
Electron transport in porous nanocrystalline TiOâ photoelectrochemical cells
Upload
independentCategory
view
1download
0
Int. Journal of Refractory Metals and Hard Materials 32 (2012) 45–50
Contents lists available at SciVerse ScienceDirect
Int. Journal of Refractory Metals and Hard Materials
j ourna l homepage: www.e lsev ie r .com/ locate / IJRMHM
Fabrication and characterization of nanocrystalline Nb–W–Mo–Zr alloy powder byball milling
D.Z. Zhang, M.L. Qin, Rafi-ud-din, L. Zhang, X.H. Qu ⁎State Key Laboratory for Advanced Metals and Materials, School of Materials Science and Engineering, University of Science and Technology Beijing, Beijing 100083, China
⁎ Corresponding author. Tel.: +86 10 62332700; fax:E-mail address: [email protected] (X.H. Qu).
0263-4368/$ – see front matter © 2012 Elsevier Ltd. Alldoi:10.1016/j.ijrmhm.2012.01.008
a b s t r a c t
a r t i c l e i n f oArticle history:Received 14 June 2011Accepted 21 January 2012
Keywords:Niobium base alloyNano-crystalline powderBall millingMechanical alloying
A superfine nanocrystalline Nb–W–Mo–Zr alloy powder was successfully prepared by high energy ball mill-ing at room temperature. The particle size, morphology, and structural changes were characterized by meansof laser particle size analysis (LPSA), X-ray diffraction (XRD), and scanning electron microscopy (SEM).Experimental results showed that milling velocity was a decisive factor in controlling the production ofalloy powders. A 450 rpm-ball milling had led to nanocrystalline Nb–W–Mo–Zr alloy powder particles witha crystallite size of 14 nm. With 250 rpm velocity, cold welding was found to be the dominant mechanismduring milling without formation of any solid solution even after 60 h of milling time.
© 2012 Elsevier Ltd. All rights reserved.
1. Introduction
Niobium has attracted a considerable interest for many applica-tions such as steel production, superalloy production(as alloy addi-tions), and transport industry (aircraft turbine engines, magneticallylevitated trains, and automobiles) owing to its high melting point(2741 K), a relatively low density (8.57 g/cm3), and excellent low-temperature ductility [1]. About 75% of the niobium metal is used asa microalloying element in low-alloyed steels, while the other20–25% is employed as an addition in Nickel-based superalloys andheat-resisting steels. Only 1–2% is used as high temperature materials[2]. Niobium-based alloys are considered to be the most promisinghigh temperature structural materials replacing the nickel-based su-peralloy, which has the maximum operating temperatures of about1273 K [3]. In order to ameliorate the strength of niobium at elevatedtemperatures, many approaches have been employed such as solidsolution strengthening (W and Mo), and composite strengtheningwith intermetallic compounds (Nb3Al, Nb3Ir and Nb5Si3) or carbidephase (TiC, ZrC and HfC) [4–7].
The low-alloys of the Nb–W–Mo–Zr system, exhibiting a combina-tion of high strength with low-temperature ductility, presents an op-timum content of alloying elements. Generally, the Nb–W–Mo systemalloys are produced by common metal working processes such asvacuum-arc melting, forging, hot rolling, cold rolling, and long-timerecrystallizing annealing process [3,5–10].These processes haveexhibited disadvantages such as the capability to produce the compli-cated shapes, the poor material utilization, and causing pollution[2].
+86 10 62334311.
rights reserved.
The preparation of alloy powder has been considered to be the mostdifficult aspect of processing niobium alloys by powder methods al-beit several studies have demonstrated that the processing of niobi-um parts via near net-shaped is the most feasible method [1,2].Considering the limitations such as the high melting points and reac-tive properties of the alloys, high-purity powders can only be pro-duced by expensive procedures such as the hydride-dehydrideprocess, and centrifugal atomization equipped with electron beamor plasma heat source [1].
Nanocrystalline powders (NP), exhibiting a large specific surfacearea and a high defect density (especially in milled powders), havebeen reported to sinter at much lower temperatures of about0.2–0.3 Tm (Tm is melting temperature) with a high sintering rate[11–13]. Samples prepared from nanocrystalline powders usuallyposses a characteristic microstructure indicating their potential forvarious applications [11]. High energy ball milling is a simple but use-ful process for preparing the ultrafine powders. In this process, ele-mental powders are collided by high speed mill balls, suffering asevere plastic deformation, and forming a high density of lattice de-fects and dislocations [14–16]. These lattice defects and dislocationsas well as momentary increase in temperature of particles trappedbetween colliding balls accelerate the diffusion of components, ren-dering the multi-component powders into homogeneous alloy pow-ders [17]. Thus mechanical alloying process (MA) can produce theultrafine nanocrystalline refractory alloy powders at room tempera-ture. The several reports have demonstrated the production of Nb–Si, Nb–Cr, and Nb–Al composite powders via MA. However, the fabri-cation of Nb–W–Mo–Zr system alloy powders via that process has notbeen reported so far [18–21].
In this work, the ultrafine nanocrystalline Nb–W–Mo–Zr alloypowder is prepared by mechanical milling. The influence of the
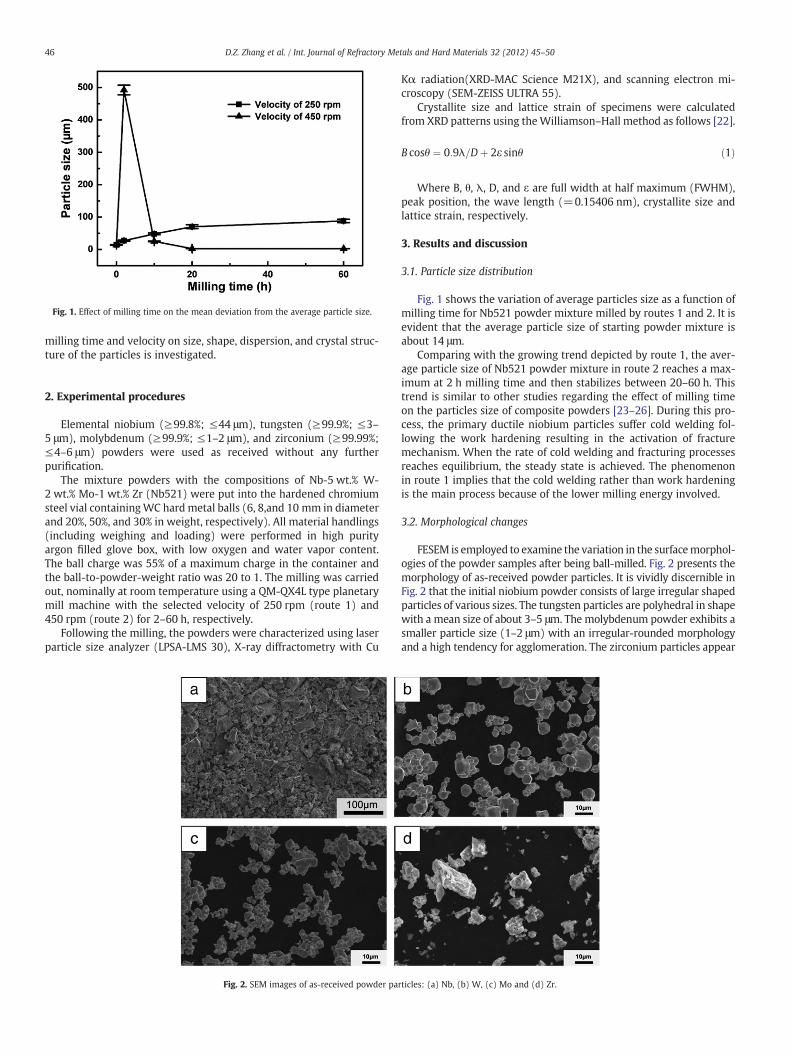
Fig. 1. Effect of milling time on the mean deviation from the average particle size.
46 D.Z. Zhang et al. / Int. Journal of Refractory Metals and Hard Materials 32 (2012) 45–50
milling time and velocity on size, shape, dispersion, and crystal struc-ture of the particles is investigated.
2. Experimental procedures
Elemental niobium (≥99.8%; ≤44 μm), tungsten (≥99.9%; ≤3–5 μm), molybdenum (≥99.9%; ≤1–2 μm), and zirconium (≥99.99%;≤4–6 μm) powders were used as received without any furtherpurification.
The mixture powders with the compositions of Nb-5 wt.% W-2 wt.% Mo-1 wt.% Zr (Nb521) were put into the hardened chromiumsteel vial containingWC hard metal balls (6, 8,and 10 mm in diameterand 20%, 50%, and 30% in weight, respectively). All material handlings(including weighing and loading) were performed in high purityargon filled glove box, with low oxygen and water vapor content.The ball charge was 55% of a maximum charge in the container andthe ball-to-powder-weight ratio was 20 to 1. The milling was carriedout, nominally at room temperature using a QM-QX4L type planetarymill machine with the selected velocity of 250 rpm (route 1) and450 rpm (route 2) for 2–60 h, respectively.
Following the milling, the powders were characterized using laserparticle size analyzer (LPSA-LMS 30), X-ray diffractometry with Cu
Fig. 2. SEM images of as-received powder pa
Kα radiation(XRD-MAC Science M21X), and scanning electron mi-croscopy (SEM-ZEISS ULTRA 55).
Crystallite size and lattice strain of specimens were calculatedfrom XRD patterns using theWilliamson–Hall method as follows [22].
B cosθ ¼ 0:9λ=Dþ 2ε sinθ ð1Þ
Where B, θ, λ, D, and ε are full width at half maximum (FWHM),peak position, the wave length (=0.15406 nm), crystallite size andlattice strain, respectively.
3. Results and discussion
3.1. Particle size distribution
Fig. 1 shows the variation of average particles size as a function ofmilling time for Nb521 powder mixture milled by routes 1 and 2. It isevident that the average particle size of starting powder mixture isabout 14 μm.
Comparing with the growing trend depicted by route 1, the aver-age particle size of Nb521 powder mixture in route 2 reaches a max-imum at 2 h milling time and then stabilizes between 20–60 h. Thistrend is similar to other studies regarding the effect of milling timeon the particles size of composite powders [23–26]. During this pro-cess, the primary ductile niobium particles suffer cold welding fol-lowing the work hardening resulting in the activation of fracturemechanism. When the rate of cold welding and fracturing processesreaches equilibrium, the steady state is achieved. The phenomenonin route 1 implies that the cold welding rather than work hardeningis the main process because of the lower milling energy involved.
3.2. Morphological changes
FESEM is employed to examine the variation in the surfacemorphol-ogies of the powder samples after being ball-milled. Fig. 2 presents themorphology of as-received powder particles. It is vividly discernible inFig. 2 that the initial niobium powder consists of large irregular shapedparticles of various sizes. The tungsten particles are polyhedral in shapewith a mean size of about 3–5 μm. The molybdenum powder exhibits asmaller particle size (1–2 μm) with an irregular-rounded morphologyand a high tendency for agglomeration. The zirconium particles appear
rticles: (a) Nb, (b) W, (c) Mo and (d) Zr.

Fig. 3. SEM images of Nb–W–Mo–Zr particles milled in route 1 after (a) 2 h, (b) 10 h, (c) 20 h and (d) 60 h milling.
47D.Z. Zhang et al. / Int. Journal of Refractory Metals and Hard Materials 32 (2012) 45–50
similar to that of the niobium powder but with much smaller particlesize.
Figs. 3 and 4 represent the morphological variations of Nb521powder mixture milled through route 1 and route 2, respectively.For route 1, it is visible that there is a continuous increase in the aver-age particle size (Fig. 3). After 2 h milling, the most of particles re-main fine in size and several large flake like particles are formedwith a maximum size of about 200 μm. With further milling, the
Fig. 4. SEM images of Nb–W–Mo–Zr particles milled in route 2 after (
percentage of flake like particles increases as well as the maximumsize decreases. It seems that the cold welding is the dominant mech-anism during milling due to the ductility of Nb powders and low en-ergy produced by the milling balls. In route 1, the slow velocity doesnot allow the crack between milling balls and powder particles to befierce enough for the flake like particles to be fractured continuously.
In route 2, the powder particles exhibit remarkable changes in sizeand shape. The transformation in size and shape can be categorized
a) 2 h, (b) 10 h, (c) 20 h, (d) 40 h, (e) 60 h, and (f) 60 h milling.
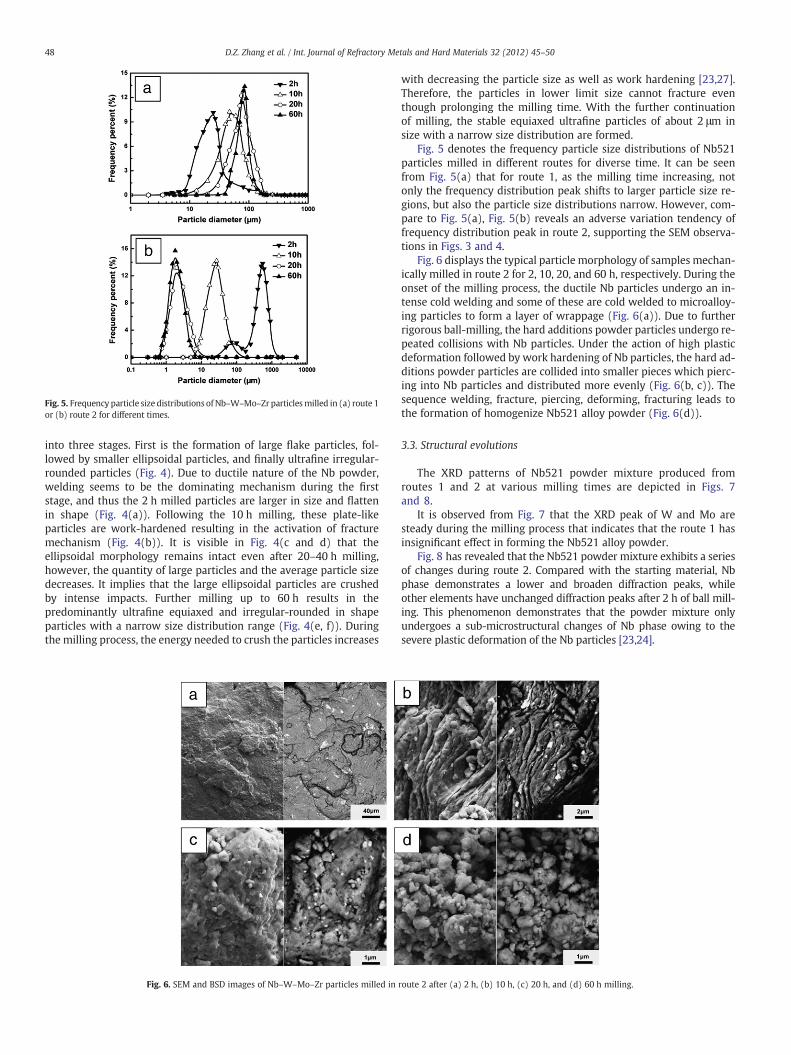
Fig. 5. Frequency particle size distributions of Nb–W–Mo–Zr particlesmilled in (a) route 1or (b) route 2 for different times.
48 D.Z. Zhang et al. / Int. Journal of Refractory Metals and Hard Materials 32 (2012) 45–50
into three stages. First is the formation of large flake particles, fol-lowed by smaller ellipsoidal particles, and finally ultrafine irregular-rounded particles (Fig. 4). Due to ductile nature of the Nb powder,welding seems to be the dominating mechanism during the firststage, and thus the 2 h milled particles are larger in size and flattenin shape (Fig. 4(a)). Following the 10 h milling, these plate-likeparticles are work-hardened resulting in the activation of fracturemechanism (Fig. 4(b)). It is visible in Fig. 4(c and d) that theellipsoidal morphology remains intact even after 20–40 h milling,however, the quantity of large particles and the average particle sizedecreases. It implies that the large ellipsoidal particles are crushedby intense impacts. Further milling up to 60 h results in thepredominantly ultrafine equiaxed and irregular-rounded in shapeparticles with a narrow size distribution range (Fig. 4(e, f)). Duringthe milling process, the energy needed to crush the particles increases
Fig. 6. SEM and BSD images of Nb–W–Mo–Zr particles milled in
with decreasing the particle size as well as work hardening [23,27].Therefore, the particles in lower limit size cannot fracture eventhough prolonging the milling time. With the further continuationof milling, the stable equiaxed ultrafine particles of about 2 μm insize with a narrow size distribution are formed.
Fig. 5 denotes the frequency particle size distributions of Nb521particles milled in different routes for diverse time. It can be seenfrom Fig. 5(a) that for route 1, as the milling time increasing, notonly the frequency distribution peak shifts to larger particle size re-gions, but also the particle size distributions narrow. However, com-pare to Fig. 5(a), Fig. 5(b) reveals an adverse variation tendency offrequency distribution peak in route 2, supporting the SEM observa-tions in Figs. 3 and 4.
Fig. 6 displays the typical particle morphology of samples mechan-ically milled in route 2 for 2, 10, 20, and 60 h, respectively. During theonset of the milling process, the ductile Nb particles undergo an in-tense cold welding and some of these are cold welded to microalloy-ing particles to form a layer of wrappage (Fig. 6(a)). Due to furtherrigorous ball-milling, the hard additions powder particles undergo re-peated collisions with Nb particles. Under the action of high plasticdeformation followed by work hardening of Nb particles, the hard ad-ditions powder particles are collided into smaller pieces which pierc-ing into Nb particles and distributed more evenly (Fig. 6(b, c)). Thesequence welding, fracture, piercing, deforming, fracturing leads tothe formation of homogenize Nb521 alloy powder (Fig. 6(d)).
3.3. Structural evolutions
The XRD patterns of Nb521 powder mixture produced fromroutes 1 and 2 at various milling times are depicted in Figs. 7and 8.
It is observed from Fig. 7 that the XRD peak of W and Mo aresteady during the milling process that indicates that the route 1 hasinsignificant effect in forming the Nb521 alloy powder.
Fig. 8 has revealed that the Nb521 powder mixture exhibits a seriesof changes during route 2. Compared with the starting material, Nbphase demonstrates a lower and broaden diffraction peaks, whileother elements have unchanged diffraction peaks after 2 h of ball mill-ing. This phenomenon demonstrates that the powder mixture onlyundergoes a sub-microstructural changes of Nb phase owing to thesevere plastic deformation of the Nb particles [23,24].
route 2 after (a) 2 h, (b) 10 h, (c) 20 h, and (d) 60 h milling.
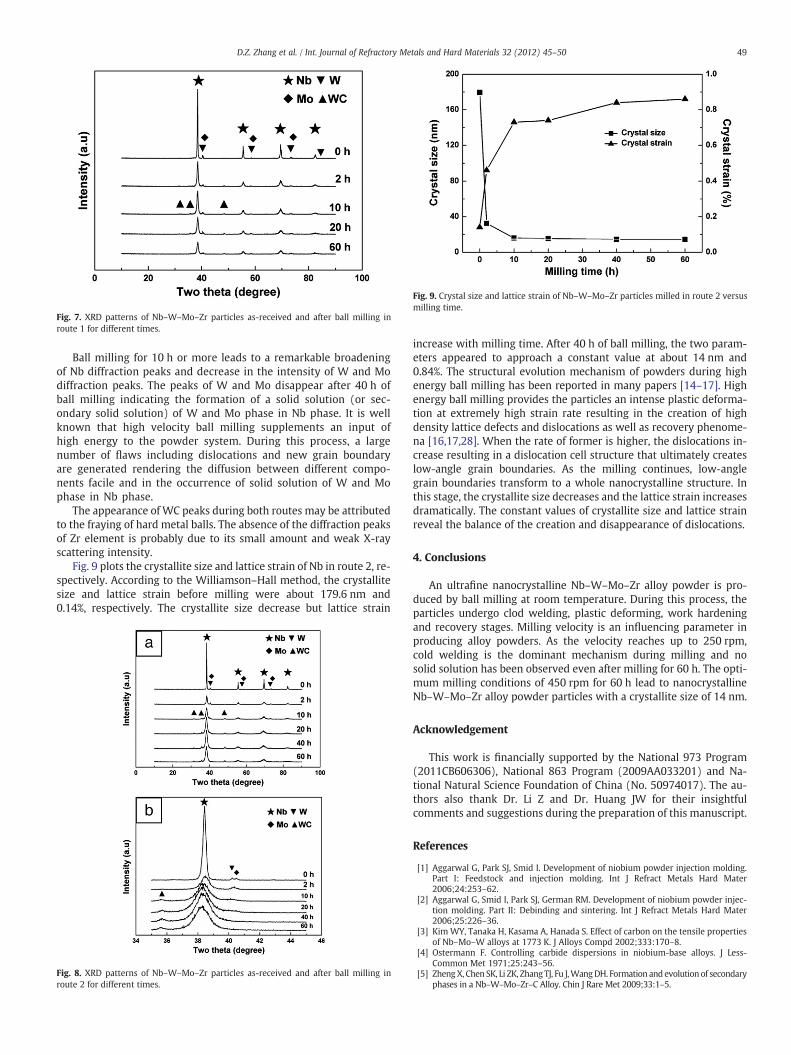
Fig. 7. XRD patterns of Nb–W–Mo–Zr particles as-received and after ball milling inroute 1 for different times.
Fig. 9. Crystal size and lattice strain of Nb–W–Mo–Zr particles milled in route 2 versusmilling time.
49D.Z. Zhang et al. / Int. Journal of Refractory Metals and Hard Materials 32 (2012) 45–50
Ball milling for 10 h or more leads to a remarkable broadeningof Nb diffraction peaks and decrease in the intensity of W and Modiffraction peaks. The peaks of W and Mo disappear after 40 h ofball milling indicating the formation of a solid solution (or sec-ondary solid solution) of W and Mo phase in Nb phase. It is wellknown that high velocity ball milling supplements an input ofhigh energy to the powder system. During this process, a largenumber of flaws including dislocations and new grain boundaryare generated rendering the diffusion between different compo-nents facile and in the occurrence of solid solution of W and Mophase in Nb phase.
The appearance of WC peaks during both routes may be attributedto the fraying of hard metal balls. The absence of the diffraction peaksof Zr element is probably due to its small amount and weak X-rayscattering intensity.
Fig. 9 plots the crystallite size and lattice strain of Nb in route 2, re-spectively. According to the Williamson–Hall method, the crystallitesize and lattice strain before milling were about 179.6 nm and0.14%, respectively. The crystallite size decrease but lattice strain
Fig. 8. XRD patterns of Nb–W–Mo–Zr particles as-received and after ball milling inroute 2 for different times.
increase with milling time. After 40 h of ball milling, the two param-eters appeared to approach a constant value at about 14 nm and0.84%. The structural evolution mechanism of powders during highenergy ball milling has been reported in many papers [14–17]. Highenergy ball milling provides the particles an intense plastic deforma-tion at extremely high strain rate resulting in the creation of highdensity lattice defects and dislocations as well as recovery phenome-na [16,17,28]. When the rate of former is higher, the dislocations in-crease resulting in a dislocation cell structure that ultimately createslow-angle grain boundaries. As the milling continues, low-anglegrain boundaries transform to a whole nanocrystalline structure. Inthis stage, the crystallite size decreases and the lattice strain increasesdramatically. The constant values of crystallite size and lattice strainreveal the balance of the creation and disappearance of dislocations.
4. Conclusions
An ultrafine nanocrystalline Nb–W–Mo–Zr alloy powder is pro-duced by ball milling at room temperature. During this process, theparticles undergo clod welding, plastic deforming, work hardeningand recovery stages. Milling velocity is an influencing parameter inproducing alloy powders. As the velocity reaches up to 250 rpm,cold welding is the dominant mechanism during milling and nosolid solution has been observed even after milling for 60 h. The opti-mum milling conditions of 450 rpm for 60 h lead to nanocrystallineNb–W–Mo–Zr alloy powder particles with a crystallite size of 14 nm.
Acknowledgement
This work is financially supported by the National 973 Program(2011CB606306), National 863 Program (2009AA033201) and Na-tional Natural Science Foundation of China (No. 50974017). The au-thors also thank Dr. Li Z and Dr. Huang JW for their insightfulcomments and suggestions during the preparation of this manuscript.
References
[1] Aggarwal G, Park SJ, Smid I. Development of niobium powder injection molding.Part I: Feedstock and injection molding. Int J Refract Metals Hard Mater2006;24:253–62.
[2] Aggarwal G, Smid I, Park SJ, German RM. Development of niobium powder injec-tion molding. Part II: Debinding and sintering. Int J Refract Metals Hard Mater2006;25:226–36.
[3] Kim WY, Tanaka H, Kasama A, Hanada S. Effect of carbon on the tensile propertiesof Nb–Mo–W alloys at 1773 K. J Alloys Compd 2002;333:170–8.
[4] Ostermann F. Controlling carbide dispersions in niobium-base alloys. J Less-Common Met 1971;25:243–56.
[5] ZhengX, Chen SK, Li ZK, Zhang TJ, Fu J,WangDH. Formation and evolution of secondaryphases in a Nb–W–Mo–Zr–C Alloy. Chin J Rare Met 2009;33:1–5.

50 D.Z. Zhang et al. / Int. Journal of Refractory Metals and Hard Materials 32 (2012) 45–50
[6] Tan Y, Ma CL, Kasama A, Tanaka R, Yang JM. High temperature mechanical behaviorof Nb–Mo–ZrC alloys. Mater Sci Eng A 2003;355:260–6.
[7] Zheng X, Zhang TJ, Li ZK, Chen Sk, Ding X, Yang XM, Fu J. Microstructure and propertiesof deposit strengthened Nb–W–Mo–Zr–C Alloy. Rare Metal Mater Eng 2007;36:1886–90.
[8] BukhanovskyVV,Mamuzic I. The effect of temperature onmechanical characteristics ofniobium alloys of the system Nb–W–Mo–Zr. Metalurgija 2003;42:85–90.
[9] Bukhanovskii VV, Mamuzic I. Effect of high-temperature gas medium on thestructure and mechanical characteristics of niobium alloy 10 VMTs. Met Sci HeatTreat 2008;50:123–8.
[10] KimWY, Tanaka H, Kim MS, Hanada S. High temperature strength and room tem-perature fracture toughness of Nb–Mo–W refractory alloys with and without car-bide dispersoids. Mater Sci Eng A 2003;346:65–74.
[11] Panigrahi BB. Sintering and grain growth kinetics of ball milled nanocrystallinenickel powder. Mater Sci Eng A 2007;460–461:7–13.
[12] Groza JR, Dowding RJ. Nanoparticulate materials densification. Nanostruct Mater1996;7:749–68.
[13] Wang HT, Fang ZZ, Hwang KS, Zhang HB, Dave S. Sinter-ability of nanocrystallinetungsten powder. Int J Refract Metals Hard Mater 2010;28:312–6.
[14] Mostaed A,Mostaed E, Shokuhfar A, Saghafian H, Rezaie HR. The influence ofmillingtime and impact force on the mutual diffusion of Al and Cu during synthesis of Al-4.5 wt% Cu alloy via mechanical alloying. Defect Diffus Forum 2009;283–286:494–8.
[15] Hellstern E, Fecht HJ, Fu Z, Johnson WL. Structural and thermodynamic propertiesof heavily mechanically deformed Ru and AlRu. J Appl Phys 1989;65:305–10.
[16] Koch CC. The synthesis and structure of nanocrystalline materials produced bymechanical attrition: a review. Nanostruct Mater 1993;2:109–29.
[17] Enayati MH, Aryanpour GR, Ebnonnasir A. Production of nanostructured WC–Copowder by ball milling. Int J Refract Metals Hard Mater 2009;27:159–63.
[18] Lima JC, Jerônimo AR, Gomez A, Souza SM, Trichês DM, Campos CEM, Grandi TA,Kycia S. Structural investigation of an amorphous Si24Nb76 alloy produced by
mechanical alloying using reverse Monte Carlo simulations. J Non-Cryst Solids2008;354:4598–602.
[19] Lima JC, Almeida TO, Jerônimo AR, Souza SM, Campos CEM, Grandi TA. Reversemonte carlo simulations of an amorphous Cr25Nb75 alloy produced by mechanicalalloying. J Non-Cryst Solids 2009;352:109–15.
[20] Rock C, Qiu J, Okazaki K. Electro-discharge consolidation of nanocrystalline Nb–Alpowders produced by mechanical alloying. J Mater Sci 1998;33:241–6.
[21] Wang XL, Zhang KF. Mechanical alloying, microstructure and properties of Nb–16Si alloy. J Alloys Compd 2010;490:677–83.
[22] Williamson GK, Hall WH. X-ray line broadening from field aluminium and wolfram.Acta Metall 1953;1:22–31.
[23] Razavi Tousi SS, Yazdani Rad R, Salahi E, Mobasherpour I, Razavi M. Production ofAl-20 wt.% Al2O3 composite powder using high energy milling. Powder Technol2009;192:346–51.
[24] Fogagnolo JB, Robert MH, Ruiz-Navas EM, Torralba JM. 6061 Al reinforced withzirconium diboride particles processed by conventional powder metallurgy andmechanical alloying. J Mater Sci 2004;39:127–32.
[25] Fogagnolo JB, Velasco F, Robert MH, Torralba JM. Effect of mechanical alloying onthe morphology, microstructure and properties of aluminium matrix compositepowders. Mater Sci Eng A 2003;342:131–43.
[26] Razavi Hesabi Z, Simchi A, Seyed Reihani SM. Structural evolution during mechanicalmilling of nanometric and micrometric Al2O3 reinforced Al matrix composites. MaterSci Eng A 2006;428:159–68.
[27] Khadem SA, Nategh S, Yoozbashizadeh H. Structural and morphological evaluationof Al-5 vol.% SiC nanocomposite powder produced by mechanical milling. J AlloysCompd 2011;509:2221–6.
[28] Zhang X, Wang H, Narayan J, Koch CC. Evidence for the formation mechanism ofnanoscale microstrutures in cryomilled Zn powder. Acta Mater 2001;49:1319–26.
Copyright © 2022 FDOKUMEN

















![;R^ZR WZcZ_X hYZad fa a`]] WVgVc - Daily Pioneer](https://static.fdokumen.com/doc/165x107/6313be3f6ebca169bd0a9577/rzr-wzczx-hyzad-fa-a-wvgvc-daily-pioneer.jpg)

![MICROWAVE DIELECTRIC PROPERTIES OF CA[(LI1/3A2/3)1-XMX]O3-d [A=NB, TA AND M=TI, ZR, SN] COMPLEX PEROVSKITES: A REVIEW Sumesh](https://static.fdokumen.com/doc/165x107/6331727e2055169fc2032fb5/microwave-dielectric-properties-of-cali13a231-xmxo3-d-anb-ta-and-mti.jpg)
