Steady-State Modeling of a Parallel-Plate Electrochemical ...
10
Steady-State Modeling of a Parallel-Plate Electrochemical Fluorination Reactor Kamal Jha *,a Gerald L. Bauer,b and John W. Weidnert'° °Center for Electrochemical Engineering, Department of Chemical Engineering, University of South Carolina, Columbia, South Carolina 29208, USA b3M Chemicals, St. Paul, Minnesota 55144-1000, USA ABSTRACT A steady-state mathematical model of a parallel-plate reactor was developed for studying the electrochemical fluo- rination of organic compounds dissolved in anhydrous hydrogen fluoride. The model incorporates two-phase flow with differential material, energy, and pressure balances. Profiles of temperature, pressure, vapor volume fraction, and current density in the reactor are presented at two inlet temperatures to provide insight into the operation of the reactor. The effects of the inlet temperature, feed flow rate, and cell current on the cell pack voltage and current efficiency of the reac- tor are presented to determine problematic operating regions for the reactor. Optimum operating currents based on the ratio of the moles of fluorochemical produced to the input energy are also calculated. 1 (5)oadctp.pc ---> assumptions. Profiles of temperature, pressure, vapor vol- ume fraction, and current density in the fluorination reac- tor are presented at two inlet temperatures to provide insight into the operation of the reactor. In addition, the dependence of the cell-pack voltage and current efficiency on the inlet temperature, electrolyte flow rate, and cell current are shown to provide insight into the trade-off between power requirements, production rates, and con- trollability of the reactor. This paper extends our previous work3 and contains three features which are not present in a similar modeling effort by Drake et al.4 First, our model is capable of using either current or voltage as the controlled variable com- pared to voltage only. Second, the model presented here accounts for the interaction between the cell pack and the other sections of the fluorination reactor (e.g., inlet and outlet flow distributors). These interactions are important in understanding the overall reactor performance and identify- Infroduction Electrochemical fluorination is used to produce fluoro- chemicals for use as refrigerants, lubricants, surfactants, degreasers, heat-transfer fluids, high-performance plas- tics, elastomers, and ingredients for fire fighting foam and fabric protectors. The feed to an electrochemical fluorina- tion reactor is composed of liquid anhydrous hydrogen fluoride and a fluorinatable organic compound. The fluo- rochemical is produced at the anode and hydrogen gas at the cathode. Some of the hydrogen is reoxidized at the anode, thus adding an inefficiency to the process. In addi- tion, the production of hydrogen results in the develop- ment of a two-phase system. An undivided monopolar series arrangement of nickel electrodes, known as the Simons electrochemical fluorina- tion cell,' is the most common reactor dulign for the fluo- rination process. Nickel electrodes are used due to their compatibility with anhydrous hydrogen fluoride and good electrochemical activity. The industrial Simons cell oper- ates at high currents (>10,000 A) and requires the use of heavy-duty, high-cost electrical conductors and bus work. The large amount of resistive heating in the cell bus-bars limits the operating current and, therefore, the production rate. Also, the cells rely on bubble generation for the circu- lation of the electrolyte. The dependence on natural convec- tion leads to slow mass transfer of the reactants to the elec- trode surface, which increases the cell-pack voltages. To solve the problems encountered in the Simons cell, a multicell pack with forced convective flow was designed.2 A schematic of the fluorination reactor simulated in this study is shown in Fig. 1. The reactor considered here has a cell pack consisting of 27 nickel plates, which results in 26 undivided cells. The cells are connected in parallel to the electrolyte flow field and in series (i.e., bipolar) to the elec- trical circuit. Each of the cells in the cell pack has inlet and outlet flow distributors to provide uniform electrolyte flow. The distributors also act as physical separators between the electrodes and are made of a fluoride resistant, insulating material to reduce shimt current losses. The process is operated above ambient pressure and tempera- ture to increase the yield and decrease the power input. Although the bipolar, forced flow design reduces energy costs and increases production rates, compared to the Simons process, a better understanding of the process is needed to minimize operational problems and maximize production rates. A steady-state mathematical model of the bipolar fluorination process is developed in this work. The model incorporates two-phase flow with differential material, energy, and pressure balances. The model predic- tions are compared to the available data over a wide range of operating conditions to test the validity of the model * Electrochemical Society Student Member. * * Electrochemical Society Active Member. (outlet measuring points) (4) cutlet flow.disuibutors (3) ccii pack (2) inlet flow-distributors I I flow (i)inlet pipe——> (inletmeasunngpoints) t flow Fig. 1. Schematic diagram of the elecfrochemical fluorination reactor. The inlet and outlet measurement points for temperature, pressure, and density are indicated on the schematic. A magnified view of one of the parallel-plate cells is also shown. J. Electrochem. Soc., Vol. 145, No. 10, October 1998 The Electrochemical Society, Inc. 3521
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Steady-State Modeling of a Parallel-Plate Electrochemical ...

Steady-State Modeling of a Parallel-Plate ElectrochemicalFluorination Reactor
Kamal Jha *,a Gerald L. Bauer,b and John W. Weidnert'°
°Center for Electrochemical Engineering, Department of Chemical Engineering, University of South Carolina,Columbia, South Carolina 29208, USA
b3M Chemicals, St. Paul, Minnesota 55144-1000, USA
ABSTRACT
A steady-state mathematical model of a parallel-plate reactor was developed for studying the electrochemical fluo-rination of organic compounds dissolved in anhydrous hydrogen fluoride. The model incorporates two-phase flow withdifferential material, energy, and pressure balances. Profiles of temperature, pressure, vapor volume fraction, and currentdensity in the reactor are presented at two inlet temperatures to provide insight into the operation of the reactor. Theeffects of the inlet temperature, feed flow rate, and cell current on the cell pack voltage and current efficiency of the reac-tor are presented to determine problematic operating regions for the reactor. Optimum operating currents based on theratio of the moles of fluorochemical produced to the input energy are also calculated.
1
(5)oadctp.pc --->
assumptions. Profiles of temperature, pressure, vapor vol-ume fraction, and current density in the fluorination reac-tor are presented at two inlet temperatures to provideinsight into the operation of the reactor. In addition, thedependence of the cell-pack voltage and current efficiencyon the inlet temperature, electrolyte flow rate, and cellcurrent are shown to provide insight into the trade-offbetween power requirements, production rates, and con-trollability of the reactor.
This paper extends our previous work3 and containsthree features which are not present in a similar modelingeffort by Drake et al.4 First, our model is capable of usingeither current or voltage as the controlled variable com-pared to voltage only. Second, the model presented hereaccounts for the interaction between the cell pack and theother sections of the fluorination reactor (e.g., inlet andoutlet flow distributors). These interactions are important inunderstanding the overall reactor performance and identify-
InfroductionElectrochemical fluorination is used to produce fluoro-
chemicals for use as refrigerants, lubricants, surfactants,degreasers, heat-transfer fluids, high-performance plas-tics, elastomers, and ingredients for fire fighting foam andfabric protectors. The feed to an electrochemical fluorina-tion reactor is composed of liquid anhydrous hydrogenfluoride and a fluorinatable organic compound. The fluo-rochemical is produced at the anode and hydrogen gas atthe cathode. Some of the hydrogen is reoxidized at theanode, thus adding an inefficiency to the process. In addi-tion, the production of hydrogen results in the develop-ment of a two-phase system.
An undivided monopolar series arrangement of nickelelectrodes, known as the Simons electrochemical fluorina-tion cell,' is the most common reactor dulign for the fluo-rination process. Nickel electrodes are used due to theircompatibility with anhydrous hydrogen fluoride and goodelectrochemical activity. The industrial Simons cell oper-ates at high currents (>10,000 A) and requires the use ofheavy-duty, high-cost electrical conductors and bus work.The large amount of resistive heating in the cell bus-barslimits the operating current and, therefore, the productionrate. Also, the cells rely on bubble generation for the circu-lation of the electrolyte. The dependence on natural convec-tion leads to slow mass transfer of the reactants to the elec-trode surface, which increases the cell-pack voltages.
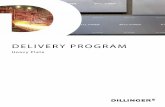
To solve the problems encountered in the Simons cell, amulticell pack with forced convective flow was designed.2A schematic of the fluorination reactor simulated in thisstudy is shown in Fig. 1. The reactor considered here has acell pack consisting of 27 nickel plates, which results in 26undivided cells. The cells are connected in parallel to theelectrolyte flow field and in series (i.e., bipolar) to the elec-trical circuit. Each of the cells in the cell pack has inletand outlet flow distributors to provide uniform electrolyteflow. The distributors also act as physical separatorsbetween the electrodes and are made of a fluoride resistant,insulating material to reduce shimt current losses. Theprocess is operated above ambient pressure and tempera-ture to increase the yield and decrease the power input.
Although the bipolar, forced flow design reduces energycosts and increases production rates, compared to theSimons process, a better understanding of the process isneeded to minimize operational problems and maximizeproduction rates. A steady-state mathematical model ofthe bipolar fluorination process is developed in this work.The model incorporates two-phase flow with differentialmaterial, energy, and pressure balances. The model predic-tions are compared to the available data over a wide rangeof operating conditions to test the validity of the model
* Electrochemical Society Student Member.* * Electrochemical Society Active Member.
(outlet measuring points)
(4) cutlet flow.disuibutors
(3) ccii pack
(2) inlet flow-distributors
I
I flow
(i)inlet pipe——>
(inletmeasunngpoints)
tflow
Fig. 1. Schematic diagram of the elecfrochemical fluorinationreactor. The inlet and outlet measurement points for temperature,pressure, and density are indicated on the schematic. A magnifiedview of one of the parallel-plate cells is also shown.
J. Electrochem. Soc., Vol. 145, No. 10, October 1998 The Electrochemical Society, Inc. 3521

3522 J Electrnchem. Soc., Vol. 145, No. 10, October 1998 The Electrochemical Society, Inc.
ing potential operational problems. Third, the hydrogen oxi-dation reaction is included in order to predict the currentefficiency as a function of operating conditions.
ModelDescription of the fluorination reactor.—The fluorina-
tion reactor (see Fig. 1) is comprised of five sections: (1)inlet pipe, (2) inlet flow distributors, (3) cell pack, (4) out-let flow distributors, and (5) outlet pipe. The cell pack con-sists of 26 identical parallel-plate cells, and each cell has18 inlet and outlet flow distributors. The flow distributorsare narrow flow channels evenly spaced across the widthof each cell, providing uniform flow to all the cells in thecell pack. The following reactions occur at the cathode andanode of each parallel-plate cell in the reactor
Cathode
Anode
2H + 2e -* H.,
RH + 2F-RF + HF + 2e
H2 -* 2W + 2e
where RF is the fluorinated organic compound, HF isanhydrous liquid hydrogen fluoride, and RH is the fluori-natable organic compound. Due to the use of an undivid-ed cell, some of the hydrogen produced at the cathode istransported to, and oxidized at, the anode. Therefore, thecurrent efficiency of the process, defined as current eff i-ciency of the fluorochemical (RF) production reaction, isless than unity. The overall reaction for the fluorinationprocess can be represented as
RH + HF RF + H7
Assumptions—The assumptions used in the modeling ofall the reactor sections are listed below
1. The physical properties of the fluorinatable organiccompounds (RH) approximate those of HF in both the liq-uid and vapor phases. Therefore, the HF/RH mixture is mod-eled as a single component, which is the dominant species inthe liquid phase. Also, the feed to the reactor is completelyliquid.
2. Hydrogen fluoride in the vapor phase is treated as anoligomerized molecule with a mean molecular weight of 60for the range of operating conditions used in this study.
3. The heat capacities of liquid HF and hydrogen areconstant in the temperature range under study.
4. The ideal-gas law is valid.5. No slip occurs between the vapor and liquid phases,
which form a homogeneous two-phase mixture due to thebubbly flow regime present in most of the sections of thereactor.
6. The enthalpy of mixing is negligible for both the liq-uid and vapor phases.
7. The dependent variables vary only in the axial direc-tion, and all the 26 undivided parallel-plate cells behaveidentically.
8. Heat loss to the surroundings is negligible in all thefluorination reactor sections.
9. The ratio of hydrogen supersaturation to saturation inHF is assumed to be independent of temperature. The tem-perature dependence of the dissolved hydrogen concentra-tion is obtained through the Henry's law constant.
10. Due to low solubility of hydrogen in the liquid phase,'the number of moles of hydrogen in the liquid phase is neg-ligible compared to those in the vapor phase.
11. Oxidation of hydrogen at the anode is mass-transferlimited with a constant mass-transfer resistance caused byan anodic film.
12. The parallel-plate electrodes are equipotential sur-faces.
The mean molecular weight of the oligomerized hydro-gen fluoride was found by weighting the molecular weightof each HF polymer species by their individual vapor-phase mole fractions. The mole fractions as a function of
temperature were obtained from the equilibrium constantsfor the association of HF to dimers, tetramers, hexamers,and octamers given by Schotte et al.5 The mean molecularweight of HF in the vapor phase was found to be approx-imately 60 3 over the temperature range of 25 to 35°C.This mean molecular weight corresponds to that of HFtrimer (n 3), although the proportion of HF existing as atrimer is insignificant.
No slip, homogeneous flow should be valid as the two-phase flow remains in the bubbly flow regime over therange of normal reactor operation.7 Although the work byAli et al.7 was for the air-water system, their flow regimegraphs should provide a conservative guide for this vapor-liquid system. HF electrolyte has a similar density and vis-cosity to that of water, but the surface tension is approxi-mately ten times less (-6 mN/m for HF and —70 mN/m forwater). The lower surface tension of HF leads to smallerbubbles,8 which results in more bubbly flow. Therefore,less slip between the vapor and liquid phases should occurat a given vapor fraction. During normal operation of thereactor, the vapor fraction in the cell remains below 0.6.For these values of vapor volume fraction, the no-slipassumption has been used successfully in papers by Funkand Thorpe,9 Nishiki et al. ,'° and Yan et al." for air-watersystems. Therefore, the no-slip assumption should be validfor vapor fractions less than 0.6, and it is most likely validfor values greater than 0.6.
Assumption 8 is valid because the reactor is well insu-lated and each cell is assumed to be identical (see assump-tion 7). Since each cell is at the same temperature, there isno driving force for energy exchange between the cells.
The dissolved hydrogen concentration in the HF elec-trolyte may be supersaturated as is found for gases in othergas evolving systems.'2 Although the degree of supersatura-tion for hydrogen in HF is not known, the ratio of supersat-uration to saturation can be lumped into the mass-trans-fer coefficient for hydrogen across the anodic film.Therefore, the Henry's law constant can be used to obtainthe temperature dependence for dissolved hydrogen (seeassumption 9).
Molar balance—The two-phase system is composed ofthree species: (i) hydrogen; (ii) hydrogen fluoride, whichincludes the fluorinatable organic compound; and (iii) thefluorochemical. Eight equations are needed to account forthe mole fractions of the three components and the totalflow rates of each phase. However, tracking the smallamount of fluorochemical in the liquid phase is unneces-sary, and therefore, its concentration is set to zero.Therefore, only seven equations are needed to calculate thecomposition and flow rates throughout the reactor at aparticular temperature, pressure, and current. These equa-tions consist of two mole balances, three equilibriumexpressions, and two mole-fraction constraints.
Due to no net change in moles in the overall reaction, asteady-state overall mole balance is written as
0dNdz
[1]
The molar flux, P1, is constant according to Eq. 1, and isequal to QpmjAnoj. The flux at each point in the reactor isrelated to the local average molar density (pm) and the no-slip velocity (v) of the two-phase stream as follows
= PmV [2]
The average molar density (pm) is related to the molefractions and molar densities of the individual phases bythe following equation due to homogeneity of the two-phase mixture (see assumption 5)
= .ifL +Pm Pm,., Pm,l
[3]
For an ideal gas, the molar density of the vapor phase isrelated to the pressure and temperature by

J. Electrochem. Soc., Vol. 145, No. 10, October 1998 The Electrochemical Society, Inc. 3523
PPm,v
=
The molar density of the liquid phase is given by
PiPm,i —
where the liquid mass density, p,, is a constant and is givenin Table III. The molecular weight of HF in the liquid,MW,, is set equal to 60. The model results are insensitive tothe value of MW, used.
A steady-state balance on hydrogen relates the gradientin the hydrogen molar flux to the net production of hydro-gen from the electrochemical reaction by the followingequation
dNH2—
dz nFd
Using assumption 10, the molar flux of hydrogen is relat-ed to the total molar flow rate of the two-phase stream, themole fraction of the vapor phase, and the mole fraction ofhydrogen in the vapor phase as follows
NH, = YH2XVN
The term on the right in Eq. 6 is composed of the cell cur _______rent density, i, which determines the generation rate ofhydrogen at the cathode, and the hydrogen oxidation cur-rent density, H'a, which determines its consumption at theanode.
The oxidation of hydrogen at the anode is a result of theundivided cell configuration. Using assumption 11, the oxi-dation current can be expressed as a function of the mass-transfer coefficient and the mole fraction of dissolved hydro-gen as follows
=flFkmXH2Pml
It is necessary to relate the dissolved hydrogen concentra-tion to the dependent variable PH, (i.e., the mole fraction ofhydrogen in the vapor phase). As said earlier, the elec-trolyte may be supersaturated with hydrogen as found inother gas-evolving electrolysis.'2 Assuming that the ratioof supersaturation to saturation is independent of temper-ature, this ratio can be lumped with the mass-transfercoefficient, km. The temperature dependence of the dis-solved hydrogen concentration is incorporated into Eq. 8by using Henry's law to calculate the mole fraction of dis-solved hydrogen at saturation (see assumption 9) as shownbelow _____
PH2XH2 =H2
The Henry s law constant for hydrogen in HF is related totemperature by the following correlation6
( 684.97HH2 = +T
+ 0.969 ln T
According to Eq. 10, the solubility of hydrogen increaseswith an increase in temperature. Although the solubility of _______mostgases in liquids decreases with temperature, some othersystems also show the trend seen in Eq. 10° SubstitutingEq. 9 into Eq. 8 results in
nFk=
H2
According to Eq. 11, the hydrogen oxidation current isdirectly proportional to the mass-transfer coefficient, km,which incorporates the effect of supersaturation, the par-tial pressure of hydrogen, and inversely proportional tothe Henry s law constant, which decreases with tempera-ture. The current efficiency of the process is equal to thecurrent efficiency of hydrogen generation. Therefore, the
overall current efficiency of the reactor is calculated as[41 follows
IZH2,adZ[12]
[5] 1
where I is the cell current, and L and w are the length and
width, respectively, of the planar electrode (see Fig. 1).The mole fraction of the fluorochemical (HF) in the
vapor phase is related to the mole fraction of hydrogen,
the partial pressure of HF in the vapor phase, and thepressure of the vapor phase by the following equilibriumexpression derived from experimental measurements
PRY = 0.82 +— HF
[13]PH, P
[6] The above equation is valid in the region of cell operation
(pressures from 1.3 to 5.4 atm and temperatures of 10 to50°C).
Since hydrogen fluoride is the dominant species in the
liquid phase, the partial pressure of HF is the same as itsvapor pressure and therefore, the mole fraction of HF invapor phase is given by
PVHF(T) 14YHF p [ I
where the HF vapor pressure, HF is related to tempera-ture by the Antoine equation'4
3404.5ln THF = 22.59 —
T + 15.22 [15]
Finally, the following constraints are used for the molefractions of the species in each phase
[8]and [16]
To summarize, Eq. 1, 6, 9, 13, 14, and 16 represent theequations needed to relate the five mole fractions and twoflow rates in each flow section.
Energy balance—A steady-state energy balance in eachflow section equates the change in enthalpy of the fluid tothe rate of electrical work done on the fluid, the, and theenergy transferred from the surroundings, 4, as follows
g&i+ d(NThT w + q [17]dz
[9] The changes in the kinetic and potential energies along the
reactor are negligible compared to enthalpy changes. Theenthalpy change of the fluid is composed of two parts: (i)
energy associated with the heat of the fluorination reac-tion and (ii) energy associated with phase and temperaturechanges. The fluorination rate per volume, , is related to
[10] the local current density and the hydrogen reoxidationcurrent density by the following expression
= (j - 'H)[18]
2Fd
The specific enthalpy of the two-phase stream, u1 can berelated to the mole fractions and specific enthalpies of theindividual phases as follows
[11] 4=ñ,+,i.% [19]
Assuming the enthalpy of mixing tobe zero (assumption6), the enthalpy of the vapor phase (II) is given by
= PH2HH, + PRFHREV + PHFHH,VV [20]
Taking the reference state of hydrogen as a gas and that ofHF and HF as liquids at 25°C, the specific enthalpy of eachspecies is given by

3524 J. Electrochem. Soc., Vol. 145, No. 10, October 1998 The Etectrochemical Society, Inc.
= CP,HS (T — Tm,)
HH. = FI5, + AI4apHF= CPHF(T —
Expressions for the molar enthalpy of the fluorochemicalare similar to that for HF The heat of vaporization for HFis related to the temperature by the following empiricalcorrelation14
AK,ap,HF = —82.04 X io + 0.50 >< iO T 0.52 T2 [24]
Since HF is the dominant species in the liquid phase, theliquid-phase enthalpy in Eq. 19 is equal to the enthalpy ofliquid HF
[25]
By assumption 8, the reactor is treated as an adiabaticsystem and, therefore, q, is zero in Eq. 17 for all sections ofthe reactor (see Fig. 1). The rate of electrical work per vol-ume, the, is also zero for all the reactor sections, except thecell pack. In the cell pack, the electrical work done on thefluid in each cell is given by
- iAVw =d [26]
where i is the current density and the cell voltage, V, isthe voltage drop in each cell of the cell pack. The cell packvoltage is obtained by multiplying zVby the total numberof cells. The cell voltage has kinetic and ohmic contribu-tions. Experiments conducted on a Simons cell' showed thatthe kinetic contribution was linearly dependent on the cur-rent density. Therefore, the cell voltage can be related to thecurrent by
= (E° + Bi) +
where E° is the open-circuit voltage and B is a kinetic con-stant. Although the cell voltage drop, ziV, does not vary inthe axial direction due to assumption 12, the local currentdensity, i, and the effective conductivity, ic, do vary axial-ly. Therefore, the voltage drop across the cell is coupled tothe material, energy, and pressure balances.
The effective conductivity of the electrolyte, K, is calcu-lated using the bubble-free electrolyte conductivity (K°)and the volume fraction of the vapor phase (0w) by theBruggeman equation as follows'5
K = K°(l — 9)13 [281
The Bruggeman equation should be valid for vapor vol-ume fractions as high as 0.95,16 as long as the size of thegas bubbles remain an order of magnitude lower than thewidth of the flow channel.17 In this study, although thebubbles can span the electrode separation for high vaporfraction cases, the bubble sizes would still be at least twoorders of magnitude smaller than the width of the plates.
The volume fraction of the vapor phase () is related tothe mole fraction and the molar density of the vapor phase,and the average molar density of the two phases by thefollowing equation due to the no-slip condition (seeassumption 5)
ov=tPm,v
Finally a relationship for the local current density isneeded. Although this local current density is not known,the current density integrated over the length of the cellpack is known and is equal to the applied cell current asgiven below
I =
Pressure balance—Due to the effect of pressure on thevapor/liquid equilibrium, the determination of the local
[21] pressure is important. The inlet or outlet pressure to thereactor is known, and pressure drops are calculated in
[22] order to determine the local pressure in each of the reactor[231 sections. The pressure drop is composed of contributions
of the elevation, frictional, and kinetic pressure drops
LIP = elevat,on + APiriet,enai + LIPkICCI,C [31]
The elevation pressure drop is due to the hydrostaticpressure difference between two points in the reactor, andcan be expressed as
APeievat,an = pgAz [32]
The average fluid density is calculated from contributionsfrom the vapor and liquid phases as
Pave = (1 — °)p + °vPv [331
where the liquid density is known and the ideal gas law isused to calculate the vapor density as follows
p RT[34]
Using assumption 1, and Eq. 16, the average molecularweight of vapor phase can be expressed as
MW = 2YH, + MWHFYHF + MWRFYRF [351
where the value of MWHF is 60 g/mol as mentioned inassumption 2.
For one-dimensional, two-phase flow, the pressure dropdue to kinetic losses is related to the flow velocity and theaverage fluid density by the following equation
Pk,eetie = A(Pavet") [36]
The frictional pressure drop is related to the flow veloc-
[27] ity (v), the length of the section (L), hydraulic diameter(D), the effective friction factor (c), the contributions of thevalves (Ah,), and entrance and exit effects (e,) by
LIP1riatio= =O.5PaveV2[
+ IAh, + levi) [37]
Due to the changes in the flow rate and the shape of theinlet and outlet of the flow distributors, the entrance andexit pressure drops in the distributors are significant.Experiments were conducted at 3M company to obtain thee, for the geometry of each flow-distributor design.
The effective friction factor, , is a multiple of a Fanningfriction factor, /, (which is applicable for single-phaseflows), a friction factor multiplier, f', (to account for theeffect of two-phase flow), and a constant, K, (whichdepends on the channel design) and is given as
[38]
The Fanning friction factor is dependent on the Reynoldsnumber and is calculated differently for laminar flow (i.e.,Re c 2300) and turbulent flow (i.e., Re> 2300). For laminarflow (present in the region near the cell pack entrance), theHagen-Poiseuille law'8 is used to calculate the friction fac-tor as follows
16Re
[39]
[291 For turbulent flow (present in most of the reactor sec-tions), the Fanning friction factor is calculated using theBlasius equation'8 as follows
— 0.0791—Re°'5
[40]
The Reynolds number is expressed in terms of the liquiddensity, viscosity, velocity, and the hydraulic diameter for
[301 the flow section by
p,vDRe =Is
[41]

J. Flectrochem. Soc., Vol. 145, No. 10, October 1998 The Electrochemical Society, Inc. 3525
where the hydraulic diameter is related to the area avail-able for flow and the perimeter wetted by the fluid by
D = 4AflaW [42]5fIow
A frictional factor multiplier (f') is used to account forthe change in friction factor due to the presence of vaporflow. For a single-phase liquid flow, /" is unity. For vaporvolume fractions greater than zero, the following equationobtained by fitting the predictions of Beggs and Brill19over the vapor volume fraction range of 0 to 1 is used
f' = 1.234 — 0.315 ln(1 — [43]
A summary of the terms used in the governing equationsthat are not the same for each section of the reactor isshown in Table I.
Solution procedure.—The differential equations used tomodel the cell pack and the other fluorination reactor sec-tions were solved using the finite-difference method. Thedifferential equations were approximated by three-pointdifference formulae, and the integrals in Eq. 12 and 30were approximated by Simpson's rule. The resulting set ofalgebraic equations was written in SpeedupTM (AspenTechnology's equation-based dynamic flowsheet simulatorsoftware) and solved using HYBRID, a built-in algebraicequation solver. The solver requires guess values for all theunknown variables. Converged values from a run having arelatively uniform current distribution and low vapor vol-ume fractions were used as guess values for the morenonuniform runs. The solver returns converged values whenthe tolerances (typically 10-10) were met. The Speedupsoftware is used since it provides: (i) a choice of algebraicequation solvers, (ii) the ability to extend a steady-statemodel to a dynamic model taking advantage of the built-in time integrators, (iii) a facility to link the various reac-tor sections among each other and to models of otherprocess units, (iv) the ability to interface with user writtenFORTRAN codes and procedures, and (v) the ability tolink to Properties Plus,TM Aspen Technology's physical-properties database.
Results and DiscussionThe model was used to perform the following tasks1. Simulate the steady-state profiles of temperature,
pressure, vapor volume fraction, and current density in thefluorination reactor to provide insight into the operationof the reactor.
2. Simulate the dependence of the cell pack voltage andcurrent efficiency on the inlet temperature, electrolyteflow rate, and cell current to study the trade-off betweenpower requirements, production rates, and controllabilityof the reactor.
The values of the physical dimensions and parametersused in the simulations for tasks 1 and 2 are listed inTables II and III. These values are different from those usedin any particular process, but the results are representativeof the behavior of a large-scale fluorination reactor.
Profiles of dependent variables in the reactor—To gaininsight into the operation of the fluorination reactor, theprofiles of pressure, temperature, vapor volume fraction,and current density are shown in Fig. 2-5, respectively, at
Table I. Summary of the differences in governing equations fordifferent sections.
Inlet pipe 0 0 1.8Inlet flow distributor 0 0 0CellOutlet flow distributor
Eq. 260
Eq. 80
00
Outlet pipe 0 0 0.55
Section
Dimensions
Length, L(m)
Width, to(cm)
Insidediameter
(cm)
Separationdistance, d
(cm)
Inlet pipeInlet flow
0.600.15
—0.50
30.0—
—0.12
distributorCe1P 1.50 90.0 — 0.08Outlet flow 0.15 0.50 — 0.12distributor
Outlet pipe 0.60 — 32.0 —
a The cell pack consists of 26 parallel-plate cells, and each of theparallel-plate cells has 18 inlet and outlet flow distributors.
Table Ill. Physical parameters used in the simulations.The specific heat of HF and hydrogen were obtained fromRef. 14 and 18, respectively. All other values are either
assumed or design parameters.
Parameter Value
two inlet temperatures (27 and 32C). Fixed values of kinet-ic constant, B, and mass-transfer coefficient, km, were usedas their dependence on the operating conditions is notknown. The other operating conditions and model param-eters used to generate Fig. 2-5 are shown in Tables TI-TV.Where possible, the values for the physical constants inTable III are obtained from experimental measurementsand published sources.14'11 Where no information is avail-able, reasonable values were assumed.
A study of the pressure profile (Fig. 2) shows that thepressure drops are steep (ca. 1.5 atm/rn) in the outlet andinlet flow distributors and gradual in the rest of the fluo-rination reactor sections. The pressure gradients are highestin the outlet flow distributors. Entrance and exit effects arealso present in the outlet flow distributor, producing a steep
Table II. Physical dimensions of the fluorination reactor sections.°
Specific heat of HF electrolyte (C5)Specific heat of hydrogen (CP2)Liquid density (a)Liquid viscosity Qi)Mass-transfer coefficient (km)Specific hcat of liquid fluorocbernical (CPRF)Heat of vaporization of HF (HVP,sF)Molecular weight of HFBubble-free solution conductivity (Ka)Open-circuit potential (E°)Kinetic voltage constant (B)Heat of reaction (H,)Channel frictional constant (K)
150 J/molt29 J/molt1.12 g/cm30.8 cp38.4 X io cm/s63 J/molt4890 J/mol600.05 S/cm3.0 V20.9 (11 cm2)193 kJ/mol1.0
2.8
2,6
24
22
20
Term
Section W bo2,4 XAh e,a,, ea.,x,t
Is00
—0.98,1.40
—0.98,1.40
05 10 Ii 20 25 3.0length (ml
Fig. 2. Pressure profile in the fluorination reactor for inlet tem-peratures of 27 and 32°C. The other operating conditions areshown in Table IV. The section numbers shown correspond to: 1,inlet pipe; 2, inlet flow distributors; 3, cell pack; 4, outlet flow dis-tributors; and 5, outlet pipe. The locations of pressure and temper-ature meters are as shown.

3526 J. Electrochem. Soc., Vol. 145, No. 10, October 1998 The Electrochemical Society, Inc.
Table IV. Operating conditions used in obtaining simulation results 1.0
presented in Fig. 2-5.
pressure drop at the entry and a correspondingly steeppressure rise at the exit of the flow distributor. Entranceand exit effects are negligible in other reactor sections.The higher pressure gradients in the flow distributors aredue to frictional effects resulting from higher flow veloci-ties. The higher velocities arise from the lower cross-sec-tional area available for the two-phase fluid flow in thedistributors. The pressure drops in all the sections exceptthe flow distributors are mainly composed of the elevationpressure drop (see Eq. 32) because fluid velocities in thesesections are low.
Comparison of the pressure profiles at the two inlet tem-peratures suggests that the pressure gradients in the out-let flow distributors are the most sensitive to the inlet tem-perature. The sensitivity is due to more vapor generationat higher inlet temperatures resulting in higher fluid veloc-ities and correspondingly higher frictional pressure drops.The change in pressure drop in these distributors affectsthe local pressure values throughout the cell. Pressuredrops in the sections other than the outlet flow distributordo not show an appreciable effect of temperature.
The temperature profiles (see Fig. 3) show that temper-atures are constant in the inlet pipe and the inlet flow dis-tributors, rise in the cell pack, drop in the outlet flow dis-tributors, and decrease marginally in the outlet pipe. Thereis no temperature change in the first two flow sections dueto no energy input and the presence of single-phase flow.The temperature increases along the length of the cell packdue to power input. However, the temperature decreases inthe outlet flow distributors due to a decrease in pressureleading to the adiabatic evaporation of liquid HE Thetemperature decrease in the outlet flow distributors isgreater at the higher inlet temperature due to a higherpressure drop as shown in Fig. 2. There is a marginal tem-perature decrease in the outlet pipe also due to adiabaticvaporization. The use of a higher inlet temperature resultsin higher temperatures throughout the fluorination reac-tor. The maximum temperature in the fluorination reactoroccurs in the cell pack and can be about 1°C greater thanthe outlet temperature.
The changes in pressure and temperature affect thevapor volume fractions in each of the fluorination reactorsections as shown in Fig. 4. There is no vapor fraction inthe inlet pipe and flow distributors due to a single-phase(liquid) feed and no vapor generation in these sections.
Electrolyte flow rateCell currentOutlet pressure
6.0 L/s700 A2.0 atm
5 0.8
0.6
0.4>
0.2
0.0
0.0 0.5 1.0 1.5 2.0 2.5 30length (m)
Fig. 4. Vapor volume fraction profile in the fluorination reactorfor inlet temperatures of 27 and 32°C. The other operating condi-tions are shown in Table IV. The section numbers shown corre-spond as: 1, inlet pipe; 2, inlet flow distributors; 3, cell pack; 4,outlet flow distributors, and 5, outlet pipe. The locations of pres-sure and temperature meters ore as shown.
The vapor fraction increases throughout the cell pack dueto hydrogen gas production, which is dependent on cellcurrent and fluorochemical production efficiency. The vol-ume of vapor produced is, however, also dependent on thelocal pressures and temperatures. A steep rise in the vaporfraction is seen in the outlet flow distributors. It is due toa high pressure drop in the outlet flow distributor asshown earlier (Fig. 2), which leads to a higher volume ofthe vapor phase. The rise in the vapor fraction is greater athigher inlet temperature due to higher pressure drop in theflow distributor. The vapor fraction increases gradually inthe outlet pipe due to a gradual pressure drop in that section.
Figure 5 shows the current density throughout the cellpack at two inlet temperatures. The current in the otherregions of the reactor is zero. The plots show that anincrease in the inlet temperature results in a less uniformcurrent distribution. This is due to higher vapor fractionsat higher temperatures leading to larger ohmic resistancesas the fluid progresses up the reactot Ohmic resistance,howeve; still contributes less than 10% of the cell voltageeven at vapor fractions as high as 0.7. Therefore, eventhough there is some nonuniformity in the current densitydue to the variation in the ohmic resistance along thelength, the maximum and minimum values of the spatialcurrent density are within 10% of the average value.
Effect of operating conditions on the cell pack voltageand current efficiency—To study the performance of thereactor and identify problematic operating regions, thecell pack voltage and the current efficiency of the processwere calculated over a range of inlet temperatures, flow
C
aC
CU
U
aCn.0
2000 0.5 1.0 15 2.0 25 30
length (m)
Fig. 3. Temperature profile in the fluorination reactor for inlettemperotures of 27 and 32°C. The other operating conditions areshown in Table IV. The section numbers shown correspond to: 1,inlet pipe; 2, inlet flow distributors; 3, cell pack; 4, outlet flow dis-tributors; and 5, outlet pipe. The locations of pressure and temper-ature meters are as shown.
length te the cell pack (nt)
4600 0.3 06 0.9 1.2 15
Fig. 5. Current density profiles in the cell pock for inlet tempera-tures of 27 and 32°C. The cell current is 700 A, which correspondsto an average current density of 52 mA/cm3. The other operatingconditions are shown in Table IV.

J. Electrochem. Soc., Vol. 145, No. 10, October 1998 The Electrochemical Society, Inc. 3527
Inlet temperature (°C)
Fig. 6. Cell pock voltage predicted by the model for various inlettemperatures and electrolyte feed flow rates. The other operatingconditions are shown in Table IV. The symbols represent discretesimulations, and the lines connect these symbols.
rates, and currents (see Fig. 6, 7, and 8, respectively). Thecell pack voltages in Fig. 6 and 8 are obtained by multi-plying the cell voltage, V, by the number of cells in thecell pack, which is 26 for the results shown here. In Fig. 6and 7, the cell current and outlet pressure are kept at 700 Aand 2.0 atm, respectively. The other model input parametersare listed in Tables II and III. Figure 6 shows that the volt-age increases with increasing temperature. The increase ismore pronounced at higher temperatures and lower flowrates. For example, at a feed flow rate of 3.0 L/s, a temper-ature increase from 35 to 40°C results in an increase ofapproximately 8% in the pack voltage compared to only a2% increase when the temperature increases from 25 to30°C. The sensitivity of voltage to temperature is less pro-nounced at high flow rates. For example, at 9.0 L/s, a tem-perature increase from 35 to 40°C results in only a 0.3%increase in the voltage. The sensitivity of voltage to tem-perature and flow rate can be attributed to a correspond-irig sensitivity in the vapor volume fraction. At 3.0 L/s, atemperature increase from 35 to 40°C increases the vaporvolume fraction from 0.85 to 0.90. The same temperatureincrease at 9.0 b/s increases the vapor fraction from 0.45to 0.50 only. At lower flow rates, more evaporation occurssince the residence time of the fluid is larger. The resultantincrease in the vapor fraction leads to lower conductivi-ties, which results in larger cell voltages. The model mayoverpredict the vapor fractions at values greater than 0.6due to the no-slip limitation. Therefore, the voltages result-ing from the high vapor fractions can be viewed as anupper bound.
As seen in Fig. 7, the current efficiency also increaseswith temperature and decreases with flow rate. At 3.0 L/s
07520 25 30 35 40
Inlet temperaluje ('C)
Fig. 7. Current efficiency predicted by the model for various inlettemperatures and electrolyte feed flow rates. The other operatingconditions are shown in Table IV. The symbols represent discretesimulations, and the lines connect these symbols.
Cell Cunenl )A)
Fig. 8. Cell pock voltage and current efficiency eredicted by themodel for various cell currents and electrolyte feed flow rates. Theinlet temperature and pressure were fixed at 32°C and 2.0 aIm,respectively. The symbols represent discrete simulations, and thelines connect these symbols.
the efficiency increases by about 6% as the temperatureincreases from 25 to 35°C. The increase in current efficien-cy with temperature (i.e., a decrease in hydrogen oxidationcurrent) is due to lower dissolved hydrogen concentrations(see Eq. 8). This appears contradictory to Eq. 10, whichindicates that the Henry's law constant decreases, andhence the mole fraction in the vapor phase (i.e., decreasein y12). The reduced hydrogen partial pressure results inlower dissolved hydrogen and, therefore, higher efficien-cy in spite of the increase in hydrogen solubility withtemperature. Similarly, lower flow rates result in largerefficiencies because of lower cell pressures for a fixed out-let pressure. Lower cell pressures mean lower hydrogenpartial pressures, and consequently lower hydrogen oxi-dation currents.
In order to summarize the cell performance over a rangeof operating conditions, the cell pack voltage and currentefficiency are plotted in Fig. 8 as a function of cell currentand electrolyte flow rate. The inlet temperature and outletpressure are fixed at 32°C and 2.0 atm, respectively, andthe other model input parameters are listed in Tables IIand III. As shown in Fig. 8, at low currents the cell packvoltage increases linearly with current. Further increasesin current cause the cell pack voltage to change into anexponential voltage rise. The current at which this transi-tion occurs increases with flow rate. The vapor fractions inthe cell increase at higher cell currents and lower flowsresulting in lower electrolyte conductivity and larger ohmicdrops. The cell voltage which is composed of kinetic andohmic contributions (see Eq. 27), rises steeply when theohmic contribution becomes significant.
To understand better the effect of vapor fractions on thevoltage, the cell pack voltage for the case of infinite flowrate is also shown in Fig. 8 by a dotted line. At an infiniteflow rate, the vapor in the cell is negligible, and the con-ductivity, K, is equal to the conductivity of the bubble—freeelectrolyte, K°, throughout the cell. Therefore, the currentdistribution is uniform, and the cell voltage vs. appliedcurrent can be obtained directly from Eq. 27 by substitut-ing the current density, i, by l11/Lai. The dotted line rep-resenting the case for infinite flow rate is shown on Fig. 8for two reasons. First, the deviation of the solid lines fromthe dotted line shows the extent to which the vapor con-tributes to the cell voltage. Second, it enables one to seethe sensitivity of the kinetic parameter B on the cell volt-age more easily.
The value of the cell current where the vapor contributessignificantly to the voltage is flow-rate dependent. Forexample, at flow rates of 1.2 and 3.0 L/s, the solid line isapproximately 30% greater than the dotted line at 500 and1100 A, respectively. As the voltage deviates from the solidline by more than 30%, the voltage begins to increase ex-ponentially with current. The exponential rise in cell pack
>
300
250
ii 200
>5D
100
50lOS20 25 30 35 40
U-
0 200 400 600 800 1000 1200 4O0
095
0 65
c)
3.0 Is
60 Ifs

3528 J. Electrochem. Soc., Vol 145, No. 10, October 1998 The Electrochemical Sodety, Inc.
voltage with current may lead to operational instabilitiessince small current fluctuations lead to large voltage fluc-tuations. Large cell voltages may also lead to a short cir-cmt in the reactor since most of the current is forced to avery small region near the entrance to the cell pack resultingin extremely high current densities. Although not shown inthe figure, the overall pressure drop in the reactor shows aprofile similar to the cell pack voltage shown in Fig. 8 dueto an increase in the frictional pressure drop as the vaporfraction increases. Large fluctuations in the pressure mayalso lead to operational instabilities.
Although the current at which the solid lines deviatefrom the dotted line by 30% increases with flow rate, theamount of energy added for every liter of feed is approxi-mately constant at 50 ki/L at each transition point. Thesimulations show that this ratio translates into evapora-tion of 5% of the total moles entering the cell, leading toapproximately 90% of the cell volume being occupied byvapor. This observation may be used to establish the fol-lowing rule of thumb: the current and flow rate must bebalanced such that the feed evaporated by the input ener-gy does not occupy more than 90% of the cell volume. Theoperating current needed to attain the 90% limit mayincrease if slip between vapor and liquid phases is signif-icant. Qualitatively though, excess vapor in the reactorwill most likely lead to operational problems.
The value of B used in the simulations will quantitative-ly affect the cell pack voltage shown in Fig. 8. As statedabove, the dotted line in Fig. 8 (i.e., the case of infiniteflow rate) is used to discuss the sensitivity of the kineticparameter B on the cell voltage. For example, doubling thevalue of B in Eq. 27 approximately doubles the slope of thedotted line since B = 20.9 ci cm2 is 13 times greater than(d/K) = 1.6 ci cm2. However, since the open-circuit poten-tial, E°, is 3.0 V and is the major component of the cellvoltage, doubling B at 700 A (51.8 mA/cm2) increases thecell pack voltage from 108 V to only 136 V (a 26% in-crease). For finite flow rates, the sensitivity of the voltageto B is similar to that for infinite flow rates. At 3.0 L/s and700 A, (d/K) 7.9 ci cm3. Doubling B also increases (d/c)to 10.2 Q cm2 due t.o the additional vapor formed byincreasing the energy input. Consequently, the voltageincreases from 117 to 147 V, also a 26% increase. For finiteflow rates, changing B changes both the kinetic and ohmicresistance. However, the percent change in the cell voltageis similar for both finite and infinite flows.
The efficiency curves in Fig. 8 show a rise in efficiencywith increasing cell current. The higher temperatures athigher currents lead to more evaporation of HF and, there-fore, a lower hydrogen partial pressure. The lower hydro-gen partial pressure results in less dissolved hydrogen con-centrations and lower hydrogen oxidation current. A lowerhydrogen oxidation current coupled to a higher applied cur-rents results in a significant drop in the fraction of currentgoing into hydrogen oxidation (i.e., higher efficiencies).
The efficiencies shown In Fig. 8 depend on the value ofkm used in the simulations. Although changing km indi-rectly affects a variety of dependent variables (e.g., P andy), it directly affects the hydrogen oxidation currentthrough Eq. 11. Therefore, doubling km effectively doubles
For example, at 3.0 L/s and 400 A, the efficiency isapproximately 0.8, meaning that the hydrogen oxidationcurrent consumes 20% of the cell current. Doubling kmapproximately doubles the hydrogen oxidation current,which reduces the efficiency from approximately 0.8 to0.6. Lower efficiencies lead to less vapor, which in turndecreases the voltage. However, low efficiencies occur atlow currents where the vapor has a small affect on thevoltage. At high currents, where the voltage is sensitive tothe amount of vapor present in the reactor, the efficienciesare high. Therefore, even though the value of km used togenerate Fig. 8 will affect the predicted efficiencies at lowcurrents, it will have a negligible affect on the cell packvoltage over the whole range of currents.
The possible operational problems discussed in relationto Fig. 8 can be further appreciated when examining the
(tngth n the cell pack (nil
Fig. 9. Current density profiles in the cell pack for a flow rate of1.2 1/s at different cell currents. Based on an electrode area of1.35 m2, the overall overage current density for 200, 400, 500,and 575 A is 14.8, 29.6,37.0, and 42.6 mA/cm2, respectively, theinlet temperature and pressure were fixed at 32°C and 2.0 atm,respectively.
currentdistribution in the cell. The effect of applied currenton the current distribution in the cell is shown in Fig. 9. Theprofiles are plotted for four cell currents at a flow rate of1.2 Us. An increase in the current from 200 to 400 Aresults in a moderate redistribution of the current and acorresponding rise in the cell pack voltage from 88 to 107 V(see Fig. B). At 400 A, the current density at the entrance tothe cell pack is 1.7 times larger than the overall currentdensity of 37 mA/cm2. However, increasing the currentfurther 500 and 575 A causes the cell pack voltage to riseto 129 and 204 V, respectively. In the later cases, the cur-rent density becomes very nonuniform due to high ohmicresistances at large vapor volume fractions. At 575 A, thecurrent density at the entrance to the cell pack is 5.5 timeslarger than the overall average of 43 mA/cm2. These highlocal current densities may lead to short-circuiting of thecell pack via excessive shunt-current or via electric arcformation between the electrodes.
From a production standpoint, it is desirable to operatea cell at high efficiencies and high currents in order tomaximize production. In typical electrochemical reactors(e.g., electrowinning of metals2' or reduction of nitratesand nitrites,21) higher currents usually result in lower effi-ciencies due to competing reactions. In these cases, atrade-off must be made between cell current and efficien-cy to optimize the production rate. For the bipolar forced-flow, fluorination reactor, higher currents always lead to ahigher production rates since the current efficiency con-
0.0 0 3 06 00 1,2 1 5
11
1.0
09
.0
a
0 0.72
06
30 Vs
05
0 200 400 600 800 1000 1200 1400
CeO Cunenl (A)
Fig. 10. Production/energy ration predicted by the model forvarious cell currents and electrolyte feed flow rates. The inlet tem-perature and pressure were fixed at 32°C and 2.0 atm, respec-tively. The symbols represent discrete simulations, and the tinesconnect these symbols.

J. Electrochem. Soc., Vol. 145, No. 10, October 1998 The Electrochemical Society, Inc. 3529
tinuously increases. The high production rates, however,require more energy. The trade-off between productionrates and power input is shown in Fig. 10 as a function ofcurrent and flow rate. The ordinate in Fig. 10, labeled pro-duction/energy ratio, is obtained by dividing the fluoro-chemical production rate (proportional to €1) by the powerinput (MV). For the cell design and operating conditionsused in this study, the production/energy ratio shows amaximum at a current of approximately 350 A for all fourflow rates. The maximum in the production/energy ratio isnot sensitive to the flow rate due to the relative insensitiv—ity of efficiency and voltage to flow rate at low currents(see Fig. 8). Below 350 A, the cell voltage is dominated bykinetic resistance, which is relatively flow insensitive.However, at high currents, and presumably very low flows,the ohmic resistance dominates due to a large vapor volumefraction in the cell. At large vapor fractions, the cell volt-age, and consequently the power input, is very sensitive tothe flow rate.
A maximum is obtained for the productionjenergy ratiobecause, at 'ow currents, the percentage increase in effi-ciency is more than that for the cell voltage. At currentshigher than 350 A, the percentage increase in cell voltagebecomes greater than that for the current efficiency and,therefore, the production/energy ratio decreases. A cellcurrent of 350 A would give an optimum operating currentfrom the standpoint of production rate and energy input.However, the selling cost of fluorochemical and cost of theelectrical power need to be considered to obtain the eco-nomic optimum current. For a high-value fluorochemical,it may be profitable to operate the reactor at the currentsabove the maximum seen in Fig. 10. Care must be takenthough in operating the reactor at high currents. Forexample, Fig. 8 indicates that controlling the cell at cur-rents above 500 A at a flow rate of 1.2 L/s may be difficult.Small current fluctuations lead to large voltage swings,which may cause severe operational problems and ulti-mately short-circuiting.
ConclusionsA mathematical model of a parallel-plate fluorination
reactor was developed. Profiles of pressure, temperature,and vapor volume fraction throughout the fluorinationreactor were presented to gain insight into the operation ofthe reactor. The profiles show that the cell pack and theflow distributors, especially the outlet flow distributors,have significant effects on the operation of the fluorina-tion reactor These effects become greater at higher inlettemperatures. A study of the effect of temperature on thelocal current-density profiles in the cell pack showed thathigher inlet temperatures lead to a less uniform currentdistribution due to higher vapor volume fractions. Theeffect of feed flow rate, inlet temperature, and cell currenton the cell pack voltage and current efficiency were alsostudied. While higher temperatures, higher currents, andlower feed rates lead to a higher current efficiency, theyalso lead to higher cell pack voltages and power input.Also, while higher currents lead to higher productionrates, care should be taken not to operate the reactor in aregion where small current fluctuations may lead to largevoltage swings, As a rule of thumb for safe reactor opera-tion, the current and flow rate must be balanced such thatthe feed evaporated by the input energy does not occupymore than 90% of the cell volume.
AcknowledgmentThis work was made possible by financial support from
3M Company.
Manuscript submitted February 9, 1998; revised manu-script received May 28, 1998.
The University of South Carolina assisted in meeting thepublication costs of this article.
LIST OF SYMBOLSAiiom cross-sectional area for flow, cmiB kinetic parameter used in Eq. 27, 0 cm2
CSH2 bulk concentration of dissolved hydrogen, mol/cm3CPk specific heat of species k, J/mol-°Cd separation gap between the plates in the cell pack, cm.0 hydraulic diameter, cme1 entrance and exit pressure drop factor for flow
distributorK open-circuit potential, Vf fanning friction factorf' frictional factor multiplierF Faraday's constant, 96,487 C/equivg gravitational acceleration, 981 cm/s2Ah, contributions of the valves to pressure drop in sec-
tion, i, of the reactor (see Eq. 37)H average molar enthalpy of the two-phase mixture,
J/molR liquid molar enthalpy, J/molH. vapor molar enthalpy, J/mol1H1 molar enthalpy of species i, J/molI molar enthalpy of species i in liquid phase, J/molH. molar enthalpy of species i in vapor phase, J/molH3 Henry's law constant for hydrogen, PaAHr heat of reaction, J/molAHvap, heat of vaporization of spedes i, J/moli local current density, A/cmHi.a hydrogen oxidation current, A/cm2I cell current, Akm mass-transfer coefficient for dissolved hydrogen, cm/sK channel frictional constantL length of each electrode in the cell pack, cmMW1 average molecular weight of the liquid phase, g/molMW average molecular weight of the vapor phase, g/moln number of electrons taking part in hydrogen evolu-
tion reactionN average molar flux of the two—phase mixture,
mol/cm2-sN112 flux of hydrogen in vapor phase, mol/cm2-sP total pressure, g/cms2
partial pressure of HF in vapor phase, g/cms2P115 vapor pressure of hydrogen fluoride, g/cms2aP,l,A pressure drop due to elevation change, g/cms21ir pressure drop due to frictional losses, g/cms241kia pressure drop due to kinetic losses, g/cms2q rate of heat transfer, W/cm2Q inlet volumetric flow rate, cm2/sR gas constant, 8.3 14 J/mol-KRe Reynolds number5eaw perimeter wetted by flow, cmt time, sT temperature, Kv average flow velocity of the two-phase mixture, cm/siSV voltage drop per cell, Vw width of the planar electrodes in the cell pack, cmiv, electrical power density, W/cm3X, mole fraction of hydrogen in liquid phasex1 moles of liquid per mole of two-phase mixturex moles of vapor per mole of two-phase mixturey, mole fraction of species i in vapor phasez axial distance in the reactor, cm
Greekcurrent efficiencyeffective conductivity of the electrolyte, fli cm'conductivity of bubble-free electrolyte, fl cm1vapor volume fractionaverage mass density of the two-phase mixture,gJcm2mass density of the liquid phase, gfcm2mass density of the vapor phase, g/cm2average molar density of the two-phase mixture,mol/cm3molar density of the liquid phase, mol/cm2molar density of the vapor phase, mol/cm3effective friction factorreaction rate, mol/sviscosity of the electrolyte, g/cms
Subscriptsave averageHF oligomerized HFH2 hydrogenI liquidRF fluorochemical productv vapor
IC
IC
0vPave
PiPA
P,n
Pm,iPm,v
Ii.

3530 J. Elect roche ni. Soc., Vot. 145, No. 10, October 1995 The EectrochemicaI Society, inc.
REFERENCES1. J. H. Simons, in Fluorine Chemistry, J. Simons, Editor,
p. 414, Academic Press, New York (1950).2. W. V. Childs, F W. fink, J. C. Smelt2er, and J. C. Span-
gler, U.S. Pat. 5,322,597 (1994).3. K. Jha, J. W. Weithier, and G. L. Bauer, in Proceedings
of the Symposium on Electrochemistry in the Prepa-ration of Fluorine and Its Compounds, W. V Childsand T. Fuchiganii, Editors, PV 97-15, p. 22, The Elec-trochemcial Society Proceeding Series, Pennington,NJ (1997).
4. J. A. Drake, J. Newman, and C. 4. Radke, J. Electro-chem. Soc., 145, 1578 (1998).
5. W. Schotte, Md. big. Chem. Her., 26, 300 (1987).6. Aspen Plus Database 9.3, Aspen Technology, Cam-
bridge, MA (1996).7. M. Au, M. Sadatomi, and M. Kawaji, Can. 4. Chem.
Eng., 71, 657 (1993).8. C. Wallis, One-Dimensional Two-Phase Flow, McGraw-
Hill, New York (1969).9. 4. E. Funk and 4. F. Thorpe, 4. Elect rochem. Soc., 116,
48 (1969).10. V. Nishiki, K. Aoki, K. Tokuda, and H. Matsuda, 4.
App!. Electrochem., 16, 615 (1986).
11. J. F Yan, P 5. Fedkiw, and C. G. Law, 4. App!. Elec-trochem., 26, 175 (1996).
12. H. Vogt, in Comprehensive Treatise of Electrochemistry,Vol. 6,4. O'M. Bockris, B. E. Conway, and S. Saranga-pani, Editors, Plenum Press, New York (1983).
13. R. Reid, 4. Prausnitz, and H. Poling, The Properties ofGases and Liquids, 4th ed., p. 332, McGraw-HillCompany, New York (1986).
14. Matheson Gas Databoolc, 6th ed., Matheson Gas Prod-ucts, East Rutherford, NJ (1980).
15. D. Bruggeman, Ann. Phys., 24, 636 (1935).16. P 4. Sides, in Modern Aspects of Electrochemistry, Vol.
13, R. E. White, 4. M. Bockris, and B. E Conway, Edi-tots, Plenum Press, New York (1986).
17. P J. Sides, Ph.D. Thesis, University of California, Berke-ley, CA (1981).
18. R. Perry and D. Green, Chemical Engineers Handbook,6th ed., McGraw-Hill Book Company, New York(1984).
19. H. Beggs, and 4. Brill, .1 Pet. Technol., 607 (May 1973).20. M. E. EI-Shakre, M. M Saleh, B. E. El-Anadouli, and
B. G. Ateya, J. Electroc hem. Soc., 141, 441 (1994).21. 5. Prasad, 3. W. Weidner, and A. E. Farell, 4. Elec-
trochem. Soc., 142, 3315 (1995).
Effect of Temperature on the Voitammetric Behavior of
PoIy-o-toluidineM. I. Florit and D. Posodas
Instituto de fnvestigaciones FisicoquImicas TeOricas y Aplicadas, Departamerito de Qulmica, Facultad de CienciasExactas, llniversidad Nacional de la Plata, 1900 La Plata, Argentina
F. V. Molina
Instituto de Qulmica del Medio Ambiente y EnergIa, Departamento de Qulmica Inorgdnico., AnalItica y Qulmica FIsica,Facultad de Ciencias Exactas y Naturales, Cfudad Universitaria, Buenos Aires 1428, Argentina
ABSTRACT
The voltammetric response of poly(o-toluidine) electrochemically grown films of about 62 nm thick was investigatedin the temperature range 218—293 K, using 3.7 M sulfuric acid. The peak current, i,,, corresponding to the first oxidationprocess decreases with temperature. The peak current depends linearly on the sweep rateat all temperatures. At about260—270 K, a discontinuity in the i vs. T plot is observed. The peak potential for the anodic sweep shifts in the positivedirection as the temperature is decreased and the full peak width at half-maximum, E, increases as temperature isdecreased. On the other hand, for the cathodic sweep, the peak potential just slightly shifts in the positive direction, andE does not change as the temperature is decreased. in strongly acidic H2SO4 solutions, thevoltammetric capacity, i v',is found to be dependent on anion concentration rather than on pH. The temperature dependence of thevoltammetricresponse is explained on the basis that the oxidation process is controlled byionic movements into the polymer. As thetemperature decreases, ionic movements become hindered and a decrease of the polymer voltammetric capacitive current,associated to the redox process, occurs.
Introduction
Poly(aniline) (PANI) and other polymers derived fromsubstituted aromatic amines have aroused much interestbecause of their many potential applications. Althoughthe voltammetric behavior of these polymers has beenwidely studied (see Ref. 1-5 and references therein) itsredox mechanism is not yet well understood.
Moreover, studies of the temperature effect, on a widetemperature range, on the electrochemical behavior ofPANT and related polymers are scarce.51° Tnzelt8 studied thetemperature dependence of the voltammetric response ofPANT film electrodes, in the ranges 273—333 K and230—27 6 K, in aqueous and nonaqueous media, respectivelyHe concludes that the charge transport rate is last, even atlow temperatures, and that the change in the PlC, values ofthe redox sites with temperature could be the responsiblefor the shifts observed of the peak potentials. Previously,Gholamian et al.6 had studied, at room temperature, theresistivity and electrochemical behavior of PANT films syn-
thesized electrochemically at different temperatures. Theyfound an improvement in the conductivity of the films thathad been obtained at low temperatures and attributed thisfinding to a more homogenous polymer structure.
Also, Vuki et al.7'8 studied the temperature dependenceof the redox switching properties of PANT with potentio-static pulses and very fast voltammetric scans, They foundthat the charge diminishes with T, and they gave twoalternative explanations for their findings: (i) the leucoform is less protonated at low T than at room temperatureand, (ii) the protonation of the leuco form is independentof T and the oxidation rate is being controlled by the slow-er ingress of anions at low T. On the other hand, Heinzeet al.9"7 studied the reduction of oxidized PANT films inlisuid NH3, interpreting their results in terms of structur-al changes in the polymer chain upon redox processes.
Besides HC1O4'S.S HO, the eutectic acid solution, 3.7 MH3SO4, allows performance of electrochemical experimentsat temperatures as low as 178 K, even with the electrolytefrozen.1' Note that the structure of bulk 3.7 M H2S04 is con-