
pengaruh gel ekstrak kulit buah delima - Universitas Brawijaya
Upload
khangminh22Category
view
2download
0
PENGARUH VARIASI CUTTING SPEED TERHADAP KEKASARAN
PERMUKAAN SS 316L PADA PROSES LASER CUTTING
SKRIPSI
TEKNIK MESIN KONSENTRASI TEKNIK MANUFAKTUR
Diajukan untuk memenuhi persyaratan
memperoleh gelar Sarjana Teknik
RIO MARINDANA OGANA
NIM. 135060207111019
UNIVERSITAS BRAWIJAYA
FAKULTAS TEKNIK
MALANG
2018

i
KATA PENGANTAR
Puji syukur Alhamdulillah penulis panjatkan kehadirat ALLAH SWT yang telah
memberikan rahmat dan hidayahnya sehingga dapat menyelesaikan laporan skripsi dengan
judul “Pengaruh Variasi Cutting Speed Terhadap Kekasaran Permukaan SS316l pada
Proses Laser Cutting”.
Penulisan skripsi ini di ajukan untuk memenuhi salah satu syarat kelulusan untuk
memperoleh gelar Sarjana Teknik. (S-1) Universitas Brawijaya Malang. Dalam penulisan
skripsi ini tidak lepas dari hambatan dan kesulitan, namun berkat bimbingan, bantuan,
nasehat dan saran serta kerjasama dalam berbagai pihak, khususnya pembimbing, segala
hambatan tersebut dapat diatasi dengan baik.
Pada kesempatan ini penulis ingin mengucapkan terimakasih kepada semua pihak
yang telah banyak membantu hingga terselesaikannya skripsi ini, terutama kepada:
1. Nabi Muhammad SAW, atas ajaran Beliau mengenai perjuangan, konsistensi,
tanggung jawab, kewajiban, kejujuran, amanah dan lainnya yang bermanfaat bagi
penulis.
2. Bapak dan Ibu yang telah memberikan bimbingan hidup serta motifasi yang sangat
berarti dan berguna untuk kehidupan penulis.
3. Bapak Bayu Satriya Wardhana, ST., M.Eng., beserta Bapak Khairul Anam, ST.,
M.Sc., selaku dosen pembimbing satu dan dua yang telah memberikan pengarahan,
ilmu dan bimbingan selama proses penyusunan skripsi ini.
4. Teman-teman M13 yang selalu bersama memberikan semangat dan menjadi motivasi
untuk menjadi jauh lebih baik
5. Keluarga ARM yang selalu menjadi keluarga dengan memberikan kebersamaan dalam
menyelesaikan masalah apapun.
6. Saudara Zhaenal Arifin, Andik Kurniawan dan Andro P Harianja selaku menjadi tim
Laser Beam Machining telah membantu dan memberi semangat dalam penyelesaian
skripsi ini.
7. Seluruh Keluarga Besar Mahasiswa Mesin (KBMM) Fakultas Teknik Universitas
Brawijaya Malang.
8. Semua pihak yang telah membantu terselesaikannya skripsi ini, yang tidak bisa penulis
sebutkan satu-persatu.

ii
Penulis menyadari bahwa skipsi ini masih banyak kekurangan, untuk itu penulis
mengharapkan kritik dan saran yang bersifat membangun dari semua pihak agar
terciptanya karya tulis yang lebih baik. Semoga skripsi ini memberikan manfaat bagi
pembaca dan menjadi bahan acuan untuk penelitian selanjutnya.
Malang, Juni 2018
Penulis

iii
DAFTAR ISI
Halaman
KATA PENGANTAR .......................................................................................................... i
DAFTAR ISI ....................................................................................................................... iii
DAFTAR TABEL ................................................................................................................ v
DAFTAR GAMBAR .......................................................................................................... vi
DAFTAR LAMPIRAN ..................................................................................................... vii
RINGKASAN .................................................................................................................... viii
SUMMARY ......................................................................................................................... ix
BAB 1 PENDAHULUAN
1.1 Latar Belakang ....................................................................................................... 1
1.2 Rumusan Masalah .................................................................................................. 2
1.3 Batasan Masalah..................................................................................................... 2
1.4 Tujuan Penelitian ................................................................................................... 2
1.5 Manfaat Penelitian ................................................................................................. 3
BAB II TINJAUAN PUSTAKA
2.1 Penelitian Sebelumnya .......................................................................................... 5
2.2 Permesinan Non Konvensional ............................................................................. 6
2.3 Laser Cutting ......................................................................................................... 7
2.3.1 Konfigurasi Mesin ....................................................................................... 7
2.3.2 Bagian-bagian Pada Laser Cutting .............................................................. 8
2.3.3 Kelebihan dan Kekurangan ........................................................................ 10
2.3.4 Prinsip Kerja Alat ...................................................................................... 10
2.4 Parameter Proses Permesinan Pada Laser Cutting ............................................. 11
2.5 Jenis-jenis Stainless Steel .................................................................................... 12
2.6 SS316L ................................................................................................................ 16
2.7 Kekasaran Permukaan ......................................................................................... 18
2.7.1 Perbedaan Permukaan dan Profil ............................................................... 19
2.7.2 Parameter Kekasaran Permukaan............................................................... 19
2.8 Hipotesis .............................................................................................................. 22
BAB III METODE PENELITIAN
3.1 Metode Penelitian ............................................................................................... 23
3.2 Waktu dan Tempat Penelitian ............................................................................. 23

iv
3.3 Variabel Penelitian .............................................................................................. 23
3.4 Alat dan Bahan .................................................................................................... 24
3.5 Dimensi Benda Kerja .......................................................................................... 26
3.6 Prosedur Penelitian ............................................................................................. 26
3.7 Rancangan Penelitian .......................................................................................... 27
3.8 Diagram Alir Penelitian ...................................................................................... 27
BAB IV HASIL DAN PEMBAHASAN
4.1 Data Hasil Pengujian ........................................................................................... 29
4.1.1 Data Hasil Pengujian Kekasaran dengan Variasi Cutting speed................ 29
4.1.2 Tingkat Kekasaran Pada Laser Cutting Variasi Cutting Speed secara
horisontal ................................................................................................... 30
4.1.3 Tingkat Kekasaran Pada Laser Cutting dengan Kedalaman Pemotongan
secara vertikal ............................................................................................ 31
BAB V PENUTUP
5.1 Kesimpulan ......................................................................................................... 33
5.2 Saran ................................................................................................................... 33
DAFTAR PUSTAKA
LAMPIRAN

v
DAFTAR TABEL
No. Judul Halaman
Tabel 2.1 Kandungan bahan Stainless steel ...................................................................... 16
Tabel 2.2 Nilai kekasaran permukaan0(Ra) ...................................................................... 18
Tabel 4.1 Data pengujian kekasaran permukaan dengan variasi cutting speed
Secara horisontal ............................................................................................... 29
Tabel 4.2 Data pengujian kekasaran permukaan dengan Kedalaman Pemotongan Secara
vertikal ............................................................................................................... 31

vi
DAFTAR GAMBAR
No. Judul Halaman
Gambar 2.1 Permesinan non konvensional ....................................................................... 6
Gambar 2.2 Komponen Laser Cutting .................................................................................. 8
Gambar 2.3 Komponen Laser beam machining ................................................................ 9
Gambar 2.4 Laser beam machining ................................................................................. 11
Gambar 2.5 Material SS316L .......................................................................................... 18
Gambar 2.6 Tabel ketidakteraturan permukaan profil0................................................... 19
Gambar 2.7 Panjang sempel0dan posisi profil ................................................................ 20
Gambar 2.8 Kekasaran0Rata-rata, Ra0............................................................................ 21
Gambar 2.9 Kekasaran0permukaan Rz ........................................................................... 22
Gambar 2.10 Kedalaman0Total dan0Kedalaman Perataan0 ............................................. 22
Gambar 3.1 Personal Komputer ...................................................................................... 24
Gambar 3.2 Digital Kamera............................................................................................. 25
Gambar 3.3 Surface Roughness Tester ............................................................................ 25
Gambar 3.4 Dimensi benda kerja .................................................................................... 26
Gambar 3.5 Diagram alir penelitian ................................................................................ 28
Gambar 4.1 Titik Pengambilan Nilai Kekasaran permukaan secara horisontal. ............. 29
Gambar 4.2 Grafik0Hubungan Cutting Speed0Terhadap Kekasaran0Permukaan secara
horisontal...................................................................................................... 30
Gambar 4.3 Titik Pengambilan Nilai Kekasaran permukaan secara vertikal. ................. 31
Gambar 4.4 Grafik Hubungan Kedalaman Pemotongan Terhadap Kekasaran Permukaan
secara vertikal .............................................................................................. 31

vii
DAFTAR LAMPIRAN
No. Judul
Lampiran 1 Hasil Pengujian Kekasaran Permukaan

viii
RINGKASAN
Rio Marindana Ogana, Jurusan Teknik Mesin, Fakultas Teknik, Universitas Brawijaya,
Juni 2018, Pengaruh Variasi Cutting Speed Terhadap Kekasaran Permukaan SS316l Pada
Proses Laser Cutting: Bayu Satriya Wardhana, Khairul Anam.
Proses pemotongan logam adalah suatu proses yang sering digunakan dalam dunia
industri untuk menghasilkan suatu produk yang diinginkan. Seiring perkembangan zaman
mesin-mesin pemotongan logam mengalami perubahan untuk meningkatkan produktifitas.
Laser beam machining adalah suatu proses permesinan non konvensional yang bekerja
dengan mengarahkan output dari laser dengan daya tinggi, oleh komputer, pada bahan
yang akan dipotong. Dalam proses pemotongan ini diperlukan parameter permesinan yang
sesuai agar menghasilkan kualitas yang baik dan sesuai dengan keinginan. Parameter
permesinan yang ada pada laser beam machining antara lain adalah tekanan gas, cutting
speed dan laser power.
Dalam hal ini pemotongan ditujukan untuk memotong plat stainless steel 316L untuk
pengaplikasian dunia medis pembuatan Implan. Implan sendiri mempunyai fungsi yaitu
sebagai bahan untuk pemulihan patah tulang pada tubuh manusia. Biasanya terbuat dari
baja tahan karat, atau baja karbon tinggi. Sedangkan material stainless steel 316L banyak
dikenal penggunaannya pada sektor industri dan dunia medis karena karakteristiknya yang
menguntungkan seperti tahan korosi, berkekuatan tinggi dan rendah perawatan. Untuk itu
dengan semua keunggulan dari stainless steel 316L sangat cocok diaplikasikan pada
pembuatan Implan dengan proses pemotongan menggunakan laser beam machining.
Pada penelitian ini menggunakan parameter permesinan cutting speed. Variabel bebas
yang digunakan dengan variasi cutting speed adalah 60 mm/min, 70 mm/min, 80 mm/min,
90 mm/min, 100 mm/min.Variabel terkontrol yang digunakan untuk penelitian ini adalah
tekanan gas yang bernilai 21 bar. Tujuan yang didapat dari penelitian ini adalah untuk
mengetahui nilai kekasaran permukaan dari spesimen stainless steel 316L dengan variasi
cutting speed. Dari hasil penelitian didapat grafik pengaruh cutting speed terhadap nilai
kekasaran permukaan.
Kata kunci: Kekasaran permukaan, Stainless steel 316L, Laser Beam Machining, Cutting
Speed.

ix
SUMMARY
Rio Marindana Ogana, Department of Mechanical Engineering, Faculty of Engineering,
Universitas Brawijaya, June 2018, Effect of Cutting Speed Variation on Surface
Roughness of SS316l In Cutting Laser Process: Bayu Satriya Wardhana, Khairul Anam.
The process of cutting metal is a process that is often used in the industrial world to
produce a desired product. As the times of the metal-cutting machinery undergo changes to
increase productivity. Laser beam machining is a non conventional machining process that
works by directing the output of a laser with high power, by the computer, on the material
to be cut. In this cutting process required appropriate machining parameters to produce
good quality and in accordance with the wishes. Machining parameters that exist in laser
beam machining include gas pressure, cutting speed and laser power.
In this case the cut is intended to cut the 316L stainless steel plate for the application of the
medical world of Implant manufacture. Implants themselves have a function that is as an
ingredient for recovery of fractures in the human body. Usually made of stainless steel, or
high carbon steel. While 316L stainless steel material is widely known for its use in the
industrial sector and medical world because of its favorable characteristics such as
corrosion resistance, high-strength and low maintenance. For that with all the advantages
of 316L stainless steel is very suitable applied to the manufacture of Implants with a
cutting process using laser beam machining.
In this research use cutting speed machining parameters. The independent variables used
with cutting speed variation are 60 mm / min, 70 mm / min, 80 mm / min, 90 mm / min,
100 mm / min. The controlled variables used for this study are gas pressure which is 21
bar. The purpose of this research is to know the surface roughness value of stainless steel
316L specimen with variation of cutting speed. From the research results obtained graph of
the effect of cutting speed to the value of surface roughness.
Keywords: Surface roughness, SS316L, Laser Beam Machining, Cutting Speed.

Scanned by CamScanner


1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Pemesinan laju tinggi (High Speed Machining/HSM) merupakan suatu proses
pemotongan logam yang dilaksanakan pada laju pemotongan yang tinggi dimana nilai laju
pemotongannya ditentukan oleh jenis bahan yang dipotong (Morikawa et al, 1997).
Kelebihan HSM dibandingkan dengan pemotongan konvensional ialah akurasi pemotongan
sehingga meningkatkan kualitas benda kerja, serta efisiensi proses pemotongan sehingga
dapat mengurangi biaya produksi. Contoh proses permesinan berbasis HSM antara lain
plasma cutting, water jet cutting, abrasive water jet cutting dan laser cutting. Pemilihan
jenis proses permesinan ditentukan oleh jenis material dan kualitas hasil pemotongan yang
ingin diperoleh. Sebagai contoh pembuatan alat medis untuk pemulihan patah tulang dimana
dikehendaki kepresisian yang tinggi dan kualitas pemotongan yang baik, maka permesinan
yang cocok digunakan adalah laser cutting menggunakan bahan biomaterial. Biomaterial
adalah suatu material yang digunakan sebagai perangkat medis dan mampu berinteraksi
dengan sistem biologis (Hiench L. L.,1980).
Laser cutting adalah teknologi yang menggunakan laser untuk memotong bahan, dan
biasanya digunakan untuk aplikasi industri manufaktur. Laser cutting bekerja dengan cara
memancarkan sinar laser berkekuatan tinggi untuk memotong material dan digunakan
komputer untuk mengarahkannya (Yenny Toguan S et al, 2013). Laser cutting dapat
memotong benda logam seperti besi, stainless steal dan baja serta dapat memotong benda
non logam seperti kayu dan acrylic. Material SS 316L merupakan logam yang banyak
dikenal penggunaannya pada sektor industri dan dunia medis karena karakteristiknya yang
menguntungkan seperti tahan korosi, berkekuatan tinggi dan rendah perawatan (Cahyo
Sutow o et al, 2014). Aplikasi SS316L dalam dunia medis adalah sebagai pembuatan implan
yang merupakan alat untuk pemulihan patah tulang. Implan biasanya terbuat dari baja yang
memiliki kekasaran permukaan yang baik. Dengan proses laser cutting dan menggunakan
SS 316L akan membuat implan menjadi lebih baik meskipun dengan produksi yang sangat
banyak.
Pada aplikasinya, parameter potong yang mendapat perhatian dalam suatu pemotongan
adalah cutting speed. Parameter cutting speed pada mesin laser cutting berpengaruh terhadap
hasil pada pemotongan material. Pemotongan material dengan mesin lasser cutting harus
1

2
berada pada jarak titik fokus yang tepat, sebab jika tidak maka intensitas laser yang
ditembakkan pada material tidak maksimal sehingga menyebabkan pemotongan tidak
sempurna. Sedangkan cutting speed pada mesin laser cutting berpengaruh juga pada
kekasaran permukaan yang dihasilkan dari pemotongan. Sehingga dengan menggunakan
parameter pemotongan yang tepat pada suatu jenis material, maka akan dapat mengurangi
kerugian akibat cacat atau kerusakan yang timbul akibat pemotongan. Selain parameter
potong, untuk mendapatkan hasil yang lebih baik dalam pengembangan aplikasi mesin laser
cutting perlu dilakukan penelitian dengan mengidentifikasi sifat fisik material hasil
pemotongan. Penelitian dengan mengidentifikasi sifat fisik material dapat berupa melakukan
pengujian kekasaran permukaan hasil pemotongan atau mengukur diameter dari laser yang
ditembakkan ke material. Diharapkan dengan melakukan analisa terhadap sifat fisik material
hasil pemotongan tersebut, maka dapat mengetahui parameter laser cutting yang tepat untuk
material tersebut.
Berdasarkan uraian di atas maka diperlukan suatu penelitian tentang cutting speed pada
laser cutting untuk material SS316L. Sebagai material implan diharapkan pada penelitian
ini dapat menghasilkan hasil0pemotongan yang mempunyai nilai kekasaran0yang baik
sesuai dengan standar kebutuhan.
1.2 Rumusan Masalah
Pada penelitian ini rumusan masalah yang akan dibahas adalah besar pengaruh cutting
speed terhadap pengujian kekasaran permukaan dengan menggunakan lasser cutting pada
material SS316L.
1.3 Batasan Masalah
Batasan masalah pada penelitian ini meliputi:
1. Temperatur ruang pemotongan laser cutting di anggap sama setiap pemotongan.
2. Panas mesin laser cutting tidak mempengaruhi proses pemotongan material.
3. Pengambilan panjang sempel pengujian kekasaran permukaan di sisi yang sama.
1.4 Tujuan Penelitian
Penelitian ini bertujuan untuk mengetahui variasi cutting speed serta kekasaran
permukaan terhadap material SS316L dengan menggunakan mesin laser cutting.

3
1.5 Manfaat Penelitian
Manfaat dari penelitian ini adalah:
1. Dapat digunakan0sebagai dasar dalam meningkatkan pemotongan logam terutama pada
SS316L.
2. Mengembangkan model produk yang sudah ada dengan bantuan mesin laser cutting
menjadi produk baru yang lebih sempurna.
3. Memberikan masukan kepada industri manufaktur untuk meningkatkan kualitas produk.
4. Memberikan referensi tambahan bagi penelitian lebih lanjut mengenai mesin laser
cutting.

5
BAB II
TINJAUAN PUSTAKA
2.1 Penelitian Sebelumnya
Derzija, et al (2014) dalam0penelitian studi eksperimental kekasaran permukaan pada
Abrasive Water jet Cutting menunjukan bahwa hasil cutting speed memiliki efek yang besar
pada kekasaran permukaan di bagian bawah hasil potong. Dalam penelitian ini dapat dilihat
bahwa kekasaran permukaan meningkat dengan meningkatnya cutting speed. Pada
alumunium dengan tebal 3 mm nilai kekasaran permukan (Ra) yang awalnya 3.9 meningkat
menjadi 6.3 dengan meningkatnya cutting speed.
Badgujar, et al (2014) dalam0penelitian analisis kekasaran permukaan pada Abrasive
Water jet Cutting dari stainless steel mengutarakan bahwa parameter-parameter0permesinan
dalam Abrasive0Water jet Cutting dapat0mempengaruhi kekasaran0permukaan
Stainless0Steel tipe 304. Dimana hasil dari hubungan antara kekasaran permukaan dan
kecepatan nozzle pada kecepatan 25 mm/min mempunyai nilai kekasaran 1,1 µm dan nilai
kekasaran terus meningkat sampai kecepatan nozzle 300 mm/min dimana nilai kekasarannya
1,5 µm kekasaran akan terus meningkat seiring dengan meningkatnya kecepatan nozzle.
Akkurt.A (2014) dalam penelitian pengaruh proses pemotongan pada kekerasan dan
mikrostruktur paduan aluminium murni Al 6061 menunjukkan bahwa variasi0cutting
speed0tidak memberikan pengaruh0yang signifikan0terhadap kualitas0kekerasan
pada0hasil pemotongan. Abrasive water jet merupakan metode yang dapat digunakan secara
efektif dalam aplikasi industri dimana tidak ada perubahan mikrostruktur dan penurunan
kekerasan yang merupakan hal yang sangat penting.
Rakasita R, Kurniawan B.W (2016) dengan peneletian “optimasi parameter mesin laser
cutting terhadap kekasaran dan laju pemotongan pada sus 316L menggunakan taguchi grey
relational analysis method” Parameter titik fokus sinar laser, tekanan gas cutting dan cutting
speed memiliki konstribusi dalam mengurangi variasi dari respon kekasaran dan laju
pemotongan yaitu untuk titik fokus sinar laser memiliki konstribusi 29.01% dan tekanan gas
cutting memiliki konstribusi paling besar dengan 50.36%. Sedangkan cutting speed tidak
memiliki konstribusi yang signifikan dalam mengurangi variasi dari respon kekasaran dan
laju pemotongan.

6
2.2 Permesinan Non-Konvensional
Merupakan0suatu proses0permesinan non0konvensional dimana0saat pengerjaannya
menggunakan0 proses0 pemotongan 0material0 tidak0 menggunakan0 pahat,0melainkan
menggunakan0energi untuk0memotongnya.
Dalam penggunaanya proses0permesinan non konvensional0mempunyai beberapa alasan,
yaitu:
1. Dalam pemotongannya untuk memperoleh kehalusan tidak meninggalkan geram pada
proses pemotongannya dan mempunyai toleransi yang baik.
2. Dapat memperoleh bentuk yang tidak dapat dikerjakan dengan permesinan
konvensional.
3. Tidak perlu dilakukan proses finishing karena pemotongannya yang halus.
Permesinan non konvensional dapat diklasifikasikan berdasarkan prinsip penggunaan
energi. Berikut bagan dari macam- macam energi permesinan non konvensional:
Gambar 2.1 Pemesinan Non-Konvesional
Sumber: Dokumentasi Pribadi
Pemesinan Non-
Konvesional
Proses Energi
Mekanik
Ultrasonic
Machining
(USM)
Water Jet
Cutting (WJC)
Abrasive Water
Jet Cutting
(AWJC)
Abrasive Jet
Machining
(AJM)
Electric
Discharge
Processes
(EDM) Electric
Discharge Wire
Cutting
(EDWC)e
Laser Beam
Machining
Proses Energi
Termal

7
2.3 Laser Cutting
Laser cutting adalah sebuah teknologi yang menggunakan laser untuk memotong
material dan biasanya diaplikasikan pada industri manufaktur. Laser cutting bekerja dengan
cara mengarahkan laser berkekuatan tinggi untuk memotong material dan digunakan
komputer untuk mengarahkannya.
Ada tiga jenis laser yang digunakan dalam laser cutting. Laser CO2 cocok untuk
memotong, membuat boring, dan mengukir. Neodymium (Nd) digunakan untuk membuat
boring dimana dibutuhkan energi yang besar akan tetapi memiliki repetisi atau pengulangan
yang rendah. Sedangkan laser neodymium yttrium-aluminum-garnet (Nd-YAG) digunakan
dimana daya yang sangat tinggi dibutuhkan untuk membuat boring dan mengukir. Baik CO2
dan Nd atau Nd-YAG laser dapat digunakan untuk pengelasan.
2.3.1 Konfigurasi Mesin
Pada umumnya ada tiga konfigurasi yang berbeda dari mesin laser cutting. Moving
material, hybrid, dan flying optics system. Ini semua mengacu pada bagaimana sinar laser
bergerak di atas material untuk dipotong atau diproses. Untuk semua ini, sumbu gerak
biasanya ditunjuk sumbu X dan Y. Jika kepala pemotong dapat dikendalikan, hal ini ditunjuk
sebagai sumbu-Z.
Moving material laser memiliki kepala pemotong yang tidak bergerak, yang bergerak
adalah material yang akan diproses. Metode ini memberikan jarak yang konstan dari
generator laser ke benda kerja. Mesin ini membutuhkan lebih sedikit optik, benda kerja yang
bergerak, dan proses produksi paling lambat.
Hybrid laser menyediakan meja kerja yang dapat bergerak pada satu sumbu (biasanya
sumbu X) dan kepala pemotong bergerak pada sumbu Y. Ini menghasilkan penyaluran
cahaya yang lebih konstan dari pada mesin flying optics dan dapat menggunakan penyaluran
sinar yang lebih sederhana. Hal ini menyebabkan pengurangan tenaga pada saat sistem
penyaluran dari pada mesin flying optics.
Laser flying optics menyediakan meja kerja yang tidak bergerak dan kepala potong yang
bergerak di atas benda kerja. Pemotong flying optics menjaga benda kerja tetap diam selama
proses dan sering tidak membutuhkan klem. Mesin flying optics adalah model yang paling
cepat dan memiliki kelebihan dalam memotong benda kerja yang tipis.

8
Di atas ditulis tentang sistem sumbu X Y untuk memotong bahan datar. Pembahasan
yang sama berlaku untuk mesin dengan lima dan enam sumbu, yang mengizinkan
pemotongan benda kerja yang berbentuk dan membentuk benda kerja.
2.3.2 Bagian-bagian pada Laser Cutting
Laser (Light Amplification hy Stimulated Emission of Radiation) adalah suatu sumber
radiasi yang memancarkan karakteristik sinar radiasi elektromagnetik diantara panjang
gelombang ultraviolet dan infrared. Tidak semua laser memancarkan radiasi yang dapat
dilihat oleh mata manusia (batas penglihatan manusia antara 400-750 urn). Laser
mempunyai komponen-komponen yang memungkinkan terbentuknya suatu sinar laser,
yaitu:
1. Medium Laser Medium laser adalah suatu material dalam bentuk atom-atom, molekul
molekul, atau ion-ion yang dibangkitkan dengan suatu energi sehingga dapat
memancarkan suatu sinar laser. Medium laser dari laser C02 adalah campuran gas antara
gas N2, C02, dan He. Gas CO? bcrfungsi sebagai medium laser aklif, gas N2 dibutuhkan
sebagai pembangkit energi atom C02, sedangkan gas He digunakan untuk pengeluaran
panas / pendingin. Sistem pompa Pompa sebagai sumber energi dari sinar laser, yang
berfungsi untuk membangkitkan atom-atom ke tingkat energi yang lebih tinggi dengan
menggunakan frekuensi yang tinggi sekitar (13,56 MHz).
2. Resonator Resonator merupakan tempat terbentuknya sinar laser. Pada resonator ini
medium laser diletakan diantara dua buah cermin, yaitu rear mirror dan output mirror.
Susunan kedua cermin mempunyai kemampuan untuk memastikan gelombang sinar
dipancarkan dalam arah yang benar. Pada rear mirrorf sinar laser dipantulkan,
sedangkan pada ouput mirror 40-50% dari sinar laser itu akan dipancarkan keluar dari
resonator.
Gambar 2.2 Komponen Laser Cutting
Sumber: Cahyati & Suroso, 2006

9
Laser dapat dikelompokan menjadi beberapa kelas berdasarkan medium yang
digunakan untuk menghasilkan berkas sinar. Bahan ini bisa berbentuk padat, cair, gas dan
semi konduktor. Jenis-jenis laser, yaitu:
1. Solid state laser adalah jenis laser yang dihasilkan karena pantulan dari warna yang
dihasilkan oleh kristal, salah satunya asalah laser ruby.
2. Dye laser adalah sejenis laser yang terbuat dari cairan berwarna yang akan
menghasilkan berkas laser jika diberi energi oleh kilau lampu atau laser lainnya.
3. Gas laser adalah jenis laser dengan medium gas campuran. Diantaranya adalah laser
HeNe, laser Ar dan laser C02.
4. Semi conductor atau Diode laser umumnya berukuran kecil dan biasa terdapat pada
perangkat elektronik seperti VCD, printer, atau alat komunikasi
Gambar 2.3 Komponen Laser beam machining
Sumber: Dubay & Yadava, 2007
1. Medium pemompaan: Media dibutuhkan yang mengandung sejumlah besar atom. Atom
media digunakan untuk menghasilkan laser.
2. Flash Tube / Flash Lamp: Flash tube atau lampu flash digunakan untuk memberikan
energi yang diperlukan ke atom untuk merangsang elektron mereka.
3. Power Supply: Sumber daya tegangan tinggi digunakan untuk menghasilkan cahaya
pada tabung senter.
4. Kapasitor: Kapasitor digunakan untuk mengoperasikan mesin sinar laser pada mode
pulsa.
5. Mencerminkan Cermin: Dua jenis cermin digunakan, yang pertama adalah 100% yang
mencerminkan dan yang lainnya sebagian mencerminkan. Cermin refleksi 100%
disimpan di satu ujung dan sebagian mencerminkan cermin berada di

10
2.3.3 Kelebihan dan Kekurangan
Kelebihan dari laser cutting dari pemotongan mekanik adalah pengerjaan lebih mudah
dan mengurangi kontaminasi benda kerja. Ketepatan pengerjaan lebih baik, karena
kemampuan sinar laser tidak berkurang selama proses tersebut. Ada juga kemungkinan
penurunan warping materi yang sedang dipotong, karena sistem laser memiliki zona terkena
panas kecil. Beberapa bahan juga sangat sulit atau tidak mungkin untuk dipotong dengan
cara yang tradisional. Laser cutting untuk logam memiliki keunggulan dibandingkan
plasma cutting, yaitu pengerjaan menjadi lebih tepat dan penggunaan energi yang lebih
sedikit ketika memotong lembaran logam, bagaimanapun juga, kebanyakan mesin laser
cutting untuk industri tidak dapat memotong logam tebal seperti yang dilakukan oleh mesin
plasma cutting. Mesin laser cutting baru yang beroperasi pada daya yang lebih tinggi (6000
watt, kontras dengan laser cutting awal dengan daya 1500 watt) sedang mendekati mesin
plasma dalam kemampuan mereka untuk memotong bahan tebal, tetapi biaya modal mesin-
mesin tersebut jauh lebih tinggi daripada mesin plasma cutting.
Kekurangan utama dari laser cutting adalah konsumsi daya tinggi. Efisiensi laser
cutting industri bisa berkisar dari 5% sampai 15%. Konsumsi daya dan efisiensi dari laser
tertentu akan bervariasi tergantung pada daya keluaran dan parameter operasi. Ini akan
tergantung pada jenis laser dan seberapa cocok penggunaan laser dengan pekerjaan. Jumlah
daya yang diperlukan laser cutting, yang dikenal sebagai masukan panas, untuk pekerjaan
tertentu tergantung pada jenis material, ketebalan, proses (reaktif / inert) yang digunakan,
dan tingkat pemotongan yang diinginkan.
2.3.4 Prinsip kerja alat
Laser cutting dapat dibandingkan dengan memotong dengan miniatur obor yang
dikendalikan oleh komputer. Laser cutting untuk industri dirancang untuk
mengkonsentrasikan jumlah energi yang tinggi ke tempat yang kecil. Biasanya sinar laser
cutting berdiameter sekitar 0,003-0,006 inci ketika menggunakan laser dengan panjang
gelombang pendek. Energi panas yang dihasilkan oleh laser mencair, atau menguapkan
bahan di daerah pengerjaan dan gas (atau campuran) seperti oksigen, CO2, nitrogen, atau
helium digunakan untuk membuang bahan yang menguap yang keluar dari goresan. Energi
cahaya yang diterapkan langsung tempat yang membutuhkan, meminimalkan panas zonadi
sekitar area yang dipotong.

11
Laser cutting bekerja dengan mengarahkan output dari laser dengan daya tinggi, oleh
komputer, pada bahan yang akan dipotong. Bahan akan mencair, terbakar, menguap, atau
tertiup oleh jet gas, meninggalkan tepi dengan finishing permukaan yang berkualitas tinggi.
Pembangkit sinar laser dilakukan dengan cara menstimulasi bahan penguat oleh
pelepasan listrik atau lampu dalam wadah tertutup. Ketika bahan penguat distimulasi, sinar
direfleksikan secara internal oleh cermin parsial, sampai mencapai energi yang cukup untuk
keluuar sebagai aliran cahaya koheren monokromatik. Cermin atau serat optik biasanya
digunakan untuk mengarahkan cahaya koheren ke sebuah lensa, yang memfokuskan cahaya
di zona kerja. Bagian tersempit dari sinar yang terfokus umumnya kurang dari 0,0125 inchi
(0,3175 mm) dalam diameter.
Gambar2.4. laser beam machining
Sumber: PT. Surya Jaya Perkasa Surabaya
2.4 Parameter proses permesinan pada Laser cutting.
Parameter yang dapat digunakan untuk proses permesinan pada alat laser cutting adalah
sebagai berikut :
1. Gas yang di gunakan
Gas yang digunakan dalam mesin laser cutting terdiri dari tipe macam gas yaitu CO2,
Ne dan He.
2. Tekanan laser

12
Tekanan laser pada alat ini sangat menentukan kualitas hasil akhir dari benda kerja yang
dilakukan proses permesinan.
3. Cutting speed
Cutting speed0adalah teknik permesinan0yang bisa didefinisikan0sebagai
jarak0tempuh pemotongan0suatu alat potong terhadap0benda kerja, baik
dalam0gerakan lurus atau0gerakan melingkar (Shunli Xu,2005 p.35). Semakin0besar
nilai cutting speed tersebut0maka area pemakanan0yang dilakukan akan semakin besar
dalam0satuan waktu. Yang0mengakibatkan kepresisian dan0kualitas yang
dihasilkan0akan semakin buruk.
2.5 Jenis jenis Stainless Steel
Stainless steel merupakan baja paduan yang mengandung sedikitnya 11,5% krom
berdasar beratnya. Stainless steel memiliki sifat tidak mudah terkorosi sebagaimana logam
baja yang lain. Stainless steel berbeda dari baja biasa dari kandungan kromnya. Baja karbon
akan terkorosi ketika diekspos pada udara yang lembab. Besi oksida yang terbentuk bersifat
aktif dan akan mempercepat korosi dengan adanya pembentukan oksida besi yang lebih
banyak lagi. Stainless steel memiliki persentase jumlah krom yang memadahi sehingga akan
membentuk suatu lapisan pasif kromium oksida yang akan mencegah terjadinya korosi lebih
lanjut.
Untuk memperoleh ketahanan yang tinggi terhadap oksidasi biasanya dilakukan dengan
menambahkan krom sebanyak 13 hingga 26 persen. Lapisan pasif chromium (III) oxide
(Cr2O3) yang terbentuk merupakan lapisan yang sangat tipis dan tidak kasat mata, sehingga
tidak akan mengganggu penampilan dari stainless steel itu sendiri. Dari sifatnya yang tahan
terhadap air dan udara ini, stainless steel tidak memerlukan suatu perlindungan logam yang
khusus karenalapisan pasif tipis ini akan cepat terbentuk kembali katika mengalami suatu
goresan. Peristiwaini biasa disebut dengan pasivasi, yang dapat dijumpai pula pada logam
lain misalnya aluminium dan titanium.
Ada berbagai macam jenis dari stainless steel. Ketika nikel ditambahkan sebagai
campuran, maka stainless steel akan berkurang kegetasannya pada suhu rendah. Apabila
diinginkan sifat mekanik yang lebih kuat dan keras, maka dibutuhkan penambahan karbon.
Sejumlah unsur mangan juga telah digunakan sebagai campuran dalam stainless steel.
Stainless steel juga dapat dibedakan berdasarkan struktur kristalnya menjadi: austenitic
stainless steel, ferritic stainless steel, martensitic stainless steel, precipitation-hardening
stainless steel, dan duplex stainless steel.

13
1. Austenitic Stainless Steel
Austenitic stainless steel memiliki paduan yang cukup untuk menstabilkan austenite
pada suhu ruang. Baja ini bersifat non ferromagnetic. Baja tahan
karat austenitic memiliki sifat mampu bentuk dan keuletan pada suhu rendah yang
sangat baik. Selain itu baja tahan karat austenitic juga memiliki sifat mampu las dan
ketahanan karat yang sangat baik. Baja tahan karat jenis ini sangat cocok diterapkan
pada sistem dengan suhu tinggi.
a. Tipe 304
Yang paling umum dari Tipe 304 adalah mengandung sekitar 18 % kromium dan
8 % nikel. Hal ini digunakan untuk peralatan pengolahan kimia, industri makanan,
susu, dan minuman, untuk penukar panas, dan untuk bahan kimia ringan .
b. Tipe 316
Berisi 16 % sampai 18 % kromium dan 11 % sampai 14 % nikel . Hal ini juga
molibdenum ditambahkan dengan nikel dan krom dari 304. molibdenum ini
digunakan sebagai pengontrol. Tipe 316 digunakan dalam proses kimia, industri
pulp dan kertas, makanan dan minuman pengolahan dan dispensing dan dalam
lingkungan yang lebih korosif . Molibdenum harus minimal harus 2 %.
c. Tipe 317
Berisi persentase yang lebih tinggi dari molibdenum dari 316 untuk lingkungan
yang sangat korosif. Ini harus memiliki minimal 3 % ” moly ”. Hal ini sering
digunakan dalam tumpukan yang berisi scrubber.
d. Tipe 317L
Membatasi kadar karbon maksimum 0.030 % dan silikon menjadi 0,75 % max
untuk tambahan ketahanan korosi.
e. Tipe 317LM
Membutuhkan isi molibdenum min 4,00 %.
f. Tipe 317LMN
Membutuhkan isi molibdenum min 4,00 % dan nitrogen 0,15 %.
g. Tipe 321
Jenis ini telah dikembangkan untuk ketahanan korosi untuk paparan intermiten
titanium
h. Tipe 347
Dibuat dengan penambahan tantalum / columbium . Tipe ini terutama digunakan
dalam industri pesawat terbang

14
2. Martensitic Stainless Steel
Martensitic stainless steel dikembangkan untuk memberikan sekelompok paduan
stainless yang akan tahan korosi dan hardenable oleh perlakuan panas Tingkatan
martensit yang baja kromium lurus yang tidak mengandung nikel . Mereka magnet dan
dapat dikeraskan dengan perlakuan panas . martensitic stainless steel terutama
digunakan di mana kekerasan, diperlukan kekuatan , dan pememakai resistensi.
a. Tipe 410.
Basic Group martensit , yang berisi paduan terendah dari tiga dasar baja tahan
karat (304, 430, dan 410). Biaya rendah, kegunaan umum, heat treatable
stainless steel. Digunakan secara luas di mana korosi tidak parah ( udara, air,
beberapa bahan kimia, dan makanan berasam). Aplikasi untuk bagian bagian
yang sangat menekankan sehingga membutuhkan kombinasi kekuatan dan
ketahanan korosi seperti pengencang.
b. Tipe 410S
Mengandung karbon lebih rendah dari tipe 410, menawarkan perbaikan
weldability tapi hardenability lebih rendah. Jenis 410S adalah korosi tujuan
umum dan tahan panas baja kromium yang direkomendasikan untuk aplikasi
tahan korosi.
c. Tipe 414
Ditambahakan Nikel ( 2 % ) untuk meningkatkan ketahanan korosi. Aplikasi
yang umum termasuk spring dan cuttlery.
d. Tipe 416
Berisi tambahkan fosfordan sulfur untuk meningkatkan machinability. Aplikasi
yang umum termasuk bagian-bagian sekrup mesin.
e. Tipe 420
Berisi peningkatan karbon untuk meningkatkan sifat mekanik . Aplikasi yang
umum termasuk instrumen bedah.
f. Tipe 431
Berisi peningkatan kromium untuk ketahanan korosi yang lebih besar dan sifat
mekanik yang baik. Aplikasi yang umum termasuk bagian kekuatan tinggi
seperti katup dan pompa.
g. Tipe 440
Kenaikan lebih lanjut kromium dan karbon untuk meningkatkan ketangguhan
dan ketahanan korosi. Aplikasi yang umum termasuk instrumen.

15
3. Ferritic Stainless Steel
Ferritic stainless steel telah dikembangkan untuk kelompok stainless steel yang tahan
terhadap korosi dan oksidasi, sementara sangat tahan terhadap stress corrosion cracking.
Baja ini bersifat magnetis tetapi tidak dapat dikeraskan atau diperkuat Sebagai
kelompok , stainless steel lebih tahan korosi dari pada grade martensit , tetapi secara
umumnya lebih rendah dari pada grade austenitic . Seperti grade martensit, ini adalah
Cromium straight steel tanpa nikel. Mereka digunakan untuk garis hiasan dekoratif ,
wastafel, dan aplikasi otomotif, khususnya sistem pembuangan
a. Tipe 430
Basic tipe feritik, dengan ketahanan korosi sedikit kurang dari Tipe 304. Jenis
ini menggabungkan resistensi yang tinggi terhadap korosif seperti asam nitrat,
gas sulfur, dan banyak organik dan asam makanan.
b. Tipe 405
Memiliki kromium rendah dan menambahkan aluminium untuk mencegah
pengerasan ketika didinginkan dari tinggi suhu. Aplikasi yang umum termasuk
penukar panas.
c. Tipe 409
Berisi kadar krom terendah dari semua baja tahan karat dan juga yang paling
mahal. Awalnya dirancang untuk muffler stock dan juga digunakan untuk bagian
eksterior lingkungan yang tidak kritis korosifnya.
d. Tipe 434
Memilik, ditambahkani molibdenum untuk meningkatkan ketahanan korosi.
Aplikasi yang umum termasuk untuk otomotif dan pengencang.
e. Tipe 436
Tipe 436 columbium telah ditambahkan untuk korosi dan tahan panas. Aplikasi
yang umum termasuk bagian bagian ditarik.
f. Tipe 442
Memiliki peningkatan kromium untuk meningkatkan ketahanan terhadap
scalling. Aplikasi yang umum termasuk tungku dan pemanas bagian.
g. Tipe 446
Berisi lebih kromium ditambahkan untuk lebih meningkatkan korosi dan
ketahanan scalling pada. Terutama baik untuk ketahanan oksidasi dalam
atmosfer bersulfat.

16
4. Duplex Stainless Steel
Baja tahan karat duplex merupakan baja dengan paduan chromium, nickel, dan
molybdenum yang memiliki campuran (duplex) struktur mikro dengan
persentase ferrite dan austenite hampir sama (keduanya sekitar 50%). Sifat tahan
karat dari baja tahan karat duplex mirip dengan baja tahan karat austenitic. Baja tahan
karat duplex memiliki kekuatan yang lebih tinggi daripada baja tahan karat
austenitic. Selain itu, baja tahan karat duplex juga memiliki ketahanan retak akibat
karat yang lebih baik daripada baja tahan karat austenitic. Sifat lain dari baja tahan
karat duplex antara lain lebih ulet serta memiliki sifat mampu bentuk dan mampu las
yang lebih baik.
5. Precipitation hardening stainless steel
Precipitation hardening stainless steel merupakan baja tahan karat yang memiliki
kekuatan dan keuletan tinggi melalui penambahan aluminium, titanium, niobium,
tantalum, vanadium, atau nitrogen. Pada baja tahan karat jenis ini, pengendapan
terbentuk selama proses perlakuan panas. Struktur mikro yang terbentuk pada
Precipitation hardening stainless steel bisa martensitic maupun austenitic tergantung
dari komposisi dan proses pembuatannya.
Tabel 2.10
Kandungan bahan Stainless steel
SS Type Stainless Steel Ingredients (%)
C Mn Si P S Cr Ni Mo N
304 0.08 2.0 0.75 0.045 0.03 16-18 10.0-14.0 2.0-
3.0
0.1
304L 0.03 2.0 0.75 0.045 0.03 16-18 10.0-14.0 2.0-
3.0
0.1
316 0.08 2.0 1.0 0.045 0.03 18-20 8.0-10.5 - -
316L 0.03 2.0 1.0 0.045 0.03 18-20 8.0-10.5 - -
Sumber: Mubarok (2015)
2.6 SS316L
SS316L sendiri adalah jenis stainless steel yang termasuk golongan stainless steel
austenitic. Disebut Stainless steel austenitic karena kandungan materialnya cukup untuk
dapat menstabilkan austenite pada suhu ruang. Golongan ini memiliki sifat non magnetic.
Salah satu dari golongan tersebut adalah dengan tipe 316L. Tipe ini memiliki keunggulan
yaitu mampu tahan karat dan mampu las karena memiliki kandungan carbon yang rendah.
Kandungan karbon yang dimiliki oleh 316L adalah berkisar 0,03%. SS316L sendiri dapat

17
dikategorikan sebagai Food Grade metal . Artinya adalah stainless steel tersebut layak
digunakan untuk alat perlengkapan makanan/minuman, mesin pengolah makanan/minuman
dan lain-lain. Bahan Logam tersebut tidak akan memindahkan, mengkontaminasi atau
mencemari makanan/minuman dengan zat-zat kimia logamnya, seperti perubahan warna dan
rasa / bau.
Berbagai paduan unsur yang terkandung pada SS316L yaitu:
1. Karbon, elemen stabilisator austenit yang kuat dan juga pembentuk karbida yang
biasanya terjadi pada batas butir. Karbon merupakan elemen yang penting yang terlibat
dalam sensitisasi. Kestabilan karbida meningkat dengan cepat dengan bertambahnya
kadar karbon.
2. Kromium, ditambahkan terutama untuk mencegah korosi pada baja. Dengan
penambahan kromium, stoikiometri oksida terbentuk pada permukaan baja. Kehadiran
kromium akan meningkatkan kestabilan oksida karena tingginya afinitas terhadap
oksigen dibandingkan denganiron
3. Mlibdeum, merupakan unsur pembentuk karbida yang dalam pemakaiannya akan
meningkatkan kecenderungan pengendapan karbida pada batas butir.
4. Mangan, merupakan suatu elemen penstabil austenit terutama pada temperature rendah
karena dapat mencegah transformasi martensit. Mangan dapat berinteraksi dengan
sulfur membentuk mangan sulfida, dimana morfologi dan komposisi dalam sulfida ini
dapat memberikan efek yang baik pada ketahanan korosi.
5. Nikel, fungsi utama nikel adalah untuk mem- promotefasa austenit. Dengan
menambahkan nikel, fasa austenit dapat secara luas terekspansi sehingga austenitdapat
stabil pada dan di bawah temperatur ruang.
6. Silikon, terdapat pada semua jenis baja tahan karat dan terutama ditambahkan untuk
deoksidasi selama pelelehan (melting ). Untuk meningkatkan ketahanan terhadap
korosi, silikon ditambahkan 4-5 %wt dan jika ditambahkan pada beberapa paduan
tahan panas 1-3 %wt dapat meningkatkan ketahanan terhadap scalling oksida pada
temperatur elevated. Keberadaan silikon di batas butir merusak oksidasi lingkungan.

18
Gambar2.5. Material SS316L
Sumber: PT Surya Jaya Perkasa Surabaya
2.7 Kekasaran Permukaan
Menurut0ISO 1302 - 1978 yang0dimaksud dengan0kekasaran permukaan adalah
penyimpangan0rata-rata aritmetik dari0garis rata-rata profil. Definisi ini0digunakan untuk
menentukan0harga dari rata-rata0kekasaran permukaan. Dalam dunia0industri, kebutuhan
yang diinginkan0masing-masing perusahaan0berbeda,sesuai dengan kebutuhan0yang
diinginkan. Nilai0kekasaran permukaan sendiri0memiliki nilai0kualitas (N) yang0berbeda.
Dimana0menurut ISO, nilai kualitas0kekasaran permukaan0dapat diklasifikasikan0dari
yang paling0kecil adalah N1 dengan0nilai kekasaran0permukaan (Ra) 0,025µm
hingga0nilai tertinggi0adalah N12 dengan nilai0kekasaran permukaan0(Ra) 50µm.
Tabel 2.20
Nilai kekasaran permukaan0(Ra)
Sumber: Munadi (1980:230)0
Kelas Kekasaran Harga Ra
(µm) Toleransi (µm) (+50% & - 25%)
Panjang sampel
(mm)
N1 0,025 0,02 – 0,04 0,08
N2 0,05 0,04 – 0,08
0,25 N3 0,1 0,08 – 0,15
N4 0,2 0,15 – 0,03
N5 0,4 0,03 – 0,06
0,8 N6 0,8 0,06 – 1,2
N7 1,6 1,2 – 2,4
N8 3,2 2,4 – 4,8
N9 6,3 4,8 – 9,6 2,5
N10 12,5 9,6 – 18,75
N11 25 18,75 – 37,5 8
N12 50 37,5 – 75,0

19
2.7.1 Perbedaan0Permukaan dan0Profil
Permukaan0adalah suatu titik0yang membatasi antara0sebuah benda padat0dengan
lingkungan0sekitarnya (Munadi,1980 p.223). Apabila dilihat0dengan skala kecil0pada
dasarnya konfigurasi0permukaan produk0juga termasuk0karakteristik geometrik0yang
tergolong0dengan golongan0mikrogeometrik. Permukaan0produk yang membentuk0rupa
dapat disebut0golongan makrogeometrik. Sebagai0contohnya adalah: poros,0sisi, lubang,
dan0sebagainya.
Sedangkan0profil adalah sebuah0garis tiruan permukaan0yang mengsimulasikan
keadaaan permukaan0bidang dari benda kerja0tersebut ketika dipotong0secara normal atau
serong (Munadi,1980 p.224). Karena dalam0pembuatan benda0kerja dapat terjadi
penyimpangan0maka pada permukaan0geometri ideal tidak0dapat dibuat. Didunia kerja,
perancang tersebut0akan menuliskan syarat0permukaan pada0gambar teknik. Suatu keadaan
permukaan yang0diberi syarat pada0gambar teknik disebut0permukaan nominal (nominal
surface). Macam-macam0contoh dari bentuk0profil adalah pada gambar0berikut.
Tingkat pertama.
Adalah tingkat yang menunjukkan adanya kesalahan bentuk
(form error) seperti tampak pada gambar disamping. Faktor
penyebabnya antara lain karena lenturan dari mesin perkakas
dan benda kerja, pengaruh proses pengerasan (Hardening).
Tingkat kedua
Adalah profil permukaan yang berbentuk gelombang.
Penyebabnya antara lain karena adanya kesalahan bentuk pada
pisau (pahat) potong, posisi senter kurang tepat, adanya getaran
pada waktu proses pemotongan.
Tingkat ketiga
Adalah profil permukaan yang berbentuk alur (grooves).
Penyebabnya antara lain karena adanya bekas-bekas proses
pemotongan akibat bentuk pisau potong yang salah atau gerak
pemakanan yang kurang tepat (feed).
Tingkat keempat
Adalah profil permukaan yang berbentuk serpihan (flakes).
Penyebabnya antara lain karena adanya tatal (beram) pada
proses pengerjaan, pengaruh proses electroplating.
Gambar2.6. Tabel ketidak0teraturan permukaan profil0
Sumber0: Munadi (1980:225)0
2.7.2 Parameter0Kekasaran Permukaan0
Ada 40parameter yang0digunakan untuk0menentukan kekasarna0permukaan, yakni
1. Ra adalah0penyimpangan rata-rata0dari garis rata-rata0profil.

20
Kekasaran0Rata-rata Aritmetis0(Mean Roughness Indec/Center Line Average, CLA),
merupakan0harga-harga rata-rata0secara aritmetis0dari harga0absolut0antara harga
profil0terukur dengan0profil tengah.
Ra.= 1
l∫ Hi.dx. (μm)
l.
0 (2-1)
Sumber: Taufiq Rochim (2001, p56)0
Dimana:
Ra0 = Penyimpanagan0rata-rata
𝑙 =0Panjang sempel
Hi0 = Kordinat kurva profil
Gambar 2.7.Panjang sempel0dan posisi profil
Sumber: Taufiq Rochim (2001:56)0
Ada0beberapa cara untuk0menentukan kekasaran0rata-rata (Ra) dapat pula
dilakukan0secara grafis. Adapun0caranya adalah sebagai0berikut.
a. Pertama, gambar0sebuah garis 0lurus pada penampang0permukaan
yang0diperoleh dari pengukuran0(profil terukur) yaitu0garis X – X
yang0posisinya tepat menyentuh0lembah paling0dalam.
b. Kedua, ambillah0beberapa sampel0panjang pengukuran0sepanjang L yang0dapat
memungkinkan0memuat sejumlah0bentuk gelombang yang0hampir sama.0
c. Ketiga, ambilah luasan0daerah A di bawah0kurva dangan menggunakan0metode
ordinat. Dengan0demikian diperoleh0jarak garis center C – C terhadap0garis X
– X secara tegak0lurus yang0besarnya adalah:
Hm. =.daerah A
L (2-2)
Sumber: Munadi (1980,p.229)
d. Keempat,0sekarang diperoleh garis0yang membagi profil 0terukur menjadi 0dua
bagian yang0hampir sama0luasnya, yaitu luasan0daerah 0di atas (P1+ P2+P3+ ...

21
dan seterusnya) dan0luasan daerah0di bawah (Q1+ Q2 +Q3+ ... + dan seterusnya).
Dengan0demikian maka Ra0dapat ditentukan0besarnya yaitu :
Ra0=Luas daerah P.+Luas daerah Q.
L x
1000
Vv (μm.) (2-3)
Sumber: Munadi (1980:229)
Dengan0:
Vv0 = Perbesaran0vertikal. Luas P dan Q0dalam milimeter0
L = Panjang0sampel pengukuran0dalam milimeter0
Gambar2.8. Kekasaran0Rata-rata, Ra0
Sumber: Munadi (1980:229)0
2. Rz0adalah ketidak0rataan ketinggian0pada sepuluh0titik.
Rz sebetulnya0hampir sama dengan0kekasaran rata-rata0 0aritmetis Ra, tetapi
cara0menentukan 0Rz adalah0lebih mudah 0daripada menentukan0Ra. Gambar 2.4
menunjukkan0cara menentukan0Rz. Sampel pengukuran0diambil sejumlah 0profil
yang memuat, misalnya 010 daerah yaitu 5 daerah 0puncak dan 5 daerah0lembah.
Kemudian 0buat garis 0lurus horizontal0di bawah 0profil permukaan.0Tarik garis
tegak0lurus dari masing-masing0ujung puncak dan0lembah ke garis0horizontal.
Dengan cara ini0maka diperoleh0harga Rz yang0besarnya adalah :

22
Gambar2.9. Kekasaran0permukaan Rz0
Sumber0: Munadi (1980 ,p229)
𝑅𝑧 =1
5. (𝑅1+. 𝑅3+. 𝑅5 + 𝑅7 + 𝑅9) −
1
5(𝑅2+. 𝑅4 + 𝑅6+. 𝑅8 + 𝑅10) 𝑥0
1000
𝑉𝑣 ....... …(2-4)0
3. Kekasaran0perataan (Rp) merupakan0jarak rata-rata antara0garis referensi0dengan
garis terukur.0
4. Rt,0kedalaman total0adalah besar0jarak dari profil0referensi hingga profil dasar
dengan satuan0µm.
Gambar2.10. Kedalaman0Total dan0Kedalaman Perataan0
Sumber0: Munadi (1980 p.227)0
2.8 Hipotesis
Dalam penelitian ini dapat diambil hipotesis bahwa dengan0bertambahnya
nilai0cutting speed0pada proses0pemotongan laser cutting0nilai kekasaran0pada
permukaan0potong akan0semakin meningkat0hal itu0disebabkan karena pada
material0yang0terpotong akan0semakin besar0atau waktu yang digunakan untuk memotong
menjadi semakin singkat sehingga waktu yang semakin singkat menyebabkan kekasaran
permukaan meningkat.

23
BAB III
METODE PENELITIAN
3.1 Metode Penelitian
Pada penelitian ini digunakaan metode penelitian eksperimental nyata (True
experimental research) yang bertujuan untuk meneliti dan mengetahui pengaruh cutting
speed pada laser cutting terhadap kekasaran permukaan pada spesimen SS316L. Metode ini
yaitu untuk melakukan pengamatan dalam mencari data sebab dan akibat dalam suatu proses
melalui eksperimen sehingga dapat mengetahui nilai perbandingan kekasaran permukaan
dari variasi yang di gunakan.
3.2 Waktu dan Tempat Penelitian
Dalam0penelitian ini0dilakukan dalam0dua tahapan yaitu, tahap pertama proses
pemotongan spesimen SS316L dengan mesin laser cutting dan tahap kedua adalah pengujian
kekasaran permukaan dengan menggunakan Surface Roughness tester untuk mengetahui
hasil kekasaran permukaan yang diharapkan setelah pemotongan dengan laser cutting.
1. Waktu Penelitian
Bulan september 2017 s/d selesai
2. Tempat Penelitian
Tempat penelitian untuk proses mesin laser cutting dilaksanakan di PT. Surya Jaya
Perkasa, Surabaya. Sedangkan untuk pengujian kekasaran permukaan dilakukan di
Laboratorium Metrologi Industri Jurusan Mesin Fakultas Teknik Universitas Brawijaya.
3.3 Variabel Penelitian
Variabel yang digunakan dalam penelitian ini ada tiga yaitu, variable bebas, variable
terikat dan variable terkontrol.
1. Variabel Bebas
Variabel Bebas adalah Variabel yang tidak terpengaruh oleh variabel lain. Variabel yang
digunakan dalam penelitian ini adalah dengan cutting speed 60 mm/min, 70 mm/min,
80 mm/min, 90 mm/min, 100 mm/min
2. Variabel Terikat

24
Variabel terikat adalah variabel yang dipengaruhi oleh variabel bebas yang telah
ditentukan. Variabel terikat yang digunakan adalah kekasaran permukaan.
3. Variabel Terkontrol
Variabel terkontrol adalah variabel yang nilainya dijaga konstan dalam penelitian.
Variabel terkontrol yang digunakan adalah:
a. Diameter Nozzle : 2,0 mm
b. Sudut Nozzle : 90 o
c. Tekanan Gas : 21 bar
3.4 Alat dan Bahan
Alat – alat yang digunakan dalam penelitian ini adalah seperti yang dijelaskan dibawah
ini:
1. Spesifikasi Mesin Laser Cutting
a. Model : EAGLE3015
b. Cutting area : 3000x1500 mm
c. Laser power : 1000 W
d. Serial number : FE572-SP
e. Production date : November 2014
2. Personal0Komputer000
Digunakan0untuk pembuatan0laporan dan0pembuatan desain0benda kerja.
Gambar 3.1 Personal0Komputer00
Sumber : Dokumentasi Pribadi0

25
3. Digital0Kamera000
Digunakan0untuk dokumentasi0pribadi
Gambar 3.20Digital Kamera
Sumber: Dokumentasi Pribadi
4. Surface Roughness0Tester
Digunakan0untuk menguji0kekasaran permukaan pada0benda kerja0
Spesifikasi:
a. Merk00 : Mitutoyo00
b. Jenis : Surface Roughness Tester00
c. Model : SJ-21000
Gambar 3.3 Surface Roughness Tester
Sumber: Laboratorium Metrodologi Industri Jurusan Mesin Fakultas Teknik Universitas
Brawijaya

26
5. Spesifikasi Benda Kerja Stainless Steel 316L
a. UTS : 558 MPa
b. Hardness Rockwell : B79
c. Density : 7,99 g/cm3
d. Specific Heat (0-100ºC) : 0,50 KJ/kg.K
e. Thermal Conductivity (100ºC) : 16,2 W/m.K
f. Modulus Elastisitas : 193x103 Mpa
g. Komposisi:
1) Carbon : 0,03 %
2) Manganese : 2 %
3) Phosporus : 0,045 %
4) Sulfur : 0,03 %
5) Silicon : 0,75 %
6) Nitrogen : 0,10 %
7) Cromium : 16 – 18 %
8) Nikel : 10 – 14 %
9) Molybdenum : 2 – 3 %
3.5 Dimensi Benda Kerja
Berikut merupakan dimensi benda kerja.
30 mm
3mm
30mm
Gambar 3.4 Dimensi benda kerja
Sumber: Dokumentasi Pribadi
3.6 Prosedur Penelitian
Pada penelitian ini, dilakukan langkah-langkah sebagai berikut.
1. Menyiapkan material yaitu SS316L dengan dimensi 30 cm x 30 cm.
2. Menyiapkan mesin Laser Cutting.

27
3. Melakukan proses pemotongan sesuai dengan parameter yang telah ditentukan
berdasarkan variabel yang digunakan adalah:
a. Diameter Nozzle : 2,0 mm
b. Gas : Nitrogen
c. Tekanan : 21 bar
d. Sudut Nozzle : 90 o
4. Melakukan penandaan terhadap material yang telah selesai dilakukan pemotongan.
5. Melakukan pengulangan langkah ke 3 dan 4 dengan variabel yang telah ditentukan
yaitu tekanan konstan: 21 bar; dan Cutting Speed: 60 mm/min, 70 mm/min, 80
mm/min, 90 mm/min, 100 mm/min.
6. Setelah di potong spesimen di resin salah satu sisinya agar bisa berdiri tegak saat di
lakukan pengujian kekasaran permukaan.
7. Melakukan pengukuran kekasaran permukaan pada tiap spesimen dengan metode
Roughness tester.
8. Analisa dan pengolahan data serta pembahasan secara statistik dan kajian pustaka
sebagai hasil penelitian.
9. Memberikan kesimpulan terhadap hasil penelitian yang didapat.
3.7 Rancangan Penelitian
Pengolahan data yang menggunakan model regresi ganda dimaksud untuk menjelaskan
hubungan antara variabel bebas dan variabel terikat dengan tujuan menjawab hipotesis. Data
yang diperoleh dari pengukuran cutting speed dan pengujian kekasaran permukaan diubah
menjadi grafik dan dilakukan pembahasan.
3.8 Diagram Alir Penelitian
Diagram alir penelitian disajikan pada Gambar 3.5

28
Mulai
Studi Literatur dan
membuat hipotesis
Persiapan alat dan
bahan
Pemilihan parameter
Proses cutting
Pengukuran kekasaran
permukaan
Pengambilan data
Apakah data
mencukupi?
Analisis data dan
pembahasan
Kesimpulan dan
Saran
Selesai
Ya
Tidak
Gambar 3.5 Diagram alir penelitian
Sumber: Dokumentasi Pribadi

29
BAB IV
00HASIL DAN PEMBAHASAN00
4.1 Data0Hasil Pengujian
Data hasil penelitian disebutkan pada subbab berikut.
4.1.1 Data Hasil Pengujian kekasaran dengan variasi Cutting Speed
Setelah dilakukan proses pemotongan dengan laser cutting maka dilakukan pengujian
kekasaran permukaan di Laboratorium Metrologi Industri di Jurusan Mesin Universitas
Brawijaya. Dari hasil pengujian kekasaran dengan variasi cutting speed 60 mm/min, 70
mm/min, 80 mm/min, 90 mm/min, 100 mm/min pada laser cutting0di dapat0data kekasaran
permukaan0sebagai berikut.
Gambar 4.1 Titik Pengambilan Nilai Kekasaran permukaan secara horisontal
Tabel 4.1
Data0Pengujian Kekasaran0Permukaan dengan0Variasi Cutting Speed secara Horisontal
No.
Variasi
cutting
speed
(mm/min)
Kekasaran Permukaan (µm) ∑
(µm) Rata-rata (µm)
1 2 3
1 60 3.794 3.266 3.524 10.584 3.528
2 70 4.486 4.181 3.805 12.427 4.157
3 80 5.265 4.353 4.604 14.222 4.741
4 90 5.404 4.486 5.508 15.398 5.133
5 100 5.692 5.975 5.593 17.260 5.753
30
4.1.2 Tingkat Kekasaran Pada Laser Cutting Variasi Cutting Speed Secara Horisontal
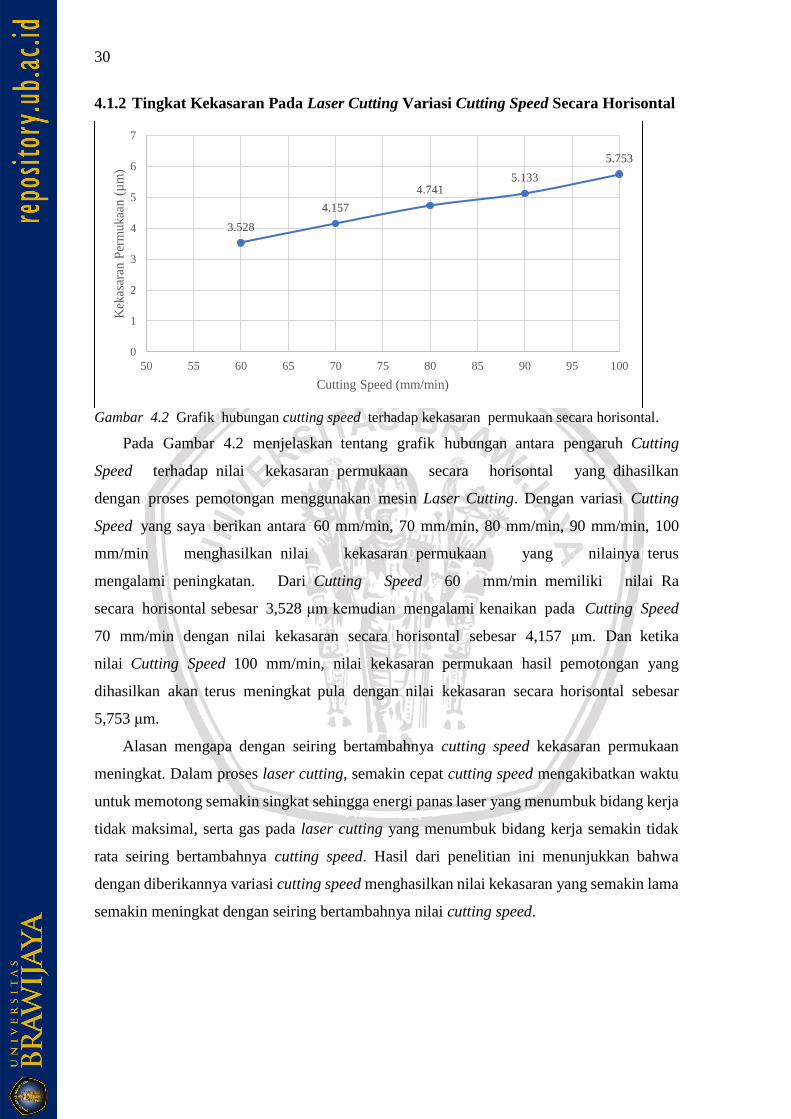
Gambar04.2 Grafik0hubungan cutting speed0terhadap kekasaran0permukaan secara horisontal.
Pada Gambar 4.2 menjelaskan0tentang grafik hubungan0antara pengaruh0Cutting
Speed terhadap0nilai kekasaran0permukaan secara horisontal yang0dihasilkan
dengan0proses pemotongan menggunakan0mesin Laser Cutting. Dengan variasi0Cutting
Speed0yang saya0berikan antara060 mm/min, 70 mm/min, 80 mm/min, 90 mm/min, 100
mm/min menghasilkan0nilai kekasaran0permukaan yang nilainya0terus
mengalami0peningkatan. Dari0Cutting Speed 60 mm/min0memiliki nilai0Ra
secara0horisontal sebesar03,528 μm kemudian0mengalami kenaikan0pada Cutting0Speed
70 mm/min dengan0nilai kekasaran secara0horisontal sebesar 4,157 μm. Dan0ketika
nilai0Cutting Speed0100 mm/min, nilai kekasaran0permukaan hasil0pemotongan yang
dihasilkan0akan terus0meningkat pula0dengan nilai0kekasaran0secara horisontal0sebesar
5,753 μm.
Alasan mengapa dengan seiring bertambahnya cutting speed kekasaran permukaan
meningkat. Dalam proses laser cutting, semakin cepat cutting speed mengakibatkan waktu
untuk memotong semakin singkat sehingga energi panas laser yang menumbuk bidang kerja
tidak maksimal, serta gas pada laser cutting yang menumbuk bidang kerja semakin tidak
rata seiring bertambahnya cutting speed. Hasil dari penelitian ini menunjukkan bahwa
dengan diberikannya variasi cutting speed menghasilkan nilai kekasaran yang semakin lama
semakin meningkat dengan seiring bertambahnya nilai cutting speed.
3.528
4.157
4.7415.133
5.753
0
1
2
3
4
5
6
7
50 55 60 65 70 75 80 85 90 95 100
Kek
asar
an P
erm
ukaa
n (
µm
)
Cutting Speed (mm/min)

31
Gambar 4.3 Titik Pengambilan Nilai Kekasaran permukaan secara vertikal.
Tabel 4.2
Data Pengujian Kekasaran dengan Kedalaman Pemotongan secara Vertikal
No. Variasi Cutting speed
(mm/min)
Kekasaran Permukaan (µm)
Garis 1 Garis 2 Garis 3
1 60 0.735 0.907 0.917
2 70 1.024 1.035 1.197
3 80 1.425 1.608 1.927
4 90 2.431 2.721 2.913
5 100 3.873 3.905 3.930
4.1.3 Tingkat Kekasaran Pada Laser Cutting Dengan Kedalaman Pemotongan Secara
Vertikal.
Gambar 4.4 Grafik Hubungan Kedalaman Pemotongan Terhadap Kekasaran Permukaan secara
vertikal.
Pada Gambar 4.4 menjelaskan0tentang grafik hubungan0antara pengaruh Kedalaman
Pemotongan terhadap0nilai kekasaran0permukaan yang0dihasilkan dengan0proses
pemotongan menggunakan0mesin Laser Cutting. Dengan variasi0Cutting Speed0yang
saya0berikan antara060 mm/min, 70 mm/min, 80 mm/min, 90 mm/min, 100 mm/min
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
50 60 70 80 90 100 110
Ke
kasa
ran
Per
mu
kaan
(µ
m)
Cutting Speed (mm/min)
Garis 2
Garis 3
Garis 1

32
menghasilkan0nilai kekasaran0permukaan yang nilainya0terus mengalami0peningkatan dan
semakin dalam pemotongan kekasaran meningkat. Dari0Cutting Speed 60
mm/min0memiliki nilai0Ra secara0vertikal pada garis 1 sebesar00.735 μm
kemudian0mengalami kenaikan0pada garis 2 dengan0nilai kekasaran secara vertikal sebesar
0.907 μm. Pada garis 3, nilai kekasaran0permukaan hasil0pemotongan yang
dihasilkan0akan terus0meningkat pula0dengan nilai0kekasaran0secara vertikal0sebesar
0.917 μm. Dan pada setiap Cutting Speed juga mengalami kenaikan pada setiap garis 1, garis
2, garis 3
Alasan mengapa setiap garis 1, garis 2, garis 3 pada setiap Cutting speed saat proses
pemotongan antara Kedalaman Pemotongan dengan Kekasaran Permukaan semakin
meningkat, hal ini di sebabkan karena semakin dalam pemotongan maka waktu yang di
perlukan juga akan semakin lama. Dengan lamanya waktu pemotongan dan tekanan yang
konstan, laser power yang bekerja akan semakin rendah yang menyebabkan energi dan daya
semakin rendah sehingga kekasaran permukaan pada material meningkat.

33
BAB V
PENUTUP
5.1 Kesimpulan
Dalam proses pemotongan lasser cutting di dapatkan nilai kekasaran permukaan secara
horisontal dengan variasi cutting speed dan secara vertikal dengan kedalaman pemotongan.
Kekasaran terendah secara horisontal terdapat pada cutting speed 60 mm/min dengan nilai
kekasaran 3,528 µm dan kekasaran tertinggi pada cutting speed 100 mm/min dengan nilai
kekasaran 5,753 µm. Kekasaran terendah secara vertikal dari0Cutting Speed 60
mm/min0memiliki nilai0Ra pada garis 1 sebesar00.735 μm. Kekasaran tertinggi pada garis
3 nilai Ra sebesar 0.917 μm. Dan pada setiap Cutting Speed juga mengalami kenaikan pada
setiap garis 1, garis 2, garis 3. Hasil dari penelitian ini menunjukkan bahwa secara horisontal
dengan diberikannya variasi cutting speed menghasilkan nilai kekasaran yang semakin lama
semakin meningkat dan secara vertikal semakin dalam pemotongan kekasaran semakin
meningkat.
5.2 Saran
Berikut merupakan saran dari penelitian ini.
1. Perlu adanya penelitian yang lebih lanjut mengenai laser cutting karena masih banyak
parameter yang dapat digunakan.
2. Untuk PT Surya Jaya Perkasa lebih diperhatikan mengenai K3 atau Kesehatan dan
Keselamatan Kerja.

34

DAFTAR PUSTAKA
Abbas Allawi A., 2014. Optimization Of Parameters Of Laser Non-Linear Inclined Cutting
On Stainless Steel Metal. The Requirements for the Award of the Master of Mechanical
Engineering. Malaysia: Faculty of Mechanical and Manufacturing Engineering
University Tun Hussein.
Cahyati Sally dan Suroso, 2006. Pemanfaatan Metoda Jaringan Syaraf Tiruan Back
Propagation Pada Analisis Pengaruh Parameter Pemotongan Terhadap Kemiringan
Sisi Potong Hasil Pemotongan Dengan Laser C02. Jurnal Teknik Mesin. (Online), 8 (2):
122-123, (https://scholar.google.co.id/citations?user=S_OpbRwAAAAJ&hl=id),
diakses 24 Juni 2017.
Cahyo Sutowo et al, 2014. Sintesis, Analisis Korosi dan Toksititas pada Material
Biokompatibel Co- Cr-M.
Dubey Avanish K. and Yadava Vinod, 2008. Laser Beam Machining. International Journal
of Machine Tools & Manufacture. (Online),Vol 48: 608-628,
(http://www.sciencedirect.corr), diakses pada 25 Juni 2017.
Hiench L. L. 1980. Biomaterials. https://www.ncbi.nlm.nih.gov/pubmed/6246576 , diakses
3 maret 2017.
Samarya Yenny Toguan, et all. 2013 . Aplikasi Laser Co2 Untuk Pemotongan (Cutting)
Material Menggunakan Mesin Cnc (Control Numeric Computer). Departemen Fisika
FMIPA USU. (Online), 5 (1): 1-2,
(https://jurnal.usu.ac.id/index.php/sfisika/article/view/4886), diakses 25 Juni 2017.
Schulz H., Moriwaki T. 1992. High-speed machining, Annals of the ClRP Vol. 41/2/1992
(http://www.sciencedirect.com/science/article/pii/S0007850607632508) diakses 19
september 2017.
Sudji Munadi. (1980). Dasar-Dasar Metrologi Industri. Jakarta : Proyek Pengembangan
Lembaga Pendidikan Tenaga Kependidikan.
Yenny Toguan Samarya. 2016. Aplikasi Laser Co2 Untuk Pemotongan (Cutting) Material
Menggunakan Mesin CNC (Control Numeric Computer), Departemen Fisika Fmipa. Di
akses pada tanggal 17 september 2017.
Copyright © 2022 FDOKUMEN




















