Techno-economic analysis of using corn stover to supply heat and power to a corn ethanol plant –...
7
Techno-economic analysis of using corn stover to supply heat and power to a corn ethanol plant – Part 1: Cost of feedstock supply logistics S. Sokhansanj a , S. Mani b, *, S. Tagore c , A.F. Turhollow a a Environmental Sciences Division, Oak Ridge National Laboratory, PO Box 2008, Oak Ridge, TN 37831, USA b Biological and Agricultural Engineering, Driftmier Engineering Center, University of Georgia, Athens, GA 30602, USA c Office of Biomass Program, US Department of Energy, Washington, DC 20585, USA article info Article history: Received 31 August 2009 Received in revised form 29 September 2009 Accepted 6 October 2009 Available online xxx Keywords: IBSAL model Corn stover Collection cost Pelleting cost Transportation cost Fuel preparation cost abstract Supply of corn stover to produce heat and power for a typical 170 dam 3 dry mill ethanol plant is proposed. The corn ethanol plant requires 5.6 MW of electricity and 52.3 MW of process heat, which creates the annual stover demand of as much as 140 Gg. The corn stover supply system consists of collection, pre-processing, transportation and on-site fuel storage and preparation to produce heat and power for the ethanol plant. Economics of the entire supply system was conducted using the Integrated Biomass Supply Analysis and Logistics (IBSAL) simulation model. Corn stover was delivered in three formats (square bales, dry chops and pellets) to the combined heat and power plant. Delivered cost of biomass ready to be burned was calculated at 73 $ Mg 1 for bales, 86 $ Mg 1 for pellets and 84 $ Mg 1 for field chopped biomass. Among the three formats of stover supply systems, delivered cost of pelleted biomass was the highest due to high pelleting cost. Bulk transport of biomass in the form of chops and pellets can provide a promising future biomass supply logistic system in the US, if the costs of pelleting and transport are minimized. ª 2009 Elsevier Ltd. All rights reserved. 1. Introduction Ethanol plants in the US use corn grain as the feedstock for producing nearly 18 hm 3 of ethanol [1]. Most of the ethanol produced is blended with gasoline. The ethanol represents roughly 1.5% of the current annual volume of petroleum consumption of 1.15 km 3 [2]. National plans call for increasing ethanol production to levels that would offset at least 30% of the annual transportation fuel volume within the next 20– 30 years. It is forecasted that the current and projected increase in corn grain may support starch-based ethanol production up to 75 hm 3 of ethanol. Lignocellulosic biomass feedstock can further support ethanol production beyond the 75 hm 3 from corn grain. Therefore, it is important to develop secure sources of biomass and supply infrastructure to support the projected growth of bioenergy. A typical ethanol plant requires 9.67 MJ of process heat and 0.288 kWh of electricity to produce 1 l of ethanol. Most of the existing ethanol plants in the US use natural gas as the source of process heat and electricity from the electric grid [1,2]. Prices for natural gas and electricity have increased in recent years making ethanol production economics less attractive. To offset this issue, some plants have or are planning to use coal [3] and that has created a negative impact on public acceptance of ethanol as a ‘‘green or clean fuel’’. The tech- nology of producing process heat and electricity from direct * Corresponding author. Tel.: þ1 706 542 2358; fax: þ1 706 542 8806. E-mail address: [email protected] (S. Mani). Available at www.sciencedirect.com http://www.elsevier.com/locate/biombioe ARTICLE IN PRESS 0961-9534/$ – see front matter ª 2009 Elsevier Ltd. All rights reserved. doi:10.1016/j.biombioe.2009.10.001 biomass and bioenergy xxx (2009) 1–7 Please cite this article in press as: Sokhansanj S et al., Techno-economic analysis of using corn stover to supply heat and power to a corn ethanol plant – Part 1: Cost of feedstock supply logistics, Biomass and Bioenergy (2009), doi:10.1016/ j.biombioe.2009.10.001
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of Techno-economic analysis of using corn stover to supply heat and power to a corn ethanol plant –...

ARTICLE IN PRESSb i o m a s s a n d b i o e n e r g y x x x ( 2 0 0 9 ) 1 – 7
Avai lab le a t www.sc iencedi rec t .com
ht tp : / /www.e lsev i er . com/ loca te /b iombioe
Techno-economic analysis of using corn stover to supply heatand power to a corn ethanol plant – Part 1: Cost of feedstocksupply logistics
S. Sokhansanj a, S. Mani b,*, S. Tagore c, A.F. Turhollow a
a Environmental Sciences Division, Oak Ridge National Laboratory, PO Box 2008, Oak Ridge, TN 37831, USAb Biological and Agricultural Engineering, Driftmier Engineering Center, University of Georgia, Athens, GA 30602, USAc Office of Biomass Program, US Department of Energy, Washington, DC 20585, USA
a r t i c l e i n f o
Article history:
Received 31 August 2009
Received in revised form
29 September 2009
Accepted 6 October 2009
Available online xxx
Keywords:
IBSAL model
Corn stover
Collection cost
Pelleting cost
Transportation cost
Fuel preparation cost
* Corresponding author. Tel.: þ1 706 542 235E-mail address: [email protected] (S.
0961-9534/$ – see front matter ª 2009 Elsevidoi:10.1016/j.biombioe.2009.10.001
Please cite this article in press as: Sokhanto a corn ethanol plant – Part 1: Cj.biombioe.2009.10.001
a b s t r a c t
Supply of corn stover to produce heat and power for a typical 170 dam3 dry mill ethanol
plant is proposed. The corn ethanol plant requires 5.6 MW of electricity and 52.3 MW of
process heat, which creates the annual stover demand of as much as 140 Gg. The corn
stover supply system consists of collection, pre-processing, transportation and on-site fuel
storage and preparation to produce heat and power for the ethanol plant. Economics of the
entire supply system was conducted using the Integrated Biomass Supply Analysis and
Logistics (IBSAL) simulation model. Corn stover was delivered in three formats (square
bales, dry chops and pellets) to the combined heat and power plant. Delivered cost of
biomass ready to be burned was calculated at 73 $ Mg�1 for bales, 86 $ Mg�1 for pellets and
84 $ Mg�1 for field chopped biomass. Among the three formats of stover supply systems,
delivered cost of pelleted biomass was the highest due to high pelleting cost. Bulk transport
of biomass in the form of chops and pellets can provide a promising future biomass supply
logistic system in the US, if the costs of pelleting and transport are minimized.
ª 2009 Elsevier Ltd. All rights reserved.
1. Introduction 75 hm3 from corn grain. Therefore, it is important to develop
Ethanol plants in the US use corn grain as the feedstock for
producing nearly 18 hm3 of ethanol [1]. Most of the ethanol
produced is blended with gasoline. The ethanol represents
roughly 1.5% of the current annual volume of petroleum
consumption of 1.15 km3 [2]. National plans call for increasing
ethanol production to levels that would offset at least 30% of
the annual transportation fuel volume within the next 20–
30 years. It is forecasted that the current and projected
increase in corn grain may support starch-based ethanol
production up to 75 hm3 of ethanol. Lignocellulosic biomass
feedstock can further support ethanol production beyond the
8; fax: þ1 706 542 8806.Mani).er Ltd. All rights reserved
sanj S et al., Techno-ecoost of feedstock supp
secure sources of biomass and supply infrastructure to
support the projected growth of bioenergy.
A typical ethanol plant requires 9.67 MJ of process heat and
0.288 kWh of electricity to produce 1 l of ethanol. Most of the
existing ethanol plants in the US use natural gas as the source
of process heat and electricity from the electric grid [1,2].
Prices for natural gas and electricity have increased in recent
years making ethanol production economics less attractive.
To offset this issue, some plants have or are planning to use
coal [3] and that has created a negative impact on public
acceptance of ethanol as a ‘‘green or clean fuel’’. The tech-
nology of producing process heat and electricity from direct
.
nomic analysis of using corn stover to supply heat and powerly logistics, Biomass and Bioenergy (2009), doi:10.1016/

b i o m a s s a n d b i o e n e r g y x x x ( 2 0 0 9 ) 1 – 72
ARTICLE IN PRESS
combustion of biomass is now well developed [4,5]. Biomass
can provide heat and power to the existing and future starch-
based ethanol plants.
Table 1 lists the current and an estimated future number of
ethanol plants in the US [1]. The list includes an estimate of
the required grain (corn) as feedstock and the amount of
process heat and electrical energy required to keep the plants
running. An estimate of the required grain and stover and the
amount of co-product, distillers dried grain (DDG) is also
presented in Table 1. The last two rows are an estimate of net
energy input to the plants for process heat and electricity.
Assuming that 287 plants become operational in the next 5–
7 years, there will be a production of roughly 48 hm3 of
ethanol from corn. Roughly 48 Tg of biomass is required to
heat and power these plants if all these plants use biomass as
a fuel source.
Typical energy balance studies of corn ethanol show that
the energy balance (defined in terms of renewable energy in
the ethanol product over all non-renewable energy inputs
from seed to product) ranges from 1.1 to 1.3 [4–7]. There are
high energy demands in the provision of fertilizer and crop
management as well as in the demand for heat and electricity
in the process plant. Improvements in process plant effi-
ciency, and the use of renewable energy inputs for electricity
and heat could make the overall renewable energy balance>2.
Morey et al. [4] proposed the use of DDG or corn stover for
heat and electricity generation for the ethanol plants and
found that there was a significant annual energy cost savings
for the 170 dam3 ethanol plant. Use of DDG for power and heat
generation may not be the best option due to its high nutri-
tional value as a choice source of protein and fiber for animal
feed (>80 $ Mg�1). In order to compare and make corn stover
competitive to the existing heating fuels, a techno-economic
analysis of using biomass to supply heat and power systems
should be investigated. Any biomass-based heat and power
Table 1 – Overall ethanol production statistics in the US for the cethanol plants [1,4].
Description Unit For a typical plant No. of
Number of plants – 1
Volume of ethanol hm3 0.169
Mass of grain
as feedstocka
Tg 0.411
Mass of DDG co-product producedb Tg 0.129
Process heat
inputc
PJ 1.632
Electricity energy
inputd
PJ 0.175
Gross energy
requiremente
PJ 2.759
Natural gasf km3 0.073
Biomassg Tg 0.167
a A conversion efficiency of 0.41 l of ethanol per kg of corn [4].
b 0.313 kg of DDG per kg of corn processed.
c 9.67 MJ of process heat per liter of ethanol.
d 0.288 kWh of electricity per liter of ethanol.
e Conversion efficiency of combustion to heat as 80% and conversion ef
f Conversion factor of 38 MJ m�3 for natural gas.
g Conversion factor of 16.5 GJ Mg�1 for stover.
Please cite this article in press as: Sokhansanj S et al., Techno-ecoto a corn ethanol plant – Part 1: Cost of feedstock suppj.biombioe.2009.10.001
production system relies mainly on the continuous and cheap
supply of biomass delivered to the plant. Our main objectives
of this paper were to estimate the cost of supplying corn
stover to the existing dry mill ethanol plants using the Inte-
grated Biomass Supply Analysis and Logistics (IBSAL) model to
produce heat and/or power and to calculate the cost of on-site
fuel preparation for delivering it to the burner.
2. Description of IBSAL model
The Integrated Biomass Supply Analysis and Logistics (IBSAL)
is a dynamic simulation model developed by Oak Ridge
National Laboratory (ORNL) to estimate the delivered biomass
cost, energy input and carbon emissions for various logistic
options [8]. IBSAL consists of different sub-modules for har-
vesting, processing, pre-processing (grinding, pelleting),
storage and transportation. Model input data include: local
weather data; average net yield of biomass; crop harvest
progress data (including start and end dates of harvest); dry
matter loss with time in storage; moisture content of plant at
the time of harvest; operating parameters of equipment; and
cost of machinery in dollars per hour. The model was built on
the EXTENDSIM� platform [9]. Main outputs of the model
include: delivered cost of biomass ($ Mg�1); carbon emission
(kg Mg�1) and energy consumption (GJ Mg�1). IBSAL also
calculates dry matter losses of biomass using the limited data
available for storing biomass bales and handling hay.
Complete information about the model can be found in
Sokhansanj et al. [10] and Sokhansanj and Mani [11].
The choices of particular size and operating conditions are
based on three objectives: (1) the latest model of equipment
that is commercially available for harvest, (2) the typical
operational performance data that are available in the ASAE
D497 standard [12] or from manufacturer’s literature, and
urrent, under construction, and planned corn starch-based
current plants Under construction In planning stage Total
97 40 150 287
16.4 6.8 25.3 48.4
39.9 16.5 61.7 118.1
12.5 5.2 19.3 37.0
158.3 65.3 244.8 468.3
17.0 7.0 26.2 50.2
267.6 110.4 413.8 791.8
7.1 2.9 11.0 20.8
16.2 6.7 25.1 48.0
ficiency to electricity as 30%.
nomic analysis of using corn stover to supply heat and powerly logistics, Biomass and Bioenergy (2009), doi:10.1016/

Combine grain Store on farm
Square Bale
Pellets
Corn crop
Corn crop
Grain Elevator
Store
Dry Chop
Integrated Combined Heat and
Power (CHP) & Ethanol
Plant
Corn grain
Corn stover
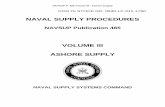
Fig. 1 – The co-flow paths for corn grain and stover to an
ethanol plant.
b i o m a s s a n d b i o e n e r g y x x x ( 2 0 0 9 ) 1 – 7 3
ARTICLE IN PRESS
(3) limited equipment performance data published for corn
stover elsewhere. Hourly costs are calculated using the
procedure and data described in Sokhansanj and Turhollow
[13]. The rates represent the sum of fixed and variable costs.
The hourly rates for the pull-type equipment (for example,
baler) are the sum of the hourly rate for the implement and the
power equipment (for example, tractor).
3. Economics of corn stover supply to theethanol plant
Almost all of the present ethanol plants in the US use corn
grain as a source of feedstock. The concept is to integrate the
harvest and supply of corn stover with the well-developed
grain harvest and delivery system as outlined in Fig. 1. The
grain is combined and stored on the farm or sent directly to
a central depot (country elevator). The grain is transported to
the ethanol plant either directly from the farm store or from
the depot. Similar to grain that is combined and stored in the
steel bins, corn stover is baled and stacked on the farm or
transported to a larger storage area (depot). The supply of
biomass to the ethanol plant will be in one of the three forms:
(1) baled, (2) chopped/ground, or (3) pelletized. We assume
a 170 dam3 ethanol plant for the analysis. The power rating of
the plant is estimated to be 5.6 MW of power and 52.3 MW of
process heat. The ethanol plant requires as much as 140 Gg of
stover annually. All the cost data in the paper are reported
based in year 2006 US dollars.
Stacking/storage DestringingBale
retrieving
Dry chop storage
Chopretrievin
Pellet storage
Pellet retrievin
Biomass receiving station
Square bales
Dry chop
Pellets
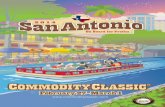
Fig. 2 – On-site biomass storage and fu
Please cite this article in press as: Sokhansanj S et al., Techno-ecoto a corn ethanol plant – Part 1: Cost of feedstock suppj.biombioe.2009.10.001
3.1. Stover collection
We define collection as operations for picking up the biomass,
packaging, and transporting to a nearby site for temporary
storage. The most conventional method for collecting biomass
is baling [14]. Bales are in the form of either rounds or squares.
Limited experience with using round bales for biomass
applications indicates that round bales are not suitable for
large scale biomass handling [15,16]. Because of their round
shape, round bales tend to deform under static loads in
a stack. Bales that are not perfectly round cannot be loaded
onto trucks to form a transportable load over open roads.
Therefore, square baling operation was considered in this
study. The Integrated Biomass Supply Analysis and Logistics
(IBSAL) model [8,11] was used to estimate the resource
requirement and cost of biomass collection. We used a net
stover yield of 5.7 Mg ha�1, a typical stover current yield in the
US Midwest [13,17]. The collection sequence consists of
shredding and baling it into large rectangular bales
1.2 � 1.2 � 2.4 m. The bales are collected using a truck
mounted bale collector [18]. The Stinger transports the
collected biomass to the side of the farm and stacks it in rows
four bales high (4.8 m high).
3.2. Pre-processing
Pre-processing of biomass may consist only of grinding. Loose
cut biomass has a low bulk density ranging from 50 to 120 kg
m�3 depending on the particle size. The ground biomass of
less than 6 mm could have a bulk density of 160 kg m�3 in the
truck box [17,19]. This density may be suitable for short hauls.
To process biomass bales into chopped form, a mobile
shredder/grinder is used to chop the biomass. The machine is
similar to an agricultural tub grinder and can be transported to
the stacks. A bale is placed on the grinder/shredder; the
ground biomass is then transferred to a weighing truck box
using an attached belt conveyor. The cost of the biomass
chopping process was estimated using the IBSAL simulation
model.
For longer hauls and long term storage, denser biomass in
the form of pellets or cubes may be desired. The bulk density
of pellets can be as high as 700 kg m�3 and cubes as high as
500 kg m�3[20]. To make pellets, the baled biomass is chopped
using a tub grinder, fine ground using a hammer mill, and
extruded using a pellet mill. The pellets are cooled and stored.
The pellets will have a bulk density of 600–700 kg m�3. Corn
Debaling/chopping
g
Fine grinding
Pneumatic conveying
g
Combined Heat &
Power Plant
el preparation for use in the boiler.
nomic analysis of using corn stover to supply heat and powerly logistics, Biomass and Bioenergy (2009), doi:10.1016/

Table 2 – Completion date, cost, energy input, emissions and dry matter for a conventional baling system for corn stover ata yield of 5.7 Mg haL1.
Operationa Date completedb Mass (Mg) Cost ($ Mg�1) Energy input(MJ Mg�1)
Carbon emission(kg Mg�1)
Payment to producer 10.00
Shredding Dec 10 141550 4.11 47.4 1.0
Balingc Dec 13 140359 12.36 136.9 2.9
Stacking Dec 16 139819 7.89 123.5 2.7
Profit (15% of the collection costs) 3.65
Overall 38.01 313.7 6.7
a No. of equipment: combines, 48; grain trucks, 16; shredders, 22; balers, 36; stackers, 6.
b Start of harvest is September 15.
c Large rectangular baler
b i o m a s s a n d b i o e n e r g y x x x ( 2 0 0 9 ) 1 – 74
ARTICLE IN PRESS
stover can be easily compacted into pellets for easy transport
and storage [21,22]. Economics and energy input to the pel-
leting operation were obtained from Mani et al. [23].
3.3. Stover transport
Stover in the form of bales, chops and pellets are usually
transported by trucks. Bales are transported using flatbed
trucks. The ground (chopped) and pelletized biomass is
transported using truck boxes. In our analysis, the biomass is
loaded onto trucks and transported to an integrated combined
heat and power (CHP) and ethanol plant daily throughout the
year. For bale transport, bales are stacked on a flatbed trailer
to the maximum height of 4 m (above ground). Roughly 36
rectangular bales (1.2 � 1.2 � 2.4 m) are placed on a 14.6 m
long flat bed. Larger trailers with more axles are available
when allowed by local transport regulations. For bale loading
and unloading, loaders equipped with bale grabbers were
used. The bale grabbers remove one or two bales from the
stack at a time and place them on the deck of the trailer. A full
bale load weighs roughly 18 Mg assuming 0.5 Mg per bale on
dry basis (0% moisture content).
The truck box is 2.4 m wide � 2.4 m high � 12.6 m long
with a capacity of roughly 70 m3. Tests with grinders have
shown that grinding biomass to a size less than 5 mm can
result in a bulk density of about 160 kg m�3[21]. This will yield
a load of roughly 11 Mg per truck box. The pellets can be
Table 3 – Cost and energy analyses of biomass pelletingprocess [23].
Processes Cost ($ Mg�1) Energy (GJ Mg�1)
Bale tub grindinga 5.72 0.15
Hammer mill 0.95 0.59
Pellet mill 3.31 0.31
Pellet cooler 0.34 0.46
Screens 0.16 0.07
Miscellaneous equipment 2.77 0.08
Labor 12.74 0.18
Land and building use 0.26
Sub-total 26.25 1.84
Total (plus 15% profit) 30.19
a Data obtained from Wright et al. [19].
Please cite this article in press as: Sokhansanj S et al., Techno-ecoto a corn ethanol plant – Part 1: Cost of feedstock suppj.biombioe.2009.10.001
loaded onto truck boxes and transported to the ethanol plant.
We assume a bulk density of 560 kg m�3 for pelletized or
cubed stover. A 70 m3 truck box can hold roughly 40 Mg. This
is an efficient way of moving biomass assuming that carrying
heavy loads is permitted on the local roads.
3.4. On-site storage and fuel preparation
For storage, a covered building with a flat floor for bales and
chops is considered. For pellets, we specify steel bins with
a flat floor. The area footprint for three forms of biomass was
2780 m2 for bales, 3870 m2 for ground stover and 348 m2 for
pelletized biomass. The difference in areas was due to bulk
density and the area allowed for movement of handling
equipment. The storage building costs were estimated at 107 $
m�2, 161 $ m�2 and 215 $ m�2, for storing bales, ground
(chops) and pellets. The storage building for chopped biomass
was more than that for bales because retaining walls are
needed to hold the pile of biomass. The most expensive
storage is steel bins with filling and emptying auxiliaries and
aeration equipment.
Solid fuels require on-site preparation to be used in the
boiler. The combustion system for this project will accom-
modate pulverized biomass/solid fuels. Corn stover delivered
to the ethanol plant will be in one of three forms: square bales,
ground chops, or pellets. The aforementioned three forms of
biomass can be easily handled in the existing grain handling
facilities with necessary modifications or additional process-
ing/handling equipment. Ground biomass and square bales
may be stored under cover or in the open sheds. Each of the
biomass formats (Fig. 2) requires different pre-treatment
before it can be fed to the burner. Square bales require de-
stringing, de-baling (primary shredding), fine grinding
(hammer milling) and are then conveyed by a pneumatic
Table 4 – The cost of transporting biomass in three forms.
Mg load�1 No. oftruckloads
Loadsh�1
No. oftrucks
Total($ h�1)
Cost($ Mg�1)
Bales 18 9722 1.16 3.24 249.54 9.98
Chop 11 15909 1.89 5.30 408.33 16.33
Pellet 40 4375 0.52 1.46 112.29 4.49
nomic analysis of using corn stover to supply heat and powerly logistics, Biomass and Bioenergy (2009), doi:10.1016/

Table 5 – Estimated cost of receiving, storing, and preparing biomass for boiler use.
Operations Baled stover Chopped stover Pelletized stover
Explanation Cost ($ Mg�1) Explanation Cost ($ Mg�1) Explanation Cost ($ Mg�1)
Receiving Unload and
stack bales
2.22 Front-end
loader and piler
1.10 Dump in pit, elevatea 0.00
Storing Enclosed, free
standing, stacked
bales
4.77 Enclosed
reinforced
bearing walls
for piled stover
6.62 Steel bin with
overhead distribution
1.27
Reclaiming
biomass
Stacker, belt conveyor,
de-stringer, de-baler
4.34 Front-end loader,
conveyor
1.40 Bin unloader 1.40
Fine grinding Hammer mill 5.41 Hammer mill 5.41 Hammer mill 5.41
Delivery Pneumatic airlock,
blower
2.21 Pneumatic, airlock,
blower
2.21 Pneumatic, airlock,
blower
2.21
Total
(þ30% overhead)
24.64 21.76 13.38
a Use the existing grain pit and elevator.
b i o m a s s a n d b i o e n e r g y x x x ( 2 0 0 9 ) 1 – 7 5
ARTICLE IN PRESS
feeding system to the boiler. To manage dust during fine
grinding, the ground biomass will be collected in the cyclone
system. Dry chops and pelletized biomass require only
a single stage grinding. Ground biomass may not require re-
grinding. A similar type of fuel preparation system is currently
used in the Chariton Valley power generation system [24,25].
4. Results and discussions
4.1. Cost of biomass collection
Table 2 summarizes IBSAL’s output for collection operations
including size, production rate, and number of equipment to
make it possible to complete each operation at a specific date.
Collection operation requires 20 shredders, 36 balers, and six
bale stackers to complete the collection operations for an
ethanol plant. The output includes completion dates for each
operation. For corn stover, the net amount collected was
1.399 Tg at 38 $ Mg�1 delivered cost using the IBSAL model.
The cost includes $10 payment to the producer and 15% of
total collection costs as profit assuming the work is done by
a custom operator. Table 2 lists the amount of energy input to
Table 6 – Total delivered cost for different form of biomassup to the biomass burner.
Bale($ Mg�1)
Chop($ Mg�1)
Pellet($ Mg�1)
Collection 38.01 38.01 38.01
Pre-process 0.00 8.21 30.19
Transport 9.98 16.33 4.49
Total delivered
cost to the plant
48.35 62.91 72.69
On-site fuel preparation 24.64 21.76 13.80
Total cost 72.63 84.31 86.49
Total cost
($ GJ�1)a4.40 5.12 5.24
a Total delivered cost in $ GJ�1 was calculated by assuming the
heating value of biomass as 16.5 GJ Mg�1.
Please cite this article in press as: Sokhansanj S et al., Techno-ecoto a corn ethanol plant – Part 1: Cost of feedstock suppj.biombioe.2009.10.001
the power equipment due to diesel fuel consumption. All the
mass units are reported throughout on a dry basis (0% mois-
ture content). The input energy required to collect corn stover
is 313.7 MJ Mg�1. To put this energy use in perspective, the
amount of energy in a dry Mg of stover is roughly 17 GJ. The
amount of energy used to power equipment is roughly 2% of
the energy content of biomass. Table 2 also lists the amount of
carbon emission as a result of burning diesel fuels in the
collection machinery.
4.2. Pre-processing cost
The costs for chopping involve a loader with an operator
(1.42 $ Mg�1), and an industrial grinder (5.72 $ Mg�1), for
a total of 7.14 $ Mg�1. We increased the cost by 15% to account
for profit (return on investment) to 8.21 $ Mg�1. Table 3 shows
the breakdown of cost and energy demand for the biomass
pelleting process. The pelleting plant has a production
capacity of 6 Mg h�1 with annual production of 45 Gg [23].
Roughly three pellet mills are needed to process the entire
biomass for the ethanol plant. The pellet plant operates 24 h
for 310 days annually (annual utilization period 85%). The dry
biomass is used as a feedstock for the pellet plant and that
eliminates the drying operation. Total cost of pelleting was
about 30.19 $ Mg�1 of pellets with an energy requirement of
1.84 GJ Mg�1. About 11% of the biomass energy is used to
produce pellets. Cost of pelleting biomass can be further
reduced if a larger capacity pellet plant (12–15 Mg h�1) is
considered [23].
4.3. Transport cost
Transport cost of biomass is one of the major cost compo-
nents in the entire supply system. Biomass transport cost
varies with form of biomass and distances to be transported.
Table 4 summarizes calculations for the cost of transporting
biomass. The table lists Mg per load, total number of truck
loads to transport 140 Gg year�1 and the number of required
loads per hour. Then, the number of truckloads required for
a given average speed of 50 km h�1 and 140 km distance
traveled (70 km each way) is calculated. The total $ h�1 is the
nomic analysis of using corn stover to supply heat and powerly logistics, Biomass and Bioenergy (2009), doi:10.1016/

b i o m a s s a n d b i o e n e r g y x x x ( 2 0 0 9 ) 1 – 76
ARTICLE IN PRESS
product of the number of trucks required by the cost of one
truck load (at 77 $ h�1). Total $ h�1 divided by 25 Mg h�1 gives
the $ Mg�1 that is $10 for transporting bales, $16 for trans-
porting ground biomass and $4.5 for transporting pellets.
4.4. On-site fuel storage and preparation
Table 5 itemizes the costs of receiving, storing, reclaiming and
final fine grinding of biomass for immediate delivery to the
boiler room. Bales are received at the ethanol plant and will be
stacked under a roof. Chopped (shredded) biomass is received
in silage type truck boxes. The load is dumped on a concrete
floor and piled using a front-end loader. The existing grain pit
and grain elevator legs at the ethanol plant can serve to
unload and distribute pellets to the bin. We assumed 1.5 Gg
storage of biomass will be adequate for 3 days of operation at
500 Mg day�1.
The cost of reclaiming bales is higher than those for chops
and pellets because each bale has to be placed individually on
a conveyor belt. The strings are cut and removed automati-
cally as the bales advance towards a primary shredder
(debaler). These processes are not necessary for the shredded
or pelletized feedstock. The shredded feedstock or pellets are
ground into fine particles in a hammer mill. Table 5 also
estimates the cost of pneumatic conveying of ground biomass
to the burner at 2 $ Mg�1. An overhead of 30% is added to the
costs for contingency, and any extra labor requirement.
4.5. The total cost of biomass fuel delivered to the burner
Table 6 summarizes the total delivered cost of different
biomass formats to the burner. Pelleted biomass has the
highest delivery cost of 86 $ Mg�1 mostly because of the high
cost of making pellets from bales. Next is the delivered cost of
chopped biomass at 84 $ Mg�1. The square bale format has the
lowest delivered cost of 73 $ Mg�1. The delivered cost of
switchgrass in the form of bales was about 81 $ Mg�1 for 10 Mg
ha�1 biomass yield [26]. Biomass can be supplied to produce
heat and power to the ethanol plant at a price lower than the
cost of DDG (100 $ Mg�1) currently sold in the market [4].
A cost difference of 10–20 $ Mg�1 of feedstock would make
a considerable difference in the annual energy saving for the
ethanol plant. Overall, for the scenarios and the distance of
70 km transport, pellets are the most expensive form of
biomass delivered to the burner, followed by chops and
square bales. For corn stover, opportunity still exists for
reducing the delivered cost of stover through single pass
harvesting, compressed bulk transport and granulation of
biomass.
5. Concluding remarks
A systematic cost analysis of corn stover collection, pre-pro-
cessing and transport operations combined estimated as 48,
63 and 73 $ Mg�1 for baled, chopped and pelleted biomass
respectively. An additional 25 $ Mg�1 is required to prepare
baled biomass to make it suitable for a combustion process.
Pelleted biomass has the least fuel preparation cost of 14 $
Mg�1, due to its low on-site storage cost. Collection cost of
Please cite this article in press as: Sokhansanj S et al., Techno-ecoto a corn ethanol plant – Part 1: Cost of feedstock suppj.biombioe.2009.10.001
biomass (38 $ Mg�1) was the largest cost factor in the entire
supply system, which can be further reduced if a whole crop
harvesting system is developed and used. Research work has
already been initiated to estimate the stover collection cost
using a whole crop harvesting system. Transport cost of
chopped biomass was the highest due to low bulk density.
Compaction of chopped biomass in the truck to increase bulk
density may reduce the transport cost further by increasing
the payload per truck. Although the transport cost of pelleted
biomass is less, the pellet production cost is a technical
barrier. Granulation of biomass to increase bulk density may
reduce the cost of pre-processing. Granulation is a process of
increasing the size and bulk density of biomass particles using
limited shear forces and liquid binders. Biomass granulation
will also reduce the on-site fuel preparation cost, as granules
do not require fine grinding and an expensive pneumatic
handling system. Apart from the high cost of compacting
biomass into pellets (30 $ Mg�1), pellets can be easily stored
for long periods, similar to grains, and become an attractive
form of fuel for domestic and central heating applications.
Further reduction in biomass delivered cost is possible if more
efficient collection and transport systems are developed. We
envision that creating demand for biomass will build infra-
structure for biomass fuels, which may further reduce the cost
of biomass. Successful use of biomass in Europe is mainly
because of well established infrastructures to collect, trans-
port and store biomass fuels. For example in Holland,
Denmark and Sweden, the use of waterways to transport bulk
biomass has considerably reduced the cost of biomass
transport.
Acknowledgement
The authors acknowledge Oak Ridge National Laboratory
(ORNL) and Office of Biomass Program, US Department of
Energy (DOE), for providing funding to conduct this research.
r e f e r e n c e s
[1] American Coalition for Ethanol (ACE). U.S. EthanolProduction. Available at: http://www.ethanol.org/production.html (accessed June, 2006).
[2] Carbon Sequestration Leadership Forum (CSLF). An energysummary of the United States of America. Available at:http://www.cslforum.org/usa.htm (accessed June, 2006).
[3] Clayton M. Carbon cloud over a green fuel. 2006; available athttp://www.csmonitor.com/2006/0323/p01s01-sten.html(accessed in July, 2006).
[4] Morey RV, Tiffany DG, Hatfield DL. Biomass for electricityand process heat at ethanol plants. ASABE paper # 056131. St.Joseph, MI: ASABE; 2005.
[5] Wang M, Saricks C, Santini D. Effects of fuel ethanol use onfuel- cycle energy and greenhouse gas emissions. ArgonneNational Laboratory, ANL/ESD-38; 1999. Available at http://www.ipd.anl.gov (accessed December, 2004).
[6] Shapouri H, Duffield JA, Wang M. The energy balance of cornethanol: an update. Agricultural economic report No. 813.Washington, DC: United States Department of Agriculture(USDA); 2002.
nomic analysis of using corn stover to supply heat and powerly logistics, Biomass and Bioenergy (2009), doi:10.1016/

b i o m a s s a n d b i o e n e r g y x x x ( 2 0 0 9 ) 1 – 7 7
ARTICLE IN PRESS
[7] Shapouri H, Duffield JA, Wang M. The energy balance of cornethanol revisited. Transactions of the ASAE 1999;46(4):959–68.
[8] Sokhansanj S, Turhollow AF, Wilkerson EG. Development ofthe Integrated Biomass Supply Analysis and Logistics Model(IBSAL). Technical Memorandum ORNL/TM-2006/57. OakRidge, TN: Oak Ridge National Laboratory.
[9] EXTENDSIM.. Users manual. Version 7.0.5. San Jose, CA:Imagine That Inc; 2008.
[10] Sokhansanj S, Kumar A, Turhollow AF. Development andimplementation of Integrated Biomass Supply Analysis andLogistics Model (IBSAL). Biomass & Bioenergy 2006;30:538–47.
[11] Sokhansanj S, Mani S. Modeling of biomass supply logistics.In: Bridgewater AV, Bobcock BDG, editors. Science inThermal and Chemical Biomass Conversion, Vol. 1. NewburyPerks, UK: CPL Press; 2006. p. 387–403.
[12] ASABE, 2007. Standards. ASAE D497.5 FEB2006, AgriculturalMachinery Management Data, 362_369. St. Joseph, MI:ASABE.
[13] Sokhansanj S, Turhollow AF. Baseline cost for corn stovercollection. Applied Engineering in Agriculture 2002;18(5):38–43.
[14] Cundiff JS, Marsh LS. Harvest and storage costs for bales ofswitchgrass in the southern United States. BioresourceTechnology 1996;56:95–101.
[15] Cundiff JS. Delayed harvest of switchgrass. 1994–1995Annual Report. Biological Systems Engineering Department.Blacksburg, VA; 24061-0303: Virginia Tech; 1995, 16 p.
[16] Cundiff JS. Simulation of five large round bale harvestingsystems for biomass. Bioresource Technology 1996;56:77–82.
[17] Sokhansanj S, Turhollow AF, Cushman J, Cundiff J.Engineering aspects of collecting corn stover for bioenergy.Biomass and Bioenergy 2002;23:347–55.
Please cite this article in press as: Sokhansanj S et al., Techno-ecoto a corn ethanol plant – Part 1: Cost of feedstock suppj.biombioe.2009.10.001
[18] Stinger Inc. 2006. Stinger Model 6500 – http://www.stingerltd.com, Haven, KS: Stinger Inc.
[19] Wright CT, Pyrofogle PA, Stevens NA, Hess JA, Radtke CW.Value of distributed preprocessing of biomass feedstock toa bioenergy industry. ASABE paper no. 066151. St. Joseph, MI:ASABE; 2006.
[20] Sokhansanj S, Turhollow AF. Biomass densification – cubingoperations and costs. Applied Engineering in Agriculture2004;20(4):495–9.
[21] Mani S. A systems analysis of biomass densification process.PhD dissertation, Department of Chemical & BiologicalEngineering. Vancouver, BC: University of British Columbia;2005.
[22] Mani S, Tabil LG, Sokhansanj S. Effects of compressive force,particle size and moisture content on mechanical propertiesof biomass pellets from grasses. Biomass and Bioenergy2006;30:648–54.
[23] Mani S, Sokhansanj S, Bi X, Turhollow AF. Economics ofproducing fuel pellets from biomass. Applied Engineering inAgriculture 2006;22(3):421–6.
[24] CV-RC&D. Chariton Valley Biomass Project Design Package.Prepared for USDOE under contract #DE-FC36-96 G010148.Centerville, IA: Chariton Valley RC&D; 2002.
[25] Chariton Valley Biomass Projects (CVBP). Chariton valleybiomass projects – Department of energy project update;2004. Available at http://biomass.ecria.com/technical~engineering.html (accessed March, 2006).
[26] Sokhansanj S, Mani S, Turhollow AF, Kumar A, Bransby D,Lynd L, et al. Large scale production, harvest and logistics ofswitchgrass – current technology and envisioning a maturetechnology. Biofuels, Bioproducts & Biorefining 2009;3:124–41.
nomic analysis of using corn stover to supply heat and powerly logistics, Biomass and Bioenergy (2009), doi:10.1016/