Residual stresses modelling in hard turning and its correlation with the cutting forces
7
Occasional paper 350 © Copyright by International OCSCO World Press. All rights reserved. 2007 VOLUME 24 ISSUE 1 September 2007 of Achievements in Materials and Manufacturing Engineering of Achievements in Materials and Manufacturing Engineering Residual stresses modelling in hard turning and its correlation with the cutting forces G.F. Batalha c, * co-operating with S. Delijaicov a,b , J.B. Aguiar c , E.C. Bordinassi b , M. Stipkovic Filho b,c a Department of Mechanical Engineering – Faculdade de Engenharia Industrial do Centro Universitário da FEI, Av. Humberto de Alencar Castelo Branco, 3972–09580.901, S. Bernardo do Campo, SP, Brazil b Department of Mechanical Engineering – Escola de Engenharia Mauá – Instituto Mauá de Tecnologia, Praça Mauá, 01–09580.900, São Caetano do Sul, SP, Brazil c Department of Mechatronics and Mechanical Systems Engineering - Escola Politécnica da Universidade de São Paulo, Av. Prof. Mello Moraes, 2231–05508.970, São Paulo, SP, Brazil * Corresponding author: E-mail address: [email protected] Received 15.04.2007; published in revised form 01.09.2007 Manufacturing and processing AbstrAct Purpose: This paper aims to study the cutting parameters influence (cutting speed, feed rate, cutting depth and tool radius nose) on the cutting forces (cutting force, feed rate cutting force and penetration cutting force) as well as on the residual stresses, in conical bearings made of steel DIN 100 CrMn6 hardened (62 HRc), searching correlations between the residual stresses and the cutting forces. Design/methodology/approach: A complete factorial planning was used to establish the correlations. At the same time, the cutting parameters influence in the microstructure of the material and it’s correlation with the residual stress was studied. A turning center machine and CBN inserts was employed for the tests. To the cutting force measurements was carried out using a piezoelectric dynamometer. The residual stresses measurements were carried out by X-ray diffractometry. Findings: The penetration cutting force was the most important factor in the residual stress generation, and it was influenced by the feed rate and the cutting depth. A correlation between the cutting depth and the residual stresses was established. The results do not showed any changes in the microstructure of the material, even when the greater cutting parameters were used. Research limitations/implications: The residual stress is one of the major causes of failures in bearings by contact fatigue, keeping this on mind, this work helps the developer to select correct cutting parameters in order to increase the machined workpiece life in service. Originality/value: This work were based on the real components (conical bearings), real cutting conditions and with these results were possible to make greater improvements in the manufacturing and in the quality of the studied parts. Keywords: Machining; Turning; Hard turning; Residual stress
Transcript of Residual stresses modelling in hard turning and its correlation with the cutting forces
Occasional paper350 © Copyright by International OCSCO World Press. All rights reserved. 2007
VOLUME 24
ISSUE 1
September
2007of Achievements in Materialsand Manufacturing Engineeringof Achievements in Materialsand Manufacturing Engineering
Residual stresses modelling in hard turning and its correlation with the cutting forces
G.F. Batalha c,* co-operating with S. Delijaicov a,b, J.B. Aguiar c, E.C. Bordinassi b, M. Stipkovic Filho b,c
a Department of Mechanical Engineering – Faculdade de Engenharia Industrial do Centro Universitário da FEI, Av. Humberto de Alencar Castelo Branco, 3972–09580.901, S. Bernardo do Campo, SP, Brazilb Department of Mechanical Engineering – Escola de Engenharia Mauá – Instituto Mauá de Tecnologia, Praça Mauá, 01–09580.900, São Caetano do Sul, SP, Brazilc Department of Mechatronics and Mechanical Systems Engineering - Escola Politécnica da Universidade de São Paulo, Av. Prof. Mello Moraes, 2231–05508.970, São Paulo, SP, Brazil* Corresponding author: E-mail address: [email protected]
Received 15.04.2007; published in revised form 01.09.2007
Manufacturing and processing
AbstrAct
Purpose: This paper aims to study the cutting parameters influence (cutting speed, feed rate, cutting depth and tool radius nose) on the cutting forces (cutting force, feed rate cutting force and penetration cutting force) as well as on the residual stresses, in conical bearings made of steel DIN 100 CrMn6 hardened (62 HRc), searching correlations between the residual stresses and the cutting forces.Design/methodology/approach: A complete factorial planning was used to establish the correlations. At the same time, the cutting parameters influence in the microstructure of the material and it’s correlation with the residual stress was studied. A turning center machine and CBN inserts was employed for the tests. To the cutting force measurements was carried out using a piezoelectric dynamometer. The residual stresses measurements were carried out by X-ray diffractometry.Findings: The penetration cutting force was the most important factor in the residual stress generation, and it was influenced by the feed rate and the cutting depth. A correlation between the cutting depth and the residual stresses was established. The results do not showed any changes in the microstructure of the material, even when the greater cutting parameters were used.Research limitations/implications: The residual stress is one of the major causes of failures in bearings by contact fatigue, keeping this on mind, this work helps the developer to select correct cutting parameters in order to increase the machined workpiece life in service.Originality/value: This work were based on the real components (conical bearings), real cutting conditions and with these results were possible to make greater improvements in the manufacturing and in the quality of the studied parts.Keywords: Machining; Turning; Hard turning; Residual stress
1. Introduction Unlike the conventional process, the hard steel turning
introduces compressive residual stresses in surface and in the subsurface of the work piece, increasing with this its fatigue resistance [1], what is particularly beneficial to the applications in rotational elements under external loads, as the bearings. The reference [2] affirms that the high temperatures and the fast cooling in the cutting area can introduce a temper treatment in surface material, generating a fine layer of tempered martensite well-known as white layer [3-6]. As a consequence of this transformation, below this layer, another one can be formed, the black layer, of lower hardness and under tension stress state. According to references [6-8], one of the main factors of this structure generation in the surface and in the sub-surface of the machined steel, is the tool wear, which is a critical factor in the increase of the temperature in the cutting area. Regarding the influence on the components of the cutting forces, in agreement with reference [10-12] the high-speed turning process of hardened materials differs of the conventional process, once in the first, the cutting force penetration is the bigger one, while in the second, it’s the cutting force.
The machining also introduces residual stresses on the material surfaces, and it’s an important factor to be analyzed specially on the recurrent solicitations where it has greater importance. Depending of its value, the life of a bearing can be increased in more than 30 % [12]. So many studies have been conducted in this area, some of then recent [13-24].
This work, tried to investigate the existence of a relationship between the cutting forces, particularly by penetration force, with the residual stresses introduced in the surface of one machined piece (internal ring of a conical bearing), of steel DIN 100CrMn6 and with hardness between 60 and 64 HRc.
The tests were planned by a statistical analysis according to the DOE (Design of experiments) methodology, reducing with that, the costs and the expended execution time of the tests [29]. The analysis was made being taken in consideration the influence of the cutting parameters effects (cutting speed, feed rate, cutting depth and tool nose radius), on the introduced residual stresses and the cutting force.
2. Experimental Procedure The experimental planning was elaborated to be accomplished
through a complete factorial analysis with one replicate in two levels and four factors (cutting speed, feed rate, cutting depth, tool nose radius), with the objective of evaluating which were the most significant factors and its respective interactions in the answers: cutting forces (cutting force, feed rate cutting force and penetration force), residual stress and microstructure of the material.
The used items in the experiments were [25]: 32 bodies test of DIN 100 CrMn6 steel, temper and quenched
with 60 to 64 HRc hardness. The chemical composition of the material was: 0.93 C, 0.49 Si, 1.02 Mn, 1.48 Cr, 0.018 P, 0.012 S, 0.12 Ni, and 0.15 Cu.
Insert with VNMA 160404(08)–BCN 200 geometry, with 4 cutting faces, covered with ceramic and TiAlN base, Sumitomo;
Machine turning center: CNC–OKUMA LB300; Piezoelectric dynamometer PCB-206A1, with maximum scale
measurements of 4.45 kN for the feed rate cutting force and cutting force, and 5.87 kN for penetration cutting force;
Acquisition signal system data, HBM Spider 8 operating with the Catman 4 data acquisition software, under a frequency of 200 Hz; The tests were conducted without cutting fluid utilization and
the used cutting parameters were: cutting speed: 150 and 210 m/mim; feed rate: 0.05 and 0.15 mm/rev; cutting depth: 0.05 and 0.20 mm and tool nose radius: 0.4 and 0.8 mm.
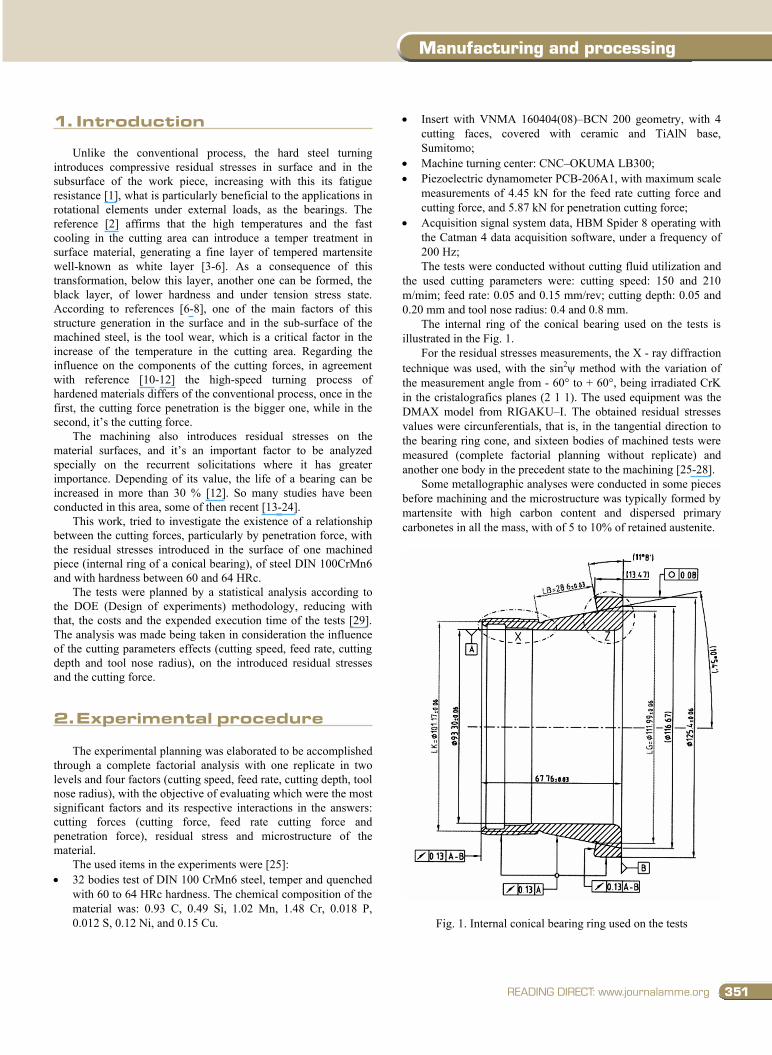
The internal ring of the conical bearing used on the tests is illustrated in the Fig. 1.
For the residual stresses measurements, the X - ray diffraction technique was used, with the sin2 method with the variation of the measurement angle from - 60° to + 60°, being irradiated CrK in the cristalografics planes (2 1 1). The used equipment was the DMAX model from RIGAKU–I. The obtained residual stresses values were circunferentials, that is, in the tangential direction to the bearing ring cone, and sixteen bodies of machined tests were measured (complete factorial planning without replicate) and another one body in the precedent state to the machining [25-28].
Some metallographic analyses were conducted in some pieces before machining and the microstructure was typically formed by martensite with high carbon content and dispersed primary carbonetes in all the mass, with of 5 to 10% of retained austenite.
Fig. 1. Internal conical bearing ring used on the tests
351READING DIRECT: www.journalamme.org
Manufacturing and processing
1. Introduction Unlike the conventional process, the hard steel turning
introduces compressive residual stresses in surface and in the subsurface of the work piece, increasing with this its fatigue resistance [1], what is particularly beneficial to the applications in rotational elements under external loads, as the bearings. The reference [2] affirms that the high temperatures and the fast cooling in the cutting area can introduce a temper treatment in surface material, generating a fine layer of tempered martensite well-known as white layer [3-6]. As a consequence of this transformation, below this layer, another one can be formed, the black layer, of lower hardness and under tension stress state. According to references [6-8], one of the main factors of this structure generation in the surface and in the sub-surface of the machined steel, is the tool wear, which is a critical factor in the increase of the temperature in the cutting area. Regarding the influence on the components of the cutting forces, in agreement with reference [10-12] the high-speed turning process of hardened materials differs of the conventional process, once in the first, the cutting force penetration is the bigger one, while in the second, it’s the cutting force.
The machining also introduces residual stresses on the material surfaces, and it’s an important factor to be analyzed specially on the recurrent solicitations where it has greater importance. Depending of its value, the life of a bearing can be increased in more than 30 % [12]. So many studies have been conducted in this area, some of then recent [13-24].
This work, tried to investigate the existence of a relationship between the cutting forces, particularly by penetration force, with the residual stresses introduced in the surface of one machined piece (internal ring of a conical bearing), of steel DIN 100CrMn6 and with hardness between 60 and 64 HRc.
The tests were planned by a statistical analysis according to the DOE (Design of experiments) methodology, reducing with that, the costs and the expended execution time of the tests [29]. The analysis was made being taken in consideration the influence of the cutting parameters effects (cutting speed, feed rate, cutting depth and tool nose radius), on the introduced residual stresses and the cutting force.
2. Experimental Procedure The experimental planning was elaborated to be accomplished
through a complete factorial analysis with one replicate in two levels and four factors (cutting speed, feed rate, cutting depth, tool nose radius), with the objective of evaluating which were the most significant factors and its respective interactions in the answers: cutting forces (cutting force, feed rate cutting force and penetration force), residual stress and microstructure of the material.
The used items in the experiments were [25]: 32 bodies test of DIN 100 CrMn6 steel, temper and quenched
with 60 to 64 HRc hardness. The chemical composition of the material was: 0.93 C, 0.49 Si, 1.02 Mn, 1.48 Cr, 0.018 P, 0.012 S, 0.12 Ni, and 0.15 Cu.
Insert with VNMA 160404(08)–BCN 200 geometry, with 4 cutting faces, covered with ceramic and TiAlN base, Sumitomo;
Machine turning center: CNC–OKUMA LB300; Piezoelectric dynamometer PCB-206A1, with maximum scale
measurements of 4.45 kN for the feed rate cutting force and cutting force, and 5.87 kN for penetration cutting force;
Acquisition signal system data, HBM Spider 8 operating with the Catman 4 data acquisition software, under a frequency of 200 Hz; The tests were conducted without cutting fluid utilization and
the used cutting parameters were: cutting speed: 150 and 210 m/mim; feed rate: 0.05 and 0.15 mm/rev; cutting depth: 0.05 and 0.20 mm and tool nose radius: 0.4 and 0.8 mm.
The internal ring of the conical bearing used on the tests is illustrated in the Fig. 1.
For the residual stresses measurements, the X - ray diffraction technique was used, with the sin2 method with the variation of the measurement angle from - 60° to + 60°, being irradiated CrK in the cristalografics planes (2 1 1). The used equipment was the DMAX model from RIGAKU–I. The obtained residual stresses values were circunferentials, that is, in the tangential direction to the bearing ring cone, and sixteen bodies of machined tests were measured (complete factorial planning without replicate) and another one body in the precedent state to the machining [25-28].
Some metallographic analyses were conducted in some pieces before machining and the microstructure was typically formed by martensite with high carbon content and dispersed primary carbonetes in all the mass, with of 5 to 10% of retained austenite.
Fig. 1. Internal conical bearing ring used on the tests
1.Introduction
2.Experimentalprocedure

Occasional paper352
Journal of Achievements in Materials and Manufacturing Engineering
G.F. Batalha, S. Delijaicov, J.B. Aguiar, E.C. Bordinassi, M. Stipkovic Filho
Volume 24 Issue 1 September 2007
Table 1. Cutting force measurements
Test cs [m/min] f [mm/r] p [mm] radius [mm] Ff [N] Fc [N] Fp [N] Resultant [N] 1 150 0,05 0,05 0,4 26,3 33,9 59,9 73,68 2 210 0,05 0,05 0,4 17,9 17,3 28,5 37,84 3 150 0,15 0,05 0,4 50,3 71,2 91,8 126,6 4 210 0,15 0,05 0,4 50,3 75,4 91,9 129,08 5 150 0,05 0,2 0,4 37,3 65,1 137,1 156,29 6 210 0,05 0,2 0,4 38,1 64,1 134,3 153,61 7 150 0,15 0,2 0,4 74,7 146,7 222,6 276,86 8 210 0,15 0,2 0,4 63,3 142.1 203,2 255,91 9 150 0,05 0,05 0,8 30,8 33P4 51,4 68,6
10 210 0,05 0,05 0,8 31,3 31,3 52,2 68,44 11 150 0,15 0,05 0,8 62.1 75,9 93,3 135,36 12 210 0,15 0,05 0,8 58,7 76,3 90,5 132.13 13 150 0,05 0,2 0,8 47,7 60,1 104,3 129,48 14 210 0,05 0,2 0,8 52,2 62,9 114,9 141,01 15 150 0,15 0,2 0,8 103,6 162,6 228,9 299,28 16 210 0,15 0,2 0,8 86,8 127,7 163,5 224,89 17 150 0,05 0,05 0,4 23,6 32,3 53,6 66,88 18 210 0,05 0,05 0,4 19,1 21,6 33,4 44,12 19 150 0,15 0,05 0,4 53,3 75,9 98,8 135,51 20 210 0,15 0,05 0,4 50,3 74,4 91,2 128 21 150 0,05 0,2 0,4 37,7 63,3 132,8 151,87 22 210 0,05 0,2 0,4 40 67,9 144,1 164,24 23 150 0,15 0,2 0,4 76,5 147 219,9 275,35 24 210 0,15 0,2 0,4 68,2 131,6 195,2 245,1 25 150 0,05 0,05 0,8 30,3 33,8 57,5 73,26 26 210 0,05 0,05 0,8 31,2 27,7 46,7 62,62 27 150 0,15 0,05 0,8 56,7 76,3 86,3 128,39 28 210 0,15 0,05 0,8 59,8 70,1 93,9 131,56 29 150 0,05 0,2 0,8 44,2 62,9 104,4 129,65 30 210 0,05 0,2 0,8 49,2 62,9 111,3 136,98 31 150 0,15 0,2 0,8 102,9 160,4 243,9 309,52 32 210 0,15 0,2 0,8 92,9 143,2 176,8 245,75
3. Experimental results
The Table 1 indicates the obtained values for the cutting forces measurements.
It was adopted, for the experiment analysis, a complete factorial planning of four factors and two levels without replication, in a total of 32 measurements for the penetration cutting force and for the resulting cutting force, for the fact of being the first, the portion that more contributes to the development of the residual stresses in the piece during the machining, and for the second as a form to involve the three cutting force measurements, since it could have some influence from the other cutting forces in the residual stresses generation.
It can be observed at the Fig. 2 and 3 (the effects on the penetration cutting forces and resultant cutting forces), that the significant effects are the same ones, that is, the feed rate and the cutting depth, what allowed continuing with the research only using the cutting penetration force.
Fig. 2. Main effects plot for the penetration cutting force
3.Experimentalresults
Fig. 3. Main effects plot for the resultant cutting force The Table 2 shows residual stresses values at a
circumferential direction on the machined parts, tested according to the methodology early described [25]. It is observed that in all of the measurements, the residual stresses are compressive. The measurements before machining has resulted in tensile residual stresses levels of: +76, +95 and +50 MPa.
Table 2. Residual stresses measurements
Test cs [m/min]
f [mm/v]
P [mm]
radius [mm]
Fz [N]
Residual stresses [MPa]
1 150 0,05 0.05 0,4 57 -947 2 210 0.05 0.05 0.4 31 -586 3 150 0,15 0.05 0.4 95 -862 4 210 0.15 0.05 0.4 92 -990 5 150 0.05 0,2 0.4 135 -479 6 210 0.05 0,2 0.4 139 -295 7 150 0,15 0.2 0.4 221 -811 8 210 0.15 0.2 0.4 199 -977 9 150 0.05 0.05 0.8 54 -631
10 210 0.05 0.05 0.8 49 -443 11 150 0.15 0.05 0.8 90 -875 12 210 0,15 0.05 0.8 92 -901 13 150 0.05 0.2 0.8 104 -421 14 210 0.05 0.2 0.8 113 -363 15 150 0.15 0.2 0.8 235 -718 16 210 0,15 0.2 0.8 170 -529
The Fig. 4 shows the main effects plot for residual stresses.
The main effects are the same as the showed on the cutting force analysis that means: the feed rate and the cutting depth. So, it is possible to correlate the residual stresses with these parameters.
Fig. 4. Main effects plot for the residual stresses The metallographic analysis made on the 32 work pieces, with
objective of detecting the presence of the white layer at machine surface, showed that for these machined conditions the superheat and consequent re-quenched didn't happen here under these conditions. The microstructure of the metal practically didn't lose hardness, staying as tempered martensite with primary carbides dispersed into the whole metal. The Fig. 5 shows an example.
(a) 200 X (b) 400 X
Fig. 5. Machined surface: transversal section microstructure
4. Analysis of the results
The factorial analyses relatively to the cutting forces, showed similarity results for the penetration force (Fz) and to resultant of the cutting forces (Res), with the variances, and in relation to the most significant factors of influence in the process.
As the non significant effects are zero or aleatory distributed around the zero, the respective normal pareto graph indicate that, for an confidenc level of 95% (± 1.96 . ), the feed rate, cutting depth and it’s interaction are the most significant factors, for the penetration cutting and for the resultant force.
The penetration force (Fz) can be adopted as the cutting force component that is possibly correlated with the residual stresses. The cutting speed and the tool nose radius do not have influence on the penetration force. By other side, an increase in the feed rate and in the penetration force, increase the mean values of the penetration forces.
The increase on the feed rate induces a larger volume of the cut material in a same unit of time, besides establishing a dynamic effect on the cutting forces. In the same way the increase on the

353
Manufacturing and processing
Residual stresses modelling in hard turning and its correlation with the cutting forces
Table 1. Cutting force measurements
Test cs [m/min] f [mm/r] p [mm] radius [mm] Ff [N] Fc [N] Fp [N] Resultant [N] 1 150 0,05 0,05 0,4 26,3 33,9 59,9 73,68 2 210 0,05 0,05 0,4 17,9 17,3 28,5 37,84 3 150 0,15 0,05 0,4 50,3 71,2 91,8 126,6 4 210 0,15 0,05 0,4 50,3 75,4 91,9 129,08 5 150 0,05 0,2 0,4 37,3 65,1 137,1 156,29 6 210 0,05 0,2 0,4 38,1 64,1 134,3 153,61 7 150 0,15 0,2 0,4 74,7 146,7 222,6 276,86 8 210 0,15 0,2 0,4 63,3 142.1 203,2 255,91 9 150 0,05 0,05 0,8 30,8 33P4 51,4 68,6
10 210 0,05 0,05 0,8 31,3 31,3 52,2 68,44 11 150 0,15 0,05 0,8 62.1 75,9 93,3 135,36 12 210 0,15 0,05 0,8 58,7 76,3 90,5 132.13 13 150 0,05 0,2 0,8 47,7 60,1 104,3 129,48 14 210 0,05 0,2 0,8 52,2 62,9 114,9 141,01 15 150 0,15 0,2 0,8 103,6 162,6 228,9 299,28 16 210 0,15 0,2 0,8 86,8 127,7 163,5 224,89 17 150 0,05 0,05 0,4 23,6 32,3 53,6 66,88 18 210 0,05 0,05 0,4 19,1 21,6 33,4 44,12 19 150 0,15 0,05 0,4 53,3 75,9 98,8 135,51 20 210 0,15 0,05 0,4 50,3 74,4 91,2 128 21 150 0,05 0,2 0,4 37,7 63,3 132,8 151,87 22 210 0,05 0,2 0,4 40 67,9 144,1 164,24 23 150 0,15 0,2 0,4 76,5 147 219,9 275,35 24 210 0,15 0,2 0,4 68,2 131,6 195,2 245,1 25 150 0,05 0,05 0,8 30,3 33,8 57,5 73,26 26 210 0,05 0,05 0,8 31,2 27,7 46,7 62,62 27 150 0,15 0,05 0,8 56,7 76,3 86,3 128,39 28 210 0,15 0,05 0,8 59,8 70,1 93,9 131,56 29 150 0,05 0,2 0,8 44,2 62,9 104,4 129,65 30 210 0,05 0,2 0,8 49,2 62,9 111,3 136,98 31 150 0,15 0,2 0,8 102,9 160,4 243,9 309,52 32 210 0,15 0,2 0,8 92,9 143,2 176,8 245,75
3. Experimental results
The Table 1 indicates the obtained values for the cutting forces measurements.
It was adopted, for the experiment analysis, a complete factorial planning of four factors and two levels without replication, in a total of 32 measurements for the penetration cutting force and for the resulting cutting force, for the fact of being the first, the portion that more contributes to the development of the residual stresses in the piece during the machining, and for the second as a form to involve the three cutting force measurements, since it could have some influence from the other cutting forces in the residual stresses generation.
It can be observed at the Fig. 2 and 3 (the effects on the penetration cutting forces and resultant cutting forces), that the significant effects are the same ones, that is, the feed rate and the cutting depth, what allowed continuing with the research only using the cutting penetration force.
Fig. 2. Main effects plot for the penetration cutting force
Fig. 3. Main effects plot for the resultant cutting force The Table 2 shows residual stresses values at a
circumferential direction on the machined parts, tested according to the methodology early described [25]. It is observed that in all of the measurements, the residual stresses are compressive. The measurements before machining has resulted in tensile residual stresses levels of: +76, +95 and +50 MPa.
Table 2. Residual stresses measurements
Test cs [m/min]
f [mm/v]
P [mm]
radius [mm]
Fz [N]
Residual stresses [MPa]
1 150 0,05 0.05 0,4 57 -947 2 210 0.05 0.05 0.4 31 -586 3 150 0,15 0.05 0.4 95 -862 4 210 0.15 0.05 0.4 92 -990 5 150 0.05 0,2 0.4 135 -479 6 210 0.05 0,2 0.4 139 -295 7 150 0,15 0.2 0.4 221 -811 8 210 0.15 0.2 0.4 199 -977 9 150 0.05 0.05 0.8 54 -631
10 210 0.05 0.05 0.8 49 -443 11 150 0.15 0.05 0.8 90 -875 12 210 0,15 0.05 0.8 92 -901 13 150 0.05 0.2 0.8 104 -421 14 210 0.05 0.2 0.8 113 -363 15 150 0.15 0.2 0.8 235 -718 16 210 0,15 0.2 0.8 170 -529
The Fig. 4 shows the main effects plot for residual stresses.
The main effects are the same as the showed on the cutting force analysis that means: the feed rate and the cutting depth. So, it is possible to correlate the residual stresses with these parameters.
Fig. 4. Main effects plot for the residual stresses The metallographic analysis made on the 32 work pieces, with
objective of detecting the presence of the white layer at machine surface, showed that for these machined conditions the superheat and consequent re-quenched didn't happen here under these conditions. The microstructure of the metal practically didn't lose hardness, staying as tempered martensite with primary carbides dispersed into the whole metal. The Fig. 5 shows an example.
(a) 200 X (b) 400 X
Fig. 5. Machined surface: transversal section microstructure
4. Analysis of the results
The factorial analyses relatively to the cutting forces, showed similarity results for the penetration force (Fz) and to resultant of the cutting forces (Res), with the variances, and in relation to the most significant factors of influence in the process.
As the non significant effects are zero or aleatory distributed around the zero, the respective normal pareto graph indicate that, for an confidenc level of 95% (± 1.96 . ), the feed rate, cutting depth and it’s interaction are the most significant factors, for the penetration cutting and for the resultant force.
The penetration force (Fz) can be adopted as the cutting force component that is possibly correlated with the residual stresses. The cutting speed and the tool nose radius do not have influence on the penetration force. By other side, an increase in the feed rate and in the penetration force, increase the mean values of the penetration forces.
The increase on the feed rate induces a larger volume of the cut material in a same unit of time, besides establishing a dynamic effect on the cutting forces. In the same way the increase on the
4.Analysisoftheresults

Occasional paper354
Journal of Achievements in Materials and Manufacturing Engineering
G.F. Batalha, S. Delijaicov, J.B. Aguiar, E.C. Bordinassi, M. Stipkovic Filho
Volume 24 Issue 1 September 2007
cutting depth make a larger volume of the removed material. These facts explain the most significance of these factors under the penetration force.
The factorial analysis also indicates that the cutting speed do not affect the other factors with relationship to the influence on the penetration force. In the same way it happens with the tool nose radius. On the other hand, it is noticed that the interaction between feed rate and cutting depth has some influence in the penetration force.
Based on the experimental values and the respective factorial analysis, an empirical model was proposed to describe the dependence of the penetration force (Fz) with the feed rate (f), and the cutting depth (p), at a confidence level of 90 % on the identification of the significant factors of the process.
Being considered the estimate coefficients for the penetration force (Fz) obtained in the factorial planning, a multiple regression of this force can be predicted through Eq. 1: Fz = 6.96 + 317.35 . f + 375.73 . p + 2515.42 . f . p (1)
Another model that can be proposed, in agreement with the trend line of current researches, could be a power law, such as the pattern of Eq. 2. Fz = x. a y + z. p w (2) Where x, y, z and w are constants.
Through mathematical software the previous equations can bee optimized increasing this reliability. The Eq. 3 shows the one that presents smaller deviation in relation to the experimental values, between the all analyzed equations: Fz = - 12.37 . f - 0,75 + 434 . p - 0,35 (3) The Fig. 6 shows the graphs of the Eq. 3.
Fig. 6. Penetration force as function of feed rate and cutting depth
The factorial analysis for the residual stresses revealed that, the most significant factors of the experiment are the feed rate (f) and the cutting depth (p), as can be observe in the Fig. 4, and that to have high compression residual stresses is demanded to machining with low values of cutting depths, high feed rate values and low values for the tool nose radius.
Based on the experimental values and in the respective factorial analysis, the Eq. (4) shows the dependence of the residual stresses with the feed rate (f) and the cutting depth (p), a
confidence level of 90 % in the identification of the significant factors of the process.
= - 630.54 – 2172.50 . a + 2128.33 . p + 7600 . a . p (4)
Another model that it can be proposed, in agreement with the tendency of the current researches, is the potential model according with Eq. 5.
= 2156.5 . a 0.7 + 47.4 . p – 0.7 (5)
Using the Eq. 1 and 4 for the feed rate and cutting depth factors and calculating the relation the residual stresses and the penetration cutting, is possible to obtain the graphs illustrated on the Fig. 7.
Fig. 7. Relation between the residual stresses and the penetration force as function of the feed rate and cutting depth
Applying the ratio (Residual Stress/Penetration Force) to the factorial analysis for two factors (feed rate (mm/rev) and cutting depth (mm) under two levels of the experiment, it’s possible to identify a linear empirical model for this relationship; Applying the estimated coefficients, resulted in the Eq. 6:
res = 20.56 – 57.77 . f - 87.77 . p + 31.33 . f . p (6) The Fig. 8 shows the graph for the Eq. 6.
Fig. 8. Relationship between the residual stresses and the penetration force
The Eq. 3 and 5 were treated in terms of level curves and
represented by the Fig. 9, 10 and 11.
Fig. 9. Level curve for the variation of the penetration force with the feed rate and the cutting depth.
Fig. 10. Level curve for the variation of the residual stresses with the feed rate and the cutting depth.
Fig. 11. Level curve for the correlation between the residual tensions and the penetration forces.
5. Conclusions
The measured values of the penetration force were always the largest between the cutting forces, and the feed rate and cutting depth were the most significant factors under the penetration force.
The penetration force grows with the increase of the feed rate and the cutting depth.
To resultant cutting forces behaves in the same way that by penetration force, with relationship to the feed rate and cutting depth parameters.
It was not possible to find structural transformations on the current phases and consequent “white layers” formation in the domain of the experiments of this work.
The relationship between the feed rate and cutting depth with the penetration force could be described through linear and potential equations.
The feed rate and cutting depth were the most significant factors on the circunferentials residual stresses introduced in the surface of the bodies tests.
The residual stresses were of compression in all the bodies test measurements, in the domain of the experiments of this work.
The residual stresses are so much more compressive as larger the feed rate and the and smaller the cutting depths parameters.
The obtained experimental results allowed the proposition of equations of the linear and potential type.
A correlation between the residual stress and the penetration force was established. Acknowledgements
The authors would like to thanks the FAG Bearings-Brazil. References [1] Y. Matsumoto, M. M. Barash, C. R. Liu, Effect of hardness on
the surface integrity of AISI 4340 steel. Transactions of the ASME - Journal of Engineering for Industry 108 (1986) 169-175.
[2] J.D. Thiele, S.N. Melkote, R.A. Pascoe, T.R. Walkins, Effect of cutting-edge geometry and workpiece hardness on surface residual stresses in finish hard turning of AISI 52100 steel. Transactions of the ASME – Journal of Manufacturing Science and Engineering 122/4 (2000) 642-649.
[3] B.J. Grifiths, Manufacturing Surface Technology – Surface Integrity & Functional Performance, Prenton Press – Kogan Page Ltd., London, UK, 2001, 152-89.
[4] B.J. Grifiths, Mechanisms of white layer generation with reference to machining Processes and Deformation Processes, Trans. ASME - Journal Tribology 109/3, (1987) 525-39.
[5] C.R. Liu, M.M. Barash, The mechanical state of the sublayer or a surface generated by chip-removal process. Trans. of the ASME – Journal of Engineering for Industry 98/4 (1976) 1202-8.
[6] W. Konig, R. Komanduri, H.K. Tönshoff, G. Ackershott, Machining of hard materials, Ann. CIRP 33/2 (1984) 417-27.
[7] H.K. Tönshoff, C. Arendt, R. Ben Amor, Cutting of hardened steel, Ann. CIRP 49/2 (2000) 547-566.
[8] H. K. Tönshoff, H.G. Wobker, D. Brandt, Hard turning -influence on the workpiece properties, Transactions of the NAMRI/SME 23 (1995) 215–20.
[9] M.A. Fleming, C. Sweeney, T.J. Valentine, R. Simpkin. PCBN hard turning and workpiece surface integrity, Industrial Diamond Review 4/98 (1998) 128–33.

355
Manufacturing and processing
Residual stresses modelling in hard turning and its correlation with the cutting forces
cutting depth make a larger volume of the removed material. These facts explain the most significance of these factors under the penetration force.
The factorial analysis also indicates that the cutting speed do not affect the other factors with relationship to the influence on the penetration force. In the same way it happens with the tool nose radius. On the other hand, it is noticed that the interaction between feed rate and cutting depth has some influence in the penetration force.
Based on the experimental values and the respective factorial analysis, an empirical model was proposed to describe the dependence of the penetration force (Fz) with the feed rate (f), and the cutting depth (p), at a confidence level of 90 % on the identification of the significant factors of the process.
Being considered the estimate coefficients for the penetration force (Fz) obtained in the factorial planning, a multiple regression of this force can be predicted through Eq. 1: Fz = 6.96 + 317.35 . f + 375.73 . p + 2515.42 . f . p (1)
Another model that can be proposed, in agreement with the trend line of current researches, could be a power law, such as the pattern of Eq. 2. Fz = x. a y + z. p w (2) Where x, y, z and w are constants.
Through mathematical software the previous equations can bee optimized increasing this reliability. The Eq. 3 shows the one that presents smaller deviation in relation to the experimental values, between the all analyzed equations: Fz = - 12.37 . f - 0,75 + 434 . p - 0,35 (3) The Fig. 6 shows the graphs of the Eq. 3.
Fig. 6. Penetration force as function of feed rate and cutting depth
The factorial analysis for the residual stresses revealed that, the most significant factors of the experiment are the feed rate (f) and the cutting depth (p), as can be observe in the Fig. 4, and that to have high compression residual stresses is demanded to machining with low values of cutting depths, high feed rate values and low values for the tool nose radius.
Based on the experimental values and in the respective factorial analysis, the Eq. (4) shows the dependence of the residual stresses with the feed rate (f) and the cutting depth (p), a
confidence level of 90 % in the identification of the significant factors of the process.
= - 630.54 – 2172.50 . a + 2128.33 . p + 7600 . a . p (4)
Another model that it can be proposed, in agreement with the tendency of the current researches, is the potential model according with Eq. 5.
= 2156.5 . a 0.7 + 47.4 . p – 0.7 (5)
Using the Eq. 1 and 4 for the feed rate and cutting depth factors and calculating the relation the residual stresses and the penetration cutting, is possible to obtain the graphs illustrated on the Fig. 7.
Fig. 7. Relation between the residual stresses and the penetration force as function of the feed rate and cutting depth
Applying the ratio (Residual Stress/Penetration Force) to the factorial analysis for two factors (feed rate (mm/rev) and cutting depth (mm) under two levels of the experiment, it’s possible to identify a linear empirical model for this relationship; Applying the estimated coefficients, resulted in the Eq. 6:
res = 20.56 – 57.77 . f - 87.77 . p + 31.33 . f . p (6) The Fig. 8 shows the graph for the Eq. 6.
Fig. 8. Relationship between the residual stresses and the penetration force
The Eq. 3 and 5 were treated in terms of level curves and
represented by the Fig. 9, 10 and 11.
Fig. 9. Level curve for the variation of the penetration force with the feed rate and the cutting depth.
Fig. 10. Level curve for the variation of the residual stresses with the feed rate and the cutting depth.
Fig. 11. Level curve for the correlation between the residual tensions and the penetration forces.
5. Conclusions
The measured values of the penetration force were always the largest between the cutting forces, and the feed rate and cutting depth were the most significant factors under the penetration force.
The penetration force grows with the increase of the feed rate and the cutting depth.
To resultant cutting forces behaves in the same way that by penetration force, with relationship to the feed rate and cutting depth parameters.
It was not possible to find structural transformations on the current phases and consequent “white layers” formation in the domain of the experiments of this work.
The relationship between the feed rate and cutting depth with the penetration force could be described through linear and potential equations.
The feed rate and cutting depth were the most significant factors on the circunferentials residual stresses introduced in the surface of the bodies tests.
The residual stresses were of compression in all the bodies test measurements, in the domain of the experiments of this work.
The residual stresses are so much more compressive as larger the feed rate and the and smaller the cutting depths parameters.
The obtained experimental results allowed the proposition of equations of the linear and potential type.
A correlation between the residual stress and the penetration force was established. Acknowledgements
The authors would like to thanks the FAG Bearings-Brazil. References [1] Y. Matsumoto, M. M. Barash, C. R. Liu, Effect of hardness on
the surface integrity of AISI 4340 steel. Transactions of the ASME - Journal of Engineering for Industry 108 (1986) 169-175.
[2] J.D. Thiele, S.N. Melkote, R.A. Pascoe, T.R. Walkins, Effect of cutting-edge geometry and workpiece hardness on surface residual stresses in finish hard turning of AISI 52100 steel. Transactions of the ASME – Journal of Manufacturing Science and Engineering 122/4 (2000) 642-649.
[3] B.J. Grifiths, Manufacturing Surface Technology – Surface Integrity & Functional Performance, Prenton Press – Kogan Page Ltd., London, UK, 2001, 152-89.
[4] B.J. Grifiths, Mechanisms of white layer generation with reference to machining Processes and Deformation Processes, Trans. ASME - Journal Tribology 109/3, (1987) 525-39.
[5] C.R. Liu, M.M. Barash, The mechanical state of the sublayer or a surface generated by chip-removal process. Trans. of the ASME – Journal of Engineering for Industry 98/4 (1976) 1202-8.
[6] W. Konig, R. Komanduri, H.K. Tönshoff, G. Ackershott, Machining of hard materials, Ann. CIRP 33/2 (1984) 417-27.
[7] H.K. Tönshoff, C. Arendt, R. Ben Amor, Cutting of hardened steel, Ann. CIRP 49/2 (2000) 547-566.
[8] H. K. Tönshoff, H.G. Wobker, D. Brandt, Hard turning -influence on the workpiece properties, Transactions of the NAMRI/SME 23 (1995) 215–20.
[9] M.A. Fleming, C. Sweeney, T.J. Valentine, R. Simpkin. PCBN hard turning and workpiece surface integrity, Industrial Diamond Review 4/98 (1998) 128–33.
5.conclusions
Acknowledgements
references

Occasional paper356
Journal of Achievements in Materials and Manufacturing Engineering
G.F. Batalha, S. Delijaicov, J.B. Aguiar, E.C. Bordinassi, M. Stipkovic Filho
Volume 24 Issue 1 September 2007
[10] A.M. Abrao, D.K. Aspinwall, M.L. Wise, Tool Life and Workpiece Surface Integrity Evaluations when Machining Hardened AISI H13 and AISI E52100 Steels with Conventional Ceramic and PCBN Tool Materials, Proceedings of NAMRC XXIII Conference, Houghton, Michingan, USA, 1995, SME Technical Paper MR95-159.
[11] A.M. Abrao, et al., The tool wear, the cutting forces and temperature in the machining of roaling hardened steel, Máquinas e Metais 364 (1996) 84-97 (In Portuguese).
[12] A.M. Abrao, D. Aspinwall, The surface integrity of turned and ground hardened bearing steel, Wear 196 (1996) 279-84.
[13] Y.K. Chou, Ch.J. Evans, M.M. Barash, Experimental investigation on CBN turning of hardened AISI 52100 steel, Journal of Materials Processing Technology 124 (2002) 274-83.
[14] F. Klocke, E. Brinksmeier, K. Weinert, Capability profile of hard cutting and grinding processes, Ann. CIRP 54/2 (2005) 557-80.
[15] G. S. Galoppi, M. Stipkovic Filho, G. F. Batalha, Hard turning of tempered DIN 100Cr6 steel with coated and no coated CBN inserts, Journal of Materials Processing Technology 179/1-3(2006) 146-53.
[16] T. Özel, Modeling of hard part preparation for CBN effect of inserts edge preparation for CBN cutting tools, Journal of Materials Processing Technology 141/2 (2003) 284–93.
[17] D. Ulutan, B.E. Alaca, I. Lazoglu, Analytical modelling of residual stresses in machining, Journal of Materials Processing Technology183 (2007) 77-87.
[18] J. Hua, D. Umbrello, R. Shivpuri, Investigation of cutting conditions and cutting edge preparations for enhanced compressive subsurface residual stress in the hard turning of bearing steel, Journal of Materials Processing Technology 171 (2006) 180-187.
[19] S. Dolinsek, S. Ekinovic, J. Kopac, A contribution to the understanding of chip formation mechanism in high speed cutting of hardened steel, Journal of Materials Processing Technology 157-158 (2004) 485-490.
[20] W. Grzesik, J. Rech, T. Wanat, Surface integrity of hardened steel parts in hybrid machining operations, Journal of Achievements in Materials and Manufacturing Engineering 18 (2006) 367-70.
[21] J. Kopac, A. Stoic, M. Lucic, Dynamic instability of the hard turning process, Journal of Achievements in Materials and Manufacturing Engineering 18 (2006) 373-76.
[22] F. Gunnberg, M. Escursell, M. Jacobson, The influence of cutting parameters on residual stresses and surface topography during hard turning of 18MnCr5 case carburized steel, Journal of Materials Processing Technology 174 (2006) 82-90.
[23] W.J. Zong, T. Sun, D. Li, K. Cheng, Y.C. Liang, FEM optimization of tool geometry based on the machined near surface’s residual stresses generated in diamond turning, Journal of Materials Processing Technology 180 (2006) 271-78.
[24] H.K. Tönshoff, W. König, Machining of holes, developments in drilling technology, Ann. CIRP 43 (1994) 551-561.
[25] S. Delijaicov, Experimental modeling of residual stress in the turning process of the DIN 100Cr6 hardened steel and it’s correlations with the cutting forces, PhD Thesis, Escola Politecnica - USP, S. Paulo, Brazil, 176, 2004 (in Portuguese).
[26] E.C. Bordinassi, Superficial integrity analysis in a super duplex stainless steel after turning, PhD Thesis, Escola Politecnica - USP, S. Paulo, Brazil, 155, 2006 (in Portuguese).
[27] E.C. Bordinassi, M. Stipkovic Filho, G.F. Batalha, S. Delijaicov, N.B. de Lima, Superficial integrity analysis in a super duplex stainless steel after turning, Journal of Achievements in Materials and Manufacturing Engineering 18 (2006) 335-38.
[28] I. C. Noyan, J. B. Cohen, Residual Stress, measurement by diffraction and interpretation, Springer Verlag. New York, USA, 1987.
[29] G. E. Box, W. G. Hunter, J. S. Hunter, Statistics of experiments “an introduction to designs, data analysis and model building”, Wiley & Sons, New York, USA, 1978.









![Turning Back [updated 6.5.2015]](https://static.fdokumen.com/doc/165x107/6335f35102a8c1a4ec01fd86/turning-back-updated-652015.jpg)