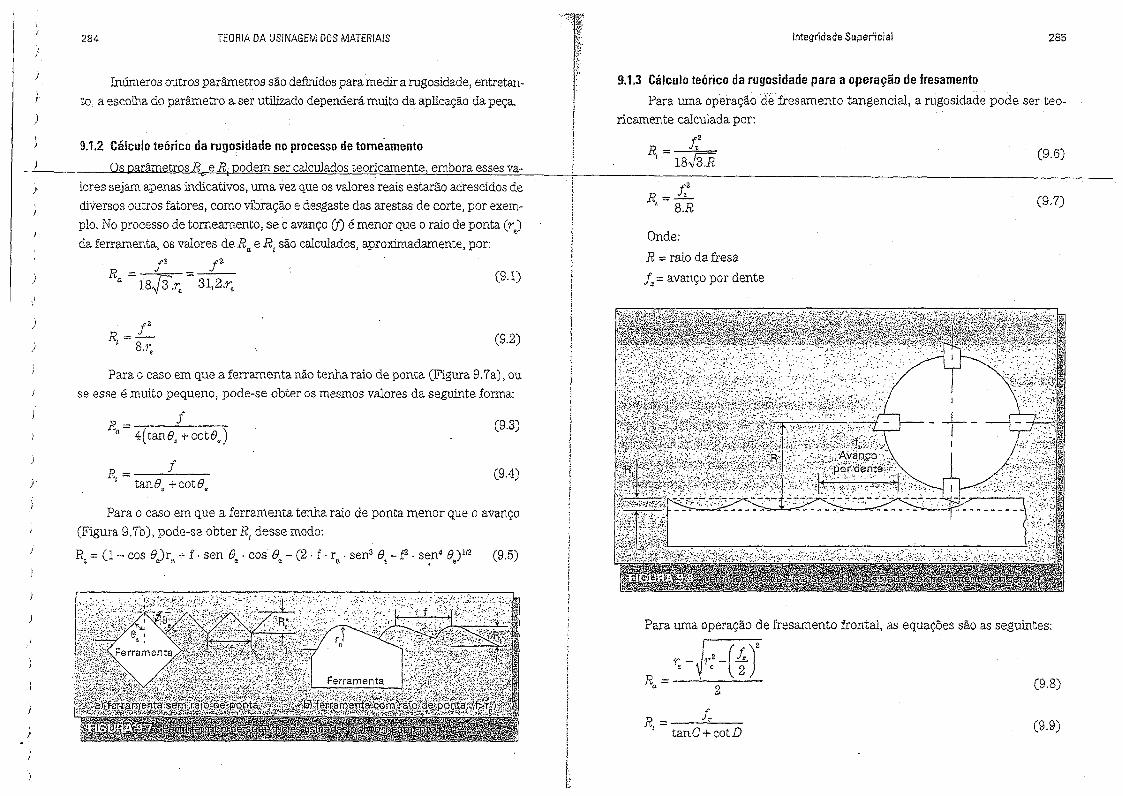
)
284 íEORIA DA USINAGEM DOS MATERIAIS
Inúmeros outros parâmetros são definidospara medir a rugosidade, entretan-to, a escolha do parâmetro a ser utilizado dependerá muito da aplicação da peça.
}
9.1.2 Cálculo teórico da rugosidade 00 processo de torneamento
Ospará.metros R", e RI podem ser calculados teoricamente, embora esses va-
)
)
\
r
)
lores sejam apenas inclicativos, uma vez que os valores reais estarão acrescidos dediversos outros fatores, como vibração e desgaste das arestas de corte, por exem-plo. No processo de torneamento, se o avanço (j) é menor que o raio de ponta (rJda ferramenta, os valores de Ra, e RI são calculados, aproximadamente, por:
12 1'1-R = -- (9.1)
a 18J3.r. 31,2.~
12
R=-I 8.?~ (9.2)
Para o caso em que a ferramenta não tenha raio de ponta (Figura 9.7a), ouse esse é muito pequeno, pode-se obter os mesmos valores da seguinte forma:
R= fa 4(tanes+cote.)
(9.3)
fR ::::---"---, tan é', +cote~
(9.4)
Para o caso em que a ferramenta tenha raio de ponta menor que o avanço(Figura 9.Th), pode-se obter RI desse modo:
R ;:: 0- cos e)r + f· sen e . cos e - (2 . f· r . sen" e - r .serr' e )112 (9.5)t en e e n ~ "e
Integridade Superficial 285
9,1.3 Cálculo teórico da rugosidade para a operação de fresamentoPara uma operaçãode fresamento tangencial, a rugosidade pode ser teo-
ricamente calculada por:
R _ 1.2
t- 18.J3.R (9.6)
R = 1.2
, 8.R (9.7)
Onde:R :::raio da fresat,= avanço por dente
Para uma operação de fresamento frontal, as equações são as seguintes:
r _ r;7fY(iz)2e Vr;-l2J
Ra = ---'-----'---2 (9.8)
R"" ~, tanC+cotD (9.9)
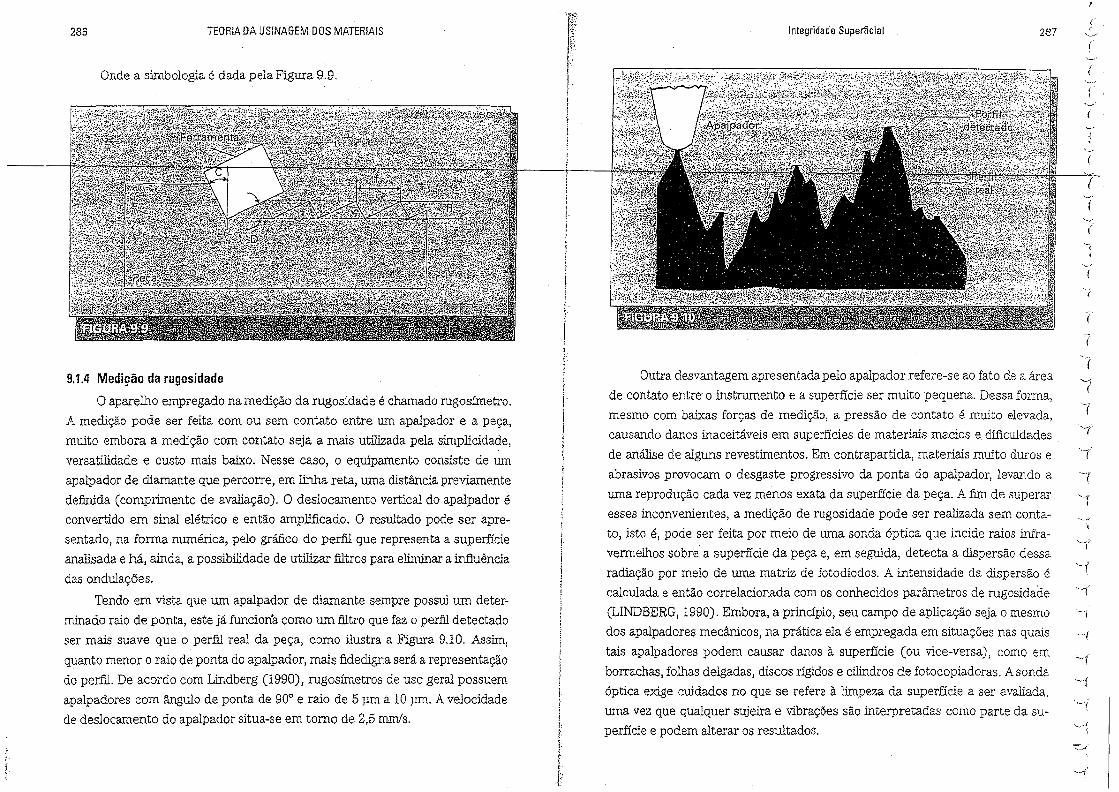
286 TEORIA DA USINAGEM DOS MATERIAIS
Onde a simbologia é dada pela Figura 9.9.
9.1.4 Medição da rugosidade
O aparelho empregado na medição da rugosídade é chamado rugosírnetro.
A medição pode ser feita com ou sem contato entre um apalpador e a peça,
muito embora a medição com contato seja a mais utilizada pela simplicidade,
versatilidade e custo mais baixo. Nesse caso, o equipamento consiste de um
apalpador de diamante que percorre, em linha reta, uma distância previamentedefinida (comprimento de avaliação). O deslocamento vertical do apalpador é
convertido em sinal elétrico e então amplificado. O resultado pode ser apre-sentado, na forma numérica, pelo gráfico do perfil que representa a superfície
analisada e há, ainda, a possibilidade de utilizar filtros para eliminar a influência
das ondulações.
Tendo em vista que um apalpador de diamante sempre possui um deter-
minado raio de ponta, este já funcioná como um filtro que faz ° perfil detectadoser mais suave que o perfil real da peça, como ilustra a Figura 9.10. Assim,
quanto menor o raio de ponta do apalpado r, mais fidedigna será a representaçãodo per:fil. De acordo com Líndberg (1990), rugosímetros de uso geral possuem
apalpadores com ângulo de ponta de 90° e raio de 5 JlID à 10 J.lTIl.. A velocidade
de deslocamento do apalpador situa-se em torno de Z,5 mm/s,Jj,L
fi·íjl....,':
Integridade Superficial{(
'-'-287
(
(._.{
-'(
Outra desvantagem apresentada pelo apalpador refere-se ao fato de a área
de contato entre" o instrumento e a superfície ser muito pequena. Dessa forma,mesmo com baixas forças de medição, a pressão de contato é muito elevada,
causando danos inaceitáveis em superfícies de materiais macios e dificuldades
de análise de alguns revestimentos. Em contrapartida, materiais muito duros eabrasívos provocam o desgaste progressivo da ponta do apalpador, levando a
uma reprodução cada vez menos exata da superfície da peça. A fim de superaresses inconvenientes, a medição de rugosidade pode ser realizada sem conta-to, isto é, pode ser feita por meio de uma sonda óptica que incide raios infra-
vermelhos sobre" a superfície da peça e, em seguida, detecta a dispersão dessa
radiação por meio de uma matriz de fotodiodos. A intensidade da dispersão écalculada e então correlacionada com os conhecidos parâmetros de rugosidade
(LINDBERG, 1990). Embora, a principio, seu campo de aplicação seja o mesmodos apalpadores mecânicos, na prática ela é empregada em situações nas quaís
tais apalpadores podem causar danos à superfície (ou vice-versa), como em
borrachas, folhas delgadas, discos rígidos e cilindros de fotocopiadoras. A sondaóptica exige cuidados no que se refere à limpeza da superfície a ser avaliada ,
1..L.'1lavez que qualquer sujeira e vibrações são interpretadas como parte da su-
perfície e podem alterar os resultados.
"--r.._(
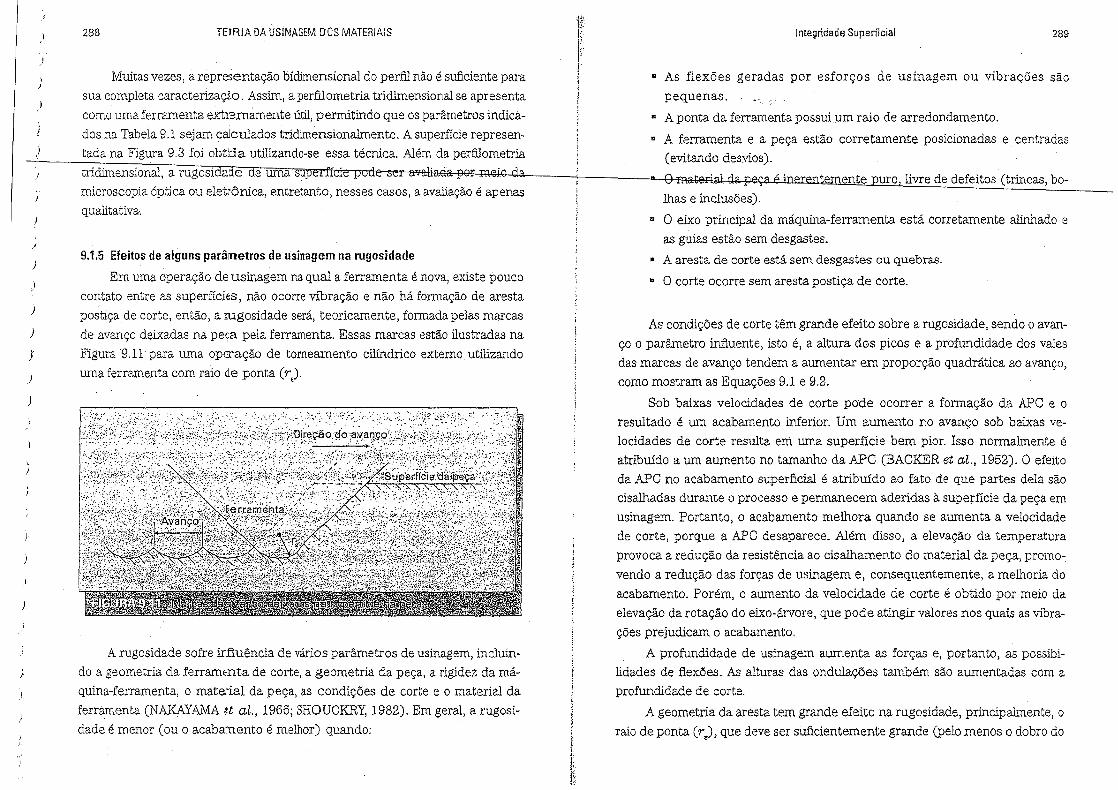
j
)
)
)
J
)
.l
288 TEmiA DA USINAGEM DOS MATERIAiS
)
\)
Muitas vezes, a representação bídímensíonal do perfil não é suficiente parasua completa caracterízação. Assim, a perfilometria trídímensional se apresentacomo uma ferramenta extremamente útil, permitindo que os parâmetros indica-dos na Tabela 9.1 sejam calculados trídímensionalrnente. A superfície represen-tada na Figura 9.3 foi obtida utilizando-se essa técnica. Além da perfilometriatrídímensíonal, a rugosi a e e uma
rnicroscopia óptica ou eletrônica, entretanto, nesses casos, a avaliação é apenasqualitativa.
9.1.5 Efeitos de alguns parâmetros de usinagem na rugosidade
Em uma operação de usínagern na qual a ferramenta é nova, existe poucocontato entre as superfícies, não ocorre vibração e não há formação de arestapostiça de corte, então, a rugosídade será, teoricamente, formada pelas marcasde avanço deixadas na peça pela ferramenta. Essas marcas estão ilustradas naFigura '9.11' para uma operação de torneamento cilíndrico externo. utilizandouma ferramenta com raio de ponta (rJ.
A rugosidade sofre ir.fiuência de vários parâmetros de usinagem, incluin-do a geometria da ferramenta de corte, a geometria da peça, a rigidez da má-quina-ferramenta, o material da peça, as condições de corte e o material daferramenta (NAKAYAMA et al., 1966; SHOUCKRY, 1982). Em geral, a rugosí-dade é menor (ou o acabamento é melhor) quando:
Integridade Superficial 289
" As flexões geradas por esforços de usínagem ou vibrações são
pequenas. A','
•• A ponta da ferramenta possui um raio de arredondamento.
" A ferramenta e a peça estão corretamente posicionadas e centradas(evitando desvios).
ente uro livre de defeitos (trincas, bo-lhas e inclusões).
" O eixo principal da máquina-ferramenta está corretamente alinhado eas guias estão sem desgastes.
• A aresta de corte está sem desgastes ou quebras,
•• O corte ocorre sem aresta postiça de corte.
As condições de corte têm grande efeito sobre a rugosidade, sendo o avan-ço o parâmetro influente, isto é, a altura dos picos e a profundidade dos valesdas marcas de avanço tendem a aumentar em proporção quadrátíca ao avanço,como mostram as Equações 9.1 e 9.2.
Sob baixas velocidades de corte pode ocorrer a formação da APC e oresultado é um acabamento inferior. Um aumento no avanço sob baixas ve-locidades de corte resulta em uma superfície bem pior. Isso normalmente éatribuído a um aumento no tamanho da APC (BACKER et ai., 1952). O efeitoda APC no acabamento superficial é atribuído ao fato de que partes dela sãocísalhadas durante o processo e permanecem aderi das à superfície da peça emusínagem, Portanto, o acabamento melhora quando se aumenta a velocidadede corte, porque a MC desaparece. Além disso, a elevação da temperaturaprovoca a redução da resistência ao cisalhamento do material da peça, promo-vendo a redução das forças de usínagem e. consequentemente, a melhoria doacabamento. Porém, o aumento da velocidade de corte é obtido por meio daelevação da rotação do eixo-árvore, que pode atingir valores nos quais as vibra-ções prejudicam o acabamento.
A profundidade de usinagern aumenta as forças e, portanto, as possibi-lidades de fíexões. As alturas das ondulações também são aumentadas com aprofundidade de corte.
A geometria da aresta tem grande efeito na rugosídade, principalmente, oraio de ponta (1-), que deve ser suficientemente grande (pelo menos o dobro do
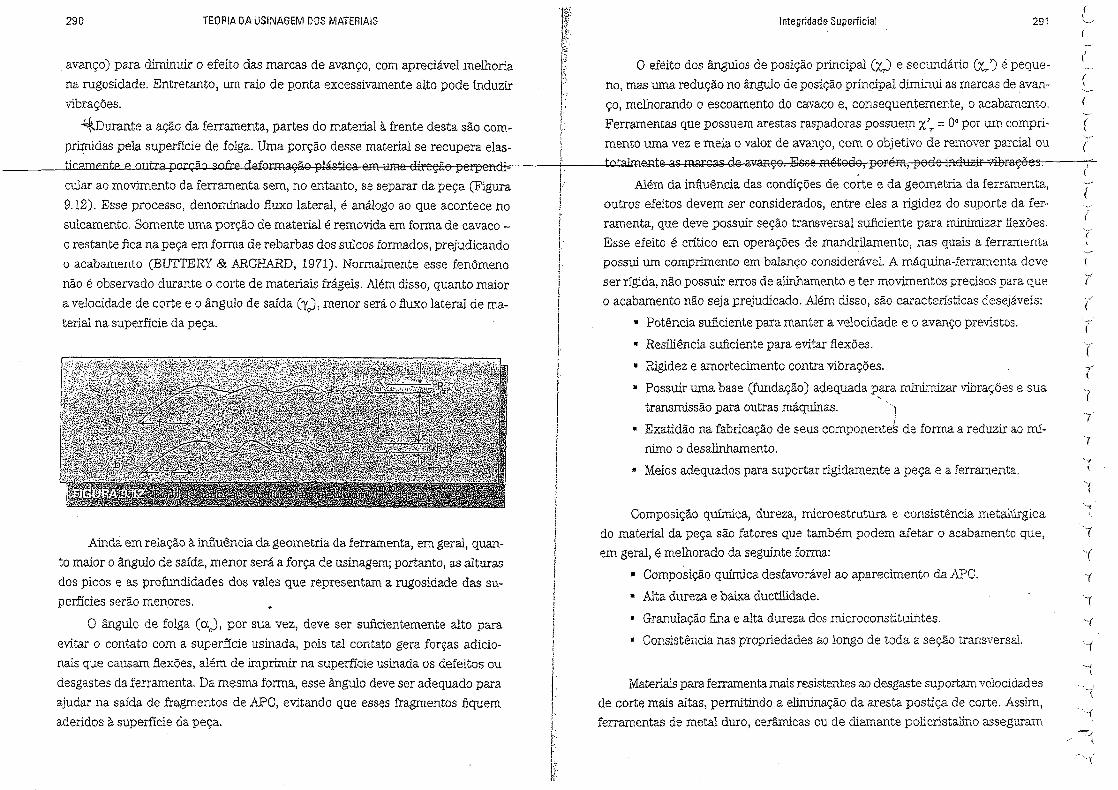
290 TEORIA DA USINAGEM DOS MATERIAIS
avanço) para diminuir o efeito das marcas de avanço, com apreciável rnelhoría
na rugosidade. Entretanto, um raio de ponta excessivamente alto pode induzirvibrações.
~urante a ação da ferramenta, partes do material à frente desta. são com-
primidas pela superfície de folga. Urna porção desse material se recupera elas-ticamente e outra porção sofre deformação plástica em lffila direção perpendi-
cular ao movimento da ferramenta sem, no entanto, se separar da peça (Figura
9.12). Esse processo, denominado fluxo lateral, é análogo ao que acontece no
sulcamento. Somente uma porção de material é removida em forma de cavaco -o restante fica na peça em forma de rebarbas dos sulcos formados, prejudicandoo acabamento (BUTTERY & ARCHARD, 1971). Normalmente esse fenômeno
não é observado durante o corte de materiais frágeis. Além disso, quanto maior
a velocidade de corte e o ângulo de saída (Yo)' menor será o fluxo lateral de ma-terial na superfície da peça.
Ainda em relação à influência da geometria da ferramenta, em geral, quan-
to maior o ângulo de saída, menor será a força de usinagern; portanto, as alturas
dos picos e as profundidades dos vales que representam a rugosidade das su-perfícies serão menores.
O ângulo de folga (cx) , por sua vez, deve ser sufícienternente alto para
evitar o contato com a superfície usínada, pois tal contato gera forças adicio-nais que causam fíexões, além de imprimir na superfície usinada os defeitos ou
desgastes da ferramenta. Da mesma forma, esse ângulo deve ser adequado paraajudar na saída de fragmentos de APO, evitando que esses fragmentos fiquemaderidos à superfície da peça.
IL
I·r'rfli."
Integridade Superficial
.O efeito dos ângulos de posição principal (y,) e secundário Cx,.') é peque-
no, mas uma redução no ângulo de posição principal diminui as marcas de avan-
ço, melhorando o escoamento do cavaco e, consequentemente, o acabamento.Ferramentas que possuem arestas raspadoras possuem X'r = 0° por um compri-mento uma vez e meia o valor de avanço, com o objetivo de remover parcial outotallMnte as marcas de av=anço.Esse método, porém, pode induzÍ1' -Rbrações.
Além da influência das condições de corte e da geometria da ferramenta,outros efeitos devem ser considerados, entre eles a rigidez do suporte da fer-ramenta, que deve possuir seção transversal suficiente para mínímízar fíexões,
Esse efeito é crítico em operações de mandrilamento, nas quais a ferramentapossui um comprimento em balanço considerável. A máquina-ferramenta deve
ser rígida, não possuir erros de alinhamento e ter movimentos precisos para queo acabamento não seja prejudicado. Além disso, são características desejáveis:
• Potência suficiente para manter a velocidade e o avanço previstos.
• Reaílíêncía suficiente para evitar fíexões.
Rigidez e amortecimento contra vibrações.
• Possuir uma base (fundação) adequada p~ra minírnizar vibrações e suatransmissão para outras máq1.Únas.)
i• Exatidão na fabricação de seus componentes de forma a reduzir ao mí-
nimo o desalinhamento.
• Meios adequados para suportar rigidamente a peça e a ferramenta.
iI'i!,
I!.III
II
I,i,;
iComposição química, dureza, microestrutura e consistência metahirgica
do material da peça são fatores que também podem afetar o acabamento que,em geral, é melhorado da seguinte forma:
• Composição química desfavorável ao aparecimento da -41'0.
• Alta dureza e baixa ductilidade.
• Granulação tina e alta dureza dos rnícroconstítuintes.
• Consistência nas propriedades ao longo de toda a seção transversal.
Materiais para ferramenta mais resistentes ao desgaste suportam velocidadesde corte mais altas, permitindo a elírnínação da aresta postiça de corte. Assim,
ferramentas de metal duro, cerâmicas ou de diamante poli cristalino asseguram
291(
(_.,(,
(
'{
-'-y
(
-c\
'-(,
'1
-,r(
)
)
)
)
J.
292 TEORIA DA USINAGEM DOS MATERIAIS
um melhor acabamento que ferramentas de aço rápido. A condutividade térmicada cerâmica é menor que a do metal duro, portanto, a temperatura na interfaceferramenta/cavaco será maior para a cerâmica, o que reduz a possibilidade deaparecimento de aresta postiça de corte e melhora o acabamento da superfícieusínada (ANSELL & TAYLOR, 1962).
O fluido de corte reduzo desgaste da ferramenta e o atriLo entre a rena-\
/
)
)
)
)
)
)
)
)
)
)
)
)
)
menta e a peça ou o cavaco, contribuindo para uma melhoría do acabamento.O fluído atuando como refrigerante, entretanto, pode aumentar a resistência aocisalhamento do material da peça e, consequentemente, a força de usínagem,prejudicando, assim, o acabamento da peça. Um revestimento aplicado sobreuma ferramenta para atuar como lubrificante, ou ainda para diminuir a afinidadequímica entre o material da peça e a ferramenta, pode contribuir Para melhoraro acabamento.
9.2 ALTERAÇÕES SUBSUPERFICIAIS
Durante a usinagern, o processo de remoção de cavaco cria uma superfíciecom uma camada bastante diferente da existente anteriormente ao corte e, in-variavelmente, com alterações abaixo da superfície. A identificação dessas alte-rações é de suma importância, principalmente em componentes que trabalharão
sujeitos a altas tensões, em particular tensões alternadas ou ainda sob altas tem-peraturas ou em ambientes corrosivos, porque a resistência à fluência e outraspropriedades mecânicas podem ser afetadas. As principais alterações observadasem operações de usínagem são agrupadas de acordo com a sua origem, podendoser de natureza mecânica ou metalúrgíca (JUNEJA & SWKHON, 1987; DROZDA& WICK, 1983; VON TURKOVICH &FIELD, 1981; FIELD et al., 1972).
9.2.1 Alterações de natureza mecânica
•. Deformação plástica: alteração bastante comum na usínagern de des-
baste. Oonsiste da deformação plástica na e sob a superfície do compo-nente. Pode ser ídentíftcada pelas estruturas rnetalúrgícas alongadas na
direção do fluxo de deformação.
• Rebarbas: podem ser fragmentos de aresta postiça de corte ou, ainda,na retificação de materiais dúcteis, as rebarbas que surgem pela inca-pacidade do abrasivo de transformar em cavaco o material deformado
'J".:{'
I!I
Integridade Superficial 293
plasticamente. Em geral, essas alterações influenciam não só a superfí-cie usínada, mas-também a rugosídade.
~ Alterações de microdureza: a dureza da peça pode sofrer alteraçõessignificativas ao longo de sua seção transversal em função de altera-ções metalúrgicas. No caso de aços, por exemplo, a temperatura atingi-da na superfície, associada à velocidade de resfriamento (severidade),podem levar à formação de martensíta não revenida ou ao revenídodessa martensita. No primeiro caso, tem-se a elevação da microdurezadas camadas atingidas; no segundo, a redução da dureza em relação aovalor inicial.
•• Trincas: mícro ou macrotríncas podem surgir na peça durante a usí-nagem, principalmente se processos não convencionais forem usados.Entretanto, tendem a ser mais frequentes em materiais frágeis. Mícro-trincas são prejudiciais à resistência à fadiga e à corrosão sob tensão,portanto, devem ser evitadas.
•• Terf1,$õesresiduais: podem ser de tração ou de compressão e de in-tensidade e profundidade variadas. A tensão de compressão é benéfica,visto que aumenta a resistência à fadiga da peça. Normalmente, quantomaior o desgaste da ferramenta, mais intensa e profunda será a tensãoresidual de compressão.
9.2.2 Alterações de natureza metalúrgica
" Recristaiieaçõo: qualquer metal cujas superfícies são deformadas plastica-mente durante a operação de usínagem pode sofrer recrístalízação quandoaquecido a temperaturas superiores às temperaturas de recrístahzação.
" Transformação defases: as altas temperaturas desenvolvidas durantea usínagem podem promover a transformação de fase na superfície doscomponentes usínados, Na usínagern dos aços, pode ocorrer a formaçãode martensíta frágil e não revenída.
9.3 AVALIAÇÃO DA INTEGRIDADE SUPERFICIAL
Field et ai. (1972) propõem um conjunto mínimo de dados para a avaliaçãoda integridade superfícial que define os testes essencíais para obter informaçõesmínimas a respeito da integridade de um componente, a saber:
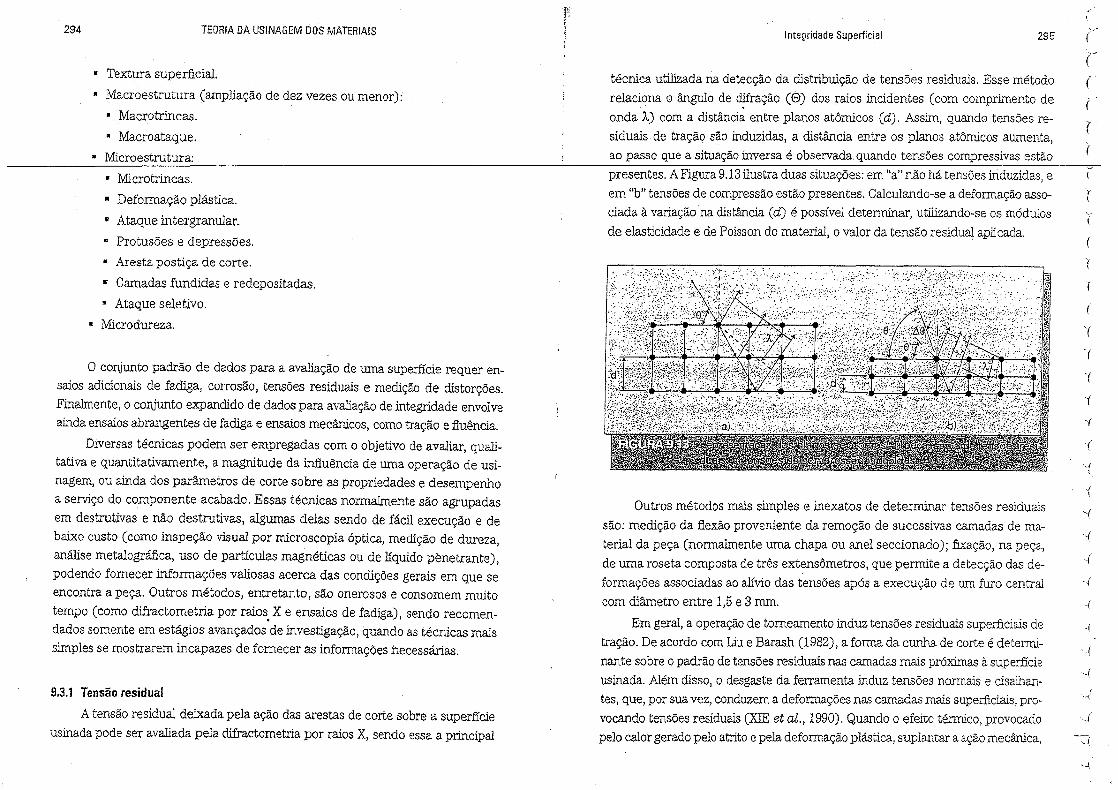
294 TEORIA DA US1NAGEM DOS MATERIAIS
• Textura superficial.• Macroestrutura (ampliação de dez vezes ou menor):
• Macrotrincas.~ Macroataque.
• Microestrutura:
TII Integridade Superficial 295 (
r({'
(
(
técnica utilizada na detecção da distribuição de tensões residuais. Esse métodorelaciona o ângulo de dífração (E» dos raios incidentes (com comprimento deonda Â.) com a distânci~ entre planos atômícos (d). Assim, quando tensões re-siduais de tração são induzidas, a distância entre os planos atômícos aumenta,ao passo que a situação inversa é observada quando tensões compressívas estão
• Micro trincas.• Deformação plástica." Ataque íntergranular,•• Protusões e depressões.• Aresta postiça de corte.•• Camadas fundidas e redeposítadas,'" Ataque seletivo.
•• Microdureza.
o conjunto padrão de dados para a avaliação de uma superfície requer en-saios adicionais de fadiga, corrosão, tensões residuais e medição de distorções.Finalmente, o conjunto expandido de dados para avaliação de integridade envolveainda ensaios abrangentes de fadiga e ensaios mecânicos, como tração e fluência.
Diversas técnicas podem ser empregadas com o objetivo de avaliar, quali-tativa e quantitativamente, a magnitude da influência de uma operação de usi-nagern, ou ainda dos parâmetros de corte sobre as propriedades e desempenhoa serviço do componente acabado. Essas técnicas normalmente são agrupadasem destrutivas e não destrutivas, algumas delas sendo de fácil execução e debaixo custo (como inspeção visual por microscopia õptica, medição de dureza,análise metalográâca, uso de partículas magnéticas ou de liquido penetrante),podendo fornecer informações valiosas acerca das condições gerais em que seencontra a peça. Outros métodos, entretanto, são onerosos e consomem muitotempo (corno difractornetria por raios X e ensaios de fadiga), sendo recomen-,dados somente em estágios avançados de investigação, quando as técnicas maissimples se mostrarem incapazes de fornecer as informações necessárias.
9.3.1 Tensão residual
A tensão residual deixada pela ação das arestas de corte sobre a superfícieusinada pode ser avaliada pela difractometria por raios X, sendo essa a principal
presentes. AFigura 9.13ilustra duas situações: em "a" não há tensões induzidas, eem "b" tensões de compressão estão presentes. Calculando-se a deformação asso-ciada à variação na distância (d) é possível determinar, utilizando-se os módulosde elasticidade e de Poisson do material, o valor da tensão residual aplicada.
Outros métodos mais simples e inexatos de determinar tensões residuaissão: medição da flexão proveniente da remoção de sucessivas camadas de ma-terial da peça (normalmente uma chapa ou anel seccionado); fixação, na peça,de uma roseta composta de três extensômetros, que permite a detecção das de-formações associadas ao alívio das tensões após a execução de um furo centralcom diâmetro entre 1,5 e 3 rnm.
Em geral, a operação de torneamento induz tensões residuais superficiais detração. De acordo com Liue Barash (1982), a forma da cunha de corte é deterrni-nante sobre opadrão de tensões residuais nas camadas mais próximas à superfícieusinada. Além disso, o desgaste da ferramenta induz tensões normais e cisalhan-tes, que, por sua vez, conduzem a deformações nas camadas mais superficiais,pro-vocando tensões residuais (XIE et al., 1990). Quando o efeito térmico, provocadopelo calor gerado pelo atrito e pela deformação plástica, suplantar a açãomecânica,
(
(
(
(
(
(
'(
(
.~.!;
-J\
-(
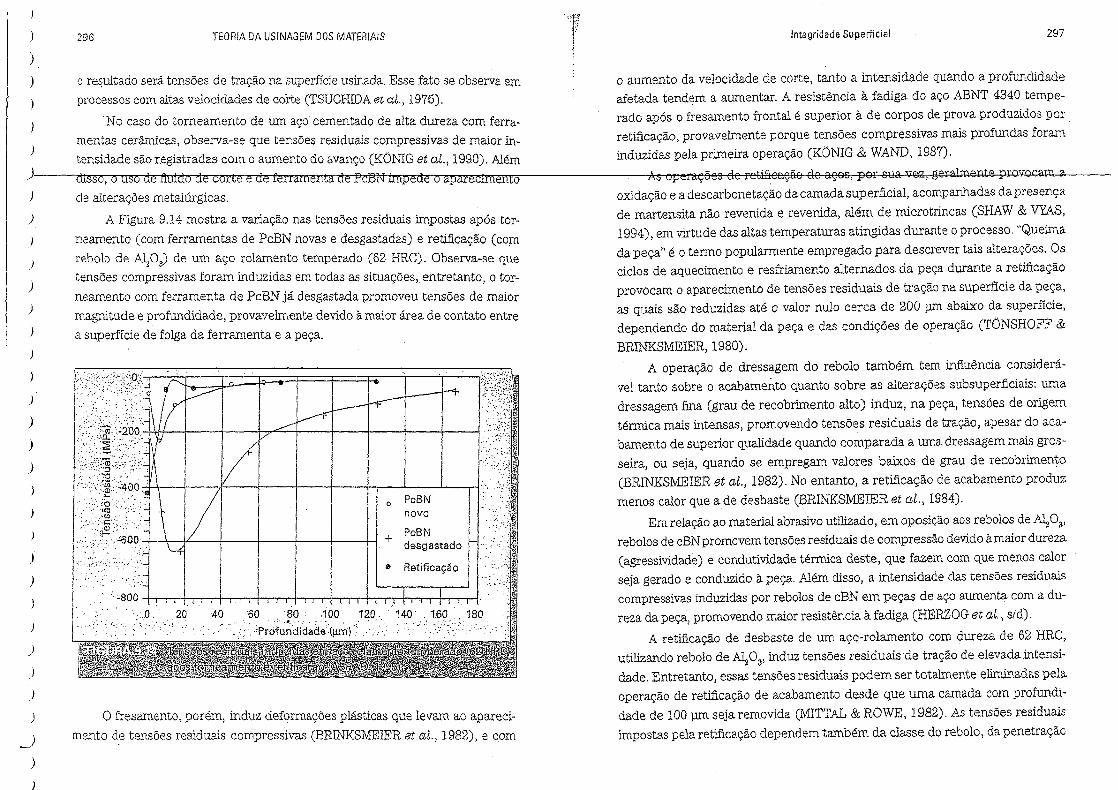
)
)) o resultado será tensões de tração na superfície usinada. Esse fato se observa em o aumento da velocidade de corte, tanto a intensidade quando a profundidade) processos com altas velocidades de corte (TSUCHIDAet ai., 1975). afetada tendem a aumentar. A resistência à fadiga do aço ABNT 4340 ternpe-) No caso do torneamenro de um aço cementado de alta dureza com ferra- rado após o fresamento frontal é superior à de corpos de prova produzidos por) mentas cerâmicas, observa-se que tensões residuais cornpressívas de maior in- retificação, provavelmente porque tensões compressivas mais profundas foram
tensidade são registradas com o aumento do avanço (KONIGet oi., 199.0).Além induzidas pela primeira operação (KONIG & WAND, 1987).»---<d1tisSlS>lOi';, ()oi:urns()o"td!ee'1JtITU1rndd1o:n:ldEe'ZC:(Jo'!"rcCtene~de-ef;re~r,.rarormneelIT\ttGand:lte~P~ccJB3il~'1-1Jl:!tmt!pp;eedde-eOOi1aq:pi1'ial'ire~c;timmee;yjnt<to)---------j;A[$5-{o~p~e~ra8;(ç~,õ~e~s-tdi€e~rrEe:ttuii·fil€c:6;a~çã~oHl.-de-e-aa*içe:os&;,-]p~o:nr'-ls;<ul{!at-:'~l@~z~,..gg~@r~al:lllmw.e@~nMte4lP~ro;):\)/:c'ro)Cc;aarom-"a.---) de alterações metalúrgícas, oxidação e a descarbonetação da camada superficial, acompanhadas da presença) A Figura 9.14 mostra a variação nas tensões residuais impostas após ter- de martensíta não revertida e revenida, além de mícrotríncas (SHAW & VYAS,) neamento (com ferramentas de PcBN novas e desgastadas) e retificação (com 1994), em virtude das altas temperaturas atingidas durante o processo. "Queima) rebolo de AIP3) de um aço rolamento temperado (62 HRC). Observa-se que da peça" é o termo popularmente empregado para descrever tais alterações. Os) tensões compressivas foram induzidas em todas as situações, entretanto, o tor- ciclos de aquecimento e resfriamento alternados da peça durante a retificação
nearnento com ferramenta de PcBN já desgastada promoveu tensões de maior provocam o aparecimento de tensões residuais de tração na superfície da peça,) magnitude e profundidade, provavelmente devido à. maior área de contato entre as quaís são reduzidas até o valor nulo cerca de 200 um abaixo da superfície,) a superfície de folga da ferramenta e a peça. dependendo do material da peça e das condições de operação (TONSHOFF &) BRINKSMEIER,1980),) A operação de dressagem do rebolo também tem influência considerá-) vel tanto sobre o acabamento quanto sobre as alterações subsuperficíais: uma) T dressagem fina (grau de recobrimento alto) induz, na peça, tensões de origem
térmica mais intensas, promovendo tensões residuais de tração, apesar do aca-) bamento de superior qualidade quando comparada a uma dressagem mais gros-) seira, ou seja, quando se empregam valores baixos de grau de recobrímento) (BRINKSMEIERet al., 1982). No entanto, a retificação de acabamento produz
)o PcBN menos calor que a de desbaste (BRINKSMEIER et al., 1984).
novo) + PcBN Em relação ao material abrasivo utilizado, em oposição aos rebolos de ~03'
".~uu·-t--r+--+--+---+--I--...J-.j desgastado rebolos de cBNpromovem tensões residuais de compressão devido à maior dureza) l& Retificação (agressívídade) e condutívidade térmica deste, que fazem coro que menos calor). , -': seja gerado e conduzido à peça. Além disso, a intensidade das tensões residuais
compressivas induzídas por rebolos de cBN em peças de aço aumenta com a du-reza da peça, promovendo maior resistência à fadiga (HERZOGet alo , s/d).
A retificação de desbaste de um aço-rolamento com dureza de 62 HRC,utilizando rebolo de ~03' induz tensões residuais de tração de elevada intensí-dade. Entretanto, essas tensões residuais podem ser totalmente eliminadas pela.operação de retificação de acabamento desde que uma camada com profundi-dade de 100]J.ffi seja removida (MITT.ó,.L& ROWE, 1982). As tensões residuaisimpostas pela retificação dependem também da classe do rebolo, da penetração
)
)
)
)
)
..J)
296 TEORIA DA USINAGEM DOS MATERIAIS'1"';,:?
,~
Integridade Superficial 297
40 60 .80. .100 120. '140 ::' l60",.. 180.'Pn;f~~clídad~::(~} ..•.'.-
o fresamento, porém, induz deformações plásticas que levam ao apareci-mento de tensões residuais compressivas (BRINKSMEIERet al., 1982), e com
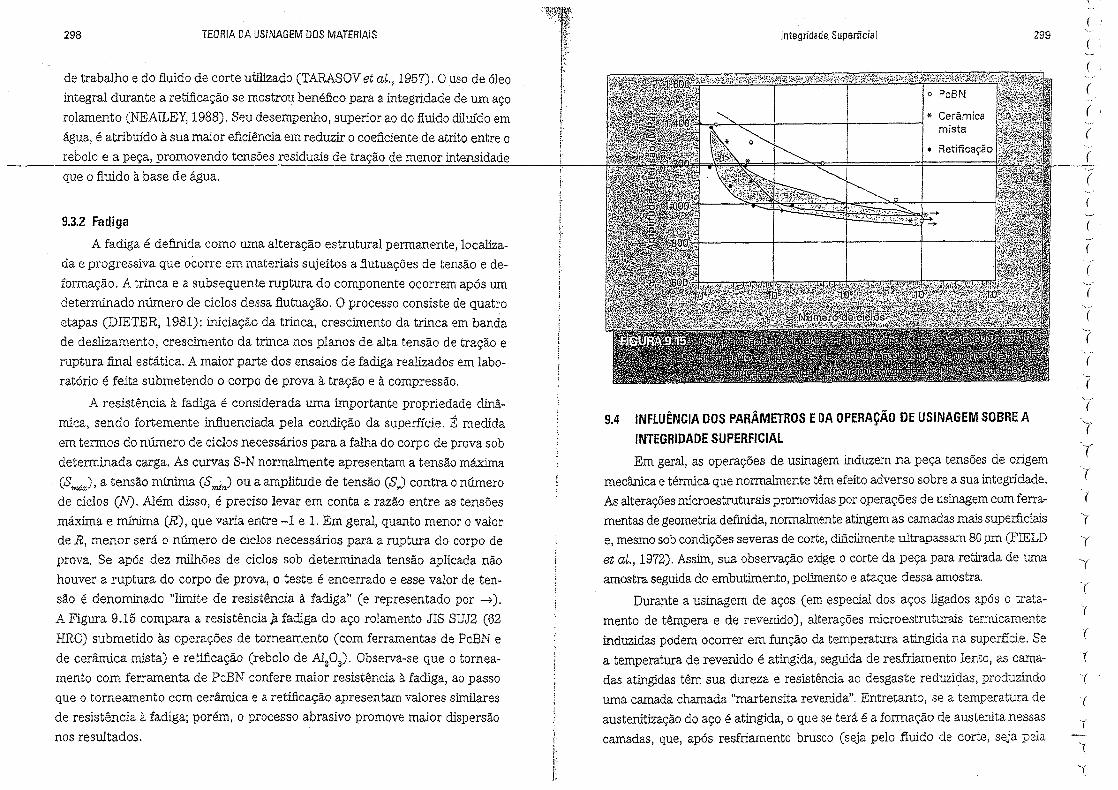
298 TEORIA DA USrNAGEM DOS MATERIAIS
de trabalho e do fluido de corte utilizado (TARASOVet ci., 1957). °uso de óleointegral durante a retíficação se mostrou benéfico para a integridade de um açorolamento (NEAILEY,1988). Seu desempenho, superior ao do fluido diluído emágua, é atribuído à sua maior eficiência em reduzir o coeficiente de atrito entre orebolo e a peça, promovendo tensões residuais de tração de menor intensidade
Integridade. Superficial
o PcSN
•. Cerâmica,-;<~"".,..--+-----t------l mista
• Retificação
que o fluido à base de água.
9.3.2 Fadiga
A fadiga é definida como uma alteração estrutural permanente, localiza-da e progressiva que ocorre em materiais sujeitos a fl.utuações de tensão e de-formação. A trinca e a subsequente ruptura do componente ocorrem após umdeterminado número de ciclos dessa fiutuação. O processo consiste de quatroetapas (DIETER, 1981): iniciação da trinca, crescimento da trinca em bandade deslizamento, crescimento da trinca nos planos de alta tensão de tração eruptura final estática. A maior parte dos ensaios de fadiga realizados em labo-ratório é feita submetendo o corpo de prova à tração e à compressão.
A resistência à fadiga é considerada uma importante propriedade dinâ-mica, sendo fortemente influenciada pela condição da superfície. É medidaem termos do número de ciclos necessários para a falha do corpo de prova sobdeterminada carga. As curvas S-N normalmente apresentam a tensão máxima(S,,,>.4.1;), a tensão mínima (Smtn) ou a amplitude de tensão (SJ contra o númerode ciclos (N). Além disso, é preciso levar em conta a razão entre as tensõesmáxima e mínima (R), que varia entre -1 e 1.Em geral, quanto menor o valorde R, menor será o número de ciclos necessários para a ruptura do corpo deprova. Se após dez milhões de ciclos sob determinada tensão aplicada nãohouver a ruptura do corpo de prova, o teste é encerrado e esse valor de ten-são é denominado "limite de resistência à fadiga" (e representado por -7).A Figura 9.15 compara a resístêncía a fadiga do aço rolamento JIS SUJ2 (62HRC) submetido às operações de torneamento (com ferramentas de PcBN ede cerâmica mista) e retificação (rebolo de AlZ03). Observa-se que o torneá-mente com ferramenta de PcBN confere maior resistência à fadiga, ao passoque o torneamento com cerâmica e a retificação apresentam valores similaresde resistência à fadiga; porém, o processo abrasívo promove maior dispersãonos resultados.
9.4 INFLUÊNCIA DOS PARÂMETROS E DA OPERAÇÃO DE USINAGEM SOBRE AINTEGRIDADE SUPERFICIALEm geral, as operações de usínagem induzem na peça tensões de origem
mecânica e térmica que normalmente têm efeito adverso sobre a sua integridade,As alterações microestruturais promovidas por operações de usínagem com ferra-mentas de geometria defínída, normalmente atingem as camadas mais superficiaise, mesmo sob condições severas de corte, dífícilmente ultrapassam 80 um (FIELDet al., 1972), Assim, sua observação exige o corte da peça para retirada de umaamostra seguida do embutimento, polimento e ataque dessa amostra.
Durante a usínagern de aços (em especial dos aços ligados após o trata-mento de têmpera e de revenido), alterações microestruturais termicamenteinduzídas podem ocorrer em função da temperatura atingida na superfície. Sea temperatura de revenido é atingida, seguida de resfriamento lento, as cama-das atingidas têm sua dureza e resistência ao desgaste reduzidas, produzindouma camada chamada "rnartensíta revertida". Entretanto, se a temperatura deaustenítízação do aço é atingida, o que se terá. é a formação de austeníta nessascamadas, que, após resfriamento brusco (seja pelo fluido de corte, seja pela
299(.....(
(
(
(
(
(
(
(',~
(
(
(-'(
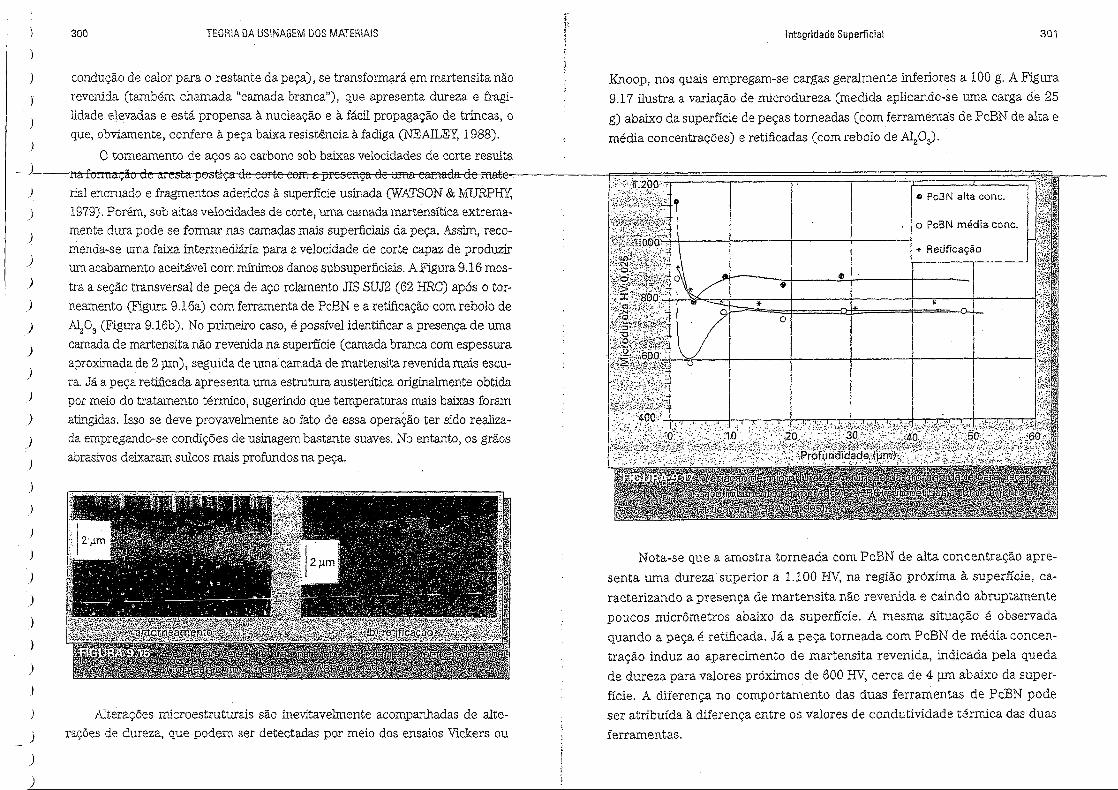
)
)
)
)
)
)
300 TEORIA DA USINAGEM DOS MATERIAIS
condução de calor para o restante da peça), se transformará em martensita nãorevenída (também chamada "camada branca"), que apresenta dureza e fragi-lidade elevadas e está propensa à nucleação e à fácil propagação de trincas, oque, obviamente, confere à peça baixa resistência à fadiga (NEAlLEY,1988).
O tomeamento de aços ao carbono sob baixas velocidades de corte resulta
ríal encruado e fragmentos aderidos à superfície usinada (WATSON& MURPHY,1979). Porém, sob altas velocidades de corte, uma camada martensítica extrema-mente dura pode se formar nas camadas mais superficiais da peça. Assim, reco-menda-se uma faixa intermediária para a velocidade-de corte capaz de produzirum acabamento aceitável com mínimos danos subsuperfrciaís. AFigura 9.16 mos-tra a seção transversal de peça de aço rolamento JIS SUJ2 (62 HRe) após o ter-neamento (Figura 9.16a) com ferramenta de PcBN e a retificação com rebolo de.A1z0s (Figura 9.16b). No primeiro caso, é possível identificar a presença de umacamada de martensíta não revenida na superfície (camada branca com espessuraaproximada de 2 um) I seguida de uma camada de martensita revenida mais escu-ra. Já a peça retificada apresenta uma estrutura austenítica originalmente obtidapor meio do tratamento térmico, sugerindo que temperaturas mais baixas foramatingidas. Isso se deve provavelmente ao fato de essa operação ter sido realiza-da empregando-se condições de usínagem bastante suaves. No entanto, os grãosabrasívos deixaram sulcos mais profundos na peça.
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
J)
Alterações microestruturais são inevitavelmente acompanhadas de alte-rações de dureza, que podem ser detectadas por meio dos ensaios Vickers ou
Integridade Superficial 301
Knoop, nos quais empregam-se cargas geralmente inferiores a 100 g. A Figura9.17 ilustra a variação de microdureza (medida aplicando-se uma carga de 25g) abaixo da superfície de peças torneadas (com ferramentas de PcBN de alta emédia concentrações) e retífícadas (com rebolo de AlPs)'
,.o
• PcBN alta cone.
o PcBN média cone.
.• Retificação
*
Nota-se que a amostra torneada com PcBN de alta concentração apre-senta uma dureza superior a 1.100 HV, na região próxima à superfície, ca-racterizando a presença de martensita não revenida e caindo abruptamentepoucos mícrômetros abaixo da superfície. A mesma situação é observadaquando a peça é retíficada. Já a peça torneada com PcBN de média concen-tração induz ao aparecimento de martensíta revenida, indicada pela quedade dureza para valores próximos de 600 HV, cerca de 4 prn abaixo da super-fície. A diferença no comportamento das duas ferramentas de PcBN podeser atribuída à. diferença entre os valores de condutívidade térmica das duasferramentas.
302 TEORIA DA USINAGEM DOS MATERIAIS
REFERÊNCIAS BIBLIOGRÁFICAS
ABRÃO, A. M. The machining of annealed and hardeneâ steets usingadvancedceramic cutting tools. Tese (ph.D.). University of Birmingham, 1995.
ABNT NBR ISO 4287. Especificações Geométricas do Produto (GPS) - Ru-çosidade - Método do Perfil- Termos, Definições e Parâmetros de Ruçosidade,
2002.ANSELL, C. T.; TAYLOR, J. "The surface fíníshing properties of a carbide andceramic cutting tool", Proceedimçscf the 3rd InternationalMTDR Conference.Advances in Machine Tool Design anâ Research, setembro 1962, p. 225-243.BACKER, W. R. et alo "The size effect ín metal cuttíng". Troms. of ASME, v. 74,
p. 61-71, 1952.
BRINKSMEIER, E. et alo "Residual stresses - Measurement and causes inmachíníng processes". Annals of the CIRP, v. 31, n. 2, p. 491-510, 1982.
BRINKSMEIER, E. et alo "Nondestructíve testíng for evaluatíng surfaceíntegríty". Annals of the CIRP, v. 33, n. 2, p. 489-509, 1984.
BUTTERY, T. C.; ARCHARD, J. F. "Gríndíng and abrasrve wear", Proc. Inst.Mech, Engrs., V. 185, n. 43, p. 537-551, 1971.
DAGNALL, H. Exploring surface texture. 2. ed. Londres: Rank Taylor HobsonLimited, 1986.DIETER, G. E. Metalurgia mecânica. Rio de Janeiro: Guanabara Koogan, 1981.
DROZDA, T. J.; WICK, C. "Tools and manufacturing engíneers handbook -Machíníng", SME, p. 21-40,1983.
FIELD, M. et ai. "A revíew of rneasuríng methods for surface íntegríty", Annalsof the CIRP, V. 21, p. 219-238, 1972.
HERZOG, R. et alo"Residual stresses ofheat treated steels wíth different hardnessafter gríndíng with cubic boron nítríde". CBN - International Conference onResidual Stresses ICRS2. Nancy, s/d,
ISO 4288. Rugosidade Superficial, 1996.
JUNEJA, B. L.; SWKHON, G. S.Fundamentals of metai cuuimq omâ machimetools. Nova Délhi: JOM Wiley & Sons, 1987.
KALPAKJlAN, S. Manufacturing engineering and technology. 3. ed. NovaYark: Adclison-WesleyPublishing Co., 1995.
Integridade Superficial
KÓNIG, W.e; WAND, T. H. "Turning bearing steeI wíth amborite and cerarnic''.Industrial DiamondReview, n. 3, p, 117-120,1987.____ o et al. "Fine turníng & drilling hardened steels". Industrial DiamondReoieio, v. 2, n. 90, p. 79-85, 1990.
LINDBERG, R. A. Processes cmâ materiais of mamufacture. Nova Jersey:
Prentice Hall, 1990.LIU, C. R.; BARASCH, M. M. "Varíables governíng pattems of mechanical residualstress in a machíned surface", Journol of Engineering for Industry. Trams. ojASME, n. 104, p. 257-264, 1982.METALS HANDBOOK. "Fatigue testíng mechanícal testíng", Nova York: ASMInternational, s/d.
MITTAL, R. N.; ROWE, G. W. "Residual stresses and their removal from ground
ín 31 steel components". Metais Technology, n. 9, maio 1982, p. 191-197.MUMMERY, L. "Surface textura analysis - The handbook". HommelwerkeGmbH,1992.NAKAYAMA,K. et alo"Relationshíp between cuttíng forces, temperature, built-
up edge and surface fínish", Annals of CIRP, v. 14, p. 211-223, 1966.NEAILEY, K. "Surface integrity of machined components/mícrostructuralaspects", Metais anâ Materiais, fevereiro 1988, p. 93-96.SATA, T. "Surface finish ín metal cuttíng", Annals of the CIRP, v. 12, n. 4,p. 190-197,1963.
SCHAFFER, G. H. "The many faces of surface texture". American Machinis:andAutomatedManufacturing,junho 1988, p. 61-68.SHAW,M. C. "Metal cuttíng princíples", Ozforâ Science Pubiicazura, 1984.
____ ; VYAS, A. "Heat-affected zones in grindíng steel". Anmals of theCIRP, V. 43, n. 1, p. 279-282, 1994.
____ o "Heat-affected zones in gríndíng steel", Annals of the CIRP, V. 43,n. 1, p. 279-282, 1994.SHQUCKRY, A. S. "The effect of cutting conclitions on dimensional accuracy",
Wear, v. 80, p. 197-205, 1982.SMITH, G. T. Industricü metrology: surface and roumdmess, 2002.
TARASOV, L. P. et ai. "Effect of gríndíng condítíons and resultant residualstresses on the fatigue strength of hardened steel". Proceedings of the 161
"
303 (
(
(
(
(
(
(
(
(
(
((
(
(
(
(
(-"(
(.:»
(
(
(-"
(-/
(~.
(.,/
(
(
(
(....•(
(
('..•.••..'
(~.(
304 TEORIA DA US1NAGEM DOS MATERIAIS
'l~
rri!
Annual Meeting of the American Society for Testing and Materiais, n..57,junho 1957, p, 601-623.
TONSHOFF, H. K; BRJNKSMEIER, E. "Determinatíon of rnechanícal andtherrnal infíuences on machined surfaces by microhardness and residual stressanalysis".Annals of the CIRP, v. 29, n. 2, p, 519-530,1980.
)
)
)
)
)
)
)
)
)
TSUCHIDA, K. et alo "A study on the residual stress distríbutíons by turníng".Bulletin of the Japan Society of Mechanieal Ençineerinç, V. 18, n. 118,p. 123-130, 1975.
VON TURKUv'1CH, B. F.; FIELD, M. "Survey on material behavior ín machiníng".Annals of CIRP, v. 30, n. 2, 1981, p. 533-540.
WATSON, D. w.; MORPHY, M. C. "The effect of machíníng on surface integríty".The Metallurgíst and Materiais Teehnologíst, abril 1979, p. 199-204..
W1iITEHOUSE, D. J. "Review article: surface metrology". Meas. Sei. Techmol.,n. 8, p. 955-972, 1997.
XIE, Q. et alo "On tool wear and its effect on machined surface íntegrity",
Journal of Materiais Shaping Technology, n. 8, p. 255-265, 1990.
A velocidade de corte tem grande influência sobre o desgaste e, consequen-temente, sobre a vida da ferramenta de usínagem. Influência essa mais sígnífíca-tiva que o avanço e a profundidade de usínagern, uma vez que atua fortementesobre a economia do processo como um todo. Isso indica que, de maneira geral,para a otímízaçãc da produtividade em um processo de usinagem, deve-se, a prin-cípio, aumentar a profundidade de usinagem, em seguida, aumentar o avanço e,por último, elevar a velocidade de corte, mas sempre observando-se a limitação depotência da máquina e a resistência mecânica da peça e das ferramentas. Como
O avanço está relacionado ao acabamento superficial, seu aumento também serálimitado por esse fator.
Quando se aumenta a velocidade de corte, o tempo de usínagem diminui,
mas o desgaste da aresta se acelera significativamente, por isso, esta deve sersubstituída com mais frequência, Para a usinagem seriada de grandes lotes depeças em altas velocidades de corte, o somatório dos tempos de troca de arestapode ser muito alto. Pode-se ter uma situação, por exemplo, em que o tempode cada troca de aresta equivale ao tempo de corte de várias peças. Portanto,altas velocidades de corte induzem a frequentes trocas de aresta, contribuindoassim para aumentar o tempo de fabricação de um lote. Porém, se a velocidadede corte utilizada for significativamente baixa, o desgaste será pequeno e podenão haver necessidade de troca frequente de aresta. Nesse caso, mais uma vez,o tempo de usinagem do lote também tende a ser alto, pois o tempo efetivo de
usínagem é alto. Dessa forma, tudo leva a crer que há uma velocidade de corte"ideal" intermediária às velocidades anteriores na qual o tempo de fabricação dolote é mínimo, uma vez que a função tempo de corte como função da velocidadede corte [te =f(v)J parece aumentar quando v aumenta ou diminui.
A situação descrita anteriormente foi observada durante os primeiros estu-dos econômicos sobre usínagem realizados por Frederick W. Taylor, nos EstadosUnidos e por G. Schlesinger, na Alemanha, no irúcio do século XX (FERRARESI,
306 TEORIA DA USINAGEM DOS MATERIAIS
1977). Desde então, o desenvolvimento tecnológico tem sido intenso e algunsconceitos mudaram bastante. No início, usavam-se definições de velocidade decorte de máxima produção como sendo aquela em que se produzia o máximovolume de cavacos em um determinado tempo total de corte. Mais tarde, esseconceito foi mais bem definido como velocidade de corte, sendo aquela em queo tempo de produção de uma peça em um lote e nurumo. Neste capItUlosomen-te serão apresentados os conceitos básicos e aplicados a ferramentas de arestaúnica em uma operação de tomeamento cilíndrico externo.
Esses mesmos conceitos, no entanto, poderão ser estendidos a outras fer-ramentas e operações. Aqui também se admite que já tenham sido escolhidos asequência de operações e o ferramental adequado. As possibilidades de reduçãode tempo de usínagem por meio de decisões administrativas e financeiras tam-bém não são os objetivos deste capítulo.
10.1 CÁLCULO DA VELOCIDADE DE MÁXIMA PRODUÇÃO (vMXP)
Um ciclo básico e genérico de usinagem de uma peça, pertencente a umlote de Z peças, pode ser constituído das seguintes fases:
• Fase a: preparo da máquina-ferramenta para usínagem de um lote de Z
peças.• Fase b: colocação e âxação da peça para usínagem na máquina-ferra-
menta (carga).•• Fase c: aproximação ou posicionamento da ferramenta para o início do
corte.• Fase d: corte da peça.• Fase e: afastamento da ferramenta.•• Fase] soltura e retirada da peça usínada (descarga).
A redução de tempo correspondente à fase "a" pode ser conseguida pormeio de um adequado planejamento de processos, pelo emprego de dispositivosetc. As fases "c" e "e" podem ser otímízadas por um adequado programa CNC,caso a máquina permita. Mesmo as fases "b" e "f" também podem ser otimi-zadas por dispositivos especiais de fixação, sistemas autornatízados de carga!descarga etc. Este capítulo, porém, pretende otímízar a fase "d", que dependediretamente dos parâmetros de usinagem selecionados.
Condições Econômicas de Corte 307 (
(
(
(
(
(
(
A fím de tomar o estudo analitico-matemático, usam-se os seguintes sím-bolos para designar cada uma das parcelas de tempo durante o ciclo completode usínagern, anteriormente descrito:
t, ::::tempo total de usínagem de uma peça (fases de "a" a "f")
t - tempo de'preparo da máquina (fase "a");;
t ::::tempo de carga e de descarga da máquina (fases "b" e "f').s
t = tempo de aproximação e de afastamento da ferramenta (fases "c" e "e")a
t ::::tempo de corte (fase d)c
tI! == tempo de troca de ferramentaT = tempo de vida de uma arestanl
= número de trocas de aresta na produção do lote de Z peças
Z; = número de peças usínadas com uma aresta de corte no tempo (T)
Z ::::número total de peças no lote
(
(
(
{(t('
7r(
'(
(
rTr'(
'(
~(
,(
-(
-i-(
-(
-(
(
-(
-(
o tempo de usinagem de uma peça no lote pode ser calculado da seguinte
maneira:
(10.1)
Na expressão anterior, somente a quarta e a quinta parcelas têm, relaçãocom os parâmetros de corte. O número de trocas de aresta (nt) está relacionadoao tempo de corte Ct) e este depende diretamente do avanço e da velocidadede corte. O tempo de corte também depende da operação de usínagern que estásendo executada e será detalhadamente calculado mais à frente. O número detrocas, no entanto, pode ser calculado. As trocas de aresta deverão acontecer,no máximo, depois de decorrido o tempo de vida (T) de uma aresta. Assim, onúmero de peças usínadas CZ
t) deve ser o número inteiro resultante da divisão
do tempo de vida pelo tempo de corte:
(10.2)
Admitíndo-se que ao final do lote haverá uma troca, pode-se escrever que:
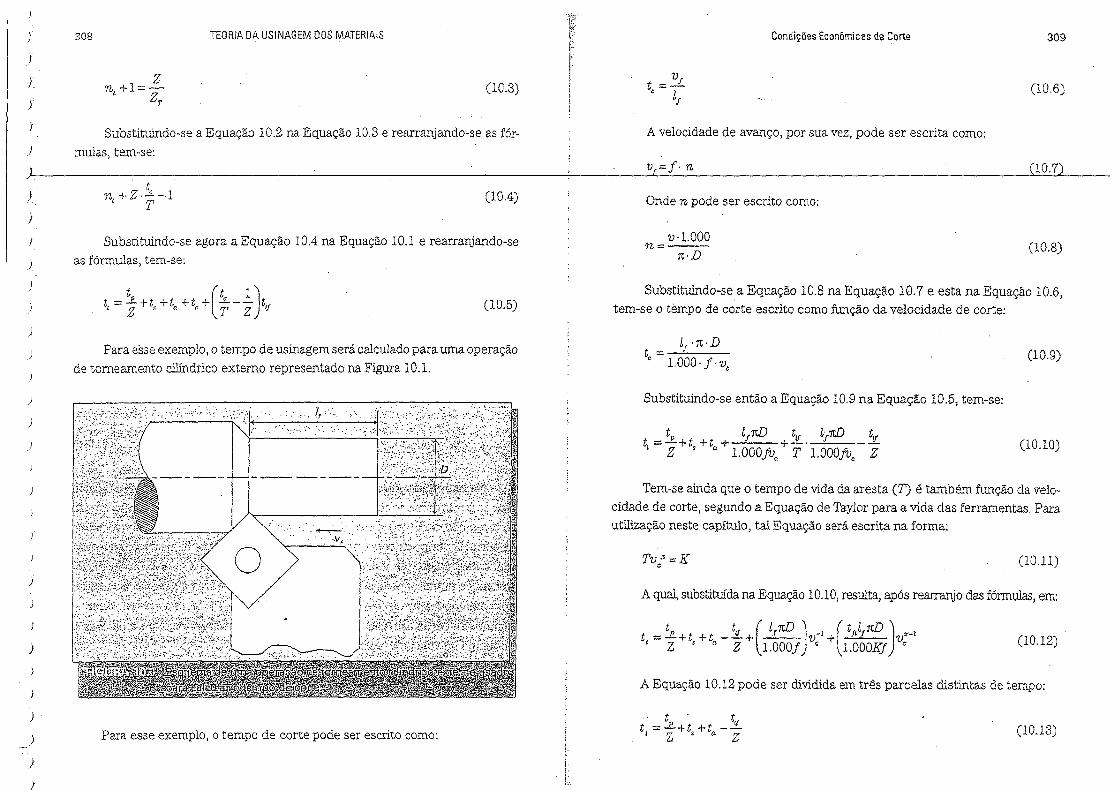
)
)
ry)"
)
308 TEORIA DA USINAGEM DOS MATERIAIS Condições Econômicas de Corte 309
Zn +1=-l Zr (10.3)
vt =.....Lt l
1(10,6)
Substituindo-se a Equação 10.2 na Equação 10,3 e rearranjando-se as fór-mulas, tem-se:
A velocidade de avanço, por sua vez, pode ser escrita como:
(10.7)
) Onde n pode ser escrito como:)
}
)
J)
J
)
)
)
)
)
)
)
)
)
(10,4)
Substituindo-se agora a Equação 10.4 na Equação 10,1 e rearranjando-ssas fórmulas, tem-se:
t (t 1)t :=...t.+t +t +t + ...L __ t'Z' fi C T Z If.
(10.5)
Para esse exemplo, o tempo de usínagem será calculado para uma operaçãode tomeamento cilíndrico externo representado na Figura 10.1.
Para esse exemplo, o tempo de corte pode ser escrito como:
v·l.OOOn==---
1t,D (10.8)
Substituindo-se a Equação 10.8 na Equação 10,7 e esta na Equação 10.6,tem-se o tempo de corte escrito como função da velocidade de corte:
l ,7t·Dt := _,,-I _c 1.000. J-», (10.9)
Substituindo-se então a Equação 10,9 na Equação 10,5, tem-se:
t l1tD t L1tD tti =1.+t +t" + f +L,.f L
Z 1.000fiJo T l.OOOjvc Z(10.10)
Tem-se ainda que o tempo de vida da aresta (T) é também função da velo-cidade de corte, segundo a Equação de 'Iaylor para a vida das ferramentas. Parautilização neste capítulo, tal Equação será escrita na forma:
Tv/, =K (10,11)
A qual, substituída na Equação 10.10, resulta, após rearranjo das fórmulas, em:
t t (lnDJ (tl1tD)t =1.+t +t _L+ _._r_ v-1+ ftf V,.-lI Z s " Z 1.000J o 1.000KJ c (10.12)
A Equação 10.12 pode ser dividida em três parcelas distintas de tempo:
00.13)
310 TEORJA DA USINAGEM DOS MATERIAIS
(10.14)
v"-1c (10.15)
Na Figura 10.2 representa-se, qualitativamente, o comportamento de cadauma. dessas parcelas de tempo designadas anteriormente como tI' tz e ta'
Observa-se que a primeira parcela (tJ) terá sempre uma forma constanteindependente da velocidade de corte. A segunda parcela (t2), por sua vez, temum comportamento inverso em relação à velocidade de corte, ou seja, diminuicom o aumento da velocidade de corte. Já a terceira parcela (ts) aumenta ex-ponencialmente com a velocidade de corte. Dessa forma, o comportamento dasoma dessas três parcelas conterá um ponto mínimo, à medida que se aumentaa velocidade de corte, como já era de S€ esperar.
Analisando-se a Equação 10.12, pode-se perceber que o tempo total deusínagem de uma peça é função de vc e de j Embora sendo o tempo funçãode ambas as variáveis, demonstra-se que não existe mínímo, do ponto de vistamatemático, nesse caso (FERRARESI, 1977). O efeito do aumento do avançoif) no tempo de corte (te) é uma função monotônica decrescente. O aumentodo avanço causa uma diminuição do tempo de corte e acarreta um aumento da
Condições Econômicas de Corte
força de corte, a qual pode atingir o límíte de resistência da aresta de corte ouda própria peça. Um valor de avanço muito alto também causa flexões na peça,prejudicando suas dimensões finais usínadas. Porém, o avanço é diretamenteproporcional à rugosidade superficial, a qual pode atingir limites inaceitáveispara a especiâcação da peça. Assim, o avanço não é uma variável de usinagem
um máximo valor aceitável, levando-se em conta as limitações de resistência dapeça ou da aresta, bem como a qualidade superficial e dímensional.
Para encontrar o ponto mínimo da Equação 10.12 em relação a vc' usa-seentão a seguinte derivada:
(10.16)
que resulta em:
(10.17)
Onde Vm:xp é a velocidade de máxima produção, ou seja, a velocidade emque a fabricação do lote de Z peças será em um tempo mínimo. Reescrevendo-sea Equação 10.17 da seguinte forma, pode-se avaliar o tempo de vida da ferra-mentanesse tempo:
(10.18)
(10.19)
ii
í1·/.iI'!t •
10.2 CÁLCULODA VELOCIDADE ECONÔMICA DE CORTE {v JPara os cálculos da velocidade econômica de corte necessita-se determi-
nar primeiramente o custo da operação de usínagem, Custo, em uma empresa,é um assunto de extrema delicadeza, pois envolve aspectos econômicos, lucra-tividade etc., temas geralmente tratados com bastante cautela e mantidos emsegredo, tanto quanto possível. Além disso, a sua determinação precisa é muitocomplexa, tanto que há extensos estudos a respeito, com contínuos melhora-
311 (
(
(
(
(
(
(
(
(
(
(
(
(
(
(
(
(
(
(
(
(
(-.-,<(
rtrt(
rr?((
(
)
)
)
}
)
)
)
)
)
)
).
)
)
)
)
)
)
)
)
)
)
312 TEORIA DA USINAGEM DOS MATERiAIS Condições Econõmicas de Corte 313
mentos para uma determinação mais precisa. Neste capitulo, pretende-se intro-duzir uma metodologia para a determinação de custo de apenas uma operaçãode usinagem, a qual pode ser estendida e aplicada a situações reais e certamentemais complexas. Com essa metodologia, chega-se a uma Equação de custos quepode ser tão completa quanto necessária, dependendo das parcelas incluídas.Tal equação conterá parcelas relacionadas às variáveis de usinagem e somente
e também do tempo de troca da aresta. O custo de uma troca de ferramentapode ser expresso daseguinte forma:
c. CC =-~_.+~if
npJ n"CR$) (10.23)
Onde:
Gllf
:=: custo do porta-ferramentas CR$)np.f = número máximo de vezes que o porta-ferramentas suporta a troca
de aresta
C;s = custo do ínserto CR$)na = número de arestas úteis no inserto
estas serão analisadas. Com esse objetivo em mente, definem-se algumas parce-
las de custo como sendo:
Gp
== custo de usinagern de Uma peça de um lote de Z peças
Gm
== custo de matéria-prima para uma peça (ou da peça antes da operação)
C, == custo do corte em usinagem
O ::= custo de operação da máquina (juros, depredação, manutenção, es-mt}
paço ocupado, energia consumída etc.)
C, == custo referente à ferramenta de corte
CIj == custo de uma troca de ferramenta
Substituindo-se as Equações 10.21, 10.22 e 10.23 na Equação 10.20,
obtém-se:
Dessa forma, definidas as parcelas, pode-se calcular o custo da operação
como sendo o somatório de diversas parcelas, a saber:
(10.24)
Usando-se a Equação 10.2, pode-se escrever que:
C =0 +C +0 +C). p m c mqCR$) (10.20)
tS tS tG =C +..L...!!..+~+....sCP '" 60 60 T if
(10.25)A parcela de custos Gm é constante em relação às condições de usinagem,
A parcela 0c pode ser calculada como:Usando-se agora a Equação 10.5, pode-se substituir tt na Equação 10.25.
Porém, para simplificar o raciocínio, a Equação 10.25 será abreviada agrupando-se as parcelas de tempo que índependern das condições de usínagem em uma
única parcela (tI):
CR$) (10.21)
Onde S /1. é o custo do operador da máquina, incluindo-se todos os encargos
em R$ por hora. A parcela G mq pode ser' calculada como: (10.26)
O ::::t,S"mq 60
(10.22)CR$) Onde:
Onde Smq é o custo de operação da máquina em R$ por hora. A parcela decusto da ferramenta (Or) envolve o custo da aresta de corte, do porta-ferramentas
(10.27)
314 TEORIA DA USINAGEM DOS MATERIAIS
Substituindo-se:
(10.28)
Para. si::rn:plifiearai:ftda mais, eriam se mai:s três constant@s, Gi' C; ~ C;,
como sendo:
(10.29)
(10.30)
(10.31)
Assim, a Equação 10.28 é agora escrita como:
C te te CC = +-+-I' 1 60 T 3
(10.32)
Para o caso do torneamento cilíndrico externo, utilizado anteriormentecomo exemplo, pode-se calcular o tempo de corte por meio da Equação 10.19,que será substituída na Equação 10.31, resultando em:
(10.33)
Usando-se novamente a Equação de Taylor e substituindo-se, tem-se:
.nDl -anC - C .J... C f V-I +C f v,<-}
p - l' 260.000j c 31.000Kf e(10.34)
De forma semelhante à análise realizada para a Equação 10.12, divide-se aEquação 10.32 em três parcelas distintas;
(10.35)
Condições Econômicas de Corte
reDlJ -1C = V
1'2 60.000j c(10.36)
reDlf x-IC - V1'3 - 1.000l(f r.
(10.37)
Na Figura 10.3 representa-se, qualitativamente, o comportamento de cadauma das parcelas de custo designadas anteriormente como CPl' Cp2 e Cp3'
Observa-se que a primeira parcela (CPl) terá sempre uma forma constante,independentemente da velocidade de corte. A segunda parcela (Cp2) , por suavez, tem um comportamento inverso em relação à velocidade de corte, ou seja,diminui com o aumento da velocidade de corte. Já a terceira parcela (Cps) au-menta exponencialmente com a velocidade de corte. Dessa forma, o compor-tamento da soma dessas três parcelas conterá um ponto mínirno,à medida quese aumenta a velocidade de corte, como já era de se esperar. Se a velocidadede corte usada for muito alta, os custos de troca de ferramenta serão domi-nantes, contribuindo, assim, para aumentar o custo totaL Se, ao contrário,utiliza-se uma velocidade de corte muito baixa, os custos de operação serãoaltos, contribuindo também para o aumento do custo total. Para encontrar omínimo custo, usa-se a mesma técnica já descrita para encontrar a velocidadede máxima produção. Da mesma forma, faz-se a análise de custos em função
315 (((
(
(.,,~
(
(
(.j
(._-"(
("-./
(../(
"--"(~J(
-..--'(
t7~(
fT7'··rT
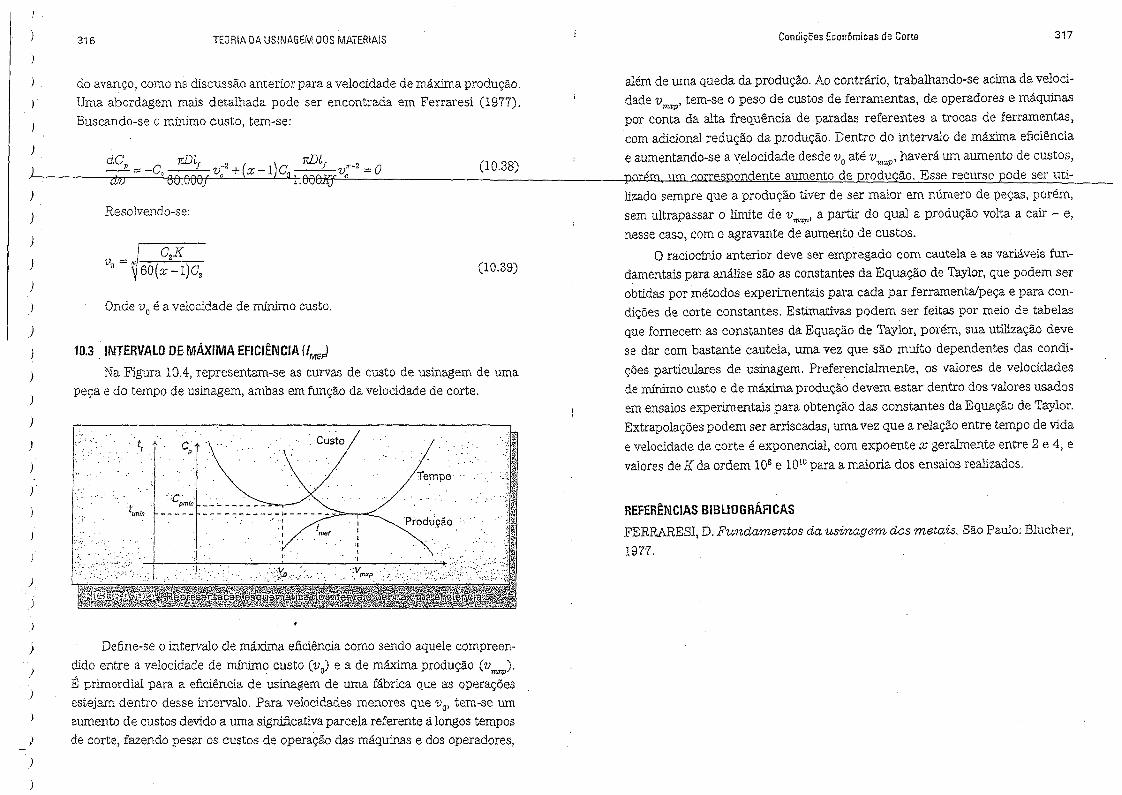
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
316 TEORIA OA USINAGEM DOS MATERIAIS Condições Econômicas de Corte 317
do avanço, como na discussão anterior para a velocidade de máxima produção.Uma abordagem mais detalhada pode ser encontrada em Ferraresi (1977).Buscando-se o mínimo custo, tem-se:
além de uma queda da produção. Ao contrário, trabalhando-se acima da veloci-dade vmxp' tem-se o peso de custos de ferramentas, de operadores e máquinaspor conta da alta frequência de paradas referentes a trocas de ferramentas,com adicional redução da produção. Dentro do intervalo de máxima eficiênciae aumentando-se a velocidade desde Vo até v'=' haverá um aumento de custos,
ndente aumento de rodu ão. Esse recurso pode ser utí-_-"-_V;'-2 :::O (10.38)
Resolvendo-se:lizado sempre que a produção tiver de ser maior em número de peças, porém,sem ultrapassar o limite de v""'C[" a partir do qual a produção volta a cair - e,nesse caso, com o agravante de aumento de custos.
O raciocínio anterior deve ser empregado com cautela e as variáveis fun-damentais para análise são as constantes da Equação de Taylor, que podem serobtidas por métodos experimentais para cada par ferramenta/peça e para con-dições de corte constantes. Estimativas podem ser feitas por meio de tabelasque fornecem as constantes da.Equação de Taylor, porém, sua utilização devese dar com bastante cautela, uma vez que são muito dependentes das condi-ções particulares de usínagem. Preferencialmente, os valores de velocidadesde mínimo custo e de máxima produção devem estar dentro dos valores usadosem ensaios experimentais para obtenção das constantes da Equação de Taylor.Extrapolações podem ser arriscadas, uma vez que a relação entre tempo de vidae velocidade de corte é exponencíal, com expoente a: geralmente entre 2 e 4, evalores de K da ordem 108 e lOlO para a maioria dos ensaios realizados .
(10.39)
Onde Vo é a velocidade de mínimo custo.
10.3 . INTERVALO DE MÁXIMA EFICIÊNCIA (IMEr1
Na Figura 10.4, representam-se as curvas de custo de usínagem de umapeça e do tempo de usínagem, ambas em função da velocidade de corte.
cp·.Custo
REFERÊNCIAS BIBLIOGRÁFICASFERRARESI, D.Fundamentos da usinaçem dos metais. São Paulo: Blucher,1977.
. Tempo··
- - - - - - - - - - -l- - - - - - __~_;::....-.,...<....' ,,!.,. I.. ,
Produção
Define-se o intervalo de máxima eficiência como sendo aquele compreen-dido entre a velocidade de mínimo custo (vo) e a de máxima produção (V)., "':"PE primordial para a efícíêncía de usínagem de uma fábrica que as operaçõesestejam dentro desse intervalo. Para velocidades menores que vo' tem-se umaumento de custos devido a uma significativa parcela referente a longos temposde corte, fazendo pesar os custos de operação das máquinas e dos operadores,
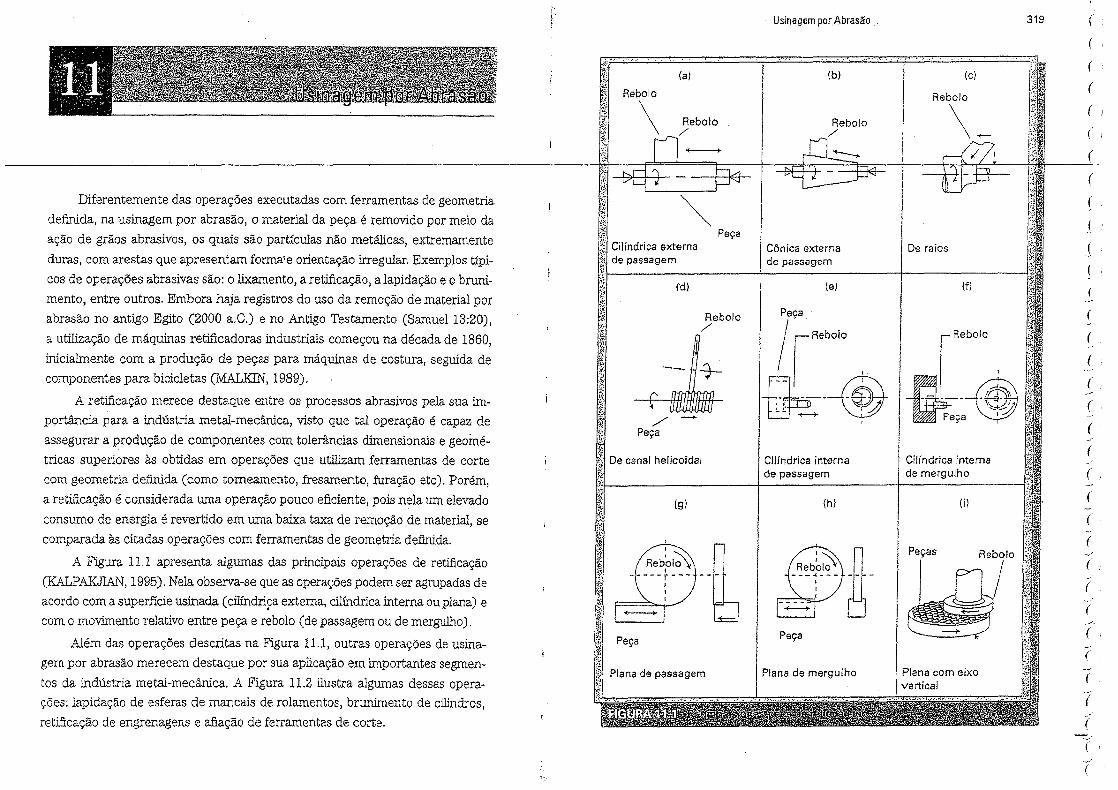
Usinagem por Abrasão
[a) (c)
& --+::>I-H-~; L.. .-J
l? -,~ ""e; Peça~ Cilíndrica externa Cênica externa;!li de passagem de passagem~:.~-------------r-------------r-----------~~:§;
I:~~
~~g~;"
~~ /-+~1 Peça}.:
Rebolo-:
Diferentemente das operações executadas com ferramentas de geometriadefinida, na usínagem por abrasão, o material da peça é removido por meio daação de grãos abrasivos, os quaís são partículas não metálicas, extremamenteduras, com arestas que apresentam forma-e orientação irregular. Exemplos típi-cos de operações abrasivas são: o Iíxamento, a retificação, a Iapidação e o bruni-mento, entre outros. Embora haja registros do uso da remoção de material porabrasão no antigo Egito (2000 a.C.) e no Antigo Testamento (Samuel13:20),a utilização de máquinas retífícadoras industriais começou na década de 1860,inicialmente com a produção de peças para máquinas de costura, seguida decomponentes para bicicletas (MALKIN,1989).
A retificação merece destaque entre os processos abrasívos pela sua im-portância para a indústria metal-mecânica, visto que tal operação é capaz deassegurar a produção de componentes com tolerâncias dimensionais e geomé-tricas superiores às obtidas em operações que utilizam ferramentas de cortecom geometria definida (como tomeamento, fresamento, furação etc). Porém,a retificação é considerada uma operação pouco eficiente, pois nela um elevadoconsumo de energia é revertido em uma baixa taxa de remoção de material, secomparada às citadas operações com ferramentas de geometria definida.
A Figura 11.1 apresenta algumas das principais operações de retificação(KALP.AKJlAN,1995). Nela observa-se que as operações podem ser agrupadas deacordo com a superfície usínada (cilíndrica externa, cilíndrica interna ou plana) ecom o movimento relativo entre peça e rebolo (de passagem ou de mergulho) .
Além das operações descritas na Figura 11.1, outras operações de usina-gem por abrasão merecem destaque por sua aplicação em importantes segmen-tos da indústria metal-mecânica. A Figura 11.2 ilustra algumas dessas opera-ções: lapidação de esferas de mancais de rolamentos, brunimento de cilindros,retificação de engrenagens e afiação de ferramentas de corte.
(b)
Rebolo/"
Rebolo
\\+-
í De canal helicoidalr<~};~:I----------+-------+-------.~..:t,:
~tm~
(d)
Rebolo,/
(9)
,
Reb~i-;;'\I-----,---,I
I
--~
(e)
Peça.
I rRebolo
I I
/lI ~~.~
,
Cilíndrica internade passagem
(h)
Peça
Plana de mergulho
De raios
(f)
Rebolo
Cilíndrica internade mergulho
(i)
Peças
319 (
(
(
(
(
(
(
(
(
(
((
(
(
(
(...
r--(•.(_ ..
(_.(-(
.-(_.(-'(.-(
(/.
( I
(
(
(..(~(
("
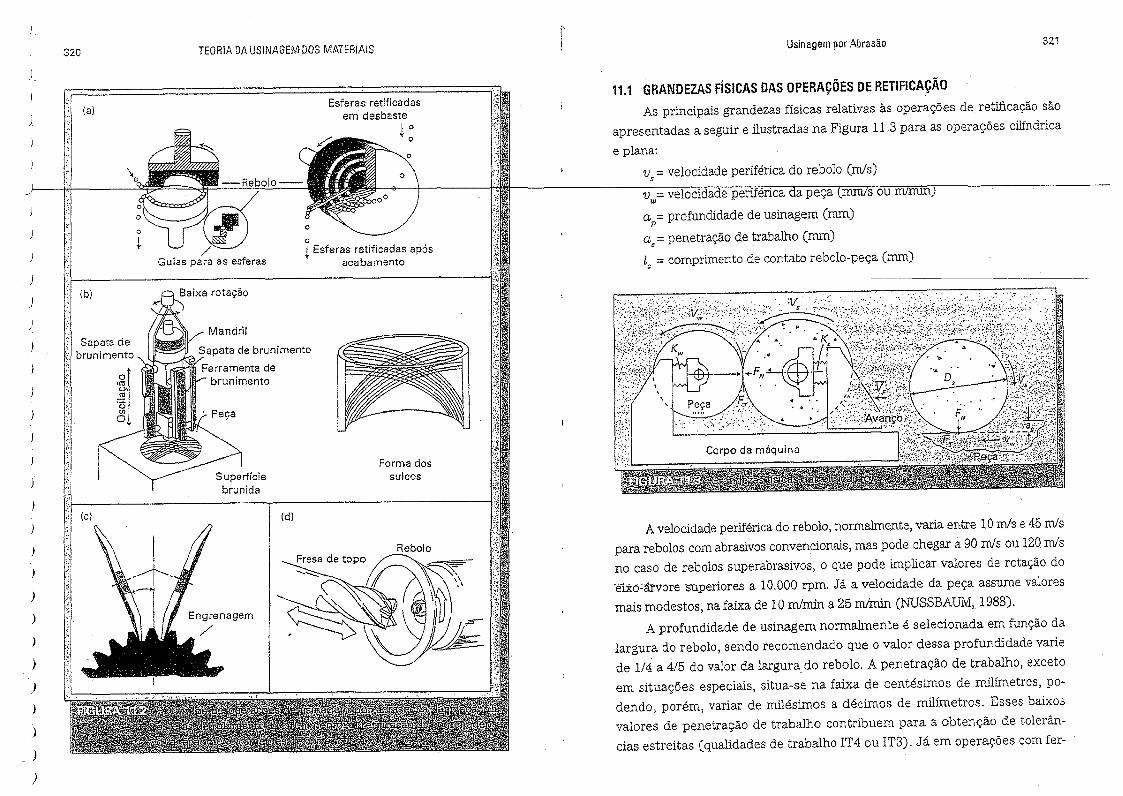
I~ Superfície
~~:..f'-_(C_} b_r_u_n_id_a-,-_(_d} _
1':
I~i';
320j
J~~(a)
)IX
)
r..:!.
)
k
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
TEORIA DA USINAGEM DOS MATERIAIS
Esferas retíficadasem desbasteto
o
o+ Esferas ratlficadas apósacabamento
(b)
Sapata debrunimento
Mandril
Sapata de brunimento1'---..--'1',ç,V
Ferramenta debrunimento
Forma dossulcos
Rebolo
í'i Usinagem por Abrasão 321
11.1 GRANDEZAS FíSICAS DAS OPERAÇÕES DE RETIFICAÇÃOAs principais grandezas físicas relativas às operações de retificação são
apresentadas a seguir e ilustradas na Figura 11.3 para as operações cilíndrica
e plana:V
s= velocidade periférica do rebolo (rn/s)
Vw= velocidade periférica peça
ap::: profundidade de usínagem (mm)
a,,::: penetração de trabalho (mm)lc :::comprimento de contato rebolo-peça (mm)
A velocidade periférica do rebolo, normalmente, varia entre 10m/s e 45 m/spara rebolos com abrasivos convencionais, mas pode chegar a 90 m/s ou 120m/sno caso de rebolos superabrasivos, o que pode implicar valores de rotação doelXCH3.fVOresuperioresa 10.000 rpm. Já a velocidade da peça assume valoresmais modestos, na faixa de 10 m/mín a 25 m/min (NUSSBAUM, 1988).
A profundidade de usínagem normalmente é selecionada em função dalargura do rebolo, sendo recomendado que o valor dessa profundidade variede 1/4 a 4/5 do valor da largura. do rebolo. A penetração de trabalho, excetoem situações especiais, situa-se na faixa de centésimos de milímetros, po-dendo, porém, variar de milésimos a décimos de milímetros. Esses baixosvalores de penetração de trabalho contribuem para a obtenção de tolerân-cias estreitas (qualidades de trabalho IT4 ou IT3). Já em operações com fer-
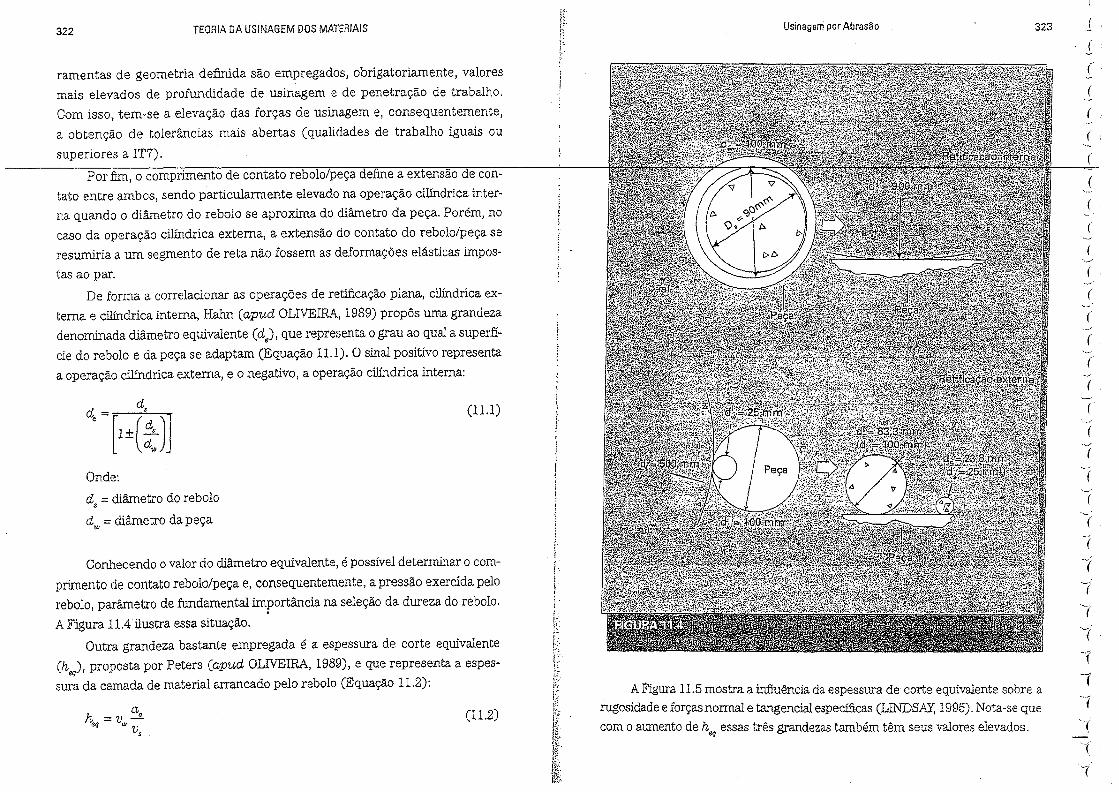
322 TEORIA DA USINAGEM DOS MATERIAIS
ramentas de geometria definida são empregados, obrigatoriamente, valoresmais elevados de profundidade de usinagem e de penetração de trabalho.Com isso, tem-se a elevação das forças de usinagem e, consequentemente,a obtenção de tolerâncias mais abertas (qualidades de trabalho iguais ousuperiores a IT7).
Usinagem por Abrasão
Por fim, o comprimento de contato rebolo/peça define a extensão e con-tato entre ambos, sendo particularmente elevado na operação cilíndrica inter-na quando o diâmetro do rebolo se aproxima do diâmetro da peça. Porém, nocaso da operação cilíndrica externa, a extensão do contato do rebolo/peça seresumiria a um segmento de reta não fossem as deformações elásticas impos-tas ao par.
De forma a correlacionar as operações de retificação plana, cilíndrica ex-terna e cilíndrica interna, Hahn (apud OLIVEIRA,1989) propôs uma grandezadenominada diâmetro equivalente (de)' que representa o grau ao qual a superfí-cie do rebolo e da peça se adaptam (Equação 11.1). O sinal positivo representaa operação cilíndrica externa, e o negativo, a operação cilíndrica interna:
(11.1)
Onde:d. = diâmetro do reboloâ; = diâmetro da peça
Conhecendo o valor do diâmetro equivalente, é possível determinar o com-primento de contato rebolo/peça e, consequentemente, a pressão exercida pelorebolo, parãmetro de fundamental importância na seleção da dureza do rebolo.A Figura 11.4 ilustra essa situação.
Outra grandeza bastante empregada é a espessura de corte equivalente(h.
q), proposta por Peters (apud OLIVEIRA,1989), e que representa a espes-
sura da camada de material arrancado pelo rebolo (Equação 11.2):
ah =v-2..eq lU v.
(11.2)
A Figura 11.5mostra a influência da espessura de corte equivalente sobre arugosídade e forças normal e tangencíal específicas (LINDSAY,1995). Nota-se quecom o aumento de heq essas três grandezas também têm seus valores elevados.
323 J I
(
(
(
(
(.~~.
(
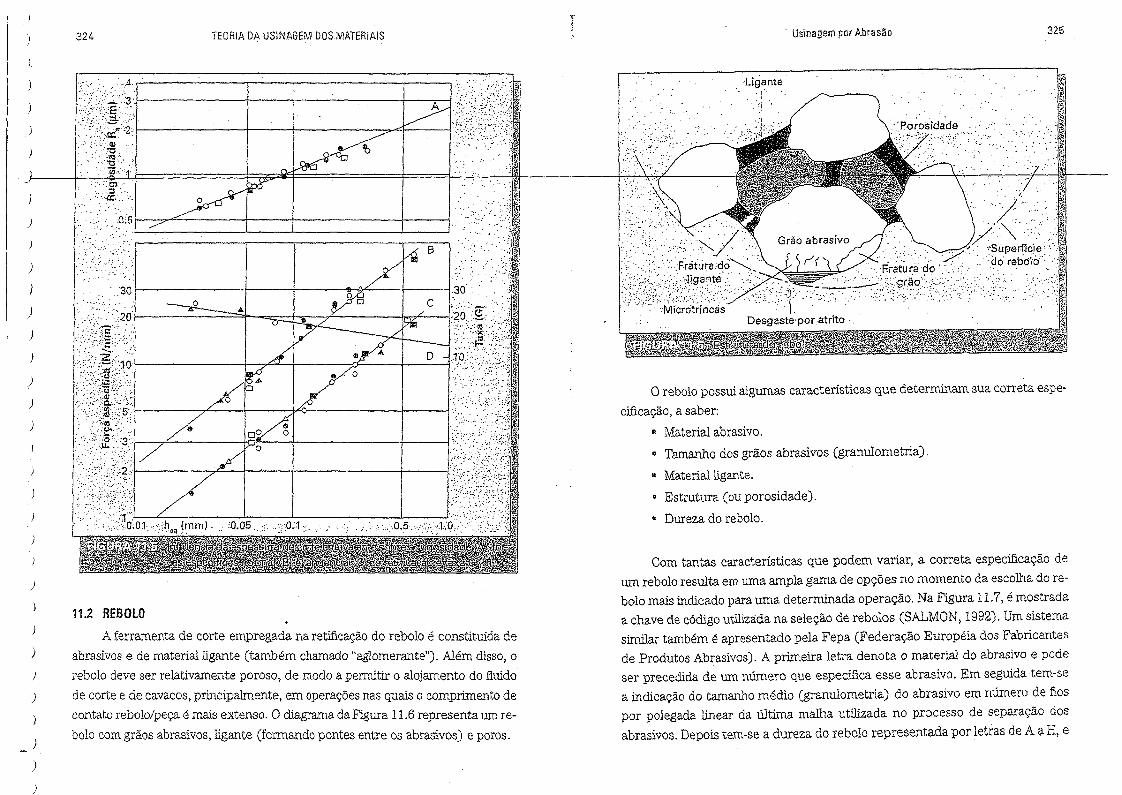
)
)
1
)
324 TEORIA DA USINAGEM DOS MATERIAIS . Usinagem por Abrasão 325
,-U9
jante
. . . i '
" ::··'tj.; ';;.;'
':",:,.,'.45~~:f4,J--"-"------+----+-------+--:--l-,,: ~ii;.':..
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
O;51----,;:~----+---+_------+--__i.. '-'::"0' ,'----,- -'- __ -'- -J-__ --'
,.30f-------iI----I--- __t;.L----l----!
I, "',20r-------=A=t--=::n:::::::ba--T'------lt::iZ"'"---l:;~U
:,':-:>l- '
(~it~f------r:--+---~:r-_----+----! o rebolo possui algumas características que determinam. sua correta espe-
cíficaçâo, a saber:
• Material abrasivo.G Tamanho dos grãos abrasivos (granulometría).
•• Materialligante.
Estrutura (ou porosidade).
•• Dureza do rebolo.
11.2 REBOLO
Com tantas características que podem variar, a correta especíücação de
um rebolo resulta em uma ampla gama de opções no momento da escolha do re-bolo mais indicado para uma determinada operação. Na Figura 11.7, é mostradaa chave de código utilizada na seleção de rebolos (SALMON, 1992). Um sistemasimilar também é apresentado pela Fepa (Federação Européia dos Fabricantesde Produtos Abrasívos). A primeira letra denota o material do abrasivo e podeser precedida de um número que especifica esse abrasívo. Em seguida tem-sea indicação do tamanho médio (granulornetria) do abrasívo em número de fiospor polegada linear da última malha utilizada no processo de separação dos
abrasivos, Depois tem-se a dureza do rebolo representada por letras de A a H, e
A ferramenta de corte empregada na retificação do rebolo é constituída deabrasivos e de materíal ligante (também chamado "aglomerante"). Além disso, o
rebolo deve ser relativamente poroso, de modo a permitir o alojamento do fluido
de corte e de cavacos, principalmente, em operações nas quaís o comprimento decontato rebolo/peça é mais extenso. O diagrama da Figura 11.6 representa um re-
bolo com grãos abrasivos, lígante (formando pontes entre os abrasivos) e poros.
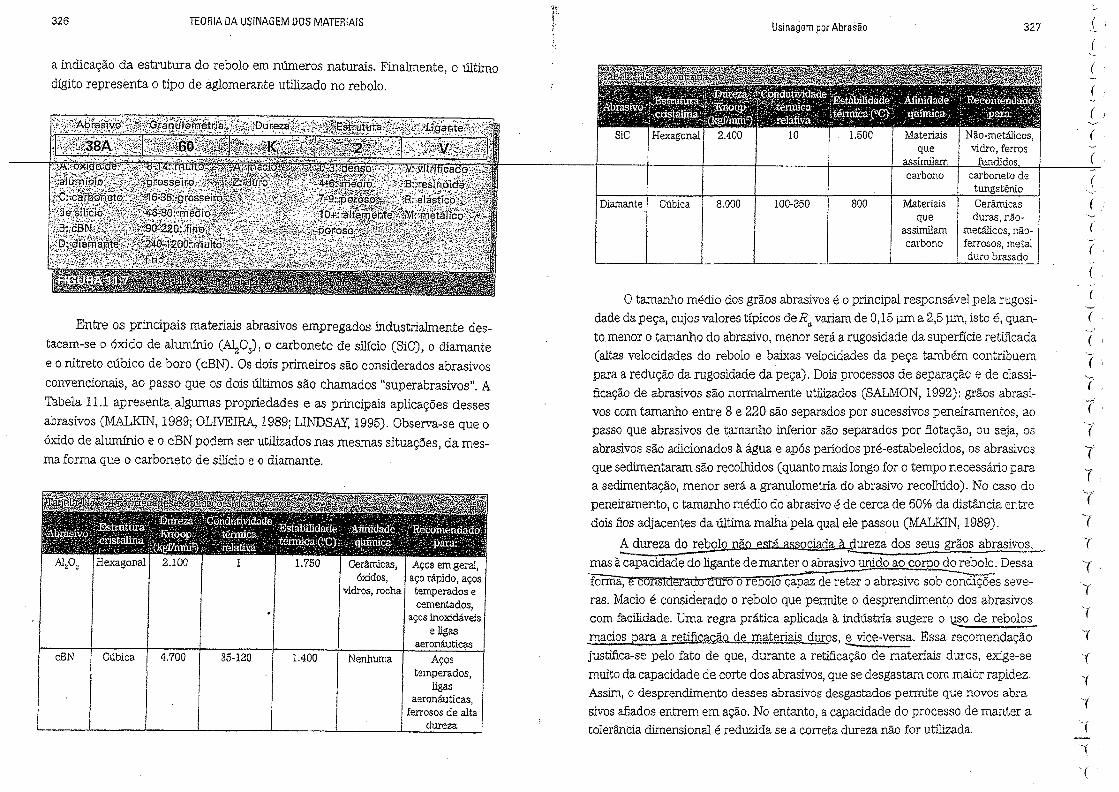
326 TEORIA DA USIl'JAGEM DOS MATERIAIS Usinagem por Abrasão
a indicação da estrutura do rebolo em números naturais. Finalmente, o últimodígito representa o tipo de aglomerante utilizado no rebolo.
SiC Hexagonal 2.400 10 1.500 Materiais Não-metálicos,que vidro, ferros
assimilam fundidoscarbono carboneto de
tungstêníoDiamante Cúbica 8.000 100-350 800 Materiais Cerâmicas
que duras, não-assimilam metálicos, não-carbono ferrosos, metal
duro brasado
o tamanho médio dos grãos abrasívos é o principal responsável pela rugosí-dade da peça, cujos valores típícos deR~ variam de 0,15 um a 2,5 um, isto é, quan-to menor o tamanho do abrasívo, menor será a rugosidade da superfície retificada(altas velocidades do rebolo e baixas velocidades da peça também contribuempara a redução da rugosidade da peça). Dois processos de separação e de classi-ficação de abrasívos são normalmente utilizados (SALMON, 1992): grãos abrasí-vos com tamanho entre 8 e 220 são separados por sucessivos peneíramentos, aopasso que abrasívos de tamanho inferior são separados por fiotação, ou seja, osabrasívos são adicionados à água e após períodos pré-estabelecidos, os abrasivosque sedímentaram são recolhidos (quanto mais longo for o tempo necessário paraa sedimentação, menor será a granulometría do abrasivo recolhido). No caso dopeneiramento, o tamanho médio do abrasivo é de cerca de 60% da distância entredois .fiosadjacentes da última malha pela qual ele passou (MALKIN, 1989).
A dureza do rebolo não está associada à.Qureza dos seus grãos ab~s..!.-mas à~pacidade do lígante de manter o abrasívo unido ao co!p,o do rebolo. Dessa
~ ~...--'fõrinã; ê consIderado düfo o rebolo capaz de reter o abrasívo sob condições seve-ras. Macio é considerado o rebolo que permite o desprendimento dos abrasivoscom facilidade. Uma regra prática aplicada à indústria sugere o 1.!§.o de rebolosmacios para a retifi.ç.a~Q de mateIjais ~s, ~ vice-versa. Essa recomendaçãojustifica-se pelo fato de que, durante a retificação de materiais duros, exige-semuito da capacidade de corte dos abrasivos, que se desgastam com maior rapidez.Assim, o desprendimento desses abrasívos desgastados permite que novos abra-sívos afiados entrem em ação. No entanto, a capacidade do processo de manter atolerância dirnensíonal é reduzida se a correta dureza não for utilizada.
Entre os principais materiais abrasivos empregados industrialmente des-tacam-se o óxido de alumínio (Al203), o carboneto de silício (Sie), o diamantee o nitreto cúbico de boro (cBN). Os dois primeiros são considerados abrasivosconvencionais, ao passo que os dois últimos são chamados "superabrasívos". ATabela 1l.1 apresenta algumas propriedades e as principais aplicações dessesabrasívos (MALKIN, 1989; OLIVEIRA, 1989; LINDSAY, 1995). Observa-se que oóxido de alumínio e o cBN podem ser utilizados nas mesmas situações, da mes-ma forma que o carboneto de silício e o diamante.
1\J.P3 Hexagonal 2.100 1.750 Cerâmicas, Aços em geral,óxidos, aço rápido, aços
vidros, rocha temperados ecementados,
aços inoxidáveise ligas
aeronáuticascBN Cúbica 4.700 35-120 1.400 Nenhuma Aços
temperados,ligas
aeronáuticas,ferros os de alta
dureza
327
(-'--'
(", •...•.
(
(
(
('---'(--'( ,
(
'{ I
'(
-t(
T''('('
'(
TI(
'("(
-(
,'(
'{
"'-(
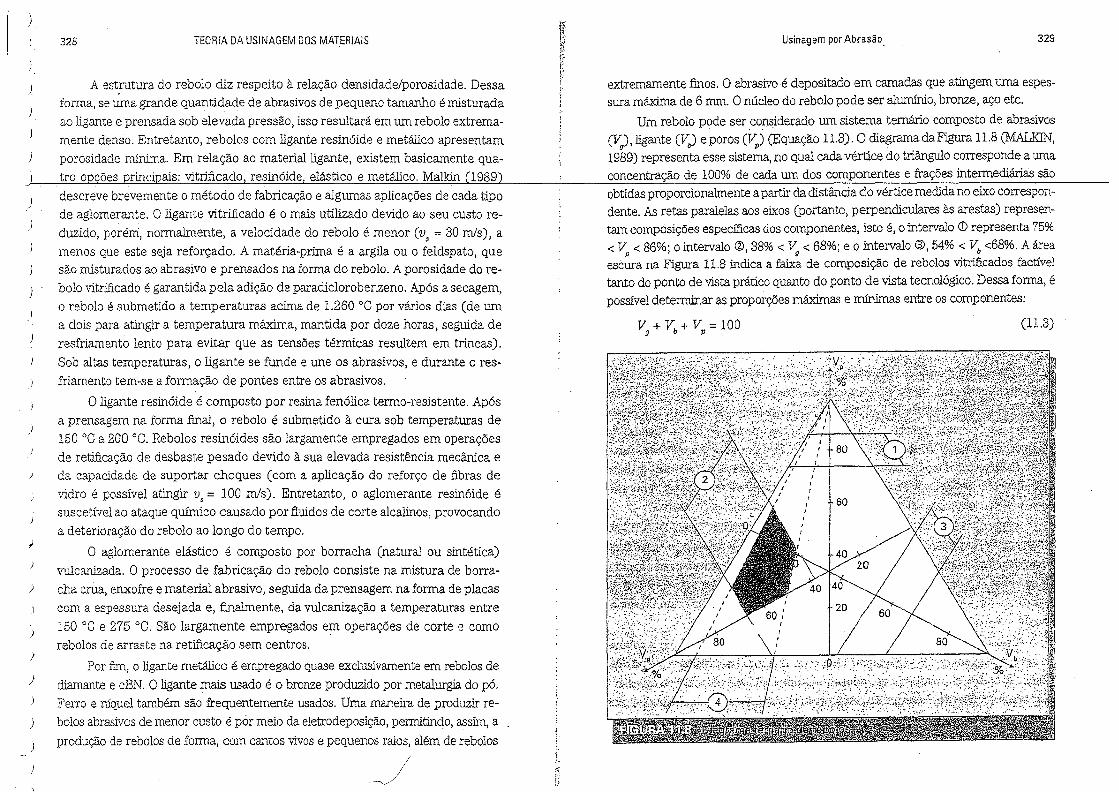
)ffI:.'
F1~··r:
) A estFutura do rebolo diz respeito à relação densidade/porosidade, Dessa 1 extremamente finos. O abrasivo é depositado em camadas que atingem uma espes-) forma, se uma grande quantidade de abrasívos de pequeno tamanho é misturada sura mãxima de 6 mm. O núcleo do rebolo pode ser alumínio, bronze, aço etc,
ao lígante e prensada sob elevada pressão, isso resultará em um rebolo extrema- Um rebolo pode ser considerado um sistema ternário composto de abrasívos) mente denso. Entretanto, rebolos com Iigante resinóide e metálico apresentam (V), lígante (Vl e poros (V) (Equação 11.3). O diagrama da Figura 11.8.(MALKIN,
g tY p
) porosidade rníníma. Em relação ao material Iígante, existem basicamente qua- 1989) representa esse sistema, no qual cada vértice do triângulo corresponde a uma,,1-) _-,-t=r.::o-,o::.tp,-"ç:.:::õ.:::;es:::...;;::p"",rin=cl::t:·p:.:::a::::is::..:..:.V1.:.:·t~riii=c:.:.:a=d=-o'L;r~e::::::s~in~ó:::.id:::.e::.J.,-,e::::lá:::s::.::ti=::·c::::::o:...:e:::...:..:m~e~t.::::áli~·c~o::.:...~M~a:::l!::::ldn~CI..-'1,-,,9~8~9.L)......:.-__ ---.::c::::o:.:.nc::::e~n~tra:..:::2ça:::-::::.o...::d::::e:..,:l:.:O:.::O:..:,%:...:::d.:::.e...::c:::a::::da:::....:::Uffi:::...d::o:::s:..c.::o::m:.,:pó:,o=n:..:.e::n.::t:::e=-s-=e-=fr:.:a~ç:::õ.:;es=-m=·.:.:.te.::rm::.:..:.e:.:di=·arl:.:':::·as=:..::s:=ão=--_) descreve brevemente o método de fabricação e algumas aplicações de cada tipo obtidas proporcionalmente a partir da distância do vértice medida no eixo correspon-
de aglomerante. O lígante vitrífícado é o mais utilizado devido ao seu custo re- dente. As retas paralelas aos eixos (portanto, perpendiculares às arestas) represen-) duzido, porém, normalmente, a velocidade do rebolo é menor (v
s= 30 m/s), a tam composições específicas dos componentes, isto é, o intervalo (j) representa 75%
) menos que este seja reforçado. A matéria-prima é a argila ou o feldspato, que < Vp < 86%; ° intervalo @, 38% < ~ < 68%; e o intervalo ®, 54% < Vb <68%. A área) são misturados ao abrasivo e prensados na forma do rebolo. A porosidade do re- escura na Figura 11.8 indica a faixa de composição de rebolos vítrificados factível) bolo vítrifícado é garantida pela adição de paracliclorobenzeno. Após a secagem, tanto do ponto de vista prático quanto do ponto de vista tecnológíco. Dessa forma, é
o rebolo é submetido a temperaturas acima de 1.260 °C por vários dias (de wn possível determinar as proporções máximas e mínimas entre os componentes:
a dois para atingir a temperatura máxima, mantida por doze horas, seguida deresfriamento lento para evitar que as tensões térmicas resultem em trincas).Sob altas temperaturas, o ligante se funde e une os abrasívos, e durante ° res-friamente tem-se a formação de pontes entre os abrasívos,
O ligante resinóide é composto por resina fenólica termo-resistente. Apósa prensagem na forma final, o rebolo é submetido à cura sob temperaturas de150°C a 200°C. Rebolos resinóides são largamente empregados em operaçõesde retificação de desbaste pesado devido à sua elevada resistência mecânica eda capacidade de suportar choques (com a aplicação do reforço de fibras devidro é possível atingir Vs = 100 m/s). Entretanto, o aglornerante resinóide ésuscetível ao ataque químico causado por fluidos de corte alcalinos, provocandoa deterioração do rebolo ao longo do tempo.
O aglomerante elástico é composto por borracha (natural ou sintética)vulcanizada. O processo de fabricação do rebolo consiste na mistura de borra-cha crua, enxofre e material abrasívo, seguida da prensagem na forma de placascom a espessura desejada e, finalmente, da vulcanização a temperaturas entrel50 "C e 275°C. São largamente empregados em operações de corte e comorebolos de arraste na retificação sem centros.
Por fim, o ligante metálico é empregado quase exclusivamente em rebolos dediamante e cBN. O lígante mais usado é o bronze produzido por metalurgia do pó.Ferro e níquel também são frequentemente usados. Uma maneira de produzir re-bolos abrasivos de menor custo é por meio da eletrodeposição, permitindo, assim, aprodução de rebolos de forma, com cantos vivos e pequenos raios, além de rebolos
(11.3)
328 TEORIA DA USINAGEM DOS MATERIAIS Usinagem por Abrasão 329
)
)
)
)
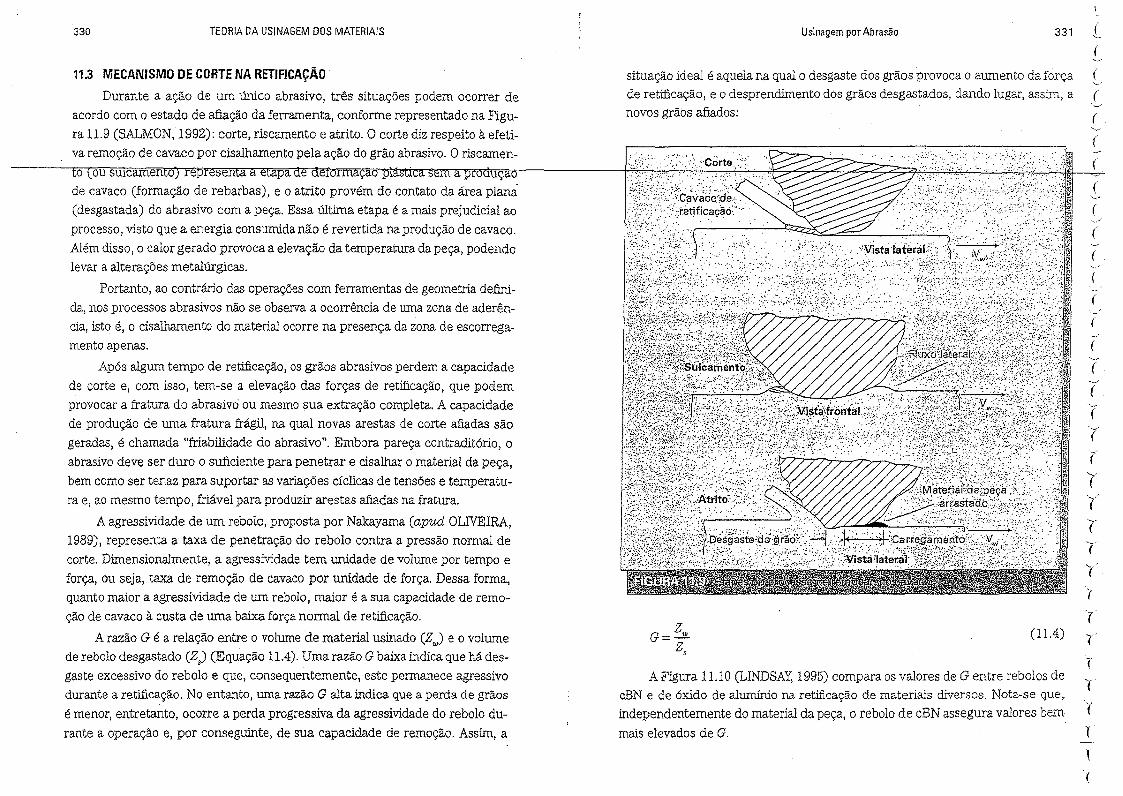
330 TEORIA DA USINAGEM DOS MATERIAIS Usinagem por Abrasão 331
11.3 MECANISMO DE CORTE NA RETIFICAÇÃODurante a ação de um único abrasívo, três situações podem ocorrer de
acordo com o estado de afiação da ferramenta, conforme representado na Figu-ra 11.9 (SALMON, 1992): corte, ríscarnento e atrito. O corte diz respeito à efeti-va remoção de cavaco por císalhamento pela ação do grão abrasivo. O ríscamen-
situação ideal é aquela na qual o desgaste dos grãos provoca o aumento da forçade retificação, e o desprendimento dos grãos desgastados, dando lugar, assim, anovos grãos afiados:
o ou su camen o represen a apa e a ade cavaco (formação de rebarbas), e o atrito provém do contato da área planá(desgastada) do abrasivo com a peça. Essa última etapa é a mais prejudicial aoprocesso, visto que a energia consumída não é revertida na produção de cavaco.Além disso, o calor gerado provoca a elevação da temperatura da peça, podendolevar a alterações metalúrgicas.
Portanto, ao contrário das operações com ferramentas de geometria defini-da, nos processos abrasívos não se observa a ocorrência de uma zona de aderên-cia, isto é, o císalharnento do material ocorre na presença da zona de escorrega-mente apenas,
Após algum tempo de retificação, os grãos abrasivos perdem a capacidadede corte e, com isso, tem-se a elevação das forças de retificação, que podemprovocar a fratura do abrasívo ou mesmo sua extração completa. A capacidadede produção de uma fratura frágil, na qual novas arestas de corte afiadas sãogeradas, é chamada "friabilidade do abrasívo". Embora pareça contraditório, oabrasivo deve ser duro o suficiente para penetrar e cisalhar o material da peça,bem como ser tenaz para suportar as variações cíclicas de tensões e temperatu-ra e, ao mesmo tempo, friável para produzir arestas afiadas na fratura.
A agressividade de um rebolo, proposta por Nakayama (apud OLIVEIRA,1989), representa a taxa de penetração do rebolo contra a pressão normal decorte. Dimensíonalmente, a agressívídade tem unidade de volume por tempo eforça, ou seja, taxa de remoção de cavaco por unidade de força. Dessa forma,quanto maior a agressívídade de um rebolo, maior é a sua capacidade de remo-ção de cavaco à custa de uma baixa força normal de retificação.
A razão G é a relação entre o volume de material usínado (Zw) e o volumede rebolo desgastado (Zs) (Equação 11.4). Uma razão G baixa índíca que há des-gaste excessivo do rebolo e que, consequentemente, este permanece agressivodurante a retificação. No entanto, uma razão G alta indica que a perda de grãosé menor, entretanto, ocorre a perda progressiva da agressividade do rebolo du-rante a operação e, por conseguinte, de sua capacidade de remoção. Assim, a
G= Z'"Zs
(11.4)
A Figura 11.1 O (LINDSAY, 1995) compara os valores de G entre rebolos decBN e de óxido de alumínio na retificação de materiais diversos. Nota-se que,independentemente do material da peça, o rebolo de cBN assegura valores bem
mais elevados de G.
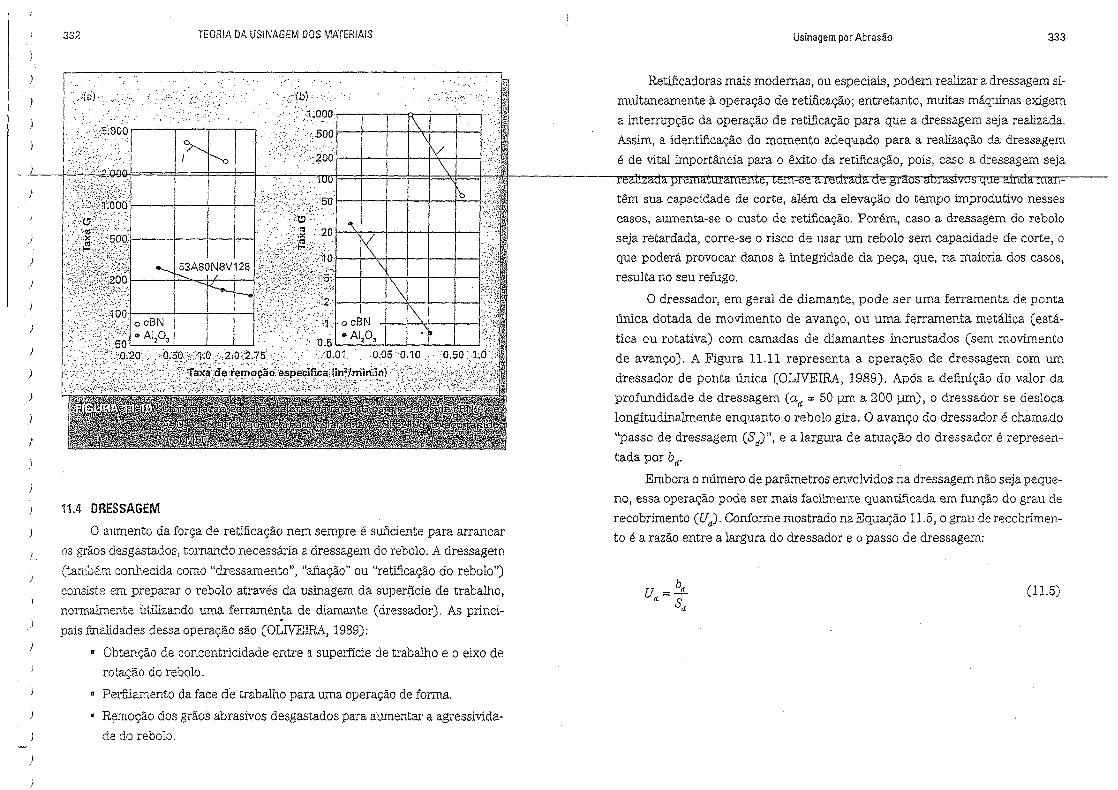
332 TEORIA DA USINAGEM DOS MATERIAIS Usinagem por Abrasão 333
}
.'.;'.(~).. .
.. ' :.1~O.?Or---r--r---cr--i---'--'--" .o·,::·:·:/-500f---l---l--+--,<-+--+--l
o"·');:;i~O·f---l---l--+--+-'r-+--L., '::"I!.i'l
Retificadoras mais modernas, ou especiais, podem realizar a dressagem si-multaneamente à operação de retificação; entretanto, muitas máquinas exigem
a interrupção da operação de retificação para que a dressagem seja realizada.Assim, a identificação do momento adequado para a realização da dressagem
é de vital importância para o êxito da retificação, pois, caso a dressagem seja
11.4 DRESSAGEM
têm sua capacidade de corte, além da elevação do tempo improdutivo nesses
casos, aumenta-se o custo de retificação. Porém, caso a dressagem do rebolo
seja retardada, corre-se o risco de usar um rebolo sem capacidade de corte, oque poderá provocar danos à integridade da peça, que, na maioria dos casos,resulta no seu refugo.
O dressador, em geral de diamante, pode ser uma ferramenta de ponta
única dotada de movimento de avanço, ou urna ferramenta metálica (está-
tica ou rotativa) com camadas de diamantes incrustados (sem movimento
de avanço). A Figura 11.11 representa a operação de dressagern com um
dressador de ponta única (OLIVEIRA, 1989). Após a definição do valor da
profundidade de dressagem (att '" 50 um a 200 prn) o dressador se deslocalongitudinalmente enquanto o rebolo gira. O avanço do dressador é chamado
"passo de dressagern (Sd)", e a largura de atuação do dressador é represen-
tada por b(/,.
Embora o número de parâmetros envolvidos na dressagem não seja peque-no, essa operação pode ser mais facilmente quantíficada em função do grau derecobrimento (Uá). Conforme mostrado na. Equação 11.5, o grau de recobrirnen-
to é a razão entre a largura do dressador e o passo de dressagern:
)
)
I.
o aumento da força de retificação nem sempre é suficiente para arrancaros grãos desgastados, tornando necessária a dressagem do rebolo. A dressagern(também conhecida como "dressamento", "aâação" ou "retificação do rebolo")
consiste em preparar o rebolo através da usinagem da superfície de trabalho,
normalmente utilizando uma ferramen}a de diamante (dressador). As princi-
pais finalidades dessa operação são (OLIVEIRA, 1989):
" Obtenção de concentricidade entre a superfície de trabalho e o eixo derotação do rebolo.
• Perfilamento da face de trabalho para urna operação de forma.
• Remoção dos grãos abrasrvos desgastados para aumentar a agressívída-de do rebolo.
U :;; b(/.ri. S
ri
(11.5))
)
)
)
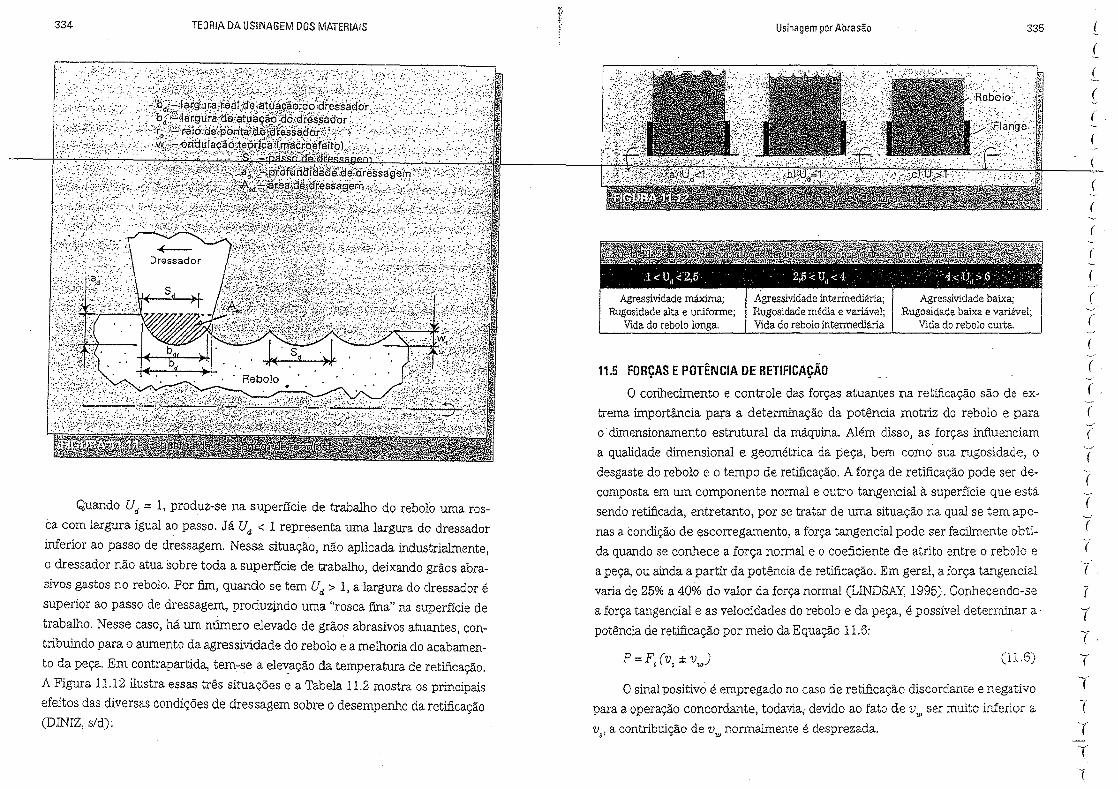
334 TEORIA DA USINAGEM DOS MATERIAIS Usinagem por Abrasão
Agressívídade intermediária;Rugosidade média e variável;Vida do rebolo intermediária
Agressívídade baixa;Rugosidade baixa e variável;
Vida do rebolo curta,
Agressivídade máxima;Rugosidade alta e uniforme;
Vida do rebolo longa.
11.5 FORÇAS E POTÊNCIA DE RETIFICAÇÃOO conhecimento e controle das forças atuantes na retificação são de ex-
trema ímportãncía para a determinação da potência motriz do rebolo e parao' climensionamento estrutural da máquina. Além disso, as forças influenciama qualidade dimensíonal e geométrica da peça, bem como' sua rugosídade, odesgaste do rebolo e o tempo de retificação. A força de retificação pode ser de-composta em um componente normal e outro tangencial à superfície que estásendo retificada, entretanto, por se tratar de uma situação na qual se tem ape-nas a condição de escorregamento, a força tangencial pode ser facilmente obti-da quando se conhece a força normal e o coeficiente de atrito entre o rebolo ea peça, ou ainda a partir da potência de retificação. Em geral, a força tangencíalvaria de 25% a 40% do valor da força normal (LINDSAY,1995). Conhecendo-sea força tangencial e as velocidades do rebolo e da peça, é possível determinar apotência de retificação por meio da Equação 11,6:
Quando Vd = 1, produz-se na superfície de trabalho do rebolo uma ros-ca com largura igual ao passo. Já Ud < 1 representa uma largura do dressadorinferior ao passo de dressagem. Nessa situação, não aplicada industrialmente,o dressador não atua sobre toda a superficie de trabalho, deixando grãos abra-sivos gastos no rebolo. Por fim, quando se tem Vd > 1, a-largura do dressador é
superior ao passo de dressagem, produzindo uma "rosca [ma" na superfície detrabalho, Nesse caso, há um número elevado de grãos abrasivos atuantes, con-tribuindo para o aumento da agressívidade do rebolo e a rnelhoría do acabamen-to da peça. Em contrapartída, tem-se a elevação da temperatura de retificação.A Figura 11.12 ilustra essas três situações e a Tabela 11.2 mostra os principaisefeitos das diversas condições de dressagem sobre o desempenho da retificação(DINIZ, s/d):
(11,6)
Osinal positivo é empregado no caso de retificação discordante e negativopara a operação concordante, todavia, devido ao fato de vw ser muito inferior av a contribuição de v normalmente é desprezada.s' w
335 {{(
(
(
(
(
(
("-(
(
(
(
(
(
(
(
(.~-<"(
''''-'
(
(
('-'
(
('
7T7-r('
'T1ll'(
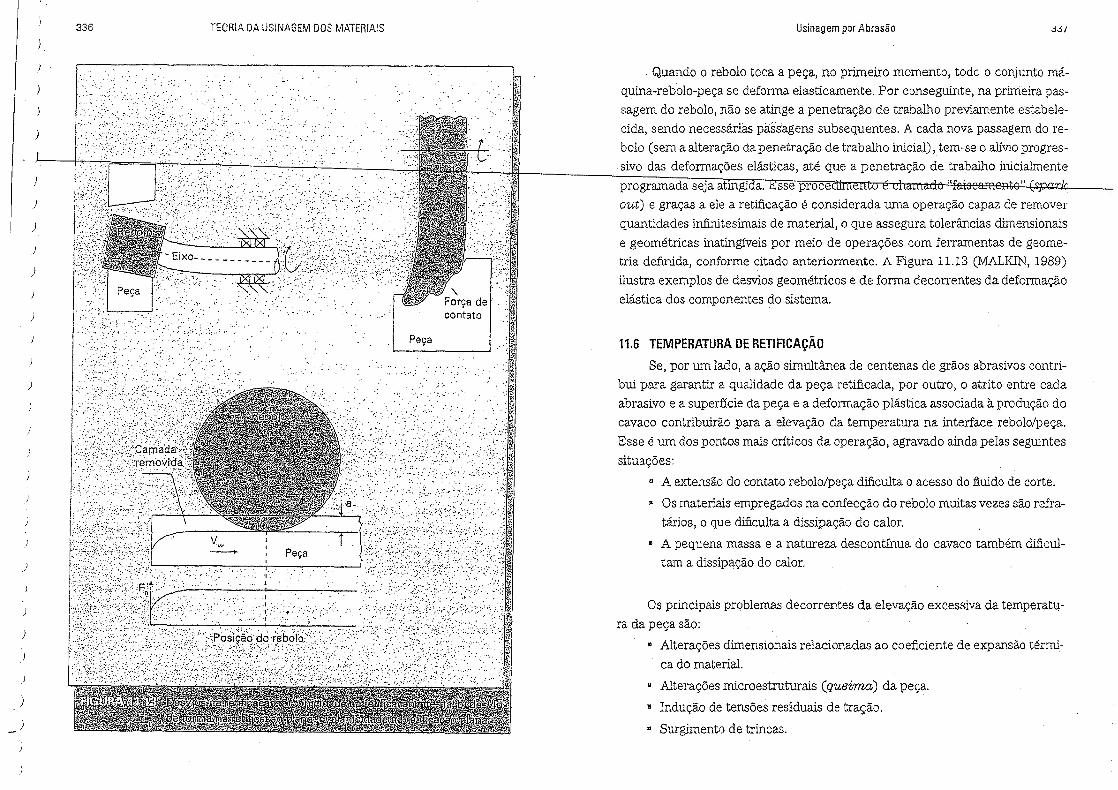
336 TEORIA DA USINAGEM DOS MATERIAIS Usínagem por Abrasão)
)
). Quando o rebolo toca a peça, no primeiro momento, todo o conjunto má-
quina-rebola-peça se deforma elasticamente. Por conseguinte, na primeira pas-sagem do rebolo, não se atinge a penetração de trabalho previamente estabele-cida, sendo necessárias passagens subsequentes, A cada nova passagem do re-bolo (sem a alteração da penetração de trabalho inicial), tem-se o alívio progres-sivo das deformações elásticas, até que a penetração de trabalho inicialmente
)
)
... "',
o :". '.~. :
. '.... ".:"'
programada seja atingi a. sse proceout) e graças a ele a retificação é considerada uma operação capaz de removerquantidades infínitesimaís de material, o que assegura tolerâncias dimensionaise geométricas inatingíveis por meio de operações com ferramentas de geome-tria definida, conforme citado anteriormente. A Figura 11.13 (MALKIN, 1989)ilustra exemplos de desvios geométricos e de forma decorrentes da deformaçãoelástica dos componentes do sistema .
)
)
)
)
Peça 11.6 TEMPERATURA DE RETIFICAÇÃOSe, por um lado, a ação simultânea de centenas de grãos abrasívos contri-
bui para garantir a qualidade da peça retíficada, por outro, o atrito entre cadaabrasívo e a superfície da peça e a deformação plástica associada à produção docavaco contribuirão para a elevação da temperatura na interface rebolo/peça.Esse é um dos pontos mais críticos da operação, agravado ainda pelas seguintessituações:
A extensão do contato rebolo/peça dificulta o acesso do fluido de corte.
~ Os materiais empregados na confecção do rebolo muitas vezes são refra-tários, o que díficulta a dissipação do calor.
= A pequena massa e a natureza descontínua do cavaco também dificul-tam a dissipação do calor./
)
Os principais problemas decorrentes da elevação excessiva da temperatu-ra da peça são:
•• Alterações dimensionais relacionadas ao coeficiente de expansão térmi-ca do material.
» Alterações microestruturais (queima) da peça.
" Indução de tensões resíduais de tração.
D Surgimento de trincas.
}
)
)
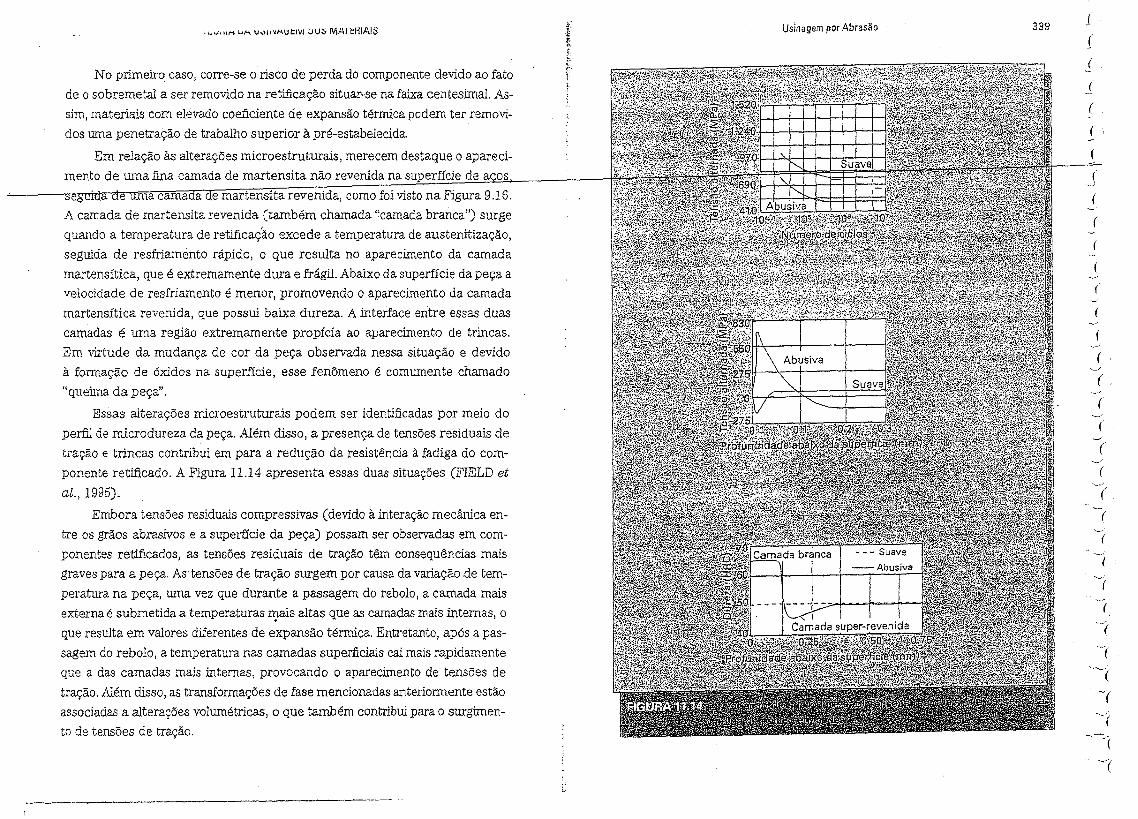
,'" ••" >1M Ui"< V"IJ~A\:J1:1VI UV::; MAl tAIAIS Usinagem por Abrasão 339
No primeiro caso, corre-se o risco de perda do componente devido ao fatode o sobremetal a ser removido na retificação situar-se na faixa centesímal. As-sim, materiais com elevado coeficiente de expansão térmica podem ter removi-dos uma penetração de trabalho superior à pré-estabelecída,
Em relação às alterações rnicroestruturais, merecem destaque o apareci-mento de uma fina camada de martensita não revenída na superfície de a os
o . a. e uma cama a e inartensita reveruda, como foi visto na Figura 9.16.A camada de martensita revertida (também chamada "camada branca") surgequando a temperatura de retificação excede a temperatura de austenitização,seguida de resfríamento rápido, o que resulta no aparecimento da camadamartensítíca, que é extremamente dura e frágil. Abaixo da superfície da peça avelocidade de resfriamento é menor, promovendo o aparecimento da camadamartensítíca revenida, que possui baixa dureza. A interfaee entre essas duascamadas é uma região extremamente propícia ao aparecimento de trincas.Em virtude da mudança de cor da peça observada nessa situação e devidoà formação de óxidos na superfície, esse fenômeno é comumente chamado"queima da peça".
Essas alterações rnicroestrutnrais podem ser ídentífícadas por meio doperfil de mícrodureza da peça. Além disso, a presença de tensões residuais detração e trincas contribuí em para a redução da resistência à fadiga do com-ponente retíâcado. A Figura 11.14 apresenta essas duas situações (FIELD etai., 1995).
Embora tensões residuais cornpressivas (devido à ínteração mecânica en-tre os grãos abrasívos e a superfície da peça) possam ser observadas em com-ponentes retiiicados, as tensões residuais de tração têm consequêncías maisgraves para a peça. As tensões de tração surgem por causa da variação de tem-peratura na peça, uma vez que durante a passagem do rebolo, a camada maisexterna é submetida a temperaturas ~ais altas que as camadas mais internas, oque resulta em valores diferentes de expansão térmica. Entretanto, após a pas-sagem do rebolo, a temperatura nas camadas superficiais cai mais rapidamenteque a das camadas mais internas, provocando o aparecimento de tensões detração. Além disso, as transformações de fase mencionadas anteriormente estãoassociadas a alterações volurnétricas, o que também contribui para o surgimen-to de tensões de tração.
I{(
J(
(
.1j(
(
(
(~.~.
(
(
(
(,_.'
(...•.."
(~.(
,--'(
~_..•'
(...•.•~".(
(
(_.{
~(. ~.~(
--r._(
'~(
-(
v(
-~-'(
'-'(
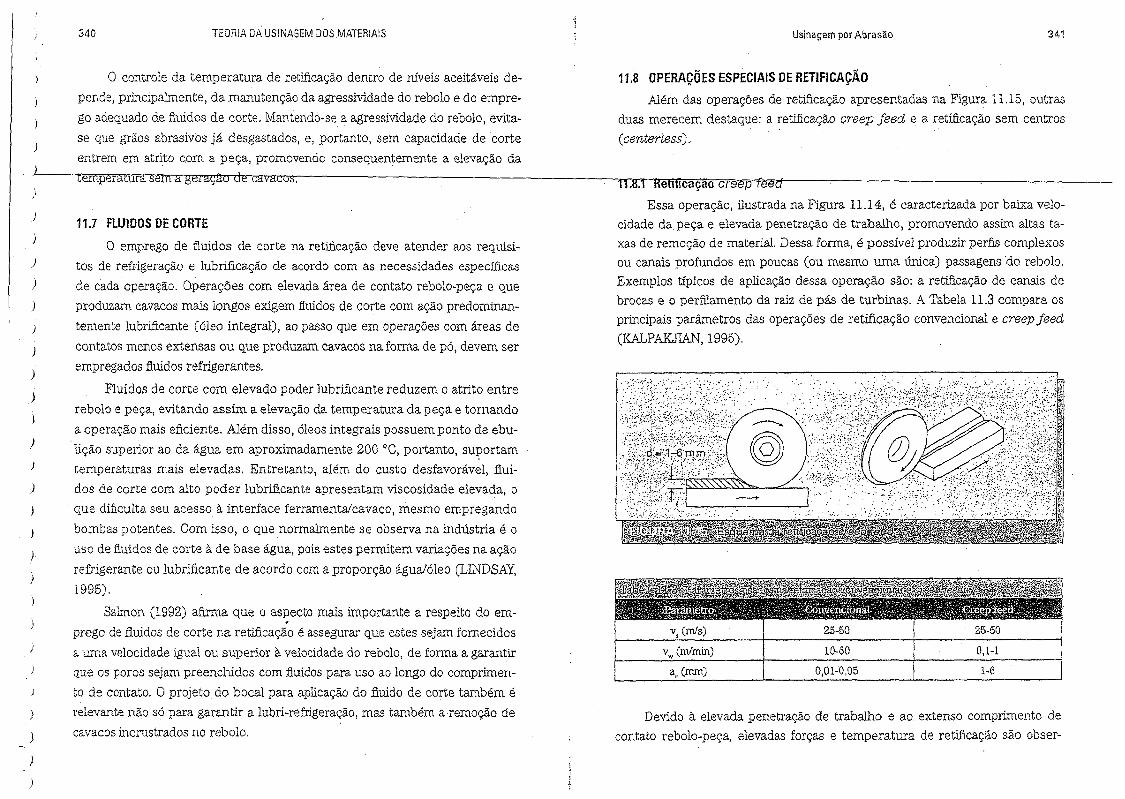
)
)
)
)
)
)
)
)
)
)
}
)
)
)
)
)
)
)
)
)
)
)
340 TEORIA DA USINAGEIV1 DOS MATERIAIS 341Usínaçem por Abrasão
o controle da temperatura de retificação dentro de níveis aceitáveis de-pende, principalmente, da manutenção da agressrvídade do rebolo e do empre-go adequado de fluidos de corte. Mantendo-se a agressividade do rebolo, evita-se que grãos abrasivos já desgastados, e, portanto, sem capacidade de corteentrem em atrito com a peça, promovendo consequentemente a elevação datemperatura sem a geração de cavacos.
11.8 OPERAÇÕES ESPECIAIS DE RETIFICAÇÃOAlém das operações de retificação apresentadas na Figura 11.15, outras
duas merecem destaque: a retificação creep feeâ e a retificação sem centros(centerless) .
11.7 FLUIDOS DE CORTE
11.8.1 Reht!caçao creep feed
Essa operação, ilustrada na Figura 11.14, é caracterizada por baixa velo-cidade da peça e elevada penetração de trabalho, promovendo assim altas ta-xas de remoção de material. Dessa forma, é possível produzir perfis complexosou canais profundos em poucas (ou mesmo uma única) passagens do rebolo.Exemplos típicos de aplicação dessa operação são: a retificação de canais debrocas e o perfílarnento da raiz de pás de turbinas. A Tabela 11.3 compara osprincipais parâmetros das operações de retificação convencional e creep teea(KALPAK3IAN,1995).
o emprego de fluidos de corte na retificação deve atender aos requisi-tos de refrigeração e lubrificação de acordo com as necessidades específicasde cada operação. Operações com elevada área de contato rebolo-peça e queproduzam cavacos mais longos exigem fluídos de corte com ação predominan-temente lubrificante (óleo integral), ao passo que em operações com áreas decontatos menos extensas ou que produzam cavacos na forma de pó, devem serempregados fiuidos refrigerantes.
Fluidos de corte com elevado poder lubrificante reduzem o atrito entrerebolo e peça, evitando assim a elevação da temperatura da peça e tornandoa operação mais eficiente. Além disso, 6leos integrais possuem ponto de ebu-lição superior ao da água. em aproximadamente 200°C, portanto, suportamtemperaturas mais elevadas. Entretanto, além do custo desfavorável, flui-dos de corte com alto poder lubrificante apresentam viscosidade elevada, oque diâculta seu acesso à ínterface ferramenta/cavaco, mesmo empregandobombas potentes. Com isso, o que normalmente se observa na indústria é ouso de fluidos de corte à de base água, pois estes permitem variações na açãorefrigerante ou lubrificante de acordo com a proporção água/óleo (LINDSAY,1995).
Sahnon (1992) afirma que o aspecto mais importante a respeito do em-.prego de fluidos de corte na retificação é assegurar que estes sejam fornecidosa urna velocidade igual ou superior à velocidade do rebolo, de forma a garantirque os poros sejam preenchidos com fluidos para uso ao longo do comprimen-to de contato. O projeto do bocal para aplicação do fluido de corte também érelevante não só para garantir a lubrí-refrígeração, mas também a remoção decavacos incrustrados no rebolo.
.···)i';;r:}:t,;~ri:l:d~'~:f;lf?tY;~;~ji~i:·;l{~!
. ':'. .') .•';Ceie .•..:;Jf~f-J~.~~Jf..
v, (mls) 25-50 25·60
Vw (roImin) 10-60 0,1-1
a, (mrn) 0,Q1-0,05 1-6
Devido à elevada penetração de trabalho e ao extenso comprimento decontato rebolo-peça, elevadas forças e temperatura de retificação são obser-
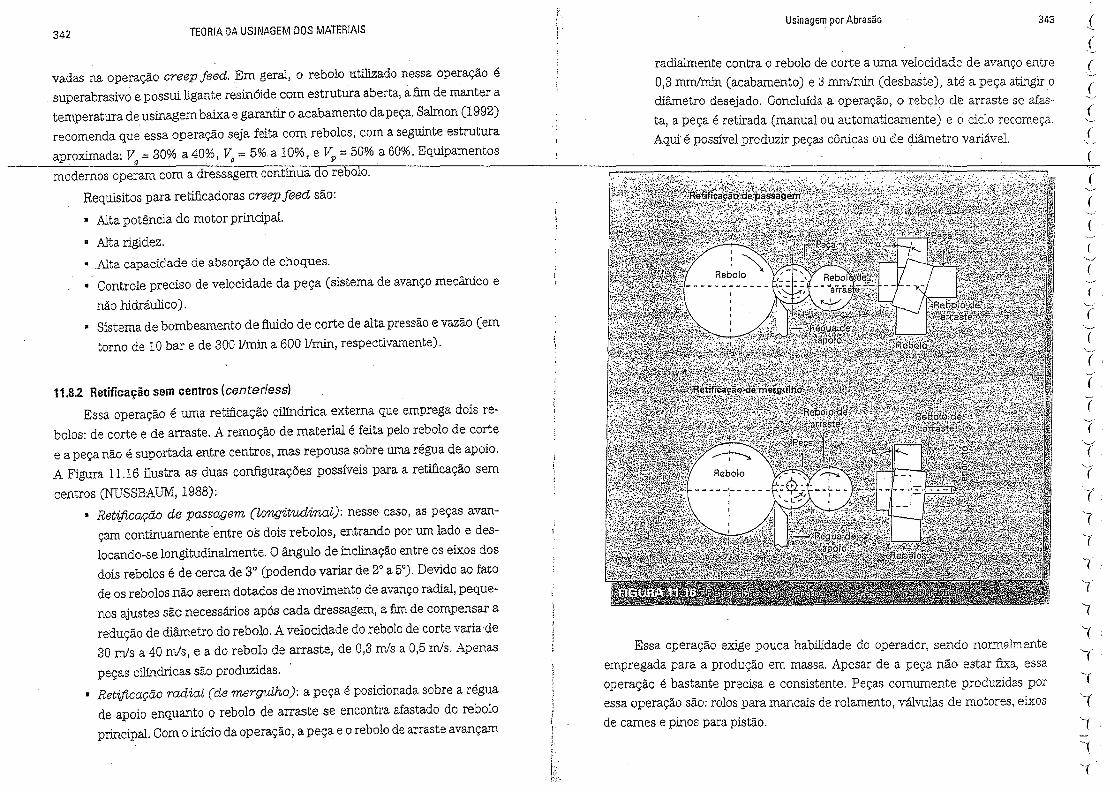
342 TEORIA DA USINAGEM DOS MATERIAIS
vadas na operação creep feed. Em geral, o rebolo utilizado nessa operação ésuperabrasívo e possui ligante resinóíde com estrutura aberta, a fím de manter atemperatura de usínagem baixa e garantir o acabamento da peça. Salmon (1992)recomenda que essa operação seja feita com rebolos, com a seguinte estruturaaproximada: V
g= 30% a 40%, V
b::;; 5% a 10%, e Vp :::: 50% a 60%. Equipamentos
modernos operam com a dressagern contínua do rebolo.
Requisitos para retificadoras creep feeâ são:
• Alta potência do motor principal.
• Alta rigidez.• .Alta capacidade de absorção de choques.
Controle preciso de velocidade da peça (sistema de avanço mecânico enão hidráulico).
• Sistema de bombeamento de fluido de corte de alta pressão e vazão (emtorno de 10 bar e de 300 l/min a 600 l/mín, respectivamente).
11.8.2 Retificação sem centros (centerlessl
Essa operação é uma retificação cilíndríca externa que emprega dois re-bolos: de corte e de arraste. A remoção de material é feita pelo rebolo de cortee a peça não é suportada entre centros, mas repousa sobre uma régua de apoio.A Figura 11.16 ilustra as duas configurações possíveis para a retificação sem
centros (NUSSBAUM,1988):• Retificação de passagem (longitudinal): nesse caso, as peças avan-
çam continuamente 'entre os dois rebolos, entrando por um lado e des-locando-se longitudinalmente. O ângulo de inclinação entre os eixos dosdois rebolos é de cerca de 3° (podendo variar de 2° a 5°). Devido ao fatode os rebolos não serem dotados de movimento de avanço radial, peque-nos ajustes são necessários após cada dressagem, a fim de compensar aredução de diâmetro do rebolo. A velocidade do rebolo de corte varia de30 m/s a 40 m/s, e a do rebolo de arraste, de 0,3 mls a 0,5 m/s. Apenaspeças cilíndricas são produzidas. .
• Ret1ficaç{jo radial (de mergulho): a peça é posicionada sobre a réguade apoio enquanto o rebolo de arraste se encontra afastado do reboloprincipal. Com o irúcio da operação, a peça e o rebolo de arraste avançam
Usinagem por Abrasão
radialmente contra o rebolo de corte a uma velocidade de avanço entre0,3 mm/rnin (acabamento) e 3 rnm/mín (desbaste), até a peça atingir odiâmetro desejado. Concluída a operação, o rebolo de arraste se afas-ta, a peça é retirada (manual ou automaticamente) e o ciclo recomeça.Aqui é possível produzir peças cônicas ou de diâmetro variável.
Essa operação exige pouca habilidade do operador, sendo normalmenteempregada para a produção em massa. Apesar de a peça não estar fixa, essaoperação é bastante precisa e consistente. Peças cornumente produzidas poressa operação são: rolos para mancais de rolamento I válvulas de motores, eixosde carnes e pinos para pistão.
343
344 TEORIA OAUSINAGEM DOS MATERIAIS
REFERÊNCIAS BIBUOGRÁFlCASDINIZ, A. E. Processos de retificação. Campinas: Unicamp, s/d.FIELD, M. et alo "Surface firúsh and surface íntegrity". Metais hamâoook:rnachining. 9. ed. Nova York: ABM International, 1995,KALPAKJIAN, S. Mant(,fo"cturing engineering omâ technology. '3. ed. Nova
)
Yorlc Aadrson-Wesley PublJslung eo., 1995.LINDSAY,R. P. "Príncíples of gríndíng". Metals hamdbook: rnachining, 9. ed.Nova York: ASM Intemational, 1995.MALKIN, S. Grinding technology - Theory and application 01machiningwith abrasiues. Chichester: Ellis Horwood Ltd., 1989.NUSSBAUM, G. C. Rebolos & abrasivos - Tecnologia básica. São Paulo: ÍconeEditora, 1988.OLIVEIRA, J.F. G. "Tópicos avançados sobre o processo de retificação".Publicação048/89. Laboratório de Máquinas-Ferram.entas cEESC/USP), 1989.SALMON, S. C. Modern grinding process technology. Nova Yor1c:l\tlcGraw-Hill,l992.
Vários são os parâmetros que podem influenciar o desempenho dos proces-sos de usínagem, tendo em vista as variáveis de saída, como as propriedades domaterial usínado, o material da ferramenta de corte, a geometria da aresta de corte,as condições de corte etc. Como parãmetros de saída e avaliadores do desempenhodo processo, podem-se listar o tempo de vida da aresta de corte, o tipo de cavaco,a textura superfícíal, a taxa de remoção de material, a força ou a potência de usina-gem, e a formação da aresta postiça de corte. Conhecendo-se a ínfíuêncía de cadaum dos parâmetros de usinagem nodesempenho, o engenheiro de processos podemelhor combiná-lós de forma a otímizar o desempenho dos processos. Assim, ostemas tratados neste capítulo permitem um melhor desempenho de tal tarefa, bemcomo uma melhor compreensão das recomendações que seguem.
Quando se analisam os materiais usinados mais comuns com o objetivode otímízar os resultados das operações de usinagem, algumas propriedadeschamam mais a atenção, como: dureza, resistência à tração, ductilidade, condu-tividade térmica, capacidade de endurecimento por deformação, além de outraspropriedades relacionadas à microestrutura. Normalmente, baixos valores dedureza permitem usinar com maiores valores de parãrnetros cinernáticos (velo-cidade de corte e de avanço) e de profundidade, bem como obter longos temposde vida e, consequentemeríte, altas taxas de remoção a menores custos. Tam-bém se esperam baixas forças e potência de corte. Exceções são os materiaisde baixa dureza e alta ductilidade, nos quais há formação de APC, que causaum acabamento superficial pobre e esses materiais tendem a produzir rebarbasexcessivas. Tais rebarbas necessitam de operações posteriores, aumentandoassim os custos e o tempo de entrega. Porém, o aumento de dureza, causadopor trabalhos a frio, tende a melhorar o quadro, principalmente por melhorara forma do cavaco - em geral por produzir cavacos curtos. Materiais com baixaductilidade e dureza são, geralmente, de fácil usínagem, como é o caso do ferrofundido. Os cavacos tendem a ser altamente segmentados e a energia necessáriapara a sua remoção é baixa.
)
)
)
)
)
346 TEORIA DA USINAGEM DOS MATERIAISAspectos Tecnológicos e Recomendilçóes
Alta condutívídade térmica significa que o calor produzido na região de for-mação de cavacos é rapidamente conduzido para as imediações, longe da regiãode corte. Altos valores desse parâmetro são, em geral, desejados. Infelizmente,a condutividade do material us:i.nadonem sempre é uma escolha do engenheirode fabricação, embora se possam desenhar algumas ligas para melhorar o de-:iJ'ilmpeMO dos processos de usinagem De maneira bem geral e siropljf\cada,
A microestrutura do material que está sendo us:i.nadotambém desempe-nha um papel significativo no desempenho da operação de usinagem, Macroin-clusões possuem tamanhos maiores que 150 f.UI1. Elas são, em geral, duras e de .caráter abrasívo, causando desgaste, ournesmo avarias, à aresta de corte. Estassão mais frequentes em aços de baixa qualidade e devem ser evitadas para aItlaioI1a das apticaçMs em peças usmadas.
podem-se classificar as ligas metálicas para usinagem na seguinte ordem:• Ligas de alumínio, de cobre e de magnésio.
• Aços não ligados.
• Ferros fundidos.• Aços ligados.• Aços inoxidáveis.
• Ligas de alta resistência térmica e mecânica.
A laminação a frio, ou o trabalho a frio, é realizado em peças ou barraspara uniformizar a mícroestrutura, ou mesmo provocar endurecimento quandoo material é propenso ao endurecimento por deformação. O trabalho a frio, emgeral, provoca aumento de dureza e redução na vida das ferramentas, porém,pode levar à redução de rebarbas e de APC.
A condição de material recozido é usada, na maioria das vezes, para a re-dução da dureza em um processo no qual as larnelas de cementita da estruturaperlítica são esferoidizadas. Isso provoca significativa redução de dureza e tornaa estrutura menos abrasíva, aumentado assim a vida da ferramenta.
A integridade superficial da peça previamente à operação de usinagemtambém pode ser significativa para o desempenho do processo de usínagem.Superfícies forjadas, ou fundidas, muitas vezes são inevitáveis; porém, as su-perfícies forjadas podem estar endurecidas, aumentando assim o desgaste dasferramentas, da mesma forma que a presença de resíduos de areia de fundiçãoaceleram o desgaste abrasívo. Em muitos casos, a limpeza de superfícies antesda usínagem pode melhorar o desempenho da usínagem,
Os elementos de ligas em um material a ser usinado são fatores de extremaimportância para orientar o engenheiro de fabricação: eles são os principais res-ponsáveis pela rnelhoría das propriedades físicas e mecânicas das ligas. No entan-to, essas mesmas qualidades que os fazem adequados a componentes mecânicosde alta responsabilidade e desempenho em serviço os tomam difíceis de usinar,uma vez que a formação de cavacos os leva à falha por ruptura ao císalharnento.
A seleção dos parãmetros de usínagem, bem como a sua otírnização, tam-bém está ligada aos processos anteriores de obtenção da microestrutura do ma-terial. Previamente à operação de usinagern, o material pode ter sid? larninadoa quente, laminado a frio, normalizado, recozido ou endurecido. A estrutura deum materiallaminado a quente é, em geral, heterogênea e grosseira. Por con-ta da longa exposição a altas temperaturas, acima da re cristalização , os grãospodem ser grandes e heterogêneos. Já a estrutura normalizada passou por aque-
Embora nem todos os materiais usínados estejam na lista anterior, os quelá constam servem de comparação para estabelecer uma usinabilidade relativa.Analogamente, durante a usínagem dessas ligas, a vida da ferramenta piora namesma proporção .
•Alguns materiais metálicos apresentam a característica de aumentar suaresistência mecânica à medida que são deformados plasticamente, o que podeser denominado "endurecimento por deformação" (work hardening). O au-mento da resistência depende da taxa de deformação e da capacidade de en-durecimento do material. Uma alta taxa de endurecimento significa um rápidoaumento de resistência em relação à taxa de deformação. Quando se formamcavacos, a taxa de deformação é localmente muito alta. Materiais com alta taxade endurecimento são os aços inoxidáveis austeníticos, com ligas de alta resis-tência térmica e mecânica. Aços-carbono, no entanto, são materiais com baixataxa de endurecimento por deformação a. frio. Altas taxas de endurecimentopor deformação significam que mais energia é necessária para a remoção dematerial levando a maiores forças e potência de corte. Em geral, baixos valores deJ
parâmetros cinernãticos e de profundidade devem ser usados para valores acei-táveis em termos de vida da ferramenta. Para materiais com altas taxas de en-durecimento, arestas de corte com geometrias afiadas são preferíveis para quese diminua a taxa de deformação, evitando-se, assim, o endurecimento.
347
'~..-(
",-,'
(
(
(
('.~( ,',.-.>
(
)
··348 TEORIA DA USINAGEM DOS MATERIAIS Aspectos Tecnológícos e t\econl~lIu"~,,,,~
cimento na temperatura de austenítízação por tempo suficiente para uma com-pleta normalização e foi resfriada até a temperatura ambiente. Isso resulta emuma estrutura mais fina e homogênea, o que permite melhores condições deusinagem com parãmetros de corte mais altos.
A presença de carbonetos na mícroestrutura dos aços pode obrigar auma redução dos parâmetros cínemátícos, principalmente da velocidade decorte. Carbonetos são, em geral, partículas duras, por vezes da mesma ordemde dureza das ferramentas utilizadas. Essas ferramentas atuam de forma sírní-lar aos grãos abrasívos de um rebolo, levando a um desgaste excessivo e, porconseguinte, à redução de vida útil da ferramenta. A porcentagem de carbono
j 12.1 AÇOS-CARBONO E LIGADOSe a presença e e ecessários ara aformação de carbonetos. À temperatura ambiente e sem nenhum tratamentotérmico de endurecimento, há três tipos básicos de microestrutura na ligas deaço, além da austenita: ferrita, perlíta e cernentita. A ferrita é macia e dúctil,enquanto a cementita é dura e abrasiva. Cementíta é a estrutura mais duraque pode ser obtida, estando até acima da martensita, A perlita é uma misturade ferrita e cementíta na forma de lamelas alternadas, tendo uma dureza in-termediária. A dureza depende da espessura das lamelas, sendo as mais finasmais duras. A porcentagem de ferrita, perlita e de cementíta na estrutura dosaços depende, principalmente, da porcentagem de carbono. Devido ao seucaráter altamente abrasivo, mesmo pequenas porcentagens de cernentita pro-vocam significativa redução de vida nas ferramentas de usinagern,
Normalmente o recozímento é empregado em aços com conteúdo deearbo-no acima de 0,5%. Em aços com menor conteúdo de carbono, o recozimento nãoafeta de maneira significativa a usinabilidade do aço. Muitas vezes um tratamentosimilar ao recozímento é realizado, o chamado "alívio de tensões", porém, a tem-peraturas abaixo da recristalízação, não afetando o desempenho da usínagem.
Nos aços, o carbono é o principal elemento, capaz de afetar o desempenhodesse material durante a sua usinagem. Outros elementos, como Ni, Co, Mn, V,Mo, Nb, W, Cu etc., combinados com o carbono, também desempenham impor-tante papel. Aços contendo entre 0,05% e 2% de carbono, sem outros elementosde ligas em quantidades significativas, formam a grande maioria dos materiaisusínados. Aços-baixo carbono « 0,55%), em geral de baixa dureza (< 200 HB),são suscetíveis a formar APO, resultando em vida curta e em pobre acabamentosuperficial. Alto carbono (> 0,55%) tem maior dureza, porém, permite maioresvalores de parãmetros de corte com vida aceitável, melhorando, dessa forma, o
desempenho e a taxa de remoção. A adição de elementos como S, Mn « 2%),Se e Pb podem melhorar consideravelmente os parâmetros de corte, conformejá mencionado.
Os aços são, sem dúvida, os materiais mais comumente usinados no mundo(DE GARMO, 1988). Microinclusões estão frequentemente presentes na maio-ria dos aços usinados, tais como M:P3 e Ca, por exemplo, as quais são duras e
)possuem caráter abrasívo. Outras, como FeO e MnO, são menos danosas e até
) participam da formação do cavaco devido à sua alta deformabilidade. Outras) inclusões podem até ajudar na formação do cavaco, permitindo a adoção de pa-
râmetros cinemáticos e de profundidade mais altos, levando a uma melhora dodesempenho da operação de usínagem (SANDVIK, 1994).
A adição de elementos de liga para facilitar a usinagem, como o enxofre, aalguns aços-baixo carbono, também permite a adoção de altos valores de parã-metros de corte, mantendo o bom desempenho da operação em termos de vidada ferramenta e de potência de corte. Aços com adição de S e Mn em quantida-des suficientes permitem a formação de sulfeto de manganês. Durante a forma-ção do cavaco, as inclusões de sulfeto de rnanganês se deformam plasticamente,produzindo planos de baixa resistência e diminuindo a energia necessária paraa formação e propagação de trincas. Isso facilita a deformação na zona primáriade císalnamento, resultando em aumento do ângulo do plano de cisalhamento eda curvatura do cavaco, além de reduzir a espessura do cavaco no comprimentode contato e da temperatura na ínterface. Igualmente, os sulfetos são, em geral,lubrificantes sólidos que facilitam a saída do cavaco e diminuem a tensão de ci-salhamento na zona secundária. A formação do cavaco pode ser facilitada pelasinclusões de enxofre e de estanho, porém, isso também vai depender da formae da distribuição desses sulfetos na matriz:
Outro adítívo bastante comum na forma de sulfeto é o chumbo, que tam-bém pode estar combinado com enxofre e estanho. Porém, seu uso tem sidorestrito por causar problemas de saúde nos trabalhadores que mantêm contatocom produtos com adição de chumbo. O selênio também pode ser usado comoadítívo em combinação com o enxofre. Esses elementos são mais comuns emaços-carbono e ínoxidáveís dos tipos ferríticos, martensítícos e austeníticos.
)
)
)
)
)
)
)
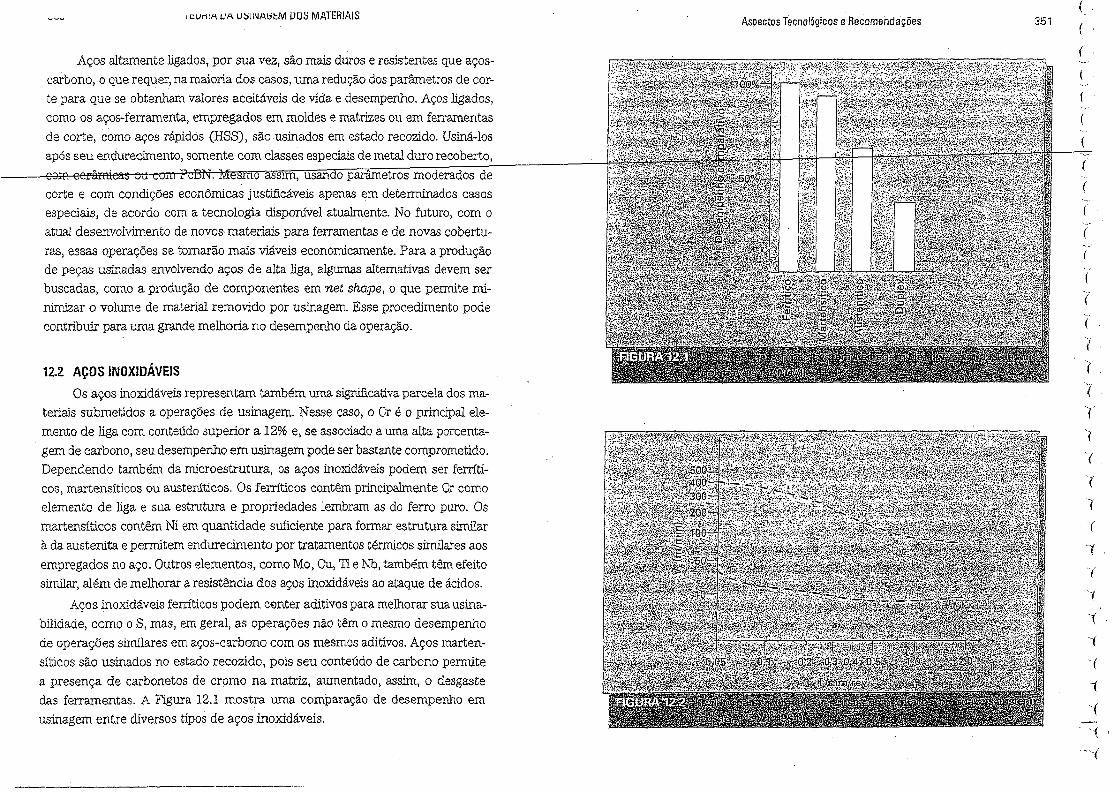
'<:Vt1!f\ lJA. U:::;INAlJI:M DOS MATERIAIS Aspectos Tecnológicos e Recomendações
Aços altamente ligados, por sua vez, são mais duros e resistentes que aços-carbono, o que requer, na maioria dos casos, uma redução dos parãmetros de cor-te para que se obtenham valores aceitáveis de vida. e desempenho. Aços ligados,como os aços-ferramenta, empregados em moldes e matrizes ou em ferramentasde corte, como aços rápidos (HSS) , são usínados em estado recozido. Usínã-Iosapós seu endurecimento, somente com classes especiais de metal duro recoberto,
u. o assim, usan o parâmetros moderados decorte e com condições econômicas justificáveis apenas em determinados casosespeciais, de acordo com a tecnologia disponível atualmente. No futuro, com oatual desenvolvimento de novos materiais para ferramentas e de novas cobertu-ras, essas operações se tornarão mais viáveis economicamente. Para a produçãode peças usinadas envolvendo aços de alta liga, algumas alternativas devem serbuscadas, como a produção de componentes em net shape, o que permite rni-nímízar o volume de material removido por usinagern. Esse procedimento podecontribuir para uma grande melhoría no desempenho da operação.
12.2 AÇOS INOXIDÁVEISOS aços inoxidáveis representam também uma. significativa. parcela dos ma-
teriais submetidos a operações de usinagem. Nesse caso, o Cr é o principal ele-mento de liga com conteúdo superior a 12% e, se associado a uma alta porcenta-
. gem de carbono, seu desempenho em usínagern pode ser bastante comprometido.Dependendo também da microestrutura, os aços inoxidáveis podem ser ferrítí-cos, martensítícos ou austerúticos. Os ferríticos contêm principalmente Cr comoelemento de liga e sua estrutura e propriedades lembram as do ferro puro. Osmartensíticos contêm Ní em quantidade suficiente para formar estrutura símílarà da austeníta e permitem endurecimento por tratamentos térmicos similares aosempregados no aço. Outros elementos, como Mo, Ou, Ti e Nb, também têm efeitosimilar, além de melhorar a resistência dos aços inoxidáveis ao ataque de ácidos.
Aços inoxidáveis ferríticos podem conter adítívos para melhorar sua usina-bilidade, corno o S, mas, em geral, as operações não têm o mesmo desempenhode operações similares em aços-carbono com os mesmos aditivos. Aços marten-síticos são usinados no estado recozido, pois seu conteúdo de carbono permitea presença de carbonetos de cromo na matriz, aumentado, assim, o desgastedas ferramentas. A Figura 12.1 mostra uma comparação de desempenho emusínagem entre diversos tipos de aços inoxidáveis.
{351 (
(
(
(
(.,.
('-"
(
('._c
(
(
(
('(
'(
((
(
l'{
'(
'(
('
r'"(
-r,"~i
l-(
,(
i{',(
'--r
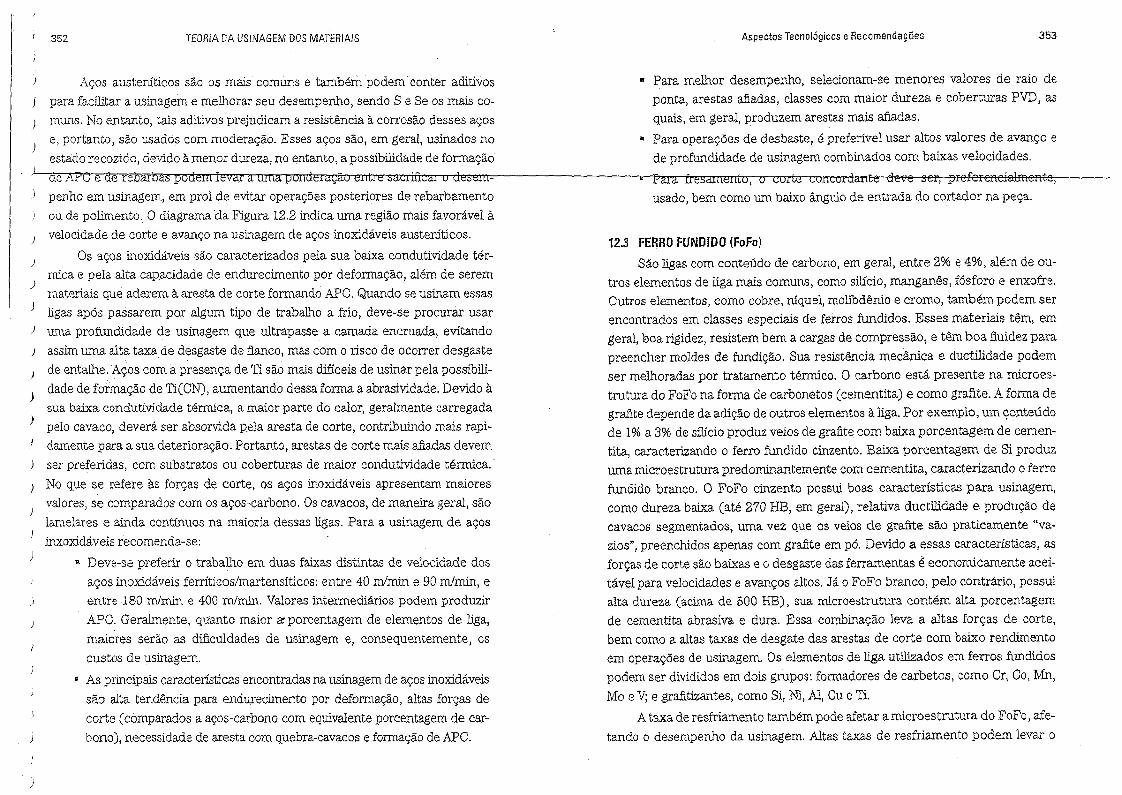
352 TEORIA DA US1NAGEM DOS MATERIAIS Aspectos Tecnológicos e Recomendações 353
Aços austenítícos são os mais comuns e também podem conter adítivos) para facilitar a usínagem e melhorar seu desempenho, sendo S e Se os mais co-} muns. No entanto, tais aditivos prejudicam a resistência à corrosão desses aços
e, portanto, são usados com moderação. Esses aços são, em geral, usínados no)
estado recozído, devido à menor dureza, no entanto, a possibilidade de formaçãode APe e de rebatbas podem levar a fina pOIlder ação Bllwe sacrificar o desem-
" Para melhor desempenho, selecionam-se menores valores de raio deponta, arestas afiadas, classes com maior dureza e coberturas PVD, asquaís, em geral, produzem arestas mais afiadas.
" Para operações de desbaste, é preferível usar altos valores de avanço ede profundidade de usinagem combinados com baixas velocidades.
• Para fresa:1tlellto, o cor te cone O!dm [te de voe ser, preferencialmente,) penha em usinagem, em prol de evitar operações posteriores de rebarbarnento
ou de polimento. O diagrama da Figura 12.2 indica uma região mais favorável àvelocidade de corte e avanço na usinagem de aços inoxidáveis austeníticos.
Os aços inoxidáveis são caracterizados pela sua baixa condutívidade tér-mica e pela alta capacidade de endurecimento por deformação, além de serem
)materiais que aderem à aresta de corte formando APC. Quando se usinam essasligas após passarem por algum tipo de trabalho a frio, deve-se procurar usar
) uma profundidade de usínagern que ultrapasse a camada encruada, evitando) assim uma alta taxa de desgaste de fíanco, mas com o risco de ocorrer desgaste) de entalhe. Aços com a presença de Ti são mais dífíceís de usínar pela possibili-) dade de formação de Ti(CN), aumentando dessa forma a abrasivídade, Devido à
sua baixa condutividade térmica, a maior parte do calor, geralmente carregadapelo cavaco, deverá ser absorvida pela aresta de corte, contribuindo mais rapi-damente para a sua deterioração. Portanto, arestas de corte mais afiadas devemser preferidas, com substratos ou coberturas de maior condutividade térmica .'No que se refere às forças de corte, os aços inoxidáveis apresentam maioresvalores, se comparados com os aços-carbono. Os cavacos, de maneira geral, sãolarnelares e ainda contínuos na maioria dessas ligas. Para a usinagem de açosínxoxidáveís recomenda-se:
usado, bem como um baixo ângulo de entrada do cortador na peça.
)
12.3 FERRO FUNDIDO (FoFo)São ligas com conteúdo de carbono, em geral, entre 2% e 4%, além de ou-
tros elementos de liga mais comuns, como silício, manganês, fósforo e enxofre.Outros elementos, como cobre, níquel, molibdênio e cromo, também podem serencontrados em classes especiais de ferros fundidos. Esses materiais têm, emgeral, boa rigidez, resistem bem a cargas de compressão, e têm boa fluidez parapreencher moldes de fundição. Sua resistência mecânica e ductilidade podemser melhoradas por tratamento térmico. O carbono está presente na mícroes-trutura do FoFo na forma de carbonatos (cementita) e como grafite. A forma degrafite depende da adição de outros elementos à liga. Por exemplo, um ccnteúdode 1% a 3% de silício produz veios de grafite com baixa porcentagem de cemen-títa, caracterizando o ferro fundido cinzento. Baixa porcentagem de Si produzuma microestrutura predominantemente com cementíta, caracterizando o ferrofundido branco. O FoFo cinzento possui boas características para usínagern,como dureza baixa (até 270 HB, em geral), relativa ductilidade e produção decavacos segmentados, uma vez que os veios de grafite são praticamente "va-zios", preenchidos apenas com grafite em pó. Devido a essas características, asforças de corte são baixas e o desgaste das ferramentas e economicamente acei-tável para velocidades e avanços altos. Já o FoFo branco, pelo contrário, possuialta dureza (acima de 500 HB), sua microestrutura contém alta porcentagemde cementíta abrasíva e dura. Essa combinação leva a altas forças de corte,bem como a altas taxas de desgate das arestas de corte com baixo rendimentoem operações de usinagem, Os elementos de liga utilizados em ferros fundidospodem ser divididos em dois grupos: formadores de carbetos, como Cr, Co, Mn,Mo e V; e grafítízantes, como Si, Ni, Al, eu e Ti.
A taxa de resfriamento também pode afetar a microestrutura do FoFo, afe-tando o desempenho da usínagem. Altas taxas de resfriamento podem levar o
,. Deve-se preferir o trabalho em duas faixas distintas de velocidade dosaços inoxidáveis ferrítícos/martensítícos: entre 40 rn/mín e 90 mlmin, e
) entre 180 rrvrnín e 400 m/mín. Valores intermediários podem produzirAPC. Geralmente, quanto maior ct porcentagem de elementos de liga,maiores serão as dificuldades de usínagem e, consequenternente, oscustos de usinagem.
• As principais características encontradas na usínagem de aços inoxidáveissão alta tendência para endurecimento por deformação, altas forças de
) corte (comparados a aços-carbono com equivalente porcentagem de car-bono), necessidade de aresta com quebra-cavacos e formação de APC.
)
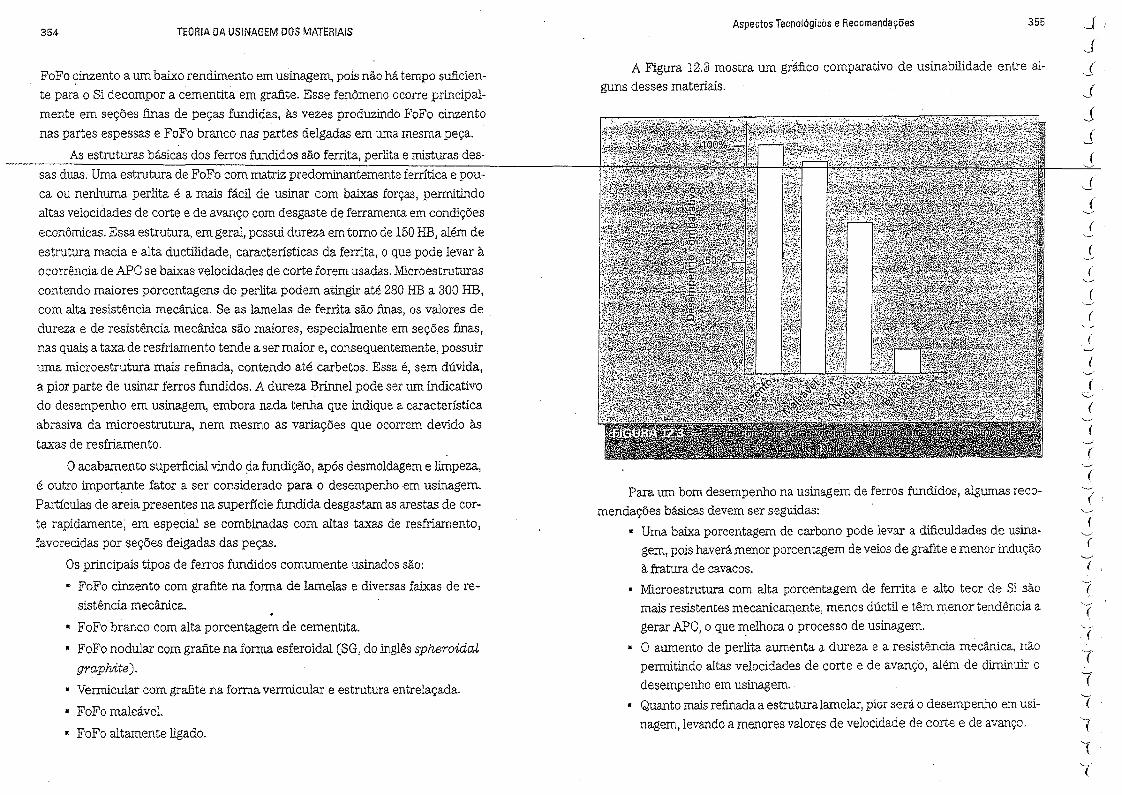
354 TEORIA DA USINAGEM DOS MATERIAISAspectos Tecnológicos e Recomendações
FoFo cinzento a um baixo rendimento em usinagem, pois não há tempo suficien-te para o Si decompor a cementita em grafite. Esse fenômeno ocorre principal-mente em seções finas de peças fundidas, às vezes produzindo FoFo cinzentonas partes espessas e FoFo branco nas partes delgadas em uma mesma peça.
As estruturas básicas dos ferros fundidos são ferrita, perlíta e misturas des-
A Figura 12.3 mostra um gráfico comparativo de usinabilidade entre al-guns desses materiais.
sas duas. Uma estrutura de FoFo com matriz predominantemente ferrítica e pou-ca ou nenhuma perlita é a mais fácil de usinar com baixas forças, permitindoaltas velocidades de corte e de avanço com desgaste de ferramenta em condiçõeseconômicas. Essa estrutura, em geral, possui dureza em tomo de 150HB, além deestrutura macia e alta ductilidade, características da ferrita, o que pode levar àocorrência de APC se baixas velocidades de corte forem usadas.lv1icroestruturascontendo maiores porcentagens de perlita podem atingir até 280 HB a 300 HB,com alta resistência mecânica. Se as Iamelas de ferrita são finas, os valores dedureza e de resistência mecânica são maiores, especialmente em seções finas,nas quais a taxa de resfriamento tende a ser maior e, consequentemente, possuiruma microestrutura mais refinada, contendo até carbetos. Essa é, sem dúvida,a pior parte de usínar ferros fundidos. A dureza Brinnel pode ser um índícatívodo desempenho em usínagem, embora nada tenha que indique a característicaabrasiva da mícroestrutura, nem mesmo as variações que ocorrem devido àstaxas de resfriamento.
O acabamento superficial vindo da fundição, após desmoldagem e limpeza,é outro importante fator a ser considerado para o desempenho em usínagem,Partículas de areia presentes na superfície fundida desgastam as arestas de cor-te rapidamente; em especial se combinadas com altas taxas de resfriamento,favorecidas por seções delgadas das peças.
Os principais tipos de ferros fundidos comumente usinados são:•• FoFo cinzento com grafite na forma de lamelas e diversas faixas de re-
sistência mecânica.
• FoFo branco com alta porcentagem de cementita.• FoFo nodular com grafite na forma esferoidal eSG) do inglês spheroidal
graphite).
• Vermicular com grafite na forma verrnicular e estrutura entrelaçada.• FoFo maleávél.
• FoFo altamente ligado.
Para um bom desempenho na usínagem de ferros fundidos, algumas reco-mendações básicas devem ser seguidas:
• Uma baixa porcentagem de carbono pode levar a dificuldades de usina-gem, pois haverá menor porcentagem de veios de grafite e menor induçãoà fratura de cavacos.Microestrutura com alta porcentagem de ferrita e alto teor de Si sãomais resistentes mecanicamente, menos dúctil e têm menor tendência agerar APC, o que melhora o processo de usínagem.
• O aumento de perlita aumenta a dureza e a resistência mecânica, nãopermitindo altas velocidades de corte e de avanço, além de diminuir odesempenho em usínagem,
• Quanto mais refinada a estrutura lamelar, pior será o desempenho em usi-nagem, levando a menores valores de velocidade de corte e de avanço.
355
f,JJiJ,J--((
,~
(
(
(
(,~
(
(
(c~·(
(
(,~
(
(
('-../(
'---'(
)
)
)
)
)
356 TEORIA DA USINAGEM DOS MATERlA1S Aspectos Tecnológicos e Recomendações 357
~ Porcentagens tão pequenas quanto 5% de carbonetos na microestruturareduzem substancialmente as condições de corte. Esse efeito é pior emestruturas perlíticas.
G As partes superiores dá. peça fundida concentram as piores impurezas,uma vez que estas tendem a "boiar" durante o envazamento do metalfUndido.
vos (Ti eMg, por exemplo) e alta porcentagem de carbonetos dispersas na mícro-estrutura - todas péssimas características para as operações de usinagem.
As ligas à base de ferro são, normalmente, as "menos difíceis" de usínar,embora tenham um desempenho muito inferior às suas equivalentes, contendoapenas carbono, sem elementos de liga. As velocidades de corte e de avanço sãobastante reduzidas para que se consigam tempos de vida aceitáveis ecoRomica
c Ferros fundidos cinzentos são os mais fáceis de usinar com cavacoscurtos e quebradiços, seguidos dos nodulares e rnaleãveís, com cavacos lon-gos. Os ferros fundidos verrnículares e brancos estão na outra ponta daescala.
G Os principais tipos de desgaste quando usinando FoFo são a abrasão, aadesão e a difusão, nessa ordem. A abrasão é causada por carbonetosna micrcestrutura e por areia na superfície. A adesão pode vir de APCem baixas velocidades. E a difusão pode ocorrer em altas velocidades nasuperfície de saída quando não se usam coberturas apropriadas, PcBNou cerâmicas.
•• Para FoFo branco, somente PcBN e cerâmicas têm sido usados comsucesso, além de uma crescente tendência de empregar a retificação.
mente. As ligas mais próximas, em termos de condições de usínagem, podemser os aços inoxidáveis austenítícos - além disso, são mais bem usinadas nacondição de recozidas, larnínadas e com alivio de tensões. Muitas dessas ligas,se usínadas somente na condição recozída, ou se solubílizadas, podem ser maisproblemáticas por conta do endurecimento por deformação e do aparecimento
de APC.
As ligas à base de Ni são muito difíceis de usínar em condições econômi-cas de corte. Se a liga contém também cromo, o que é comum para aumentar aresistência à corrosão, a situação se agrava ainda mais. Nesse caso, a usínagem .deve ser realizada, preferencialmente, em estado solubilizado, situação em queas condições de corte podem ser comparadas aos aços inoxidáveis austenítícos.Sendo esses materiais altamente endurecíveís por deformação, as velocidadesdevem ser diminuídas para que se obtenha um desempenho aceítável. A Figura12.4 mostra uma comparação de algumas dessas ligas com o alumínio em termosde capacidade de endurecimento por deformação.
As superlígas à base de cobalto são similares às anteriores em termos deestrutura e de desempenho em usinagem. Quando possuem altas porcentagensde cromo, níquel e de tungstênio, sua resistência mecânica a quente é consi-deravelmente aumentada. Nesses casos, o desempenho da usínagem é subs-tancialmente prejudicado e somente efeitos moderados podem ser esperadosusínandc-se na condição solubilizado, a melhor para a usínagern. As peças fun-
didas com essas ligas possuem, ainda, melhores propriedades mecânicas que asforiadas, e representam desafio maior para a usínagern. As superfícies fundidaspossuem uma camada dura e altamente abrasíva, facilitando o desgaste por en-talhe, o que limita a vida das ferramentas mesmo a baixos valores de velocidade
e de avanço.
Algumas recomendações, que têm levado a ligeiros ganhos de desempenhoem usínagem dessas ligas, são:
s Arestas positivas e afiadas.
12.4 LIGAS TERMO-RESISTENTES E SUPERLlGAS (HSTR, DO INGlES HIGHSTRENGHTTHERMAl RESISTANT SUPERAlLOYS)Essa classe de metais inclui uma extensa lista de aços ligados, alguns ino-
xidáveis de alta liga, ligas refratárias, e algumas ligas de títãnio. AlglIDS também
são conhecidos como ligas termo-resistentes à base de ferro; lisas à base deníquel; ligas à base de cobalto.
Essas ligas são, geralmente, resultados de desenvolvimentos metalúrgicos
J em ligas já existentes, buscando uma melhor relação resistência mecânica-peso,) resistência mecânica a quente e resistência à corrosão. Esses materiais possuem
valores de resistência mecânica acima da maioria das ligas e podem mantê-Ias em}
temperaturas mais altas, o que equivale dizer que a formação de cavacos em usina-) gem é, consequentemente, muito dífícíl, se comparada à maioria das ligas metáli-
cas. Além disso, essas ligas têm baixa condutividade térmica (por ser de natureza) inoxidável), tendem a se soldar facilmente às arestas de corte e a endurecer por
deformação (natureza inoxidável), bem como possuem elementos altamente reatí-
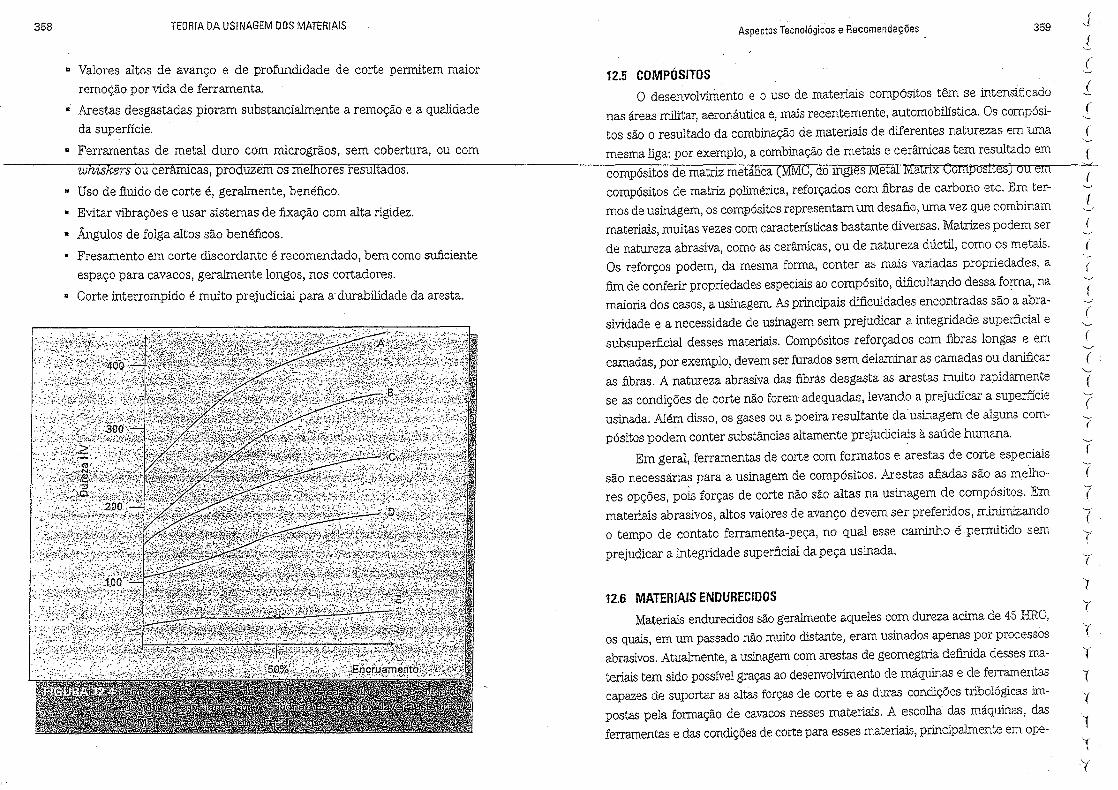
358 TEORIA DA USINAGEM DOS MATERIAIS Aspectos Tecnológicos e Recomendações
" Valores altos de avanço e de profundidade de corte permitem maiorremoção por vida de ferramenta.
R Arestas desgastadas pioram substancialmente a remoção e a qualidadeda superfície.
" Ferramentas de metal duro com rnicrogrãos, sem cobertura, ou com
wh~skers ou cerãrrucas, produzem os melhores resultados.
12.5 COMPÓSITOSO desenvolvímento e o uso de materiais compósítos têm se intensificado
nas áreas militar, aeronáutica e, mais recentemente, automobilística. Os cornpósi-tos são o resultado da combinação de materiais de diferentes naturezas em umamesma liga: por exemplo, a combinação de metais e cerâmicas tem resultado emcompósitos de matriz metálica (MMC, do mgles Metãl Matnx ComposlCes) OU emcompósitos de matriz políméríca, reforçados com fibras de carbono etc. Em ter-mos de usínagem, os compósitos representam um desafio, uma vez que combinammateriais, muitas vezes com características bastante diversas. Matrizes podem serde natureza abrasíva, como as cerâmicas, ou de natureza dúctil, como os metais.Os reforços podem, da mesma forma, conter as mais variadas propriedades, afim de conferir propriedades especiais ao compósito, dificultando dessa forma, namaioria dos casos, a usínagem. As principais dificuldades encontradas são a abra-sividade e a necessidade de usínagem sem prejudicar a integridade superficial esubsuperfícíal desses materiais. Compósitos reforçados com fibras longas e emcamadas, por exemplo, devem ser furados sem delamínar as camadas ou danificaras fibras. A natureza abrasíva das fibras desgasta as arestas muito rapidamentese as condições de corte não forem adequadas, levando a prejudicar a superfícieusinada. Além disso, os gases ou a poeira resultante da usinagern de alguns com-pósitos podem conter substâncias altamente prejudiciais à saúde humana.
Em geral, ferramentas de corte com formatos e arestas de corte especiaissão necessárias para a usínagem de compósitos. Arestas afiadas são as melho-res opções, pois forças de corte não são altas na usínagem de compósitos. Emmateriais abrasivos, altos valores de avanço devem ser preferidos, minímízandoo tempo de contato ferramenta-peça, no qual esse caminho é permitido sem
prejudicar a integridade superficial da peça usinada,
• Uso de fluido de corte é, geralmente, benéfico.
s Evitar vibrações e usar sistemas de fixação com alta rigidez.
• Ângulos de folga altos são benéficos.
• Fresamento em corte discordante é recomendado, bem como suficienteespaço para cavacos, geralmente longos, nos cortadores.
• Corte interrompido é muito prejudicial para a durabilidade da aresta.
12.6 MATERIAIS ENDURECIDOSMateriais endurecidos são geralmente aqueles com dureza acima de 45 HRC,
os quaís, em um passado não muito distante, eram usinados apenas por processosabrasivos. Atualmente, a usinagem com arestas de geomegtria definida desses ma-teriais tem sido possível graças ao desenvolvimento de máquinas e de ferramentascapazes de suportar as altas forças de corte e as duras condições tribológicas im-postas pela formação de cavacos nesses materiais, A escolha das máquinas, dasferramentas e das condições de corte para esses materiais, principalmente em ope-
359
(.~(
,~
(.••.•..(
'-_.(
(
(
'7("('{
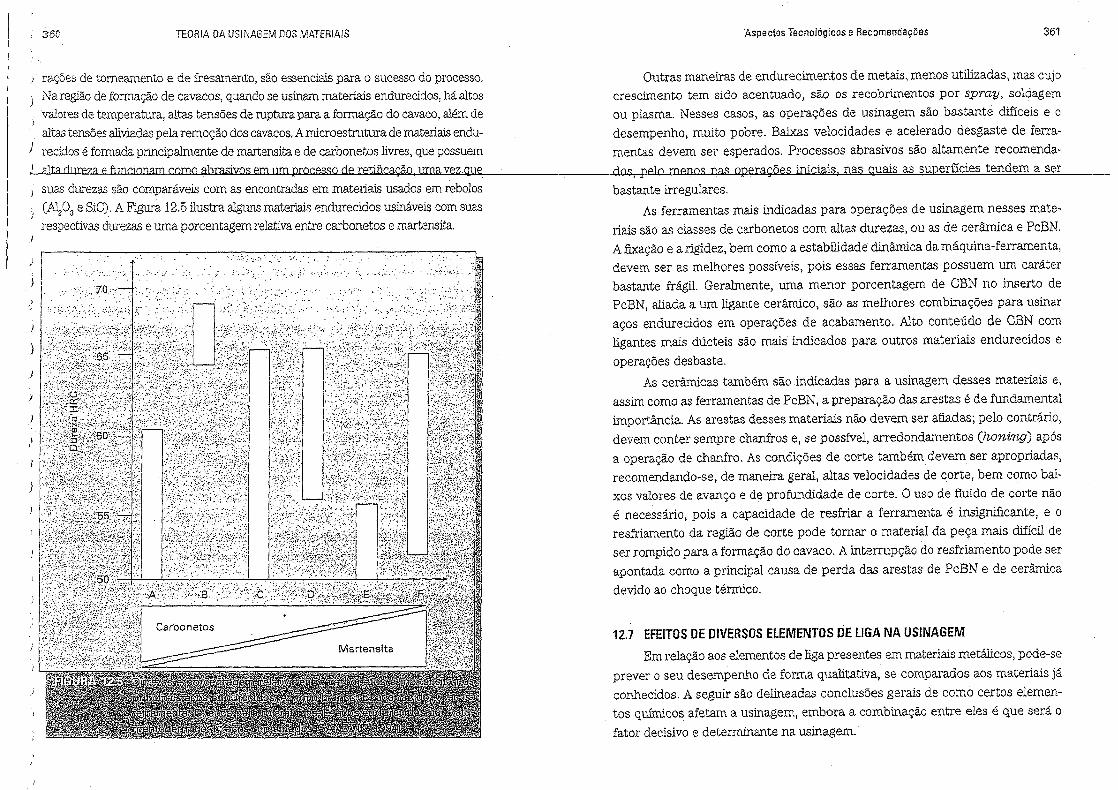
360 TEORIA DA USINAGEM DOS MATERIAIS 'Aspectos Tecnológicos e Recomendações 361
j rações de tornearnento e de fresamento, são essenciaispara o sucesso do processo.Na regiãode formação de cavacos, quandose usínam materiais endurecidos,há altos
,valores de temperatura, altas tensões de ruptura para a formação do cavaco,além dealtas tensõesaliviadaspela remoção dos cavacos.Amicroestrutura de materiaisendu-
l recídos é formadaprincipalmente de martensíta e de carbonetos livres,que possuem) alta r)JJreZa e Dmrjonam como (lbrasivosem Ilmprocesso de retificação,uma vez Que
Outras maneiras de endurecimentos de metais, menos utilizadas, mas cujocrescimento tem sido acentuado, são os rscobrímentos por spray, soldagemou plasma. Nesses casos, as operações de usínagern são bastante difíceis e odesempenho, muito pobre. Baixas velocidades e acelerado desgaste de ferra-mentas devem ser esperados. Processos abrasivos são altamente recomenda-dos, pejo menos nas operações iniciais, nas ouais as superfícies tendem a ser
) suas durezas são comparáveis com as encontradas em materiais usados em rebolosCAlz03 e SiO).A Figura 12.5 ilustra algunsmateriais endurecidos usináveiscom suasrespectivas durezas e uma porcentagem relativaentre carbonetos e martensíta.
......... ,... ," -, ,.:.' ::: :.: . • -Ó; •• :
...:. ": .". ,'..~
bastante irregulares.As ferramentas mais indicadas para operações de usínagem nesses mate-
ríaís são as classes de carbonetos com altas durezas, ou as de cerâmica e PcBN.Afixação e a rigidez, bem como a estabilidade dínãmíca da máquina-ferramenta,devem ser as melhores possíveis, pois essas ferramentas possuem um caráterbastante frágil. Geralmente, uma menor porcentagem de CBN no inserto dePcBN, aliada a um lígante cerâmica, são as melhores combinações para usínaraços endurecidos em operações de acabamento. Alto conteúdo de OBN comlígantes mais dúcteis são mais indicados para outros materiais endurecidos eoperações desbaste.
As cerâmicas também são índícadas para a usinagem desses materiais e,assim como as ferramentas de PcBN, a preparação das arestas é de fundamentalimportância. As arestas desses materiais não devem ser afiadas; pelo contrário,devem conter sempre chanfros e, se possível, arredondamentos (honíng) apósa operação de chanfro. As condições de corte também devem ser apropriadas,recomendando-se, de maneira geral, altas velocidades de corte, bem corno bai-xos valores de avanço e de profundidade de corte. O uso de fluido de corte nãoé necessário, pois a capacidade de resfriar a ferramenta é ínsignificante, e oresfriamento da região de corte pode tornar o material da peça mais difícil deser rompido para a formação do cavaco. A interrupção do resfriamento pode serapontada como a principal causa de perda das arestas de PcBN e de cerâmicadevido ao choque térmico.
)
':",::,-";.:', -c,'
12.7 EFEITOS DE DIVERSOS elEMENTOS DE LIGA NA US1NAGEMEm relação aos elementos de liga presentes em materiais metálicos, pode-se
prever o seu desempenho de forma qualitativa, se comparados aos materiais jáconhecidos. A seguir são delineadas conclusões gerais de como certos elemen-
. tos químicos afetam a usinagem, embora a cornbínação entre eles é que será ofator decisivo e determinante na usinagem.
362 TEORIA DA US1NAGEM DOS MATERIAIS Aspectos Tecnológicos e Recomendações
• Aluminio: induz ductilidade em ligas de níquel, necessitando o controledo cavaco. Forma nitretos em contato com nitrogênio em altas tempera-turas, produzindo superfícies endurecidas.
• Berüio: é tóxico e a usínagem de suas ligas pode ser prejudicial à saú-de humana. É adicionado para endurecer ligas de cobre e lhes conferir
• Silício: serve principalmente para permitir a quebra do cavaco e au-mentar o desgaste por.abrasão nas ligas onde está presente. Em ligas dealumínio, particularmente, melhora a fluidez para fundição; e na porcen-
tagem hipereutética, produz partículas de Si na matriz, o que acelera o
desgaste abrasívo das ferramentas de usinagem.
efeito de mola.
• Boro: em pequenas porcentagens, aumenta a dureza e dificulta ausínagern.
• Carbono: facilita o endurecimento das ligas e forma carbonetos comferro, cromo e vanádío, aumentando a resistência ao desgaste abrasivoe dírnínuíndo o desempenho do material em usínagem.
• Cromo: sua presença reduz o desempenho do material em usínagern egeralmente é adicionado para aumentar a resistência mecânica, o endu-recimento e a resistência ao desgaste abrasívo e à corrosão.
• Cobalto: é adicionado, principalmente, para aumentar a resistência me-cânica a quente, bem como as propriedades magnéticas. Forma carbone-tos e, por consequêncía, reduz o desempenho do material em usínagern,
• Cobre: é usado extensivamente na produção de latão e de bronze e aqualidade da usínagem vai depender do segundo elemento presente,embora não tenha grande influência sobre a formação de cavacos, exce-to ao afetar a ductilídade e produzir cavacos mais longos.
• Chumbo: em pequenas porcentagens, produz aços de corte fácil, espe-cialmente em velocidades abaixo de 60 m/min.
• Magnésio: usado para produzir ligas de baixa densidade, geralmentemelhora a usínagern da liga. Ligas com alta porcentagem de Mg podemser perigosas pela facilidade de combustão.
• Manganês: ligas com alto conteúdo de Mn são não magnéticas nem encruá-veís. Afeta a usínagem por induzir o encruamento-e o surgimento de APC.
• Níquel: aumenta a dureza, a resístêncíaà corrosão e a resístência mecânica,mas reduz o desempenho do material em usínagern. Também é usado emcombinação com cromo para melhorar o desempenho mecânico a quente.Ligas contendo Ni também tendem a formar APC e desgaste de entalhe.
• Niôbio: aumenta a resistência mecânica e à corrosão, permitindo assima usínagem somente a baixas velocidades.
• Tântato: seu usa e suas cOIlsequêncLas são os mesmos do rcióbio.
• Estanho: usado nas ligas de cobre para produção de bronze, é um mate-rial com baixo coeficiente de atrito quando aplicado em rnancaís. Geral-
mente, não prejudica a usínagem, uma vez que o bronze não representa
grande desafio, a não ser que a liga seja muito macia, o que prejudica a
usínagem a baixas velocidades.
• Títânio: quando ligado a Al, Mn, Sn ou V, produz ligas de baixa densi-
dade com excelente resistência mecânica e à corrosão, o que dificulta ausínagem, Os principais problemas são a APC e o baixo tempo de vida,
além de haver perigo de combustão durante a usinagem.
• Tungstênio: é o primeiro elemento a ser acrescentado para melhorara dureza e diminuir a condutividade térmica. Quando presente, afeta
negativamente o desempenho do material em usínagem.
• Vanádio: usado em combinação com Cr, oferece boas propriedades de
corte, bem como aumenta a resistência mecânica e a ductilidade. Esses
fatores afetam negativamente a usínagem.
• Zinco: usado extensivamente em ligas de baixa resistência mecânica ebaixo custo para ligas fomecidas no estado fundido ou laminado, me-lhora a usínagem, a não ser que a liga seja muito macia, o que indica
tendência à formação de APC.
REFERÊNCIAS BIBLIOGRÁFICASDE GARMO, E. P. et alo Material and processes in mamufacturinq. 7. ed.
Nova York: Macmillan Publishing Cornpany, 1988.
MACHADO, A. R.; SILVA, M. B. "Usínagem dos metais HSC". Apostila:S" versão. Uberlãndía: Universidade Federal de Uberlãndía (UFU), 2004.
SANDVIK, C. Modern metal cutting: a practical handbook. Suécia: Sandvik
Coromant, Technical Editorial Dept., 1994.
363r
d
J
(
('-...:
("--'
I{
{
(~-'(
'.-.'
(
(
(
('-...(
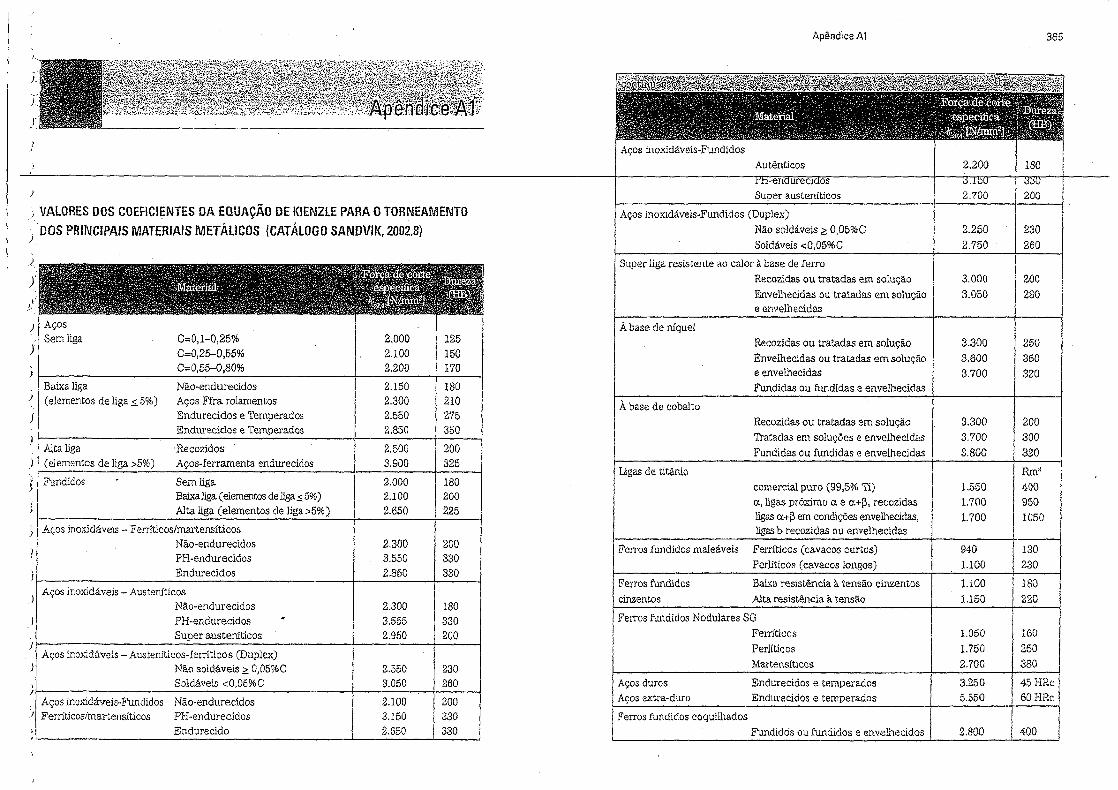
I,,
J
Apêndice Al
}
) VALORES DOS COEFlCI~NTES DA EQUAÇÃO DE KIENZLE PARA O TORNEAMENTO...DOS PRINCIPAIS MATERIAIS METÁLICOS (CATÁLOGO SANDVIK, 2002.8))
) AçosSem liga C=0,1-0,25% 2.000 125
} C=0,25-0,55% 2.100 150C=O,55-0,80% 2.200 170
JBaixa liga Não-endurecidos 2.150 180
) (elementos de liga $. 5%) Aços Ffra rolamentos 2.300 210) Endurecidos e Temperados 2.550 275
Endurecidos e Temperados 2.850 350
Alta liga .Recozidos 2.500 200) (elementos de liga >5%) Aços-ferramenta endurecidos 3.900 325
Fundidos Sernliga 2.000 180Baixaliga (elementos de liga oS 5%) 2.100 200Alta liga (elementos ele liga >5%) 2.650 225
) Aços inoxidáveis - Ferríticos/martensíticosNão-endurecidos 2.300 200PH-endurecidos 3.550 330Endurecidos 2.850 330
Aços inoxidáveis - AusteníticosNão-end urecidos 2.300 180PH-endurecidos 3.555 330Super austenítícos 2.950 200
JAços inoxidáveis - Austeníticos-Ierrítícos (Duplex)
Não soldáveis ~ O,05%C 2.550 230I Soldáveis <0,05%C 3.0S0 260J
Aços inoxidáveis-Fundidos Não-endurecidos 2.100 200} F erríticos/martensítícos PR -endurecídos 3.150 330
" Endurecido 2.650 330,
2.700 200Aços inoxidáveis-Fundidos (Duplex)
Não soldãveís Z 0,05%C 2.250 230Soldáveis <0,05%C 2.750 260
Super liga resistente ao calor à base de fenoRecozidas ou tratadas em solução 3.000 200Envelhecidas ou tratadas em solução 3.050 280e envelhecidas
À base de níquelRecozidas ou tratadas em solução 3.300 250Envelhecidas ou tratadas em solução 3.600 350e envelhecidas 3.700 320Fundidas ou fundidas e envelhecídas
À base de cobaltoRecozidas ou tratadas em solução 3.300 200'Iratadas em soluções e envelhecídas 3.700 300Fundidas ou fundidas e envelhecidas 3.800 320
Ligas de títãnío Rm"comercial puro (99,5% Ti) 1.550 400(1.,ligas próximo. a. e 0'.+f3, recozkías 1.700 950ligas a+f3 em condições envelhecidas, 1.700 1050ligasb recozídas ou envelhecidas
Ferros fundidos maleáveis Ferrítícos (cavacos curtos) 940 130Perlítíoos (cavacos longos) 1.100 230
Fenos fundidos Baixa resistência à tensão cinzentos 1.100 180cinzentos Alta resistência à tensão 1.150 220Ferros fundidos Nodulares SG
Ferrítícos 1.050 160Perliticos 1.750 250Martensíticos 2.700 380
Aços duros Endurecidos e temperados 3.250 4SHRc:Aços extra-duro Endurecidos e temperados 5.550 BORRe
Ferros fundidos coouílhadosFundidos ou fundidos e envelhecidos 2.800 400
365
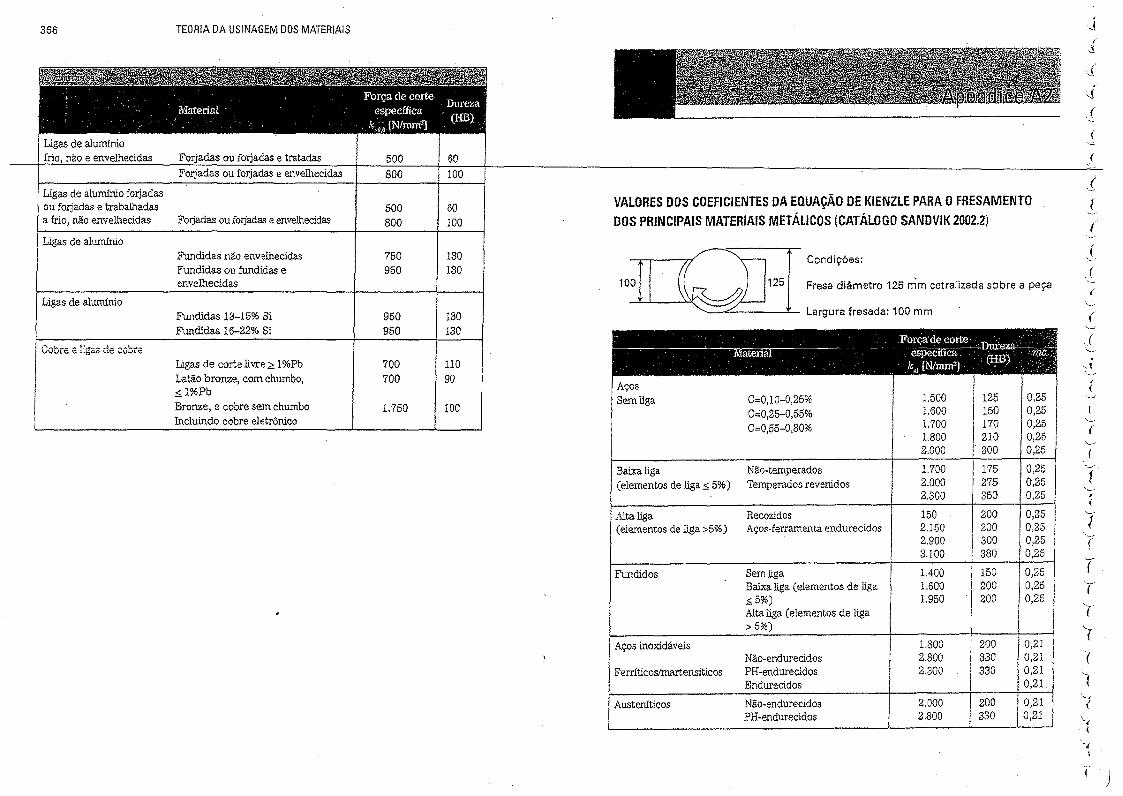
366 TEORIA DA USINAGEM DOS MATERIAIS
Ligas de alumíniofrio, não e envelhecidas Forjadas ou forjadas e tratadas 500 60
Forjadas ou forjadas e enveIhecidas 800 100
Ligas de alumínio forjadasou forjadas e trabalhadas 500 60a frio, não envelhecidas Forjadas oufoIjadas e envelhecídas 800 IDO
Ligas de alumínioFundidas não envelhecídas 750 130Fundidas ou fundidas e 950 130envelhecidas
Ligas de alumínioFundidas 13-15% Si 950 130Fundidas 16-22% Si 950 130
Cobre e Iígas de cobreLigas de corte livre z 1%Pb 700 110Latão bronze, com chumbo, 700 90~l%PbBronze, e cobre sem chumbo 1.750 100Incluindo cobre eletrônico
VALORES DOS COEFICIENTES DA EaUAçÃO DE KIENZLE PARA O FRESAMENTODOS PRINCIPAIS MATERIAIS METÁLICOS (CATÁLOGO SANDVIK 2002.2)
1O~ __ ~•..•~125[ ::~:i:~::etro 125 rnrn cetralizada sobre a peça
~ - Largura fresada: 100 mm '
C=0,10-0,25% 1.500 125 0,25C=0,25-0,55% 1.600 150 0,25
C=0,55-0,80% 1.700 170 0,251.800 210 0,252.000 300 0,25
Baixa liga Não-temperados 1.700 175 0,25(elementos de liga.$ 5%) Temperados revenídos 2.000 275 0,25
2.300 350 0,25
Alta liga Recozídos 150 200 0,25(elementos de liga >5%) Aços-ferramenta endurecidos 2.150 200 0,25
2.900 300 0,253.100 380 0,25
Fundidos Sem liga 1.400 150 0,25Baixa liga (elementos de liga 1.600
I200 0,25
.s 5%) 1.950 200 0,25Alta liga (elementos de liga> 5%)
Aços inoxidáveis 1.800 200 0,21Não-endurecidos 2.800 330 0,21
Ferrítícos/rnartensítícos PH-endurecidos 2.300 330 0,21Endurecidos 0,21
Austenítícos Não-endurecidos 2.000 200 0,21PH-endurecidos 2.800 330 0,21
Jf-.i
,J'.{.,((
(
,{(
(
(-(
(
~,
('-('-'
f,,1'"
(
('-,(
'--,
r'--,1(
T"--,'(
,
7'(
'("\
~,<
"'-4
(
'(\
)
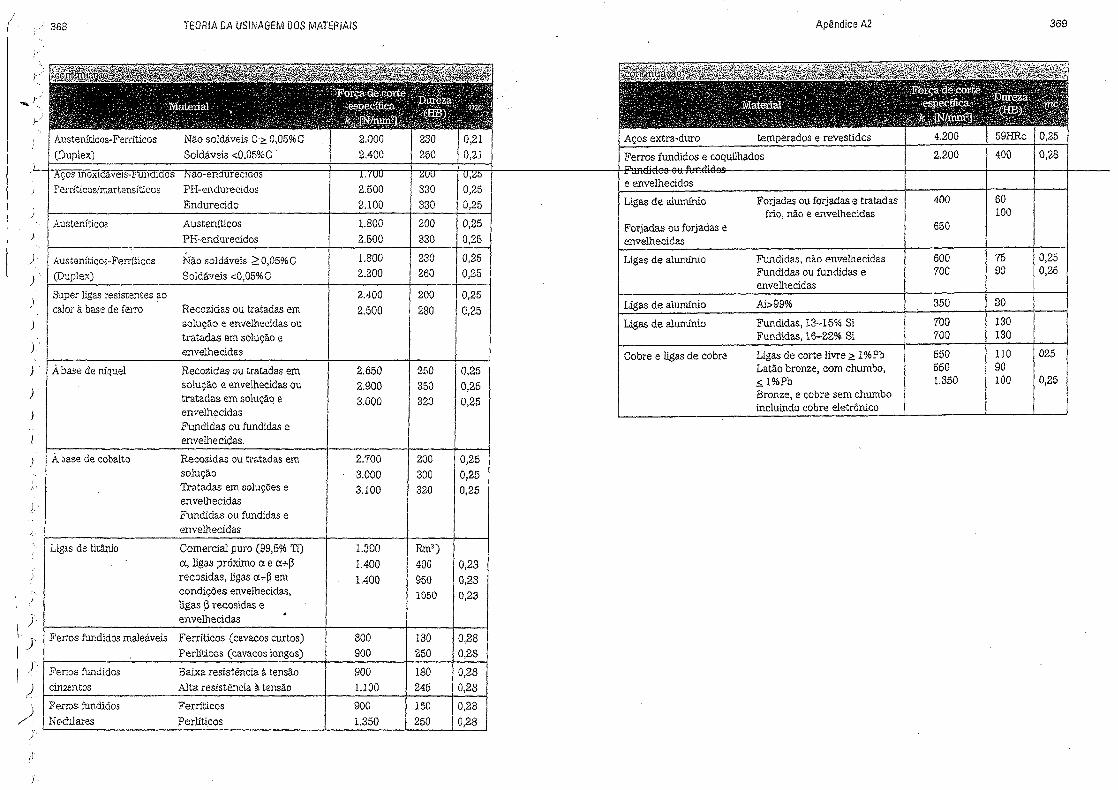
j368 TEORIA DA USINAGEM DOS MATERiAiS Apêndice A2 369
Aços extra-duro temperados e revestidos 4.200 59HRc 0,25
Ferros fundidos e coquilhados 2.200 400 0,28
2.500 330 0,25 e envelhecidos
2.100 330 0,25 Ligas de alumínio Forjadas ou for:iadas e tratadas 400 60I frio, não e envelhecidas 100
Austenítícos Austeníticos 1.800 200 0,25 Forjadas ou forjadas e 650} PH-endurecidos 2.500 330 0,25 envelnecídas
) Austeníticos-Ferríticos NãO soldáveis ~0,05%C 1.800 230 0,25 Ligas de alumínio Fundidas, não envelhecídas 600 75 0,25
) (Duplex) Soldáveís <0,05%C 2.200 260 0,25 Fundidas ou fundidas e 700 90 0,25envelhecidas
)Super ligas resistentes ao 2.400 200 0,25calor à base de ferro Recozidas ou tratadas em 2.500 280 0,25 Ligas de alunúnio Ab99% 350 30
) solução e envelhecidas ou Ligas de alumínio Fundidas, 13-15% Si 700 130
) . tratadas em solução e Fundidas, 16-22% Si 700 130envelhecidas Cobre e ligas de cobre Ligas de corte livre 2: 1%Pb 550 110 025
) À base de níquel Recozídas ou tratadas em 2.650 250 0,25 Latão bronze, com chumbo, S60 90solução e envelhecidas ou 2.900 350 0,25 .s.l%Pb 1.350 100 0,25
) tratadas em solução e 3.000 320 0,25Bronze, e cobre sem chumbo
) envelhecidas incluindo cobre eletrônico
Fundidas ou fundidas eenvelhecídas,
I À base de cobalto Recozidas ou tratadas em 2.700 200 0,25solução 3.000 300 0,26
). Tratadas em soluções e 3.100 320 0,25envelhecídasFundidas ou fundidas eenvelhecidas
Ligas de titãnio Comercial puro (99,5% Ti) 1.300 Rm2)a, ligas próximo o: e a+~ 1.400 400 0,23recosídas, ligas o:+~em 1.400 950 0,23condições envelhecídas, 1050 0,23ligas ~ recosidas e
\r envelhecidas
} Ferros fundidos maleáveis Ferrítícos (cavacos curtos) 800 130 0,28I . Perlítícos (cavacos longos) 900 250 0,28
I J Fenos fundidos Baixa resistência à tensão 900 180 0,28
/ cinzentos Alta resistência à tensão 1.100 245 0,28
) Ferros fundidos Ferrítícos 900 160 0,28Nodnlares Perlíticos 1.350 250 0,28
)'
,)
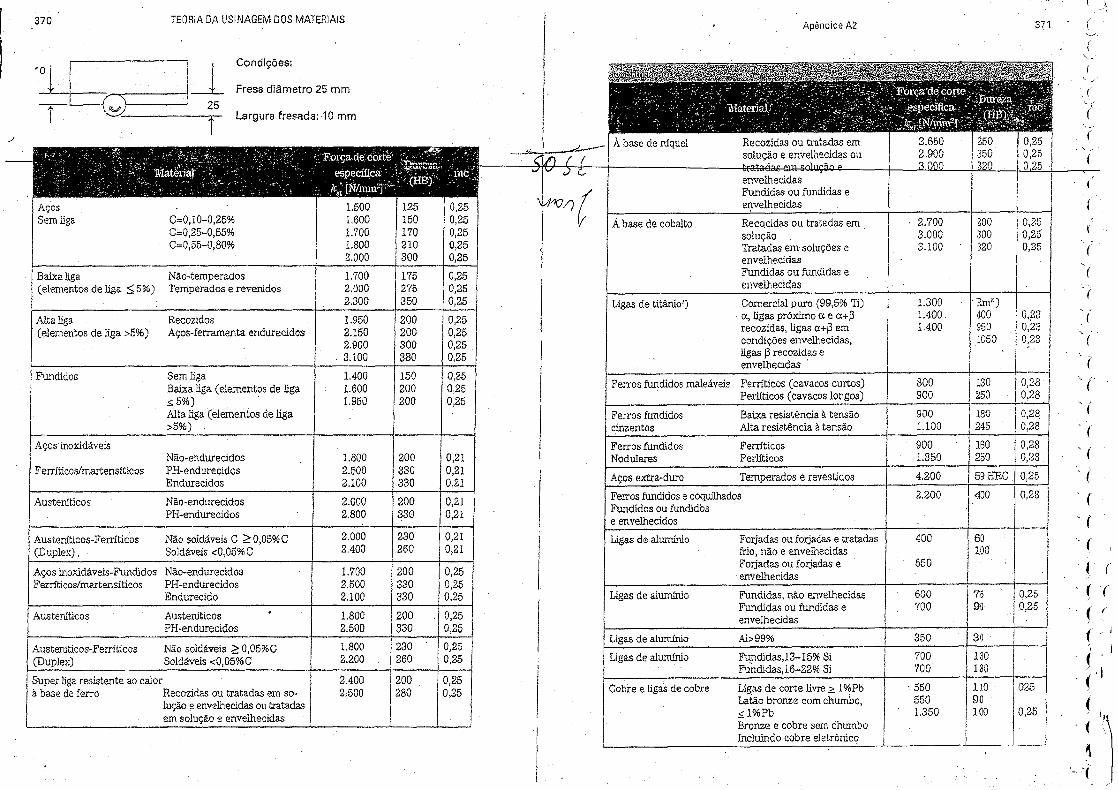
370 TEORIA DA USINAGEM DOS MATERIAIS Apêndice A2 371 .,\'•...~...•..
'~ I~ Condições:
Fresa diâmetro 25 mm (
25
r Largura fresada: ,10 mm (
j (, ':'- .-
(
envelhecldas (,
V/!/J()/) r Fundidas ou fundidas eAços 1.500
1125 0,25 envelhecidas
Sem liga C=0,10-0,25% 1.600 150 0,25 Á base de cobalto Recocídas ou tratadas em 2.700 ZOO 0,25C::O,25--0,55% 1.700 1170 0,25 solução 3.000 /300 0,25
(
C::O,55-0,80% 1.8001210 0,25 Tratadas em soluções e 3.100 320 0,25
2.000 300 0,25 envelhecidas(
Baixa liga Não-temperados 1.700 1175 0,25 Fundidas ou fundidas e ((elementos de liga:::; 5%) Temperados e revenidos 2.000 275 0,25 envelhecidas I::";ly2.300 350 0,25 Ligas de titânio') Comercial puro (99,5% Ti) 1.300
(
Alta liga Recozidos 1.950 200 0,25 0:, ligas prõxímo c e 0:+0 1.400. ((elementos de liga >5%) Aços-ferramenta endurecidos 2.150 200 0,25 recozidas, ligas a+0 em 1.400 $50 10,23
"
2.900 300 0,25 condições envelhecidas, 11050 0:23 i3.100 380 0,25 ligas J3recozídas e ! i
Fundidos Sem liga 1AOOenvelheoídas ! (
150 0,25 l
! O28 1Baixa liga (elementos de liga 1.600 200 0,25 Ferros fundidos rnaleãveís Ferríticos (cavacos curtos) 800 . 130 '(::;5%) 1.950 200 0,25 Perlítícos (cavacos longos) 900 1250 I 0;28 IAlta liga (elementos de liga Ferros fundidos - Baixa resistência à tensão 900 180 0,28 I (>5%) cinzentos Alta resistência à tensão 1.100 245 0,28 ' (
Aços inoxidáveis Ferros fundidos Ferrfticos 9001160 0,28
Não-endurecidos 1.800 200 0,21 Nodulares Perlfticos 1.350 250 0,28 ' (Ferríticos/rnartensítícos PH-endurecidos 2.500 330 0,21 ' i
Endurecidos 3,100 330 0,21 Aços extra-duro Temperados e revestidos 4.300 59 h'RC 0,25
Austeníticos Não-endurecidos 2.000 200 0,21 Ferros fundidos e coquilhados 2,200 400 .0,28 I (PH-endurecidos 2,800 330 0,21 Fundidos ou fundidos -+-~e envelhecidos . (
Austenítícos- Ferriticos Não soldáveis C ~ 0,05%C 2.000 230 0,21 Ligas de alumínio Forjadas ou forjadas e tratadas 400 60(Duplex) . Soldáveis <0,05%C 2.400 .260 0,21 frio, não e envelhecidas 100 I . (
Aços lnoxldáveís-Fundldos Não-endurecidos 1.700 200 0,25Forjadas ou forjadas e 650 I ( (
Ferrítícos/martensítícos Plf-endurecídos 2.500 330 0,25envelhecídas
Endurecido 2.100 330 0,25 Ligas de alumfnio Fundidas, não envelhecidas 600 175 0,25 I ( (
Austeníticos Austenítícos 1.800 200 0,25Fundidas ou fundidas e 700 ! 90 0,25 I ( ("
envelhecidas j {
PH -endurecídos 2,500 330 0,25I /1
Austenítícos-Ferrítícos Não soldáveis ;:;:0,05%C 1.800 230 0,25Ligas de alumínio Ai>99% 350 30 (
),
(Duplex) Soldáveis <0,05%0 2.200 260 0,25 Ligas de alumínío Fupdidas,13-15% Si 700 130 (ISuper liga resistente ao calor I
Fundidas, 16-22% Si 700 120 ,I2.400 200 0,25 (à base de ferro Recozidas ou tratadas em so- 2;500 280 0,25 Cobre e ligas de cobre Ligas de corte livre? 1%Pb ' 550
1
110
1
025
lução e envelhecídas 0\1 tratadas Latão bronze com chumbo, 550 90 (em solução e envelhecídas l
sl%Pb 1.350 I 100 10,25
'']Bronze e cobre sem chumbo ( (Incluindo cobre eletrônico
'~
-(




















