
Studies on the formation of aluminides in heated Nb-Al powder mixtures
11
Studies on the formation of aluminides in heated Nb–Al powder mixtures H. Sina, S. Iyengar ⇑ Materials Engineering, Lund University, 22100 Lund, Sweden article info Article history: Received 17 June 2014 Received in revised form 15 December 2014 Accepted 15 December 2014 Available online 31 December 2014 Keywords: Niobium aluminides Intermetallics SHS Onset temperature abstract The formation of aluminides during the heating of Nb–Al powder mixtures with different initial compo- sitions (25, 33.3 and 75 at.% Al) has been studied using a differential scanning calorimeter. The effect of parameters like particle size, compaction and heating rate on the onset temperature of reaction has been determined. The results show that an increase in heating rate leads to an increase in onset temperature for compacted as well as loose powder samples in the particle size range considered. For Al-rich mixtures, compaction increases the onset temperature irrespective of particle size. For all samples, finer aluminum particles and slower heating rates resulted in a decrease in onset temperature while higher aluminum contents in the mixture led to a higher reaction temperature. In Nb-rich samples, compaction led to a decrease in the onset temperatures. NbAl 3 was the first compound to form in all the mixtures, irrespec- tive of the initial composition. After heating to 1000 °C, EDS and XRD analyses confirmed the formation of only NbAl 3 in Al-rich samples and a mixture of NbAl 3 and Nb 2 Al along with unreacted niobium particles in Nb-rich samples. A subsequent heat treatment was necessary to obtain a single aluminide correspond- ing to the initial composition. These observations can be explained on the basis of niobium dissolution in molten aluminum and subsequent precipitation of NbAl 3 in Al-rich samples and solid state diffusion through Nb 3 Al and Nb 2 Al phases in Nb-rich samples. For NbAl 3 formation through the reaction between aluminum melt and niobium particles, an enthalpy of 153 ± 15 kJ mol 1 and an activation energy of 255 ± 26 kJ mol 1 have been calculated from DSC data. Ó 2014 Elsevier B.V. All rights reserved. 1. Introduction Niobium is a refractory metal with a relatively low density (8.57 Mg m 3 ) and good high temperature properties. However, its oxidation resistance is poor and can be improved by the addi- tion of aluminum to form niobium aluminides [1,2]. These are intermetallic compounds with excellent properties at elevated temperatures and are suitable materials for turbine components in power plants, spacecrafts and other advanced applications [3–5]. Three intermetallic compounds, namely NbAl 3 , Nb 2 Al and Nb 3 Al, are shown in the Nb–Al binary phase diagram, Fig. 1 [6]. NbAl 3 has a face centred tetragonal DO 22 ordered structure with a narrow range of stability around the stoichiometric composition. It exhibits good oxidation resistance, low density (4.54 Mg m 3 ), and melts congruently at 1680 °C. Nb 2 Al and Nb 3 Al are stable over a larger composition interval and decompose peritectically at 1940° and 2060 °C respectively [3,7]. Niobium-rich compounds in general, and Nb 3 Al in particular, are refractory and superconduc- ting materials which can be used for high-field and large-scale magnetic applications such as in nuclear fusion reactors or high- energy particle accelerators [8,9]. However, niobium aluminides are brittle and have low ductility at ambient temperatures. Improvements in ductility and fracture toughness are possible through alloying, grain refining, rapid solidification and the fabri- cation of composites [10–12]. Although synthesis of intermetallic compounds is possible through conventional methods such as melting and casting, the difficulties involved in handling high melting and reactive materi- als make it uneconomical. Alternatively, these compounds can be derived from the elemental powders through a simpler method known as reactive sintering, thermal explosion, combustion sinter- ing or self-propagating high-temperature synthesis (SHS). In this method, a mixture of elemental powders is heated up to a temper- ature at which a reaction can be initiated in the sample. This reaction can be self-sustaining if it exhibits adequate exo- thermicity and can proceed without any further external heating. SHS is an attractive method due to its simplicity and relatively lower demands on the cost, energy and time. Moreover, near-net shape products can also be fabricated using this method. In general, SHS products are characterized by significant levels of porosity, http://dx.doi.org/10.1016/j.jallcom.2014.12.151 0925-8388/Ó 2014 Elsevier B.V. All rights reserved. ⇑ Corresponding author. Journal of Alloys and Compounds 628 (2015) 9–19 Contents lists available at ScienceDirect Journal of Alloys and Compounds journal homepage: www.elsevier.com/locate/jalcom
Transcript of Studies on the formation of aluminides in heated Nb-Al powder mixtures

Journal of Alloys and Compounds 628 (2015) 9–19
Contents lists available at ScienceDirect
Journal of Alloys and Compounds
journal homepage: www.elsevier .com/locate / ja lcom
Studies on the formation of aluminides in heated Nb–Al powdermixtures
http://dx.doi.org/10.1016/j.jallcom.2014.12.1510925-8388/� 2014 Elsevier B.V. All rights reserved.
⇑ Corresponding author.
H. Sina, S. Iyengar ⇑Materials Engineering, Lund University, 22100 Lund, Sweden
a r t i c l e i n f o
Article history:Received 17 June 2014Received in revised form 15 December 2014Accepted 15 December 2014Available online 31 December 2014
Keywords:Niobium aluminidesIntermetallicsSHSOnset temperature
a b s t r a c t
The formation of aluminides during the heating of Nb–Al powder mixtures with different initial compo-sitions (25, 33.3 and 75 at.% Al) has been studied using a differential scanning calorimeter. The effect ofparameters like particle size, compaction and heating rate on the onset temperature of reaction has beendetermined. The results show that an increase in heating rate leads to an increase in onset temperaturefor compacted as well as loose powder samples in the particle size range considered. For Al-rich mixtures,compaction increases the onset temperature irrespective of particle size. For all samples, finer aluminumparticles and slower heating rates resulted in a decrease in onset temperature while higher aluminumcontents in the mixture led to a higher reaction temperature. In Nb-rich samples, compaction led to adecrease in the onset temperatures. NbAl3 was the first compound to form in all the mixtures, irrespec-tive of the initial composition. After heating to 1000 �C, EDS and XRD analyses confirmed the formation ofonly NbAl3 in Al-rich samples and a mixture of NbAl3 and Nb2Al along with unreacted niobium particlesin Nb-rich samples. A subsequent heat treatment was necessary to obtain a single aluminide correspond-ing to the initial composition. These observations can be explained on the basis of niobium dissolution inmolten aluminum and subsequent precipitation of NbAl3 in Al-rich samples and solid state diffusionthrough Nb3Al and Nb2Al phases in Nb-rich samples. For NbAl3 formation through the reaction betweenaluminum melt and niobium particles, an enthalpy of �153 ± 15 kJ mol�1 and an activation energy of255 ± 26 kJ mol�1 have been calculated from DSC data.
� 2014 Elsevier B.V. All rights reserved.
1. Introduction
Niobium is a refractory metal with a relatively low density(8.57 Mg m�3) and good high temperature properties. However,its oxidation resistance is poor and can be improved by the addi-tion of aluminum to form niobium aluminides [1,2]. These areintermetallic compounds with excellent properties at elevatedtemperatures and are suitable materials for turbine componentsin power plants, spacecrafts and other advanced applications[3–5]. Three intermetallic compounds, namely NbAl3, Nb2Al andNb3Al, are shown in the Nb–Al binary phase diagram, Fig. 1 [6].
NbAl3 has a face centred tetragonal DO22 ordered structure witha narrow range of stability around the stoichiometric composition.It exhibits good oxidation resistance, low density (4.54 Mg m�3),and melts congruently at 1680 �C. Nb2Al and Nb3Al are stable overa larger composition interval and decompose peritectically at1940� and 2060 �C respectively [3,7]. Niobium-rich compounds ingeneral, and Nb3Al in particular, are refractory and superconduc-ting materials which can be used for high-field and large-scale
magnetic applications such as in nuclear fusion reactors or high-energy particle accelerators [8,9]. However, niobium aluminidesare brittle and have low ductility at ambient temperatures.Improvements in ductility and fracture toughness are possiblethrough alloying, grain refining, rapid solidification and the fabri-cation of composites [10–12].
Although synthesis of intermetallic compounds is possiblethrough conventional methods such as melting and casting, thedifficulties involved in handling high melting and reactive materi-als make it uneconomical. Alternatively, these compounds can bederived from the elemental powders through a simpler methodknown as reactive sintering, thermal explosion, combustion sinter-ing or self-propagating high-temperature synthesis (SHS). In thismethod, a mixture of elemental powders is heated up to a temper-ature at which a reaction can be initiated in the sample.
This reaction can be self-sustaining if it exhibits adequate exo-thermicity and can proceed without any further external heating.SHS is an attractive method due to its simplicity and relativelylower demands on the cost, energy and time. Moreover, near-netshape products can also be fabricated using this method. In general,SHS products are characterized by significant levels of porosity,

10 H. Sina, S. Iyengar / Journal of Alloys and Compounds 628 (2015) 9–19
formed partly during the initial compaction of the powder mixtureand mainly during the synthesis of the intermetallic compound.
Although porous structures are advantageous in specific appli-cations such as filters, catalysts and biomedical implants, it is nota desired feature in many other applications. There are many waysof reducing porosity in the product, for example, using force-assisted heating during sintering. Further, a proper selection ofprocessing parameters such as reactants particle size, green den-sity and heating rate can considerably enhance the productdensity.
In general, the formation of a melt during the reactive sinteringof a powder mixture improves the contact between the reactantsdue to wetting of the particle surface by the liquid phase, triggeringthe combustion reaction. However, this can be different in somesystems like Nb–Al in which the reaction occurs considerablyabove the melt formation temperatures [3,13,14]. The reasonsattributed to this delayed reaction include surface oxidation andpoor wettability of niobium particles which hinder the initiationof reaction [13,14]. The wettability of niobium particles by the alu-minum melt has also been reported to be a function of temperature[13]. Low solubility of niobium in liquid aluminum has also beensuggested as the reason for relatively high ignition temperaturesin Nb–Al mixtures [3].
In such a system, the interaction between solid particles and theliquid phase plays an important role and the particles should bewell distributed in the melt for optimal effect. For example, theinterconnection between the liquid-forming particles in the start-ing mixture affects material behavior, and the particle sizes ofthe reactants need to be chosen carefully in order to get sufficientinterconnected melt during heating [15,16].
In general, it is believed that in the Nb–Al system, reaction pro-ceeds through the initial dissolution of niobium in molten alumi-num, which is followed by the subsequent precipitation of NbAl3
phase on the surface of niobium particles [3,4,14]. Moreover, ithas been observed that NbAl3 compound is always the first phaseto form through solid–solid as well as solid niobium-liquid alumi-num reactions [14,17–20]. It has been suggested that the diffusionof aluminum atoms is the dominant mechanism in the aluminum–niobium reaction. The diffusion of niobium atoms is associatedwith a much higher activation energy and limits the formation ofniobium rich compounds [21].
Neto and Ferreira [14] observed a multi-phase product(NbAl3 + Nb2Al) through reactive sintering of precompacted barsof Nb + 3Al powder mixture. They concluded that the presence of
Fig. 1. Nb–Al binary phase diagram [6].
two phases in the product was due to the non-uniform distributionof molten aluminum in the sample. In addition, better conversionrates have been observed at higher heating rates [13]. Activatingthe powder particles has also been found to promote the combus-tion reaction. Ignition temperatures lower than the melting pointof aluminum have been observed in powder mixtures which wereinitially ball-milled [17]. The particle size of niobium has a directinfluence on the ignition temperature as well as the product crys-tallite size. Nanostructured NbAl3 has been obtained by heating aheavily milled Nb + 3Al powder mixture [4].
Kachelmyer et al. [13] observed that gas adsorption duringheating could affect the product density, and suggested the useof vacuum during synthesis in order to obtain higher densities.
The present study represents a continuation of the efforts tounderstand the key aspects of reactive sintering in the Nb–Al sys-tem. Powder mixtures of several compositions, both in the com-pacted and the loose condition, have been studied during aheating cycle in a differential scanning calorimeter. The effect ofparameters such as aluminum particle size and the heating ratehas been investigated. The products of the reaction have been char-acterized using scanning electron microscopy, energy dispersivespectroscopy and X-ray diffraction methods.
2. Material and methods
The metal powders used in the present study are shown in Table 1 and the cor-responding SEM images are presented in Fig. 2. Two aluminum powders with rela-tively fine and coarse particles were chosen to study the effect of particle size incombination with a coarse particle size for niobium. It is seen from Fig. 2 that whilethe niobium powder consists of angular particles, the aluminum powders contain amixture of ligamental and rounded particles. This indicates that aluminum and nio-bium powders have been produced through atomization and milling procedures,respectively. All the powders were characterized by a relatively broad particle sizedistribution.
The samples were prepared by mixing the elemental powders in different stoi-chiometric ratios (Nb + 3Al, 2Nb + Al, 3Nb + Al) corresponding to NbAl3, Nb2Al andNb3Al compounds, respectively. The samples were used as loose powders as wellas compacted discs for which the powder mixture was cold-pressed to get a discwith 4 mm in diameter and approximately 1 mm in thickness. Green densities ofthe compacted samples were found to be 85–95% of the theoretical densities ofthe reactant mixtures.
A Netzsch Simultaneous TG–DSC unit (F3-Jupiter STA) with alumina crucibleswas used to heat the samples. The DSC unit was calibrated for temperature (withan accuracy of ±0.1 �C) and heat sensitivity using standard pure metals. Baselinecorrection was done using data from heating cycles with empty crucibles. Beforestarting the experiment, the sample chamber was evacuated and flushed with driedargon gas 2–3 times in order to protect the samples against oxidation and a con-stant flow of argon was maintained during heating. The samples were heated at aconstant rate (7.5�, 15 �C min�1) up to 1000 �C. In a few cases, heating of the samplewas interrupted in order to check the evolution of phases during the process. A fewreacted samples were reheated to study the stability of the product. X-ray analysisof the product was carried out using a vertical Stoe machine equipped with a Ger-manium monochromator (Johan geometry), a copper tube and a linear PSD as thedetector with transition setup. Metallographic examination of the products wascarried out using an environmental scanning electron microscope (Philips XL-30ESEM) equipped with an EDAX unit for EDS measurements. The EDS setup consistedof a liquid nitrogen cooled Si(Li) detector, with a super ultra-thin polymer windowand a resolution of 127.4 eV (with reference to Mn Ka). While studying the micro-structures of reacted samples in the SEM, the distribution of niobium and alumi-num was first checked by X-ray mapping, followed by Line/Selected Area Scansand Spot Analyses for quantification using ZAF correction. Genesis software version5.21 was used in these studies. Standardless calibration was used, althoughaluminum containing samples (like copper + aluminum) were used sporadically.
Table 1Metal powders used in this study.
Powdera Particle size (lm) Particle shape Purity (%)
Fine aluminum <15 Ligamental 99Coarse aluminum <60 Ligamental 99.9Coarse niobium <74 Angular 99.85
a Supplied by Goodfellow Metals, UK.
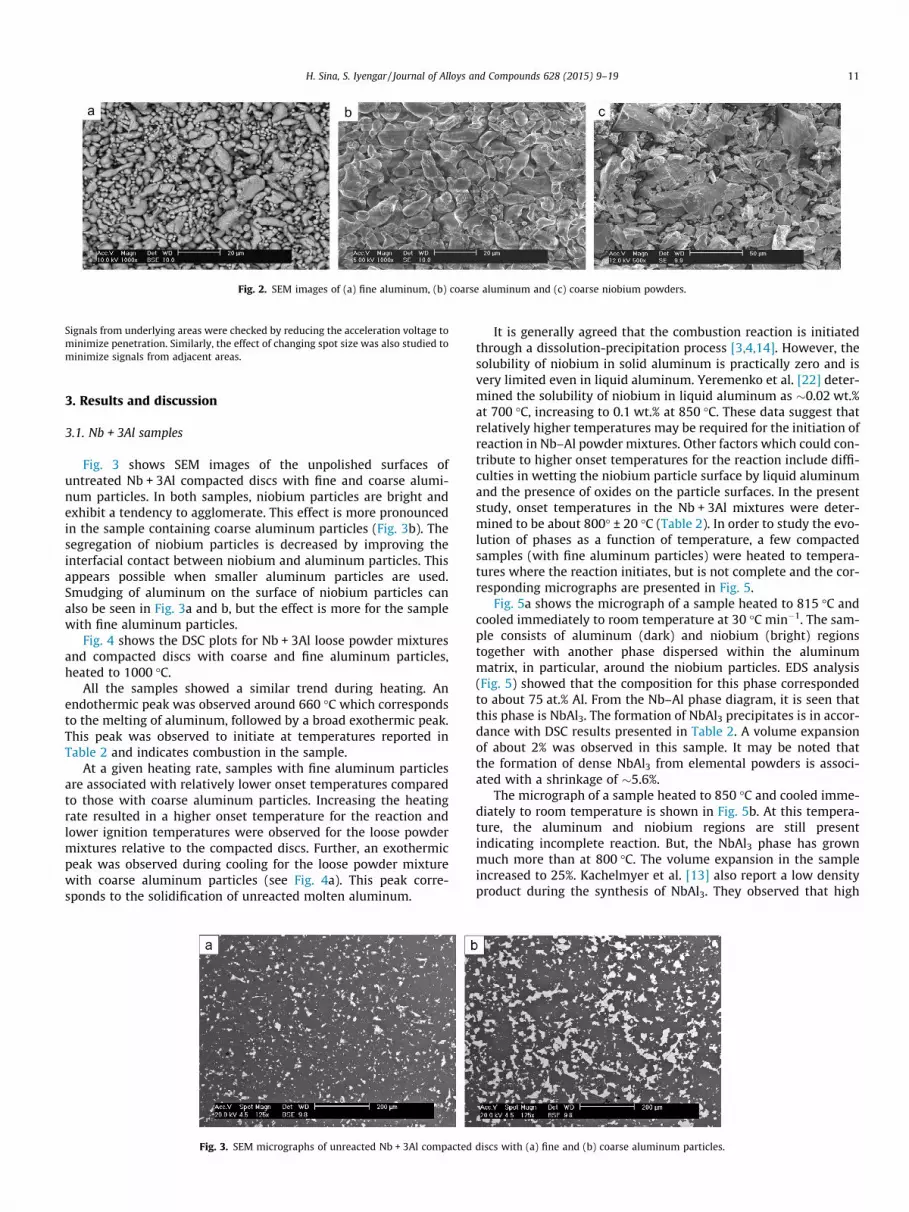
Fig. 2. SEM images of (a) fine aluminum, (b) coarse aluminum and (c) coarse niobium powders.
H. Sina, S. Iyengar / Journal of Alloys and Compounds 628 (2015) 9–19 11
Signals from underlying areas were checked by reducing the acceleration voltage tominimize penetration. Similarly, the effect of changing spot size was also studied tominimize signals from adjacent areas.
3. Results and discussion
3.1. Nb + 3Al samples
Fig. 3 shows SEM images of the unpolished surfaces ofuntreated Nb + 3Al compacted discs with fine and coarse alumi-num particles. In both samples, niobium particles are bright andexhibit a tendency to agglomerate. This effect is more pronouncedin the sample containing coarse aluminum particles (Fig. 3b). Thesegregation of niobium particles is decreased by improving theinterfacial contact between niobium and aluminum particles. Thisappears possible when smaller aluminum particles are used.Smudging of aluminum on the surface of niobium particles canalso be seen in Fig. 3a and b, but the effect is more for the samplewith fine aluminum particles.
Fig. 4 shows the DSC plots for Nb + 3Al loose powder mixturesand compacted discs with coarse and fine aluminum particles,heated to 1000 �C.
All the samples showed a similar trend during heating. Anendothermic peak was observed around 660 �C which correspondsto the melting of aluminum, followed by a broad exothermic peak.This peak was observed to initiate at temperatures reported inTable 2 and indicates combustion in the sample.
At a given heating rate, samples with fine aluminum particlesare associated with relatively lower onset temperatures comparedto those with coarse aluminum particles. Increasing the heatingrate resulted in a higher onset temperature for the reaction andlower ignition temperatures were observed for the loose powdermixtures relative to the compacted discs. Further, an exothermicpeak was observed during cooling for the loose powder mixturewith coarse aluminum particles (see Fig. 4a). This peak corre-sponds to the solidification of unreacted molten aluminum.
Fig. 3. SEM micrographs of unreacted Nb + 3Al compacted
It is generally agreed that the combustion reaction is initiatedthrough a dissolution-precipitation process [3,4,14]. However, thesolubility of niobium in solid aluminum is practically zero and isvery limited even in liquid aluminum. Yeremenko et al. [22] deter-mined the solubility of niobium in liquid aluminum as �0.02 wt.%at 700 �C, increasing to 0.1 wt.% at 850 �C. These data suggest thatrelatively higher temperatures may be required for the initiation ofreaction in Nb–Al powder mixtures. Other factors which could con-tribute to higher onset temperatures for the reaction include diffi-culties in wetting the niobium particle surface by liquid aluminumand the presence of oxides on the particle surfaces. In the presentstudy, onset temperatures in the Nb + 3Al mixtures were deter-mined to be about 800� ± 20 �C (Table 2). In order to study the evo-lution of phases as a function of temperature, a few compactedsamples (with fine aluminum particles) were heated to tempera-tures where the reaction initiates, but is not complete and the cor-responding micrographs are presented in Fig. 5.
Fig. 5a shows the micrograph of a sample heated to 815 �C andcooled immediately to room temperature at 30 �C min�1. The sam-ple consists of aluminum (dark) and niobium (bright) regionstogether with another phase dispersed within the aluminummatrix, in particular, around the niobium particles. EDS analysis(Fig. 5) showed that the composition for this phase correspondedto about 75 at.% Al. From the Nb–Al phase diagram, it is seen thatthis phase is NbAl3. The formation of NbAl3 precipitates is in accor-dance with DSC results presented in Table 2. A volume expansionof about 2% was observed in this sample. It may be noted thatthe formation of dense NbAl3 from elemental powders is associ-ated with a shrinkage of �5.6%.
The micrograph of a sample heated to 850 �C and cooled imme-diately to room temperature is shown in Fig. 5b. At this tempera-ture, the aluminum and niobium regions are still presentindicating incomplete reaction. But, the NbAl3 phase has grownmuch more than at 800 �C. The volume expansion in the sampleincreased to 25%. Kachelmyer et al. [13] also report a low densityproduct during the synthesis of NbAl3. They observed that high
discs with (a) fine and (b) coarse aluminum particles.

400 500 600 700 800 900 1000
Temperature /°C
-4
-3
-2
-1
0
1
2D
SC /(
mW
/mg)
796.4 °C
Fine Al
Coarse Al
exo
400 500 600 700 800 900 1000
Temperature /°C
-3
-2
-1
0
1
2
3
DSC
/(m
W/m
g)
810.8 °C
Fine Al
Coarse Al
exo
781.4 °C 814.3 °C
Solidification
(ΔT/Δ t= 7.5 °C.min-1)
a b
Fig. 4. DSC plots for Nb + 3Al samples (a) loose powder mix, (b) compacted discs.
Table 2Onset temperatures of reaction for Nb + 3Al samples.
Sample condition Heating rate (�C/min) Onset temperature (�C)Al particle size
Fine Coarse
Compacted disc 7.5 810.8 814.315 815.7 820.9
Loose powder 7.5 781.4 796.415 803.8 818.2
12 H. Sina, S. Iyengar / Journal of Alloys and Compounds 628 (2015) 9–19
green densities led to low product densities after reaction. Thiseffect was attributed to the expansion of adsorbed gases in thesample and synthesis in vacuum led to denser products.
Fig. 5c shows the micrograph of a sample heated to 850 �C andheld at that temperature for 15 min. A significant progress in theformation of NbAl3 is seen relative to Fig. 5b. At the same time,the sample showed a volume expansion of about 54%, attributedto the formation of a low density product. Fig. 5c shows the
Fig. 5. SEM micrographs of Nb + 3Al samples (with fine Al particles) heated at 15(30 �C min�1).
presence of some unreacted niobium in the sample which is boundto react during further heating. This was confirmed by heating thesamples to higher temperatures and the corresponding micro-graphs are presented in Fig. 6.
Fig. 6a shows the secondary electron image of the non-polishedsurface of a Nb + 3Al sample heated to 1000 �C. It was observedthat the sample had transformed uniformly to a single phase whichwas identified as NbAl3 by EDS. A morphological change in thesample is also evident. After heating the sample to 1000 �C, asponge-like structure consisting of a large number of agglomeratedparticles was obtained. The volume expansion in the sample dra-matically increased to about 180%, due to the highly porous struc-ture of the product. These observations indicate that the volumechange in the sample is proportional to the extent of reaction,and the conversion to NbAl3 being more complete at higher tem-peratures. In order to investigate the stability of the NbAl3 phaseproduced at higher temperatures, the sample was reheated for
�C min�1 to (a) 815 �C + cooled, (b) 850 �C + cooled, (c) 850 �C + 15 min + cooled

Fig. 6. SEM micrographs of Nb + 3Al samples (with fine Al particles) heated at 15 �C min�1 to (a) 1000 �C + cooled, (b) 1400 �C + 1 h + cooled (30 �C min�1).
H. Sina, S. Iyengar / Journal of Alloys and Compounds 628 (2015) 9–19 13
1 h at 1400 �C, and Fig. 6b shows the micrograph for the reheatedsample.
EDS analysis and XRD data (Fig. 7) showed no phase transfor-mation after this heat treatment. The sintering features in the sam-ple after heating it to 1400 �C are clearly seen in Fig. 6b whichshows the coalescence of particles and the formation of closedspherical pores indicating the final stage of sintering in the sample.This is followed by about 30% reduction in the sample volumewhich is due to the shrinkage during sintering. X-ray patternsobtained for samples heated to different temperatures (Fig. 7) alsoindicate the gradual progress of reaction between niobium andaluminum particles during heating which ultimately leads to theformation of single NbAl3 phase in the sample, consistent withthe micrographs obtained.
While this trend has been observed for niobium rich mixtures(Sections 3.2 and 3.3), compaction of an aluminum rich mixtureleads to an increase in the onset temperature of reaction. Thismay be due to segregation tendencies enhanced by the plastic flowof aluminum during compaction.
It important to note that although the formation of NbAl3 occursabove the melting point of aluminum, the ignition temperature isaffected by the particle size of aluminum. As finer aluminum par-ticles have a better interfacial contact with niobium particles(Fig. 3), a good distribution of elemental particles is obtained inthe sample leading to an effective wetting of the niobium particlesurface on the melting of aluminum. This leads to a reduction inthe ignition temperature with fine aluminum particles.
In the loose powder mixture with coarse aluminum particles,the observation of an aluminum solidification peak during cooling(Fig. 4a) indicates the presence of some unreacted aluminum in the
Fig. 7. Diffractograms of Nb + 3Al samples after heating to different temperatures.
sample. This is due to insufficient contact between coarse alumi-num and niobium particles present in the uncompacted powdermixture.
As mentioned earlier, the onset temperature of reaction wasobserved to be lower for samples heated at 7.5 �C min�1 as com-pared to those heated at 15 �C min�1. Broad reaction peaks, partic-ularly for Al-rich mixtures, implies that the reaction takes placeover a long period of time. In general, the effect of compaction isto lower the onset temperatures for reaction due to the improvedcontact between the reactant particles. While this trend has beenobserved for niobium rich mixtures, compaction of an aluminumrich mixture leads to an increase in the onset temperature of reac-tion. This may be due to segregation tendencies enhanced by theplastic flow of aluminum during compaction.
As NbAl3 is obtained as a single phase product on heatingNb + 3Al samples, the heat of formation for this compound canbe estimated using calorimetric data. The area between the com-bustion peak and the base line represents the exothermic heat offormation for the NbAl3 compound. This value was measured as153 ± 15 kJ mol�1 for the loose powder mixtures, which compareswell with the value of 170 ± 30 kJ mol�1 reported by Coffey et al.[19] for NbAl3 formation in thin film Nb–Al multilayers. However,a value of 63 ± 5 kJ mol�1 was obtained for compacted discs. Thelarge deviation is perhaps due to the segregation observed afterthe compaction of aluminum-rich samples.
3.2. 2Nb + Al samples
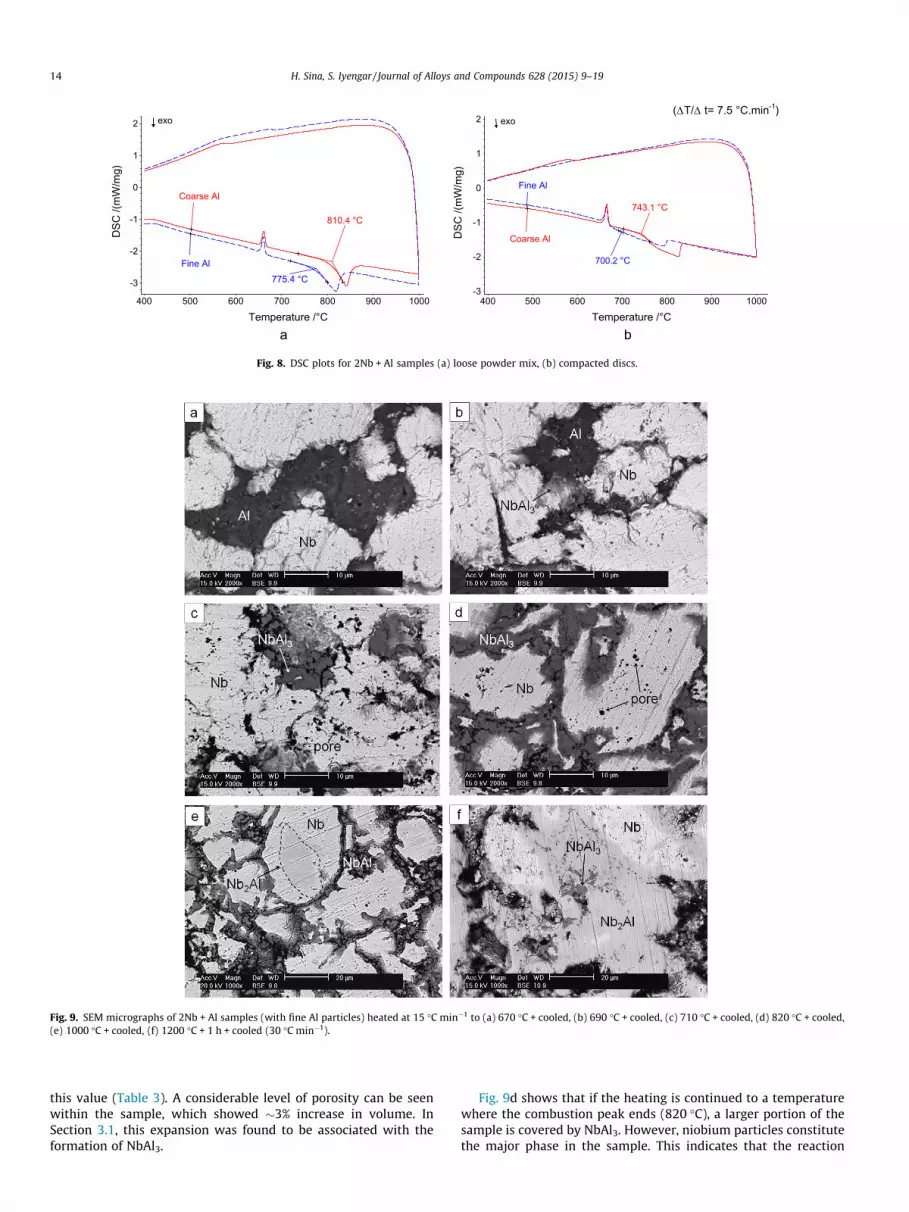
Fig. 8 shows DSC plots for 2Nb + Al specimens which are similarto those for the Nb + 3Al samples. The plots basically consist of twopeaks during heating, the endothermic aluminum melting peakwhich is followed by an exothermic combustion peak. However,the aluminum melting peaks seem to be less pronounced, andthe reaction peaks are sharper and less diffuse as compared tothose for the Nb + 3Al samples.
Microscopic observations confirm that the product containsconsiderable amount of unreacted niobium. Fig. 9 shows themicrographs for 2Nb + Al discs with fine aluminum particles,heated to temperatures corresponding to the initiation and propa-gation of combustion. The samples were then cooled at30 �C min�1 and subjected to microscopic examination.
Fig. 9a shows the micrograph of a sample heated to 670 �C. Atthis temperature, the melting of aluminum is complete. However,the micrograph shows the elemental regions and EDS analysisrevealed no sign of reaction. Heating the sample to 690 �C, whichis lower than the combustion onset temperature, only some tracesof NbAl3 could be detected by EDS (Fig. 9b). However, the forma-tion of NbAl3 phase was clearly observed by increasing the temper-ature to 710 �C (Fig. 9c). This observation is in agreement with DSCresults which show onset temperatures for the reaction close to
400 500 600 700 800 900 1000
Temperature /°C
-3
-2
-1
0
1
2
775.4 °C
810.4 °C
Fine Al
Coarse Al
400 500 600 700 800 900 1000
Temperature /°C
-3
-2
-1
0
1
2
743.1 °C
Fine Al
Coarse AlDSC
/(m
W/m
g)
DSC
/(m
W/m
g)
exo exo
700.2 °C
(ΔT/Δ t= 7.5 °C.min-1)
a b
Fig. 8. DSC plots for 2Nb + Al samples (a) loose powder mix, (b) compacted discs.
Fig. 9. SEM micrographs of 2Nb + Al samples (with fine Al particles) heated at 15 �C min�1 to (a) 670 �C + cooled, (b) 690 �C + cooled, (c) 710 �C + cooled, (d) 820 �C + cooled,(e) 1000 �C + cooled, (f) 1200 �C + 1 h + cooled (30 �C min�1).
14 H. Sina, S. Iyengar / Journal of Alloys and Compounds 628 (2015) 9–19
this value (Table 3). A considerable level of porosity can be seenwithin the sample, which showed �3% increase in volume. InSection 3.1, this expansion was found to be associated with theformation of NbAl3.
Fig. 9d shows that if the heating is continued to a temperaturewhere the combustion peak ends (820 �C), a larger portion of thesample is covered by NbAl3. However, niobium particles constitutethe major phase in the sample. This indicates that the reaction

Table 3Onset temperatures of reaction for 2Nb + Al samples.
Sample condition Heating rate (�C/min) Onset temperature (�C)Al particle size
Fine Coarse
Compacted disc 7.5 700.2 743.115 709.0 761.8
Loose powder 7.5 775.4 810.415 800.0 833.8
Fig. 10. Diffractogram of 2Nb + Al samples after heating to different temperatures.
H. Sina, S. Iyengar / Journal of Alloys and Compounds 628 (2015) 9–19 15
between aluminum melt and niobium particles has been inhibiteddue to insufficient molten aluminum. At this stage, the sampleshowed about 14% expansion in volume. This is significantly smal-ler than the expansion for the Nb + 3Al disc which was cooledimmediately after the combustion peak. In the present case, lowexpansion is due to formation of lesser amounts of the NbAl3 phasethrough the liquid–solid reaction.
Fig. 9e shows the effect of heating the sample to 1000 �C. EDSanalysis indicated that in addition to the NbAl3 compound, Nb2Alis also formed as a minor phase in some regions within the nio-bium particles. While the Nb2Al layer is generally expected to besandwiched between Nb and NbAl3 regions, the present observa-tion is unusual and may be due to the partial reaction of niobiumnear the interface with NbAl3, assisted by easier diffusion pathsand the availability of NbAl3 beneath the surface. Previous studies[3,23] have also reported the presence of Nb2Al and NbAl3 com-pounds together with residual niobium in 2Nb + Al samples. Infact, in all the Nb–Al samples, regardless of the initial composition,
Fig. 11. SEM micrographs of unreacted 2Nb + Al compacted
the reaction initiates between the aluminum melt and niobiumparticles resulting in the formation of NbAl3 compound which cor-responds to the exothermic peak in the DSC plots. However, thisreaction continues until the aluminum melt is consumed entirely.Therefore, if the sample is rich in niobium, this reaction stops ear-lier and further progress is possible through the reaction betweenNbAl3 grains and niobium particles. This results in the formation ofNb2Al phase in the sample.
In general, the progress of a solid–solid reaction is considerablyslower compared to a solid–liquid reaction. Therefore, longer timesand higher temperatures are required to obtain a high degree ofconversion. This is shown in Fig. 9f which shows the micrographof a 2Nb + Al sample reheated for 1 h at 1200 �C. Nb2Al is the dom-inant phase after this treatment, although some unreacted niobiumis present together with traces of NbAl3 in the product. This resultindicates that the initially formed NbAl3 is an intermediate phasewhich transforms to Nb2Al through solid state reaction with nio-bium at higher temperatures. This conclusion is confirmed by theXRD results shown in Fig. 10. If the sample is heated to 710 �C,which is close to the onset temperature of the exothermic peakin the DSC curve, the diffraction peaks mainly correspond to theelemental components. Heating the sample to the end temperaturefor the exothermic peak (820 �C) resulted in the formation of NbAl3
phase as a product of combustion. While there is no reflection foraluminum, the presence of unreacted niobium is evident in thesample. For the sample heated to 1000 �C, the pattern shows somereflections from the Nb2Al phase, although the presence of NbAl3
and niobium is still significant. This is consistent with the micro-graphs presented. Finally, it is seen that if the sample is reheatedfor 1 h at 1400 �C, the product contains mainly Nb2Al, while onlya few small niobium peaks can be detected in the pattern. Thisindicates that after a heat treatment at a sufficiently high temper-ature, the sample transforms to Nb2Al phase as the product of areaction between NbAl3 and niobium particles. This observationis in accordance with the Nb–Al phase diagram (Fig. 1).
Table 3 shows the onset temperatures of the combustion peaksfor the 2Nb + Al samples. It is seen that using a lower heating rateand finer aluminum particles leads to a lower onset temperature.This result is consistent with that for Nb + 3Al samples. However,the effect of aluminum particles size is more significant and canbe attributed to a better surface coverage of niobium particles byfine aluminum particles. This is shown in Fig. 11, where SEMimages of the unpolished surfaces of untreated 2Nb + Al com-pacted discs with fine and coarse aluminum particles are pre-sented. It is seen that, although there is a tendency foragglomeration in both samples, in particular for niobium particles,the surface contact between elemental particles is much better inthe sample with fine aluminum particles. A more homogenous dis-tribution of reactants is seen when fine aluminum particles get inbetween the coarser niobium particles and keep them separate.
discs with (a) fine and (b) coarse aluminum particles.

400 500 600 700 800 900 1000
Temperature /°C
-3
-2
-1
0
1
2
Fine Al
Coarse Al
exo
400 500 600 700 800 900 1000
Temperature /°C
-3
-2
-1
0
1
2
Fine Al
Coarse Al
exo
777.8 °C
816.0 °C
685.1 °C
782.0 °C
DSC
/(m
W/m
g)
DSC
/(m
W/m
g)
(ΔT/Δ t= 7.5 °C.min-1)
a b
Fig. 12. DSC plots for 3Nb + Al samples (a) loose powder mix, (b) compacted discs.
Fig. 13. SEM micrographs of unreacted 3Nb + Al compacted discs with (a) fine and (b) coarse aluminum particles.
Table 4Onset temperatures of reaction for 3Nb + Al samples.
Sample condition Heating rate (�C/min) Onset temperature (�C)Al particle size
Fine Coarse
Compacted disc 7.5 685.1 782.015 701.8 804.6
Loose powder 7.5 777.8 816.015 795.4 840.2
16 H. Sina, S. Iyengar / Journal of Alloys and Compounds 628 (2015) 9–19
This effect assumes more importance in samples with higher nio-bium content showing a larger segregation tendency and leads toa larger shift in onset temperatures for the combustion reactionin 2Nb + Al samples relative to Nb + 3Al samples.
The onset temperature was found to be lower for the 2Nb + Aldiscs relative to the loose powder mixtures due to better contactbetween the elemental particles in compacted samples. Acomparison of the data in Tables 2 and 3 shows that, for 2Nb + Alcompacted discs, the onset temperature for reaction decreases ifthe other parameters are kept constant. This result is in agreementwith Kachelmyer et al. [13] who observed a lower ignition temper-ature for 2Nb + Al samples compared to Nb + 3Al ones. A higherconcentration of niobium in the sample could trigger the combus-tion reaction at lower temperatures through a faster dissolution ofniobium in molten aluminum which is followed by the formationof NbAl3 precipitates. However, it is seen that, for loose powdermixtures with coarse aluminum particles, the onset temperatureshowed an increase with increasing niobium content. This indi-cates insufficient contact between the coarse reactant particles inthe uncompacted sample. From EDS and XRD results, it is seen that,in addition to NbAl3, there is a considerable amount of unreactedniobium after the combustion peak. Hence, it is difficult to esti-mate the heat of formation for NbAl3 accurately from the areaunder the exothermic peak.
3.3. 3Nb + Al samples
The DSC plots for 3Nb + Al samples heated to 1000 �C are shownin Fig. 12. The graphs are similar to those observed for the othersamples and consist of an endothermic melting peak for aluminumand an exothermic combustion peak. As these samples are rich in
niobium and contain less aluminum, the melting peak is smalleras compared to the other two compositions. The combustion peakis sharper and narrower as molten aluminum gets consumed fasterin its reaction with a larger amount of niobium particles (seeFig. 13).
Similar to observations in the previous sections, slow heatingrates and compaction lead to lower onset temperatures for reac-tion (Table 4). A comparison of data in Tables 2–4 shows that theonset temperatures for combustion are lower for the 3Nb + Al mix-ture than for Nb + 3Al and 2Nb + Al mixtures. The interactionbetween niobium particles in the aluminum melt increases withthe niobium content in the mixture resulting in the initiation ofcombustion at a lower temperature. While this trend is observedfor mixtures with fine aluminum particles, an increase in onsettemperature is observed as the niobium content is increased inmixtures containing coarse aluminum particles. This is due to areduction in contact between the reactant particles as the particlesize for aluminum increases in samples which are rich in niobium.Agglomeration of reactants, especially niobium particles, isobserved in these samples. As a result, the combustion reaction
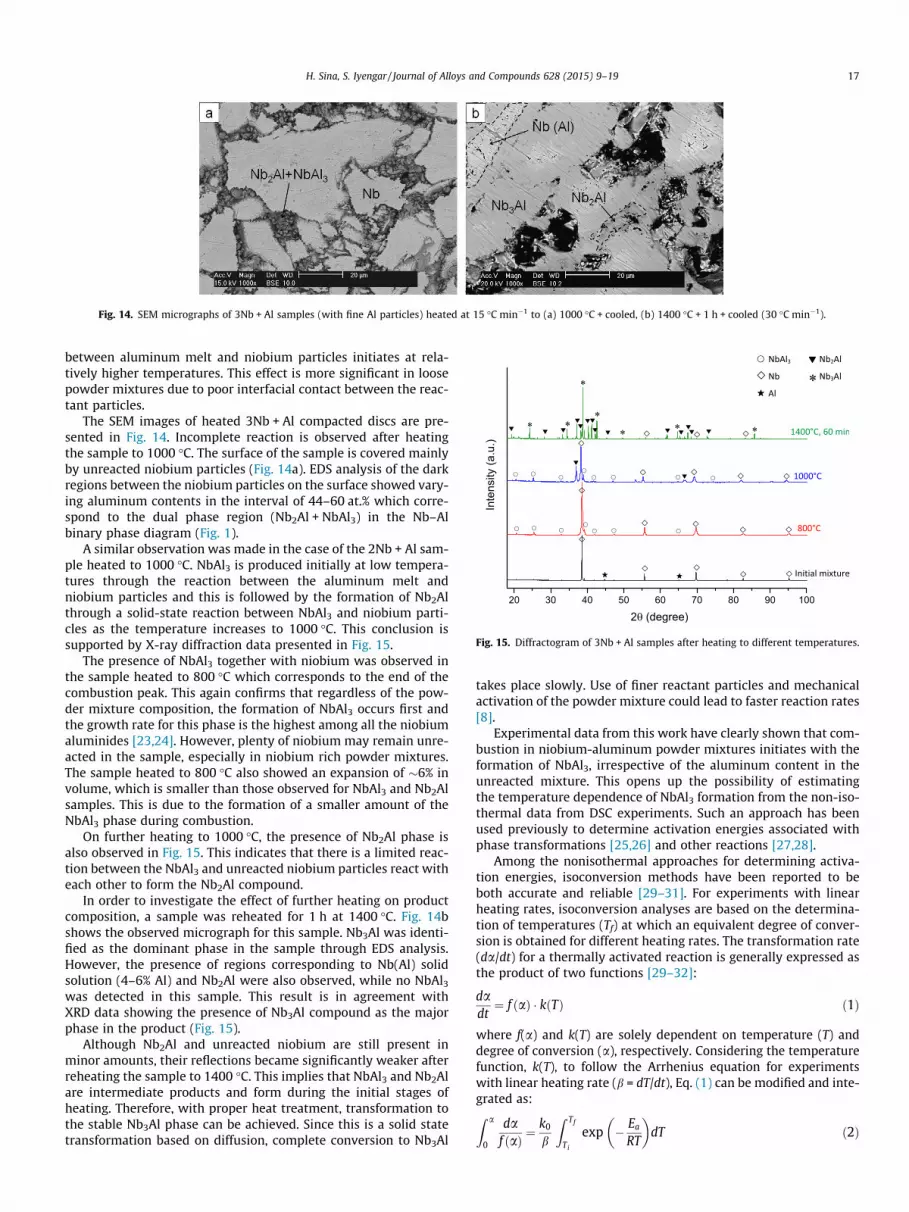
Fig. 14. SEM micrographs of 3Nb + Al samples (with fine Al particles) heated at 15 �C min�1 to (a) 1000 �C + cooled, (b) 1400 �C + 1 h + cooled (30 �C min�1).
Fig. 15. Diffractogram of 3Nb + Al samples after heating to different temperatures.
H. Sina, S. Iyengar / Journal of Alloys and Compounds 628 (2015) 9–19 17
between aluminum melt and niobium particles initiates at rela-tively higher temperatures. This effect is more significant in loosepowder mixtures due to poor interfacial contact between the reac-tant particles.
The SEM images of heated 3Nb + Al compacted discs are pre-sented in Fig. 14. Incomplete reaction is observed after heatingthe sample to 1000 �C. The surface of the sample is covered mainlyby unreacted niobium particles (Fig. 14a). EDS analysis of the darkregions between the niobium particles on the surface showed vary-ing aluminum contents in the interval of 44–60 at.% which corre-spond to the dual phase region (Nb2Al + NbAl3) in the Nb–Albinary phase diagram (Fig. 1).
A similar observation was made in the case of the 2Nb + Al sam-ple heated to 1000 �C. NbAl3 is produced initially at low tempera-tures through the reaction between the aluminum melt andniobium particles and this is followed by the formation of Nb2Althrough a solid-state reaction between NbAl3 and niobium parti-cles as the temperature increases to 1000 �C. This conclusion issupported by X-ray diffraction data presented in Fig. 15.
The presence of NbAl3 together with niobium was observed inthe sample heated to 800 �C which corresponds to the end of thecombustion peak. This again confirms that regardless of the pow-der mixture composition, the formation of NbAl3 occurs first andthe growth rate for this phase is the highest among all the niobiumaluminides [23,24]. However, plenty of niobium may remain unre-acted in the sample, especially in niobium rich powder mixtures.The sample heated to 800 �C also showed an expansion of �6% involume, which is smaller than those observed for NbAl3 and Nb2Alsamples. This is due to the formation of a smaller amount of theNbAl3 phase during combustion.
On further heating to 1000 �C, the presence of Nb2Al phase isalso observed in Fig. 15. This indicates that there is a limited reac-tion between the NbAl3 and unreacted niobium particles react witheach other to form the Nb2Al compound.
In order to investigate the effect of further heating on productcomposition, a sample was reheated for 1 h at 1400 �C. Fig. 14bshows the observed micrograph for this sample. Nb3Al was identi-fied as the dominant phase in the sample through EDS analysis.However, the presence of regions corresponding to Nb(Al) solidsolution (4–6% Al) and Nb2Al were also observed, while no NbAl3
was detected in this sample. This result is in agreement withXRD data showing the presence of Nb3Al compound as the majorphase in the product (Fig. 15).
Although Nb2Al and unreacted niobium are still present inminor amounts, their reflections became significantly weaker afterreheating the sample to 1400 �C. This implies that NbAl3 and Nb2Alare intermediate products and form during the initial stages ofheating. Therefore, with proper heat treatment, transformation tothe stable Nb3Al phase can be achieved. Since this is a solid statetransformation based on diffusion, complete conversion to Nb3Al
takes place slowly. Use of finer reactant particles and mechanicalactivation of the powder mixture could lead to faster reaction rates[8].
Experimental data from this work have clearly shown that com-bustion in niobium-aluminum powder mixtures initiates with theformation of NbAl3, irrespective of the aluminum content in theunreacted mixture. This opens up the possibility of estimatingthe temperature dependence of NbAl3 formation from the non-iso-thermal data from DSC experiments. Such an approach has beenused previously to determine activation energies associated withphase transformations [25,26] and other reactions [27,28].
Among the nonisothermal approaches for determining activa-tion energies, isoconversion methods have been reported to beboth accurate and reliable [29–31]. For experiments with linearheating rates, isoconversion analyses are based on the determina-tion of temperatures (Tf) at which an equivalent degree of conver-sion is obtained for different heating rates. The transformation rate(da/dt) for a thermally activated reaction is generally expressed asthe product of two functions [29–32]:
dadt¼ f ðaÞ � kðTÞ ð1Þ
where f(a) and k(T) are solely dependent on temperature (T) anddegree of conversion (a), respectively. Considering the temperaturefunction, k(T), to follow the Arrhenius equation for experimentswith linear heating rate (b = dT/dt), Eq. (1) can be modified and inte-grated as:Z a
0
daf ðaÞ ¼
k0
b
Z Tf
Ti
exp � Ea
RT
� �dT ð2Þ

18 H. Sina, S. Iyengar / Journal of Alloys and Compounds 628 (2015) 9–19
where Ti, k0 and Ea are the initial temperature, pre-exponential fac-tor and activation energy, respectively. Model-free isoconversionmethods rely on approximating the temperature integral on theright hand side to determine the activation energy. It has beenshown that these methods can provide consistent and reliablekinetic information for different processes [25–34]. The activationenergy was calculated using the Starink expression [29,30] givenbelow.
lnb
T1:92f
¼ �1:0008Ea
RTfþ Constant ð3Þ
where b is the linear heating rate (K min�1), Tf the temperature cor-responding to an equivalent degree of conversion (K), R is the uni-versal gas constant (J mol�1 K�1) and Ea is the activation energy(J mol�1).
Combustion peaks obtained for different samples (compacteddiscs as well as loose powder mixtures with different compositionsand particle sizes) were studied in order to determine the activationenergy for the formation of NbAl3 phase. The temperatures corre-sponding to a fixed degree of conversion (a = 0.5) were determinedfrom the peaks and a value of 255 ± 26 kJ mol�1 was calculated asthe activation energy for NbAl3 formation through the reactionbetween molten aluminum and niobium particles.
4. Conclusions
DSC studies on reactions occurring during the heating of Nb–Alpowder mixtures have shown that combustion is initiated abovethe melting point of aluminum. Niobium particles react with mol-ten aluminum and form NbAl3 first, irrespective of the initial com-position. In the case of Nb + 3Al samples, this reaction continuesuntil the sample is completely transformed to NbAl3 as a single-phase product. On the other hand, the reaction stops in niobium-rich mixtures as soon as the relatively limited amount of moltenaluminum is consumed and a considerable amount of unreactedniobium is left within the sample. Heating the Nb-rich samplesto 1000 �C leads to a partial transformation of the initially formedNbAl3 phase, as it reacts with residual niobium particles through asolid-state reaction. This results in a mixture of NbAl3 and Nb2Alcompounds as the product. It was found that reheating the samplefor a longer time at higher temperatures, caused the product totransform to the stable phase corresponding to the initial compo-sition in the mixture. Calorimetric results revealed that the onsettemperature of combustion is lowered by a decrease in heatingrate as well as finer aluminum particles. However, the influenceof aluminum particle size is more pronounced for Nb-rich samples.For most of the samples, higher niobium contents and compactionalso resulted in lower onset temperatures for the solid–liquid reac-tion. Based on data for all the samples, using Starink’s isoconver-sion method, a value of 255 ± 26 kJ mol�1 was calculated as theactivation energy for NbAl3 compound formation. From the com-bustion peaks for Nb + 3Al loose powder mixtures, a value of�153 ± 15 kJ mol�1 was estimated for the enthalpy of formationof NbAl3.
References
[1] H. Mitsui, H. Habazaki, K. Asami, K. Hashimoto, S. Mrowec, High temperaturecorrosion of sputter-deposited Al–Nb alloys, in: S. Somiya (Ed.), Adv. Mater.’93, Elsevier, 1994, pp. 243–246, http://dx.doi.org/10.1016/B978-0-444-81991-8.50066-2.
[2] M. Steinhorst, H. Grabke, Oxidation of niobium aluminide NbAl3, Mater. Sci.Eng. A 120–121 (1989) 55–59, http://dx.doi.org/10.1016/0921-5093(89)90718-1.
[3] C. Milanese, F. Maglia, A. Tacca, U. Anselmi-Tamburini, C. Zanotti, P. Giuliani,Ignition and reaction mechanism of Co–Al and Nb–Al intermetallic compoundsprepared by combustion synthesis, J. Alloys Comp. 421 (2006) 156–162, http://dx.doi.org/10.1016/j.jallcom.2005.08.091.
[4] V. Gauthier, F. Bernard, E. Gaffet, D. Vrel, M. Gailhanou, J.P. Larpin,Investigations of the formation mechanism of nanostructured NbAl3 viaMASHS reaction, Intermetallics 10 (2002) 377–389, http://dx.doi.org/10.1016/S0966-9795(02)00010-9.
[5] R.L. Fleischer, R.D. Field, K.K. Denike, R.J. Zabala, Mechanical properties ofalloys of IrNb and other high-temperature intermetallic compounds, Metall.Trans. A 21 (1990) 3063–3074, http://dx.doi.org/10.1007/BF02647304.
[6] T.B. Massalski, H. Okamoto, P.R. Subramanian, L. Kacprzak (Eds.), Binary AlloyPhase Diagrams, ASM International, Materials Park, OH, USA, 1996.
[7] J.L. Jorda, R. Flükiger, J. Muller, A new metallurgical investigation of theniobium-aluminum system, J. Less Common Met. 75 (1980) 227–239, http://dx.doi.org/10.1016/0022-5088(80)90120-4.
[8] Z. Liu, Y. Chen, L. Du, P. Li, Y. Cui, X. Pan, et al., Preparation of Nb3Alsuperconductor by powder metallurgy and effect of mechanical alloying on thephase formation, J. Mod. Transp. 22 (2014) 55–58, http://dx.doi.org/10.1007/s40534-014-0036-0.
[9] N. Koizumi, T. Takeuchi, K. Okuno, Development of advanced Nb3Alsuperconductors for a fusion demo plant, Nucl. Fusion 45 (2005) 431–438,http://dx.doi.org/10.1088/0029-5515/45/6/004.
[10] T. Tabaru, S. Hanada, High temperature strength of Nb3Al-base alloys,Intermetallics 6 (1998) 735–739, http://dx.doi.org/10.1016/S0966-9795(98)00052-1.
[11] L. Murugesh, K.T. Venkateswara Rao, R.O. Ritchie, Powder processing ofductile-phase-toughened Nb–Nb3Al in situ composites, Mater. Sci. Eng. A 189(1994) 201–208, http://dx.doi.org/10.1016/0921-5093(94)90416-2.
[12] L.M. Peng, Synthesis and mechanical properties of niobium aluminide-basedcomposites, Mater. Sci. Eng. A 480 (2008) 232–236, http://dx.doi.org/10.1016/j.msea.2007.07.046.
[13] C.R. Kachelmyer, A.S. Rogachev, A. Varma, Mechanistic and processing studiesin combustion synthesis of niobium aluminides, J. Mater. Res. 10 (1995) 2260–2270, http://dx.doi.org/10.1557/JMR.1995.2260.
[14] R.M.L. Neto, P.I. Ferreira, Progress of the NbAl3 combustion synthesis reaction,J. Mater. Synth. Process. 7 (1999) 245–252, http://dx.doi.org/10.1023/A%3A1021853627411.
[15] R.M. German, P. Suri, S.J. Park, Review: liquid phase sintering, J. Mater. Sci. 44(2009) 1–39, http://dx.doi.org/10.1007/s10853-008-3008-0.
[16] B. Rabin, R. Wright, Synthesis of iron aluminides from elemental powders:reaction mechanisms and densification behavior, Metall. Trans. A (1991).
[17] F. Buracovas, V.S. Gonçalves, C.J. Rocha, R.M.L. Neto, Combustion synthesis ofmechanically-activated Nb–Al mixtures, Mater. Sci. Forum. 498–499 (2005)152–157, http://dx.doi.org/10.4028/www.scientific.net/MSF.498-499.152.
[18] J. Maas, G. Bastin, L. VAN, The texture in diffusion-grown layers oftrialuminides MeAl3 (Me = Ti, V, Ta, Nb, Zr, Hf) and VNi3, Z. Fuer Met. 74(1983) 294–299.
[19] K.R. Coffey, K. Barmak, D.a. Rudman, S. Foner, Thin film reaction kinetics ofniobium/aluminum multilayers, J. Appl. Phys. 72 (1992) 1341, http://dx.doi.org/10.1063/1.351744.
[20] V. Gauthier, F. Bernard, E. Gaffet, C. Josse, J.P. Larpin, In-situ time resolved X-ray diffraction study of the formation of the nanocrystalline NbAl3 phase bymechanically activated self-propagating high-temperature synthesis reaction,Mater. Sci. Eng. A 272 (1999) 334–341, http://dx.doi.org/10.1016/S0921-5093(99)00488-8.
[21] T. Ogurtani, Kinetics of diffusion in the Nb–Al system, Metall. Trans. 3 (1972)425–429, http://dx.doi.org/10.1007/BF02642046.
[22] V.N. Yeremenko, Y.V. Natanzon, V.I. Dybkov, Interaction of the refractorymetals with liquid aluminum, J. Less Common Met. 50 (1976) 29–48, http://dx.doi.org/10.1016/0022-5088(76)90251-4.
[23] V. Maslov, I. Borovinskaya, M. Ziatdinov, Combustion of the systems niobium–aluminum and niobium–germanium, Combust. Explos. Shock Waves 15(1979) 41–47.
[24] G. Slama, a. Vignes, Diffusion dans les aluminiures de niobium, J. Less CommonMet. 29 (1972) 189–202, http://dx.doi.org/10.1016/0022-5088(72)90190-7.
[25] S.M. Ennaceur, Methodology for describing the a ? b phase transformation inplutonium, Thermochim. Acta 539 (2012) 84–91, http://dx.doi.org/10.1016/j.tca.2012.04.010.
[26] S.M. Ennaceur, Study of the c ? d phase transformation kinetics and reactionmechanism in plutonium, Thermochim. Acta 566 (2013) 181–185, http://dx.doi.org/10.1016/j.tca.2013.05.042.
[27] S. Vyazovkin, N. Sbirrazzuoli, Isoconversional kinetic analysis of thermallystimulated processes in polymers, Macromol. Rapid Commun. 27 (2006)1515–1532, http://dx.doi.org/10.1002/marc.200600404.
[28] B. Jankovic, S. Mentus, M. Jankovic, A kinetic study of the thermaldecomposition process of potassium metabisulfite: estimation of distributedreactivity model, J. Phys. Chem. Solids 69 (2008) 1923–1933, http://dx.doi.org/10.1016/j.jpcs.2008.01.013.
[29] M.J. Starink, Analysis of aluminum based alloys by calorimetry: quantitativeanalysis of reactions and reaction kinetics, Int. Mater. Rev. 49 (2004) 191–226,http://dx.doi.org/10.1179/095066004225010532.
[30] M.J. Starink, The determination of activation energy from linear heating rateexperiments: a comparison of the accuracy of isoconversion methods,Thermochim. Acta 404 (2003) 163–176, http://dx.doi.org/10.1016/S0040-6031(03)00144-8.
[31] M.J. Starink, Activation energy determination for linear heating experiments:deviations due to neglecting the low temperature end of the temperatureintegral, J. Mater. Sci. 42 (2007) 483–489, http://dx.doi.org/10.1007/s10853-006-1067-7.

H. Sina, S. Iyengar / Journal of Alloys and Compounds 628 (2015) 9–19 19
[32] J. Málek, The applicability of Johnson-Mehl-Avrami model in the thermalanalysis of the crystallization kinetics of glasses, Thermochim. Acta 267 (1995)61–73, http://dx.doi.org/10.1016/0040-6031(95)02466-2.
[33] A.A. Joraid, A.A. Abu-Sehly, S.N. Alamri, Isoconversional kinetic analysis of thecrystallization phases of amorphous selenium thin films, Thin Solid Films 517(2009) 6137–6141, http://dx.doi.org/10.1016/j.tsf.2009.05.034.
[34] H. Mostaan, F. Karimzadeh, M.H. Abbasi, Synthesis and formation mechanismof nanostructured NbAl3 intermetallic during mechanical alloying and akinetic study on its formation, Thermochim. Acta 529 (2012) 36–44, http://dx.doi.org/10.1016/j.tca.2011.11.017.




















