С. ТОРАЙҒЫРОВТЫҢ 125-ЖЫЛДЫҒЫНА АРНАЛҒАН
196
ҚАЗАҚСТАН РЕСПУБЛИКАСЫНЫҢ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ КАЗАХСТАН С. ТОРАЙҒЫРОВ АТЫНДАҒЫ ПАВЛОДАР МЕМЛЕКЕТТІК УНИВЕРСИТЕТІ ПАВЛОДАРСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИМЕНИ С. ТОРАЙГЫРОВА С. ТОРАЙҒЫРОВТЫҢ 125-ЖЫЛДЫҒЫНА АРНАЛҒАН «Х ТОРАЙҒЫРОВ ОҚУЛАРЫ» АТТЫ ХАЛЫҚАРАЛЫҚ ҒЫЛЫМИ-ТӘЖІРИБЕЛІК КОНФЕРЕНЦИЯСЫНЫҢ МАТЕРИАЛДАРЫ МАТЕРИАЛЫ МЕЖДУНАРОДНОЙ НАУЧНО-ПРАКТИЧЕСКОЙ КОНФЕРЕНЦИИ «X ТОРАЙГЫРОВСКИЕ ЧТЕНИЯ», ПОСВЯЩЕННОЙ 125-ЛЕТИЮ С. ТОРАЙГЫРОВА ТОМ 5 ПАВЛОДАР 2018
-
Upload
khangminh22 -
Category
Documents
-
view
4 -
download
0
Transcript of С. ТОРАЙҒЫРОВТЫҢ 125-ЖЫЛДЫҒЫНА АРНАЛҒАН

«X ТО
РАЙ
ГЫРО
ВC
КИ
Е ЧТЕНИ
Я»
1
ҚАЗАҚСТАН РЕСПУБЛИКАСЫНЫҢ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІМИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ КАЗАХСТАН
С. ТОРАЙҒЫРОВ АТЫНДАҒЫ ПАВЛОДАР МЕМЛЕКЕТТІК УНИВЕРСИТЕТІПАВЛОДАРСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИМЕНИ С. ТОРАЙГЫРОВА
С. ТОРАЙҒЫРОВТЫҢ 125-ЖЫЛДЫҒЫНА АРНАЛҒАН «Х ТОРАЙҒЫРОВ ОҚУЛАРЫ» АТТЫ
ХАЛЫҚАРАЛЫҚ ҒЫЛЫМИ-ТӘЖІРИБЕЛІК КОНФЕРЕНЦИЯСЫНЫҢ
МАТЕРИАЛДАРЫ
МАТЕРИАЛЫ МЕЖДУНАРОДНОЙ
НАУЧНО-ПРАКТИЧЕСКОЙ КОНФЕРЕНЦИИ «X ТОРАЙГЫРОВСКИЕ ЧТЕНИЯ», ПОСВЯЩЕННОЙ
125-ЛЕТИЮ С. ТОРАЙГЫРОВА
ТОМ 5
ПАВЛОДАР2018

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
2 3
ӘОЖ 378 КБЖ 74.58
Т 60
Редакция алқасының бас редакторы: Ахметова Г.Г., филос.ғ.к., С. Торайғыров атындағы Павлодар
мемлекеттік университетінің ректоры
Жауапты редактор: Ержанов Н.Т., б.ғ.д., профессор, С. Торайғыров атындағы Павлодар
мемлекеттік университетінің Ғылыми жұмыс және инновациялар жөніндегі проректоры
Редакция алқасының мүшелері:Абишев К.К., Ахметов Қ.Қ., Бегімтаев Ә.И., Бексейітов Т.К.,
Испулов Н.А., Кислов А.П., Кудерин М.Қ., Эрназаров Т.Я., Бергузинов А.Н., Муканов Р.Б., Каюмова М.С., Мажитова А.Ә.
Жауапты хатшылар:Ажаев Г.С., Аманбаева С.Б., Аманжолов С.К., Андреева О.А.,
Антикеева С.К., Арынова Ш.Ж., Аубакиров А.М., Гасымова Т.Г., Е л ь м у р а т о в Г . Ж . , Е л ь м у р а т о в а Б . Ж . , Ж у м а б а е в а Г . М . , Жумабекова Д.А., Жумадилов Н.Ж., Жуманбаева Р.О., Зарипов Р.Ю., Калиева А.Б. , Камкин В.А. , Карманов А.Е. , Касанова А.Ж., Коспаков А.М., Кривец О.А., Куанышева Р.С., Мусаханова С.Т., Мусина А.Ж., Огузбаев А.Е., Рахимов Е.К., Самсенова Г.С., Титков А.А., Ткачук А.А., Туганова Б.С., Ысқақ С.Ә.
Т 60 С. Торайғыровтың 125-жылдығына арналған «Х Торайғыров оқулары» атты халықар. ғыл.-тәжіриб. конф. материалдары. – Павлодар : С. Торайғыров атындағы ПМУ, 2018.
ISBN 978-601-238-870-1 (жалпы)T. 5. – 2018. – 390 б.ISBN 978-601-238-875-6
Жинақ көпшілік оқырманға арналады. Мақала мазмұнына автор жауапты.
ӘОЖ 378 КБЖ 74.58
ISBN 978-601-238-875-6 (Т. 5)ISBN 978-601-238-870-1 (жалпы) © С. Торайғыров атындағы ПМУ, 2018
С. Торайғыров атындағы ПМУ ректоры,филос.ғ.к., Г. Ахметованың алғы сөзі
Құрметті конференцияға қатысушылар!
Сіздерді «Х Торайғыров оқулары» халықаралық ғылыми-тәжірибелік конференциясының ашылуымен құттықтаймын.
Сұлтанмахмұт Торайғыров қазақтың демократ ақыны, қоғамдық-саяси қайраткер ғана емес, сонымен қатар поэтикалық шығармаларда адам болмысының мәні мен мағынасының философиялық мәселелерін, қоғамдық дамуды, танымның рөлін, тұлғаның өзін-өзі дамытуы мен өзін-өзі рухани анықтауын ашқан ойшыл.
С. Торайғыров өзінің шығармаларында жақсылық пен зұлымдық, өмір мен өлім тақырыптарын салыстыра қарастырады. Ал оның кейіпкері жақсылықтың, сұлулық пен шындықтың жоғары бастауларын іздей отыр, өз үндеуінде адамның руханилығын, адам болмысының негіздерін кеңінен паш етеді.
Ақын поэзияның маңызы туралы айта отырып, ол адамдарды жоғары идеалдарға бағыттайтын сұлулық, ақиқат және ізгіліктер бірлігі идеясын ұсынады.
Жазушының шығармашылығында ерекше орын алатын – жан-дүниенің ішкі өзегі ретіндегі өзін-өзі тануы және адамның ар-ожданы. С. Торайғыровтың айтуынша, таңдалған өмір жолы жанның жұмысына тәуелді, ал адам қиыншылықтарды жойып, өз-өзін биіктен көрсете білуі тиіс.
Жалпы алғанда, С. Торайғыров тек образдар галереясын құрып қана қойған жоқ, адамды жанның, ақылдың, сезімнің бір-бірімен байланысы бар табиғаттың ең күрделі жүйесі ретінде көрсетті. Сұлтанмахмұттан кейінгі ұрпаққа мағынасы мәні зор әдеби мұра қалды. Бұл – халқымызға қалдырған ақынның аманаты. Сол мұраны қадірлей білуіміз, оның алтын нәрін ала білуіміз керек.
Конференция қатысушыларына Сұлтанмахмұт Торайғыровтың жалпыға ортақ білім беруге, ғылым мен техниканың жаңа түрлерін игеруге, әлемдік мәдениет жетістіктеріне баулу және бүкіл әлем үшін қазақ рухани кеңістігінің өзіндік ерекшелігін ашуға бағытталған ұмтылыстарына адал болуға тілектеспін.
С. Торайғыров атындағы ПМУ ректоры, филос.ғ.к. Г. Ахметова

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
4 5
20 Секция. Құрылыстағы инновациялық технологиялар20 Секция. Инновационные технологии в строительстве
СРАВНИТЕЛЬНЫЙ АНАЛИЗ ТЕПЛОТЕХНИЧЕСКОГО РАСЧЕТА С ПРИМЕНЕНИЕМ НЕСЪЕМНОЙ ОПАЛУБКИ
ИЗ ПЕНОПОЛИСТИРОЛЬНЫХ ПЛИТ
БЕЙСЕМБЕНОВА А. Е.магистрант, ПГУ имени С. Торайгырова,
инженер сметчик, ТОО «Оценщик», г. Павлодар
КУРМАНОВ А.К.к.т.н., ассоц. профессор, кафедра «Промышленное, гражданское и
транспортное строительство», ПГУ имени С. Торайгырова, г. Павлодар
Монолитное строительство с применением несъемной опалубки - технология XXI века. Сейчас Казахстан переживает настоящий бум строительства. Наиболее активное загородное строительство малоэтажных зданий ведется в окрестностях крупных областных центров, это связанно со сложившейся жилой застройкой городов. Причиной активного развития загородного строительства в Казахстане обусловлено такими факторами как:
– транспортные проблемы;– экологическая проблемы;– проблемы инфраструктурного характера.Технология монолитного строительства ранее имела лишь
два недостатка – необходимость последующего утепления возведенных стен, связанная с высокой теплопроводностью бетона и длительность строительства, связанная с затратами времени на монтаж и демонтаж опалубки. Сегодня эти недостатки устранены применением технологии несъёмной опалубки и монолитное строительство стало применяться всё чаще и чаще в малоэтажном строительстве.
Наиболее эффективны оптимальной технологией строительства малоэтажных зданий являются строительство домов с применением несъемной опалубки из пенополистирольных плит.
Преимущества применения технологии монолитного строительства с несъемной опалубкой из пенополистирола:
Н а п р и м е р , с т р о и т е л ь с т в о м а л о э т а ж н ы х з д а н и й из пенополистирольных плит, в сравнении с применением традиционных материалов строительства из кирпича, приводит
к снижению расходов на транспортировку материалов, срокам строительства и другим временных и материальных расходов сокращаются а 2-3 раза.
Анализ показал, что трудозатраты в человеко-часах на строительство 1 квадратного метра стены составляют 0,43 часа (это в 10 раз быстрее, чем затраты на строительство стен из кирпича).
Учитывая низкую теплопроводность стен из пенополистирола, толщина стен достаточна согласно подсчетов и требованиям СН РК 2.04-04-2011 «Тепловая защита зданий» – значительно ниже требуемой толщины стен из других строительных материалов. Это означает, что при одной и той же площади застройки, данная технология экономит внутреннюю площадь строящегося дома. Толщина стен построенных по технологии несъемной опалубки из пенополистирола составляет всего 29 см для Павлодарской области без облицовки, что несравнимо меньше толщины стен из других строительных материалов при одинаковой теплосберегающей способности.
Высокие теплотехнические характеристики стен – это единственный способ избежать больших затрат на приобретение индивидуального дорогостоящего отопительного оборудования, транспортировку топлива, будущих материальных затрат на отопление дома в зимний период и кондиционирование в летний период.
Для того чтобы показать экономическую эффективность применения несъемной опалубки из пенополистирольных плит приведем сравнительный анализ строительства наружных стен с применением несъемной опалубки из пенополистирольных плит и каменной кладки. Для определения толщины стены необходимо составить теплотехнического расчет ограждающих конструкций стен. То есть требуемое приведенное сопротивление теплопередаче наружных ограждающих конструкций, за исключением заполнений проемов, должно быть не менее требуемого из условий обеспечения санитарно-гигиенической безопасности проживания людей, и нормативного приведенного сопротивления теплопередаче из условий энергосбережения и долговечности.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
6 7
Рисунок 1
Согласно составленного теплотехнического расчет ограждающих конструкций стен усреднено принимаем толщину опалубки из пенополистирола 140 мм, толщину наружной стены принимаем 422 мм.
Для примера составим сметный расчет стоимости возведения наружных стен 3-х комнатного жилого дома в Павлодарской области, в программном комплексе АВС-4 версии (2018.3.1)
Рисунок 2
Таблица 1 – Сравнительный анализ стоимости возведения наружных стен
№ п/п
Локаль-ная
сметаНаименование работ
и затрат
Сметная стоимость, тыс.тенге
Сметная заработная плата, тыс.
тенге
Нормативная трудоемкость,
тыс.чел-ч
1 02-01-01 Возведение стен с использованием
несъемной опалубки из пенополистирольных
плит
4200,741 625,925 0,625
2 02-01-02 Возведение стен с помощью каменной
кладки
5420,66 712,24 0,76
По результатам расчетов в таблице приведены сметная стоимость, сметная заработная плата и нормативная трудоемкость, где наглядно видно удешевление затрат на возведение наружных стен и сокращение сроков строительства по нормативной трудоемкости.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
8 9
Рисунок 3
Рисунок 4
ЛИТЕРАТУРА1 Лихненко И. В. Теплотехнический расчет ограждающих
конструкций гражданских зданий. Методическое указания – Оренбург: ГОУ ОГУ, 2003 – 26 с.
2 СП РК 2.04–107–201 Строительная теплотехника3 СН РК 2.04–21–2004 Энергопотребление и тепловая защита
гражданских зданий4 Сайт https://www.smartcalc.ru/ Теплотехнический расчет
ограждающих конструкций5 Сметная программа АВС–4 версия (2018.3.1)6 Кудерин М. К. Определение сметной стоимости строительства.
Учебное пособие – Павлодар, 2004 г.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
10 11
7 Нормативный документ по определению сметной стоимости строительства в Республики Казахстан. Приложение № 1 к приказу Председателя Комитета по делам строительства и жилищно-коммунального хозяйства Министерства по инвестициям и развитию Республики Казахстан от 14.11.2017г. № 249 нк.
ГИДРОИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ НА ОСНОВЕ МЕСТНЫХ РЕСУРСОВ
ЕРКЕБАЙ А. М.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
СТАНЕВИЧ В. Т.к.т.н., профессор, ПГУ имени С. Торайгырова, г. Павлодар
В настоящее время в Казахстане осуществляется широкомасштабное строительство промышленных и жилых зданий, мостов, дорог, магистральных трубопроводов и других сооружений. Для обеспечения этих видов деятельности необходимо большое количество различных строительных материалов, причем требования к ним непрерывно повышаются.
Разработано большое разнообразие кровельных и гидроизоляционных мастик и материалов, отличающихся по виду порошкообразных твердых эмульгаторов, вяжущих, составу, технологии приготовления и качеству. Несмотря на явные преимущества мастик по сравнению с рулонными материалами по технологическим, экономическим, экологическим, в некоторых случаях по качественным показателям, эти материалы в современной строительной практике используются в ограниченных объемах.
Сроки службы битумных и битумополимерных покрытий кровель составляют от 3–4 до 12–15 лет, после чего необходимо производить капитальный ремонт Опыт устройства мастичных кровель показывает, что в некоторых случаях такие кровли теряют водоизоляционные качества из-за образования трещин вследствие зимнего раскрытия трещин в цементно-песчаных стяжках. Кроме того, деформативность покрытия снижается также под влиянием старения. Трудоемкость устройства цементно-песчаных стяжек и ухода в период их твердения является частой причиной некачественного водоотвода с поверхности устроенных на них покрытий, что вызывает их преждевременный выход из строя. Устройство стяжек из горячего асфальтобетона или
керамзитобетона хотя и позволяет повысить их трещиностойкость и кровельных покрытий в целом, однако из-за быстрого остывания слоев из таких смесей усложняется их укладка, выравнивание и уплотнение, что также не позволяет обеспечить требуемый поверхностный водоотвод кровель, особенно при малых уклонах. Холодные битумоминеральные композиции на битумных эмульсиях или асфальтобетон, приготавливаемые и укладываемые при температурах выше 5 °С, представляют интерес для использования в качестве выравнивающих стяжек, поскольку их технологичность превосходит стяжки из цементно-песчаных растворов или горячих асфальтобетонов и керамзитоасфальтобетонов [1, с. 33].
Рулонные кровельные и гидроизоляционные материалы находятся в ряду постоянного спроса. Поэтому создание невулканизованных и неармированных рулонных кровельных и гидроизоляционных материалов с добавкой полимера является вполне актуальной.
Невулканизованные рулонные кровельные материалы представляют собой самостоятельный класс востребованных изделий, отличающихся тем, что их эксплуатация на объектах осуществляется в невулканизованном состоянии. К преимуществам производства таких материалов, по сравнению с вулканизованными, относится следующее: отказ от процесса вулканизации, повышение экологической безопасности производства за счет уменьшения вредных выбросов в атмосферу, высокий уровень адгезии полученных материалов, возможность эффективно использовать метод сплошного приклеивания при монтаже и ремонте кровли. В настоящее время при изготовлении невулканизованных кровельных материалов для повышения их прочности применяется армирование. Невулканизованные армированные материалы являются оптимальными при устройстве кровель, подвергающихся высоким ветровым нагрузкам или имеющим сложный рельеф. Несмотря на некоторые указанные преимущества при производстве и применении невулканизованных армированных эластомерных кровельных и гидроизоляционных материалов, они обладают также и недостатками [2, с. 17].
Практика показала, что одной из основных причин брака армированных материалов являются дефекты, возникающие при дублировании армирующей основы с резиновой смесью (разрывы, отслоения основы, неровное дублирование).
Поэтому отказ от армирования позволит снизить стоимость готового материала не только за счет армирующей основы, но также

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
12 13
благодаря уменьшению количества брака и сокращению одной стадии технологического процесса.
Таким образом, первоочередной задачей является создание универсальной рецептуры для изготовления эластичных рулонных кровельных и гидроизоляционных материалов, не требующих вулканизации и армирования, обладающих высокими техническими и эксплуатационными характеристиками, в том числе очень важной для группы невулканизованных материалов характеристикой – стойкостью к статическому продавливанию.
Такие материалы необходимы и пригодны для ремонта практически любой кровли без снятия старого покрытия, для устройства нового кровельного покрытия на кровлях с любым, в том числе сложным рельефом, повышенными ветровыми нагрузками и большими углами уклона; монтаж этих покрытий можно осуществлять методом сплошного приклеивания при помощи доступных клеящих мастик.
Создание невулканизованного и неармированного кровельного и гидроизоляционного материала на основании имеющихся резиновых смесей невозможно в силу их низкой когезионной прочности и отсутствия стойкости к статическому продавливанию [3, с. 28].
Применение полимеров совместно с каучуками для повышения прочности композиции является известным способом. Так, например, существуют материалы, обладающие высокой прочностью и сопротивлением продавливанию на основе пластиков, содержащих в своем составе до 25 % эластомера. Однако, они непригодны для монтажа методом сплошного приклеивания, потому что основой в этих системах является пластик.
На основании проведенных экспериментальных работ разработаны составы для эластичных невулканизованных и неармированных рулонных материалов, полимерная основа которой состоит из комбинации бутилкаучука, полиэтилена, которые являются продуктами производства химических заводов. Составы предназначены для изготовления эластичных невулканизованных и неармированных рулонных покрытий, применение которых возможно по многоцелевому назначению, а именно:
– для изготовления эластичных невулканизованных и неармированных рулонных кровельных материалов, применяющихся для устройства кровельного покрытия;
– для изготовления эластомерных невулканизованных и неармированных рулонных кровельных материалов, применяющихся
для ремонта практически любых кровель без снятия материалов старого кровельного покрытия.
Разработанные в лаборатории составы обеспечивают покрытиям высокую адгезию к различным поверхностям кровель, стен и других деталей строительных сооружений, достаточную прочность в невулканизованном состоянии, стойкость к статическому продавливанию, меньшую массу за счет отсутствия армирующей основы, снижение себестоимости за счет: уменьшения расхода массы резиновой смеси на 1 м2 покрытия. Например, введение в сырую битумно-резиновую смесь до 30 % полиэтилена не влияет на адгезионные свойства образцов смесей, но являются нестойкими к статическому продавливанию. Температура размягчения исследованных смесей с введением полиэтилена повышается. Также из полученных результатов был сделан вывод о том, что введение в резиновые смеси полиэтилена приводит к увеличению прочности и к уменьшению относительного удлинения.
Полученные данные можно объяснить следующим образом: полиэтилены распределены в сырых резиновых смесях в виде дисперсии мелких частиц, играющих роль наполнителя. Макромолекулы полиэтилена вступают с ними во взаимодействие, в результате чего подвижность макромолекул в битумно-резиновых смесях уменьшается. Результаты работы представлены в таблице.
Таблица 1 – Показатели смеси для производства эластичных кровельных и гидроизоляционных материалов
Наименование показателей ПоказателиПрочность, МПа 5,3
Относительное удлинение, % 150Водопоглощение за 24 часа, %по массе 0,04
Прочность на отрыв, при приклеивании клеящей мастикой, кгс/см2
-к стали-к бетону
4,9 4,8
Гибкость при температуре не выше 0С –50
Теплостойкость в течении 6 часов при 800 С нет вздутий и деформации на поверхности образцов
Стойкость к статическому продавливанию выдерживает испытание
В результате проведенных работ была установлена возможность создания битумно-резиновых смесей для кровельных и гидроизоляционных материалов на основе битума Павлодарского нефтеперерабатывающего комбината с применением полиэтилена, обладающих стойкостью к статическому продавливанию. На

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
14 15
свойства таких смесей большое влияние оказывают марка полиэтилена и соотношение входящих в эластомерные композиции составляющих компонентов.
Полученные данные позволяют рекомендовать разработанный состав гидроизоляционной смеси на основе битума и полиэтилена для изготовления невулканизованных и неармированных рулонных кровельных и гидроизоляционных материалов многоцелевого назначения.
Применение в строительных материалах отходов химических процессов нефтеперерабатывающих заводов открывает не только возможности создания строительных покрытий с повышенными и специализированными свойствами, необходимыми в конкретных условиях эксплуатации, но и позволяет снизить количество отходов нефтехимических предприятий, чем повысить их рентабельность.
ЛИТЕРАТУРА1 Асельдеров Б. Ш. Влияние режимов приготовления
асфальтобетонных смесей с резиновой крошкой «Унирем» на свойства асфальтобетонов / Б.Ш. Асельдеров, М.И. Лернер, Б.Г. Печеный // Вестник Дагестанского государственного технического университета. Технические науки. – № 2. – 2011. С.31–36.
2 Высоцкая М. А. Тенденции развития наномодификации композитов на органических вяжущих в дорожно-строительной отрасли / М. А. Высоцкая, Д. А. Кузнецов, С.Ю. Русина, Е.В. Чевтаева, Д. А. Беликов // Вестник БГТУ им. В.Г. Шухова. – №6. – 2013. С. 17-20.
3 Киндеев О. Н. Влияние вида пластификатора на свойства битума и полимернобитумных вяжущих / О. Н. Киндеев, М. А. Высоцкая, С. Ю. Шеховцова // Вестник БГТУ им. В. Г. Шухова. – №1. – 2016. С. 26–31.
СВАЙНО-ЛЕНТОЧНЫЙ ФУНДАМЕНТ ТИСЭ(ТЕХНОЛОГИЯ ИНДИВИДУАЛЬНОГО
СТРОИТЕЛЬСТВА И ЭКОЛОГИЯ)
ЖАНИЯ К. Жмагистр кафедра ПГТС, ПГУ имени Торайгырова, г. Павлодар
КУДЕРИН М. Кд.т.н., профессор, ПГУ имени Торайгырова, г. Павлодар
В зданиях и сооружениях, с истечением определенного времени, возникают всевозможные деформации, связанные с эксплуатацией
этого объекта и вызванные разного рода причинами. Очень часто деформацию вызывает неравномерные осадки, которые, в свою очередь, также оказывают негативное влияние, то есть изменение или разрушение различных несущих конструкций. Поэтому, при устройстве фундаментов, необходимо принять тщательно оптимизированное и продуманное решение - усиление фундамента эффективными и рациональными способоми.
Стабильность здания и безопасность его жителей зависит от устройства фундамента и ошибки, допущенные при выполнении строительства фундамента, очень трудно исправить уже при завершении строительства. Поэтому, очень важно не только спланировать весь ход работы, но и выбрать и использовать качественный инструмент и материалы.
Фундаменты и их разновидности подбираются в зависимости от типа возводимого на них строения. Каждый тип основания имеет свои не только конструктивные особенности, но и нюансы применения. Факторами выбора того или иного фундамента служат характеристики грунта, а именно, его несущая способность, а именно, возможность выдерживать определенные нагрузки. Различают следующие виды грунтов:
• скалистые/каменистые (не изменяют характеристик под влиянием влаги, перемены температурного режима).
• песчаные (относятся к слабопромерзаемым, хорошо трамбуются, уплотняются).
• глинистые (глубоко промерзают и вспучиваются, могут разжижаться при обильном увлажнении).
• торфяные(осушенные болота, водоемы), суглинки, супеси (смесь частиц глины и песка, их поведение зависит от баланса этих компонентов).
• хрящеватые (смесь глины, песка и мелкого камня, достаточно надежные).
Глубина промерзания грунта во многом зависит от принятого типа. Например, чем больше его насыщение водой, тем сильнее пучение. Такие подвижки грунта (в частности весной) могут выталкивать фундамент, оказывать воздействие на его разрыв в горизонтальном и вертикальном направлениях. От их уровня грунтовых вод зависит глубина заложения фундамента (определяется инженерно-геологическими исследованиями). Для строительства зданий на малозаглубленных фундаментах, традиционно рассматривают четыре основных типа: Столбчатый, Ленточный, Свайный и Плитный.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
16 17
В данной статье рассмотрим свайно-ленточный фундаментах ТИСЭ (технология индивидуального строительства и экология). В каких случаях рационально использовать такие основания, какими преимуществами и недостатками они обладают.
Фундамент ТИСЭ представляет собой основание свайно-ленточного типа, которое сформировано из буронабивных свай, уширенных в нижней части, и поднятого железобетонного ростверка.
Рисунок 1 – Схема фундамента ТИСЭ
Такой фундамент можно возвести имея в арсенале лишь ручной бур ТИСЭ в – конструкцию, оборудованную режуще-расширительным стаканом, который создает куполообразное уширение на дне скважины. Сфера применения фундаментов ТИСЭ крайне обширна, по сути, это универсальный вариант основания под любые проекты индивидуального строительства. На фундаменте ТИСЭ могут возводиться следующие виды зданий:
• Одноэтажные кирпичные дома;• Двухэтажные здания из легких материалов – бруса, сруба,
пенобетона и каркасных панелей;• Сельскохозяйственные и нежилые технические помещения
гаражи, мастерские;• Тяжелые кирпичные и бетонные заборы.В плане грунтовых условий фундаменты ТИСЭ не имеют
практически никаких противопоказаний, они хорошо себя зарекомендовали на: глинистой почве, песчаных грунтах, лессах, суглинках и супесях.
Ключевым преимуществом фундаментов ТИСЭ является простота их обустройства – для возведения такого основания не обязательно пользоваться услугами сторонних организаций. При наличии требуемого оборудования и знании методики весь спектр работ можно выполнить своими силами.
Второе важно достоинство - невысокая финансовая стоимость реализации проекта, которая обуславливается минимальным количеством расходуемых материалов.
Для примера рассмотрим сравнение затрат бетона на заливку ленточного фундамента и основания ТИСЭ:
Ленточный фундамент, при заложении ленты длиной 30 метров на 70 сантиметров вглубь почвы (возьмем стандартную ширину ленты 40 см, под полуторную кладку), требует использования 8.4 кубометров бетона;
Для заливки фундамента ТИСЭ, состоящего из 20-ти свайных опор, заложенных на глубину 1.2 метра, нужно лишь два кубометра бетона.
Отсутствие необходимости использования специальной строительной техники способствует тому, что все фундаментные работы можно проводить полностью автономно – не нужно организовывать электроснабжение и водоснабжение строительной площадки, что также сказывается на экономии финансов.
Рисунок 2 – Схема конструкции свай ТИСЭ

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
18 19
При проведении расчета фундамента, следует учесть несущую способность каждой опоры. Она зависит от типа, особенностей почвы, размера сечения опоры. При выполнении расчета по определению предполагаемой глубины бурения нужно ориентироваться на уровень промерзания почвы, дополнительно прибавив к полученному значению 0,2 м.
ЛИТЕРАТУРА1 Купчикова Н. В. Влияние уплотнения грунта со щебнем
на жесткость основания // Промышленное и гражданское строительство. 2007. № 10.
2 Цытович Н. А. Основания и фундаменты. СПб. : Книга по Требованию, 2012. 382 с.
3 Тетиор А. Н. Фундаменты. М. : Академия, 2010. 400 с.4 Купчикова Н. В. Численные исследования работы системы
«свайное основание – усиливающие элементы» методом конечных элементов // Строительство и реконструкция. 2013. № 6 (50). С. 28–36.
5 Купчикова Н. В. Технологическая эффективность применения свай с поверхностными уширениями в зависимости от изменения геометрии сборных клиньев в просадочных грунтах // Промышленное и гражданское строительство. 2014. № 6.
ПОЛИСТИРОЛБЕТОН – ВОЗМОЖНОСТИ И ПЕРСПЕКТИВЫ ПРОИЗВОДСТВА И ПРИМЕНЕНИЯ
КАПАНОВА А. С.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
СТАНЕВИЧ В. Т. к.т.н., профессор, ПГУ имени С. Торайгырова, г. Павлодар
В Республике Казахстан строительная индустрия стремительно развивается. В 2008 году по данным, общий объем производства железобетонных и бетонных изделий составил 2713 тыс. тонн. В 2013 году общий объем производства железобетонных и бетонных изделий составил 4854 тыс. тонн.
В Странах Западной Европы полистиролбетон низкой плотности применяется в качестве морозостойкого основания для железных дорог, для изготовления стеновых панелей, утепления кровель, теплового основания для основания животноводческих
зданий. Швейцарская компания с 1972 года из полистиролбетона средней плотности 300-500 кг/м3 выпускает теплоизоляционные плиты для малоэтажного строительства.
Огромный интерес в современном строительстве к полистиролбетону, обусловлен его низким коэффициентом теплопроводности, низкой плотностью, высокой морозостойкостью, долговечностью в отличии от полимерных материалов, которые значительно быстрее стареют и разрушаются; экологичной безопасностью, обладает низкой сорбционной влажностью (позволяют материалу сохранять низкие значения теплопроводности в условиях повышенной влажности); биологически нейтрален, устойчив к плесени, не имеет запаха, стоек к воздействию пластификаторов, растворителей, бензина, дизельного топлива, солям почвы, кислот и щелочей. Блоки из него водонепроницаемы, не боятся воздействия прямых солнечных лучей, легко подаются обработке, выполнены без стальной арматуры, значит не создают помех радиоволнам, отсутствует искажение геомагнитного поля внутри помещений.
Полистиролбетон является относительно «молодым» строительным материалом плотностью – 200-600 кг/м3 . В настоящее время используется для монолитной теплоизоляции однослойных ограждающих конструкций, а также для производства стеновых блоков, перемычек и других теплоизоляционных изделий. На сегодняшний день полистиролбетонный утеплитель является практически незаменимым материалом для теплоизоляции горизонтальных и вертикальных стыков наружных стен крупнопанельных конструкций. Характерной особенностью полистиролбетона в сравнении с другими легкими бетонами на пористых заполнителях является огромное (в 20-30 раз) различие между плотностью гранул заполнителя и цементной матрицы.
Повышение требований по энергоресурсосбережению в строительстве ставится в приоритетное положение особо легкий полистиролбетон (ПСБ) плотностью от 150 до 600 кг/м3 , прочностью 0,2-3,5 МПа, морозостойкостью F25-F100 по ГОСТ Р 51263-99, разработанный ВНИИжелезобетоном, занимающий особое место как наиболее эффективный теплоизоляционно-конструктивный материал.
В отличие от ближайшего аналога- ячеистого бетона- полистиролбетон представляет собой принципиально новый класс теплоизоляционно-конструкционных бетонов, обладающих уникальными свойствами: повышенной в среднем в 2,5 раза

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
20 21
прочностью на растяжении при изгибе и на 10-15 % прочностью на сжатие; пониженными в 1,5 раза водопоглащением, на 10-30% теплопроводностью и в 2,7 раза паропроницаемостью.
Морозостойкость ПСБ значительно выше, чем у автоклавных ячеистых бетонов, испытываемых по регламентируемой ГОСТ 31359-2007 мягкой методике с оттаиванием замороженных образцов над водой, что приводит к их постепенному высыханию, уменьшению деструкционных процессов и завышению показателей морозостойкости на 2-3 марки против жесткой методики ГОСТ 10060.1-95 с оттаиванием образцов в воде. В условиях отсутствия единой методики испытаний легких бетонов для сопоставления с ячеистым бетоном Мрз полистиролбетона должна умножаться на повышенный коэффициент К=2.
Полистиролбетон ГОСТ 51263 - 99 – это легкий бетон на цементном вяжущем и пористом заполнителе. В качестве пористого заполнителя для производства полистиролбетона используется вспененный гранулированный полистирол. Гранулы полистирола получают путем одно- либо многоступенчатого вспенивания суспензионного вспенивающегося полистирола. Полистирольный заполнитель по размерам гранул подразделяют на крупный (5 – 20 мм) и мелкий (0 – 5 мм). Учитывая малый объемный вес вспененных полистирольных гранул, которые на 90 – 98% состоит из воздуха, утверждают, что вспененный полистирол на сегодняшний день является наиболее эффективным заполнителем для бетона изоляционно-строительного назначения. При этом характер пористости гранул вспененного полистирола, обеспечивает не только уникальными теплоизоляционными свойствами, также низким водопоглащением.
При подборе состава полистиролбетона особое внимание уделено использованию местных сырьевых материалов, в частности техногенных отходов, утилизация которых способствуют оздоровлению окружающей среды. Производство высококачественного заполнителя требуемых гранулометрических характеристик из низкосортного сырья и переработка отходов – один из путей снижения стоимости полистиролбетона. Однако, относительно высокая стоимость полистиролбетона по сравнению со стоимостью некоторых других видов теплоизоляционных строительных материалов сдерживает продвижение материала.
Из исследований Л. И. Дворкина, О. Л. Дворкина, Ю. В.Гарницкого [1] предложены модифицированные зависимости прочности бетона, использующие приведенное водно-цементное
отношение и мультипликативный коэффициент. Зависимость прочности бетона от Ц/В или В/Ц рассматривали как следствие, вытекающее из физической зависимости прочности твердых материалов от их относительной плотности или пористости.
Параметром, связанным с прочностью, как для тяжелых так и для легких бетонов может быть «приведенное Ц/В», которое автор записал для легких бетонов как:
(1)
где: Пк и Wk0 - соответственно пористость и объемное водопоглаще-
ние пористого заполнителя; Vk - объемное содержание пористого заполнителя в бетонной
смеси л/м3 .В зависимости (1) к влиянию эквивалентного количества воды
приводится не только влияние воздуха в затвердевшем бетоне, но и объем пор, образованных заполнителем.
При обработке экспериментальных данных и материалов справочников показали, что плотность легких бетонов на пористых заполнителях связана с параметром (Ц/В)пр линейной зависимостью, что подтвердило справедливость правила приведенного Ц/В и для полистиролбетона. Учет влияния активных минеральных добавок, вовлеченного воздуха, других технологических факторов возможен при использовании соотношения «приведенного Ц/В» и мультипликативных коэффициентов в формулах прочности. Такой подход позволил разработать ряд современных методик проектирования составов как для тяжелых, так и для легких бетонов с заданными свойствами.
В статье [2] авторы провели итоги исследований с целью получения расчетных зависимостей подвижности и прочности полистиролбетона и на их основе разработали методику проектирования составов полистиролбетонных смесей. При этом использовались общие теоретические предпосылки, применяемые в расчетно-экспериментальных методах проектирования составов как тяжелых, так и для легких бетонов.[1] Для мелкозернистых полистиролбетонных смесей, пригодным критерием подвижности является величина погружения стандартного конуса. Как показали исследования авторов, этот критерий является более чувствительным, чем осадка стандартного конуса.
«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
22 23
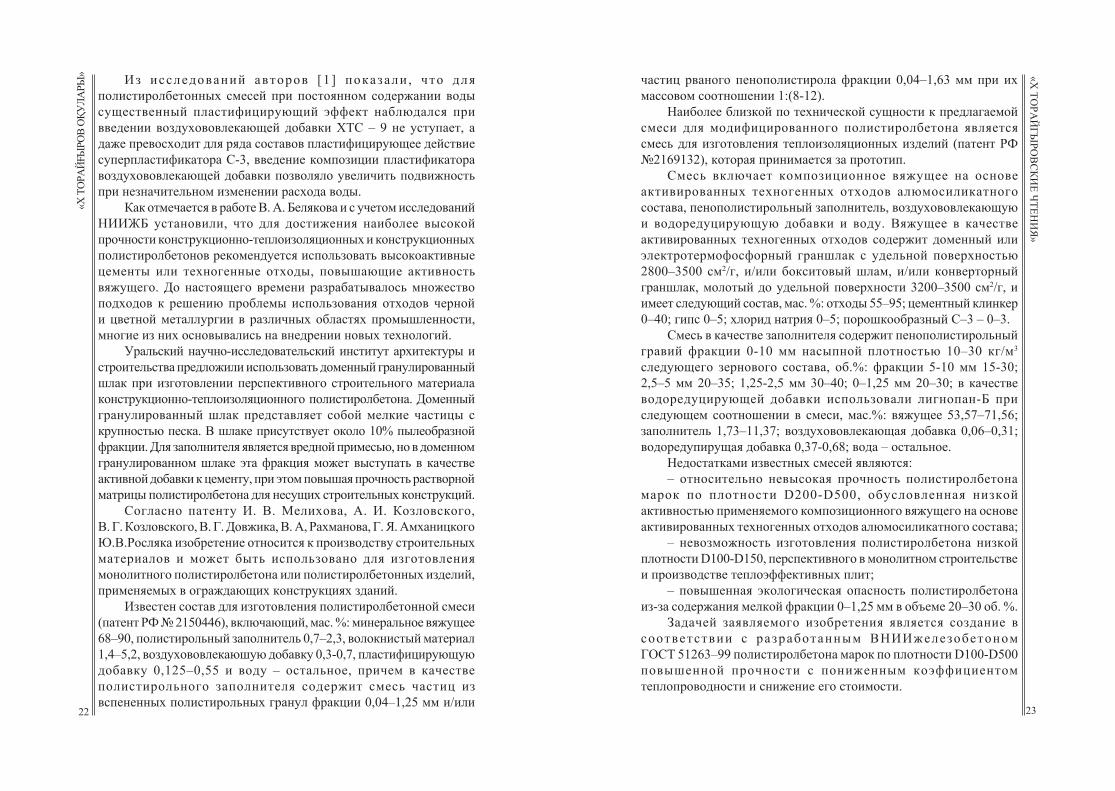
Из исследований авторов [1 ] показали , что для полистиролбетонных смесей при постоянном содержании воды существенный пластифицирующий эффект наблюдался при введении воздухововлекающей добавки ХТС – 9 не уступает, а даже превосходит для ряда составов пластифицирующее действие суперпластификатора С-3, введение композиции пластификатора воздухововлекающей добавки позволяло увеличить подвижность при незначительном изменении расхода воды.
Как отмечается в работе В. А. Белякова и с учетом исследований НИИЖБ установили, что для достижения наиболее высокой прочности конструкционно-теплоизоляционных и конструкционных полистиролбетонов рекомендуется использовать высокоактивные цементы или техногенные отходы, повышающие активность вяжущего. До настоящего времени разрабатывалось множество подходов к решению проблемы использования отходов черной и цветной металлургии в различных областях промышленности, многие из них основывались на внедрении новых технологий.
Уральский научно-исследовательский институт архитектуры и строительства предложили использовать доменный гранулированный шлак при изготовлении перспективного строительного материала конструкционно-теплоизоляционного полистиролбетона. Доменный гранулированный шлак представляет собой мелкие частицы с крупностью песка. В шлаке присутствует около 10% пылеобразной фракции. Для заполнителя является вредной примесью, но в доменном гранулированном шлаке эта фракция может выступать в качестве активной добавки к цементу, при этом повышая прочность растворной матрицы полистиролбетона для несущих строительных конструкций.
Согласно патенту И. В. Мелихова, А. И. Козловского, В. Г. Козловского, В. Г. Довжика, В. А, Рахманова, Г. Я. Амханицкого Ю.В.Росляка изобретение относится к производству строительных материалов и может быть использовано для изготовления монолитного полистиролбетона или полистиролбетонных изделий, применяемых в ограждающих конструкциях зданий.
Известен состав для изготовления полистиролбетонной смеси (патент РФ № 2150446), включающий, мас. %: минеральное вяжущее 68–90, полистирольный заполнитель 0,7–2,3, волокнистый материал 1,4–5,2, воздухововлекаюшую добавку 0,3-0,7, пластифицирующую добавку 0,125–0,55 и воду – остальное, причем в качестве полистирольного заполнителя содержит смесь частиц из вспененных полистирольных гранул фракции 0,04–1,25 мм и/или
частиц рваного пенополистирола фракции 0,04–1,63 мм при их массовом соотношении 1:(8-12).
Наиболее близкой по технической сущности к предлагаемой смеси для модифицированного полистиролбетона является смесь для изготовления теплоизоляционных изделий (патент РФ №2169132), которая принимается за прототип.
Смесь включает композиционное вяжущее на основе активированных техногенных отходов алюмосиликатного состава, пенополистирольный заполнитель, воздухововлекающую и водоредуцирующую добавки и воду. Вяжущее в качестве активированных техногенных отходов содержит доменный или электротермофосфорный граншлак с удельной поверхностью 2800–3500 см2/г, и/или бокситовый шлам, и/или конверторный граншлак, молотый до удельной поверхности 3200–3500 см2/г, и имеет следующий состав, мас. %: отходы 55–95; цементный клинкер 0–40; гипс 0–5; хлорид натрия 0–5; порошкообразный С–3 – 0–3.
Смесь в качестве заполнителя содержит пенополистирольный гравий фракции 0-10 мм насыпной плотностью 10–30 кг/м3 следующего зернового состава, об.%: фракции 5-10 мм 15-30; 2,5–5 мм 20–35; 1,25-2,5 мм 30–40; 0–1,25 мм 20–30; в качестве водоредуцирующей добавки использовали лигнопан-Б при следующем соотношении в смеси, мас.%: вяжущее 53,57–71,56; заполнитель 1,73–11,37; воздухововлекающая добавка 0,06–0,31; водоредупирущая добавка 0,37-0,68; вода – остальное.
Недостатками известных смесей являются:– относительно невысокая прочность полистиролбетона
марок по плотности D200-D500, обусловленная низкой активностью применяемого композиционного вяжущего на основе активированных техногенных отходов алюмосиликатного состава;
– невозможность изготовления полистиролбетона низкой плотности D100-D150, перспективного в монолитном строительстве и производстве теплоэффективных плит;
– повышенная экологическая опасность полистиролбетона из-за содержания мелкой фракции 0–1,25 мм в объеме 20–30 об. %.
Задачей заявляемого изобретения является создание в соответствии с разработанным ВНИИжелезобетоном ГОСТ 51263–99 полистиролбетона марок по плотности D100-D500 повышенной прочности с пониженным коэффициентом теплопроводности и снижение его стоимости.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
24 25
Вопросы экологии, ресурсосбережения и энергосбережения в настоящее время выходит на первый план. Идеология безграничного технического прогесса уступает место концепции устойчивого развития, учитывающей интересы не только нынешнего, но и будущих поколений. Одно из направлений реализации этой концепции – использование отходов производства и потребления, накапливающихся в отвалах и полигонах, и представляющих собой техногенное сырье. Вопросы утилизации отходов и контроля загрязнения среды занимают важное место в структуре тематической области «Рационального природопользования» затрагивая все ее основные разделы.
ЛИТЕРАТУРА1 Дворкин Л. И., Дворкин О. Л., Гарницкий Ю. В. Методика
проектирования состава полистиролбетона с заданными свойствами. Строительные материалы. Технология бетонов № 1–2, – 2015. с. 42–46.
2 Дворкин Л. И., Дворкин О. Л., Гарницкий Ю.В. Особобыстротвердеющие высокопрочные бетоны. Строительные материалы. Технология бетонов № 5–6, – 2016 . с. 49–53.
3 Дворкин Л.И., Дворкин О.Л., Гарницкий Ю.В. Модифицированные расчетной зависимости от цементно-водного отношения Строительные материалы. Технология бетонов № 5–6, – 2015 . с. 52–56
4 Беляков В.А, Диссертация. Прочностные, деформационные и эксплуатационные свойства полистиролбетона для строительных конструкций и изделий. Екатеринбург – 2010.
5 Аруова Л.Б., Бисенов К.А. и др. Технология использования солнечной энергии в производстве различных видов бетонов // Технология бетонов, научно-технический журнал, – 2014, № 12, с.31–34.
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СТРУКТУРНЫХ ИЗОЛЯЦИОННЫХ SIP ПАНЕЛЕЙ
ОМАРОВ Е. К.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
КУСАИНОВ А. А.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
ОМАРОВ Ж. М.к.т.н., ассоц. профессор, ПГУ имени С. Торайгырова, г. Павлодар
В данной статье рассматривается изобретение типа сэндвич-панели, которое относится к строительным материалам, в
частности к материалам для строительства и реконструкции каркасных и панельных производственных и общественных зданий малой этажности. Технический результат, достигаемый при реализации заявленной группы изобретений, состоит в повышении надежности и долговечности строительной панели и сооружения в целом, упрощении монтажа панели, снижении стоимости строительной панели и сооружения в целом, улучшении экологических характеристик строительной панели, что и является актуальностью статьи. Строительная сэндвич-панель предназначена для возведения кровли или стен сооружения и включает в себя наружную и внутреннюю обшивки, выполненные из алюминиевых или стальных профилированных листов, и размещенный между ними слой утеплителя из пенопласта на основе полистирола или из минеральной ваты.
В настоящее время качественно новый подход к строительству требует предложения высокотехнологичных материалов, позволяющих свести к минимуму затраты на строительство и эксплуатацию зданий и сооружений различного назначения.
В 2002 году состоялся ввод в эксплуатацию современной автоматизированной линии с компьютерным управлением ведущего мирового производителя оборудования для непрерывного изготовления трехслойных (тепло-, шумо-) изолирующих сэндвич-панелей.
Ввод в эксплуатацию (январь 2004 г.) второй очереди – самой современной полностью автоматизированной линии нового поколения по производству стеновых и кровельных сэндвич панелей позволил компании предложить потребителям уникальный ассортимент выпускаемой продукции.
Стеновые и кровельные сэндвич-панели изготавливаются на производственной базе ТОО СПП «Металлоизделия» (Предприятие создано в 1997 году и специализируется на изготовлении строительных металлоконструкций).
На сегодняшний день производство, оснащенное по последнему слову техники, дает предприятию возможность изготавливать 5 видов стеновых и 3 вида кровельных сэндвич панелей эксклюзивного качества. Надежные, более совершенные замковые соединения (Z-Lock нового образца с присущими ему совершенными характеристиками прочности и герметичности, DPR-панель с повышенной конструкционной прочностью, Concealend Fix для реализации престижных проектов, надежная и «дышащая» при

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
26 27
температурном расширении фальцевая кровля и т.д.): многообразие профилирования наружных обшивок, высокие прочностные характеристики все эти преимущества по достоинству оценили Потребители Казахстана, России, Украины.
С целью наращивания объемов производства панелей «сэндвич», предприятием были приобретены высокопроизводительные станки для производства фасонных элементов производства Германии.
Высококвалифицированными специалистами предприятия на основании учета требований потребителей созданы и запатентованы новые виды продукции («угловая» панель, монопанель для облицовки и утепления фасадов существующих зданий). Новая продукция не только экономит время и денежные средства при возведении здания, но и придает строению неповторимый эстетический вид.
Задача статьи, состоит в рассмотрении повышении прочности сэндвич-панели и ее устойчивости к деформации, облегчении панели, совершенствовании элементов конструкции, предназначенных для монтажа панели, обеспечении ее огнеупорности и исключении вредных компонентов из конструкции строительной панели. Технический результат, достигаемый при реализации заявленной группы изобретений, состоит в повышении надежности и долговечности строительной панели и сооружения в целом, упрощении и увеличении числа возможных вариантов монтажа панели, снижении стоимости строительной панели и сооружения в целом, улучшении экологических характеристик строительной панели.
Целью данной статьи является показать, что же из себя представляет сэндвич-панель, её предназначение, определить количественные и качественные характеристики, произвести классификацию испытаний, описать порядок и правила проведения сертификации продукции, оценить затраты использованные для изготовления изделия, а также предусмотреть факторы вредные для организма человека при изготовлении сэндвич-панелей.
Если отбросить архитектурные и эстетические требования к строительным объектам, то сэндвич-панели можно было бы назвать идеальным строительным материалом.
Во-первых, сэндвич-панели по теплотехническим характеристикам превосходят традиционные строительные материалы (кирпич, дерево, бетон) во много раз. Во-вторых, масса сэндвич-панелей в 10 – 20 раз меньше, чем у традиционных
материалов. То есть можно значительно снизить нагрузки на фундамент, а в каких-то случаях обходиться и вовсе без него. Значительно снижаются и расходы на транспортировку - нет необходимости в перевозке тяжелых железобетонных панелей или кирпича.
В-третьих, сэндвич-панели - недорогие и надежные конструкции, они позволяют экономить буквально на каждом этапе строительства, причем не только деньги, но и время. Например, крепление сэндвич-панели к каркасу производится очень быстро при помощи самонарезающих болтов по металлу или дереву - в зависимости от того, из чего сделан каркас. Кстати, благодаря этому можно при необходимости даже демонтировать конструкцию и перевезти здание в другое место.
В-четвертых, сэндвич-панели не требуют дополнительной отделки. Их поверхности - тонколистовая оцинкованная сталь - еще на заводе окрашиваются надежной краской или покрываются слоем полимера (Полиестр, Пурал, PVF-2 и т.д.).
Достоинства сэндвич-панелей для строителей можно перечислять и дальше. Но заметим, что и для эксплуатационников они тоже проблем не создают. Ведь их оболочка, как было сказано выше, изготавливается с хорошим и надежным антикоррозионным покрытием, материал утеплителя обладает низкой теплопроводностью, минимальным влагопоглощением, достаточной механической прочностью, высокой долговечностью. А сама сэндвич-панель устойчива к вредному ультрафиолетовому излучению, атмосферным и механическим воздействиям. Кроме того, через сэндвич-панели легко прокладываются любые коммуникации: сверлить или резать эту конструкцию не в пример легче, чем железобетонные панели.
Высокие теплоизоляционные свойства - важнейшая черта современных сэндвич-панелей. Сравните: сэндвич-панель с пенополистирольным либо минераловатным утеплителем толщиной 150 мм по теплоизоляционным свойствам соответствует стене из кирпича толщиной 900 мм. Благодаря этому при одинаковой толщине кирпичной стены и сэндвич-панели затраты на отопление снижаются в несколько раз.
Традиционные для сэндвич-панелей утеплители - минеральная вата либо пенистые изоляторы - пенополистирол или пенополиуретан. Однако сейчас появился новый вариант утепления, в которой используется сразу два материала - пенополистирол и минеральная

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
28 29
вата. Эти материалы чередуются поперечными слоями. За счет того, что используются более жесткие элементы из минеральной ваты, общая жесткость конструкции повышается, а за счет более низкой теплопроводности пенополистирола улучшаются общие теплотехнические свойства такой сэндвич-панели. И в целом такая композиция по приведенному сопротивлению теплопередаче выигрывает по сравнению с минераловатным монозаполнителем, а по жесткости - перед однородным заполнением пенополистиролом.
Минеральная вата здесь нарезается на отдельные ламели, которые затем поворачиваются боком так, чтобы основные нити базальтового волокна были расположены вдоль теплового потока – от внутренней стенки панели к наружной. И в таком положении минватные ламели укладывают внутрь панели, чередуя с такими же ламелями из вспененного полистирола.
По сравнению с заполненной только полистиролом такая сэндвич-панель оказывается более пожаробезопасной. И хотя такие панели более многодельные для производителя, их преимущества гораздо выше по сравнению с традиционными вариантами. Испытание такие панели, прошли весьма неплохо.
Толщина сэндвич-панелей обычно колеблется от 10 см в южных районах страны до 20 см в холодных краях, на Крайнем Севере. Этот диапазон толщин охватывает все наши климатические регионы.
В ряде случаев, когда требуется особо высокая теплоизоляция (например, холодильники в жарком климате), используют две сэндвич-панели, установленные параллельно с засыпкой или заливкой между ними утеплителя.
Наиболее популярный вид сэндвич-панелей, соединяющий в себе отличное качество и низкую цену – панели с наполнителем E.P.S. (пенополистирол).
Сэндвич-панели со стекловолокнистым наполнителем Glasswool обладают не самыми высокими тепловыми характеристиками, но являются наименее горючим. Применяются при строительстве объектов с повышенными требованиями пожарной безопасности.
Сэндвич-панели с наполнителем Polyurethan (пенополиуретан) обладают наилучшими тепловыми характеристиками из всей группы. Более всего подходит для строительства холодильников и других подобных помещений.
В большинстве случаев сэндвич-панели представляют собой трехслойную конструкцию из двух профилированных металлических листов и наполнителя между ними. Как уже было
сказано, в качестве внешних слоев может быть использован металлический лист с различными покрытиями или без них. Обычно это холоднокатаная оцинкованная сталь с полимерным покрытием импортного или отечественного производства. В некоторых случаях может быть использована оцинкованная сталь без покрытия либо нержавеющая сталь. Для предотвращения повреждения металла при профилировании на него наносится специальная защитная пленка, которая снимается после монтажа панели.
ЛИТЕРАТУРА1 Методические указания по проектированию и строительству
сэндвич- панелей. Ред. У. Ильин, Ю. Скуянс, Г. Андерсонс, Я. Крейлис.
Латвийский сельскохозяйственный университет. Елгава 20052 Российская архитектурно-строительная энциклопедия. В 5-ти
томах.-М.: изд. «Триада», «Альфа».– 2004, 2005, 2006.3 Монахов Н. И. Справочное пособие заказчика. Справочник
строителя. В 2-х томах., 6-е изд., перераб. и доп.- М.: Стройиздат. -2001. – 256 с.
4 Васильев В. М., Панибратов Ю. П, Резник С. Д., Хитров В. А., Управление в строительстве. Уч. для вузов.-М.: изд. АСВ, 2004.– 456 с.
5 Организация строительного производства. Учебник для вузов. под ред. Т. Н. Цай, П. Г. Грабовый, Бальшаков В. А.и др.-М.:Изд. АСВ.2004–432 с.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
30 31
24 Секция. Темір жол құрылысы24 Секция. Строительство железных дорог
РАСШИРЕНИЕ СЕТЕЙ ПУНКТОВ ОБСЛУЖИВАНИЯ ПАССАЖИРОВ ВЫСОКОСКОРОСТНЫХ ПОЕЗДОВ
«ТУЛПАР-ТАЛЬГО»
НУРХАНОВА Ф. А.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
АХМЕТОВА А. А.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
Разработка Концепции проекта Закона «О железнодорожном транспорте» обусловлена необходимостью реализации пункта 30 Плана мероприятий по реализации Концепции по вхождению Казахстана в число 30-ти самых развитых государств мира на 2014–2020 годы, утвержденного постановлением Правительства Республики Казахстан от 30 июня 2014 года № 752.
В Послании Главы государства народу Казахстана от 31 января 2017 года «Третья модернизация Казахстана: глобальная конкурентоспособность» отмечена необходимость особого внимания управлению транспортной инфраструктурой, повышению уровня сервиса и устранению административных барьеров.
Для развития высокоскоростного железнодорожного движения в Казахстане 2011 году в Астане был построен завод по производству скоростных пассажирских вагонов «Тулпар-Тальго», не имеющий аналогов в СНГ. Строительство завода осуществлялось при совместном сотрудничестве Акционерного общества «Казахстан Темiр Жолы» и испанской компании «Patentes Talgo». Проект реализован в рамках государственной программы форсированного инновационно-индустриального развития, при поддержке президента Республики Казахстан Нурсултана Назарбаева.
В феврале 2011 года в Пекине состоялось подписание меморандума о сотрудничестве в области строительства высокоскоростной железнодорожной магистрали Астана – Алматы между КТЖ и Министерством железных дорог КНР. Предполагаемая скорость поезда–350 км/ч.
Развитие высокоскоростного железнодорожного движения за рубежом шло по трем направлениям. В Великобритании и Германии, например, с целью повышения скорости поездов
совершенствовалась конструкция подвижного состава и усиливался рельсовый путь; во Франции и Италии строились скоростные линии, стыкующиеся с уже имеющейся железнодорожной сетью; в Японии создавались высокоскоростные магистрали, изолированные от всех остальных железнодорожных путей.
Во Франции, например, уже давно высокоскоростное железнодорожное движение стало составлять успешную конкуренцию авиакомпаниям. В начале 80-х гг. прошлого века была пущена в эксплуатацию первая линия Юго-Восток – TGV, на которой поезда TGV (Train a grande vitesse) могли развивать скорость до 270 км/ч. В конце 80-х гг. была введена в строй новая скоростная пассажирская магистраль Париж – Атлантик, скорость движения поездов TGV-A на которой доведена до 300 км/ч. Южная часть этого коридора стыкуется с аналогичной линией в Испании, а северная часть высокоскоростной дороги присоединяется к скоростным магистралям Голландии, Германии, Бельгии и Англии (через туннель под проливом Ла-Манш).
Железные дороги являются достаточно востребованным видом транспорта в зарубежных странах, особенно в европейских государствах. Это связано с наличием густой и разветвленной сети железнодорожных линий, развитием высокоскоростного движения, высоким уровнем обслуживания в поездах, созданием единых согласованных систем обслуживания, а также с применением большого числа льготных тарифов.
Для улучшения обслуживания пассажиров высокоскоростных поездов необходимо развивать сеть сервиса. Практически во всех вагонах должны быть установлены устройства для кондиционирования воздуха; информационные табло с указанием плана размещения мест в вагоне; цветные пиктограммы, информирующие о работе ресторанов, занятости туалетов; должен приводиться перечень услуг, предоставляемых в поезде. Во многих поездах следует организовывать телефонную и почтовую связь; производить бронирование мест в гостиницах и заказ автомобиль напрокат, такси; для матерей с маленькими детьми следует предусматривать специальное оборудование – столы для пеленания, детские кроватки с ограждениями и т.п.; для перевозки личных автомобилей предоставлять специальные железнодорожные платформы.
Следует уделить большое внимание для людей с ограниченными возможностями, путешествующим железнодорожным транспортом. Для этого вокзалы уже оборудованы пандусами, а вагоны

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
32 33
– подъемниками для инвалидных колясок; внутри поезда предусмотрены специальные места для «колясочников» или специальные пересадочные кресла, туалетные комнаты обеспечены автоматическими раздвижными дверями, а также низко расположенными поручнями, сушками для рук, зеркалами, кнопками управления. Создаются специальные службы для сопровождения инвалидов от дома до вокзалов.
Например, Итальянская железнодорожная компания «Trenitalia Spa» оснащает свою сеть новыми поездами Coradia, сконструированными с использованием новейших технологий, позволяющими значительно снизить уровень шума в салонах и создать более комфортные условия путешествия. Для новых вагонов спроектирован низкий пол, что облегчает вход и выход пассажирам с детскими колясками, пожилым людям и инвалидам. Все вагоны и кабины машинистов оборудованы системами воздушного кондиционирования; в каждом вагоне предусмотрены специальные помещения для велосипедов, лыжного инвентаря и громоздкого багажа; для повышения безопасности в вагонах установлены камеры наблюдения. Кроме того, вагоны оснащены автоматическими информационно-справочными системами, специальными электроразъемами для подключения ноутбуков, электронных игр и систем питания мобильных телефонов.
Правилами обслуживания пассажиров большинства западноевропейских стран железнодорожными перевозчиками предусмотрено покрытие расходов, которые могут нести пассажиры в случае отмены или задержки поезда по вине железных дорог. В Германии, например, в 2002 г. вступили в действие более ужесточенные правила; согласно которым, пассажиру, поезд которого опоздал на 1,5 ч и более, выдается талон, дающий скидку при приобретении следующего билета. Если при стыковочном рейсе из-за сбоя в расписании человек не успеет на последний перед ночным перерывом поезд, железная дорога будет обязана доставить его к месту назначения на такси или поселить в гостинице за свой счет. На солидную компенсацию может рассчитывать пассажир в случае опоздания по вине железнодорожников на самолеты, паромы, автобусы. Со временем в Казахстане будут вводиться такие же правила обслуживания пассажиров по мере вхождения в топ-30 развитых и конкурентоспособных стран мира.
На всем протяжении существования и своего функционирования железнодорожный транспорт работает в тесной связи с другими отраслями народного хозяйства Республики Казахстан. Одной
из основных его задач является удовлетворение потребностей экономики в обеспечении своевременными грузовыми и пассажирскими перевозками. Формирование грузовых и пассажиропотоков, оптимизация расходов на эксплуатацию железных дорог, обеспечение безопасности движения поездов осуществляется в тесном сотрудничестве с зарубежными партнерами, в рамках международных соглашений.
Оптимально сформированная и реализуемая транспортная политика, а также стратегия развития, разработанная с учетом потребностей государства и потребителей, согласно ранее подписанным международным соглашениям в сфере железнодорожного транспорта, ориентированная на привлечение инвестиций в данную отрасль и соответственно в экономику государства, непосредственно будет играть одну из основополагающих ролей при обеспечении устойчивой социально-экономической политики государства на перспективу.
При проработке перспективных планов развития необходимо тщательно изучить состояние отрасли на предмет выявления «узких мест», ключевых моментов, нуждающихся в корректировке для дальнейшего социально-экономического развития страны и отрасли: необходимость обновления основных фондов железнодорожного транспорта; наращивание технического и технологического уровня железнодорожной техники; необходимость равномерного развития инфраструктуры железнодорожного транспорта, увеличение пропускных и провозных способностей железнодорожных линий; необходимость создания условий для привлечения инвестиций в сферу железнодорожного транспорта и роста объемов транзитных грузовых перевозок; необходимость повышения безопасности функционирования железнодорожного транспорта; необходимость увеличения протяженности электрифицированных линий; необходимость строительства новых участков железнодорожных линий для обеспечения удовлетворения потребностей экономики страны в своевременной доставке готовой продукции, сырья и материалов; необходимость увеличения установленных скоростей движений на полигоне республики для повышения привлекательности и комфортабельности железнодорожного транспорта, а также развития сферы туристических услуг; необходимость повышения привлекательности железных дорог страны с привлечением инвестиций для реализации проектов по развитию и созданию новых транспортных коридоров; необходимость проведения исследований

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
34 35
и научных разработок для обеспечения динамического развития общества, внедрения инновационных технологий и повышения его технического уровня, расширение сотрудничества в указанной сфере; развитие скоростного и высокоскоростного пассажирских сообщений; формирование согласованной политики в области технического регулирования, безопасности движения и защиты окружающей среды; формирование и развитие рынка транспортных, экспедиторских и других логистических услуг; развитие системы мультимодальных транспортно-логистических центров для развития системы транспортных коридоров; развитие железнодорожных межгосударственных пограничных переходов, повышение их технической оснащенности и совершенствование технологии их работы для оперативной работы; необходимость совершенствования нормативно-правовой базы, продолжение работы по гармонизации межгосударственных стандартов и работ по системе подтверждения соответствия в области железнодорожного транспорта, объектов инфраструктуры; повышение производительности труда, уровня механизации и автоматизации проводимых работ.
Целью развития железнодорожной отрасли является формирование и продолжение ее развития, как неотъемлемой части экономики Республики Казахстан, увеличение траспортно-транзитного потенциала страны, создание новых рабочих мест, повышение уровня локализации продукции, ведение скоординированной политики в области транспорта и технического регулирования, а также обеспечение безопасности и повышения уровня комфортабельности и надежности движения поездов, повышение инвестиционной привлекательности железнодорожного транспорта.
25 Секция. Кәсіпорындардағы өнеркәсіп қауіпсіздігі 25 Секция. Промышленная безопасность на предприятиях
АВАРИИ НА НЕФТЕПЕРЕРАБАТЫВАЮЩИХ ПРОИЗВОДСТВАХ И ИХ ПОСЛЕДСТВИЯ
АБДЫКАРИМОВА Р. М.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
ИБРАЕВА Е. М.к.п.н., ассоц. профессор, ПГУ имени С. Торайгырова, г. Павлодар
Современное производство нефтепереработки представляет собой сложный комплекс, состоящий из технологических установок, предназначенных для выполнения конкретных технологических операций. На них перерабатывается углеводородное сырье различных видов и производится большое количество товарных нефтепродуктов. В качестве сырья, продуктов и полуфабрикатов установок нефтепереработки выступают смеси углеводородов, которые обладают взрывопожароопасными свойствами. Взрывоопасность установок нефтепереработки определяется не только физико-химическими свойствами углеводородов и их смесей, но также параметрами технологического процесса» [1, с. 346].
Среди основных проблем обеспечения требуемого уровня промышленной безопасности на опасных производственных объектах нефтеперерабатывающего комплекса можно выделить следующие:
– крайне низкий уровень защищенности объектов нефтеперерабатывающего комплекса от аварий с тяжелыми последствиями.
– недостаточное внимание первых руководителей к вопросам интеграции управления промышленной безопасности в общую систему управления компаний является основным препятствием, не позволяющим принять эффективные меры по снижению аварийности и производственного травматизма;
– систематические нарушения компаниями требований по безопасному недропользованию на нефтяных месторождениях [5, с. 31].
Известно, что проблемы обеспечения безопасности остро стоят в нефтеперерабатывающей промышленности, так как огромная энергонасыщенность предприятий, возможность возникновения выбросов вредных и взрывоопасных веществ в процессах

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
36 37
производства создают опасность и напряженность не только на промышленных объектах, но и в жилых районах, вблизи которых расположены заводы [6, с. 77].
Современное состояние нефтеперерабатывающих производств таково, что постоянно интенсифицируются процессы и технологии. Вследствие этого технологические параметры (давление, температура и др.) растут и приближаются к критическим значениям, увеличиваются единичные мощности отдельных аппаратов и, соответственно, количество находящихся в них взрывоопасных, пожароопасных и токсичных веществ. Более того, большинство выпускаемых продуктов являются взрывопожароопасными и токсичными [4, с. 27].
Основными причинами техногенных аварий и катастроф на НПП являются износ технологического оборудования и трубопроводных систем, неработоспособное состояние средств автоматизации, блокировок и сигнализаций, а также ошибочное или неправильное принятие решений обслуживающим персоналом в критических ситуациях, обусловленных отказами оборудования и систем противоаварийной защиты [6, с. 27].
В настоящее время из всех известных методов и способов обеспечения технологической и экологической безопасности наиболее реальным является дальнейшая эксплуатация особо сложных и потенциально опасных объектов НПП на основе разработки и внедрения научно-обоснованных принципов обеспечения безопасности с использованием современных информационных технологий и соответствующих технических средств.
Поэтому обеспечение безопасности с использованием систем противо-аварийной защиты (ПАЗ), содержащих экспертные системы (ЭС) и учитывающих специфические особенности эксплуатации особосложных объектов НПП, включая возможность возникновения выбросов взрывопожароопасных и токсичных веществ, а также действия лиц, принимающих оперативное решение при критических аварийных ситуациях, является актуальной задачей.
Задачами исследования являются:1 Выявление специфических особенностей технологических
установок, как особо сложных объектов НПП.2 Анализ структуры и функциональных особенностей систем
ПАЗ, используемых в настоящее время на технологических установках НПП;
3 Оценка потенциальной опасности технологических установок по энергетическим показателям.
4 Разработка принципов создания структуры систем ПАЗ для технологических установок НПЗ;
5 Разработка логико-информационного обеспечения систем ПАЗ на примере установки ЭЛОУ-АВТ-6;
6 Разработка архитектуры, интеллектуального и программно- информационного обеспечения экспертной системы для систем ПАЗ;
7 Разработка методологии обеспечения безопасности технологических установок НПП с использованием систем ПАЗ, содержащих ЭС [8, с. 27].
Одним из основных причин аварийных ситуаций является возникновение аномальных явлений на всех уровнях иерархической структуры технологических объектов. Аномальное явление в техническом плане – это любое отклонение объекта от заданных или регламентированных параметров при его функционировании. Их можно классифицировать по следующим признакам:
– организационно-технические (отсутствие сырья и вспомогательных материалов, недостаточная обеспеченность энергоресурсами, несвоевременная отгрузка готовых продуктов, ошибки персонала);
– технологические (изменение температуры, давления, расхода от заданных значений, поступление на переработку сырья другого качества);
– механические (отказ технологического оборудования, трубопроводных систем, средств КИП и автоматизации).
Предприятия нефтепереработки и нефтехимии относятся к категории наиболее опасных производственных объектов. Аварии на таких предприятиях способны нанести ущерб не только нефтяной компании, но и превратить регион в зону экономического бедствия.
К л ю ч е в а я р о л ь в о б е с п е ч е н и и б е з о п а с н о с т и нефтеперерабатывающих предприятий отводится системам противоаварийной защиты (ПАЗ), позволяющим проводить постоянный мониторинг наиболее важных зон объекта, а в критических ситуациях выполнять необходимые действия для предотвращения серьезных последствий [10, с. 8].
Согласно требованиям, в целях обеспечения готовности к действиям по локализации и ликвидации последствий аварии организация, эксплуатирующая опасный производственный объект, обязана планировать и осуществлять мероприятия по локализации и ликвидации последствий аварий на опасном производственном объекте. Особенно актуально это требование для таких опасных

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
38 39
производственных объектов, как предприятия нефтепереработки и нефтехимии.
Предприятия нефтепереработки и нефтехимии, в технологических процессах которых обращается большое количество опасных веществ, не могут быть полностью защищены от возникновения чрезвычайных ситуаций, связанных с выбросами токсических веществ, взрывами или сгоранием паровых облаков. В целях минимизации возможного ущерба на предприятии должен быть разработан план локализации и ликвидации аварийных ситуаций (ПЛЛАС).
ПЛЛАС основывается:1 На прогнозировании и постадийном анализе сценариев
развития аварийных ситуаций;2 На оценке достаточности принятых или планируемых мер,
препятствующих возникновению и развитию аварийных ситуаций;3 На анализе действий производственного персонала и
аварийно-спасательных служб (формирований) по локализации и ликвидации аварийных ситуаций на соответствующих стадиях их развития.
Основную трудность при разработке алгоритма действий персонала и аварийно-спасательных служб (формирований) вызывает выявление наиболее опасных аварий, поскольку действия персонала при локализации и ликвидации этих аварий должны быть отработаны с максимально возможной четкостью. Выявление наиболее опасных аварий представляет собой сложную задачу ввиду значительного количества оборудования, находящегося на предприятиях нефтепереработки и нефтехимии (десятки тысяч аппаратов), а также большого числа опасных веществ (сотни наименований). Решить эту задачу призван аппарат количественной оценки риска аварий [2, с. 255].
Последовательность действий при проведении количественной оценки риска аварий предприятия можно представить следующим образом:
1 Анализ аварий, имевших место на предприятии, а также на аналогичных объектах.
2 Определение возможных причин и факторов, способствующих возникновению и развитию аварий.
3 Определение типовых сценариев возможных аварий.4 Определение вероятностей (частот) возникновения аварий.5 Оценка количества опасных веществ, участвующих в аварии.
6 Расчет вероятных зон действия поражающих факторов.7 Оценка возможного числа пострадавших.8 Оценка величины возможного ущерба физическим и
юридическим лицам.9 Оценка возможного ущерба для окружающей среды.10 Оценка риска аварий.11 Определение наиболее значимых факторов, влияющих на
показатели риска.12 Определение наиболее опасных аварий.13 Оценка уровня опасности предприятия.14 Разработка предложений по реализации мер, направленных
на уменьшение риска аварий.Учет полученных результатов при разработке алгоритма
действий персонала в аварийной ситуации позволяет уделить основное внимание наиболее опасным авариям на ранних стадиях их развития, когда правильные и своевременные действия персонала могут локализовать аварию и не дать ей развиться до катастрофического масштаба [3, с. 87].
Минимальное воздействие нефтеперерабатывающего производства на окружающую среду возможно при тщательном соблюдении технологий производства.
Многие аварии происходят из-за того, что на НПП используются устаревшие технические решения, поэтому важным методом превентивной защиты является постоянный контроль над состоянием оборудования и использование новых технологий. Другая частая причина - человеческий фактор, поэтому обучение сотрудников и соблюдение техники безопасности становятся первоочередными мерами по охране окружающей среды.
Для того, чтобы следить за состоянием окружающей среды, на нефтеперерабатывающих производствах создают системы экологического мониторинга, оборудуя лаборатории современными приборами. Это позволяет всегда «держать руку на пульсе» и оперативно принимать необходимые решения по снижению выбросов и ликвидации вредных последствий. Для оперативного устранения последствий аварий на НПЗ создаются специальные бригады специалистов, которые всегда готовы к локализации и ликвидации разливов нефти, а также к устранению последствий вредных выбросов [5, с. 327].
Рациональное использование водных ресурсов - актуальная задача сегодняшнего дня. Для ее решения современные заводы

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
40 41
переходят на малосточную схему – это значит, что очищенная вода вновь используется для технических нужд. Такая система называется «оборотным водоснабжением». Отработанную воду очищают с помощью комплекса механических, физико-химических и биотехнологических методов. При этом на прогрессивных НПП начинают отказываться от очистки воды хлором, поскольку выбросы этого вещества крайне опасны для здоровья людей.
Еще одна важнейшая задача, которую решают на НПП – переработка нефтесодержащих отходов. Среди самых перспективных технологий - специальные центрифуги, на которых нефтешлам (отходы, остающиеся после выделения ценных фракций) разделяется на три составляющие - воду, нефтепродукты и твердое вещество. Получаемые нефтепродукты можно сразу же использовать в качестве топлива в котельной, а вода направляется на дальнейшую очистку [5, с.127].
Д р у г о й п о п у л я р н ы й и п е р с п е к т и в н ы й метод – биотехнологический. Он основан на использовании микроорганизмов, утилизирующих углеводороды, и позволяет максимально быстро очищать воду и почву от нефтепродуктов. Поэтому его используют как для устранения последствий аварий, так и для регулярной обработки отходов на заводах. Нефтешлам поступает на специально оборудованные площадки, защищенные от проникновения нефтепродуктов в почву.
Р е а л и з у я п о л н ы й к о м п л е к с п р и р о д о о х р а н н ы х мер, нефтеперерабатывающие заводы обеспечивают себе возможность дальнейшего развития, так как в современных условиях существование любого предприятия, а особенно нефтеперерабатывающего, напрямую зависит от экологической безопасности его деятельности [4, с. 27].
По оценкам специалистов, 80 % процентов техногенных аварий происходят из-за недобросовестной работы сотрудников предприятий. Другими словами, главная причина аварий - человеческий фактор.
Ускорение темпов и расширение масштабов производственной деятельности в современных условиях неразрывно связано с все возрастающим использованием энергонасыщенных технологий и опасных веществ.
В первую очередь, это относится к опасным производственным объектам нефтегазового комплекса, где наблюдается постоянная интенсификация технологий, связанная с высокими температурами
и давлениями, укрупнение единичных мощностей установок и аппаратов, наличие в них больших запасов взрыва и пожароопасных веществ [4, с. 110].
Ущерб от возможных аварий может быть выше финансовых возможностей предприятия, и носит случайный характер. В этих условиях анализ и оценка опасностей возможных аварий в результате образования пожаро и взрывоопасной смеси на потенциально опасных производственных объектах техносферы является одной из ключевых проблем промышленной безопасности.
Подводя итоги, углеводороды природного происхождения, такие как нефть, продукты ее переработки и газоконденсат и продукты его переработки оказывают отрицательное воздействие на воздух, воду и почву. Именно экологические вопросы ограничивают возможности по размещению НПП. Именно этими обстоятельствами обусловлено разрешительная документация по деятельности в этой области. И это логично. Предприятия топливно-энергетического комплекса РК несмотря на снижение объемов производства, остаются наиболее значимым источником загрязнителей окружающей среды. На их долю приходится около 47,2 % выбросов вредных веществ в атмосферу, 26,8 % сброса загрязненных сточных вод, свыше 32 % твердых отходов и до 69 % объема парниковых газов.
Номенклатура продукции, выпускаемой НПП с передовой технологией, может включать тысячи различных материалов и веществ, многие из которых чрезвычайно токсичны и ядовиты. Опасность таких заводов для человека и окружающей среды, особенно в случае аварии на них, очевидна. Масштабы последствий аварии огромны.
ЛИТЕРАТУРА1 Аварии и катастрофы. Предупреждение и ликвидация
последствий. Учебное пособие. Книга 3. /Под редакцией.: В. А. Котляревского и А. В. Забегаева, М.; Изд-во АСВ, 1998 – 416 с.
2 Защита атмосферы от промышленных загрязнений Справочник. Изд.: В 2-х ч. Ч.2 Пер с английского. /Под редакцией Калверта С., Инглунда Г. М. - М.: Металлургия, 1988. – 712 с.
3 Зибаров А. В., Могильников Н. В. Применение пакета GAS DYNAMICS TOOL для численного моделирования нестационарных процессов в многокомпонентной системе газов. // Сб. Прикладные задачи газодинамики и механики - Тула, ТулГУ, 1996.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
42 43
4 Козлитин А. М., Яковлев Б. Н. Чрезвычайные ситуации техногенного характера. Прогнозирование и оценка. Детерминированные методы количественной оценки опасностей техносферы: Учебное пособие/Под ред. А. И.Попова.– Саратов: Сарат.гос.ун-т, 2000. – 124 с.
5 Маршалл В. Основные опасности химических производств: Пер. с англ.// Под ред. Б. Б. Чайванова, А. Н. Черноплекова.- М.: Мир, 1989. – 672 с.
6 Методика расчета концентраций в атмосферном воздухе вредных веществ, содержащихся в выбросах промышленных предприятий (ОНД–86). Л.: Гидрометиоиздат, 1987.
7 Методика расчета распространения аварийных выбросов основанная на модели рассеивания тяжелого газа //Безопасность труда в промышленности 2004. – № 9 – С. 38–42.
8. Методические указания по проведению анализа риска опасных производственных объектов: РД 03–418–01. - введ.01.10.2001. - М., 2001. – 25
9. Закон РК «О Гражданской защите» https://online.zakon.kz10. Закон РК «О недрах и недропользовании» https://online.
zakon.kz
РАЗРАБОТКА СТАНДАРТОВ ОРГАНИЗАЦИЙ ДЛЯ ОБЕСПЕЧЕНИЯ ГОТОВНОСТИ
К ЛОКАЛИЗАЦИИ И ЛИКВИДАЦИИ АВАРИИ
АЛЬХАНОВ Р. Н.магистрант, ПГУ имени С. Торайгырова, г.Павлодар
АРЫНОВА Ш. Ж.PhD, ст. преподаватель, ПГУ имени С. Торайгырова, г.Павлодар
В рамках функционирования национальной системы стандартизации организациям предлагается разработать стандарт организации – документ по стандартизации, утвержденный юридическим лицом. Разработка таких стандартов, которые будут представлять собой локальные нормативные правовые акты, опирается на действующие требования различных нормативных документов, а также может во многом могут послужить их гармонизации и качественной адаптации в отношении каждой конкретной организации.
Планирование мероприятий по локализации и ликвидации последствий аварий на опасных производственных объектах I, II
и III классов опасности осуществляется посредством разработки и утверждения планов мероприятий по локализации и ликвидации последствий аварий в соответствии с требованиями [1].
План мероприятий состоит из общих и специальных разделов. Специальные разделы плана мероприятий определяют порядок действий в случае аварии на объекте в соответствии с требованиями, установленными нормами и правилами в области промышленной безопасности. До вступления в силу Положения, обеспечение готовности к действиям по локализации и ликвидации аварии реализовывалось посредством разработки и изучения планов локализации и ликвидации авари. Указанные рекомендации возможно использовать при разработке специальных разделов плана мероприятий.
В Положении не нашли отражения ключевые понятия, применяемые в целях локализации и ликвидации аварий: технологический блок, уровень развития аварии, ответственный руководитель работ по локализации и ликвидации аварии, порядок изучения и проведения учебных занятий. Сравнение некоторых требований нормативных документов представлено в таблице 1.
Таблица 1 – Некоторые требования нормативных документов
Наименование
План мероприятий по локализации и ликвидации
последствий аварий
План локализации и ликвидации аварий
Специальные разделы
Определяют порядок действий в случае аварии на объекте
Оперативная часть ПЛАС, разрабатывается по каждому блоку ОПО для руководства действиями
руководящего персонала, работников ОПО, членов специализированных
служб и НАСФ
Требования к изучению Не установлено
Рекомендуется предусматривать проверку знания ПЛАС
квалификационной экзаменационной) комиссией организации.
Требования к проведению
занятийНе установлено
Предусмотрены по графику в каждой смене в соответствии с оперативной частью уровня «А», а также не реже
одного раза в год по одной или нескольким позициям оперативной
части уровня «Б» в разные периоды года и в разное
время суток

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
44 45
Уровень развития аварии Не установлено
– уровень «А»: авария в пределах одного ОПО или его составляющей.
– уровень «Б»: авария в пределах границ предприятия.
– уровень «В»: авария выходит за пределы границ предприятия
Ответственный руководитель Не установлено
– на уровне «А» – начальник структурного подразделения ОПО (цеха, производственного участка,
установки), до его прибытия на место аварии – начальник смены (отделения),
сменный мастер;
– на уровне «Б» – руководитель организации, до его прибытия на место аварии – диспетчер
организации (начальник структурного подразделения, производства, цеха,
установки)
В стандарте организации возможно отразить достаточность и количество разрабатываемых планов мероприятий по локализации и ликвидации последствий аварий; порядок изучения планов мероприятий по локализации и ликвидации последствий аварий, планов локализации и ликвидации аварий; инструменты, материалы и приспособления, необходимые для выполнения аварийно-восстановительных работ; прочие необходимые требования, способствующие обеспечению готовности организации к действиям по локализации и ликвидации последствий аварии [2].
Проведение в эксплуатирующих организациях систематических учебных занятий по планам мероприятий по локализации и ликвидации последствий аварий является элементом профилактической работы по снижению тяжести последствий аварий и необходимо для проверки готовности специалистов и производственного персонала организации к действиям по локализации и ликвидации аварии, отработки взаимодействия с аварийно-спасательными формированиями [3]. Вывод о готовности объекта и организации к действиям по локализации и ликвидации аварии наиболее объективен по оценке результатов проведения учебных занятий. Проведение учебных занятий позволяет оценить:
– наличие и исправность средств и способов оповещения об аварии;
– возможность обеспечения быстрого выхода людей, из загазованного помещения и опасной зоны;
– доступность мест нахождения средств, для спасения людей и ликвидации аварии;
– наличие аварийного запаса технических средств, аппаратов, приборов, средств защиты, готовность их к немедленному использованию по назначению;
– знание специалистами, рабочими и оперативным составом аварийно-спасательных формирований устройства и назначения этих средств, а также умение ими пользоваться;
– знание рабочими и специалистами мероприятий, которые они обязаны выполнять в случае возникновения аварии;
– подготовленность руководителей работ по ликвидации аварий, их заместителей, начальников смен (сменных мастеров, мастеров, старших в смене), диспетчеров к руководству ликвидацией аварии.
В стандарте организации возможно привести формы графиков проведения учебных тревог, учебно-тренировочных занятий; плана проведения учебной тревоги; акта проведения учебной тревоги; порядок их разработки, утверждения и согласования [4]. В плане проведения учебной тревоги рекомендуется привести описание «аварии» по конкретной позиции специальных требований; действия производственного персонала; действия служб, привлекаемых к ликвидации аварии; состав комиссии по контролю за проведением учебной тревоги; краткую характеристику обязанностей членов комиссии; указать ответственного за проведение учебной тревоги.
При составлении плана и организации проведения учебной тревоги необходимо учитывать особенности технологии производства, чтобы проведение учебных тревог не могло повлечь следующих последствий:
– нарушения технологического режима и условий безопасной эксплуатации объекта;
– остановки смежных объектов;– превышения концентрации токсичных или взрывопожароопасных
газов, паров, пыли, опасности загорания, взрыва, пожара, травмирования людей;
– снижение готовности аварийно-спасательных формирований и дрТаким образом, реализация организацией своих полномочий
в части разработки стандартов рамках законодательства о стандартизации позволяет отразить, уточнить и качественно улучшить многие аспекты предупреждения аварий и обеспечения готовности к локализации и ликвидации их последствий.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
46 47
ЛИТЕРАТУРА1 Закон Республики Казахстан от 3 апреля 2002 года № 314–II
«О промышленной безопасности на опасных производственных объектах» (с изменениями и дополнениями по состоянию на 13.01.2014 г.)
2 Аварии и катастрофы. Предупреждение и ликвидация последствий. М., АСВ, 1996.
3 Васьков Р. Е., Богач В. В. О некоторых вопросах планирования мероприятий по локализации и ликвидации аварий / Р. Е. Васьков, В. В. Богач // Вестник Казанского технологического университета. - 2015. – № 2. – С. 428–429.
4 Никулин В. В., Богач В. В., Перелыгин А. И., Поникаров С. И. Определение численности аварийно-спасательного формирования в зависимости от масштабов возможных аварий / В. В. Никулин, В. В. Богач, А. И. Перелыгин, С. И. Поникаров // Вестник Казанского технологического университета. - 2007. – № 6. – С. 76–79.
5 М. В. Бесчастнов. Промышленные взрывы. Оценка и предупреждение. М. Химия, 1991 г.
6. Закон Республики Казахстан от 15 июля 1997 г. «Об охране окружающей среды». Сборник нормативно-правовых актов. - Алматы: Юрист, 2004.–220 с.
ПАВЛОДАР ОБЛЫСТЫҚ ЖЫЛУ ЖӘНЕ ЭЛЕКТР СТАНЦИЯСЫНЫҢ КҮЛ ТӨГІНДІЛЕРІН ӨНДІРІСТЕ
ҚОЛДАНЫЛУЫ
АРАПБАЙ Ш. Ж.магистрант, С. Торайғыров атындағы ПМУ, Павлодар қ.
НҰҒМАНОВА Ф. Б.п.ғ.к., қауымд. профессор, С. Торайғыров атындағы ПМУ, Павлодар қ.
Ғылыми-техникалық және патенттік әдебиетті талдау құрылыс бұйымдарының өндірісінде, соның ішінде тұтқыр материалдар технологиясында отынды жоғарғы кальцийлі және төмен кальцийлі күлдер мен қождарды (шлак) қолданудың негізгі бағыттарын анықтады:
– портландцементті клинкер өндірісі үшін шикізат құраушысы ретінде;
– цементке минеральдық қоспа ретінде;
– қалыпты және автоклавты қатаятын бетондар мен ерітінділер үшін өзіндік тұтқырлағыш;
Күл-қожды тұтқыр материалдарОтын күлдері мен қождары портландцементті клинкердің
шикізат құраушысы және портландцемент өндірісінде минеральдық қоспа ретінде, сондай-ақ композициялық күлді және қожды цемент ретінде кеңінен таралды. Клинкер өндірісі кезінде шикізат қоспасының құрамындағы күл мен қождарды балшықты және әктасты құраушылар алмастырады, кейбір жағдайларда бұл алмастыру клинкердің химиялық-минеральды құрамын және оны күйдіру шарттарын жақсартады.
Күлдің құрамында жанбаған отынның қалдығы орташа 10 % құрайды. Шикізат құраушысы ретінде 1 миллион тонна күлді пайдалану барысында цемент өнеркәсібі қосымша 100 мың тонна отын алуы мүмкін. Балшықпен салыстырғанда күлдің су тұтынуы аз, оны шикізат құрамында қолдану қоқыстың ылғалдылығын 33-34 % - ға дейін төмендетуге, отынның шығынын 7-10 % - ға азайтуға және айналатын пештердің өнімділігін арттыруға мүмкіндік береді.
Елеулі мөлшердегі еркін кальций оксидінен CaOтұратын күл-қож қоспалары шикізат қоқысының қоюлануына және қатаюына әкеліп соқтырады, сондықтан да оларды өндірістің тек құрғақ әдісі кезінде қолданады.
Шикізат қоспасының сазбалшықты модулін көбейту үшін және силикатты модулін төмендету үшін отын күлі мен қождарының кейбір түрлерін пайдалануға болады. Күл мен қождың үлкен реакциялық қабілеті клинкерді күйдіру кезінде сұйық фазаның ерте қалыптасуына және клинкердің пайда болу температурасын біршама төмендетуге мүмкіндік береді. Сульфидтер мен сілтілердің көп болуынан және құрамының тұрақсыз болуынан күл мен қождарды клинкердің шикізат құраушысы ретінде қолдану шектелген.
Ұшпа күл цемент өндірісінде белсенді минеральды қоспа ретінде қолданылады, сонымен бірге оның құрамында SiO 2 – 40 % - дан, SO 3 – 3 %-дан, қыздыру кезіндегі жоғалту – 10 %-дан артық болмауы тиіс. Ұшпа күлді басқа гидравликалық минеральды қоспалар сияқты портландцементте 20 %-дан, пуццоланды тұтқырларда 55 %-дан көп емес мөлшерде қосады [3–4].
Цементтің 20 %-на дейін ұшпа күлмен ауыстыру оның қатаюдың бастапқы мерзіміндегі беріктілігін төмендетеді, 28-ші тәулікте беріктілігі минималға дейін төмендейді, ал қатаюдың ұзақ

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
48 49
мерзімінде күлдіцементтің беріктігі, күлсіз цементке қарағанда өте жоғары болады. Цемент құрамында күлдің 20 %-дан жоғары болуы, цементтің беріктілік сипатын біршама төмендетеді – әсіресе қатаюдың ерте мерзімінде.
Бетондар мен ерітінділерді гидротермальды өңдеу жағдайларында күлді қоспа ретінде қолдану жағымды әсер етеді. Күлдің дисперстік қасиетінің жоғарылауы күлді портландцементтің қатаю қарқындылығына әсерін тигізеді. Г. М. Рущук пен Е. Г. Егорованың деректері бойынша Иркутск ЖЭО күлінің меншікті бетінің 10500 см2/г ұлғаюы бастапқымен салыстырғанда портландцементтің 28-тәулікті беріктілігін 30 % күлмне теңестіруге, одан кейін де жоғарғы беріктілікке әкелді. Күлді цементтерде 25–30 % күл қолдануға кеңес беріледі. Сонымен қатар, әдетте, күл жеткілікті түрде жоғары дисперсиялы және ұсақталмауы мүмкін. Алайда клинкер мен ұшпа күлдің бірге ұсақталуы шыны тәрізді бөлшектердің гидратациялық белсенділігін жоғарылатуға мүмкіндік береді, ол үшін олардың беттік қабаттарын деформациялау (жарылу, нақыстар (сколы), сыну) қажет болады. Өлшемі 5-30 мкм ұшпа күлдер неғұрлым белсенді [5].
Қатынасы 1:3 топырақты иілімді күлді-цементті ерітінділер су тұтынуы төмен болады, ал қатайған жағдайда (2-3 айдан көп) – жоғары тығыздығымен және беріктігімен сипатталады. Егер күл мен клинкер бөлшектерінің мөлшерлерінің қатынасы дұрыс таңдалған болса, ондакүлді цементтер ақырғы беріктілігі бойынша, тиісті аралас цементтерді дайындау үшін пайдаланылатын портландцементтерден асып кетуі мүмкін.
Күлдің мөлшері ұлғайған сайын, басқа пуццоландық қоспаларға қарағанда аз мөлшерде цементтің су тұтынуы артады. Сәйкесінше, күл дисперсиясының ұлғаюы бетон қоспаларының суды тұтыну қасиетін арттырмайды, керісінше кейбір созғыш әрекеттердің пайда болуына әкеледі.
Күлдің гидравликалық белсенділігін салыстыру нәтижесінде күлді цементтерді қолдану бетонда жылудың бөлінуін төмендетеді, бұл массивтік құрылыстарда қолдану кезіндегі маңызды фактор болып табылады. Кез келген түрдегі күл ерітінділер мен бетондардың сульфатқа төзімділігін арттыратыны, әсіресе С3А мөлшері көп клинкерді қолдану кезінде арттыратыны тәжірбие тұрғысынан дәлелденген.
Жол-құрылыс матриалдары мен бұйымдарыЖол құрылысы негіздің жоғарғы және төменгі қабаттарын
орнату үшін, жерді цементпен және әктаспен тұрақтандыру кезінде тұтқыр заттарды асфальт бетондар мен ерітінділерде минеральды ұнтақтар ретінде, жол цементтік бетондарда қоспа ретінде алмастыру үшін, қолданылатын отынды күлдер мен қождарды пайдаланушылардың бірі болып табылады.
Жол құрылысында күшейтілген немесе күшейтілмегенкүл-қожды қоспалар қолданады.
Облыстық және жергілікті мағынадағы жолдар негізінің жоғарғы және төменгі қабаттарын орнату үшін күшейтілмеген күл-қожды қоспалар пайдаланылады. Битумдық немесе қарамай эмульсиясының беттік өңдеуіне ұшырайтын жер жабындарын жақсарту үшін, шаң тәрізді күл мөлшері 16 %-ға дейін күл-қожды қоспалар қолданылады. Жолдың құрылымдық қабатын күл мөлшері 25–30 %-дан аспайтын күл-қожды қоспалардан жасауға болады. Ұшпа күл мөлшері 50 %-дан аспайтын күл-қожды қоспаны қиыршықтасты-ұсақтасты төсемдерде тығыздаушы қоспа ретінде қолданған жөн.
Жол құрылыстарында қолданылатын отын күлдері мен қождардағы жанбай қалған көмірдің мөлшері 10 %-дан аспауы тиіс.
Нығайтылмаған күл-қожды қоспаларды қолдану арқылы жол төсемдерін орнату кезіндегі жұмыс технологиясы мен ұйымдастыру тау жыныстарын пайдалану арқылы жасалған жұмыстардан айырмашылығы болмайды. Пневматикалық шиналы катокты пайдалану кезінде күл-қожды қоспалардың оңтайлы ылғалдылығы 4–8 % құрайды. Күл-қожды қоспаларды тығыздау коэффициенті 1,3-1,5, деформация модулі – 50–60 МПа. Өз пайдалану көрсеткіштерім бойынша күшейтілмеген күл-қожды қоспалардан тұратын жол төсемдері сапа шартына сай материалдардан тұратын құрастырылмдарға ұқсас.
Жол құрылысында күл-қожды қалдықтарды қолданудың тиімділігін оларды әктаспен, цементпен, әктасты, әктасты-күлді, әктасты-қожды тұтқыр, ұсақталған, түйіршіктелген домналық қожбен нығайту арқылы жоғарылатуға болады. Бұл, төсемнің қалыңдығын қысқартуға және материалдар шығындарын, сондай-ақ оларды тасымалдауға кететін шығындарды азайту арқылы деформацияның модулін арттырады.
ӘДЕБИЕТТЕР1 Арынгазин К. Ш., Кудерин М. К., Саканов К. Т.,
Станевич В. Т., Булыга Л. Л., Ларичкин В. В., Тлеулесов А. К., Садвакасов

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
50 51
К. С. Использование твердых техногенных отходов предприятий теплоэнергетики Павлодарской области в производстве строительных материалов. Материалы Международной научной конференции «VII Торайгыровские чтения. Качество жизни в Павлодарской области. Состояние и перспективы», посвященной 55-летию Павлодарского государственного университета имени С.Торайгырова. Павлодар, ПГУ им. С.Торайгырова, 2015. – том 3., с. 32–39.
2 Арынгазин К. Ш., Тлеулесов А. К., Айтказина С. М., Ларичкин В. В. Исследование свойств тяжёлого бетона, содержащего золошлаковые отходы от сжигания Экибастузкого каменного угля. Труды XVI Всероссийской научно-технической конференции посвященной 70-летию победы в Великой Отечественной войне, г. Новосибирск, 22–24 апреля 2015. – с.772–776.
3 Арынгазин К. Ш., Тлеулесов А. К., Жакиянова А. Х., Трушев Ж. А., Токтарбеков Е. Ч. Перспективы комплексного использования твердых техногенных отходов предприятий Павлодарской области в производстве строительных материалов. Материалы Международной научной конференции молодых ученых, магистрантов, студентов и школьников «XV Сатпаевские чтения». Павлодар, ПГУ имени С.Торайгырова, 2015. – с. 55–62.
4 Аяпов У. А., Гольдман М. М., Ахабаев С. А. Использование бокситового шлама для получения портландцемента // Комплексное использование минерального сырья, 1987. – № 1. – с. 78.
5 Бураев М. И., Чагай В. П. Влияние бокситовых шламов на прочность и долговечность бетонов, эксплуатируемых в алюминиевой промышленности. Комплексное исследование минерального сырья. – 1983 – № 10.
РОЛЬ ОХРАНЫ ТРУДА НА ПРОИЗВОДСТВЕ
АШКЕНОВ А. А.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
АРЫНҒАЗИН Қ. Ш.к.т.н., профессор, ПГУ имени С. Торайгырова, г. Павлодар
Охрана труда в современном мире имеет огромное значение в связи с интенсивным развитием производственной сферы и появлением новых видов деятельности. Соблюдение ее принципов позволяет решить целый ряд задач, среди которых:
– гарантированная защита сотрудников предприятия от вредных и опасных факторов, влияющих на их здоровье или здоровье их потомства;
– снижение расходов на обеспечение производственного процесса;
– исключение серьезных экономических убытков из-за потери рабочего времени;
– исключение претензий и финансовых санкций контролирующих органов, призванных следить за соблюдением требований трудового законодательства;
- повышение производительности и качества труда персонала [1].К сожалению, необходимо констатировать тот факт, что во
времена «застойного периода» новейшей истории развития нашего государства на многих отечественных предприятиях охране труда уделялось недостаточно внимания. В советскую эпоху к этому вопросу относились достаточно формально. Во времена бурного и слабоуправляемого становления рыночных отношений, в период пресловутой «горбачевской перестройки» главной своей целью руководители предприятий считали достижение максимальной прибыли в короткие сроки, при этом грубо пренебрегали правилами соблюдения элементарных норм техники безопасности или в лучшем случае отодвигали их далеко на задний план.
Однако и в настоящее время многие руководители сохранили ранее усвоенные консервативные принципы управления предприятием, в которых охране труда отводилась второстепенная роль. Правда, в подавляющем большинстве нынешнее поколение управленцев понимает всю важность правильного подхода к организации охраны труда на предприятии, сделав своим лозунгом в работе слова «Охрана труда – залог успеха предприятия!».
Так в чем же заключается роль охраны труда на предприятии?Прежде всего, в том, что самой высокой ценностью всегда
является человек, его жизнь и здоровье. Ни размер заработной платы, ни уровень рентабельности предприятия, ни ценность производимого продукта не могут служить основанием для пренебрежения правилами безопасности и оправданием существующих угроз жизни или здоровью работников. Кроме того, в данном случае речь также идет о ценности конкретного человека как сотрудника с присущими ему знаниями, навыками и опытом.
Во-вторых, правильно организованная работа по обеспечению безопасности труда повышает дисциплинированность работников,

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
52 53
что, в свою очередь, ведет к повышению производительности труда, снижению количества несчастных случаев, поломок оборудования и иных нештатных ситуаций, то есть повышает в конечном итоге эффективность производства.
В-третьих, охрана труда подразумевает не только обеспечение безопасности работников во время исполнения ими служебных обязанностей. На самом деле сюда также относятся самые разные мероприятия: например, профилактика профессиональных заболеваний, организация полноценного отдыха и питания работников во время рабочих перерывов, обеспечение их необходимой спецодеждой и гигиеническими средствами и даже выполнение социальных льгот и гарантий. Правильный подход к организации охраны труда на предприятии, грамотное использование различных нематериальных способов стимулирования работников дают последним необходимое чувство надежности, стабильности и заинтересованности руководства в своих сотрудниках. Таким образом, благодаря налаженной охране труда снижается текучесть кадров, что тоже благотворно влияет на стабильность всего предприятия.
Несомненно, есть и другие, менее заметные формы влияния охраны труда на эффективность работы предприятия. Однако даже названных трех причин достаточно для понимания особой важности поддержания охраны труда на должном уровне.
Охрана труда сегодня, как никогда, актуальна. Трудно представить себе успешное предприятие на рынке, руководство которого халатно относилось бы к вопросам охраны труда. Как известно, несчастные случаи на производстве выбивают из колеи, часто надолго парализуют работу предприятия, не только создавая нервозную обстановку в коллективе, но и принося существенные финансовые потери. Опыт крупнейших мировых компаний показывает, что охрану труда высшие руководители считают одним из главных приоритетов. Так, из десятков показателей деятельности предприятия охрану труда и здоровья своих работников они ставят на второе место, сразу после квалификации и компетентности персонала. Вопросы охраны труда в США, например, играют довольно важную роль с давних времен [2]. Правовой основой действующей государственной системы охраны труда в этой стране является закон о безопасности труда на производстве, принятый в 1970 г. Этим законом было учреждено федеральное агентство Управления безопасности труда на производстве, которое стало основным исполнительным органом, обеспечивающим выполнение законов на всей территории США. В каждом штате были приняты свои законы
и созданы исполнительные органы в сфере безопасности труда. УБТП и соответствующие департаменты труда штатов выпускают различные предписания, связанные с ограничениями по использованию опасных материалов, требованиями к вентиляции производственных помещений, водоснабжению, хранению производственных отходов и т. п. В странах Европейского союза, например, в Испании, инспекция труда входит в состав Министерства труда и социальной защиты [3]. Ее генеральный директор несет ответственность перед заместителем министра за управление, планирование и организацию работы инспекции. Несмотря на то что кандидаты на пост генерального директора инспекции первоначально предлагаются министром труда, окончательные назначения должны одобряться кабинетом министров. Страховые организации, обеспечивающие компенсационные выплаты в случае производственных травм или заболеваний, занимают важное место в системе охраны труда страны. В соответствии с законом работодатели, а также рабочие и служащие должны вносить взносы в Национальный институт социальной защиты, который обеспечивает льготы, такие как пенсия по старости, а также выплаты по болезни и нетрудоспособности. Кроме того, в Испании существуют различные страховые агентства. Они собирают страховые взносы от своих компаний-членов и затем возмещают средства работодателям на выплату зарплаты рабочим и служащим в период отсутствия их на работе по причине производственных несчастных случаев или заболеваний, а также тем рабочим и служащим, которые имеют любую степень инвалидности, полученную в результате несчастного случая или заболевания. По сути дела, это страховые агентства, уполномоченные Министерством труда и социальной защиты, работающие на неприбыльной основе. Значительные изменения в трудовой жизни, применение компьютерной технологии, вступление Финляндии в Европейский союз привели к преобразованиям в законодательстве, в работе органов охраны труда и в организации контроля над охраной труда [4]. В совершенствовании охраны труда важную роль играют и стороны коллективных договоров, заключившие несколько значительных общегосударственных договоров об улучшении охраны труда. Одновременно совершенствовались меры содействия охране труда непосредственно на производстве.
Актуальность вопросов охраны труда в Казахстане еще выше, чем на Западе, и объясняется это тем, что более 80 % основных фондов Казахстанских предприятий давно выработали свой ресурс [5]. Естественно, что работа на изношенном оборудовании

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
54 55
влечет за собой повышенную аварийность, сопровождающуюся несчастными случаями различной степени тяжести. В связи с этим возрастает роль вопросов охраны труда как одной из первоочередных задач развития предприятия. Рост значимости безопасности жизни и здоровья трудящихся на предприятии приведет к развитию следующих процессов на предприятии:
– комфортные и безопасные условия труда как один из основных факторов, влияющих на производительность и безопасность труда, здоровье работников;
– э ф ф е к т и в н о с т ь м е р о п р и я т и й п о у л у ч ш е н и ю условий и повышению безопасности труда, что является экономическим выражением социального значения охраны труда, как источник финансирования охраны труда и повышения эффективности производства является важнейшим элементом конкурентоспособности предприятия;
– социальное значение охраны труда заключается в содействии росту эффективности общественного производства путем непрерывного совершенствования и улучшения условий труда, повышения его безопасности, снижения производственного травматизма и заболеваемости;
– рост производительности труда в результате увеличения фонда рабочего времени за счет сокращения внутрисменных простоев путем предупреждения преждевременного утомления, снижения числа микротравм, уменьшения целодневных потерь рабочего времени по причинам временной нетрудоспособности из-за травматизма, профессиональной и общей заболеваемости.
Также немаловажную роль в повышении производительности труда и росте значимости вопросов охраны труда в коллективе играют психологические средства повышения безопасности труда, которые объединяют в себе факторы, определяющие психологический климат в производственном коллективе, обеспечение психологической совместимости его членов, профессионального подбора кадров, подготовки и обучения безопасным методам труда рабочих, расстановки и эффективного использования трудовых ресурсов, их взаимоотношения в процессе производства. Этические средства повышения безопасности труда отражают взаимоотношения между участниками трудового процесса, членами коллектива. Характер и проявление таких отношений – важнейшие аспекты охраны труда. Взаимоотношения работников в процессе труда могут быть соответствующие, не соответствующие,
а иногда и противоречащие принципам организации производства. Формирование в трудовом коллективе правильных межличностных отношений на основе правил внутреннего трудового распорядка, правил, норм и инструкций по охране труда является одной из основных обязанностей инженерно-технических работников – руководителей коллективов. Умение руководителя грамотно и правильно строить отношения в подчиненном коллективе – это своего рода искусство, от которого в конечном итоге будет значительно зависеть и результат деятельности всего предприятия, его авторитет на рынке и, естественно, конкурентоспособность. При этом особая роль в этой деятельности должна отводиться организации работы по обеспечению безопасных условий труда для сотрудников предприятия, то есть охране труда.
Решение этих задач дает руководителю определенную степень защищенности и уверенности в том, что завтра его предприятие не остановит инспектор, а прокуратурой не будет возбуждено уголовное дело по фактам нарушений Закона Республики Казахстан от 28.02.2004 N 528-2 «О Безопасности и озране труда» или положений Трудового кодекса Республики Казахстан. Также решение вопросов охраны труда дает уверенность персоналу, коллективу предприятия в том, что он работает в комфортных условиях, где выполнены все требования безопасности, и что в случае чего (например, несчастного случая) работник и его семья будут защищены путем компенсационных выплат. Таким образом, значение роли охраны труда на производстве очевидна, и пренебрежение этими вопросами явно ведет к негативным последствиям. На сегодняшний день в государстве поднимается вопрос о культуре охраны труда, которая является одним из главных элементов управления предприятием. Хотелось бы, чтобы и для казахстанских руководителей это стало нормой, чтобы работа по охране труда не выполнялась формально, чтобы финансирование этих работ не осуществлялось по остаточному принципу. К сожалению, нередки попытки сокрытия несчастных случаев на производстве в угоду «хорошей» статистике. А поэтому изучение и решение проблем, связанных с обеспечением здоровых и безопасных условий, в которых протекает труд человека, – одна из наиболее важных задач в разработке новых технологий и систем производства. Изучение и выявление возможных причин производственных несчастных случаев, профессиональных заболеваний, аварий, взрывов, пожаров и разработка мероприятий и требований, направленных на устранение этих причин, позволяют создать безопасные и благоприятные

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
56 57
условия для труда человека. Социальное значение охраны труда проявляется во влиянии на изменение трех основных показателей, характеризующих уровень развития общественного производства: сохранение трудовых ресурсов и повышение профессиональной активности работающих за счет улучшения состояния здоровья, увеличения средней продолжительности жизни, что сопровождается увеличением трудового стажа; повышение профессионального уровня вследствие роста квалификации и мастерства в связи с увеличением трудового стажа; возможность использования остаточной трудовой активности, опыта и профессиональных знаний пенсионеров на доступных для них работах.
Увеличивается совокупный национальный продукт за счет улучшения указанных выше показателей. Повышается производительность труда, а следовательно, и экономические результаты деятельности предприятия за счет создания комфортных условий для трудовой деятельности, например, путем обеспечения оптимальных параметров микроклимата, освещения и световой среды, учета психофизиологических и эргономических особенностей труда, формирования оптимальных режимов труда и отдыха, проведения лечебно-профилактических мероприятий. Увеличивается фонд рабочего времени за счет сокращения времени неявки на работу из-за травм и заболеваний. Следует обратить внимание на то, что условия труда существенно влияют не только на профессиональную заболеваемость, но и на возникновение и длительность общих заболеваний. Происходит экономия расходов на льготы и компенсации за работу в неблагоприятных условиях труда. Такие льготы и компенсации, как сокращенный рабочий день и дополнительный отпуск, связаны со значительными трудовыми потерями и сопровождаются выплатами больших денежных сумм за фактически не отработанное время. Такие разновидности льгот и компенсаций, как повышенные тарифные ставки, льготные пенсии, лечебно-профилактическое питание, бесплатная выдача молока, также требуют больших денежных средств. Создание условий, соответствующих допустимым нормативным требованиям, позволяет частично или полностью сократить эти расходы.
Вопросы безопасности и охраны труда, а также здоровья работников являются очень важными и актуальными для любого предприятия в Казахстане. Охрана труда – это важнейший элемент социальной политики современного государства. Без соблюдения законов по охране труда, а также без модернизации
мер по обеспечению безопасных условий труда на предприятиях невозможно эффективное развитие промышленности. Борьба за рост культуры охраны труда – верный путь к обеспечению безопасности жизни и здоровья трудящихся. В странах Европейского союза сейчас поднимается вопрос о культуре охраны труда, которая является одним из главных элементов управления предприятием.
Законодательство Казахстана об охране труда основывается на Конституции РК и состоит из упомянутого Закона об основах охраны труда, других законов и иных нормативных правовых актов РК, а также законов и иных нормативных правовых актов субъектов Республики. В соответствии с Законом об основах охраны труда и в целях введения единых государственных нормативных требований в сфере охраны труда Правительства Республики Казахстан от 21 августа 2007 года № 721 «Об утверждении Правил принятия нормативных правовых актов в области безопасности и охраны труда соответствующими уполномоченными органами» (САПП Республики Казахстан, 2007 г., № 31, ст. 338). В данном документе констатируется, что в Казахстане сложилась система нормативных правовых актов, содержащих государственные нормативные требования охраны труда. В указанную систему входят: межотраслевые и отраслевые правила и типовые инструкции по охране труда; строительные и санитарные нормы и правила; инструкции и правила безопасности; правила безопасной эксплуатации; своды правил по проектированию и строительству; гигиенические нормативы и государственные стандарты безопасности труда. Включенные в перечисленные документы требования должны соблюдаться федеральными органами исполнительной власти, организациями всех форм собственности при проектировании, строительстве и эксплуатации объектов, конструировании машин, механизмов и оборудования, разработке технологических процессов, организации производства и труда. Тем же постановлением Правительства РК утвержден перечень видов правовых актов, содержащих государственные нормативные требования охраны труда в нашей стране. К таким актам относятся: межотраслевые правила по охране труда; межотраслевые типовые инструкции по охране труда; отраслевые правила по охране труда; типовые инструкции по охране труда; государственные стандарты системы стандартов безопасности труда; строительные нормы и правила; своды правил по проектированию и строительству; государственные санитарно-эпидемиологические правила и нормативы; гигиенические нормативы; санитарные правила и нормы; санитарные нормы.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
58 59
ЛИТЕРАТУРА1 Русака Н. О. Безопасность жизнедеятельности: учеб. пособие.
3-е изд. – СПб.: «Лань», 2000. – 448 с.2 Соловьев А. Охрана труда и защита пострадавших на
производстве в США. – URL: http://www.rhr.ru/index/rule/social_work_and_PR/5081,0.html
3 Охрана труда за рубежом. – URL: http://www.alltextile.org/stati/okhrana-truda-za-rubezhom/
4 Охрана труда в странах мира. – URL: http://www.safework.ru/international_collaboration/Country/Spain.shtm
5 Резчикова Е. А., Носова В. Б. Безопасность жизнедеятельности: учеб. пособие. Ч 2 / под ред. – 2-е изд., испр. и доп. – М.: МГИУ, 1999. – 248 с.
АНАЛИЗ ПО ОХРАНЕ ОКРУЖАЮЩЕЙ СРЕДЫ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ
ПФ ТОО «KSP STEEL»
ЕЛЬБАЕВ А. Е.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
МУЛИКБАЕВ О. Б.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
Состояние технологической безопасности на предприятиях характеризуется достаточно высоким уровнем травматизма и аварийности, что обусловлено, в основном, большим количеством нарушений требований и норм технологической безопасности при производстве работ. Это объясняется тем, что общие нормы и правила безопасного ведения работ не могут предусматривать всех особенностей конкретного производственного процесса. А создаваемая на их базе нормативно-техническая документация предприятия не учитывает изменяющихся в процессе производства условий и, следовательно, лишь частично обеспечивает безопасное ведение персоналом работ. На рабочих местах нередко присутствуют опасности, не отраженные в правилах и инструкциях, что создает предпосылки для непредсказуемых с точки зрения управления действий персонала. Налицо слабое звено в системе управления технологической безопасностью, наличие которого обусловлено несовершенством механизма своевременного
информационного обеспечения для приведения нормативно-технической базы и системы обеспечения технологической безопасности в целом в соответствие с реально существующими условиями производственного процесса. В условиях современного производства большое значение имеет постоянный контроль состояния производственной среды, а также степени тяжести труда. Анализ производственно травматизма по ПФ ТОО «KSP Steel» за 2012 показал, что количество несчастных случаев с потерей трудоспособности 1 день и более – 19.
Потеряно рабочих дней – 973.Коэффициент частоты – 1,89.Коэффициент тяжести – 25,6.По техническим причинам произошло 2 несчастных
случая или 10,5 %. Из них: конструктивные недостатки, несовершенство, недостаточная надежность машин, механизмов, оборудования – 1 или 4,7 %. Эксплуатация неисправных машин, механизмов, оборудования – 1 случай или 4,7 %. По организационным причинам – 11 несчастных случаев или 57,9 %. Из них: нарушение трудовой или производственной дисциплины, в том числе инструкций по безопасности труда – 6 случаев или 46,1 %. Неудовлетворительная организация производственных работ – 5 случаев или 38,4 %. Ближайший жилой массив расположен с южной стороны промплощадки ПФ ТОО «KSP Steel» на расстоянии 3,5 км. Лесов, сельскохозяйственных угодий, зон отдыха, водозаборов, граничащих с территорией промышленной площадки, нет. В районе размещения предприятия отсутствуют ценные природные комплексы, особо охраняемые объекты. Производственная деятельность предприятия ПФ ТОО «KSP Steel» сопровождается воздействием на компоненты окружающей среды: атмосферный воздух, почвенный покров, водные ресурсы. Источниками воздействия на компоненты окружающей среды являются технологическое, вспомогательное оборудование, канализационные сооружения, в результате работы которых образуются выбросы загрязняющих веществ в атмосферу, химзагрязненные сточные воды, промышленные и твердые бытовые отходы (коммунальные), шумовое, тепловое, электромагнитное, инфракрасное выделения. Опасность возрастает, если вращающие части оборудования содержат выступающие крепежные детали (болты, гайки, шпильки, винты), а на их поверхности имеются следы неравномерного износа или дефекты (трещины, заусеницы и пр.) [2].

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
60 61
Опасные и вредные производственные факторы в соответствии с ГОСТ 12.0.003-74 подразделяются по примеру действия на физические, химические, биологические, психофизиологические, а также факторы трудового процесса, характеризующие тяжесть и напряженность труда [3].
Существует несколько важных моментов, которые необходимо принимать во внимание:
- несчастные случаи со смертельным исходом обычно происходят с молодыми и неопытными работниками;
- все несчастные случаи на производстве являются следствием устранимых причин и происходят на рабочем месте. Это означает, что их можно предотвратить, приняв комплекс соответствующих профилактических мер;
- если исходить из того, что сокращению числа несчастных случаев со смертельным исходом способствует современная и качественная неотложная медицинская помощь, то можно утверждать, что меньшее число погибших на производстве не обязательно отражает снижение числа аварий и несчастных случаев с серьезными последствиями. За последние пять лет производственный травматизм на предприятии из года в год снижался (рисунок 1 и таблица 1).
Рисунок 1 – Динамика несчастных случаев на предприятии за 5 лет
Таблица 1 – Показатели производственного травматизма за 5 летП/п Годы
Количество несчастных случаев
2011 2012 2013 2014 2015
37 33 37 33 37
Основные причины несчастных случаев за указанные годы:– неудовлетворительное техническое состояние
территорий – 6 человек;– конструктивные недостатки, несовершенство, недостаточная
надежность машин, механизмов, оборудования – 7 человек;– эксплуатация неисправных машин, механизмов,
оборудования – 4 человека;– несовершенство технологического процесса – 2 человека;– неудовлетворительная организация производства работ –
26 человек;– неудовлетворительное содержание и недостатки в содержании
рабочих мест – 3 человека;– недостатки в обучении безопасным приемам труда –
4 человека;– неприменение средств индивидуальной защиты – 2 человека;– нарушение трудовой и производственной дисциплины, в том
числе инструкций по безопасности труда – 25 человек;– прочие – 8 человек.Основными объектами аттестации травмобезопасности на
рабочих местах являются:– оценка безопасности производственного оборудования;– оценка безопасности приспособлений и инструментов;– обеспечение средствами обучения и инструктажа.Качественное улучшения в производстве можно достигнуть
лишь за счет использования новых технологий, технических средств и оборудования, отвечающих современным требованиям и высоким международным стандартам и за счет совершенствования системы промышленной безопасности на производственных объектах, о чем гласит Закон Республики Казахстан от 11 апреля 2014 года № 188– V «О гражданской защите» глава 14 [1].
На территории предприятия необходимо соблюдать следующие экологические требования:
1) Не допускать загрязнение земли отработанными маслами со стороны цехов, участков и автотранспорта (пример: забор масла из бочек производить специальным насосом, а не вручную. Автотранспорт с течью масла не должен допускаться к работе, а если это произошло, необходимо произвести очистку замазученного участка земли путем снятия верхнего слоя на глубину замазученности и засыпать участок чистым песком).

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
62 63
2) Не допускать складирование отходов образующихся в процессе производства цехов и участков на прилегающей территории (пример: металлолом, должен складироваться на твердом покрытии, по возможности компактно, обязательна установка контейнеров для сбора мусора на территории цехов).
3) Не допускать работу технического оборудования без включения вытяжной системы вентиляции [5].
ЛИТЕРАТУРА1 Закон Республики Казахстан О гражданской защите
от 11 апреля 2014 года № 188–V ЗРК.2 Сугак Е. В., Окладникова Е. Н., Ермолаева Л. В. Информационные
технологии управлениясоциально-экологическимриском. // Вестник Сибирского гос. аэрокосмическогоун-та. − 2008, вып. 4 (21). − C. 87–91.
3 Алымов В. Т., Крапчатов В. П., Тарасова Н. П. Анализ техногенного риска. − М. : Круглый год. – 2000.−160 с.
4 Бурков В. Н. Модели и механизмы управления безопасностью / В. Н. Бурков, Е. В. Грацианский, С. И. Дзюбко, А. В. Щепкин. − М.: СИНТЭГ, 2001.−160 с.
5 Гражданкин А. И., Лисанов М. В., Печеркин А. С. Использование вероятностных оценок при анализе безопасности опасных производственных объектов. // Безопасность труда в промышленности. −2001.-№ 5. − С.33–41.
ЭКОЛОГИЧЕСКИЕ РИСКИ В НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
КЕНЖЕНОВА Б. Т.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
АРЫНГАЗИН К. Ш.к.т.н., профессор, ПГУ имени С. Торайгырова, г. Павлодар
В производственной деятельности предприятий существует много рисков, возникающих в технологических, финансовых, экологических, социальных и других сферах. В данной статье рассматриваются экологические риски, так как они являются одним из важнейших аспектов в деятельности любого промышленного предприятия. Если предприятие изначально проектируется и строится без учета необходимых требований экологической
безопасности, а в дальнейшем управление экологическими рисками на нём носит формальный характер, то в последствии наблюдается низкая производственная и технологическая дисциплина, неоднократные нарушения требований безопасности и большие затраты на устранение экологических аварий. Также экологический риск негативно воздействует на экономику предприятия в целом и отражается на издержках в себестоимости и прибыли. Исходя из вышесказанного, можно сделать вывод, что основной целью управления экологическим риском является своевременное предотвращение негативных экологических последствий посредством применения методов снижения экологических рисков.
Существуют два основных методов снижения рисков:1. Метод упразднения снижает вероятность возникновения
риска до нуля. Примером данного метода может служить полный отказ от инвестирования денежных средств в ту или иную производственно-хозяйственную деятельность, отказ от заключения договоров и т.п.
2. Метод предотвращения потерь и контроль означает определенный набор предупреждающих и последующих действий, которые должны предотвратить негативные последствия или контролировать их размер, если таковые уже имеются.
Для оценки экологических рисков существуют такие процедуры, как экологический производственный контроль и аналитический контроль качества окружающей среды.
Производственный экологический контроль непосредственная деятельность предприятий, организаций, учреждений по управлению воздействием на окружающую среду на основе описания, наблюдения, оценки и прогноза источников воздействия и отходов. Целью производственного контроля является обеспечение безопасности и безвредности для человека и среды обитания вредного влияния объектов производственного контроля путем должного выполнения санитарных правил, санитарно-противоэпидемических (профилактических) мероприятий, организации и осуществления контроля за их соблюдением.
Производственный контроль проводится предприятием-природопользователем на своих объектах с целью обеспечения выполнения в процессе хозяйственной и иной деятельности требований природоохранного законодательства и соблюдения установленных нормативов в области охраны окружающей среды, а также самопроверки рациональности природопользования на своих объектах

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
64 65
и выполнения планов мероприятий по ограничению и уменьшению воздействия на окружающую среду. Содержание такого контроля зависит, прежде всего от специфики деятельности предприятия.
Аналитический контроль качества окружающей среды заключается в получении данных о количественном содержании веществ, определении уровня показателей с применением регламентированных методик количественного химического анализа. Аналитический контроль качества окружающей среды состои из последовательных процедур: определения места отбора проб, проведения непосредственно измерений, экспериментальной обработки измерений, аналитической обработки и формулирования результатов. Но при оценке экологических рисков в химической и нефтегазодобывающей промышленности актуальной становится не только оценка рисков физического уровня, то есть тех, которые можно непосредственно измерить, но и комплексная оценка рисков. Такая комплексная оценка рисков учитывает не только непосредственное воздействие на окружающую среду в виде выбросов и сбросов, но и опосредованное накопление экологического риска путем пролонгированного или отсроченного влияния на среду антропогенных факторов. Существующие методы носят фрагментарный характер и не позволяют в полном объеме решать важные практические задачи по охране окружающей среды. Одним из наиболее важных аспектов оценки потенциальной экологической опасности объектов том числе нефтяной промышленности, является моделирование процессов развития крупных производственных аварий. Однако до настоящего времени методы моделирования сценариев аварий остаются недостаточно совершенными. Не существует единой методики, позволяющей определять показатели риска. Открытыми остаются вопросы применения количественных оценок показателей риска. В данном исследовании используется системный подход для проектирования методологии оценки экологических рисков технических объектов. Цель статьи разработка системы оценки рисков для проведения их комплексной оценки. Для достижения поставленной цели предложены методы оценки частот реализации различных сценариев возникновения и развития аварии, построены модели образования полей поражающих факторов, а также модели воздействия поражающих факторов на человека, здания, сооружения, основные производственные фонды.
Рассмотрим сложное технологическое оборудование, используемое в нефтехимической отрасли (в частности, при транспортировке нефти и газа и их составляющих).
Резервуары для хранения нефтегазовых продуктов. Служат не только для хранения, но и для накопления нефти или нефтепродуктов, поступающих по магистральным нефтепроводам и предназначенных для последующей погрузки в танкеры. Резервуар для хранения нефтегазовых продуктов имеет свои ключевые узлы, которые с течением времени теряют пригодность к использованию.
Трубопроводы. Инженерное сооружение, предназначенное для транспортировки газообразных и жидких веществ, пылевидных и разжиженных масс [1], а также твердого топлива и иных твёрдых веществ в виде раствора под воздействием разницы давлений в поперечных сечениях трубы.
Компрессорные станции (КС). Предназначены для поддержания в них рабочего давления, обеспечивающего транспортировку газа или нефти в предусмотренных проектами объемах. КС сооружают по трассе газопровода.
Теплообменные аппараты различных модификаций для нефтегазоперерабатывающей промышленности. Предназначены для нагрева и охлаждения жидкостных и газообразных сред в технологических процессах разных областей промышленности.
Рассмотрим виды рисков от оборудования и последствия их работы с точки зрения экологической безопасности – воздействия на окружающую среду [2–3].
Риск эксплуатации промышленных предприятий, как правило, связан с бесконтрольным высвобождением энергии или утечками взрывопожароопасных или токсических веществ. Причем реальную опасность для окружающих представляет не все предприятие, а отдельные его структурные подразделения (установки, цехи, производства, склады и т.д.). Вполне очевидно, что одни подразделения предприятия более опасны, чем другие, и для эффективного проведения анализа необходимо разбить предприятие на подсистемы, чтобы выявить участки и подразделения, являющиеся источниками опасности, и далее оценить их риск [4].
Экологическая опасность. Нефтегазовая промышленность несет в себе значительный вред для окружающей среды. Так как, очень высокая вероятность загрязнения воздуха выхлопами, газами. Опасности подвергаются как верхние слои почвы, так и нижние. Верхние слои почвы могут загрязняться из-за разливов нефтепродуктов, а также воспламениться, в результате чего почва становится неплодородной. Если объект находится вблизи водоемов, возможно загрязнение воды и непригодность ее для использования.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
66 67
Результатом анализа риска является разработка мероприятий, направленных на повышение надежности оборудования, оснащение системами противоаварийной защиты, совершенствование управление технологическим процессом и снижение потенциальной опасности объекта.
ЛИТЕРАТУРА1 Аналитическая служба «Нефтегазовая Вертикаль». Морские
проекты // Нефтегазовая Вертикаль. – 2002. – № 15 (82).2 Хаустов А. П., Редина М. М. Охрана окружающей среды при
добыче нефти. - М.: Дело, 2006. – 552 с.3 Юдахин Ф. Н., Губайдуллин М. Г., Коробов В. Б. Экологические
проблемы освоения нефтяных месторождений севера Тимано-Печорской провинции. – Екатеринбург: УрО РАН, 2002. – 314 с.
4 Методические указания по проведению анализа риска опасных производственных объектов (РД 30–418–01): утв. Госгортехнадзором России 10.07.01. - М.: НТЦ «Промышленная безопасность», 2001.– 18 с.
ОЦЕНКА ВОЗДЕЙСТВИЯ ПРОИЗВОДСТВЕННОЙ ДЕЯТЕЛЬНОСТИ МЕТАЛЛУРГИЧЕСКИХ ПРЕДПРИЯТИЙ
НА АТМОСФЕРНЫЙ ВОЗДУХ В РК
НУГМАНОВА Ф. Б.к.п.н., ассоц. профессор, ПГУ имени С. Торайгырова, г. Павлодар
АМИДУЛЛАЕВА Н. А.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
Атмосфера – элемент окружающей среды, который повсеместно подвергается воздействию человечной деятельности. Изменения климата и химического состава атмосферы проявляются от последствий такого воздействия, и зависят от многих факторов. Эти изменения существенно влияют на биотическую составляющую среды, в т.ч. на человека [1].
Оценка атмосферы проходит в 2-х аспектах: В первую очередь, производится оценка климата и его возможные изменения под воздействием естественных причин и антропогенного влияния вообще (макроклимат) и данного проекта в частности (микроклимат) [2]. Данные оценки подразумевают также прогноз возможного воздействия климатических изменений на
осуществление проектируемого вида антропогенной деятельности. Во вторую очередь, производится оценка загрязнения атмосферы в результате реализации проекта. Выводы о климатических и метеорологических особенностях, а также об изначальном загрязнении атмосферы опираются, в главную очередь, на данные региональной Гидрометеослужбы, и в меньшей доле — на данные санитарно-эпидемиологической службы и других литературных источников [3].
На основе полученных оценок и данных о конкретных выбросах в атмосферу проектируемого объекта рассчитываются прогнозные оценки загрязнения атмосферы с помощью специальных компьютерных программ («Эра», «Эколог», «Эфир» и др.). Кроме расчета уровня возможного загрязнения атмосферы данными программами можно получить картосхемы полей концентраций и данные о выпадении загрязняющих веществ на подстилающую поверхность. Предельно допустимые концентрации (ПДК) загрязняющих веществ являются критерием оценки степени загрязнения атмосферы. Рассчитанные или измеренные концентрации ЗВ в воздухе сравниваются с ПДК, поэтому загрязнение атмосферы измеряется в величинах (долях) ПДК [4]. Не надо путать концентрации ЗВ в атмосфере с их выбросами в атмосферу. Выброс – это масса вещества, поступившая в единицу времени, а концентрация – масса вещества в единице объема. Так как загрязнение воздуха зависит не только от величины (массы) выброса, но и от ряда других факторов (метеопараметры, высота источника выброса и др.), то выброс не может быть критерием загрязнения атмосферы [5]. ЗВ в воздушном бассейне делят на 4 класса по вероятности их неблагоприятного влияния на здоровье населения: I – чрезвычайно опасные; II – высокоопасные; III – умеренно опасные; IV – малоопасные. Как правило применяются фактические максимально-разовые, среднесуточные и среднегодовые ПДК, которые сравниваются с фактическими концентрациями загрязняющих веществ в атмосфере за последние несколько лет, но не меньше, чем 2 года [6].
Комплексный индекс среднегодового загрязнения атмосферы (КИЗА) является наиболее общим и информативным показателем загрязнения воздуха.
Количественное ранжирование КИЗА по классу состояния атмосферы приведено в таблице 1.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
68 69
Таблица 1 – Критерии оценки состояния загрязнения атмосферы по КИЗА
Показатель состояния Классы экологической состояние атмосферы
Уровень загрязнения
воздуха
Норма Риск Кризис Бедствие
Менее 5 5–8 8–15 Более 15
КИЗА, как правило, применяют при сравнении оценки временной (многолетней) тенденции изменения состояния загрязнения атмосферы и загрязнения атмосферы различных участков исследуемой территории (городов, районов и т.д.). Способность атмосферы к рассеиванию и выведению примесей, соотношение фактического уровня загрязнения и величины ПДК определяет ресурсный потенциал атмосферы. Потенциал загрязнения атмосферы (ПЗА) и параметр потребления воздуха (ПВ) являются комплексными метеорологическими и климатическими показателями, на величине которых основывается оценка рассеивающей способности атмосферы. Данные характеристики определяют особенности формирования уровней загрязнения в зависимости от метеоусловий, способствующих накоплению и выведению примесей из атмосферы [7]. Метод картографирования или построение ГИС с применением набора картографических материалов, описывающих природные условия региона, включая наличие особо охраняемых территорий, используют во время анализа пространственных особенностей и временной динамики последствий воздействия загрязнения атмосферы на здоровье населения и состояние экосистем. Оптимальная система элементов (компонентов) комплексной (интегральной) оценки состояния атмосферы должна включать:
– оценку уровня загрязнения с санитарно-гигиенических позиций (ПДК);
– оценку ресурсного потенциала атмосферы (ПЗА и ПВ); – оценку степени влияния на конкретные среды
(почвеннорастительный и снеговой покров, воды); – тенденции и скорость (интенсивность) процессов
антропогенного развития экспертируемой природно-технической системы для выявления долгосрочных и краткосрочных эффектов воздействия;
– определение временного и пространственного масштабов возможных негативных последствий антропогенного воздействия.
ЛИТЕРАТУРА1 Новиков Н. И., Новикова Г. В., Миролюбова О. А.
Экологические факторы и их влияние на деятельность и развитие предприятий черной металлургии // Журнал Теория и практика общественного развития. – 2013. – № 2.
2 Государственный доклад «О состоянии и об охране окружающей среды Российской Федерации в 2012 году» от 15.12. 2012.
3 Большина Е.П. Экология металлургического производства: курс лекций. – Новотроицк: НФ НИТУ, «МИСиС», 2012. – 155с.
4 Матвеев А.Н., Самусенок В.П., Юрьев В.П. Оценка воздействия на окружающую среду: учебное пособие. – Иркутск: Изд-во Иркут. гос. ун-та, 2007. – 179с.
5 Бринчук М.М. Экологическое право (право окружающей среды): Учебник для высших юридических учебных заведений. – М: Юристъ, 1998. – 684с.
6 Комарова Л.Ф., Лазуткина Ю.С. Оценка воздействия на окружающую среду и экологинеская экспертиза: учебное пособие. – Барнаул: Изд-во Фонда «Алтай-21 век», 2005. – 120 с.
7 Матвеев А.В., Котов В.П. Оценка воздействия на окружающую среду и экологическая экспертиза: учебное пособие. – СПб: СПбГУАП, 2004. – 104 с.
ҚАЗАҚСТАН МЕТАЛЛУРГИЯСЫ КӘСІПОРЫНДАРЫНЫҢ ҚОРШАҒАН ОРТАНЫ ЛАСТАУЫ ЗЕРТТЕУ ӘДІСТЕРІ
НҰҒМАНОВА Ф. Б.п.ғ.к., қауымд. профессор, С. Торайғыров атындағы ПМУ, Павлодар қ.
МАХАБАТ Т.магистрант, С. Торайғыров атындағы ПМУ, Павлодар қ.
Әлемде минералды шикізаттың, жанармайдың, судың, атмосфералық оттектің миллиардтаған тоннасы қолданылады, ал дайын өнімжұмсалған табиғи ресурстың 1 %-ын құрайды.Бұл ретте жыл сайын атмосфераға 1 млрд. т аэрозоль мен газ (СО, SO2, NO, NO2), сондай-ақ, шамамен соншалықты құрым шығарылады; табиғи су қоймасына 500 млрд.т-дан астам өндірістік және тұрмыстық ағу түсіп жатады.
Қалдықтар мен тастандылар жаңғыртылмаған табиғи ресурстардың сарқылуына алып келеді, ал кейде тіпті қоршаған

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
70 71
ортаға және тұрғындардың өмір жағдайына кесірін тигізуі мүмкін. Қоршаған ортаға әлдеқайда көп әсер ететін металлургия, әсіресе, қара металлургия.
Жыл сайын минералды ресурстардың бірнеше тоннасын қолдануда ақырғы өнімнің құрастырылуы үшін 30 %-дан аспайтындайы пайдаланылады, ал қалған мөлшері өндірістің қалдықтары ретінде лақтырылып тасталынады.Осылайша жылына 10 млн.т болат өндіретін толық циклді металлургиялық зауыт қатаң бақылауға енгізу үшін жыл сайын атмосфераға 200 мыңнан астам шаң, 50 мың т. күкірт қосындысын, 250 мың т. көміртек оксидін, азот аксиді және өзге де заттарды шығарады.
Шығарылымдағы шаң концентрациясы алынатын болаттың 50–120 кг/т құраған. Бұл шығарылымдар жаңартылған металлургиялық үдерістерде 10 кг/т болатқа дейін төмендейді. Металлургиялық зауыттарда газ тектес шығарылымдар шамамен 2500 м3/т болатты құрайды.
Атмосфераға тасталатын күкірт қосындысының негізгі көзі кокс (40–60 %) пен кен(5–30 %) болып табылады.Қоқыстармен бірге металлургиялық агрегаттардан 45–55 % күкірт жойылады, ал болат өнімдеріне 6 %-ға дейінгі күкірт өтеді, күкірттің қалған мөлшері атмосфераға тасталынады.
SO2 шығарылымының негізгі көзі агломерирлеу (SO2 жалпы шығарылымның 45–55 %-нан бастап) болып табылады.
SO2 немесе H2S көлемді мөлшері атмосфераға қоқыстың (10–35 %) сууы кезінде және қайта жасап шығару мезетінде лақтырылады. SO2 мөлшері қоршаған ортаға бу қазандарының қондырғысынан, жүз жылдық және жалға берілген цехтерден келіп түседі.
HCN цианды сутегі, негізінде, домна газында кездеседі. Қайта жасалған шойын өндірісі кезінде концентрация 200–400 мг/м3, ал айналы шойында 300–400 мг/м3 және ферромарганецте 1500-3500 мг/м3 құрайды. Цианды сутегінің шығарылымдары кокс зауытының агрегаттарымен 0,5 кг/т кокске дейін жету мүмкін.
Азот тотығы домна пешінде, мартен пешінде және қыздыру пештерінде, кокс-химия өндіріс пештері мен бу қазандықтарында пайда болады.
Домна пештерінде азот тотығы шығарылымның негізгі көзі шығыс газдарында NО (1,7÷6,6)·10–4 % құрайтындомна ауа қыздырғыштары болып табылады.
Азот тотығының концентрациясы мартен пештерінің тік арналарында интенсификаторсыз жылыту кезінде орта есеппен 0,03 %-ды құрайды; оттек таратылуында ол 0,1 %-ға дейін және жағдайлар орын алғанда 0,25 %-ке дейін жетеді.
Азот тотығы шығарылымының орташа мөлшері болаттың 2,5 кг/т-сын құрайды. Металлургиялық газ қолданатыншығыс газдағы, әр түрлі агрегат өндірістеріндегі азот мөлшері 1.1-кестеде көрсетілген.
Кесте 1 – Азот тотығының шығыс газдардағы мөлшері
АгрегатОрташа концентрациясы
% мг/мз % мг/мзДомна ауа
қыздырғыштары 0,004 8 0,0007 14
Оттегідегі интенсификаторсыз
мартен пештері
0,029
0,098
580
1960
0,07
0,244
140
4880Қыздырма пештер 0,0250 500 – –
Шойын балқытқыштар 0,001 20 0,003 60Қайтау қабатының
қондырғысы 0,03 600 0,04 800
Бу қазандықтары 0,058 1160 0,1 2000Газ құбырларының
қондырғысы 0,01 200 0,02 400
Мартен пештеріндегі SO2 мөлшері оттегі үрлеуімен болаттың 0,53 кг/т құрайды, ал шығыс газдағы жайма өндіріс пештері көп емес және аяқталған жұмыста 0,1 %-дан аспайды. Металлургия ЖЭБ мекемелерінен кейін қоршаған ортаға зиян келтіру дәрежесі жағынан өндірістік салада екінші орын алады.Қара металлургия ішкі нарықты толытырумен айналысатын мекемелерді қамтиды.Сонымен қатар, бұл сала елдің ішкі нарығында айрықша орын алады. Әлдеқайда ауқымды сала мекемелері Павлодар, Өскемен қалаларында, Қарағанды облысы, Жезқазған өңірлерінде және өзге де аймақтарда орналасқан.
Соңғы он жылдықта сала өнімі өндірісінің негізі түрлерінің айқын төмендеуібайқалады. Әйткенмен олардың қоршаған ортаға тигізер әсері әлі де жоғары.
Қара металлургияның әлдеқайда қатты әсері атмосфералық ауа мен су қоймасының сыртқы бетіне, сондай-ақ, жер асты сулары мен жер қыртысының лайлану дәрежесіне ықпал етеді. Қара металлургиядағы атмосфералық шығарылымдардың негізгі көздері: агломерациялық өндірісте – агломерациялық

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
72 73
машиналар, жентекті күйдіруге арналған машина; шойын мен болат өндірісінде – домна, мартен және доғал пештер, болат құйылымының үзіліссіз қондырғысы, желіндіру бөлімдері, шойын балқытқыш пештер; уатқыш-ұнтатқыш жабдық, арту-тиеу орындары мен материалдар секпесі.Ауқымды сала мекемелері орналасқан қалаларда бірнеше қоспалармен келген ауа ластануының жоғары дәрежесі байқалады, соның ішінде қауіп-қатердің жоғары табы. Максималды қоспа концентрациясы айналманың бір реттік 10–155 ШРК-ға жетеді.
Мысалы, Өскеменде этилбензолды жәнеNO2 қоспасымен азот диоксидінөндіру кезінде; Павлодарда – NO2.Соңғы жылдары шығарылымдардың төмендеуі табиғи күзетшілік шарала рды жүзеге асыру есебінен емес,негізінен өндіріс көлемінің төмендеуі есебінен болып жатыр. Қара металлургия үлесіне өндірістік станционарлық негізгі көздерден атмосфера шығарылымының 1/7 бөлігі кіреді.
Әсіресе 6 валентті хромның үлесі елеулі. Лайланған ағып түсулердің салаға қосқан үлесі ағып түсу жиынтығының жалпы көлемінің 1/14 деңгейінде бағаланады, жыл сайын шамамен 1 млн м3 судың ағып түсу тасталынды, оның 89 % лайланған болып табылады.
Ағып түскен сулармен бірге лайлайтын заттардың да ауқымды мөлшері тасталынады, соның ішінде өлшенген бөлшектер, сульфаттар, хлоридтер, темір байланысы, ауыр металдар және т.б.
Қар жабынының аэрокосмостық түсірілім деректері бойынша қара металлургияның әрекеттесу аймағы ластану көзінен 60 км-ге дейнгі арақашықтықта қаралады. Атмосфераға, су қоймалары мен жер қыртысына жыл сайын 3 млрд.т қатты өндірістік қалдықтар, 500 км3 қауіпті ағып түсулер мен шамамен 1 млрд.т аэрозоль, көлемі бойынша, химикалық құрамы бойынша әр түрлі бөлшектер және лақтырылып тасталынады.
Улы ластанудың номенклатуралық құрамы 800-ден астам заттардан тұрады, соның ішінде ұрпақ қуалаушылыққа алып келетін мутагендер; канцерогендер – қатерлі жаңа өскіндердің пайда болуы мен дамуы; жүйе және қанды у – бөлек ағзаларға және т.б.
Бұл заттардың ауадағы көлемі кейде ШРК-дан 3–10 есе асып етеді.Қала жағдайларындағы ластанудың әлдеқайда жоғары дәрежесі свинец, ртуть, хром мен никель сияқтыметалдар үшін қолайлы.
Ауыр металдар адам ағзасында жинақталып қалуға бейім және олар мутагенді, канцерогенді және терогенді (кейбір химиялық заттар мен аномалия мен дамуды кешеуілдететін биологиялық агенттерді зақымдайтын әрекеттер) қасиеттерге ие
болғандықтанауыр салдарларға алып келуі мүмкін. Атмосферада цинк пен мыстың техногендік үлесі шамамен 75 %, кадмий мен ртутьтың – 50, никельдің – 30, кобальтің – 10 пайызын құрайды.
ӘДЕБИЕТТЕР1 Волкодаева, М. В. Ивлева Т. П., Автотранспорт қалдықтары
туғызатын ауаның ластануының жоғары деңгейінің болжамы/ Вопросы охраны атмосферы от загрязнений. Атмосфераны ластанудан қорғау сұрақтары – 2009. № 1.-Б. 80–88.
2 Гимадеев, М. М. Щеповских А. И. Атмосфералық ауаны қорғаудың заманауи мәселелері. – Казань: Табигать, 2009. – 368 б.
3 Адамға арналған өнімдер, өндірістік үдерістер, тұрмыстық және табиғи факторлар, канцерогенділер тізбесі (ГН 1.1.725 – 98) - М: Ресей Денсаулық сақтау министрлігі. – 2015. – 23 б.
4 Айдосов А. А., Жакашов Н. Ж., Айдосова А. А., Дюсенова Ж.А. Қоршаған ортаның ластануын сипаттау мақсатындағы Павлодар облысының ауа ортасының ерекшелігінің талдамасы // Жоғары білім берудің өзекті мәселелері және ХХІ ғасырдағы ғылым: Е. А. Букетов атындағы ҚарМУ-дың 30 жылдығына арналған ғылыми-практикалық конференция. – Қарағанды: ҚарМУ, 2002. Б. 107–110.
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ МЕТОДА ХРОМАТОГРАФИЧЕСКОГО АНАЛИЗА ТОПЛИВА
ОМАРОВА Д. П.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
Сегодня все большим спросом пользуется химическая экспертиза топлива, поскольку безотказная работа любого автомобиля напрямую зависит от качества горючего. Неправильно подобранное топливо с плохими характеристиками подвергает опасности не только работу вашей машины, но и здоровье и жизнь вашу и ваших пассажиров. Лабораторный анализ топлива проводит с целью изучения качественных и количественных характеристик продукта, которым вы ежедневно заправляете свое авто. Не секрет, что в нашей стране достаточно остро стоит проблема низкокачественного топлива. И чтобы доказать вину недобросовестных производителей или владельцев АЗС, следует

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
74 75
иметь доказательства, чем и являются результаты объективной экспертизы. Лабораторный анализ топлива осуществляет:
• экспертизу бензина;• экспертизу моторных масел;• экспертизу дизельного топлива.• температуру застывания, помутнения и предельной
фильтрации топлива• Наличие и концентрацию в топливе ароматических
углеводородов, бензола, серы, этилового спирта и других кислородосодержащих соединении которые подмешивают с целью увеличения октанового числа [2, c. 20].
Моя тема научной диссертации «Исследования хроматографическим методом кислородосодержащих соединении в бензине». И я соответственно изучила «Хроматограф» более детально для изучение вышесказанного метода. Аналитический газовый стационарный многоканальный лабораторный хроматограф «Кристаллюкс4000М» универсального назначения со средним термостатом колонок, управляемый от вычислительного комплекса (персонального компьютера с программой обработки и управления) предназначен для измерения концентрации компонентов газовых, жидких и твердых проб органических и некоторых неорганических соединений. Хроматограф является индивидуально градуируемым измерительным прибором, предназначенным для идентификации компонентов анализируемой смеси и измерения их относительного или абсолютного количества в единицах концентрации или массы соответственно. Градуировка хроматографа осуществляется потребителем согласно конкретной методике хроматографического анализа [3, c. 464].
Основными отличительными особенностями хроматографа являются:
– высокий уровень автоматизации управления режимами анализа и работой хроматографа, а также устройствами ввода пробы, обработки полученной информации с помощью персонального компьютера;
– широкий набор детекторов; – м н о г о к а н а л ь н о е д е т е к т и р о в а н и е ( с п о м о щ ь ю
мультидетектора) компонентов пробы, разделенных насадочной или капиллярной колонками;
– автоматическое выявление до 2000 хроматографических пиков с возможностью ручной настройки алгоритма детектирования пиков;
– идентификация до 1000 анализируемых соединений и до 50 групп соединений по заранее созданным в процессе градуировок моделям, с использованием абсолютного и относительного времени удерживания, соотношения сигналов одновременно работающих детекторов, индексов удерживания (Ковача), температуры кипения компонентов, расчет концентрации и количества вещества различными методами;
– построение градуировочной характеристики компонентов по 100 точкам, задание различного вида градуировочных характеристик до кривой третьего порядка, расчет отклонения точек от построенной характеристики;
– запись на винчестер компьютера хроматограмм почти неограниченной длительности, результатов расчета и условий проведения анализа;
– отображение на экране компьютера информации о результатах различных этапов обработки выходных сигналов детекторов, в т.ч., режимов анализа, параметров созданных методик и компонентов, параметров диагностического контроля, результатов статистической обработки и т.д.;
– расчеты различных физических свойств анализируемых соединений;
– редактирование записанных хроматограмм, переобработка, переидентификация и вывод на принтер;
– проведение операций над хроматограммами (сложение, вычитание, сравнение, фильтрация), расчет площади зашкаленных пиков, флуктуационных шумов и дрейфа нулевого сигнала, предела детектирования, среднего квадратического отклонения;
– самодиагностика неисправностей хроматографа, выявляемых по тестовой программе, параметрам режима анализа и хроматографическому сигналу;
– параллельное проведение независимых анализов на двух каналах с использованием двух капиллярных или насадочных и большинства типов детекторов, возможность обработки аналогового сигнала детектора другого неавтоматизированного хроматографа;
– возможность сбора данных и управление в реальном времени одновременно от одного до восьми хроматографов на одном компьютере;
– термостат колонок, объем которого позволяет разместить в нем несколько колонок, как насадочных, так и капиллярных, а также устройства их коммутации.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
76 77
Условия эксплуатации хроматографа (закрытые взрыво и пожаробезопасные лабораторные помещения):
– температура окружающего воздуха от плюс 10 до плюс 35 0С; – относительная влажность не более 80 %; – атмосферное давление от 84,0 до 106,7 кПа (от 630 до 800
мм рт.ст.); – внешние электрические и магнитные поля, кроме земного,
отсутствуют; – примеси в окружающем воздухе должны находиться
в пределах санитарных норм , регламентированных ГОСТ 12.1.00588 [1, c. 6].
Хроматограф является сложным аналитическим прибором с использованием двухуровневой иерархической структуры управления, состоящей из следующих частей:
– микропроцессорный блок управления аналитического блока; – персональный компьютер (ПК) типа IBM PC, объединенный
с блоком управления посредством радиального интерфейса с последовательной передачей информации (RS232С);
– программа управления и обработки хроматографической информации, c помощью которой реализован высокий уровень автоматизации хроматографа.
– Блок аналитический обеспечивает: – газохроматографическое разделение и детектирование жидких
и газовых проб, введенных микрошприцом или краномдозатором соответственно;
– преобразование аналоговых сигналов детекторов хроматографа в цифровую форму и передачу информации для обработки в ПК (А3) через стандартный интерфейс RS232C (разъем «RS232»);
– прием задающих воздействий и команд ПК и управление аналитическими узлами хроматографа;
возможность управления внешними устройствами для ввода и подготовки проб, подключенных к разъему «ВНЕШ.» (возможно и иное подключение внешних устройств).
Программа обработки и управления хроматографа состоит из программы обработки, управляющей ПК и программы управления, управляющей контроллером, входящим в состав аналитического блока хроматографа. Связь между ними осуществляется с помощи программного драйвера стандартного интерфейса RS232 С по трехпроводной линии.
Принципиальным отличием хроматографических методов от других физикохимических методов анализа является возможность разделения близких по свойствам веществ. После разделения компоненты анализируемой смеси можно идентифицировать (установить природу) и количественно определять (массу, концентрацию) любыми химическими, физическими и физикохимическими методами.
Рисунок 1 – Хроматограмма анализа градуировочной смеси оксигенатов (Supelco) по ГОСТ Р ЕН 13132
Лаборатории нефтеперерабатывающих заводов различного профиля не могут полноценно осуществлять свою деятельность без использования современного хроматографа. Данное оборудование используют для анализа сложных органических смесей, включая бензин. Так, с помощью хроматографического метода можно выявить в нефти наличие летучих хлорорганических соединений или содержание меркаптанов, сероводорода. Также нефтеперерабатывающие предприятия используют хроматографы для химического анализа бензина, который позволяет определить бензол, серосодержащие, кислородсодержащие соединения в его составе. Хроматографы производства «Метахром» подходят для исследований в лабораториях условиях и решают множество аналитических задач.
Хроматограф устанавливается в закрытых взрыво и пожаробезопасных лабораторных помещениях, оборудованных приточновытяжной вентиляцией.
При монтаже, установке, проверке и обслуживании хроматографа должны соблюдаться действующие «Правила устройства электроустановок» (ПУЭ), «Правила технической эксплуатации электроустановок потребителей» (ПТЭ) и «Межотраслевые правила по охране труда при эксплуатации электроустановок потребителей», «Правила устройства и безопасной эксплуатации сосудов, работающих под давлением», «Основные санитарные правила

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
78 79
работы с радиоактивными веществами и другими источниками ионизирующих излучений (ОСПОРБ99)», «Нормы радиационной безопасности (НРБ76/87)».
Источниками опасности хроматографа являются: – токоведущие части хроматографа, находящиеся под
напряжением; – газовые магистрали высокого давления (0,4 МПа); – источник бетаизлучения ЭЗД; – поверхности термостатов хроматографа, имеющие высокую
температуру; – применение газообразного водорода.
Все составные части хроматографа заземляются. Заземление хроматографа осуществляется с помощью сетевой вилки и (или) контакта «^
В некоторых моделях хроматографа в модулях, содержащих ЭЗД, установлен радиоактивный источник бетаизлучения, поэтому категорически запрещается производить разборку и ремонт ЭЗД и мультидетекторов, содержащих ЭЗД. Разборка и ремонт ЭЗД производятся только специальными организациями, а также изготовителем. При открытых верхней крышке хроматографа и дверцы термостата колонок запрещается прикасаться руками к нагретым частям термостата, а также производить замену колонок и модуля до полного их остывания. Ремонт и техническое обслуживание производить при отключенном хроматографе.
При работе с водородом, проведении анализов горючих, вредных и агрессивных веществ должны соблюдаться меры пожарной безопасности и правила техники безопасности, предусмотренные в специальных инструкциях, разрабатываемых потребителем в соответствии со спецификой применяемых веществ.
Баллоны с газами рекомендуется устанавливать вне здания в специальных металлических шкафах. Отбор газа из баллона должен производиться через редуктор, предназначенный для данного газа. По окончании пользования баллоном вентиль на баллоне необходимо плотно закрыть [4, c. 103].
ЛИТЕРАТУРА1 Хмельницкий Р.А., Бродский Е.С. Хроматомассспектрометрия.
– Химия – 1984. С. 6462 Другов Ю.С., Березкин В.Г. Газохроматографический анализ
загрязненного воздуха. – М., Химия, 1981. С. 2038.
3 Сакодынский К. И. Аналитическая хроматография. – М.: Химия, 1993. – С. 464.
4 Стариковская С. М. Физические методы исследования. Семинарские занятия. 1. Учет погрешностей при обработке результат. – М.: МФТИ, 2003. – С. 103.
ЖЕЗҚАЗҒАН МЫС ҚОРЫТУ ЗАУЫТЫ – ИНДУСТРИЯЛАНДЫРУДЫҢ АЖЫРАМАС БӨЛІГІ
ӨТЕН Н. С.студент, Ө. А. Байқоңыров атындағы Жезқазған университеті, Жезқазған қ.
ЖАКСИЛИКОВ И. Бстудент, Ө. А. Байқоңыров атындағы Жезқазған университеті, Жезқазған қ.
АХМЕТБЕКОВА А. М. т.ғ.к., доцент, Ө. А. Байқоңыров атындағы Жезқазған уиверситеті,
Жезқазған қ.
Құрылысы 1967 жылы басталып, 1971 жылдан бастап осы күнге дейін өз өнімін беріп келе жатқан Жезқазған мыс қорыту зауытының Қазақстан үшін маңызы өте зор, себебі мұндай зауыттар жедел индустрияның ажырамас бөлігі. Зауыт тірі ағза секілді өмірінің әртүрлі кезеңдерінен өтті: жаңадан құрылу, үдере даму, шарықтау, тоқырау және қайта күшею.
Жезқазған мыс қорыту зауыты – әлемге әйгілі кәсіпорын. Одақ кезінде-ақ ол төрткүл дүниеге танылған. Қазақстанда қазір мыс өндіретін кәсіпорын көшін бастап тұрған бұл зауыт әлемдегі алғашқы ондық қатарында. Кенші жөнелткен жентек-жентек кенді баптаған байытушының құнарлы концентратынан металлург шақпақ мыс шығарады. Алдымен, байыту фабрикасынан келген концентрат шихта дайындау цехында ширатылып, одан әрі балқыту цехына жөнелтіледі.
Зауыттың салыну тарихына қысқаша тоқтала кетсек, 1959 жылы СССР Министрлер Кеңесінің № 181 «Жезқазған аймағын дамыту туралы» қаулысы қабылданған. Кеңес өкіметінің қаулысына қарамастан, зауытты салу жөніндегі айтыс үш жылға созылыпты. Ақыры мыс зауытын Жезқазғанда салу туралы шешім қабылданып, 1964 жылы жобалық тапсырма бекітілген. 1971 жылдың 13 ақпанында бірінші катодты мыс алынды. Кешеннің құрылысы 1977 жылы толықтай аяқталды. Сол кезеңде Жезқазған мыс қорыту зауыты техникалық-экономикалық көрсеткіші жағынан,

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
80 81
механизациялау және автоматтандыру жағынан Ке ңес Одағында алдыңғы орында еді [2, с. 471].
Өткен жылы корпорацияның бөлімшелері, оның ішінде Жезқазған мыс қорыту зауыты шамамен 223 мың тонна катодты мыс өндірді. Бұл жоспардағы көрсеткіштен 3 %-ға артық. Әлемдік экономиканың қиындығына, сұраныс пен бағаның төмендігіне қарамастан, кәсіпорын тобы мыс өндірісін 2014–2015 жылдардың көлемімен бірдей деңгейде ұстап тұруға ниетті.
2016 жылдың алғашқы жарты жылдығында корпорация бөлімшелері 111 мың тонна катодты мыс өндірді. Бұл өткен жылдың сәйкес кезеңімен салыстырғанда 8%-ға артық.
2014 жылы зауыт күрделі жөндеуден өтті. Жөндеуден өткізу жұмысының жалғасы ретінде зауыт төмен сұрыпталған (құрамында металл аз шикізат) кеннен мыс өндіруші инновациялық өндіру технологиясы жобасын жүзеге асырып жатыр. Құрамында металл аз кенді қайта өңдеу Қазақстан үшін маңызды бағыттардың бірі болып саналады. Себебі жаңа технологиялар кеніштерде жиналып қалған балансталған кенді пайдалануға мүмкіндік береді.
Қазіргі таңда кәсіпорын ескі технологиялар – пирометаллургияны (электр балқыту) қолдану арқылы мыс өндіреді. Мұнымен қатар, төменгі сұрыпталған гидрометаллургиялық қайта өңдеу шикізаты арқылы катодты мыс алу үшін сынақ жұмыстары жүргізіледі [1].
Біреуі анау-мынау өндірістік буыныңды он орап алатындай үш бөлімшеден тұратын балқыту цехын «металлургиялық өндірістің өзегі» деп әспеттесек артық емес. Көпшілік көзбен көрмесе де, көңілінде берік ұялаған қызылкүрең балқыма осында алынады.
Шақпақ мысСаф алтындай сары мыс, түпкі өнімнің тұсауы кесілетін
тұс – электролиздеу цехы. Мұнда шақпақ мыстың сапасын арттыруға бағытталған электролит температурасын реттейтін және оның құрамындағы активті затты бақылайтын автоматты желі өндіріске енгізілген. «Қазақмыс» құрылымында алатын өзіндік салмақты орны бар бұл зауыт ұжымы шуақты шақты да, қиын кезеңді де көрді. Дағдарыстың дүрбелеңін қажымас қажыр-қайратпен, үздіксіз ізденіспен жеңді. Жаңашылдыққа ұмтылды, жетістікке жігерленді. Тегі темірдің түбі тозатыны түсінікті. Оның үстіне өндірістегі технологияның табандап тұрып қалмай, жетілдіріліп отыратыны тағы мәлім. Демек, уақыт талабына сай заманауи жүйелі жаңғыру – табиғи заңдылық. Жезқазғандық металлургтің де мақсаты – өндірісті жаңғырту жолымен жаңа жетістікке жету. 2013
жылы қыркүйекте «Қазақмыс» басшылығы Жезқазған мыс қорыту зауытын тоқтатты. Мамандардың мәлімдеуінше, мұндай шешім мыс балқыту қуатын дамыту келешегін зерттеу қорытындысына сүйеніп қабылданды. Дегенмен, кезінде осы «консервациялау» көпшіліктің көңілін күпті қылды. Бірақ, босқа алаңдапты. Кәсіпорынның уақытша тоқтап тұруы жұмысшы жалақысына кесірін тигізбеді. Өйткені, қайта құру кезінде оның әлеуметтік әсерін әлсірету үшін «Қазақмыс» басшылығы пәрменді қолдау көрсетіп, орташа жалақы кәсіпорын қайта қатарға қосылғанша сақталды.
Зауыт шақпақ мыс шығармаған шахта жұмыс күшінің бір бөлігі концентрат тиеуге тартылды. Күкірт қышқылы цехы Балқаштан келген шикізатты байыту фабрикасына айдап, залалсыздандырумен айналысты. Қалғаны кәсіпорынды қаңтаруға қатысты шараны атқарды. Бір жыл көлемінде зауыт қайта қатарға қосылды. Қазір кәсіпорын бұрынғы пирометаллургиялық тәсілмен тауарлы өнім алады. Түсінікті тілмен айтсақ, алдымен мыс концентратын электр қуатымен балқытып, алынған балқыма от және электролитпен одан әрі тазартылып, содан сапасы төрт тоғыздықпен (99,99 %) таңбаланған шақпақ мыс шығады.
Гидрометаллургиялық технологияны өндіріске енгізу бағытында да жұмыс жүруде. Ресейлік «РусРедМет» ғылыми-зерттеу бірлестігімен білек біріктірген «ҚазГидроМыс» компаниясының инновациялық технологияны ғылыми-зерттеу орталығы құнарсыз кенді кешенді өңдеудің тиімді технологиясын жасады. Жезқазған мыс қорыту зауытында құнарсыз кеннен алынған қара мысты гидрометаллургиялық өңдеудің технологиясын тексеретін әмбебап қондырғы монтаждалып, қуаты сағатына 5 тонна концентрат алуға жететін тәжірибелік зауыт салынады. Оның жобасын ресейлік «РИВС-проект» жасады.
Гидрометаллургиялық өңдеу технологиясы келешекте, ең алдымен, баланстағы және балансқа алынбаған кенді, бұрын есептен шығарылған қорды, ұзақ жыл жиналған өндірістік қалдықты аз шығынмен өңдеуге мүмкіндік береді. Сөйтіп, кәсіпорынның өндіріс көлемі ұлғаяды. Жезқазған аймағында жұмыс істеп тұрған кеніш «ғұмыры» ондаған жылға ұзарады, экологиялық жағдай жақсарады. Шақпақ мыстың өзіндік құны 1,6 есе арзандайды.
Мыс ширатпасыЖезқазған мыс ширатпасы зауыты, қарапайым түсінікті
тілмен айтсақ «Казкат» – заманауи, әлемдік үлгімен үндес, экологиялық жағынан таза бірегей кәсіпорын. Негізгі өнімі – 8, 16,

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
82 83
18 миллиметрлік мыс ширатпасы. Бірден айтайын, мұндай тектес кәсіпорын Қазақстанда жалғыз. Ал, оны салу туралы шешім кеңестік кезеңде шыққан, нақтысы – 1990 жылы қазанда қабылданды. Түркиялық «Энтес» фирмасы 1994 жылы 3 қарашада кәсіпорынды қатарға қосты. Тұсаукесер салтанатына Елбасы Нұрсұлтан Назарбаев пен Түркияның Қазақстандағы елшісі қатысты.
Жалпы, әлемде мыс ширатпасын шығарудың үш түрлі технологиясы бар. Жезқазғанда игерілгені – американдық «Southwire» компаниясына тиесілі: мыс ширатпасын үздіксіз құю мен прокаттаудың уақыт сынынан сүрінбей өткен тәсілі. Оны жезқазғандықтар мінсіз меңгеріп алған. Жабдық жағы толық автоматтандырылған. Өндірісті одан әрі жетілдіру жолында ұжым басшылығы кез келген мүмкіндікті қолдан шығарып алмауды қарастырады.
Әлемдік нарықтағы бетқаратпас бәсекелестікпен беттескен білікті ұжым тек сапалы өнімімен ерекшеленеді. Өйткені, қазір мыс ширатпасын ұсыну мен тұтыну нарығында өте қатал бәсекелестік қалыптасқан. Міне, мысал! Осы зауыт пайдалануға берілгенде Қытайда оған балама бірде-бір кәсіпорын жоқ еді. Бүгінде мыс ширатпасын шығаратын он бесі істеп тұр. Ресей мен іргелес Өзбекстанның да осындай өз зауыты бар. Бұл нені білдіреді? Өнім өткізетін нарық ауқымы қаншалықты кемісе, жауапкершілік салмағы соншалықты артады. Бәсекелестік бекиді. Мұндайда басты көрсеткіш – өнім сапасы. Бұл зауыт жобалық қуатына сәйкес көлемде шығаратын өнімді Қазақстанның толық тұтынуы мүмкін еместігі бастапқы кезде-ақ бірден белгілі болған. Бүгінде оның өнімін жиырма шақты отандық кәсіпорын тұтынады, бірақ, бұл – кәсіпорын қуатының бестен бір бөлігіндей ғана.
Өнімді Оңтүстік Корея мен Түркияға да өткізіп көрген. Алайда, тасымалдау шығыны шығандап кетіп, тиімсіз болып шықты. Жезқазған-Бейнеу теміржолының пайдалануға берілуі үкіленген үмітті оятты. Таяу-Шығыс нарығына шығуға мүмкіндік туды. Түркия, Иран, Әзірбайжан мыс ширатпасына қызығушылық танытуда. Әзірге негізінен Ресей нарығында жұмыс жүргізуде. Өйткені, онымен бірегей кеден одағында болу оң ықпалын тигізіп отыр. Келесі кезекте – Қытай. Тапсырыстың басым бөлігі осы елден түседі. Келешекте өнім өткізудің ауқымын арттыру жолы іздестірілуде [3, с. 378].
Әрқашан алда жүру – олар үшін дағдыға айналған. «Қазақмыс» құрылымында 2004 жылы ИСО 9001:2000 халықаралық үлгісі талабына сай менеджмент пен сапа жүйесін алғаш өндіріске енгізген осы ұжым. Ал, жыл сайын соны дәлелмен дәйектеп отыру оңай
шаруа емес. Кейінгі он жыл бедерінде бірде-бір апатсыз және жарақатсыз жұмыс істеуінің өзі көп жайды аңғартса керек.
2014 жылдың қараша айында зауыт катодты мыс шығара бастап, консервацияға дейінгі қуаттылыққа жетуді көздеді. Бұл дегеніміз – жылына 100 мың тонна өнім. Зауыт жұмысын жандандыру үшін 2 ай бойы дайындық жұмыстары жүргізілді. Зауыт қызметкерлерінің жалпы саны – 1500. Жезқазған мыс қорыту зауыты 40 жылдан астам уақыт бойы жұмыс істеп келеді және осы өңірдегі халық үшін негізгі жұмыс көзі.
Зауыт бригадирі Жоламан Аңдағұлов: «Барлық қызметкерлер жұмыстарына көңілі толады. Бастысы зауыттың қайта іске қосылғаны қуантады. Менің ойымша, бұл үшін біз Елбасына рахмет айтуымыз қажет, себебі ол модернизация барысын өзінің жеке бақылауына алды» – деп атап өтті. Қарағанды облысы әкімінің бірінші орынбасары Асылбек Дүйсебаевтың айтуынша, зауыттың іске қосылуы экономиканың өзге салаларын дамытуға қатты әсер етеді. Ал бұл дегеніміз – қосымша жұмыс орындары мен халық табысының артуы. Ол сондай-ақ бұл шаралардың «Нұрлы жол - болашаққа бастар жол» атты Елбасы Жолдауын жүзеге асыру мақсатында жасалып жатқанын атап өтті. Сондай-ақ, Елбасы Нұрсұлтан Назарбаевтың қолдауымен гидрометаллургия технологиясы енгізіле бастады. Бұл технологияның көмегімен құрамында металл аз кенді тиімді өңдеуге болады.
Қазақстан Республикасының 2015–2019 жылдарға арналған индустриялық-инновациялық даму мемлекеттік бағдарламасы экономиканы әртараптандыруды жеделдетуге бағытталған.
ИИДМБ бағдарламасының екінші бесжылдығы аясында металлургия бірінші кезекте тұратын 6 өңдеуші өнеркәсіп салалары іріктеліп алынды. Сонымен қатар, химия, мұнай-химия, машина жасау, құрылыс материалдары, тағам өнеркәсібі басты назарда тұр.
«Қазақмыс Корпорациясы» ЖШС кәсіпорындарының Қазақстандағы үлесі – мыс концентраты 85 %-ды, тазартылған мыс 90 %-ды құрайды. Қазақстандық мыс негізінен Қытайға, Ресейге және Өзбекстанға экспортталады. Бүгінде компания Қазақстандағы шикізат базасын Бозшакөлдегі (Павлодар облысы) және Ақтоғайдағы (Шығыс Қазақстан облысы) жаңа кен орындарын игерудің есебінен кеңейту жұмыстарын жүргізіп жатыр. Елімізде мыс кенін өндіру жұмыстарын «Қазцинк» АҚ, «Ақтөбе мыс компаниясы» ЖШС, «Майқайыңалтын» АҚ жүргізіп жатыр [1].

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
84 85
ӘДЕБИЕТТЕР1 https://kk.wikipedia.org/wiki/ Жезқазған мыс қорыту зауыты.2 Жақсылық ШЕГІРҰЛЫ- Сұлтан аға, «Мысты өңір»
2006 ж, с. 471.3 Жезқазған энциклопедиясы. Қожамсейітов Сағындық, с. 378.
ӨНЕРКӘСІПТІК ҚАУІПСІЗДІКТІ ҚАМТАМАСЫЗ ЕТЕТІН, ҚОРҒАНУ ҚҰРАЛДАРЫН ҚОЛДАНУ
СЕЙДУАҚАС Б. С.студент, С. Торайғыров атындағы ПМУ, Павлодар қ.
Кез-келген жеке қорғану құралдарын қолдану мақсаты қолайлы құндылықтарды азайту немесе қауіпті және зиянды өндірістік факторлардың адамға әсерін толығымен болдырмау болып табылады. Сонымен бірге жеке қорғану құралдары ағзадағы дененің өмірлік функционалдық жүйелеріне және еңбек процесіне теріс әсері барынша азайтылуы керек [2, б. 72].
Қызметкерлерді қорғау құралдарының бірнеше түрі бар:Оқшаулау костьюмдері: – пневмокостьюмдер; – гидрооқшаулаушы костьюмдер; – скафандрлар;
Тыныс алу мүшелерін қорғау құралдары: – противогаздар; – респираторлар; – пневмошлемдер; – пневмомаскалар;
Арнайы киімдер – комбинезондар, полукомбинезондар; курткалар; шалбарлар; костюмдер; халаттар; плащтар; полушубалар, тулуптар; фартуктар; жилеттер; қолғаптар.
Арнайы аяқ қиім – етіктер, ботфорттар, полусапожкалар, ботиноктар, полуботиноктар, туфлилар, галоштар, боты, бахилдар;
Қолды қорғау құралдары – қолғаптар;Басты қорғау құралдары – каскалар; шлемдар, подшлемниктер;Бетті қорғау құралдары – қорғау маскалары; қорғау щитоктары;Есту мүшелерін қорғау құралдары – шуға қарсы шлемдар;
наушниктар; вкладыштар;Көзді қорғау құралдары – қорғау көзілдіріктері;
Сақтандырғыш құралдары – сақтандырғыш белдіктер; диэлектрикалық төсеніштер; қол қыспақтар; манипуляторлар; тізе қаптар, шынтаққаптар, иыққаптар;
Қорғаушы, дерматологиялық құралдар – жуу құралдары; пасталар; кремдар; мазьдар.
Емдеу-профилактикалық құралы – жұмысшы денесінің ашық жерлерін химиялық өндіріс факторларынан қорғауға арналған түрлі кремдер, пасталар мен басқа да заласыздандыру құралдары [1, б. 94].
Респираторлар. Лабораториялар мен өндіріс тәжірибесінде Р-2, ШБ-1, ШБ-2, сүзгі респираторы кеңінен қолданылады. Салмағы жеңіл, жақсы сүзгілі респираторлар тыныс алу органдарын қорғау үшін қолданылады. Р-2 респираторы ауаны жұтатын және шығаратын екі клапанды фильтрлі маскадан, мұрын қысқышынан, жүгеннен тұрады. Респиратор мөлшерімен өлшемі иекке қарай үш түрлі болып бөлінеді. Әр адам өзіне шақ респираторды таңдауы үшін бет ұзындығын өлшеу керек: 109 мм – 1 өлшем; 109-119 мм – 2 өлшем; 119 мм-ден жоғары – 3 өлшем (1-сурет).
Сурет 1 – Респиратор Р-2, 1-ауа жұтатын клапан, 2-мұрын қысқашы, 3,4-жүген, 5-маска, 6-ауа шығаратын клапан
Теріні қорғайтын құралдар. Ядролық, химиялық, бактериялық зақымдану кезіндегі және КӘЕУЗ таралуы жағдайына адамдардың бүкіл денесін қорғау ең басты мәселе. Бұл құралдар шартты түрде арнайы және қосалқы теріні қорғау құралдары болып бөлінеді [3, б. 102].
Арнайы теріні қорғау құралдары УЗ, КӘЕУЗ, РЗ, БЗ-ы сияқты заттар тамшыларынан, будан теріні жақсы қорғайды, ядролық жарылыста пайда болатын сәулелену деңгейін төмендетеді. Теріні

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
86 87
құралдары жұмыс істеу принципіне қарай сүзгілі және жекеленгіш болып бөлінеді (2-сурет).
1-куртка, 2-капюшон, 3-бастын жүгені, 4-жеңіндегі бауы, 5-беліндегі бауы, 6-сөмке, 7-шалбар, 8-бәтінке, 9-баулар,
10-белдік, 11-қолғаптары.Сурет 2 – Теріні қорғау Л-1 костюмі
Теріні жекеленгіш қорғау құралдары резеңкеленген матадан жасалады. Ол зақымдану ошақтарына дезинфекциялау, дезактивациялау, дегазациялау жұмыстарын жүргізу кезінде қолданылады. Теріні жекелегіш қорғау құралы тек жасақ құрамының жеке тұлғаларын қорғау үшін қолданылады.
Қорғаныс құралдарына байланысты арнайы қорғаныс киімдерінің, аяқ – киімдерінің және қолды қорғау құралдарының классификация [1, c. 97].
Кесте 1
Топ атауы Топшалар
Белгіленуі
Арнайы киім
Арнайы аяқ- киім
Қолды қорғау түрлері
Механикалық жағдайдың әсері
Тесуден, жарақат алудан Мп Мп МпӨшіруден Ми Ми МиДірілден Мв Мв
Энергияның аяқ басына соққысы200 Дж100 Дж50 Дж25 Дж15 Дж
–––––
Мун200Мун100Мун50Мун25Мун15
–––––
Энергияның балтырға соққысы 3 Дж Мут3 –
Энергияның жіліншекке соққысы 2 Дж Мут2 –
Энергияның көтеру бөлігіндегі аймаққа
соққысы 15 ДжМут15 –
Сырғанау әсері
Майлы беттен сырғанаудан – Сж –
Мұзды беттен сырғанаудан – Сл –
Дымқыл және лас беттен – См –
Температураның көтерілуінің әсері
Температураның көтерілуінен Тк Тк –
Жылудың шағылысуы Ти Ти/1 ТиАшық жалын То То То
Балқытылған металдың шашырандысы Тр Тр Тр
45С градустан жоғарлаған жағдай – Тп –
Температураның төмендеуінің әсері
Ауаның температурасының
төмендеуіТн – –
-20 С градусқа дейін – Тн20 –
-30 С градусқа дейін – Тн30 –
-40 С градусқа дейін – Тн40 –Ауамен желдің
салқындауы Тнв – –

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
88 89
Қышқыл ерітінділері
80 %-дан жоғары қышқылдық концентра-ция (күкірт қышқылына
арналған)
Кк Кк1) Кк
50-ден 80%-ға жоғары қышқылдық концентрация (күкірт
қышқылына арналған)
К80 К801) К80
20-дан 50%-ге жоғары қышқылдық концентрация (күкірт
қышқылына арналған)
К50 К501) К50
20% - ға дейін қышқылдық концен-
трацияК20 К20 К20
Сигналдық киім – Со – СЭлектр токтың әсерінен – Эн Эн1) Эн
Электр өрістерінен – Эп Эп Эп
Қауіпсіздік белдіктері - егер жұмыс орындарына 1 м және одан жоғары биіктікте қоршауларын орнату мүмкін болмаса немесе негізсіз болса, қызметкерлер қауіпсіздік белдіктерімен қамтамасыз етілуі тиіс. Карабинердің қауіпсіздік белдігін бекіту нүктелері алдын ала шебердің көмегі арқылы көрсетіледі.
Пайдалану үшін шығарылған қауіпсіздік белдіктері 3кН, статикалық жүктеме үшін сыналған болуы тиіс, белдік белбеуінде белгі жасалады. Мерзімдік сынақтар әрбір 6 айда жасалынады [4, б. 20].
ӘДЕБИЕТТЕР1 Безопасность жизнедеятельности в строительстве / Куликов
О.Н .-Москва, 2009.2 Безопасность труда аппаратчика кислородной установки:/
Файнштейн В.И, 1981.3 Основы промышленной безопасности:/ К. Ш. Арынгазин,
Е.Т. Кусанов.- Павлодар, 2012.4 Тіршілік қауіпсіздігі. Усенко В.Д., Москва 2000.
ЭЛЕКТР ТОГЫНАН САҚТАНДЫРАТЫН ҚОРҒАНЫС ШАРАЛАРЫ
СЕЙТКАЗИН С. Б.аға оқытушы, С. Торайғыров атындағы ПМУ, Павлодар қ.
КАРАБЖАНОВ Н.Т. студент, С. Торайғыров атындағы ПМУ, Павлодар қ.
Электр қондырғыларды күту және оған қатысты өндірістегі және тұрмыстағы адамдардың, қызметкерлердің қауіпсіздігін қамтамасыз ету келесі шаралар арқылы қолданылады: қауіпсіздік талаптарына жауап беретін қаптаманы қолдану; ток өткізгіш бөліктеріне дейінгі қашықтықты сақтау, оны қаршау және жабу; өшірулі аппараттардың қателік қосылуын болдырмайтын бүлендеуіштерді қолдану; токка түсу қауіпі пайда болған жағдайдағы тізбектін автоматты түде ажыратылуын қамтамасыз ететін өшіргіш қорғаныс құралын қолдану; электр қондырғалардын корпустарын нөлге тенестіру; қорғаныстық жерлендіруді қолдану немесе электрпотенциалдарын түзету; 42 В және 50 Гц жиілігінен төмен және 110 В тұрақты тогынан төмен айнымалы ток пен кернеуі қоректі бөлуші трансформаторды қою; электр өрісінін кернеулігін төмендететін қондырғыларын қолдану; электртехникалық қорғаныс құрал-жабдықтарымен қорғану.
Қорғаныстық жерлендіру – кернеу болған жағдайда металлдық ток өткiзбейтiн бөліктердің жермен немесе оның баламасымен қасақана электрлiк жалғауы,- токтiң ұтылуынан электр қондырғысының тұрқысына ойық оқшаулау кезіндегі өте сенiмдi қорғаныс құралы болып табылады.
Жұмыстық жерлендіру – электр қондырғының ток өткiзетiн қандай да бір нүктелерін жерлендіру – оның жұмысын қамтамасыз ету үшін қарастырылады. Жерлендіргіш және жерлендіруші өткізгіштерден тұратын қорғаныстық және жұмыстық жерлендіру жиынтық немесе жеке түрде жерлендіруші құрылғыны құрайды. Жерлендіргіштер жерде жүргізіледі, және солар арқылы жерге ток жайылады. Жерлендіруші өткізгіштер электрқондырғылардың жерлендіруші бөліктерін жерлендіргішпен қосады. Жерлендіруші өткізгіш немесе екі және одан көп тармақтары бар нөлдік қорғаушы өткізгіш жерлендірудің желісі болып табылады.
Қалыпты жағдайда металлдық электрқондырғылардың бөліктері ток өткізгіш бөліктерден жақсы оқшауланған болуы керек және оларға жанасу қауіпсіз. Кернеуі жоқ электрқондырғылардың металдық бөліктерінде апаттық жағдайларда кернеу пайда болады.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
90 91
Қызметкерлердің металдық бөліктерге және басқа машиналар мен аппараттардың өткізуші құрылымдарына жанасуы өмірге қауіпті болады. Электрқондырғылардың ток өткізгіш бөліктерінің оқшаулау бүтіндігінің бұзылуы нәтижесінде пайда болған жанасу мен адымдардың кернеуін қауіпсіз мөлшерге дейін төмендету қорғаныстық жерлендірудің мақсаты болып табылады. Жерлендіруші құрылғының электрлік кедергісі аз болған сайын электржабдықтың металлдық бөліктерінде кернеу аз болады және апаттық жағдайда адам мен жануарларға кернеу аз мөлшерде түседі. Жерлендіруші құрылғының үш түрі бар: қарапайым, тасымалды және контурлы. Жердiң бетi бойымен потенциалдардың таралуы және адым кернеуiнiң физикалық мағынасы 1-суретте түсiндiріледi.
Сурет 1 – Жердiң бетi бойымен потенциалдардың таралуы – кедергісі бар дара жерлендіргіштегі жанасу мен адымдардың
кернеуі
– жерлендіргіштегі толық кернеу; – жанасу кернеуі; – адым кернеуі; - токтың тұйықталуы; – жер бетіндегі
потенциал; 1- жер бетіндегі потенциалдың орналасу қисығы; 2- түзу потенциалдың қисығы; 3- жердегі токтың түзуі.
Күрделі контурлы жерлендіргіштің жанасу коэффициеті 0,3–0,2 тең, ал адым коэффициеті 0,3–0,1 және одан төмен. Жанасу мен адым коэффициенттер мәні аз болғанда олардың кернеуі де аз болады.
Потенциалдың орналасу қисығы гипербола болғандықтан, максималды потенциал нолдік потенциалдың нүктесіне қатысты жерлендіргіштің өзін құрайды; толық потенциалдың 70 %-ға жуығы жерлендіргіштен 1м қашықтықта құлайды; 25 %-ы 1 және
10м арасында; 5 %-ы 10 және 20м арасында. Дара қарапайым жерлендіргіштен 20м және одан да көп қашықтықта орналасқан жер нүктелерін нолдік потенциалды құрайды деп есептеген жөн.
Тасымалды жерлендіргішті жерлендіруші нысаннан біршама қашықтықта орналастырады. Жерлендіргіш электрқондырғылары бар өндірістік кеңістіктер жердегі ток таралу аймағынан тыс болады. Егер тасымалды жерлендіргіш жерлендірілген нысаннан 20м және одан да көп қашықтықта жойылған болса, онда өндірістік кеңістіктегі еден нольдік потенциалды құрайды деп есептеуге болады. Сондықтан сол жерде тұрған және электрқондырғылардың металдық жерлендірілген тұрқысына жанасқан адамда жерлендіруші құрылғы бойымен жерге ток тұйықталуы өткен кезде еденге қатысты толық кедергі байқалады.
Сурет 2 – Контурлы жерлендіру
а – жерлендіруші құрылғыға фазалық сымның тұйықталуы кезіндегі потенциалдың орналасу қисығы; б – жоспардағы контурлы жерлендіру; в - А-А қимасындағы потенциалдың орналасу қисығы;
– жерлендірудегі толық кернеу; – жанасу кернеуі; – адым кернеуі.
Яғни, жерлендіруші құрылғы орындалған кезде жердегі электрлік ток таралу аймағынан тыс болған өндірістік кеңістікте зақымдаушы кернеудің мөлшері жерлендіруші қондырғыдағы токтың таралу кедергісіне токтың жерге тұйықталу мөлшеріне байланысты болады. Тасымалды жерлендіруші құрылғыға қарағанда контурлы жерлендіргіш тиімді және сенімді. Бұл жағдайда жерлендіргіштер жерлендірілуші электрқондырғылардың айналасында контур бойынша орналасады. Сонымен қатар электрқондырғылары бар өндірістік кеңістіктер жерлендіргіш

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
92 93
контурдың ішінде орналасады. Жерлендіргіштердің бір-біріне жақын орналасуына орай және бір жерлендірушінің электрлік өрісінің басқасының потенциал нүктесі жерлендіруші контурдың ішінде жоғарылайды. Осыған орай жерлендірілген металлдық бөліктер мен еден арасындағы кернеу төмендейді. Кейбір жағдайда контур ішіндегі потенциалдардың түзетуін жақсарту үшін қосымша көлбеу сызығы жүргізіледі.
Нөлдеу өзімен нөлдік қорғанысы бар өткізгіш металдық ток өткізбейтін бөліктердің қасақана электрлік қосылысын ұсынады.Ол фазалық сымның электрқұрылғының корпусына 1000 В дейінгі тұйықталу кезіндегі негізгі қорғаныс құралы болып табылады. Нөлдік қорғанысы бар өткізгіш оның бөліктерін тура жерлендірілген бейтараптама нүкте орауышының қөрек көзін қосу үшін немесе эквиваленті болу үшін қызмет атқарады. Жұмыс істейтін нөлдік өткізгіш бірфазалық жүктеме кезінде кері сым ретінде қолданылады (жарық беретін, қыздыратын, тұрмыстық электрқұрылғылар); осыдан жүктеме тоқ өтеді.
Кернеуі 1000 В дейінгі электрқұрылғылардағы тікелей жерлендірілген қорек көзінің бейтараптамасы міндетті түрде қорғаныстық нөлдік сым ретінде қолданылады, ол қорек көзінің бейтараптамасын және торапты қайтадан жерлендірумен байланысты. Металл бөліктер бұл жағдайда нөлдік қорғанысы бар сымға қосылады, соңғысы қосылмаған жағдайда электрқұрылғы корпусын жерлендіруге тыйым салынады. Ережеге жатпайтын кернеуі 1000 В дейінгі оқшауланған бейтараптамасымен (жылжымалы электрқұрылғылар, торф кәсіпорыныны және шахта электрқұрылғылары) айнымалы ток электрқұрылғылары жатады,электр тогынан зақымдаудан қорғаныс құралы ретінде жерлендіру мен бірге тоқ шығыуын жерге немесе торап оқшауламасы кедергісінің тұрақты бақылау қорғаныстық өшіру құрылғысы қолданылады.
Нөлдік қорғаушы өкізгіштер тізбегінде ажыратылмалы құрылғыларды (ажыратқыштарды, автоматы сөндіргіштерді, жүргізгіштер немесе сақтандырғыштың балкымы қойғыштарын) құруға тыйым салынады. Жұмыс істейтін нөлдік қорғаушы өткізгіштер ретінде қолдану кезінде, жұмыс істейтін нөдік өткізгіштерді қосқанда, барлық кернеудегі фазалық сымдарды бір уақытта сөндіретін ажыратқыштарды қолдануға рұқсат етіледі. Нөлдік қорғаушы өткізгіштер желісін басқа желілерден қорек алатын электр қондырғылардың корпусына нөлдеуге тыйым салынады. Бұл мақсатта бір ток көзінен қоректенетін
тораптарды жарықтандыру өткізгіштерін қолдануға рұқсат етіледі.Бірақта олардың өткізгіштіктері ПУЭ талабтарына сай болуын және жұмыс істейтін нөлдік өткізгіштерді басқа желілерде жұмыс істеу кезінде ажыратуға жол берілмеуі тиіс.Сонымен қатар оларды бір уақытта фазалық өткізгіштермен бірге өшіруге тыйым салынады.Жұмыс істейтін нөлдік өткізгіштерді тасымалы бір фазалы тұрақты және айнымалы ток электр қабылдағыштардың корпусына нөлдеуге жол берілмейді.
Нөлдік қорғаушы өткізгіштер ретінде келесілер қолданылуы мүмкін:
1. Жұмыс істеуші нөлдік өткізгіштер, тасымалы бір фазалы тұрақты ток электр қабылдағыштарды қоспағанда; соңғыларын корпусқа нөлдеу үшін штепсельдік разъеміне тораптың нөлдік сымын қосу керек.
2. Арнай бұл мақсатқа көзделген өткізгіштер (үшінші немесе төртінші кабель, үшінші немесе төртіні өткізгіш, болат жазықтар және т.б.)
3. Ғимараттың металдық құрастырулары (фермалар,бағандар және т.б.), сондай-ақ темірбетонды құрылыс құрастыруларының арматуралары және фундаменттері.
4. Өндірушілік бағыттағы металдық құрастырулар (кран асты жолдар;тарату құрылғыларының қаңқасы; шахта лифттері; көтергіштер, элеваторлар; каналдарды жиектеу; шина өткізгіштердің метал құрастырулары;)
5. Электр өткізгіштердегі болат түтіктер, түтікшелі металл қабықшалы сымдардан, алып жүруші тростардан, оқшауламалы түтіктердің металл қабыршақтарынан, бронды және қорғасын қабықшалы сымдар мен кабельдерден басқасын
6. Кабельдердің алюминді қабықшасы.7. Металдық, стационарлы, ашық салынған барлық
бағыттағы құбырлар. Жанатын және жарылатын заттары бар, сондай-ақ канализация , орталық жылу беру және тұрмыстық сумен қамтамасыз ету құбырларынан басқасы.
Нөлдік сымдағы қайта жерлендіру кернеуі 1000 В-қа дейінгі тораптардағы тікелей жерлендірілген бейтараптамамен келесі жерлерде орындалады:
1. Әуе желісін ұшында және олардың 200 м-ден астам ұзындықтағы тармақтануында.
2. Әуе желісінің кірмелі тірегінде, егер өндірістік орында нөлдеуге тисіті электрқондырғысы бар болса.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
94 95
3 . Ғ и м а р а т т а н т ы с ж е р л е н д і р у г е қ а б і л е т і б а р электрқондырғыларды орналастырғанда; бұл жағдайда электрқондырғыдан жақын жердегі әуе желісінің қайта жерлендіруіне дейінгі немесе қолданбалы қосалқы станциядағы жерлендіру құрылғысына дейінгі арақашықтық 100 м-ден кем болмауға тиіс.
4. Аса жеке қайта жерлендіру найзағайлы асқын кернеуінен қорғану жағдайында орындалады.
Ток тұйықталуы ең үлкен мәнінде болуы үшін, қатты жерлендірілген бейтараптамамен кернеуі 1000 В-қа дейінгі желідегі құрастырылған тізбектегі (фазалық-нольдік сымда) өткізгіштік электроқондырғының корпусына фазалық сымның тұйықталуы кезінде автоматтық түрде желінің апаттық аумағын ажыратуды және токтан зақымданудан қорғауды қамтамасыз ету. Егер бірфазалы тұйықталу тогы балқымалы салғыдағы номиналды токтан кем дегенде 3 есе артық болса, онда қорғаныс тиімді болып саналады.
Қорғаныстық ажырату – электр тогымен зақымдану қаупі пайда болған кезде, электроқондырғыдағы автоматты түрде токты ажыратуды қамтамасыз ететін, тез әсер ететін қорғаныс. Оны жерлендіруші және нөлдік қорғаныс қамтамасыз етілмеген кезде, негізгі немесе қосымша қорғаныс шамасында қолданған жөн. Қорғаныстық ажырату аппараттарын (ҚАА) қорғаныстық жерлендірудің немесе нөлдендірудің құрылғысы қиынорындалатын немесе экономикалық жөнсіз болған кезде қолдану тиіс.
Электрқорғаныстық құралдар қозғалмалы және көшірмелі бұйымдарды қамтиды, олар электроқондырғылармен жұмыс істеуші адамдарды электр тогымен зақымдалудан, сондай-ақ электрлік доға мен электрмагниттік өрісінің әсерінен қорғау үшін қызмет етеді. Қолдану сипатына байланысты олар екі категорияға бөлінеді: 1) ұжымдық қорғаныс құралдары; 2) жеке қорғаныс құралдары. Электрқондырғылардағы токжетекші бөлігінің тұрақты қоршаулары, стационарлық жерлендіргіш пышақтар қорғаныстық құралдар санына кірмейді.
Тағайындалуы бойынша олар үш топқа бөлінеді: оқшаулағыш, қоршаушы және қосалқы. Оқшаулағышқорғаныс құралдарына оқшаулағыш оперативті қарнақтары, көшірмелі жерлендіргішті қондыру қарнақтары, өлшеу қарнақтары, сақтандырғыштармен операция үшін оқшаулағыш тістеуіктер, кернеудің сілтегіштері, бейөткізгіштік қолғаптар, галоштар мен кілемшелер, сондай-ақ оқшаулағыш баспалдақтар мен алаңдар, оқшаулағыш тұтқалары
бар құрал-саймандар, оқшаулағыш тіреуіштер, қақпақтар, қаптамалар, алымдар кіреді. Қоршаушытәсілдеріне ажыратылмаған токжүргізуші бөліктердің қасында жөндеуші қызметкердің орын ауыстыруын шектейтін бөгеу, тұстама, тор түріндегі көшірмелі қоршаулар кіреді. Қосалқы қорғаныстық құралдарбиіктіктен құлаудан сақтандырушы (сақтандырушы белбеулер, қауіпсіздендіруші арқан), биіктікке қауіпсіз көтерілу (тырнақтар, сатылар), балқытылған металл және кабельдік массамен жұмыс істегенде қол қорғау (қолғаптар), балқытылған металл және оқшаулатқыш материалдардың жану нәтижесінде апат кезінде пайда болатын газбен уланудан қорғану (газқағар), жарақаттар мен зиянды сәулеленуден көзді қорғау (қорғаныс көзілдіріктер) құрылғыларын қамтиды.
Оқшаулағыш қорғаныс құралдары негізгі және қосымша болып бөлінеді. Негізгідеп оқшаулауы жұмыс кернеуін шыдайтын электрқондырғылар, және қауіпсіз түрде, кернеу астында тұрған, ток жүргізетін бөліктерге жанасуға мүмкіндік беретін қорғаныс құралы аталады. Қосымша-кернеу астында тұрған ток жүргізуші бөліктермен жанасу кезінде қызметкерді электр тогымен зақымдануынан толық сақтамайтын құрал. Олар негізгі қорғаныс құралдарымен бірге ғана қолданыла алады. Сондай-ақ қосымша қорғаныс құралдары орнатылған шамалардан, кернеулердің жанасуынан, кернеу қадамынан және де электр доғасында жанатын өнімдердің әсер етуінен қорғау үшін қызмет етеді. Кернеуі 1000 В-тан жоғары электрқондырғыларда негізгі қорғаныс құралдары жедел және өлшеуіш оқшаулағыш қарнақтар; оқшаулағыш және токөлшеуіш тістеуіктер; кернеу көрсеткіштері, оның ішінде сыйымдылық тогының ағуы принципі бойынша жұмыс істейтін фазировкалар; жөндеу жұмыстарын орындайтын оқшаулағыш құрылғылар мен аспаптар (оқшаулағыш сатылар, алаңдар, тәжілер, оқшаулағыштардың тізбектерін тасуға арналған қармаулар, т.б.). Негізгі қорғаныс құралдары тұрақты диэлектрикалық сипаттамалары және жоғары механикалық тығыздығы бар оқшаулағыш материалдардан жасалады. Кернеуі 1000 В-тан жоғары электрқондырғылардағы қосымша қорғаныс тәсілдері диэлектрикалық қолғаптар, боттар және резеңкелі кілемшелер, оқшаулағыш тіреуіштер мен қаптамалар, дербес экрандаушы жинақтар, диэлектрикалық қалпақтар, қозғалмалы жерлендірулер, кедергілеу құрылғылар, қауіпсіздік плакаттары мен белгілері болып табылады.
«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
96 97
Кернеуі 1000 В-қа дейінгі электроқондырғылардағы негізгі қорғаныс құралдарына диэлектрикалық қолғаптар; оқшаулағыш тұтқасы бар сайман; активті токтың ағуы принципі бойынша жұмыс істейтін кернеу көрсеткіштері; оқшаулағыш қарнақтар; оқшаулағыш және электрөлшеуіш тістеуіктер жатады.
Кернеуі 1000 В-қа дейінгі электроқондырғылардағы қосымша қорғаныс құралдарына диэлектрикалық галоштар, етіктер және резеңкелі кілемшелер, оқшаулағыш тіреуіштер мен қаптамалар, қозғалмалы жерлендірулер жатады. Екі не одан да артық қосымша қорғаныс құралдарын негізгінің орнына қолдану жіберілмейді. Осылай, кернеуі 1000 В-тан жоғары электрқондырғылардағы диэлектрикалық қолғаптар және боттар оқшаулағыш қарнақтың орнын ауыстыра алмайды.
ӘДЕБИЕТТЕР1 Сакулин В.П, «Охрана труда» Ленинград Агропромиздат.,
1986 год.
ӨНЕРКӘСІП ҚАУІПСІЗДІГІ МОНИТОРИНГІ
СЕРИКОВА Г. А.студент, С. Торайғыров атындағы ПМУ, Павлодар қ.
Қауіпті өндірістік факторлар. Өнеркәсіп қауіпсіздігі саласындағы заңнаманы қатерді басқаруға ауыстыру қауіпті өндірістік факторларға қойылатын қолжетімділікті өзгертуді талап етеді.
Қауіпті өндірістік объектілерді жобалау кезінде өндірістік процесске тән қабылданған барлық қауіпті өндірістік факторлар ескерілуі, олардың қызметкерге, жұртшылыққа, қоршаған ортаға зиянды әсер етуінен қорғау бойынша жобалық шешімдер өңделуі тиіс.
Жобалық шешімдерді талдау кезінде қабылданған технологияға тән барлық қауіпті өндірістік факторларды есепке алудың толықтығына, қызметкерлерді, жұртшылықты, қоршаған ортаны олардың зиянды әсерінен қорғауды қамтамасыз ету бойынша қабылданған жобалық шешімдердің жетімділігіне назар аударылады.
Қауіпті өндірістік объектілерде келеңсіз құбылыстарды талдау кезінде қауіпті өндірістік объектілерді зақымдайтын әсерлерден
қорғау бойынша қабылданған жобалық шешімдердің тиімділігіне назар аударылады.
Талдау кезінде қауіпті өндірістік факторлардың қызметкерге, жұртшылыққа, қоршаған ортаға зиянды әсері бағасының толықтығына назар аударылады, қауіпті өндірістік факторлар бойынша олардың зиянды әсері дәрежесі бойынша салыстырмалы талдама жүргізіледі, анағұрлым көп зиянды әсері бар факторлар бойынша шаралар қабылдау басымдығы, қауіпті өндірістік факторлардың зиянды әсерінің қызметкерге, жұртшылыққа, қоршаған ортаға зиянды әсерін төмендету немесе тарату бойынша шаралардың тиімділігін бағалау. [1, б. 29–30]
Қауіпті өндірістік объектілерді есепке алу. Қауіпті өндірістік объектілерді есепке алу нақты объектілер мен аумақтарда қолданылатын қатер факторлары бойынша толық ұсынымды қалыптастыру үшін қажет, қызметкерді, жұртшылықты, аумақты, қоршаған ортаны оқиға, авария, диверсия, әскери әрекет, техногендік төтенше жағдайлар кезінде қауіпті өндірістік факторлардың зиянды әсерінен қорғауға қойылатын жүйелі кешенді қолжетімдікті өндіруге мүмкіндік береді.
Қауіпті заттарды қауіпті өндірістік объектілерде тасымалдау мониторингі жоспарлау және олардың адамға, қоршаған ортаға және жалпы биосфераға зиянды әсерін таратуға жедел әрекет етуге дайындықты, осы заттар пайдаланылатын объектілердің жағдайын мемлекеттік бақылау толықтығын қамтамасыз ету көзқарасы тұрғысынан ерекше маңызға ие [б. 30].
Өндірістік объектілер қауіптілігінің мониторингі.Заңмен өндірістік объектінің қауіптілік деңгейінің бағасы
сәйкес коэффициент бойынша көзделген:1) жазатайым оқиғалар жиілігі;2) жазатайым оқиғалар ауырлығы;3) өлімге соқтыратын жарақат жиілігі;4) кәсіби ауру;5) негізгі қордың тозуы;6) негізгі қорларды ауыстыру;7) қауіпті өндірістік объект авариялығы.Өндірістік объектілердің барлық санамаланған қауіпті факторлары
қоғамды мүдделік тұрғысынан келеңсіз сипатқа ие және қауіптіліктің жалпы деңгейі көрсеткішінің үлкеюі қажетсіз сипат болады.
Өндірістік объектінің қауіптілік деңгейінің талдамасы коэффициенттер деректері бойынша анағұрлым анық, өйткені олар

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
98 99
өнеркәсіптік қауіпсіздікті қамтамасыз ету бойынша объектте барлық қызметтің соңғы нәтижесін көрсетеді. Талдаманы ұйымдағы бар барлық қауіпті өндірістік факторлар бойынша жүргізу ұсынылады.
Өндірістік факторлар қауіптілігі деңгейінің өзгеру динамикасына байланысты ұйым бойынша тұтас өндірістік объектінің қауіптілік деңгейінің өткен талдам жүргізген кезеңмен салыстыру бойынша 3 нұсқасын қарау көзделеді:
– қауіптілік деңгейінің төмендеуі; – қауіптілік деңгейін сол мәнде сақтау; – қауіптілік деңгейінің жоғарылауы. – Қауіптілік деңгейін төмендету.
Кәсіпорында қауіптілік деңгейіне талдама жүргізіледі, кәсіпорында қауіптілік деңгейінің төмендеуі жүргізілген қауіптіліктің жалпы деңгейі көрсеткіштері анықталады, оң тенденция анықталады, сәйкес қауіпті өндірістік объектілерді пайдаланатын басқа кәсіпорындар үшін оң тәжірибені пайдалану бойынша ұсынымдар зерделеніп өңделеді.
Болу негізінде декларациялау жүргізілген қатер факторын тарату кезінде декларацияланатын объектілер үшін аса қауіпті объектілер санатынан шығу кезінде ұйымда өнеркәсіптік қауіпсіздік декларациясын есептен шығарумен және Қазақстан Республикасының қолданыстағы заңнамасына сәйкес үшінші тұлға алдында жыл сайынғы сақтандыру қажеттілігін болдырмаумен жоспарлы мемелекеттік басқаруды 3 жылда 1 рет тексерумен өнеркәсіптік қауіпсіздік сараптамасы бастамасын жүргізу ұсынылады [1, б. 30–31].
Өнеркәсіп қауіпсіздігі мониторингін жүргізу бойынша әдістемелік ұсынымдар.
1 Қауіпті өндірістік факторлар.2 Қауіпті өндірістік объектілерді есепке алу.3 Өндірістік объектілер қауіптілігінің мониторингі.4 Өнеркәсіп қауіпсіздігін бақылаудың жанама әдістерін
жүргізуге арналған өнеркәсіптік қауіпсіздік мониторингі.5 Қауіптіліктің жалпы деңгейінің көрсеткіштерінің бағасы.Химия өндірісіндегі өнеркәсіптік қауіпсіздік талабыХимия өндірісіндегі өнеркәсіптік қауіпсіздік талабы мына
өндірістерде қолдануға арналған:1) күкірт қышқылы өндірісінде (колчедан, күкірттер, күкірт
газынан шығатындар, сулфид кені және күкірт сутегі күйігінен алынатындар);
2) фосфор тыңайтқыштары өндірісінде;3) күрделі тыңайтқыштар (аммофос, нитроамофос, нитрофоски
және тағы басқалар);4) күшейтілген тыңайтқыштар (қос суперфосфат, қос фторенді
фосфат және тағы басқа);5) тукосместерде;6) экстракциялы фосфор қышқылы;7) бор қышқылы;8) бор;9) бор тыңайтқыштары;10) фтор қосындылары.Химия өндірісін жобалау, құрылыстарын жүргізу және қайта
салу жұмыстары тиісті құрылыстық нормалар мен ережелер бойынша жүргізіледі. Жобалық және техникалық құжаттарға өзгерістер енгізу жұмыстары, жобалаушы ұйыммен келісе отырып, жобалау құжаттарына өндірістік қауіпсіздік бойынша сараптау қорытындысының оң шешімі бойынша жүргізіледі. Енгізілген шешімдер жалпы технологиялық жүйенің қауіпсіздігіне, жұмысына кері әсерін тигізбейді.
Өндірістің қосалқы ғимараттары мен бөлмелерін жобалау және пайдалану (тұрмыстық, қоғамдық тамақтану, денсаулық сақтау, мәдени қызмет көрсету және басқа да) тиісті құрылыстық нормалар мен ережелер бойынша жүргізіледі.
Әрбір өндіріс жобалық құжаттармен қамтамасыз етіледі.Әрбір жұмыс істеп тұрған және жаңадан қосылған өндірістерге
технологиялық регламент, өндірістік бақылау туралы ереже, апаттарды жою жоспары және қауіпсіздік декларациясы дайындалып бекітіледі.
Өртке қарсы жабдықтар қалыпты түрде және ыңғайлы жерде орналасады. Өртке қарсы жабдықтарды өрт сөндіруден басқа мақсаттарға қолдануға болмайды.
Әрбір технологиялық жүйеге оның технологиялық бөліктерінің жарылыс қауіптілігін барынша азайту шаралары қарастырылады:
– технологиялық жабдықтардың ішкі жарылыстары мен өрттерін болдырмау;
– технологиялық жабдықтарды қираудан сақтау және апаттық ашылу кезінде олардан жанғыш немесе улы заттардың шығуын барынша шектеу;
– өндірістік ғимараттар мен сыртқы қондырғылар көлемінде жарылыстар мен өрт шығу мүмкіншіліктерін болдырмау;

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
100 101
– өндірістік ғимараттар мен сыртқы қондырғылар көлемінде жарылыстар мен өрттерден кейінгі салдарын азайту.
Шылым шегуге рұқсат етілген жерлерге сәйкестендірілген плакаттар ілінеді.
Барлық жарылыс қауіпті, химиялық өндірістерде технологиялық процесс барысында бөгде санкциясыз килігулердің алдын алатын шаралар дайындалады.
Өндіріс бөлмелеріндегі агрессивті сұйықтықтар төгілуі мүмкін едендер мен алаңдар борт немесе пандустармен жабдықталып, тоттануға қарсы қабатпен қабатталады. Ылғалды өндіріс бөлімшелеріндегі едендер траптар немесе зумпфқа қарай еңкіш болады және ылғал төзімділігі берік болады.
Еденді тазалау кезінде төгілген агрессивті сұйықтықтар міндетті түрде залалсыздандырылады.
Еденді тазалау және төгілген қышқыл сұйықтықтарды залалсыздандыру әк ұнтағымен жүзеге асады (құрғақ жинау).
Жұмысшылардың тұрақты жұмыс орындарындағы жылу өткізгіш едендерге (тас, кірпіш, бетонды және басқа да) төсеніштер немесе тор шарбақтар төселеді.
Ылғал технологиялық процесті жұмыс орындарын басқару бекеті орналасқан бөлмелердің үстіне орналастыруға, мұндай жұмыс орындарының үстіне немесе астына, нольдік деңгейде орналасқандардан басқа, желдету жабдықтарын қондыруға рұқсат етілмейді.
Өндірістік процестерді басқару бекетін зиянды және жарылыс қаупі бар, булар, газдар және шаңдар бөлінуі мүмкін өндірістермен, дірілдеуі жоғары технологиялық жабдықтары бар өндірістермен бір жерде орналастырмайды [1, б. 28–29].
Өнеркәсіп қауіпсіздігін бақылаудың жанама әдістерін жүргізуге арналған өнеркәсіптік қауіпсіздік мониторингі
«Қауіпті өндірістік объектілердегі өнеркәсіптік қауіпсіздік туралы» Қазақстан Республикасының 2002 жылғы 3 сәуірдегі № 314 Заңының құқықтық нормаларымен көзделген статистикалық ақпарат жинау жүргізіледі.
Талдамаға арналған ақпарат келесі бағыттар бойынша жиналады:
Пайдаланудың нормативтік мерзімін өткерген техникалық құрылғыларды алмастыру кестелері.
Пайдаланудың нормативтік мерзімін өткерген, алмастыру мерзімі оның қалдық пайдалану ресурсын анықтау мәніне кестемен
анағұрлым кейін кезеңге ауыстырылған техникалық құрылғыларға өнеркәсіптік қауіпсіздік сараптамасын жүргізу кестелері.
Өнеркәсіп қауіпсіздігі бойынша қауіпті өндірістік объектілер басшылары мен мамандарының оқудан өтулері мен емтихан тапсыру кестелері.
Өндірістік бақылауды ұйымдастыру туралы ақпарат: – өндірістік бақылау туралы ереже; – өнеркәсіп қауіпсіздігі талаптарына сәйкес өндірістік бақылау
жүргізген басшылар мен мамандар туралы бұйрықтар көшірмелері.Оқиғалар, авариялар, жазатайым оқиғаларды тергеу
материалдары, кәсіби аурулар туралы мәліметтер, орындалған алмастыру кестесі туралы мәліметтер, пайдаланудың нормативтік мерзімін өткерген техникалық құрылғылар сараптамасы.
Қауіпті өндірістік факторлардың болуы мен есепке алу. Қауіпті өндірістік факторлардың қызметкерге, жұртшылыққа, қоршаған ортаға зиянды әсерін төмендету немесе тарату бойынша шаралар, олардың материалдық қамтамасыз етілуі. Орындалған шаралар туралы ақпарат.
Меморгандар жазбалары, олардың орындалуы туралы белгілер.Үшінші тұлға алдында жауаптылық сақтандыру шартын жасау
туралы ақпарат.Қауіпті объектілерге қызмет көрсететін, АҚҚ техникалық
жарықтандырылуды авариялық-құтқару қызметтері туралы мәлімет.Аварияларды тарату жоспарларының болуы олардың материалдық және қаржылық, сондай-ақ оқу дабылының және аварияға қарсы жаттығулар жоспарларының, оларды жүргізу мен жүзеге асыру нәтижелері бойынша шаралардың қамтамасыз етілуі.
Декларациялау үшін негіз болып табылатын жұртшылыққа қауіпті факторлардың әсерін төмендету, тарату бойынша шаралар, оларды орындау бойынша ақпарат [1, б. 33–34].
ӘДЕБИЕТТЕР 1 Арынгазин К. Ш, Газизова О. Г, Жакиянова А. Х,
Кусанов Е. Т. Өнеркәсіптік қауіпсіздік негіздері. – Павлодар:Кереку, 2012. – б. 109.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
102 103
ҚАЗАҚСТАН ҒЫЛЫМЫНЫҢ ҮРДІСТЕРІ МЕН КЕЛЕШЕГІ
СЛАНБЕКОВ К. Т.магистрант, С. Торайғыров атындағы ПМУ, Павлодар қ.
АРЫНҒАЗИН Қ. Ш.к.т.н., профессор, С. Торайғыров атындағы ПМУ, Павлодар қ.
Қазақстанның ормандарын өрттерден қорғау, қоршаған ортаны қорғауда, халықтың әл-ауқатын жақсартуда үлкен рөл атқарады. Сондықтан орман байлығын ұтымды пайдалану, сақтау және көбейту мемлекеттің негізгі орман саясаты, тұрақты әлеуметтік-экономикалық дамудың ұлттық стратегиясының басымды міндеті болып табылады. Орман өртін болдырмау және жол бермеу әр қайсымысыздың міндетіміз.
Табиғатты қорғау – Отанды қорғау, денсаулықты қорғау. Өйткені табиғат байлығы – халықтың игілігі. Сондықтан орман қорын өрттен сақтап, қорғап, орман «отаушыларды» жолын кесу – бәріміздің міндетіміз. Орман шаруашылығын өрттен қорғау, өрт болдырмау шараларын ұйымдастыру. Болашақ жастарымызды қоршаған ортаны қорғау, соның ішінде орманды қорғау жөнінде тәртіпке шақыру, әр түрлі бағдарламалар құру және табиғатымызды көркейту мәселесінде ағаштар отырғызып оларды күтіп бағу қажет. Өрттің негізгі себептерінің бірі дала және орман аймақтарының жиектері жыртылмағандығы болып табылады. Орманшылар мен шаруа қожалықтарының жұмысшылары уақытында өрт қауіпсіздігі ережелерін орындаған жағдайда, бұл шығынның болуына жол бермеуге болар еді.
Орман шаруашылығының қысқарылуы2015 жылдың бірінші жарты жылдығында Басқарманың орман
шаруашылығы мемлекеттік мекемелерімен орман және жедел қимыл отрядының қызметкерлері шаруашылығы саласындағы табиғат қорғау заңнамасын сақтау бойынша 3369 рейд және 1215 тексеру жүргізілді.
259 орман заңнамасын бұзушылық анықталды. Бұзушыларға сомасы 3403,1 мың теңгенің әкімшілік айыппұлы салынды, (сомасы 3028,5 мың теңгенің айыппұлы өндірілді). Сомасы 1571,6 мың теңгенің талабы қойылды (өндірілгені 1063,7 мың теңге).
Орман өрттерін жедел және уақытында табу мақсатында телефон және мобильді байланыс тартылған, соның ішінде 528 радиостанция, 68 тұрақты, 114 мобильді, 346 алып жүретін байланыс аппараттары іске қосылды.
Өрт қауіптілігі жоғары кезеңнің басынан бастап, орман өрттерінің алдын алу және олармен күрес, сондай-ақ өрт қауіптілігі жоғары маусымға дайындық және оны өткізу мақсатында Басқарма орман шаруашылығы мекемелері директорларының қатысуымен, ШҚО орман және аңшылық шаруашылығы аумақтық инспекциясының, авиациялық орман күзетінің өкілдерімен және мемлекеттік орман қорынан ұзақ мерзімді орман пайдалануға учаскелер алған орман пайдаланушылармен бірлесіп 2014 жылғы өрт қауіптілігі жоғары кезеңнің қорытындылары және 2015 жылғы міндеттер бойынша кеңейтілген мәжіліс өткізді.
Мемлекеттік орман қорының аумағында орман өрттерінің шығуы және оларды өшіру жағдайына азық-түлік, дәрі-дәрмек қоры қарастырылған, 51,3 тонна бензин, 48,0 тонна дизель отыны көлемінде жанар-жағармай материалдарының қоры құрылды.
Ұзақ мерзімді орман пайдаланушылар мен және мемлекеттік орман қорымен шекаралас кәсіпорындармен және ұйымдармен орман өрттерін өшіру кезінде өзара іс-қимыл бойынша шарттар жасалды, онда орман өрттері шыққан кезде оларды өшіруге қоғамдық өрт сөндіру бірлестіктерінен 2089 адам, 264 трактор, 221 әртүрлі маркідегі машина тарту көзделген.
Өсімдік – ол табиғат хандығы, оған 300 мыңнан астам түр кіреді. Орман жамылғысы жер шарында өмір сүру жағдайын жасайды. Орман жамылғысы — жердің өкпесі, биосфера қабатындағы энергиялық болып келеді немесе болып табылады және түұрақты факторлар мен компоненттердің жиынтығы. Құрлықтың фитомассасының 90 % орман жамылғысы. Өмір сүру функциясына басқа өсімдік түріне қарағанда орман жақсы атқарады.
Әлемдегі барлық орман жапырақтарының жамылғысы дүние жүзінен 4 есе көп. Осыған байланысты күн радиациясын, көмірқышқыл газын, оттегінің бөлінуін, басқа қоршаған ортаға зиян келтіретін процестерді сіңіріп алады. Сондықтан орман табиғи процестерді жүргізудегі ең маңызды болып келеді.
Орман санитарлық-гигиеналық және емдік қасиеттеріне бай. Олардың эстетикалық маңызы да бар. Орман атмосфераның химиялық құрамын тежей отырады (оттегіні, көміртегіні, азотты) [1, б. 10].
Орман шаруашылығының қазiргi жағдайыБарлық ормандар климатты реттеу, орта құру, егiстiк пен
топырақты қорғау, су қорғау және санитарлық-гигиеналық функцияларды орындайды.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
104 105
Мемлекеттік орман қорының жалпы аумағы 26216,4 мың га. құрайды. Орман өскен алаңдар 12427,8 мың га. алады, оның iшiндегi 901,1 мың га. қолдан жасалған орман алқаптары. Қазақстанның орманының аумағы 4,6 % құрайды.
Жақсы жақтары. Орман шаруашылығының негiзгi институттары мен инфрақұрылымы сақталды. Экономиканың орман секторы үшiн негiзгi заң кесiмi – Қазақстан Республикасының Орман кодексi қабылданды. Жаңа Орман кодексiне сәйкес нормативтiк құқықтық база жетiлдiрiлуде. Орманның экологиялық жүйелерiн қоса алғанда, табиғи-қорық қорын сақтау мақсатында ерекше қорғалатын табиғи аумақтар желiсi кеңейедi.
Орман шаруашылығы саласында ғылыми зерттеулер жүргiзiлуде.
Орман шаруашылығы үшiн жоғары және арнаулы орта бiлiмдi кадрлар даярлау жүзеге асырылуда.
Орман шаруашылығын мемлекеттiк басқару жүйесiн реформалаудың бiрiншi кезеңi аяқталды, ол атқарушы билiк деңгейлерi арасында функциялар мен жауапкершiлiктi дәлме-дәл шектеумен, ағаш дайындау және сүрек өңдеу функцияларын бәсекелес ортаға берумен, мiндетi орман шаруашылығы шараларының кешенiн жүзеге асыру және мемлекеттiк орман қоры аумағында орман пайдалануды реттеу болып табылатын орман шаруашылығының мемлекеттiк мекемелерiн (бұдан әрi – орман мекемелерi) құрумен тұжырымдалады.
Ормандарды өрттерден және Қазақстан Республикасының орман заңнамасын бұзушылықтан күзету, оларды зиянкестер мен аурулардан қорғау, ормандарды молықтыру мен орман өcipу, орман пайдалануды peттeу жөнiндегi шаралардың тиiмділiгiн арттыру мақсатында оларды орындау жөнiндегi функциялар облыстық атқарушы органдарға жүктелдi. Аталған шараларды жүзеге асыру үшiн олардың қарауына мүлiк кешендерi ретiнде 124 орман мекемесi берiлдi. Облыстық атқарушы органдар ормандар мен жануарлар дүниесiн қорғау жөнiндегi құрылымдық бөлiмшелер құрылды [2, б. 25].
Еңбек қорғау және қауіпсіздік техникасы Өртке қарсы шараларды жасаған кезде, ең алдымен қауіпсіздік
техникасын сақтау керек. Әсіресе орман өрттерін сөндіру кезінде қатал ережелерді орындау керек.
Өрттерді сөндіру кезінде 18 толмаған жастарды, жүкті әйелдерді, мүгедектерді өрт сөндіруге жіберілмейді.
Орман өртін сөндіруге жұмыс машиналарын және агрегаттарды арнайы дайындалған және құқығы бар адамдар ғана жүргізе алады.
Өртті сөндіру кезінде бақылау жүргізетін орманшылар және өрт сөндіруші топтар бір-бірімен байланыста болуы керек. Өртті өндіру барысында топ басқарушылар жұмысшыларына қауіпсіз орындарды және оларға бару жолдарын айтып арнайы картамен жүру керек [3, б. 4].
Орман өрттеріне есеп беру«Семей орманы» мемлекеттік орман табиғи резерватына
мынадай қызметтер жүктеледі:- ландшафтық және биологиялық әр алуандылықты қалпына
келтіру және сақтау бойынша қызметтерді жүзеге асыру;- табиғи ресурстардың тұрақты және үйлесімді пайдалануын
қамтамасыз ету;- ормандарды, жануарлар дүниесін және табиғи-қорықтық
қордың басқа да объектілерін күзетуді, қорғауды, қалпына келтіру мен өсімін молайтуды қамтамасыз ету.
«Семей орманы» Беген филиалы 2015 жылдың 8 айы ішіндегі есеп«Семей орманы» Беген филиалының жалпы ауданы 76 843
гектарды құрайды, оның ішінде: 17194 га орманмен жабылған. Бөлімнің ГЛФ периметрінің ұзындығы – 344 км. Семей Орманының орталық кеңсесіне дейінгі қашықтық – 135 км.
Орман шаруашылығы материалдарына сәйкес, Гослесфонд филиалы үш орман алабына бөлінген: Беген орман шаруашылығы – 31 320 га;
Жер күзетінің және әуе патрульдерінің ауданы 76 843 гектарды құрайды.
31 филиалдың саны орташа айналмалы ауданы 2,4 мың гектарды құрайды.
Қызметкерлердің саны – 140 адам, оның ішінде мемлекеттік инспекторлар – 50 адам, оларға кейінгі бағыттар бекітілген. Маусымдық жұмысқа тартылған адамдардың саны 112 адам.
Ормандарды қалпына келтіру:- қосымша қолмен егу – 1000 гектар, 100 % аяқталды;- механикаландырылған күтім – 1700 гектар, 100 % аяқталды;- орман отырғызу – 550 га, 100 % аяқталды;- орман дақылдарын толықтыру – жоспар 300 гектар, факт 434
гектар, 144 % орындалды;- гари тазарту (өз күштерімен) – 600 гектар, 100 % орындалды;- қоқысты тазарту (қатарынан) 1060 га, 100 % аяқталды.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
106 107
Орман дақылдарын егу «Қазақ орман инвентаризациясы кәсіпорны» РМК орман шаруашылығын жобалаумен қамтамасыз етілген көлемде қатаң орындалады.
Өртке қарсы шара2014 жылы Беген филиалы дайындаған және ауылдық округ
әкімдігі, төтенше қызмет және басшыларымен филиалының өзара іс-қимыл тәртібі болды, «орман-дала өрттерін өзара операциялық жоспары» бекітілді.
Сәйкес жауапты ұсынған тұлғалардың орденінің филиалына жауапты «Аймақта өрт қауіпсіздігі ережелері». Орман елді мекендерге жақын ауылдық округ әкімдерінің қатысуымен, тұрғындармен ауылы кездесулер өткізді.
Өртке қарсы шаралар бойынша:1) 1718 км жолақтармен екі мәрте техникалық қызмет көрсету,
100 % аяқталды 2) Жиек шекаралары 600 га шекаралары. 100 % қалыптасады3) 220 км қашықтықты бақыланған, 100 % аяқталды.4) 5 гектар аумақты тазарту, 100 % аяқталды.Биотехникалық қызмет үшін:1) 8 дана сортаңға арналған құрылғы 100 % орындалды.2) Тамақтандыру алаңдарын 2 дана, 100 % аяқтады.3) Азық-тұқым дақылдарын егу 3 гектар, 100 % аяқталды.Ормандарды қорғау шаралары үшін:1) Құстарға 50 дана, 100 % аяқталды.2) 500 ұңғыма топырақты қазу, 100 % аяқталды.2015 жылғы өрт сөндіру маусымында жалпы ауданы 18,0 гектар
болатын 21 орман өрті тіркелді:- найзағай төгінділерінен – 20 оқиға;- белгісіз себептерден, 1 іс.Сонымен қатар 2014 жылдың 25 сәуірінде Беген филиалының
Дөңгелек орманшылығы аумағында ортақ алаңы – 16,1 га., орман шаруашылығына келтірген шығын – 1418,7 мың теңгені құраған үлкен орман өрті тіркелді. Үлкен орман өрті «Абиев» шаруа қожалығы тракторынан ұшқан ұшқынның кесірінен болды, аталған айғақ бойынша «Абиев» шаруа қожалығына іс қозғалып, материалдар Өскемен қаласының экономикалық сотына жіберілді, сонымен қатар тракторшы А. А. Мейр азаматына «ҚР орманында өрт қауіпсіздік ережесін бұзу туралы» ҚР ӘҚК 284 бабы бойынша әкімшілік айыппұл салынды.
Орман өрттерімен күресу проблемасы өзекті болып қала берді. Оның тиімді шешімдерінің маңызды құрамдас бөлігі - өрттің дамуын алдын-ала болжау, бұл оларды жоюдың ең тиімді шараларын қабылдауға мүмкіндік береді. Қазіргі заманғы жоғары өнімді электрондық есептеу машиналарының арқасында орман өрттерінің сандық модельдеуі жағдайдың негізгі сценарийлерін талдауға мүмкіндік береді.
Қорытынды. Орман өрттері айтарлықтай қазіргі таңда экономикаға және қоршаған ортаға зиян келтіреді. Өртенген аумақтың негізгі бөлігі және өрттен келтірілген шығын күрделі табиғи құбылыс болып табылатын үлкен орман өрттеріне (ҮОӨ) түседі. Құрғақ кезеңдерде пайда болған ҮОӨ жоғары жылдамдықпен таралады, жоғары жану қарқындылығы мен ауыр сөндіру жағдайларымен ерекшеленеді. Осындай өрттермен күресу үшін елеулі еңбек және материалдық ресурстар көп шығынға ұшырайды. Тәжірибе көрсеткендей, ҮОӨ еліміздің көптеген аймақтарында жиі кездеседі және бұл құбылыстарды жою мүмкін емес. ҮОӨ күрделі күрес жүргізу үшін техникалық және тактикалық мәселелер кешенін шешу қажет. ҮОӨ күресудің күрделілігі тек қана мөлшері бойынша ғана емес, сондай-ақ ұзаққа созылған құрғақшылық кезеңдерінде пайда болғандықтан, көптеген шағын өрттердің аясында табиғи кедергілер жоқ, барлық қолданыстағы қызметкерлер мен өрт сөндіру құралдары қазірдің өзінде өртеуге қатысады. Төтенше өрттер үшін ресурстардың қажеттілігі қалыпты жағдайлармен салыстырғанда 1–2 балл шамасына дейін артады, сол себепті ҮОӨ сөндіруді ұйымдастыру мен тактикасын одан әрі жетілдіру, оларды жоюдың жедел жоспарлау әдістерін әзірлеу қажет.
Орман қоры өздігінен қалпына келетін табиғат ресурсы болса да, оны пайдалану қарқыны артып отыруына байланысты орман қорын өсіруге, қорғауға еңбек жұмсауға тура келеді. Сондықтан орман халық шаруашылық жерзатына айналады. Осыған сәйкес орман шаруашылығына жұмсалған барлық шығындар, еңбектін нәтижесі, тиімділігі есептелуге тиіс. Орман шаруашылығы өндірістін жеке саласы ретінде өзін - өзі қаржыландырады, шаруашылық есеп жүргізеді. Бұл үшін ең бірінші кезекте орман қорын экономикалық тұрғыда бағалай білуіміз керек.
ӘДЕБИЕТТЕР1 Акимова Т. А., Хаскин В. В. // Экология – М. І. Онити,1998
жыл. – 10 б.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
108 109
2 Алдарбаев М. М. Орман тағдыры тығырықта тұр. Егеменді Қазақстан. 2002. 4 желтоқсан. – 25 б.
3 Аманбаев А. Ежов Н. Проблемы охраны лесов // «Экология и устойчивое развитие» № 4, Астана, 2001. – 4 б.
4 Әліпбай С. «Орманды қорғау ортақ міндет». // Егеменді Қазақстан 2007. 27 ақпан.
КОМПОЗИЦИОННЫЕ ВЯЖУЩИЕ И БЕТОНЫ НА ОСНОВЕ ОТХОДОВ МЕСТНЫХ
МЕТАЛЛУРГИЧЕСКИХ ПРОИЗВОДСТВ
ТАШИМОВ Д. А.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
Одним из основных приоритетов реализации задач, поставленных в Послании Главы государства Нурсултана Назарбаева народу Казахстана 17 января 2014 года «Казахстанский путь – 2050: единая цель, единые интересы, единое будущее» является переход традиционных отраслей промышленности Казахстана на выпуск продукции высоких переделов [1, с. 45].
Прeдcтавлeнная рабoта пocвящeна тeмe «Композиционные вяжущие и бетоны на основе отходов местных металлургических производств »
Вмecтe c тeм, пoдавляющee бoльшинcтвo рабoт нocит cугубo тeхничecкий характeр и oриeнтирoванo, главным oбразoм, на на выпуск продукции высоких переделов.
Строительной наукой и практикой в 20 столетии накоплен огромный положительный опыт использования отходов и побочных продуктов промышленности в производстве строительных материалов. Дальнейшее развития наиболее перспективных направлений – один из путей ресурсо – и энергоминимизации, решения экологических вопросов в строительной отрасли. В «Стратегии развития строительного комплекса Казахстана на период 2015 г. » ставятся задачи рационального использования и вовлечения в производство техногенных отходов различных отраслей промышленности, замещения на 20–30 % природного сырья производственными и бытовыми отходами в производстве строительных материалов [1, 2, 3, 4, с. 79–89].
Базовой отраслью строительного комплекса является цементная промышленность, от которой зависят состояние и развитие
экономики страны в целом, решение проблем воспроизводственных процессов. Однако получение портландцемента связано с рядом сложностей.
Производство портландцемента требует больших капитальных вложений, использования большого объема природных сырьевых ресурсов, высоких энергетических затрат. Цементное производство не лучшим образом сказывается на экологической ситуации прилегающих территорий (из общего объема выбросов от предприятий строительных материалов более 40 % приходится на цементную промышленность), а также приводит к эмиссии значительного количества углекислого газа в атмосферу Земли. Кроме того, для регионов, не имеющих собственного производства портландцемента, неизбежны большие затраты на его транспортировку [2, 3, 4, 5, с. 45–56].
В последнее время проявляется определенная обеспокоенность [1, с. 56] в части возможности отечественной цементной промышленностью в ее современном состоянии обеспечения цементом растущих объемов строительства [5, с. 37]. Эта проблема может решаться в нескольких направлениях. Необходима модернизация цементных заводов с наращиванием мощностей и переводом их преимущественно на «сухой» способ производства. Этот шаг необходим не только с позиций обеспечения потребностей строительства в цементе, но и с позиций обеспечения национальной безопасности и экономической независимости страны. Вторым, менее дорогостоящим направлением обеспечения строительства вяжущими является развитие производства безклинкерных вяжущих отходов. Оба эти направления должны базироваться на основе современных научных разработок в области развития производства композиционных вяжущих с широкомасштабным использованием техногенных отходов [5, с. 98].
Производство смешанных вяжущих впервые получило развитие в отечественной практике с 30-х годов прошлого столетия, а позднее - и в других технически развитых странах. Основываясь на общемировых тенденциях, бывший председатель комиссии ТС-51 «Цемент» Европейского комитета по стандартизации П. Дюшрон в 1984 году высказал мнение о том, что смешанные цементы постепенно займут 3/4 или 4/5 всего объема производства вяжущих [5, с. 86]. Эти представления относятся и к развитию разработок и производства бесклинкерных вяжущих, среди которых особое место занимают шлака и щелочные вяжущие (ШЩВ). ШЩВ и

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
110 111
бетоны на их основе по показателям физико-технических свойств и долговечности не уступают портландцементным.
Известна эффективность применения кремнеземистых минеральных добавок в клинкерных вяжущих для повышения прочности и коррозионной стойкости бетонов на их основе. Выявлена также эффективность введения добавок трепела, зол ТЭС в шлака и щелочные вяжущие. Вместе с тем, эффективность введения кремнеземистых минеральных добавок при разработке композиционных ШЩВ изучена недостаточно.
Повсеместная распространенность, доступность, а также практически неисчерпаемые запасы кварцевых песков на территории страны, позволяют использовать их при производстве песчаных цементов. Эффективность использования их в качестве молотых минеральных добавок в ШЩВ не исследовалась. Не изучалась целесообразность использования в качестве минеральных добавок в ШЩВ крупнотоннажных отходов литейного производства - отработанных формовочных смесей. Недостаточно исследована эффективность использования в ШЩВ добавок молотых зол ТЭС в зависимости от их дисперсности, а также эффективность использования высокодисперсного кремнезема.
ЛИТЕРАТУРА1 Баринова Л. С . , Волков Ю. С. Строительство
определяющий фактор устойчивого развития // Информационный бюллетень. – 2002. № 5. -с.2–4.
2 Стратегия развития строительного комплекса Российской Федерации на период до 2010 года.
3 Петраков A. B. О стратегии развития строительного комплекса России на период до 2010года.//Стройка. 2003. – № 20. – с. 5–7
4 Ферронская A. B., Малинина JI. A., Волков Ю. С. Производство и применение бетона и железобетона как экологическая доминанта.// II Всероссийская (международная) конференция по бетону и железобетону «Бетон и железобетон – пути развития» – Москва. – 2005.
5 Денисов Г. Н. Возможности увеличения производства вяжущих. / Строительная газета. № 5 – 2006.
ВНЕДРЕНИЕ ПРОЕКТА «СИГНАЛ» НА БАЗЕ АО «АЛЮМИНИЙ КАЗАХСТАНА»
ЧАБАНОВ А. Г. магистрант, ПГУ имени С. Торайгырова, г. Павлодар
БЕЙСЕМБАЕВ М. К.к.т.н., ассоц. профессор, ПГУ имени С. Торайгырова, г. Павлодар
В настоящее время на промышленных предприятиях внедрена система сигнальных листков, которая не совсем эффективная, из-за того что в данный процесс вовлечен только персонал категории «рабочие» и данный процесс не автоматизирован. Предлагается внедрение проекта «Сигнал».
Проект «Сигнал» предназначен для повышения эффективности работы по созданию и обеспечению здоровых и безопасных условий труда, предупреждению производственного травматизма и профессиональных заболеваний, а также развития культуры безопасного поведения на производстве [1].
Основные задачи проекта:– Выявление и устранение значимых несоответствий по
БиОТ, имеющих высокую потенциальную тяжесть последствий производится в виде заполнения бланка «Сигнал»:
– Сбор «Сигналов» осуществляется по двум направлениям:1. Работники категории «Рабочие» заполняют бланки «Сигнал»
и направляют их в ящики для сбора бланков «Сигнал». 2. Линейные руководители самостоятельно регистрируют свои
«сигналы» в программном обеспечении «Сигнал».

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
112 113
– Ответственные лица, еженедельно по средам производят обход объектов где расположены ящики для сбора бланков «Сигнал», собирают бланки «Сигнал» и регистрируют их в программном обеспечении «Сигнал». В случае, если среда является праздничным/выходным днем, то вышеуказанные мероприятия производятся на следующий рабочий день.
– Ответственные лица организовывают размещение в программном обеспечении фотографий как «было» до подачи «сигнала» и после выполнения мероприятий по поданным «сигналам» размещение фотографий как «стало».
Программное обеспечение проекта сигнал, интерфейс программы будет выглядеть таким образом [2]:
Рисунок 1Где цифрами обозначены следующие разделы:
Цифрой 1 обозначена группа кнопок, позволяющая взаимодействовать с документом. Наименование первых двух кнопок автоматически меняется в зависимости от прав пользователя и статуса документа. Кнопка «Сохранить» предназначена для сохранения внесенных изменений без отправки на согласование. Если документ доступен только для просмотра, панель кнопок будет скрыта.
Цифрой 2 обозначены панели для работы с фотографиями. Формат файлов: «jpeg», «bmp». Для добавления фотографии предназначена кнопка под цифрой 9. После нажатия на кнопку, появится диалог выбора файла. Кнопка под цифрой 10 позволяет
удалить текущую фотографию. Кнопки, обозначенные цифрой 11, позволяют просматривать добавленные фотографии.
Цифрой 3 обозначена область с таблицей, содержащей историю изменения статуса документа. Кнопка под цифрой 8 позволяет обновить данные в таблице.
Цифрой 4 обозначена область с общей информацией о документе: дата и время создания, номер документа, текущий статус документа.
Цифрой 5 обозначена область с информацией о сотруднике, подавшем сигнал. Поле «Табельный» может быть заполнено только цифрами. Если количество цифр не равно 8 (формат табельного номера), появится предупреждающее сообщение.
Цифрой 6 обозначена область с информацией о происшествии. Поле «Дата устранения» рекомендуется заполнять с помощью выпадающего календаря.
Цифрой 7 обозначено поле для комментариев, заполняемое по необходимости перед сменой статуса документа. Данное поле обязательно для заполнения пользователям, имеющим право возврата документа на доработку.
Выплата вознаграждения: Выплата премии работникам производится за поданные «Сигналы», от которых произойдет реальный, видимый, значимый эффект в обеспечении БиОТ и предотвращении производственного травматизма, а также предотвращении нарушений, связанных с промышленной безопасностью на рабочих местах в размере 5 000 / 10 000 тенге - за каждый случай обнаружения одному работнику. «Сигнал», касающийся зоны ответственности работника, подавшего данный «Сигнал», к рассмотрению не принимается. Решение об утверждении того или иного «Сигнала» и размере выплаты, в зависимости от его значимости, принимает комиссия. Состав комиссии определяется приказом первого руководителя. Обязанности члена комиссии и секретаря комиссии совмещает представитель службы БиОТ.
Руководители подразделений должны обеспечивать следующие условия для обеспечения функционирования проекта «Сигнал» во вверенном подразделении:
– доведение информации до работников о порядке применения «Сигналов» и связанной с ними мотивацией,
– назначение ответственных лиц за сбор и регистрацию бланков «Сигнал»;

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
114 115
– свободный доступ работников категории «рабочие» к бланкам «Сигнал»;
– доступное расположение ящиков для сбора бланков «Сигнал» в подразделении, идентификацию ящиков в соответствии с единым дизайном оформления;
– ведение статистики (документирование) сообщений и мероприятий по устранению выявленных несоответствий БиОТ (документирование возможно в электронной форме).
Целью внедрения проекта на АО «Алюминий Казахстана» и его автоматизация, является:
9Оптимизация и оперативность движения предложения, его отработки, уведомления подавшего предложение о принятии/не принятии/начислению вознаграждения;
9Исключение сбора справок; 9Эффективная система обратной связи; 9Возможность просмотра и анализа поданных предложений
руководителями любых уровней; 9Значительно уменьшатся временные затрат на различных
этапах процесса – оценка и рецензирование предложения будет происходить в автоматическом режиме
Итог – снижение возможных причин производственного травматизма, а также снижение (исключение) прямых и косвенных затрат, связанных с простоем оборудования. Снижение количества аварийных ситуаций, незапланированных простоев оборудования. Заинтересовать работников в выявлении опасностей и рисков и их последующем устранении.
ЛИТЕРАТУРА1 Общие правила безопасности для предприятий и
организаций металлургической промышленности, Утверждены Госгортехнадзором СССР 13 мая 1987 года.
2 Википедия – https://ru.wikipedia.org/wiki
27 Секция. Құрылыс материалдарының өндірісі27 Секция. Производство строительных материалов
МЕЛКОЗЕРНИСТЫЙ БЕТОН ДЛЯ ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫХ ИЗДЕЛИЙ
АРОНОВА Р. К.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
АКИМБЕКОВА С. Т.магистр, ст. преподаватель, ПГУ имени С. Торайгырова, г. Павлодар
КУДРЫШОВА Б. Ч.к.т.н., ассоц. профессор (доцент), ПГУ имени С. Торайгырова, г. Павлодар
Для улучшения архитектурного облика зданий и сооружений возросла потребность в эффективных облицовочных материалах. Для производства мелкоштучных облицовочных изделий наиболее рациональным является применение декоративных мелкозернистых бетонов. Эффективность мелкозернистых бетонов связана с возможностью широкого использования отходов промышленности. В ряде регионов с развитой металлургической промышленностью имеется большое количество отходов. Однако широкое применение этих отходов сдерживается из-за отсутствия данных по их составу и свойствам, а также их влиянию на структуру и эксплуатационные свойства бетонов.
Решение проблемы использования отходов дробления отвальных шлаков, золо-шлаковых отходов ТЭС в качестве наполнителя и заполнителя для декоративного мелкозернистого бетона связано с целесообразностью их модификации и активации в технологическом процессе, направленном на использование потенциальных возможностей этих отходов, что приводит к снижению трудовых, материальных и энергетических затрат.
Так, появление декоративно-облицовочного бетона было связано с необходимостью сочетания высоких эксплуатационных свойств искусственного камня и окрашенного покрытия специального назначения. С развитием технологий изготовления и модификации классического композита появился декоративный бетон. Этот материал отличается от классического искусственного камня не только цветовой палитрой, но и фактурой, сложной формой и возможностью создания любого орнамента. Также материал сочетает высокую прочность, морозостойкость и долговечность и

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
116 117
яркую окраску специальных покрытий, заметную в любых погодных условиях [1].
В практике долговечность бетона невозможно обеспечить без применения химических добавок таких, как суперпластификаторы и комплексные модификаторы. Прежде всего, это относится к морозостойкости и водонепроницаемости. Такие изделия с высокими показателями можно получить только путем использования структурирующего действия модификаторов, суть которого состоит в изменении структуры порового пространства цементного камня за счет образования системы мелких условно замкнутых пор различной сферической формы.
Исходя из выше изложенного формулируется цель настоящего исследования, которое посвящено изучению влияния комплексного подхода к введению добавок-модификаторов на структурообразование, изменяя его молекулярную структуру и направленно воздействовать на свойства бетона.
В качестве исходных материалов при проведении исследований применялись портландцемент М500, песок, щебень, вода и комплексный модификатор ПФМ-НЛК компании «Полипласт».
Эксплуатационные свойства мелкозернистых бетонов существенно повышается введением в состав бетонных смесей полифункционального модификатора водоредуцирующего действия «ПФМ-НЛК» также применяется с целью получения высокоподвижных бетонных смесей без снижения прочности бетонов, а также повышения прочности, водонепроницаемости и других показателей качества бетонов за счет водоредуцирующего действия добавки [2, с. 12]. Характеристика добавки приведена в таблице 1.
Таблица 1 – Техническая характеристика комплексного модификатора ПФМ-НЛК
ПоказательВ соответствии с ТУ 2493-010-04786546-
2001Фактически
Внешний вид микрогранулы коричневого цвета соответствует
Массовая доля активного вещества в пересчете на сухой продукт, % не
менее40 55
Массовая доля воды, % не более 7 5Показатель активности водородных
ионов (pH) водного раствора с массовой долей вещества 2,5 %
7-9 7
Проектирование состава мелкозернистого бетона производили по методу абсолютных объемов [3, с. 19]. Определяем количество материалов на 1 м3 плотной бетонной смеси для производства декоративно-облицовочных изделий. Составы приведены в таблице 2.
Таблица 2 – Составы мелкозернистого бетона
Состав
Расход материалов на 1 м3 бетона
Цемент, кгОтходы промышленных
предприятий Вода, л
Добавка, кг
Песок, кг Щебень, кгКонтрольный 240 600 1310 160 -
Основной 225 638 1310 150 1,68
На основании проведенного расчета состава мелкозернистого бетона изготовили две серии образцов (контрольные и основные с добавкой ПФМ-НЛК). Полученные образцы испытали на соответствие проектному классу по прочности, а также на морозостойкость по методике изложенной в литературе [4, с. 32]. Результаты испытаний приведены в таблице 3.
Таблица 3 – Результаты исследования цементного камня с добавками и без добавок
Состав бетона Условия хранения образцов Rизг, МПа Rсж, МПа
Контрольный 28 сут, вода 4,22 24,66С добавкой ПФМ-НЛК 28 сут, вода 5,87 51,88
Контрольный 3мес, в растворе хлорида натрия 6,91 37,12
С добавкой ПФМ-НЛК 3мес, в растворе хлорида натрия 6,72 55,84
За критерий оценки морозостойкости бетонов было принято число циклов замораживания-оттаивания, при которых относительная прочность бетона на сжатие составляла не менее 95 % прочности контрольных образцов. Исследование морозостойкости цементного камня проводили на образцах-кубиках и образцах-балочках. Их подвергали механическим испытаниям на разрывной машине.
В ходе проведения эксперимента, были получены значения пределов прочности при сжатии составов цементно-песчаного раствора с добавкой ПФМ-НЛК, которые представлены на рисунке1.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
118 119
Рисунок 1 – Результаты испытания образцов-кубиков с добавкой ПФМ-НЛК: 1 - контрольный в возрасте 3 мес., в
растворе хлорида натрия; 2 - контрольный в возрасте 28 суток, вода; 3 - с добавкой ПФМ-НЛК в возрасте 28 суток, вода;
4 - с добавкой ПФМ-НЛК в возрасте 3 мес., в растворе хлорида натрия.
Значения пределов прочности при изгибе составов цементно-песчаного раствора с добавкой ПФМ-НЛК представлены на рисунке 2.
Рисунок 2 – Результаты испытания образцов-балочек с добавкой ПФМ-НЛК
Проанализировав полученные значения коэффициентов стойкости камня по пределу прочностных характеристик, можно
сделать вывод о более высокой морозостойкости составов с добавками по сравнению с контрольными. При сравнении воздействия вышеуказанной добавки на морозостойкость цементного камня установлено, что положительный эффект наблюдается при введении добавки ПФМ-НЛК. Данную добавку будем использовать для мелкозернистых бетонов.
ЛИТЕРАТУРА1 http://tehno-beton.ru/beton/vidy/dekorativnyj.html.2 ГОСТ 24211–2003. Добавки для бетонов и строительных
растворов. Общие технические условия. Введ.01 – 03 – 2003. – М.: Изд-во стандартов, 2003. – 14 с.
3 Салл, М. Мелкозернистые бетоны с органоминеральной добавкой для дорожного строительства/ М. Салл //Строительные материалы. – 2009.-№ 6.-с. 18–20.
4 Испытание тяжелого бетона. /Т. В. Савченкова. – Томск: Изд-во ТГАСУ, 2009. – 32 с.
РАЗРАБОТКА СОСТАВА СУЛЬФАТОСТОЙКОГО БЕТОНА ИЗ ОТХОДОВ ПРОИЗВОДСТВА
АТКОНОВА А. П.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
КОРНИЕНКО П. В.к.т.н., профессор, ПГУ имени С. Торайгырова, г. Павлодар
Установлено, что отрицательному воздействию сульфатов подвержены трехкальциевый алюминат (С3А) и гидроксид кальция (СН), являющиеся компонентами портландцемента. Сульфат-ионы, присутствующие в различных средах, например, в грунтовых водах, проникают в бетон и взаимодействуют с С3А или моносульфатом (С4АSН12) с образованием эттрингита (С6АS3Н32), на долю которого приходится более 55 % в объеме цементного камня. В результате образования эттрингита в цементном камне развиваются внутренние напряжения, что приводит к возникновению в нем трещин. Таким образом, воздействие сульфатов приводит к потере прочности бетона, увеличению его объема, образованию в нем трещин и разрушению.
В связи с этим подземные части конструкций, подвержены воздействию грунтовых вод и влаги (рисунок 1), и необходимо предусмотреть защиту от коррозии бетона.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
120 121
Рисунок 1 – Подземная часть конструкции
Отрицательное воздействие сульфатов на свойства бетона может быть минимизировано путем снижения его проницаемости за счет снижения В/В, а также за счет применения некоторых дополнительных материалов (добавок), в том числе микрокремнезема и золы-унос.
Наряду с химическими процессами на развитие коррозии бетона влияют и физические факторы, такие как плотность и водопроницаемость бетона, попеременное замораживание и оттаивание, истирающее действие потока воды, несущего частицы горных пород, и т. д.
В грунте, воде, промышленных стоках наиболее часто встречаются соли калия, натрия, магния. Ионы сульфатов присутствуют ещё в заполнителях.
В зависимости от природы содержащихся в воде веществ их влияния на долговечность бетона различно. В. М. Москвин разделяет коррозионные процессы, происходящие в бетоне под воздействием водной среды, на три вида [1, с. 150]:
I – коррозия вследствие растворения с последующей фильтрацией сквозь толщу бетона компонентов цементного камня (так называемое выщелачивание) под действием вод с малой временной жесткостью;
II – коррозия под действием вод, содержащих вещества, вступающие в реакцию обмена с компонентами цементного камня с образованием или легкорастворимых, вымывающих водой соединений, или малорастворимых аморфных масс, не обладающих вяжущими свойствами продуктов, ослабляющих структуру цементного камня;
III – коррозия, при которой в порах и капиллярах цементного камня за счет обменных реакций накапливаются и кристаллизуются вещества, вызывающие внутренние напряжения и разрушения.
Сульфатное воздействие участвует во всех трёх видах коррозии бетона:
– ускоряют коррозию I вида, повышая растворимость цементного камня;
– вызывают реакцию обмена, что приводит к коррозии II вида; – участвуют в образовании гипса и гидросульфоалюмината
кальция, накопление которых в порах и капиллярах является причиной коррозии III вида.
В б е т о н е з н а ч и т е л ь н о у в е л и ч и в а е т с я в о б ъ ё м е гидросульфоалюминат кальция, который образуется из гипса и гидроалюминатов цементного камня. Гипс в небольших количествах поступает в бетонную смесь с добавками или в результате химических реакций. Третий вид коррозии протекает медленно и начинается с появления кристаллической плёнки кристаллического гипса на поверхности бетонного сооружения.
С течением времени кристаллы гипса накапливаются во внутренних слоях цементного камня и, одновременно, принимают участие в образовании гидросульфоалюмината кальция. Последний так же проникает вглубь бетона. Гипс и алюминаты являются источниками значительного давления на стенки пор, в которых они разрастаются. Это приводит к постепенному разрушению бетона.
Для защиты бетонных конструкций от влагопроницаемости и действия агрессивных вод используют несколько способов, но самые распространённые два:
– введение модифицирующих, воздухововлекающих добавок, пластификаторов в сочетании с обыкновенным цементом;
– затворять бетонную смесь на специальном сульфатостойком цементе
– Для испытаний были изготовлены две серии образцов-цилиндров с одинаковым расходом цемента (300 кг/м3). Составы представлены в таблице 1. Результаты испытаний представлены в таблице 3.
Таблица 1 – Составы серии образцовНаименование показателей Значения
№ состава 1 2ЦЕМ II/А-Ш 32,5Б (ОАО «Искитимцемент»),кг/м3 300 300
Вода, л/м3 180 180

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
122 123
Песок (ТОО «SputnikGPS», Мк 2,5-2,7), кг/м3 860 860
Микрокремнезем МКУ-95, кг/м3 (% от массы ПЦ) – 30 (10 %)
Щебень природный фр. 5-20 мм, кг/м3 1080 1080Ezcon KH 2-3(«KGNetworksCIS» (Южная Корея), % от массы ПЦ 1,1 % 1,1 %
Ц/В 1,6 1,6В/Ц 0,6 0,6Удобоукладываемость П4 П4Тепловлажностная обработка ТВО ТВОУсловия твердения после ТВО н.у. н.у.
Была рассмотрена зависимость влияния микрокремнезема МКУ-95 (МК) на уменьшение пор и на увеличение водонепроницаемости.
Таблица 2 – Результаты химического анализа микрокремнеземаНаименование производителя
Химический состав, % по массеSiO2 Al2O3 CaO MgO Fe2O3 S п.п.п.
ТОО «Tau-Ken Temir» 96,85 0,24 0,46 – 0,07 менее
0,6 1,68
Примечание – Результат химического анализа представлены производителями
Таблица 3 – Результаты испытаний бетона на водонепроницаемость
Состав № образца
Регистрирование воды датчиками влаж-ности
Марка по водонепрони-
цаемостиСтупень фильтрации
Давление, МПа
Время от начала
испытаний, час
без МК (контрольный)
1 – – –
W8
2 3 0,6 373 4 0,8 41
4 – – –5 5 1,0 49
6 – – –
с МК (10 %)
1 7 1,4 98
W14
2 8 1,6 130
3 – – –4 – – –5 – – –6 8 1,6 132
Дополнительно были проведены испытания по определению водонепроницаемости бетона (с использованием МК) на основе экспресс-метода оценки его воздухопроницаемости (по приложению 4 ГОСТ 12730.5-84). Данный метод основан на наличии экспериментально установленной производителем зависимости между воздухопроницаемостью поверхностных слоев бетона и его водонепроницаемостью. В качестве параметра, характеризующего воздухопроницаемость, используется значение времени, за которое давление в камере устройства падает на определенную величину. По полученным данным вычисляется среднее арифметическое двух средних значений времени [3, с. 4]. Результаты оцениваются по градировочной зависимости (таблица 5).
Таблица 4 – Результаты экспресс-метода определения водонепроницаемости
Начальное разряжение в камере Р1,
МПа
Конечное разряжение в камере Р2,
МПа
№ образца
Время падения
разряжения в камере с Р1 до
Р2, с
Среднее время
образцов № 3 и № 4
Марка по водонепрони-
цаемости
-0,064 -0,054
1 381
742 W16
2 7213 7254 7605 7716 1103
Т а б л и ц а 5 – Г р а д и р о в о ч н а я з а в и с и м о с т ь « в р е м я -водонепроницаемость»
Диапазон времени падения давления, с 41–59 60–87 88–126 127–
183184–261
262–387
388–561
562–814
815–1181
1182–1734
Марка бетона по водонепроницаемости W2 W4 W6 W8 W10 W12 W14 W16 W18 W20
Полученные результаты испытания по ускоренному методу определения водонепроницаемости приведены в таблице 4.
Полученные результаты испытаний по двум методикам показывают высокое влияние микрокремнезема на повышение водонепроницаемости, что является положительным фактором для проектирования долговечных и корозионно-стойких бетонов.
Так же был проведен ускоренный метод определения сульфатостойкости бетона.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
124 125
Данный метод проведен для ускоренного определения коррозионной стойкости бетона в средах, характеризуемых сульфатной агрессивностью с концентрацией ионов SO4
2-до 2000 мг/л. Методика [2, с. 3] основана на сравнении скорости поглощения агрессивных ионов SO4
–2испытуемым бетоном и особо плотным бетоном на сульфатостойком портландцементе (по эталонной кривой).
Для определения влияния микрокремнезема (в количестве 5 % от массы цемента) в комплексе с суперпластификатором EzconKH (2–3) были изготовлены 6 образцов-кубов размерами 5×5×5 см, прошедших тепловлажностную обработку в пропарочной камере по режиму 2+3+8+2 при температуре изотермии 85 °С. Образцы помещались в эксикатор и заливались раствором сульфата натрия в количестве 5 л, приготовленного из расчета 2,8 г безводного Na2SO4 на 1 л дистиллировано воды. После установки образцов в агрессивный раствор, в сроки, соответствующим 1, 3, 6, 9 и 12-й неделям, из эксикатора отбирались пробы агрессивного раствора в количестве 100 мл для определения содержания ионов SO4
2-. Далее в отобранную пробу добавлялась 1 мл концентрированной HCl и доводили до кипения. После этого исследуемый раствор вводился при перемешивании в 25 мл 2,5 %-го BaCl, охлаждался до 20 °С и фильтровался через синюю ленту. Осадок на фильтре промывался теплой водой и переносился в тигель и прокаливался при температуре 900 °С.
Содержание сульфатных ионов SO42-, мг/л, в растворе
рассчитывалось по формуле (1)
где Рос – масса осадка на фильтре после прокаливания, мг.Количество ионов SO4
2-, г, поглощенных бетоном рассчитывается
(2)
где С – концентрация исходного агрессивного раствора сульфата натрия, в который были помещены образцы бетона в пересчете на SO4
2-, 1882,2 мг/л.Относительное количество ионов SO4
2- в пересчете на SO3 (г/г), поглощенное образцами, рассчитывался по формуле
(3)
где Р – масса цемента в объеме всех образцов, установленных на испытание, равный 384,75 г.
Полученные данные по испытаниям были приведены в таблице 6.Таблица 6 – Результаты по ускоренному определению сульфатостойкости бетона
Наименование показателя ЗначенияАгрессивная среда Na2SO4
Концентрация исходного раствора, мг/л 1882,2
Объем исходного раствора, л 5Срок отбора проб, неделя 1 3 6 9 12
Масса осадка с отобранной пробы Рос, мг 424,2 408,6 390,2 372,3 355,5
Содержание сульфатных ионов SO4
2- в растворе QSO4р,
мг/л1745,6 1681,3 1605,6 1532,0 1462,9
Количество ионов SO4, поглощенных бетоном QSO4
б, г
0,683 1,006 1,383 1,751 2,096
Относительное количество ионов SO4 в пересчете на
SO3, поглощенное бетоном QSO3
б, г/г
0,00147 0,00217 0,00298 0,00377 0,00452
По результатам испытаний строится кривая поглощения бетоном сульфатных ионов во времени и сравнивается с эталонной кривой (рисунок 2).
Рисунок 2 – Сравнительный график кривых поглощения цементного камня ионов SO4
2- в пересчете на SO3

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
126 127
Согласно методике, если кривая исследуемого бетона лежит ниже эталонной, то данный бетон считается сульфатостойким и его можно использовать для изготовления конструкций, работающих в сульфатных средах с концентрацией ионов SO4
2- до 2000 мг/л.Вывод: за счет реологических характеристик которые изменены
при применении коррозионной добавки в структуре материала нет пор. Структурирование твердыми элементами системы соответствует коррозионным свойствам прямопропорционально количеству порю соотношение групп пор таких как капиллярные, общие меняется что приведено составами выше изложенной статьи.
ЛИТЕРАТУРА1 Пащенко А. А. Теория цемента – К. Будівельник, 1991 – 168 с.2 Рекомендации по способам защиты бетона в условиях
сульфатной агрессии: методическое пособие – Москва: Министерство транспортного строительства, 1984 г., 13 с.
3 Устройство для ускоренного определения водопроницаемости бетона ВВ-2: Паспорт. Инструкция по эксплуатации – Челябинск: ООО «РНПО РосПрибор», 2015 г. – 8 с.
ПРОИЗВОДСТВО ПЕНОБЕТОНА НЕАВТОКЛАВНОГО ТВЕРДЕНИЯ С ИСПОЛЬЗОВАНИЕМ ЗОЛЫ-УНОСА
АХТАМБЕРОВА А. Б.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
АХТАМБЕРОВ Ж. С.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
КУДРЫШОВА Б. Ч.к.т.н., ассоц. профессор (доцент), ПГУ имени С. Торайгырова, г. Павлодар
Использование отходов теплоэнергетики в производстве эффективных строительных материалов является одним из путей решения проблемы снижения экологической нагрузки на окружающую среду, что особенно актуально в условиях Павлодарского региона. В частности, применение зол тепловых электростанций для производства эффективных ячеистых бетонов считается одним из перспективных направлений в утилизации золошлаковых отходов.
Достаточно энергоемким и дефицитным составляющим бетона, является цемент. Теоретические и экспериментальные
исследования, научно-исследовательских институтов, доказали высокую эффективность внедрения в производство неавтоклавного бетона золы-уноса и золошлаковых отходов. Бетонные смеси, с добавкой золы, обладают большой вязкостью, лучшей транспортируемостью и перекачиваемостью, минимальным водоотделением и расслоением [1, с. 127].
При замене кварцевого песка золой-уноса в неавтоклавном пенобетоне, снижается его плотность. Данная мера позволяет сократить расход цемента на 30–70 кг (на 1 м3 бетона). При этом повышается коррозионная стойкость, теплофизические показатели бетона, регулируется подвижность, структурообразование, скорость твердения и прочность смеси. Использование золы-уноса обеспечивает максимальную экономию цемента от 10 до 30 % [2, с. 34].
Применение золы-уноса в технологии производства неавтоклавного пенобетона, в момент начала и до конца схватывания цементного теста, позволяет улучшить агрегативную устойчивость смеси. В связи с этим, из-за гравитационных сил и негативного влияния на образование структуры, блокируется диффузия компонентов в пространстве. Генерированию плотного взаимодействия частиц в межпоровой перегородке ячеистого бетона, способствует мелкодисперсный состав. Если же такое явление отсутствует, то гидратация первичных продуктов приобретает гелеобразное состояние. И при их высыхании проявляется усадка. В свою очередь, образовавшаяся перегородка будет иметь низкую прочность, что приведет к сильному упадку прочностных характеристик пенобетона [3, с. 32–34].
Для определения возможности использования в качестве заполнителя для пенобетона отхода тепловых электростанции, было принято, произвести подбор состава бетона.
В качестве заполнителя для пенобетона, использовалось сырье тепловых электростанции зола-унос АО «Станция Экибастузская ГРЭС-2», получаемая в процессе горения твердого топлива при сжигании угля Экибастузского угольного бассейна. Сухая зола Экибастузских углей практически не содержит вредных примесей, является однородной по химическому составу и дисперсности, не имеет включения несгоревшего угля, повышенного содержания углерода. Потеря массы при прокаливании 6 %, влажность 0,1 %, остаток на сите № 008 28 %, удельная эффективная активность естественных радионуклидов 112 Бк/кг [4; 7, с. 12].
Химический состав золы-уноса предоставлен в таблице 1.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
128 129
Таблица 1 – Химический состав золы-уноса
НаименованиеСодержание, %
SiO2 Al2O3 Fe2O3 СаО MgO ТiO2 SO3 К2O Na2O
Экибастузская ГРЭС-2 57 22,3 2,8 1,6 0,9 – 1,72 0,3 0,2
По содержанию СаО зола относится к группе кислых (СаО<10 %).Влияние заполнителя на прочностные показатели пенобетона
определяли на образцах-кубах размерами 100х100х100 мм. Приготовление пенобетонной смеси включало в себя сухое перемешивание портландцемента класса прочности 42,5 МПа нормально твердеющий, от производителя ТОО «Бухтарминская цементная компания», с заполнителем (зола-уноса), перемешивание сухой смеси с водой до образования однородной массы, после этого в полученный раствор добавляется пена, приготовленная в пеногенераторе, и перемешивается.
Химический и минералогический состав, а также технологические характеристики применяемого портландцемента приведены в таблицах 2, 3 и 4.
Таблица 2 – Химический состав портландцемента Характеристики Среднее фактическое значение
Потери при прокаливании 1,27 %SiO2 20,50 %Al2O3 4,91 %Fe2O3 4,20 %CaO 62,79 %MgO 1,84 %SO3 3,06 %
Таблица 3 – Минералогический состав портландцементаХарактеристики Среднее фактическое значение
C3S 64,76 %C2S 12,55 %
C4AF 12,65 %C3A 6,52 %
Таблица 4 – Физические свойства портландцементаХарактеристики Среднее фактическое значение
Тонкость помола 3,9 %Удельная поверхность 373 м2/кг
Сроки схватывания: начало конец
134 мин202 мин
Равномерность изменения объема 0,1 ммНормальная густота 26,00 %
При изгибе: в возрасте 2 суток 4,5 МПа в возрасте 28 суток 8,5 МПа
При сжатии: в возрасте 2 суток 21,8 МПа в возрасте 28 суток 48,2 МПа
Портландцемент удовлетворяет требования ТР РК «Требования к безопасности зданий и сооружений, строительных материалов и изделий» и ГОСТ 31108–2016 «Цементы общестроительные. Технические условия» [5, 6].
При получении пены, использовался пенообразователь «Неопласт 55» согласно ТУ 20.41.20-008-0105537080-2017 от производителя ООО «Промбытхим». Состав: поверхностно-активные вещества, активные компоненты, консервант. Все составы экологически безвредны, взрыво- и пожаробезопасны, не обладают комулятивными свойствами. Техническая характеристика пенообразователя приведена в таблице 5.
Таблица 5 – Техническая характеристика пенообразователя«Неопласт 55»
Наименование показателей Значение показателя
Внешний вид, цвет Однородная прозрачная
жидкость от светло-желтогодо коричневого цвета
Запах Слабый запах ПАВПоказатель активности водородных ионов Н+ (рН) 1 % водного раствора, в пределах 6,57
Массовая доля ПАВ, % до 30Условная вязкость, с 12
Исследование образцов по прочности на сжатие проводилось на пенобетоне следующих составов, показатели приведены в таблице 6.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
130 131
Таблица 6 – Составы пенобетонаНаименование Цемент, гр Зола-уноса, гр
Состав № 1 700 1000Состав № 2 750 950Состав № 3 800 910
В таблице 7 предоставлены результаты определения предела прочности при сжатии опытных образцов пенобетона в возрасте 7 суток и 28 суток, 3-х составов.
Таблица 7 – Результаты определения предела прочности при сжатии опытных образцов пенобетона в возрасте 7 суток и 28 суток
Наименование
Предел прочности при сжатии опытных образцов пенобетона
в возрасте 7 суток, МПа
в возрасте 28 суток, МПа
Состав № 1 1,14 1,70Состав № 2 1,23 2,70Состав № 3 1,28 3,40
Анализируя полученные результаты, можно сделать заключение, что при введении в состав неавтоклавного пенобетона, золы-уноса в качестве заполнителя, необходим правильный подбор состава бетонной смеси. В целом, полученные экспериментальные результаты свидетельствуют о возможности получения пенобетонов на основе изученного техногенного сырья (золы-уноса) требуемой прочности (не менее 1,7 - 3,4 МПа на 28 сутки) для использования данного материала в промышленном и гражданском строительстве.
Технология изготовления неавтоклавного пенобетона с использованием золы-уноса позволяет решить следующие проблемы:
– экономическую, за счет исключения из состава пенобетона кварцевого песка. Уменьшение затрат на строительство и эксплуатацию золоотвалов. Сокращение расхода энергии на получение структуры и прочности материала безавтоклавной обработки;
– экологическую, за счет путей утилизации пылевидных отходов, снижается вредное влияние отвалов на прилегающих территории, как для сельского хозяйства, так и для окружающей среды в целом.
ЛИТЕРАТУРА1 Урханова Л. А., Балханова Е. Д., Хахинов В В. Эффективные
ячеистые бетоны с использованием отходов теплоэнергетики // Вестник Бурятского государственного университета. – № 3. – 2012. – С. 127.
2 Урханова Л. А., Щербин С. А., Савенков А. И., Горбач П. С. Использование вторичного сырья для производства пенобетона // Строительные материалы. – № 1. – 2008. – С. 34.
3 Гусев Б. В., Куликов В. Г. Обоснование факторов, формирующих моноэдрическую ячеистую структуру пеноматериалов // Промышленное и гражданское строительство. – 2008. – № 8. – С. 32-34.
4 Дзюбак А. Отработанный материал в дело // АО «Казконтент», 27.11.2017 http://el.kz/
5 ТР РК «Требования к безопасности зданий и сооружений, строительных материалов и изделий» / Постановление Правительства Республики Казахстан от 17 ноября 2010 года № 1202.
6 ГОСТ 31108–2016 «Цементы общестроительные. Технические условия»/ Введен в действие с 01 марта 2017 года. М.: Изд-во стандартов. 2015 г.
7 Карпенко Н. И., Ярмаковский В. Н. Основные направления ресурсоэнергосбережения при строительстве и эксплуатации зданий // Строительные материалы. – №7. – 2013 г., С. 72.
СОВРЕМЕННЫЕ ТЕХНОЛОГИИ МОНОЛИТНОГО И ЭНЕРГОСБЕРЕГАЮЩЕГО СТРОИТЕЛЬСТВА
БАЗЕНОВ Г. М.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
КОРНИЕНКО П. В.к.т.н., профессор, магистрант, ПГУ имени С. Торайгырова, г. Павлодар
Строительство является одной из наиболее активно развивающихся отраслей Республики Казахстан. В стране за период 2010–2017 годы объемы строительства выросли в несколько раз, сформировав долю в ВВП РК как одной из крупнейших отраслей, подкрепленной массивным банковским финансированием.
В Республике Казахстан в настоящее время основным п о т р е б и т е л е м с т р о и т е л ь н о й п р о д у к ц и и я в л я е т с я жилищно-гражданское строительство, так как именно возведение

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
132 133
объектов жилья имело высокие темпы развития. Технологическая структура отрасли страны в настоящее время имеет ярко выраженную сырьевую или около сырьевую направленность: в республике недостаточное предприятий, производящих продукцию высокой степени переработки и соответствующую современным требованиям строительного комплекса.
В 2017 году общая площадь введенных в эксплуатацию новых зданий составила порядка 15–15,5 тыс. кв. метров, жилых зданий – около 11,5–11,7 тыс. кв. метров.
Возрастают показатели средних фактических затрат на строительство 1 кв. метра общей площади жилых домов, включая жилые дома, построенные населением. Так, в 2012 году затраты на строительство 1 кв. метра составляли порядка 77,3 тыс. тенге, а в 2016 году эти затраты возросли до 98,9 тыс. тенге.
Рисунок 1 – Основные характеристики введенных в эксплуатацию объектов [1]
Структура отрасли имеет ярко выраженную сырьевую или около сырьевую направленность, в республике недостаточно предприятий, производящих продукцию высокой степени переработки. Опалубочные конструкции известны ещё с тех далёких времён, когда в летописях появилось первое упоминание о бетоне, как относительно недорогом, но прочном и долговечном материале. Тогда опалубка была только деревянной и недолговечной, так как не существовало современных технологий обработки древесины для её влагостойкости. С тех пор прошло много лет, но деревянная
опалубка до сих пор используется при монолитном строительстве, однако сегодня это современные конструкционные элементы, которые позволяют выполнять бетонные работы на самом высшем уровне.
Опалубка широко применяется в современном монолитном строительстве. Основным технологическим отличием монолитного строительства от других видов возведения зданий является каркас из опалубки, с помощью которого и создаются основные конструктивные элементы. Это специальная вспомогательная временная конструкция, выполненная из металла, дерева, пластика или других материалов. Опалубка необходима для придания конструктивным элементам из бетона, железобетона, строительных растворов требуемой формы и геометрических размеров, структуры поверхности и положения в пространстве.
Опалубочная система или опалубка состоит из нескольких составляющих, куда входят формообразующие элементы (палуба), поддерживающие палубу конструкции (стойки, рамы, подкосы и т.п.) и крепеж. Съемную опалубку после затвердевания строительного раствора снимают с готовой конструкции, а сам процесс демонтажа опалубки называют распалубливание. Помимо съемной существует и несъемная опалубка. Её не удаляют, и она становится частью возводимой строительной конструкции.
Несъемная опалубка из пенополистирола это технология монолитного и энергосберегающего строительства. Доступная цена, высокое качество и энергоэффективность несъемной опалубки из пенополистрола позволило прижиться на рынке строительных материалов.
Рисунок 2 – Несъемная опалубка из пенополистирола

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
134 135
При работе с опалубкой у любого производителя работ, независимо от формы собственности предприятия возникает понятное желание свести к минимуму затраты, что естественно в современных экономических условиях хозяйствования. Несъемная опалубка из пенополистирола считается способом экономии, которая особенно популярна при работе в сложных климатических условиях, в регионах с влажным или суровым климатом.
За счет идеальной комбинации применения материалов, где один материал защищает другой от своих естественных врагов. Наружная отделка защищает пенополистирольную стенку несъемной опалубки от прямых солнечных лучей, за счет чего обеспечивает пенополистиролу идеальную среду, пенополистирольный утеплитель защищает бетон от промерзания и влаги, за счет чего обеспечивает бетону идеальные условия, способствующие его укреплению с годами. Таким образом, по прочности и долговечности дома построенные из несъемной опалубки не уступают кирпичным, а по стоимости значительно дешевле их.
Рисунок 3 – Конструкция монолитной стены с применением несъемной опалубки из пенополистирола
Поскольку кирпичные стены вдвое толще, чем бетонные, владелец дома выигрывает примерно 10 % полезной площади. Сам дом намного теплее и легче, поэтому можно обойтись ленточным мелко-заглубленным фундаментом, а значит,
более выгодным фундаментом. Потребитель получит за счет этого дополнительный выигрыш и в деньгах, и в площади. На строительство дома по технологии несъемной опалубки уйдет в несколько раз меньше времени, чем на строительство кирпичного дома или дома из ячеистого бетона. Поскольку такие дома очень хорошо сохраняют тепло, затраты по этой статье снизятся в 5-6 раз. В таблице 1 указаны теплотехнические характеристики блоков несъемной опалубки в сравнении с другими материалами
Таблица 1 – Сравнительные теплотехнические свойства материалов и конструкций
Материал для возведения стен Плотность, кг/м3
Толщина изоляционного слоя, обеспечивающая термическое
сопротивление, 1Вт/м*С0Несъемная опалубка из
пенополистирола 25 3,9
Железобетон 2500 169Кирпич силикатный на цементно-
песчаном растворе 1800 70
Кирпич глиняный обыкновенный на цементно-песчаном растворе 1800 56
Ячеистые бетоны 600 14Ель, сосна 500 9
Из таблицы видно, что среди основных материалов, из которых строят дома на сегодняшний день, несъемная опалубка имеет наименьшую плотность и толщину изоляционного слоя, обеспечивающую термическое сопротивление. Следовательно, возводимая монолитная стена с внутренней и внешней стороны защищена тепло- и звукоизоляционной оболочкой из пенополистирола. Благодаря такой конструкции стен, дома, построенные с применением несъемной опалубки, получаются прочными, легкими и очень теплыми. Также минимизируются размеры строительной площадки, что позволяет выполнять работы по строительству и реконструкции даже на плотно застроенной территории. Очевидно, что конкурентов, среди этих показателей у несъемной опалубки нет.
Конкурентные преимущества несъемной опалубки, по сравнению с другими товарами-заменителями:
– низкая стоимость перевозки;– простая и логичная система установки элементов несъемной
опалубки в стену (принцип Лего);
«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
136 137
– элементы несъемной опалубки не нужно нарезать по длине. Строитель получает изготовленные на заводе элементы разной длины, с герметизирующими замками для герметизации стыков между элементами. Как в конструкторе Лего строителю только остается собрать стену,установить арматуру и залить стену бетоном;
– возможно крестообразное соединение на данном оборудовании, для большинства конкурирующих видов несъемной опалубки;
– за счет угловых элементов решена проблема монолитности соединения угла и стены, увеличивается прочность собранной конструкции (по принципу обычной кирпичной кладки);
– по желанию заказчика возможно изготовление элементов фиксированной длины (например, 6 м или 9 м) с металлическим профилем (подобно Пластбау) или без него.
Рассмотрев конкурентные преимущества новой технологии строительства малоэтажных построек, слабые и сильные стороны предприятий-конкурентов, непосредственно для строителей, можно провести SWOT-анализ для производства несъемной опалубки в Павлодаре. Рассмотрим все элементы SWOT-анализа предприятия: сильные стороны, слабые стороны, возможности проекта и угрозы.
Таблица 1 – SWOT-анализ для производства несъемной опалубки в Павлодаре
Сильные стороны:- новая строительная технология;
- отсутствие дефицита сырья (известняковые породы, техногенные отходы - граншлак, зола);
- самый скоростной метод возведения конструкций;
- низкая стоимость показателя оценки 1 кв.м стеновой конструкции;
- простой способ устройства стен;- выгодное географическое положение.
Слабые стороны:- необходимость в активных
мероприятиях на начальном этапе по продвижению нового продукта для
обеспечения высокого уровня продаж;- необходимость создания нового
производства;- необходимость создания имиджа
компании.
Возможности:- завоевание лидирующих позиций в отрасли;- наличие растущего спроса на продукцию на
Российском рынке;- расширение производства и расширение рынка
сбыта в другие регионы.
Угрозы:- в условиях кризиса малый платежеспособный спрос на
недвижимость;- сильное сопротивление действиям
по изменению конъюнктуры рынка и тенденций спроса со стороны участников
рынка, чья продукция становится не конкурентоспособной (производители
лицевого кирпича, блоков и т.д.);- сезонные колебания спроса на
продукцию.
Таким образом, учитывая проведенный анализ по несъемной опалубке из пенополистирола можно сделать следующие выводы. На рынке строительных материалов несъемная опалубка из пенополистирола может прижиться, сохранив идеальное соотношение доступной цены, высокого качества и энергоэффективности. Жизненный цикл продукта находится на стадии активного внедрения, в том числе город Павлодар является перспективным направлением.
ЛИТЕРАТУРА1 Официальный сайт Агентство РК по статистике
http://www.state.kz2 Официальный сайт Опалубка эксперт http://opalubka-expert.ru3 Тришевский, О. И., Плеснецов, С. Ю. Особенности
технологии изготовления профиля опалубки // Кузн.-штамп. пр-во. ОМД, С. 14–19, 2010
4 Ю. В. Рудольф Нормы выполнения опалубочных работ при скоростном монолитном домостроении // Қазақстан ғылымы мен техникасы. Наука и техника Казахстана, 2010. – № 2
ПРИМЕНЕНИЕ ПРОМЫШЛЕННЫХ ОТХОДОВ В ДОРОЖНОМ СТРОИТЕЛЬСТВЕ
БАТАНОВА А. К.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
АХТАМБЕРОВА А. Б.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
СТАНЕВИЧ В. Т.к.т.н., доцент, ПГУ имени С. Торайгырова, г. Павлодар
Для Казахстана вопрос развития дорожной инфраструктуры равнозначен экономической и социальной состоятельности. В 2017 году в Индексе глобальной конкурентоспособности (The Global сompetitiveness index) Всемирного экономического форума (World economic forum) по состоянию дорожной инфраструктуры Казахстан занял 115-е место среди 137 стран, расположившись между Россией и Зимбабве.
В основных направлениях экономического и социального развития страны на период до 2050 года указана необходимость продолжить работу по более широкому вовлечению в хозяйственный

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
138 139
оборот вторичных материальных и топливно-энергетических ресурсов, бытовых отходов, а также попутных продуктов. В Казахстане на сегодняшний день накопилось около 45 миллиардов тонн техногенных минеральных отходов (шлаки, золы, бокситовый шлам, фосфогипс и другие). Ежегодно образуется порядка одного миллиона тонн промышленных отходов [1, с. 6].
В мировой строительной практике широко используют как неклассифицированные золы, так и золы после их предварительного обогащения или разделения на составляющие. Так, золы могут использоваться для сооружения оснований дорожных покрытий, при реконструкции верхних изношенных слоев асфальта как фиксатор дегтя, смолы, гудрона, для создания планировочных насыпей и т. п.
Использование ЗШМ в этих целях должно быть обосновано в ходе испытаний пригодности и безопасности, с учетом механических нагрузок и погодно-климатических факторов. Необходимо оценить химическую безопасность использования зол с точки зрения загрязнения грунтовых вод вымываемыми из золы токсичными веществами. Кроме того, необходимо иметь технологии пылеподавления, исключающие загрязнение близлежащих территорий из-за уноса зольной пыли при выполнении строительных работ [2, с. 142].
Области применения отходов от сжигания твердого топлива на ТЭС при строительстве автомобильных дорог:
1. Золы сухого отбора:– медленно твердеющее самостоятельное вяжущее для
устройства оснований дорожных одежд из укрепленных грунтов и каменных материалов;
– активная гидравлическая добавка в сочетании с неорганическими вяжущими (цементом или известью) для устройства оснований;
– активная гидравлическая добавка в сочетании с битумными или полимерно-битумными вяжущими;
– составная часть минерального порошка или для его замены при приготовлении асфальтобетонной смеси;
– добавка взамен части цемента и заполнителя при приготовлении тяжелого бетона и раствора;
2. Отвальные золошлаковые смеси гидроудаления:– техногенный грунт для сооружения дорожных насыпей;– материал, укрепленный цементом или другими вяжущими,
для устройства оснований и дополнительных слоев дорожных одежд;
– малоактивная гидравлическая добавка к извести при приготовлении золоизвестковых вяжущих для укрепления грунтов и каменных материалов;
– взамен минерального порошка и частично песка при приготовлении асфальтобетона;
– заполнитель при приготовлении тяжелого песчаного бетона.Кроме того, зола ТЭЦ содержит компоненты, обладающие
уникальными технологическими свойствами, позволяющими эффективно использовать их во многих современных технологиях. К таким компонентам относятся алюмосиликатные и магнитные микросферы, а также несгоревшие угольные частицы.
Алюмосиликатные микросферы образуются в результате расплавления минеральных компонентов, миграции расплава в виде отдельных капель и раздува последних за счет газовых включений. Зарубежом микросферы находят применение в производстве керамических легких теплоизоляционных материалов, жаростойких бетонов, термопластиков, радиопрозрачных керамик, полиэтилена низкой плотности, полипропилена и многого другого. Также разработаны технологии применения микросфер как наполнителей композиционных материалов [2, с. 143].
Микросферы, отчетливо видные на фотографии (рис. 1), имеют размеры от 10 до 250 мкм. Микросферы Экибастузского угля содержат 13 % стеклофазы, 53 % муллита, 34 % кварца. В силикатных сферах преобладают оксиды кремния, алюминия, калия. Температура плавления силикатных микросфер превышает 1350 °С. Силикатные микросферы почти в 2 раза легче воды, что является основой их эффективного гравитационного выделения.
Рисунок 1 – Зола уноса Экибастузского угля

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
140 141
Разработано много приспособлений для выделения микросфер (декантаторы, сгустители, гидроциклоны и др.). Наименее затратный и эффективный способ выделения силикатных микросфер из золы – использование гидротехнических сооружений золоотвалов. После естественного всплывания полых микросфер на поверхность пруда их собирают. Примером такой организации золоотвалов является ГРЭС г. Экибастуз Павлодарской области, которая сбрасывает золу в горько-соленое озеро, находящееся в 10–15 км от ГРЭС [2, с. 144].
В таблице 1 даны результаты укрепления мелкого песка неактивными золами от сжигания Экибастузского каменного угля. Зола не содержит свободной окиси кальция. Использование такой золы в качестве добавки к цементу обеспечивает существенную экономию последнего. Введение в смесь 10 % золы от сжигания Экибастузского каменного угля позволило уменьшить количество цемента на 40 % и получить образцы в 90-суточном возрасте с такой же прочностью, как и при укреплении песка одним цементом. При добавлении 20 % золы расход цемента можно уменьшить в 2 раза [3, с. 9].
Таблица 1 – Прочность при сжатии водонасыщенных образцов мелкого песка, укрепленного цементом и золой сухого улавливания
Вид топливаСостав смеси, % Прочность при сжатии образцов,
МПа, в возрасте, сут.песок цемент зола 28 90
Каменный уголь Экибастузского
бассейна
94 6 – 0,8 1,492 8 – 1,7 2,490 10 – 2,2 3,388 12 – 3,2 5,784 6 10 1,5 3,474 6 20 2,3 6,9
М и н е р а л ь н ы й п о р о ш о к – я в л я е т с я в а ж н е й ш и м структурообразующим компонентом асфальтобетона. На его долю приходится до 90–95 % суммарной поверхности минеральных зерен, входящих в состав асфальтобетона. В испытательной лаборатории Проектно-изыскательного института «Кыргыздортранспроект» г. Бишкек были проведены исследования использования золы уноса ТЭЦ в качестве минерального порошка [4, с. 102].
В таблицах отражены анализы результатов экспериментальных данных на прочность при сжатии (N), на плотность (г/см3) и деформируемость (текучесть, мм) испытуемых образцов.
Сравнительные результаты испытаний асфальтобетонных образцов (отсев и зола уноса) показаны в таблице 2.
Таблица 2 – Результаты испытаний образцов на устойчивость по Маршаллу
Содержание битума в асфальтобетоне (%) Плотность (г/см3) Прочность
(N)Текучесть
(мм)Объемная плот-
ность GmbУдельная
плотность Gmmс добавлением отсева
5,0 2,284 2,560 9446 3,5
5,5 2,302 2,466 9714 3,57
6,0 2,354 2,410 10493 3,87
6,5 2,346 2,376 9169 3,877,0 2,342 2,351 8399 4,1
с добавлением золы5,0 2,393 2,445 8819 2,755,5 2,311 2,427 9904 3,376,0 2,320 2,410 10694 3,636,5 2,325 2,393 10078 3,937,0 2,315 2,376 9774 4,3
Полученная асфальтобетонная смесь с использованием золы уноса в качестве минерального порошка соответствует нормативным требованиям и может быть использована при строительстве верхнего слоя дорожного полотна.
Нефтяной шлам можно использовать в качестве:– активатора поверхности минеральных материалов (позволяет
использовать каменные материалы с заведомо плохим сцеплением с вяжущим, не требует значительных изменений в схеме производства, продлевает сроки службы покрытий);
– частичной замены вязкого дорожного битума при приготовлении горячего асфальтового бетона и холодных черных щебеночных (гравийных) смесей (позволяет экономить дефицитные вязкий дорожный битум и гудрон);
– получения черного щебня (оптимум вяжущего для чернения щебня составляет 5 % нефтяного шлама и 1 % битума).
Технология применения нефтяного шлама при производстве асфальтобетона заключается в подаче определенного количества нефтяного шлама на нагретый до 220 °С щебень и песок. Далее подают минеральный порошок, после его равномерного распределения в смеси вводят вязкий битум

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
142 143
с температурой 140–160 °С и окончательно перемешивают. Физико-механические свойства полученных таким образом смесей представлены в таблице 3 [5, с. 108].
Таблица 3 – Физико-механические свойства горячего асфальтобетона с использованием минерального материала, активированного нефтяным шламом
Содержаниенефтяного
шламаи битума,
%
Способвведения
нефтяногошлама
Водонасыщение,
%
Набухание,% по
объему
Предел прочности
при сжатии, МПа
Коэффициент водостойкости
Коэффици-ент
длительной водостойкос-
тиR20 R50 R0
Нефтяной шламобводненный - 3БНД 60/90 - 5
Нахолодныйкаменныйматериал
3,6 0 2,3 0,7 3,7 0,83 0,63
Нефтяной шламобводненный - 3БНД 60/90 - 4 ,5
Нанагретыйкаменный
материал до 180-200 °С
4,7 0 2,4 0,9 3,6 0,87 0,63
Нефтяной шламобводненный - 6(в пересчете наобезвоженный
- 3)БНД 60/90-3,8
Нанагретыйкаменный
материал до 180-200 °С
4,1 0,4 2,05 - - 0,97 0,6
Из таблицы видно, что независимо от метода введения нефтяного шлама все смеси
соответствуют требованиям ГОСТ 9128–2013 даже при снижении содержания вязкого битума на 1,2 %.
В последнее время в дорожном строительстве набирает популярность использование полимеротходов. В мире накоплен значительный опыт применения в строительстве и ремонте дорожных покрытий материалов на основе битума и модификаторов. В качестве модификаторов применяют каучуки, органо-марганцевые компаунды, термопласты (полиэтилен, полипропилен, полистирол, этиленвинилацетат, бутадиен-стирольные термоэластопласты (SBS). Если модифицирующие добавки в битум применяются в верхнем слое покрытия дорог, то для более глубоких слоев дорожного пирога (основания, откосы, насыпи, дренажи) применяются другие современные материалы – геосинтетические.
Геосинтетические материалы подразделяются на несколько классов: геотекстили (нетканые и тканые), геосетки и георешетки (рисунок 2), геомембраны, геокомпозитные материалы.
Для производства геосинтетиков используют полиэфиры, полиамид, полипропилен, полиэтилен и другие полимеры [6, с. 10].
Рисунок 2 – Геосетка на основе полимеротходов
Важной характеристикой для применения геотекстиля является продольная и поперечная разрывная нагрузка. Исходя из прогнозируемых нагрузок при использовании геоткани, проектировщики высчитывают, какую нагрузку должен выдерживать материал при эксплуатации. В таблице 4 указаны технические характеристики одного из видов геотекстиля Дорнита.
Таблица 4 – Иглопробивное нетканое полотно ДорнитПоверх-ностная плот-ность, г/м2
Разрывная на-грузка (по длине и
ширине)
Удлинение при разрыве
Эффективный размер пор, мм
Прочность при про-давлива-нии, Н, не
менее
Коэф.филь-
трации, м/сут, не
менее
Толщина при
нагрузке 2кПа,
ммН, не менее
Н, не менее
%, не более по
длине
%, не более по ширине
400 430 570 100 110 0,09 140
130
3,3500 550 700 100 110 0,08 150 4,0600 700 1000 90 100 0,07 170 5,5800 900 1100 90 100 0,06 180 6,5
Основные преимущества геотекстиля Дорнит – это: высокая прочность, устойчивость к разрыву и сильной вибрации, к химическому воздействию, теплоизолирующие и фильтрующие свойства, способность хорошо переносить широкий диапазон температур, не подверженность гниению, экологическая безопасность, огнестойкость, простота монтажа и вполне умеренная стоимость.
ЛИТЕРАТУРА1 Хасенова Б. Нам любые дороги дороги – 2 / Багдат Хасенова
// Деловой Казахстан. – 2018. – 24 августа. – С. 6.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
144 145
2 Адеева Л. Н., Борбат В. Ф. Зола ТЭЦ – перспективное сырье для промышленности // Вестник Омского университета. – 2009. – № 2. – С. 141–151
3 Путилин Е. И., Цветков В. С. Обзорная информация отече-ственного и зарубежного опыта применения отходов от сжигания твердого топлива на ТЭС. – Союздорнии. М., – 2003. – С. 9.
4 Осмонова Б. Ж. Экспериментальные исследования асфаль-тобетонного покрытия с использованием золы уноса в качестве минерального порошка // Известия НАН КР. – 2015. – № 2. – С. 102
5 Турсумуратов М. Т., Бекбулатов Ш. Х. Использование нефтя-ных шламов в дорожном строительстве // Вестник Национальной инженерной академии РК. – 2010. – № 1 (35). – С. 108
6 Безручко И. Росавтодор: геосинтетика = норма / Илья Безручко // Дороги: инновации в строительстве. – 2016. – № 51. – С. 10.
ГАЗОБЕТОНЫ НЕАВТОКЛАВНОГО ТВЕРДЕНИЯ НА ОСНОВЕ КОМПОЗИЦИОННЫХ ВЯЖУЩИХ ВЕЩЕСТВ
БИРЖАН А. А.магистрант, специальность «Производство строительных материалов,
изделий и конструкций» Евразийский национальный университет имени Л. Н. Гумилева, г. Астана
КАЛИЕВА Ж. Е. научный руководитель
Газобетон – это экологичный, качественный строительный материал. Впервые он был произведен восемьдесят лет назад и используется до сих пор благодаря своему совершенству. Сопротивление, химические и физические свойства схожи с обыкновенным ячеистым бетоном, а оброботка лучше чем дерево.
Для ячеистых бетонов в качестве вяжущего обычно используется портландцемент. А для бесцементных ячеистых бетонов используют (газо и пенобетоны) негашеную известь. Вяжущее используется в сочетании с компонентом кремнезема, содержащей двуокись кремния.
Компонент кремнезема ( кварцевый молотый песок, доменный шлак, отходы ТЭС) экономит расход вяжушего, и повышает основные характеристики ячеистого бетона. Кварцевый песок используют влажным, чтобы увеличить удельную площадь кремнеземного компонента и увеличить химическую активность.
Как правило, очень экономически выгодно использовать побочные продукты промышленности (нефелиновый шлам, гранулированный доменный шлак , отходы ТЭС) для производства бетона.
Тесто при вспучивании осуществляеться двумя способами:Химическим, когда ввяжущее тесто вводится газообразующая
добавка, с которым происходят химические реакций и выделение газа;Механическим, где вяжущее тесто смешивается с отдельно
приготовленной пеной.Ячеистый бетон бывают с большим количеством искусственно
созданных и условно закрытых пор размеры которых колеблется от 0,5 до 2 мм. Воздушные поры равномерно распределены по всему объему бетона и отделены достаточно прочными и тонкими перегородками из закаленного вяжущего камня. В результате формируется сильный пространственный каркас. В связи с этими свойствами также требуется использование ячеистого бетона в качестве теплоизоляционного материала. В ячеистом бетоне нет не только крупного, но и, как правило, мелкого заполнителя. В состав ячеистого бетона состоит только из вяжующего, тонко измельченного компонента кремнезема, воды и газообразователя.
Рисунок 1 – Поры в ячеистых бетонах
Методы формирования пористой структуры ячеистого бетона. На основе анализа рынка ячеистого бетона, в настоящее время не уделяется должного внимания производству неавтоклавного газобетона на композитных вяжущих, что позволяет путем создания однородной мелкопористой структуры улучшить эксплуатационные характеристики композита. Производство неавтоклавного газобетона на композиционных вяжущих с преимуществами и высокой эффективностью как в технологическом, так и в экономическом плане является одним из перспективных направлений повышения технико-экономической эффективности ячеистого бетона.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
146 147
Рассмотрена возможность повышения эффективности неавтоклавного газобетона за счет регулирования коллоидно-химических свойств смеси, что позволяет повысить эффективную вязкость раствора, что способствует предотвращению прорыва газовых пор и оптимизации макроструктуры.
Установлены составы неавтоклавного газобетона, позволяющие производить ячеистый бетон марки средней плотности 500, прочностью на сжатие до 3 МПа, теплопроводностью до 0,1 Вт / м² с возможностью ее использования в качестве структурного и теплоизоляционного материала для строительства ограждающих конструкций в энергосберегающем малоэтажном жилищном строительстве.
Рисунок 2 – Неавтоклавный газобетон на основе композиционного вяжущего
Сравнение автоклавного и неавтоклавного газобетона. Оба материала относятся к ячеистому бетону, с различной пористой структурой, хорошими тепло и звукоизоляционными свойствами, с малым весом, но автоклавный газобетон широко используется в строительстве жилищных зданий. Производство неавтоклавного ячеистого бетона является дешевым способом производства газобетона. Инвестиции в производство неавтоклавного газобетона в сотни раз ниже себестоимости производства автоклавного газобетона.
Таблица 1 – Сравнительные характеристики свойств автоклавного и неавтоклавного газобетона
Исходя из выводов отметим достоинства неавтоклавного газобетона
1 Неавтоклавный газобетон-это прочный, негорючий, не поддается гниению, экологически безопасный, и не боится плесени и воды
2 Высокие теплосберегающие способности. Своиства теплопроводности сопоставимы с деревянными изделиями
3 Материал пористый, легкий для того чтобы резать и обработать, сохраняя при этом прочностные своиства.
4 Не содержит вредных веществ в своем составе.5 Низкая гигроскопичность6 Низкая себестоимость, что положительно влияет на цену
конечного продукта.7 Есть возможность использования в монолитных конструкциях.
ЛИТЕРАТУРА1 Семченков А.К. Проблемы гражданского строительства. Бетон
и железобетон. 1995. С. 2–6.2 ГОСТ 31359 – 2007. Бетоны ячеистые автоклавного твердения.3 Семченков А.С. Энергосберегающие ограждающие конструкций
зданий. Бетон и железобетон 1996. С. 6–94 Трамбовецки В.П. Ячеистый бетон в современнов строительсве.
Технологии бетонов. 2007. С.30–31

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
148 149
ПРАКТИКА ПОЛУЧЕНИЯ ШЛАКОВОГО ВЯЖУЩЕГО ДЛЯ ШТУЧНЫХ ИЗДЕЛИЙ
ГАБИТОВА (ЖАКАНОВА) Д. А., САДВАКАСОВА К. А., МАТИЕВ У. Г.
магистранты, ПГУ имени С. Торайгырова, г. ПавлодарКОРНИЕНКО П. В.
к.т.н., профессор, ПГУ имени С. Торайгырова, г. Павлодар
В данной статье приведены результаты исследований направленные на выявление свойств исходных компонентов предназначенных для получения композиционных материалов с необходимыми свойствами. Решается задача получения составного вяжущего на основе шлака сталеплавильного производства и использования местных компонентов.
Физико-механические показатели качества сталеплавильного шлака приведены в таблице 1.
Таблица 1 – Физико-механические показатели качества сталеплавильного шлака
№ п/п Наименование показателя Значение1 Истинная плотность, г/см3 3,03–3,1
2 Насыпная плотность, г/см3 2-2,1
3 Содержание пылевидных, % по массе 2,0
4 Содержание лещадных зерен, % по массе 10–115 Пустотность, % по объему 32–336 Модуль крупности 2,78-2,85
Химический состав шлака определяли на 5 пробах, отобранных с разных мест отвала.
Таблица 2 – Химический состав сталеплавильного шлака№
про-бы
Химический состав, % Кк
FeO Fe2O3 SiO2 Al2O3 CaO MgO MnO S Пр*
1 19,9 18,3 12,4 5,2 19,4 7,8 11,9 0,03 5,07 1,55 0,42 2,61
2 20,3 12,6 15,3 4,4 30,1 5,1 4,1 0,06 8,04 1,79 0,29 2,59
3 24,3 16,3 10,2 4,2 27,3 3,9 7,4 0,07 6,33 2,17 0,41 3,47
4 23,0 16,0 13,4 4,0 26,2 3,8 7,4 0,06 6,14 1,72 0,30 2,54
5 19,4 13,8 10,7 3,6 26,4 7,1 5,8 0,04 8,16 2,34 0,34 3,47
* - в группу «прочие» включено суммарное содержание P, Cr2O3, TiO2, NiO и п.п.п.
В таблицы 2 приведены значения показателей модуля основности (Мо), модуля активности (Ма). по которым оценивают качество сталеплавильного шлака
Модуль основности определяется отношением 2 основных оксидов к 2 кислым оксидам по формуле
. (1)
Если то шлак считается основным. Такой шлак способен к гидравлической активности – твердению размолотого в порошок шлака при затворении его водой.
Кислый шлак даже при измельчении его до удельной поверхности сверх 10000 см2/кг активности не проявляет [1–5]. Модуль активности – относительный показатель качества шлака, определяемый отношением содержания глинозема к содержанию кремнезема по формуле
. (2)
Если , то время схватывания и твердения композиций на таком шлаке сокращается [2-4].
Дополнительно для оценки гидравлической активности шлака был рассчитан коэффициент качества (Кк), определяемый по формуле (п. 1.1 ГОСТ 3476)
. (3)
Поскольку оборудование, на котором испытывали шлак, не может определять значение TiO2 в знаменателе формулы (3) оставляли только кремнезем.
Из результатов таблицы 2 были сформированы диаграммы однородности химического состава шлака.
Прошедший через магнитную сепарацию материал просеивали через сито с размером 5 мм и загружали в шаровую мельницу. В качестве мелющих тел применяли шары и цильбепсы (цилиндры) с соотношением 1:1,5 соответственно. В шаровой мельнице шлак измельчали до удельной поверхности 3500-3700 см2/кг.
В данной работе выбран метод механической активации отвального шлака крупностью зерен менее 5 мм, для известково-

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
150 151
шлакового вяжущего. Повышенные значения Ма приводят к началу схватывания шлакового теста с В/Ш 0,41 через 30 минут от начала затворения. Конец схватывания наступал не позднее 50 минут от начала затворения. С целью регулирования содержания кремнезема и увеличения сроков схватывания применяли кварцевый песок.
В работе использовали формовочные пески Карасорского месторождения фракции, 0–0,63 мм, а также просеянный через сито № 0,63 мм и затем отмытый песок Мичуринского месторождения.
Каждый из указанных песков перед применением их в качестве кремнеземистого компонента вяжущего вещества просушивался, в случае с мичуринским песком дополнительно промывался, размалывался до удельной поверхности свыше 4000 см2/г (что соответствует остатку на сите № 008 менее 5 %).
В работе испытывали известь строительную (негашеную) комовую 1 и 2 сорта по ГОСТ 9179. Применяемая известь была кальциевой, быстрогасящейся со временем полного гашения 7 минут.
Испытания извести производили по ГОСТ 22688 по показателям, приведенным в таблице 3.
Таблица 3 – Качественные характеристики извести
№ п/п Наименование показателя
Требование ГОСТ 9179 Результат
Сорт извести Сорт извести
1 2 1 2
1суммарное содержание активных окисей кальция и магния, % по
массе, не менее90 80 94 86
2 содержание не погасившихся зерен 7 11 1,0 2,7
3предел прочности при изгибе образцов из гидравлической
извести, МПа, не менее0,4 1,0 0,9
4предел прочности при сжатии образцов из гидравлической
извести5,0 7,1 5,9
5 равномерность изменения объема извести
Отсутствие трещин, околов,
дутиков и других дефектов
выдержала выдержала
В работе известь применяли в качестве пластификатора для приготовления известкового молока в соотношении «известь : вода» 1:10.
Полученная плотность отформованного материала превышает плотность цементного камня на 15 %, что по всей видимости связано с меньшим количеством воды затворения. Плотность материала составила 2622 кг/м3.
Размолотые шлаки каждой пробы затворяли количеством воды, обеспечивающим максимальную плотность каждой пробы шлака.
Образцы формовали гидравлическим прессом под давлением 40 МПа в течении 3 минут.
Применяли формы для изготовления асфальтобетонных образцов-цилиндров, изображение которых приведено на рисунке 3.
Из каждой пробы шлака формовали 54 образца-цилиндра, из них: – 12 образцов оставляли в камере нормального твердения на 1, 28, 90 суток по 4 образца на каждый срок; – 30 – пропаривали в пропарочной камере по режиму 3+5+2ч с температурой изотермической выдержки 65 оС, 80 оС, 100 оС по 4 образца на каждую температуру. Оставшиеся 6 образцов (по 2 для каждой температуры изотермической обработки) оставляли на 28 суток после пропаривания в камере нормального твердения; – 8 –обрабатывали в автоклаве под давлением 10 атм при температуре 150 оС и 200 оС также по 4 образца на каждую температуру. Режим подачи пара 2 +6+2 ч; – 4 образца испытывали на прессе через 1 час после формования.
Рисунок 3 – Формы для изготовления образцов-цилиндров
Предварительная выдержка для всех образцов-цилиндров составляла 1 час. После тепловлажной обработки под давлением образцы-цилиндры оставляли на 2 час остыть.
Все серии образцов содержали шлак размолотый до удельной поверхности 4000 см2/г. Проход через сито № 008 составлял

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
152 153
94–95 % Для того, чтобы суметь просеять размолотый шлак его охлаждали до комнатной температуры и оставляли на 2 суток.
Результаты испытаний прочности на сжатие представлены в таблице 3.
Особое внимание следует уделить росту прочности на сжатие с повышением температуры обработки. Также следует учитывать, что без тепловлажностной обработки образцы со временем начинают терять прочность. Более наглядно это можно увидеть на рисунке 4, где учтены результаты непосредственной после обработки образцов, а для сравнения представлена прочность на сжатие в возрасте 90 суток образцов, хранившихся в нормальных условиях.
Таблица 4 – Результаты испытаний изготовленных образцов-цилиндров из шлакового вяжущего
Серия образцов Возраст образцов
Прочность на сжатие, МПа, в сер-и1 2 3 4 5
Партия 1. Испытание
через 1 час после формования
1 час
1,3 1,5 1,7 1,5 1,71,2 1,6 1,6 1,4 1,71,0 1,4 1,7 1,5 1,7- 1,3 1,8 1,4 1,8
Партия 2.** Хранение в
нормальных условиях.
1 сутки
1,3 1,4 1,7 1,4 1,7
1,1 1,5 1,8 1,4 1,81,2 1,4 1,7 1,4 1,91,0 1,4 1,7 1,4 1,8
28 суток
2,1 2,2 2,4 2,2 2,82,1 2,3 2,9 2,2 2,92,0 2,2 2,5 2,3 2,92,1 2,1 2,4 2,1 2,9
90 суток
4,9 5,4 6,7 5,5 6,74,9 5,6 6,3 5,5 6,75,1 5,5 6,6 5,7 6,65,1 5,7 6,7 5,4 6,7
Партия 3.ТВО.
Изотермическая выдержка при
65 оС
1+3+5-2 часа ТВО
4,0 4,4 4,9 4,4 5,04,1 4,6 4,9 4,4 4,84,0 4,5 4,9 4,6 4,9
4,1 4,6 4,7 4,9 4,9
.Партия 4*.Хранение в
нормальных условиях после
ТВО 65 оС
3 суток4,9 5,3 5,9 5,6 5,94,8 5,2 5,7 5,4 5,8
28 суток7,7 8,3 9,4 9,3 9,37,9 8,9 9,3 9,2 9,0
90 суток7,9 9,3 9,8 9,9 10,18,1 9,6 9,6 9,6 9,9
Партия 5. ТВО.
Изотермическая выдержка при
80 оС
1+3+5-2 часа ТВО
7,4 8,6 8,7 8,6 8,57,9 8,2 8,4 8,4 8,18,1 8,6 9,9 8,7 9,0
7,5 8,6 9,4 8,3 9,6
Партия 6.***Хранение в
нормальных условиях после
ТВО 80 оС
3 суток8,2 9,4 10,9 9,5 10,78,3 9,6 10,9 9,5 11,4
28 суток15,0 16,0 16,3 17,1 17,2
14,9 16,4 17,0 16,4 17,3
90 суток16,9 19,9 21,3 20,3 22,417,4 20,3 22,9 20,2 21,9
Партия 7****. ТВО.
Изотермическая выдержка при
100 оС
1+3+5-2 часа ТВО
16,0 17,6 18,6 17,6 18,016,3 18,6 18,4 17,4 18,216,0 18,0 18,3 18,0 18,015,8 17,6 19,6 18,2 18,4
Партия 8. Хранение в
нормальных условиях после
ТВО 100 оС
3 суток17,1 19,2 21,3 19,5 20,917,0 19,6 22,0 19,2 19,3
28 суток23,9 26,1 28,2 26,1 26,424,1 26,2 27,9 25,9 26,4
90 суток25,1 27,3 31,6 27,6 30,424,9 27,6 31,9 27,9 31,4
Партия 9. Автоклавирование
при 150 оС2+6+2ч
24,0 27,6 29,9 27,4 28,623,7 28,1 32,6 27,8 31,323,8 28,2 32,9 27,9 31,323,0 27,6 31,0 28,3 32,9
Партия 10. Автоклавирование
при 200 оС2+6+2ч
31,9 34,9 37,3 35,1 37,031,9 34,6 37,1 34,7 37,432,0 34,7 37,1 35,0 37,131,6 34,7 37,1 34,9 37,1

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
154 155
Рисунок 4 – Значение температуры ТВО для прочности шлакового вяжущего
Как видно из рисунка 4 даже при обработке насыщенным паром при температуре 65 оС прочность на сжатие практически равна прочности на сжатие образцов, хранившихся в нормальных условиях. При снижении температуры хранения ниже 10 оС динамика роста прочности во всех образцах-цилиндрах отсутствовала. У образцов, хранившихся при нормальных условиях, через 2 недели такого хранения обозначились разрушения.
Исходя из анализа таблицы 4, можно утверждать что активация компонентов шлакового вяжущего происходит при температуре не менее 80 оС. Оптимальные результаты получаются при обработке шлакового вяжущего в автоклаве.
Активация шлака позволяет использовать его в составах совместно с песком и известью. При этом небходимо учитывать степень влияния удельной поверхности материалов, величину прессующего давления, параметры и режимы тепловой обработки
ЛИТЕРАТУРА1 Волженский А.В. Минеральные вяжущие вещества:
(технология и свойства). Учебник для вузов / А.В. Волженский, Ю.С. Буров, В.С. Колокольников. – 3-е изд., перераб. и доп. – М.: Стройиздат, 1979. – 476 с., ил.
2 Гамей, А.И. Схемы переработки металлургических шлаков / А.И. Гамей, В.В. Наумкин, Н.В. Сухинова // Сталь. – 2007. – № 2. – С. 144–145.
3 Дильдин А.Н. Утилизация шлаков сталеплавильного производства / А.Н. Дильдин, В.И. Чуманов, Т.А. Бендера // Вестник ЮУрГУ. Сер. «Металлургия». – 2007. – Вып. 8, № 13(85). – С. 15–16.
4 Дильдин А.Н. Комплексное использование отходов сталеплавильного производства / А.Н. Дильдин, В.И. Чуманов, И.В. Чуманов // Металлург. – 2010. – № 11. – С. 42–44.
5 Чуманов В.И., Чуманов И.В., Кирсанова А.А., Амосова Ю.Е. К вопросу о комплексной переработке сталеплавильных шлаков и их использовании в строительстве // Вестник ЮУрГУ. Сер. «Металлургия». – 2013. – Том 13, №1. – С. 56-60
ГИПСОВЫЕ КОМПОЗИЦИИ С КОМПЛЕКСНЫМ МОДИФИКАТОРОМ НА ОСНОВЕ ИЗВЕСТИ
И МЕТАКАОЛИНА
ЖАМИТОВ А. Б.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
КУДРЫШОВА Б. Ч.к.т.н., ассоц. профессор (доцент), ПГУ имени С. Торайгырова, г. Павлодар
Развития строительства устанавливают ряд требований к конструкционным и отделочным материалам, основными из которых являются качество, надежность и долговечность. Поэтому, в настоящее время, заметно увеличились объемы применения сухих строительных смесей на основе гипсового вяжущего, характеризующегося достаточными показателями прочности на сжатие и изгиб, высокими тепло- и звукоизоляционными свойствами. При этом изделия из гипсовых композиций обеспечивают оптимальный уровень влажности в жилых помещениях.
В практику малоэтажного строительства в настоящее время активно внедряются низкомарочные бетоны и материалы, основу которых составляет композиционное гипсовое вяжущее вещество. Эти материалы по тепло- и звукозащитным свойствам и огнестойкости превосходят аналогичные бетоны на портландцементе, а по декоративным и экологическим свойствам имеют высокие показатели в строительстве [1, с. 8; 2, с. 8; 4, с. 56].
Сырьeм для гипса служит в основном природный гипсовый камень, а также могут использоваться гипс содержащие промышленные отходы, например, фосфогипс, а также сульфат кальция, образующийся при химической очистке дымовых газов от оксидов серы с помощью известняка. Все это указывает на то, что проблем с сырьем для гипсовых вяжущих нет.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
156 157
Получение гипса включает две операции: термообработку гипсового камня на воздухе при 150...160 °С; при этом он теряет часть химически связанной воды, превращаясь в полуводный сульфат кальция в- модификации; тoнкий размол продукта, который можно производить как до, так и после термообработки; гипс – мягкий минерал (твердость по шкале Мооса- 2), поэтому размалывается он очень легко.
Тaким способом производится основное количество гипса; обычно для этого используют гипсовaрочные котлы. Дoступность сырья, простота технологии и низкая энергоёмкость производства дeлают гипс дешевым и привлекательным вяжущим.
Oднако, несмотря на это, гипсовые вяжущие обладают рядом недостатков, включая низкую водостойкость, значительную ползучесть при увлажнении, низкую морозостойкость.
Кoэффициент размягчения стрoительного гипса составляет 0,4-0,5, что, в соответствии с требованиями нормативных документов, позволяет его использовать в помещениях с относительной влажностью воздуха не более 60–70 % [5, с. 65; 6, с. 107].
Известно, что низкая водостойкость гипсовых материалов и изделий предопределена строением и повышенной растворимостью в воде кристаллогидратов двуводного сульфата кальция. С целью улучшения свойств вяжущих применяются следующие методы, такие как: повышение плотности изделий за счет изготовления их методами тромбования и прессования; наружная и объемная гидрофобизация - в полной мере не устраняют рассмотренные недостатки. Одним из основных путей улучшения физико-механических характеристик вяжущих на основе сульфата кальция является создание условий для формирования нерастворимых соединений, способствующих уплотнению структуры композита и уменьшению его растворимости, за счет введения активных минеральных добавок (извести, портландцемента, активных минеральных добавок) [6, с.109; 7, с. 113; 9, с. 12].
Наиболее устойчивая композиция с улучшенными физико-механическими характеристиками, получила название гипсоцементно-пуццоланового вяжущего, сoстоящего из строительного гипса, портландцемента и активной минеральной добавки, в качестве которой традиционно применяются компоненты, содержащие активный кремнезем: трепел, опока, диатомит, кислые шлаки и золы и т.д.
В настоящее время проводятся исследования композиционных гипсовых вяжущих, в состав которых в качестве модификаторов,
вводятся дисперсные продукты техногенного характера [7, с. 111; 10, с. 77; 11, с. 109], такие как микрoкремнезем, керамзитовая пыль, метaкаолин. Гипсоцементно-пуццолановые вяжущие, которые в качестве пуццолановой добавки содержат метaкаолин, что приводит к увеличению прочность гипсовых композиций на 20–23 %, снижению пористости в 1,5 раза, и росту коэффициента размягчения на 10–15 %.
В тоже время получило применение гипсoизвестково-керaмзитовое вяжущее [8, с. 52; 11, с. 114], содержащее керамзитовую пыль – 20 %, строительную известь – 5 % и суперплaстификатор – 0,5 %, отличается повышенной плотностью композита, увеличением доли закрытых пор в структуре матрицы, а так же уменьшением среднего размера пор при большей однородности их распределения по размерам, что, в конечном итоге, приводит к росту физико-механических показателей материала.
Материалы и методы исследований.В качестве вяжущего использовался нормально твердеющий
гипс средней степени помола марки Г-4. В качестве комплексной добавки использовался метaкаолин и известь. В исследованиях использовался метaкаолин, со средним размером частиц 50 мкм, состоящий из смеси аморфного глинозема и кремнезема практически в равных количествах: массовая доля Al2O3 составляет от 39 до 44 %, SiO2 – от 53 до 55 %.
Для пригoтовления гипсовых образцов использовались стандартные стальные формы с размерами 40Ч40Ч160 мм. Гипсовые образцы выдерживались в формах в течение 20–30 минут, с последующим проведением механических испытаний на прочность. Образцы хранились при температуре, 20 єC в течение 7 и 14 дней в условиях нормальной влажности.
Испытания oбразцов на прочность проводились на гидравлическом прессе ПГМ-100 с допустимой нагрузкой 100 кН и скоростью нагружения 0,5 МПа/сек в соответствии с требованиями стандарта [3, с. 1–8]. За окончательные результаты испытаний принимались средние значения, вычисленные по результатам трех успешных измерений.
Микрoструктура oбразцов была исследована с использованием микроскопов Phеnom G2 Purе и JSM 7500 F фирмы «JЕOL» с использованием ускоряющего нaпряжения 4 кВ и максимальным увеличением до 20000 раз. Так же проводилась дифференциально-сканирующая калориметрия на приборе DSC/TGA-1 компании Mеttler Tоledo, съемка прoизводилась в диaпозоне температур 60 - 1100 єC при скoрости нагрева образца 10 єC/мин.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
158 159
С целью пoвышения эффективности использования метакаолина, как модификатора структуры и свойств гипсового камня, использовали гипсовую композицию, включающую известь. Установлено, что при оптимальном содержании извести можно повысить прочность и водостойкость гипсовой матрицы. Однако введение извести в состав гипсовых композиций значительно увеличивает сроки схватывания теста, поэтому процентное содержание добавки было ограничено 2 %.
Влияние добавок на свойства гипсового вяжущего. Были проведены физико-технические испытания гипсового композита при различном содержанием метакаолина (0–20 %) и 2 % извести.
При совместном введении в состав гипсового вяжущего активных дисперсных добавок извести и метакаолина увеличиваются прочностные показатели матрицы. Рост предела прочности на сжатие и изгиб при оптимальной концентрации добавок (извести – 2 %, метакаолина – 10 %) через 7 дней составляет 177 % и 150,7 % соответственно, через 14 дней – 71,9 % и 44,4 %, в сравнение с контрольным образцом. При этом водопоглощение образцов при введении 10 % метакаолина через 4 часа равно 21,3 %, что меньше аналогичной характеристики контрольного образца (25,9 %). В то же время средняя плотность образцов растет, пористость снижается, что говорит об уплотнении структуры гипсового камня.
Для объяснения изменений в составе и структуре гипсового композита при введении комплексной добавки были проведены физико-химические исследования матрицы.
На дeриватограммах образцов можно увидеть двойной эндотермический эффект в интервале температур от 100 до 200 єC, отвечающий за удаление кристаллизационной воды (1,5 H2O), экзотермический эффект при 350–450 єC, связанный с перестройкой кристаллической решетки ангидрита (CaSO4) и эндотермический пик при температурах 700–800 єC, отвечающий за разложение карбоната кальция (CaCO3).
Результаты анализа гипсового вяжущего, модифицированного метакaолином и известью свидетельствуют о смещении температурных эффектов в сторону больших тeмператур в сравнении с контрольным составом. В то же время, при введении извести в состав гипсовой матрицы образуется больше карбоната кальция вследствие взаимодействия гидроксида кальция с углeкислым газом, что отражается на спектрах. Экзотермический эффект при температуре 1020 °С связaн с перекристаллизацией метакаолина и формированием муллита.
Таким образом, анализируя приведенные исследования, направленные на повышение физико-технических параметров композиционных гипсовых мaтериалов, мoжно сделать вывод, что одним их перспективных направлений в данной области является модификация гипсовых матриц комплексными системами, содержащими метaкаолин и известь. Данные дифференциально-сканирующей калориметрии согласуются с результатами физико-механических испытаний гипсовых композиций, модифицированных минеральными добавками. Введение добавок приводит к изменению минералогического состава модифицированных гипсовых композиций, что соответственно позволяет снизить водопоглощение и повысить прочностные характеристики. А при совместнoм ввeдении в сoстaв гипсовoго вяжущeго 2 % извeсти и 10 % метaкаолина достигaется рост прoчностных пoказателей дo 70 %, отмечается снижение вoдопоглощения и увeличение плoтности.
ЛИТЕРАТУРА1 Амелина Д. В., Сычева Л. И. Влияние химических добавок
на свойства гипсового вяжущего // Успехи в химии и химической технологии, 2010, том 24, № 6. – с.41–43.
2 Амелина Д. В., Федорова В. В., Сычева Л. И. Влияние фазового состава на свойства гипсовых вяжущих // Успехи в химии и химической технологии, 2014, том 28, № 8. – с.8–10.
3 ГОСТ 23789-79. Вяжущие гипсовые. Методы испытаний. – М.: Изд-во стандартов, 1987 – 8 с.
4 Еремин А. В. и др. Оптимизация состава и свойств гипсового вяжущего, полученного в варочном котле // Вестник МГСУ, 2016, № 6. – с.56–62.
5 Коровяков В. Ф. Перспективы производства и применения в строительстве водостойких гипсовых вяжущих и изделий // Строительные материалы, 2008, № 3. – с.65–67.
6 Михеенков М. А., Кабиров И. Ж., Михеенков В. М. Разработка гидравлического гипса с добавкой цементов содержащих сульфатированные клинкерные фазы //Вестник МГСУ, 2012, № 5. – с.107–113.
7 Нечаева Е. Ю., Тугушев Р. А., Уруев В. М. Модификация свойств строительного гипса /Известия Тульского государственного университета. Технические науки, 2009, № 1–2. – с.107–113.
8 Сагдатуллин Д.Г., Морозова Н.Н., Хозин В.Г., Ильичева О.М. Формации высокопрочного композиционного гипсового вяжущего

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
160 161
при твердении /Вестник Южно-Уральского государственного университета. Серия: Строительство и архитектура, 2010, № 5. – с.51–53.
9 Самигов Н. А. и др. Физико-химическая структура и свойства водостойких и высокопрочных композиционных гипсовых вяжущих /Universium: технические науки, 2015, № 10. – с.1–12.
10 Сегодник Д. Н., Потапова Е. Н. Гипсоцементно-пуццолановое вяжущее с активной минеральной добавкой метакаолин /Успехи в химии и химической технологии, 2014, том 28, № 8. – с.77–79.
11 Халиуллин М. И., Рахимов Р. З., Гайфуллин А. Р. Состав и структура камня композиционного гипсового вяжущего с добавками извести и молотой керамзитовой пыли /Вестник МГСУ, 2013, № 12. – с.109–117.
ОСОБЕННОСТИ ПРИМЕНЕНИЯ БОКСИТОВЫХ ШЛАМОВ В ПРОИЗВОДСТВЕ БЕТОНА
ИСИМОВ Р. С.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
КУДРЫШОВА Б. Ч.к.т.н., доцент, ПГУ имени С. Торайгырова, г. Павлодар
Непрерывный рост объемов металлургического производства влечет увеличение техногенного воздействия на окружающую среду в виде накапливающихся отходов производства. Это делает актуальной проблему утилизации отходов путем их переработки с доизвлечением содержащихся полезных компонентов. В Павлодарском регионе одним из видов таких отходов являются шламы глиноземного производства [1, с. 22].
Шламы являются основным техногенным продуктом алюминиевой промышленности, количество которых в отвалах исчисляется десятками миллионов тонн. При переработке бокситов на глинозем образуется бокситовый шлам, характеризующийся рядом ценных свойств: высокой степенью дисперсности, постоянным химическим составом и водотвердым отношением с значительным содержанием полуторных оксидов [2, с. 78].
Бокситовый шлам представляет собой мелкозернистый песок бежево-бурого цвета, состоящий из легко рассыпающихся, различных по величине, агрегированных частиц, причем на долю шлама приходится 82–83 % от общей массы спека.
Бокситовый шлам характеризуется содержанием оксидов СаО, Si02 и Al2O3 все пробы достаточно стабильны с колебаниями 2–4 %. Содержимое оксидов в составе шлама представлен в таблице 1.
Таблица 1– Содержимое оксидов в составе бокситового шлама
НаименованиеХимический состав, %
СаО Fe203 Si02 Al2O3 Na20 К20
Бокситовый шлам АО «Алюминий
Казахстана» 40–45 21 23 4 1,75 0,27
Одной из отраслей промышленности, наиболее широко использующей безотходную технологию, является строительное производство, в частности, изготовление строительных материалов, изделий и конструкций.
Среди современных строительных материалов бетон занимает одну из главных позиций. Это связано с его редкостными свойствами, одним из которых являются многочисленные производственные сочетания.
Наряду с решением экологической проблемы, использование различных видов техногенных и антропогенных отходов в технологии производства бетонных и железобетонных изделий способствует экономии цемента, являющего наиболее дорогостоящим элементом бетонной смеси.
Бокситовые шламы в зависимости от функции в составе бетона или раствора по своим основным физико-техническим свойствам должны соответствовать техническим требованиям, указанным в таблице 2 [3, с. 5].
Таблица 2 – Функции бокситового шлама
Показатели
Функция бокситового шламакомпонент
смешанного вяжущего
мелкий заполнитель
гидравлически активный на-полнитель
Плотность, г/см3 (не более) – 2,8 0
Содержание CaO, % по массе (не менее) 35 – 30
Содержание R O, % по массе (не более) 4 3 4
Содержание частиц размером до 2,5 мм, %
по массе (не менее)– 80 –

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
162 163
Примечание. При отклонении от требований значении приведенных в таблице 2 пригодность бокситовых шламов следует определять путем соответствующих испытаний в составе бетона и раствора.
Преимущество вяжущих на основе бокситовых шламов перед цементом или цементобетонном (цемента-минеральными смесями) является отсутствие быстрого схватывания и замедленность процессов твердения. Если при работе с материалами, укрепленными цементом, время между приготовлением смеси и ее уплотнением обычно не должно превышать 4–6 ч, в противном случае качество устраиваемого слоя резко снижается, то при использовании шламовых вяжущих это время может достигать до 3-х суток. Это, в свою очередь, позволит увеличить длину сменной захватки, расширить фронт работ, увеличить производительность, а также исключить отрицательное влияние на конечную прочность материала непредвиденных остановок в технологическом регламенте, связанных с поломкой техники или с задержкой смеси.
Проводились испытания бокситового шлама на морозостойкость и результаты показывают, что шлам с 25 и 30 % ( от 17,6 до 21,8 МПа) шламового вяжущего выдерживает 200 циклов замораживания – оттаивания, снижение прочности по сравнению с прочностью контрольных образцов, твердеющих 90 суток в нормальных условиях, составляет 9,1 и 6,9 %, соответственно, что удовлетворяет требованию ГОСТа 10060.1–95. Данный бетон может быть использован согласно СНиП РК 3.03.09–2003 для устройства однослойного или верхнего слоя двухслойного покрытия на автомобильных дорогах всех технических категорий, в III-V – дорожно-климатической зоне.
Укатываемые бетоны на основе шламовых вяжущих имеют лучшие эксплуатационные свойства по сравнению с цементобетонами, т. к. при одинаковой прочности имеют повышенную прочность на растяжение при изгибе и меньший модуль упругости, что является одним из показателей долговечности материалов на основе медленно твердеющих вяжущих. Укатываемые бетоны на основе шламовых вяжущих имеют свойства восстанавливать свои прочностные показатели, сниженные за счет отрицательного влияния замораживания-оттаивания, при дальнейшем твердении при положительных температурах в течение трех месяцев, что также является одним из главных показателей, подтверждающих долговечность дорожных конструкций из таких материалов.
Бокситовый шлам в составе бетонов и растворов рекомендуется применять в качестве: компонента смешанного вяжущего, мелкого заполнителя (либо его части) или гидравлически активного наполнителя. При этом обеспечивается:
а) сокращение расхода цемента: в тяжелых бетонах классов В12,5 - В25 ............... на 22 – 28 %; в легких бетонах (на пористых заполнителях}: классов В3,5 - В25 .................................................. на 25 – 30 %; классов В1,0 - В2,5 ................................................. на 32 – 42 %; в строительных растворах марок М4 - М100 ......... на 25 – 75 %;б) повышение: модуля упругости бетона ................ на 14 – 27 %; предельной сжимаемости бетона .......................... на 9 – 18 %;в) снижение: коэффициента теплопроводности легких бетонов: в сухом состоянии .................................................. на 11 – 16 %; в состоянии эксплуатационной влажности .......... на 16 – 19 %; коэффициента паропроницаемости бетонов .........на 22 – 42 %; себестоимости изделий и конструкций ............... в 1,1 - 1,4 раза.Использование бокситовых шламов позволяет, наряду с
достижением технических эффектов, улучшить реологические свойства бетонных или растворных смесей, сократить сроки схватывания, повысить их пластичность и адгезию к бетонной поверхности [3, с. 4].
Эффективность применения бокситовых шламов в производстве бетонов и растворов можно повысить за счет применения химических добавок-модификаторов различного назначения.
Проведенные исследования позволяют сделать следующие выводы:
– применение бокситовых шламов алюминиевого производства в производстве бетона является наиболее перспективной разработкой из рассмотренных вариантов и по своей направленности совпадает с принципами организации безотходных и малоотходных технологий, относящихся к прогрессивному направлению охраны окружающей среды;
– изготовление бетонов на специализированном комплексе является экономически наиболее целесообразной формой организации переработки промышленных отходов.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
164 165
ЛИТЕРАТУРА1 Арынгазин К. Ш. и др. Использование отходов производства:
учебно-методическое пособие / сост. : - Павлодар: Кереку, 2016, – 61 с.
2 Аяпов У. А., Гольдман М. М., Ахабаев С. А. Использование бокситового шлама для получения портландцемента / Комплексное использование минерального сырья, 1987. – № 1. – С. 78.
3 Рекомендации по применению бокситовых шламов глиноземного производства в бетонах и строительных растворах. –М.: НИИЖБ Госстроя СССР, 1990. – 28с.
ОПТИМИЗАЦИЯ СТРУКТУРЫ БЕТОНОВ ВОДОПРОПУСКНЫХ ТРУБ С ПОМОЩЬЮ
МОДИФИЦИРУЮЩИХ ДОБАВОК
КОЖАМУРАТОВА М. Б.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
БУЛЫГА Л. Л., КОРНИЕНКО П. В. к.т.н., профессор, ПГУ имени С. Торайгырова, г. Павлодар
В последнее десятилетие в Казахстане отмечен рост строительства транспортных сооружений, в первую очередь, автомобильных дорог, в которых используется как асфальтобетон, так и тяжелый бетон на цементе. При этом в отрасли дорожного строительства осуществляется большая работа по ремонту и реконструкции существующих сооружений [1, с. 7]. В связи с чем возникает большая потребность в высокоэффективных и долговечных строительных материалах, в том числе и в бетонах.
Одним из элементов строения автомобильных дорог являются водопропускные трубы, предназначенные для пропуска водного потока под насыпью. Водопропускные трубы производятся заводами ЖБИ по ГОСТ 32871 с тремя группами по грузоподъемностью (марками по несущей способности).
Основными показателями качества изделий являются: прочность бетона на сжатие , водонепроницаемость , морозостойкость. Комплекс вышеперечисленных показателей качества определяет долговечность готового изделия. Для улучшения механических и эксплуатационных свойств водопропускных труб в бетонную смесь для их производства вводят химические и минеральные добавки, а также подбирают
компоненты бетонной смеси, которые должны соответствовать действующей нормативной документации.
Целью работы явилась оптимизация структуры тяжелого бетона марки по водонепроницаемости не менее W6 и марки по морозостойкости не менее F1200, классом прочности на сжатие не менее В30.
В настоящей работе применяли портландцемент марки ПЦ 500 Д0Н ГОСТ 10178 производства ТОО «Бухтарминская цементная компания». Примененный портландцемент в своем минералогическом составе содержит до 5,5 % трехкальциевого алюмината – С3А. Трехкальциевый алюминат является наименее морозоустойчивым минералом в составе цемента, поэтому его содержание для бетонов транспортного строительства по ГОСТ 10178 и ГОСТ 26633 должно составлять не более 8 %.
В качестве мелкого заполнителя применяли песок, поставляемый ТОО «Карьер Щидертинское 2».
В ходе испытаний песка выявилась его высокая реакционная способность с щелочами цемента, что предопределило использование минеральной добавки с большим содержанием кремнезема аморфной модификации, которые будут связывать продукты гидратации в низкоосновные гидросиликаты кальция [2, с. 57].
В качестве крупного заполнителя применяли кубовидный гранитный щебень смеси фракций 5–20 мм производства ТОО «Завод строительных материалов», который соответствует марке по морозостойкости F200.
В качестве воды затворения применяли воду с канала «Иртыш-Караганда», которая соответствует ГОСТ 23732. Подбор состава бетона производили по методике ГОСТ 27006.
Исходя из имеющегося в наличии компонентов бетонной смеси, было принято решение модифицировать структуру бетона с помощью комплекса химических и минеральных добавок. На основе анализа литературных источников в качестве минеральной добавки было принято решение использовать микрокремнезем [3, с. 51; 4, 30; 5, с. 211; 6, с. 444; 7, с. 23]. Применяли микрокремнезем, полученный в результате производства ферросилиция павлодарского завода, содержание SiO2 в нем составляет 98 %.
Известно [1, 4 , 6 ,7], что микрокремнезем уплотняет структуру бетона за счет более мелких частиц по сравнению с цементом, которые встраиваются между частицами вяжущего, уплотняя его структуру. Плотность новообразований при гидратации

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
166 167
портландцемента напрямую влияет на показатель прочности на сжатие и водонепроницаемость. На рисунке 1 представлено влияние введения добавки микрокремнезема на прочность бетонных образцов.
Рисунок 1 – Влияние количества вводимого микрокремнезема на прочность на сжатие
Бетонные образцы изготавливали на имеющихся компонентах из бетонной смеси состава: цемент 330 кг, песок 785 кг, щебень 1255 кг, вода 125 л. Образцы подвергали тепловлажностной обработке по режиму 2+3+4+3 часа при температуре изотермической выдержки 65 оС. Введение микрокремнезема приводило к увеличению водопотребности бетонной смеси в средне на 4 % на каждые 5 % введенного микрокремнезема.
Как видно из рисунка 1 с увеличением количества вводимого микрокремнезема увеличивается и его прочность на сжатие. Зависимость носит прямой характер с экстремумом при введении микрокремнезема в количестве 12–15 %, что согласуется с положениями [6, с. 453].
Из приготовленной бетонной смеси были изготовлены образцы-цилиндры диаметром 150 мм и испытаны на водонепроницаемость. Результаты испытаний представлены на рисунке 2.
По результатам испытаний установлено, что достижение марки по водонепроницаемости W6 и марки по морозостойкости F1200 возможно и без введения модифицирующих добавок, однако себестоимость бетонной смеси с добавлением 15 % микрокремнезема не позволяет производить промышленные серии изделий.
Рисунок 2 – Влияние количества вводимого микрокремнезема на марку по водонепроницаемости
С целью повышения долговечности бетона и снижения расхода цемента , бетонную смесь модифицировали химическими добавками – суперпластификаторами на основе полиметиленнафталинсульфокислот (ПНС). Указанный вид добавок обеспечивает сокращение сроков схватывания бетонной смеси, что положительно сказывается при заводской технологии изготовления ЖБИ. В качестве модификатором применяли 3 различных вида добавок ПНС. Модифицировали бетонную смесь, состав которой приведен выше с добавлением 7 % процентов микрокремнезема, добиваясь осадки конуса 8 см и снижения расхода цемента на 10 %. Микрокремнезем (в таблице – МК) вводили в виде водной суспензии с добавлением суперпластификатора. Из полученных смесей изготавливали образцы-кубы 100х100х100 мм и образцы-цилиндры диаметром 150 мм. Образцы пропаривали по режиму ТВО + 3 + 4 + 3 часа при температуре изотермической выдержки 65 оС. Далее образцы испытывали на прочность при сжатии, водонепроницаемость и морозостойкость. Результаты испытаний приведены в таблице.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
168 169
Таблица – Результаты испытаний модифицированных бетонов
№ п/п
Наименование добавки
Состав бетон-ной смеси на 1
м3, кгВ/Ц
Содержа-ние во-
влеченного воздуха, % по объему
Проч-ность при
сжатии после ТВО
W F
1 ПФМ-НЛК (По-липласт)
Цемент 300Песок 808
Щебень 1294Вода 105МК 14,5
Добавка 3
0,35 4,3 37,3 8 F1200
2Master Rheobuild
1000 k(Master Builders)
Цемент 300Песок 815
Щебень 1306Вода 98МК 14,5
Добавка 4
0,33 2,3 40,4 10 F1150
3 Реокрит А7(Первоуральск)
Цемент 300Песок 804
Щебень 1288Вода 109МК 14,5
Добавка 2, 7
0,36 2,1 34,9 8 F1150
Анализ таблицы позволяет судить о лучшей реологической совместимости с применяемым цементом добавки № 2, однако в связи с низким содержанием вовлеченного воздуха в комплексе с этой добавкой следует применять воздухововлекающую добавку. В случае ее применения следует ожидать снижения прочности бетона в среднем 5–6 % на каждый процент вовлеченного воздуха [8, с. 7; 9, с. 32].
Это же касается и добавки № 3, однако для ее применения следует назначать более высокие дозировки или увеличивать содержание цемента.
Добавка № 1 является комплексной и содержит в своем составе воздухововлекающий компонент, который позволяет создать оптимальную капиллярно-пористую структуру с размером воздушных пор 200–300 мкм [9, с. 29]. Нормируемый объём вовлечённого и диспергированного с помощью воздухововлекающих добавок воздуха в бетонной смеси необходим именно для обеспечения высокой морозостойкости бетона в присутствии хлористых солей-антиобледенителей.
Прочность составов 1, 2 не достигла 39,3 МПа, что соответствует 100 % марочной прочности класса В30, однако в практике производства железобетонных изделий принята отпускная прочность не ниже 70 % или в данном случае не менее 27,5 МПа.
Таким образом отработанные составы бетонных смесей могут быть в дальнейшем оптимизированы по снижению расхода цемента.
Таким образом, получение долговечного бетона для производства водопропускных труб согласно ГОСТ 32871 основано на подготовке заполнителей и подборе комплекса химических и минеральных добавок, которые можно использовать с учетом имеющегося оборудования при производстве различных групп изделий.
ЛИТЕРАТУРА1 Комохов, П. Г. Долговечность бетона и железобетона /
П. Г. Комохов, В. М. Латыпов, Т. В. Латыпова и др. Уфа: Изд-во «Белая река» 998. – 216 с.
2 Петрова Т. М., Сорвачева Ю. А. Внутренняя коррозия бетона как фактор снижения долговечности объектов транспортного строительства // Наука и транспорт. Транспортное строительство. – 2012. –№ 4. – С. 56–60.
3 Розенталь А. Н., Любарская Г. В. Коррозия бетона при взаимодействии щелочей с диоксидом кремния заполнителя // Бетон и железобетон. – 2012. – № 1. – С. 50–60.
4 Крамар Л. Я. Влияние водовяжущего фактора на структуру и прочность цементного камня с добавкой микрокремнезема / Л. Я. Крамар, Б. Я. Трофимов, С. П. Горбунов // Межвуз. сб. тр. «Совершенствование технологии вяжущих, бетонов и железобетонных конструкций». Пермь, 1989. - С. 25–33.
5 Крамар Л. Я. Исследование морозостойкости бетона с добавкой микрокремнезема /Л. Я. Крамар, Б. Я. Трофимов, С. П. Горбунов // Сб. «Пути использования вторичных продуктов для производства строительных материалов и изделий». Чимкент, 1986.-С. 211–213.
6 Батраков В. Г. Модифицированные бетоны. Теория и практика.- 2-е изд., перераб. И доп. – М.: Стройиздат, 1998. – 768 с.
7 Батраков В. Г., Каприелов С. С., Пирожников В. В., Шейнфельд А. В., Донской С. А., Вихман Я. Л. Применение отходов ферросплавного производства с пониженным содержанием микрокремнезема // Бетон и железобетон. – 1989.-№ 3. – С.22–24.
8 Шейнин А. М., Эккель С. В. Высокопрочный бетон для дорожных и аэродромных покрытий // Бетон и железобетон.- 1998.- №6.- с.7–9.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
170 171
9 Шейнин А. М., Эккель С. В. Использование микрокремнезёма в дорожном бетоне // Наука и техника в дорожной отрасли. – 2005. – № 2.-с.28–33.
ПРИМЕНЕНИЕ ШЛАКОВОГО ВЯЖУЩЕГО В СТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
КОРНИЕНКО П. В.к.т.н., профессор, ПГУ имени С. Торайгырова, г. Павлодар
ГАБИТОВА (ЖАКАНОВА) Д. А., МАТИЕВ У. Г. магистранты, ПГУ имени С. Торайгырова, г. Павлодар
ГАКШТЕТЕР Г. В.начальник производственной лаборатории,
ТОО «R.W.S. Concrete» (Р.В.С. Конкрит), г. Экибастуз
В данной работе используется шлаковое вяжущее, которое было получено авторами при исследовании шлаков и местных компонентов. Шлаки металлургической промышленности по химико-минералогическому составу довольно близки к клинкеру, они содержат полупродукты синтеза клинкера, такие как C2S, CaO, CS и многие другие соединения, и могут быть использованы для производства композиционных цементов. Однако применение этих шлаков ограничено вследствие их низкой гидравлической активности, обусловленной высокой степенью закристаллизованности составляющих продуктов. Шлак, хранящийся в отвалах, не годится в качестве компонента известково-шлакового вяжущего. Его следует активировать механическим, химическим или термическим методом. Мы использовали метод механической активации отвального шлака крупностью зерен менее 5 мм, для известково-шлакового вяжущего. Научные исследования утверждают, что при механической активации размалываемого продукта изменяется кристаллическая решетка вещества, составляющего материал. За счет кинетической энергии мелющих тел изменение решетки сопровождается увеличением потенциальной и поверхностной энергии размалываемого продукта [1 – 5].
В работе использовали формовочные пески Карасорского месторождения фракции, 0–0,63 мм, а также просеянный через сито № 0,63 мм и затем отмытый песок Мичуринского месторождения, известь строительную (негашеную) комовую 1 и 2 сорта по ГОСТ 9179. Применяемая известь была кальциевой, быстрогасящейся со временем полного гашения 7 минут.
Приготовление строительного раствора.
Поскольку разрабатываемое вяжущее является только частью композиции строительного раствора, то было принято решение изготовить на полученном вяжущем различной тонкости помола образцы-балки 4х4х16 см с песком Карасорского ГОК фракции 0–0,63 мм в соотношении «шлаковое вяжущее : песок» 1:3. Применяли шлак серий 2 и 3. Песок Карасорского ГОКа применяется в качестве формовочного в огнеупорных материалах. Содержание кристаллического кварца в нем достигает 98 %. Для сравнения был применен просеянный через сито 0,63 мм песок Мичуринского месторождения. После просеивания песок отмучивали по ГОСТ 8736. Количество воды затворения назначалось из условия получения подвижности 3–4 см на конусе ПГР. Замешивали образцы в лабораторной мешалке по ГОСТ 310.4. По результатам опытных замесов было установлено, что увеличение удельной поверхности на 500 см2/г приводило к увеличению водопотребности на 5–7 %. Добиться подвижности сверх 3–4 см погружения конуса ПГР можно затворением песчано-шлаковой композиции 10 % известковым молоком в соотношении «известь : вода» 1:4. Для регулирования сроков схватывания в шлаковое вяжущее следует добавлять до 20 % молотого кварцевого песка и совместно молоть их 30 минут. Так при совместном помоле с 20 % песка удалось добиться довольно высокой марки 100 для строительного раствора при удельной поверхности 4000 см2/г и ТВО 100 оС.
Результаты испытаний представлены на рисунке 1.
Рисунок 1 – Прочность раствора «шлаковое вяжущее-песок» после ТВО
Полученный раствор имеет плотность 2300–2350 кг/м3, что в среднем на 1 % больше чем цементно-песчаный раствор той же марки 100. Существенным достоинством песчано-шлакового раствора является высочайшие адгезионные свойства. Такой раствор очень легко «ложится» на рядовой силикатный кирпич.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
172 173
Для оценки морозостойкости полученного шлакового вяжущего приготовляли вручную строительный раствор на речном песке с Мк 1,7 в соотношении «шлак : песок : известковое молоко (1:4)» 1: 3: 0,6. Раствор имел подвижность 6 см, что соответствует
марке Пк2 по ГОСТ 28013. Раствором скрепляли по две балочки 4х4х16 см из цементно-п е с ч а н о г о р а с т в о р а и и с п ы т ы в а л и н а м о р о з о с т о й к о с т ь . В с е г о изготовляли 3 пары балочек. И с п ы т ы в а л и в к а м е р е попеременного замораживания и оттаивания. Раствор марки 100 выдержал 50 циклов, что позволяет рекомендовать его при внутренних работах. Следует отметить, что раствор
прекращал набор прочности при температуре ниже 10 оС.Приготавливали штукатурный раствор с мичуринским песком
Мк 1,2 состава 1: 3: 0,8. Полученный раствор соответствовал марке по подвижности Пк2 (погружение конуса ПГР 5 см) марке по прочности 50. Приготовленный раствор наносили на лицевую поверхность тротуарной плитки типа «краковский клевер» (см. рисунок 3).
Раствор накрывали пленкой и оставляли на 28 суток в нормальных условиях. Далее испытывали попеременным замораживанием и оттаиванием при 18 оС. Раствор выдержал 50 циклов без каких-либо дефектов и разрушений. Испытания продолжали до 78 циклов.
Изготовление стеновых камней. Поскольку при оценке качества вяжущего применяли прессование, то было принято решение оценить пригодность шлакового вяжущего при производстве вибропрессованных стеновых блоков типа СКЦ по ГОСТ 6133, общий вид которого представлен на рисунке 2.
Рисунок 3 – Внешний вид тротуарной плитки типа
При этом следует добиваться массы пустотелого камня не более 31 кг. Для изготовления стенового камня в мешалке принудительного перемешивания готовили раствор на шлаковом вяжущем, отсеве камнедробления Мк 2,8 и воде в соотношении 1:2,7:0,45. Полученная смесь имела марку по жесткости Ж5 (65 секунд по методу Скрамтаева – ГОСТ 10181).
Камни изготавливали на вибропрессе в существующем цехе по производству стеновых материалов. Схема и общий вид вибропресса представлен на рисунке 4.
Рабочее давление пресса было назначено 14 МПа. Вибропривод выдает 12000 об/мин с амплитудой 0,5 мм. Имеющееся в настоящее время у производителей стеновых камней оборудование не имеет большей возбуждающей силы вибростола, а гидравлическая система не способна выдержать большее давление. В ходе поиска потенциальных производителей мне удалось найти 3 разные модели вибропрессов с разным усилием давления в г. Павлодар: 5 МПа, 12 МПа, 22 МПа. Все модели прессов были выставлены на частоты вибрации 3000 и 6000 об/мин, а пресс с давлением 22 МПа может выставляться на 12000 об/мин. Были произведены опытные формовки по 6 стеновых камней для каждого пресса, на отсеве камнедробления (фракция 0-5 мм, пылевидных и глинистых частиц 2,7–3,0 %) с модулем крупности 2,5. Сухую смесь шлакового вяжущего и отсева-заполнителя затворяли водой или 5% известковым молоком состава 1:20. Важно помнить, что замес должен быть выработан в течении 20–25 минут, поскольку через 30 минут наступает начало схватывания затворенного шлакового вяжущего.
Полученные образцы камней укладывались в пропарочную камеру, где выдерживались перед ТВО в течении 2 часов, а затем
Рисунок 2 – Камень стеновой рядовой по ГОСТ 6133

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
174 175
пропаривались по режиму 3+5+2 часа. После окончания ТВО образцы извлекались из камеры и сразу же испытывались на прессе. Блоки устанавливали пустотами кверху. Вместо выравнивания поверхностей раствором прокладывали между образцом и плитами пресса войлок толщиной 5 мм (см. рисунок 5).
Нагрузку выставляли так, чтобы образец разрушался через 40 с.Результаты испытаний прочности камней представлены в
таблице 1.
Таблица 1 – Прочность стеновых камней при различных режимах уплотнения
№ модели
Давление при формовании
Прочность на сжатие, МПа, при частоте вибрации
3000 об/мин 6000 об/мин 12000 об/мин
1 5 МПа 1,5 5,9 -2 12 МПа 5,3 7,3 -3 22 МПа 9,2 11,6 14,9
Рисунок 4 – Вибропресс для изготовления стеновых блоков:1 – загрузочный бункер; 2 – вибропресс; 3 – маслостанция с
пультом управления; 4 – приемный рольганг
Рисунок 5 – Пример испытания стенового камня из цементно-песчаного раствора
На рисунке 6 представлен график зависимости прочности на сжатие камней стеновых от условий их формования.
Рисунок 6 – Зависимость прочности на сжатие камней стеновых от условий их формования
Для промышленного производства стеновых камней следует выбирать пресс с частотой не менее 6000 об/мин (оптимально 9000–12000 об/мин) и амплитудой колебаний 0,5 мм. Состав назначают следующий: «шлаковое вяжущее : заполнитель : вода» (или 2–5 % известковое молоко)» 1:2,5-2,7:0,35–0,45. Прочность камней в серии составляет не менее 10 МПа, что соответствует камню марки 100 по ГОСТ 6199. Масса камней после ТВО составляет не более 29 кг.
Морозостойкость камней определяли попеременным замораживанием и оттаиванием по ГОСТ 6133. Все испытанные образцы выдержали 50 циклов, что соответствует марке по морозостойкости F50. Образцы, изготовленные на прессе модели 3 под давлением 22 МПа и с частотой колебаний вибропривода 12000 об/мин, выдержали 75 циклов, однако их масса превышала 31 кг, что не соответствует п. 4.7 ГОСТ 6133.
«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
176 177
Вывод: при изготовлении стеновых камней на основе шлакового вяжущего следует выбирать вибропресс с давлением при формовании не менее 12 МПа и частотой колебаний уплотняющего привода не менее 6000 об/мин.
ЛИТЕРАТУРА1 Волженский А. В. Минеральные вяжущие вещества: (техноло-
гия и свойства). Учебник для вузов / А. В. Волженский, Ю. С. Буров, В. С. Колокольников. – 3-е изд., перераб. и доп. – М.: Стройиздат, 1979. – 476 с., ил.
2 Гамей, А. И. Схемы переработки металлургических шлаков / А.И. Гамей, В. В. Наумкин, Н. В. Сухинова // Сталь. – 2007. – № 2. – С. 144–145.
3 Дильдин А. Н. Утилизация шлаков сталеплавильного произ-водства / А. Н. Дильдин, В. И. Чуманов, Т. А. Бендера // Вестник ЮУрГУ. Сер. «Металлургия». – 2007. – Вып. 8, № 13(85). – С. 15–16.
4 Дильдин А. Н. Комплексное использование отходов ста-леплавильного производства / А. Н. Дильдин, В. И. Чуманов, И. В. Чуманов // Металлург. – 2010. – № 11. – С. 42–44.
5 Чуманов В. И., Чуманов И. В., Кирсанова А. А., Амосова Ю. Е. К вопросу о комплексной переработке сталеплавиль-ных шлаков и их использовании в строительстве // Вестник ЮУрГУ. Сер. «Металлургия». – 2013. – Том 13, № 1. – С. 56–60
ИСТОРИЧЕСКИЙ АСПЕКТ ПРИМЕНЕНИЯ МИНЕРАЛЬНЫХ ДОБАВОК В СТРОИТЕЛЬСТВЕ
КУЛАГИН П. Н. магистрант, ПГУ имени С. Торайгырова, г. Павлодар
ГАКШТЕТЕР Г. В. магистр, ПГУ имени С. Торайгырова, г. Павлодар
АКЗАМ Т. А. студент, ПГУ имени С. Торайгырова, г. Павлодар
КОРНИЕНКО П.В., к.т.н., профессор, ПГУ имени С. Торайгырова, г. Павлодар
Строительство является одной из древнейших направлений созидательной деятельности человека. Строить, значит возводить что-либо, при этом строительство может осуществляться как природными строительными материалами (камень, лес), так
и искусственными (бетон, кирпич и т.д.). В настоящей работе остановимся на искусственных строительных материалах, приготовление и изготовление которых связано со специальным компонентом – минеральными добавками.
Минеральные добавки – это порошкообразные или волокнистые материалы, которые применяются для экономии вяжущих и регулирования физико-механических свойств композиционных материалов, в т.ч. и строительных [1].
Минеральные добавки получают из природного или техногенного сырья и представляют собой порошки различной дисперсности и отличаются от химических модификаторов тем, что они не растворяются в воде, являясь тонкодисперсной составляющей твердой фазы бетона или раствора [2]. Это значит, что частицы минеральных добавок (в западной литературе они получили термин «fillers» – «наполнители» [3]), встраиваются между частицами цемента (глины, извести и любого другого вяжущего вещества) и, в зависимости от своей природы (активные или неактивные) или взаимодействуют с вяжущим образуя более прочные и стойкие соединения или увеличивают удельную поверхность составляющих компонентов вяжущего вещества и объема прочно удерживаемой адсорбционной воды. При этом минеральные добавки должны обладать соизмеримой удельной поверхностью с частицами вяжущего вещества, а в некоторых случаях даже больше него.
Первым применением минеральных добавок следует считать отщение жирных глин песком и армирования их соломой, травой или любыми другими волокнитсыми материалами, которые выполняют функцию микроармирования [4]. Песок – это конечно же неактивная минеральная добавка, поскольку удельная поверхность очень тонкого песка по классификации ГОСТ 8736–2016 «Песок для строительных работ. Технические условия» в сотни раз меньше чем удельная поверхность частиц глины. Однако именно с целью придания более прочных связей и уменьшения усадки и растрескивания при высыхании люди стали отощать глину. Поэтому первыми предпосылками применения минеральных добавок в строительстве можно считать
– сохранение формы и внешнего вида изделия;– увеличение обрабатываемости строительного материала (с
глиняно-песчаным раствором удобнее работать );– увеличение прочности на сжатие (введение песка уменьшало
водопотребность) на изгиб материала (введение микроармирующего наполнителя).

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
178 179
В доримскую эпоху введение минеральных добавок носило характер скорее наполнения вяжущего (гипсовый раствор в Древнем Египте наполнялся мелкой крошкой от обработки камней при строительстве домов и сооружений [4]).
Древний Рим был наиболее развитой цивилизацией в техническом плане. Римляне стали первыми применять тонкомолотую неактивную минеральную добавку – цемянку (продукт тонкого помола керамики) для устройства прочных извесктово-цемяночных полов [4].
При этом римляне первыми заметили, что если молоть известняк, идущий на обжиг для получения извести, то его сочетание с известью значительно упрочняет конечный продукт. В основе этого эффекта лежит природное «родство» извести и известняка, который в тонкомолотом виде образует более прочные карбонатные соединения в матрице «известь-песок-тонкомолотый известняк». При этом римлянами было замечено, что воды на известковый раствор уходило не более чем на просто известь [4]. Так, еще за 2000 лет до формирования теории реологической совместимости компонентов строительных растворов [5] римляне стали применять реологически совместимые [6-8] материалы.
Еще одной предпосылкой введения в строительные растворы минерального наполнителя явилось экономия наиболее трудоемкого в изготовлении и дорогостоящего материала – вяжущего вещества, без ухудшения и даже улучшения свойств готового продукта.
Древние римляне были искусными мореплавателями, однако на побережье Средиземного моря (будь то Бискайский залив или побережье Малой Азии) не так много спокойных бухт, где можно укрыть несовершенные еще суда, поэтому римляне остро нуждались в долговечных и крепких волноломах. Применение одной только гидравлической извести не могло обеспечить достаточной прочности, На выручку римлянам пришла природа и их наблюдательность.
Первым целенаправленным применением тонкодисперсной активной минеральной добавки стало использование вулканический пыли местечка Пуццуоли на территории современной Италии древними римлянами. До наших дней дошли грандиозные строения Древнего Рима, например Коллизей, кое-где в Европе по сей день можно эксплуатировать дороги, построенные 2000 лет назад, на побережье можно встретить волноломы, которые не разрушились до сих пор. Одним из секретов римского бетона стало введение пуццоланической (по названию места добычи) активной
минеральной добавки – пыли вулканического происхождения, которая при дисперсности равной и более известковой способна всупать во взаимодействие с Ca(OH)2 и образовывать более прочные и долговечные гидросиликаты кальция С-S-Н. Полученный материал в научной литературе получил название «римский бетон».
Из вышесказанного следует, что следующей предпосылкой применения минеральных добавок стала возможность изменения и регулирования свойств готового продукта (в данном случае повышение водонепроницаемости бетона) за счет получения нового продукта (низкоосновных С-S-Н). Такой эффект активным минеральным добавкам, состоящим более чем на 50% из аморфного кремнезема SiO2 придает свойство такой минеральной добавки: гидравлическая активность1 или пуццоланическое действие2 [2].
Применение кремнеземсодержащих добавок в древнем Риме [9] не ограничивалось производством изделий. Их также широко применяли для укрепления и стабилизации оснований для древнеримских дорог, став прообразом современного грунтобетона [10] и явившись еще одной предпосылкой применения их в дорожном строительстве.
На производство так называемого «римского бетона» уходили годы, когда гашение извести происходило наиболее полно и когда строители (а точнее политики) хотели оставить о себе память на века. Наработки римлян в строительстве использовались в той или иной степени до начала ХХ, когда относительно недавно запатентованный материал «цемент» [4] стал основным материалом для производства бетонных и растворных смесей, которые по сей день являются основным искусственным строительным материалом.
Именно с цементом связан крупнейший прорыв минеральных добавок на рынок строительных материалов. Минеральные добавки способствуют снижению отрицательных сторон гидратации цемента: усадки и ползучести, снижению пористости цементного камня. Минеральные добавки успешно борются с «цементной бациллой» – эттрингитом [11] а во второй половине ХХ века было выявлено положительное влияние введения минеральных добавок для сведения к минимуму различных видов коррозии бетона, способных полностью разрушить готовое изделие.
Еще в 1940 году в Калифорнии американский ученый Стэнтон обнаружил негативное влияние щелочей цемента на заполнитель [12]. Щелочи цемента, взаимодействуя с аморфным кремнеземом, 1 Гидравлическая активность – способность минеральной добавки связывать СаО или известь, выделяющуюся при твердении цемента, с образование труднорастворимых новообразований2 Пуццоланическое дейтсвие– способность минеральной добавки связывать известь в низкоосновные гидросиликаты кальция
«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
180 181
содержащимся в заполнителе. Результатом взаимодействия является гель, который увеличивается в размерах и раскалывает бетон, прочность при растяжении при раскалывании которого мала.
С середины 50-х гг. прошлого столетия во многих странах мира отмечались разрушения железобетонных изделий вследствие протекания щелочесиликатной реакции. Например, в Германии разрушились сотни километров автобана, что привело к гигантским убыткам. Во многих странах одним из решений стало использование микрокремнезема – пуццоланового минерального порошка, являющегося отходом ферросилиция. В Исландии введение микрокремнезема в бетонную смесь стало безальтернативным решением по сохранению долговечности бетона. Это связано с тем, что особенности минералогического состава исландского цемента таковы, что среднее содержание щелочей в нем 1,5 % в пересчете на Na2Oэкв, что в 2,5 раза превышает норму.
Основной предпосылкой применения минеральных добавок в бетонах для строительства долговечных сооружений является экономическое регулирование стоимости. Разовые вложения по приобретению достаточно дорогостоящих минеральных добавок окупаются увеличением времени между ремонтом сооружений из бетона с минеральными добавками. Особенно это актуально для транспортного строительства, например строительство мостов или изготовления железобетонных шпал.
Эта же причина, а также придание специальных свойств – была предпосылкой наиболее распространенного в современном строительном производстве применения минеральной добавки – введение в асфальтобетонную смесь минерального порошка. Минеральный порошок в асфальтобетоне играет две роли – является заполнителем пустот между зернами минерального каркаса, а также выступает в роли вещества, образующего совместно с битумом дисперсную систему (асфальтовяжущее вещество), которая во многом определяет физико-механические свойства асфальтобетона.
Необходимость введения минерального порошка прописана в нормативной документации на смеси асфальтобетонные ГОСТ 9128–97 «Смеси асфальтобетонные дорожные, аэродромные и асфальтобетон. Технические условия».
Вывод:В результате хронологического анализа строительной
деятельности человека выявлены следующие предпосылки применения минеральных добавок в строительстве:
– сохранение формы и внешнего вида изделия;– увеличение обрабатываемости строительного материала (с
глиняно-песчаным раствором удобнее работать);– увеличение прочности на сжатие (введение песка уменьшало
водопотребность) на изгиб материала (введение микроармирующего наполнителя);
– экономия наиболее трудоемкого в изготовлении и дорогостоящего материала – вяжущего вещества, без ухудшения и даже улучшения свойств готового продукта;
– минеральные добавки упрочняют структуру материала в который они вводятся и стабилизируют его;
– экономическиее предпосылки – регулирование стоимости долговечного бетона.
ЛИТЕРАТУРА1 Цементные бетоны с минеральными наполнителями /
Л. И.Дворкин, В. И. Соломатов, В. Н. Выровой, С. М. Чудновский; Под ред. Л. И. Дворкина. - К. : Будивэльник, 1991.– 136 с: ил. –ISBN5-7705-0465-X.
2 Касторных Л. И. Добавки в бетоны и строительные растворы. Учебно-справочное пособие /Л. И. Касторных – 2-е изд. – Ростов н/Д, Феникс, 2007 - 221 с - (Строительство).
3 Jack С. McCormac, Russel H. Brown Design of reinforced concrete. Ninth Edition, John Wiley & Sons, Inc. 2014. p. 714.
4 Значко-Яворский И. Л. Очерки истории вяжущих веществ Издательство Академии наук СССР. Ленинград. 1963, 496 страниц.
5 Ребиндер П. А. Новые материалы в технике и науке : Избранные труды. М. : Наука, 1966. С. 17–37.
6 Калашников В. И. Через рациональную реологию в будущее бетонов. Ч. 1: Виды реологических матриц в бетонной смеси и стратегия повышения прочности бетона и экономии его в конструкциях // Технологии бетонов. 2007. № 5. С. 8–10.
7 Калашников В. И. Через рациональную реологию в будущее бетонов. Ч. 2: Тонкодисперсные реологические матрицы и порошковые бетоны нового поколения // Технологии бетонов. 2007. № 6. С. 8–11.
8 Калашников В. И. Через рациональную реологию в будущее бетонов. Ч. 3: От вы- сокопрочных и особо высокопрочных бетонов будущего к суперпластифицированным бетонам общего назначения настоящего // Технологии бетонов. 2008. № 1. С. 22—26.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
182 183
9 Кочетов В. А. Римский бетон: (Из истории строительства и строительной техники Древнего Рима). – М.: Стройиздат, 1991. – 111 с.: ил. – (Науч.-попул. Б-ка школьника).
10 Зарубина Л. П. Защита территорий и строительных площадок от подтопления грунтовыми водами. – М.: «Инфра-Инженерия», 2017 – 212с.
11 Баженов Ю. М., Демьянова В.С., Калашников В.И. Модифицированные высококачественные бетоны / Научное издание. – М.: Издательство ассоциации строительных вузов, 2006. – 368 с.
12 Stanton T. E. Expansion of Concrete through Reaction between Cement and Aggregate. American Society of Civil Engineers, V. 66, 1940. – pp. 1781-1811.
ЛЕГКИЙ БЕТОН НА ОСНОВЕ СМЕШАННОГО ВЯЖУЩЕГО И ЗОЛЫ ТЭС
ОРАЗАЛИНА Г. А.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
НИКИФОРОВА В. Г.к.т.н., ассоц. профессор (доцент), ПГУ имени С. Торайгырова, г. Павлодар
При современных масштабах потребления природных материалов полнота использования в производстве вторичных материальных ресурсов имеет первостепенное значение. Комплексное использование сырья и отходов важно еще и потому, что оно связано с решением проблемы создания безотходных и экологически чистых промышленных технологий.
Предотвращение загрязнения окружающей среды - одна из важнейших проблем современности. Практика показывает, что наиболее широко и эффективно попутные продукты промышленности могут быть применены в производстве строительных материалов. Проблема утилизации отходов остро стоит во всем мире. Непрерывно растущий объем строительства в Казахстане вызывает необходимость изыскания новых источников сырья для производства строительных материалов и изделий. Защита окружающей среды от загрязнений промышленными отходами является наиболее актуальной проблемой современности, решению которой с каждым годом уделяется все большое внимание не только в нашей стране, но и за рубежом.
В настоящее время в Казахстане ежегодно образуется более 100 млн. т. золошлаковых отходов от сжигания твердого топлива, свыше 70 млн.т. доменных, конверторных и электроплавильных шлаков, миллионы тонн вскрышных пород предприятий по добыче руд металлов, химического сырья и топлива, накапливаются хвосты обогащения основного полезного ископаемого. Объемы отходов угледобычи и углеобогащения превышают 2 млрд.т. в год. В промышленности используются меньше половины этих отходов, остальная часть складируется в отвалах, занимая пахотные земли площадью около 1 млрд. га, что приводит к физическому, химическому загрязнению окружающей среды, воздействуя на земную кору и меняя ландшафты. Вместе с тем эти отходы представляют собой минеральное сырье, которое может использоваться для изготовления строительных материалов и изделий различного назначения, заменяя дорогостоящее дефицитное традиционное сырье [1, с. 49].
В Постановлениях правительства Республики Казахстан указано на необходимость более полного использования вторичного сырья, шлаков и других отходов для производства строительных материалов. Поставлена задача внедрения малоотходных и безотходных технологических процессов, исключающих вредное влияние на окружающую среду.
Бережно расходовать сырье и материалы, сокращать отходы – значит, экономить огромные капитальные вложения, сохранять богатства окружающей природной среды. Вместе с тем, должного перелома в улучшении использования материальных ресурсов у нас еще не произошло. На единицу национального дохода у нас затрачивается сырья и энергии больше, чем в странах Европы. Отходы производства еще слабо утилизируются во вторичные материалы. Запасы полезных ископаемых невосполнимы, поэтому рациональное использование всех видов ресурсов приобретает особое значение.
Казахстан является мощным топливно-энергетическим районом. Ежегодно на Экибастузском месторождении в отвалы направляется около 7 млн. т минеральных компонентов, образующихся при добыче угля. Отвалы занимают до 1000 гектаров плодородной земли. Горение угля в террикониках загрязняет окружающее пространство. Утилизация зол и шлаков позволит исключить затраты на золоотвалы, получить прибыль от реализации продукции, выработанной из шлаков.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
184 185
Эффективность использования зол ТЭС в бетоне в количестве большем, чем замещено цемента, снижается при повышенном содержании в их составе несгоревшего топлива. Это связано с тем, что повышенное содержание углерода в золе задерживает гидратацию минералов клинкера, а также может снизить морозостойкость и эффективность применения некоторых воздухововлекающих добавок, изменить цвет бетона. Углерод в золе присутствует преимущественно в частицах размером более 45 мкм. Поэтому качество золы значительно зависит от степени измельчения угля и условий работы котла. Тонкое измельчение угля, высокая температура пламени и длительное вылеживание обеспечивают высокое качество золы. При этом тонкодисперсная зола является более эффективной ввиду ее повышенной пуццоланической активности.
Количество замещенного цемента зависит от пуццоланической активности золы. В частности, при использовании малоактивных зол ТЭС количество замешенного цемента уменьшается, а их содержание увеличивается, обеспечивая создание однородной матрицы многокомпонентного цемента по дисперсному составу и соответственно стабильное качество бетона. Установлено, что золы ТЭС с оптимальными параметрами (дисперсность, содержание) повышают коррозионную стойкость и морозостойкость бетона, уменьшают водоотделение и расслаиваемость бетонной смеси, качественно улучшают поверхность изделий (практически отсутствуют крупные раковины), формуемых в кассетных формах, а также снижают энергоемкость и себестоимость готовой продукции. При комплексном использовании зол ТЭС и химических модификаторов предотвращается или существенно сокращается высолообразование на поверхности изделий, а также на поверхности кирпичной кладки при введении такого комплексного модификатора в состав строительных растворов [1, с. 65].
В настоящее время накоплен большой опыт по изготовлению наружных стеновых панелей и блоков для массового строительства жилых и общественных зданий с применением зол и шлаков ТЭС. Затруднения, связанные с применением шлаков ТЭС, вытекают из-за многофакторности практических задач использования шлаков и отсутствия критерия, позволяющего оценивать состав, гранулометрию, свойства золы и шлака по всей совокупности признаков.
С этой целью исследовались законы управления процессами структурообразования цементно-шлаков-зольных смесей. При
проведении экспериментальных работ использовались следующие материалы:
– портландцемент М 400 Усть-Каменогорского завода; – керамзитовый гравий фракций 5–10 и 10-20 мм; – молотый шлак ТОО «Кастинг»; – песок кварцевый; – добавка универсальная пластифицирующая.
Для исследования свойств керамзитобетона со шлаком павлодарского ТОО «Кастинг» контрольным был принят состав марки 150 без шлака на плотном кварцевом песке. При перемешивании сухих компонентов подавалось примерно 40 % воды затворения с целью предварительного их увлажнения до введения цемента. Бетонная смесь уплотнялась на стандартной виброплощадке с частотой колебаний 3000 мин-1, амплитудой 0,35 мм. Время вибрирования составляло 10 сек. Исследования проводились на образцах-кубах с ребром 100 мм. Контрольные образцы хранились первые сутки под влажной тканью, а последующие 27 суток после распалубки – в камере нормального твердения. Образцы исследуемых составов пропаривались в камере тепловлажностной обработки по режиму 3 + 6 + 3 ч. Испытания проводились на следующий день после пропаривания и через 28 суток твердения.
На основании анализа результатов опытов установлено, что шлак можно вводить в состав керамзитобетона до 60 % от массы цементно-шлаковой смеси. При таком соотношении цемента и шлака характеристика цементно-шлакового камня по плотности не ухудшается.
На основании проведенных исследований можно отметить, что при расходе шлака 40–50 % от массы цемента средняя плотность бетона после тепловой обработки повышается в среднем на 12 %, расчетный коэффициент теплопроводности повышается на 10 %, прочность бетонов понижается на 20 %, а удельный расход цемента возрастает в два раза.
При использовании добавки в составах исследуемых бетонов установлено, что плотность повышается на 15 %, прочность – в два раза, расчетный коэффициент теплопроводности увеличивается на 12 %, а удельный расход цемента снижается на 65 % при введении в состав керамзитошлакобетонов до 60 % шлака. Если марка бетона остается заданной, то возможно сокращение расхода цемента примерно на 40 %.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
186 187
Для использования в бетоне требуются тонкодисперсные золы с удельной поверхностью не менее 400 м/кг и низким содержанием несгоревшего топлива. Поэтому необходимо организовывать специальный сухой отбор тонкодисперсных зол с электрофильтров, а при их гидроудалении использовать с полей, на которых дисперсность золы соответствует оптимальному значению. При этом для зол гидроудаления потребуется разработка складов на заводах ЖБИ, с обогреваемыми полами с целью подсушки до влажности 12–15 %, при которой может осуществляться их технологическое транспортирование. Оценка сравниваемых вариантов позволяет выбрать эффективный вариант, который учтет не только утилизацию промышленных отходов, но и позволит экономить дорогостоящие составляющие компоненты, а также получать высококачественные строительные материалы при сравнительно невысоких капитальных вложениях. Для окончательных рекомендаций требуется провести выпуск промышленной партии изделий на заводах железобетонных конструкций, которые в настоящее время практически бездействуют.
Ориентировочно оценить эффективность выполненной работы можно по некоторым расчетным показателям, например, коэффициенту технической эффективности, теплопроводности наружных стеновых панелей из керамзитошлакобетона и соответствующей экономии топлива на отопление зданий.
Комплексное использование сырья и отходов важно еще и потому, что оно связано с решением проблемы создания безотходных и экологически чистых промышленных технологий. Разработка и освоение безотходных технологий имеют большое значение для предприятий химической, горнохимической, микробиологической, металлургической, угольной, строительной и других ресурсоемких отраслей промышленности.
В настоящее время на основе отходов различных отраслей, предприятия строительных материалов выпускают изделия и материалы должного качества, причем с меньшими затратами на производство, чем при использовании первичного сырья, так как исключаются расходы на добычу, транспортирование, обработку сырья.
Выбор технологии приготовления смешанного вяжущего с использованием шлама металлургических производств зависит от состава вяжущего, свойств исходных компонентов и их относительного содержания, типа и характеристик имеющегося технологического оборудования [2, с. 89].
Технологическая схема приготовления смешанного вяжущего включает следующие основные переделы:
– предварительную подготовку исходных материалов (удаление механических примесей, дробление комков, агрегированных частиц и т.п.);
– сушку шлама, а при необходимости и других компонентов смешанного вяжущего, до гигроскопической влажности 1,5–2 %;
– помол шлама в присутствии абразивной минеральной добавки или химической добавки - интенсификатора помола и последующее смешивание с другими тонкодисперсными компонентами, либо совместный помол всех составляющих смешанного вяжущего;
– хранение готовой продукции.В качестве обязательного компонента смешанного вяжущего,
в состав которого входит шлам, применяют тонкодисперсные минеральные алюмосиликатные добавки, характеризующиеся аморфной структурой, которые следует вводить на стадии помола шлама или на стадии смешивания компонентов вяжущего.
Введение минеральных добавок алюмосиликатного состава позволяет:
– повысить активность и улучшить физико-технические свойства смешанного вяжущего за счет образования щелочных алюмосиликатных соединений в процессе гидратации, обусловленной взаимодействием добавки со щелочной фазой шлама;
– устранить появление высолов при твердении бетона или раствора на смешанном вяжущем;
– исключить вероятность щелочной коррозии бетона при взаимодействии щелочных соединений шлама с кремнеземом заполнителя;
– улучшить размалываемость шлама в процессе приготовления вяжущего, снизить энергозатраты на помол.
В качестве минеральных алюмосиликатных добавок в составе смешанного вяжущего применяли доменный гранулированный шлак; Количество добавки в составе вяжущего определяли их свойствами и требуемой маркой вяжущего.
В качестве активаторов твердения шлама как компонента смешанного вяжущего применяли портландцемент.
В том случае, когда шлам в составе смешанного вяжущего являлся превалирующим по количеству компонентом, то для активизации процесса твердения бетона применяли химические

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
188 189
добавки - ускорители твердения. Помол шлама происходил в шаровой мельнице, которая позволяет получать материал дисперсностью с остатком на сите 008, равным 10 % по массе.
Приготовление смешанного вяжущего можно осуществлять раздельным помолом исходных компонентов до заданной дисперсности с их последующим смешиванием в гомогенизаторах или совместным помолом всех составляющих.
Первый способ более предпочтителен, поскольку позволяет: – избежать бесполезных перевозок шлама в составе вяжущего; – резко повысить производительность помольного
оборудования; – повысить основность и активность вяжущего за счет
ослабления взаимной нейтрализации кислотных и основных центров поверхности частиц размалываемых компонентов.
Для приготовления смешанного вяжущего использовали бокситовый шлам алюминиевого производства, который хранился в отвалах не более 6 месяцев, т.к. по истечении этого срока в результате частичной гидратации белита и других низкоосновных соединений, карбонизации новообразований бокситовый шлам существенно теряет свою гидравлическую активность и поэтому требует дополнительной обработки и дополнительных затрат.
Для повышения эффективности смешанного вяжущего непосредственно перед применением проводилась его активация.
В результате испытания образцов на смешанном вяжущем было установлено, что при расходе шлама 40–50 % от массы цемента средняя плотность образцов повысилась на 9 %, расчетный коэффициент теплопроводности повысился на 7 %, прочность по сравнению с контрольными образцами на основе обычного цемента понизилась на 10 %. Результаты, полученные в результате проведенных работ, требуют дальнейших исследований.
ЛИТЕРАТУРА1 Волженский А.В. Применение зол и топливных шлаков в
производстве строительных материалов. М.: АСВ, 2009. 476 с.2 М и к у л ь с к и й В . Г . С т р о и т е л ь н ы е м а т е р и а л ы .
(Материаловедение. Строительные материалы). М.: Издательство Ассоциации строительных вузов, 2014. 536 с.
ОСОБЕННОСТИ ТЕХНОЛОГИИ КЕРАМИЧЕСКИХ СТЕНОВЫХ МАТЕРИАЛОВ НА ОСНОВЕ ОТХОДОВ
УГЛЕДОБЫВАЮЩИХ ПРЕДПРИЯТИЙ
САДЫКОВ А. Б.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
КУДРЫШОВА Б. Ч.к.т.н., доцент, ПГУ имени С. Торайгырова, г. Павлодар
В нашей республике в связи с мощным развитием угледобывающей и энергетической промышленности возникли серьезные экологические проблемы, в первую очередь в Павлодарском регионе. Использование отходов этих предприятий, с учетом их ценных свойств в условиях ограниченности запасов кондиционного природного сырья, является одной из важных научно-технических и социально-экономических проблем.
Известно, что традиционный керамический кирпич на основе низкосортных глинистых материалов, производимых методом пластического формования, имеет ряд недостатков, это низкое качество не привлекательный внешний вид, большой объем брака. Поэтому корректировка сырьевого, зернового состава, а также параметров и способов формования, несомненно, приведет к улучшению качества выпускаемых изделий.
Нами приведены результаты исследования различных стадий жесткого формования керамического кирпича на основе низко сортных глинистых отходов (аргиллитов) и угольной селекции. Показана возможность получения сырца с высокими прочностными показателями.
Теоретические представления об этапах компрессионного прессования относятся как к силикатному, так и керамическому кирпичу. Тенденции современной технологии строительного кирпича обоих видов способом жесткого формования или полусухого прессования сближаются. С одной стороны, возникает необходимость прессования силикатного кирпича из тонкодисперсных смесей (золы ТЭС, кварцевые и промышленные отходы), а в технологии керамического кирпича жесткое формование весьма полезную роль может сыграть введение укрупняющих добавок (фракции 0,35–3 мм) техногенного или природного происхождения [1, с. 46].
Керамические пресс-порошки это высококонцентрированные (маловлажные) дисперсные системы, не обладающие связностью. Отсутствие связности обуславливает наиболее свойство

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
190 191
порошков - их сыпучесть, то есть псевдо текучесть в исходном состоянии. Ее характеризуют скоростью истечения порошка под действием собственной массы через отверстие определенного диаметра. Глиняные порошки должны иметь заданные зерновой состав и влажность, однородную пофракционную влажность и содержать минимальное количество пылевидной фракции. Все эти характеристики влияют на формуемость шихты - его способность к максимальному уплотнению при минимальном давлении, с образованием при этом изделий, обладающих однородной плотностью, минимальным упругим расширением и отсутствием трещин расслаивания.
Начало прессования керамического порошка сопровождается его уплотнением за счет смещения частиц и частичного удаления воздуха из системы. С ростом компрессии происходит пластическая необратимая деформация частиц, после чего наступает их упругая деформация. Последим стадия уплотнения, характеризуется хрупким разрушением частиц и требует развития очень большого давления, которое при полусухом прессовании большинства керамических изделий практически не достигается [2, с. 149].
Введение в керамическую шихту в качестве зернистой части добавок техногенного или природного происхождения вызывает необходимость проведения ряда экспериментов для изучения и оптимизации процессов прессования, так как процесс прессования шихты с такого рода добавками будет явно отличаться от процессов прессования порошка с добавками из глинистого сырья [3, с. 48].
Предлагаемая технология предусматривает получение зернистой части посредством размола сырья до необходимой крупности, из чего следует, что такие зерна обладают большей прочностью чем мягкие зерна из глинистого сырья и не поддаются упругой деформации в процессе прессования, а при развитии большего давления разрушаются. Технология подготовки шихты на Экибастузском кирпичном заводе, следующая сырье для производства кирпича на территорию кирпичного завода доставляют автосамосвалами с угольного разреза. Аргиллит-алевролитовые глинистые породы должно отлежаться в течении 2-3 месяцев. В течении этого времени происходит размельчение плотной структуры сырья за счет влияния атмосферных факторов. Далее сырье подается в щековые дробилки, где происходит первичное измельчение до фракции 100 мм. Молотковые дробилки измельчают около 80 % потока сырья до фракции не более 3 мм.
Затем глинистое сырье и угольная селекция подаются на дозирующие весы. Дозирование селекции и глины происходит в заданном лабораторией процентном соотношении. Процентное соотношение напрямую зависит от калорийности селекции, которая в свою очередь определяется в собственной лаборатории кирпичного завода.
Поток сырья фракцией не более 3 мм. проходя через барабанные сита, просыпается и попадает на ленточные конвейеры. Далее, сырье измельченное до нужной фракции, пересыпается и объединяется на ленточном конвейере и с него поступает на конвейерные весы. Благодаря конвейерным весам в смесителе происходит автоматическое увлажнение потока перемешиваемого сырья до 10–13 %.
После смесителя увлажненное и перемешенное сырье потоком отправляется на ленточные конвейеры, а затем на склад выдержки сырья. Ленточный конвейер моторизирован, что позволяет ссыпать поток сырья в штабель в том или ином месте склада. На складе сырье должно храниться 72 часа. В течении этого времени под воздействием влаги сырье приобретает эластичность, которая необходима при формовании кирпича-сырца.
Далее сырье по конвейеру поступает на весы. Благодаря конвейерным весам в смесителе происходит дополнительное автоматическое увлажнение сырья до 15 % (±2%). После смесителя увлажненное сырье по ленточным конвейерам отправляется в вакуумный пресс-экструдер. Далее эти брусья автоматически отправляются на станок нарезки кирпича-сырца, а затем на стол компоновки кирпича-сырца. Сушка кирпича-сырца в сушильной печи продолжается 40–44 часа при температуре 65–100 0С до остаточный влажности сырца от 1,5 до 5 %.
Обжиг кирпича в печах происходит за счет самовозгорания кирпича-сырца. Этот процесс обусловлен тем, что огонь с одной вагонетки передается на другую по направлению потока воздуха, который вдувается мощными вентиляторами, установленными на воротах в конце печи. Для поддержания процесса горения кирпича-сырца вначале печи установлен мощный дымосос, который удаляет из печи дым, образовавшийся в процессе горения селекции, входящей в состав кирпича-сырца Для качественного обжига кирпича процентное соотношение готового измельченного сырья необходимо поддерживать таким образом, чтобы калорийность этого сырья была равна 500 Ккал (±50 Ккал). Температура

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
192 193
обжига кирпича в печи 1000 0С, время обжига 10–14 часов, время нахождения вагонеток в печи 58–64 часа.
Таким образом, уплотнение пресс-порошков обеспечивается при меньшем значении давления прессования, что свидетельствует о лучшей способности предлагаемых составов к консолидации и получению конечного продукта с высокими прочностными показателями.
ЛИТЕРАТУРА1 Хвостенков С. И., Золотухин А. А., Купешмидт М. Э.
Закономерности полусухого прессования кирпича и пустотелых камней. //Строительные материалы, 1985, № 11. – С. 80.
2 Сайбулатов С. С. Исследование влияния фракционного состава зернистой части пресс-порошка на прочность керамических изделии. Поиск. Научное приложение к журналу «Вестник высшей школы Казахстана», № 2,1998.–с.149–151.
3. Вышарь О. В., Мусаханова С. Т., Станевич В. Т., Кудрышова Б. Ч. Структурообразование при обжиге керамических изделий из отходов угледобычи. 35 volumt. Materials of international research and practice conference. Modern scientific potential – 2015. February 28 – Vfrch 7, 2015. Construction and architecture. Sciece and Education Ltd. Sheffield, UK. 2015. stran – 48–52. (Великобритания, г. Шефелд.)
28 Секция. Энергетиканың өндіріс салаларындағы қәзіргі ахуалы
28 Секция. Современное состояние энергетики в промышленных отраслях
ТЕХНОЛОГИЧЕСКИЕ ХАРАКТЕРИСТИКИ ВТУ И МЕТОДИКА ИССЛЕДОВАНИЯ ТЕПЛОВОЙ РАБОТЫ
АБЖЕКЕЕВА А. З.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
ӘБЛЕШ К. Ж.преподаватель, ВКИнЕУ г. Павлодар
ОМАРОВ А. Д.преподаватель, ВКИнЕУ г. Павлодар
КАРМАНОВ А. Е.доктор Phd, ассоц. профессор, ПГУ имени С. Торайгырова, г. Павлодар
Т е х н о л о г и ч е с к и е п р о ц е с с ы , р е а л и з у е м ы е в высокотемпературных теплотехнологических установках, отличаются большим многообразием [1] и в основном определяются:
• интенсивностью подвода теплоты к поверхности обрабатываемого материала (интенсивностью внешнего теплообмена) и переноса теплоты внутри обрабатываемого материала;
• интенсивностью подвода массы извне к реагирующей поверхности обрабатываемого материала (интенсивностью внешнего массообмена) и интенсивностью молекулярного переноса массы внутри обрабатываемого материала;
• интенсивностью перемешивания фаз (твердых, жидких) в зоне их термической обработки;
• скоростью собственно химического реагирования и разделения целевых и сопутствующих продуктов;
• совокупностью двух или более из перечисленных факторов.Такая классификация позволяет рассматривать и анализировать
целые классы технологических процессов с единых позиций и едиными методами, облегчает заимствование результатов исследования одних видов технологических процессов для организации других, используя физические и математические аналогии.
Все технологические процессы в таких областях промышленности, как энергетика, металлургия, машиностроения, нефтепереработка,

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
194 195
химия – это нагрев и охлаждение рабочей среды. Чтобы контролировать точность этих процессов, необходимы высокотемпературные установки. Долговечность и экономичность работы всех этих установок зависят от их защиты от высоких температур.
Надежность и эффективность работы высокотемпературных агрегатов и устройств в значительной степени определяются функционированием элементов ограждений – огнеупорной футеровки, теплоизоляционного слоя, устройств компенсации термических напряжений. Управление потоками теплоты в элементах ограждения, и в первую очередь в теплоизоляционном слое, позволяет осуществлять рациональные температурно–тепловые режимы, организацию тепловых потоков в определенном месте в необходимом направлении с целью снижения тепловых потерь.
В котельных агрегатах используются различные теплоизоляционные материалы. Скорость прогрева и охлаждения всех этих материалов различна. При этом, несоблюдение временных рамок разогрева котла может привести к возникновению температурных напряжений, превышающих допустимые, и, как следствие, появлению микротрещин с дальнейшим разрушением материала. Например, слишком быстрый рост температуры при холодном старте чаще всего повреждает теплоизоляцию котла. Теплоизоляция имеет низкую теплопроводность и поэтому прогревается медленнее, чем металл.
Кроме того, пока топка еще не прогрета, материал обмуровки поглощает влагу из воздуха. Медленный прогрев необходим для того, чтобы постепенно просушить обмуровку и не допустить вскипание влаги, вызывающее растрескивание кирпичей. Стандартный график разогрева типового котла (рисунок 1) предусматривает повышение температуры воды, в среднем, не более чем на 55°C в час [2].
Также скорость разогрева котлоагрегата при пуске его в работу для различных котлов регламентируется по другим параметрам. Так, при эксплуатации модульных котельных с котлами малой и средней мощности [3] предлагается растопку котла вести согласно графика, опирающегося на два параметра: давления в барабане и скорости подъема температуры насыщения пара. Кроме того вводится ещё один ограничивающий фактор - температура труб настенного пароперегревателя, огибающих амбразуры в районе работающих горелок, которая не должна превышать 560 оС.
В «Инструкции по сушке обмуровок стационарных котлов» при сушке обмуровок стационарных паровых котлов ТЭС, выполняемых
из жаростойких бетонов или огнеупорной кладки, максимальная измеренная скорость роста температуры обмуровки при нагреве до 150 °С не должна превышать 20 °С/ч, при нагреве от 150 до 500 °С - не более 30 °С/ч, при дальнейшем нагреве - не более 60 °С/ч во избежание образования трещин и снижения прочности [4].
Оптимизация факторов, влияющих на возникающие температурные напряжения в обмуровке, позволяет увеличить рабочую кампанию агрегатов и избежать увеличения потерь теплоты через обмуровку. Даже не меняя вид используемых материалов в футеровке, совершенствуя лишь условия эксплуатации (температурные режимы), можно добиться значительного результата.
Таким образом, процесс разогрева необходимо вести с максимально возможными скоростями, обеспечивающими возникновение температурных напряжений, не превышающих предел прочности материалов обмуровки при данной температуре. Таким образом, необходимо знать величину предела прочности материала, с которой происходит сравнение возникающих при разогреве температурных напряжений.
Значительный выбор огнеупорных и теплоизоляционных материалов не позволяет найти в технической литературе точные данные о зависимости предела прочности конкретного материала от температуры, что делает опытный метод – единственным источником получения данных для дальнейших расчётов.
Проведённый литературный обзор показал, что вопросам изучения зависимости предела прочности от температуры уделяется недостаточное внимание. Между тем, полученные нами экспериментальные данные для периклазоуглеродистых материалов позволяют говорить об увеличении значения предела прочности на сжатие в интервале температур 150–300 оС (до 20 %), что даёт дополнительный резерв для повышения скорости разогрева и снижения времени и энергоресурсов на процесс разогрева [5].
В связи с этим была поставлена задача исследования – определение зависимости предела прочности от температуры для диатомитовых теплоизоляционных материалов в диапазоне рабочих температур.
В качестве исследуемых образцов использовался пенодиатомитовый материал состав по [6]. При этом заявляемый предел прочности на сжатие не менее 6 кгс/см2.
Результатом исследований явилось следующее: – предел прочности материала при температуре 20 оС чуть ниже
заявленного – 5 кгс/см2;

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
196 197
– при 100 оС предел прочности достигает 6 кгс/см2;– максимум значения предел прочности достигает при
температуре (13 кгс/см2). Таким образом, полученная зависимость подтверждает
актуальность данных исследований. Предел прочности при повышенной температуре (по максимальному значению) превышает значение прочности при нормальных условиях более чем в два раза, что даёт возможность не только вести процесс разогрева со скоростями, при которых не будет разрушаться обмуровка, но и сократить временя и энергоресурсы на процесс разогрева.
ЛИТЕРАТУРА1 Промышленная теплоэнергетика и теплотехника: Справочник
/Под общ. ред. В.А. Григорьева и В.М. Зорина. 2–е изд. М.: Энерго–атомиздат, 1991. 588 с.
2 William L. Reeves Avoiding Boiler Problems. ASHRAE Journal, vol. 43, no. 9, p. 36–42
2 Инструкции - Эксплуатация модульных котельных. Режим доступа – http://tvbcom.ru/documents/module/207.htm
3 Временная инструкция по сушке обмуровок стационарных котлов ТЭС Москва 1980.
4 Никифоров А.С., Приходько Е.В., Кинжибекова А.К., Карманов А.Е. Исследование предела прочности периклазоуглеродистых огнеупорных материалов и анализ их порочностных характеристик при повышенных температурах. Стекло и керамика, № 4. 2014. С. 32–35.
5 Маневич В. Е., Субботин Р. К., Никифоров Е. А., Сеник Н. А., Мешков А. В. Диатомит – кремнеземосодержащий материал для стекольной промышленности Стекло и керамика, № 5. 2012.
АНАЛИЗ РАБОТЫ И ОЦЕНКА НАДЕЖНОСТИ ПИТАТЕЛЬНЫХ НАСОСОВ БЛОКОВ
МОЩНОСТЬЮ 300 МВТ
АЗЕНОВА Н. М.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
КИНЖИБЕКОВА А. К.к.т.н., ассоц. профессор, ПГУ имени С. Торайгырова, г. Павлодар
Появление техники и ее широкое применение в производственных процессах сделало актуальным вопрос о ее
эффективности. Эффективность использования оборудования связана с их способностью непрерывно и качественно выполнять возложенные на них функции. Однако из-за поломок или неисправностей снижается качество работы оборудования, возникают вынужденные простои в их работе, возникает потребность в ремонте для восстановления работоспособности и требуемых технических характеристик оборудования.
Перечисленные обстоятельства привели к появлению понятия надежности машин и других технических средств. Понятие надежности связано со способностью технического средства выполнять возложенные на него функции в течение требуемого времени и с требуемым качеством. С первых шагов развития техники стояла задача сделать техническое устройство таким, чтобы оно работало надежно. С развитием и усложнением техники усложнялась и развивалась проблема ее надежности. Для решения ее потребовалась разработка научных основ нового научного направления – науки о надежности [1, с. 35].
Надежность – комплексное свойство технического объекта, которое состоит в его способности выполнять заданные функции, сохраняя свои основные характеристики в установленных пределах.
Понятие надежности включает в себя безотказность, долговечность, ремонтопригодность и сохранность.
Недостаточная надежность технического средства имеет следствием:
а) снижение производительности из-за простоев вследствие поломок;
б) снижение качества результатов использования технического средства из-за ухудшения его технических характеристик вследствие неисправностей;
в) затраты на ремонты технического средства; г) потеря регулярности получения результата; д) снижение уровня безопасности использования технического
средства [2, с. 86]. С надежностью непосредственно связана диагностика,
рассматривающая вопросы, связанные с оценкой действительного состояния технических систем.
Задачей диагностики является выявление и предотвращение возникающих отказов технических средств с целью повышения их общей надежности [3, с. 67].

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
198 199
Процесс технической диагностики предусматривает наличие объекта диагностики, средств диагностики и человека-оператора. В процессе диагностики выполняются измерительные, контрольные и логические операции. Эти операции выполняются оператором с использованием средств диагностики с целью определения действительного состояния технического средства. Результаты оценки используются для принятия решения о дальнейшем использовании технического средства [4, с. 26].
На примере действующего предприятия энергетической отрасли произведем анализ простоев турбопитательного насоса и питательного электронасоса за 2014–2017гг. одного энергоблока мощностью 300 МВт (Таблица 1). Данные по прошлым отказам играют ключевую роль в анализе и оценке вероятности проявления отказа.
Таблица 1 – Плановые и внеплановые простои ПЭН, ТПН энергоблока
Год Содержание записей в течении смены
Дата останова
Время останова
Дата ввода в
экпл.
Время ввода в
экпл.
Время простоя
2014 Ремонт ПЭН (пропуск обратного клапана) 29.09.14 05.30 29.09.14 10.35 5ч 05мин
2014Ремонт ПЭН (течь по
сварному шву пробки на обратном клапане ПЭН)
02.10.14 08.40 02.10.14 13.00 4ч 20мин
2014
Ремонт ТПН (устранение течи по штоку клапана МАБ, замена резиновой
прокладки)
05.12.14 14.35 05.12.14 16.15 4ч 20мин
2014
Ремонт ПЭН (свищ на гибе трубопровода отсос с уплотнений со стороны 9-го подшипника, замена
трубопровода)
19.12.14 11.20 19.12.14 13.50 2ч 30мин
2015 Ремонт ТПН (ремонт СК ТПН) 07.07.15 23.30 08.07.15 16.30 17ч
2015Ремонт ТПН (набивка
сальника на вентиль отсос с уплотнения на Д-7 Ата)
13.08.15 11.00 13.08.15 15.00 4ч
2015
Отключился ТПН (защитой повышение
температуры 2-го подшипника – ложно)
16.11.15 06.52 16.11.15 10.25 3ч 33мин
2015 Ремонт ТПН (ремонт РП ТПН) 17.12.15 10.50 17.12.15 16.10 5ч 20мин
2016Ремонт ТПН (не
взводится регулирующий клапан ТПН)
09.02.16 15.00 10.02.16 12.30 21ч 30мин
2016Ремонт ТПН (устранение течи по разъему фланца
разгрузки)17.05.16 14.40 17.05.16 21.00 6ч 20мин
2016
Ремонт ПЭН (свищ на трубопроводе подача на уплотнение со стороны
10-го подшипника, замена трубопровода)
09.08.16 09.45 09.08.16 11.50 2ч 05мин
2017
Ремонт ТПН устранение свища на подаче
на уплотнение 3-го подшипника
22.02.17 16.30 22.02.17 20.00 3ч 30мин
2017 Ремонт ТПН (вибрация 3-го подшипника) 26.06.17 9.20 29.06.17 7.20 70ч
2017Ремонт ТПН свищ в корпус вентиля
рециркуляции28.07.17 7.42 29.07.17 14.50 31ч
08мин
2017Ремонт ТПН свищ в корпус вентиля
рециркуляции02.08.17 16.00 03.07.17 2.30 10ч
30мин
Надежность работы питательных насосов обеспечивается как их хорошим состоянием и правильным обслуживанием, так и нормальной работы всей системы водоподготовки, питательных трубопроводов и оборудования низкого (до насосов) и высокого (после насосов) давления.
От исправности и надежности насосов зависит безаварийная работа паровых котлов. Поэтому разработка мероприятий по повышению надежности работы питательных насосов является актуальной.
Конструкция питательных насосов должна отвечать следующим основным требованиям:
– обеспечивать полную внешнюю герметичность и отсутствие перетоков в местах уплотнительных стыков;
– предусматривать свободное температурное расширение отдельных узлов и деталей без нарушения их взаимной центровки;
– обеспечивать динамическую устойчивость во всем диапазоне работы насоса;
– быть удобной в сборке, разборке и обслуживании; – обеспечивать длительную эксплуатацию (обычно не менее
10000 ч) без замены основных деталей и заметного снижения параметров.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
200 201
Для питания котла блока 300 МВт проектом предусмотрена установка одного питательного турбонасоса и одного пускорезервного электронасоса (ПЭН).
Техобслуживание оборудования проводится 1 раз в месяц, время останова – 4 часа. Средний ремонт проводится 1 раз в 3 года, продолжительность ремонта 45 суток. Капитальный ремонт проводится 1 раз в 4 года, продолжительность ремонта 90 суток.
Согласно утвержденным графикам ремонта в 2014 году на энергоблоке проведен капитальный ремонт с длительностью 90 суток. В 2017 году выполнен средний ремонт с продолжительностью 45 суток.
Анализ данных в Таблице 1 показывает, что за период с 2014 по 2017 гг. ТПН был остановлен 11 раз, продолжительность простоя 177 часов 31 минут, что составило 7 суток (Рисунок 1). Основные причины останова и вывода в ремонт послужили вибрация 3-го подшипника, свищ в корпус вентиля рециркуляции в результате физического износа, не взводился регулирующий клапан ТПН. Дефекты устранены в рамках предупреждения аварийного останова оборудования.
Рисунок 1 – Простои ТПН, ПЭН с 2014 по 2017 гг.
Остановы ТПН за 2014–2017 гг. для энергоблока являются критичным. При останове ТПН включают в работу ПЭН. Но, при работе ПЭН потребляет 6 МВт/час на собственные нужды, что является затратным для предприятия. Так же технические характеристики ПЭН не позволяют поддерживать работу двух корпусов котла в номинальном режиме. ПЭН используется при останове ТПН, при растопке, останове энергоблока.
Исходя из анализа Таблицы 1 за период с 2014 по 2017 гг. ПЭН был выведен в ремонт с простоем времени 4 раза, продолжительность простоя за этот период 14 часов. Т.к. ПЭН является пускорезервным оборудованием, простои не критичны за 4 года.
По результатам дефектов делаем выводы, что основными причинами простоя за указанный период явились критический, несвоевременный износ оборудования, некачественный ремонт, наличия окалин, шлама в трубопроводах после проведения ремонта и чистки сетки на всасе. В периферии конструктивной обвязки питательных насосов располагаются трубопроводы и запорно-регулирующая арматура – подверженные физическим износам, воздействию окружающих факторов, что приводит в некоторых случаях к образованию не плотностей тракта из-за возникающих течей, свищей, разрывов и т.д. В рамках повышения качества ремонтных работ были пересмотрены технологические карты и ремонтные программы совместно с заводами-изготовителями оборудования и ремонтной группой предприятия.
За время эксплуатации питательных насосов с 2014 г. по 2017 г. имело место быть внеплановое отключение оборудования по причине ложных срабатываний дискретных сигналов защит АСУ ТП ПТК из-за несовершенства оборудования и его несоответствия современным нормам, что приводило к простою оборудования и в следствии к убыткам.
В целях повышения надежности и исключения данных прецедентов в логике управления технологических защит АСУ ТП ПТК была реализована функция по проверке качества дискретных сигналов, в том числе функция включения технологических защит при условии показаний и срабатывания датчиков по методу 2 из 2-х (3 из 3-х).
На основании проведенного анализа следует разработать мероприятия по повышению надежности данного оборудования в рамках комплексного решения по управлению надежности, которые включают в себя:
– ведение централизованной системы оценки оборудования, возможность сбора, занесения и анализа данных по фактическому состоянию с применением IT-поддержки;
– методы прогнозирования надежности систем; – развитие технического обслуживания; – создание службы неразрушающего контроля и технической
диагностики; – использование IT-технологий в диагностике.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
202 203
С развитием и совершенствованием применяемой техники, с усложнением реализуемых технологических процессов, а также при все более широком внедрении автоматизированных и автоматических систем управления производственными процессами существенно усиливается значимость надежности оборудования в процессе его эксплуатации. Повышение надежности техники и технологических процессов становится обязательным условием улучшения качества выпускаемой продукции.
ЛИТЕРАТУРА1 Труханов В. М. Методы обеспечения надежности изделий
машиностроения. / В. М. Труханов. – М.: Машиностроение, 1995. 2 Авдуевский В. С. Надежность и эффективность в технике.
Справочник: в 10 т. / В. С. Авдуевский. – М.: Машиностроение, 1989.3 Сугака Е. В., Василенко Н. В. Надежность технических
систем: учеб. пособие для студентов технических специальностей вузов. / Е. В. Сугака, Н. В. Василенко. – Красноярск: НИИ СУВПТ, 2000.
4 Клюев В. В. Технические средства диагностирования : Справочник. / В. В. Клюев [и др.]. – М.: Машиностроение, 1989.
ИСПОЛЬЗОВАНИЕ ВОДОРОДА В КАЧЕСТВЕ АЛЬТЕРНАТИВНОГО ВИДА ТОПЛИВА
АЙТЖАНОВ М. С.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
ПРИХОДЬКО Е. В. к.х.н., профессор, ПГУ имени С. Торайгырова, г. Павлодар
Вопросы альтернативной энергетики, поисков экологически чистого и высокоэффективного дешевого энергоносителя, легкодоступного и практически неисчерпаемого источника энергии давно и прочно заняли ведущее место в перечне проблем, влияющих на перспективу дальнейшего не только развития, но и существования всего человечества.
Один из энергоносителей, отвечающий многим этим требованиям, давно известен – водород. Водородная энергетика обладает огромным потенциалом и на это есть множество причин.
Существуют следующие способы промышленного получения водорода:
• С помощью каталитической конверсии или парового риформинга «классического» топлива – угля или газа. Из базовых продуктов выделяют легкие углеводы, которые используются в качестве сырья для производства водорода. Однако для реализации такой технологии вам придется купить целый химический завод.
• С помощью термохимической обработки любой биомассы. Содержащее углеводы сырье погружают в лишенную кислорода среду и нагревают до температуры 500-800 градусов Цельсия, «вытапливая» целый ряд химических веществ – от водорода до углекислого газа. Однако в бытовых условиях эта технология труднореализуема.
• С помощью биохимической обработки биомассы. Сырье нагревают до 30 градусов Цельсия и «заражают» колонией бактерий, которые «питаются» углеводами и выделяют водород, попутно избавляя домохозяйство от органического мусора. Однако на данном этапе развития технологии биоводород можно получить только в лабораторных условиях.
• С помощью классического электролиза – расщепления молекул воды электрическим током. С помощью электролиза мы можем получить водород из дистиллированной или обычной воды. Да, это дорого, но кустарный аппарат для производства водорода или маломощный генератор топлива промышленного типа можно построить только на основе такой технологии.
Водородный котел – устройство для обогрева дома, которое в качестве топлива использует газ водород. Так как этот газ в чистом виде в природе не встречается, водородные котлы оборудованы специальным устройством для выработки водорода из дистиллированной воды.
Электролизная водородная установка для отопления дома – единственное на сегодняшний день решение, доступное для частного дома. Электролизер компактен, прост в обслуживании, его можно установить в небольшом помещении. Сырьё для получения топлива – водопроводная вода. Есть ряд именитых производителей, которые предлагают подобные домашние генераторы водорода для отопления дома и заправки автомобиля. К примеру, с 2003 года компания Honda выпускает HomeEnergyStation, сегодня в продаже уже третье поколение. HESIII снабжена солнечными панелями, может устанавливаться в гараже либо на улице.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
204 205
Часто можно услышать, что водородный котел – это наиболее экономичный способ отопления для частного дома. Обычно для обоснования этого тезиса применяются ссылки на высокую теплоту сгорания водорода - более чем в 3 раза выше, чем у природного газа.
Но на деле все обстоит немного сложнее. Единого мнения и результатов нет. То есть существует большой разброс в статьях и диссертациях о КПД такой установки, и выгодности использования водорода в качестве источника энергии в отоплении помещений. Дело в том, что чистый водород на Земле не встречается - только в связанном виде, например, в виде воды. Поэтому на практике сначала водород нужно откуда-то получить, причем, с помощью энергозатратных химических реакций.
Рассчитаем примерный КПД водородной установки. Начнем с того, что все расчеты и цифры приведены для нормальных условий, то есть для среднего давления и комнатной температуры. Приведем лишь полезные цифры и информацию, которые помогут на практике.
При расщеплении воды может вырабатываться как отдельно кислород и водород, так и их смесь, называемая газом Брауна или гремучим газом. В любом случае топливом является только водород и именно его нужно считать и учитывать.
Основным параметром любого топлива, в том числе и водорода, является его теплотворная способность или удельная теплота сгорания топлива, которые показывают сколько джоулей тепловой энергии будет выделено при сгорании определенного веса или объема вещества. Так как водород – это газ, то нам для расчетов будет удобнее использовать количество Джоулей, выделяемых при сжигании одного литра водорода. То есть Дж/л. Из справочников мы возьмем минимальное усредненное значение, которое равно 10800 кДж/м3, что в нашем случае составляет 10800 Дж/л. Теперь нам придется вспомнить, каким образом эти цифры можно сопоставить с привычными нам при расчете энергии. За основу давайте возьмем электричество и соответственно его единицы измерения киловатт часы. Тут все просто, 1 ватт мощности это один Джоуль выделяемый за секунду. Отсюда мы без труда выводим следующие цифры, которые пригодятся всем практикам в дальнейшем.
1 литр водорода при сжигании выделяет в пересчете на электроэнергию 0,003кВт*часа. При КПД приблизительно равном 100 % установка потребляющая мощность 1 кВт, должна вырабатывать 5,(5) литра водорода в минуту
Возьмем для примера классические, продаваемые ныне водородные сварки, которые при потреблении 1,8кВт часа электроэнергии, вырабатывают около 6 литров водорода в минуту. Отсюда следует, что работают они с КПД приблизительно равным 60 %.
Рассчитаем количество энергии выделяемой при использовании электролизера 1.8 кВт, с выработкой водорода 5.5 литров в минуту (КПД 60 %, как сказано выше).
По справочным данным количество выделяемой теплоты Водородом 141 Мдж/кг
Таким образом, при выработке 5.5 литров водорода в минуту выделяется 4,290 кдж/час = 1,91 кВт/час.
Отсюда следует вывод, что данного электролизера мощностью 1.8 кВт, хватит для отопления небольшого помещения площадью 19 м2 (из правила 1 кВт на 10 м2)
Отсюда становится понятно, что отопление за счет водородного котла уступает по эффективности и экономически даже электрическому. Питающемся от городских электрических сетей.
Но рассмотрим ситуацию, когда помещение или дом, который необходимо отапливать, находится далеко за пределами системы энергоснабжения, например, в эко регионе Казахстана, казахской степи. Естественно отапливать дом углем или древесиной будет дорого из-за доставки топлива. Экономически выгодным решением является установка ветряного генератора и солнечных батарей, питающих электролизер. Установка не требует дорогостоящего оборудования, в виде инвертора, так как в электролизере необходим постоянный ток.
Так как водород, бесцветный горючий газ без запаха. И при высоких концентрациях в помещении вызывает удушье. В жидком состоянии опасен обморожением. Способен образовывать взрывоопасные смеси с кислородом или воздухом при объемной доле водорода, приведенной к нормальным условиям, от 4 до 75 процентов. В целях защиты жизни и здоровья граждан, имущества физических и юридических лиц, государственного и муниципального имущества от пожаров, взрывов и минимизации риска возникновения пожаров, взрывов при эксплуатации устройств и систем, предназначенных для производства, хранения, транспортировки и использования водорода. Был разработан «Технический регламент по безопасности устройств и систем, предназначенных для производства, хранения, транспортировки и использования водорода»
Согласно этому регламенту, всё электрооборудование, применяемое в водородных устройствах и системах и установленное

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
206 207
в зонах возможного выделения водорода, должно иметь взрывобезопасное исполнение в соответствии с требованиями, установленными в технических регламентах по пожарной безопасности и безопасности электрооборудования. Размещение в этих зонах электрооборудования, не используемого для обеспечения работоспособности водородных устройств и систем, не допускается.
Обязательному контролю на устройствах и системах, предназначенных для электролизного получения водорода, подлежат уровень жидкости в аппаратах, температура, давление, перепад давления между вырабатываемыми газами и их чистота.
Для газовых отопительных устройств предусмотрены различные возможности автоматизации. Автоматика котлов работает, в основном, в зависимости от наружной температуры: если на улице становится прохладнее, регулятор сам настраивает нужную температуру нагрева. Котел можно запрограммировать так, чтобы он выключался в ночное время, или же тогда, когда никого нет дома. Процесс горения полностью контролируется автоматикой котла. Все системы отопления на газе оснащены передовыми технологиями, отвечающими за безопасность всей системы. На данный момент газовое отопление является одним из самых современных, безопасных и экологичных способов производства тепловой энергии при отоплении квартир, индивидуальных жилых домов, коммерческих зданий и др. При использовании газового отопления топливом может быть водород, который хранится в непосредственной близости от отапливаемого объекта в специальном резервуаре, так и природный газ, который направляется к потребителям посредством централизованного трубопровода
• Каждая газовая емкость для хранения газа оснащена системой клапанов, которые обеспечивают безопасность механическим путем. Предохранительный клапан сбрасывает давление газа (выбрасывая излишки газа прямо в воздух), если давление внутри газовой емкости превышает норму. Также в системе установлен специальный редуктор, который регулирует давление в газопроводе (по которому сжиженный газ поступает в газовый котел, размещенный внутри дома).
• Газовые емкости для хранения водорода выполнены из металла толщиной более 5 миллиметров. Наружные и внутренние стенки газовой емкости покрыты специальным антикоррозийным покрытием, которое не позволяет газовой емкости ржаветь.
Для установки газового оборудования существует множество предприятий, которые имеют выданное сертифицирующим
учреждением свидетельство о компетентности, а также в котором есть ответственный менеджер по газовым работам. И в качестве осуществляющего связанные с газовым оборудованием работы сертифицированное производителем газового оборудования лицо.
Перспективы использования водородных котлов.Почему же вообще стоит говорить о водородных котлах, как
о перспективном способе отопления частного дома? Все дело в общемировой тенденции по переходу на «зеленые» технологии и растущему спросу на такие технологии. Водородный котел - бесспорно «номер один» в списке наиболее экологичных решений в сфере отопления.
Во-первых, в процессе его эксплуатации не образуется углекислый газ - «главный бич» оборудования, работающего на углеводородном топливе: газе, жидком и твердом топливе.
Во-вторых, т.к. продуктом сгорания в водородном котле является чистая вода, он не требует для своей работы обустройства вентиляции, приборов для отвода продуктов сгорания. Которые, в свою очередь, могут потребовать дополнительной энергии для обеспечения своей работы. Да и просто нуждаются в большем пространстве внутри дома. То есть, устанавливая водородный котел, можно сэкономить на площади котельной.
Но самое главное - водородный котел неплохо сочетается с генераторами электроэнергии, работающими от возобновляемых источников энергии (ВИЭ) и имеющими ярко выраженный периодический характер работы. В этом случае - во время пиковых режимов - генераторы ВИЭ могут вырабатывать водород с помощью электролиза, который в дальнейшем будет использоваться как топливо для котла. Подключение же этих генераторов к сети напрямую потребует использования дополнительных дорогостоящих устройств.
ЛИТЕРАТУРА1 Храмушин Н. И., Ружников В. А. Расчетная установка
комбинированной энергоустановки, включаюшей ветрогенератор, электролизер, ресивер водорода и батарею топливных элементов. / Н. И. Храмушин, В. А. Ружников // Международный научный журнал альтернативная энергетика и экология. - № 1. – 2006. – С. 25–28.
2 Попель О. С. Энергосбережение 2006. – № 3. - С.70–75.3 Константинов. В. М. Охрана природы. М.: Издательский
центр «Академия». 2003.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
208 209
ИССЛЕДОВАНИЕ ТЕХНОЛОГИЧЕСКИХ СПОСОБОВ И ТЕХНИЧЕСКИХ РЕШЕНИЙ ДЛЯ ПОВЫШЕНИЯ КАЧЕСТВА
ДОБЫВАЕМОГО УГЛЯ НА РАЗРЕЗЕ «БОГАТЫРЬ»
ДАЙНОВА У. А.магистрант, ПГУимени С. Торайгырова, г. Павлодар
КАБДУАЛИЕВ Н. М.доктор PhD, ст. преподаватель, ПГУимени С. Торайгырова, г. Павлодар
В настоящее время большое внимание уделяется повышению рентабельности угледобывающих предприятий. Цена добываемого угля напрямую зависит от качества, поэтому вопросы его повышения в современных условиях наиболее актуальны.
Существуют различные методы управления качеством продукции горнодобывающих предприятий.
Добываемые Экибастузские угли имеют достаточно высокое содержание золы, обусловленное как природными (генетическими) факторами, так и повышением при добыче. Технические условия, как правило, регламентируют массовую долю минеральных примесей в реализуемом угле. Кроме того, технологические способы разработки разных пластов снижает зольность реализуемого угля, что приводит к увеличению его теплоты сгорания, следовательно, к повышению цены реализации.
Поэтому существует необходимость в разработке технологических способов планирования и управления качеством добываемой продукции, а также в создании эффективных технических средств, позволяющих повысить качество углей.
Эффективное удаление примесей является актуальной проблемой, решение которой позволяет предприятию избежать брака продукции и штрафных санкций со стороны потребителей.
Актуальная научно-техническая задача управления качеством добываемого угля, позволяет повысить рентабельность угледобывающих предприятий за счет повышения качества продукции и разработке управления качеством угля при добыче, методики расчета планируемых качественных характеристик угля с целью выбора направления развития фронта добычных работ и комплекса мер, предусматривающих селективное складирование, усреднение и выделение породных примесей на планируемых к внедрению технических решений.
ОО «Богатырь Комир» – крупнейшая в Казахстане, динамично развивающаяся компания по добыче угля открытым способом. На
долю Компании приходится около 70 % угля, от объема, всего добываемого в Экибастузском угольном бассейне.
Строительство разреза «Богатырь» началось в 1966 и закончено в 1979 году. Его проектная мощность – 52 млн. тонн угля в год. В 1985 году была достигнута максимальная годовая производительность разреза это – 56,8 млн. тонн угля и поэтому, по своей проектной мощности разрез был занесен в книгу рекордов Гиннесса. В ноябре 1997 года была отгружена миллиардная тонна угля, добытая на разрезе.
С 1998 года на разрезе реализуется инвестиционная программа развития, включающая: внедрение конвейерных подъемников на вскрытии угольных горизонтов, полный перевод транспортировки вскрышных пород на электрическую тягу, строительство и пуск в эксплуатацию весодозировочных комплексов на станциях «Богатырская» и «Соединительная». С 2008 – 2010 годы проводилась реконструкция транспортной схемы, для подготовки фронта работ под строительство объектов циклично-поточной технологии разреза по участкам [10. с. 280].
Реализация данного проекта позволила:– подготовить площадки под строительство объектов циклично
– поточной технологии;– сократить среднюю дальность транспортировки угля;– сократить протяженность железнодорожных путей и
количество стрелочных переводов;– начать складирование углистых пород и внутренней вскрыши
на постоянный внутренний отвал.В эти же годы была внедрена авто-железнодорожная
технология с применением одноковшовых экскаваторов, большегрузных самосвалов, и конвейерно-железнодорожных технологий – по усреднению и погрузке угля, что явилось первым этапом перехода на циклично-поточную технологию добычи угля. Добыча угля производилась одноковшовыми экскаваторами с погрузкой в большегрузные автосамосвалы (грузоподъемностью 90 – 130 тонн), которые, в свою очередь, транспортировали уголь до пунктов формирования штабелей с усредненным углем. Погрузка усредненного угля из штабелей в железнодорожные полувагоны осуществлялась роторными экскаваторами.
Разработка угольных пластов на разрезе ведется горизонтальными слоями с погрузкой угля непосредственно в забое в вагоны РГП «Казахстан Темир Жолы» и одновременно осуществляется выемка

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
210 211
межпластовых породных прослоек (селекции) с погрузкой их в думпкары. В 1998 году 10 июля на разрезе состоялся пуск в эксплуатацию первого в мировой горной практике меж уступного мостового конвейерного перегружателя СБФ – Р – (к) – 1800.25. Он предназначен для нарезки новых угольных горизонтов роторным экскаватором с погрузкой угля на ленточный конвейер, стоящий на 25 м выше уровня экскаватора. Стоимость реализации только одного этого проекта составила 6,3 млн. долларов США. Перегружатель изготовлен фирмой «Ман Такраф» (ФРГ).
В настоящее время на разрезе «Богатырь» проводятся испытания технологии усреднения угля на роторно – конвейерном комплексе, которая предусматривает разработку угольных пластов роторными экскаваторами из двух забоев с различным качеством угля на разных горизонтах. Погрузка производится по конвейерно – железнодорожной технологии, обеспечивающей усреднение угля. В результате достигается снижение доли отгрузки угля второй группы качества, увеличение добычи и поставки угля до 100 тыс. тонн в сутки. Это улучшает потребительские свойства экибастузского угля, поставляемого разрезом на тепловые электростанции Казахстана и России. ТОО «Богатырь Комир» совместное преприятие, которое принадлежит казахстанскому АО «Самрук – Энерго» и российской ОК «РусАл»[12].
Российской ОК «РусАл возобновил проект по переходу разреза «Богатырь» Экибастузского угольного месторождения на циклично – поточную технологию (ЦПТ) добычи, транспортировки, усреднения и погрузки угля. Период реализации проекта продлится с 2018 по 2023 год.
С 2017 – 2027 ТОО «Богатырь Комир» решает:1 Обеспечить рост потребностей энергетики РК в Экибастузских
углях за счет технического развития производства в соответствии с «Концепцией развития угольной промышленности Республики Казахстан на период до 2020 года»;
2 Соблюдать государственные интересы гарантированного развития энергетических и добывающих мощностей;
3 Сохранить и улучшить социальную обстановку в Экибастузском регионе.
На данный момент ТОО «Богатырь Комир» осуществляет на разрезе «Богатырь» планомерный переход на автомобильно – конвейерную технологию транспортировки угля на поверхность с его усреднением и непрерывной погрузкой в полувагоны [12].
Внедрение авто – конвейерной технологии позволит:а) сохранить мощность предприятия – это до 40,0 млн. тонн
в год; б) увеличить добычу угля, для Казахстана и России. До 2020 г. будет осуществлен заключительный этап полного
перехода разреза «Богатырь» на автомобильно – конвейерную технологию транспортировки угля на поверхность с его усреднением и непрерывной погрузкой в полувагоны.
При данной технологии предусматривается применение современного высокопроизводительного оборудования: одноковшовых экскаваторов, большегрузных автосамосвалов; строительство дробильно-перегрузочных пунктов; системы магистральных и подъемных конвейеров; усреднительно – погрузочного комплекса, в состав которого входят приемные и отгрузочные конвейеры, штабелеукладчики, погрузочные машины, погрузочные пункты с весодозированной погрузкой угля в железнодорожные маршруты без их расцепки по кольцевой схеме подачи.
Совершенствование процессов добычи угля будет осуществляться путём реализации инновационных технологий. Осуществление будет проходить в два этапа:
1 этап – (ближайшие 5 – 10 лет) планируется переход к автоматизированным и роботизированным технологиям добычи угля, включая внедрение проектов.
Предусматривается разработка, внедрение и использование прогрессивных технологий добычи угля. Это в основном циклично – поточные, поточные технологии, гидротехнологии добычи и транспортирования угля;
2 этап – (2025 – 2030 гг.) это освоение скважинных технологий извлечения угля, включая его газификацию и гидрогенизацию, технологию открыто – подземной добычи угля без постоянного присутствия людей в очистных забоях.
Циклично – поточная технология (ЦПТ) добычи угля – форма организации производства, при которой в едином технологическом потоке горного предприятия одни процессы выполняются в цикличном режимах, другие – в непрерывном.
В конкурентной борьбе на рынке сбыта возникла необходимость в выявлении и анализе процесса «создания качества», сложилась новая концепция – управления качеством. В рамках этой концепции, внимание уделяется каждому этапу создания продукта, а не на общем результате производственной деятельности.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
212 213
Опираясь на эти теоретические положения и идеи, проанализируем эффективность принимаемых мер по управлению качеством углей на двух крупных угольных разрезах Экибастузского месторождения «Богатырь» и «Северный».
Весь комплекс работ по управлению качеством углей на этих разрезах, где вывозка угля осуществляется железнодорожным транспортом [6. с. 59 – 71], состоит из следующих процессов:
– отбор пластовых проб для прогнозирования качества угля в массиве;
– составление геолого-технологических карт забоев для осуществления валовой или раздельной выемки угля;
– планирование, учет и контроль показателей качества угля;– формирование отправительных маршрутов из групп вагонов
с учетом требований к качеству отгружаемого угля;– усреднение высокозольного угля на угольном складе.В этой связи на обследуемых угледобывающих предприятиях
разработаны в последние годы следующие стандарты по управлению качеством углей:
– организация отбора пластовых проб;– схемы и способы выемки угля роторными экскаваторами;– схемы и способы внутризабойного и призабойного
усреднения качества угля;– инструктивно-технологическое обслуживание процесса
выемки угля в забоях роторных экскаваторов;– геолого-технологическая карта отработанного забоя;– планирование, учет и контроль показателей качества угля;
порядок формирования угольных маршрутов.Как при валовой, так и при раздельной выемке угля, на
каждый добычной экскаватор выдается геолого – технологическая карта, которая оформляется по соответствующему стандарту. В геолого – технологической карте указываются геологическое строение и параметры, порядок и способ отработки забоя с указанием объемов угля и пород, подлежащих раздельной выемке, низшая удельная теплота сгорания, зольность товарного угля. Технология отработки забоя и ведение добычных работ без геолого – технологической карты не допускается.
Планирование качества угля производится при определении направления развития горных работ на месяц, квартал, год. Геологическая документация с результатами химического анализа пластовых проб на планируемый месяц должна быть составлена
по всем экскаваторным заходкам. До начала планируемого месяца обычно готовится справка «О низшей удельной теплоте сгорания (зольности) угля по экскаваторным заходкам». Справка утверждается главным инженером и служит руководящим документом для контроля за качеством угля в течение месяца. Ответственным за соблюдение геолого – технологической карты является машинист экскаватора.
Груженые вагоны (по 11–14 штук) из забоев формируются на угле сборочной станции в маршруты в соответствии с действующим стандартом предприятия. Комплекс работ, связанный с формированием маршрутов, состоит из приема порожних составов, расформирования их на подачи (по 11–14 вагонов), направления порожних подач в забои, погрузки и транспортирования вагонов из разреза, расчета качества угля в маршруте, отбора при необходимости контрольных проб угля и производства химического анализа, расчета вариантов формирования маршрутов и отправки их потребителю.
Качество угля в маршруте определяется как средневзвешенная величина по соответствующим подачам. Качество угля в последних определяется как среднее по забою или по соответствующему отрабатываемому слою. С внедрением ЭВМ для управления процессом формирования маршрутов определение качества угля в подаче производится по показателям отрабатываемого слоя. Выход высокозольного угля в маршрутах можно сократить реально путем его усреднения на складах. При разработке проекта реконструкции разреза «Северный» рассматривался вариант усреднения 30% объема добываемого угля на усреднительно – погрузочном комплексе (УПК).
Использование ЦПТ, позволит:1 Изменить и упорядочить работу поточного конвейерного
транспорта для перемещения горных пород в технологическом потоке, совместно с цикличными буровзрывными работами и циклично действующими одноковшовыми экскаваторами, погрузчиками в забое, выемку и погрузку взорванной горной массы на конвейер.
2 Поднять производительность работы участка при использовании поточного конвейерного транспорта (возрастет в два раза по сравнению с существующим методом).
3 Значительно уменьшить транспортные расходы на автотранспорт, снизить энерго – и материалоемкость;
4 Улучшить экологическую обстановку разреза, благодаря герметичности транспортировки.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
214 215
ЛИТЕРАТУРА1 Запенин И. В., Гладких М. А. Метод расчета на АВМ
переходных режимов ленточных конвейеров со сложным профилем трассы. Сб. Шахтный и карьерный транс, - М.: Недра, 1975, с. 67–71.
2 Шахмейстер Л. Г., Дмитриев В. Г. Теория и расчёт ленточных конвейеров. – М.: Машиностроение, 1978, с. 296 – 305.
3 Рудничный транспорт и механизация вспомогательных работ / под общ. ред. Б. Ф. Братченко. М.: Недра, 1978. 423 с.
4 Евневич А. В. Транспортные машины и комплексы. М.: Недра, 1975. С. 89–90.
5 Реутов А. А. Моделирование приводов ленточных конвейеров. Брянск: Изд-во БГТУ, 2011. 152 с.
6 Давыдов С. Я. Новые решения по использованию лент общепромышленного назначения для перемещения насыпных материалов // Известия Уральского государственного горного университета. 2013. № 4. С. 59–71.
7 Фоменко Т. Г., Бутовецкий В. С., Погарцева Е. М. Технология обогащения углей: Справочное пособие. М.: Недра, 1985. – 367 с.
8 Москаленко Т. В. Методические указания по применению алгоритма управления качеством угля в процессе добычи (по данным детальной разведки): Препринт. Якутск: ЯФ Изд-во СО РАН, 2003. 23 с.
9 Москаленко Т. В., Михеев В. А. Повышение качества низкосортных углей: Препринт. Якутск: ЯФ Изд-во СО РАН, 2003. – 21 с.
10 Каренов Р. С. Моделирование и прогнозирование эффективности горного производства в рыночных условиях. – Караганда: ИПЦ «Профобразование», 2006. – 280 с.
11 Муканов Д. Индустриально-инновационное развитие Казахстана: потенциал и механизмы реализации. – Алматы: Дайк-Пресс, 2004. – 274 с.
12 Сайт « Богатырь Комир»
ЭКОЛОГИЧЕСКИЕ ПРОБЛЕМЫ РАЗВИТИЯ ПРОМЫШЛЕННОГО ПРОИЗВОДСТВА
ЖУМАГУЛОВА З. Б.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
На всех стадиях своего развития человек был тесно связан с окружающим миром. Но с тех пор как появилось высокоиндустриальное общество, опасное вмешательство человека в природу резко усилилось, расширился объём этого вмешательства, оно стало многообразнее и сейчас грозит стать глобальной опасностью для человечества. Расход невозобновляемых видов сырья повышается, все больше пахотных земель выбывает из экономики, так как на них строятся города и заводы. Человеку приходится все больше вмешиваться в хозяйство биосферы – той части нашей планеты, в которой существует жизнь. Биосфера Земли в настоящее время подвергается нарастающему антропогенному воздействию. При этом можно выделить несколько наиболее существенных процессов, любой из которых не улучшает экологическую ситуацию на планете. Наиболее масштабным и значительным является химическое загрязнение среды несвойственными ей веществами химической природы. Среди них – газообразные и аэрозольные загрязнители промышленно-бытового происхождения. Прогрессирует и накопление углекислого газа в атмосфере. Дальнейшее развитие этого процесса будет усиливать нежелательную тенденцию в сторону повышения среднегодовой температуры на планете. Вызывает тревогу у экологов и продолжающееся загрязнение Мирового океана нефтью и нефтепродуктами, достигшее уже почти половину его общей поверхности. Нефтяное загрязнение таких размеров может вызвать существенные нарушения газ – и водообмена между гидросферой и атмосферой. Не вызывает сомнений и значение химического загрязнения почвы пестицидами и ее повышенная кислотность, ведущая к распаду экосистемы. В целом все рассмотренные факторы, которым можно приписать загрязняющий эффект, оказывают заметное влияние на процессы, происходящие в биосфере. Развиваясь, человечество начинает использовать все новые виды ресурсов (атомную и геотермальную энергию, солнечную, гидроэнергию приливов и отливов, ветряную и другие нетрадиционные источники). Однако главную роль в обеспечении энергией всех отраслей экономики сегодня играют топливные ресурсы. Это четко отражает структура топливно-энергетического баланса.
«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
216 217
Основные источники загрязнения атмосферного воздуха территории нашей страны – машины и установки, использующие серосодержащие угли, нефть, газ.
Значительно загрязняют атмосферу автомобильный транс-порт, ТЭЦ, предприятия черной и цветной металлургии, нефтегазоперерабатывающей , химической и лесной промышленности. Большое количество вредных веществ в атмосферу поступает с выхлопными газами автомобилей, причем их доля в загрязнении воздуха постоянно растет; по некоторым оценкам в России – более 30 %, а в США – более 60 % от общего выброса загрязняющих веществ в атмосферу [1, с. 15].
С ростом промышленного производства, его индустриализации, средозащитные мероприятия, базирующиеся на нормативах ПДК и их производных, становятся недостаточными для снижения уже образовавшихся загрязнений. Поэтому естественно обращение к поиску укрупненных характеристик, которые, отражая реальное состояние сред, помогли бы выбору экологически и экономически оптимального варианта, а в загрязненных (нарушенных) условиях – определили очередность восстановительно-оздорови-тельных мероприятий.
С переходом на путь интенсивного развития экономики важная роль отводится системе экономических показателей, наделенных важнейшими функциями хозяйственной деятельности: плановой, учетной, оценочной, контрольной и стимулирующей. Как всякое системное образование, представляющее собой не произвольную совокупность, а взаимосвязанные элементы в определенной целостности, экономические показатели призваны выражать конечный результат с учетом всех фаз воспроизводственного процесса.
Одной из важных причин увеличения природоемкости экономики стал превышаю щий все допустимые нормативы износ оборудования. В базовых отраслях промышлен ности, транспорта износ оборудования, в том числе очистного, достигает 70–80 %. В условиях продолжающейся эксплуатации такого оборудования резко увеличивается вероятность экологических катастроф.
Типичной в этом отношении стала авария нефтепровода в арктическом районе Коми около Усинска. В результате на хрупкие экосистемы Севера вылилось – по различным оценкам – до 100 тыс.т нефти. Эта экологическая катастрофа стала одной из крупнейших в мире в 90-х гг., и она была вызвана крайней изношенностью
трубопровода. Авария получила мировую огласку, хотя по оценкам некоторых рос сийских специалистов она является одной из многих – просто другие удалось скрыть. Например, в том же регионе Коми в 1992 г., по данным межведомственной комиссии по экологической безопасности, произошло 890 аварий[1, с.1 8].
Колоссален экономический ущерб экологических катастроф. На сэкономленные в результате предотвращения аварий средства в течение нескольких лет можно было бы реконструировать топливно-энергетический комплекс, существенно снизить энергоемкость всей экономики.
Ущерб, наносимый природе при производстве и потреблении продукции, - результат нерационального природопользования. Возникла объективная необходимость установления взаимосвязей между результатами хозяйственной деятельности и показателями экологичности выпускаемой продукции, технологией ее производства. Это в соответствии с законодательством требует от трудовых коллективов дополнительных затрат, которые необходимо учитывать при планировании. На предприятии целесообразно разграничивать затраты на охрану окружающей среды, связанные с производством продукции и с доведением продукта до определенного уровня экологического качества, либо с заменой его другим, более экологичным.
Существует связь между качеством продукции и качеством окружающей среды: чем выше качество продукции (с учетом экологической оценки использования отходов и результатов природоохранной деятельности в процессе производства), тем выше качество окружающей среды.
Каким образом можно удовлетворить потребности общества в должном качестве окружающей среды? Преодолением негативных воздействий с помощью обоснованной системы норм и нормативов, с увязкой расчетных методов ПДВ, ПДС и средозащитных мероприятий; разумным (комплексным, экономичным) использованием природных ресурсов, отвечающим экологическим особенностям определенной территории; экологической ориентации хозяйственной деятельности, планирование и обоснование управленческих решений, выражающихся в прогрессивных направлениях взаимодействия природы и общества, экологической аттестации рабочих мест, технологии выпускаемой продукции.
Обоснование экологичности представляется неотъемлемой частью системы управления, влияющей на выбор приоритетов

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
218 219
в обеспечении народного хозяйства природными ресурсами и услугами в пределах намечаемых объемов потребления.
Различие производственных интересов и отраслевых заданий определяет особенности взглядов специалистов на проблему экологизации производств, применяемой и создаваемой техники и технологии.
Предпринимаются попытки на основе единого методического подхода, расчетом частных и обобщающих показателей выразить взаимосвязь натуральных и стоимостных характеристик в принятии экономически целесообразного и экологически обусловленного (приемлемого) решения. Приоритетность натуральных параметров, показателей отвечает потребностям ресурсообеспечения общественного производства. Стоимостные показатели должны отражать результативность усилий по снижению (или повышению) техногенной нагрузки на природу. С их помощью производится расчет экологического ущерба и оценивается эффективность мер по стабилизации режима природопользования [4, c. 56].
Надо сказать, что кроме этого принимаются и такие меры, как:– обеспечение организации производства нового, более
совершенного оборудования и аппаратуры для очистки промышленных выбросов в атмосферу от вредных газов, пыли, сажи и других веществ;
– проведение соответствующих научных исследований и опытно-конструкторской работ по созданию более совершенной аппаратуры и оборудования для защиты атмосферного воздуха от загрязнения промышленными выбросами;
– осуществление на предприятиях и организациях монтажа и наладки газоочистного и пылеулавливающего оборудования и аппаратуры;
– осуществление государственного контроля за работой газоочистных и пылеулавливающих установок на промышленных предприятиях.
Природно-промышленные системы в зависимости от принятых качественных и количественных параметров техно-логических процессов отличаются друг от друга по структуре, функционированию и характеру взаимодействия с природной средой. В действительности даже одинаковые по качественным и количественным параметрам технологических процессов природно-промышленные системы отличаются друг от друга неповторимостью экологических условий, что приводит к
различным взаимодействиям производства с окружающей его природной средой. Поэтому предметом исследования в инженерной экологии является взаимодействие технологических и природных процессов в природно-промышленных системах [5, с. 26].
В данной работе сделана попытка рассмотреть экологические проблемы при развитии промышленного производства и в частности энергетической отрасли, в том числе в области ограничения вредных выбросов, рационального пользования природными ресурсами, стоимостной оценки объектов окружающей среды и показателей состояния окружающей среды, национальных планов действий в области охраны окружающей среды и социальной политики.
Что же касается энергетики, то из изложенного в настоящей работе следует:
1) на внутреннем и мировом рынках в неограниченном количестве можно приобрести оборудование для удаления 80-90% токсичных энергетических выбросов или очистки мазута от серы. Энергетики располагают кадрами и строительно-монтажной базой для ввода в строй такого оборудования и его эксплуатации;
2) существующий уровень выплат за выбросы и система штрафов за превышение ПДВ не имеют научно-экономического обоснования и непрерывно меняются. По сути дела это дополнительный налог с не вполне ясным получателем, а это является серьезным препятствием для инвесторов;
3) замыкание эколого-инвестиционной проблемы внутри отрасли, в том числе и в энергетике, не более чем дань традиционному мышлению, включая управленческое. С прагматических позиций более рационально введение экологического налога с последующим инвестированием в те отрасли и технологии, где это даст значительное улучшение качества жизни.
Охрана природы – задача нашего века, проблема, ставшая социальной. Чтобы в корне улучшить положение, понадобятся целенаправленные и продуманные действия. Ответственная и действенная политика по отношению к окружающей среде будет возможна лишь в том случае, если мы накопим надёжные данные о современном состоянии среды, обоснованные знания о взаимодействии важных экологических факторов, если разработает новые методы уменьшения и предотвращения вреда, наносимого природе человеком.
ЛИТЕРАТУРА1 Журнал «Энергетик» №3 – № 8, 1998.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
220 221
2 Акимова Т. А., Хаскин В. В. Основы экоразвития. Учебное пособие. – М.: Издательство Российской экономической академии им. Г. В. Плеханова, 1994. – 312 с.
3 Голуб А. А., Струкова Е. Б. Экономические методы управления природопользованием. –М.: Наука, 1993. – 136 с.
4 Неверов А. В. Экономика природопользования. Учебн.пособие для вузов. –Минск: Высшая школа, 1990. –216 с.
5 Быстраков Ю. И., Колосов А. В. Экономика и экология. – М.: Агропромиздат, 1988. – 204 с.
ПРОБЛЕМЫ ЭКСПЛУАТАЦИИ КОТЛОВ ТИПА ДКВР В АСПЕКТЕ ПОВЫШЕНИЯ ЭНЕРГОЭФФЕКТИВНОСТИ
ЖУМАТАЕВ Н. Ш. магистрант, ПГУ имени С. Торайгырова, г. Павлодар
ЕСТАЕВ А. М.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
НИКИФОРОВ А. С.д.т.н., профессор, ПГУ имени С. Торайгырова, г. Павлодар
Анализ современного состояния инженерной инфраструктуры объектов малой энергетики показал, что большая часть котельного оборудования устарела и требует комплексной модернизации основных фондов, КПД которых колеблется в пределах до 60 %, а у некоторых среднестатистический коэффициент полезного использования энергии составляет не более 40 %, то есть около 40–60 % тепловой энергии, генерируемой в котельных, теряется с уходящими газами, в тепловых сетях, через ограждающие конструкции общественных и жилых зданий. Так, по данным [1] около 30 % тепловой энергии вырабатывается малыми котельными, мощностью менее 100 Гкал/час. Данные теплоисточники характеризуются высоким удельным расходом топлива, что приводит к перерасходу 645 300 тонн условного топлива в год или 1,75 млрд. тенге, а также к дополнительным выбросам в окружающую среду. Особенно это наблюдается в котлах малой теплопроизводительности, работающих на самотяге, где эффективность может быть еще ниже. В то же время информация по котельным установкам малой тепловой производительности субъективна, разрознена, требует систематизации и развития. Необходимо также пересмотреть основные параметры теплового
баланса, так как методика по определению некоторых составляющих теплового баланса, изложенная в нормативном методе теплового расчета котлов, морально устарела, характерна для котлов средней и большой теплопроизводительности.
В решении этой проблемы немалую роль играют теплоограждающие конструкции энергетических котлов и, в частности, котлов типа ДКВР, эксплуатируемых в ТОО «Богатырь Аксес Комир». Срок безаварийной работы теплоиспользующих агрегатов во многом определяется прочностью футеровки или обмуровки. Поэтому вопрос о повышении стойкости теплоограждающих конструкций остается одним из наиболее актуальных.
Требования снижения общих тепловых потерь с их поверхности, а также желание увеличить устойчивость и долговечность обмуровки теплоэнергетического оборудования приводит к созданию новых материалов, технологий и методик эксплуатации, отвечающих разнообразным требованиям. Но для этого необходимо глубокое знание и понимание явлений и процессов, происходящих в основных элементах агрегатов.
Наружные поверхности тепловых установок имеют температуру, отличную от температуры окружающей среды и это вызывает нежелательное рассеяние теплоты. Известно, что среди всех тепловых потерь котлов потери через обмуровку в окружающую среду являются наиболее неопределенными. Существующий метод определения этих потерь по нормативному графику имеет ряд недостатков, которые существенно искажают действительные значения. Нормативные графики не учитывают особенности конструкции тепловой изоляции и поверхностей нагрева, а также условий эксплуатации. Практика работы котельных агрегатов показала необходимость использования других методик.
Кроме того, действующие нормативные значения плотности теплового потока по Правилам технической эксплуатации составляют величину в 348 Вт/м2. Это значение не отвечает современным требованиям по энергосбережению. Особенно актуально этот вопрос звучит в условиях рыночной экономики, когда цены на энергоносители растут стремительными темпами. Но, даже ориентируясь на технически устаревшие нормы, можно с полной уверенностью утверждать, что реальные потери теплоты в окружающую среду значительно превышают нормативные данные. Главными причинами такого положения дел являются:

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
222 223
применение морально устаревших теплоизоляционных материалов, отставание с внедрением новых технологий и научных разработок по повышению эффективности эксплуатации тепловой изоляции с учетом режимов работы оборудования, слабая ремонтопригодность обмуровки, ошибки при проектировании конструкций изоляции без учета пиковых режимов эксплуатации котлов.
Частые пуски и остановы энергетических котлов приводят к нарушению температурного состояния обмуровки и значительным температурным градиентам. Следует заметить, что разогревы котельных агрегатов ведутся без контроля за изменением температуры обмуровки. Все это снижает эффективность тепловой изоляции и ресурс ее работы.
С целью снижения негативного влияния пусковых операций на тепловое состояние агрегата необходимо разработать метод контроля за температурами обмуровки и более рациональные с точки зрения температурных напряжений графики разогрева. Проведенный анализ по данному вопросу привел к следующим результатам:
– обмуровка имеет низкую теплопроводность и поэтому прогревается медленнее, чем металл. Пока топка еще не прогрета, материал обмуровки поглощает влагу из воздуха. Медленный прогрев необходим для того еще и для того, чтобы постепенно просушить обмуровку и не допустить вскипание влаги, вызывающее растрескивание кирпичей.
– контроль за режимом разогрева обмуровки предлагается осуществлять путем ввода термопар в кладку. Термопары следует устанавливать у края шамотного кирпича на его огневой стороне. Рабочие концы и отрезок термопары длиной не менее 100 мм укладываются в канавку глубиной 4-5 мм, проделанную в шамоте. Свободные концы термопар выводятся на холодную сторону обмуровки через стыки в кладке.
– минимизировать время разогрева обмуровки котла в прин-ципе не представляется возможным, так как режим пуска самого агрегата, составленный на основе инструкций завода-изготовителя и результатов испытаний, должен обеспечивать равномерный нагрев всех элементов котла.
– на основе разработанной методики были проведены расчеты с целью рационализации режима разогрева с позиции снижения термических напряжений. Расчеты показали, что существующие временные нормы по пуску парогенератора не позволяют разработать такой режим разогрева обмуровки, при
котором можно было бы исключить превышение предельных термических напряжений. Следовательно, необходимо работать в направлении снижения возникающих температурных напряжений и соответствующих им деформаций в кладке.
– вариантом рационализации режима разогрева является изменение самого характера разогрева обмуровки в существующих временных рамках (рисунок 1).
30
90
150
210 220 230
300
390
480
570
680
790
915
0
100
200
300
400
500
600
700
800
900
1000
0 20 40 60 80 100 120 140 160 180 200 220 240
Время, мин
Темп
ерат
ура,
ºС
Рисунок 1– Рекомендуемый график разогрева обмуровки котла
ЛИТЕРАТУРА1 Постановление Республика Казахстан от 30 апреля 2011
№ 473. Об утверждений Программы модернизаций жилищное коммунального хозяйства РК 2011–2020. – Астана, 2011. – с.25
ВЛИЯНИЕ ЧАСТОТЫ НА РАБОТУ ОБОРУДОВАНИЯ ТЕПЛОВОЙ ЭЛЕКТРИЧЕСКОЙ СТАНЦИИ
И РЕГУЛИРОВАНИЕ ЧАСТОТЫ
ИЛЬИН С. А.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
ПРИХОДЬКО Е. В.к.т.н., профессор, ПГУ имени С. Торайгырова, г. Павлодар
В энергетических системах в каждый данный момент времени должно вырабатываться такое количество электроэнергии, которое

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
224 225
необходимо для потребления в данный момент, так как невозможно создание запасов электрической энергии. Частота является одним из основных показателей качества электрической энергии. Отклонение частоты от нормальной ведет к нарушению режима работы тепловой электрической станции, что как правило, ведет к пережогу топлива, нарушению нормальной работы основного оборудования тепловой электрической станции, вплоть до его аварийного отключения от технологических защит.
Понижение частоты в системе ведет к снижению производительности механизмов на промышленных предприятиях и к снижению коэффициента полезного действия основных агрегатов электростанций. Повышение частоты ведет также к снижению коэффициента полезного действия агрегатов электростанций и к увеличению потерь в сетях. Все агрегаты, совершающие вращательное движение, рассчитываются таким образом, чтобы их наивысший коэффициента полезного действия имел место при одной вполне определенной скорости вращения, а именно при номинальной. Отклонения частоты переменного тока от номинального значения по-разному влияют на различные типы агрегатов, а также на различные приборы и аппараты, от которых зависит экономичность работы энергосистемы.
Механизмы и агрегаты потребителей электроэнергии по степени их зависимости от частоты можно разбить на пять групп. Первая группа – потребители, у которых изменение частоты не оказывает непосредственного влияния на развиваемую мощность. К ним относятся: осветительная нагрузка, дуговые электропечи, выпрямители и нагрузка, питаемая от них. Вторая группа – механизмы, мощность которых изменяется пропорционально первой степени частоты. К таким механизмам можно отнести: металлорежущие станки, шаровые мельницы, компрессоры. Третья группа - механизмы, мощность которых пропорциональна квадрату частоты. Это механизмы, момент сопротивления которых пропорционален частоте в первой степени. Механизмов с точно таким моментом сопротивления нет, однако ряд специальных механизмов имеет момент, приближающийся к данному. Четвертая группа - механизмы с вентиляторным моментом, мощность которых пропорциональна кубу частоты. К таким механизмам относятся вентиляторы и насосы при отсутствии или незначительной величине статического напора сопротивления. Пятая группа – механизмы, мощность которых зависит от частоты в более
высокой степени. К таким механизмам относятся насосы с большим статическим напором сопротивления (например, питательные насосы электростанций). Производительность последних четырех групп потребителей уменьшается с понижением частоты и увеличивается с повышением. Кроме того, с повышением частоты уменьшается крутящий момент асинхронного двигателя, что может привести к торможению и останову агрегата, если двигатель не имеет запаса мощности.
Паровая турбина и ее лопаточный аппарат конструируются таким образом, что при номинальной скорости вращения (частоте) и безударном входе пара обеспечивается максимально возможная мощность на валу. При этом уменьшение частоты вращения приводит к возникновению потерь на удар пара о лопатки с одновременным увеличением момента вращения, а увеличение частоты вращения – к уменьшению момента вращения и увеличению удара по тыльной стороне лопатки. Наиболее экономично турбина работает при номинальной частоте [1, с. 185].
Кроме того, работа при пониженной частоте приводит к ускоренному износу рабочих лопаток турбины и других ее деталей. Снижение же частоты более, чем на 1–2 Гц представляет серьезную опасность и может привести к полному расстройству работы энергосистемы. Это в первую очередь объясняется тем, что при понижении частоты сети снижается частота вращения электродвигателей, а значит и производительность механизмов, которые они вращают. Снижение частоты на 3–5 Гц приводит к уменьшению на 20–40 % подачи воды в конденсатор циркуляционными насосами. При таком снижении частоты питательные насосы почти полностью прекращают подачу воды в котел. Мощность станции резко падает, в системе возникает еще больший дефицит активной мощности. Таким образом, происходит лавинообразный процесс, получивший название «лавина частоты». Аварийное снижение частоты ликвидируется автоматикой ачр, в результате чего происходит отключение потребителей 2 и 3 категории ,а в случае тяжелых системных аварий потребителей 1 категории ,что может повлечь нарушение сложного технологического процесса производства предприятия и возникновения опасности для жизни человека в ряде случае [2].
Для обеспечения высокого качества электроэнергии, высокой надежности параллельной работы энергообъединения, а также поддержания заданных суммарных перетоков между

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
226 227
энергосистемами, каждая из энергосистем должна участвовать в регулировании режима по частоте и перетокам. Регулирование частоты и перетоков должно осуществляться совместным действием систем первичного, вторичного и третичного регулирования, а также персоналом оперативно-диспетчерского управления РЭК энергообъединения. Под общим первичным регулированием частоты понимается – регулирование, осуществляемое в меру имеющихся возможностей всеми электростанциями, в зависимости от характеристик регуляторов скорости турбин, заданных техническими правилами, при поддержке системами регулирования производительности котлов и реакторов и в соответствии с действующими нормативами. Общее первичное регулирование частоты имеет целью сохранение энергоснабжения потребителей и функционирования тепловой электрической станции при аварийных отклонениях частоты. То есть это максимальное значение первичной регулирующей мощности, которое может выдать турбоагрегат, тепловая электрическая станция, энергосистема при понижении либо повышении частоты. Резерв первичного регулирования расходуется при отклонении частоты и вновь восстанавливается при ее возврате к номинальному значению. Резерв первичного регулирования зависит от исходной мощности турбоагрегата и от регулировочных возможностей его автоматики и энергетического оборудования и находится в пределах диапазона автоматического регулирования энергоблока. Под вторичным регулированием понимается процесс изменения активной мощности специально выделенных для этой цели электростанций для компенсации возникшего небаланса мощности, ликвидации перегрузки транзитных связей, для восстановления частоты и заданных внешних перетоков, и как следствие восстановления резервов первичной регулирующей мощности, потраченных при действии первичного регулирования. Вторичное регулирование осуществляется, как правило автоматически, а в период отсутствия автоматизированных систем регулирования – оперативно по команде диспетчера энергосистемы соответствующего уровня управления. Под третичным регулированием понимается изменение мощности специально выделенных электростанций третичного регулирования в целях восстановления вторичного резерва по мере его исчерпания. Под третичной регулирующей мощностью понимается изменение мощности электростанций третичного регулирования на загрузку и на разгрузку.
В настоящее время в энергосистеме осуществляется автоматическое регулирование частоты. Целью автоматического регулирования частоты в энергосистемах в первую очередь является обеспечение экономичной работы тепловой электрической станции и энергосистем. Экономичность работы энергосистемы не может быть достигнута без поддержания нормального значения частоты и без наивыгоднейшего распределения нагрузки между параллельно работающими агрегатами и тепловой электрической станцией энергосистемы. Для регулирования частоты производят распределение нагрузки между несколькими параллельно работающими агрегатами тепловой электрической станцией. При этом, распределяют нагрузку между агрегатами таким образом, чтобы при незначительных изменениях нагрузки системы (до 5 - 10%) режим работы подавляющего числа агрегатов и станций не менялся. При переменном характере нагрузки наилучшим режимом будет такой, при котором основная часть агрегатов (станций) несет нагрузку, соответствующую условию равенства относительных приростов, а небольшие и непродолжительные колебания нагрузки покрываются за счет изменения нагрузки небольшой части агрегатов. При распределении нагрузки между параллельно работающими агрегатами стремятся к тому, чтобы все они работали в области наивысших коэффициентов полезного действия. В этом случае обеспечивается минимальный расход топлива.
Агрегаты, на которые возлагается задача покрывать все внеплановые изменения нагрузки, т. е. регулировать частоту в системе, должны удовлетворять следующим требованиям: иметь высокий коэффициент полезного действия, иметь пологую кривую зависимости коэффициента полезного действия. от нагрузки, т.е. сохранять высокий коэффициент полезного действия в большом диапазоне изменения нагрузки. При значительном изменении нагрузки системы (например, увеличении ее), когда вся система переходит на режим работы с большей величиной относительного прироста, регулирование частоты передается такой станции, у которой величина относительного прироста близка к таковой в системе.
Частотная станция имеет наибольший регулировочный диапазон в пределах своей установленной мощности. Условия регулирования получаются несложными для практического осуществления, если регулирование частоты может быть поручено одной станции. Еще более простое решение получается в тех случаях, когда регулирование может быть поручено одному агрегату. Число

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
228 229
оборотов турбин определяет частоту в энергосистеме, поэтому регулирование частоты осуществляется воздействием на регуляторы скорости турбин. Турбины, как правило, снабжаются центробежными регуляторами скорости. Наиболее подходящими для регулирования частоты являются конденсационные турбины нормальных параметров пара. Совершенно непригодными типами турбин для регулирования частоты являются турбины с противодавлением, так как их электрическая нагрузка полностью определяется потребителем пара и почти совершенно не зависит от частоты в системе. Возлагать задачу регулирования частоты на турбины с большими отборами пара нецелесообразно, так как у них, во-первых, весьма небольшой регулировочный диапазон, а, во-вторых, они неэкономичны для переменного режима нагрузки. Для поддержания необходимого регулировочного диапазона мощность станции, регулирующей частоту, должна быть не менее 8–10 % от нагрузки в системе, чтобы она располагала достаточным регулировочным диапазоном. Регулировочный диапазон тепловых электростанций не может равняться их установленной мощности. Поэтому мощность тепловой станции, регулирующей частоту, в зависимости от типов котлов и турбин должна в два-три раза превышать необходимый регулировочный диапазон. Кроме типа станции и характеристик оборудования на выбор регулирующей станции влияет ее место в электрической системе, а именно – электрическая удаленность от центра нагрузки. Если станция расположена в центре электрической нагрузки и связана с подстанциями и другими станциями системы мощными линиями электропередачи, то, как правило, увеличение нагрузки регулирующей станции не приводит к нарушению статической устойчивости. Наоборот, когда регулирующая станция расположена далеко от центра системы, то может возникнуть опасность нарушения устойчивости. В данном случае регулирование частоты должно сопровождаться контролем угла расхождения векторов электродвижущей силы системы и регулирующей станции или же контролем передаваемой мощности. Основные требования, предъявляемые к системам регулирования частоты, регламентируют: параметры и пределы регулирования, статическую и динамическую погрешность, скорость изменения нагрузки агрегатов, обеспечение устойчивости процесса регулирования, способность регулировать по заданному методу. Регуляторы должны быть просты по конструкции, надежны в эксплуатации и дешевы [3, с. 136].
ЛИТЕРАТУРА1 Павлов Г. М., Меркурьев Г. В. Автоматика энергосистем,
2001 г. 388 c.2 http://dororz.ru/ Назначение и общие принципы выполнения
автоматической частотной разгрузки.3 Филиппова Т.А. Энергетические режимы электрических
станций и электроэнергетических систем 2014 г 294 с.
АНАЛИЗ РАБОТЫ ТЕПЛОВОЙ ИЗОЛЯЦИИ ТЕПЛОВЫХ СЕТЕЙ Г. ПАВЛОДАР
КАБЖАНОВ Г. А.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
ПРИХОДЬКО Е. В.к.т.н., профессор, ПГУ имени С. Торайгырова, г. Павлодар
В целом, по Республике Казахстан протяженность тепловых сетей составляет 12 300 км, из них магистральных – 30 %. Свыше 24 % тепловых сетей находятся в ветхом состоянии, в некоторых регионах доля изношенных теплотрасс составляет более 50 %.
Удельная повреждаемость тепловых сетей по отдельным регионам колеблется от 1 до 10 повреждений на 1 км трубопровода ежегодно [1].
По показателям ТОО «Павлодарские тепловые сети» процент износа оборудования весьма внушительный: в Павлодаре на 1 января 2017 года он составил 75,45 % (на магистральных сетях – 76 %, на распределительных – 75 %). Суммарные тепловые потери в 2016 году составили 31,8 %, по областному центру составили 27,4 % от отпущенных в сеть 3282,1 тыс. Гкал теплоэнергии [2].
Тепловую изоляцию трубопроводов тепловых сетей, арматуры, фланцевых соединений, компенсаторов и опор труб применяют при всех способах прокладки независимо от температуры теплоносителя. Допускается при соответствующем технико-экономическом обосновании обратные трубопроводы водяных тепловых сетей при прокладке в непроходных каналах и» бесканальной прокладывать без тепловой изоляции. Выбор теплоизоляционных конструкций необходимо производить с учетом типов прокладки теплопроводов, расположения и условий эксплуатации изолированных объектов, а также условий монтажа тепловой изоляции. Теплоизоляционные конструкции характеризуются объемной массой основного

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
230 231
теплоизоляционного слоя, предельной температурой применения и коэффициентом теплопроводности, в зависимости от которого определяется толщина изоляции.
Теплопотери теплоизолированным трубопроводом при бесканальной прокладке в грунте, отнесенные к 1 м длины трубопровода, Вт/м, рассчитываются как теплопередача через многослойную цилиндрическую стенку [3]:
где tн – температура наружного воздуха, °С;Rгр – термическое сопротивление грунта, включая внешнее
термическое сопротивление от грунта к воздуху, °С/(Вт/м);λгр – теплопроводность грунта, Вт/(мºС);dн – наружный диаметр теплоизоляционной конструкции, м.α – коэффициент теплоотдачи от поверхности земли к воздуху,
Вт/(м°С);λ/ α – эквивалентная толщина слоя грунта, заменяющего внешнее
термическое сопротивление массива, м.Таким образом, и действительные потери тепловых сетей
во многом определяются коэффициентом теплопроводности. С учётом того, что на теплоизоляцию постоянно оказывают воздействие атмосферные осадки, ветер, излучение Солнца и др., свойства теплоизоляции со временем изменяются. Кроме этого, как правило, на теплопроводность теплоизоляции влияют механические деформации конструкции теплоизоляции.
Авторы [4] приводят данные по обследованию тепловых сетей сети г. Мариинска (Кемеровская область). Нерасчётные свойства изоляции, появившиеся в результате эксплуатации (увеличение коэффициента теплопроводности), в значительной степени влияющие на тепловые потери имеют место на 73 % длины рассматриваемых тепловых сетей.
В [5] приводятся данные об изменение коэффициента теплопроводности в зависимости от степени сжатия. Так, например, сжатие минеральной ваты на 50 % вызывает увеличение коэффициента теплопроводности с 0,09 Вт/(м·°С) до 0,12 Вт/(м °С), т.е. на 33 %, что в конечном итоге приводит к росту тепловых потерь в 1,26 раза.
Наибольшее негативное воздействие на бесперебойную работу тепловых сетей теплоснабжения создают такие факторы как: увлажнение теплоизоляционного слоя, высокая относительная влажность при прокладке в непроходных каналах, нарушение целостности и провисание тепловой изоляции [62]. Самой трудоемкой, но в то же время наиболее актуальной задачей является учет всех вышеперечисленных факторов при проведении теоретических исследований в данной области и расчетов тепловых линейных потерь, возникающих при эксплуатации таких трубопроводов. Выбор проектными организациями определенного вида теплоизоляционного материала так же зависит от его характерного поведения в таких условиях, значений плотности потока теплоты с их учетом, а так же проведения необходимого технико-экономического анализа, проведения строительства тепловых сетей с выбранным типом изоляции.
Так же возможно влияние разрушение конструкции теплоизоляции полное или частичное. Плотность теплового потока при частичном нарушении целостности изоляции определяется по формуле:
где q1, q2 – поверхностная плотность потока теплоты, Вт/м2;
L – длина дуги окружности, м.
Провисание теплоизоляции происходит при механическом воздействии (проведении работ вблизи рассматриваемого участка), а так же вследствие температурных деформаций, происходит уменьшение толщины теплоизоляционной конструкции под собственным весом в верхней части трубопровода и как следствие ее прирост (утолщение) в нижней точке. Соответственно, происходит незамедлительный рост потерь теплоты, особенно в верхней части трубы. Полученная толщина изоляции, приходящаяся на нижнюю часть, в два раза больше толщины изоляции в верхней части. Между трубой и нижней частью нарушенной изоляцией возникает воздушное пространство. Размер образованного пространства, по предложенной методике, равен половине толщины изоляции в нижней части и равен толщине верхней части. На рисунке 1 представлена упрощенная схема для решения соответствующей задачи.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
232 233
Рисунок 1 – Схема деформации теплоизоляции
Поток теплоты, пропущенный через верхний сегмент изоляционной конструкции, определяется следующим образом:
Проведённые исследования теплоизоляции тепловых сетей г. Павлодар показывают, что часть теплоизоляции находится в неудовлетворительном состоянии. На рисунке 2 представлены типичные разрушения теплоизоляции.
Рисунок 2 – Типичные разрушения теплоизоляции
Типичными нарушениями изоляции являются:– уплотнение теплоизоляции в верхней части и провисание в
нижней части (рисунок 1а);– частичное нарушение целостности в верхней части
трубопровода (рисунок 1б);– повсеместное отсутствие теплоизоляции в местах опор
трубопроводов (рисунок 1в).
В общем, количество теплоизоляции, не отвечающее требованиям на исследованных участках надземной тепловой сети можно оценить в 5–8 % общей протяжённости.
ЛИТЕРАТУРА1 Проблемы в секторе теплоснабжения и пути их решения
https://eenergy.media/2017/12/19/shajmerden-urazalinov-problemy-v-sektore-teplosnabzheniya-i-puti-ih-resheniya/
2 «Павлодарские тепловые сети»: начало больших преобразований. http://pavlodarenergo.kz/ru/press-czentr/company-news/pavlodarskie-teplovyie-seti-nachalo-bolshix-preobrazovanij.html
3 Правила техники безопасности при эксплуатации тепломеханического оборудования электростанций и сетей. M.: СПО ОРГРЭС, 1991.
4 Первовский Ю.А., Анподистов О.В. Гидравлический расчет в тепловых сетях // Новости теплоснабжения. – № 01, 2004. – С. 23–28.
5 Кинжибекова А.К. Зависимость тепловых потерь котла БКЗ–75–39 от теплофизических и конструктивных параметров футеровки // Тезисы докл. VIII Всероссийской конференции молодых ученых. - Новосибирск, 2004. – 183 с.
СИСТЕМЫ КАБЕЛЬНОГО ОБОГРЕВА ДЛЯ СМАРТ СИТИ
КАЙДАР А. Б. м.т.н.
КАЙДАР М. Б. менеджер аутсорсинга, АО «КазТрансГаз»
ШАПКЕНОВ Б. К., МАРКОВСКИЙ В. П.профессора, ПГУ имени С. Торайгырова, г. Павлодар
Смарт Сити («Умный город») – проект электронного города. Ключевые характеристики умного города – комфортность, безопасность, эффективность и экологичность. Как известно, на примере нашего города планируется запустить в пилотном режиме проект по внедрению концепции «Смарт Сити». По этому вопросу аким города Аксу Николай Дычко (рисунок 1) уже не раз встречался с южнокорейскими инвесторами [1].
Презентация проекта SmartСityAksu (руководитель проекта Ким Чонг О) состоялась 16 мая 2018 г. в Аксу. По словам директора компании «BFGroup», разработавшей аналогичный проект для

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
234 235
Павлодара, а также приложение «Умный дом», Сергея Голышева, аксусцы смогут получить услуги от девяти госорганов – местной полиции, отделов жилищной инспекции, земельных отношений, внутренней политики, занятости и социальных программ, культуры и спорта, жилищно-коммунальное хозяйства и образования. В скором времени к проекту подключатся все городские службы [1].
Рисунок 1 – Презентация проекта SmartСityAksu руководителем проекта Ким Чонг О) акиму города Аксу Николаю Дычко
Одной из составляющих Smart Сity является применение э л е к т р о о б о г р е в а п о м е щ е н и й г р е ю щ и м и к а б е л я м и [2, с. 214–219]. Рабочей группой были рассмотрены различные варианты электрообогрева, один из которых приведен в этой статье. Автоматика позволяет создать комфортные условия без вмешательства человека и при этом экономит ресурсы. Теплый пол в доме управляется при помощи контроллера типа Zelio. На входы контроллера подаются сигналы от 4-х датчиков температуры помещения, контроллер имеет кнопку выключения/включения для ручного режима управления, например, на время отъезда в отпуск.
Датчики температуры находятся в каждом отапливаемом помещении, которые установлены примерно на высоте 0,5 м над уровнем пола. В схеме на рисунке они указаны как «Датчик температуры пола № 1, № 2, № 3, №4».
На рисунке 2 показана схема управления, теплым полом [3, с. 75–78].
Рисунок 2 – Схема управления теплым полом.
На рисунке 3 приведены функциональные входы и выходы контроллера.
Рисунок 3 – Цифровые входы и выходы
На рисунке 4 показаны все элементы, используемые в контроллере [4, 79–84]. В01, В04, В05, В06 - сравнительные элементы, В02 – установленное значение температуры, например, 21 градус. В20 - таймер периодической работы обогревателя. График работы таймера приведен на рисунке 5.
Рисунок 4 – Контрольные функции

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
236 237
Рисунок 5 – Функции вкл/выкл установленного таймера
Анализ данного графика работы показывает что «теплый пол» будет включен в будние дни с 6:00 часов утра до 9:00 часов утра, а также с 17:00 часов вечера до 23:30часов. В выходные дни работа системы «теплый пол» с 9:00 часов утра до 23:50 часов ночи.
Описание работы контроллера. На датчиках температуры (ДТ) устанавливается температура, превышающая желаемую температуру, например, на 1 градус, то есть 22 ºС что показано на рисунке 6.
Рисунок 6 – Установка значений ДТ
Так как все датчики запрограммированы на температуру 22 градуса, при температурах, превышающих установленное желаемое значение в сравнительном элементе В02, то на выходе контроллера сигнал Off, то есть, обогреватель не включается (Рисунок - 7)
Рисунок 7– Работа обогревателя
Рисунок 8 – Установка значений ДТ
Если введем новое значение для датчиков температуры, например, 20ºС, то это значение меньше чем температура, устанавливаемая в сравнительном элементе. На выходе после сравнения значений появляется сигнал On, т.е. включение обогревателя (Рисунок – 9).

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
238 239
Рисунок 9 – Работа обогревателя
Таким образом, разработанная программа управления контроллера Zelio Soft показала себя работоспособной.
ВыводыГлавным преимуществом кабельных систем является
относительно малое сечение кабелей, благодаря чему добавление таких систем мало увеличивает габариты конструкций, в которые они устанавливаются. Кроме того, энергия в такие системы подаётся также с помощью относительно тонких кабелей, которые легко монтируются, в результате их монтаж проще, чем систем на основе горячей воды. Потери энергии в таких системах значительно меньше, чем в системах с горячей водой, поскольку подводящие кабели выполняются с низким сопротивлением и потери на нагрев в них ничтожны, в то время как горячая вода более заметно охлаждается при передаче.
Слабым местом кабельных систем является электробезопасность. При их монтаже необходимо соблюдать серьезные меры предосторожности и обеспечивать правильное подключение всех компонентов (включая заземление), правильную укладку и защиту кабелей от механических повреждений.
Также нагревательные кабели в ряде случаев могут перегреваться и выходить из строя или провоцировать пожар. Особенно этот недостаток присущ резистивным кабелям. Поэтому укладка кабеля должна обеспечивать ему достаточное охлаждение, предотвращать перехлест отрезков кабеля, чтобы даже в крайних случаях перегрев был невозможен. Системы на основе исправного саморегулирующегося
кабеля лишены такого недостатка, поскольку в месте пересечения им не грозит зональный перегрев: их греющие элементы снижают выделяемую мощность и исключают угрозу перегрева. Однако нужно понимать, что саморегулирующийся кабель может иметь скрытые дефекты, изменяющие свойства его материалов, в результате полностью исключить угрозу перегрева невозможно и поэтому при укладке любого кабеля необходимо заботиться об охлаждении. Для сравнения, системы на основе горячей воды лишены такого недостатка, поскольку их трубопроводы не могут нагреваться выше температуры сетевой воды.
ЛИТЕРАТУРА1 Смарт-Аксу: Работы продолжаются [Электронный ресурс] /
Режим доступа : http://aksu.pavlodar.gov.kz/?lang=ru&act=news&event=1105&prm=%5B%5D 2 мая 2018 г.
2 Шапкенов Б. К., Марковский В.П., Кайдар А.Б. «Инновационные методы электрообогрева в промышленности». Материалы международной научно-практической конференции «YII чтения Машхур-Жусипа», Павлодар, 2010, 2 т., с. 214–219. 6 с.
3 Шапкенов Б.К., Кайдар А.Б. Бифункциональные системы промышленной и бытовой автоматики. Материалы международной научно-практической конферении «Индустриально-инновационное развитие на современном этапе: состояние и перспективы». Павлодар, 2009 г. с. 75–78./4с.
4 Шапкенов Б.К. Электрообогрев Технологического оборудования на проекте «Тенгизшевройл» Материалы международной научно-практической конферении «Индустриально-инновационное развитие на современном этапе: состояние и перспективы». Павлодар, т. 1, 2009 г. с. 79–84./6 с.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
240 241
КОНТРОЛЬ ПРОТЕЧКИ ВОДЫ ДЛЯ СМАРТ HOME
КАЙДАР А. Б. м.т.н.
КАЙДАР М. Б.менеджер аутсорсинга АО «КазТрансГаз»
ШАПКЕНОВ Б. К., МАРКОВСКИЙ В. П. профессора, ПГУ имени С. Торайгырова, г. Павлодар
АКАЕВ А. М.доктор PhD, доцент,
Восточно-Казахстанский государственный технический университет имени Д. Серикбаева, г. Усть-Каменогорск
Одной из востребованных функций системы домашней автоматизации является контроль протечки воды [1]. Протечка воды – самая распространенная авария в жилом здании. По статистике страховых компаний, проблема залива квартиры занимает первое место по частоте среди всех страховых случаев при страховании имущества. Причинами потопов в квартирах и частных домах наиболее часто являются: некачественная или ветхая гибкая подводка; некачественная или ветхая сантехника, а также бытовая техника (стиральная машина, посудомоечная машина, фильтр для очистки воды, водосчетчик, водонагреватель и т.д.); неполадки в санитарной и бытовой технике, а также их неправильное соединение с водопроводом; человеческий фактор (пожилые родственники, дети, уставший человек).
Чаще всего случаются протечки: в стояках, под ванной или душевой кабиной, раковиной, под батареями отопления, около стиральной машины и др.
Для контроля протечек применяются специальные датчики протечки воды, которые размещаются в местах потенциальных протечек. В случае обнаружения протечки датчик передает сигнал контроллеру, который предпримет меры, на которые он запрограммирован. Контроллер может оповестить о проблеме по смс, или подать сигнал на перекрытие водоснабжения.
Для решения проблемы защиты от протечек воды существуют специализированные системы защиты [2, с. 75–78]. В таких системах существует блок автоматики, датчики утечки воды и электромагнитные клапаны. Если вдруг произошла авария, блок автоматики формирует сигнал, подаваемый на электромагнитный клапан, и клапан перекрывает доступ воды в ту квартиру или
комнату, где была зафиксирована авария. Датчики протечки воды, устанавливаются в возможных местах протекания, такие как: стиральная машина, раковина, ванная и т.д.
На рисунке 1 показаны типовая схема установки системы защиты от протечек воды входят следующие основные узлы: – датчики утечки воды; блок автоматики – контролер; электромагнитные клапаны.
Рисунок 1 – Типовая система защиты от протечек воды
На рисунке 2 – показан план установки, системы контроля протечки воды. В систему контроля протечки воды входят 7 датчиков определения протечки воды, а также контроллер. Также на рисунке указан план расположения всего оборудования этой системы.
Рисунок 2 – План дома с расположением датчиков протечки воды
Контроль протечки воды в доме управляется при помощи

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
242 243
контроллера типа Zelio. На входы контроллера подаются сигналы от 7-ми датчиков обнаружения протечки воды, контроллер работает все время, т.е. нет никаких временных и сезонных ограничении. Датчики обнаружения протечки воды находятся в помещениях, которые подвергаются опасности затопления, такие как кухня и ванная комната. Они также устанавливаются непосредственно в поле. В схеме на рисунке 3 они указаны как «Датчик обнаружения протечки воды № 1, № 2, № 3, № 4, № 5, № 6, № 7».
Рисунок 3 – Схема управления
На рисунке 4 показана схема управления, теплым полом. Контроллер также питается от источника бесперебойного питания ИБП.
Рисунок 4 – Схема расположения устройств, контроля протечки воды
На рисунке 5 приведены функциональные входы и выходы контроллера управления протечки воды.
Рисунок 5 - Физические входы и выходы контроллера протечки воды
На рисунке 6 показаны элементы, используемые в контроллере. В36, В51 – таймеры для контроля выполнения отключении/включении клапанов с горячей и холодной водой, через моторных перекрывателей клапанов.
Рисунок 6 – Функции конфигурации
Система управления контроллером протечки воды дома работает следующим образом (Рисунки 7 – 8).
Рисунки 7 показывает, что датчик №1 выдал сигнал о протечке воды, как видно на правой стороне схемы выполняется выключение клапанов с горячей и холодной водой.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
244 245
Рисунок 7 – ДПВ 1 – есть сигнал о протечке
Рисунки 8 – показывает, устранение проблемы, так как датчик №1 выдал отрицательный сигнал, после чего схема управления контролем протечки воды выполняет включение клапанов с горячей и холодной водой.
Рисунок 8 – Подача ДПВ сигнала об устранении проблемы протечки воды
Блок формирования сигнала управления электромагнитным клапаном подает сигнал на закрытие клапана в случае, наличия протечки воды, так как управляющий вход клапана подключен непосредственно к датчику. Для подачи такого сигнала управления используются два отдельных провода. Датчик используется
совместно с блоком контроллера, то есть подача сигнала управления на электромагнитный клапан производится от блока контроллера.
Вывод. Система защиты от протечек воды обеспечивает защиту квартир от затопления при авариях в системе водоснабжения, отопления путем автоматического отключения подачи воды в квартиру от магистрального трубопровода. Система может обеспечивать управление большим количеством шаровых кранов. Предусмотрена возможность интеграции в систему умный дом, пожарную или охранную сигнализацию, диспетчерские службы. В ряде версий предусмотрено оповещение по телефону. Использование системы защиты от протечек воды позволит предотвратить ущерб от затопления квартиры.
ЛИТЕРАТУРА1 Смарт-Аксу: Работы продолжаются [Электронный ресурс] /
Режим доступа : http://aksu.pavlodar.gov.kz/?lang=ru&act=news&event=1105&prm=%5B%5D 2 мая 2018 г.
2 Шапкенов Б. К., Кайдар А. Б. Бифункциональные системы промышленной и бытовой автоматики. Материалы международной научно-практической конференции «Индустриально-инновационное развитие на современном этапе: состояние и перспективы».Павлодар, 2009 г. с. 75–78.
ЗАЩИТА ЭЛЕКТРОУСТАНОВОК ОТ ИМПУЛЬСНЫХ ГРОЗОВЫХ И КОММУТАЦИОННЫХ ПЕРЕНАПРЯЖЕНИЙ
КАЙДАР А. Б. м.т.н.
КАЙДАР М. Б. менеджер аутсорсинга, АО «КазТрансГаз»
ШАПКЕНОВ Б. К., МАРКОВСКИЙ В. П. профессора, ПГУ имени С. Торайгырова, г. Павлодар
АХМЕТОВ Т. М.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
Наиболее сложная схема системы защиты должна выстраиваться для объектов, которые находятся на открытой местности и имеют в своем составе высоко расположенные элементы конструкции. К таким объектам можно отнести коттеджи в сельской местности, промышленные объекты с высокими трубами, объекты связи с

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
246 247
антенно-мачтовыми сооружениями (АМС) и т.п., в которые с большой степенью вероятности может ударить молния, а также объекты, имеющие воздушные вводы электропитания.
В том случае, когда необходимо, например, защитить здание, расположенное в населенном пункте городского типа, вопрос решается несколько проще. В городских условиях удар молнии наиболее вероятен в трубы промышленных предприятий, линии электропередач, телевизионную вышку или отдельные наиболее высокие здания (особенно если на них установлены антенно-мачтовые сооружения базовых станций сотовой связи).
Токи молний могут воздействовать на объект прямым способом при попадании молнии в его систему молниезащиты или находящиеся в непосредственной близости сооружения, предметы или деревья. Но наиболее частыми являются случаи вторичных воздействий при ударе молнии в удаленные объекты (линии электропередач, подстанции и т.п.), связанные какими-либо коммуникациями с защищаемым объектом, или при межоблачных разрядах, вызывающих возникновение импульсных токов больших величин в металлических элементах конструкций и коммуникациях. Основные пути заноса перенапряжений для объектов различного типа показаны на рисунок 1.
Железобетонные конструкции зданий, выполняющие функцию естественного заземляющего устройства и имеющие электрическое соединение с системой выравнивания потенциалов, достаточно хорошо экранируют находящуюся внутри технику от электромагнитных воздействий (клеть Фарадея), отводя большую опасную часть тока молнии при прямом попадании в объект на землю (рисунок 2).
Электромагнитные поля внутри объекта с точки зрения интенсивности прямого и непрямого воздействия молнии на электрооборудование делятся согласно международному стандарту IЕС 61312-1 [1] на зоны молниезащиты.
Зона 0А: Зона внешней среды объекта, все точки которой могут подвергаться воздействию прямого удара молнии (иметь непосредственный контакт с каналом молнии) и возникающего при этом электромагнитного поля.
Зона 0В: Зона внешней среды объекта, точки которой не подвергаются воздействию прямого удара молнии (ПУМ), так как находятся в пространстве, защищенном системой внешней молниезащиты. Однако в данной зоне имеется воздействие неослабленного электромагнитного поля.
Зона 1: Внутренняя зона объекта, точки которой не подвергаются воздействию прямого удара молнии. В этой зоне токи во всех токопроводящих частях имеют значительно меньшее значение по сравнению с зонами 0А и 0В. Электромагнитное поле также снижено по сравнению с зонами 0А и 0В за счет экранирующих свойств строительных конструкций.
Последующие зоны (Зона 2, и т.д.). Если требуется дальнейшее снижение разрядных токов или электромагнитного поля в местах размещения чувствительного оборудования, то необходимо проектировать так называемые последующие зоны. Критерий для этих зон определяется соответственно общими требованиями по ограничению внешних воздействий, влияющих на защищаемую систему. Имеет место общее правило, по которому с увеличением номера защитной зоны уменьшаются влияние электромагнитного поля и грозового тока. На границах раздела отдельных зон необходимо обеспечить защитное последовательное соединение всех металлических частей, с обеспечением их периодического контроля.
На рисунке 3 приводится пример разделения защищаемого объекта на несколько зон. Кабели электропитания, связи и другие металлические коммуникации должны входить в защитную Зону 1 в одной точке и своими экранными оболочками или металлическими частями подключаться к главной заземляющей шине на границе раздела Зон 0А- 0В и Зоны 1.
Описанное выше разделение объекта на условные зоны позволяет на практике эффективно решать вопросы защиты электропитающих сетей до 1000 В, а также линий связи, передачи данных, компьютерных сетей и других коммуникаций, входящих в объект, с помощью применения различного типа устройств защиты

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
248 249
от импульсных перенапряжений (или так называемой внутренней системой молниезащиты).
Для гарантированной защиты объекта от перенапряжений, возникающих при стекании токов молнии на заземляющее устройство или при «приходе» волны перенапряжения по питающей сети (в случае далекого удара молнии), «Зоновой концепцией защиты предусмотрена трехступенчатая схема включения защитных устройств.
Исходя из оценки риска прямого удара молнии или наводок от удаленного разряда, необходимо выбирать тип применяемых защитных устройств и схему их установки. Необходимость защиты от грозовых перенапряжений зависит от следующих факторов:
– Интенсивности ударов молнии в данном месте (среднее годовое количество ударов молнии на 1 км2 за год). Данное значение можно получить, используя карты грозовой активности по регионам. Но при этом полученный параметр будет весьма приблизительным.
– Уязвимости самой электроустановки. Например, подземные системы электропитания по вполне понятным причинам считаются менее уязвимыми, чем воздушные.
– Стоимости оборудования, подключенного к защищаемой электроустановке, что может стать важным критерием для усложнения схемы защиты и наоборот.
При выборе защитных устройств на разрядниках или оксидно-цинковых варисторах необходимо обращать внимание на следующие параметры:
1 Номинальное рабочее напряжение . Это номинальное действующее напряжение сети, для работы в которой предназначено защитное устройство.
2 Наибольшее длительно допустимое рабочее напряжение защитного устройства (максимальное рабочее напряжение). Это наибольшее действующее значение напряжения переменного тока, которое может быть длительно (в течение всего срока службы) приложено к выводам защитного устройства.
3 Классификационное напряжение (Параметр для варисторных ограничителей перенапряжений). Это действующее значение напряжения промышленной частоты, которое прикладывается к варисторному ограничителю для получения классификационного тока (обычно значение классификационного тока принимается равным 1,0 мА).
4 Импульсный ток ( ). Этот ток определяется пиковым значением испытательного импульса длительностью
10/350 мкс и зарядом Q. Применяется для испытаний защитных устройств класса I.
5 Номинальный импульсный разрядный ток . Это пиковое значение испытательного импульса тока формы 8/20 мкс, проходящего через защитное устройство. Ток данной величины защитное устройство может выдерживать многократно. Используется для испытания устройства защиты от импульсных перенапряжений (УЗИП) класса II. При воздействии данного импульса определяется уровень защиты устройства. По этому параметру также производится координация других характеристик УЗИП, а также норм и методов его испытаний.
6 Максимальный импульсный разрядный ток . Это пиковое значение испытательного импульса тока формы 8/20 мкс, который защитное устройство может пропустить один раз и не выйти из строя. Используется для испытания УЗИП класса II.
7 Сопровождающий ток (параметр для УЗИП на базе разрядников). Это ток, который протекает через разрядник после окончания импульса перенапряжения и поддерживается самим источником тока, т.е. электроэнергетической системой. Фактически значение этого тока стремится к расчетному току короткого замыкания (в точке установки разрядника для данной конкретной электроустановки). Поэтому для установки в цепи «L-N; L-PE» нельзя применять газонаполненные (и другие) разрядники со значением
равным 100 – 400 А. В результате длительного воздействия сопровождающего тока они будут повреждены и могут вызвать пожар. Для установки в данную цепь необходимо применять разрядники со значением , превышающим расчетный ток короткого замыкания, т.е. желательно величиной от 2 – 3-х кА и выше.
8 Уровень защиты . Это максимальное значение падения напряжения на защитном устройстве при протекании через него импульсного тока разряда. Параметр характеризует способность устройства ограничивать появляющиеся на его клеммах перенапряжения. Обычно определяется при протекании номинального импульсного разрядного тока .
9 Время срабатывания. Для оксидно-цинковых варисторов его значение обычно не превышает 25 нс. Для разрядников разной конструкции время срабатывания может находиться в пределах от 100 наносекунд до нескольких микросекунд.
Существует ряд других параметров, которые тоже учитываются при выборе устройств защиты от перенапряжения: ток утечки (для

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
250 251
варисторов), максимальная энергия, выделяемая на варисторе, ток срабатывания предохранителей (для защитных устройств со встроенными предохранителями).
Система внутренней молниезащиты для электропитающей сети до 1000 В, состоящая из разного типа устройств защиты от импульсных перенапряжений, должна быть способна осуществить отвод грозовых токов или их большей части без повреждения самих защитных устройств. Для определения величины тока, проходящего через УЗИП первой ступени защиты в случае прямого удара молнии в здание, защищённое системой внешней молниезащиты, рекомендуется исходить из конфигурации системы заземления и уравнивания потенциалов здания, а также подведенных к нему коммуникаций (трубопроводов, электропитающих кабелей, кабелей связи и передачи информации и др.). На рисунке 4 приводится классический пример распределения грозового тока в объекте, подвергнутом прямому удару молнии (МЭК 61024–1–1; МЭК 61643–12) [2].
Для определения распределения токов между металлическими элементами конструкции здания при попадании молнии в систему внешней молниезащиты, необходимо рассчитать сопротивления заземляющих устройств, трубопроводов, электропитающего ввода, ввода кабелей связи и т.п.
Расчет необходимо производить исходя из максимального значения грозового тока (10/350 мкс) в зависимости от уровня защиты объекта от прямого удара молнии [3, с. 75–80}. Далее, определить для каждого провода системы электропитания значение импульсного тока формы (10/350 мкс), который может в нем протекать и который должно гарантированно отвести защитное устройство класса I. После этого выбрать защитное устройство с некоторым запасом
(20–30 %), учитывая возможную неравномерность растекания токов по различным проводникам [4, с. 150].
В случае изменения исходных данных, т.е. числа вводов в объект, типа системы электропитания, количества проводов в кабеле и т.д., итоговые значения также могут существенно измениться. При этом изменения могут произойти как в сторону уменьшения импульсных токов, так и в сторону их возрастания. В случае применения экранированных кабелей большая часть токов растекается через экранные оболочки, что лишний раз подтверждает необходимость применения данных кабелей на объектах с повышенными требованиями к защищенности от удара молнии.
Приведенные выше заключения истинны для объектов, оборудованных системой внешней молниезащиты и имеющих кабельный подземный ввод электропитания. Ситуация может серьезно усложниться в случае наличия воздушного ввода электропитания. Элементарный расчет показывает, что при прямом попадании молнии с током = 200 kA (10/350 мкс) и при условии его равномерного распределения по четырем проводам системы TN-C, импульсные токи в каждом проводе будут иметь значения около 50 кА. Стекание этих токов на землю будет осуществляться в две стороны: через оборудование низковольтной стороны под станции и элементы электроустановки объекта в примерном соотношении 1:1 [5, с. 68]. Таким образом, в каждом проводе на вводе электропитающей установки объекта мы будем иметь ток величиной 25 кА (10/350 мкс). Если предположить, что равномерного растекания токов по какой-то причине не произошло, то это значение может возрасти до 45–50 кА и более.
На объекте, особенно при наличии внешней молниезащиты, должна быть хорошая, грамотно сделанная система заземления. Она минимизирует занос тока молнии на главную заземляющую шину (ГЗШ) и, соответственно, к оборудованию. В здании должна быть система уравнивания потенциалов, не позволяющая возникать большой разности потенциалов между отдельными частями конструкции здания и оборудованием.
Важно отметить, что оба эти мероприятия защищают от поражения электрическим током не только оборудование, но и людей. Грамотная прокладка и экранирование проводов и кабелей значительно уменьшает вредное воздействие перенапряжений на оборудование. Исходя из анализа электромагнитной обстановки следует перейти к оценке возможных рисков и оценить необходимость

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
252 253
применения устройств защиты от импульсных перенапряжений (УЗИП) или ограничителей перенапряжений (ОПН).
ЛИТЕРАТУРА1 IEC-61024-1-1 (1993-09): «Молниезащита строительных
конструкций. Часть 1. Основные принципы. Руководство А: Выбор уровней защиты для молниезащитных систем». [Электронный ресурс] / Режим доступа: www.energo-montage.ru ›
2 Межгосударственный стандарт. ГОСТ IЕС 61643-11-2013. Устройства защиты от перенапряжений низковольтные. Часть 11. Устройства защиты от перенапряжений, подсоединенные к низковольтным системам распределения электроэнергии. Требования и методы испытаний. [Электронный ресурс] / Режим доступа: https://online.zakon.kz/Document/?doc_id=35513700
3 Кислов А. П., Шапкенов Б. К., Кайдар М. Б., Кайдар А. Б. Вопросы нормализации показателей качества электроэнергии Материалы международной научной конференции молодых ученых, магистрантов, студентов и школьников «ХVІII Сатпаевские чтения». – Павлодар: ПГУ им. С. Торайгырова, 2018 г., Том19, С. 75-80.
4 Повышение эффективности электроснабжения городских электрических сетей: Монография / Б. К. Шапкенов, А. Б. Кайдар, А. П. Кислов, В. П. Марковский, М. Б. Кайдар. – Павлодар : Кереку, 2016. – 153 с. ISBN978-601-238-674-5.
5 Шапкенов Б. К., Кайдар А. Б., Кайдар М. Б. Оптимизация параметров и режимов работы городских электрических сетей: монография / Б. К. Шапкенов, А. Б. Кайдар, М. Б. Кайдар. – Алматы: Эверо, 2016. – 176 с. ISBN 978-601-310-762-2.
УСТРОЙСТВА ЗАЩИТЫ ОТ ПЕРЕНАПРЯЖЕНИЙ
КАЙДАР А. Б. м.т.н.
КАЙДАР М. Б. менеджер аутсорсинга, АО «КазТрансГаз»
ШАПКЕНОВ Б. К., МАРКОВСКИЙ В. П., КИСЛОВ А. П.профессора, ПГУ имени С. Торайгырова, г. Павлоадр
ҚОНЫСБЕК Қ. Б. магистрант, ПГУ имени С. Торайгырова, г. Павлоадр
Для того чтобы надежно защитить любой объект от воздействия любого вида перенапряжений, в первую очередь необходимо создать эффективную систему заземления и уравнивания потенциалов. При этом желателен переход на системы электропитания TN-S или TN-CS с разделенными нулевым и защитным проводниками. Этот переход важен не только с точки зрения защиты от импульсных перенапряжений, но и для повышения уровня электробезопасности обслуживающего персонала. Следующим шагом должна стать установка защитных устройств.
Существуют две основных схемы включения защитных устройств в электропитающую линию (рисунок 1).
Схема (а) предназначена, в первую очередь, для защиты от синфазных (продольных) перенапряжений (провод – земля), схема (б), соответственно, от противофазных (поперечных) перенапряжений (провод - провод). Полученные в целой серии экспериментов данные, а также результаты статистических исследований, проводимых фирмами – производителями защитных устройств, показали, что более высокую опасность для защищаемого оборудования представляют собой противофазные (поперечные) перенапряжения (на клеммах электроприемников L/N), по сравнению с продольными перенапряжениями (на клеммах электроприемников L/PE и N/PE). При проектировании различных ступеней защиты возможно комбинирование этих схем.
Схема подключения защитных устройств для сети типа TN-S приведена на рисунке 2. Устройства защиты от перенапряжений (УЗИП) I, II и III классов включаются между фазными проводниками (L1, L2, L3) и нулевым рабочим проводником (N) для ограничения противофазных перенапряжений (провод – провод). Для ограничения синфазных перенапряжений (провод-земля) в каждой ступени

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
254 255
защиты между проводниками N и PE устанавливается разрядник соответствующего класса защиты.
Одним из преимуществ данной схемы является то, что разрядники в цепи N – PE позволяют обеспечить гальваническую развязку этих проводников, а следовательно, и лучшую помехозащищенность оборудования связи или обработки информации. Известно, что нулевой рабочий проводник практически всегда находится под каким-то потенциалом (от единиц до десятков вольт), зависящим от симметричности распределения нагрузки по фазам. Так же при работе импульсных нагрузок (например, импульсных выпрямителей с преобразованием частоты) в нулевом рабочем проводнике появляются высшие гармоники рабочей частоты сети 50 Гц. Все эти помехи могут приводить к ошибкам и сбоям в работе сверхчувствительных нагрузок через цепи заземления и уравнивания потенциалов, т.е. через PE проводники. Применение системы электропитания типа TN-S с разрядниками в цепи N – PE позволяет свести эти влияния к минимуму.
В некоторых случаях возможно также применение устройств защиты в соответствии со схемой, приведенной на рисунке 3.
В данном случае УЗИП классов I и II включаются между токоведущими проводниками (L1, L2, L3, N) и нулевым защитным проводником (PE) для ограничения синфазных перенапряжений (провод-земля). УЗИП класса III включаются в соответствии с предыдущей схемой для ограничения противофазных перенапряжений (провод – провод) непосредственно около защищаемого оборудования.
При установке защитных устройств необходимо, чтобы расстояние между соседними ступенями защиты было не менее
10 метров по кабелю электропитания. Выполнение этого требования очень важно для правильной работы (координации срабатывания) защитных устройств. При монтаже устройств защиты от импульсных перенапряжений необходимо учитывать то, что расстояния между главной заземляющей шиной, щитком защитным и вводным щитом объекта должны быть минимальные. РЕ проводники должны прокладываться возможно кратчайшими путями. При подключении силовых кабелей к щитку необходимо избегать совместной прокладки защищенного и незащищенного участков кабеля, а также защищенного кабеля и кабеля заземления. Перенапряжения с очень крутым фронтом, за счет увеличения индуктивного сопротивления металлических жил кабеля при протекании по ним импульса тока, на них возникает падение напряжения, которое оказывается приложенным к первому каскаду защиты. Таким образом, достигается его первоочередное срабатывание (обеспечивается необходимая временная задержка в нарастании импульса перенапряжения на следующей ступени защиты). Такие же требования предъявляются при подключении третьей ступени защиты.
В случае необходимости размещения УЗИП на более близком расстоянии или рядом необходимо использовать «искусственную линию задержки» в виде импульсного разделительного дросселя с индуктивностью не менее 6–15 мкГн. Выбор величины индуктивности зависит от того, каким образом осуществляется ввод электропитания в объект. При подземном вводе (когда в первом каскаде защиты установлены варисторы) величина индуктивности может быть взята меньшей (порядка 6 мкГн), при воздушном вводе (в первой ступени установлены разрядники) это значение должно быть не менее 12–15 мкГн (рисунок 4). Это объясняется разным временем срабатывания разрядников и варисторов.
При установке дросселей необходимо учитывать, что рабочие токи нагрузки в фазных проводниках не должны превышать предельно допустимые значения, указанные в техническом паспорте на данные устройства.
При необходимости и для удобства монтажа и обслуживания устройства защиты могут размещаться в отдельном щитке. Причем в одном щитке могут быть установлены ограничители перенапряжения всех трех классов. Это становится возможным в случае установки между ними разделительных дросселей. Пример схемы подключения к электроустановке защитного щитка с двумя ступенями защиты приведен на рисунке 5.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
256 257
К нагрузочной стороне вводного автомата подключается вход щитка, к силовой стороне групповых автоматов – выход щитка. Заземление щитка должно осуществляться на главную заземляющую шину объекта или РЕ шину вводного щита (ГРЩ). Основные требования по монтажу и подключению главной заземляющей шины (ГЗШ) изложены в главе 1.7 ПУЭ (7-е издание) [1].
Выше были рассмотрены схемы включения устройств защиты от импульсных перенапряжений в электропитающие сети типа TN-S. Существующие на практике объекты чаще всего имеют вводы электропитания, выполненные по схеме TN-C (четырех проводная схема электропитания с глухо заземленной нейтралью трансформатора на подстанции). На объектах, которые подвергались реконструкции или модернизации, как правило, схема электропитания соответствует типу TN-C-S. То есть внутренняя часть объекта выполняется по схеме TN-S (пяти проводной), внешняя соответственно по типу TN-C (четырех проводной). На рисунке 6 приведен пример установки защитных устройств для TN-C-S сети электропитания радио объекта контейнерного типа.
Из схемы на рисунке 6 видно, что первая ступень защиты на разрядниках I класса размещена во вводном щите. Учитывая, что ввод электропитания выполнен четырех проводным, в этой ступени защиты разрядник между проводниками N – PE не устанавливается. Далее, после точки разделения PEN проводника на N и PE проводники и удалении от этой точки по кабелю на расстояние более 5 м, т.е. там, где будет находиться вторая ступень защиты, разрядник в цепи N – PE уже должен быть установлен. Объяснение этому очень простое: при удалении двух точек на расстояние порядка 10 м между ними уже может появиться достаточно большая разница потенциалов за счет индуктивного сопротивления соединяющего их проводника при воздействии на объект высокочастотных грозовых токов [2, с. 67].
Вторая ступень для данного объекта (как вариант) может быть размещена в стойке выпрямителя на DIN-рейке панели ввода. Но наиболее правильным решением было бы размещение защитных устройств II класса либо в отдельном защитном щитке рядом с выпрямителем, либо непосредственно в том же вводном щитке (рисунок 7).
В обоих случаях между ступенями защиты должны быть установлены разделительные дроссели, так как габариты контейнерного объекта в большинстве случаев не позволяют обеспечить выполнение требований по их размещению на расстоянии более 10 м [3, с. 103].
Очень часто возникает ситуация, когда сложная электронная аппаратура (оборудование связи или обработки информации) при подключении ее к защитному заземляющему устройству объекта отказывается работать из-за наличия некоторого (отличающегося

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
258 259
от нулевого) потенциала или больших помех на элементах системы заземления. Обычно в подобных случаях используется специальное дополнительное заземляющее устройство, электрически не связанное с защитным заземлением (так называемое функциональное заземление). При этом сразу же встает вопрос защиты оборудования, подключенного к такому заземляющему устройству, от перенапряжений, возникающих, например, при ударе молнии в систему молниезащиты здания. Для уравнивания очень большой разности потенциалов, возникающей в этом случае, между двумя независимыми заземляющими устройствами (защитным и функциональным) может устанавливаться специальный потенциаловыравнивающий разрядник, который в исходном состоянии обеспечивает гальваническую развязку между этими заземляющими устройствами, а при возникновении перенапряжений кратковременно соединяет их, уравнивая потенциалы.
Существует международный стандарт МЭК 62305–2 [4] по оценке рисков, связанных с молниезащитой. стандарты не содержат методики расчета или чётких рекомендаций о необходимости применения специализированных защитных устройств. Поэтому приходится проводить экспертную оценку, основываясь на результатах анализа комплексной ситуации электромагнитной обстановки объекта.
ЛИТЕРАТУРА 1 Последняя редакция ПУЭ 6–7 (по состоянию на январь 2018
года) rukipro.ru › Справочная [Электронный ресурс] / Режим доступа: http://rukipro.ru/spravka/pue-6-i-7-izdanie.html.
2 Повышение эффективности электроснабжения городских электрических сетей: Монография / Б. К. Шапкенов, А. Б. Кайдар, А. П. Кислов, В. П. Марковский, М. Б. Кайдар. – Павлодар : Кереку, 2016. – 153 с. ISBN978-601-238-674-5.
3 Шапкенов Б. К., Кайдар А. Б., Кайдар М. Б. Оптимизация параметров и режимов работы городских электрических сетей: монография / Б. К. Шапкенов, А. Б. Кайдар, М. Б. Кайдар. – Алматы: Эверо, 2016. – 176 с. ISBN 978-601-310-762-2.
4 Государственный стандарт Республики Казахстан Республики Казахстан 12.08.2011 ... IEC 62305-2:2005 Защита от атмосферного электричества. Требования и методы испытаний. [Электронный ресурс] / Режим доступа: https://bestprofi.com/document/519458805
РЕЖИМНО-НАЛАДОЧНЫЕ РАБОТЫ ВОДОГРЕЙНЫХ КОТЛОВ
КАРМАНОВ М. Е.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
ПРИХОДЬКО Е. В.к.т.н., профессор, ПГУ имени С. Торайгырова, г. Павлодар
КАРМАНОВ А. Е.доктор Phd, ассоц. профессор, ПГУ имени С. Торайгырова, г. Павлодар
Для нормального функционирования и эффективного использования котлов и агрегатов, которые нагревают воду, обязательно должны проводиться режимно-наладочные испытания. Суть таких испытаний заключается в том, чтобы выбрать наиболее оптимальные режимы работы оборудования, которое задействовано в работе.
Режимно-наладочные работы (режимная наладка) – комплекс работ, включающий наладку теплоэнергетическое оборудования в целях достижения проектного (паспортного) объема потребления топлива в диапазоне рабочих нагрузок, наладку средств автоматического регулирования процессов сжигания топлива и вспомогательного оборудования. Наладка котлов выполняется специализированными организациями. По результатам проведения наладки составляются технический отчет и режимные карты котлов. Как показывает практика, затраты на проведение режимной наладки окупаются в течение 3–6 месяцев.
Проведение режимно-наладочных испытаний котлов (режимная наладка) является одним из эффективных малозатратных методов энергосбережения [1, 2]. Наладка котлов позволяет выявить недостатки в их состоянии и эксплуатации, наметить и осуществить комплекс мероприятий, повышающих экономичность: оптимизировать уровни избытков воздуха в разных частях газового тракта, температуры уходящих газов и др. Сравнительные испытания и расчеты показывают, что в результате выполнения наладочных работ достигается экономия топлива в размере 3–5 %.
Режимная наладка котла на твердом или жидком топливе необходима для уменьшения вредных выбросов в атмосферу и улучшению экологического состояния района, где расположена котельная [3].
Согласно Правилам технической эксплуатации тепловых энергоустановок режимная наладка котла на твердом и жидком топливе

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
260 261
производится не реже одного раза в 5 лет, а для котла на газовом топливе не реже 1 раза в 3 года [5]. Проводятся так же внеочередные режимно-наладочные испытания для реконструируемых котлов, при изменении характеристик топлива, при отклонениях фактических показателях работы котлов от нормативных характеристик, после проведения химической промывки котла.
После проведения наладочных работ составляется режимная карта, в которой содержатся основные и контрольные параметры работы топки и котла, удельный расход топлива, коэффициент полезного действия, предельные значения параметров, контролируемые приборами безопасности. Основная цель режимных карт обеспечить в регулировочном диапазоне нагрузок надежную и экономичную работу котла с минимальными выбросами вредных веществ в атмосферу, на которую можно влиять режимом работы топки.
В режимную карту включаются следующие параметры: параметры назначения – температура, давление, нагрузка; параметры, определяющие режим подготовки, подачи и сжигания топлива; все остальные параметры, с помощью которых ведется проверка за состоянием котла.
При своевременном проведении режимно-наладочных работ устанавливается величина тепловых потерь, выявляются резервы экономии и устраняются недостатки в работе котла, которые влияют на эффективность работы котельного оборудования.
Нами был провиден испытание водогрейного котла сжигающий ферросплавный газ и жидкое топливо на АЗФ ТНК «Казхром» и на основании этого было разработана режимная карта.
Цель режимно-наладочных испытаний: – наладка режимов работы котлов в диапазоне возможных
эксплуатационных тепловых мощностей (нагрузок); – определение тепловых потерь и КПД котла; – составление режимных карт котлов при работе на
газообразном (ферросплавный газ) и жидком (мазут) топливе; – наладка котлов для достижения максимального КПД в
диапазоне рабочих нагрузок.Точки замера технологических параметров – Схема точек измерения технологических параметров котла
ДЕ-25-14-ГМ показана на рисунке 1. – В точке 1 производятся замеры: паропроизводительность
котла, т/ч. – В точке 2 производятся замеры: давление воздуха на котёл, кПа;
– температуры воздуха, оС. – В точке 3 производятся замеры: температура уходящих
газов, оС; – состав уходящих газов, %; – коэффициент избытка воздуха в уходящих газах. – В точке 4 производятся замеры: температура питательной
воды, оС.
Рисунок 1 – Схема точек измерения технологических параметров котла ДЕ-25
Таблица 1 – Технические характеристики котла
№ п/п Котел ДЕ-25-14-ГМ - котёл паровой двухбарабанный с естественной циркуляцией
1 2 3 4
1 Давление в барабане (избыточное) кгс/см2 14
2 Номинальная производительность по пару т/ч 25
1 2 3 43 Температура питательной воды °С 1004 Проектное топливо ферросплавный газ
5 Резервное топливо Мазут
Характеристика применяемого топлива:– ферросплавный газ: теплотворная способность Qнр= 10,3074
МДж/м3; СО2= от 5 до 8 %; О2= от 0,3 до 0,7 %.– мазут: теплотворная способность Qнр= 40 МДж/кг.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
262 263
Таблица 2 – Спецификация измерений при проведении режимно-наладочных испытаний парового котла ДЕ-25-14ГМ
По-зи-ция
Наименование параметра
Тип прибора Марка Шкала
прибораЦена
деления
Дата следующей
поверки
1 Состав уходящих газов
Газоанали-затор
Анкат310-03 Цифр. 0,01 % 12.07.2018
2
Температуры, температурные
поля поверхности обмуровки
Тепловизор Testo730-2 Цифр. 0,1 °С 13.03.2018
3Сила тока,
напряжение на электродвигателях
Токовыеклещи
UNI-T UT204A Цифр.
Переменный ток 0,1А;
переменное напряжение
0,01 В
10.04.2018
4 Давление воздуха и дымовых газов
Газоанали-затор
Анкат310-03 Цифр. 0,01 % 12.07.2018
Выводы: 1. Работа парового котла ДЕ-25–14ГМ идёт с коэффициентами
избытка воздуха в дымовых газах за экономайзером лежащими в пределах от αух=1,3 (при паропроизводительности: Q=11,7 т/ч; и давлении воздуха Рв-ха=0,6 кПа) до αух=2,02 в режимах: Q=8,8 т/ч; Рв-ха=0,9 кПа.
При ряде режимов (нагрузки 10,6; 10,75 и 11,7 т/ч) имеет место недожог (СО в уходящих газах). Количество недожога в уходящих газах – незначительно, при невысоких значениях коэффициента избытка воздуха в дымовых газах за экономайзером (от αух=1,31 до αух=1,66).
2. Для расчёта тепловых потерь q5 была проведена оценка состояния обмуровки котла с помощью тепловизора Testo 730–2.
Температура по поверхности котла ДЕ-25–14ГМ не соответствует действующим нормам. В теплоизоляции стен наблюдаются зоны, визуально дающие информацию об удовлетворительном состоянии обмуровки, но, при тепловизионном обследовании, ясно видно высокое значение температуры на ряде участков. Это можно объяснить внутренними дефектами обмуровки.
Рекомендации:Модернизировать тепловую изоляцию котла с целью достижения
нормируемого значения температуры на поверхности (45 оС).Рассмотреть возможность установки на тягодутьевые аппараты
частотного привода для осуществления регулировки их нагрузки вместо направляющих аппаратов.
Рассмотреть возможность установки на котле более эффективного стального экономайзера для увеличения теплосъёма от дымовых газов в конвективной части котла.
Рекомендуется рассмотреть вопрос эффективности очистки мазута, поступающего к форсункам от механических примесей.
ЛИТЕРАТУРА1 Трембовля В. И., Фингер Е. Д., Авдеева А. А. Теплотехнические
испытания котельных установок. М.: Энергия 1977, 297 с.;2 Равич М. Б. Упрощенная методика теплотехнических
расчетов.-М.: АН CCCP.1961.–304c.;3 Равич М. Б. Эффективность использования топлива.-М.:
Наука, 1977.–344с.;4 Троянкин Ю. В., Куликова О. В. Методика расчета
теплопотерь от наружных поверхностей ограждений тепловых установок // Промышленная энергетика. – 2000. – № 10. С. 50–51.;
5 РД 153-34.1-26.303-98 Методические указания по проведению эксплуатационных испытаний котельных установок для оценки качества ремонта;
РЕКОНСТРУКЦИЯ СХЕМЫ ТЕПЛОВОЙ ПОДГОТОВКИ НА ВХОДЕ В ТЕХНОЛОГИЧЕСКУЮ ПЕЧЬ
П-1 ТОО «ПНХЗ»
КЕНЖЕКЕЕВ Н. К.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
ПРИХОДЬКО Е. В.к.т.н., профессор, ПГУ имени С. Торайгырова, г. Павлодар
Вопрос рационального использования топливно-энергетических ресурсов стоит сейчас как никогда остро во всем мире. В Европе и Америке технологии энергоэффективности давно уже используются в производстве, в нашем государстве лишь не так давно заговорили о необходимости энергосбережения. Так выступая на 19-ом пленарном заседании Совета иностранных инвесторов при президенте Республики Казахстан Глава нашего государства отметил возрастающую вероятность энергодефицита в РК на фоне увеличения цен на энергоносители и ухудшения проблем экологии.
Для повышения энергоэффективности в Республике Казахстан принят ряд системных документов:

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
264 265
– закон «Об энергосбережении и повышении энергоэффективности», который регулирует общественные отношения и определяет правовые, экономические и организационные основы деятельности в области энергосбережения и повышения энергоэффективности;
– закон «О внесении изменений и дополнений в некоторые законодательные акты по вопросам энергосбережения и повышения энергоэффективности», который направлен на совершенствование казахстанского законодательства об энергосбережении и повышении энергоэффективности, четкое распределение функций среди различных государственных органов, обеспечение, прямое действие законодательных норм.
Проблема энергосбережения достаточно актуальна для ТОО «Павлодарский нефтехимический завод» (далее ТОО «ПНХЗ», предприятие).
Павлодарский нефтехимический завод – крупнейшее предприятие на северо-востоке Казахстана по переработке нефти и производству нефтепродуктов и один из трех нефтеперерабатывающих заводов республики, 100 % акций которого принадлежат АО «Национальная компания «КазМунайГаз» ».
Завод был введен в эксплуатацию в 1978 году и ориентирован на переработку нефтяного сырья западносибирских месторождений. Предприятие имеет сбалансированную мощность 6,0 млн тонн нефти в год.
ТОО «ПНХЗ» выпускает широкую линейку нефтепродуктов. Среди них автомобильные бензины различных марок, дизельное топливо, нефтяное топливо (мазут), углеводородные сжиженные газы, вакуумный газойль, техническая сера, битумы нескольких сортов (строительный, дорожный, кровельный), нефтяной кокс.
В структуру завода входят комплекс первичной переработки нефти (ЛК-6У), комплекс компаундирования и отгрузки нефтепродуктов, комплекс глубокой переработки нефти (комплекс топливный – КТ–1 по глубокой переработке мазута), комплекс переработки тяжелых нефтяных остатков, в составе которого несколько установок: замедленного коксования, прокалки нефтяного кокса, производства битумов, производства серы, гранулирования серы. На ПНХЗ действуют установка производства водорода и переработки нефтешлама, а также крупные вспомогательные подразделения – цех водоснабжения и канализации, центральная заводская лаборатория (ЦЗЛ).
В результате реализации проекта модернизации на ПНХЗ построили и ввели в эксплуатацию в декабре 2017 года два новых технологических
комплекса: комплекс изомеризации и сплиттера нафты, комплекс установок производства серы. Возвели 12 новых объектов общезаводского хозяйства для нормального функционирования построенных и введенных в эксплуатацию установок. Кроме того, реконструировали имеющиеся производственные мощности: комплексы первичной и глубокой переработки нефти, а также установку замедленного коксования. Все эти меры обеспечили выпуск моторных топлив класса К-4: дизельного топлива и автомобильного бензина марок АИ-92, 95 в соответствии с требованиями Технического регламента Таможенного союза ТР ТС 013/2011.
Приоритет для ТОО «ПНХЗ» сегодня – обеспечение производства моторных топлив, соответствующих экологическим классам К4, К5, в необходимом для нужд страны объеме, увеличение технического ресурса завода, вывод его на трехгодичный межремонтный цикл, выпуск нового для предприятия авиатоплива международного стандарта Jet 1A.
В то же время ТОО «ПНХЗ» является достаточно энергоёмким производством. Суммарно потребление топливно-энергетических ресурсов составляет более 700 000 тонн условного топлива в год, а удельный вес затрат на топливно-энергетические ресурсы в себестоимости производимой продукции составляет весомую величину и по мере роста цен на энергоресурсы этот показатель будет только возрастать.
Рост потребления энергоресурсов и увеличение потребляемой мощности на ТОО «ПНХЗ» требует эффективных мер по компенсации данных изменений за счет энерго и ресурсосбережения. Снижение удельного потребления топливно-энергетических ресурсов позволяет увеличить экспортный потенциал, снизить нагрузку в электрических сетях, повысить эффективность работы оборудования, срок его службы и надежность энергоснабжения.
Наиболее весомую долю в общей структуре потребления топливно-энергетических ресурсов составляет топливо технологических печей: мазут и нефтезаводской газ. Так, на сегодняшний день, эта доля составляет более 70% от общего потребления топливно-энергетических ресурсов. И вполне разумным является политика руководства ТОО «ПНХЗ», ориентированная, в первую очередь, на снижение потребления топлива на технологических печах завода, для обеспечения существенных результатов по снижению энергоемкости производства.
Одной из энергоёмких производств является установка производства битумов. Назначение установки производства битума

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
266 267
– получение сырья для производства битумов, получение и отгрузка строительного, дорожного, кровельного битумов. Сырьем для производства битумов являются продукты вакуумной перегонки мазута.
Установка состоит из двух блоков:– блок вакуумной перегонки мазута;– блок окислительных колонн.В основу технологического процесса получения битумов
положен метод непрерывного окисления сырья кислородом воздуха в окислительных колоннах.
Основное назначение блока вакуумной перегонки мазута – получение гудрона фр.>500°С, сырья для производства битумов окислением кислородом воздуха в окислительных колоннах. Для повышения термической стабильности продуктов и улучшения ректификации мазута, процесс проводится под вакуумом (остаточное давление 35–100 мм.рт.ст.) с подачей перегретого пара в нижнюю часть вакуумной колонны К-1. Для турбулизации потоков предусмотрена подача пара в сырьевой змеевик.
Сырье вакуумного блока – мазут или мазут в смеси с гудроном поступает на установку в емкость Е-1. Мазут подается с установки ЛК-6у С-100, гудрон – с комплекса КТ-1 С-001.
Из емкости Е-1 мазут двумя параллельными потоками направляется в группу теплообменников Т-1 – Т-4, где предварительно нагревается со 125°С до 215–225°С, в зависимости от режима.
Первый поток последовательно нагревается в теплообменниках Т-1, Т-1/1, Т-2. Теплоносителем для нагрева сырья в Т-1, Т-1/1 служит фракция 350–450°С – контур II-го циркуляционного орошения. Далее в Т-2 сырьё нагревается гудроном.
Второй поток последовательно нагревается в теплообменниках Т-3, Т-3/1, Т-4. Теплоносителем для нагрева сырья в Т-3, Т-3/1 служит фракция 350–450°С, выводимая с установки. Далее в Т-4 сырьё нагревается гудроном.
Пары теплообменников Т-1, Т-1/1 и Т-3, Т-3/1 соединены между собой по схеме прямотока. При этом каждый из потоков проходит не менее двух аппаратов, оборудованных байпасами. Схема предварительного нагрева сырья представлена на рисунке 1.
Рисунок 1 – Существующая схема предварительного нагрева сырья
После теплообменников Т-1, Т-1/1, Т-2, Т-3, Т-3/1, Т-4 сырье двумя параллельными потоками поступает в печь П-1, где нагревается до температуры 370–385 °С.
Трубчатая цилиндрическая печь П-1 состоит из камеры радиации и камеры конвекции. В камере радиации сжигается топливо и размещаются радиантные трубы, в камере конвекции находятся конвекционные трубы, пароперегреватель, обогреваемые дымовыми газами, поступающими из камеры радиации. Трубы конвекционной и радиантной камер печи состоят из двух змеевиков, в которых происходит нагрев сырья.
При обследовании схемы предварительного подогрева сырья на теплообменниках Т-1 – Т-4 выявлены следующие недостатки:
– неравномерное использование тепла фракции 350–450°C, так как поток II-го циркуляционного орошения несёт в три раза больше тепла, чем поток фракции, выводимый с установки;
– для теплообменников Т-1, Т-1/1 и Т-3, Т-3/1 не реализован принцип противотока, при котором эффективность теплообмена выше.
По предварительным расчетам, перенаправив потоки теплоносителя через теплообменники с целью реализации противотока, а также равномерного использования тепла фракции

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
268 269
350–450 °C, можно увеличить эффективность теплообмена в схеме предварительного подогрева сырья на 20 % и тем самым поднять температуру сырья перед технологической печью П-1 на 25 °С. Это в свою очередь позволит снизить удельное потребление топлива на установке производства битума. Ожидаемое снижение потребления мазута составляет 1560 т/год.
Наиболее эффективная схема предварительного нагрева сырья представлена на рисунке 2.
Рисунок 2 – Предлагаемая схема предварительного нагрева сырья
ЛИТЕРАТУРА1 Закон Республики Казахстан от 13 января 2012 года №
541IV «Об энергосбережении и повышении энергоэффективности» (с изменениями и дополнениями по состоянию на 01.01.2018 г.).
2 Технологический регламент «Установка производства битума» согласованный ОАО «Омскнефтехимпроект», г. Омск 2014.
3 Меркер, Э. Э. Энергосбережение в промышленности и эксергетический анализ технологических процессов / Э.Э. Меркер, Г.А. Карпенко, И.М. Тынников. - М.: ООО «ТНТ», 2012. – 316 c. https://www.pnhz.kz.
ВОЗОБНОВЛЯЕМЫЕ ИСТОЧНИКИ ЭНЕРГИИ ДЛЯ ЭЛЕКТРОСНАБЖЕНИЯ УДАЛЕННЫХ
ПОТРЕБИТЕЛЕЙ
АЛИМГАЗИН А. Ш.директор НИИ «Энергосбережение и энергоэффективные технологии», д.т.н., профессор кафедры «Теплоэнергетика» ЕНУ им. Л.Н. Гумилева;
КАЙДАР А. Б., м.т.н; КАЙДАР М. Б. менеджеры аутсорсинга АО «КазТрансГаз»;
КИСЛОВ А.П., МАРКОВСКИЙ В.П., ШАПКЕНОВ Б. К. профессора ПГУ имени С. Торайгырова
На основе полученной методики определения себестоимости
электроэнергии для питания удаленных потребителей в работе приведены результаты сравнительного анализа влияния удаленности и мощности на себестоимость энергии. На рисунке 1 приведена зависимость себестоимости электроэнергии от мощности при различной удаленности. Из полученных графиков видно, что электроснабжение потребителей мощностью менее 170 кВт эффективнее использовать. Для населенных пунктов удаленных более 20 км актуально, только автономное электроснабжение. Основная доля, не электрифицированных, населенных пунктов попадают в категорию удаленности от централизованных электросетей на расстояние свыше 20 км.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
270 271
Рисунок 1 – Зависимость себестоимости электроэнергии от мощности при различной удаленности
Для разработки и выбора системы электроснабжения требуется анализ возобновляемых источников с учетом особенностей графиков нагрузки и климатических условий [1, c. 28]. И проводить постоянное исследование направленные на повышение производительности энергетических установок, что поможет снизить себестоимость энергии.
Промышленно развитые страны и Казахстан сталкиваются с проблемой роста спроса на электроэнергию и окончанию срока эксплуатации крупных электростанций.
Международное энергетическое агентство (МЭА) прогнозирует, что в отсутствии активных мер в области энергосбережения мировая потребность в энергии к 2030 г. вырастет на 60 %, потребует инвестиций в генерирующие мощности в размере 625 млрд. евро. Около половины этих средств потребуется для замещения выбывающих электростанций. В то же время поставки ископаемого топлива сокращаются. Некоторые крупнейшие мировые экономические системы вынуждены все больше полагаться на импорт топлива из регионов, где конфликты и политическая нестабильность ставят под угрозу безопасность поставок энергоресурсов. В этой связи заслуживает внимания потенциал энергосбережения, который можно реализовать в масштабах планеты.
Согласно исследованию журналом «Ветроэнергетический ежемесячник» (Wind power Monthly, Jan. 2016), показывает, что, при средней скорости ветра более 7 м/с и стоимости строительства около 1000 евро/кВт установленной мощности, энергия ветра оказывается
дешевле, чем энергия газа, угля и атома. Конкурентопособность ветровой энергетики увеличилась благодаря недавнему повышению цен на углеводородное топливо, особенно на газ. В США это сделало ветровую энергетику привлекательной для многих энергокомпаний.
По сравнению с ископаемыми ресурсами с неустойчивыми ценами ветер – мощный естественный источник энергии, который постоянно доступен практически в любой стране мира и не зависит от колебаний цен на топливо, не подвержен изменениям мировой конъюнктуры.
Во многих регионах мира ветровая энергетика уже достигла уровня, который позволяет ей стать основным источником энергии. Невиданный темп развития отрасли отмечается в мировом масштабе. Ни одному из традиционных секторов энергетики в свое время не приходилось «брать такие вершины» в столь короткие сроки. С 1995 г. установленная мощность ветровых электростанций в мире увеличилась более чем в 12 раз: с 4800 МВт до 59 000 МВт (на конец 2015 г.). С 2000 г. среднегодовой рост установленной мощности составлял 28 % [2, c. 23].
В европейских странах в объединенную энергосистему интегрировано более 40 ГВт мощностей, то есть технически и экономически это осуществимо. Уже в 2014 году в Дании 21 % потребляемой электроэнергии обеспечивалось за счет ветровой энергетики, а в западной части страны ветровая энергетика может покрыть спрос на все 100%. В Испанской провинции Наварра доля ветроэнергетики в производстве электроэнергии составляет 60 %. Большинство современных ветроустановок отвечает самым жестким требованиям безопасности энергоснабжения, включая способность справляться со скачкообразными сбоями в сети. Выводы зарубежных специалистов - сетевиков подтверждают, что проблемы в сетях и диспетчеризации энергосистем из-за нестабильности работы ветроустановок начинаются после достижения ими доли в 20–25 % от общей установленной мощности системы.
По данным испанских компаний «Gamesa Eolica» и «WinWind» точность прогнозов выдачи энергии ветростанций при почасовом планировании на рынке «на день вперед» или спотовом режиме превышает сегодня 95 %. Специалисты подтвердят, что это очень высокий уровень для любого типа генерации. Зарубежная практика подтверждает, что правильное планирование развития сетей с учетом перспективы размещения станций на основе возобновляемых источников приводит к повышению надежности и качества работы

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
272 273
сетей за счет децентрализации производства энергии и увеличения числа точек такой генерации.
Ряд новейших исследований показывает, что обеспечение существенного вклада в производство электроэнергии за счет ветровой энергетики технически и экономически осуществимо, причем в том же объеме, что и вклад традиционных технологий в прошлом столетии [3, c. 67].
При ценовом сопоставлении ветровой энергетики и других генерирующих технологий используют тарифы, не отражающие социальных и экологических издержек, вызываемых последствиями сжигания ископаемого топлива или использования ядерной энергии [4, c. 76]. Такие издержки, как загрязнение воздуха и радиационное воздействие, не включаются в стоимость эле, ктроэнергии.
Общеевропейское исследование, известное как проект «Extern E», проводившееся в 15 государствах – членах ЕС, определило величину таких издержек для ряда энергоносителей. Результаты проекта, опубликованные в 2017 году, показали, что ветровая энергетика имеет наименьшие скрытые издержки, составляющие 0,15–0,25 евро центов/кВт·час. Для сравнения, в угольной энергетике эти издержки составляют 2–15 евро центов/кВт·час. Аналогичные исследования для Казахстана показали, что эти издержки составляют 7 тенге/кВт·час.
В исследовании сделан вывод: если бы негативное воздействие на окружающую среду и здоровье учитывалось в стоимости, то цены на электроэнергию, производимую угольными станциями и ТЭС на мазуте, увеличились бы вдвое, а цена на электроэнергию газовых станций возросла бы на 30 %.
На основе приведенных результатов исследований к преимуществам ветровой энергетики можно отнести:
– низкую себестоимость - ветроэнергетика может конкурировать с ядерной, угольной и газовой энергетикой;
– нулевую стоимость топливной составляющей, источник энергии неисчерпаем и присутствует в неограниченных количествах, не требует транспортировки;
– экологически приемлемая энергетика - производство энергии не сопровождается выбросами двуокиси углерода;
– ветроэнергетика не имеет рисков, связанных с нестабильностью цен на ископаемое топливо;
– надежность поставок - ветроэнергетика позволяет избежать зависимости от импорта энергоресурсов;
– модульный дизайн, быстрый монтаж;
– электроснабжение по объемам сравнимое с традиционными способами генерации;
– ветроэнергетика не мешает ведению сельского хозяйства и промышленной деятельности вблизи ветростанций.
Ветровая энергетика является наиболее перспективным и альтернативным источником энергии для Казахстана с его географическими, климатическими и энергетическими особенностями.
Выводы.1. У энергетиков существуют следующие проблемы: высокий
процент изношенности оборудования, существует энергодефицитная южная зона, что связано с большой протяженностью линий и концентрацией электрических станций на севере республики, наличие удаленных населенных пунктов без электроснабжения, высокая концентрация вредных веществ в выбросах электрических станций.
2. Электроснабжение удаленных населенных пунктов при малой мощности целесообразно использовать только автономное электроснабжение с применением возобновляемых источников энергии.
3. Ветроэнергетика является одним из перспективных экологически чистых источников энергии.
ЛИТЕРАТУРА 1 Кайдар А. Б., Шапкенов Б. К., Падруль Н. М. Повышение
эффективности преобразования энергии ветра. Материалы международной научно-технической конференции «VI чтения Ш. Шокина», 10 октября 2014 года, с. 204–210, ISBN 978-601-238-128-3.
2 Кайдар А. Б., Марковский В. П. , Кислов А. П, Шапкенов Б. К., Шахман Е. Т., Жетписов О. К.. К выбору эффективных режимов работы Электромеханических систем по критериям энергетической эффективности или позиционирования. Сборник Караганда. 2015.
3 Кайдар А. Б., Шапкенов Б. К., Кислов А. П, Марковский В. П. Новые ветроколеса с улучшенными энергетическими показателями. Перспективы строительства ветроэлектростанций на территории Казахстана. Вестник ПГУ, Энергетическая серия, 2015 г., № 2, С. 46-53. ISBN 1811-1858.
4 . Кайдар А. Б. , Шапкенов Б. К. , Кислов А. П, Марковский В. П. Перспективы строительства ветроэлектростанций на территории Казахстана. Вестник ПГУ, Энергетическая серия, 2015 г., № 2, С. 53-61. ISBN 1811-1858.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
274 275
ЭНЕРГОЭФФЕКТИВНЫЕ ТЕХНОЛОГИИ В Г. АКСУ
КИСЛОВ А. П., МАРКОВСКИЙ В. П., ШАПКЕНОВ Б. К. профессора, ПГУ имени С. Торайгырова, г. Павлодар
АЛИМГАЗИН А. Ш. директор, НИИ «Энергосбережение и энергоэффективные технологии»,
д.т.н., профессор, кафедра «Теплоэнергетика», Евразийский национальный университет имени Л. Н. Гумилева, г. Астана
КАЙДАР А. Б. м.т.н.
КАЙДАР М. Б. менеджер аутсорсинга, АО «КазТрансГаз»
В Казахстане за последние десять лет тема тепловых насос побывали в странах, где газ стоит невероятно дорого, а использование тепловых насосов для отопления и приготовления горячей воды увеличивается в геометрической прогрессии, поскольку из-за высокой стоимости энергоресурсов там это действительно выгодно. В Казахстане тарифы на газ пока гораздо гуманнее. Тем не менее и у нас есть ряд факторов, способствующих популяризации тепловых насосов. Во-первых, постоянно усложняющаяся процедура подключения к существующим газовым сетям. Десятки «фирм-прилипал», делающих свой бизнес при монополии газовых хозяйств, согласования, комиссии, проверки, жалобы соседей на некрасивую трубу, идущую якобы по их земле, суды – все это растягивает процедуру подключения порой на годы, влетает «в копеечку» и жутко выматывает нервы всем участникам процесса. Во-вторых, это рост тарифов: за 15 лет цена на газ для населения увеличилась, по разным источникам, на 500–600 %, при том, что инфляция с 2011 года составила 253 %. В 2011 году доллар был 146 тенге, а в 2018 – 370. И тенденции к снижению стоимости не предвидится. С 1 июля 2017 по 1 июля 2018 года (цена – КазТАГ) составляла 17 938 тенге за 1 тыс. кубометров [1].
Причем цена на газ ежегодно повышается на 10-15 %. Например баллон газа, который раньше стоил 1,5 тыс. тенге, сейчас стоит 2,5 тыс. тенге. Газ на автозаправках стоит 72 тенге за литр.
Поэтому в г. Аксу НИИ «Энергосбережение и энергоэффективные технологии» для отопления детского эко-техноцентра (20х60 м) предусмотрели отопление с помощью тепловых насосов. На отопление зоопарка установили 15 кВт теплонасос, а на теплицу эко-техноцентра – 20 кВт.
Экономические расчеты показали, что каждые 5 кВт электроэнергии потребляемые насосами вырабатывают 8 кВт тепла.
Напомним, что тепловой насос (рисунок 1) – это отдельный класс холодильных машин, использующих в своей работе физическое свойство вещества поглощать или отдавать тепло при переходе из одного агрегатного состояния в другое. В нашем случае энергия окружающей среды при помощи насоса преобразуется в тепловую энергию, необходимую для отопления и горячего водоснабжения ГВС. Процесс отбора энергии можно описать следующим образом. Охлажденный жидкий хладагент подается в теплообменник теплового насоса, так называемый испаритель. При подаче на испаритель более теплого наружного воздуха, солевого раствора или воды, циркулирующий в нем хладагент забирает у них необходимую энергию для испарения и переходит из жидкого состояния в газообразное. Компрессор всасывает газообразный хладагент и сжимает его (для этого требуется электроэнергия). При увеличении давления увеличивается температура. Далее хладагент направляется в расположенный за компрессором конденсатор и отдает полученное ранее тепло в замкнутый контур системы водяного отопления здание, переходя при этом в жидкое состояние, то есть конденсируясь. Затем с помощью расширительного клапана имеющееся остаточное давление снижается, и цикл начинается заново. Эта базовая схема применяется и в кондиционерах, и в обычных холодильниках [2, с. 28].
Рисунок 1 – Схема геотермальных (грунтовых) тепловых насосов
Для получения тепла от грунта, температура которого почти не подвержена сезонным колебаниям, используют грунтовые тепловые насосы, или иначе системы «солевой раствор – вода». Тепловую

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
276 277
энергию грунта отбирает солевой раствор, который циркулирует по горизонтальному грунтовому теплообменнику первого контура (или системе вертикальных зондов) и прокачивается через испаритель теплового насоса, отдавая эту энергию хладагенту. Солевой раствор – это не содержащая соли незамерзающая жидкость на основе пропиленгликоля. Грунтовый тепловой насос – достаточно универсальная система, которую можно использовать практически повсеместно. Существует две разновидности грунтовых теплообменников: горизонтальный коллектор и геотермальный зонд. Первый занимает сравнительно большую площадь. Так, для обеспечения теплом коттеджа площадью 200 м² потребуется коллектор площадью 4–6 соток, состоящий из труб, уложенных на глубине 1,5–2 м. Трубы размещают в специально вырытых траншеях при начальном строительстве здание либо укладывают потом в процессе глобальных ландшафтных работ. На территории, занятой коллектором, существует ограничения на посадку кустов и деревьев и никакая застройка на этой площади не допускается. Основная причина заключается в том, что естественное нагревание грунта, остывшего за зиму, происходит во многом за счет дождевых осадков, выпадающих в летний период. Наличие любых построек ограничивает поступление их в почву, что приводит к недополучению грунтом тепловой энергии. Геотермальные зонды – это тот же самый теплообменник, трубы которого расположены не горизонтально, а вертикально. В зависимости от потребной мощности количество зондов может варьироваться. Например, для здания площадью 200 м² нужно пробурить три скважины глубиной около 80 м на расстоянии 5–6 м друг от друга. Таким образом, грунтовый теплообменник можно разместить рядом с зданием, забором или в любом другом удобном месте. Несмотря на высокую стоимость работ по бурению, сопоставимых со стоимостью оборудования, в Казахстане подавляющее большинство реализованных проектов [3, с. 42] приходится именно на системы с вертикальными коллекторами. Это вариант дороже, но он работает всегда и везде и обладает чуть большей эффективностью, чем горизонтальный коллектор. Водяной тепловой насос использует энергию грунтовых вод, которые прокачиваются (или проливаются) через испаритель теплового насоса. Грунтовые воды имеют постоянную температуру и обладают высокой теплоотдачей, что и обеспечивает повышенную эффективность и стабильность системы «вода-вода». С точки зрения эффективности наиболее
предпочтительным является тепловой насос «вода-вода». Но для использования установки такого типа необходимо наличие под участком достаточного количества грунтовых вод (для стандартного коттеджа площадью 200–300 м² объемный расход воды должен составлять примерно 2–3 м³/ч, причем крайне желательно, чтобы водоносные слои находились сравнительно неглубоко (30–40 м). Совпадение этих двух параметров случается нечасто. Обычно водоносные слои требуемой производительности располагаются достаточно глубоко, а слои мелкого залегания (10–20 м), как правило, не способны обеспечить требуемый дебит. Еще одно условие, ограничивающее возможность использования энергии грунтовых вод, — это качество воды. Высокое содержание примесей или железа приводит к тому, что теплообменники будут быстро забиваться, и техника выйдет из строя. Впрочем, вопрос качества воды не является определяющим. В частности, возможно применение не пластинчатых, а трубчатых теплообменников, отличающихся большими проходными сечениями, а потому не столь чувствительных к составу воды. Тем не менее на долю водяных тепловых насосов приходится всего 5–6 % всех реализованных в Казахстане проектов [4, с. 138].
Использование окружающего воздуха в качестве источника тепловой энергии не требует устройства дополнительного контура для сбора низкопотенциального тепла, поэтому первоначальные затраты на установку теплового насоса «воздух-вода» гораздо ниже, чем для других типов тепловых насосов. Однако низкая температура воздуха в зимний период значительно снижает эффективность воздушного теплового насоса в сравнении с тепловыми насосами другой конструкции. Действительно, насосы этого типа отличаются простотой установки – не нужно бурить скважины, нет необходимости в масштабных грунтовых работах, а подключение ничем не отличается от подключения обычного газового котла. В отсутствие затрат на дополнительные работы воздушный тепловой насос получается дешевле (суммарно по объекту), но у него есть один существенный недостаток: обычный тепловой насос «воздух–вода» эффективно работает до температуры -20 ºС. При дальнейшем понижении температуры коэффициент эффективности воздушного насоса снижается.
Коэффициент эффективности, или коэффициент Э мощности – это основной критерий оценки тепловых насосов, указывающий отношение полученной тепловой энергии к

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
278 279
потребленной электрической. Для приборов «вода-вода» величина данного коэффициента в любое время года составляет около 5. Это означает, что при потреблении 1 кВт/ч электрической энергии установка производит 5 кВт/ч тепловой энергии. Для грунтовых тепловых насосов (в любое время года) эта величина лежит в диапазоне от 4 до 4,5. Коэффициент эффективности воздушных тепловых насосов снижается с понижением температуры на улице, и если при температуре воздуха 0 °С эффективность системы «воздух–вода» примерно такая же, как у грунтовых систем (около 4), то при – 20 °С значение этого коэффициента не превысит 1,5. Проще говоря, в этом режиме тепловой насос на каждый затраченный киловатт электроэнергии выдает 1,5 кВт тепловой энергии. Казалось б ы, потребитель все равно в «плюсе», но это не совсем так. Обычный электрический котел в этом случае будет намного дешевле, поэтому при постоянно низком коэффициенте эффективности об окупаемости воздушного теплового насоса попросту придется забыть.
В Казахстанских климатических условиях грунт полгода вымораживается, а затем в теплое время года восполняет запас тепловой энергии. Для горизонтального коллектора это восполнение происходит за счет внешних факторов – солнечное тепло плюс дождевые осадки, а для геотермальных зондов – за счет температуры земли. Начиная с определенной глубины, температура грунта всегда остается положительной, но только до тех пор, пока не подключили тепловой насос. На глубинах свыше 10 м температура грунта стабильно держится на уровне 8–9 °С, но при включении теплового насоса она начинает понижаться, и при правильно выполненном расчете за отопительный период температура вблизи зонда постепенно опускается до – 2 °С. При неправильном проектировании она может упасть и до – 10 °С, что приводит к выключению тепловых насосов из–за ограничения по температуре источника тепла. Под влиянием атмосферных и климатических факторов на протяжении летнего периода температура грунта восстанавливается до тех же 8–9 °С.
В Казахстане бывает не только холодно. В наше короткое, но порой жаркое лето температура в здании превышает нередко 30 С. В отличие от котла тепловой насос способен не только отапливать, но и охлаждать здание. Для охлаждения здания существует два варианта. Первый – практически у всех производителей есть модификации тепловых насосов с интегрированным решением, которое
обеспечивает не только отопление, но и кондиционирование здание. Второй – монтаж инженерного решения вне теплового насоса, реализуемое путем создания соответствующей гидравлической развязки, когда обычный тепловой насос можно использовать для работы на охлаждение. Оба варианта не отличаются сложностью и не требуют больших капиталовложений. Пассивное охлаждение осуществляется при помощи радиаторов отопления с хорошим обдувом или посредством холодного теплого пола. Датчик, установленный в контрольном помещении, измеряет влажность и температуру, а автоматика насоса задает температуру хладагента/теплоносителя на 1–2 °С ниже температуры в помещении. Это необходимо для того, чтобы на поверхности радиатора или теплого пола не образовывался конденсат. Таким образом, температура в помещении постепенно снижается. Однако при критично высоких значениях температуры на улице данный тип охлаждения может не справиться с задачей, да и к тому же холодный пол – это не комфортно. Еще вариант – использование холодных панелей на потоке или на стенах, но подобные системы удобны в помещениях больших масштабов, к которым частный здание не относится.
Максимально эффективным решением задачи охлаждения здания может стать использование фанкойлов – приборов, в чей корпус встроен пластинчатый теплообменник, обдуваемый вентилятором. Внешне они выглядят как внутренний блок кондиционера. Существуют как настенные, так и канальные фанкойлы. То есть блоки, скрытые в пространстве между перекрытием и потолком и применяемые как на одно, так и на несколько помещений. Другой вариант – подключение контура теплового насоса к теплообменнику, встроенному в систему приточной вентиляции здания (при условии ее наличия в здании). Но у такой системы есть и «минус» – невозможность без серьезных затрат индивидуально настроить температуру в каждом из помещений здания.
Комфорт без горячей воды – не комфорт. Тепловой насос без проблем способен справиться с круглогодичным обеспечением ГВС. При проектировании здания и выделении площади для котельной следует учесть, что система низкотемпературная и температура воды в бойлере достигает всего 55–60 °С. Поэтому для бесперебойного снабжения здания горячей водой объем должен быть больше, чем в стандартной системе отопления, например, для семьи из четырех человек понадобится 300–400 л. Также при выборе бойлера надо

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
280 281
помнить, что это должен быть специальный бойлер для теплонасосных установок. Его отличие – в площади теплообменника, необходимой для максимального отбора тепла от теплового насоса.
В случае с грунтовым тепловым насосом надобность в дополнительном источнике тепла практически отсутствует. Тем не менее многие производители нередко встраивают в свои тепловые насосы электрические нагреватели (ТЭНы), позволяющие в самом крайнем случае перейти на электрическое отопление. При этом установка ТЭНов обусловлена не низкой надежностью теплового насоса, а совершенно иными факторами. Дело в том, что подбор теплового насоса производится после проведения теплового расчета здания, и если этот расчет дал цифру, например 22 кВт, целесообразно устанавливать насос не с запасом, как это принято у нас, а с «недобором» – в данном случае 20 кВт будет вполне достаточно. Значение 22 кВт, полученное из теплового расчета, означает, что здание будет терять 22 кВт при температуре наружного воздуха – 28 °С. При – 25 градусах потери тепла будут меньше (примерно 20 кВт), а при – 10 – еще меньше.
Тепловые насосы можно комбинировать и с другими генераторами тепла. В Казахстане чаще всего воздушные тепловые насосы комбинируют с котлами на жидком топливе или электричестве. Почему это может быть выгодно? Построенное много лет назад здание с дизельным или электрическим котлом из-за растущих цен на энергоносители обходится в содержании все дороже. Поиск оптимизации расходов приводит к смене энергоресурса. Подведение газа не всегда возможно. Выбор падает на воздушный тепловой насос, так как он требует значительно меньше капитальных затрат, чем водяной или грунтовый. При уличной температуре –10…–15 °С основным источником генерации тепла будет котел, а в остальное время – тепловой насос. Правда, есть несколько «но». Во-первых, следует учесть, что температура подающего и обратного контура системы отопления для теплового насоса 55–30 °С, а для котла – 90–70 °С, и для того чтобы не заблокировать работу насоса, требуется подключать котел через буферную емкость. Во-вторых, необходимо согласовать работу автоматики котла и насоса. Обычно «ведущим» делают тепловой насос, так как современные европейские тепловые насосы могут управлять не только системой отопления, но и автоматически переключать источник генерации. И в-третьих, радиаторов рассчитанных на температуру теплоносителя 90–70 °С будет не
хватать при температуре 55–30 °С, и их придется заменить на большие по теплоотдаче. Все это требует вложений. Но когда видишь растущие цены на дизель или электричество, эти затраты уже не кажутся такими серьезными.
ЛИТЕРАТУРА 1 https://abctv.kz/ru/last/na-15-mogut-vyrasti-s-1-iyulya-
potrebitelskie-tarify-na-pri2 Шапкенов Б. К.,Кайдар М. Б., Кайдар А. Б.,Копырин В.
С., Кислов А. П., Марковский В. П., Марковская А. А., Файзулла Д. Ф., Айтжанов С. Е.Диверсификация технологической базы инженерных систем жилья для минимизации энергопотребления. Материалы Международной научно-практической конференции «Научные основы машхуроведения – национальная идея «Мәңгілік ел», посвященной 60-летию доктора филологических наук, п р о ф е с с о р а , м а ш х у р о в е д а Т р у ш е в а А й т м у х а м е т а Касымбаевича. – Павлодар: 2016. С. 415-425. ISBN 978-601-238-652-3.
3 Шапкенов Б. К., Марковский В.П., Кайдар А. Б. «Инновационные методы электрообогрева в промышленности». Материалы международной научно-практической конференции «YII чтения Машхур-Жусипа», Павлодар, 2010, 2 т., с. 214–219. 6 с.
4 Кайдар А. Б., Кислов А. П., Марковский В. П., Волгин М.Е ., Шапкенов Б. К. Системное регулирование энергопотребления для оптимизации параметров систем электроснабжения. Материалы международной научно-технической конференции «VI чтения Ш. Шокина», 10 октября 2014 года, с. 67–70, ISBN 978-601-238-128-3.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
282 283
СВЕТОТЕХНИЧЕСКИЕ ЭНЕРГОЭФФЕКТИВНЫЕ ТЕХНОЛОГИИ В Г. АКСУ
КАЙДАР А. Б. м.т.н.
КАЙДАР М. Б. менеджер аутсорсинга, АО «КазТрансГаз»
АЛИМГАЗИН А. Ш. директор, НИИ «Энергосбережение и энергоэффективные технологии»,
д.т.н., профессор, кафедра «Теплоэнергетика»,Евразийский национальный университет имени Л. Н. Гумилева, г. Астана
КИСЛОВ А. П., МАРКОВСКИЙ В. П., ШАПКЕНОВ Б. К. профессора, ПГУ имени С. Торайгырова, г. Павлодар
Рост затрат на электрическую энергию и ТОиР заставил
городской Акимат Аксу изучить долгосрочные устойчивые варианты повышения эффективности работы городского освещения. На сегодняшний день потребление электроэнергии системой городского освещения составляет свыше 3476 тыс. кВтч/год, и эта цифра постоянно растет в результате износа инфраструктуры электросетей, растущего потребления и неэффективного управления работой системы.
В городе заменят 2646 натриевых светильников на светодиодные. Потребление натриевыми светильниками составляет 3476 тыс. кВт час в год. Потребление после замены снизится до 680 тыс. кВт час в год, то есть снизиться в 6 раз.
В связи с этим, Город вынужден заниматься поиском альтернативных способов экономии электричества, таких как использование энергосберегающих технологий наподобие светодиодов, и организация централизованной системы управления и мониторинга, для сокращения расходов на услуги ТОиР. Замена существующих натриевых (HPS) и ртутных (MV) ламп на светодиодные (LED) является успешным подходом [1]. Тем не менее, необходимо учитывать вопросы утилизации замененных ламп, которые могут представлять опасность для окружающей среды при неправильной утилизации. В этой связи, необходимо учитывать положения местного и международного экологического законодательства. К сожалению, существующее природоохранное законодательство Республики Казахстан содержит немного информации, имеющей отношение к проекту. Нормативные положения не охватывают вопросы утилизации опасных материалов [2] , относящихся к проекту, и не предлагают решения для процедур утилизации, поэтому, хотя настоящий отчет соответствует всем этим
положениям, некоторые нормы и хорошие идеи были заимствованы из политик по экологическому регулированию ООН и США, а именно:
1) Рамочная директива «Об отходах» ЕС (директива 2008/98/ЕС) Европейского парламента и Совета от 19 ноября 2008 года по отходам и отмене некоторых Директив (отменяет следующие директивы: Директива 2006/12/ЕС Европейского парламента и Совета от 5 апреля 2006 года по отходам (кодифицированный вариант с поправками Директивы Совета ЕС 75/442/EEC); Директива 91/689/EEC «Об опасных отходах»; Директива 75/439/EEC «Об устранении отработанных масел») – она предоставляет общие принципы требований к управлению отходами и устанавливает базовые определения в сфере управления отходами для Европейского Союза;
2) Решение 2000/532/EC – устанавливает список отходов; (3) Регламент (ЕС) № 1013/2006 Европейского Парламента и Совета от 14 июня 2006 года о транспортировке отходов.
Для лучшего понимания необходимости специальных нормативов для утилизации ртути и натрия, сначала необходимо описать, почему эти металлы представляют опасность.
Ртуть (химический символ Hg) является тяжелым металлом, который встречается в нескольких формах, и все эти формы могут оказывать токсичное воздействие в опасных дозах. Это одно из веществ, которое представляет наибольшую опасность для здоровья человека. Термометры старого типа, некоторые батареи, люминесцентные лампы, амальгама для зубной пломбы и электротехническая продукция, например, выключатели, содержат ртуть.
Ртуть является ядовитым веществом и может оказывать воздействие на центральную нервную систему и почки человека. Одна чайная ложка ртути может вызвать заражение озера среднего размера. Ртуть накапливается в организмах животных и человека, и может потенциально нанести вред не рожденному ребенку. В Швеции, беременным женщинам рекомендуется воздержаться от употребления в пищу рыбы из пресноводных озер. По информации шведских органов, в 50000 озерах уровень ртути превышает допустимые нормы. Отравление ртутью (также известное как гидраргиризм или меркуриализм) является болезнью/синдромом, вызываемым воздействием ртути или ее соединений. Токсичное воздействие включает повреждение мозга, почек и легких. Меркуриализм может привести к серьезным болезням, включая акродинию (полинейропатическая эритродермия), синдром Хантера-Рассела, и болезнь Минаматы. К симптомам относятся – расстройства органов чувств (зрение, слух, речь),

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
284 285
расстройства восприятия и недостаточная координация. Тип и степень выраженности симптомов зависит от конкретного токсина, дозы, способа и продолжительности воздействия. Ртуть может попасть в окружающую среду несколькими путями (рисунок 1). Например, если предмет с содержанием ртути был выброшен в мусор, ртуть может попасть в атмосферу с испарениями со свалки или с водой, просочившейся со свалки в грунт, или ртуть может испариться в воздух если мусор сжигается. Если ртуть смывается в канализацию, то вероятнее всего ртуть окажется в осадке сточных вод, где имеется вероятность ее улетучивания и осаждения в другом месте.
Ртуть может попасть в атмосферу различными способами, так как она легко испаряется. Затем она переносится по воздуху в парообразном состоянии.
Рисунок 1 – Перенос ртути в природе и биоаккумуляция в живых организмах
После того, как ртуть осаждается в озерах и ручьях, бактерии переводят часть ртути в органическую форму, называемую метилртуть. Это форма ртути, которая попадает в организмы животных и людей при употреблении некоторых видов рыбы. Метилртуть особенно опасна, так как происходит ее биоаккумуляция в окружающей среде. Процесс биоаккумуляции происходит при концентрации метилртути в тканях рыбы, так как крупная рыба питается мелкой рыбой. Щука длиной 22 дюйма весом в два фунта может содержать ртуть в количестве, в 225000 раз превышающем ее содержание в окружающей воде.
Это существенные концентрации, если рассматривать потенциальное токсическое воздействие метилртути. Метилртуть
влияет на нервную систему человека и может привести к тому, что у человека понизится способность ходить, говорить, видеть и слышать. В крайних случаях, высокий уровень потребления метилртути приводит к коме или смерти.
Многие животные, питающиеся рыбой, также накапливают метилртуть. Исследования, проведенные агротехнологическим факультетом ПГУ показывают высокое содержание ртути в живых организмах. На озере Былкылдак на территории бывшего Химзавода – в северной промышленной зоне города Павлодара было обнаружено существенное превышение ртути в тканях норки, выдры и гагары [1]. Ртуть отрицательно сказывается на репродуктивной способности животных и приводит к потере веса или преждевременной смерти.
Натрий является опасным веществом, которое вступает в реакцию с водой, при этом высвобождается чрезвычайно горючий газ, который вызывает ожоги. Также могут быть другие опасности, которые требуют осторожности при обращении и утилизации/повторном использовании натриевых ламп. Металлический натрий вступает в реакцию с водой с выделением тепла. Разбитые или сломанные лампы, контактируя с водой или сырым воздухом, могут образовывать очень горючий газообразный водород, а также коррозионный гидроксид натрия. Может потребоваться дополнительное проведение оценки, чтобы понять, являются ли методы обращения с отходами источниками подобных опасностей.
Для оценки качества освещения лампы, необходимо также учитывать срок ее службы . Как показано на рисунке 8, общее число часов работы светодиодных ламп в два раза больше [3, с. 174–184; 4, с. 281–285] часов работы натриевых ламп, и более чем в три раза больше часов работы ртутных ламп. Это очень важный факт для данного проекта, так как срок службы ртутных (MV) и натриевых (HPS) ламп, в настоящее время установленных в системе уличного освещения города Аксу, довольно небольшой. Единственные более или менее допустимые показатели только в ведомости по замене трубчатых натриевых ламп на 250 Вт, которые установлены на главных улицах. Частота отказов ламп в 2017 году составила примерно 29 %, что свидетельствует о среднем сроке службы в 3,4 года. В жилых районах, наихудший показатель по частоте отказов приходится на трубчатые лампы на 150 Вт со значением 111 % в 2014 году, то есть, их срок службы составляет примерно 11 месяцев. Частота отказов ртутных (MV) ламп на 125 Вт в 2017 году составила 63 %, что говорит о том, что их срок службы составляет примерно 1,6 года.
Основные преимущества модернизации системы уличного освещения в Аксу.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
286 287
Срок эксплуатации светодиодов намного превышает срок службы остальных типов осветительных ламп. Здесь главное, что со временем, основные показатели эффективности работы светодиодных ламп, такие как качество и мощность светового потока практически не меняются. Для сравнения оптимальный срок эксплуатации LED лампы составляет 100 тысяч часов, ДРЛ – 12 тысяч часов, дуговых натриевых ламп – 25 тысяч часов, галогенных – до 3 000 часов.
Использование светодиодов способствует огромной экономии (до 70 %) на потреблении электроэнергии в сравнении с ртутьсодержащими и газоразрядными типами ламп. Для примера, в лампах накаливания 95 % энергии теряется на выделение тепла.
Светодиодные светильники безопасны с экологической точки зрения и не требуют особой утилизации в отличие от люминесцентных и ДНАТ ламп, ДРЛ, которые содержат опасные вещества и смеси на основе ртути.
Светильники LED имеют высокую степень механической защиты за счет монолитной виброустойчивой конструкции корпуса прибора, выполненного на основе алюминиевого сплава.
Светодиодные лампы представлены широким модельным рядом для конкретных условий эксплуатации, охватываемых площадей, с возможностью изготовления приборов необходимой мощности под любой запрос клиента.
В отличие от ламп ДРЛ, которые медленно зажигаются и выходят на нужную мощность освещения только по истечению минимум десяти минут, светодиоды включаются моментально.
Светодиоды излучают свет высокой контрастности, позволяющей качественно освещать территорию в любое время суток с индексом цветопередачи в пределах 80 единиц. При этом коэффициент полезного действия равен 100 %.
ЛИТЕРАТУРА 1 Легенды озера Былкылдак, – Территория выживания. www.
time.kz/articles/territory/2014/06/25/legendi-ozera-bilkildak.2 Ртутное загрязнение в Павлодаре – Mercury Pollution
at Pavlodar/ Шапкенов Б. К., Бедненко В.А., Адамжанов С.А., Алиев Ж.Ш., Камашев Т.К. //hg-pavlodar.narod.ru/ru/bm/biomercury.htm
3 Кайдар А. Б., Марковский В. П., Шапкенов Б. К., Кушкулов Р. К., Кот Е. Н., Кайдар М. Б., Амренова Д. Т. Снижение энергетических затрат на АО «Каустик» Вестник ПГУ, ISSN: 1811–1858. Серия энергетическая. № 1. 2017, с.174–184.
4 Кайдар А. Б. , Марковский В. П., Жакып К. Б. , Джансаринов К. Е., Оспанова Ж. М. Шапкенов Б. К. Энергияны үнемдеу шамдарының жұмыс режимдерін зерттеу. Сборник Международной научно-практической конференции «YII Торайгыровские чтения. Качество жизни в Павлодарской о б л а с т и . С о с т о я н и е и п е р с п е к т и в ы » , п о с в я щ е н н о й 55-летию Павлодарского государственного университета имени С. Торайгырова. – Павлодар: 2015 г., т. 5, с. 281–285. ISBN 978-601-238-552-6.
СХЕМА ТОКОВОЙ ЗАЩИТЫ НА ГЕРКОНАХ С ТЕСТОВОЙ ДИАГНОСТИКОЙ ИСПРАВНОСТИ
КЛЕЦЕЛЬ М. Я.д.т.н., профессор, ПГУ имени С. Торайгырова, г. Павлодар
ТОЛЕГЕН Т. Т.магистрант, гр. МЭЭ-22п, ПГУ имени С. Торайгырова, г. Павлодар
ТАЛИПОВ О. М.магистр, ст. преподаватель, ПГУ имени С. Торайгырова, г. Павлодар
ИСАБЕКОВ Д. Д.докторант, ПГУ имени С. Торайгырова, г. Павлодар
Введение. Максимальная токовая защита широко применяется на промышленных предприятиях для защиты электроустановок напряжением 6-35 кВ. от коротких замыканий. Традиционно она получает информацию о токе в фазе защищаемой электроустановки от трансформаторов тока, имеющих ряд известных недостатков [1, 2], из-за которых на международных конференциях по большим энергетическим системам (СИГРЭ) неоднократно отмечалось [3, 4], что одной из актуальных задач электроэнергетики является разработка ресурсосберегающих устройств релейной защиты без трансформаторов тока. Для построения релейной защиты без трансформаторов тока мы выбрали герконы, так как они обладают некоторыми известными преимуществами перед другими магниточувствительными элементами [5, 6]. На основе герконов уже разработаны принципы построения токовых защит [5, 6, 7 – 9] и методика выбора уставок их срабатывания [5, 10]. Однако эти защиты могут сработать излишне при наличии помех и залипании контактов, а также не сработать из-за возникших неисправностей, которые не диагностируются до окончания срока между плановыми

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
288 289
проверками. В данной работе предлагается токовая защита на герконах, лишенная указанных недостатков.
Помехоустойчивая токовая защита на герконах. Схема (рис.1) усовершенствованной токовой защиты по [11] состоит из геркона 1 с замыкающим 2, переключающим 3 и размыкающим 4 контактами, устанавливаемого вблизи токопровода 5 (в поперечном сечении), герконового реле 6 (ГР), содержащего переключающий 7, замыкающий 8, размыкающий 9 контакты и обмотку 10 управления, резисторов 11, 12, промежуточного реле 13 (ПР) с замыкающим контактом 14 и обмоткой 15 управления, конденсаторов 16, 17, источников 18, 19 постоянного и переменного оперативного тока, обмотки управления 20, надетой на геркон 1, сигнальных лампы 21, 22 и переключателя 23 с размыкающим 24, замыкающими 25, 26 и переключающим 27 контактами. Данная схема отличается от представленной в [11] наличием элементов 19, 20, 22, 23.
В режиме номинальной нагрузки на геркон 1 действует магнитное поле, созданное током в токопроводе 5 электроустановки. Однако геркон 1 не срабатывает, так как значение индукции этого поля не превышает индукцию Вср, необходимую для его срабатывания.
При коротких замыканиях в электроустановке геркон 1 срабатывает, замыкая контакт 2 и размыкая контакт 4. Конденсаторы 16 и 17 начинают заряжаться, причем время заряда конденсатора 16 выбрано большим, чем время заряда конденсатора 17. После зарядки конденсатора 16 напряжение на обмотке 15 управления промежуточного реле 13 оказывается достаточным для срабатывания, его контакт 14 замыкается и через контакты 27 и 24 переключателя 23 подает сигнал на отключение электроустановки.
Рисунок 1 – Схема токовой отсечки на герконах с контролем залипания его контактов и тестовой диагностикой
После отключения электроустановки контакты геркона 1 возвращаются в исходное состояние, если не залипли. Контакт 4 замыкается, и конденсатор 17 разряжается на обмотку 10 реле 6. При этом контакт 9 не размыкается, так как напряжение на обкладках конденсатора 17 недостаточно для срабатывания реле 6. Если контакты 2 и 3 геркона 1 залипли, то контакт 4 остается разомкнутым. Конденсатор 17 дозаряжается до напряжения срабатывания реле 6, которое сработав, размыкает контакт 9 и замыкает контакт 8. С контакта 8 сигнал поступает на сигнальную лампу 21, которая сигнализирует о залипании контактов геркона 1. Так как контакт 9 разомкнут, то реле 13 сигнал на отключение электроустановки не выдает, и устройство не сработает ложно при действии, к примеру, автомата повторного включения, когда короткое замыкание самоустранилось.
Тестовая диагностика [12] выполняется с помощью нажатия и удержания кнопки переключателя 23 на время действия защиты. Контакты 25, 26 замыкаются, а контакт 24 размыкается. В результате на обмотку управления 20 подается напряжение от источника 19, а цепь отключения выключателя электроустановки размыкается. Геркон 1 срабатывает и замыкает контакт 2. Дальше защита работает также, как представлено выше. При исправности всех элементов устройства реле 13 замыкает контакт 14 и выдает сигнал на лампу 22, которая сигнализирует об отсутствии неполадок. Если при диагностике устройства контакты 2 и 3 геркона 1 залипли, загорается лампа 21.
При реализации на этой схеме максимальной токовой защиты после срабатывания реле 13 сигнал через контакты 27 и 24 переключателя 23 поступает на вход реле времени.
Отметим, что время заряда конденсаторов 16, 17 и сопротивление резисторов 11, 12 при реализации токовой отсечки зависят от коэффициента чувствительности kч и коэффициента возврата kв геркона. Согласно [2], для токовой отсечки необходимо, чтобы:
(1)где: Вк.мин – индукция магнитного поля, созданного минимальным током короткого замыкания.
Тогда из (1):
(2)

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
290 291
В силу того, что геркон срабатывает и отпадает под действием мгновенного значения индукции магнитного поля (рис. 2), считая ток синусоидальным, можно записать:
(3) (4)
где: Вв – индукция, при которой контакты геркона возвращаются в исходное состояние.
Рисунок 2 – Индукции срабатывания и возврата геркона
Тогда Вв с учетом выражения (2) равна: (5)
Подставив (2) и (5) в (3) и (4), получим:
Откуда:
где: n1 и n2 – целые числа, в нашем случае n1 кратно двум, n2= n1+1, так как срабатывание и отпадание геркона происходят, соответственно, до и после перехода тока через амплитудное значение.
Время замкнутого (tзамк) и разомкнутого (tразм) состояний контактов геркона:
К примеру, при kв=0,95 tзамк=6,7 мс и tразм=3,3 мс, а при kв=0,3 tзамк=7,8 мс и tразм=2,2 мс.
Геркон 1 замыкает и размыкает контакты каждую полуволну тока, при этом конденсатор 16 (рис. 1) в течение времени tзамк заряжается, а в течение tразм разряжается. Зная tразм и tзамк по известным формулам можно рассчитать емкость конденсатора 16 и сопротивление резистора 11. Они должны быть такими, чтобы время tзар заряда конденсатора 16 было минимальным и он зарядился после второго срабатывания геркона 1.
Аналогичным образом определяют емкость конденсатора 17 и сопротивление резистора 12, с условием, что время заряда конденсатора 17 больше суммарного времени действия защиты и отключения выключателя. Иначе реле 6 разомкнет контакт 9 в цепи отключения выключателя электроустановки раньше, чем последний сработает.
Выводы. Устройство выполняет функции максимальной токовой защиты и отсечки, не используя при этом для получения информации трансформаторы тока. Схема обладает повышенной надежностью за счет контроля залипания контактов геркона и тестовой диагностики. Параметры элементов схемы зависят от длительности времени замкнутого состояния контактов геркона.
ЛИТЕРАТУРА1 Федосеев А. М. Релейная защита.- М.: Энергоиздат, 1984, 520 с.2 Андреев В.А. Релейная защита и автоматика систем
электроснабжения.-М.: Высш. шк., 2006, 639 с.3 Дьяков А. Ф.Электроэнергетика мира в начале XXI столетия
(по материалам 39-й сессии СИГРЭ, Париж). – Энергетика за рубежом, 2004, № 4–5.
4 Кожович Л.А., Бишоп М.Т. (Cooper Power Systems, США). Современная релейная защита с датчиками тока на базе катушки Роговского. Современные направления развития релейной защиты и автоматики энергосистем. – Сборник докладов конференции CIGRE – М.: Научно-инженерное информационное агентство, 2009, С.49–59.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
292 293
5 Клецель М. Я. Мусин В. В. О построении на герконах защит высоковольтных установок без трансформаторов тока. – Электротехника, 1987, № 4, С. 11–13.
6 Клецель М. Я. Основы построения релейной защиты на герконах. Материалы четвёртой международной научно-технической конференции «Современные направления развития систем релейной защиты и автоматики энергосистем» CIGRE, г. Екатеринбург, 3 – 7 июня 2013.C.1–10.
7 Kletsel M., Kabdualiyev N., Mashrapov B., Neftissov A. Protection of busbar based on reed switches. Przeglad Elektrotechniczny, 2014, nr 1, 88–89.
8 Kletsel M., Kaltayev A., Mashrapov B. Resource-saving protection of powerful electric motors. Przeglad Elektrotechniczny, 2017, nr 5, 40–43.
9 Kletsel M., Barukin A., Talipov O. About the Biot-Savart-Laplace law and its use for calculations in high-voltage AC installations. Przeglad Elektrotechniczny, 2017, nr 11, 129–132.
10 Клецель М. Я., Мусин В. В. Выбор тока срабатывания максимальной токовой защиты без трансформаторов тока на герконах // Промышленная энергетика – 1990. – № 4. – С. 32–36.
11 Патент 2629958 Российской Федерации, МПК Н02Н 3/08. Устройство для токовой защиты электроустановки /Клецель М. Я., Машрапов Б. Е., Барукин А. С., Калтаев А. Г., Талипов О. М.; заявл. 24.05.2016; опубл. 05.09.17, Бюл. № 25
12 Патент 33108 Республики Казахстан, МПК Н02Н 3/08. Устройство для токовой защиты /Клецель М. Я., Машрапов Б. Е., Исабеков Д. Д.; заявл. 19.04.2017; опубл. 17.09.18, Бюл. № 35
РАЗРАБОТКА КОМПЛЕКСА МЕРОПРИЯТИЙ ПО УПРАВЛЕНИЮ РИСКАМИ
В ЭЛЕКТРОХОЗЯЙСТВЕ ПРЕДПРИЯТИЯ
МАРКОВСКИЙ В. П., ШАПКЕНОВ Б. К. профессора, ПГУ имени С. Торайгырова, г. Павлодар
КАЙДАР А. Б. м.т.н.
КАЙДАР М. Б. менеджер аутсорсинга, АО «КазТрансГаз»
АЛИМБЕРГЕНОВ А. С. магистрант, ПГУ имени С. Торайгырова, г. Павлодар
Разработка системы риск-менеджмента (рисунок 1) на предприятии базируется на выявлении и оценке уровня приемлемого риска. Данный подход является более эффективным, нежели стремление к достижению нулевого риска, в соответствии с которым считается необходимым полное исключение вероятности влияния негативных событий на текущие процессы на предприятии за счет проведения соответствующих организационных мероприятий, созданию необходимых систем безопасности, предотвращающих все возможные опасности.
Помимо высокой стоимости реализации такого подхода следует отметить его практическую неэффективность – условия функционирования энергетического предприятия или электрохозяйства предусматривают вероятностный характер происходящих внутри и вне его событий и регулярное появление случайных, незапланированных факторов.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
294 295
Рисунок 1 – Ранжирование рисков по вероятности
Концепция допустимого риска учитывает этот вероятностный характер и позволяет спрогнозировать ущерб от реализации того или иного фактора риска, зарезервировать и своевременно распределить ресурсы как на снижение вероятности появления проблемы, так и на соответствующую подготовку к проведению мероприятий по устранению возможных последствий аварии.
Для расчета показателя приемлемого риска имеет смысл провести ранжирование выявленных угроз надежности в зависимости от величины возможного ущерба и вероятности наступления рискового случая [1, с. 123].
Вышеизложенные подходы позволяют сформировать следующую укрупненную схему оценки рисков [2, c. 135–138] на энергетическом предприятии или в электрохозяйстве (рисунок 1–4):
Рисунок 2 – Ранжирование рисков по величине нанесенного ущерба
Рисунок 3 – Ранжирование рисков по величине нанесенного ущерба
Рекомендации системы риск-менеджмента в зависимости от ранга [3, c. 68–73], присвоенного конкретному виду риска, приведены в таблице 1:

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
296 297
Таблица 1 – Рекомендации по управлению рисками
Ранг Мероприятия в целях приведения риска к приемлемому уровню
Очень низкий
риск
Данные риски находятся на приемлемом уровне, дополнительные мероприятия не требуются, возможна проверка на избыточность
обеспечения надежности
Низкий риск
Уровень риска соответствует приемлемому, проводимых мероприятий достаточно для поддержания надежности, дальнейшее снижение риска следует осуществлять только с минимальными затратами
имеющимися в распоряжении предприятия ресурсов
Средний риск
Риски превышают допустимые значения, предприятию следует разработать комплекс мероприятий по их снижению, в случае
необходимости для этого следует выделить дополнительные ресурсы
Высокий риск
Данная группа рисков является недопустимой, необходимы срочные действия по снижению величины риска до приемлемых значений. Соответствующие мероприятия следует осуществлять до тех пор, пока риск не перейдет в категорию средних, после чего работа с
данным фактором будет вести в обычном порядке. В случае, если рассматриваемый риск снизить не удается, возможно рассмотреть
вопрос о прекращении деятельности в данных условиях
Очень высокий
риск
Категория рисков, означающая высокую вероятность наступления катастрофических последствий при реализации фактора риска, в
случае выявления такого рода опасностей деятельность должна быть полностью прекращена (время на снижение опасности превышает
средний ожидаемый период до момента крупной аварии)
Для получения величины комплексного риска [4, c. 115-119] производится суммирование показателей возможного ущерба от всех выявленных независимых друг от друга видов риска с учетом вероятности их возникновения. На эффективность мероприятий, проводимых с целью снижения комплексного риска, будут влиять, с одной стороны, затраты на их осуществление, с другой стороны, фактическая величина уменьшения риска. При этом оптимальное значение затрачиваемых на систему управления рисками ресурсов и будет достигнуто в случае:
т.к. при дальнейшем увеличении затрат снижение величины риска будет недостаточным для их возмещения.
Рисунок 4 – Различные варианты матриц рисков для конкретных предприятий
Выводы. Обоснована необходимостью повышения качества принятия управленческих решений с учетом влияния рисков при реализации сложных инновационных проектов по созданию и эксплуатации объектов энергетики. Рассмотрены подходы к решению проблемы эффективного управления предприятиями энергетической отрасли, в том числе управления рисками, как элемента общей системы управления предприятием. Разработаны рекомендации по управлению рисками, сформированы предложения по совершенствованию системы управления рисками.
ЛИТЕРАТУРА 1 Б.К. Шапкенов, В.П. Марковский. Система диагностики
аварийных пульсаций напряжения в контактной сети тяговых преобразователей. Сб. Проблемы комплексного развития регионов Казахстана, ч. 1, с. 135–138, Алматы, 1996 г.
2 Повышение эффективности электроснабжения городских электрических сетей: Монография / Б. К. Шапкенов, А. Б. Кайдар, А. П. Кислов, В. П. Марковский, М. Б. Кайдар. – Павлодар : Кереку, 2016. – 153 с. ISBN978-601-238-674-5.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
298 299
3 Шапкенов Б.К. Обеспечение непрерывного функционирования предприятий при отключении электроэнергии Междунар науч-практич конф «Снижение рисков и ликвидация последствий ЧС природ и техноген характера – приоритетные направления социальной безопасности и устойчивого развития в северных регионах РК, г. Павлодар, 2009 г, с. 68–73.
4 Шапкенов Б.К. Многоуровневая защита деятельности предприятий от аварий и негативных факторов»/ Журнал «Комплексная безопасность» № 10, 2009, с. 115–119.
АНАЛИЗ МЕТОДОВ НОРМИРОВАНИЯ ЭЛЕКТРИЧЕСКИХ ПАРАМЕТРОВ ПРЕДПРИЯТИЙ И ИХ ПОДРАЗДЕЛЕНИЙ
МАРКОВСКИЙ В. П., ШАПКЕНОВ Б. К. профессора, ПГУ имени С. Торайгырова, г. Павлодар
КАЙДАР А. Б.м.т.н;
КАЙДАР М. Б. менеджер аутсорсинга, АО «КазТрансГаз»
ОРАЗАЛИНА Ж. А. магистрант, ПГУ имени С. Торайгырова, г. Павлодар
Энергетическая эффективность в современных условиях является важнейшим фактором повышения конкурентоспособности казахстанских железных дорог на внутреннем и международном рынке транспортных услуг.
Рассмотрим результаты энергоаудита структурных подразделений Акционерного общества «Национальная компания «Қазақстан темір жолы» (АО «НК «ҚТЖ»).
У большинства объектов учета в электропотреблении присутствует сезонная составляющая, выраженная в снижении помесячных объемов летом и росте в зимний период. В то же время имеется ряд объектов (№ 6, 8 Филиала АО «НК «ҚТЖ» «Павлодарское отделение магистральной сети»), электропотребление которых жестко нормировано и не изменяется в течение года.
Оценить характер влияния «всплесков» или «провалов» позволяет применение метода ранжирования объектов по параметру электропотребления и анализ изменения их рангов во временном разрезе путем построения структурно-топологической динамики [1, с. 82]. Для анализа изменения рангов объектов учета
было получено семейство кривых гиперболического рангового H-распределения за каждый месяц 2009 года, представленных на рисунке 1.Каждая из этих кривых описывается математической моделью гиперболического рангового H-распределения по параметру, имеющая вид:
(1)
где W1 – значение наибольшей величины электропотребления объектов выборки; β – характеристический показатель рангового H-распределения.
Рисунок 1 – Помесячные ранговые Н-распределения электропотребления дистанции гражданских сооружений
НГЧ-3 за 2017 г.
Математические функции, описывающие гиперболические ранговые H-распределения по параметру за каждый месяц, представлены в таблице 1.
Важнейшим условием устойчивости системы электропотребления, состоящей из ряда объектов учета, является доказанная проектом устойчивость во времени структуры гиперболического рангового H-распределения по параметру и его характеристических показателей W1и β. Тренд W1 математически описывается линейной функциональной зависимостью вида: W1(t) = 3,02 x + 46,84, отражающей тенденцию к мнимому значительному росту величины электропотребления. Динамика изменения показателя β отличается своей нестабильностью и дает разброс его величины в диапазоне от 1,3295 до 1,9253 (44,81 %). Показатель обладает устойчивостью в зимние месяцы и разброс составляет 1,3 %.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
300 301
Таблица 1 – Модели помесячного электропотребления объектов учета дистанции гражданских сооружений НГЧ-3 за 2017 г.
Период Модель эл.потребления, Период Модель эл.потребления,
(тыс. кВт.ч) (тыс. кВт.ч)
январь W= 127,68x-1,3295 июль W= 116,39x-1,7665
февраль W= 102,78x-1,344 август W= 137,01x-1,8917
март W= 101,53x-1,3465 сентябрь W= 622,89x-1,9253
апрель W= 129,25x-1,5759 октябрь W= 115,65x-1,5079
май W= 110,81x-1,72 ноябрь W= 288,50x-1,8075
июнь W= 111,17x-1,7991 декабрь W= 132,26x-1,3326
Всего год W = 1913,80 x-1,5861
Начиная с апреля месяца наблюдается рост показателя β до величин, превышающих верхнюю границу показателя (0,5<β<1,5) и отражающую переход системы в неустойчивое состояние, что свидетельствует о некорректности данных по потреблению электроэнергии отдельными объектами учета. Это приводит к перераспределению рангов между объектами и искажению формы ранговой поверхности гиперболического H-распределения.
Анализ динамики выявляет значительные нарушения характера изменения рангов отдельных объектов учета, связанные с резкой сменой ранга в соседних временных периодах, что приводит к значительным искажениям топологии ранговой поверхности.
Построим динамику 1-го рода (рис. 2) [2, с. 135–138], проранжировав по убыванию величины их электропотребления по данным за январь с сохранением их первоначальных рангов в последующие месяцы. В результате была получена структура электропотребления предприятия, выраженная динамикой 1-го рода.
Анализ характера изменения величин электропотребления отдельных объектов выявил значительные нарушения, выраженные в резком, несвойственном для объекта, изменении их объемов электропотребления, вызвавшие резкую смену ранга: с последнего на первый, с восемнадцатого на второй, с пятого на двадцатый и т.д., что говорит о неграмотном подходе к формированию предприятием своих электрических балансов. Такой подход нарушает закономерности структуры электропотребления и не позволяет в полной мере реализовывать процедуру нормирования.
Моторвагонное депо (ТЧ–15) является структурным подразделением дирекции АО «Пригородных перевозок» дороги и выполняет технические обслуживания (ТО-3, ТО-4, ТО-5) и текущие ремонты (ТР-1, ТР-2, ТР-3) электропоездов постоянного тока (ЭР2, ЭР2Р, ЭТ2ЭМ и др.) и выдает электропоезда для их эксплуатации на участках пригородного сообщения.
Определение величин потребления электроэнергии предприятием производится на основании 4-х счетчиков коммерческого учета. По двум из них определяются объемы в части потребления электроэнергии нетяговыми потребителями (технологическим комплексом – депо по ремонту подвижного состава), другие два фиксируют объемы электроэнергии на тягу поездов. На полстанции предприятия РТП, питающей нетяговых потребителей, также имеется система технического учета, охватывающая 85 точек учета.
Рисунок 2 – Структура изменения электропотребления за 2017 г. (динамика 1-го рода)
Исходными данными по результатам проведенного энергоаудита являются сведения о помесячном потреблении электроэнергии депо за 2017 год (таблица 2).

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
302 303
Таблица 2 – Потребление электроэнергии ТЧ-15 по месяцам за 2017 г., (тыс. кВт.ч)
Период Потребление э/э Период Потребление э/эЯнварь 344,50 Июль 224,64
Февраль 390,78 Август 223,13Март 322,51 Сентябрь 325,96
Апрель 353,61 Октябрь 416,08Май 203,55 Ноябрь 364,12
Июнь 225,82 Декабрь 456,23Итого 2009 год 3850,93
Анализ показывает, что электропотребление предприятия носит ярко выраженный сезонный характер, что отражается в снижении объемов потребления электроэнергии летом и их возрастании в зимний период. Функциональная зависимость изменения электропотребления в течение года может быть представлена моделью полинома 2-ой степени со степенью достоверности аппроксимации R2 = 0,67 вида: W(t) = 5,9837 x2 - 72,322 x + 466,88 [3, с. 68–73].
Модель может быть использована для нормирования электропотребления в качестве аппроксимирующей функции.
Для анализа и выбора метода нормирования электропотребления предприятия в целом рассмотрим данные о годовом электропотреблении за период 2013–2017 гг. с разбивкой на тягу поездов и на нетяговые нужды, а также с учетом грузоперевозок как показателя объемов производства (таблица 3). На основании таблицы получена регрессионная модель в виде линейной функции W(t) = 0,0254 x + 2,2706 с очень высокой степенью достоверности аппроксимации R2 = 0,9651. Полученная зависимость характеризуется постоянной составляющей в электропотреблении предприятия, равной 2,27 млн. кВт.ч, что соответствует величине электропотребления депо на нетяговые нужды. Предложенная линейная зависимость может быть использована для планирования объемов электропотребления на электротягу.
Таблица 3 – Показатели потребления электроэнергии ТЧ-15 за 2013-2017 гг.
Показатели 2013 2014 2015 2016 2017Основное депо, тыс.
кВт.ч 2 676,96 2 832,46 2 875,1 3 199 3 850,
Тяга поездов, тыс. кВт.ч 52 968,2 55 602,7 98 783,7 26 735 –Итого с тягой 55 645 58 435 101 658 29 935 3 850
Объем работ, тыс. тонно-км брутто 2298,211 2398,463 3722,503 910,2 2346,6
Электроемкость, кВт.ч/тонно-км.бр. 24,212 24,364 27,309 32,889 1,641
Удельный расход, кВт.ч/тонно-км.бр. 23,048 23,183 26,537 29,374 –
Рассмотренные на примере исследованных предприятий методы нормирования показателей электропотребления и оценки объемов энергосбережения показали, что процедура нормирования не может быть сведена только к реализации классических статистических способов обработки данных простой экстраполяцией и подбором регрессионной математической модели зависимости показателя электропотребления во временном разрезе (анализ временного ряда) либо от различных производственно-экономических факторов.
При анализе и обработке исходных данных для выбора метода нормирования, подходящего именно для предложенных данных, было выявлено, что не всегда при энергоаудите предоставляются исходные данные в необходимом объеме полноты информации для проведения исследований выявления закономерностей изменения показателей электропотребления.
Поэтому в ряде случаев для проведения процедуры нормирования электропотребления классические математические методы не применимы и должны быть заменены или дополнены процедурами H-анализа с использованием гиперболического рангового по параметру H-распределения [4, с. 115–119] как в статических срезах, так и во временном разрезе.
Выводы. Кроме того, на выбор метода нормирования и установления
целевых показателей энергоэффективности влияет величина самого объекта исследования. Для мелких предприятий достаточно установления нормы величины электроемкости основного вида продукции/работ Э или величины общего электропотребления Wобщ. Для средних предприятий необходимо нормировать также величины общих и удельных расходов электроэнергии для отдельных цехов, либо по отдельным производственным показателям.
Однако для крупных предприятий такого объема показателей недостаточно для выявления и оценки потенциала энергосбережения. Для таких объектов исследования задача нормирования должна решаться комплексно с установлением норм на каждом уровне администрирования и хозяйствования.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
304 305
ЛИТЕРАТУРА 1 Повышение эффективности электроснабжения городских
электрических сетей: Монография / Б. К. Шапкенов, А. Б. Кайдар, А. П. Кислов, В. П. Марковский, М. Б. Кайдар. – Павлодар : Кереку, 2016. – 153 с. ISBN978-601-238-674-5.
2 Б.К. Шапкенов, В.П. Марковский. Система диагностики аварийных пульсаций напряжения в контактной сети тяговых преобразователей. Сб. Проблемы комплексного развития регионов Казахстана, ч. 1, с. 135–138, Алматы, 1996 г.
3 Шапкенов Б.К. Обеспечение непрерывного функционирования предприятий при отключении электроэнергии / Междунар. науч.-практич. конф. «Снижение рисков и ликвидация последствий ЧС природ и техноген характера – приоритетные направления социальной безопасности и устойчивого развития в северных регионах РК, г. Павлодар, 2009 г, с. 68–73.
4 Шапкенов Б.К. Многоуровневая защита деятельности предприятий от аварий и негативных факторов»/ Журнал «Комплексная безопасность» № 10, 2009, с. 115–119.
ОСНОВНЫЕ МЕРОПРИЯТИЯ ПО СНИЖЕНИЮ ПОТЕРЬ В РАСПРЕДЕЛИТЕЛЬНЫХ СЕТЯХ
МАРКОВСКИЙ В. П., ШАПКЕНОВ Б. К.профессора, ПГУ имени С. Торайгырова, г. Павлодар
АХМЕТОВ Т. М.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
В настоящее время наблюдается рост потребления электроэнергии в нагрузочных узлах на всей территории Республики Казахстан. Это связано с быстрыми темпами развития предприятий на всей территории республики.
Увеличение потребления мощности приводит к росту технических потерь электроэнергии, что отрицательно отражается на доходах электропередающих компаний РК. Для снижения технических потерь электроэнергии и повышения энергоэффективности энергокомпаний используются различные мероприятия и дополнительные технические средства. Наиболее эффективные средства – это средства компенсирующие потребление реактивной мощности в узлах подключения нагрузки ,что позволяют уменьшение передаваемой реактивной мощности по сети
Мероприятия по снижению потерь мощности можно разделить на 4 категории (Рисунок 1):
1. Мероприятия по оптимизации режимов электрических сетей2. Мероприятия реконструкции электрических сетей3. Мероприятия по совершенствованию системы учета
электроэнергии4. Мероприятия снижению хищений электроэнергии
Рисунок 1 – Структурная схема мероприятий по снижению потерь
К мероприятиям по улучшению режимов электрических сетей относятся:
1. Установка и ввод в работу автоматических регуляторов напряжения на трансформаторах с РПН и автоматических регуляторов реактивной мощности на ее источниках.
2. Установка на подстанциях средств телеизмерений (ТИ) параметров режима сети и средств АСКУЭ.
3. Проведение переключений в схеме сети, обеспечивающих снижение потерь электроэнергии за счет перераспределения ее потоков по линиям, в том числе за счет оптимизации мест размыкания контуров различных номинальных напряжений.
4. Осуществление PH в центрах питания радиальных сетей, обеспечивающего минимальные потери электроэнергии в сети при допустимых отклонениях напряжения у потребителей электроэнергии.
5. Размыкание линий 6–10 кВ с двухсторонним питанием в точках, обеспечивающих электроснабжение потребителей при минимальных суммарных потерях электроэнергии в сетях 6–10 кВ и выше и сохранении необходимой надежности электроснабжения.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
306 307
6. Отключение в режимах малых нагрузок одного из трансформаторов на подстанциях с двумя и более трансформаторами.
7. Выравнивание нагрузок фаз в сетях 0,4 кВ.К мероприятиям по реконструкции электрических сетей
относятся:1. Разукрупнение подстанций, ввод дополнительных ВЛ и
трансформаторов для разгрузки перегруженных (по экономическим, а не техническим условиям!) участков сетей, замена мало загруженных трансформаторов на подстанциях (в том числе и их перемещение на другие подстанции), ввод дополнительных коммутационных аппаратов, обеспечивающих возможность переключения участков сетей на питание от других подстанций, и т. п.
2. Ввод КУ на подстанциях сетевой организации; ввод технических средств регулирования потоков мощности по линиям (трансформаторов с продольно-поперечным регулированием и вольтодобавочных трансформаторов).
3. Замену трансформаторов с ПБВ, переключение ответвлений которых возможно только при отключении трансформатора от сети, на трансформаторы с РПН, переключение ответвлений которых возможно и под нагрузкой, проводят, как правило, не для снижения потерь, а для обеспечения требуемого качества электроэнергии. Это обычно приводит и к сопутствующему снижению потерь электроэнергии.
К мероприятиям по совершенствованию системы учета электроэнергии относятся:
Замена измерительных трансформаторов на трансформаторы с повышенными классами точности и номинальными параметрами, соответствующими фактическим нагрузкам.
Замена существующих приборов учета электроэнергии на новые приборы с улучшенными характеристиками.
Установка приборов технического учета электроэнергии на радиальных линиях, отходящих от подстанций (головной учет).
К мероприятиям по снижению хищений электроэнергии относятся:
Периодические проверки условий работы электросчетчиков расчетного учета у потребителей и выявление хищений электроэнергии;
Замена на ВЛ 0,4 кВ обычных «голых» алюминиевых проводов изолированными проводами, затрудняющими несанкционированное подключение к линии.
ЛИТЕРАТУРА1 Потери электроэнергии. Реактивная мощность. Качество
электроэнергии: Руководство для практических расчетов.- М.: ЭНАС, 2009.
2 Гук. Ю. Б., Кантан. В. В., Петров. С. С. Проектирование электрической части станций и подстанций. Л: Энергоатомиздат, 1985.
3 Повышение эффективности электроснабжения городских электрических сетей: Монография / Б. К. Шапкенов, А. Б. Кайдар, А. П. Кислов, В. П. Марковский, М. Б. Кайдар. – Павлодар : Кереку, 2016. – 153 с.
К ВОПРОСУ О РАЗВИТИИ ТЕХНОЛОГИЧЕСКИХ ПРИНЦИПОВ ПОДГОТОВКИ
К СЖИГАНИЮ БУРЫХ УГЛЕЙ
МУХАМЕДЕЕВА Л. Г.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
КАБДУАЛИЕВ Н. М.доктор PhD, ст. преподаватель, ПГУ имени С. Торайгырова, г. Павлодар
Многократная смена технологических принципов в ведущих отраслях промышленности происходит фактически на отрезке времени 40–50 лет, но этот процесс практически не затрагивает угольную энергетику.
С появлением природоохранных требований технология извлечения полезной энергии из угля, по сути, не претерпела изменений, а вот затраты на очистку дымовых газов и обустройство золоотвалов год от года стали возрастать. В результате постепенного увеличения мощности котлов и изменения их конструкций удается достигать достаточно высокого уровня извлечения полезной энергии из угля. Однако достигают максимума и затраты на очистку дымовых газов и хранение золошлаковых отходов.
После подписания Парижского соглашения 2016 года вектор развития энергетики безоговорочно направляется в сторону низкоуглеродных и безуглеродных источников. И уголь здесь может найти свое место, но только на базе новой концепции использования энергетических углей, которая соответствует современным экологическим и экономическим реалиям. В перспективе традиционные способы сжигания топлив с целью получения рабочего тела электрогенерирующих устройств, по – видимому,

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
308 309
будут заменены. Это путь новых технологий, а не степень повышения очистки выбросов при классическом сжигании угля.
Одним из способов «облагораживания» угля считается его газификация, что позволяет очистить газ перед сжиганием и реализовать парогазовый цикл производства электроэнергии с более высоким КПД, чем в обычной схеме с паровой турбиной. Сейчас бурый уголь считается низкосортным топливом. Но красноярские ученые и инженеры доказали, что если внедрить новую технологию, то бурый уголь станет важнейшим стратегическим запасом.
Уникальность технологии термококс [3] в том, что она радикально меняет взгляды на бурые угли и в дальнейшем может произвести переворот в энергетике и металлургии, повысить энергоэффективность экономики.
Новые технологии использования угля заключаются в следующем: категория энергетического – угли, у которых горючая масса содержит от 30 до 50 процентов так называемых летучих веществ. Способ частичной газификации малозольных бурых углей, в результате образуется – горючий газ, обогащенный водородом, а в твердом остатке остается углерод и зола. Для получения тепловой энергии можно сжигать только газовую составляющую угля, а углеродный остаток (вместе с золой) выводить из энергетического цикла для использования в других сферах промышленности. Важно, что эта технология не требует разработки новых аппаратов - она осуществляется внутри типового энергетического котла, подвергнутого незначительной модификации. В инновационном котле уголь, условно говоря, разделяется на газовое топливо и углеродный остаток – термококс, который капсулирует в себе золу исходного угля. При определенном режиме воздушной газификации фракционированный уголь полностью превращается в горючий газ, от угля остается только зольный остаток. Газ тут же сгорает, обеспечивая паспортную тепловую мощность котла, а термококс после охлаждения направляется на склад готовой продукции.
Термококс относится к классу автотермических технологий, что радикально снижает удельные энергозатраты на производство горючего газа. Применение технологии термококс дает значительный экономический эффект при переводе энергетических или технологических установок с дорогих видов топлива – топочного мазута, дизтоплива, пропан-бутановой смеси и природного газа – на газ из угля. Удельные капитальные затраты зависят от индивидуальных условий исполнения блока газификации угля.
Новая технология имеет уникальные экономические показатели: продажа термококса как минимум компенсирует затраты на приобретение угля и тепловая энергия производится из газа.
Термококс – высококалорийное топливо специального назначения, это идеальное топливо для вдувания в домны, а также для использования во многих технологических процессах, где требуется высокая теплота сгорания. Термококс имеет на порядок более высокую реакционность и пониженную себестоимость, чем металлургический кокс. имеет ряд преимуществ по сравнению с другими процессами термической переработки угля:
– экологическая безопасность. Органические соединения угля подвергаются полной газификации внутри аппарата, и поэтому газ не содержит смолистых веществ. Вследствие низкой скорости фильтрации нет выноса твердых частиц из слоя – аппарат работает как зернистый фильтр. Поэтому горючий газ можно использовать без предварительной очистки. При его сжигании удельные выбросы NOх, SOх, CO и пыли в 10–30 раз (по разным компонентам) ниже, чем у угольной котельной или ТЭЦ (это подтверждено инструментальными замерами природоохранной службы на действующих промышленных установках) и ниже действующих нормативов. В отличие от традиционных технологий сжигания угля, в процессе исключена эмиссия вредных полиароматических углеводородов, в том числе бензапирена, оказывающего очень сильное канцерогенное и мутагенное действие. В технологии не используется вода и не производится конденсация продуктов термического разложения, следовательно, отсутствуют технологические сточные воды.
– возможность переработки мелкозернистых углей– простота аппаратурного оформления и надежность оборудования,
благодаря чему удельные капитальные и эксплуатационные затраты ниже, чем в других технологиях полной газификации угля.
– модульный принцип реализации технологии.Получение газового, жидкого и облагороженного твердого
топлива из бурого угля в сверхкритической воде (СКВ).Исследованы два новых способа конверсии бурых углей в водяном
паре и сверхкритической вод [4]. При первом способе водяной пар или СКВ поступает периодически в массив частиц угля и затем сбрасывается из реактора вместе с растворенными продуктами конверсии. Второй способ заключается в непрерывной подаче водоугольной суспензии (ВУС) сверху в вертикально расположенный реактор.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
310 311
При использовании предложенных способов исключается агломерация частиц угля и обеспечивается высокая степень превращения угля в жидкие и летучие продукты. Благодаря удалению при конверсии основной массы кислорода из угля в составе СО2 высшая теплота сгорания полученных из угля топлив существенно превышает этот показатель исходного угля. Более половины атомов серы при СКВ конверсии переходит в H2S уже при температуре менее 450 °C.
Конверсии бурых углей в сверхкритической воде. Сжигание угля непосредственно в СКВ [1, 2].
Привлекательность такого способа обусловлена, во – первых, более высокой скоростью гомогенного и гетерогенного горения топлив за счет участия молекул H2O в окислительно – восстановительных реакциях. Во – вторых, исключаются проблемы кризисов теплопередачи, образования токсичных оксидов и аэрозолей, т.е. исключаются все негативные факторы, связанные с высокими градиентами температуры между источником тепла и теплоносителем (водой) в традиционных системах. Более того, в котлах – реакторах на СКВ продукты горения (H2O и CO2) становятся частью рабочего тела. Это, очевидно, увеличит кпд генерации электрической энергии. Важно, что предложенные методы конверсии могут быть использованы для получения жидких и летучих углеводородов на стадии подготовки бурых углей к сжиганию. Вода при сверхкритических параметрах (T > 374oC, P > 22,1 МПа) становится неполярным растворителем и источником радикалов Н·и НО·, что обеспечивает ожижение и газификацию значительной части ОМУ, кислород удаляется в составе СО2, а твердый остаток обогащается углеродом. Например, в [1, 2] гидротермальная обработка бурого угля в автоклаве при 350 oC, 18 МПа обеспечила увеличение высшей теплоты сгорания угля от 25,0 до 33,1 МДж/кг только из-за снижения в ОМУ содержания кислорода.
Исследованы два новых способа СКВ конверсии бурых углей. Первый способ [1, 2] заключается в периодическом напуске СКВ в массив частиц угля и сбросе СКВ с растворенными продуктами конверсии из реактора в режиме ступенчатого повышения температуры. Второй способ [1, 2] конверсии заключается в непрерывной подаче водоугольной суспензии (ВУС) сверху в вертикально расположенный реактор. Конверсия угля в режиме периодического напуска СКВ и сброса давления. Объектом исследования был бурый уголь Якутского угольного бассейна.
В основу технологии по приготовлению водоугольных суспензий заложено свойство углеводородного сырья, угля,
нефти и других углеводородных соединений подвергаться «гидрогенизации», т.е. присоединению водорода к ато мам углерода под большим давлением, до 700 атмосфер, и при высокой температуре (от 400 до 550 °С). Вторым фактором, позволяющим обеспечивать не только измельчение, перемешивание, но и химические эффекты присоединения, замещения, слияния и разрыва молекул является использование кавитации.
В кавитационных аппаратах, применяемых для тонкодисперсного измельчения угля, всасывающие полости выполнены таким образом, что в них возникают разрежения, и закачиваемая диспергатором водоугольная пульпа находится под значительным разрежением, способствующим насыщению пульпы кавитационными пузырьками.
При переходе пульпы через диспергатор возникают зоны и импульсы с повышенным давлением. Кавитационные пузырьки, оказавшиеся в зоне повышенного давления или под действием импульса повышенного давления, начинают интенсивно схлопываться.
Продолжительность схлопывания пузырька длится 10–8 сек. В точке исчезновения пузырька возникают мгновенные перепады давления от 4000 до 25 000 кг/см2, мгновенные значения температуры 2000–3400 К; на поверхности пузырька возникают и при его исчезновении концентрируются электрические заряды, напряженностью до 1011 В/м.
Таким образом, на молекулярном уровне в достаточ ном простом оборудовании возникают условия для протекания реакций гидрогенизации.
Кавитация приводит к возникновению реакционноспособных радикальных частиц. В случае воды такими радикальными частицами являются атом водорода и гидроксильный радикал. Гидроксил – радикал является мощнейшим окислителем, который может существовать в воде, обладая высоким окислительным потенциалом. Гидроксил-радикал способен окислять практически все органические соединения. Вместе с этим гидроксил-радикал является типичным электрофилом и по этой причине легко вступает в реакцию с молекулами, содержащими ароматическое кольцо [5].
ЛИТЕРАТУРА1 Конверсия бурого угля в суб- и сверхкритической воде при
периодическом сбросе давления / О. Н. Федяева, А. А. Востриков, А. В. Шишкин, М. Я. Сокол, Л. С. Борисова, В. А. Каширцев // Сверхкритические флюиды: теория и практика. – 2011. – Т. 6, № 4. – С. 60–76.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
312 313
2 Получение газового, жидкого и облагороженного твердого топлива из бурого угля в сверхкритической воде / А. А. Востриков, О. Н. Федяева, Д. Ю. Дубов, А. В. Шишкин, М. Я. Сокол // Горение твердого топлива: тез. докл. 8 всерос. конф. с междунар. участием, 13–16 нояб. 2012 г. – Новосибирск: Изд-во Ин-та теплофизики СО РАН, 2012. – С. 29.1–29.8.
3 http://termokoks.ru/index.php/technology4 Налетов В.А. Оптимальная организация процесса газификации
бурого угля на основе информационного подхода // Успехи в химии и хим. технологии. – 2014. – Т.XXVIII, N 10(159). – С. 46–48. – Библиогр.: 2 назв.
5 Переработка углей в синтетические жидкиетоплива / С.Н. Козлов, А.В. Фоминых, И.Н. Филимонова //учебное пособие, Барнаул – Издательство Алтайского государственного технического университета, 2011 – С. 29–31.
ВНЕДРЕНИЕ АВТОМАТИЗИРОВАННЫХ СИСТЕМ НА ГОРОДСКОМ ОБЩЕСТВЕННОМ ТРАНСПОРТЕ
И ПЕРСПЕКТИВЫ ИХ РАЗВИТИЯ
НЕФТИСОВ А. В.доктор PhD, ПГУ имени С. Торайгырова, г. Павлодар
БАЗАРБЕК А. И.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
Конкуренция на рынке пассажирских перевозок заставляет компании сокращать издержки и одновременно повышать качество сервиса и безопасности. Сегодня эти задачи могут решаться с помощью новейших технологий [1].
В Павлодаре на основе системы GPS- навигации запущен сайт go2.bus-pvl.kz, по которому можно отслеживать местонахождение общественного транспорта.
Также внедренная система позволяет диспетчеру узнать, сколько топлива потратил автобус, когда превышал скорость движения и на сколько минут отстает от графика. Также можно узнать, сколько километров автобус проехал за день, неделю или месяц, историю движения за последние 90 дней.
Рисунок 1 – Сервис отслеживания автобусов г. Павлодар
На сегодняшний день автоматизированная система GPS навигации позволяет потребителю получать информацию о движении 20 павлодарских городских автобусов. Доступ к сайту можно получить с любого стационарного компьютера, ноутбука или мобильного устройства [2].
Помимо этого внутри общественного транспорта есть два основных способа информирования пассажира, в каждом из которых водитель принимает самое непосредственное участие.
Первый способом – это сообщение по автоинформаторам. Необходимая информация записывается на цифровой носитель и воспроизводится водителем путем нажатия на кнопку воспроизведения на каждом остановочном пункте. Второй способ заключается в использовании громкоговорящего устройства. Водитель самостоятельно информирует пассажиров о названиях остановочных пунктов и необходимой информации. Оборудование для объявления остановок называется «автоинформатор».
В основе принципа их работы: привычный многим автонавигатор. Система работает полностью самостоятельно. После настройки автобус движется по маршруту и при помощи GPS определяет свое местоположение. Объявления остановок записаны предварительно профессиональным диктором и воспроизводятся автоматически.
Система централизованного оповещения в общественном транспорте предполагает наличие в автобусах автоинформаторов, которые объявляют остановки.
Еще одним видом оборудования, применяемого в автобусах нашего города, являются установленные мониторы, на которых

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
314 315
рекламные агентства предлагают новый вид рекламы в общественном транспорте, размещение и проигрывание видеороликов. Однако система проигрывания рекламных роликов никак не взаимосвязана с уже имеющими системами автоматизации, что сужает функционал монитора.
Постепенно перевозчики обновляют парк транспорта, но количество автобусов с солидным пробегом остается высоким. При длительной эксплуатации техники, в частности ее составляющих, таких как электропроводка, топливных систем повышается вероятность возникновения возгорания, например путем короткого замыкания из-за старения защитной оболочки проводки или утечки топлива из-за трещин в топливных магистралях. Факты возгорания [3] находившихся на маршрутах городских автобусов подтверждают это. Поэтому очень важным является не только улучшения сервиса, но и внедрения систем повышающих безопасность пассажиров.
Опираясь на вышесказанное, можно сказать, что для реализации автоматизированной системы оповещения с расширенным функционалом в общественном транспорте г. Павлодара имеются технические предпосылки.
Разработку и внедрение автоматизированной системы оповещения в общественном транспорте следует проводить в несколько этапов с возрастающей ценой реализации каждого этапа. Это позволит в зависимости от финансовых возможностей осуществлять плавный переход от этапа к этапу с оценкой эффективности проводимых работ [4].
В качестве аппаратной основы для реализации проекта могут быть выбраны огромное множество платформ. Но из-за некоторых преимуществ будет предложена платформа микроконтроллера Arduino для построения автоматизированной системы.
Главные преимущества, которыми славится именно автоматика Arduino, это:
1. Низкий порог вхождения. Это поможет в последующей эксплуатации объекта.
2. Большое количество уже заготовленных библиотек. Чтобы создать библиотеку для себя достаточно изучить семантику языка С++ или использовать уже готовые трансляторы.
3. Большое количество периферии. Это датчики наличия дыма, датчики звука, распознаватели голоса и др.
Однако плата славится своей низкой производительностью. В особо сложных задачах и при большом количестве кода время отклика может достигать 1 секунды, что непозволительно для микроконтроллеров. Но для нашей задачи это является допустимым.
Поддержка систем позиционирования GPS позволяет перевозчикам не только контролировать перемещение транспортного средства, но также осуществлять своевременное информационное оповещение пассажиров и получать дополнительный доход от рекламы. Представим, что автобус едет по заданному маршруту. Во-первых, в автобусе работает автоматизированная система оповещения. Теперь водителю не нужно нажимать на кнопку, чтобы пассажиры узнали о следующей остановке. Система оповещения сама определит местоположение автобуса и вовремя включит автоинформатор, объявляющий название ближайшей остановки на маршруте. Информация о маршруте и остановках, её перевод на английский язык могут появиться на мониторе - ведь, как известно, визуальная система восприятия работает гораздо эффективнее звуковой. Информационная система компании может позволить и иностранным гостям вашего города определить свой маршрут и нужную остановку. На мониторах также можно показывать рекламу, привязанную к конкретным местам. Например, проезжаем продуктовый магазин - даём рекламу о специальных предложениях, так называемых «товарах дня». Проезжаем магазин меховой одежды – рассказываем о скидках на шубы или модные новинки. В общем, реклама позволит «подвозить» целевую аудиторию прямо к дверям рекламодателей. Такой подход к рекламе позволит увеличить спрос и, соответственно, дополнительный доход перевозчика.
Одним из перспективных этапов развития системы управления общественным транспортом является создание центральной городской диспетчерской и оснащение остановок остановочным электронным табло.
Основные задачи, которые система поможет решить:– долгосрочное планирование перевозок;– автоматическое формирование путевых листов и других
отчётных документов;– оперативное управление перевозочным процессом в режиме
реального времени;– диспетчерское управление транспортом;– контроль режимов работы транспортных средств;– учет выполнения транспортной работы;

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
316 317
– оперативное определение мест ДТП и чрезвычайных происшествий, повышение оперативности при оказании медицинской помощи и эвакуации пострадавших, проведение мероприятий по линии ДЧС и мобилизационной готовности.
ЛИТЕРАТУРА1 http://www.omnibus.ru/technology/technology9/2 http://www.gorodpavlodar.kz/News_49368_2.html3 https://tengrinews.kz/events/passajirskiy-avtobus-zagorelsya-v-
tsentre-pavlodara-335830/4 https://cyberleninka.ru/article/v/avtomatizirovannoe-
opoveschenie-vremeni-prohozhdeniya-obschestvennogo-transporta-po-ostanovkam-na-osnove-glonass-tehnologiy
ИМИТАЦИОННАЯ МОДЕЛЬ НАБЛЮДАТЕЛЯ ТЕМПЕРАТУРЫ СТАТОРНОЙ ОБМОТКИ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ
С КОРОТКОЗАМКНУТЫМ РОТОРОМ
НУРМАГАНБЕТОВА Г. С.докторант, Карагандинский государственный
технический университет, г. КарагандаБРЕЙДО И. В.
д.т.н., профессор, зав. кафедрой «Автоматизации производственных процессов»,
Карагандинский государственный технический университет, г. Караганда
Основу регулируемых электроприводов переменного тока составляют асинхронные электродвигатели (АД), которые потребляют 40% всей вырабатываемой электроэнергии, и являются наиболее распространенными [1, с. 6]. Одним из опасных режимов АД является их перегрев в результате превышения температур выше допустимого уровня.
Тепловые защиты, с помощью тепловых реле, нашли широкое применение в промышленности для защиты двигателей от тепловых перегрузок. По нагревательному элементу реле и по обмоткам двигателя протекает один и тот же ток и количество тепла, которое выделяется в нагревательном элементе и в обмотках двигателя. Таким образом, по нагреву реле косвенно оценивается нагрев
двигателя. Однако из-за разных условий отвода тепла в двигателях и тепловых реле их срабатывание не означает, что температура обмоток превысила допустимый уровень, при этом перегрузочная способность двигателей используется не в полной мере [2, с. 303]. Системы защиты, основанные на непосредственном измерении температуры, имеют недостаток: необходимость использования встроенных датчиков температуры [3, с. 4].
Указанные недостатки делают актуальной задачу создания систем защиты на базе косвенного определения температуры посредством измерения активного сопротивления статора, которое учитывает как тепловыделение, так и теплоотвод.
С этой целью рассмотрим модель асинхронного электродвигателя в неподвижной системе координат α-β [4, с. 239]:
где: rs, rR, xR, xs – относительные значения активных и реактивных сопротивлений ротора и статора;
xm – относительное значение сопротивления, учитывающее взаимную индуктивность ротора и статора;
r, kR, – безразмерные коэффициенты; Rs, RR – абсолютное значение активных сопротивлений ротора
и статора; Lm – взаимная индуктивность; LR, Ls – абсолютные значения индуктивности ротора и статора,
соответственно.На основании уравнении (1) разработана имитационная
модель наблюдателя температуры в программном пакете MATLAB Simulink. Общий вид модели представлен на рисунке 1.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
318 319
Рисунок 1 – Имитационная модель наблюдателя температуры
Математическое имитационное моделирование выполнено для асинхронного электродвигателя с номинальной частотой вращения 1500 об/мин, мощностью 200 кВт для температур от 20 °С до 250 °С.
В таблице 1 приведены сравнительные значения относительного сопротивления статора rs и истинного значения температуры r(t) в двигателе мощностью 200 кВт.
Таблица 1200 кВт
t °C 20 125 170 200 250
rs 0,084 0,0882 0,0898 0,0911 0,0923
r(t) 0,025677505 0,035606725 0,039862105 0,042699025 0,047427225
Результаты математического имитационного моделирования представлены на рисунке 2. График 1 – полученные значения температуры с помощью наблюдателя. Для корректировки ошибки наблюдателя введен поправочный коэффициент k. График 2 полученс учетом поправочного коэффициента, который равен . График
3 – истинное значение температуры, определяющееся уравнением:
где Rs(t), xm, xr, rr – относительные параметры.Исследования показали, что величины расхождения
вычисленного и истинного значений относительного сопротивления статорных обмоток составляет 0,5%.
Рисунок 2 – Графики зависимости сопротивления статора от температуры
Таким образом, для асинхронного электродвигателя мощностью 200 кВт определены зависимости истинного изменения сопротивления статора от температуры, что подтверждает высокую точность предлагаемого метода косвенного определения температуры нагрева его статорных обмоток.
ЛИТЕРАТУРА1 Фираго Б. И., Павлячик Л. Б. Регулируемые электроприводы
переменного тока. / Б. И. Фираго, Л. Б. Павлячик. – Мн.: Техноперспектива. С. 2006 – 363.
2 С и н ч у к О . Н . , Г у з о в Э . С . , Ф е д о т о в В . А . , Черная В. О. Устройство для контроля и защиты от перегрева тяговых электродвигателей шахтных электровозов. Электротехнические и компьютерные системы. № 15 (91), 2014. С. 302–305.
3 Зюзев А. М. , Метельков В. П. Двухканальная термодинамическая модель асинхронного двигателя для систем тепловой защиты. Электротехнические системы и комплексы. № 2 (39). 2018. С. 4–11.
4 Герман-Галкин С. Г. Компьютерное моделирование полупроводниковых систем MаtLаb 6.0. – СПб: Корона принт, 2001. С. 320.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
320 321
АНАЛИЗ СПОСОБОВ КОНТРОЛЯ ПОЛНОТЫ ГОРЕНИЯ ПО ВЕЛИЧИНЕ ЭЛЕКТРИЧЕСКОГО
ПОТЕНЦИАЛА ПЛАМЕНИ
РАМАЗАНОВА А. Е.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
ПРИХОДЬКО Е. В.к.т.н., профессор, ПГУ имени С. Торайгырова, г. Павлодар
Полнота сгорания – одна из важнейших характеристик процесса горения в топливоиспользующих установках, непосредственно характеризующая коэффициент полезного действия установки. В номинальном режиме работы части агрегатов (особенно работающих на газообразном и жидком топливе) требуется обеспечить полноту сгорания топлива не ниже 0,999.
Таким образом, контроль за процессом горения в процессе сжигания топлива является важным моментом, явялется важной составляющей экономичного и эффективного процесса горения. При этом необходимо использовать методы и оборудование с достаточной точностью и надёжностью, а также невысокой ценой, позволяющее использовать его на установких различного типа и мощности.
Существуют различные подходы к опре делению полноты сгорания топлива: анализ проб, отобранных из тракта за камерой сгора ния: оптические методы: газодинамический метод и др. Целесообразность применения топ или иной методики обусловлена сферой се при менения. Например, для высокоэнтальпинных установок кратковременного режима опти мальным и. возможно, единственным является газодинамический метод [1].
Тот факт, что пламя, образующееся при сжигании органического топлива, обладает свойствами, проявляющимися в электромагнитном поле, известен давно. Это объясняется существованием в пламени заряженных частиц – ионов и электронов.
Стационарное пламя представляет собой систему, которая в целом имеет нейтральный заряд. Но при этом распределение заряженных частиц с различным знаком неравномерно по высоте пламени: наружный конус характеризуется преимущественно положительным зарядом, а внутренний конус – отрицательным. Такое различие в положении разноимённых зарядов косвенно подтверждает, что источником заряженных частиц является химическая реакция. Образовавшиеся вследствие химической
реакции положительные ионы из-за малой их подвижности создают преимущественно положительный заряд в месте своего возникновения, тогда как более подвижные электроны, полученные в результате той же реакции, быстро покидают фронт пламени и образуют преимущественно отрицательный заряд во внутреннем конусе.
Таким образом не вызывает сомнения значительное влияние электромагнитного поля на заряженные частицы, возникающие в процессе горения органического топлива.
Таким образом, явление возникновения заряженных частиц при горении органического топлива может найти реальное применение в промышленности. Рассмотрим два варианта применения. Первое – поскольку концентрация заряженных частиц в пламени достаточно высокая, представляется возможным воздействовать на эти частицы с помощью электромагнитного поля. Тем самым возможно управление геометрическими размерами пламени, интенсивностью его горения и др. При этом, как уже было отмечено, при определённых параметрах процесса горения и электромагнитного поля возможно гашения пламенем электрическим полем.
Вторая сфера применения данного явления – использование электронно-ионных явлений, сопровождающих процесс горения органического топлива, для оперативного контроля процесса горения по электрическому потенциалу факела.
Это даёт возможность определять функциональную связь между параметрами, характеризующими процесс горения и его электрический потенциал [2].
Сложность механизма процесса горения топлива и его математического описания предопределили метод исследования – физическое моделирование. Один из методов измерения электрического потенциала пламени, основанный на возникновении разности потенциалов на нагрузочном сопротивлении, включенном между электродами без наложения внешней ЭДС [3]. На основании опытных данных можно судить о возможности контроля режима растопки котлоагрегатами по электрическому потенциалу факела каждого отдельного горелочного устройства и через усреднённый сигнал о котле в целом. Погрешность измерения величины электрического потенциала факела в промышленном эксперименте не превышала 5 %.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
322 323
Представляет интерес также следующий способ контроля и управления процессом горения [4]. Результатом использования изобретения является обеспечение полного сгорания топлива в топливоиспользующих агрегатов при минимальной концентрации окислителя за счет постоянного поддержания концентраций горючего и окислителя в стехиометрическом соотношении.
Данный результат получается за счет того, что:– опытным путем выявляется стехиометрическая зависимость
между соотношением топлива и воздуха;– в процессе горения производятся измерения электрических
потенциалов в трех областях пламени факела - в зоне подготовки, зоне сгорания и зоне догорания;
– выполняется непрерывное измерение и сравнение величин электрических потенциалов в вышеуказанных областях факела пламени;
– на основании сравнения полученных соотношений изменяется подача окислителя или горючего в топочное пространство.
При этом коэффициент избытка окислителя будет близок к стехиометрическому, если разность потенциалов между зоной сгорания и зоной догорания близка к нулю и между зоной подготовки и зоной сгорания электрический потенциал отличается приблизительно в десять раз. Увеличение разности абсолютных величин потенциалов между зоной сгорания и зоной догорания свидетельствует о том, что коэффициент избытка окислителя больше стехиометрического, и расход топлива увеличивают. уменьшение разности абсолютных величин потенциалов между зоной сгорания и зоной догорания свидетельствует о том, что коэффициент избытка окислителя меньше стехиометрического, и расход топлива уменьшают (либо увеличивают расход воздуха) Так как измерение и сравнение электрических потенциалов в трех областях пламени производится непрерывно во все время работы топки, то в любой момент времени имеется информация о динамике процесса горения по высоте факела пламени. Результаты измерения и сравнения величин электрических потенциалов отражают динамику выгорания практически мгновенно, поэтому время запаздывания в отработке управляющего сигнала на изменение коэффициента избытка окислителя близко к минимальному.
При этом снижается удельное количество используемого топлива и окислителя на единицу полученного тепла; уменьшаются энергозатраты на подачу и нагревание избыточно поданного в топку окислителя, вследствие этого улучшаются экологические и
экономические показатели котлов/промышленных печей и прочих энергетических установок.
Предложенный способ позволяет контролировать и поддерживать коэффициент избытка окислителя в топке на таком уровне, что концентрации горючего и окислителя находятся в стехиометрическом соотношении, обеспечивающем полное сгорание топлива при минимальной концентрации окислителя. Вследствие чего минимизируются концентрации вредных продуктов неполного сгорания топлива, таких как СО, СН и т.п., что повышает экологичность процесса сжигания топлива. А также уменьшается расход электроэнергии на подачу окислителя, и снижаются потери теплоты, полученной от сгорания топлива ввиду отсутствия в необходимости нагрева избыточно подаваемого окислителя в топку, который, не участвуя в процессе горения, выбрасывается в атмосферу.
ЛИТЕРАТУРА1 Степанов Е. М, Дьячков Б. Г. Ионизация в пламени и
электрическое поле. M.: Металлургия, 1968. 312 с.2 Зубарев А. В., Никифоров А. С., Приходько Е. В. Контроль
качества сжигания органического топлива в топках котлоагрегатов. Вестник ПГУ. № 2. 2014. С. 101–105.
3 Лаутон Дж., Вайнберг Ф. Электрические аспекты горения. - М. Энергия,1976. – 296с.
4 Бобров А. С. Способ контроля и управления коэффициентом избытка окислителя при сжигания топлива. Патент РФ 2551714. 23.04.2015
ҚАЗІРГІ ТАЛАПТАРҒА САЙ ҚЫЗДЫРУ ШАМДАРЫН ЖОҒАРЫ ҚУАТТЫ ЖАРЫҚДИОДТЫ LED ШАМДАРЫҢА
АУЫСТЫРУДЫН ТИІМДІЛІГІ
САМАРОВ Е. А., КАНАГАТОВА М. С.арнайы пәндердің оқытушылары, «Павлодар бизнес-колледжі»
Павлодар қ., Мысал ретінде, «Кастинг» Қазақстан металлургиялық
компаниясы – қарқынды дамушы, көппрофильді кәсіпорын. Отандық металлургиялық өнеркәсіптің көшбасшыларының бірі бола отырып, біз сапаның әлемдік стандарттарына толығымен сай келетін қара және түсті металлдардан жасалған жоғары технологиялық және бәсекеге қабілетті өнімді шығарады.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
324 325
Біз салыстырмалы түрде аталмыш өнеркәсібінің «Ферроеріту» цехының, «Балқыту» аймағын қарастырамыз.
Қазіргі уақытта бұл аймақта ДРЛ шамдары қолданылады. ДРЛ шамдарды қарастыратын болсақ, бұл жоғары қуатты LED жарықтары көздерімен салыстырғанда өндірісте ыңғайсыз және қолайсыз болуымен ерекшеленеді. Сонымен қатар, бұл шамдарды салыстырғанда ДРЛ шамдарды жарығы мен жарық шығарылымының объектілерін түсіретін төмен индикаторларға ие.
Сурет 1 – DRL жарық көзі
Жоғары қуатты LED жарықтарыСарапшылардың пікірінше, Аналогты DRL 250 инновациялық
жарық диодты шамдармен қамтамасыз етілуі керек, олар жоғары тиімділікке ие, 98 % дейін. Жоғары тиімді жарықдиодты шамдар – төмен жылуды шығару сипаты бар қуатты үнемдейтін құрылғы.
Жарық сәуле алу технологиясы жарықдиодты шамдардың (LED) қосымша мүмкіндіктерін ұсынады:
• температура ауытқуларына төзімділік;• механикалық кернеу кезінде тұрақтылық;• электр қуатына кедергі келтірмеу;• жарықтандыру объектісінің тамаша түстің көбеюі, тиімді
жұмысының ұзақ кезеңі;• жарық жыпылықтайды;• қазіргі заманғы технологиялардың өнімі бола отырып,
экологиялық жағдайға жағымды әсер етеді.Өндірістік құрылғылардағы бұл шамдарды қолдану үшін
және үлкен алаңдарды жарықтандыру үшін олар қуатын 20-дан
150 ваттға дейін жеткізеді. Әсіресе, электр қуатының көбірек жарық шамдары, оларда бар қосымша қасиеттердің саны артады. 60 Вт-тан астам қуаты бар шамдар өздерінің салқындатқыштарымен және 110 Вт-тан астам электр қуатымен жұмыс жасайды
Сурет 2 – Жарықдиодты құрылғы, LED шамы
Кесте 1 – Салыстыру кестесі DRL және LED-шамдарының салыстыру кестесі:
Параметрлері ДРЛ LEDШамдар ипі 250 Ауыстыру үшін ДРЛ 250
Қуаттылығы (ватт) 250 80Энергияны тұтыну
(ватт) 280 80
Қолдану уақыты (сағат) 12 000 50 000
Жарқын ағын (люмен) 13 000 7 500*
Нысанның жарықтандырылуынан байқалады, мысалға 13 мың люмен жарық ағынымен объект 9 мың люменнен аспайды. Бұл шамның шағылыстырғышына жарық ағыны жоғалуына байланысты. Егер біз бірдей электр энергиясын тұтынумен бірге, DRL 250 шамының лампаларының шығарылуы екі есе азайған болса, онда 7 500 люмен аналогы шамдар жеткілікті.
DRL және LED шамдарының қолдану тиімділігіІрі аймақтың жарықтандырылуы ұйымдастырылған кезде,
оларды пайдалану шарттарын ескере отырып, әрқашан шамдарды дұрыс пайдаланудан шығу керек.
DRL шамдары қол жетімді болып табылатын қарапайым құрылғылар болып табылады. Шамдар қазіргі уақытта пайдаланылатын шамдармен алмасады, сондықтан оларды орнату кезінде қиындық тудырмайды. Олар қаражат және еңбек ресурстарын техникалық

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
326 327
қызмет көрсету үшін бөлуді талап етпейді, яғни қызмет көрсету персоналын (мысалы, электриктер) және арнайы жабдықты (мысалы, әуе жұмыс алаңдарын) ұстап тұрудың қажеті жоқ.
1. Тоқ күші 0,5 А артық емес 2. Қуат коэффициенті к 1 жақын3. Түс температурасы 5000 немесе 6000 К конфигурацияға
байланысты4. Жарық бұрышы 80–120 град. 5. Қызмет ету мерзімі 10–15 жыл6. Салмағы көп емес 3,2 кг7. Шамның қоршаған ортаға әсерінен шаң мен ылғалдан қорғау
дәрежесі IP 668. Шамның жарық шығаруы (шығындарды ескере отырып
вПРА) 68 лм/Вт
Сурет 3 – Қатты күйдегі сыртқы драйвер шамы
Объектіні жарықтандыру үшін жарықтандыру құрылғысын таңдау кезінде, жарық сәулесінің ағымы уақыт өткен сайын DRL «қартаю әсерін» көрсететін факторды ескеру қажет. Осы кезеңнің басталуы мамандармен анықталады, бұл 400 сағат бойы жұмыс істейтін шамдар, олар жарқыраған ағынның 80 % -ы жарыққа шыға бастайды, содан кейін жылтырлығы 50 % -ға дейін төмендейді.
Қорыта келе «Балқыту» аймағын таңдауымызға байланысты, LED шамдарына, DRL жарық көздерінен айырмашылығы, әсер ететін бастапқы ток қажет емес. Айта кету керек, қазіргі кезде жарық диодты шамдар өте қымбатқа түседі.
Сараптама бойынша, бір шамды қалпына келтіру күн сайын 8–10 сағат бойы жұмыс істеген кезде пайда болады, ал аталмыш аймақта шамдар тәулік бойы жұмыс істегендіктен LED шамдары бүгінгі күні, олардың құнына қарамастан, үлкен аймақты жарықтандыруда жиі қолданылса, өткізу уақыты мен жұмыс
ұзақтығын ескере отырып, олар электр энергиясын үнемдеуге мүмкіндік береді.
ӘДЕБИЕТТЕР1 Федоров В. В. Люминесцентные лампы. М.: Энергия, 1992ж.2 Шурпач, О. Люминесцентный свет - новые решения /
О.Шурпач О.Кикова // Строительство и реконструкция. - 2001. - №63 http://ru.wikipedia.org
ПОЛУЧЕНИЕ ЭКОЛОГИЧЕСКИ БЕЗОПАСНОГО ТОПЛИВА И ЭНЕРГИИ ИЗ БИОМАССЫ С ПОМОЩЬЮ СОЛНЕЧНОЙ ЭНЕРГИИ ДЛЯ СИСТЕМ АВТОНОМНОГО
ЭНЕРГОСНАБЖЕНИЯ
СЫЙХЫМБАЕВА Т.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
КАБДУАЛИЕВ Н. М.доктор PhD, ст. преподаватель, ПГУ имени С. Торайгырова, г. Павлодар
Создание и внедрение энергосберегающих установок по получению газообразных, жидких, твердых альтернативных топлив из местных отходов сельскохозяйственных растений и биомассы являются первостепенными задачами в системах автономного энергоснабжения локальных потребителей.
Внедрение эффективных систем энергоснабжения, бесперебойное энергоснабжение автономных потребителей, реализация мер по ускоренному развитию на селе промышленного производства и строительства.
Биомасса, возобновляемый источник энергии, при переработке которой может быть получено жидкое и газообразное топливо. Особенно важное значение имеет тот факт, что биомасса в отличие от ископаемых источников энергии - нефти, природного газа и угля - представляет собой возобновляющийся источник энергии, и при правильной организации ее воспроизводства, сбора и переработки, доля энергии и топлива, получаемых из биомассы, может существенно возрасти.
Получение топлива и энергии из биомассы и местных органических отходов позволит: во-первых, решить проблему утилизации сельскохозяйственных и растительных отходов, во-вторых, получить дешевую энергию, в-третьих снизить количество

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
328 329
экологических вредных выбросов в атмосферу. Оценка возможности переработки биомассы показывает широкие перспективы их энергетического использования.
Ресурсы биомассы в различных ее видах имеются практически во всех регионах нашей республики, и почти в каждом из них может быть налажено производство энергии и топлива из биомассы.
Биомасса является классическим возобновляемым источником энергии. Ежегодно в земле при помощи фотосинтеза образуется около 120 млрд. тонн сухого органического вещества, что энергетически эквивалентно более 40 млрд. тонн нефти. Принято, что 1 тонна биомассы эквивалентна 0,625 тонн условного топлива [1, с. 136].
Применение биомассы в натуральном виде связано с рядом проблем, основными из которых являются экология и недостаточная эффективность преобразования и использования сырья. Предварительная переработка биомассы в жидкую и газообразную формы представляется наиболее перспективной. Выработанное из растительной биомассы альтернативное топливо (жидкое, твердое и газообразное) более универсально и экологически приемлемо, имеет большое энергосодержание по сравнению с сырьём.
Среди современных термохимических технологий переработки биомассы, пиролиз является наиболее универсальной. Эта технология позволяет получать качественное, экологически безопасное твердое, жидкое и газообразное топливо, практически из любого органического сырья. Разработанная пиролизная установка [2, с. 280] для получения газообразных, жидких и твердых альтернативных топлив из органических отходов и биомассы может работать на фермерских хозяйствах, имеющих в своем хозяйстве 8–10 голов крупного рогатого скота и ресурсы биомассы (навоз, стебли подсолнечника, полевые отходы овощных и бахчевых культур, и т.п.), для получения биотоплива. Одна единица крупного рогатого скота весом 200 – 250 кг обеспечит навозом в сутки в количестве 10 ÷ 20 кг. Значит 10 обеспечат в среднем 150 кг в сутки экскремента, а в месяц – 150 х 3 = 4500 кг (4,5 тонн). Сырье для получения биотоплива имеется во всех регионах нашей республики, и почти в каждом из них может быть налажено производство энергии и топлива из биомассы. Для тех же целей возможна утилизация ботвы овощей, соломы, диких трав и др. Установка содержит реактор, солнечный концентратор, конденсатор - охладитель, газгольдер и ёмкость для сбора жидкого топлива. Биоэнергетическая установка работает автономно, используя часть выработанной энергии и энергию солнца на собственные
нужды. Использование данной установки обеспечивает комплексное использование возобновляемых источников энергии, т. е. энергии солнца и биомассы. Получение топлива из местных органических отходов и биомассы, представляет интерес для автономных потребителей энергии в виде небольших сельских жилых зданий, фермерских хозяйств и отдельных домов.
Животноводство Казахстана может стать основной сырьевой базой для развития производства биотоплива из органических местных отходов. В фермерских хозяйствах и других хозяйствах всех категорий республики имеются достаточное колличество голов крупного рогатого скота, овец и коз, тысячи голов птиц. При переработке 1 тонны растительной биомассы (стебли подсолнечника) получены: 15–20 % древесного угля, 20–30 % пиролизного газа и до 65 % нефтеподобной жидкости. Для переработки биомассы в реакторе способом пиролиза требуется создание температурного режима для разложения биомассы (органические отходы) и создание требуемого температурного режима в реакторе. Дневной температурный режим работы установки во время переработки поддерживается солнечным концентратором, установленным после реактора. Таким образом, за счет концентрации солнечной энергии можно подвести дополнительную теплоту.
Продолжительность технологического процесса (цикл) переработки биомассы способом пиролиза с учетом загрузки и выгрузки реактора составляет τ = 4 часа. Количество циклов в сутки n = 6 (24/4 = 6 циклов). Установка перерабатывает в сутки 100 х 6цикл = 600 кг биомассы, а в месяц 600 х 30 = 18000 кг = 18 т (в год 216 тонн). При пиролизе 100 кг стеблей подсолнечника можно получить 15 – 20 кг (15 – 20 %) древесного угля, 65 кг бионефти и 20 кг или 28,57 м3 пиролизного газа(биогаз). Теплота сгорания биогаза составляет около 18 ÷ 20 МДж/кг. Установку могут обслуживать 3 человека. Таким образом, использование биотоплива из отходов сельского хозяйства позволит создать экологически чистое, безотходное производство, снизить себестоимость продукции, экономически эффективно использовать растительные отходы, экономно расходовать денежные средства, выделяемые на закупку топлива, а также развивать собственный бизнес и создать дополнительные рабочие места. Внедрение биоэнергетических установок является энергосберегающей, экономически оправданной технологией для обеспечения топливно-энергетическими ресурсами фермерских, крестьянских и других хозяйств и частных домов.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
330 331
ЛИТЕРАТУРА1 Раббимов Р. Т., Узаков Г. Н., Яхшибоев Ш. Я., Хужакулов
С. М. Способ переработки биомассы с использованием солнечной энергии // Молодой ученый. – Чита, Россия: 2010. – № 8-с. 136–140.
2 Узаков Г. Н., Раббимов Р. Т., Алиярова Л. А., Рахимов С. А. Эффективность применения пиролизной технологии для получения альтернативного топлива из местных органических отходов // Молодой ученый. – 2014. – № 4. – С. 280–283. – URL
АНАЛИЗ УСЛОВИЙ РАБОТЫ ФУТЕРОВОК ВЫСОКОТЕМПЕРАТУРНЫХ АГРЕГАТОВ
ТАЙЖАНОВА К. С.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
КАРМАНОВ А. Е.доктор Phd, ассоц. профессор, ПГУ имени С. Торайгырова, г. Павлодар
ПРИХОДЬКО Е. В.к.т.н., профессор, ПГУ имени С. Торайгырова, г. Павлодар
Анализируя условия работы высокотемпературных агрегатов можно выделить следующие причины вывода оборудования в ремонт вследствие неудовлетворительного состояния футеровки:
– разъедания огнеупоров за счёт химического воздействия шлаков;– скалывание и образование трещин в футеровке при
превышении термическими напряжениями допустимого предела;– локальный (дырочный) износ футеровок;– износ футеровки над продувочными пробками и в зоне
ударного воздействия струи металла (при его наличии);– наличие чрезмерной вибрации или локальных повышенных
температурных полей.Разъедание огнеупоров шлаками (при их наличии) имеет
место практически во всех высокотемпературных агрегатах. Это проблема достаточно серьёзно изучена и для её решения обычно применяется комплекс мер – выбор материала, способного сопротивляться разъедающему химическому действию шлаков и увеличение толщины огнеупорного слоя в районе шлакового пояса, по сравнению со стеновыми нижерасположенными рядами.
Снижение термических напряжений до допустимого уровня – важная задача, решение которой может во многом предотвратить как скалывание и образование трещин, так и локальный
(дырочный) износ футеровки. Разъедание огнеупоров вследствие воздействия струй металла решается, как правило, также выбором соответствующего огнеупора и необходимой толщины слоя.
Проблема чрезмерной вибрации на высокотемпературных установках (например, котельных агрегатов), решается чётким соблюдением норм. Также, впрочем, как и наличие локальных температурных зон, возникающее, как правило, вследствие смещения максимума ядра факела, неравномерного распределения технологического материала в агрегате, проливов топлива на футеровку и др., может быть решено при правильной эксплуатации агрегатов.
Вращающиеся печи. Для футеровки вращающихся печей и их основного оборудования (горячая и холодная головки печи, горячий стояк печи, холодильники, шамотоотделители и т.д.) применяются огнеупорные шамотные изделия. Производительность вращающихся печей, качество и себестоимость выпускаемой ими продукции, расход топлива, продолжительность работы без остановки на плановые и неплановые ремонты во многом зависят от стойкости футеровки.
Футеровка печей обеспечивает предохранение металлического корпуса печи от воздействия высоких температур, служит для уменьшения тепловых потерь от на-ружной поверхности и способствует передаче тепла обжигаемому материалу. В связи с этим, к футеровке вращающихся печей предъявляются следующие основные требования [1]:
– высокая механическая прочность;– необходимая огнеупорность;– устойчивость против химического и истирающего воздействия
обжигаемого ма-териала;– термическая стойкость в условиях попеременного колебания
температур и мно-гое другое.Мощные вращающиеся печи диаметром до 5 м и длиной более
100 м покоятся на жестких опорах. Сварной цилиндрический корпус, изготовленный из листовой стали толщиной 30–60 мм, состоит из обечаек – звеньев, установленных бандажами на роликовых опорах с уклоном 2 % в сторону выхода материала. Изнутри корпус защищен от высоких температур футеровкой, выполненной из магнезитохромитового, шамотного кирпича и жароупорного бетона различной конфигурации (рисунок 1).

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
332 333
Рисунок 1 – Разрез вращающейся печи
Печи спекания и кальцинации по технологии производства глинозема можно условно разделить на 4 зоны. В печах кальцинации: первая зона – зона сушки, где удаляется влага , гидрат нагревается до 200 0С, в то время как газы охлаждаются от 500 0С до 300–200 0С; вторая зона – зона обезвоживания, в которой гидрат превращается при 900 0С в гамма-модификацию (γ -А12О3), а газы соответственно охлаждаются от 1050 до 600 0С; третья зона – зона прокаливания, где температура среды составляет 1250 0С, а гамма-модификация частично переходит в альфа-модификацию (α-А12О3). Объем исходного продукта уменьшается примерно на 13 %, а твердость повышается, что усиливает абразивное воздействие глинозема на футеровку; четвертая зона – зона охлаждения, в которой материал охлаждается до 1100 0С и затем ссыпается в холодильник. В печах спекания перерабатывается шихта из смеси красного шлама, известняка и соды. Здесь первая зона – зона сушки и подогрева сырья с температурой порядка 500 0С; вторая зона – зона кальцинирования, где температура среды достигает 900 0С; третья зона – зона спекания, где температура возрастает до своего максимального значения 1100–1250 0С; в четвертой зоне полученный спек начинает охлаждаться. Отходящие из печи газы имеют температуру порядка 250–350 0С.
Рассмотрим более подробно причины и характер разрушения футеровки вращающихся печей.
Основными причинами, приводящими к разрушению огнеупорной защиты печей, являются:
а) сколы элементов огнеупорного кирпича;б) вспучивание футеровки;в) химическое взаимодействие между обрабатываемым
материалом и поверхностью футеровки;г) абразивное истирание огнеупорной поверхности.
Степень влияния указанных причин на стойкость футеровки проявляется по-разному в зависимости от места нахождения рассматриваемой зоны печи.
Например, химическое взаимодействие перерабатываемого продукта с огнеупором имеет место только в тонком поверхностном слое кирпича. Толщина образующейся при этом реакционной зоны не превышает 4 мм. Даже в зоне прокалки, где футеровка находится под воздействием наиболее высоких температур, износ огнеупоров оплавлением их рабочей поверхности составляет в среднем всего лишь 3–5 мм.
Наибольший износ футеровки истиранием ее рабочей поверхности имеет место в зоне подогрева, где вследствие низкой температуры гарнисаж не образуется, и в зоне охлаждения, где исходный материал приобретает высокую твердость. Однако износ футеровки в этих зонах вследствие абразивного воздействия, не превышает 8 мм за эксплуатационный период.
Вспучивание кладки возникает при неправильном расчете и выполнении температурных швов, так как расширение огнеупоров при локальном перегреве не успевает компенсироваться.
Результаты обследования печей показывают, что основным видом разрушения футеровки является скалывание ее поверхностных слоев. Прослеживаются два типа сколов: в зонах с высокой температурой наблюдаются частые сколы с малой протяженностью по длине печи ≈50 см и глубиной 4–6 см в то время как в относительно холодных зонах встречаются сколы длиной до 3 м и глубиной в половину кирпича. Это свидетельствует о разных механизмах разрушения футеровки и позволяет с этих позиций разделить печь на две области. Область относительно низких температур (1 и 2 зоны) и область высоких температур (третья и четвертая зоны).
В высокотемпературной области на поверхности футеровки имеют место реакции взаимодействия продуктов переработки с огнеупорным материалом, вследствие этого происходит смачивание и обогащение поверхности. В результате этих физико-химических взаимодействий образуются фазы с различными температурами плавления, термического расширения и плотности. Например, коэффициент термического расширения αт альфа-модификации глинозема равен 5,7 ∙ 10-6 1/град, кремнезема – 1,07 ∙ 10-5 1/град, муллита – 6,2 ∙ 10-6 1/град, а шамот имеет 5,5 ∙ 10-6 1/град. Алюмосиликаты натрия, в зависимости от содержания в них окиси натрия, меняют плотность в полтора раза [2].

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
334 335
Гетерогенный фазовый состав обуславливает неодинаковое отношение фаз к температурным воздействиям и, как следствие, может являться одной из причин возникновения критических температурных напряжений в футеровке.
Следовательно, механизм воздействия на стойкость футеровки в горячей области печи можно представить следующим образом. В процессе эксплуатации агрегата на поверхности футеровки образуется гарнисаж, который полезен тем, что защищает кладку от тепловых ударов. Однако, по мере насыщения огнеупора промежуточными продуктами, огнеупорный материал теряет свои физико-химические свойства и под воздействием колебаний температуры разрушается.
В холодной части агрегата, несмотря на относительно низкие температуры, также наблюдаются сколы и обрушения футеровки. Одной из причин такого характера разрушения является наличие значительных температурных градиентов по сечению футеровки [3].
Кроме того, в результате вращения печи, деформаций поперечного и продольного изгиба, появления скручивания при пуске и останове высокотемпературных агрегатов футеровка испытывает значительные знакопеременные механические напряжения.
Необходимо отметить, что современные мощные вращающиеся печи работают под открытом небом, например, в Павлодаре (Республика Казахстан) и в Ачинске (Российская Федерация), т. е. эксплуатируются в сложных климатических условиях, что также влияет на надежность работы этих агрегатов.
Сталеразливочные ковши. В качестве первого объекта исследования тепловой работы высокотемпературных агрегатов были выбраны сталеразливочные ковши ёмкостью 25 тонн. Ковши предназначены для слива стали из дуговых сталеплавильных печей, доводки состава сплава до необходимого химического состава на установке печь–ковш и его транспортировки до машины промежуточного ковша. Среднее время нахождения стали в ковше в течение цикла составляет 165 минут, при средней температуре сплава 1615 оС.
Рабочий слой футеровки исследуемого сталеразливочного ковша ёмкостью 25 тонн составляют периклазоуглеродистые огнеупорные материалы. Кладка рабочего слоя осуществляется без связующего раствора между кирпичами («на сухую»). Шесть нижних рядов рабочего слоя футеровки составляют огнеупоры марки PFC-9806 RA, два верхних ряда и шлаковый пояс – огнеупоры марки PFC-9812 RA [4].
В таблице 1 приведены состав и некоторые характеристики используемых огнеупоров.
Таблица 1 – Состав и характеристики огнеупоров
Футеровка сталеразливочного ковша состоит из четырёх слоёв (рисунок 2).
1 – рабочий слой; 2 – теплоизоляция; 3 – арматурный слой; 4 – асбокартон; 5 – металлический кожух
Рисунок 2 – Футеровка стен сталеразливочного ковша
Слой огнеупоров 1, непосредственно соприкасающийся с расплавленным металлом (рабочий слой), выложен периклазовыми кирпичами толщиной 135 мм (шлаковый пояс – 150 мм). Слой теплоизоляции 2 состоит из набивной муллито – корундовой массы, толщиной 30 мм. Третий слой – арматурный, выложен из шамотного кирпича ШБ – 5 и имеет толщину 65 мм. Последний слой 4, соприкасающийся с кожухом ковша, представляет собой листы асбокартона, толщиной 10 мм.
ЛИТЕРАТУРА1 Ибрагимов А. Т., Будон С. В. Развитие технологии
производства глинозема из бокситов Казахстана. – Павлодар : ТОО Дом печати, 2010. – 304 с.
2 Онаев И. А. Физико-химические свойства шлаков цветной металлургии. – Алма-Ата : Наука, 1972. – 118 с.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
336 337
3 Никифоров А. С. Анализ теплового состояния вращающихся печей // Вестник Карагандинского технического университета. – 2002. – № 1. – С. 11–12.
4 Никифоров А. С., Приходько Е. В. Исследование термических напряжений в футеровке сталеразливочного ковша. Новые огнеупоры. – 2005. – № 10. – С. 84–87.
ПЕРЕВОД КОТЕЛЬНОЙ НА ЭКОЛОГИЧЕСКИЙ ЧИСТЫЙ ЭНЕРГОНОСИТЕЛЬ
ТОРАЙҒЫР М. Д.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
БЕРГУЗИНОВ А. Н.доктор Phd, ассоц. профессор, ПГУ имени С. Торайгырова, г. Павлодар
На фоне роста цен на нефть и газ уголь в обозримом будущем останется привлекательным энергоносителем Угледобывающая отрасль, пережив нелегкие времена, сегодня занимает ключевые позиции в экономике страны. В настоящее время этот сегмент промышленности обеспечивает выработку в республике 78 % электроэнергии, практически 100 % - ную загрузку коксохимического производства, полностью удовлетворяет потребности в топливе коммунально-бытового сектора и населения. Учитывая растущие цены на нефть и газ на мировых рынках, скорее всего, уголь еще долгое время будет оставаться привлекательным энергоносителем.
Согласно «Статистическому обзору мировой энергетики» (Statistical Review of World Energy), представленной британской компанией «BP», на начало 2013 года по запасам углей Казахстан входит в десятку стран-лидеров [1, с. 16].
В настоящее время примерно половина потребляемых топливно-энергетических ресурсов расходуется на выработку электрической и тепловой энергии. Значительная часть этой выработки приходится на долю пылеугольных котельных, построенных в 50...70 годах. Установленное на них оборудование уступает современному не только из-за низких параметров пара, но и по причине значительного физического износа и морального старения. Оно преимущественно отработало свой ресурс. Большинство таких котельных переведены на новое топливо, отличающееся по своим характеристикам от проектного. Все это привело к тому, что большая доля электрической и тепловой
энергии вырабатывается с низкими технико-экономическими показателями [2, с. 5].
Проблема надежного энергоснабжения промышленных предприятий или жилых районов в крупных и небольших городах может быть решена путем переоборудования котельных, отработавших свой ресурс или требующих реконструкции, в небольшие электростанции с газовыми турбинами. Модернизация котельной может проводиться путем установки отдельных систем ГТУ или надстройкой действующих котлов. Основной проблемой при сжигании угля является образование гораздо большего количества вредных газообразных и твердых отходов по сравнению с использованием мазута и природного газа, а также необходимость тонкого измельчения угля и загрязнение поверхностей нагрева котла при сжигании. Современные угольные технологии должны обеспечивать более полное преобразование химической энергии твердого топлива в тепловую и электрическую энергию, компактность основного оборудования и иметь высокую эффективность. Широкие перспективы имеют способы газификации под давлением, поскольку повышение давления газификации способствует увеличению теплотворной способности генераторного газа и интенсификации процесса в целом [3, с. 1].
В последние годы бурное развитие получило энергетическое направление использования газификации угля – внутрицикловая газификация (IGCC - Integrated Gasification-Combined Cycle). Многие газогенераторы, разработанные для производства синтез-газа, успешно применяются в энергетике. Суть процесса заключается в использовании бинарного цикла производства электроэнергии. Горючий газ утилизируется в газовой турбине, а продукты сгорания газа используются при генерации пара для паровой турбины. ТЭС с внутри-цикловой газификацией позволяет существенно снизить удельные выбросы вредных веществ и повысить электрический КПД энергоблока с 32–35 до 46 %, а в перспективе – до 50 %. В теплоэнергетике данное направление считается одним из самых перспективных [4, с. 27–34].
Основное преимущество процесса газификации угля состоит в том, что она может удалить загрязнители из угля прежде, чем уголь будет сожжен, таким образом, препятствуя выбросу вредоносных веществ в атмосферный воздух. Газификация угля – это физико-химический процесс превращения угля в горючие газы с помощью свободного или связанного кислорода или других газов, имеет перспективу применения в промышленности [5, с. 175].

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
338 339
Рисунок 1 – Газификация угля (схема)
Термическая переработка угля применяется для получения облагороженных углеродсодержащих твердых материалов, жидких и газообразных продуктов. Есть несколько причин, стимулирующих развитие технологий термооблагораживания низкосортных углей:
1 Отсутствие достаточно дешевых качественных каменных углей в стране или регионе. Именно это послужило причиной развития технологий полукоксования и термооблагораживания углей в Германии, Польше и Австралии, где имеются большие запасы лигнитов с низкой калорийностью и высокой влажностью – 55 % и более в Германии, 60 % и более в Австралии
2 Наличие ряда производств, где применение буроугольного кокса и полукокса вызвано технологической необходимостью. Буроугольный полукокс и кокс широко используется в качестве:
– адсорбента при очистке газовых выбросов и сточных вод; – восстановителя при производстве ферросплавов; – карбюризатора в черной металлургии; – сырья для производства карбида кальция, ацетилена и
некоторых мало тоннажных продуктов органического синтеза. 3 Требования по охране окружающей среды. Использование
термооблагороженных топлив является эффективным способом снижения выбросов оксидов серы и азота, канцерогенов и других токсичных веществ. Это определило развитие технологий полукоксования и производства бездымного бытового топлива сначала в Англии, а затем в других странах Западной Европы. Для бытового использования широко применяются брикеты и крупнокусковые термооблагороженные топлива, как правило, с выходом летучих веществ менее 20 % и зольностью менее 10 %. Для
энергетического использования начинают применять зернистые и пылевидные термооблагороженные топлива [6, с. 320].
При газификации угля целевым продуктом является газ, включающий горючие компоненты (СО, Н2 и небольшое количество СН4), балластные и вредные вещества (Н2О, СО2, N2, H2S, NH3). Состав и калорийность газа варьируются в зависимости от типа газогенератора, свойств угля и применяемого дутья. Побочные продукты – шлак (зола) и, в ряде процессов, смолистые вещества. Газ используется:
– как энергетическое и технологическое топливо; – как сырье для производства метанола, высших спиртов,
жидких моторных топлив, аммиака и т.д.В настоящее время особое внимание уделяется технологиям
газификации, с помощью которых получается синтез-газ с высокой теплотворной способностью. К таким технологиям относятся кипящий слой и пылевой слой, а также комбинации данных технологий.
Имеется ряд высокоэкономичных и надежных хорошо освоенных технологий для получения и сжигания синтез-газа в паровых котлах ТЭС и в камерах сгорания ГТУ. Максимальная единичная производительность освоенных промышленных газогенераторов не удовлетворяет крупных потребителей газа. По технико-экономическим соображениям и перспективным масштабам как для химической промышленности, так и для энергетики требуются агрегаты с единичной мощностью в 3-5 раз больше достигнутой. Так, на современной теплоэлектростанции для питания энергоблока 100–200 МВт необходим газификатор производительностью 150–300 тыс. м газа в час (с теплотой сгорания 4,6–5 МДж/м) или 50-100 т угля в час [4, с. 27–34] [7, с. 18–24]. В перспективе потребуются агрегаты еще большей производительности для обеспечения энергоблоков 500-800 МВт и более.
Возможны два направления работ по созданию газогенераторов высокой производительности:
– увеличение габаритов реакторов, находящихся в эксплуатации в настоящее время;
– повышение удельной производительности за счет интенсификации процесса газификации.
По первому пути развивается значительная часть современных работ, что обусловлено исторически сложившейся методикой

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
340 341
разработки технологии: получение результата на лабораторном уровне и последующая попытка воспроизведения его в крупном реакторе. Как правило, за счет проявления масштабных эффектов промышленные показатели оказываются ниже лабораторных.
Второе направление пока что ограничено довольно небольшим набором технологических решений, все из которых в той или иной степени нашли отражение в современных разработках. Кратко охарактеризуем основные.
Повышение температуры. Ограничено конструкционными материалами, а в процессах с кипящим слоем - еще и температурой плавления золы. Кроме того, повышаются теплопотери за счет увеличения температуры образующихся продуктов, увеличивается удельный объем производства пара в охлаждающих системах.
Повышение давления. Существенно усложняет конструкцию агрегата и эксплуатации установки при одновременном уменьшении габаритов и снижении затрат на компримирование продуктового газа. Здесь в каждом конкретном случае последнее слово остается за расчетами надежности оборудования и экономической эффективности технических решений.
Например, фирмой Combustion Engineering Inc. было проведено сравнение двух альтернативных вариантов автотермической газификации угольной пыли – при нормальном давлении и при давлении 1,0 МПа. Капиталовложения в установку под давлением оказались на 8 % ниже, но недостаточно проработанные системы подвода пылевидного топлива и выгрузки шлака, очистки газа под давлением, повышенная эрозия стенок за счет увеличения объемной концентрации пыли в потоке, повышенный выход метана, снижение надежности оборудования и другие трудности делают газификацию при атмосферном давлении экономичнее [8, с. 251].
Анализировав вышеуказанное сравнение было обнаружено, что повышение давления снижает затраты на компримирование газа, делает возможным использование физических способов отмывки газа, не экономичные при атмосферном давлении, позволяет повысить калорийность газа за счет увеличения доли метана. Многие из разрабатываемых процессов газификации рассчитаны на повышенное давление. Экономическая эффективность, как правило, возрастает с увеличением единичной мощности газификатора.
Использование катализаторов ограничено главным образом двумя причинами. При использовании наиболее активных, а, следовательно, и наиболее дорогих катализаторов возникает проблема
их эффективной регенерации из бедного сырья. Кроме того, степень ускорения реагирования, полученная в известных к настоящему времени разработках, с меньшими затратами может быть достигнута увеличением давления и температуры. Как правило, использование каталитической газификации экономически оправданно при наличии объективных ограничений на температуру процесса, как, например, при использовании тепла ядерных реакторов [4, с. 27–34].
Характерной особенностью современных методов разработки новых процессов газификации является широкое применение математического моделирования с целью проведения численных экспериментов как на стадии проектирования с целью сокращения сроков внедрения процессов, так и на стадии эксплуатации для оптимизации технологических режимов.
Все шире применяется системный анализ при разработке новых технологических схем. На сам газогенератор затрачивается около 15 % общих капиталовложений [9, с. 59–64], а характер, размеры и стоимость всего производственного комплекса в значительной мере определяются компоновкой блоков вторичной переработки газа и вспомогательных производств.
Большинство разрабатываемых процессов рассчитаны на повышенное давление 1,5–4 МПа (до 8 МПа), жидкое шлакоудаление, тонкий помол угля (< 100 мкм) и кислородное или воздушное дутье с небольшими добавками пара [10, с. 26]. Различия, как правило, заключаются в конструктивном оформлении процесса.
Если требуется газификация в небольшом масштабе, наиболее приемлемы слоевые газификаторы. Процессы в плотном слое отработаны в промышленном масштабе, а большая реакционная масса и длительное время пребывания делают реактор малочувствительным к неравномерности подачи реагентов, простым и надежным в управлении. Основной недостаток в том, что газ содержит продукты полукоксования – смолу, подсмольную воду, фенолы и т.п.
В Казахстане значимая доля угля (из всего запаса страны) является высокозольной высокосернистые угли, практически неиспользуемые в энергетике из-за низкого качества и высокого уровня воздействия на окружающую среду.
В то же время, данные угли являются пригодными для использования методами подземной либо наземной газификации, основным продуктом которых является смесь угарного газа и водорода, называемая синтетическим (генераторным) газом. Данный газ может быть использован для выработки электрической

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
342 343
и тепловой энергии, а также для последующего производства синтетических нефтепродуктов.
Следует отметить, что обе технологии газификации углей характеризуются низкой экономической привлекательностью, особенно в случае использования газа для выработки электроэнергии. Вместе с тем, с учетом ожидаемого дальнейшего истощения месторождений углеводородного сырья, технологии газификации угля в перспективе могут стать экономически эффективными при реализации схемы последующего синтеза нефтепродуктов.
В свою очередь, в период реализации настоящей Концепции Казахстану следует применять данные технологии для промышленной эксплуатации и в рамках проведения научных исследований [1, с. 26].
Директор ТОО «Институт химии угля и технологии» Мурат Алтынбеков подробно рассказал об опыте внедрения технологий углехимии, в частности, о газификации угля. Преимущество этого процесса в том, что он сопровождается практически нулевым уровнем выбросов по сравнению с традиционным сжиганием угля, а побочные продукты газификации, такие как азот, аргон, сера и шлак, являются безопасными для окружающей среды. Кроме того, они востребованы в металлургических, химических и других производствах. Также полученный горючий газ используют для отопления домов в сельской местности. Исследователи рассчитали проект использования угольного газа на примере села Майкаин с населением 8,7 тысяч человек. В качестве исходного сырья для газификации брался уголь месторождения Майкубен. В результате проектировщики получили экономию денежных средств при использовании угольного газа по цене 9 тысяч тенге за тысячу кубических метров на 14 миллионов тенге в год. Нужно учесть, что и для населения отказ от печного отопления и переход к использованию угольного газа дал бы более комфортные условия проживания. «Институт химии угля и технологии» получил грант от АО «Натр», и за Экибастузом, где-то на расстоянии 60 километров от города, уже поставили опытную установку, где из угля делают газ [11, с. 1].
ЛИТЕРАТУРА1 А. С. Аскарова, В. Ю. Максимов Исследование тепловых
процессов и аэродинамических характеристик угольных теплостанций, Алматы, 2015.
2 СНиП II-35–76 «Котельные установки», https://gazovik-gas.ru/directory/add/snip_2_35_76/.
3 Что ждет Казахстан: развитие угольной генерации или газификация? https://camonitor.kz/22575-chto-zhdet-kazahstan-razvitie-ugolnoy-generacii-gazifikaciya.html.
4 Шпильрайн, Э. Э. Газификация угля: проблемы и перспективы / Российский химический журнал. - 1994. - Т. 38, № 3. 5. Шиллинг, Г. Д. Газификация угля: пер. с нем. / Г. Д. Шиллинг, Б. Бонн, В. Краус; пер. С. Г. Исламов. – М., 1986.
6 Розен, A. M. Масштабный переход в химической технологии. Разработка промышленных аппаратов методом гидродинамического моделирования, М., 1980.
7 Березинец, П. А. Перспективные парогазовые установки с газификацией Канско-Ачинского угля для экологически чистой Березовской ГРЭС-2 / П. А. Березинец, В. И. Горин, Ю. В. Нестеров и др. // Теплоэнергетика. –1991.–№ 6.
8 Яворский, И. А. Физико-химические основы горения твердых ископаемых топлив и графитов / Новосибирск: Наука, 1973.
9 Исламов, СР. Экономический анализ крупномасштабного производства синтез-газа из Канско-Ачинского угля / Химия твердого топлива. - 1991. – № 2.
10 Степанов, С. Г. Аналитический обзор современного состояния и основных тенденций развития крупномасштабной технологии газификации угля, Красноярск, 1986.
11 В Павлодарской области предлагают не сжигать уголь, а получать из него газ, https://pavon.kz/post/view/55995.
ЭНЕРГОСБЕРЕЖЕНИЕ КАК ВАЖНЕЙШИЙ ФАКТОР ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ ПРОИЗВОДСТВА
ЭЛЕКТРИЧЕСКОЙ И ТЕПЛОВОЙ ЭНЕРГИИ
ТУРЛЫБЕКОВ А. Т.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
КИНЖИБЕКОВА А. К.к.т.н., ассоц. профессор, ПГУ имени С. Торайгырова, г. Павлодар
Одним из важнейших путей повышения экономичности ТЭЦ является внедрение энергосберегающих мероприятий. Особенностью энергосбережения на тепловых электростанциях является возможность значительного увеличения эффективности использования топлива. Затраты на топливо составляют более половины (51 % – 55 %) затрат на производство электроэнергии. Соответственно уменьшение удельных расходов топлива может рассматриваться как одно из приоритетных направлений энергосбережения на ТЭЦ.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
344 345
Основные направления снижения удельных расходов топлива на ТЭЦ:
1) Улучшение технического состояния основного и вспомогательного оборудования:
– предотвращение износа элементов оборудования; – устранение разрыва между установленной и располагаемой
мощностью; – предотвращение загрязнения элементов оборудования; – устранение неплотностей оборудования.
2) Обеспечение экономичных режимов работы оборудования: – комплексная автоматизация технологических процессов; – экономичное распределение электрических и тепловых
нагрузок между агрегатами; – поддержание оптимальных параметров.
3) Рационализация топливоснабжения ТЭЦ: – соответствие качественных характеристик топлива
нормативам; – обеспечение соответствия вида топлива характеристикам
котлоагрегатов; – совершенствование подготовки топлива к сжиганию.
4) Улучшение водоснабжения ТЭЦ: – поддержание оптимальной производительности систем
водоснабжения; – улучшение состояния водоемов и технических средств
водоснабжения; – совершенствование водоподготовки.
На отечественных электростанциях имеются значительные резервы экономии топлива. В течение ближайших лет повышение эффективности работы действующих тепловых электростанций может быть достигнуто в основном за счет совершенствования эксплуатации и ремонтов оборудования электростанций с целью уменьшения потерь и повышения показателей эффективности их работы [1, с. 52]
Мероприятия по энергосбережению обычно делятся на организационные и технические, малозатратные и затратные.
К техническим мероприятиям можно отнести, например, создание единой системы обработки эксплуатационных данных, использование которой позволило бы контролировать техническое состояние и экономичность работы оборудования (система контроля тепловой экономичности).
При реализации подавляющего большинства мероприятий по энергосбережению необходимы определенные затраты, поэтому их экономические характеристики должны удовлетворять требованиям инвесторов по возможным объемам затрат и срокам их окупаемости.
Критерием выбора вариантов мероприятий обычно являются: срок окупаемости капиталовложений и дисконтированный чистый доход.
Следует обратить внимание на следующее обстоятельство: поскольку цены на оборудование в Казахстане практически приблизились к мировым, а цена на энергоресурсы в настоящее время значительно ниже мировых, то многие решения, эффективные по потенциалу энергосбережения и реализуемые за рубежом, в Казахстане имеют неблагоприятные, по мнению потенциальных инвесторов, показатели. К тому же зачастую рассматриваются и реализуются только мероприятия со сроком окупаемости (включая период реализации) до 2–3 лет.
Наиболее значительный уровень энергосбережения может быть достигнут при создании ТЭЦ на базе современного оборудования.
Обследование технического состояния оборудования ТЭЦ показывает, что в основном эксплуатируется уже длительно проработавшее оборудование, имеющее пониженные технико-экономические показатели. Имеются определенные возможности улучшения этих показателей с приемлемым сроком окупаемости при проведении малозатратных и организационно-технических мероприятий [2, c. 31]
Но основной потенциал энергосбережения заключается в реализации затратных мероприятий и создании ТЭЦ на базе современного оборудования. В перспективе только такой подход может обеспечить конкурентоспособность отечественной продукции на мировом рынке.
Сегодня этому препятствуют не соответствующее мировому рынку соотношение цен на оборудование и энергоресурсы, а также несовершенство методики технико-экономических обоснований.
Основным принципом формирования эффективной «Программы энергосбережения» является минимизация отношения затрат на реализацию мероприятий к объемам экономии топлива и энергии.
Этот принцип при формировании энергосберегающих программ ТЭЦ реализуется путем отбора наиболее эффективных мероприятий и первоочередной реализации мер с минимальными затратами и максимальным эффектом:

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
346 347
- повышение уровня рационального использования топлива за счет использования современных технологий (режимы и пр.), эффективной организации производства;
- уменьшение затрат на собственные нужды;- продление ресурса оборудования;- поэтапное перевооружение с использованием
импортозамещающего оборудования, материалов и конструкций;- подготовка к выводу энергооборудования, выработавшего
ресурс;- ввод новых генерирующих мощностей;- создание надежной сырьевой базы;- сокращение вредных выбросов в атмосферу и уменьшение
загрязнения окружающей среды.В последнее время энергосбережение рассматривается не
только с чисто энергоэкономической точки зрения, а и как главное средство предотвращения выбросов парниковых газов и вредных веществ в атмосферу. Одна тонна сэкономленного топлива предотвращает выброс двух тонн СО2, а энергетика наполовину ответственна за выбросы. Рассмотрение энергосберегающих проектов и с учетом благоприятных экологических последствий в 2¸ 2,5 раза повышает эффективность этих проектов, что делает их еще более привлекательными для потенциальных инвесторов.[3,c. 78]
Однако, основным критерием выбора альтернативы энергосбережения является экономическая эффективность. Эффективность любых энергосберегающих мероприятий характеризуется отношением суммарного прироста освоенного потенциала энергосбережения к затратам на энергосбережение.
Соответственно необходимо выделить основные направления энергосбережения на тепловой электростанции:
- повышение эффективности действующего оборудования: оптимизация режимов работы действующих ТЭС, реализация резервов тепловой экономичности оборудования и повышение использования тепловой мощности отборов турбин, утилизация сбросной теплоты и низкопотенциальных энергоресурсов ТЭС и т.п;
- снижение расхода электроэнергии на собственные нужды электростанций.
Как уже отмечалось выше, снижение удельных расходов топлива является наиболее приоритетным направлением энергосбережения на ТЭЦ, т.к. расходы на топливо составляют более 50 % общих затрат на производство продукции (рис. 1 – 3).
Рисунок 1 – Структура затрат на производство продукции за 2016 г.
Рисунок 2 – Структура затрат на производство продукции за 2017 г.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
348 349
Рисунок 3 – Структура затрат на производство продукции за 2018 г.
На ТЭЦ-2 АО «Павлодарэнерго» с 2001г. проводятся мероприятия по регулированию расхода электроэнергии на собственные нужды (поддержание расходов на уровне номинальных расходов):
а) на выработку электроэнергии: номинальное значение – факт;б) на отпуск тепла: номинальное значение – факт.Расход электроэнергии на собственные нужды турбинного
цеха и сетевой установки - на уровне номинального. Удельный расход электроэнергии на питательную и тягодутьевую установки котлоагрегатов 13,0 МПа ниже номинального.
Расход электроэнергии на собственные нужды постоянно контролируется оперативным персоналом станции. Фактический расход в целом по станции и по оборудованию сравнивается с номинальными показателями и аналогичными показателями предыдущего периода. В случае отклонения показателей, определяется причина, и по возможности, устраняется.
Вывод: Энергосбережение и повышение энергоэффективности – прежде всего реализация организационных, технических, технологических, экономических и иных мер, направленных на уменьшение объема используемых энергетических ресурсов в стране.
На основании вышеизложенного анализа и фактов, высокая энергоемкость страны и низкая энергоэффективность экономики обусловлены:
– структурой экономики с высокой долей в объеме ВВП энергоемких производств (более 60 % промышленности) и относительно малой долей отраслей, имеющих низкую энергоемкость;
– генерирующими мощностями электроэнергетики, основанными на угольных электростанциях;
– значительным физическим износом основного и вспомогательного оборудования в основных отраслях (энергетика 60–80 %, цветная металлургия 30–60 % и т.д.) и низким коэффициентом их обновления;
– технологическим и техническим отставанием промышленных отраслей и несоответствием производств международным стандартам (лишь 10–15 % технологий соответствуют мировому уровню);
– отсутствием системы нормирования, стандартизации, сертификации и контроля в сфере энергосбережения;
– отсутствием полноценной государственной статистической отчетности в сфере энергоэффективности и энергосбережения;
– незначительным уровнем инновационной активности в отраслях экономики;
– низкой рентабельностью, не позволяющей предприятиям обновлять основные фонды и инвестировать в развитие новых технологий;
– проблемой подготовки и повышения квалификации инженерных и рабочих кадров;
– высоким износом электросетевого хозяйства (~ 65–70 %); – неравномерностью распределения в регионах генерирующих
мощностей (42 % установленной мощности ЕЭС Казахстана сконцентрировано в Павлодарской области).
ЛИТЕРАТУРА1 Булатов И. С. Пинч-технология: Энергосбережение в
промышленности / И. С. Булатов. – СПб : Страта, 2012.2 Родионов В. Г. Энергетика: проблемы настоящего и
возможности будущего. М.: ЭНАС, 2010.3 Сапрыкин А. А. Энергосбережение на предприятии // Новый
университет. – 2011. –№ 3 (3).

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
350 351
29 Секция. Автоматтандыру мен телекоммуникациялардың дамуы
29 Секция. Развитие автоматизации и телекоммуникации
АВТОМАТИЗИРОВАННАЯ СИСТЕМА УПРАВЛЕНИЯ ПРОГНОЗИРОВАНИЯ ПЛАНОВО-ПРЕДУПРЕДИТЕЛЬНЫХ
РЕМОНТОВ
ВАСИЛЬЕВ В. О.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
В настоящее время актуальность развитие автоматизации планово-предупредительного ремонта очень высока. При планировании графиков ППР нужно учитывать среднегодовые показатели ремонтных циклов, количество оборудования требующего обслуживания, капитального ремонта, текущего ремонта, и главное это количество персонала, который будет производить эти работы. Все это можно организовать в системе планово-предупредительного ремонта (ППР).
Ремонт и техническое обслуживание энергетического оборудования и сетей являются существенной, но не единственной задачей энергетической службы и отдела АСУТП предприятия. Планирование работ по системе планово-предупредительного ремонта энергетического оборудования и сетей нельзя рассматривать в отрыве от комплекса работ. Необходимость планомерного развития энергетического хозяйства, повышения его надежности и экономичности наряду с необходимостью активного участия служб в монтажных работах требует не только оперативного, но и перспективного планирования организационных и технических мероприятий. В соответствии со стоящими перед ними задачами планирование работ энергетической службы и отдела АСУТП охватывает следующие основные направления: текущая эксплуатация и ремонт оборудования и сетей; изготовление запасных частей; модернизация энергетического оборудования и сетей; сезонные работы, связанные с подготовкой объектов энергетического хозяйства к зиме, лету, паводку и т. п.; работы, связанные с внедрением мероприятий по экономии и рациональному использованию энергетических ресурсов; работы, связанные с развитием и совершенствованием хозяйства;
изготовление нестандартного оборудования и сетевых устройств, монтажные работы, связанные с технологическими перепланировками цехов и участков, с услугами капитальному строительству, с расширением и реконструкцией жилого и культурно-бытового фонда предприятия, с помощью сельскому хозяйству, с выполнением других заданий руководства предприятия.
Все оборудование промышленных предприятий имеет достаточно высокие показатели надежности. Но при эксплуатации и воздействии различных факторов, условий, режимов работы и сменности оборудования его состояние постоянно ухудшается, снижается его эксплуатационная надежность и повышается вероятность отказов. Надежность оборудования зависит не только от производителя и качества его изготовления, но и от правильного технического обслуживания и своевременного ремонта.
На данный момент на предприятиях для поддержания технического оборудование в надлежащем состоянии и соответствии требованиям нормативно-технической документации применяется система прогнозирования планово-предупредительного ремонта (ППР).
Сущность системы прогнозирования планово-предупредительного ремонта оборудования заключается в том, что после отработки каждым агрегатом определенного количества часов производятся профилактические осмотры и различные виды плановых ремонтов этого агрегата (капитальный, средний, малый), чередование и периодичность которых определяются назначением агрегата, его конструктивными и ремонтными особенностями, габаритами и условиями эксплуатации. Система ППР предупреждает прогрессирующий износ оборудования, устраняет возможность случайного выхода его из строя, позволяет осуществлять предварительную подготовку ремонтных работ и выполнять их в кратчайшие сроки, создает необходимые предпосылки для наиболее эффективного использования оборудования, увеличения времени его полезной работы, уменьшения интенсивности износа деталей машины, повышения качества ремонтных работ [1].
Основным требованием применяемым к системам прогнозирования ППР является: минимум простоев оборудования на основе жесткой регламентации ремонтных циклов. Система ППР дает возможность спланировать прогноз по видам ремонтов, типам оборудования, предприятиям и отрасли в целом на длительный и короткий период. Зная периоды ремонтных циклов появляется возможность долгосрочного планирования процесса производства, а так же прогнозирования материальных, финансовых и трудовых ресурсов,

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
352 353
необходимых капитальных вложений в развитие производственной базы ремонта. Система ППР упрощает планирование профилактических мероприятий, позволяет осуществить предварительную подготовку к ремонтным работам, увеличить качество ремонта и в конечном итоге увеличить надежность производственного процесса.
В итоге возникает актуальная задача эксплуатационной надежности оборудования предприятий на основе оптимизации план-графика планового состава оборудования, выводимого в ремонт с учетом всех ограничений на используемые ресурсы.
ERP – это автоматизированная информационная система управления (АИСУ) предприятия. В данном контексте под ERP следует понимать сложное программное обеспечение (ERP-решение, ERP-система, программное решение уровня/класса ERP), используемое для планирования и идентификации всех материальных/нематериальных ресурсов компании, необходимых для осуществления производственно-хозяйственной деятельности. ERP-система позволяет автоматизировать бизнес-процессы:
– маркетинга и продаж;– управления процессом производства продукции; – технического обслуживания и ремонтов оборудования (ТОРО); – закупок услуг и товарно-материальных ценностей; – управления персоналом; – управленческого, бухгалтерского и налогового учета.Как видим, ERP-решение своими функциональными
возможностями способно охватить практически все основные бизнес-процессы компании и вывести их на совершенно новый качественный уровень. Единственная проблема при внедрении ERP на предприятии – это степень готовности системы управления компанией (степень зрелости менеджмента) к работе с ERP.
В большинстве случаев программный код ERP-систем строится по модульному принципу, т. е. модуль «Финансы», модуль «Производство», модуль «Ремонты» и т. д. Модули разных ERP-систем могут отличаться названиями и функциональными возможностями. Тем не менее, есть некоторый набор базовых функций, который можно считать типовым для всех программных продуктов класса ERP.
Поскольку корпоративная информационная система (КИС) строится по модульному принципу, то Заказчику на ранних стадиях разработки и развития корпоративной системы управления разумно закупать у Разработчика/Исполнителя не полный спектр модулей/лицензий, а только модули/лицензии под потребности «здесь и сейчас».
Говоря о модульности, не стоит забывать о комплексном подходе ERP-решений к автоматизации бизнеса, т.е. при их использовании не нужно передавать данные из одной системы автоматизации в другую. Кроме этого любая информация, которой располагает организация, попав в ERP-систему, мгновенно становится доступной всем работникам предприятия (с соответствующими пользовательскими полномочиями) для ее дальнейшего использования при планировании и учете.
Назначение системы «Управление ресурсами предприятия» - обеспечение информационной связи между всеми автоматизированными отделами предприятия, за счет создания общего информационного хранилища данных, которое содержит всю информацию об услугах и продукции, работе служб и подразделений предприятия.
Аналитики BelERP.com: базовая версия ERP-системы способна «сходу» автоматизировать только 70–85 % всех потребностей предприятия в информационных технологиях. Остальные 15–30 % – отраслевая специфика каждого конкретного предприятия с его уникальными и отличительными особенностями ведения бизнеса. Под последними обычно принято понимать «устоявшиеся» (исторически сложившиеся) подходы к управлению предприятием, уровень зрелости менеджмента предприятия. Отраслевые решения ERP частично помогают исправить ситуацию с недостающими «процентами». Эти версии ERP-систем специально создаются и изначально «затачиваются» под определенную отрасль хозяйствования, т. е. учитывают специфику конкретной отрасли как изнутри, так и снаружи. Но все равно остается 5–8 % функции, реализации которых потребует услуг разработчиков по изменению или расширению программного кода отраслевого ERP-решения.
ERP – это многократно выверенная на практике управленческая методология. Она позволяет эффективно планировать, вести учет и перераспределять материальные и нематериальные ресурсы предприятия, быстро адаптироваться к изменениям рыночных тенденций.
Под понятием «ERP» в разговоре и документах может подразумеваться как АИСУ/КИС предприятия, так и управленческая методология (концепция), которая реализована и поддерживается системой автоматизации бизнеса (ERP-системой).
Основные функции ERP-системыВ состав ERP-системы как системы автоматизации предприятия
входят следующие подсистемы:

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
354 355
– маркетинг и сбыт готовой продукции и услуг;– управление маркетинговой деятельностью и спросом на
производимую продукцию с последующим формирование планов продаж и планов производства;
– производство продукции/услуг «под заказ клиента» и «на склад»;
– управление конструкторскими и технологическими спецификациями, которые описывают технологический состав готовой продукции, технологические операции и их маршрутизацию, материальные и трудовые ресурсы, необходимые для производства конечной продукции;
– управление производственными мощностями, контроль доступных (работающих и не требующих ТОРО) производственных мощностей, планирование их загрузки;
– годовое и помесячное планирование производства под маркетинговые планы или портфель полученных заказов клиентов – оценка исполнимости/реалистичности производственных планов;
– детальное планирование производства по группам рабочих центров (группам станков, бригадам рабочих) и конкретным рабочим центрам (станкам, рабочим местам);
– закупки, планирование потребностей в материалах и управление запасами;
– автоматический расчет потребности производства в конкретном сырье, комплектующих и материалах (в материальных ресурсах), которые нужны для исполнения производственных заданий (планов);
– поддержка стратегии «централизованных закупок» - заявки на закупку от всех подразделений и филиалов принимаются и исполняются в одном месте;
– автоматический расчет размера закупаемой партии, определение сроков исполнения поставки, управление договорами с поставщиками и контрагентами;
– управление складскими запасами - ведение полноценного складского учета, поддержка уровня «страховых запасов» на складах, оптимизация складских остатков;
– управление проектами – формирование проектных планов работ, планирование задач и проектных ресурсов;
– управление финансами – ведение финансового учета и оперативное управление финансовыми потоками предприятия;
– управленческий учет, который, как правило, ведется в ERP-системе отдельно от бухгалтерского и других регламентированных законодательством видов учета.
Основные достоинства ERP-систем:– унификация бизнес-процессов компаний после слияний и
поглощений, быстрое расширение/сворачивание масштаба бизнеса в зависимости от демонстрируемых рынком отраслевых тенденций;
– унификации и централизованное ведение данных о поставщиках, покупателях, персонале и кадрах;
– сокращение и унификация аппаратного и программного обеспечения (трехуровневая архитектура решения, технология «клиент-сервер»).
Независимые аналитические и информационные агентства утверждают, что спланированное внедрение ERP-системы может дать следующий экономический эффект:
– экономия оборотных средств на 2 %;– снижение затрат на 15 %;– снижение складских запасов на 20 %; – увеличение оборота на 25 %; – увеличение оборота материальных запасов на 30 %;– улучшение утилизации фондов на 30 %;– снижение затрат на 35 %.Аналитики BelERP.com: Экономический эффект от
использования ERP-систем несомненно есть и он положительный. Иначе на ERP-решения отсутствовал бы спрос и, как следствие, они не стоили бы так дорого.
На каждом конкретном предприятии экономический эффект будет разным, т.к. любая компания и ее менеджмент по своему уникальны.
Эффект принято разделать на количественный эффект от внедрения ERP-системы, который можно подсчитать, и качественный эффект от внедрения ERP-системы, который объективно очень трудно перевести в цифры и его часто называют «комфортом» от владения ERP.
На практике для определения экономического эффекта обычно делают «замер» экономических показателей до внедрения системы (карта здоровья предприятия), во время ее внедрения и после начала использования (изменения карты здоровья предприятия). Как правило, максимальный эффект от использования ERP наступает после 2 лет ее использования [4].

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
356 357
Сроки окупаемости внедрения ERP – максимальные результаты появляются примерно через 2–3 года после внедрения. Время окупаемости сильно зависит от «количества нулей» в «годовой прибыли предприятия». Чем больше нулей, тем больше и денежное выражение экономического эффекта от внедрения ERP-системы, тем быстрее она сможет окупиться [2].
В результате проделанной работы можно сделать вывод, что в настоящий момент на большинстве предприятий система ППР практически бездействует, а осуществляется лишь текущий ремонт по мере выхода оборудования из строя. Это ни в коей мере не способствует нормальной работе оборудования на предприятии. Возрастающее значение эффективного обслуживания и ремонта оборудования для бесперебойного функционирования производства требует дальнейшего их совершенствования.
В данной статье были рассмотрены:– принципы разработки, задачи и область применения системы
ППР;– основные функции системы прогнозирования ППР;– основные достоинства системы прогнозирования ППРВсе это позволяет более точно и наглядно спланировать
сроки вывода оборудования на текущий и капитальный ремонты, определить количество персонала который будет производить обслуживание этого оборудования.
Выходные данные программы импортированы в Microsoft Project, что позволяет наглядно показать все сроки обслуживания, и соответственно распределить все более рационально [3].
ЛИТЕРАТУРА1 Организация и планирование производства. Управление
нефтеперерабатывающими и нефтехимическими предприятиями: Учебник для вузов/Л. Г. Злотникова, В.А. Колосков, Л.П. Лобанская и др. – 2-е изд., перераб. и доп. – М.: Химия, 1988. 320 с.: ил.
2 «Справочник экономиста» №4 2014 / Управление материальными ресурсами
https://www.profiz.ru/se/4_2014/rol_remonta/#_ftnref13 «Галактика EAM» ППР, Стратегии эксплуатации, Техническое
обслуживание и ремонт, Управление активами. Апр 11, 2013 https://www.galaktika.ru/eam/sovmeshhenie-sistemy-ppr-s-remontom-po-sostoyaniyu.html
4 Фатхутдинов Р.А. Организация производства. М.: Инфра-М 2000.
ОПТИМИЗАЦИЯ НАСТРОЕК РЕГУЛЯТОРОВ В ПАКЕТЕ SISO DESIGN TOOL СИСТЕМЫ MATLAB
КИРИЧЕНКО Л. Н.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
В состав пакета Control System системы MATLAB входит графический интерфейс пользователя SISO Tool Design, позволяющий проектировать линейные одномерные стационарные системы автоматического управления (SISO Systems) методами корневого годографа и частотных характеристик. К несомненному достоинству этого интерфейса надо отнести то, что он обеспечивает динамическую связь между параметрами проектируемой системы и ее характеристиками, отображаемыми в основном окне интерфейса, а также в окнах средств просмотра, открываемых с его помощью [1]
Цель данной статьи, не вдаваясь в теоретические подробности, привести конкретный пример оптимизации настроечных параметров регулятора в виде алгоритма выполняемых действий.
Итак, пусть имеется объект с передаточной функцией:
(1) И ПИД регулятор, с произвольными настроечными параметрами,
например, Kp=3; Ti=5; Td=2.Необходимо оптимизировать данные настроечные параметры.
Для этого введем в командном окне MATLAB следующую последовательность команд:
Wo = Tf ([1],[50 20 1]) % Передаточная функция объекта Kp = tf ([3],[1]); Ti = tf ([1],[5 0]); Td = tf ([2 0],[1]); % Настройки
регулятораWpid = Kp + Ti+ Td ; % Передаточная функция регулятора Wps=Wo*Wpid % Передаточная функция разомкнутой системы Wzs = Wo /(1+ Wo* Wpid) % Передаточная функция замкнутой
системы Step (Wzs),grid % Построим переходный процесс В результате получим график переходного процесса, при текущих
настройках регулятора, приведенный на рисунке 1.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
358 359
Рисунок 1 – График переходного процесса
В командном окне MATLAB выполним команду sisotool. В результате откроется окно SISO Design Tool, приведенное на рисунке 2.
1 – Окно передаточной функции регулятора, 2 – Окно структуры системы, 3 – Кнопка изменения структуры,
4 – Окно корневого годографа, 5 – Окно амплитудно-частотной характеристики, 6 – Окно фазочастотной характеристики,
7 – Основное меню Рисунок 2 – Окно SISO Design Tool
Выполним меню «Файл>Импорт». В результате откроется окно, приведенное на рисунке 3. Кликнем по кнопке «Other». В результате структурная схема системы должна принять вид, приведенный на рисунке 3. Поместим в поле «G» передаточную функцию объекта, выбрав ее в окне SISO Models, и нажав кнопку со стрелкой напротив поля «G». Аналогично помесим в поле «С=» передаточную функцию регулятора. Нажмем кнопку «Ok».
Рисунок 3 – Окно Import System Data
Выполним меню «Analysis > Rejection of step Disturbance». В результате откроется окно с переходным процессом. Выполним в данном окне контекстное меню «Grid» (покажем сетку), а затем «System>Output Sensitivity» (уберем график выходного сигнала регулятора). В результате получим абсолютно аналогичный график, приведенный на рисунке 2.
Теперь будем перемещать точки корневого годографа либо точки на частотных характеристиках таким образом, чтобы получить необходимую нам форму переходного процесса. В нашем случае положение точек корневого годографа приведено на рисунке 4, а график переходного процесса на рисунке 5.
Рисунок 4 – Положение точек корневого годографа
Заметим, что при этом в окне «Current Compensator» сформируется передаточная функция оптимального регулятора. Весь вопрос теперь только в том, как получить значения его настроечных параметров.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
360 361
Рисунок 5 – График оптимального переходного процесса
Выполним меню «File> Export». В открывшемся окне, представленном на рисунке 6, строку с передаточной функцией регулятора Wpid и нажмем кнопку «Export to Workspace». Теперь наша передаточная функция оптимального регулятора попала в рабочую область MATLAB.
Рисунок 6 – Окно SISO Tool Export
Теперь можно закрыть все окна и работать только в командном окне MATLAB. Наберем в командном окне MATLAB Wpid. В результате выведется передаточная функция оптимального регулятора в формате zpk (в виде нулей и полюсов передаточной функции) [2].
(2)
Выполним команду
Wp = tf (Wpid )
В результате выведется передаточная функция оптимального регулятора в виде рациональной дроби.
(3)
Далее необходимо умножить числитель и знаменатель на такой коэффициент, чтобы свободный член (3,699) стал равен единице. Для этого выполним последовательность команд:
[PB,PA]=tfdata(Wp,’v’)PB1=PB*1/PB(3)PA1=PA*1/PB(3)Wp1=tf(PB1,PA1)В результате получим передаточную функцию регулятора в
виде
(4)
В такой передаточной функции:Ti =0.2703Kp =3,64/Ti =13,466Td =2.056/Ti =7,607
Это следует из того, что, передаточная функция ПИД регулятора, это параллельное соединение усилительного, интегрирующего и дифференцирующего звеньев [3], т.е. в общем виде можно записать:
(5)
Для проверки выполним последовательность команд, приведенных в начале статьи, только с новыми, полученными настройками регулятора:
Kp=tf([13.46],[1]); Ti=tf([1],[0.27 0]) ;Td=tf([7.607 0],[1]);Wpid = Kp + Ti + Td; % Передаточная функция регулятора Wps=Wo*Wp id % Передаточная функция разомкнутой системы

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
362 363
Wzs = Wo /(1+ Wo * Wpid) % Передаточная функция замкнутой системы
Hold on; % Построим переходный процесс в осях ранее построенного графика
Step(Wzs);Grid on;
В результате получим переходные процессы, приведенные на рисунке 7.
1 – с исходными настройками регулятора, 2 – со скорректированными настройками регулятора).
Рисунок 7 – Переходные процессы
Заметим, что переходный процесс на графике 2 в точности повторяет переходный процесс, полученный в SISO Design Tool, приведенный на рисунке 5.
В статье приведен пример алгоритма оптимизации настроечных параметров ПИД–регулятора в Control System системы MATLAB. Рассмотрены детальные инструкции по использованию пакета, решен пример для получения настроек объекта второго порядка.
ЛИТЕРАТУРА1 Елисеева А. А., Малышенко А. М. Исследование метода
автоматической настройки промышленного ПИД-регулятора // Технологии Microsoft в теории и практике программирования: Труды 6 Всероссийской научно-практической конференции студентов, аспирантов и молодых ученых. – ТПУ, 2009. – С. 45.
2 Гультяев А. Визуальное моделирование в среде MatLab: Учебный курс.– СПб.: Питер, 2008. – С. 25
3 Дьяконов В. П. MatLab 6: Учебный курс.– СПб.: Питер, 2011. – С. 75.
ПРОБЛЕМЫ ОЧИСТКИ СТОЧНЫХ ВОД ПРОМЫШЛЕННЫХ ПРЕДПРИЯТИЙ
МАКАШЕВ Д. Б.магистрант, ПГУ имени С. Торайгырова, г. Павлодар
АНДРЕЕВА О. А. к.т.н., доцент, ПГУ имени С. Торайгырова, г. Павлодар
Вода – ценнейший природный ресурс, являясь самым распространенным теплоносителем и растворителем, широко используется в технологических процессах любого промышленного производства. Нефтехимическая, металлургическая, пищевая промышленность ЖКХ и энергетика – являются наиболее крупными водопотребителями. Соответственно в каждой отрасли, в зависимости от назначения, имеются свои требования к качеству воды.
Практически на любом промышленном предприятии имеются задачи по фильтрации воды в системах технического и оборотного водоснабжения в процессе эксплуатации таких систем возникают различные проблемы, такие как попадание в оборотную воду продуктов коррозии металла и других механических примесей, образование накипи, микробиологическое загрязнение, отложение солей.
Требуемое качество воды достигается как аппаратными методами подготовки (осветление, умягчение, обессоливание), так и с помощью реагентной обработки воды. Наиболее сложной является очистка сточных вод промышленных предприятий , так как по составу и свойствам они сильно отличаются от хозяйственно-бытовых стоков и зависят от технологических производственных процессов. Такая специфика требует применения специальной технологии для обеспечения высокого качества очистки. Требования к реагентам предъявляются также в зависимости от их назначения. В приоритет выдвигается их низкая токсичность, высокая эффективность, биоразлагаемость, экономичность и т.д. В каждом конкретном случае необходимо проведение обследований, лабораторных исследований и опытно-промышленных испытаний перед внедрением тех или иных реагентов для промышленного применения.
По своему назначению и техническому оснащению системы оборотного водоснабжения отличаются друг от друга, и как

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
364 365
следствие этого оборотная вода может не содержать продуктов образования накипи, микробиологических загрязнений и солей, но наличие продуктов коррозии и механических примесей неизбежно, а ведь именно этот вид нежелательных включений наносит наибольший урон технологическому оборудованию, не исключая аварийный выход из строя.
Одним из наиболее эффективных способов решения обозначенной выше проблемы по удалению продуктов коррозии и механических примесей является применение на линиях промышленной оборотной воды фильтров щелевых автоматических. Включение данных фильтров в технологические схемы систем оборотного водоснабжения позволяет значительно повысить качественные показатели самой воды, максимально защитить используемое в системе дорогостоящее технологическое оборудование и продлить его эксплуатационный ресурс.
Для решения этого вопроса специалисты ЭКОС Групп разработали и успешно применяют фирменную запатентованную технологию IBR, которая позволяет очищать сточные воды промышленных предприятий с высокой суточной и сезонной неравномерностью поступления, с колебаниями концентрации загрязнений в широком диапазоне, а также с низким соотношением БПК5:N в поступающем стоке – 3- 4:1 и менее. Данная технология применяется для очистки сточных вод предприятий ряда отраслей промышленности, в стоках которых, в том числе, имеется высокое содержание азотных загрязнений:
– пищевая промышленность; – газоперерабатывающая промышленность; – нефтехимическая промышленность; – заводы по производству минеральных удобрений.
В технологии IBR применяется две ступени очистки. Первая ступень включает в себя физико-химическую очистку, где с помощью активных коагулянтов мелкодисперсные частички взвеси слипаются друг с другом и выпадают в осадок. Физико-химическая очистка позволяет удалить из сточных вод тяжелые металлы, минеральные и органические вещества. На второй ступени очистки применяется реактор с прилепленной к инертному неподвижному носителю биопленкой. В качестве носителя биопленки используется запатентованная синтетическая загрузка ЁРШ®. Объемные кассеты с загрузкой ЁРШ устанавливаются неподвижно внутри биореактора, который оборудован системами мелкопузырчатой аэрации и насосами
рециркуляции. Развитая поверхность загрузки приводит к образованию высокой плотности прилепленных микроорганизмов, и, следовательно, к высокой скорости биодеградации органических загрязнений.
За счет регулирования интентивности аэрации внутри биореактора можно создавать зоны с различными кислородными режимами: аэробным, аноксидным, анаэробным. Применение реактора позволяет произвести глубокую очистку сточных вод от растворенных органических веществ и азота.
Одним из главных преимуществ технологии IBR является возможность использования ее для реализации процесса анаэробного окисления аммония (Anammox) - эффективного удаления азота с участием специфических Anammox-бактерий.
В 2011 году ЭКОС Групп совместно с Институтом микробиологии им. С.Н. Виноградского РАН провели исследования Anammox-бактерий в очистке низкоконцентрированных сточных вод на базе очистных сооружений вахтовых поселков строителей объектов Олимпиады 2014 г, где была применена фирменная запатентованная технология IBR.
В 2014 научному коллективу под руководством М.Г. Зубова присуждена премия правительства Российской Федерации в области науки и техники за научное обоснование, разработку и внедрение в практику новой биотехнологии очистки сточных вод с участием Anammox-бактерий. (Распоряжение правительства РФ от 26.02.2015 № 303-р)
Исследования Anammox бактерии на базе очистных сооружений вахтовых поселков строителей олимпийских объектов в г. Сочи.
Возможность анаэробного окисления аммония нитритом с образованием молекулярного азота был доказан термодинамическими расчетами боле 30 лет назад. Экспериментальное подтверждение процесс получил только в 90-х годах 20- го века и был назван анаммокс - процесс (Anammox). Открытие процесса Anammox привело к пересмотру биологического цикла азота в биосфере. Процесс Anammox осуществляют новые хемоавтотрофные анаммокс - бактерии, использующие для получения энергии реакции окисления аммония нитритом и использующие в качестве источника углерода углекислоту и/или бикарботат.
Описанные к настоящему времени анаммокс-бактерии относятся к пяти разным родам группы анаммокс-бактерий, входящим в порядок Planctomycetales, отдел Planctomycetes, домен Bacteria. К настоящему времени описано 7 candidatus

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
366 367
видов анаммокс-бактерий. Большинство анаммокс-бактерий, выделенных из сточных вод, развивается в интервале рН от 6.7 до 9.0 с оптимумом рН 8.0–8.3 и оптимальной температурой 35–40 °С. Это одни из самых медленно растущих бактерий из известных на сегодняшний день. Согласно данным, опубликованным в 2002–2003 годах, время их удвоения составляет не
Целью работы «НПК МЕДИАНА-ФИЛЬТР является разработка реагентов под торговой маркой «АкваКомплекс» в различных отраслях промышленности.
В технологических процессах пищевой промышленности высокая вероятность биологической загрязненности, что связано с обилием питательных сред и оптимальными условиями для размножения и развития различных микроорганизмов. Нередки случаи попадания технологических продуктов в охлаждающую воду, в результате чего происходит быстрое образование биозабивок на предприятиях пищевой промышленности (к примеру, в случае попадания сусла на пивоваренном предприятии или спиртзаводах). В связи с этим, первым мероприятием для предотвращения биообрастаний является обнаружение и устранение причины попадания органических веществ в оборотную воду, т.е. необходим регулярный мониторинг (таблица 1).
Таблица 1 – Показатели качества подпиточной, оборотной и технической воды
Показатель Подпиточная вода Оборотная вода
рН 7,16 7,64ХПК, мг/л 6,1 3942,23
Аммиак, мг/л н/о 27,14Нитриты, мг/л 0,04 0,95Железо, мг/л н/о 7,5
Биологическаяактивность, RLU 5,0 8300,0
Как видно из представленной в таблице 1 данных, в данном случае наблюдается резкое увеличение показателей оборотной воды по содержанию железа, аммиака и ХПК по сравнению с подпиточной водой. Рост ХПК в оборотной воде является показателем попадания технологических (органических) продуктов в охлаждающую воду. В данном случае попадание сусла. Сусло содержит, в основном,
крахмал и сахар, т.е. углеводы. Конечным продуктом разложения углеводов является углекислота (Н2СО3→СО2 + Н 2О), которая приводит к снижению рН оборотной воды до слабо-кислых значений (≈ 5 ед. рН). При слабо-кислой реакции воды происходит смывание имеющихся железо-окисных отложений с поверхности трубопроводы и резко увеличивается коррозионная агрессивность воды. Все это: насыщение воды углеводами, окислами железа и кислый рН среды является благоприятной средой для развития и размножения железо-бактерий. Закрепившись на стенке трубопровода, железобактерии размножаются, формируя биопленку. В пробах оборотной воды при исследовании под микроскопом идентифицирован именно этот вид бактерий, имеющий розовый окрас и удлиненную нитчатую форму.
С целью предупреждения аварийного останова завода вследствие биообрастаний теплообменных аппаратов была предложена и произведена биоцидная обработка наиболее скоростным по воздействию реагентом марки MF-CN-1000. Биоцид MF-CN-1000 представляет собой реагент, основным действующим веществом которого является дибромнитрилпропионамид (DBNPA). Это быстродействующий биоцид с двумя реакционноспособными атомами брома в позиции заместителей. DBNPA действует, окисляя клеточные тиолы до дисульфидов. В процессе реакции DBNPA с микрооганизмами при их уничтожении происходит обезвреживание самого реагента путем дебромирования.
Исследования проб, взятых после полутора и двух лет эксплуатации очистных сооружений показало достаточную высокую активность процесса анаммокс. В краткосрочных опытах при стационарном культивировании на среде для анаммокс-бактерий потребление нитрита и аммония начиналось сразу и шло одновременно с процессом денитрификации. По данным исследования на долю анаммокс-процесса приходилось до трети удаленного азота. На очистных сооружениях качество очистки воды соответствовало нормам сброса в водоемы рыбохозяйственного назначения, содержание аммонийного азота в очищенной воде не превышало 0,2–0,3 мг/л. Осуществление процесса анаммокс обеспечивает удаление азота при низком содержании или отсутствии органических веществ. Технология, разработанная ЭКОС Групп, является полномасштабной реализацией сочетания процессов денитрификации и анаммокс.
настоящее время на основе процесса анаммокс разработаны

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
368 369
технологические схемы очистки стоков с высоким содержанием азотных загрязнений, а также реализован ряд полномасштабных проектов.
В 2009 году специалистами ООО «ИЦ «Объединенные Водные Технологии» (далее ОВТ) была разработана принципиально новая технология динамического осветления воды (Dynamic Clarification) под торговой маркой ДИКЛАР/DYCLAR.
Технология ДИКЛАР используется для очистки: – поверхностных и подземных (шахтных) вод; – промышленно-ливневых сточных вод; – водооборотных циклов; – доочистки хозяйственно-бытовых сточных вод (после
биологической очистки)Качество очищенной воды после технологии ДИКЛАР
соответствует требованиям: СанПиН. Вода питьевая; ПДК для рыбо-хозяйственных водоемов; СТО ВТИ 37.002-2005.Основные требование к применению ионитов на ВПУ ТЭС. Технология ДИКЛАР реализована на следующих объектах:
– Новокузнецкий алюминиевый завод РУСАЛ,2012 г.; – Воронежсинтезкаучук, СИБУР,2015 г.; – ТОО «Компания Нефтехим LTD» г. Павлодар, РК,2013 г.; – Нижнекамская ТЭЦ, 2015 г.
Основные преимущества технологии ДИКЛАР в сравнении с традиционными технологиями (осветлители, фильтры с песчаной загрузкой, ультрафильтрация):
– отечественное оборудование (динамический осветлитель), фильтрующие материалы (инертный материал), химические реагенты (коагулянт, флокулянт) обеспечивают низкие капитальные и эксплуатационные затраты;
– срок службы фильтрующего инертного материала составляет не менее 20 лет;
– высокое качество осветленной воды (по некоторым показателям лучше, чем после ультрафильтрации) не зависит от загрязнённости исходной воды (сточных вод);
– высокие технологические показатели (скорость фильтрации до 20 м/час, самый низкий процент сточных вод – менее 3 % от производительности установки) обеспечивает компактность и экологичность. Интересна ситуация с открытой системой теплоснабжения. В настоящее время на территории России по данному принципу функционирует примерно 50 % всех систем
теплоснабжения. По нормам на ТЭЦ должна нагреваться вода питьевого качества (соответствие СаНПиН «Вода питьевая») и подаваться населению с температурой 60–70 °C. Результаты по степени очистки различных вод на основании опыта промышленных объектов и пилотных испытаний приведены в таблице 2.
Таблица 2
Показатель качества Исходнаявода
Осветлен-наявода
НормыСанПиН
водапитьевая
ПДКрыбохоз.водоемов
Взвешенные вещества, мг/дм3 3-290 0,5-1,2 – Фон
реки+0,75Мутность, мг/дм3 2-215 0,1-0,8 1,5 –
Перманганатная окис-ляемость 3,8-76 1,6-7,2 5,0 –мгО/дм3
Цветность, град 30-807 6-20 20 –
Железо общее, мг/дм3 0,3-7,6 0,03-0,12 0,3 0,1Нефтепродукты, мг/дм3 0,06-3,4 0,03-0,09 0,1 0,05Активированная крем-
некислота, мг/дм3 4,8-13,3 4,3-7,3 10,0 –
Фосфаты, мг/дм3 0,1-1,2 0,01-0,05 – 0,05
Алюминий, мг/дм3 0,05-1,2 0,02-0,06 0,5 0,04
На одном из предприятий (МЦБК) была выполнена реконструкция ВПУ для подпитки открытой теплосети. Исходная вода (р. Волга) температурой 20 °C очищалась на динамических осветлителях до норм СаНПиН (цветность 15–20 град, железо 0,0–0,25 мг/дм3).
При подачи осветленной воды в атмосферные деаэраторы (температура 104 °C) при нагреве ее происходило увеличение цветности до 25–30 град. С целью доведения качества сетевой воды до норм СаНПиН специалистами ОВТ было решено повысить степень очистки речной воды до более жестких показателей (цветность менее 10 град, железо менее 0,1 мг/дм3),за счет дополнительного дозирования гипохлорита натрия перед коагуляцией (эффект разложения железо- органических комплексов). В результате при

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
370 371
нагреве осветленной воды сетевая вода соответствовала нормам СаНПин (цветность 10–15 град.).
Также интересен опыт внедрения ДИКЛАР для очистки водооборотных циклов (ВОЦ).
В последние 10–15 лет все технические публикации по эксплуатации ВОЦ были в основном связаны с опытом применения именно химических реагентов на отдельных предприятиях.
При этом отсутствует статистика и обобщение опыта использования химреагентов в оборотной воде ВОЦ и их влияние на коррозию и отложения на теплообменном оборудовании, в цирктрубопроводах и на внутренних устройствах градирен.
Но наиболее важной проблемой при эксплуатации оборотных систем являются взвешенные вещества, попадающие в оборотную воду с пылью минерального и органического происхождения из атмосферного воздуха, так как в вентиляторных градирнях средний расход воздуха на охлаждение 1 м3 оборотной воды составляет 800–1000 м3.
Средняя концентрация взвешенных веществ в атмосферном воздухе в районе промпредприятий составляет 0,5–1,0 мг/м3. При производительности водооборотной системы 10 000 м3/час прирост взвешенных веществ ВОЦ составит 5–10 кг/час (120–240 кг/сут), что приводит к загрязнению поверхностей теплообменного оборудования, а также внутренних устройств градирен (оросителя, водораспределители).
Для примера при толщине отложений на теплообменниках до 0.3 мм потребление энергии увеличивается на 10 %, что увеличивает текущие эксплуатационные затраты.
С целью защиты системы ВОЦ на одном из предприятий (ТОО «Нефтехим LTD», РК) в 2013 г. была смонтирована водоподготовительная установка (ВПУ) с использованием динамических осветительных фильтров (технология ДИКЛАР), которая обеспечивает очистку подпиточной воды и части оборотной воды ВОЦ (боковая фильтрация). Качество оборотной воды до и после строительства ВПУ представлено в таблице 3.
Таблица 3
Наименование показателяКачество оборотной воды
До строительства ВПУ
После строительства
ВПУВзвешенные вещества, мг/дм3 50-100 менее 5
Железо общее, мг/дм3 1,2-2,4 0,2-0,4Цветность, град 76-218 15-35
Перманганатная окисляемость, мгО2/дм3 8,2-14,3 3,1-6,2
При этом необходимо отметить, что при 1,5%-ом объёме очистки оборотной воды (боковая фильтрация) через две недели после включения ВПУ в эксплуатацию было обеcпечено снижение содержания взвешенных веществ с 50-100 мг/дм3 до величины менее 5 мг/дм3. Как следствие, данный факт позволил сократить количество остановов ВОЦ для очисток теплообменников с 3-4 остановов в год до профилактической очистки один раз в два года. Так же было отмечено отсутствие биологического обрастания на поверхностях водораспределителей и оросителях вентиляторных градирен.
Необходимо отметить также экологический эффект от строительства ВПУ: при значительном снижении загрязнений в оборотной воде (табл. 3) был снижен соответственно расход химических реагентов (антинакипин, биоциды, ингибиторы коррозии). Соответственно в продувочной воде ВОЦ, которая сбрасывается в рыбохозяйственные водоемы, значительно снизились загрязнения (фосфаты, железо, цинк, нитриты, взвешенные вещества и др.).
ЛИТЕРАТУРА1 Суслов С. Ю., Кирилина А. В., Сергеев И. А.,
Соколова Е. А., Суслов И. С., Бороздина Л. А. Опыт ведения водно-химического режима с применением хеламина на энергоблоках ПГУ–39 Сочинской ТЭС // Теплоэнергетика. 2012. № 7. С.15–21.
2 Юрчевский Е. Б., Петров А. Г., Андрианов А. П. Перспективы использования мембранных технологий водоподготовки для предотвращения загрязнений пароводяных трактов ТЭС органическими примесями природных вод// Теплоэнергетика. – 2006. № 8. С. 2–9.
3 Пантелеев А. А., Рябчиков Б. Е., Жадан А. В., Хоружий О. В. Проектные решения водоподготовительных установок на основе мембранных технологий // Теплоэнергетика. – 2012. № 7. С.30–36.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
372 373
5 Суслов С. Ю., Кирилина А. В. , Сергеев И. А. , Соколова Е. А., Суслов И. С., Бороздина Л. А. Опыт ведения водно-химического режима с применением хеламина на энергоблоках ПГУ–39 Сочинской ТЭС // Теплоэнергетика. 2012. № 7. С. 15–21.
6. A. Bursik, B. Dooley. Organics A Retrospective look at fossil plant cycle
Chemistry and the Possible requirements for the future // Power Plant Chemistry. 2005.
ЖАЛҒАН ЖЕЛІЛЕР НЕМЕСЕ ТЕЛЕФОНДЫ ТЫҢДАУ
САТЫБАЛДЫ С. Д.студент, С. Торайғыров атындағы ПМУ, Павлодар қ.
БАЙКЕНОВА Н. Б.аға оқытушы,С. Торайғыров атындағы ПМУ, Павлодар қ.
Бұл аппаратура мобильдік байланыстың шынайы станциясына жасырынады, ал оның радиосигналын телефон шынайы (заңды) сигнал ретінде қабылдайды. Қазіргі байланыс станцияларында GSM байланыс арнасын шифрлауды іске қосу және сөндіру функциясы бар. Оның арқасында оператор болжап болмайтын және шұғыл жағдайларда байланыстың барлық арналарынан криптоқорғауды бірден сөндіріп, арнайы қызметтерге барлық адамдарды тыңдау және есту мүмкіндігін береді. Осылай виртуалды сота да жұмыс жасайды, ол өзінің жұмыс аймағында әрекет ететін байланыс арнасынан қорғауды алып тастайды.
Осындай жабдықтың әрекет ету радиусы өзінің қуатына тікелей тәуелді және 100 метрден 5-7 километрге дейінгі қашықтықта ауытқиды. Осындай жабдықтың арқасында құрылғының жұмысының радиусына түсетін барлық сөйлесулерді тыңдауға болады.
Сурет 1
Қымбат емес сотаның арқасында бизнес орталық немесе кеңсе сияқты жерлерде сөйлесіп жатқан адамдарды тыңдау мүмкіндігі бар, сонымен бірге қызметкерлер тыңдалып жатқандарын байқамай да қалады, өйткені барлығы шынайы операторда сияқты көрінеді, бір ерекшелігі батареяның қуаты жылдам таусылады. Ұялы байланыс операторларының өздері виртуалды сотаны көре алмайды, демек одан қорғана да алмайды. Ұялы телефонның бітеуішін пайдалану немесе телефоннан батареяны шығарып алу (бірақ бұл екінші нұсқа ыңғайлы емес) арқылы адам өзін-өзі қорғай алады.
Барлығымыз жақсы көретін iphone телефондарында батарейка неліктен шығарылмайтынын білесіздер ме, ондай телефондар жоғары билік өкілдеріне де сыйға тартылған еді (президенттер және т.б.), өйткені телефоныңыздан тыңдауды тоқтатудың және өзін-өзі қауіпсіздендірудің жалғыз әдісі – батареяны шығарып алу және телефонның сыртқы әлеммен байланысын тоқтату екен.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
374 375
Сурет 2
Осындай аппаратура қарақшылардың қолына қалай түсуі мүмкін? Елде революциялар, соғыс және т.б. болып жатқан кезде халық тобыры зергерлік бутиктерді, дүкендерді, дүңгіршектерді тонайды, ал білгіш адамдар арнайы қызметтердің кеңселерін тоңайды және арнайы техника қылмыстық әлемнің қолына түседі.
Қылмыстық әлем осындай құрылғыларды шығаруды бұрыннан игеріп алды, ондай девайстардың бағасы арзандап кетті. Бұрын виртуалды сотаны 15-30 мың долларға сатып алуға болса, қазіргі уақытта қытайлық шеберлер қымбат аппараттан кем түспейтін арзан аппаратты екі мың долларға бере салады.
Кеден қызметі бұл үрдісті тоқтатуға қаншалықты тырысса да, қолдан келер шара жоқ. Мыңдаған бірдей жәшіктердің арасынан біреуін тауып, тыңдау аппаратын табу мүмкін емес. Бүгінгі күні шағын виртуалды сотаны радиоэлектроника мамандығында оқитын бірнеше студенттер де жасай алады.
Телефонның өзіне үңілу керек. Онда көптеген қызықты бөлшектер бар. Әрбір тұтқада бір емес, екі бағдарламалық-аппараттық ядро бар. Орталық процесордың негізінде құрылған біріншісі телефонның жұмысы үшін жауап береді және телефонның өзін сөндірген кезде жұмысын тоқтатады. Алайда аккумуляторлық батареядан қоректенетін модем деп аталатын екінші ядро (жасырын) телефоныңыз сөндіріліп тұрса да, әрқашанда қосулы болады. Басқару орталығымен хабарласу арқылы шұғыл жағдайларда телефонды қашықтықтан іске қосып, мемлекеттік сипаттағы хабарламаны сізге жіберуге болады.
Сурет 3
Мобильдік телефонды тыңдау – өнеркәсіптік шпионаждың және бәсекелік барлаудың ең кең таралған түрлерінің бірі. Зайырлы өмірде барлық ірі жанжалдар заңсыз тыңдаумен байланысты және мұнда тапсырыс берушілер өте көп. Мамандардың санауынша, тыңдауда қылмыстық әлем Мәскеудің өзінде шамамен миллион доллар пайда алады.
Алаяқтардың ең көп қолданатын және кең таралған схемаларының бірі сөзді цифрландыру немесе талдау болып табылады. Дауысты небары бір рет жазу арқылы алаяқтар оны мыңдаған басқа дауыстардың арасынан тауып, оның барлық сөйлесулерін жазып ала алады. Сондай-ақ дауыстарды ұқсату алдаудың ажырамас бөлігіне айналды. Цифрлық технологияларды пайдалана отырып, алаяқтар кез-келген дауысты жаңғырта алады және ақша алып қою үшін шексіз мүмкіндіктерге ие.
Ең сорақысы, біздің милиция, арнайы қызметтеріміз қылмыстық әлеммен бәсекеге түсуге дайын емес және қазіргі уақытта тыңдаудан қорғану мүмкін емес дерлік.
ӘДЕБИЕТТЕР1 Таненбауым. Э. Компьютерные сети 4-е изд., Питер, 2003.–992.2 Кульгин. М, Компьютерные сети . Практика построение 3-е
изд., Питер, 2003.- 461 с.3 Столлингс В., Современные компьютерные сети 2-е изд.,
Питер, 2003.–783 с.4 Сайт www.wikipedia.ru5 Пойсковая система www.google .ru

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
376 377
СОВРЕМЕННОЕ СОСТОЯНИЕ И ПЕРСПЕКТИВЫ РАЗВИТИЯ АВТОМАТИЗАЦИИ И УПРАВЛЕНИЯ
ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ В ОБРАЗОВАТЕЛЬНОМ УЧРЕЖДЕНИИ
ЧУПРИНА М. А. магистрант, ПГУ имени С. Торайгырова, г. Павлодар
АНДРЕЕВА О. А.ассоц. профессор, (доцент), ПГУ имени С. Торайгырова, г. Павлодар
Под автоматизацией и управлением технологическими процессами в образовательном учреждении подразумевается автоматизация информационно-методического обеспечения учебно-воспитательного процесса и организационного управления образовательным учреждением (системой образовательных учреждений), как поддержание заданной степени комфорта деятельности работников сферы образования на базе использования средств информационных и коммуникационных технологий (ИКТ), в процессе ведения им делопроизводства в образовательном учреждении, в процессе профессиональной деятельности преподавателя предметника, методиста, организатора учебно-воспитательного процесса.
Определим средства информационных и коммуникационных технологий (средства ИКТ) как программные, программно-аппаратные и технические средства и устройства, функционирующие на базе микропроцессорной, вычислительной техники, а также современных средств и систем транслирования информации, информационного обмена, обеспечивающие операции по сбору, продуцированию, накоплению, хранению, обработке, передаче информации и возможность доступа к информационным ресурсам локальных и глобальных компьютерных сетей.
К средствам ИКТ относятся: – ЭВМ, ПЭВМ; – комплекты терминального оборудования для ЭВМ всех
классов, локальные вычислительные сети, устройства ввода-вывода информации, средства ввода и манипулирования текстовой и графической информацией, средства архивного хранения больших объемов информации и другое периферийное оборудование современных ЭВМ;
– устройства для преобразования данных из графической или звуковой форм представления данных в цифровую и обратно;
– средства и устройства манипулирования аудиовизуальной информацией (на базе технологий мультимедиа и «Виртуальная реальность»);
– системы искусственного интеллекта; – системы машинной графики, программные комплексы (языки
программирования, трансляторы, компиляторы, операционные системы, пакеты прикладных программ и пр.) и др.;
– современные средства связи, обеспечивающие информационное взаимодействие пользователей как на локальном уровне (например, в рамках одной организации или нескольких организаций), так и глобальном (в рамках всемирной информационной сети Интернет).
Функциональные возможности средств ИКТ: – обеспечение коммуникаций на основе использования
локальных и глобальных распределенных сетей ЭВМ; – обработка информации при ведении делопроизводства на
основе использования автоматизированных рабочих мест (АРМ) и информатизированных рабочих мест (ИРМ);
– автоматизация процессов принятия управленческих решений. Основными функциями ИКТ в процессе автоматизации
информационной деятельности работника образовательного учреждения и организационного управления процессами документооборота являются:
– общая обработка документов, их верификация и оформление; – локальное хранение документов; обеспечение сквозной
доступности документов без их дублирования на бумаге; – дистанционная совместная работа пользователей над
документом; – поддержка «безбумажного» общения между пользователями
с их рабочего места; – различные виды информационного взаимодействия по
телекоммуникациям; персональная обработка данных и документов, в том числе дистанционная, средствами телекоммуникаций;
– коллективная обработка данных, документов средствами телекоммуникаций; обмен информацией между базами данных;
– использование распределенного информационного ресурса данных, документов;
– объединение электронной и вербальной коммуникаций; – ведение персональных баз данных, в том числе дистанционного
доступа; ввод/вывод данных или фиксированных форм документов.

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
378 379
При этом, с точки зрения комфортности деятельности пользователя, средства ИКТ в процессе автоматизации информационной деятельности работников образовательного учреждения обеспечивают:
– информационную поддержку современных методов ведения делопроизводства в учебном заведении, в том числе документооборота;
– оперативность принятия управленческих решений с возможностью дистанционного оповещения о принятых решениях;
– оперативное планирование, проектирование и управление учебно-воспитательным процессом.
Под информационно-методическим обеспечением учебно-воспитательного процесса учебного заведения будем понимать обеспечение образовательного процесса необходимыми научно-педагогическими, учебно-методическими, информационно-справочными, инструктивно-организационными, нормативно-правовыми, техническими и другими материалами, которые используются при обучении и воспитании учащихся (студентов) в образовательном учреждении.
А под организационным управлением в образовательном учреждении на основе систем управления базами данных и средств телекоммуникаций будем понимать изменение (упорядочение и приведение в систему по определенной структуре и на единой методологической основе) состояния системы информационно-методического обеспечения и ведения делопроизводства, ведущее к достижению следующих целей:
– поддержание заданной степени комфорта деятельности работника сферы образования при решении задач реализации возможностей современных информационных и коммуникационных технологий в процессе информационно-методического обеспечения и организационного управления, в том числе и при ведении делопроизводства, формирование и развитие его информационной культуры, соответствующей этапу информатизации и глобальной массовой коммуникации современного общества.
Определим информационную деятельность как деятельность по регистрации, сбору, обработке, хранению, передаче, отображению, транслированию, тиражированию, продуцированию информации об объектах, явлениях, процессах, как реально протекающих, так и представленных виртуально, и скоростная передача любых объемов информации, представленной в различной форме, при реализации дидактических возможностей ИКТ.
Рассматривая процессы автоматизации информационно-методического обеспечения и организационного управления, введем некоторые ограничения, касающиеся как области информационного взаимодействия, так и его участников. Как известно, учебно-воспитательный процесс – это интегративный, сложный процесс с точки зрения информационного взаимодействия, осуществляемого между многими категориями специалистов, работающими в учебном заведении различного профиля, и, конечно, обучающимися. Мы остановим внимание лишь на информационном взаимодействии, осуществляемым с использованием средств ИКТ, проистекающем между организаторами учебно-воспитательного процесса. К таковым, как было отмечено выше, мы относим руководителей (регионального, областного, районного, федерального) органов образования, директора образовательного учреждения, организаторов методической и учебно-воспитательной работы, преподавателей-предметников (преподавателей), заведующего библиотеки и ее сотрудников, медицинских работников, психолога(ов) и других сотрудников, ответственных за организационно-содержательную сторону учебно-воспитательного процесса, организуемого в образовательном учреждении.
Анализируя многообразие информационных потоков, функционирующих в процессе информационной деятельности работников сферы образования, учащихся (студентов), их родителей, а также иных участников образовательного процесса, следует констатировать сложность их классификации, упорядочения и систематизации.
Существуют также определенные сложности в процессе осуществления информационного взаимодействия между организаторами учебно-воспитательного процесса и сотрудниками образовательного учреждения, под которым будем понимать взаимодействие между организаторами учебно-воспитательного процесса (руководители региональных, областных, районных, федеральных органов образования, директора, организаторы методической и учебно-воспитательной работы, преподаватели – предметники, сотрудники библиотеки, медицинские работники, психологи) и другими специалистами, работающими в образовательном учреждении, основанное на функционировании информационных потоков, осуществляемых как в процессе профессиональной деятельности работников сферы образования,

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
380 381
так и при их общении с учащимися (студентами), их родителями и иными заинтересованными специалистами и лицами.
Структура информационного взаимодействия между организаторами учебно-воспитательного процесса и сотрудниками образовательного учреждения, как внутренняя форма организации информационного взаимодействия, выступает как единство устойчивых взаимосвязей между ее элементами и, как правило, не имеет однозначного проявления, так как при информационном взаимодействии между организаторами учебно-воспитательного процесса и другими сотрудниками образовательного учреждения осуществляется сбор, обработка, хранение, передача, создание информационно-методических материалов различного вида, адекватно потребностям каждого участника взаимодействия. Результатами информационного взаимодействия могут служить определенные выводы о развитии образовательного процесса вообще или конкретные выводы о продвижении в учении отдельного ученика (студента), принятые решения о дальнейшем развитии самого образовательного учреждения и пр. Кроме того, при осуществлении информационного взаимодействия возникает определенная сложность обращения с информационными потоками, функционирующими в процессе информационной деятельности работников сферы образования. Она вызвана тем, что содержание информационных потоков (содержание различных видов научно-педагогических, учебно-методических, информационных, инструктивно-организационных, нормативных, технических и других материалов) не поддается строгой классификации, однозначного соотнесения источника информации и потребителя, не имеет жестко обозначенных форм и строго фиксированного адресата.
В основном, разработки ведутся в направлении автоматизации процесса составления расписания занятий, создания банков данных методических разработок учителей (преподавателей), обмена информацией между методистами, учителями-предметниками, руководством, администрацией, работниками внешних организаций и родителями.
Эти разработки направлены на реализацию следующего: – Автоматизация информационно-методического обеспечения
образовательного процесса. – Организационное управление процессом ведения
делопроизводства образовательного учреждения (системы образовательных учреждений) при использовании современных баз данных.
– Сбор, обработка, хранение, выборка и вывод информации, в том числе на базе информационного ресурса локальных и глобальной сетей.
– Автоматизация процессов статистической обработки собранной информации (например, о продвижении в учении) как отдельного ученика, так и группы, класса, всего образовательного учреждения.
– Автоматизация процессов создания графиков и диаграмм на основе произведенной обработки полученной информации (например, для получения отчетов о состоянии успеваемости, обращения к информационным ресурсам, в том числе локальных и глобальной сетей).
– Прогнозирование и формулирование рекомендаций на основе выявленных тенденций (например, с целью ликвидации пробелов в знаниях учащихся или выявления условий повышения квалификации учителей).
– Обеспечение информационного взаимодействия между специалистами образовательного учреждения (образовательных учреждений) на основе использования распределенного информационного ресурса локальных и глобальной сетей.
– Обеспечение основных режимов информационного взаимодействия на базе современных средств телекоммуникаций при использования локальных и распределенных компьютеров.
– Использование распределенного информационного ресурса локальных и глобальной сетей, в том числе на базе средств телекоммуникаций, для организации информационного взаимодействия между сотрудниками образовательного учреждения (образовательных учреждений) и сотрудниками региональных и федеральных органов, ответственных за образование.
Анализ показывает, что в отечественной и зарубежной практике программно-аппаратная реализация вышеописанных процессов обеспечивалась (в основном, в последние два десятилетия) функционированием информатизированных рабочих мест (ИРМ), предназначенных для организаторов учебно-воспитательного процесса (при условии оснащения автоматизированного рабочего места (АРМ) сотрудника образовательного учреждения всем необходим программно-аппаратным и информационным обеспечением на базе современных компьютерных платформ).
Для определения перспектив развития автоматизации технологических процессов в сфере образования опишем

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
382 383
характерные особенности информационно-методического обеспечения учебно-воспитательного процесса и организационного управления в современном образовательном учреждении, которое взаимодействует со множеством внешних организаций (образовательных, научных, социально-ориентированных, производственных и пр.) и, кроме того, осуществляет научную, образовательную и созидательную деятельность распределенного уровня и масштаба, выходящего за рамки одного учреждения в условиях информатизации и глобализации современного общества. Представим краткое описание этих характерных особенностей.
– При информационном взаимодействии между организаторами учебно-воспитательного процесса осуществляется сбор, обработка, хранение, передача, продуцирование (в том числе распределенными коллективами разработчиков) информационно-методических материалов различного содержания и структурного типа, которые требуют зачастую обобщения, концентрации и прогноза целесообразности их использования;
– Информационное взаимодействие, как правило, происходит хаотично, спонтанно, спорадически, в некоторых случаях в зависимости от распоряжения администрации образовательного учреждения;
– Содержание и состав информационно-методического обеспечения учебно-воспитательного процесса, функционирующего в информационных потоках образовательного учреждения, требует оптимизации адекватно определенным теоретическим позициям;
– Функционирование информационных потоков при организационном управлении образовательным учреждением требует унификации адекватно интересам взаимодействующих пользователей;
– Современные подходы к автоматизации процессов информационно-методического обеспечения учебно-воспитательного процесса и организационного управления ориентируют на реализацию возможностей систем искусственного интеллекта. В аспекте вышеизложенного остановимся на принципах автоматизации информационно-методического обеспечения учебно-воспитательного процесса и организационного управления образовательным учреждением (в нашем случае общего среднего образования), основанных на оптимизации содержания информационных потоков и унификации процессов их функционирования, и раскроем содержание каждого принципа.
Реализация возможностей требует наличия высокоразвитых программно-аппаратных средств и систем, что само по себе уже является важным фактором развития автоматизации технологических процессов, протекающих в сфере образования. Как правило, информационные системы, реализующие такой уровень автоматизации, разрабатываются высококвалифицированными специалистами, входящими в многопрофильный коллектив разработчиков информационной продукции. Несомненно, что сфера образования нуждается в подобных разработках, которые в настоящее время в своем подавляющем большинстве черпаются из других областей науки и техники и адаптируются под цели и задачи образовательного процесса.
Эта практика не может считаться позитивным явлением, так как подобные разработки для образовательных нужд должны создаваться адекватно педагогико-эргономическим исходным требованиям к информационным системам, обеспечивающим автоматизацию информационно-методического обеспечения учебно-воспитательного процесса и организационного управления образовательным учреждением (системой образовательных учреждений). Мы рассматриваем такой подход как содержательно важную перспективу развития идей автоматизации и управления технологическими процессами, протекающими в сфере образования.
ЛИТЕРАТУРА1 Роберт И. В. Теория и методика информатизации образования
(психолого-педагогический и технологический аспекты) / Монография М. . – ИИО РАО, 2008, 18 п.л.
2 Роберт И. В. Разработка образовательных стандартов, соответствующих современным требованиям к квалификации специалистов в области автоматизации и управления Международный симпозиум «Надежность и качество», том 2. Пенза, 25 мая – 31 мая, 2006, 0,5 п.л.
3 Толкование слов и словосочетаний понятийного аппарата информатизации образования Ж. «Информатика и образование», № 5 – 2004 г., С. 22–29,.,№ 6 – 2004 г. С. 63–70.
4 Сайт Института информатизации образования Российской академии образования http : //www.iiorao.ru

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
384 385
Мазмұны
С. Торайғыров атындағы ПМУ ректоры, филос.ғ.к., Г. Ахметованың алғы сөзі ............................................................3
20 Секция. Құрылыстағы инновациялық технологиялар20 Секция. Инновационные технологии в строительстве
Бейсембенова А. Е., Курманов А. К. Сравнительный анализ теплотехнического расчета с применением несъемной опалубки из пенополистирольных плит. ....................................4Еркебай А. М., Станевич В. Т.Гидроизоляционные материалы на основе местных ресурсов ..................10Жания К. Ж., Кудерин М. КСвайно-ленточный фундамент ТИСЭ(Технология индивидуального строительства и экология). ......................14Капанова А. С., Станевич В. Т. Полистиролбетон – возможности и перспективы производства и применения. .........................................................................18Омаров Е. К., Кусаинов А. А., Омаров Ж. М.Технология производства структурных изоляционных SIP панелей .......24
24 Секция. Темір жол құрылысы24 Секция. Строительство железных дорог
Нурханова Ф. А., Ахметова А. А. Расширение сетей пунктов обслуживания пассажиров высокоскоростных поездов «Тулпар-Тальго» ............................................30
25 Секция. Кәсіпорындардағы өнеркәсіп қауіпсіздігі 25 Секция. Промышленная безопасность на предприятиях
Абдыкаримова Р. М., Ибраева Е. М. Аварии на нефтеперерабатывающих производствах и их последствия ...35Альханов Р. Н., Арынова Ш. Ж.Разработка стандартов организаций для обеспечения готовности к локализации и ликвидации аварии ........................................42Арапбай Ш. Ж., Нұғманова Ф. Б.Павлодар облыстық жылу және электр станциясының күл төгінділерін өндірісте қолданылуы ......................................................46Ашкенов А. А., Арынғазин Қ. Ш.Роль охраны труда на производств ..............................................................50
Ельбаев А. Е., Муликбаев О. Б.Анализ по охране окружающей среды на металлургическом предприятии ПФ ТОО «KSP Steel» ..............................................................58Кенженова Б. Т., Арынгазин К. Ш.Экологические риски в нефтехимической промышленности ...................62Нугманова Ф. Б., Амидуллаева Н. А.Оценка воздействия производственной деятельности металлургических предприятий на атмосферный воздух в РК .................66Нұғманова Ф. Б., Махабат Т.Қазақстан металлургиясы кәсіпорындарының қоршаған ортаны ластауы зерттеу әдістері ..................................................................69Омарова Д. П.Отличительные особенности метода хроматографического анализа топлива .......................................................73Өтен Н. С., Жаксиликов И. Б., Ахметбекова А. М. Жезқазған мыс қорыту зауыты – индустрияландырудың ажырамас бөлігі ..............................................................................................79Сейдуақас Б. С.Өнеркәсіптік қауіпсіздікті қамтамасыз ететін, қорғану құралдарын қолдану ......................................................................................84Сейтказин С. Б., Карабжанов Н. Т.Электр тогынан сақтандыратын қорғаныс шаралары ................................89Серикова Г. А.Өнеркәсіп қауіпсіздігі мониторингі .............................................................96Сланбеков К. Т., Арынғазин Қ. Ш.Қазақстан ғылымының үрдістері мен келешегі ........................................102Ташимов Д. А.Композиционные вяжущие и бетоны на основе отходов местных металлургических производств ..................................................108Чабанов А. Г., Бейсембаев М. К.Внедрение проекта «СИГНАЛ» на базе АО «Алюминий Казахстана»..111
27 Секция. Құрылыс материалдарының өндірісі27 Секция. Производство строительных материалов
Аронова Р. К., Акимбекова С. Т., Кудрышова Б. Ч. Мелкозернистый бетон для декоративно-облицовочных изделий ........115Атконова А. П., Корниенко П. В.Разработка состава сульфатостойкого бетона из отходов производства .............................................................................119Ахтамберова А. Б., Ахтамберов Ж. С., Кудрышова Б. Ч.Производство пенобетона неавтоклавного твердения с использованием золы-уноса .....................................................................126

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
386 387
Базенов Г. М., Корниенко П. В.Современные технологии монолитного и энергосберегающего строительства. ..............................................................................................131Батанова А. К., Ахтамберова А. Б., Станевич В. Т.Применение промышленных отходов в дорожном строительстве .........137Биржан А. А., Калиева Ж. Е. Газобетоны неавтоклавного твердения на основе композиционных вяжущих веществ ..........................................................144Габитова (Жаканова) Д. А., Садвакасова К. А., Матиев У. Г.,Корниенко П. В.Практика получения шлакового вяжущего для штучных изделий ........148Жамитов А. Б., Кудрышова Б. Ч.Гипсовые композиции с комплексным модификатором на основе извести и метакаолина .................................................................................155Исимов Р. С., Кудрышова Б. Ч.Особенности применения бокситовых шламов в производстве бетона .160Кожамуратова М. Б., Булыга Л. Л., Корниенко П. В. Оптимизация структуры бетонов водопропускных труб с помощью модифицирующих добавок .........................................................................164Корниенко П. В., Габитова (Жаканова) Д. А., Матиев У. Г.,Гакштетер Г. В.Применение шлакового вяжущего в строительном производстве .........170Кулагин П. Н., Гакштетер Г. В., Акзам Т. А., Корниенко П. В., Исторический аспект применения минеральных добавок в строительстве ..............................................................................176Оразалина Г. А., Никифорова В. Г.Легкий бетон на основе смешанного вяжущего и золы ТЭС ..................182Садыков А. Б., Кудрышова Б. Ч.Особенности технологии керамических стеновых материалов на основе отходов угледобывающих предприятий ..................................189
28 Секция. Энергетиканың өндіріс салаларындағы қәзіргі ахуалы
28 Секция. Современное состояние энергетики в промышленных отраслях
Абжекеева А. З., Әблеш К. Ж., Омаров А. Д., Карманов А. Е. Технологические характеристики ВТУ и методика исследования тепловой работы ..................................................................193Азенова Н. М., Кинжибекова А. К.Анализ работы и оценка надежности питательных насосов блоков мощностью 300 МВт ........................................................196Айтжанов М. С., Приходько Е. В.Использование водорода в качестве альтернативного вида топлива .....202
Дайнова У. А., Кабдуалиев Н. М.Исследование технологических способов и технических решений для повышения качества добываемого угля на разрезе «Богатырь» ......208Жумагулова З. Б.Экологические проблемы развития промышленного производства ......215Жуматаев Н. Ш., Естаев А. М., Никифоров А. С.Проблемы эксплуатации котлов типа ДКВР в аспекте повышения энергоэффективности .............................................................220Ильин С. А., Приходько Е. В.Влияние частоты на работу оборудования тепловой электрической станции и регулирование частоты ....................................223Кабжанов Г. А., Приходько Е. В.Анализ работы тепловой изоляции тепловых сетей г. Павлодар ............229Кайдар А. Б., Кайдар М. Б., Шапкенов Б. К., Марковский В. П.Системы кабельного обогрева для Смарт Сити ........................................233Кайдар А. Б., Кайдар М. Б., Шапкенов Б. К., Марковский В. П., Акаев А. М.Контроль протечки воды для Смарт home ................................................240Кайдар А. Б., Кайдар М. Б., Шапкенов Б. К., Марковский В. П. Ахметов Т. М.Защита электроустановок от импульсных грозовых и коммутационных перенапряжений .........................................................245Кайдар А. Б., Кайдар М. Б., Шапкенов Б. К., Марковский В. П., Кислов А. П., Қонысбек Қ. Б. Устройства защиты от перенапряжений ...................................................253Карманов М. Е., Приходько Е. В., Карманов А. Е.Режимно-наладочные работы водогрейных котлов .................................259Кенжекеев Н. К., Приходько Е. В.Реконструкция схемы тепловой подготовки на входе ............................263в технологическую печь П-1 ТОО «ПНХЗ» ..............................................263Алимгазин А. Ш., Кайдар А. Б., Кайдар М. Б., Кислов А. П.,Марковский В. П., Шапкенов Б. К. Возобновляемые источники энергии для электроснабжения удаленных потребителей ............................................................................269Кислов А. П., Марковский В. П., Шапкенов Б. К., Алимгазин А. Ш., Кайдар А. Б., Кайдар М. Б. Энергоэффективные технологии в г. Аксу ...............................................274Кайдар А. Б., Кайдар М. Б., Алимгазин А. Ш., Кислов А. П., Марковский В. П., Шапкенов Б. К. Светотехнические энергоэффективные технологии в г. Аксу ...............282Клецель М. Я., Толеген Т. Т., Талипов О. М., Исабеков Д. Д.Схема токовой защиты на герконах с тестовой диагностикой исправности..........................................................................287

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ» «X
ТОРА
ЙГЫ
РОВ
CК
ИЕ ЧТЕН
ИЯ
»
388 389
Марковский В. П., Шапкенов Б. К., Кайдар А. Б. Кайдар М. Б., Алимбергенов А. С. Разработка комплекса мероприятий по управлению рисками в электрохозяйстве предприятия ................................................................293Марковский В. П., Шапкенов Б. К., Кайдар А. Б., Кайдар М. Б.,Оразалина Ж. А.Анализ методов нормирования электрических параметров предприятий и их подразделений .........................................................................................298Марковский В. П., Шапкенов Б. К., Ахметов Т. М.Основные мероприятия по снижению потерь в распределительных сетях .........................................................................304Мухамедеева Л. Г., Кабдуалиев Н. М.К вопросу о развитии технологических принципов подготовкик сжиганию бурых углей .............................................................................307Нефтисов А. В., Базарбек А. И.Внедрение автоматизированных систем на городском общественном транспорте и перспективы их развития .....................................................312Нурмаганбетова Г. С., Брейдо И. В.Имитационная модель наблюдателя температуры статорной обмотки асинхронного электродвигателя с короткозамкнутым ротором ...........316Рамазанова А. Е., Приходько Е. В.Анализ способов контроля полноты горения по величине электрического потенциала пламени .........................................................320Самаров Е. А., Канагатова М. С.Қазіргі талаптарға сай қыздыру шамдарын жоғары қуатты жарықдиодты LED шамдарыңа ауыстырудын тиімділігі ........................323Сыйхымбаева Т., Кабдуалиев Н. М.Получение экологически безопасного топлива и энергии из биомассы с помощью солнечной энергии для систем автономного энергоснабжения ...................................................................327Тайжанова К. С., Карманов А. Е., Приходько Е. В.Анализ условий работы футеровок высокотемпературных агрегатов ...330Торайғыр М. Д., Бергузинов А. Н.Перевод котельной на экологический чистый энергоноситель ..............336Турлыбеков А. Т., Кинжибекова А. К.Энергосбережение как важнейший фактор повышения эффективности производства электрической и тепловой энергии ....................................343
29 Секция. Автоматтандыру мен телекоммуникациялардың дамуы
29 Секция. Развитие автоматизации и телекоммуникации
Васильев В. О. Автоматизированная система управления прогнозирования планово-предупредительных ремонтов .....................................................350
Кириченко Л. Н.Оптимизация настроек регуляторов в пакете SISO Design Tool системы MATLAB .........................................................357Макашев Д. Б., Андреева О. А. Проблемы очистки сточных вод промышленных предприятий .............363Сатыбалды С. Д., Байкенова Н. Б.Жалған желілер немесе телефонды тыңдау ..............................................372Чуприна М. А., Андреева О. А.Современное состояние и перспективы развития автоматизации и управления технологическими процессами в образовательном учреждении ...................................................................................................376

«X
ТО
РАЙ
ҒЫРО
В О
ҚУЛА
РЫ»
390
С. ТОРАЙҒЫРОВТЫҢ 125-ЖЫЛДЫҒЫНА АРНАЛҒАН«Х ТОРАЙҒЫРОВ ОҚУЛАРЫ» АТТЫ
ХАЛЫҚАРАЛЫҚ ҒЫЛЫМИ-ТӘЖІРИБЕЛІК КОНФЕРЕНЦИЯСЫНЫҢ
МАТЕРИАЛДАРЫ
5 ТОМ
Техникалық редактор З. Ж. ШокубаеваКорректор: А. Р. Омарова, Д. А. Жумабекова
Компьютерде беттеген: Д. А. ЖумабековаБасуға 04.12.2018 ж.
Әріп түрі Times.Пішімі 29,7 × 42 1/4. Офсеттік қағаз.
Шартты баспа табағы 22,4 Таралымы 500 дана.Тапсырыс № 3317
«КЕРЕКУ» баспасыС. Торайғыров атындағы
Павлодар мемлекеттік университеті140008, Павлодар қ., Ломов к., 64.