
Space allocation and stock replenishment synchronization in a distribution center
24
SPACE ALLOCATION AND STOCK REPLENISHMENT SYNCHRONIZATION IN A DISTRIBUTION CENTER JEAN-PHILIPPE GAGLIARDI 1 ANGEL RUIZ 1,2 JACQUES RENAUD 1,2,* Emails: [email protected] ; [email protected] ; 1 Interuniversity Research Centre on Enterprise Networks, Logistics and Transportation (CIRRELT) 2 Faculté des Sciences de l’administration, Laval University, Canada G1K 7P4 *Corresponding author, Tel : 418-656-7029 ; Fax : 418-656-2624 Abstract Distribution centers are one of the most important components in a supply chain. In the context of a new global economy in which filling orders within a 24-hour period is the industry standard, product locating, replenishing and picking activities must be managed efficiently. This article proposes and analyzes different product location and replenishment strategies for a distribution center that uses a pick-to-belt system for order fulfillment. Based on real data, the study shows that selecting the right location and replenishment methods can significantly reduce the number of stockouts in the picking area (up to 77%), thus improving the distribution center's productivity. Key words : Product location, Order picking, Replenishment, Distribution, Warehousing. April 2008
-
Upload
independent -
Category
Documents
-
view
2 -
download
0
Transcript of Space allocation and stock replenishment synchronization in a distribution center

SPACE ALLOCATION AND STOCK REPLENISHMENT SYNCHRONIZATION IN A DISTRIBUTION CENTER
JEAN-PHILIPPE GAGLIARDI1 ANGEL RUIZ1,2
JACQUES RENAUD1,2,*
Emails: [email protected]; [email protected]; 1Interuniversity Research Centre on Enterprise Networks, Logistics and Transportation (CIRRELT)
2Faculté des Sciences de l’administration, Laval University, Canada G1K 7P4 *Corresponding author, Tel : 418-656-7029 ; Fax : 418-656-2624
Abstract Distribution centers are one of the most important components in a supply chain. In the
context of a new global economy in which filling orders within a 24-hour period is the
industry standard, product locating, replenishing and picking activities must be managed
efficiently. This article proposes and analyzes different product location and
replenishment strategies for a distribution center that uses a pick-to-belt system for order
fulfillment. Based on real data, the study shows that selecting the right location and
replenishment methods can significantly reduce the number of stockouts in the picking
area (up to 77%), thus improving the distribution center's productivity.
Key words : Product location, Order picking, Replenishment, Distribution, Warehousing.
April 2008
1
1. Introduction
The new global economy has increased the pressure on distributors to rapidly supply
products to customers. In such a competitive market, filling customer orders within a
24-hour period is becoming the new standard in many industries, including the
pharmaceutical, food & beverage, office supply, and furniture industries. Meanwhile,
the number of different stock keeping units (SKU) that must be delivered is
exploding, which means that low volumes of more and more numerous SKUs have to
be delivered more frequently and more quickly (van den Berg & Zijm, 1999).
Needless to say, distribution centers (DC) have no choice but to improve their order
fulfillment operations through better storage, picking and routing strategies (Petersen
and Aase, 2005).
When a large number of SKUs need to be picked in small quantities (case picking),
DCs often divide the storage area into two parts: the reserve area, where products are
stored on pallets, and the forward area (or fast pick area), where products are stored
in cases for easy retrieval by order pickers (Rouwenhorst et al. 2000). Given this
context, the job of DC managers is to decide where to locate the different SKUs, how
to collect them, and how much space should be allocated to each one in the fast pick
area in order to optimize customer order fulfillment. In addition, these managers have
to determine replenishment strategies that will guarantee product availability in the
fast pick area. Making the right decisions is challenging, both due to the level of
complexity and the impact that these decisions can have on the DC performance in
terms of throughput and operational costs.
This paper studies the case of a real high-throughput distribution center that handles
more than 12 million cases annually. The company considered in this paper is the
largest snack food supplier in the United States. This company adopted a “2%
improvement” program, calling for each department to increase its productivity by
2% annually. The warehousing department’s budget for the coming year is calculated
by linking the current budget to the warehouse's productivity, measured as the annual
2
warehouse outflow in kilograms. If productivity doesn't increase, the annual budget is
reduced by 2%. If productivity does increase, the budget for the coming year is also
increased by the difference between the productivity reached and the 2% goal; for
example, a 3% increase in productivity would result in a 1% budget increase.
However, as the years go by, it becomes harder and harder to find improvement
opportunities. For this reason, the company is now looking at its order picking system
to see if there is room for improvement.
The company’s fast pick area is organized around a conveyor belt. Customer orders
are assembled one by one by an order picker, who walks along the aisle, gathering the
required quantities of each SKU from the various locations and putting them on the
conveyor belt. Since there are 1 012 storage locations, or slots, around the belt and
only 253 active SKUs, managers must decide how many slots to allocate to each
SKU. Obviously, as customer orders are filled by the picker, the inventory level of
each SKU in the fast pick area decreases; these levels are replenished by a
replenishment technician (RT) who refills the slots from the pallets stored in the
reserve area. Clearly, product availability in the fast pick area is directly related to an
appropriate RT work schedule. If a product in the fast pick area is missing, the
conveyor belt must stop while the picker calls for an emergency replenishment. While
waiting for a replenished supply, the order picker is unproductive. This local
unproductivity has a global impact: while the picker waits, no products are sent to the
trucks, which must wait longer to be loaded, which in turn increases the freight
terminal costs. Delaying the truck departure may even trigger substantial financial
penalties if the driver can’t respect the delivery time windows imposed by certain
large retail customers.
Given this context, we chose to focus on two questions: how much space should be
allocated to each SKU in the fast pick area and which replenishment strategy should
the RT use in order to improve the productivity of the order picking activity. To
answer these questions, we developed space allocation and stock replenishment
methods and tested them using a simulation model of the conveyor. Using real data,
3
we examined the effect that these allocation and replenishment decisions had on the
distribution center's productivity and discovered that synchronizing these decisions
correctly can greatly improve the distribution center's performance.
The remainder of this paper is organized as follows. Section 2 reviews some of the
most important research works related to the problem addressed in this paper. Section
3 describes how the studied order picking system works. Section 4 presents the space
allocation and stock replenishment methods that were evaluated using the simulation
approach described in Section 5. Detailed computational results are given in Section
6, and our conclusions are offered in the last section.
2. Literature review
As shown in the recent review by de Koster et al. (2007), warehouse design and
control is a growing field of research. (See the reviews by Rouwenhorst et al. (2000),
Cormier and Gunn (1992), van den Berg (1999) and van den Berg and Zijm (1999)
for more information.) From an operational point of view, decisions about storage,
order picking and routing have an impact on order fulfillment (Petersen and Aase,
2004).
Storage strategies mainly concern how SKUs are assigned to the available slots.
Classic storage strategies include dedicated storage, in which products are allocated
to fixed locations; random storage, in which products are allocated to various
locations according to the available storage space; and class-based storage, in which
products are allocated to specific zones or areas in the warehouse. In addition to these
classic storage strategies, the warehouse or DC design can help to increase the
efficiency of the picking process by using a reserve area for bulk stock and a fast pick
area for order picking. The size of the fast pick area is an important consideration
since the smaller the area, the lower the picker's average travel time. However, as the
fast pick area shrinks, so does the space is available for the SKUs. Thus, it is a
question of trade-offs to determine the best possible size. Van den Berg et al. (1998)

4
and Bartholdi & Hackman (2007) have addressed the problem of which SKUs should
be placed in the fast pick area and in which quantities.
Order picking strategies determine how the ordered SKUs are retrieved from their
storage locations. Product-to-picker systems are used in automated warehousing
systems, such as automated storage/retrieval systems (AS/RS) and carousels (see Van
den Berg et al. 1999). Manual warehousing systems use picker-to-product systems, in
which the order picker visits the slot where the SKU is stocked. There are four basic
procedures for picking orders manually: discrete, zone, batch and wave. In discrete
picking, one person picks one order, one line at a time. This strategy is often preferred
because it is easily implemented and maintains the integrity of the order. In zone
picking, the warehouse is divided into distinct zones, with one picker assigned to each
zone. This means that the items in an order are divided into several picking lists. In
batch picking, one person may pick many orders at the same time, with the order
picker either sorting the orders while moving through the warehouse (sort-while-pick)
or retrieving all items together and sorting them afterwards (pick-and-sort). In wave
picking, orders are picked to satisfy the required shipping schedule. All other picking
practices are usually a combination of these basic procedures. For a more detailed
description of these basic procedures, please consult Tompkins et al. (1996),
Tompkins and Smith (1998), and Petersen (2000). One picking system, called pick-to-
belt, effectively combines the manual and automatic systems, with the order picker
depositing the picked items directly on a conveyor to be transported to a specific
destination point.
Routing strategies determine the sequence in which the SKUs on a given picking list
are collected, the objective being to minimize the distance travelled by the picker. For
a general warehouse configuration, this problem corresponds to the classic Traveling
Salesman Problem, which is NP-hard (see Laporte 1992 and Lawler et al. 1985).
However, for some special warehouse configurations, the corresponding routing
problem can be solved easily, as Ratliff and Rosenthal (1983) and Goetschalckx and
Ratliff (1988) have shown. Many studies have demonstrated the impact of order

5
picker routing on warehouse efficiency (De Koster and Van der Poort 1998, Petersen
and Aase, 2004, Petersen 1997, 1999, 2000, Petersen and Schmenner, 1999).
Accordingly to the terminology defined above, the problem addressed in this paper
corresponds to a pick-to-belt system with a discrete picking of the orders. Products
are assigned to slots around the conveyor belt, according to a dedicated storage
policy. The problem is dynamic since it seeks to optimize system performance over a
certain time horizon, organizing the replenishment of the SKUs in the fast pick area
in order to minimize the number of stockouts. To the best of our knowledge, this kind
of problem has never been addressed in the literature before. The next section
provides a detailed presentation of the order picking system of our industrial partner.
3. Order picking system
Our industrial partner's order picking system comprises three different elements: the
orders themselves, the conveyor belt that moves the picked orders, and the stock
replenishment activities. In addition to describing these elements, this section
provides statistical data about the elements; these data were taken from previous
measurement and time studies about the warehouse operations, done in collaboration
with our industrial partner.
In the industrial partner's distribution center, picking activities are linked to the
shipping schedule. Each individual order comes from a specific customer and is
composed of a given number of lines – generally around a hundred. Each line
corresponds to a request for a given quantity of a specific SKU. In general, each truck
in the shipping fleet is loaded with 4 to 8 orders, the average load containing 6.58
orders. Since an average order includes 239 cases, the average truck load is 1 572
cases, with an estimated 2.44 trucks being loaded during a shift.
Based on a dedicated storage policy, products are assigned to slots in a mezzanine
shelving system situated on both sides of a conveyor belt. There are 1 012 slots

6
available for the 253 SKUs. Under the current space allocation rule, each product
receives exactly four slots. For each order, the picker walks along the shelves, gathers
the required cases of the products from the various slots, and puts them on the
conveyor belt, which automatically moves them to the right truck in the shipping
area. The total handling time for one case, tc, is estimated at 4 seconds: 2 seconds for
handling the specific case and another 2 seconds for other associated activities, such
as unwrapping new pallets, moving empty pallets, and validating the orders. Since the
picking list is printed out at the beginning of the conveyor belt, the picker must
almost always walk through the entire shelving system to complete each order, which
makes decisions about routing and product positioning irrelevant. Strictly for
practical proposes, all products with a given SKU are positioned in contiguous slots.
The walking time, tw, to complete the circuit is 388 seconds per order.
In the current system, individual cases are not scanned, and the products in an order
must be picked as they appear on the picking list that will be given to the client. This
constraint simplifies truck loading at the distribution center and unloading at
customer sites. The downside of this constraint is that if a product is "out of stock" in
the picking area, picking activities must stop until the product is replenished by the
replenishment technician (RT). Clearly, such disruptions must be minimized because
they waste the pickers' time, reduce the system throughput, and increase the freight
terminal costs since trucks must wait longer to be loaded. Typically, this system
operates in three shifts, 24 hours a day, 5 days a week. In general, no order picking is
done on weekends unless overtime hours are required due to a surplus workload or
too many system breakdowns. Only the RT works a regular shift on Saturdays in
order to completely replenish the stock in the fast pick area. For a given shift, a picker
is paid for 8h05 (485 minutes), with the extra 5 minutes being given to insure the
smooth change over from one shift to the next. Of the 485 minutes, 84 minutes must
be deducted—60 minutes for two coffee breaks and a lunch break and the 24 minutes
needed to walk from the conveyor to the break area (a round trip takes 4 minutes
multiplied by 3 break periods per shift). Another 21 minutes are dedicated to opening
7
and closing shift operations, which leaves only 380 minutes per shift for real picking
work. Thus, a total of 95 operational hours are worked per week.
The replenishment of the fast pick area is performed by a single technician (RT). The
RT’s mission is to avoid product stockouts in the fast pick area. To this end, the RT
brings new pallets of products by forklift to the empty slots along the belt. The
average time needed to perform a replenishment cycle, tr, is 240 seconds. The
replenishment cycle includes the total time for traveling to the reserve area in the
warehouse (45 seconds on average), selecting the pallet from one of the three levels
in the reserve (60 seconds on average), returning to the fast pick area (45 seconds on
average), and placing the new pallet in one of the empty slots (90 seconds).
Clearly, the manner in which the RT schedules the replenishments has a direct impact
on the probability of product stockouts. The Warehouse Management System (WMS)
currently in use at the company does not synchronize the RT's work with product
consumption on the belt. Instead, the technician inspects the slots visually and brings
a new pallet of the SKU that seems to need replenishing. The RT activity continues
24 hours a day, 5 days a week for a total of 95 work hours per week. However, since
the replenishment capacity is a little bit less than the product consumption on the
conveyor, the global product inventory level gets lower as the week winds down,
which is why an extra RT shift is needed on Saturday to bring all the product
inventories back to their maximum levels.
In light of these observations, it appears that order picking efficiency could be
improved by determining more carefully how much space should be allocated to each
SKU in the fast pick area and which replenishment strategy should be used by the RT
to minimize product stockouts on the belt. The next section presents the allocation
and replenishment procedures whose efficiency was assessed through simulation.
8
4. Space allocation and stock replenishment procedures
This section proposes six procedures for improving warehouse management
efficiency: two space allocation heuristics–one with four different ratios–and four
replenishment heuristics. These heuristics can all be used without modifying the
current warehouse management system.
4.1 Space allocation heuristics
In this section, two space allocation heuristics are described. The first one is a list
allocation heuristic, with four different criteria or ratios that can be used to sort the
list, each producing different results. The second heuristic is an iterative improvement
algorithm.
List allocation heuristic
The four criteria, or ratios, used with the list allocation heuristic are described below:
Ratio fα : This ratio is based on the product demand frequency. Let fi be the
number of times that SKU i is ordered over a given reference time
period and ai be the number of slots currently allocated to SKU i.
Thus, the demand frequency ratio of product i is obtained using
i
ifi a
f=α .
Ratio qα : This ratio is based on the product demand quantity. Let qi be the total
demand of SKU i over a given reference time period. The demand
quantity ratio of product i is i
iqi a
q=α .
Ratio pα : This ratio is based on the average SKU quantity picked pi, defined as
i
ii f
qp = . The average picked quantity ratio of product i is
i
ipi a
p=α .
9
Ratio cα : This ratio is based on the number of cases of product i per pallet, ci,
and on the demand quantity qi. Thus, the average number of pallets to
be replenished is i
ic
q . The average case ratio of product i is
( )i
iici a
cq=α .
The list allocation heuristic, LH(α ) works as follows:
1. Initialization : Assign two slots to each product in order to ensure that all the
SKUs will be present in the picking zone, iai ∀= ,2 .
2. Allocation : Assign a new slot to product i, such that i = Argmax( iα ) where
α corresponds to fiα , q
iα , piα and cα depending on the ratio
used. Set ai = ai + 1 and repeat this step until a product is assigned
to each slot.
Please note that ratio fα corresponds to the famous cube-per-order index (Heskett
1963, Malmborg and Bhaskaran 1990), which minimizes the routing distance when
only one product is picked on each route (pallet picking). In our preliminary
computations, we found that assigning only one slot to some products leads to too
many stockouts. For example, if a SKU has only one pallet and the demand is higher
than the number of cases on this pallet, a stockout can’t be avoided since the new
pallet can only be set in place after the empty one has been removed. For this reason,
the minimum number of slots per product was set to 2; our computational results
show that this decision always produces better results.
Iterative improvement heuristic (IIH)
The iterative improvement heuristic begins with a given product allocation,
{ }1 2, , , iA a a a= K , which can be obtained, for example, from any variant of the
previously defined list allocation heuristic. Then a simulation is executed using A, and

10
the number of times that each SKU i has experienced a stockout si as well as the total
number of stockouts ∑= isZ are recorded. Next, the following steps are repeated
until the best solution is not improved for β consecutive iterations:
1. Initialization : Define Z* as the lowest number of stockouts found so far, and
t as the number of iterations (simulations) without improving
Z*. Initially, Z* = Z , A* = A and t = 0.
2. SKU identification : Find { })(sArgiiS imax 1 == and
{ })(sArgjjS jmin 2 == . If both 11 =S and 12 =S , one
slot of product j is assigned to product i, aj = aj – 1 and ai = ai
+ 1. If a set has more than one element, a SKU is picked
randomly. Note that no SKU can ever be assigned less than
two slots ( iai ∀≥ ,2 ).
3. Iteration : Perform a complete simulation using the new allocation A.
Let t = t +1 and Z be the resulting number of stockouts. If
Z < Z*, record the incumbent allocation, A* = A, set Z* = Z
and t = 0, and then go to step 2 with A. Otherwise, proceed to
step 4.
4. Termination test: If t < β, go back to step 2 using the current allocation A;
otherwise, the search is terminated. The final allocation is A*,
and the resulting number of stockouts is Z*.
It is worth mentioning that the reduction in the number of stockouts obtained by this
iterative improvement heuristic is not monotonic, since the algorithm always works
with the current allocation A, which may sometimes produce worse results. In fact,
sometimes promising exchanges lead to small increases in the number of stockouts;
however, some of these exchanges are needed to eventually reach a better allocation.
Restricting the search to improving exchanges only tends make the algorithm stop too
early.
11
4.2 Replenishment heuristics
The replenishment heuristics are designed to minimize the number of product
stockouts. We assumed the availability of a list of the SKUs with at least one empty
pallet, since only those SKUs can be considered for replenishment. This list is called
the replenishment list. Based on a given selection criterion, the RT must choose the
next product to be replenished from the list. Four heuristics that can facilitate this
choice are proposed below.
The first replenishment heuristic, RHf, selects the SKU with the highest order
frequency fi to be replenished first. The objective of this heuristic is to maintain the
inventory level of highly requested SKUs at their maximum levels.
The second replenishment heuristic, RHw, selects the SKU with the highest weekly
demand to be replenished first (in this case, qi corresponds to the average weekly
demand of product i). The rationale behind this heuristic is that, since all the SKUs
are replenished on Saturday, the RT needs to replenish only the quantities required for
the week.
The third heuristic, RHp, uses the information from the incoming picking lists. The
heuristic starts by looking at the next picking list to be filled by the picker. Each line
of this picking list is scanned separately, and when a line corresponds to a SKU on
the replenishment list, this SKU is selected. The heuristic will scan as many lines as
necessary to find the next SKU that must be replenished. In practice, very few picking
lists need to be considered.
The fourth replenishment heuristic, RHs, seeks to identify the next SKU that will
experience a stockout. For this reason, this heuristic requires more calculations. It
first evaluates the inventory level of each SKU in the replenishment list. Then, by
scanning each line of the incoming picking lists, it reduces the inventory of each SKU

12
by the quantity on the order picking list until the inventory level of a SKU becomes
smaller than or equal to zero. This SKU is then selected to be replenished next.
All these methods can easily be implemented within the actual warehouse
management system, since each fork lift is equipped with a wireless computer
terminal as well as a barcode scanning device, making it easy to transmit the
replenishment decision to the technician.
5. Simulation model
Computer simulation has proved to be a very attractive tool for systems design and
reengineering, particularly when system inputs are uncontrollable, dynamic, and
random or non-deterministic. This is the case for our industrial partner's system
(described in section 3), in which product demands are clearly dynamic and unknown.
Section 4 proposed several space allocation and stock replenishment procedures that,
based on historical data, produce different system configurations. However, the
performance of these configurations in terms of the future, unknown demand can not
be stated deterministically, but only estimated based on the statistical results produced
through simulation experiments. The next few paragraphs present the simulation
model for the studied distribution center.
Any computer-based simulator seeks to truthfully reproduce the behavior of real
systems. To achieve this goal, the different system elements (i.e., order arrival,
conveyor belt behavior, SKU inventory levels and stock replenishment) must be
accurately modeled. With this in mind, the simulator presented here is built around a
discrete event simulator engine (DES), using the three-phase approach introduced by
Pidd (1995). Discrete event simulation is used to model a system as it evolves over
time, representing system variables as changing instantaneously at separate points in
time – the ones at which an event occurs (Law and Kelton 2000). The implementation
of this simulation was done using Visual Basic.
13
The simulator has three main components: a database, a list of events, and a clock
that manages the simulated time. The database contains the list of orders to be
processed and stores the system parameters. Let oi, where i = 1, …, n, be the order
set, with each order corresponding to a picking list; li , the number of lines in order
oi; ijp , the product on the jth line, where j=1, …, li, of order I; and i
jq , the requested
quantity. We assume that the products are listed in the order in the same sequence in
which they appear on the conveyor.
The simulation engine contains a list of events and a simulation clock that manages
the simulated time. The events list is organized chronologically and includes the time
at which each event will occur. This events list is examined sequentially, and each
time an event is processed, future events are created and added to the list. After an
event has been executed, it is deleted from the list and the clock is advanced to the
next event starting time.
The warehousing activities studied here are modeled using three different events. At
the beginning of the simulation, the events list contains only two events: an event
triggering the picking of the order o1, and an event associated with the beginning of
the first replenishment activity. The simulation clock – set to zero at the beginning of
the simulation – is advanced to the time of the first of these events, and the event is
executed. For example, let us assume that the first two events on the list are SPO1
(start picking o1) and RP1 (start replenishment activity RP1) at time t1=0. The
replenishment activity takes a constant time tr, and thus is completed at t1+tr. The
completion of RP1 will create a new event RP2. Executing SPO1 involves gathering li
lines of products. The exact arrival time at the slot of product ip1 is then evaluated. If
the requested quantity iq1 is available, the picking time is tciq1 . If all the products of
order oi are available in sufficient quantity, the order is terminated at time t1 + tw +
∑ =
il
jijc qt
1, and SPO1 is removed from the events list and a new event SPO2 is
inserted.

14
If a stockout is detected while picking a line, an emergency replenishment demand
(ER) is created. This event is inserted in the first position on the work list of the RT,
who finishes his/her current replenishment task and then performs the ER.
Meanwhile, the order-picker has to wait at the slot with the stockout until the SKU
has been replenished; the wait time varies between tr (if the technician happens to be
idle at the exact moment when the ER demand is received) and 2tr (if the technician
has just begun a new replenishment task). Once the stock is replenished, the order
picker can continue on his/her route. When an emergency replenishment is added to
the RT's work list, this event is prioritized and performed next. Otherwise, the RT
applies one of the replenishment heuristic proposed in Section 4.
The database stores all event executions, making it possible to further analyze results
and performance or even to review the entire simulation of the different decisions
made along the simulated period. The parameters used for the simulation are also
stored in the database.
6. Computational results
This section first presents the data and then provides a detailed analysis of the
simulation results, in order to help to understand the changes in system behavior
under the different product location and stock replenishment rules.
The data and the system parameters
All our simulations and tests are based on real data provided by our industrial partner.
Specifically, we used orders (i.e., products, requested quantities, vehicle assignments
and routes) from eight consecutives weeks spanning the months from March to May.
During this period, 372 customers ordered 253 different products, resulting in 2 708
different picking lists, 145 344 lines and a total of 687 554 individual cases. Table 1
provides the figures for the eight weeks that were studied. Since inventory levels are
completely restored to their maximums each weekend, each week's simulation is
independent from the others. As shown in Table 1, the demand during this period of
15
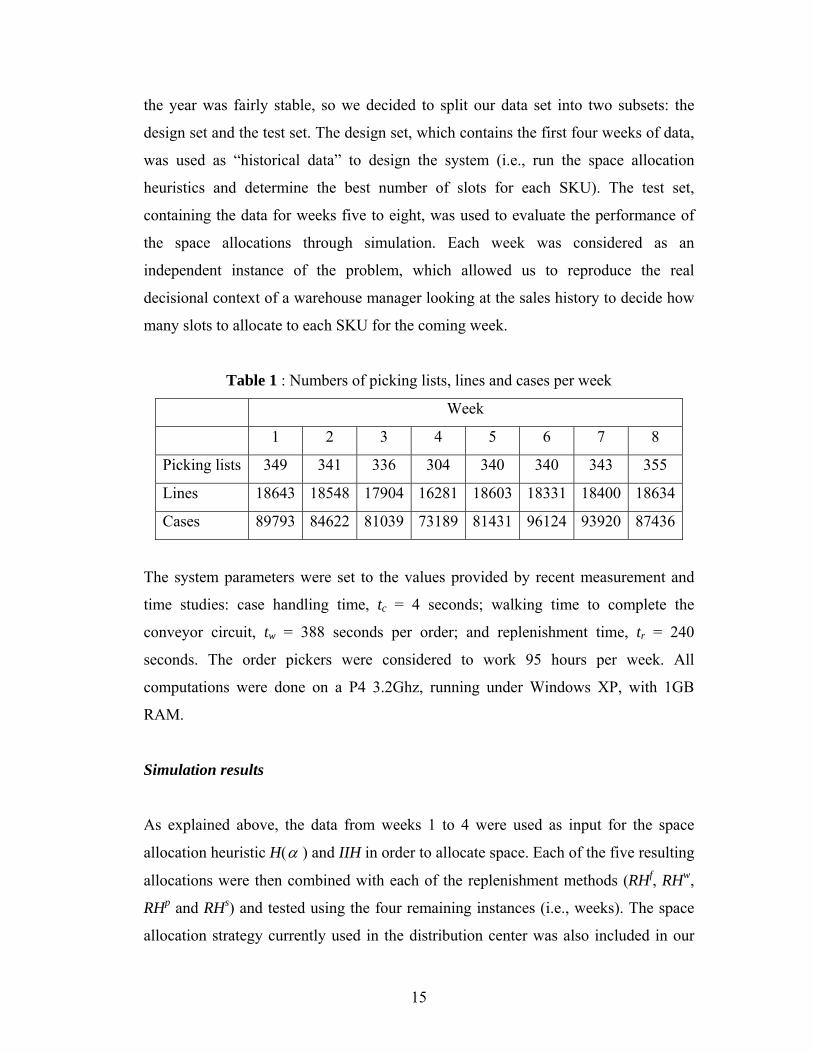
the year was fairly stable, so we decided to split our data set into two subsets: the
design set and the test set. The design set, which contains the first four weeks of data,
was used as “historical data” to design the system (i.e., run the space allocation
heuristics and determine the best number of slots for each SKU). The test set,
containing the data for weeks five to eight, was used to evaluate the performance of
the space allocations through simulation. Each week was considered as an
independent instance of the problem, which allowed us to reproduce the real
decisional context of a warehouse manager looking at the sales history to decide how
many slots to allocate to each SKU for the coming week.
Table 1 : Numbers of picking lists, lines and cases per week
Week
1 2 3 4 5 6 7 8
Picking lists 349 341 336 304 340 340 343 355
Lines 18643 18548 17904 16281 18603 18331 18400 18634
Cases 89793 84622 81039 73189 81431 96124 93920 87436
The system parameters were set to the values provided by recent measurement and
time studies: case handling time, tc = 4 seconds; walking time to complete the
conveyor circuit, tw = 388 seconds per order; and replenishment time, tr = 240
seconds. The order pickers were considered to work 95 hours per week. All
computations were done on a P4 3.2Ghz, running under Windows XP, with 1GB
RAM.
Simulation results
As explained above, the data from weeks 1 to 4 were used as input for the space
allocation heuristic H(α ) and IIH in order to allocate space. Each of the five resulting
allocations were then combined with each of the replenishment methods (RHf, RHw,
RHp and RHs) and tested using the four remaining instances (i.e., weeks). The space
allocation strategy currently used in the distribution center was also included in our
16
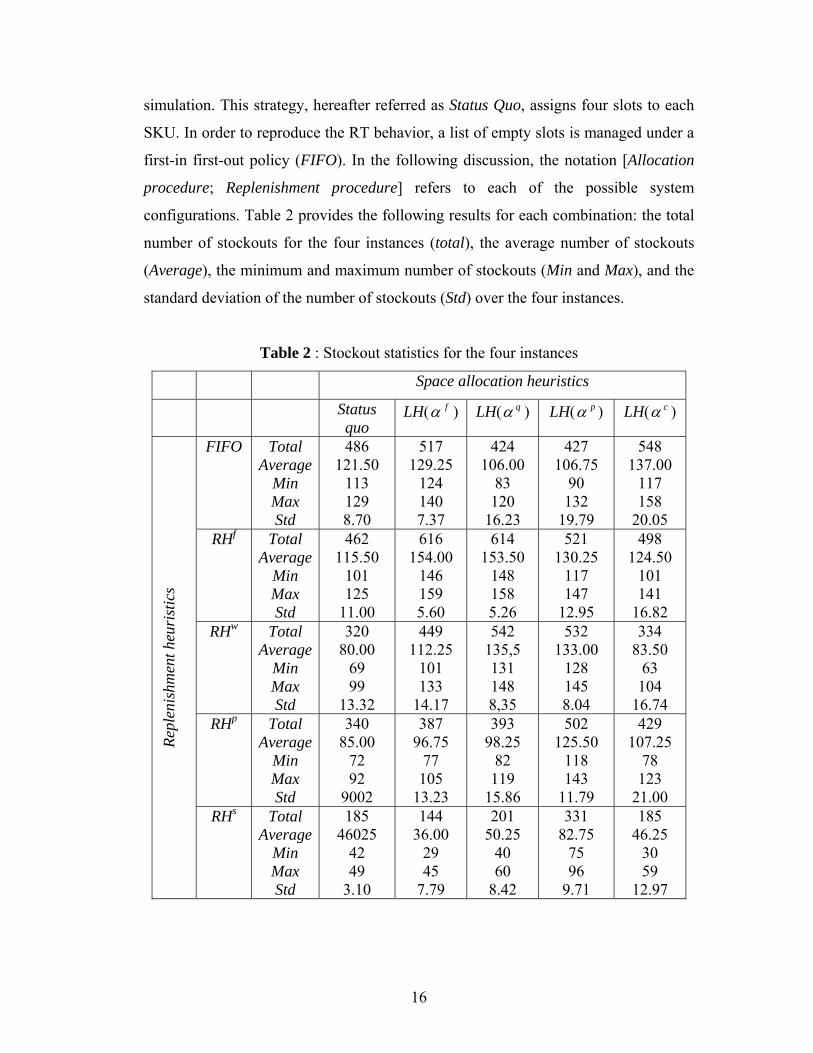
simulation. This strategy, hereafter referred as Status Quo, assigns four slots to each
SKU. In order to reproduce the RT behavior, a list of empty slots is managed under a
first-in first-out policy (FIFO). In the following discussion, the notation [Allocation
procedure; Replenishment procedure] refers to each of the possible system
configurations. Table 2 provides the following results for each combination: the total
number of stockouts for the four instances (total), the average number of stockouts
(Average), the minimum and maximum number of stockouts (Min and Max), and the
standard deviation of the number of stockouts (Std) over the four instances.
Table 2 : Stockout statistics for the four instances
Space allocation heuristics
Status quo
LH( fα ) LH( qα ) LH( pα ) LH( cα )
FIFO Total Average
Min Max Std
486 121.50
113 129 8.70
517 129.25
124 140 7.37
424 106.00
83 120
16.23
427 106.75
90 132
19.79
548 137.00
117 158
20.05 RHf Total
Average Min Max Std
462 115.50
101 125
11.00
616 154.00
146 159 5.60
614 153.50
148 158 5.26
521 130.25
117 147
12.95
498 124.50
101 141
16.82 RHw Total
Average Min Max Std
320 80.00
69 99
13.32
449 112.25
101 133
14.17
542 135,5 131 148 8,35
532 133.00
128 145 8.04
334 83.50
63 104
16.74 RHp Total
Average Min Max Std
340 85.00
72 92
9002
387 96.75
77 105
13.23
393 98.25
82 119
15.86
502 125.50
118 143
11.79
429 107.25
78 123
21.00
Repl
enis
hmen
t heu
rist
ics
RHs Total Average
Min Max Std
185 46025
42 49
3.10
144 36.00
29 45
7.79
201 50.25
40 60
8.42
331 82.75
75 96
9.71
185 46.25
30 59
12.97
17
Let us first analyze the behavior of the replenishment methods. If the space allocation
method remains unchanged (i.e., Status quo is maintained), the RHs method, which
replenishes the next SKU that will experience a stockout, outperforms the others, with
a total of only 185 stockouts. Compared to the current replenishment method (FIFO)
with its 486 stockouts, implementing RHs would mean a reduction of 301 stockouts
and a time savings of 30.1 hours, assuming that every time a stockout occurs, it takes
an average of 6 minutes for the stock to be replenished. In fact, used in combination
with any of the space allocation heuristics, the RHs replenishment method produces
the lowest number of stockouts, which clearly demonstrates its dominance. Both RHp
and RHw obtained the second best results twice, while the current method, FIFO,
obtained the second best results only once. In light of these results, it appears that the
actual replenishment method is clearly inefficient.
Let us now analyze the space allocation methods. Although RHs is clearly the best
replenishment method, there is no one dominant space allocation heuristic. Line by
line, the Status quo, which allocates four positions to each SKU, surprisingly
produces the best results three times—in combination with RHf, RHw and RHp. The
other most advantageous combinations are [LH( qα ) ; FIFO] and [LH( fα ) ; RHs].
Based on these results, we can conclude that the performance of the space allocation
methods is correlated to the replenishment method used. For example, when the RHf
replenishment method is used, no space allocation heuristic is able to produce good
results: the number of stockouts is never lower than 462. In addition, although the
space allocation heuristic LH( fα ) generates only 144 stockouts when used in
combination with RHs, it generates 517 stockouts when associated with the
replenishment method currently in use. These results indicate the existence of a
strong and complex relationship between space allocation and the work of the
replenishment technician.
Table 3 presents the same data for the case in which each space allocation heuristic is
followed by the IIH improvement heuristic. The IIH heuristic stops after β = 15

18
consecutives iterations without reducing the number of stockouts. The additional line
∆ in each table row gives the total reduction in the number of stockouts with respect
to the results produced without IIH.
Table 3 : Stockout statistics for the four instances with IIH
Space allocation heuristics
Status quo + IIH
LH( fα ) + IIH
LH( qα ) + IIH
LH( pα ) + IIH
LH( cα ) + IIH
FIFO Total ∆
Average Min Max Std
176 310
44.00 23 69
21.31
211 306
52.75 31 76
19.26
230 194
57.50 33 85
21.44
198 229
49.50 33 75
20.04
500 48
50.00 33 79
21.32 RHf Total
∆ Average
Min Max Std
329 133
82.25 52 115
25.97
605 11
151.25 147 155 4.35
558 56
139.50 130 144 6.61
308 213
77.00 53 110
25.34
429 69
107.25 77 132
23.20 RHw Total
∆ Average
Min Max Std
217 103
54.25 33 81
19.96
233 216
58.25 40 88
20.79
509 33
127.25 121 136 7.50
309 223
77.25 65 100
15.52
241 93
60.25 42 88
19.60 RHp Total
∆ Average
Min Max Std
167 137
41.75 31 56
10.90
175 212
43.75 31 58
12.45
249 144
62.25 50 79
12.15
329 173
82.25 59 108
20.21
184 245
46.00 36 61
11.86
Repl
enis
hmen
tt he
uris
tics
RHs Total ∆
Average Min Max Std
182 3
45.50 40 52
5.51
107 37
26.75 21 32
4.50
197 4
49.25 34 61
11.32
328 3
82.00 73 96
10.23
185 0
46.25 30 59
12.97
In almost all cases, the extra calculations required by IIH produce better solutions.
The best improvement (310 stockouts) is obtained with the combination [Status Quo
19
+ IIH ; FIFO]. The overall best combination is [LH( fα ) + IIH ; RHs], which
produces 107 stockouts, or an average of 26.75 per week. This is a reduction of 342
stockouts over the company’s current solution, and represents a time savings of about
34.2 hours. Judging by the standard deviation of only 4.5 stockouts per week, the
robustness of the combination [LH( fα ) + IIH ; RHs] is also quite good.
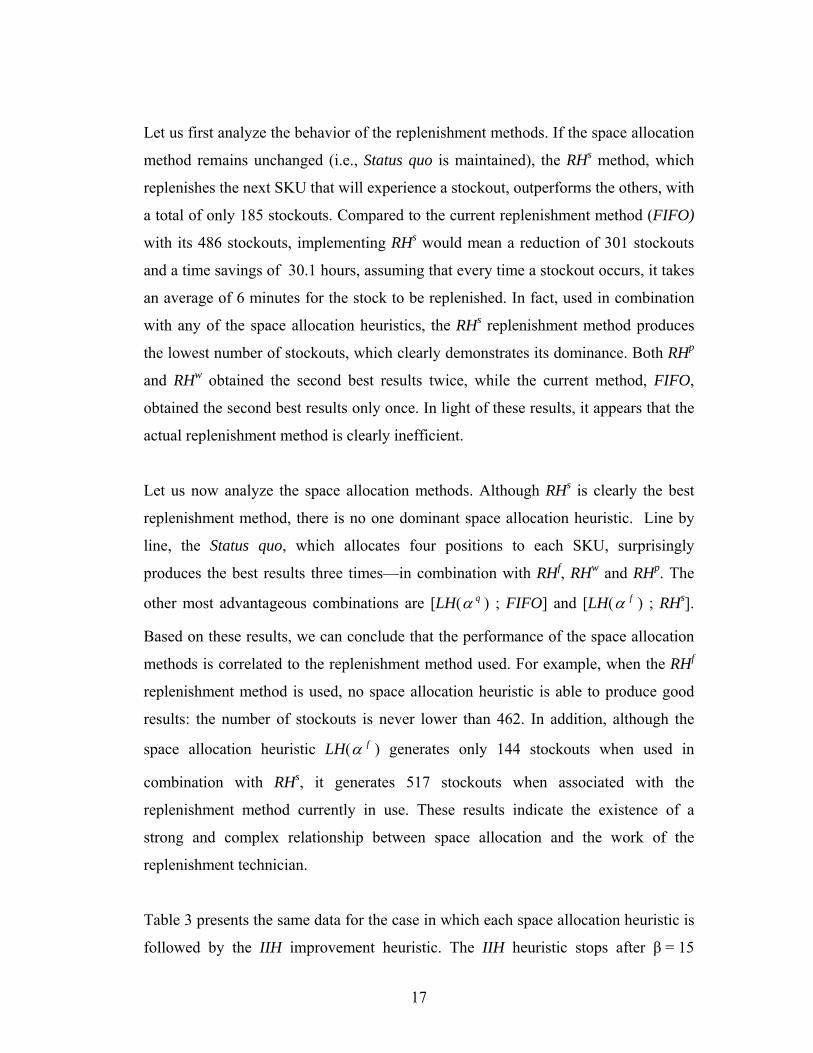
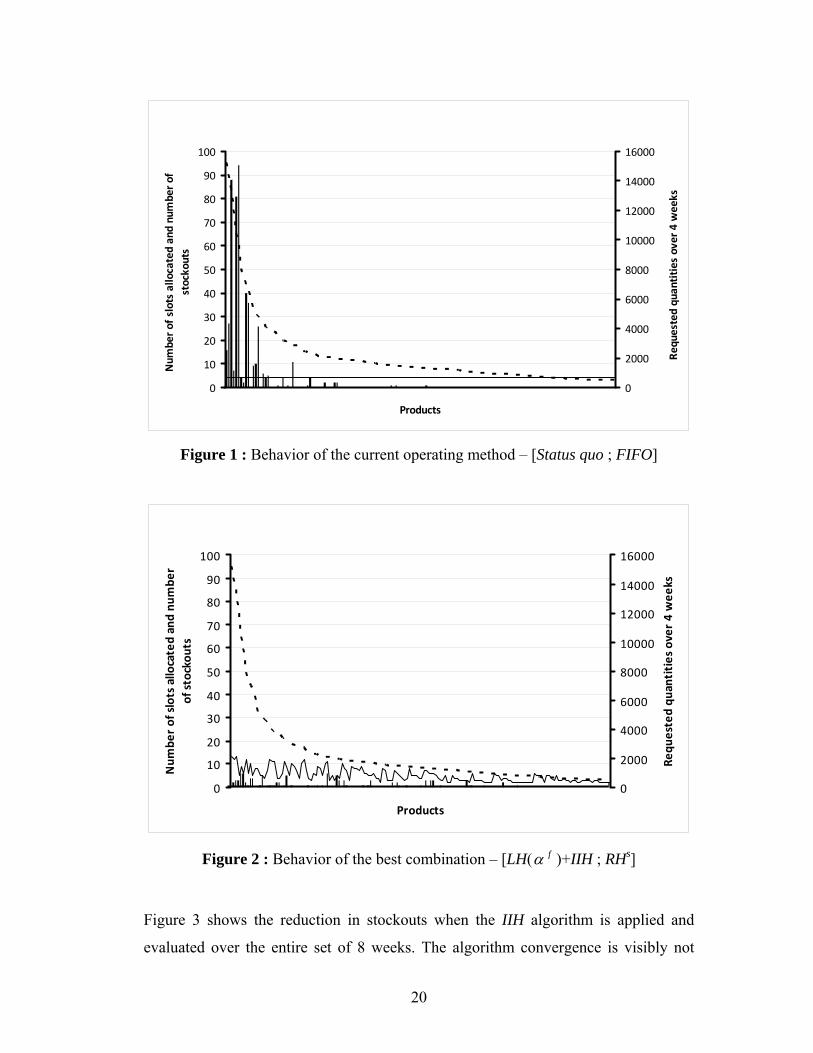
Figure 1 presents the behavior of the system under the current operating method
[Status quo ; FIFO], which produces a total of 486 stockouts. The X axis represents
the different SKUs sorted in decreasing order of the total requested quantities for the
weeks 5 to 8. To make the graph easier to read, only 158 of the 253 SKU are shown;
the other SKUs had no stockouts. The Y-axis has two different scales. The quantity of
each product ordered for weeks five to eight is represented in the figure by a dotted
line and refers to the right Y-scale. The left-Y scale shows both the number of slots
(the plotted line) and the number of stockouts (solid bars) for each product. In this
figure, four slots are allocated to each SKU. The SKU with the largest number of
stockouts (94) is the one with the sixth highest demand (9 684 units over four weeks).
As Figure 1 shows, most of the stockouts (i.e., 313 of the 486, or 64%) are associated
with only six of the 253 SKU’s.
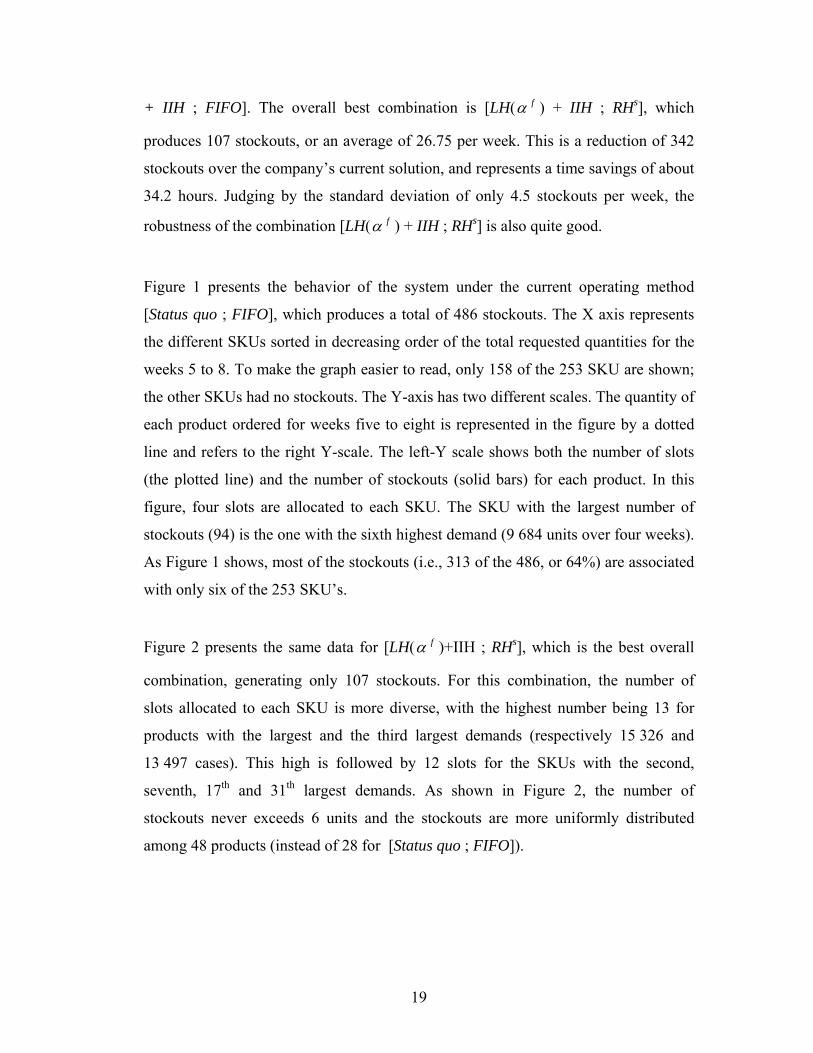
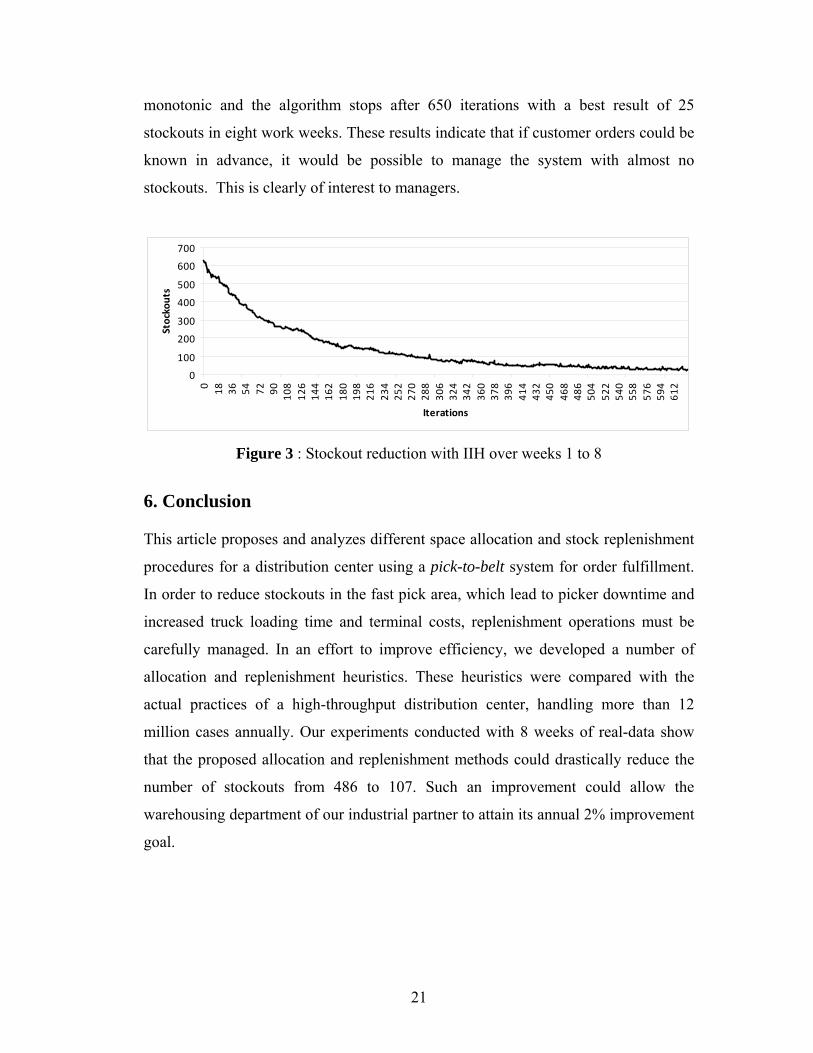
Figure 2 presents the same data for [LH( fα )+IIH ; RHs], which is the best overall
combination, generating only 107 stockouts. For this combination, the number of
slots allocated to each SKU is more diverse, with the highest number being 13 for
products with the largest and the third largest demands (respectively 15 326 and
13 497 cases). This high is followed by 12 slots for the SKUs with the second,
seventh, 17th and 31th largest demands. As shown in Figure 2, the number of
stockouts never exceeds 6 units and the stockouts are more uniformly distributed
among 48 products (instead of 28 for [Status quo ; FIFO]).
20
0
10
20
30
40
50
60
70
80
90
100
Products
Num
ber of slots allocated and number of
stockouts
0
2000
4000
6000
8000
10000
12000
14000
16000
Requested
quantities over 4 weeks
Figure 1 : Behavior of the current operating method – [Status quo ; FIFO]
0
10
20
30
40
50
60
70
80
90
100
Products
Num
ber of slots allocated and nu
mbe
r of stockou
ts
0
2000
4000
6000
8000
10000
12000
14000
16000
Requ
ested qu
antities over 4 wee
ks
Figure 2 : Behavior of the best combination – [LH( fα )+IIH ; RHs]
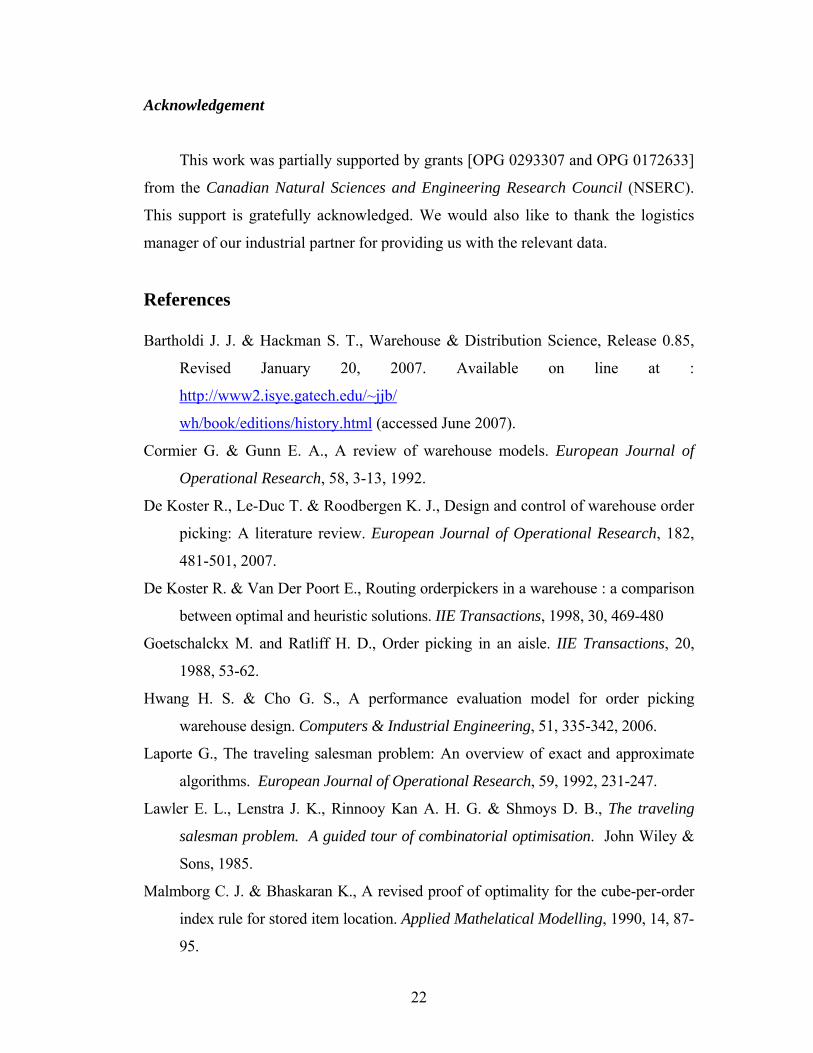
Figure 3 shows the reduction in stockouts when the IIH algorithm is applied and
evaluated over the entire set of 8 weeks. The algorithm convergence is visibly not
21
monotonic and the algorithm stops after 650 iterations with a best result of 25
stockouts in eight work weeks. These results indicate that if customer orders could be
known in advance, it would be possible to manage the system with almost no
stockouts. This is clearly of interest to managers.
0
100
200
300
400
500
600
700
0 18 36 54 72 90 108
126
144
162
180
198
216
234
252
270
288
306
324
342
360
378
396
414
432
450
468
486
504
522
540
558
576
594
612
Iterations
Stockouts
Figure 3 : Stockout reduction with IIH over weeks 1 to 8
6. Conclusion This article proposes and analyzes different space allocation and stock replenishment
procedures for a distribution center using a pick-to-belt system for order fulfillment.
In order to reduce stockouts in the fast pick area, which lead to picker downtime and
increased truck loading time and terminal costs, replenishment operations must be
carefully managed. In an effort to improve efficiency, we developed a number of
allocation and replenishment heuristics. These heuristics were compared with the
actual practices of a high-throughput distribution center, handling more than 12
million cases annually. Our experiments conducted with 8 weeks of real-data show
that the proposed allocation and replenishment methods could drastically reduce the
number of stockouts from 486 to 107. Such an improvement could allow the
warehousing department of our industrial partner to attain its annual 2% improvement
goal.
22
Acknowledgement
This work was partially supported by grants [OPG 0293307 and OPG 0172633]
from the Canadian Natural Sciences and Engineering Research Council (NSERC).
This support is gratefully acknowledged. We would also like to thank the logistics
manager of our industrial partner for providing us with the relevant data.
References Bartholdi J. J. & Hackman S. T., Warehouse & Distribution Science, Release 0.85,
Revised January 20, 2007. Available on line at :
http://www2.isye.gatech.edu/~jjb/
wh/book/editions/history.html (accessed June 2007).
Cormier G. & Gunn E. A., A review of warehouse models. European Journal of
Operational Research, 58, 3-13, 1992.
De Koster R., Le-Duc T. & Roodbergen K. J., Design and control of warehouse order
picking: A literature review. European Journal of Operational Research, 182,
481-501, 2007.
De Koster R. & Van Der Poort E., Routing orderpickers in a warehouse : a comparison
between optimal and heuristic solutions. IIE Transactions, 1998, 30, 469-480
Goetschalckx M. and Ratliff H. D., Order picking in an aisle. IIE Transactions, 20,
1988, 53-62.
Hwang H. S. & Cho G. S., A performance evaluation model for order picking
warehouse design. Computers & Industrial Engineering, 51, 335-342, 2006.
Laporte G., The traveling salesman problem: An overview of exact and approximate
algorithms. European Journal of Operational Research, 59, 1992, 231-247.
Lawler E. L., Lenstra J. K., Rinnooy Kan A. H. G. & Shmoys D. B., The traveling
salesman problem. A guided tour of combinatorial optimisation. John Wiley &
Sons, 1985.
Malmborg C. J. & Bhaskaran K., A revised proof of optimality for the cube-per-order
index rule for stored item location. Applied Mathelatical Modelling, 1990, 14, 87-
95.

23
Petersen II C. G., An evaluation of order picking routeing policies. International
Journal of Operations & Production Management, 17, 11, 1997, 1098-1111.
Petersen II C. G., The impact of routing and storage policies on warehouse efficiency.
International Journal of Operations & Production Management. 19, 1053-1064,
1999.
Petersen II C. G., An evaluation of order picking policies for mail order companies.
Production and Operations Management, 9, 4, 2000, 319-335.
Petersen C. G. & Aase G., A comparison of picking, storage, and routing policies in
manual order picking. International Journal of Production Economics, 92, 2004,
11-19.
Petersen II C. G. & Schmenner R. W., An evaluation of routing and volume-based
storage policies in an order picking operation. Decision Science, 30, 2, 1999, 481-
501.
Ratliff H. D. and Rosenthal A. S., Order-picking in a rectangular warehouse : A
solvable case of the traveling salesman problem. Operations Research, 31, 1983,
507-521.
Rouwenhorst B., Reuter B., Stockrahm V., van Houtum G. J., Mantel R. J. & Zijm W.
H. M., Warehouse design and control : Framework and literature review.
European Journal of Operational Research, 122, 2000, 515-533.
Tompkins J. A. & Smith J. D., The warehouse management handbook.Tompkins Press,
second edition, 1998, Ann Arbor, MI.
Tompkins J. A., White J. A., Bozer Y. A., Frazelle E. H., Tanchoco J. M. A. &
Trevino J., Facilities Planning, Wiley & Sons, New York, Second edition 1996.
van der Berg J. P., A literature survey on planning and control of warehousing systems.
IIE Transactions, 1999, 31, 751-762.
van den Berg J. P., Sharp G. P., Gademann A. J. R. M. (Noud) and Pochet Y., Forward-
reserve allocation in a warehouse with unit-load replenishments.
European Journal of Operational Research, 111, 1998, 98-113
van den Berg J. P. & Zijm W. H. M., Models for warehouse management :
Classification and examples. International Journal of Production Economics, 59,
519-528, 1999.




















