Some preliminary evaluations of black coating on aluminium AA2219 alloy produced by plasma...
9
57 SOME PRELIMINARY EVALUATIONS OF BLACK COATING ON ALUMINIUM AA2219 ALLOY PRODUCED BY PLASMA ELECTROLYTIC OXIDATION (PEO) PROCESS FOR SPACE APPLICATIONS S. Shrestha (1) , A. Merstallinger (2) , D. Sickert (3) and B. D. Dunn (4) (1) TWI Ltd, Granta Park, Great Abington, Cambridge CB1 6AL, United Kingdom, Email: [email protected] (2) ARC Seibersdorf research GmbH, A-2444 Seibersdorf, Austria, Email: [email protected] (3) Dresden University of Technology, Germany, Email: [email protected] (4) European Space Agency, Keplerlaan 1, NL-2201AZ Noordwijk ZH, The Netherlands, Email: [email protected] ABSTRACT This paper describes the results of a study of a black coating produced on aluminium AA2219 alloy using a process that involves creation of a hard ceramic oxide layer on the surface of the alloy by plasma electrolytic oxidation (PEO) known as the ‘KERONITE ’ process. Coating microstructure has been examined and the coating characteristics such as porosity, hardness, adhesion and phase composition were measured. The thermo-optical properties such as solar absorptance ‘D s ’ and normal infrared emittance ‘H n-IR ’ of the coating were measured in the ‘as-prepared’ condition and after environmental exposures to humidity, thermal cycling and UV-radiation in vacuum and to thermal shock. Comparison was made with alternative coatings produced using standard black anodising processes. The study also looked at the cold welding and friction behaviours of the coated alloy in vacuum and in an ambient laboratory environment. Standard spacecraft materials tests were conducted on the coated disc against an AISI 52100 steel ball and also against a coated pin using a pin-on-disc apparatus. Parameters such as friction coefficient and wear depth were measured and the cold welding behaviours were investigated. Test results were compared with the data generated for NiCr plated and anodised coatings. Corrosion performance was assessed using a salt spray exposure test and using an accelerated electrochemical test method. In addition, the study looked at the effect of post coating sealing with a sol-gel solution. 1. INTRODUCTION Coating application by electrolytic methods such as anodising has been extensively used for improving the wear (abrasion) and corrosion resistance of aluminium alloys. The porous nature of anodised coatings allows production of coloured coatings by deposition of organic dyestuffs or metallic pigments [1]. For space applications, additional coating characteristics such as black colour effect to improve thermo-optical properties e.g. solar absorptance, infrared emittance and improved surface characteristics to resist against cold welding are considered necessary. A widely used coating technique to date for space applications is black anodising that has been considered to provide aluminium alloys with suitable thermo-optical properties and acceptable resistance to corrosion, wear and cold welding. However, the conventional black anodising process is considered environmentally not safe and the black colour finish for long-term exposures is not stable. Thus, there exists a strong need to identify new coating processes that can meet the requirements of recent environmental legislation and the continual drive for better coating performance. The ‘KERONITE ’ process is one of the relatively new environmentally safe electrolytic coating processes that is applicable to light metals and their alloys in particular Al and Mg. The ‘KERONITE’ process involves the application of a modulated voltage to the component in an electrolytic bath agitated using compressed air. The voltage is sufficiently high to create intense plasma due to micro- arc generation at the component surface. This results in oxidation of the component surface (plasma electrolytic oxidation) as well as elemental co- deposition from the electrolyte solution, which creates a hard ceramic oxide layer on the substrate alloy. A typical Keronite coating consists of a porous outer layer and a low porosity main layer that is the bulk of the coating. The top porous layer is often removed by polishing to expose the main layer. The electrolyte is a low concentration alkaline solution of proprietary composition. Similar coating processes also known as micro arc oxidation (MAO) have been reported elsewhere [2] 2. EXPERIMENTAL APPROACH 2.1 Materials and coating characteristics An aluminium alloy type AA2219 of composition bal Al, 6.6Cu, 0.3Mn, 0.1Si, 0.01Mg, 0.1Fe, 0.1V and 0.1Zr was selected in this work as a substrate material. ———————————————————————————————————— Proceedings of the 9th International Symposium on Materials in a Space Environment Noordwijk, The Netherlands, 16-20 June 2003 (ESA SP-540, September 2003)
-
Upload
independent -
Category
Documents
-
view
3 -
download
0
Transcript of Some preliminary evaluations of black coating on aluminium AA2219 alloy produced by plasma...

57
SOME PRELIMINARY EVALUATIONS OF BLACK COATING ON ALUMINIUM
AA2219 ALLOY PRODUCED BY PLASMA ELECTROLYTIC OXIDATION (PEO)
PROCESS FOR SPACE APPLICATIONS
S. Shrestha (1)
, A. Merstallinger (2)
, D. Sickert (3)
and B. D. Dunn (4)
(1) TWI Ltd, Granta Park, Great Abington, Cambridge CB1 6AL, United Kingdom, Email: [email protected] (2) ARC Seibersdorf research GmbH, A-2444 Seibersdorf, Austria, Email: [email protected]
(3) Dresden University of Technology, Germany, Email: [email protected] (4) European Space Agency, Keplerlaan 1, NL-2201AZ Noordwijk ZH, The Netherlands, Email: [email protected]
ABSTRACT
This paper describes the results of a study of a black
coating produced on aluminium AA2219 alloy using a
process that involves creation of a hard ceramic oxide
layer on the surface of the alloy by plasma electrolytic
oxidation (PEO) known as the ‘KERONITE�’ process.
Coating microstructure has been examined and the
coating characteristics such as porosity, hardness,
adhesion and phase composition were measured. The
thermo-optical properties such as solar absorptance
‘Ds’ and normal infrared emittance ‘Hn-IR’ of the coating
were measured in the ‘as-prepared’ condition and after
environmental exposures to humidity, thermal cycling
and UV-radiation in vacuum and to thermal shock.
Comparison was made with alternative coatings
produced using standard black anodising processes.
The study also looked at the cold welding and friction
behaviours of the coated alloy in vacuum and in an
ambient laboratory environment. Standard spacecraft
materials tests were conducted on the coated disc
against an AISI 52100 steel ball and also against a
coated pin using a pin-on-disc apparatus. Parameters
such as friction coefficient and wear depth were
measured and the cold welding behaviours were
investigated. Test results were compared with the data
generated for NiCr plated and anodised coatings.
Corrosion performance was assessed using a salt spray
exposure test and using an accelerated electrochemical
test method. In addition, the study looked at the effect
of post coating sealing with a sol-gel solution.
1. INTRODUCTION
Coating application by electrolytic methods such as
anodising has been extensively used for improving the
wear (abrasion) and corrosion resistance of aluminium
alloys. The porous nature of anodised coatings allows
production of coloured coatings by deposition of
organic dyestuffs or metallic pigments [1]. For space
applications, additional coating characteristics such as
black colour effect to improve thermo-optical
properties e.g. solar absorptance, infrared emittance
and improved surface characteristics to resist against
cold welding are considered necessary. A widely used
coating technique to date for space applications is
black anodising that has been considered to provide
aluminium alloys with suitable thermo-optical
properties and acceptable resistance to corrosion, wear
and cold welding. However, the conventional black
anodising process is considered environmentally not
safe and the black colour finish for long-term
exposures is not stable. Thus, there exists a strong need
to identify new coating processes that can meet the
requirements of recent environmental legislation and
the continual drive for better coating performance. The
‘KERONITE�’ process is one of the relatively new
environmentally safe electrolytic coating processes that
is applicable to light metals and their alloys in
particular Al and Mg.
The ‘KERONITE’ process involves the application of
a modulated voltage to the component in an electrolytic
bath agitated using compressed air. The voltage is
sufficiently high to create intense plasma due to micro
arc generation at the component surface. This results in
oxidation of the component surface (plasma
electrolytic oxidation) as well as elemental co
deposition from the electrolyte solution, which creates
a hard ceramic oxide layer on the substrate alloy. A
typical Keronite coating consists of a porous outer
layer and a low porosity main layer that is the bulk of
the coating. The top porous layer is often removed by
polishing to expose the main layer. The electrolyte is a
low concentration alkaline solution of proprietary
composition. Similar coating processes also known as
micro arc oxidation (MAO) have been reported
elsewhere [2]
2. EXPERIMENTAL APPROACH
2.1 Materials and coating characteristics
An aluminium alloy type AA2219 of composition bal
Al, 6.6Cu, 0.3Mn, 0.1Si, 0.01Mg, 0.1Fe, 0.1V and
0.1Zr was selected in this work as a substrate material.
————————————————————————————————————
Proceedings of the 9th International Symposium on Materials in a Space Environment Noordwijk, The Netherlands, 16-20 June 2003 (ESA SP-540, September 2003)

58
Coatings to a thickness of 75-80Pm were prepared at
Keronite Ltd on disc specimens of various sizes cut
from a 6mm rolled AA2219 plate. The disc specimens
were ground to 600-grit finish using SiC paper and the
edges of the discs were rounded to 2mm radius prior to
coating deposition. One face of the coated specimen
was polished to a final coating thickness of about 60-
70Pm after removing a top porous layer. This involved
manual polishing of the coating face successively on
360 and 600 grit SiC papers followed by final
polishing in 1Pm diamond slurry to Ra ~0.04Pm. The
coating after polishing was rinsed in running water and
degreased with acetone. These are referred to ‘as
prepared’ coatings. In addition, the coatings were
subjected to post sealing by dipping in a colourless sol
gel solution followed by subsequent further polishing
to remove the top sol-gel layer. This resulted in the
exposure of the Keronite surface while the pores
remained impregnated and sealed with sol-gel. The
latter coatings are referred to ‘sealed’ coatings.
Coating cross sections were prepared, ready for
examination using standard metallographic techniques
to a 1Pm diamond polishing. A scanning electron
microscope (SEM) was used for coating microstructure
characterisation. Coating porosity was measured from
the polished cross-section using the In2ViewCat-Pro
image analyser connected to an optical microscope.
Coating hardness was measured from the polished
cross section using a DURAMIN Vickers diamond
pyramid micro-indenter from Struers Ltd and using a
50g indentation load. Determination of various
crystalline phases in the coating was undertaken using
the X-ray diffraction (XRD) technique by collecting
spectrum from the coating surface using CuKD
radiation.
Coating adhesion measurements were undertaken
following the guidelines as described in the ASTM
standard C633-79 (Re-approved 1993) ‘Standard test
method for adhesion of cohesive strength of flame
sprayed coatings’. The test method was slightly
modified from the ASTM C633-79 and consisted of
bonding a steel dolly to the coated face of the test
specimen (for this only one face was coated) and
another identical steel dolly bonded to the rear
uncoated face of the test specimen. The test specimen
was sandwiched between the two steel dollies using an
epoxy film adhesive, type FM73 and heat cured at
120°C. The bonded test specimens were then
individually placed in a tensile loading machine
(Dartec) with self-aligning devices. Tensile load was
increased at 1mm.min-1 and the load at failure
recorded. The failure stress was calculated and the
nature of failure, whether at the coating/substrate
interface, coating cohesion or in the adhesive, was
examined. Adhesion measurements were taken also
from the coated specimens that had been subjected to
336 hours of salt spray exposure.
The coating peel-off test followed the procedure as
described in the European Cooperation for Space
Standardization ECSS-Q-70-13A ‘Measurement of the
peel and pull-off strength of coatings and finishes using
pressure sensitive tapes’ [3]. This test method is based
on the controlled peeling of a pressure sensitive tape
from the sample surface (�25mm) using a tensile
loading machine. The maximum failure stress was
recorded and the sample surface as well as the tape was
examined to look at particles detached from the coating
surface that may have adhered to the tape. The tape
used was double sided 3M-pressure sensitive tape type
600 (670g.cm-1). Details of the test procedure are
described in ECSS-Q-70-13A [3]. This method was
used to look at dust generation from the as-prepared
coating surface and the coating that had been exposed
to thermal shock.
2.2 Environmental exposure
Humidity
During the humidity test coated samples were exposed
for one week to 95% relative humidity (RH) at 50°C.
The equipment used was a Heraeus Vötsch humidity
chamber.
Thermal cycling in vacuum
The thermal cycling test was performed according to
ECSS-Q-70-04A [4]. It comprised 100 cycles of
exposure from +100 to –100°C in vacuum. The heating
and cooling rate was 10°C·min-1 with the dwell time of
10 minutes at the maximum and minimum
temperatures.
UV-exposure in vacuum
The UV-exposure was carried out in a vacuum
chamber at a pressure between 10-6-10-7mbar and at a
temperature of 22-25°C. The coating sample was
irradiated using a Hamamatsu deuterium lamp having a
wavelength spectrum from 115 - 400nm. The distance
of UV-source to the coating surface was about 370mm.
The exposure period was 167 hours, which is about
6513 equivalent sun hours (ESH). Details of this
procedure are described in the literature [5].
Thermal shock
Two separate thermal shock exposure tests were
undertaken. The first exposure test was conducted at
the European Space Agency, which comprised of
transferring the coated specimens from a heated oven
(+50°C) to a bath of liquid nitrogen (-196°C). This was
repeated 10 times with a dwell time of 10 minutes at
each temperature. The second exposure test was
performed at TWI Ltd. This consisted of alternate

immersion of the coated specimens at two temperature
extremes: a boiling de-ionised water bath maintained at
+100°C and a liquid nitrogen bath at -196°C. The
coating specimens were manually transferred and
immersed 50 times in each bath with a dwell time of
five minutes in each bath. The maximum time during
the transfer between the two baths was 10 seconds. The
specimens were degreased with alcohol before and
after the thermal shock tests followed by air-drying.
Salt spray exposure
The corrosion performance of the coated and uncoated
test specimens was examined by exposing the
specimens to a salt spray environment following the
guidelines described in the ASTM standard B117-97
up to 2000 hours of exposure period. The testing
comprised of exposing the coating surface up to 2000
hours to a 5wt% NaCl solution (at 35°C) atomised to
create a fog within an enclosed chamber. Changes to
the coating surface were recorded following periodic
observations at 24, 336, 1000 and 2000 hours. The
surface quality was given a rating number in
accordance with ASTM D1654-92 ‘Evaluation of
painted or coated specimens subjected to corrosive
environments - procedure B’. Corrosion resistance to a
minimum of 336-hour test duration is defined in the
Aerospace Materials Specification AMS 2470J (R)
‘Anodic treatment of aluminium alloys - chromic acid
process’ as acceptance criteria [6].
Electrochemical corrosion
The electrochemical corrosion behaviour was studied
using an accelerated potentiodynamic test (anodic
polarisation) in a de-aerated 3.5% NaCl solution of pH
8 at 25°C using a standard three-electrode test method
in an Avesta cell. The coated surface was exposed to
the electrolyte and the rest potential ‘Ecorr’ (also known
as the free corrosion potential) was allowed to stabilise
for one hour prior to anodic polarisation. The potential
value was measured using a reference saturated
calomel electrode (SCE) and a plot of the current
density as a function to the polarisation potential was
recorded using a platinum auxiliary electrode. More
detail of the test procedure can be found elsewhere [7].
The collected polarisation plots were used to compare
the electrochemical corrosion behaviour of the coatings
with uncoated alloys and the integrity of coatings
before and after a thermal shock exposure.
2.3 Measurement of thermo-optical properties
Solar absorptance ‘DS’
The absolute reflectivity spectrum of the specimen was
measured using a Cary-500 UV-VIS-NIR photo
spectrometer with an integrating sphere accessory and
corrected with the help of a reference standard. The
solar reflection coefficient was calculated by
59
integrating the measured absolute reflectivity spectra
over the solar energy spectrum [8] within the
considered wavelength range from 250 - 2500nm. This
wavelength band comprises 97% of the energy radiated
by the sun. The result of this integration was divided
by the total solar energy thus providing the ratio of
reflected to incident solar energy (RS). This can be
translated into the solar absorptance ‘.S’ by subtracting
it from unity for completely opaque samples, i.e. if the
transmittance equals zero. More details on this can be
obtained in the references [9, 10].
Normal infrared emittance ‘Hn-IR’
The normal infrared reflectivity (Rn-IR) of the coating
surface was measured using a Gier-Dunkle DB100
infrared reflectometer. According to Kirchhoff’s
radiation law the infrared emittance of a material
equals its infrared absorption when maintained at the
same temperature. Furthermore the amount of
radiation, not reflected by non-transparent materials,
equals the absorbed portion of radiation. The
measurement device consisted mainly of an internal
thermal source that emits infrared radiation towards the
coating surface and a detector for the amount of
radiation reflected. Applying the above-mentioned
relations this value is translated into the normal
infrared emittance ‘0n-IR’ by subtracting it from unity.
More detailed description of the physical basics can be
found in the literatures [9, 10].
2.4 Cold welding and friction behaviour
For the cyclic impact adhesion test, a contact was made
between a vertically moving pin. The pin was either
AISI 52100 bearing steel of nominal composition bal
Fe, 1C, 0.3Si, 0.4Mn, 1.6Cr, 0.3Ni, 0.3Cu or coated
aluminium alloy having a radiused contact area against
a fixed flat disc (coated or uncoated aluminium alloy)
for about 5000 cycles. Each cycle consisted of three
steps: i) an impact loading; ii) a static load held for 10
seconds at a vacuum pressure of less than 5.10-8mbar;
and iii) unloading with measurement of the separation
force, i.e. adhesion force.
For the cyclic fretting adhesion test, a contact (without
impact) was made followed by a static load, which is
held for 10 seconds at a vacuum pressure of less than
5.10-7mbar. During this time fretting is applied: the pin
was moved with a sinusoidal frequency at 210Hz and a
stroke of 50Pm in each cycle for a total of 5000 cycles.
After stopping fretting, the force required to separate
the pin from the disc was measured. Tests were
conducted on the coated and uncoated test specimens.
The uncoated test specimens were fine ground to
surface roughness of Ra < 0.03Pm. The coated face
was in the polished condition to Ra ~ 0.04Pm.

60
Sliding wear tests were conducted using a vacuum pin-
on-disc tribometer manufactured by CSEM. The pin
(ball) was allowed to slide on the disc surface in
unidirectional movement at a sliding speed of 0.1ms-1
and a sliding distance of 1000m. Vacuum pressure was
maintained at less than 10-6mbar and the temperature at
25qC. The ball diameter was 7mm and the load was
10N. More details on the testing procedures are given
in the literatures [11, 12]. In addition, sliding wear tests
were undertaken also in an ambient laboratory
environment (22r2qC, relative humidity 35-45%) with
a test load of 10N and sliding speed of 0.1ms-1 against
a steel ball (AISI 52100) of diameter 10mm for a
1000m sliding distance. This followed the guidelines
described in ASTM G99-95a ‘Standard test method for
wear testing with a pin-on-disc apparatus’. Friction
coefficients and wear track depths where possible were
measured.
3. RESULTS AND DISCUSSIONS
3.1 Coating characterisation prior to exposure
A backscattered SEM image of a sealed coating cross
section is shown in Fig.1, which shows a relatively
dense coating. This image is of the main coating layer
after removing the top porous layer (not shown), which
also reveals a microstructure comprising of
interlocking grains about 20-30Pm in size with
occasional very small-sized pores within the grains and
a few very fine microcracks. The coating porosity was
measured at about <3%.
Mounting compound
Coating
Substrate AA2219
Fig.1. SEM backscattered image of the sealed Keronite
coating cross-section on AA2219 alloy.
A backscattered SEM image of a sealed coating surface
is shown in Fig.2. The image in Fig.2 shows the
presence of porosity on the polished surface. The
image in Fig.2 also shows the presence of a lighter
contrast phase that lies at the boundaries between the
interlocking grains. The lighter contrast in the
backscattered SEM image is indicative of this phase
being of a higher atomic number element.
3
2 1
Fig.2. SEM backscattered image of a polished surface
of the sealed Keronite coating on AA2219 alloy.
1 - Al2O3; 2 - Cu containing phase; 3 - Sealant.
Spot EDX analyses taken from the areas in Fig.2
showed that area ‘1’ comprised of predominantly ‘Al’
and ‘O’ peaks suggesting it to be aluminium oxide. The
lighter contrast phase ‘2’ at the grain boundaries were
found to be highly rich in ‘Cu’ and such could have
come from the copper precipitates of the substrate alloy
that do not participate in the oxidation process. The
darker phase ‘3’ was found to be rich in ‘Si’ content
and was believed to be impregnated sealant. A cross
section through the specimen edge is shown in Fig.3.
The coating appeared well retained over the edge with
no visible cracking over the tight radius.
g at
edge
200 microns
Substrate AA2219
Coatin
Fig.3. SEM image showing good and uniform Keronite
coating retention at the substrate edge.
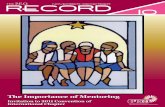
The X-ray diffraction pattern collected from the
coating surface is presented in Fig.4, which suggested
that the Keronite coating comprised predominately D and some J and G-Al2O3 crystalline phases. This has
resulted in a very high coating hardness at an average
value of about 1369HV with the values ranging
between 1225-1524HV. The hardness measured on the
substrate alloy was only about 140HV. This is
indicative of the coating hardness being about 10 times
higher than the substrate alloy.
61
20 40 60 80[q2T] 0
]
900
1600
2500
3600
4900
400
100
6400
[Cou
nts
Fig.4. XRD patterns of the Keronite coating.
The mean tensile stress to failure during the pull-off
test from four coating specimens was recorded at
greater than 28MPa with the failure occurring mainly
within the adhesive. It is expected the coating would
have adhesion in excess of 30MPa. The results of the
peel-off test for the sealed coatings showed the primary
mode of failure was adhesive tape separation from the
coating without any particle removal.
3.2 Coating characterisation after environmental
exposures
Examination of surfaces of the sealed coatings after the
thermal shock exposure did not show any visible
coating degradation. However, there was a thin band of
the coating removal only at the edge of the disc
specimen thus exposing the underlying substrate. This
would have been expected due to stress concentrations
at the specimen edge.
The values of adhesion measured for the coatings after
the thermal shock were in excess of 25MPa and the
mode of failure occurring primarily within the
adhesive. Adhesion of the coatings after 336-hour salt
spray exposure was measured and was in excess of
30MPa with failure in the adhesive. The coating peel
off test after the thermal shock resulted in the tape
separation without any debris being seen on the peeled
adhesive tape. The average coating hardness measured
from the cross section of the specimen that had been
exposed in a salt spray environment for 2000 hours
displayed about 1500HV. These results demonstrate
that the coating did not show any loss of its integrity
and retained near original microstructure with good
adhesion and high hardness after the environmental
exposures.
3.3 Corrosion behaviour
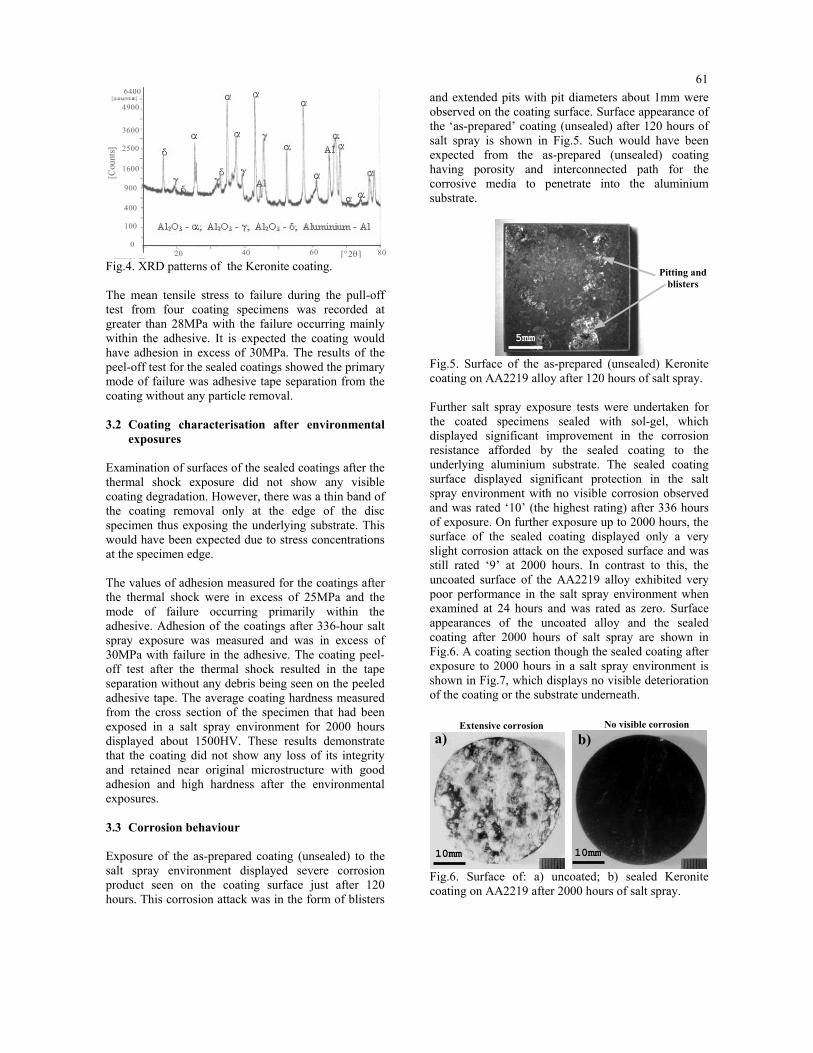
Exposure of the as-prepared coating (unsealed) to the
salt spray environment displayed severe corrosion
product seen on the coating surface just after 120
hours. This corrosion attack was in the form of blisters
and extended pits with pit diameters about 1mm were
observed on the coating surface. Surface appearance of
the ‘as-prepared’ coating (unsealed) after 120 hours of
salt spray is shown in Fig.5. Such would have been
expected from the as-prepared (unsealed) coating
having porosity and interconnected path for the
corrosive media to penetrate into the aluminium
substrate.
5mm
Pitting and
blisters
Fig.5. Surface of the as-prepared (unsealed) Keronite
coating on AA2219 alloy after 120 hours of salt spray.
Further salt spray exposure tests were undertaken for
the coated specimens sealed with sol-gel, which
displayed significant improvement in the corrosion
resistance afforded by the sealed coating to the
underlying aluminium substrate. The sealed coating
surface displayed significant protection in the salt
spray environment with no visible corrosion observed
and was rated ‘10’ (the highest rating) after 336 hours
of exposure. On further exposure up to 2000 hours, the
surface of the sealed coating displayed only a very
slight corrosion attack on the exposed surface and was
still rated ‘9’ at 2000 hours. In contrast to this, the
uncoated surface of the AA2219 alloy exhibited very
poor performance in the salt spray environment when
examined at 24 hours and was rated as zero. Surface
appearances of the uncoated alloy and the sealed
coating after 2000 hours of salt spray are shown in
Fig.6. A coating section though the sealed coating after
exposure to 2000 hours in a salt spray environment is
shown in Fig.7, which displays no visible deterioration
of the coating or the substrate underneath.
Extensive corrosion No visible corrosion
a) b)
10mm10mm
Fig.6. Surface of: a) uncoated; b) sealed Keronite
coating on AA2219 after 2000 hours of salt spray.

g comp
62
Substrate AA2219
Coating
Mountin ound
Fig.7. Cross-section of the sealed Keronite coating on
AA2219 alloy after 2000 hours of salt spray.
Anodic polarisation plots from the electrochemical
tests are shown in Fig.8. The uncoated 2219 alloy
displayed an immediate rapid increase of the current
density on slightly increasing the potential from its rest
potential ‘Ecorr’. This immediate rise of the anodic
current density over a small positive potential range
from the rest potential is indicative of very rapid
corrosion occurring at the surface of the uncoated
alloy. The coated alloy displayed a large potential
range (passivity) positive from the Ecorr, where the
current density was stable and low at 0.2PA.cm-2,
indicative of very little corrosion occurring on the
coating/substrate system and a good level of barrier
protection afforded to the underlying substrate. Higher
currents would be expected if the salt solution
penetrated into the underlying substrate via cracks and
pores.
Current density, uA/cm2
750
500
250
0
-250
-500
-750
i
i
loy
Po
ten
tia
l, m
V S
CE Coat ng
Coat ng after
thermal shock
Uncoated al
0.001 0.01 0.1 1 10 100 1000
Fig.8. Anodic polarisation plots (forward scans) from
the uncoated AA2219 alloy, sealed Keronite coating
before and after the thermal shock exposure.
Anodic polarisation of the coating after exposure to
thermal shock displayed the stable current density
region being shifted to about 2PA.cm-2. This was taken
to indicate that possible fine cracks might have resulted
during the thermal shock, which possibly had led to a
slightly higher corrosion rate from the substrate.
However, this value was still low and a large potential
region at stable current density < 5PA.cm-2 would
mean the coating was still effective as a barrier to
minimise the passage of the corrosive electrolyte to the
underlying aluminium substrate.
3.4 Thermo-optical properties
The mean solar absorptance ‘DS’ and infrared
emittance ‘Hn-IR’ values measured from 12 as-prepared
Keronite coatings (unsealed) prior to environmental
exposures are given in Table 1. The mean ‘DS’ about
0.89 (r0.01) and ‘Hn-IR’ ranging between 0.64-0.76 with
a mean value of 0.72 was measured.
The ‘DS’ and ‘Hn-IR’ values after exposures to high
humidity, thermal cycling in vacuum, humidity
followed by thermal cycling in vacuum, UV radiation
and thermal shock between temperature extremes of
+50 and -196qC are given in Table 1. The data in Table
1 showed a good stability of the thermo-optical
properties retained by the Keronite coating after the
environmental exposures. Visual examination of the
coating surfaces did not show any coating degradation
after environmental exposures to humidity, thermal
cycling and UV radiation. The coating subjected to
thermal shock had some coating spalling only from the
specimen edge and believed to be due to stress
concentrations. No coating damage was observed on
the main exposed coating surface after the thermal
shock test. The thermo-optical properties after the
thermal shock exposure were stable and similar to the
coatings prior to the exposure.
‘H
Table 1. Solar absorptance ‘DS’ and infrared emittance
n-IR’ of the coatings
Coatings and
environment DS Hn-IR DS/Hn-IR Ref.
Keronite coatings
(Before and after environmental exposure)
Before exposure 0.89 0.72 1.2
-After humidity 0.89 0.72 1.2
After thermal cycling 0.89 0.71 1.2
After humidity + 0.89 0.73 1.2
thermal cycling
After UV exposure 0.89 0.74 1.2
After thermal shock 0.88 0.75 1.2
Benchmark coatings
ESA PSS 01-703 0.96 0.93 1.0
5Colinal 3100 0.89 0.93 1.0
The data in Table 1 suggests that the solar absorptance
of the black Keronite coating can be similar to Colinal
3100, however, the normal infrared emittance is about
20% lower compared to the coatings produced with
black anodising processes. The PSS-01-703 coating
and Colinal 3100 are based upon the colouring of
anodized surface layers. Colouring is done either by
depositing cobalt or nickel sulphides or by

0
0
electrolytically depositing tin. These latter two
processes are considered to have environmental
concerns.
3.5 Cold welding behaviour
The data from the impact test in Fig.9 shows that the
adhesion measured after the impact tests for the
Keronite coatings against itself and against a standard
bearing steel (AISI 52100) are very low and are similar
to anodised and NiCr-plated coatings. However, there
were some differences in the damage mechanisms
between the Keronite and anodised coatings. The
Keronite coating did not display any damage to the
coating surface under impact, whereas, the anodised
coating displayed breaking of the coating surface under
impact resulting in the formation of loose debris on the
impacted surface. The aluminium alloy type AA7075
without a coating demonstrated a very high adhesion
value after the impact tests. Tests were not undertaken
on the uncoated AA2219 alloy.
37
23
58
24 A
A /
A
A /
A
A2219+Keronite / AISI 52100
A2219+Keronite AA2219+Keronite
A7075+Anodised / SS15-5PH
A7075+NiCr pl. AA7075+Anodised
A7075 / AA7075 1033
200 400 600 800 1000
Adhesion force, mN
Fig.9. Adhesion force measured during impact tests.
A
A
A /
A /
A /
7330
100
242
329
108
A7075 / AA7075
A7075+Anodised / SS15-5PH
A2219+Keronite AA2219+Keronite
A2219+Keronite AISI 52100
A7075+NiCr pl. AA7075+Anodised
1000 2000 3000 4000 5000 6000
Adhesion force, mN
Fig.10. Adhesion force measured during fretting tests.
The adhesion values measured after the fretting tests
are presented in Fig.10. The data in Fig.10 shows that
adhesion values of the Keronite coated AA2219
against a 52100 steel ball and NiCr plated AA7075
against an anodised AA7075 are similar. An
aluminium alloy without a coating resulted in
extremely high adhesion after fretting. The Keronite
63
coating surface against itself displayed a higher
adhesion than against a steel surface by about three
times.
Despite low adhesion values displayed by the Keronite
and hard anodised coatings against steel surfaces, the
Keronite coating displayed superiority over the
anodised coasting. The Keronite coating showed no
sign of coating damage, whereas, the anodised coating
displayed extensive cracking and chipping of the
coating surface under fretting environment. The
differences in the damage mechanisms between the
Keronite and anodised coating surfaces are shown in
Fig.11.
a) b)250 250
Fig.11. Surface after fretting test of: a) Keronite
coating (no visible damage) and b) anodised coating
(showing extensive cracks).
3.6 Friction and wear behaviour
The results of the friction wear tests are given in Table
2. The data in Table 2 show mean friction coefficient
and disc wear track depth after the sliding wear tests
conducted in vacuum and in an ambient laboratory
environment.
Table 2. Pin-on-disc sliding wear test data.
Disc / pin Environment
Mean
friction
coefficient
(P)
Disc wear
track
depth
(Pm) AA2219 /
AISI 52100
Vacuum
0.3 18
As-prepared Keronite
on AA2219 / AISI
52100
0.6 -
Keronite AA2219 /
Keronite AA2219
0.5 -
AA2219 /
AISI 52100
Laboratory
ambient
temperature
(22r2qC)
0.3 26
Sealed Keronite on
AA2219 / AISI
52100
0.5 (-0.8)
Thermal shocked
Keronite AA2219 /
AISI52100
0.5 (-1.0)

64
The mean coefficient between an AA2219 disc and
52100 steel ball in vacuum of 0.3 was about twice less
than that was observed with the Keronite/steel or
Keronite/Keronite surfaces. Similar friction values
were measured in the laboratory environment at
ambient temperature. In all cases, the Keronite coating
was intact without any visible coating damage when in
sliding contact with steel. The only damage seen was
either on an uncoated AA2219 disc against a steel ball
or on a steel ball sliding against the Keronite coated
disc. The values in brackets in Table 2 are negative
wear i.e. depth loss on a counter steel ball. An
exposure to the thermal shock did not appear to reduce
the coating sliding wear resistance against the steel
ball. However, the Keronite coating sliding against
itself displayed some evidence of coating damage on
both the coated disc and coated ball surfaces. These are
not shown.
a) b)
-5
-10
Pm
-15
-20
-25
0 Pm
20
10
0
-10
-20
-30
Fig.12. Topography of: a) Keronite coating surface on
AA2219 alloy (shows small particles pulled out); b)
AA2219 alloy (uncoated) after sliding wear test against
AISI 52100 steel ball in vacuum (shows deep wear
track).
The surface topographies of the Keronite coated
AA2219 and uncoated AA2219 discs after sliding wear
tests against the AISI 52100 steel ball in vacuum are
shown in Fig.12. The Keronite coated surface did not
show any sign of visible coating damage, except for a
few particle pullouts. The uncoated disc displayed a
deep wear track with severe grooving effect on the disc
of about 30Pm deep and material being displaced from
the groove resulting in the formation of raised lips at
the edge of the groove.
4. CONCLUSIONS
x� The Keronite� process is capable of depositing a
uniform coating at edges and tight corners with a
typical coating thickness about 60-70Pm. The coating
on the AA2219 alloy after polishing is black in colour
with a porosity level <3%. The Keronite coating on
AA2219 alloy comprises of predominantly crystalline
D-Al2O3 that results in high coating hardness of about
1300HV. The coating adhesion can be in excess of
30MPa. The individual oxidised particles (grains) in
the coating retain good cohesion as shown by the
peel-off test.
x� The corrosion resistance of the as-prepared
Keronite coating is poor and a life of less than 120
hours is expected in a salt spray environment.
However, this poor corrosion performance can be
overcome by post coating sealing. The Keronite
coating sealed with sol-gel can provide extremely
good resistance in excess of 2000 hours without a
sign of any visible corrosion attack.
x� The Keronite coating on the AA2219 alloy can
retain its good integrity and original microstructures
with good adhesion, good cohesion and high hardness
after the environmental exposures such as salt spray
and thermal shock.
x� The solar absorptance to infrared emittance ratio
of the Keronite coating is 1.2, suggests that it can
replace the PSS-01-703 black anodised coating. The
thermo-optical properties of the Keronite coating on
AA2219 alloy will remain stable and not be affected
by environmental exposures.
x� The Keronite coating on AA2219 can prevent cold
welding under impact and fretting against AISI 52100
steel in vacuum environment. The Keronite coating
compared to anodised coating can have improved
resistance to impacts and fretting, as shown by no
visible damage to the Keronite coating after the tests.
x� The Keronite coating sliding against AISI 52100
steel will result in the wear of mainly the steel
surface. The coating however, against itself in sliding
wear condition will result in higher damage to the
coating surfaces.
x� Friction coefficients of the Keronite coating
against itself and steel are high at about >0.5.
5. ACKNOWLEDGEMENTS
The authors would like to thank Dr E Semerad and Mr
W Costin of Austrian Research Centre Seibersdorf for
undertaking fretting, impact and wear tests. Thanks are
also due to several TWI staff for undertaking various
tests and Dr A Sturgeon for helpful comments to this
paper. The authors would also like to acknowledge
DePuy International, European Space Agency,
Goodrich Actuation Systems and Keronite Ltd. for the
permission granted to use data on AA2219 alloy
generated in the TWI Group Sponsored Project funded
by them.
6. REFERENCES
1. Wernick S. Pinner R. and Sheasby P.G., The surface
treatment and finishing of aluminium and its alloys, 5th
ed., Vol. 1, ASM International and Finishing Publ.
Ltd., 1987.
2. Dearnley P.A. et al., The sliding wear resistance and
frictional characteristics of surface modified
aluminium alloys under extreme pressure, WEAR, Vol.
225-229, p.127-134, 1999.

65
3. ECSS-Q-70-13A: Measurement of the peel and pull
off strength of coatings, Publ. ESA, October 1999.
4. ECSS-Q-70-04A: Thermal cycling tests for the
screening of space materials and processes, Publ. ESA,
October 1999.
5. Sickert D., Evaluation of the Keronite coating on
AA2219-T87 and AA2024-T6 for thermal control in
space applications, ESTEC Metallurgy Report No.
3297, April 2002.
6. AMS 2470J: Aerospace Material Specification (R),
Anodic treatment of aluminium alloys – chromic acid
process, revised November 1995.
7. Shrestha S., et al. Improved corrosion performance
of AZ91D magnesium alloy coated with the Keronite�
process, Magnesium Technology 2002, TMS Publ.,
p.283-287.
8. ASTM E490-73a: NASA/ASTM Reference Solar
Spectrum.
9. ESA PSS-01-709: Measurement of thermo-optical
properties of thermal control materials, Publ. ESA,
Issue 1, July 1984.
10. TOS-QMC WI-TO-02: Operation manual for the
calculation of the solar absorptance .S based on
reflectance measurements used at ESTEC TOS-QMC,
ESTEC internal document.
11. Merstallinger A. and Semerad E., Test method to
evaluate cold welding under static and impact loading,
Austrian Research Centre Seibersdorf, Issue 2, 1999.
12. Merstallinger A., et al. Assessment of Keronite for
cold welding and friction, ESTEC Metallurgy Report
No. 3522, October 2002.
Copyright © 2003, TWI Ltd