Rabinovici Anghel Nibeleanu - Toleranta si ajustaje (vol.2)
163
Transcript of Rabinovici Anghel Nibeleanu - Toleranta si ajustaje (vol.2)

Lucrarea este o reeditare a ediţiei din 1971, îmbunătăţităsubstanţial. Sînt prezentate noţiunile generale despre toleranţeşi ajustaje, toleranţele şi ajustajele asamblărilor cilindricenetede, rulmenţilor, asamblărilor filetate, angrenajelor,asamblărilor cu pană şi cu caneluri. Sînt analizate de asemeneaproblemele legate de precizia suprafeţelor pieselor(macrogeometria, ondulaţia, rugozitatea suprafeţelor, precum şiinfluenţa formei şi gradului de rugozitate asupra deformăriiajustajelor).
Lucrarea cuprinde un capitol de „Lanţuri de dimen- siuni“, încadrul cărora sînt expuse metoda interschimbabilităţii totale şimetoda interschimbabilităţii parţiale.
Lucrarea se încheie cu un capitol referitor la metodaprescrierii toleranţelor pe baza teoriei probabilităţilor, pro-blemă de o deosebită actualitate.
Conţinutul lucrării este în întregime pus în concordanţă custandardele în vigoare, care corespund cu sistemul ISO detoleranţe şi ajustaje.
Lucrarea se adresează muncitorilor, maiştrilor şi tehni-cienilor din uzinele constructoare de maşini, precum şi elevilordin şcolile profesionale şi din liceele industriale.
Redactor: Ing. VICTORIA POPESCU Tehnoredactor: VALERIU MORĂRESCU Coperta: TEODOR BOGOI
Bun de tipar: 17.IV.1980. Coli de tipar: 8,5. C.Z. 621.753.

1
6. Tiparul executat sub com. nr. 521, la întreprindereaPoligrafică „Crişana“ Oradea, str. Moscovei, nr.5.TOLERANŢELE ANGRENAJELOR
Angrenajele sînt folosite în construcţia de maşinipentru transmiterea mişcării de rotaţie între doi arbori,raportul dintre vitezele lor unghiulare fiind constant. înfuncţie de forma roţilor şi aşezarea relativă a arborilor,angrenajele se împart în cilindrice (cu axe paralele),conice (cu axe concurente), melcate şi hiperbolice (cu axeîncrucişate). Ca o varietate a angrenajelor poate ficonsiderată şi transmisia cu cremalieră.
După forma dinţilor roţile dinţate se împart în roţi cudinţi drepţi, înclinaţi, în V şi curbi.
Varietatea de angrenaje care se fabrică în prezent sepoate grupa în 3 grupe şi anume:
— de divizare;— de viteză şi— de forţă.Angrenajele de divizare sînt utilizate acolo unde se
cereo precizie cinematică ridicată şi anume o concordanţă per-fectă dintre unghiurile de rotaţie ale arboreluiconducător şi a celui condus, ca de exemplu la aparatelede măsurat, la angrenajele de divizare la maşini unelte,la angrenajele maşinilor de divizat etc. în cele mai multecazuri roţile la aceste angrenaje sînt realizate cu modulemici şi dinţi cu lungime mică, ele lucrînd la sarcini şiviteze mici. în cazul transmisiilor reversibile estenecesar să se asigure un joc minim între flancuri.
Angrenajele de viteză sînt utilizate la reductoare deturbine, la turbine de aviaţie şi alte maşini. Elelucrează la viteze periferice mari, pînă la 120 m/s şi maimult şi transmit puteri mari depăşind chiar 40 000 kW.Pentru aceste angrenaje este necesară o funcţionare lină,fără vibraţii şi fără zgomot, respectiv menţinerea
2
constantă a raportului de transmitere. Mai este necesar săse asigure un contact între flancurile dinţilor conjugaţi,precum şi un anumit joc dintre flancuri. Modulele sînt îngeneral mici iar lungimea dinţilor (lăţimea roţilor) estemare.
Angrenajele de forţă sînt utilizate în cazul unorviteze periferice relativ mici, însă al unor puteri maride transmitere de la un arbore la celălalt. Roţiledinţate folosite în astfel de cazuri sînt executate cu unmodul mare şi cu o lungime mare a dinţilor. Ca exemplupot servi reductoarele la laminoare, mecanismele deridicat şi transportat şi altele. In astfel de cazuriatenţia de bază va fi îndreptată asupra asigurării unuibun contact în lungul flancului dinţilor.
în condiţiile reale de funcţionare, procesul deangrenare are anumite abateri faţă de condiţiile ideale.Aceste abateri sînt provocate atît de erorile defabricaţie ale roţilor dinţate, cît şi ale celorlalteelemente ale angrenajului: arbori, lagăre etc. precum şide erorile de montaj.
Precizia roţilor dinţate reprezintă unul din factoriicei mai importanţi pentru atingerea limitelor de vitezăşi de încărcare maximă la mecanisme, agregate şi maşini.
în continuare se vor analiza toleranţele roţilordinţate care formează angrenaje cilindrice, conice,melcate şi a celor cit cremalieră.
Atît termenii, simbolurile şi notaţiile pentruerorile, abaterile şi toleranţele roţilor dinţate, cît şivalorile toleranţelor sînt stabilite prin următoarelestandarde:
STAS 6273-60 „Angrenaje cilindrice. Tolerante".STAS 6460-61 „Angrenaje conice. Toleranţe".STAS 6461-61 „Angrenaje melcate. Toleranţe" şi STAS
7395-66 „Angrenaje cu cremalieră. Toleranţe". Standardelestabilesc pentru fiecare din aceste angrenaje cîte 12clase de precizie notate cu cifrele 1 pînă la 12 în ordi-nea descrescîndă a preciziei. Pentru fiecare tip deangrenaj se indică valori pentru acele clase de preciziecare se pot executa cu tehnologia actuală.

Erorile elementelor roţilor dinţate au o influenţă complexă asupra comportării acestora în angrenaj. Standardele stabilesc „Criterii de precizie" pentru angrenaje, fiecare din aceste criterii de precizie fiind caracterizat prin diferite abateri ale elementelor.Conul more

4
X -p°,
Fig. 6.2. Erorile melcilor şi angrenajelor melcate.

5
în tabelul 6.1 sînt reproduse, după STAS 6273-60,definiţiile abaterilor elementelor roţilor dinţate şiangrenajelor cilindrice. ^
Definiţiile abaterilor roţilor dinţate şi angrenajelorconice, melcate şi cu cremalieră sînt similare cu celepentru angrenajele cilindrice.
în fig. 6.1—6.3 sînt arătate principalele erori aleacestor tipuri de angrenaje.
Abaterile elementelor roţilor dinţate carecaracterizează criteriile de precizie au fost denumite„indici de precizie".
Conform prevederilor standardelor, pe desenele roţilordinţate se indică numai clasa de precizie a criteriuluirespectiv, ceea ce defineşte precizia roţii dinţate.Executantul, în funcţie de mijloacele de control de caredispune, va alege pentru fiecare criteriu, indicii deprecizie pe care poate să-i verifice.
b
Fig. 6.3. Erorile angrenajelor cu cremalieră.
dc
Q
6
6.1. ANGRENAJE CILINDRICE
Pentru angrenajele cilindrice sînt stabiliteurmătoarele trei criterii:
— criteriul de precizie cinematică a roţii;— criteriul de funcţionare lină în angrenaj.— criteriul de contact între dinţi.Criteriul de precizie cinematică stabileşte pentru
roata ce se verifică eroarea maximă totală a unghiului derotire în limita unei rotaţii complete a roţii, precum şierorile elementelor danturii care determină această eroaretotală.
Criteriul de precizie cinematică a roţii poate fidefinit printr-unul din următorii indici de bază: a —
Eroarea cinematică (Ecn) sau;b — Eroarea cumulată de pas (Ecp)
sau printr-unul din următoarele complexe de indici de pre-cizie:
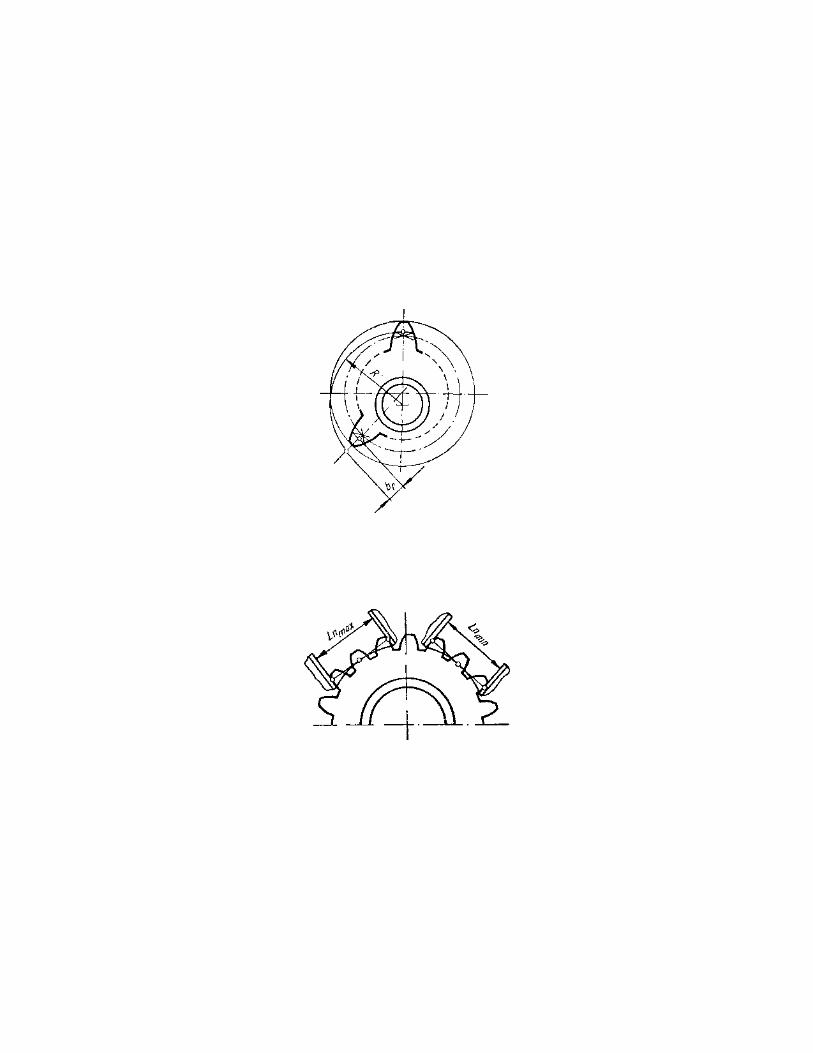
c — Bătaia radială (br ) si variaţia lungimii pestedinţi (VLn);
d — Bătaia radială (br) şi eroarea de rostogolire(Erg);
e — Variaţia distanţei de măsurat dintreaxe (V Am) şivariaţia lungimii peste dinţi (VLn);
f — Variaţia distanţei de măsurat dintre axe (VAm) şieroarea de rostogolire ( Erg) ;
g — Bătaia radială (br ) — numai pentru roţi din claselede precizie 7, 8 şi 9 cu diametre de divizare peste 2 000mm şi la clasele de precizie 10 şi 11 la orice diametru dedivizare.
Criteriul de funcţionare lină în agrenaj stabileştevalorile componentelor erorii totale a unghiului derotire, care se repetă de mai multe ori în timpul uneirotaţii, precum şi elementele danturii ale căror eroridetermină aceste componente ciclice.
El poate fi definit printr-unul din următorii indici debază: a — Eroarea ciclică ( Ec l ) saub — Variaţia pasului (Vp) — (se socoteşte indice de
bază numai pentru roţi dinţate late cu dinţi înclinaţi sauîn V) sau printr-unul din următoarele complexe de indici

7
de precizie:

Tabelul 6.1
c — Abaterea pasului de bază (Apb) şi eroarea formei profilului (Efp);Definiţiile abaterilor elementelor roţilor dinţate şi angrenajelor cilindrice
Definiţie
Eroarea maximă a unghiului de rotire a roţii dinţate, în limitele uneirotaţii complete, ).n cazul angrenării cu roata de masuraie (etalo ) pe unsingur flanc, la distanţa nominala dintreaxe
.
Diferenţa maximă dintre valorile efective aleunui număr oarecare de paşi şi valoarea teoretică a aceluiaşi număr de paşi Ecp
Eroareacumulatăde pas
Eroareacinematică
Schiţă
Termen

2
Termen Definiţie
Bătaia Diferenţa maximă dintre distanţele coardelor
radială constante ale dinţilor (sau ale golurilor dintredinţi) la axa de rotire a roţii
Variaţia Diferenţa dintre valoarea maximă şi minimă a
lungimii lungimii (cotei) peste dinţi la aceeaşi roată(cotei) pestedinţi

Termen Definiţie
Eroarea derostogolire
Partea componentă a erorii cinematice care re-zultă din aceasta scăzînd:— la roţile cu dinţi drepţi, bătaia radială
şi abaterea pasului de bază;— la roţile cu dinţi înclinaţi, bătaia radială
Distanţa nominalăde măsurat dintreaxe
Distanţa dintre axele de rotire ale celor douăroţi la angrenarea fără joc a roţii de măsurare(etalon) cu roata ce se verifică, care are odeplasare suplimentară minimă, x s mi„ a pro-filului de referinţă
Variaţiadistanţei demăsurat dintreaxe
Diferenţa dintre valoarea maximă şi minimă adistanţei de măsurat dintre axele roţii de mă-surare (etalon) şi roţii care se verifică, laangrenarea fără joc dintre roţi şi la o rotirecompletă a roţii care se verifică, respectiv larotirea ei cu un dinte.
Eroareaciclică
Componentă a erorii cinematice a roţii dinţate,care se repetă periodic de mai multe ori la orotaţie completă a roţii

5
Tabelul 6.1 (continuare)
Termen Definiţie

6
Variaţia Diferenţa dintre doi paşi oarecare, măsuraţi pearcul de cerc dintre două flancuri omologe suc-cesive
pasului
Abaterea Diferenţa dintre distanţele, efectivă şinominală,
pasului de dintre două drepte paralele tangente la douăbază flancuri omologe succesive.
Eroarea Distanţa măsurată pe normala dintre două pro-
formei file teoretice în evolventă a dintelui roţii,careprofilului conturează profilul efectiv în limitele
profilului utilizabil

7
Tabelul 6.1 (continuare)

8
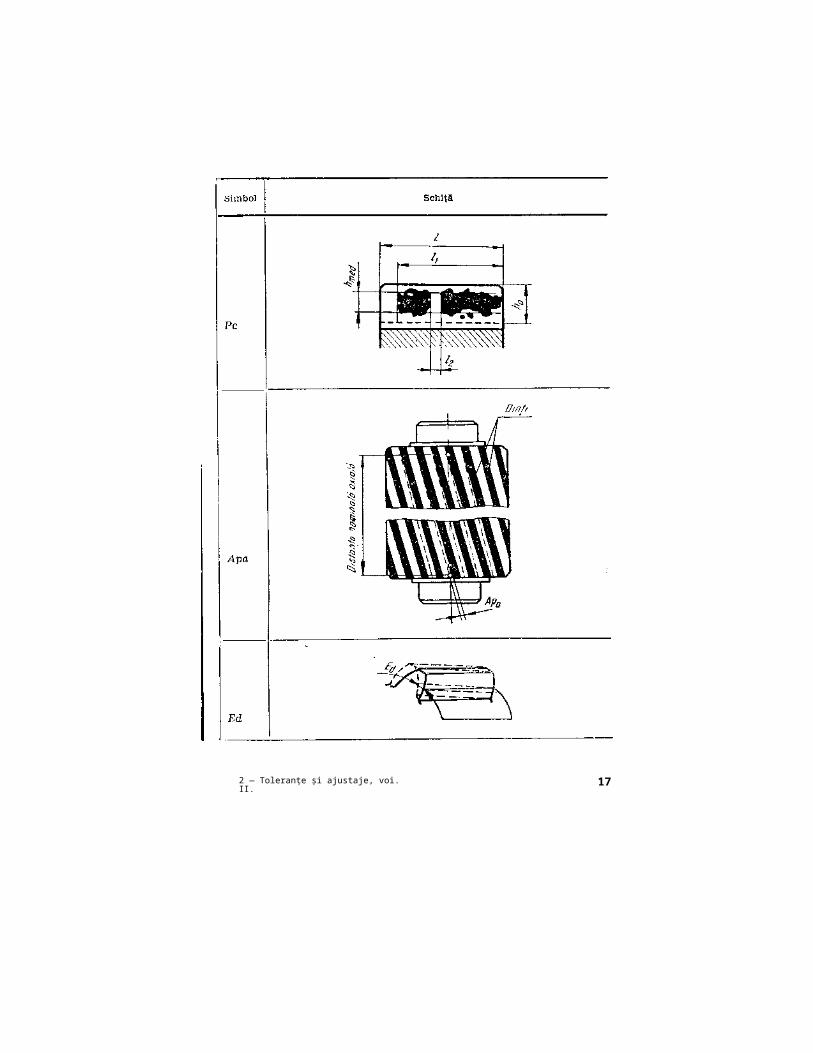
Pata de contact(suprafaţa decontact)
Suprafaţa efectivă de contact a flanculuidinte-; lui pe care se află urmele de contact cuflancu-i rile dinţilor roţii conjugate, laangrenarea în [ condiţiile de funcţionare şi larotirea cu frînare uşoară ;
Abaterea paşiloraxiali
Diferenţa dintre distanţa efectivă şi nominală,între două suprafeţe omologe ale dinţilor, peaceeaşi generatoare a cilindrului, avînd ca:
axă, axa de rotire a roţii şi care trece aproxi-mativ pe la jumătatea înălţimii dinţilor.Abaterea pentru care se prescriu valori limită!se măsoară pe normala la elicea efectivă alflancului. !
Eroareadirecţieidintelui
Arcul de cerc dintre două drepte (sau două eli-’ce) ale direcţiei efective şi nominale aledintelui, care se găsesc pe cilindrul care treceaproximativ pe la jumătatea înălţimii dinteluişi; care delimitează direcţia efectivă adintelui pe întreaga lungime a acestuia
16
Tabelul 6.1 (continuare)
172 — Toleranţe şi ajustaje, voi.II.

10
Termen Definiţie
Neparalelismul proiecţiilor axelor derotaţie ale roţilor pe planul lor teoreticcomun.Neparalelismul proiecţiilor axelor derotaţie ale roţilor pe un plan perpendicularpe planul teoretic.
Erorile de laparalelismulaxelor
Eroareadirecţieilinieidecontact

Tabelul 6.1 (continuare)
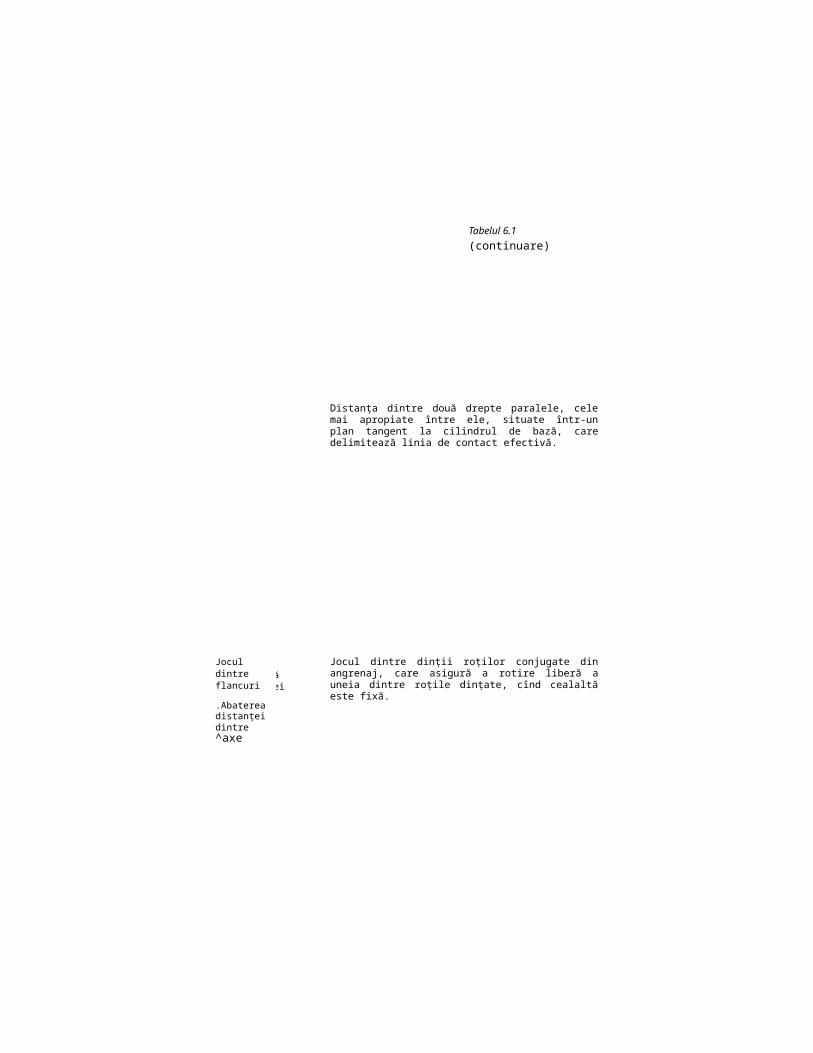
Distanţa măsurată pe normala dintre două drepte paralele cu linia
de contact nominală, situate într-un plan tangent la cilindrul de
bază şi care delimitează linia de contact efectivă.
192*

Termen Definiţie
.12
Tabelul 6.1 (continuare)
Distanţa dintre două drepte paralele, celemai apropiate între ele, situate într-unplan tangent la cilindrul de bază, caredelimitează linia de contact efectivă.
Jocul dintre dinţii roţilor conjugate dinangrenaj, care asigură a rotire liberă auneia dintre roţile dinţate, cînd cealaltăeste fixă.
Eroarearectilinităţii linieide contact
Joculdintreflancuri
.Abatereadistanţeidintre^axe

Diferenţa dintre distanţele dintre axele efectivă şi
nominală, în planul median al angrenajului.


Termen Definiţie
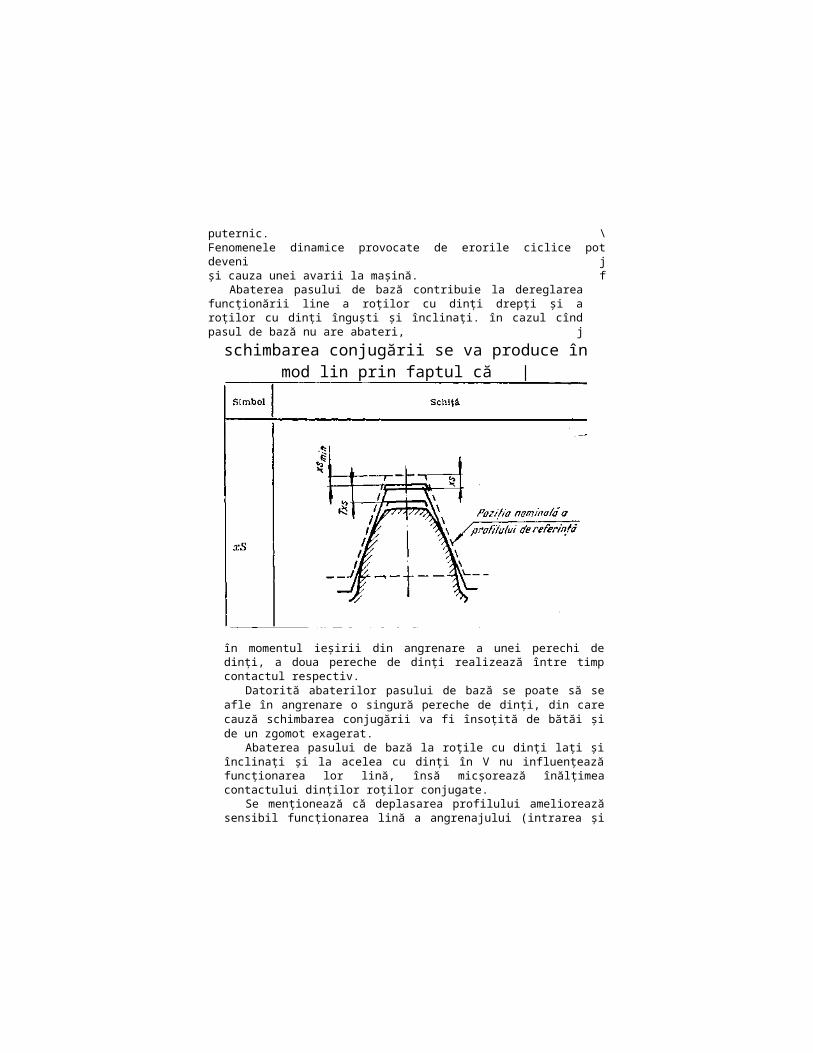
Poziţia Poziţia convenţională a profilului de referinţă
nominală faţă de axa roţii, angrenarea făcîndu-se fărăa profilului joc cu roata conjugată avînd poziţia nominalăde referinţă a profilului de referinţă şi la distanţa
nominalădintre axe.Deplasarea Deplasarea negativă a profilului de referinţă
dinsuplimentară poziţia nominală.a profilului Prin aceasta se micşorează grosimea dintelui şi(pentru se realizează jocul dintre flancuri.asigurareajocului)
d — Variaţia distanţei de măsurat dintre axe larotirea roţii cu un dinte (VAm x);
e — Abaterea pasului de bază (Apb) si variaţiapasului !
(Vp);f — Variaţia pasului (Vp) numai pentru roţi din clasele
! de precizie 10 şi 11.Se vor arăta în continuare unele efecte pe care erorile
arătate le au asupra angrenajelor. fîn cazul angrenajelor de încărcare şi de viteză mare,ca i
de exemplu la reductoarele pentru turbine, erorile cicliceI
provoacă întreruperea contactului la dinţii conjugaţi şidau |naştere la impulsuri repetate care provoacă oscilaţiitorsio- |nale la elementele transmisiei, oscilaţii transversale laarbori |şi vibraţii la întregul agregat. Aceste fenomene dinamice fdatorate erorilor ciclice sînt însoţite de un zgomot
puternic. \Fenomenele dinamice provocate de erorile ciclice potdeveni jşi cauza unei avarii la maşină. f
Abaterea pasului de bază contribuie la dereglareafuncţionării line a roţilor cu dinţi drepţi şi aroţilor cu dinţi înguşti şi înclinaţi. în cazul cîndpasul de bază nu are abateri, j
în momentul ieşirii din angrenare a unei perechi dedinţi, a doua pereche de dinţi realizează între timpcontactul respectiv.
Datorită abaterilor pasului de bază se poate să seafle în angrenare o singură pereche de dinţi, din carecauză schimbarea conjugării va fi însoţită de bătăi şide un zgomot exagerat.
Abaterea pasului de bază la roţile cu dinţi laţi şiînclinaţi şi la acelea cu dinţi în V nu influenţeazăfuncţionarea lor lină, însă micşorează înălţimeacontactului dinţilor roţilor conjugate.
Se menţionează că deplasarea profilului amelioreazăsensibil funcţionarea lină a angrenajului (intrarea şi
schimbarea conjugării se va produce înmod lin prin faptul că |

ieşirea în cursul angrenării dinţilor făcîndu-se mailin).
Prezenţa deplasărilor contribuie de asemenea laformarea unei pene de ulei între dinţi în cursul angx-enării, ceea ce, împreună cu deformarea elastică adinţilor, micşorează acceleraţia relativă a dinţilor,încărcările lor dinamice şi zgomotul angrenajului.
Criteriul de contact al dinţilor stabileşte precizia flancurilor dinţilor prin raportul minim în procente dintredimensiu-nile petei de contact şi dimensiunile suprafeţeiutilizate a flancurilor, precum şi elementele danturii şiangrenajului ale căror erori determină forma şi mărimeapetei de contact. El poate fi definit prin indicele debază „pata de contact" (Pc) sau printr-unul dinurmătoarele complexe de indici de precizie:
a. Abaterea paşilor axiali (Apa) şi eroarea direcţieiliniei de contact ( E le ) — pentru roti late cu dinţiînclinaţi sau în V.
Un contact neuniform la dinţi conjugaţi provoacă con-centrarea eforturilor pe o suprafaţă mică a dinţilor şidistribuirea neuniformă a ungerii avînd ca rezultat uzuraneuniformă a dinţilor. Este de notat că pata de contact lao transmisie montată, caracterizează concomitent nu numaiprecizia fiecărei roţi conjugate în parte ci şi preciziamontajului în totalitatea lui.
b. Eroarea direcţiei dintelui ( Ed) — pentru roţi cudinţi drepţi şi pentru roţi înguste cu dinţi înclinaţi.
Pentru asigurarea unei bune angrenări se prescrie deasemenea jocul dintre flancurile dinţilor.
Indicii de precizie care asigură jocul minim dintreflancuri sînt:
a) deplasarea suplimentară a profilului (xs) saub) abaterea limită a distanţei dc măsurat dintre axe
(AAm) .Se admite combinarea criteriilor de precizie
cinematică, de funcţionare lină şi de contact a dinţiloravînd indicii din clase de precizie diferite. Aceasta seexplică prin faptul că erorile diferiţilor indiciinfluenţează precizia roţilor cu dinţi drepţi şi a celorcu dinţi înclinaţi în diferite feluri. Astfel de exemplu,abaterile limită ale pasului de bază Ap b influenţează

funcţionarea lină la roţile cu dinţi drepţi şi nu influ-enţează funcţionarea roţilor cu dinţi înclinaţi, asuprafuncţionării line a acestora influenţînd ondulaţia linieielicoidale a dintelui.
între diferiţi indici de precizie existînd o corelaţiebine determinată, s-a stabilit că, pentru criteriul defuncţionare lină, indicii nu vor putea fi mai precişidecît cu două clase şi mai puţin precişi decît cu o clasă,faţă de clasa criteriului de precizie cinematică.

20
<
Indicii pentru criteriul de contact dintre dinţi nu potli decît cu o clasă mai puţin precişi decît clasa pentrucri- leriul de funcţionare lină în angrenaj.
Felul de întocmire a sistemului de toleranţe pentru roţidinţate cilindrice este arătat în schema din fig. 6.4.
Alegerea clasei de precizie pentru executarea roţilor şimontarea angrenajelor se face pe baza necesităţilor deexploa- lare şi a cerinţelor tehnice. Se ţine seama deviteza de rotaţie,
TOLERANŢELE ANGRENAJELOR CILINDRICECLASELE de PRECIZIE
HBHBBB0E2Qpreciziei
cinematiceo rotu
funcţionari line con foc fu lui dinţi for jocuf dinfreffoncurî
1
r
ns
diniiînctinaţisouînV
dinţi drepţi şiroţi înguste cudinţi incfinafi
dinfi înclinaţi'sau în V
dinfi drepfi şiroţi îngustecu dinţi încfînoti
roţi dinţate
âr + Vfn br +Erg VAm + VfnVAm+Erq br0
0APb
EIEfp
EApa +E!cApa+Enic+Â}
P.b .
X$ Sau AAm
Apb + Vp Vp2> Anqrenoje AngrenojeEx şi Ey AA
Z) numai pentru clasele de precizie tOşilfFig. 6.4. Toleranţele angrenajelor cilindrice.
| FELUL CONJUGĂRII
CRITERIUL
INDICI PENTRU CONTROLUL COMPLEX Şl DIFERENŢIAL 1
Observaţie: Indici încadraţi sunt indici de baza pentru criteriul respectiv1) numai pentru clasele deprecizie ?, 8 si 3 - ia diametre de di vi zare pest? 2000mmşi la clasele de precizie Wş/ff -/aurice diametru dedmzcre
21
de puterea transmisă, de cererile impuse faţă de precizia cinematică, faţă de funcţionarea lină, de funcţionarea fără zgomot, de lipsa de vibraţii etc.
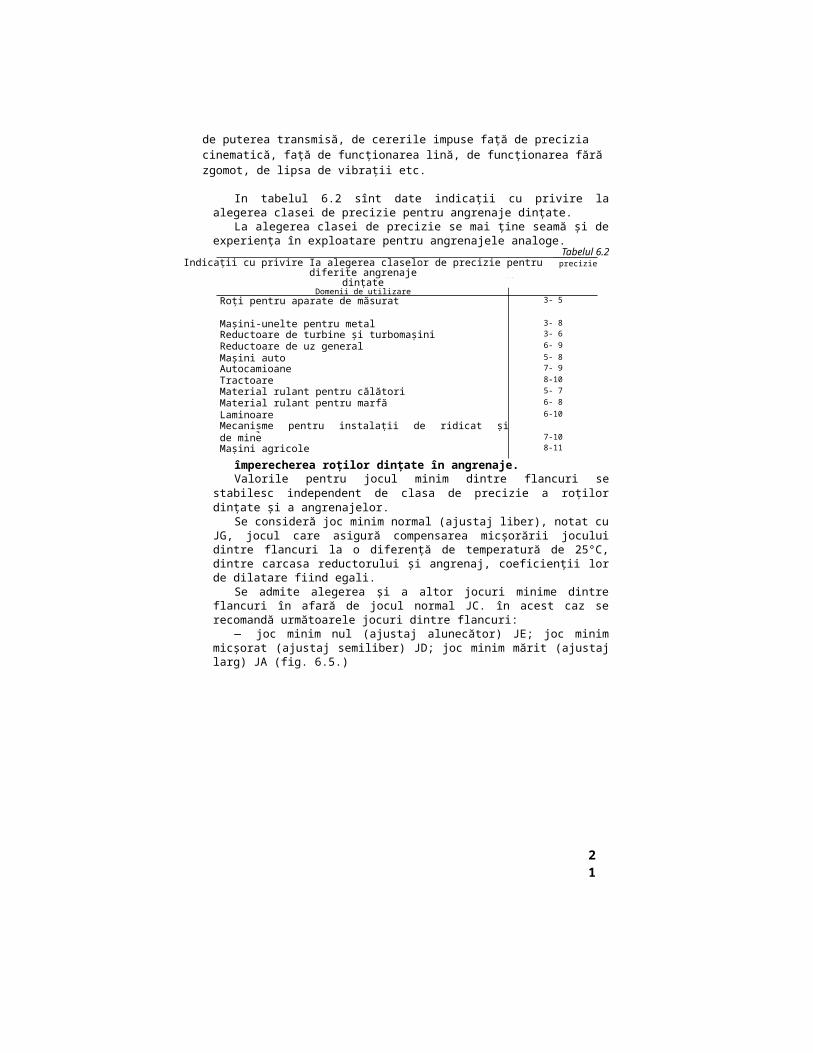
In tabelul 6.2 sînt date indicaţii cu privire laalegerea clasei de precizie pentru angrenaje dinţate.
La alegerea clasei de precizie se mai ţine seamă şi deexperienţa în exploatare pentru angrenajele analoge.
Tabelul 6.2
Domenii de utilizare
Clasa de precizie(
Roţi pentru aparate de măsurat 3- 5
Maşini-unelte pentru metal 3- 8Reductoare de turbine şi turbomaşini 3- 6Reductoare de uz general 6- 9Maşini auto 5- 8Autocamioane 7- 9Tractoare 8-10Material rulant pentru călători 5- 7Material rulant pentru marfă 6- 8Laminoare 6-10Mecanisme pentru instalaţii de ridicat şimacaralede mine 7-10Maşini agricole 8-11
împerecherea roţilor dinţate în angrenaje.Valorile pentru jocul minim dintre flancuri se
stabilesc independent de clasa de precizie a roţilordinţate şi a angrenajelor.
Se consideră joc minim normal (ajustaj liber), notat cuJG, jocul care asigură compensarea micşorării joculuidintre flancuri la o diferenţă de temperatură de 25°C,dintre carcasa reductorului şi angrenaj, coeficienţii lorde dilatare fiind egali.
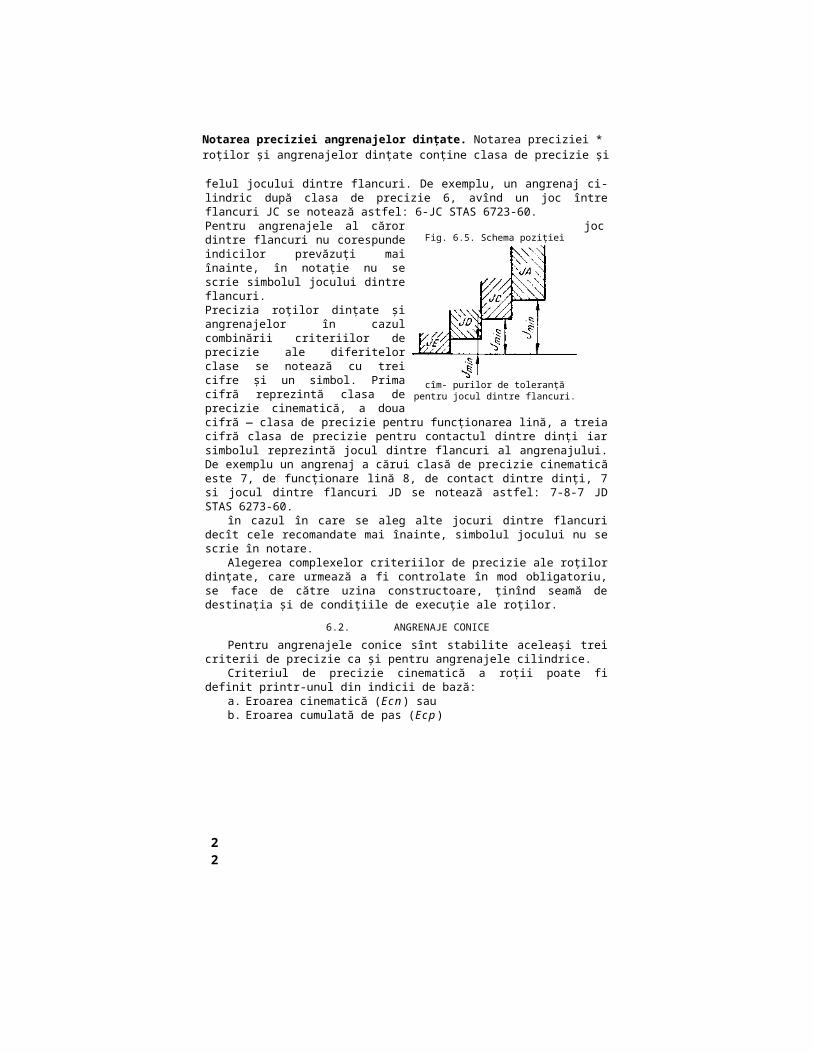
Se admite alegerea şi a altor jocuri minime dintreflancuri în afară de jocul normal JC. în acest caz serecomandă următoarele jocuri dintre flancuri:
— joc minim nul (ajustaj alunecător) JE; joc minimmicşorat (ajustaj semiliber) JD; joc minim mărit (ajustajlarg) JA (fig. 6.5.)
Indicaţii cu privire Ia alegerea claselor de precizie pentrudiferite angrenaje
dinţate
22
Notarea preciziei angrenajelor dinţate. Notarea preciziei * roţilor şi angrenajelor dinţate conţine clasa de precizie şi
felul jocului dintre flancuri. De exemplu, un angrenaj ci-lindric după clasa de precizie 6, avînd un joc întreflancuri JC se notează astfel: 6-JC STAS 6723-60.Pentru angrenajele al căror jocdintre flancuri nu corespundeindicilor prevăzuţi maiînainte, în notaţie nu sescrie simbolul jocului dintreflancuri.Precizia roţilor dinţate şiangrenajelor în cazulcombinării criteriilor deprecizie ale diferitelorclase se notează cu treicifre şi un simbol. Primacifră reprezintă clasa deprecizie cinematică, a douacifră — clasa de precizie pentru funcţionarea lină, a treiacifră clasa de precizie pentru contactul dintre dinţi iarsimbolul reprezintă jocul dintre flancuri al angrenajului.De exemplu un angrenaj a cărui clasă de precizie cinematicăeste 7, de funcţionare lină 8, de contact dintre dinţi, 7si jocul dintre flancuri JD se notează astfel: 7-8-7 JDSTAS 6273-60.
în cazul în care se aleg alte jocuri dintre flancuridecît cele recomandate mai înainte, simbolul jocului nu sescrie în notare.
Alegerea complexelor criteriilor de precizie ale roţilordinţate, care urmează a fi controlate în mod obligatoriu,se face de către uzina constructoare, ţinînd seamă dedestinaţia şi de condiţiile de execuţie ale roţilor.
6.2. ANGRENAJE CONICEPentru angrenajele conice sînt stabilite aceleaşi trei
criterii de precizie ca şi pentru angrenajele cilindrice.Criteriul de precizie cinematică a roţii poate fi
definit printr-unul din indicii de bază:a. Eroarea cinematică (Ecn) saub. Eroarea cumulată de pas (Ecp)
Fig. 6.5. Schema poziţiei
cîm- purilor de toleranţăpentru jocul dintre flancuri.

sau printr-unul din următoarele complexe de indici de pre-cizie.
c. Bătaia radială (br) şi eroarea de rostogolire (Erg) .d. Variaţia jocului de măsurat dintre flancuri (V/m) şi
eroarea de rostogolire ( Erg)e. Variaţia unghiului de măsurat dintre axe (V8/n) şi
eroarea de rostogolire (Erg) — complex admis numai pentruroţi cu dinţi drepţi.
f. Bătaia radială (br ) numai pentru roţi din clasele deprecizie 9, 10 şi 11.
Criteriul de funcţionare lină în angrenaj poate fidefinit printr-unul din următorii indici de precizie:
a. Eroarea ciclică ( Ec l ) .b. Abaterea pasului (Ap) .c. Variaţia pasului (Vp) .Criteriul de contact al dinţilor poate fi definit
printr-unul din următoarele complexe de indici de precizie:a. Pata de contact (Pc ) , deplasarea vîrfului conului de
divizare (Ac) şi neintersectarea axelor (Ai). Acest complexse utilizează pentru angrenaje nereglabile.
b. Pata de contact (Pc ) şi neintersectarea axelor (Ai).Acest complex se utilizează pentru angrenajele reglabile.
Indicii de precizie care asigură jocul minim dintreflancuri, sînt:
a. Subţierea dintelui (As) saub. Abaterea limită a unghiului de măsurat dintre axe (A
Sm) .
6.3. ANGRENAJE MELCATE
Pentru angrenajele melcate se stabilesc două serii decriterii de precizie în funcţie dedestinaţia
angrenajului.Pentru angrenajele cinematice, caracterizate prin: modul
axial peste 1 mm pînă la 16 mm, diametrul de divizare alroţii melcate pînă la 5 000 mm şi poziţia relativă a roţiimelcate şi melcului reglabile, criteriile de precizie sînt:
— criteriulde precizie a melcului;— criteriulde precizie a roţii melcate;— criteriulde precizie a
angrenajului melcat cinematic.Pentru angrenajele de transmitere a puterii,
caracterizateprin modul axial peste 1 mm pînă la 30 mm, diametrul dedivizare al roţii melcate pînă la 2 000 mm, diametrul dedivizare al melcului pînă la 400 mm pentru orice număr deînceputuri şi poziţia relativă a roţii melcate şi melculuinereglabilă, criteriile de precizie sînt:
— criteriul de precizie a melcului;— criteriul de precizie a roţii melcate;— criteriul de precizie a montării angrenajului melcat

de transmitere a puterii (nereglabil).Criteriul de precizie a melcului este determinat de unul
din următoarele complexe de indici de precizie:a. Abaterea elicei melcului în limitele unei rotaţii
complete (Ae) şi pe întreaga lungime a melcului (Aet ) .b. Abaterea pasului axial (Apa) , eroarea cumulată a
pasului axial (Ecpa) , eroarea formei profilului melcului( E fp ) şi bătaia radială a spirei melcului (brm) .
Criteriul de precizie a roţii melcate din angrenajelecinematice (reglabile) este determinat de unul dinurmătoarele complexe de indici de precizie:
— pentru clasele de precizie 3 şi 4:a. Eroarea cinematică de prelucrare (Ecnp), eroarea
ciclică de prelucrare ( Ec lp ) , bătaia radială a danturii (br )şi eroarea suprafeţei generatoare a sculei ( Esg) .
I). Eroarea cumulată de pas ( Ecp) , eroarea ciclică de prelucrare( Ec lp ) si eroarea suprafeţei generatoare a sculei (Esg) .
— pentru clasele de precizie 5, 6, 7, 8 şi 9:a. Diferenţa dintre doi paşi succesivi ai rotii (Aps ) şi
eroarea cumulată de pas ( Ecp) .b. Diferenţa dintre doi paşi succesivi ai roţii (Aps ) şi
bălaia radială (br ) .Criteriul de precizie a roţilor melcate din angrenajele
pentru transmiterea puterii (nereglabile), din clascle 5,6, 7, 8 şi 9 este determinat de unul din următoarelecomplexe de indici de precizie:
a. Diferenţa dintre doi paşi succesivi ai roţii (Aps) ,eroarea cumulată de pas ( Ecp) , abaterea distanţei dintre axela prelucrare (AAp) şi deplasarea planului median al roţiide prelucrare (Aplp) .
b. Diferenţa dintre doi paşi succesivi ai roţii (Aps ) r
bătaia radială (br ) , abaterea distanţei dintre axe la prelu-crare {AAp) şi deplasarea planului median al roţii la prelu-crare (Aplp ) .
Criteriul de precizie a angrenajului melcat cinematicdetermină:
— valoarea erorii cinematice (eroarea totală aunghiului de rotire) la o rotaţie completă a roţii melcateîn angrenare cu melcul conjugat;
— valoarea erorii ciclice, care determină funcţionarealină a angrenajului;
— suprafaţa de contact dintre flancurile dinţilor roţiimelcate şi spirele melcului.
Criteriul de precizie a angrenajului melcat detransmitere a puterii determină:
— precizia poziţiei relative a roţii melcate şi amelcului, prin abaterile elementelor de montare aangrenajului;
— suprafaţa de contact dintre flancurile dinţilor roţiimelcate şi spirele melcului.
Pentru fiecare clasă de precizie a angrenajelor melcatese indică indicii pentru criteriul de precizie a melcului,pentru criteriul de precizie a roţii melcate şi pentru
criteriul de precizie a angrenajului (cinematic sau detransmitere a puterii).
Independent de clasa de precizie a angrenajului, sestabilesc şi indicii de precizie pentru jocul dintre dinţiiroţii melcate şi spirele melcului.
Indicele de bază pentru joc este jocul normal garantat(ajustajul liber), al cărui simbol este JC, care asigurăcompensarea micşorării jocului la încălzirea angrenajuluipînă la 80°C şi a carcasei angrenajului pînă la 50°C avîndcoeficientul de dilatare liniară a materialului corpului10,5 • IO-6, al şurubului melc 11,5 -10“8 şi al roţiimelcate 17,5 40-6.
Se admite să se ia şi alte valori pentru joc, diferitede acelea ale jocului normal JC şi anume:
— cu jocminim nul (ajustajul alunecător) JE;— cu jocminim micşorat (ajustajul semiliber) JD;— cu joc minim mărit (ajustajul larg) JA.Terminologia stabilită pentru toleranţele şi abaterile
angrenajelor melcate corespund în principiu cu terminologiastabilită pentru angrenajele dinţate cilindrice, luîndu-seînsă în considerare specificul angrenajelor melcate.
6.4. ANGRENAJE CU CREMALIERĂ
Pentru angrenajele cu cremalieră se stabilescurmătoarele criterii de precizie:
— criteriul de precizie cinematică a cremalierei şi defuncţionare în angrenaj;
— criteriul de contact dintre dinţi.Criteriul de precizie cinematică stabileşte pentru
cremali- era care se verifică, eroarea maximă totală admisăa deplasării cremalierei în timpul rotirii roţii conjugateşi componentele ciclice (care se repetă de mai multe ori întimpul deplasării) ale acestei erori maxime totale, precumşi elementele danturii şi ale angrenajului care ledetermină.
Criteriul de contact al dinţilor stabileşte precizia deexecuţie a flancurilor dinţilor prin raportul minim, înprocente, dintre dimensiunile petei de contact şidimensiunile suprafeţei utilizate a flancurilor, precum şielementele danturii şi ale angrenajului, ale căror eroridetermină forma şi mărimea petei de contact.
Independent de clasele de precizie a cremalierelor şi aangrenajelor cu cremalieră, se stabileşte jocul dintreflancuri, precum şi elementele danturii şi angrenajului caredetermină acest joc.
Jocul de bază dintre flancuri se consideră jocul normalminim, care asigură compensarea micşorării jocului dintreflancuri datorită încălzirii angrenajului la diferenţa detemperatură de 25°C dintre carcasă şi angrenaj, coeficienţiide dilatare ai acestora fiind egali. Acest joc este notat cusimbolul JC (ajustaj liber).
Se admite alegerea altui joc între flancuri, în locul
jocului de bază JC. în acest caz se recomandă să sefolosească unul din următoarele jocuri dintre flancuri:
— joc minim nul (ajustaj alunecător) JE;— joc minim micşorat (ajustaj semiliber) JD;— joc minim mărit (ajustaj larg) JA.Precizia de execuţie a cremalierelor este determinată de
clasa de precizie şi de felul jocului dintre flancuri.Precizia de execuţie a angrenajelor cu cremalieră este
determinată prin precizia de execuţie a cremalierei conformcelor arătate mai sus şi prin precizia de execuţie a roţiidinţate conjugate. Clasele de precizie ale roţii dinţateconjugate, pentru criteriul de precizie cinematică şi pentrucriteriul de contact dintre dinţi, nu pot fi mai puţinprecise decît clasa de precizie a cremalierei din angrenaj;felul jocului dintre flancuri trebuie să fie acelaşi laroata dinţată şi la cremaliera angrenajului.
Terminologia stabilită pentru toleranţele şi abaterileangrenajelor cu cremalieră corespund în principiu cu ter-minologia stabilită pentru angrenajele dinţate cilindrice,luîndu-se însă în considerare specificul angrenajelor cucremalieră.
Fiecare criteriu de precizie este caracterizat prinindici de precizie.
Criteriile de precizie pot fi caracterizate printr-unindice de precizie şi (sau) un complex de indici deprecizie. Indicii de precizie şi complexele de indici deprecizie caracterizînd acelaşi criteriu de precizie sîntechivalenţi între ei şi se prescriu în funcţie de destinaţiaangrenajelor şi de condiţiile tehnologice ale fabricării'lor.
Criteriul de precizie cinematică şi de funcţionare linăeste caracterizat prin următoarele complexe de indici deprecizie:
— Ecp, Ap, E fp (pentru clasele de precizie 5, G, 7);— Vx (pentru clasele de precizie 8, 9 şi 10); se admite
ca în funcţie de condiţiile de lucru, toleranţele indicilorde precizie ai criteriului de precizie cinematică şi defuncţionare lină să se aleagă din clase de precizie diferitepentru flancul drept şi pentru flancul stîng.
Pentru criteriul de contact al dinţilor se alegeindicele de precizie:
— Pc (pata de contact) sau complexul de indici de pre-cizie;
— Ed (pentru cremalieră) şi Ax şi Ay (pentru angrenaj).în cazul unor condiţii speciale pentru forma, poziţia
şi determinarea petei de contact, indicii de precizie aicremalierei care determină contactul dinţilor în angrenaj,precum şi indicii de precizie ai montării (abaterile de laparalelismul axei roţii) se stabilesc independent de dateledin standard.

Se admite ca, în funcţie de condiţiile de lucru, toleran-tele indicilor de precizie ai criteriului de conlact dintredinţi, în afară de Tx şi Ty, să se aleagă din clare deprecizie dife- rile pentru flancul drept şi pentru flanculstîrg.
Indicii de precizie care asigură jocul minim dintreflancuri (STAS 7395-66) sînt x s si AA (pentru angrenajenercqla- bile).
La verificarea cremalierei, în locul deplasări suplimen-tare a profilului, se poate folosi indicei 4s.
în cazul folosirii ca bază pentru măsurare a unei altesuprafeţe decît baza constructivă a cremalierei, erorileintroduse prin aceasta trebuie compensate prin micşorareatoleranţei de execuţie.
7. TOLERANŢE ŞI AJUSTAJE ALE ASAMBLĂRILOR CU PX\NA ŞI CU CANELURI
Asamblările cu pană şi cu caneluri au rolul de a realizao legătură între diferite piese de maşini, ca roţi dinţate,roii de transmisie, discuri şi arbori. Rolul principal alasamblărilor cu pană şi cu caneluri este transmitereamomentelor (Ic răsucire. în multe cazuri, ele sînt folositela asigurarea miei centrări precise, iar în cazul uneimişcări axiale relative între piesele asamblate, ele asigurăghidajul precis al butucului pe arbore.
7.1. TOLERANŢE ŞI AJUSTAJE ALE ÎMBINĂRILOR CU PANĂ
Penele sînt îmbinate de obicei cu arborii printr-un ajus-laj cu strîngere, iar cu butucul printr-un ajustaj cu joc.Slrîngerea este necesară la eliminarea mişcării relative înIimpui .exploatării, iar jocul la compensarea nepreciziilorinevitabile prelucrării canalelor şi deplasărilor lorrelative. I’entru a realiza a justa jele dorite, prinstandarde se stabi-

3* 28
;j — Toleranţe şi ajustaje, voi. II.
lese abaterile limită pentru dimensiunile deîmbinare (fig. 7.1) ale penelor paralele de uz general.
în tabelul 7.1 şi fig. 7.2, sînt indicate cîmpurile detoleranţă cu care se pot obţine cele trei tipuri deîmbinări între arbore şi butuc:
— ajustaj liber;— ajustaj normal;— ajustaj presat.în standardul respectiv sînt indicate şi abaterile
pentru:— înălţimea penei, h: h9 pentru secţiuni pătrate şi hll
pentru secţiuni dreptunghiulaje;— adîncimea canalului în arbore, t şi în butuc f2: se
stabilesc abateri limită numai în plus între +0,1 şi +0,3funcţie de înălţimea penei;
Abaterile limită ale lăţimii b
Felul îmbinării Pană Canalul dinarbore
Canalîul dinbutue *
Ajustaj liber H9 D10
Ajustaj normal h9 N9 Js9
Ajustaj presat P9 P9
— lungimea penei paralele, /: hl2.— lungimea canalului în arbore pentru pene paralele, L:
II12.Deoarece prin executarea canalelor de pană se slăbeşte
rezistenţa arborelui şi a butucului (din cauza micşorăriisecţiunii şi naşterii unor tensiuni de concentrare), îmbină-rile cu pană nu pot transmite cupluri mari. Din aceastăcauză, domeniul lor de utilizare este limitat.
33
Fig. 7.1. îmbinări prin pene:a — schema îmbinării; b — canalul în butucu; c — canalul In arbore.
Tabelul 7.1îmbinări prin pene. Toleranţa şi ajustaje

29
I. Cîmpul de tolerante pentruI_1 lăpmea penei
W//7//A C/mpcl âs toleranţe pentru lăţimea canaluluibutucului
(wwwi Cîmpul de toleranţe pentrulăţimea canalului arborelui t
Fig. 7.2. Schema ajustajelor cu pene pentru o pană cu b=10 mm.7.2. TOLERANŢE ŞI AJUSTAJE ALE
ÎMBINĂRILOR PRIN CANELURI
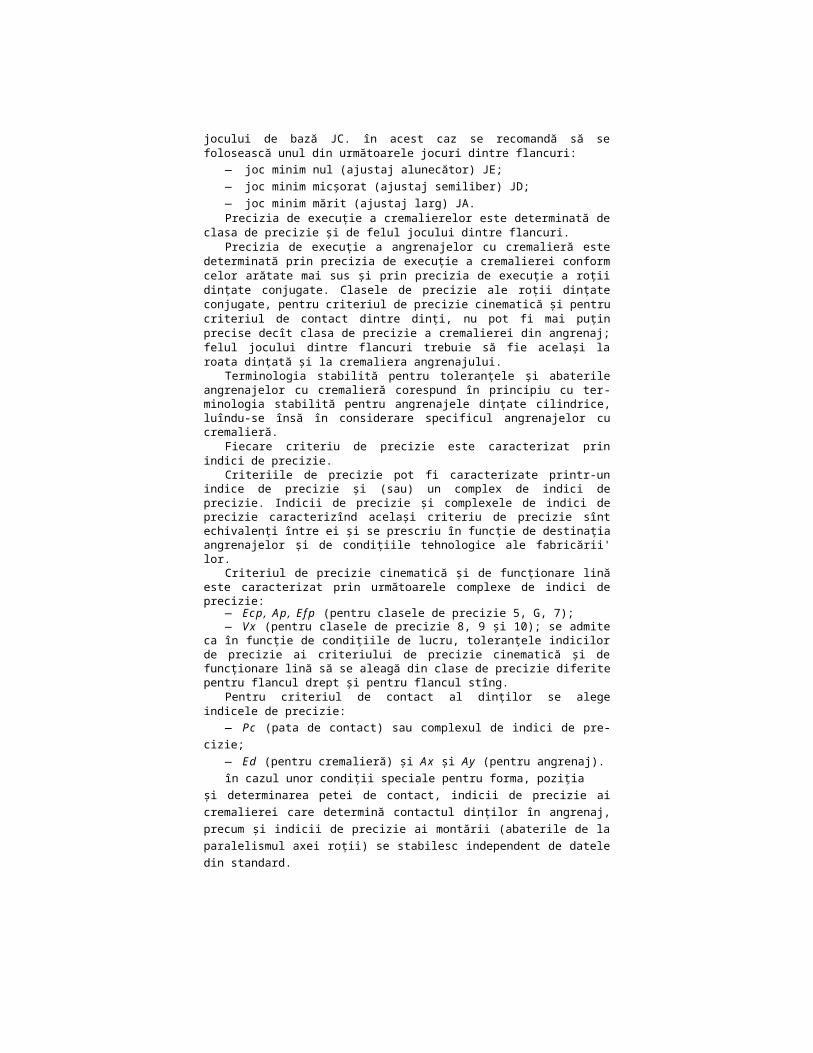
Aceste îmbinări constituie de fapt, legături cu maimulte pene, la care penele nu mai sînt piese independente,ci fac parte din arbore (fig. 7.3).
30
Fig. 7.3. Formele canelurilor: a — dreptunghiulare; b — evolvente; c— triunghiulare.

31
In funcţie de forma canelurilor, asamblările canelatepot fi dreptunghiulare (fig. 7.3, a) , evolvente (fig. 7.3,b) , triunghiulare (fig. 7.3, c).
în fig. 7.4 sînt indicate diferite feluri de centrăriale arborilor canelaţi:centrarea interioară, cînd contactul de centrare are' !<>c
pe diametrul interior d (fig. 7.4, a);
— centrarea exterioară, cînd contactul de centrare areloc pe diametrul exterior D (fig. 7.4, b) \
— centrarea laterală, cînd contactul de centrare se facepe flancurile plinurilor (fig. 7.4, c).
Asamblările canelate pot fi mobile, cînd piesele aşezatepe arbore au o deplasare axială (de exemplu, roţile dinţateîu cutiile de viteze ale maşinilor-unelte, la autovehiculeetc.) sau fixe. Aceste asamblări sînt utilizate în multedomenii .ile construcţiilor de maşini şi mai ales înconstrucţii de autovehicule, de motoare, de avioane şi demaşini-unelte.
Caneluri cu profil dreptunghiular.Toleranţele şi ajustajele asamblărilor canelate sînt
determinate de destinaţia acestora şi de modul de centrareales.Alegerea modului de centrare depinde de condiţiile de exploatare şi de tehnologia de prelucrare a pieselor canelate. Kolosirea centrării interioare este raţională în cazul în care butucul are o duritate mare, fiind în prealabil călit şi nepu- lînd fi finisat prin broşare; în cazul acesta, finisarea va fi realizată prin rectificare. Atunci cînd se utilizează centrarea interioară, arborele trebuie prevăzut cu suprafaţa de sprijin a (fig. 7.3, a) . Acest fel de centrare, deşi este costisitor, ;i.sigură o centrare foarte precisă
a b cFig. 7.4. Centrarea arborilor canelaţi.

32
.Folosirea centrării exterioare este recomandatăcînd materialul butucului poate fi prelucrat prinbroşare sau calibrare, iar arborele, prin frezare,aceste operaţii fiind suficiente pentru a asiguradimensiunile finite ale plinurilor. în cazul acesta,arborele se rectifică pe diametrul exterior. Acest felde centrare este simplu şi economic.
Centrarea laterală este folosită în cazultransmiterii încărcărilor reversibile, cînd condiţiilede lucru cer jocuri minime între flancurile plinurilorşi ale golurilor. Această metodă de centrare este maipuţin precisă, fiind utilizată mai rar.
Ajustajele asamblărilor canelate cu profildreptunghiular sînt întocmite pe baza sistemului alezajunitar.
Ajustajele se realizează, de regulă, pe suprafaţa decentrare, inclusiv flancurile golului butucului şiflancurile plinului arborelui, adică pe d şi b sau Dşi b sau numai pe b.
Abaterile dimensionale ale profilului butucului şiarborelui se calculează de la valorile nominale d, D şib.
în cazul asamblărilor canelate, este necesar să seţină seamă nu numai de abaterile diametrelor şi aledimensiunilor plinurilor şi golurilor arborelui şibutucului, ci şi de abaterile de la formă şi de lapoziţia lor relativă.în fig. 7.5 sînt arătaţi trei butuci cu profil teoretic
corect, asamblaţi cu arborii, dintre care: unul are o
abatere
de divizare — de la poziţia unghiulară corectă a canelurii(fig. 7.5, a) , al doilea o necoincidenţă între axa desimetrie a plinurilor şi axa suprafeţei de centrare (fig.7.5, b) , iar al treilea o neconcentricitate a arcelorcircumferinţei profilului
cbO
e
Fig. 7.5. Influenţa abaterilor de formă şi poziţie asupra asam-blării.

33

34
(l'ig. 7.5, c). Este evident că partea haşurată abutucilor nu vii permite asamblarea pieselor canelate.
Pentru ca asamblarea să fie totuşi realizată, estenecesară Iii- mărirea golului butucului, fie micşorareagrosimii plinului arborelui, în primele două cazuri, şimărirea diametrului Im Lacului sau micşorareadiametrului arborelui, în cazul alI rcilea. Asamblarea mai poate fi realizată prinasigurarea de jocuri garantate între flancurilegolurilor şi ale plinurilor, precum şi întresuprafeţele cilindrice ale butucului şi ale arborelui.
Cîmpurile de toleranţă ale elementelor geometriceale arborilor şi butucilor canelaţi se stabilescfuncţie de modul «le centrare şi reprezintă o selecţiedin cîmpurile de toleranţă diu sistemul ISO (a se vedeacap. 2). Astfel, pentru centrarea după diametrulinterior — d — se pot adopta următoarele ( impuri detoleranţă:
— pentru diametrul d al butucului: H7 sau H8;— pentru diametrul d al arborelui: g6, js6; n6; f7;
h7, e8;— pentrulăţimea bIa butuc: F8; D9; FIO; H8;— pentrulăţimea b la arbore: f7; h7; js7; k7; e8; f8;
h8>i c9.
în cazul centrării laterale se pot adoptaurmătoarele cimpuri de toleranţă:
— pentrulăţimea b Ia butuc: F8; D9; FIO;— pentrulăţimea b la arbore: js7; k7; e8; f8; d9.în cazul centrării după diametrul exterior — D — se
pot udopta următoarele cîmpuri de toleranţă:— pentru diametrul D al butucului: H7 sau 118;— pentru diametrul D al arborelui: g6; js6; n6; f7;
h7; e8;— pentru lăţimea b la butuc: F8 sau D9;— pentru lăţimea b la arbore: f7; js7; e8; f8; h8;
d9.Pentru dimensiunile pe care nu se realizează
centrarea seprevăd următoarele toleranţe:
— în cazul centrării interioare — după diametrul d— se adoptă toleranţa Hll pentru diametrul bucşei D;

35
în cazul centrării exterioare — după diametrul D — se
adoptă toleranţa H12 pentru diametrul D al arborelui şi
all pentru diametrul D al butucului.
Fig. 7.6. Schema cîmpurilor de toleranţă la centrarea interioarăpentru intervalul 30—50 cm: a — pentru diametrul de centrare; b
— pentru lăţimea canelurii.
f7
e9
b
?<s
hd
ArboreF8
Butuc
no
j jm+ mo
80
60
4020O
20
iO
60
80
100
j s6□u
■&□nS
j um40-20O
ArboreButuc
H8H7
f6
D9
HB
Uf*
20
?> 0
60
80
100
□ h7
17
eB

36
a
j im60
40
20
____O
Butuc
H SH7
n20
40
60
80
7
00
[ea
nQ
□DUt^
Arbore
h7
l'ifi. 7.7. Schema cîmpurilor de toleranţă la centrareaexterioară pentru intervalul 30—50 mm: a — pentru diametrul de
centrare; b — pentru lăţimea canelurii.
37
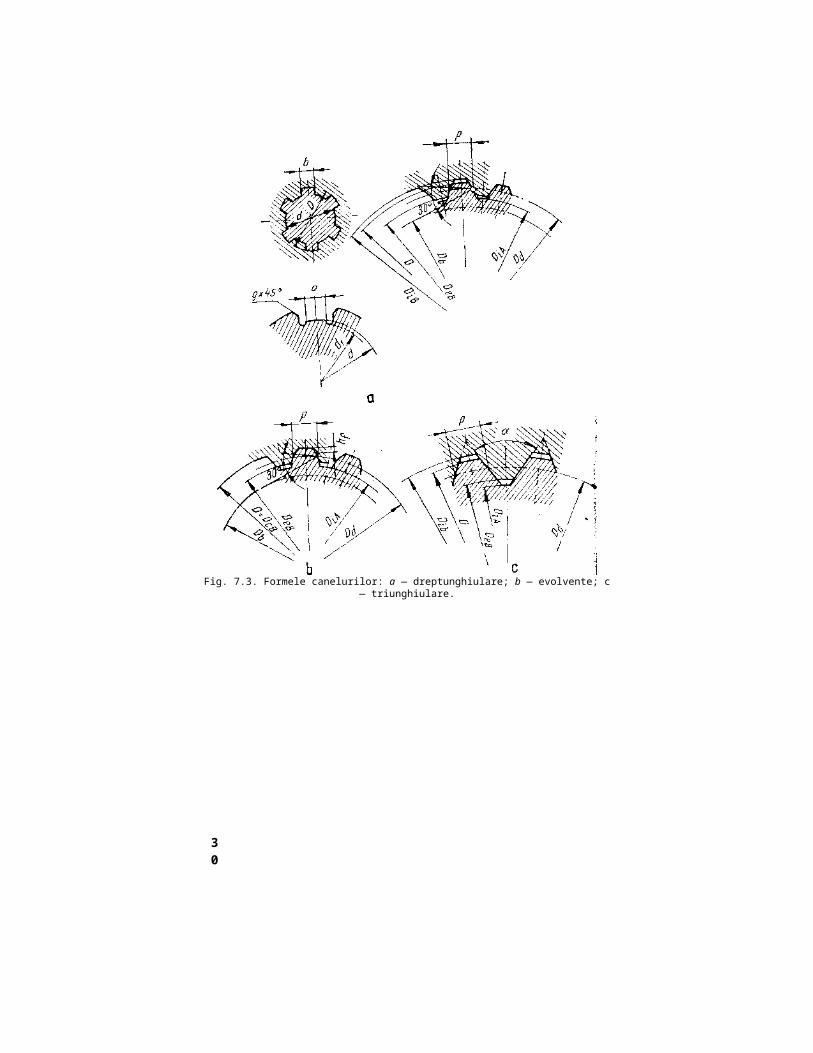
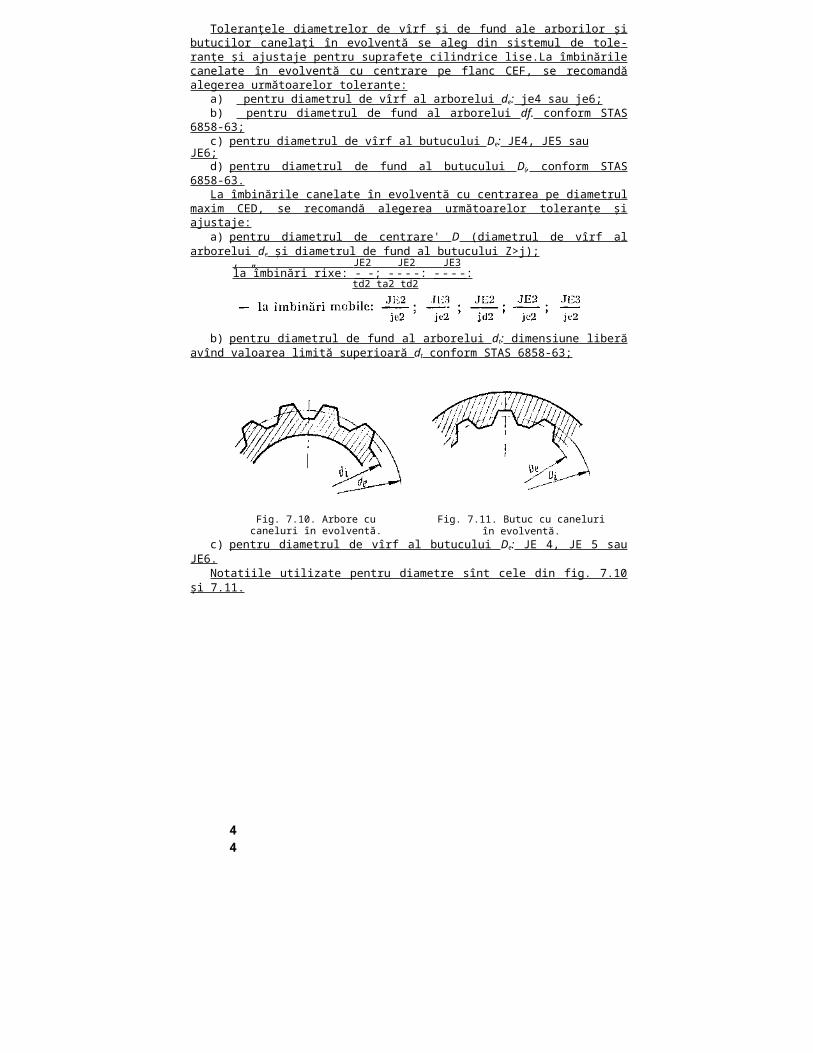
Schemele cîmpurilor de toleranţă ale asamblărilor canelate cu profil dreptunghiular sînt indicate în fig.7.6, 7,7 şi 7.8.
Arbore
60-
eo-100
d9
Fig. 7.8. Schema cîmpurilor de toleranţă la centrarea lateralăpentru intervalul 30—50 mm.
în tabelul 7.2, 7.3 şi 7.4 sînt prevăzute ajustajelerecomandate pentru cele trei cazuri de centrare:interioară, laterală şi exterioară, atît pentruasamblări mobile cît şi pentru: asamblări fixe.
Notaţiile arborilor şi butucilor canelaţi, îndesenele de1 detaliu şi de ansamblu, trebuie să cuprindă:
— în cazul pieselor separate: modul de centrare,
20
20O
J s7

38
numărul de caneluri, valorile nominale ale diametruluiinterior şi exterior, simbolul cîmpului de toleranţăpentru suprafaţa de centrare şi simbolul cîmpului detoleranţă pentru dimensiunea b, corespunzătoarediametrului d;în cazul pieselor asamblate: simbolul toleranţei pentru ajustajele suprafeţei de centrare precum şi pentru ajustajele dimensiunii b, corespunzătoare diametrului d

39Exemple de notare a unor butuci canelaţi: <Z-
8x36H7x40x7D9 D —8 x 36 x 40H7 x 7F8
.
Ajustajerceomaiiilatelac

40
5— 8 x36 X40X7F8
Felul asamblării
Asamblare mobilă Asamblare fixă
Ajustajpentru b
Alezaj FIO D9; FIOD9; F8 D9; F8
Arbore d9; 18 k7e8 ; f8 1 js7
----
Exemple de notare a unor arbori canelaţi:d—8 x36f7 x40 x7f8D—8 x 36 x 40g6 x 7f76 — 8 x 36 x 40 X_7 js7Exemple de notare pentru asamblările de arbori şi butuci
canelaţi avînd notările de mai sus:
d—8 X36 — x40 X 7 —f7 f8
D-8x36x40— x7 —g6 f7
6- 8x36x40x7 —j«7
Se menţionează că în exemplele date dimensiunile ce nuservesc pentru centrare nu sînt tolerate.
Tabelul 7.iAjustaje recomandate la centrarea laterală

41
în cazul asamblărilor canelate mobile, jocul dintre suprafe-ţele de sprijin se va alege cu atît mai mare, cu cît lungimeadeplasărilor axiale va fi mai mare şi cu cît va creşte numărulde deplasări în vederea asigurării ungerii şi compensării gre-şelilor de prelucrare a pieselor canelate conjugate. Pentru aasigura autocentrarea butucului faţă de arbore în cazul trans-misiilor reversibile şi de mare încărcare, se stabilesc jocuriga rantate. Astfel, de exemplu, la autovehicule se întîlnesc ade - seori asamblări canelate fixe avînd la diametrul de centrareajustaje de tipul liber şi larg. O centrare de mare precizieeste realizată prin asigurarea unor jocuri minime pe diame-I rele de centrare.
Atunci cînd se cere de la asamblare o siguranţă mare înexploatare, fără ca ea să fie condiţionată de o precizie mare decentrare, se pot asigura jocuri minime între flancurile pli-niirilor şi ale golurilor. Un exemplu tip pentru o astfel deasamblare este articulaţia cardanică la autovehicule, unde sefoloseşte o centrare laterală.
Pentru diametrele care nu sînt folosite la centrare se pre - scrie un joc mai mare şi de aşa natură, încît să se asigureasamblarea numai pe suprafeţele de ajustaj. La determinareajocului respectiv se ţine seamă de teşiturile şi rotunjirileplinurilor şi golurilor, precum şi de necoaxialitatea admisă lasuprafeţele diametrelor interioare şi exterioare.
Aşa cum s-a arătat, în afara abaterilor la dimensiunile d I) şib sînt posibile abateri de formă şi poziţie. Pentru cane- Iuriledreptunghiulare, abaterile limită privind forma şi po ziţia sînt de 0,03 mm pe 100 mm lungime în cazul în care toleranţa lalăţimea b este IT6-IT8 şi 0,05 mm pentru cazul î n caretoleranţa la lăţimea b este IT9 sau IT 10.
Canelurile se verifică cu „calibru trece complex'* care mate - rializează contrapiesa cu care se va face asamblarea, la ma ximum de material. Prin aceasta se realizează atît verifica rea limitei la maximum de material a elementelor tolerate (/), d, b) cît şinedepăşirea abaterilor de formă şi poziţie.
Limita Ia minimum de material pentru cotele D, d, b se verificăcu calibre individuale, pentru fiecare din aceste di mensiuni.
Caneluri în evolventă. STAS 7338-65 stabileşte toleranţele şiajustajele pentru arborii şi butucii cilindrici canelaţi cu ca-iieluri în evolventă, ale căror dimensiuni sînt prevăzute înSTAS 6858-63.
Toleranţele şi ajustajele asamblărilor cu caneluri în evol - ventă se stabilesc în funcţie de modul de centrare şi anume:centrare pe flancuri CEF şi centrare pe diametrul maxim(diametrul de fund al butucului) CED.

'i
42
Se stabilesc trei abateri limită pentru grosimea pe arc adintelui arborilor canelaţi, respectiv pentru lărgimea pe arca golului dintre dinţii butucilor canelaţi: abatereasuperioară, abaterea inferioară şi abaterea complexă, pentrucompensa rea abaterilor de la formă şi aşezarea reciprocă a plinurilor inclusiv toleranţa excentricităţii suprafeţei decentrare faţă de caneluri, pe baza căreia se determinădimensiunile cali- brului de control complex. Arborelecanelat se consideră bun dacă grosimea dintelui este cuprinsăîntre valorile limită, iar calibrul inel complex trece.Butucul canelat se consideră bun, dacă lărgimea goluluidintre dinţi este cuprinsă între valo rile limită, iar calibrul tampon complex trece.
Poziţia cîmpurilor de toleranţă se notează prin litere maripentru butuc şi litere mici pentru arbori.
Notaţia cuprinde simbolul E respectiv e (în legătură cuevolventă) şi simbolul amplasării cîmpului de toleranţă faţă
I—7
EEUi\5
6 FIt
1- 2 eq P7
5ee % ee &
ec5
V,Li
ec4
b FIecti ea— 8
Fig. 7.9. Ajustaje la asamblările cu caneluri în evol - ventă, pentru modulul m — 1... 1,5 mm.
de linia zero: E pentru butuc şi g,. c, e şi a pentru arbore.Sînt prevăzute clasele de precizie 4, 5, 6 şi 7 pentru butucşi 4, 5 şi 6 pentru arbore (fig. 7.9). j
7* 160-m-12100-806040-20-
■ rt- -n-20-40
s § oo-1 w-10
■1 120
I I Cîmpul de toleranţă !agrosimea din felulsau Io lărgimeagolului 3 Cimpu! de toleranţă complex

43
Notarea unei îmbinări cu caneluri în evolventă cuprindesimbolul CEF, sau CED al asamblării, diametrul nominal, mo dulul şi simbolurile cîmpurilor de toleranţă sub formă de fracţie, lanumărător înscriindu-se simbolul pentru butuc, iar la numitorsimbolul pentru arbore. Simbolurile cîmpurilor de toleranţă setrec în notare la asamblările CEF şi CED.
Exemplu de notare a unui arbore cu caneluri în evolventă, cucentrare pe flanc, avînd diametrul nominal D— 60 mm, modulul m= 2 mm, cîmpul de toleranţă al grosimii dintelui ec4:
Arbore CEF 60x2 ec4.Exemplu de notare a unui butuc cu caneluri în evolventă, cu
centrare pe diametrul maxim, avînd diametrul nominal D=200 mm,modulul m=8 mm, cîmpul de toleranţă al dia metrului de centrare JE2 şi cîmpul de toleranţă al lărgimii golului dintre dinţiEE5:
Butuc CED 200 JE 2x8 EE5.Exemplu de notare a unei îmbinări cu caneluri în evol ventă
cu centrare pe diametrul maxim, avînd diametrul nominal D = 120mm, modulul m= 4 mm, ajustajul la dia metrul de centrare JE — şi ajustajul la flancul dintelui -SSL.
jd3 ec6CED 120 x4
j d3 ec6Se recomandă alegerea următoarelor ajustaje ale gro simii
dinţilor şi lărgimii golurilor dintre dinii:a) la îmbinări canelate în evolventă cu centrare pe flanc
CEF:EE4
—----------------------- la îmbinări fixe: :ec4
, „ , . „ . , EE4 EE4 EE4 EE6— la îmbinări mobile: - - -; -----; ----; ----;
ee4 ee5 ec4 ea6b) la îmbinări canelate în evolventă cu centrarea pe
diametrul maxim CED: ------: ----:ec5 ea6
44
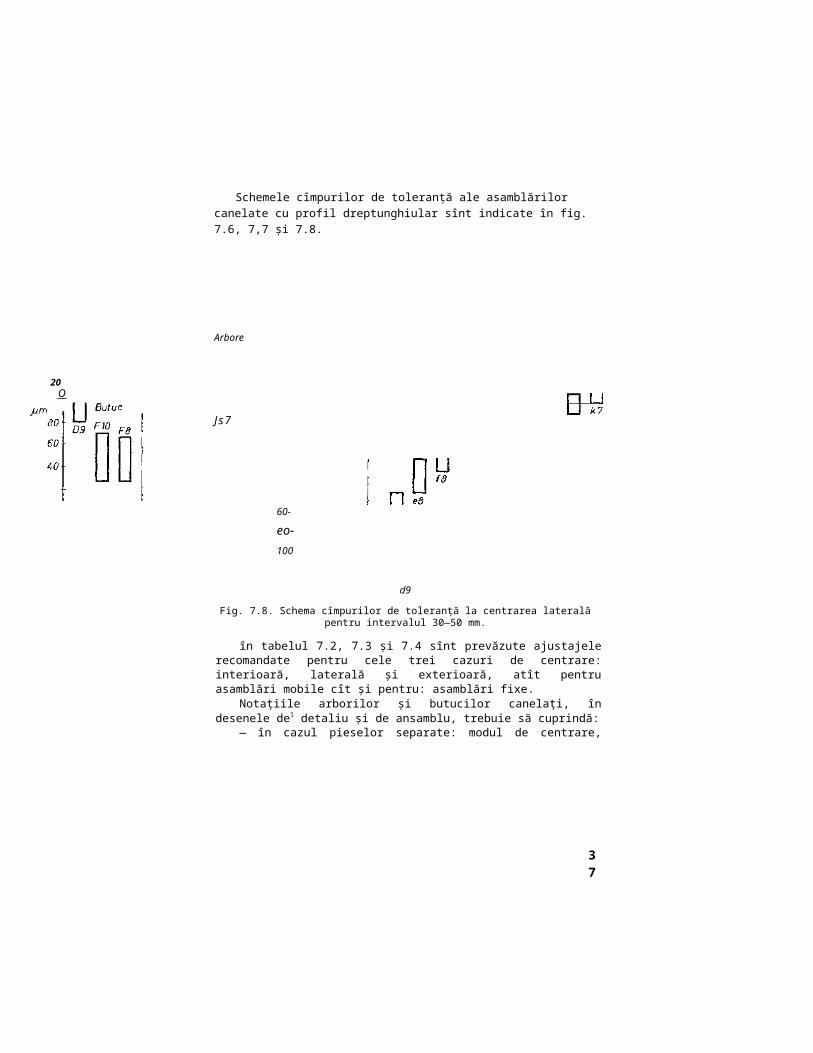
Toleranţele diametrelor de vîrf şi de fund ale arborilor şibutucilor canelaţi în evolventă se aleg din sistemul de tole - ranţe şi ajustaje pentru suprafeţe cilindrice lise.La îmbinărilecanelate în evolventă cu centrare pe flanc CEF, se recomandăalegerea următoarelor toleranţe:
a) pentru diametrul de vîrf al arborelui de: je4 sau je6;b) pentru diametrul de fund al arborelui df. conform STAS
6858-63;c) pentru diametrul de vîrf al butucului De: JE4, JE5 sau
JE6;d) pentru diametrul de fund al butucului D(, conform STAS
6858-63.La îmbinările canelate în evolventă cu centrarea pe dia metrul
maxim CED, se recomandă alegerea următoarelor toleranţe şiajustaje:
a) pentru diametrul de centrare' D (diametrul de vîrf alarborelui de şi diametrul de fund al butucului Z>j);
, „ JE2 JE2 JE3 la îmbinări rixe: - - ; ---- : ---- :
td2 ta2 td2
b) pentru diametrul de fund al arborelui dt: dimensi une liberă avînd valoarea limită superioară dt conform STAS 6858-63;
c) pentru diametrul de vîrf al butucului De: JE 4, JE 5 sauJE6.
Notatiile utilizate pentru diametre sînt cele din fig. 7.10şi 7.11.
Fig. 7.10. Arbore cucaneluri în evolventă.
Fig. 7.11. Butuc cu caneluriîn evolventă.

8. PRECIZIA SUPRAFEŢELOR PIESELOR
în capitolele anterioare abaterile dimensiunilor au fostconsiderate în ipoteza că forma pieselor este cea teoretică, iarnetezimea suprafeţelor este absolută. Această ipoteză m i icorespunde realităţii, deoarece forma şi poziţia efectivă adiferitelor elemente ale pieselor diferă de cea teoretică, iarsuprafeţele nu sînt perfect netede, ci prezintă asperităţi. Deaceea este necesar să se studieze precizia suprafeţei pieselor.
Neregularităţile de formă ale unei piese faţă de formaleoretică pot prezenta un caracter izolat sau, din contră, potfi periodice. Totalitatea abaterilor de formă ale suprafeţeisînt denumite macrogeometria suprafeţei, atunci cînd ele sînti/.olate, sau ondulaţia suprafeţei, atunci cînd ele sîntperiodice şi au o mărime mai mult sau mai puţin constantă.Neregulari- lăţile suprafeţei care determină gradul de netezimea supra feţei se numesc microneregularităţi şi constituie, în totali tatea lor, rugozitatea suprafeţei.
8.1. MACROGEOMETRIA SUPRAFEŢEI
8.1.1. ABATERI DE FORMĂ Cauzele abaterii suprafeţei de la forma geometrică teore tică
sînt: neuniformitatea procesului de aşchiere, variaţiadcformaţiilor plastice ale materialului, ca urmare a condi ţiilor diferite de aşchiere, vibraţiile sistemului maşină-unealtă-piesă-sculă, neuniformitatea avansului la prelucrare etc.
Abaterile de formă sînt tratate în STAS 7384-66 „Abateri şitoleranţe de formă şi de poziţie. Terminologie".Pentru a defini aceste abateri se vor arăta maiîntîi cîteva din noţiunileprincipale care intervin în accstedefiniţii.Suprafaţa reală este su prafaţa carelimitează corpul respectiv şi îl separă demediul înconjurător.
Profil real este intersecţia dintre o suprafaţăreală şi un plan cu o orientare dată sau intersecţiadintre două suprafeţe reale (fig. 8.1).4 — Toleranţe şi ajustaje, voi. II.
Profit Pro f/t rea/
Fig. 8.1. Profil real.
49

46
Suprafaţa efectivă este suprafaţa obţinută prin măsurare,apropiată de suprafaţa reală.
Profil efectiv este profilul obţinut prin măsurare, apro piat de profilul real.Plan adiacent este planul tangent lasuprafaţa reală (efec tivă) şi aşezat astfel, încît dis tanţa maximă dintre suprafaţa efectivă
şi planul adiacent să aibă valoareasa cea mai mică posibilă (fig. 8.2).
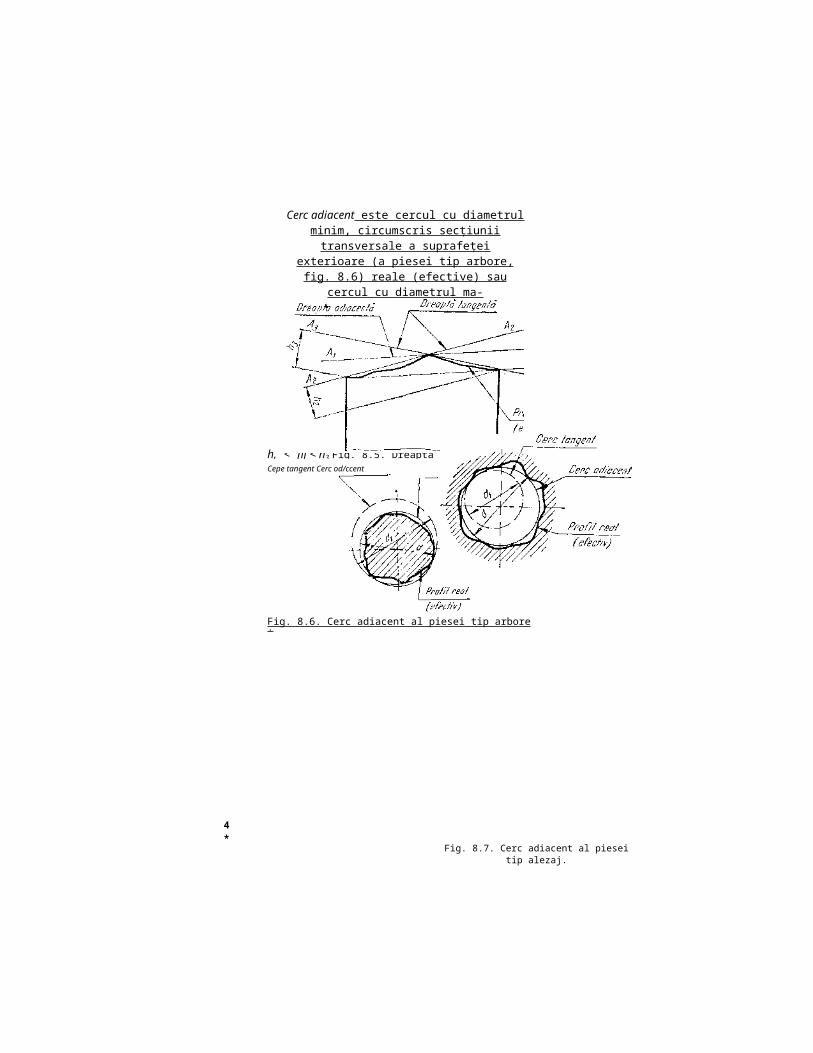
Cilindru adiacent este cilin drul cu diametrul minim, cir cumscris suprafeţei exterioare (piesei tiparbore — fig. 8.3) reale
(efective) sau cilindrul cu diametrul maxim, înscris însuprafaţa interioară (în piese tip alezaj — fig. 8.4) reală(efectivă).
Dreapta adiacentă este dreapta tangentă la profilul real(efectiv) şi aşezată astfel încît distanţa maximă dintre pro - filul efectiv şi dreapta adiacentă să aibă valoarea sa cea maimică posibilă (fig. 8.5).
Fig. 8.3. Cilindru adiacent al piesei tipFig. 8.4. Cilindru adiacentarbore. al piesei tip alezaj.
Plan
(efeci/vo)Fig. 8.2. Plan adiacent.
Cilindru tongentCilindru CilindruSuprafaţarea/o(efectivă)
d<d,
4*
h, < fij < h3 Fig. 8.5. Dreaptă adiacentă.
Fig. 8.6. Cerc adiacent al piesei tip arbore.
Fig. 8.7. Cerc adiacent al pieseitip alezaj.
Cerc adiacent este cercul cu diametrulminim, circumscris secţiuniitransversale a suprafeţei
exterioare (a piesei tip arbore,fig. 8.6) reale (efective) sau
cercul cu diametrul ma-
Cepe tangent Cerc od/ccent

48
Fig. 8.8. Suprafaţă de referinţă.

49
xim, înscris în secţiunea transversală a suprafeţeiinterioare (a piesei tip alezaj, fig. 8.7) rea’e(efective).
Suprafaţa de referinţă este suprafaţa în limitele căreiase determină abaterea de formă sau de poziţie (fig.8.8).
Lungimea de referinţă este lungimea profilului înlimitele căreia se determină abaterea de formă sau depoziţie (fig. 8.9).
Abaterea de formă este abaterea formei suprafeţei(profilu lui) reale faţă de forma suprafeţei (profilului) adiacente. Mă rimea abaterii de formă se determină ca distanţa maximă dintre suprafaţa(profilul) efectivă şi suprafaţa (profilul) adiacentă.La măsurarea abaterii de formă nu se ia în consi derare rugozitatea suprafeţelor.
Abaterea limită de formă este valoarea maximă tolerată(admisă) a abaterii de formă .
Toleranţă de formă este zona determinată de abaterea li - mită de formă. Toleranţa de formă este egală cuabaterea limită de formă (abaterea inferioară fiindegală cu zero).
Se pot defini şase categorii de abateri.a) Abaterea de la rectilinitate AFr: distanţa maximă dintre
profilul efectiv şi dreapta adiacentă în limitelelungimii de referinţă (v. fig. 8.9).
Fig. 8.9. Lungime de referinţă.
Formele simple ale abaterii de la rectilinitatesînt:
— c o n c a v i t a t e a , dacă distanţa dintre dreaptaadiacentă şi profilul efectiv creşte de laextremităţile pro filului spre mijloc (fig. 8.10).
lungimeo de refennfo
50
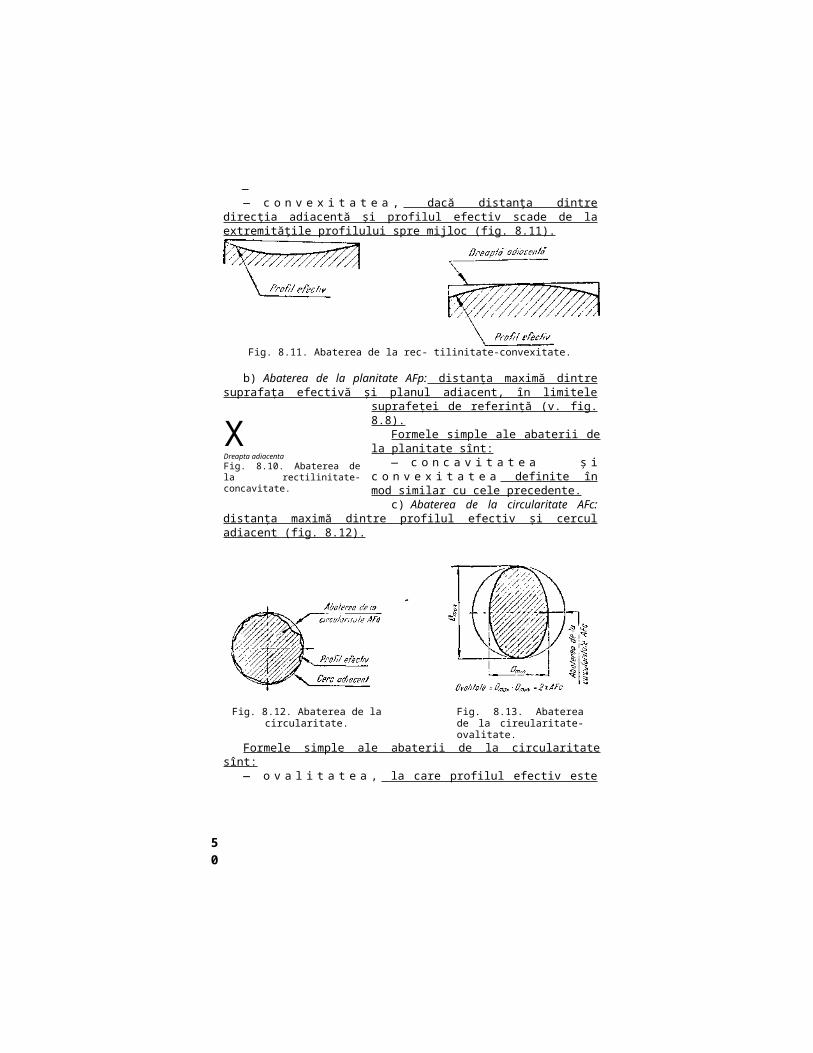
—— c o n v e x i t a t e a , dacă distanţa dintre
direcţia adiacentă şi profilul efectiv scade de laextremităţile profilului spre mijloc (fig. 8.11).
b) Abaterea de la planitate AFp: distanţa maximă dintresuprafaţa efectivă şi planul adiacent, în limitele
suprafeţei de referinţă (v. fig.8.8).
Formele simple ale abaterii dela planitate sînt:
— c o n c a v i t a t e a ş ic o n v e x i t a t e a definite înmod similar cu cele precedente.
c) Abaterea de la circularitate AFc:distanţa maximă dintre profilul efectiv şi cerculadiacent (fig. 8.12).
Formele simple ale abaterii de la circularitatesînt:
— o v a l i t a t e a , la care profilul efectiv este
XDreapta adiacentaFig. 8.10. Abaterea dela rectilinitate-concavitate.
Fig. 8.11. Abaterea de la rec- tilinitate-convexitate.
Fig. 8.12. Abaterea de lacircularitate.
Fig. 8.13. Abatereade la cireularitate-ovalitate.

51
asemănă tor cu un oval, diametrul maxim şi cel minim efective fiind reciproc aproximativ perpendiculare(fig. 8.13); prin mărimea
52
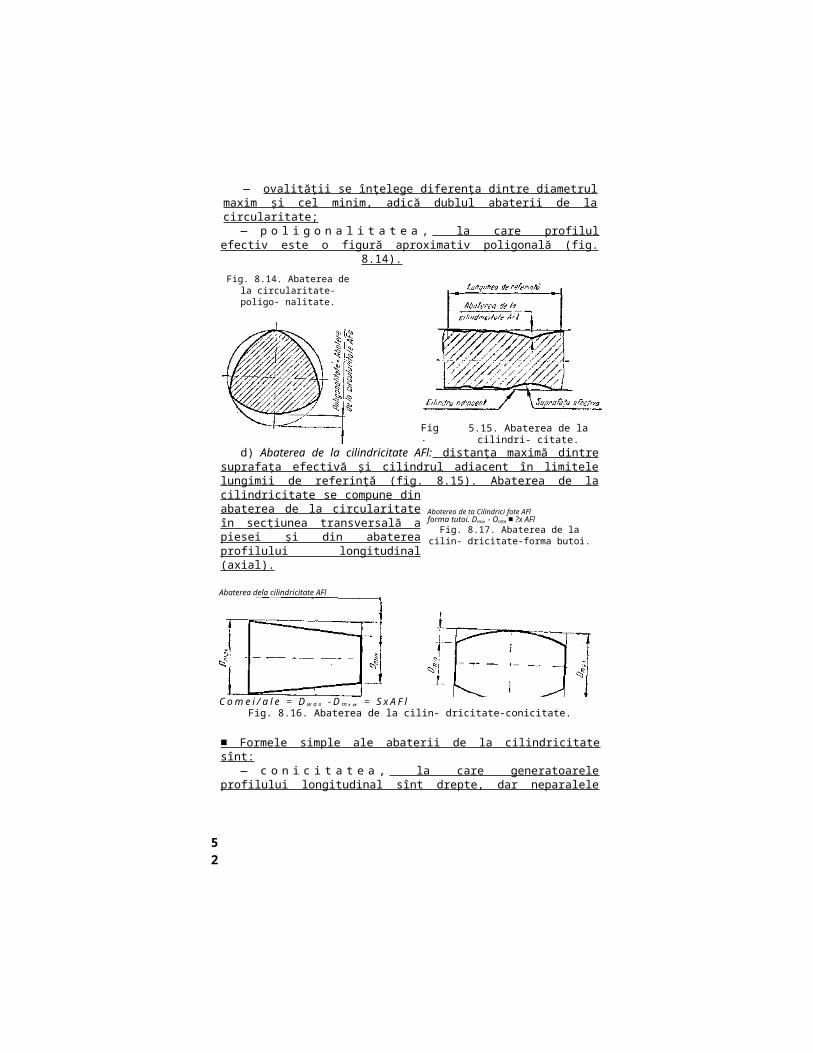
— ovalităţii se înţelege diferenţa dintre diametrul maxim şi cel minim, adică dublul abaterii de lacircularitate;
— p o l i g o n a l i t a t e a , la care profilulefectiv este o figură aproximativ poligonală (fig.
8.14).
d) Abaterea de la cilindricitate AFl: distanţa maximă dintresuprafaţa efectivă şi cilindrul adiacent în limitelelungimii de referinţă (fig. 8.15). Abaterea de lacilindricitate se compune dinabaterea de la circularitateîn secţiunea trans versală a piesei şi din abatereaprofilului longitudinal(axial).
■ Formele simple ale abaterii de la cilindricitatesînt:
— c o n i c i t a t e a , la care generatoareleprofilului longitudinal sînt drepte, dar neparalele
Fig. 8.14. Abaterea dela circularitate-poligo- nalitate.
Abotereo de ta Cilindrici fote AFlforma tutoi. Dmo, - Omtn ?x AFl■
Fig. 8.17. Abaterea de lacilin- dricitate-forma butoi.
Fig.
5.15. Abaterea de lacilindri- citate.
Abaterea dela cilindricitate AFl
C o m e i / a l e = D w a x - D m , „ = S x A F lFig. 8.16. Abaterea de la cilin- dricitate-conicitate.

53
(fig. 8.16);

54
—— f o r m a b u t o i , Ia care generatoarele
profilului longitudinal sînt curbe, diametrul crescîndde Ia extremităţi spre mijlocul profilului (fig. 8.17);
— c u r b a r e a , la care locul geometric alsecţiunii transversale este o linie curbă (fig. 8.18).în standard mai sînt definite:e) Abaterea de la forma dată a pro-fi lului AFf şif ) Abaterea de la forma dată a su-prafeţei AFs.Toate abaterile de la forma perfectgeometrică trebuie să se găsească îninteriorul cîmpurilor de toleranţăpentru dimensiuni, afară decazurile cînd indicaţiilespeciale de pe desen prevedeaaltfel.8.1.2.ABATERI DE LA POZIŢIE
în cele ce urmează se vor indica abaterile şitoleran ţele de poziţie definite de asemenea în STAS 7384-66.
a)Abaterea de la paralelism APl este diferenţa dintredistanţa maximă şi distanţa minimă dintre cele douădrepte
adiacente, coplanare, măsurată în limitele lungimii derefe rinţă (fig. 8.19). Se pot distinge:
— abaterea de la paralelism a -două drepte într-un plan;
Abaterea de fo cttwdn-
rea de la cilindri-citate-curbare.
sau condiţiile tehnice ar
Fig. 8.19. Abaterea de la paralelism a două drepte într-unplan.
55
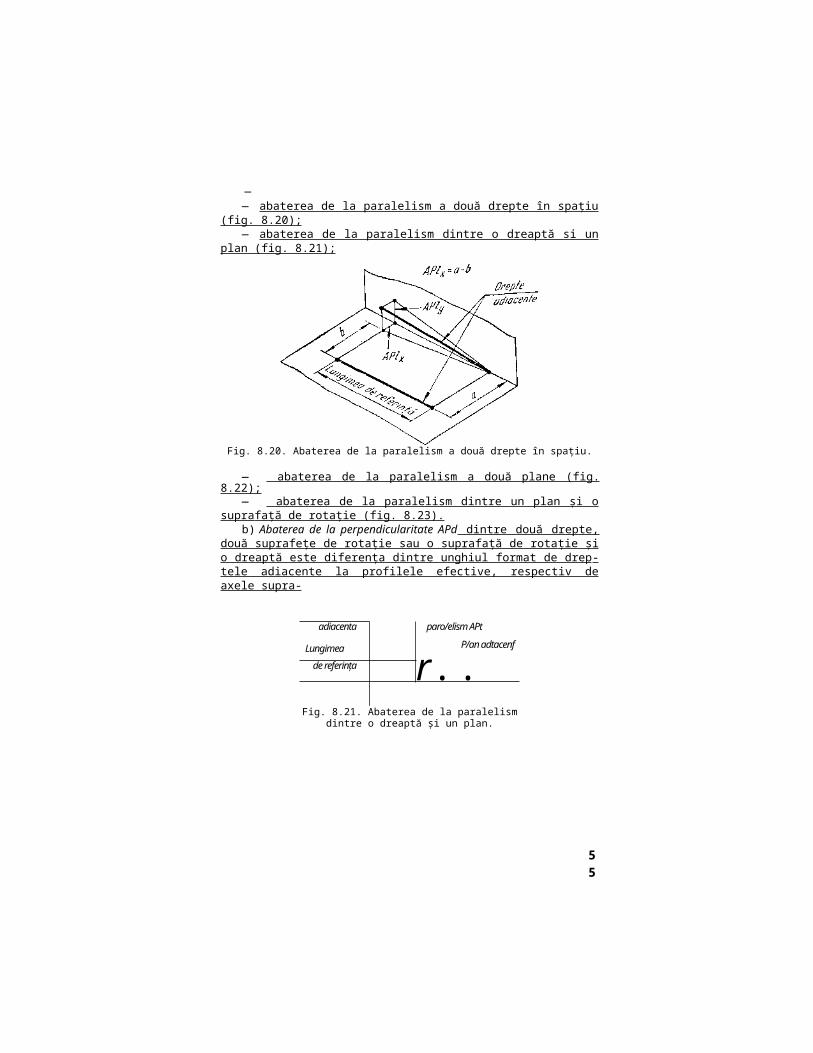
—— abaterea de la paralelism a două drepte în spaţiu
(fig. 8.20);— abaterea de la paralelism dintre o dreaptă si un
plan (fig. 8.21);
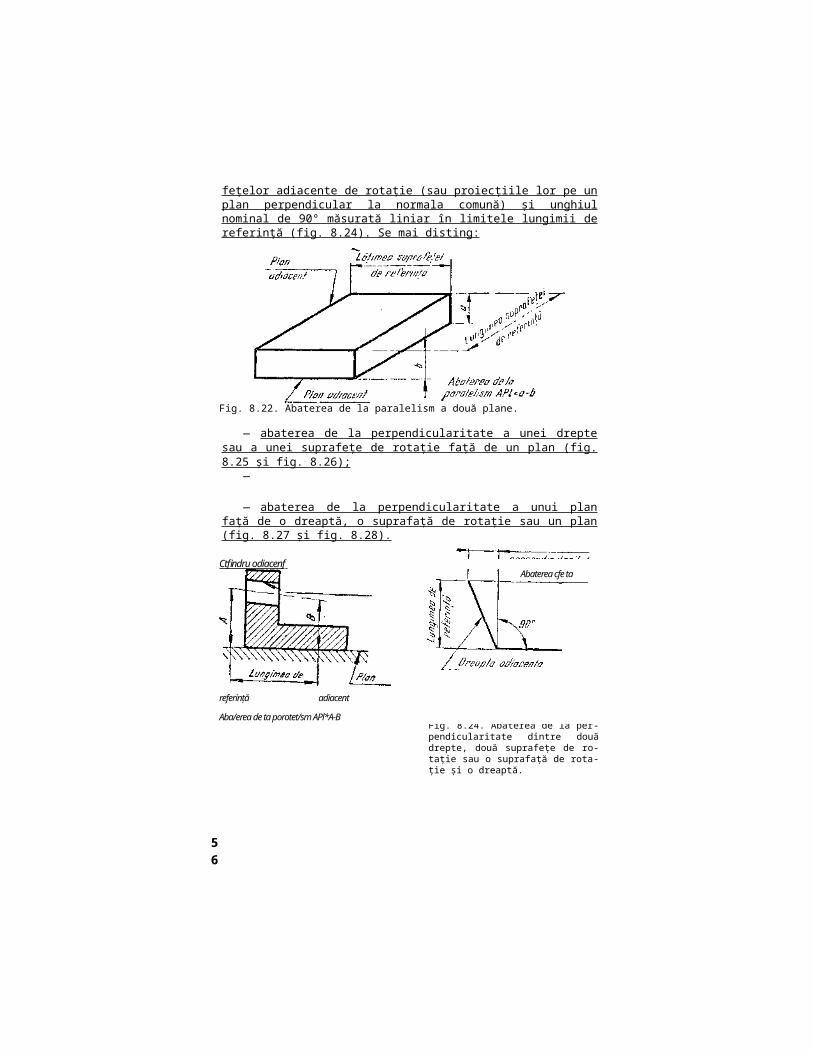
— abaterea de la paralelism a două plane (fig. 8.22);
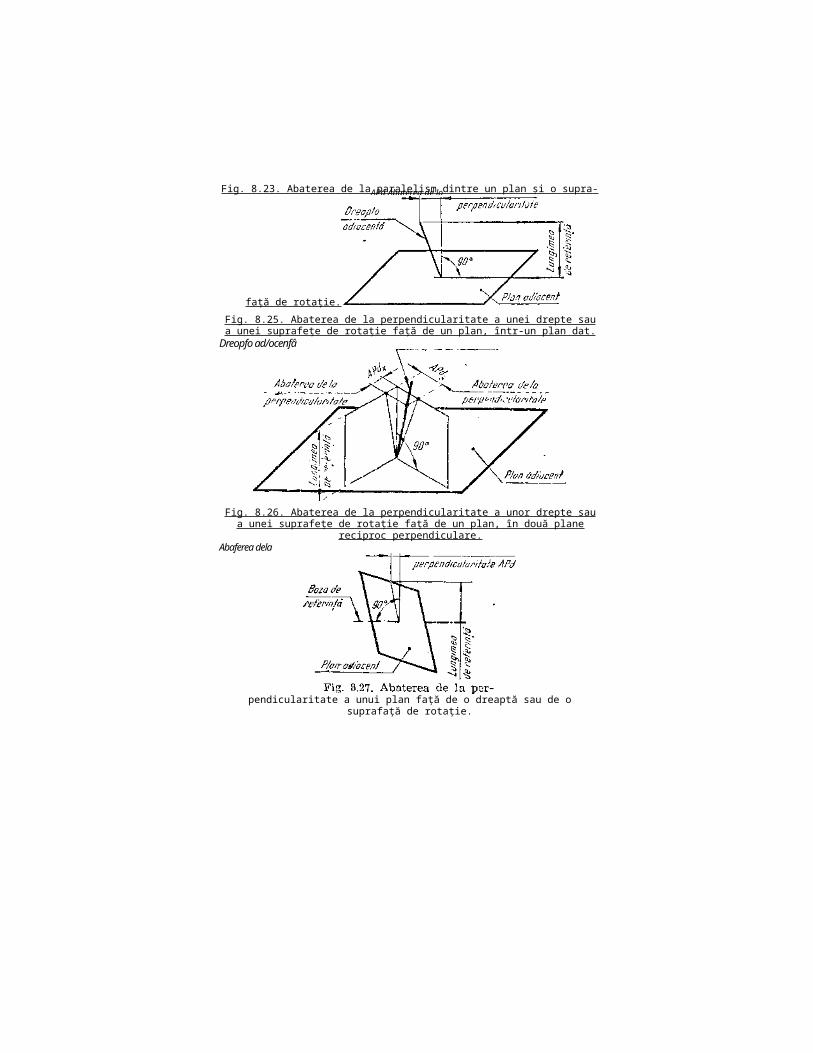
— abaterea de la paralelism dintre un plan şi o supra faţă de rotaţie (fig. 8.23).
b) Abaterea de la perpendicularitate APd dintre două drepte,două suprafeţe de rotaţie sau o suprafaţă de rota ţie şi o dreaptă este diferenţa dintre unghiul format de drep - tele adiacente la profilele efective, respectiv deaxele supra-
adiacenta
Lungimea
paro/elism APtP/an adtacenf
r..de referinţa
Fig. 8.20. Abaterea de la paralelism a două drepte în spaţiu.
Fig. 8.21. Abaterea de la paralelismdintre o dreaptă şi un plan.
56
feţelor adiacente de rotaţie (sau proiecţiile lor pe unplan perpendicular la normala comună) şi unghiulnominal de 90° măsurată liniar în limitele lungimii dereferinţă (fig. 8.24). Se mai disting:
— abaterea de la perpendicularitate a unei drepte sau a unei suprafeţe de rotaţie faţă de un plan (fig.8.25 şi fig. 8.26);
—
— abaterea de la perpendicularitate a unui plan faţă de o dreaptă, o suprafaţă de rotaţie sau un plan(fig. 8.27 şi fig. 8.28).
APd Abaterea cfe ta
Fig. 8.24. Abaterea de la per-pendicularitate dintre douădrepte, două suprafeţe de ro-taţie sau o suprafaţă de rota-ţie şi o dreaptă.
Fig. 8.22. Abaterea de la paralelism a două plane.
Ctfindru odiacenf
referinţă adiacent
Aba/erea de ta porotet/sm APl*A-B
APd Abaterea de lo
Fig. 8.25. Abaterea de la perpendiculari tate a unei drepte sau a unei suprafeţe de rotaţie faţă de un plan, într-un plan dat.
Fig. 8.26. Abaterea de la perpendicularitate a unor drepte saua unei suprafeţe de rotaţie faţă de un plan, în două plane
reciproc perpendiculare.
Fig. 8.23. Abaterea de la parale lism dintre un plan şi o supra -
faţă de rotaţie.
Dreopfo ad/ocenfâ
Abaferea dela
pendicularitate a unui plan faţă de o dreaptă sau de osuprafaţă de rotaţie.
58
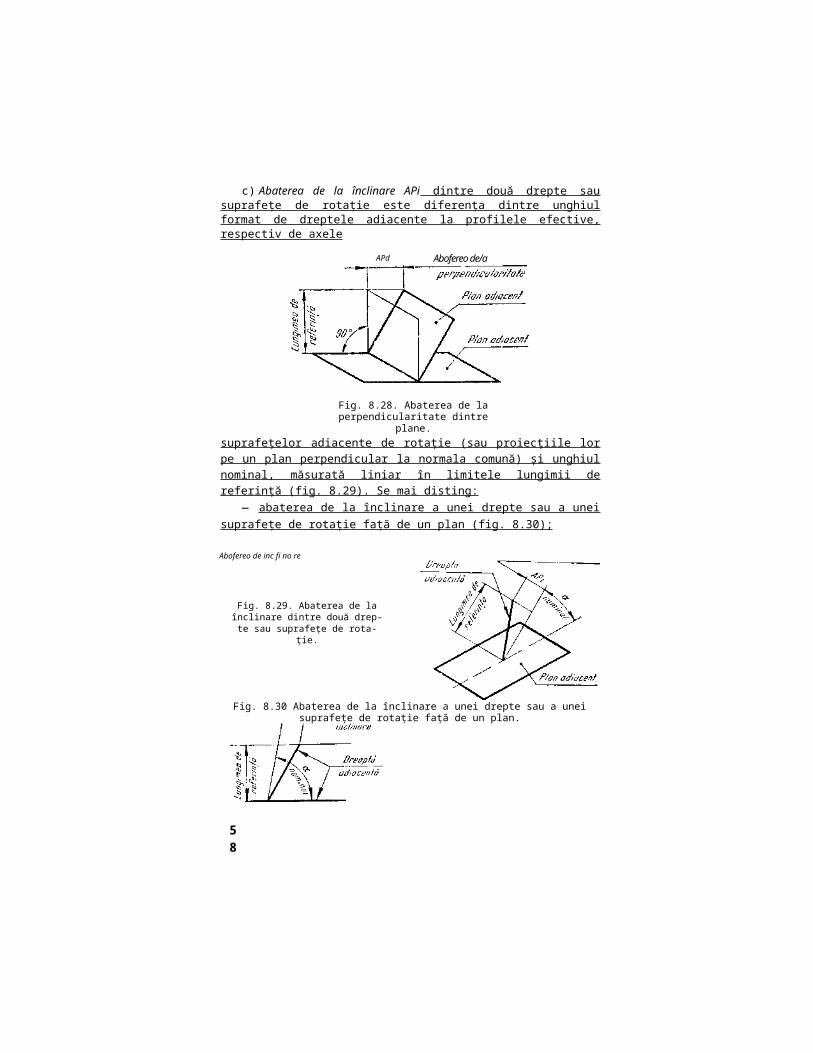
c) Abaterea de la înclinare APi dintre două drepte sausuprafeţe de rotaţie este diferenţa dintre unghiulformat de dreptele adiacente la profilele efective,respectiv de axele
suprafeţelor adiacente de rotaţie (sau proiecţiile lorpe un plan perpendicular la normala comună) şi unghiulnominal, măsurată liniar în limitele lungimii dereferinţă (fig. 8.29). Se mai disting:
— abaterea de la înclinare a unei drepte sau a unei supra feţe de rotaţie faţă de un plan (fig. 8.30);
Fig. 8.29. Abaterea de laînclinare dintre două drep-te sau suprafeţe de rota-
ţie.
APd Abofereo de/a
Fig. 8.28. Abaterea de laperpendicularitate dintre
plane.
Abofereo de inc fi no re
Fig. 8.30 Abaterea de la înclinare a unei drepte sau a uneisuprafeţe de rotaţie faţă de un plan.

59

60
— abaterea de la înclinare a unui plan faţă de o dreaptă,o suprafaţă de rotaţie sau un plan (fig. 8.31 şi fig. 8.32).
d) Abateri de la coaxialilate şi de la concentrieitate: APc.
Abaterea de la coaxialitate este distanţa maximădintre axa suprafeţei adiacente considerate şi axa datăca bază de referinţă, măsurată în limitele lungimii dereferinţă (fig. 8.33). Baza de referinţă poate fi:
— axa uneia dintre suprafeţele adiacente de rotatie (fig. 8.33);
Abaterea de înclinare ÂPi
Fig. 8.31. Abaterea de la înclinare a unui plan faţă de odreaptă sau de suprafaţa de rotaţie.
Fig. 8.32. Abaterea de la înclinare dintre două plane. .

61
—— axa comună a două sau mai multe suprafeţe de rota -
ţie; ca axă comună a două suprafeţe se consideră — lacon trolul coaxialităţii cu mijloace de măsurare universale —
1 Lung/meo de
i refer/nfâ
lungimea derefer/nfâ\rr.rrrrr7j/
dreapta trecînd prin centrele secţiunilortransversale medii (la mijlocul lungimii) alesuprafeţelor respective (fig. 8.34).
Abaterea de laconcentricitate este distanţa dintre centrulcercului adiacent al suprafeţei considerate şibaza de refe rinţă. Baza de referinţă
poate fi:— centrul unui cerc adiacent dat;
axa unei suprafeţe adiacente date
Cilindrăod/acent
Cilindruadiacent
Lung/meo de
Fig. 8.33. Abaterea de la coaxiali- tate, baza de referinţăfiind axa uneia din suprafeţele adiacente.
Axa comand
Abaterile de ic ccaxiaiitote APc, fota de axa comuna
Fig. 8.34. Abaterea de la coaxialitate, bazade referinţă fiind axa comună a două
suprafeţe de rotaţie.

62
— ;axa comună a două sau mai multe suprafeţe de rota ţie (fig. 8.35).
e) Abaterea de la simetrie APs este distanţa maximă dintreplanele (axele) de simetrie ale elementelor conside-
rate, măsurată în limitele lungimii de referinţă sauîntr-un plan dat (fig. 8.36).
f) Bătaia radială ABr este diferenţa dintre distanţamaximă şi distanţa minimă de la suprafaţa efectivă laaxa de rotaţie, măsurată în limitele lungimii dereferinţă (fig. 8.37). Dacă nu se specifică altfel,bătaia radială se deter mină în plane perpendiculare la axa de referinţă.
g) Bătaia frontală ABf este diferenţa dintre distanţamaximă şi distanţa minimă de la suprafaţa frontalăreală şi un plan perpendicular la axa de rotaţie de
Fig. 8.35. Abaterea Fig. 8.36. Abaterea de la simetrie,de la concentricitate.
63
referinţă măsu

h) rată în limitele lungimii de referinţă sau la un diametru dat (fig. 8.38).
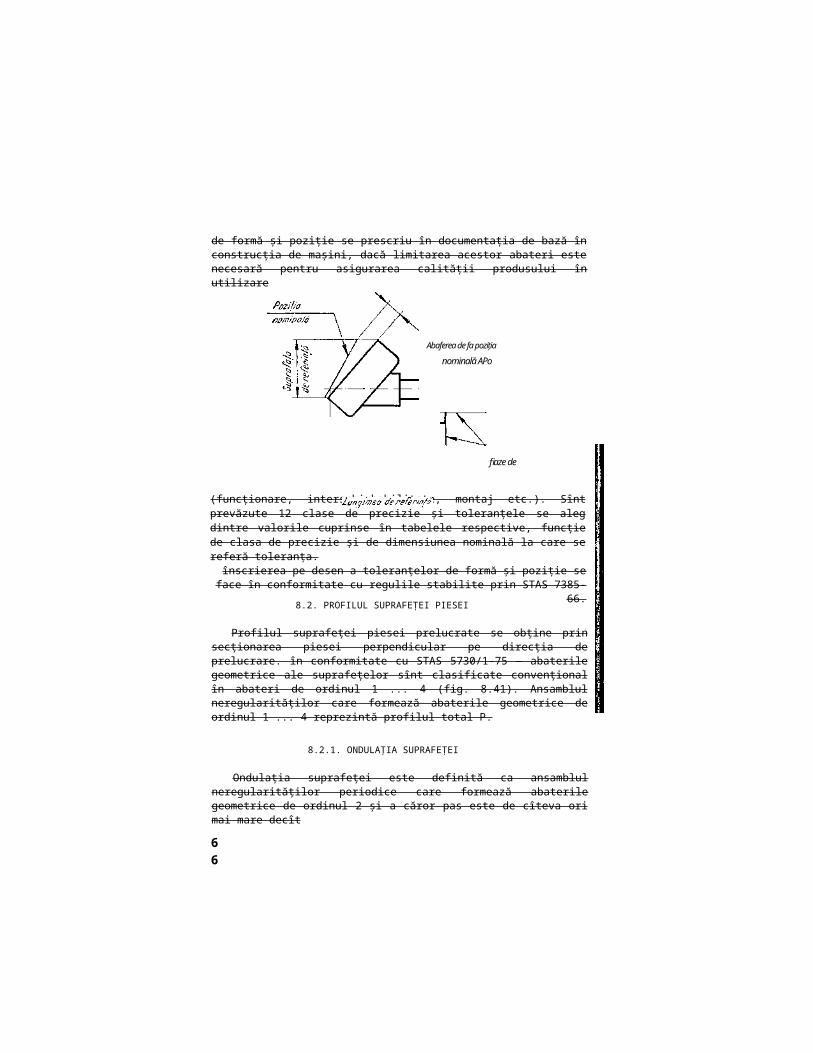
i) Abaterea de la poziţia nominală APp este distanţa maximădintre dreapta adiacentă sau axa suprafeţei adia cente de rotaţie şi poziţianominală a acestora, mă - surată în limitelelungimii de referinţă(fig. 8.39), respectivdistanţa maximă dintreplanul adiacent sau planulde simetrie şi pozi ţia nominală a acestoramăsurată în limitelesupra feţei sau lungimii de refe rinţă (fig. 8.40).
Valorile tolerantelor larectilinitate, la planitate,
la forma dată a suprafeţei, la circularitate, lacilindricitate, la paralelism, la perpendicularitate,la bătaia radială şi la bătaia frontală, sînt prescriseîn STAS 7391-75. Toleranţele
Fig. 8.38. Bătaia frontală.

65
Baza de refen/n/o
Fig. 8.39. Abaterea de la poziţia nominală a unei drepte sau aunei axe.
66
8.2.1. ONDULAŢIA SUPRAFEŢEI
Abaferea de fa poziţianominală APo
fiaze de
referinfâ
Fig. 8.40. Abaterea de la poziţia nominală aunui plan.
de formă şi poziţie se prescriu în documentaţia de bază înconstrucţia de maşini, dacă limitarea acestor abateri estenecesară pentru asigurarea calităţii produsului înutilizare
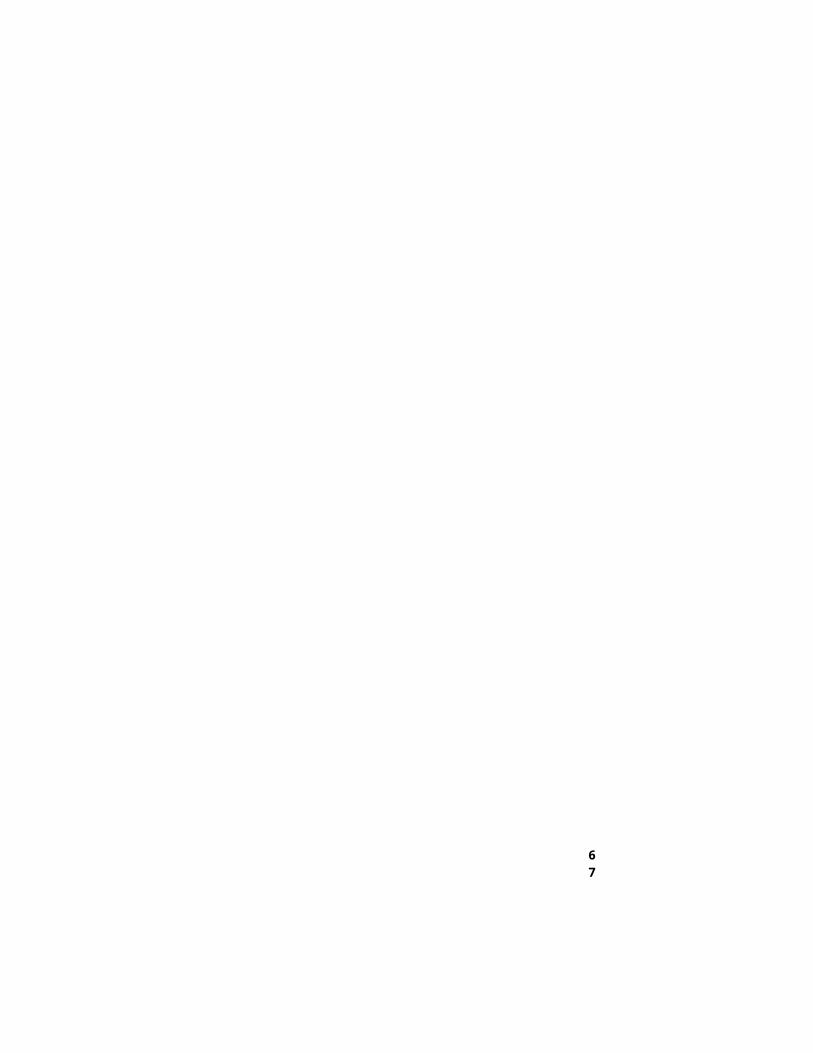
Profilul suprafeţei piesei prelucrate se obţine prinsecţionarea piesei perpendicular pe direcţia deprelucrare. în conformitate cu STAS 5730/1-75 — abaterilegeometrice ale suprafeţelor sînt clasificate convenţionalîn abateri de ordinul 1 ... 4 (fig. 8.41). Ansamblulneregularităţilor care formează abaterile geometrice deordinul 1 ... 4 reprezintă profilul total P.
(funcţionare, interschimbabilitate, montaj etc.). Sîntprevăzute 12 clase de precizie şi toleranţele se alegdintre valorile cuprinse în tabelele respective, funcţiede clasa de precizie şi de dimensiunea nominală la care sereferă toleranţa.înscrierea pe desen a toleranţelor de formă şi poziţie se
face în conformitate cu regulile stabilite prin STAS 7385-66.8.2. PROFILUL SUPRAFEŢEI PIESEI
Ondulaţia suprafeţei este definită ca ansamblulneregularităţilor periodice care formează abaterilegeometrice de ordinul 2 şi a căror pas este de cîteva orimai mare decît
67
adîncimea lor. Pasul ondulaţiei — S — corespunde cupasul neregularităţilor şi este definit ca distanţadintre puncteîe cele mai de sus a două proeminenţeconsecutive alî profilu-
lui efectiv. înălţimea ondulaţiei este caracterizatăprin me dia aritmetică a cinci-înălţimi maxime ale ondulaţiei, deter minată în limitele a cinci lungimi de bază (fig. 8.42)
TU Wj + W 2 + Wj, + W 4 + W5 /O 1\
Abateri de ordinul 1
Fig. 8.41. Abaterile geometrice ale suprafeţei.
L
Fig. 8.42. Ondulaţia suprafeţei.5 — Toleranţe şi ajustaje, voi. II. 05
69
Şirul valorilor recomandate de STAS 5730/1-75 pentruadîncimea medie în 5 puncte pentru ondulaţie W2 este datîn tabelul 8.1.
Şirul valorilor recomandate
0,1 0,2 0,4 0,8 1,6 | 3,2 6,3
Trebuie precizat căvalorile numerice ale parametrilor profilului seraportează la un plan perpendicular pe supra faţa nominală, iar direcţia de măsurare este direcţia care dăvaloarea maximă a abaterii geometrice măsurate.
Ondulaţia este provocată de existenţa unui procesvibrator sesizabil în timpul aşchierii.
£După unii autori se consideră că atunci cînd — >50
w,-Ş
neregularităţile reprezintă ondulaţii iar, cînd < 50 elefac parte din rugozitatea suprafeţei. Se recomandă caondula ţia unei suprafeţe să se prescrie numai atunci cînd aceasta este absolut necesar din punct de vederefuncţional.
8.2.2. RUGOZITATEA SUPRAFEŢELOR
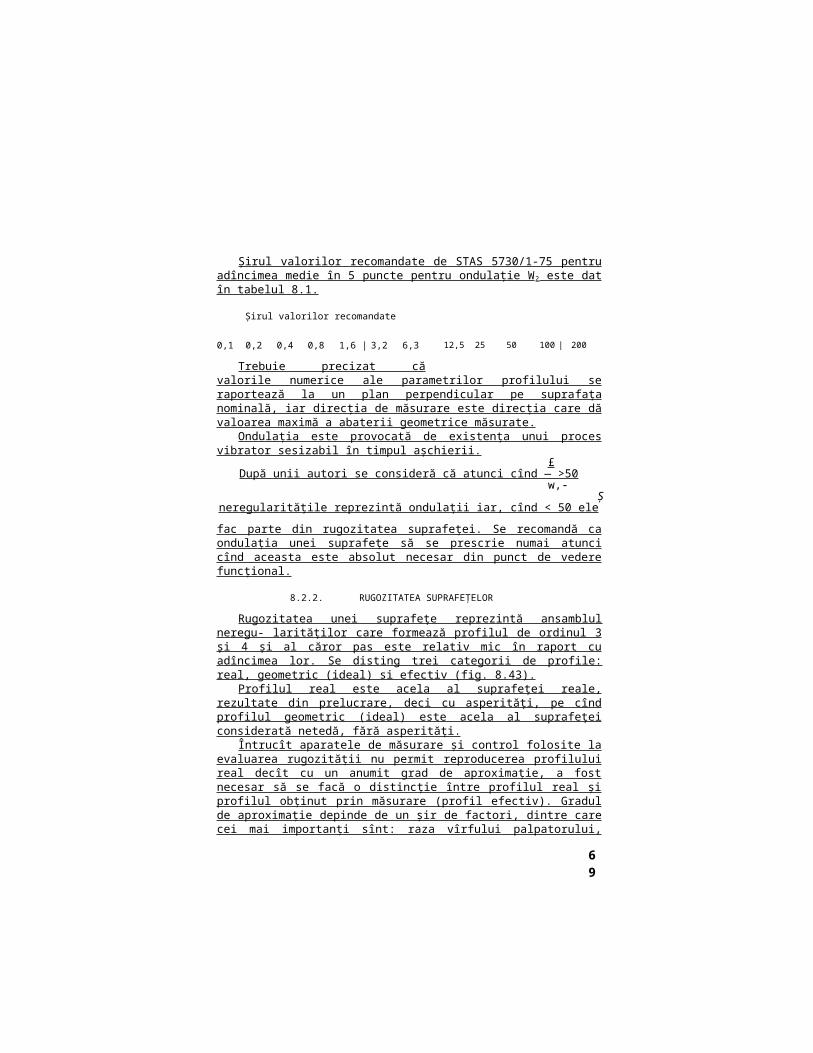
Rugozitatea unei suprafeţe reprezintă ansamblulneregu- larităţilor care formează profilul de ordinul 3şi 4 şi al căror pas este relativ mic în raport cuadîncimea lor. Se disting trei categorii de profile:real, geometric (ideal) si efectiv (fig. 8.43).
Profilul real este acela al suprafeţei reale,rezultate din prelucrare, deci cu asperităţi, pe cîndprofilul geometric (ideal) este acela al suprafeţeiconsiderată netedă, fără aspe rităţi.
Întrucît aparatele de măsurare şi control folosite laeva luarea rugozităţii nu permit reproducerea profilului real decît cu un anumit grad de aproximaţie, a fostnecesar să se facă o distincţie între profilul real şiprofilul obţinut prin măsurare (profil efectiv). Gradulde aproximaţie depinde de un şir de factori, dintre carecei mai importanţi sînt: raza vîrfului palpatorului,
12,5 25 50 100 | 200

70
presiunea de palpare, puterea separa toare a sistemului optic (în cazul aparatelor optice).
71
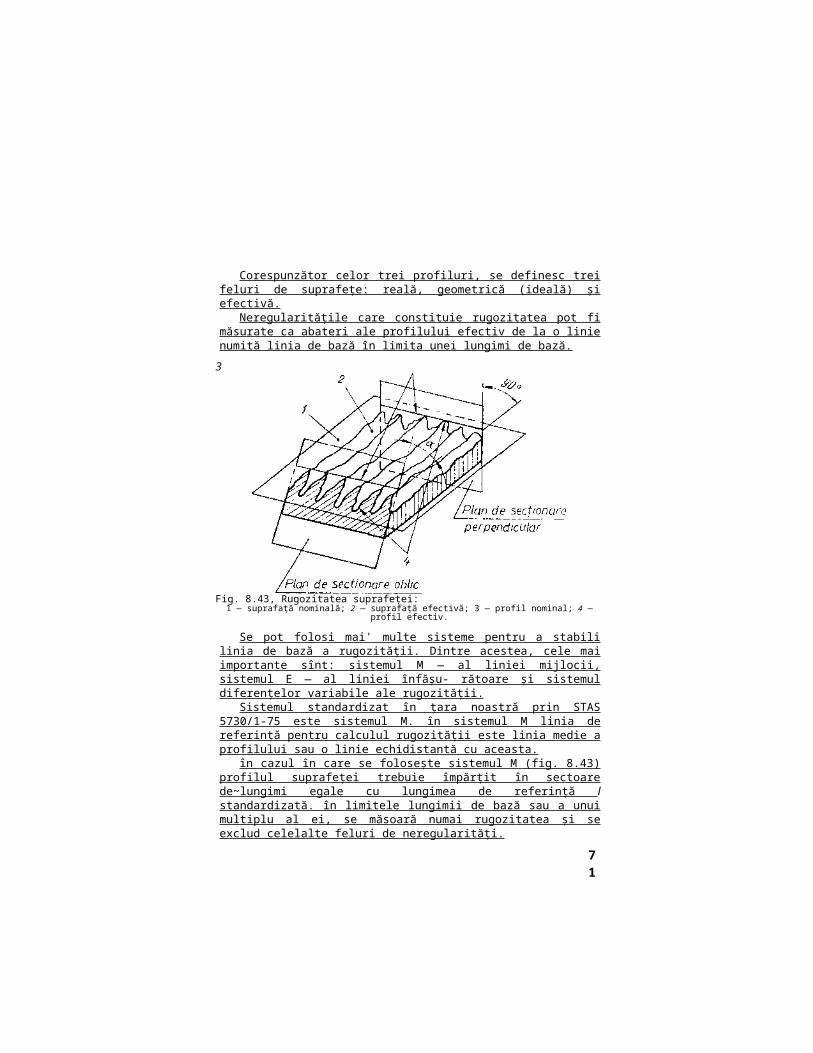
Corespunzător celor trei profiluri, se definesc treifeluri de suprafeţe: reală, geometrică (ideală) şiefectivă.
Neregularităţile care constituie rugozitatea pot fimăsu rate ca abateri ale profilului efectiv de la o linie numită li nia de bază în limita unei lungimi de bază.
Se pot folosi mai' multe sisteme pentru a stabililinia de bază a rugozităţii. Dintre acestea, cele maiimportante sînt: sistemul M — al liniei mijlocii,sistemul E — al liniei înfăşu- rătoare şi sistemuldiferenţelor variabile ale rugozităţii.
Sistemul standardizat în ţara noastră prin STAS5730/1-75 este sistemul M. în sistemul M linia dereferinţă pentru cal culul rugozităţii este linia medie a profilului sau o linie echi distantă cu aceasta.
în cazul în care se foloseşte sistemul M (fig. 8.43)profilul suprafeţei trebuie împărţit în sectoarede~lungimi egale cu lungimea de referinţă lstandardizată. în limitele lungimii de bază sau a unuimultiplu al ei, se măsoară numai rugozi tatea şi se exclud celelalte feluri de neregularităţi.
3
Fig. 8.43, Rugozitatea suprafeţei:1 — suprafaţă nominală; 2 — suprafaţă efectivă; 3 — profil nominal; 4 —
profil efectiv.

în cadrul sistemului M, prin lungimea de bază l, seînţelege lungimea liniei de referinţă aleasăconvenţional pentru âdefini rugozitatea (respectivondulaţia) fără influenţa celor lalte abateri geometrice. Prin lungimea de măsurare —L — se înţelege lungimealiniei de referinţă aleasă pentru măsu rarea parametrilor de profil. Ea poate cuprinde una sau mai multe lungimide bază. Prin linia medie a profilului — m — se înţelegelinia de referinţă care are forma profilului nominal şicare, în limitele lungimii de bază, împarte profilulefectiv astfel încît suma pătratelor ordonatelor {ylt y2, . . . ,ijn) profilului în raport cu această linie să fie minimă,ceea ce se exprimă prin relaţia (8.2). ■ i
y2 âx = minimum (8.2) o
Linia medie a profilului poate fi trasată cu preciziesufi cientă pentru practică, dacă se egalează sumele înălţimilor profilului pe cele două părţi a liniei medii şi se orientează linia medie după direcţia profilului geometric ideal.
Prin linia centrală a profilului se înţelege linia derefe rinţă care are forma profilului nominal şi care, în limitele lungimii de bază, este paralelă cu direcţiagenerală a profilu lui, astfel încît suma suprafeţelor cuprinse, de ambele părţi, între această linie şiprofilul efectiv să fie egală (fig. 8.44).
!>(□)* ( 8 - 3 >
Linia centrală este un caz particular al linieimedii. în cazul unui profil periodic şi care deci are odirecţie generală determinată; linia centrală este unicăşi identică cu linia medie. în cazul unui profil
» = 1 i= 1
Fig. 8.44. Elementele caracteristice ale rugozităţii.

aperiodic pentru care evaluarea direcţiei sale centraleeste incertă, se pot trasa mai multe linii centrale dincare numai una este identică cu linia medie.
în cazul sistemului M, pentru a se măsurarugozitatea, în industria noastră s-au adoptat douăcriterii principale, şi anume: Ra şi Rz.
Criteriul Ra (abaterea medie aritmetică aneregularităţilor îii raport cu linia medie) este dat demedia aritmetică a valo rilor absolute ale ordonatelor profilului efectiv definite faţă de linia medieconsiderată ca origine şi este exprimat de re laţia (8.4)
LRa= -Ţ^\(yR-Rp)\dx
R (8.4)O
unde:L este lungimea de măsurare;yR — ordonata profilului în raport cu linia de refe -
rinţă;Rp — adîncimea de nivel a rugozităţii sau distanţa
dintre punctul cel mai înalt al profilului şilinia medie şi se calculează pe baza relaţiei(8.5): ,
LRp= 7$(^)' d X f l (8-5)0
Criteriul Rz, de determinare a aclîncimii medii arugozită ţii în 10 puncte Rz, reprezintădiferenţa între media arit metică a ordonatelor celor mai înalte (mai sus) cinci proemi nenţe şi a celor mai de jos cinci goluri ale profilului
efectiv
măsurate în limitele lungimii de bază, de la o dreaptăparalelă cu linia medie şi care nu intersectează
Fig. 8.45. Determinarea grafică a adîn- cimii medii arugozităţii.

profilul (fig. 8.45).• + Rt) — (j?8 + Rj + • ■ • + Bio)
între criteriile Ra şi Rz există relaţia de legătură(8.7) i
log i?z =0,65+0,97 log Ra (8.7) Pentru fiecare din aceşti parametri se stabileşte
cîte un şir de valori care sînt indicate în tabelul 8.2.Tabelul 8.2
Valorile pentru abaterea medie aritmetică Ra şi pentru adîncimeamedie
in 10 puncte Rt
0,0080,040 0,20 1,00 5,0 25 125
0,010 0,050 0,25 1,25 6,3 32 1600,012 0,063 0,32 1,60 8,0 40 2000,016 0,080 0,40 2,0 10,0 50 2500,020 0,100 0,50 2,5 12,5 63 3200,025 0,125 0,63 3,2 16,0 80 4000,032 0,160 0,80 4,0 20 100
Valorile pentru
0,025 0,125 0,63 3,2 16 80 400
0,032 0,160 0,80 4,0 20 100 5000,040 0,20 1,00 5,0 25 125 6300,050 0,25 1,25 6,3 32 160 8000,063 0,32 1,60 8,0 40 200 1 0000,080 0,40 2,00 10,0 50 250 1 2500,100 0,50 2,5 12,5 63 320 1 600
Pentru lungimea de bază l se stabileşte şirul devalori indicat în tabelul 8.3. Valorile preferenţialeale parametrilor j Ra şi Rzşi ale lungimii
de bazăl sîntdate în tabelul 8.4. (Tabelul8.4 nu poate fifolosit pentru corespondenţă
între ■Ra şi Rz.
Tabelul 8.3 1
Şirul lungimilor de bază l ,Şirul lungimilor de la baza l. în min
Valorile pentru Ra

0,08 | 0,25 I 0,8 | 2,5 | ' 8I 2

76
Ca şi în cazul ondulaţiilor, valorile numerice alerugozită- Iilor se raportează la un plan perpendicularpe suprafaţa nominală. Ele se trec fără alte indicaţiişi sînt considerate valori maxime admisibile. Cînd nuse indică altfel evaluarea
Ita(uni)
Rz(nm) Lungimea de bază L
(mm)
Maximum
0,012 0,063 0,080,025 0,125
«0,05 0,250,10 0,5 0,250,20 1,00,40 2,0
0,80 4,01,60 8,0 0,83,2 12,5
6,3 25 2,512,5 50
25 10050 200 8
100 400
parametrilor se face în direcţia de valoare maximă aacestora. Rugozitatea unei suprafeţe se prescrieexplicit numai atunci cînd limitarea ei este necesarădin punct de vedere funcţional sau al aspectului, chiardacă aplicarea tehnologiei curente de fabricaţie şirespectarea toleranţelor stabilite la dimensiuni îiasigură o valoare corespunzătoare. în cazul în c.arerugo- » zitatea unei suprafeţe nu reprezintă interesfuncţional sau de aspect rugozitatea nu se prescrie, earezultînd din tehnolo gia de fabricaţie. în fig. 8.46 se indică notarea rugozităţii suprafeţei în conformitatecu STAS 612-75. Valoarea para metrului de rugozitate, exprimată în micrometri, se înscrie l'ără simbol, dacăeste vorba de parametrul Ra (fig. 8.46, a) sau precedatăde simbolul parametrului, dacă este vorba de altparametru decît Ra (fig. 8.46, b). în cazul în care pelîngă
Tabelul 8.4Valorile preferenţiale ale parametrilor Ra şi Rz
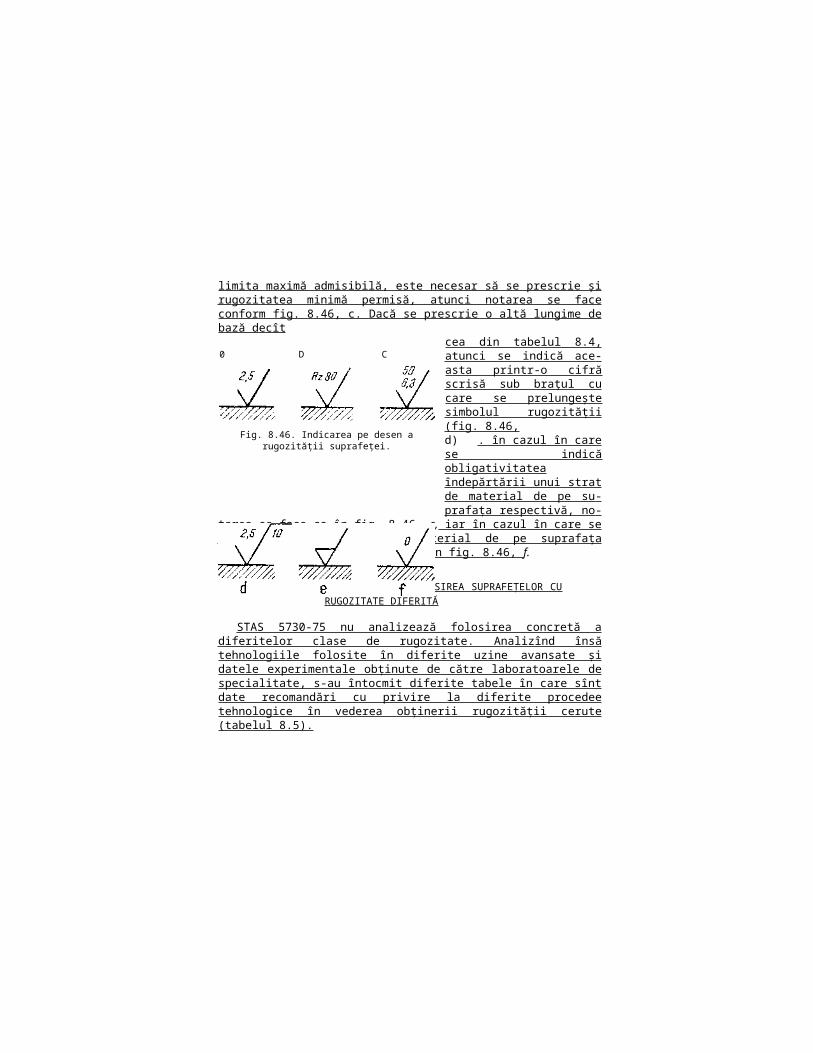
limita maximă admisibilă, este necesar să se prescrie şiru gozitatea minimă permisă, atunci notarea se face conform fig. 8.46, c. Dacă se prescrie o altă lungime debază decît
cea din tabelul 8.4,atunci se indică ace - asta printr-o cifrăscri să sub braţul cu care se prelungeştesimbo lul rugozităţii (fig. 8.46,d) . în cazul în care se indicăobligativitateaîndepărtării unui stratde material de pe su - prafaţa respectivă, no -
tarea se face ca în fig. 8.46, e, iar în cazul în care seinterzice îndepărtarea de mate rial de pe suprafaţa respectivă, notarea se face ca în fig. 8.46, f.
8.2.3. REALIZAREA ŞI FOLOSIREA SUPRAFEŢELOR CU RUGOZITATE DIFERITĂ
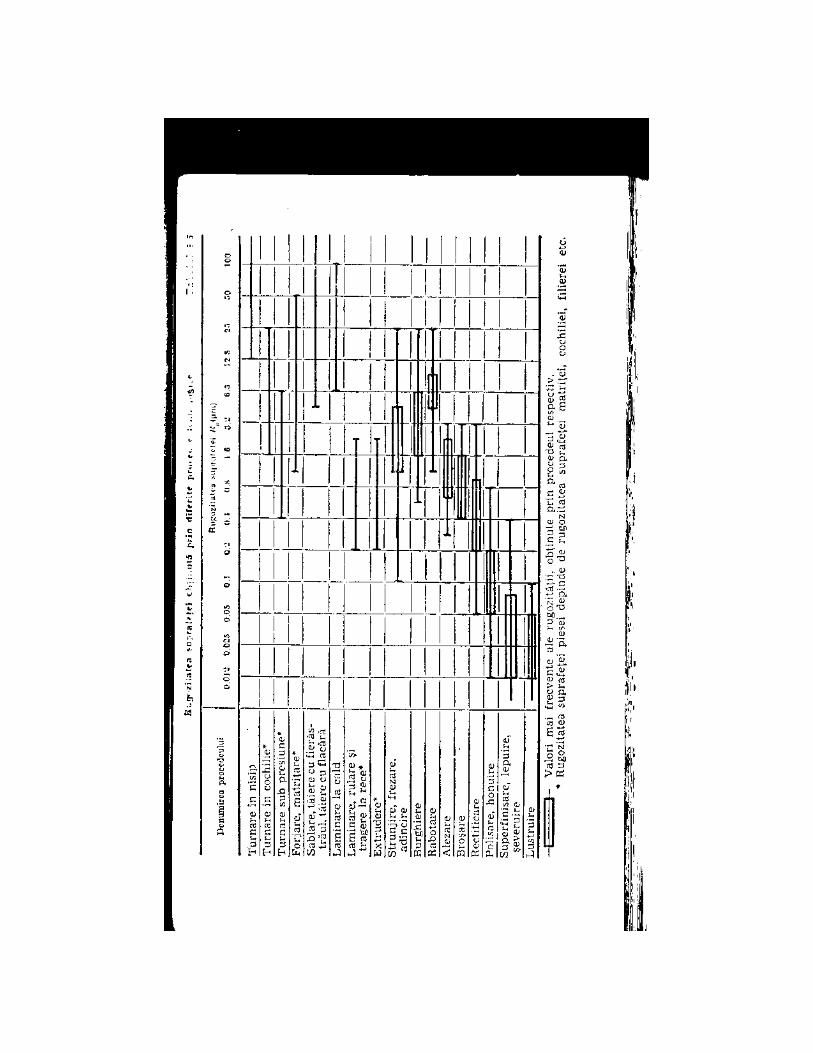
STAS 5730-75 nu analizează folosirea concretă adiferi telor clase de rugozitate. Analizînd însă tehnologiile folosite în diferite uzine avansate şidatele experimentale obţinute de către laboratoarele despecialitate, s-au întocmit diferite tabele în care sîntdate recomandări cu privire la diferite procedeetehnologice în vederea obţinerii rugozităţii cerute(tabelul 8.5).
0 D C
Fig. 8.46. Indicarea pe desen arugozităţii suprafeţei.
78
Rugozitatea optimă a suprafeţei la piesele de maşini este determinată
de precizia prescrisă şi de felul de funcţio nare a reperului asamblat.
în consecinţă, pentru a asigura o’ asamblare cu caracter stabil este
necesar de a armoniza gradul de rugozitate a suprafeţelor cu precizia
necesară de prelucrare. O rugozitate de clasă superioară se obţine de
obicei printr-o prelucrare complexă şi scumpă. Din această cauză este
necesar ca rugozitatea suprafeţei să fie prescrisă pe baza datelor
practice obţinute la uzinele avansate pentru fie care caz concret în
parte. în orice caz se va ţine seama de

79

80
următoarele: rugozitatea suprafeţelor va fi cu atît maimică, cu cît viteza şi presiunea specifică asuprafeţelor de contact va fi mai mare. De asemenea seimpune o clasă de rugozitate
superioară în cazul jocurilor de asamblare mici, laasamblări cu strîngere şi mai cu seamă la încărcări sausarcini ciclice.
Rugozitatea suprafeţelor depinde în foarte maremăsură de condiţiile tehnologice de prelucrare. încazul pieselor de oţel, ea este influenţată de vitezade aşchiere. Rugozitatea maximă corespunde unei vitezede aşchiere de circa 20 m/min, micşorîndu-se cucreşterea acestei viteze. în condiţii de lucru identicerugozitatea devine stabilă la viteze de aşchiere depeste 100 m/min, aşa cum este arătat în fig. 8.47.
în fig. 8.48 este arătată influenţa avansuluilongitudinal asupra rugozităţii, în cazul strunjiriiunei piese din OLC 45
Fig. 8.47. Curba care caracterizează influenţa vitezei deaşchiere asupra rugozităţii suprafeţelor.

81
cu un cuţit avînd unghiul de aşchiere de 45°, raza dero tunjire de 2,5 mm, viteza de aşchiere de 50 m/min şi adîncimea de aşchiere de 0,5 mm; se vede că rugozitateacreşte cu mă rirea avansului. Rugozitatea mai este influenţată de para metrii geometrici ai sculelor de aşchiere, de neregularităţile suprafeţei de aşchierecare se copiază pe suprafeţele prelu crate, de caracteristicile constructive şi dimensionale alepiesei, de felul ei de prindere, de calitatea lichidului de ră cire etc. Ea nu este influenţată de mărimea diametrului.
în cele ce urmează se dau informativ unele exemplede folosire a diferitelor clase de rugozitate, îndiferite domenii ale construcţiei de maşini:Ra 50 . . . Ra 100 Suprafeţe grosolane. Suprafeţe
neprelu crate, curăţate. De exemplu: piese turnateîn amestec de formare şi nisip, suprafeţeforjate, laminate, matriţate, tăiate,ambu- tisate, găuri fără importanţă.
Ra 12,5 ... Ra 25 Suprafeţe de contact grosolane, fără miş care. Suprafeţe libere şinefuncţionale ale orificiilor. Deexemplu: suprafeţe de aşe zare la piese mari şi grele, suprafeţe cu condiliide aspect; piese turnate în cochilă;bazele de aşezare ale arcurilor elicoidale.-
Fig. 8.48. Influenţa avansului longitudinal asuprarugozităţii.
Ra 6,3 Suprafeţe de contact nesolicitate şi fără
centrare. Suprafeţe exterioare,vizibile, ale organelor de maşini. Deexemplu: etanşări cu garniturinemetalice, filete la toate organelede asamblare uzuale şi semipre- cise,suprafeţe de aşezare ale pieselor micişi mijlocii.
Ra 3,2 Suprafeţe de contact fără mişcare, trans
misii cu uzură redusă, condiţii deaspect. De exemplu: fusuri şi lagărede transmisii normale, găuri decentrare, filete metrice,trapezoidale, rotunde, pătrate şipentru ţevi; segmenţi de piston;suprafeţe laterale ale flancurilordanturilor roţilor melcate, conice şide lanţ, ale filetelor, ale canalelorla roţile pentru curele trapezoidale.
Ra 1,6 Suprafeţe de ghidare şi de centrare la mişcăriperiodice. Suprafeţe de contact puţinsolicitate. De exemplu: alezajele lagă relor de alunecare; arbori şi alezaje la reductoare;suprafeţe de contact la car case de fontă.
Ra 0,80 Uzură redusă la viteze şi tensiuni de con tact reduse şi la forţe axiale. Suprafeţe decentrare. Suprafeţe nefuncţionale ale pie selor, care urmează să fie cromate, niche late. De exemplu: suprafeţe de etanşare pentru garnituride pîslă; suprafeţe de alunecare la peneparalele; cuzineţi recti ficaţi; piuliţe de transmisii cu filet.
Ra 0,40 Uzură redusă la viteze şi tensiuni de con tact mijlocii. Suprafeţe de centrare. Supra feţe de contact greu solicitate. Suprafeţenefuncţionale ale pieselor care urmează a ficromate, nichelate etc. De exemplu: suprafeţede alunecare la pene; şuruburi conducătoare;cilindri lucrînd cu segmenţi; suprafaţa

83
cilindrică a pistoanelor, fusuri la maşinielectrice mari; suprafeţe de etan şare la ventile, sertare, garnituri — manşe tă, presgarnituri (la mişcări du-te-vino), fileterectificate, discuri de fricţiune.
Ra 0,20 Suprafeţe supuse la frecare şi de uzura că rora depinde şi precizia de lucru a meca nismului. Suprafeţe lustruite. De exemplu: lagăre laarbori cotiţi şi la arbori cu came; fusuri demanivelă; fusuri la turbine şi la reductoare demare viteză; ghidaje la maşini-unelte; conuride fixare la scule; filete rectificate;suprafeţe de contact ale calibrelor, etanşărifixe conice, fără garni turi, cuzineţi lepuiţi.
Ra 0,10 Joc redus între suprafeţe deghidare pre cisă. Aparate de măsurat mai puţin pre cise. Suprafeţe exterioare precise. Supra feţe de contact. De exemplu: etanşări pre-tenţioase la presiuni relativ mari,fără garni turi; fusuri şi cuzineţi la articulaţii şi lagăre la mecanisme şimaşini-unelte rapide şi de precizie;ghidaje de rostogolire de mareprecizie; pistoane şi cilindri depompe de injecţie, suprafeţe demăsurare la şublere, role, bile, căide rulare Ia rulmenţi.
Ra 0,05 Uzură redusă la suprafeţe funcţionale.Apa rate de măsurat precise. De exemplu: su prafeţe de centrare precisă la dornuri şi scule de mare precizie;suprafeţe de măsu rare la comparatoare şi calibre de lucru; scări gradate laaparate optico-mecanice.
Ra 0,025 Uzuri reduse la viteze mari şitensiuni de contact relativ mari.Aparate de măsurat foarte precise. Deexemplu: lagăre princi pale la maşini unelte de mare precizie; cale plan-paralele; suprafeţe de măsurare la
micrometre.Ra 0,012 Uzuri foarte reduse la tensiuni de
contact mari. Aparate de măsurat demare pre cizie. De exemplu: căi de rulare la rulmenţi de precizie;suprafeţe de măsurare la apa rate de măsurat optico-mecanice; cale plan-paralele.
8.2.4. INFLUENŢA FORMEI ŞI GRADULUI DE RUGOZITATE ASUPRAFEŢELOR ASUPRA DEFORMĂRII AJUSTAJELOR
La calcularea ajustajelor, jocurile şi strîngerilesînt consi derate la valorile lor limită, adică socotind valorile maxime sau minime ale dimensiunilor pieselorasamblate. în realitate, ajustajele sînt obţinute cupiese care au dimensiuni precise şi care dau naştere lajocuri şi strîngeri efective. Acestea influenţeazăajustajul teoretic prin macrogeometria supra feţei, ondulaţia suprafeţei, rugozitatea suprafeţei, abaterilede la poziţia teoretică a suprafeţei cilindrice aarborelui, faţă de cea a alezajului.Astfel, dacă într-un alezaj cu o formă perfect cilindrică se introduce un arbore avînd abateri de formă, jocul obţinu
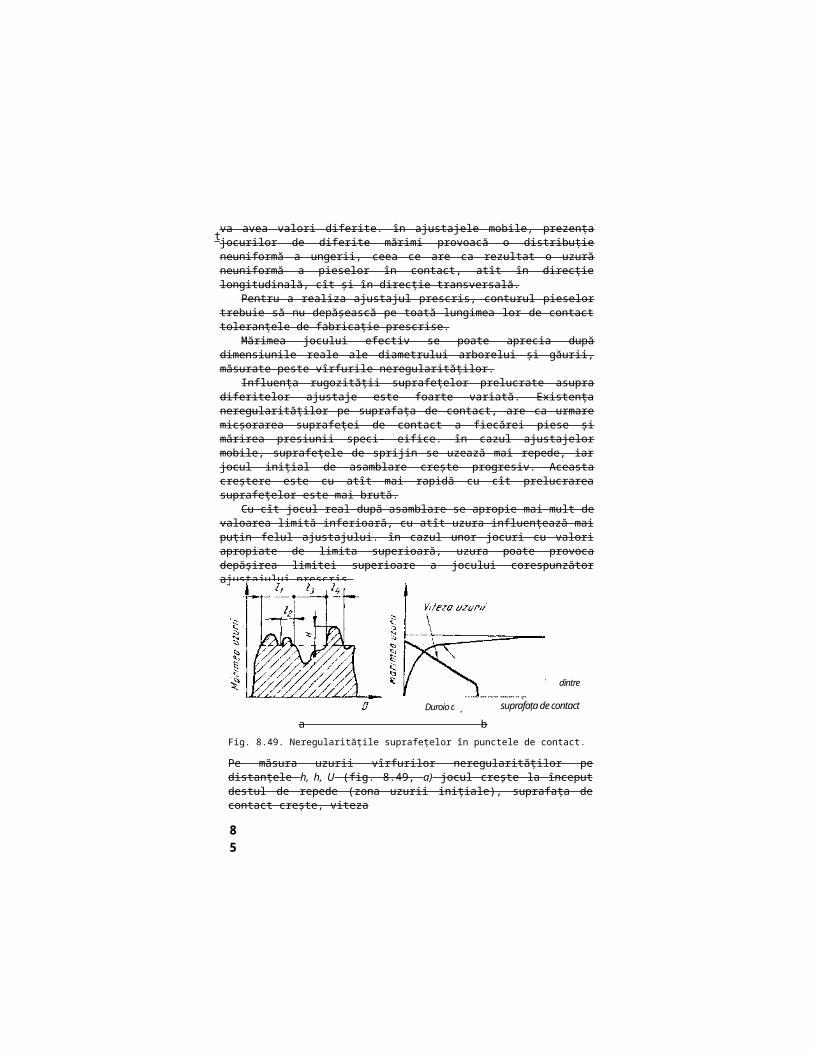
85
t
Duroio de fonctionoi-e
a bFig. 8.49. Neregularităţile suprafeţelor în punctele de contact.
Pe măsura uzurii vîrfurilor neregularităţilor pedistanţele h, h, U (fig. 8.49, a) jocul creşte la începutdestul de repede (zona uzurii iniţiale), suprafaţa decontact creşte, viteza
Curba dependentei dintremaruneo uzurii şi
suprafaţa de contact
va avea valori diferite. în ajustajele mobile, prezenţajocurilor de diferite mărimi provoacă o distribuţieneuniformă a ungerii, ceea ce are ca rezultat o uzurăneuniformă a pieselor în contact, atît în direcţielongitudinală, cît şi în direcţie transversală.
Pentru a realiza ajustajul prescris, conturul pieselortrebuie să nu depăşească pe toată lungimea lor de contacttoleranţele de fabricaţie prescrise.
Mărimea jocului efectiv se poate aprecia dupădimensiunile reale ale diametrului arborelui şi găurii,măsurate peste vîrfurile neregularităţilor.
Influenţa rugozităţii suprafeţelor prelucrate asupradiferitelor ajustaje este foarte variată. Existenţaneregularităţilor pe suprafaţa de contact, are ca urmaremicşorarea suprafeţei de contact a fiecărei piese şimărirea presiunii speci- eifice. în cazul ajustajelormobile, suprafeţele de sprijin se uzează mai repede, iarjocul iniţial de asamblare creşte progresiv. Aceastacreştere este cu atît mai rapidă cu cît prelucrareasuprafeţelor este mai brută.
Cu cît jocul real după asamblare se apropie mai mult devaloarea limită inferioară, cu atît uzura influenţează maipuţin felul ajustajului. în cazul unor jocuri cu valoriapropiate de limita superioară, uzura poate provocadepăşirea limitei superioare a jocului corespunzătorajustajului prescris.

86
9. LANŢURI DE DIMENSIUNI9.1. NOŢIUNI GENERALE
Prin lanţ de dimensiuni se înţelege un număr determinatde dimensiuni aşezate într-o anumită succesiunecondiţionată de considerente funcţionale şi tehnologice,într-un circuit
uzurii (care este maximă în originea axelor decoordonate), scade, iar curba mărimii uzurii (fig. 8.49, b)
devine tot mai puţin înclinată, pe măsură ce durata defuncţionare creşte. Cu cît suprafaţa este mai netedă, cu
atît creşte valoarearaportului *1+?2+ • > unde L este lungimea de contact,
şi cu atît mai încet se produce uzura; jocul iniţial demontaj se modifică de asemenea mai încet iar durata defuncţionare pînă la prima reparaţie capitală este maiîndelungată.
în cazul unor ajustaje cu strîngere, strîngereateoretică este de d — D, iar strîngerea efectivă poate fiexprimată prin următoarea relaţie empirică:
Sg/ = d-D-2[K1(iî1Bolt)(I + Ka(HM«)fl] =—d — D — \,2[(Hmax)d-\-(Hmax)D]
în care:d este diametrul arborelui;
diametrulalezajului;înălţimea maximă aborelui;înălţimea maximă azajului;
K1 — un coeficient care ţine seama de reducereaneregularităţilor după strîngere şi care,în cazul arborelui, are valoarea 0,6;
K2 — un coeficient care ţine seama de reducereaneregularităţilor după strîngere şi care,în cazul alezajului, are valoarea tot 0,6.
Din această relaţie rezultă că strîngerea esteinfluenţată într-o mare măsură de rugozitateasuprafeţelor.
In cazulfrecăriiuscate, rugozitatea suprafeţeiinfluenţează coeficientul defrecare care creştecu rugozitatea.
neregularităţilorale-
Dm a x ) d neregularităţilo
r(H
(Hm a x ) L

87
închis şi care fac legătura dintre suprafeţele şi axelede sime trie ale piesei sau pieselor pentru care se cere determinarea poziţiei relative. Lanţul de dimensiunicare caracterizează elementele unui singur reper, senumeşte lanţ de dimensiuni de reper.
Lanţul de dimensiuni care caracterizează elementeleunui subansamblu, ansamblu sau grup de ansamble senumeşte lanţ de dimensiuni de asamblare.
Dimensiunile componente ale unui lanţ de dimensiunivor fi însemnate prin aceeaşi literă din alfabet,însoţită de un indice de ordine, care să servească ladiferenţierea lor (de exemplu Alt A2, As etc.).
Asamblarea pieselor în ansamblu şi a ansamblelor înuni tăţi mai complexe pînă la maşini generează lanţuri de di mensiuni mai mult sau mai puţin complexe, a căror ultimă dimensiune este cunoscută sub denumirea dedimensiune de închidere. Dimensiunea de închidereinfluenţează în mod nemijlocit precizia de lucru aansamblelor independente şi a construcţiilor înansamblu. Ea se poate prezenta sub formă de jocuri,strîngeri, de dimensiuni liniare sau unghiulare. Deaici rezultă că jocurile sau strîngerile în unelesituaţii pot fi considerate ca dimensiuni componenteale lanţului de di mensiuni avînd particularitatea că în anumite condiţii pot avea şi valoarea zero.
Pentru scoaterea în evidenţă a dimensiunii deînchidere, ea este notată cu A, avînd ca indice literacare indică apar tenenţa la lanţul de dimensiuni corespunzător (A_4, Aa. Ac etc.).
In vederea analizei şi efectuării calculelor esteutil să se prezinte lanţul de dimensiuni sub forma uneischeme inde pendente (fig. 9.1).
Din fig. 9.1 se poate vedea rezolvarea problemeirealizării jocului dat A^ dintre două piese asamblate:de exemplu între arbore şi roata dinţată, fig. 9.1, a,între pană şi locaşul din arbore, fig. 9.1, b, dintrebutucul roţii dinţate şi butucul corpului, fig. 9.1, c.

Exemplele din fig. 9.1 reflectă situaţii simple,lanţuri de dimensiuni cu trei dimensiuni care nuimplică un calcul la borios. In situaţii mai complexe ca de exemplu în cazul calculului geometric al maşinilor,la determinarea şi definiti varea proceselor lor tehnologice de fabricaţie, este necesară rezolvareaconcomitentă a cîtorva probleme legate de reali zarea preciziei prescrise; fiecare din aceste probleme estesoluţionată cu ajutorul unui lanţ de dimensiuni. înconsecinţă,
A,
Az
Fig. 9.1.Exemple
delanţuri
dedimensiuni cu trei elemente.
în astfel de cazuri este necesarăsoluţionarea simultană a cîtorvalanţuri de dimensiuni legate întreele.
Se disting trei feluri de legăturiale lanţurilor de dimensi uni şianume: în paralel, în serie şi mixtă.
Prin legătura în paralel se înţelegeo legătură la care cîteva lanţuri de dimensiuni au unasau mai multe dimensi uni componente comune, cum se vede din schema din fig. 9.2.
I Tîf'i-iii J-fj'±A
+-f-
6* 23
Fig. 9.2. Scheme de lanţuri de dimensiuni avînd legă turi în paralel.
g — Toleranţe şi ajustaje, vo). II.
81

90
în toate schemele din această figură, fiecare dintredi mensiunile componente comune sînt notate concomitent cu un număr corespunzător de litere diferite. De exemplu,
— A5 — B2 (fig. 9.2, a). A3 == B5, A^Be (fig. 9.2, b) A4 = = 3, =^ (fig. 9.2, c).
Caracteristica uneilegături în paralel alanţurilor de dimensiuni estecă o eroare a unei dimen siuni componente comune are dreptconsecinţă introducereaconcomitentă a acestei eroriîn toate lanţurile dedimensiuni le gate între ele.
Prin legătură în serie se înţe - lege o legătură în carefiecare lanţ de dimensiuni areo suprafaţă comună cu lanţulde dimensiuni precedent.
înfig. 9.3 sînt arătateschema tic două exemple ale
unor lanţuri de dimensiuni legate 111 serie.Prin legătură mixtă se înţelege o legătură în care au
loc ambele feluri de legături analizate mai sus, adicăatît legă tura.în paralel cît şi cea în serie. Cîteva scheme de lanţuri de dimensiuni cu legătură mixtă sîntarătate în fig. 9.4.
I
±_l
o . b t Fig. 9.4. Scheme de lanţuri de dimensiuni avînd le gături mixte.
o . bFig. 9.3. Scheme de lanţuride dimensiuni avînd legături
în serie.
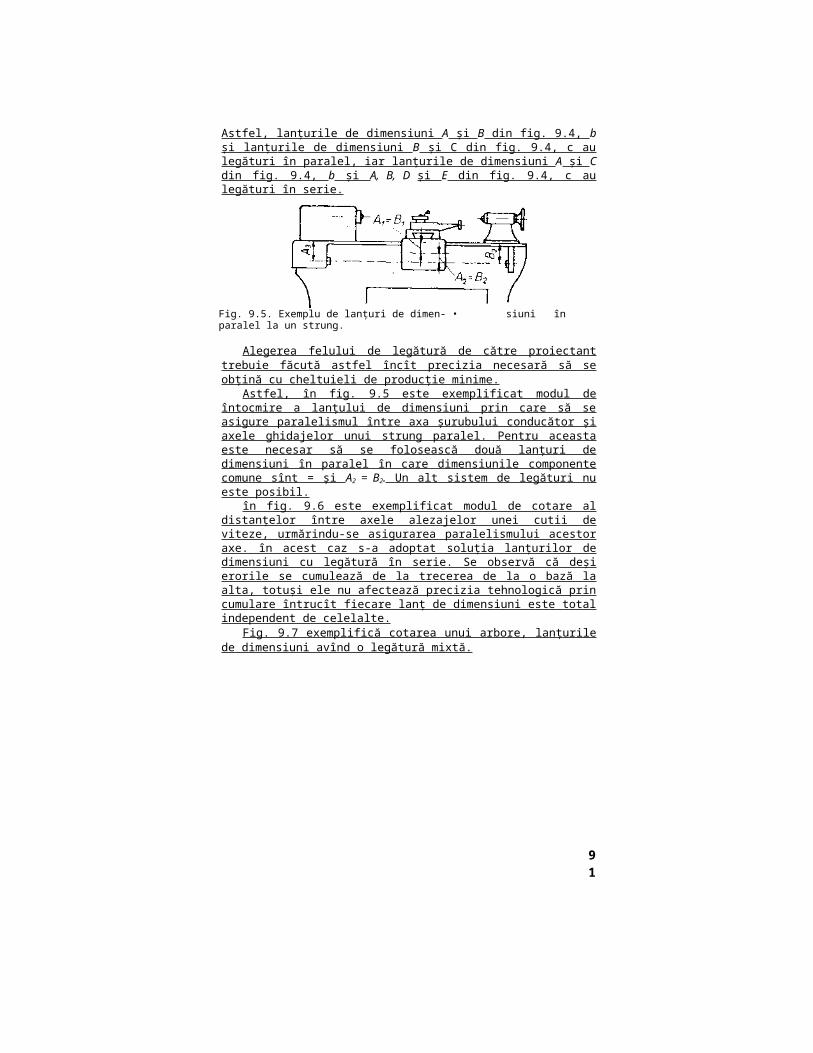
91
Astfel, lanţurile de dimensiuni A şi B din fig. 9.4, bşi lanţu rile de dimensiuni B şi C din fig. 9.4, c aulegături în paralel, iar lanţurile de dimensiuni A şi Cdin fig. 9.4, b şi A, B, D şi E din fig. 9.4, c aulegături în serie.
Alegerea felului de legătură de către proiectanttrebuie făcută astfel încît precizia necesară să seobţină cu cheltuieli de producţie minime.
Astfel, în fig. 9.5 este exemplificat modul deîntocmire a lanţului de dimensiuni prin care să seasigure paralelismul între axa şurubului conducător şiaxele ghidajelor unui strung paralel. Pentru aceastaeste necesar să se folosească două lanţuri dedimensiuni în paralel în care dimensiunile componentecomune sînt = şi A2 = B2. Un alt sistem de legături nueste posibil.
în fig. 9.6 este exemplificat modul de cotare aldistanţelor între axele alezajelor unei cutii deviteze, urmărindu-se asi gurarea paralelismului acestor axe. în acest caz s-a adoptat soluţia lanţurilor dedimensiuni cu legătură în serie. Se ob servă că deşi erorile se cumulează de la trecerea de la o bază laalta, totuşi ele nu afectează precizia tehnologică princumu lare întrucît fiecare lanţ de dimensiuni este total independent de celelalte.
Fig. 9.7 exemplifică cotarea unui arbore, lanţurilede dimensiuni avînd o legătură mixtă.
Fig. 9.5. Exemplu de lanţuri de dimen- • siuni înparalel la un strung.
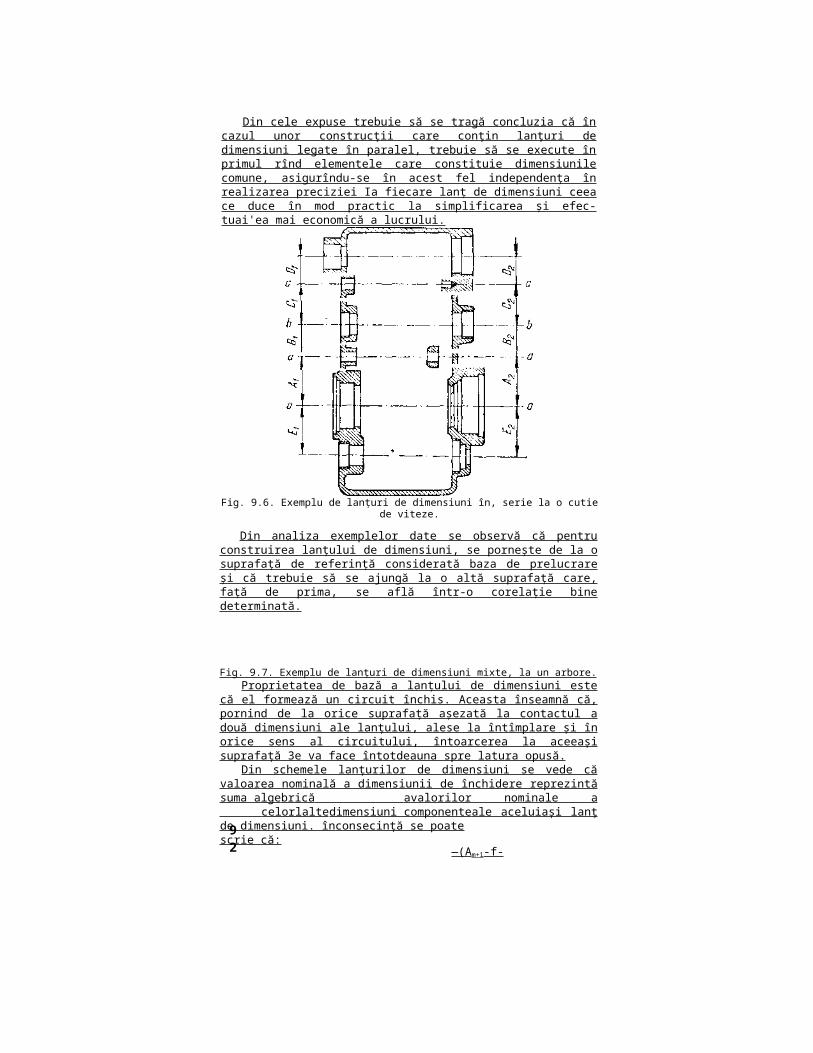
92
Din cele expuse trebuie să se tragă concluzia că încazul unor construcţii care conţin lanţuri dedimensiuni legate în paralel, trebuie să se execute înprimul rînd elementele care constituie dimensiunilecomune, asigurîndu-se în acest fel independenţa înrealizarea preciziei Ia fiecare lanţ de di mensiuni ceea ce duce în mod practic la simplificarea şi efec-tuai'ea mai economică a lucrului.
Din analiza exemplelor date se observă că pentrucon struirea lanţului de dimensiuni, se porneşte de la o suprafaţă de referinţă considerată baza de prelucrareşi că trebuie să se ajungă la o altă suprafaţă care,faţă de prima, se află într-o corelaţie binedeterminată.
Fig. 9.7. Exemplu de lanţuri de dimensiuni mixte, la un arbore.Proprietatea de bază a lanţului de dimensiuni este
că el formează un circuit închis. Aceasta înseamnă că,pornind de la orice suprafaţă aşezată la contactul adouă dimensiuni ale lanţului, alese la întîmplare şi înorice sens al circuitului, întoarcerea la aceeaşisuprafaţă 3e va face întotdeauna spre latura opusă.
Din schemele lanţurilor de dimensiuni se vede căvaloarea nominală a dimensiunii de închidere reprezintăsuma alge brică a valorilor nominale a celorlalte dimensiuni compo nente ale aceluiaşi lanţ de dimensiuni. în consecinţă se poate scrie că:
—(Am+1-f-
Fig. 9.6. Exemplu de lanţuri de dimensiuni în, serie la o cutiede viteze.
93
-\-Am+ 2+ . . . +/!„_!) (9-1) unde:
este valoarea nominală a dimensiunii de închidere a lanţului de dimensiuni;
A1. . . sînt valorile nominale ale celorlalte dimensi - uni componente ale lanţului de di - mensiuni, n fiind numărul total al dimensiunilor componente alelanţului de dimensiuni, inclusivdimensiunea de închidere.
Egalitatea (9.1) reprezintă ecuaţia de bază alanţului de dimensiuni, aceasta referindu-se lavalorile nominale.
Din ecuaţia (9.1) se vede că valoarea nominală adimensi unii de închidere este determinată de diferenţa a două grupe de dimensiuni. Prima grupă (Av A2. . . Am) secompune din dimensiunile care măresc valoareadimensiunii de închidere, iar grupa a doua (Am+1, Am+2. . ■A„_x) din dimensiunile care micşorează valoareadimensiunii de închidere.
Ramura lanţului de dimensiuni de la care se începecon strucţia se numeşte de bază, iar a doua de închidere. Scopul calculării toleranţelor lanţului dedimensiuni este asigurarea concordanţei dintretoleranţa dimensiunii de închidere obţi nută şi cea impusă.
Soluţionarea lanţurilor de dimensiuni se poate faceîn două feluri:
1. Pornind de la condiţiile impuse pentru dimensiunea de închidere se stabilesc valorile nominaleşi toleranţele dimensiunilor componente.
2. Pornind de la valorile nominale şi toleranţele dimensi unilor componente, se stabileşte valoarea nominală şi tole ranţa dimensiunii de închidere.
Cea de â doua metodă poate fi folosită ca verificarea soluţionării primei metode.
Una din problemele de bază în tehnologiaconstrucţiei de maşini este de a realiza cu cheltuielişi eforturi minime o toleranţă optimă a dimensiunii deînchidere în condiţiile unor toleranţe cît mai largi lacelelalte dimensiuni.
Lanţurile de dimensiuni trebuie alcătuite astfelîncît să fie asigurată inegalitatea:
< 9 ’ 2 > t=i
unde:Si reprezintă toleranţa dimensiunii componente i a
lan ţului respectiv; ~ toleranţa elementului de închidere a lan -
ţului de dimensiuni care asigurăîndeplini rea funcţiei de către

94
ansamblul respectiv sau de cătremaşină,
Precizia dimensiunii de închidere a lanţului dedimensiuni. Dimensiunile componente Ax. . . A m x l , pot aveavalori vari abile în cadrul cîmpului de toleranţă admis. Ca urinare di mensiunea de închidere AA poate avea valoricuprinse între AX* Şi A“ m obţinute din relaţia (9.1).
Valoarea AX* se obţine atunci cînd toatedimensiunile componente care măresc valoareadimensiunii de închidere au valoarea maximă, iar celecare o micşorează au valoarea minimă. Valoarea A™” seobţine atunci cînd toate dimensi unile componente care măresc valoarea dimensiunii de închi dere au valoarea
minimă, iar cele care o micşorează au va loarea maximă. max / 4 max . * max . A max \ /a min •, A min , , a min\
A = ( A i + A 2 + . . . A m ) - ( A m + 1 + A m + 2 + • • • + A n _ t )
(9.3)
min / a min . A min , * min\ , * max , a max , , a max\A = ( ^ i + a 2 + , A■ ■ ■ m ) — ( A m + 1 - \ - A m + 2 - r ■ ■ ■ + . A n _ i )
\Acceptîndu-se că se realizează efectiv condiţiile
reflec tate prin egalităţile (9.3), mărimea toleranţei §A^ a dimensi unii de închidere este dată de diferenţa dintre valoarea ei maximă şi valoarea ei minimă şi anume:
(na * max a min / A max * min>. ,LbIlA — /\A — I \A = \A I —A i ) +i / A max mins , " A max *min\ .+ ( A 2 — A 2 ) + ( . . + ( A■ m — A m ) +
/ 4 max a min \■ . / itnax Amin x /n
+ (Am+1 — Am+1) . . . +(A„_! — A„_!) (9.4)Ecuaţia (9.4) arată că toleranţa dimensiunii de
închidere poate fi exprimată printr-o sumă de toleranţeale dimensiunilor componente:
§A^ = -j- 8a2 + ... +^n_x (9.5)care prin generalizare pentru toate lanţurile dedimensiuni se poate exprima prin,
8A=gS< (9.6)t=i
, ■ . max . min t-,max nmin g^max minunde Jbi — Ai —Ai sau Bi — Bi sau L,• — Li
etc. în funcţie de lanţul de dimensiuni respectiv, iar
A
A

95
m este numărul tuturor dimensiunilor componente,inclusiv di mensiunea de închidere.
Din cele de mai sus rezultă că prin mărireanumărului de dimensiuni componente creşte şi numărul deerori ce se însumează, contribuind astfel la mărireaerorii dimensiunii de închidere.
Ca urmare, se recomandă realizarea unor lanţuri dedi mensiuni cu un număr cît mai mic de dimensiuni componente, aplicînd principiul drumului ce 1 mai scurt:.
în practică nu o să se cumuleze niciodată erorilemaxime şi ca atare relaţiile (9.3); (9.4) şi (9.5) sîntmult acoperitoare şi neadecvate folosirii în cazul unorlanţuri de dimensiuni cu multe dimensiuni componente şicu precizie ridicată.
Pentru a se obţine date mai apropiate de realitatese va folosi teoria probabilităţilor expusă în cap. 10,însă va trebui să se accepte un procent de risc cavaloarea efectivă a di mensiunii de închidere să nu se încadreze în toleranţa pre scrisă.
Lanţuri cu dimensiuni componente neparalele.Dimensiunile componente ale lanţurilor de dimensiuni
în cadrul maşinilor, subansamblelor şi chiar pieselorseparate pot fi neparalele avînd direcţii care facdiferite unghiuri între ele. în astfel de cazurisoluţionarea lanţurilor dc di mensiune poate fi realizată prin proiectarea dimensiunilor componente peo singură direcţie, transformînd astfel lanţul dedimensiuni într-un sistem de dimensiuni paralele. îngeneral unghiurile sînt considerate constante şi decicosinu surile unghiurilor pot fi considerate drept coeficienţi constanţi pe lîngă valoarea nominală adimensiunilor componente. Atunci cînd se cere oprecizie mai mare unghiurile pot fi considerate şi eleca valori variabile avînd abateri limită bine definite.
Fig. 9.8 reprezintă un electromotor şi un reductorce urmează a fi cuplaţi cu ajutorul unui cuplaj C careeste fixat pe arborele electromotorului. în acest scopeste necesar să se creeze condiţiile obligatorii pentruintroducerea arbo relui K al reductorului în interiorulcuplajului C. Pentru aceasta, abaterea de lacoaxialitate între arbore şi cuplaj nu trebuie sădepăşească mărimea jocului între piesele ce urmează afi îmbinate. Întrucît cauzele abaterii de lacoaxialitate sînt deplasările şi rotaţiile relative înspaţiu între arborele re-

96
Fig. 9.8. Cuplarea unui reductor cu un electromotor.

(9.7)
97
ductorului şi alezajul cuplajului, este necesar săse analizeze aceste deplasări în ambele planuri decoordonate, socotindu-le ca elemente, independente. înplanul vertical de exemplu aceste deplasări vor fi TA şiYA-înainte de a stabili toleranţele pentru elementelecompo nente funcţionale este necesar să stabilim limitele jocului admisibil între arborele reductoruluişi alezajul cuplajului. Limita superioară'a jocului Jmax
trebuie stabilită ţinînd seama de condiţiile deexploatare a cuplajului. Limita infe rioară a jocului Jmin
este determinată de dificultăţile pro venite în cursul montajului şi de precizia de prelucrare a pieselorrespective. Valorile şi ăy A sînt determinateîn funcţie de Jmax, stabilit în ipoteza celor maidefavorabile condiţii de montaj. Pentru realizarea unuimontaj uşor este necesar ca toleranţa jocului —respectiv diferenţa între Jmin şj jmax _ fje minimă. Pentruaceasta este necesară însă micşorarea toleranţelordimensiunilor arborelui reductorului şi a alezajuluicuplajului, ceea ce măreşte costul prelucrăriipieselor. în consecinţă alegerea Jmin trebuie făcutăţinînd seama de felul prelucrării utilajului înansamblul lui.
Modul de stabilire a valorilor SFa şi §Va în funcţiede valoarea jocului minim este exemplificat în schemadin fig. 9.9, în care cota J“ reprezintă lungimea deîmbinare a arbo relui şi cuplajului.
Aşa cum s-a indicat anterior, analiza se va efectuaîn două plane şi ca urmare, pentru fiecare plan, se vaputea utiliza pentru a compensa abaterile de lacoaxialitate, numai o parte
reductoruluiFig. 9.9. Schema modului de cuplare din fig. 9.8.
a jocului minim Jmln. Dacă se consideră că pentrudeplasările şi rotirile în fiecare plan există aceeaşi
probabilitate atunciva rezulta că:
a + b cos 45°
SrA=a, iar = — •de unde
Axa alezajului

98
>
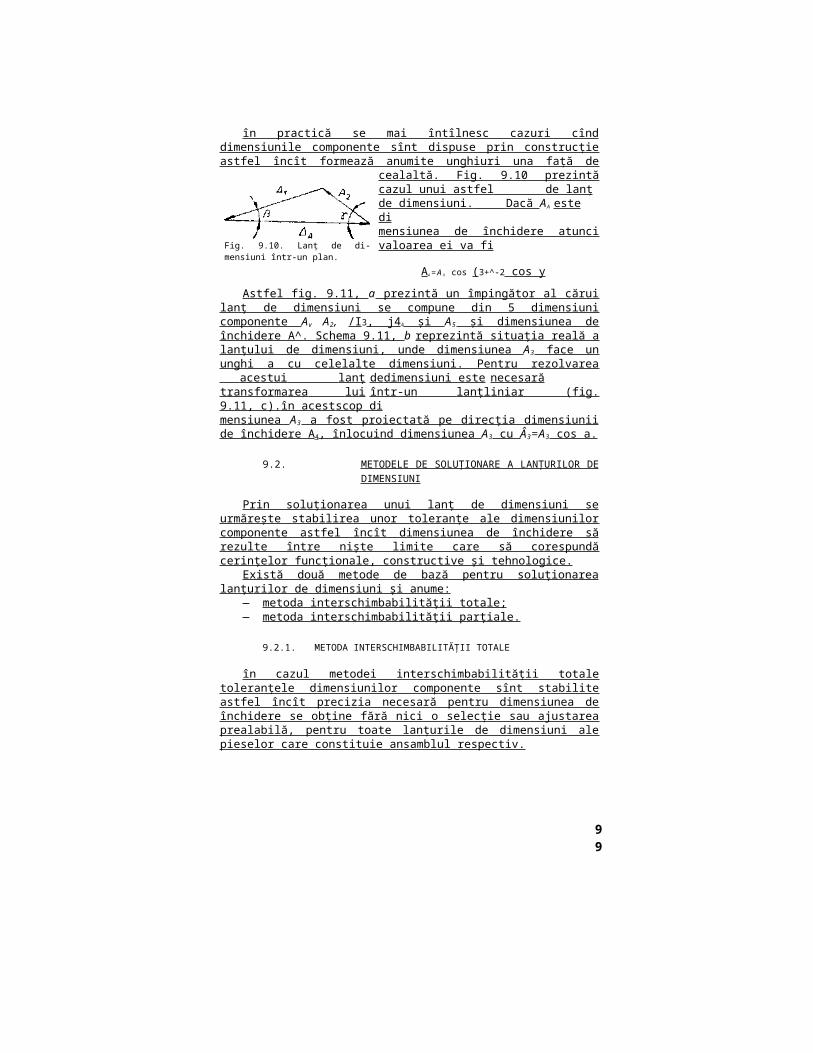
99
în practică se mai întîlnesc cazuri cînddimensiunile componente sînt dispuse prin construcţieastfel încît for mează anumite unghiuri una faţă de
cealaltă. Fig. 9.10 pre zintă cazul unui astfel de lanţ de dimensiuni. Dacă AA este di mensiunea de închidere atuncivaloarea ei va fi
AA = A X cos (3+^-2 cos yAstfel fig. 9.11, a prezintă un împingător al cărui
lanţ de dimensiuni se compune din 5 dimensiunicomponente Av A2, /I3, j44 şi A5 şi dimensiunea deînchidere A^. Schema 9.11, b reprezintă situaţia reală alanţului de dimensiuni, unde di mensiunea A3 face ununghi a cu celelalte dimensiuni. Pentru rezolvarea acestui lanţ de dimensiuni este necesară transfor marea lui într-un lanţ liniar (fig. 9.11, c). în acest scop di mensiunea A3 a fost proiectată pe direcţia dimensiuniide închidere A4, înlocuind dimensiunea A3 cu Â3=A3 cos a.
9.2. METODELE DE SOLUŢIONARE A LANŢURILOR DE DIMENSIUNI
Prin soluţionarea unui lanţ de dimensiuni seurmăreşte stabilirea unor toleranţe ale dimensiunilorcomponente ast fel încît dimensiunea de închidere să rezulte între nişte li mite care să corespundă cerinţelor funcţionale, constructive şi tehnologice.
Există două metode de bază pentru soluţionarealanţu rilor de dimensiuni şi anume:
— metoda interschimbabilităţii totale; — metoda interschimbabilităţii parţiale.
9.2.1. METODA INTERSCHIMBABILITĂŢII TOTALE
în cazul metodei interschimbabilităţii totaletoleranţele dimensiunilor componente sînt stabiliteastfel încît precizia necesară pentru dimensiunea deînchidere se obţine fără nici o selecţie sau ajustareaprealabilă, pentru toate lanţurile de dimensiuni alepieselor care constituie ansamblul respectiv.
Fig. 9.10. Lanţ de di-mensiuni într-un plan.
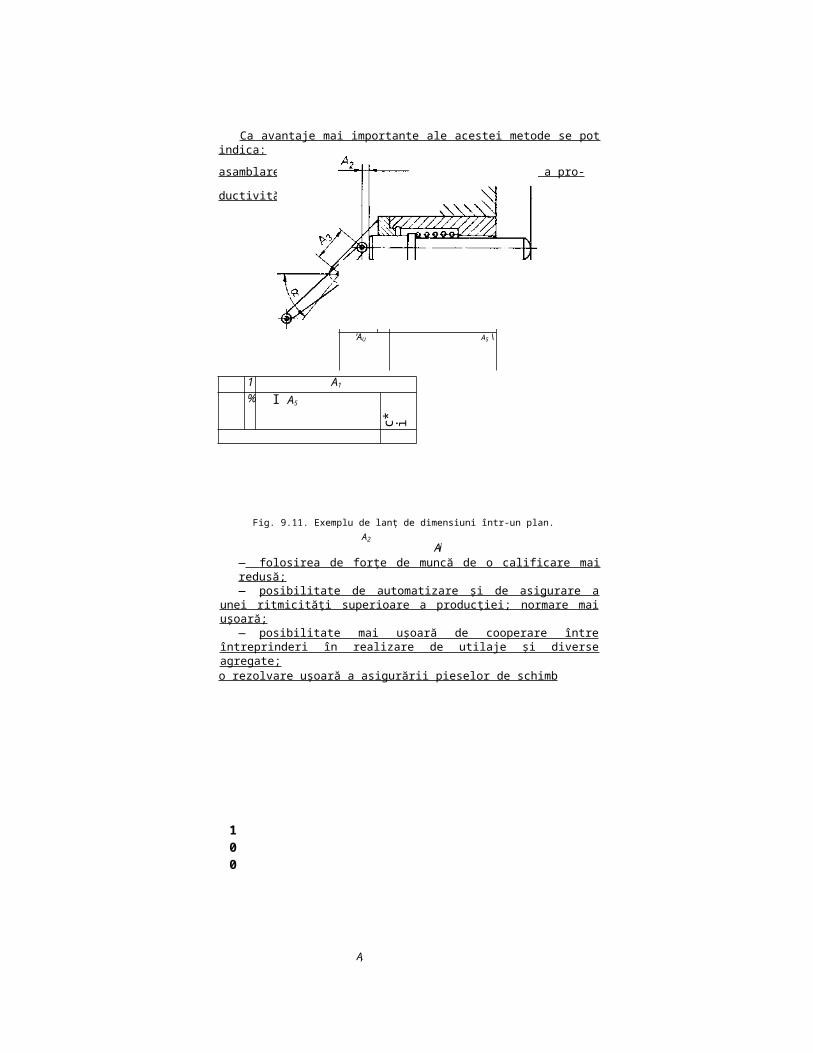
100
Ca avantaje mai importante ale acestei metode se potindica:asamblare mai uşoară ceea ce duce la o creştere a pro -
ductivităţii;
1 A1
% I A5
c* i
Fig. 9.11. Exemplu de lanţ de dimensiuni într-un plan.
— folosirea de forţe de muncă de o calificare mai redusă;— posibilitate de automatizare şi de asigurare a
unei rit micităţi superioare a producţiei; normare mai uşoară;
— posibilitate mai uşoară de cooperare între întreprinderi în realizare de utilaje şi diverseagregate;o rezolvare uşoară a asigurării pieselor de schimb
A,
% 'V//////////A'AU A5 \
A*
A2Ai

101
.—Ordinea în care se realizează calculul este
următoarea:1. în funcţie de problema dată se stabileşte
dimensiunea de închidere şi precizia necesară pentruaceastă dimensiune.
2. Se stabileşte lanţul de dimensiuni respectiv. 3. Se determină toleranţele dimensiunilor componente,
astfel încît să fie satisfăcută inegalitatea (9.2).Aceasta se poate realiza prin diferite combinaţii detoleranţe atribuite dimensiunilor care compun lanţul şica urmare este indicat să se stabilească în primul rîndo valoare medie a acestor toleranţe. Astfel, plecînd dela relaţia (9.2) se poate scrie:
şi deciKea = (9.7)
n — 1Ordinul de mărime a toleranţelor obţinute pe această
cale, este corectat ţinîndu-se seama de destinaţiaobiectului, de dimensiunile şi materialul pieselor, deutilajul atelierului, de calificarea personalului.
O altă variantă de lucru o constituie luarea înconside raţie a unor toleranţe corespunzînd clasei de precizie folo site uzual în construcţia de maşini pentru dimensiunile re perelor ce formează lanţul de dimensiuni, urmînd ca apoi, în funcţie de toleranţa care rezultăpentru dimensiunea de închidere să se vadă dacă estecazul ca Ia unele dimensiuni componente să se adoptetoleranţe de o precizie mai ridicată. Există de asemeneaşi posibilitatea de a se calcula gradul de precizie pebaza determinării unităţii de toleranţă, metodă ce va fidezvoltată la exemple de calcul. Se observă că baza decalcul a lanţului de dimensiuni cît şi verificareatoleranţei dimensiunii de închidere o reprezintărelaţiile (9.3) şi (9.4).
Exemplul 1. în fig. 9.12 sînt Indicate atît valorile nominale,cît şi toleranţele dimensiunilor componente. Lipsesc însă indicaţiiasupra dimensiunii de închidere ce urmează a fi determinată prinsoluţionarea lanţului de dimensiuni. Servindu-ne de ecuaţia (9.1)

102
putem alia şi valoarea nominală a dimensiunii de închidere
A^=A1-(Aa+A3 + A4)=21,5-(l,8 + 17,5+2)=0,2mmiar prin utilizarea ecuaţiilor (9.3) şi (9.4) vom determina şi limitele ei maximă şi minimă
A“a* = A™0* - (A™in + A™in + A™‘")=21,5 —(1,8 + 17,3 + 1,9)= 0,5 mm. *mi» _ Amin _ (Amax , a»b 4-Ar*)=21,3-(l,9+17,5 + 2)=-0,l mm.
Ă . 1 ' 2 1 o 4) /
Mărimea toleranţei dimensiunii
de închidere este 8A =0,5-(-
0,l)=0,6 mm şi satisface egalitatea
(9.2)
'^2 Ss=0,2 + 0,1+0,2 + 0,1=0,6 mm.i-lValoarea nominală a dimensiunii deînchidere fiind de 0,2 mm se poateafla uşor atît abaterea superioară,care este de0,5 —0,2=0,3 mm cit şi cea
inferioară, care este
— 0,1 —(0,2) = —0,3 mm.Deci dimensiunea de închidere poate fi reprezentată sub forma A^ =0,2±+ 0,3 mm.
Exemplul 2. în schema din fig.9.13 este indicată valoarea nomi-nală şi toleranţele pentru dimensiunea de închidere şi valorile nominale ale dimensiunilor componente, fără toleranţele respective.Această problemă poate fi soluţionată pe două căi diferite: sau stabilind toleranţe identice
A, = 101 IA2=50
Suprafaţă de separare
Fig. 9.12. Exemplu de calcul aldimensiunii de închidere.

103
1V5I A^14
0
Fig. 9.13. Lanţul de dimensiuni pentru ansamblul: roată dinţată într-un corp din două bucăţi.

104
pentru toate dimensiunile componente sau determinînd toleranţeledimensiunilor în funcţie de valorile lor nominale însă dintr-osingură clasă de' precizie.
Procedînd conform primei metode se trasează schema, fig. 9.13,b, şi se verifică valoarea nominală a dimensiunii de închidere.
A2) — (A3 +A4 + A5)—(101-{-50)— (140-)-5 + 5) = 1 mm.Întrucît limita inferioară a dimensiunii de închidere coincide
cu valoarea ei nominală, iar cea superioară conform datelor este+0,75 mm, rezultă că: 5A =0,75 mm; iar
0,75-----=0,15 mm = 150 pun.5
Ca urmare toate dimensiunile componente vor avea o toleranţă de150 1.1111. în unele cazuri, pentru anumite dimensiuni componente,în funcţie de mărimea lor, de unele cereri speciale de ordinconstructiv şi din cauza unor dificultăţi tehnologice laprelucrarea lor, toleranţele medii obţinute prin metoda indicatăanterior, trebuie modificate în aşa fel ca relaţia (9.2) să fiesatisfăcută şi după modificarea lor. Această cale de soluţionareeste simplă, însă nu este suficient de precisă, corecturile impusefăcîndu-se în mod arbitrar. Ea este indicată numai pentru a stabilica o primă apreciere valoarea toleranţelor de ales.
La aplicarea metodei a doua, adică la alegerea toleranţelor latoate dimensiunile componente numai din aceeaşi clasă de precizie,este necesar să se ţină seama de diferenţele dintre valorile lornominale.
Cum s-a arătat în capitolul 1, pentru piesele cu dimensiunipînă la 500 mm, unitatea de toleranţă este dată de relaţia
i=0,45 \/I>-f-0,001 I) [xm.D fiind media geometrică a intervalului de dimensiuni dat în mm,iar toleranţa dimensiunii respective este
SA, = a(0,45 {/Zf+ 0,001 D) [im.a fiind numărul unităţilor de toleranţă care caracterizează clasade precizie şi care deci este acelaşi pentru toate dimensiunilecomponente.
în concordanţă cu relaţia (9.2) rezultă că:ra—1 n—1
a(0,45 v/D + 0,01Z>)jxin = a £ (0,45 \/-0 +0,01-D)[xm 1=1 *=1
deci
»Aa=~^—x----------------------------(9-8)
y^(0,45 \/d + 0,01 D) i-l
Numărul unităţilor de toleranţă a ce rezultă din relaţia (9.8)

105
nu este de obicei exact acelaşi cu un număr corespunzător uneiclase de precizie.Din această cauză se alege clasa de precizie al cărui număr deunităţi de toleranţă este cel mai apropiat de valoarea calculată şise stabilesc toleranţele corespunzătoare în funcţie de valorilenominale ale dimensiunilor componente. La definitivareatoleranţelor ele vor fi corectate in funcţie de cererileconstructive, economice şi funcţionale.
Pentru simplificarea operaţiilor ce urmează a fi efectuate, s-aîntocmit tabelul 9.1, unde pentru fiecare interval de dimensiunieste dată valoarea mediei geometrice în mm, valoarea lui 0,45 y/D şivaloarea lui i respectiv egal cu 0,45 ^Z)+ 0,001.0.
Tabelul 9.1
Intervalul dedimensiuni
D — mediageometrică mm
0,45 j/u mm i=0,45V« +0,00i;j Hm
Peste Pînă la
6 10 7,7460 0,89037 0,89811
10 18 13,4164 1,06928 1,0826918 30 23,2379 1,28414 1,3073730 50 38,730 1,52252 1,5612550 80 63,246 1,79290 1,8561480 120 97,980 2,07456 2,17254120 150 134,164 2,30369 2,43780150 180 164,317 2,46475 2,62906180 250 212,132 2,68379 2,89592250 315 280,640 2,94620 3,22684315 400 354,965 3,18621 3,54117400 500 447,214 3,44126 ’ 3,88847
în cazul problemei de mai sus, folosind relaţia (9.8) se vaobţine:
750 750
a= ------------------------------- -------x 94.2,172 + 1,561 + 2x0,898 + 2,438 7,967
Comparînd valoarea obţinută pentru „a“ cu dateledin tabelul 2.1 se va constata că ea este cuprinsăîntre valorile IT11 şi IT10. Ţinînd seamă deposibilităţile tehnologice actuale se va alegeprecizia IT10 pentru majoritatea dimensiunilor, iarpentru dimensiunea A4 chiar precizia IT8. Dintabelele de toleranţe din sistemul ISO se vorstabili următoarele toleranţe pentru fiecaredimensiune componentă în parte: pentru Ai: 0,140mm; A2: 0,100 mm, A3 şi As: 0,48 mm; A4: 0,063 mm. Sevor determina abaterile limite pentru fiecaredimensiune componentă în parte în aşa fel incit ele
Valoarea unităţii (le toleranţă în funcţie de intervalul dedimensiuni

106
Făcînd verificarea după relaţiile (9.3) şi (9.4) rezultă:
să fie numai pozitive la dimensiunile carecontribuie la mărirea dimensiunii de închidere şinumai negative la cele care contribuie lamicşorarea dimensiunii de închidere. Astfel vorrezulta A1 = 101+S'140 mm, A2=50+S'10 mm, A3 = A5 =5_S,0u mm şi A4 = 14O_Ji0e3 mm.Amtn= 101+50-2x5 —140=amm.
Constatăm că dimensiunile obţinute din calcul asigură preciziaimpusă dimensiunii de închidere din exemplul ales.
Exempull 3. Pe fig. 9.14 sînt indicate două căi de trasare acotelor subansamblului (cotele trasate după prima metodă sîntsubliniate). La ambele metode toleranţele dimensiunilor deînchidere A sînt date şi sînt identice.
Pentru soluţionarea problemei se va proceda în felul următor:— se vor trasa lanţurile de dimensiuni în ambele variante,
fig. 9.14, aş i c ;
— se va determina numărul unităţilor de toleranţă ai şi a2pentru fiecare caz, folosind relaţia (9.8) şi tabelul 9.1.
— 450 450cii =------------------- =------ Si 67 unităţi
2x0,898+2x2,438 6,672450 450
a2 =--------------------=-------ss 35 unităţi.4x1,561+2x2,438 12,916
Comparînd rezultatele obţinute se constată că a-i corespunde cuaproximaţie cu IT10, In timp ce a2 se plasează între IT9 şi IT8. Deaici se deduce că prima metodă este mai avantajoasă întrucît cu ease poate obţine aceeaşi precizie la dimensiunea de închidere,dimensiunile componente fiind prelucrate cu o precizie mai mică.Rezultă deci că soluţia lanţului de dimensiuni în varianta 1 estemai economică, dimensiunile componente fiind!i +0,160. o 0 c; 1 QQ c 0loU Q , o_0058 şi 133,5_„ 160-
Metoda interschimbabilităţii totale este raţional săfie folosită din punct de vedere economic numai lalanţuri de dimensiuni de precizie ridicată sau pentrulanţuri de dimen siuni cu un număr mic de dimensiuni componente sau la lanţuri cu dimensiuni în serie ca înfig. 9.6.
Pentru alte lanţuri de dimensiuni toleranţele carear rezulta ca necesare pentru dimensiunile componentear fi prea strînse şi realizarea lor ar prezentadificultăţi tehnolo gice prea mari. Pentru astfel de situaţii se va utiliza metoda

107
interschim babilităţii parţiale

Toleranţe şi ajustaje, voi. II.în cazul metodeiinterschimbabilităţii parţiale, pentru' unele dinlanţurile de dimensiuni ale pieselor care constituiesubansamblul respectiv nu se respectă principiulinterschim babilităţii totale, toleranţele stabilite pentru dimensiunile componente ale acestor lanţuri
.
Fig.9.14.Variantedeîntocmirealanţ

7* 109
fiind astfel încît pot conduce la nerespectareapreciziei necesare la dimensiunea de închi dere.
în cadrul acestei metode, soluţionarea lanţurilorde di mensiuni se poate face prin mai multe căi:
a — prin calcule bazate pe teoria probabilităţilor;b — prin sortare sau asamblare selectivă;c — prin reglare;d — prin ajustare.Metoda bazată pc teoria probabilităţilorîn cadrul acestei metode toate lanţurile de
dimensiuni ale reperelor, fără excepţie, se stabilescpe baza principiului interschimbabilităţii parţiale.Pe baza concluziilor ce se desprind din teoriaprobabilităţilor sînt create condiţii ca situaţiileîn care toleranţa verigii de închidere nu se înca - drează să fie minime. Această metodă este tratată pelarg în cap. 10.
Metoda bazată pe sortare sau asamblare selectivăDeficienţa aplicării metodei
interschimbabilităţii totale în cazul unor~ lanţuricu un număr mare de dimensiuni componente şi carenecesită o precizie ridicată a dimensiunii deînchidere o constituie faptul că rezultă valoricalculate ale toleranţei (S4) greu de realizat în modeconomic.
Faţă de aceasta, prin metoda bazată pe sortaretoleranţa se măreşte de un număr n de ori pînă la ovaloare care poate fi obţinută economic, devenind8pr=n8Ai. Reperele pre lucrate se sortează într-un număr n de grupe avînd toleranţa fiecărei grupe egală cu SAi
şi deci, prin asamblarea pieselor din aceleaşi grupe,rezultă pentru dimensiunea de închidere precizianecesară. Această soluţie este folosită pentru lan - ţuri cu număr mic de dimensiuni componente (3—4) încondiţiile unei producţii de masă sau de serie mare.Pentru exemplificare se poate indica selecţionareabilelor şi ine lelor la rulmenţi, selecţionarea segmenţilor şi pistoanelor la motoarele de
110
9.2.2. METODA INTERSCHIMBABILITĂŢII PARŢIALE
autovehicule şi avioane, în lanţul de dimen siuni bolţ-alezajul pistonului-alezajul capului bielei laun motor cu ardere internă.
La asamblarea selectivă, dimensiunile efective alepie selor executate se trec într-un formular. Pentru obţinerea valorilor prescrise la dimensiunea deînchidere, se deter mină abaterile admise la piesele conjugate şi se realizează o asamblare selectivă.Această metodă are multe neajunsuri şi ca atare estefolosită la asamblarea unor subansamble puţincomplicate şi de importanţă mică, în cazul unor pro - ducţii de serie mică.
Metoda bazată pe reglareîn acest caz, precizia dimensiunii de închidere se
obţine prin modificarea intenţionată a poziţiei uneidimensiuni componente în sensul dorit, formînd astfelun compensator. Restul de dimensiuni din lanţulrespectiv se realizează în cadrul toleranţelor carecorespund condiţiilor economice ale producţiei.
Mărimea de compensare Ac trebuie să acoperediferenţa dintre toleranţele lărgite ale dimensiunilorcomponente şi toleranţa dimensiunii de închidere,adică:
n—1Ac>N'-N=J2Ai~N (9-9)i=l
unde:A 7 ' este zona dispersiunilor Ia dimensiunea de
închidere, obţinută în cazul toleranţelorlărgite ale dimen siunilor componente;
N — toleranţa prescrisă la dimensiunea deînchidere;
A { — toleranţele lărgite la dimensiunile componenterespective.
Atunci cînd se pune problema compensării unorvaria ţiuni dimensionale (sub influenţa uzurii, temperaturii sau deformării elastice) este necesar săse mărească mărimea de compensare, care devine

7* 111
A'c=Ac-hAm [(9.10)unde Am este compensarea suplimentară.Compensatoarele pot fi fixe sau mobile. Compensatoa rele fixe sînt executate în formă de inele, plăci, discuri sau alte piese intermediare ce diferă între ele în direcţia de compensare cu o valoare care să asigure realizarea toleranţe

Compensator
3* 112
Fig. 9.15. Compensator pentru reglarea jocului Ia rul menţii cu role conice.
impuse pentru dimensiunea de închidere. Fig. 9.15reprezintă un exemplu de compensator fix folosit în modcurent pentru reglarea jocului la rulmenţii cu role
i
Compensator
Fig. 9.16. Compensator periodic.
113
conice.Compensatoarele mobile se împart în compensatoare cu
reglare periodică şi compensatoare cu reglare automată şicontinuă.
în primul caz, precizia dimensiunii de închidereobţinută iniţial, poate fi restabilită periodic în lanţulde dimensiuni, prin reglarea compensatorului mobil cuajutorul unui filet (ca în fig. 9.16), al unei pene, alunei suprafeţe conice, al unui excentric etc.
In cazul al doilea, precizia iniţial obţinută estemenţinută în mod continuu de exemplu printr-un^arc ca înfig. 9.17.
Exemplul 4.Fig. 9.18 reprezintă un ansamblu c'ompus dintr-o roată
dinţată 1 ce se roteşte împreună cu arborele 7, caretrans mite la rîndul lui mişcarea unei roţi de transmisie 5. Această roată transmite mişcarea de rotaţie tobei 6.Arborele este susţinut de bucşele de alunecare alelagărului 3 fiind pre văzute lateral cu inelele distanţiere 4 şi 2. La capătul din dreapta arborele este prevăzut cuun şurub şi o şaibă.
Pentru acest ansamblu se cere să se determine toleran - ţele la lungimea pieselor 2 — 7 în aşa fel încît sărezulte un joc AA suficient pentru asigurarea încondiţiuni bune a miş cării de rotaţie a roţii dinţate şi a roţii de transmisie. Mări mea acestui joc este stabilită din motive constructive la
A^=0,l-*-0,3 mmPentru soluţionarea problemei se va proceda în felul
următor:Se va trasa' schema lanţului de dimensiuni, fig. 9.18,
Valorile numerice ale dimensiunilor componente sînt:A1 = 3, A2=42, A3 = 3, vl4 = 18, A5 = 34, ,46 = 100.
Acest lanţ de dimensiuni poate fi socotit ca fiindcompus dintr-un număr minim de dimensiuni componenteîntrucît fiecărei piese îi corespunde o singurădimensiune.
— Determinarea prealabilă a condiţiilor de stabilire a toleranţelor.Iniţial se va verifica dacă în cazul de faţă se poate rea - liza o interschimbabilitate totală, adică, dacă această

Compensatormetod

115
ă
Ar
=34As=100
Fig. 9.18. Lant de dimensiuni la un ansamblu fărăcompensator. este economică. în acest scop se va stabili clasa de precizie pentru lanţul de dimensiuni calculînd
numărul de unităţi de toleranţă — a — aşa cum s-aarătat în exemplele de calcul anterioare.__________________200__________________ 200
2 x0,898
+1,561 +1,083 +1,561 + 2,173 8,174 _
=24,4 unităţi de toleranţă.
A,=42
Fig. 9.17. Compensator con-tinuu.
A,=18A,=3
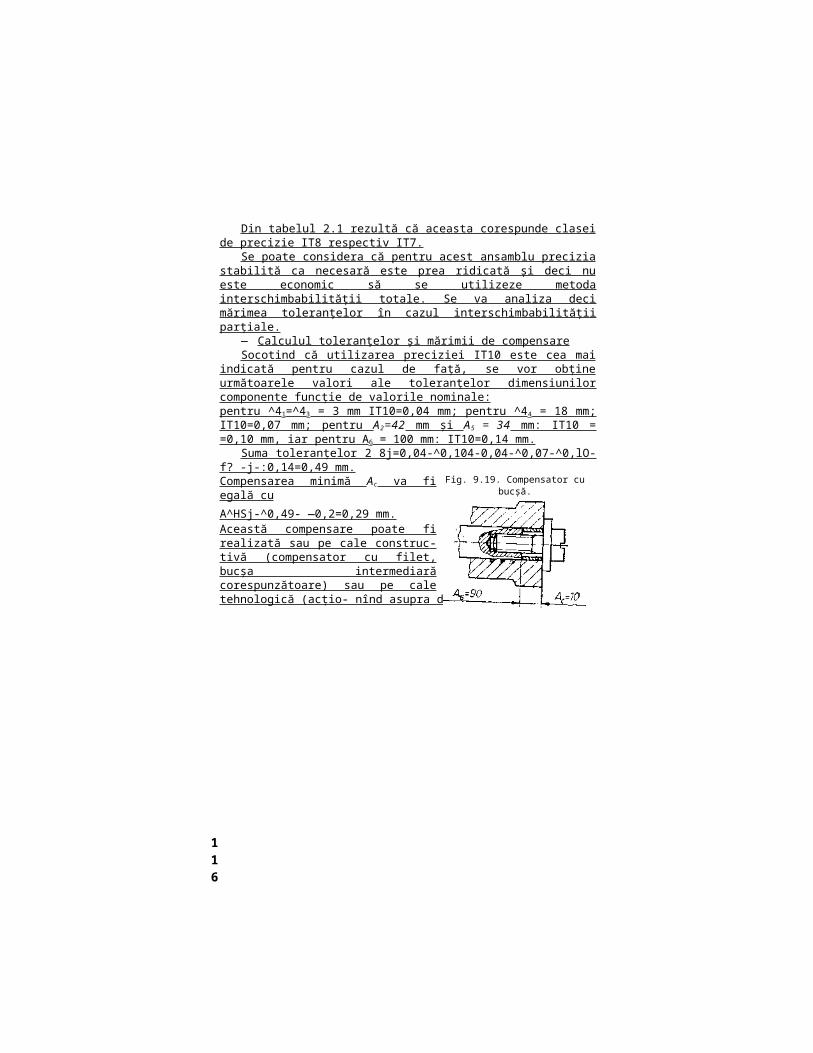
116
Din tabelul 2.1 rezultă că aceasta corespunde claseide precizie IT8 respectiv IT7.
Se poate considera că pentru acest ansamblu preciziastabilită ca necesară este prea ridicată şi deci nueste eco nomic să se utilizeze metoda interschimbabilităţii totale. Se va analiza decimărimea toleranţelor în cazul interschim babilităţii parţiale.
— Calculul toleranţelor şi mărimii de compensare Socotind că utilizarea preciziei IT10 este cea mai
indi cată pentru cazul de faţă, se vor obţine următoarele valori ale toleranţelor dimensiunilorcomponente funcţie de valo rile nominale: pentru ^41=^43 = 3 mm IT10=0,04 mm; pentru ^44 = 18 mm;IT10=0,07 mm; pentru A2=42 mm şi A5 = 34 mm: IT10 ==0,10 mm, iar pentru A6 = 100 mm: IT10=0,14 mm.
Suma toleranţelor 2 8j=0,04-^0,104-0,04-^0,07-^0,lO-f? -j-:0,14=0,49 mm.Compensarea minimă Ac va fiegală cuA^HSj-^0,49- —0,2=0,29 mm.Această compensare poate firealizată sau pe cale construc - tivă (compensator cu filet,buc şa intermediară corespunzătoare) sau pe caletehnologică (acţio- nînd asupra dimensiunii Ae).
Fig. 9.19. Compensator cubucşă.
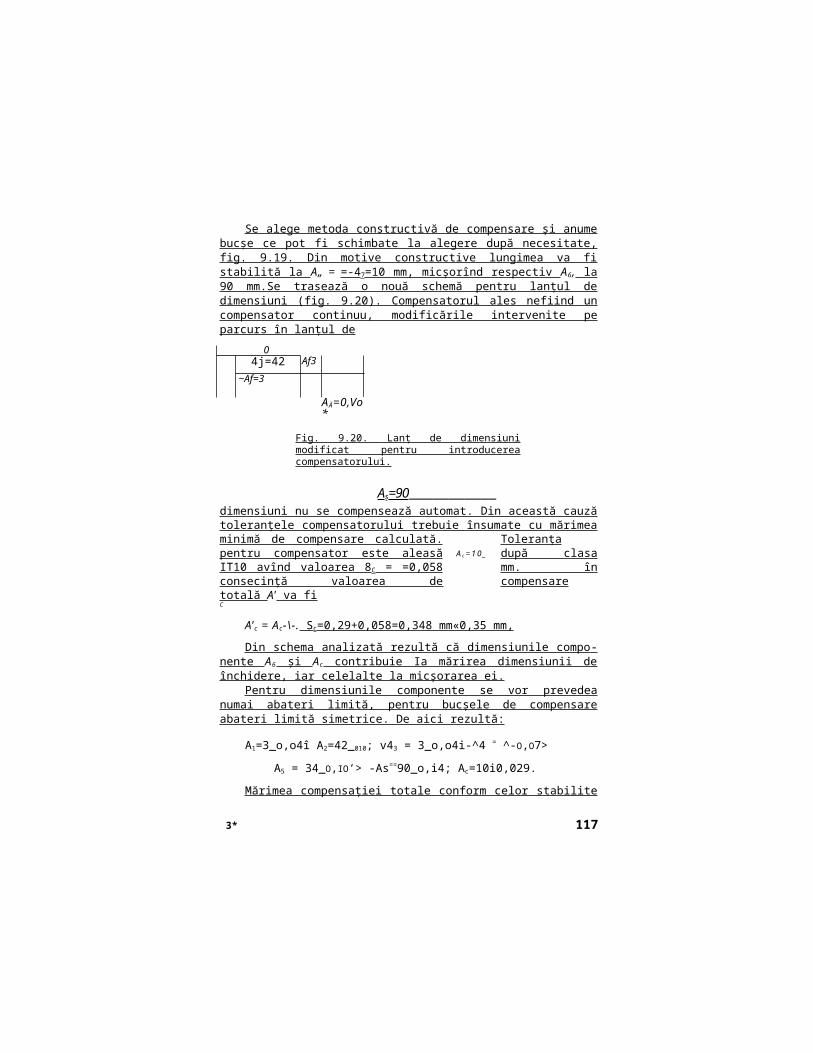
3* 117
Se alege metoda constructivă de compensare şi anumebucşe ce pot fi schimbate la alegere după necesitate,fig. 9.19. Din motive constructive lungimea va fistabilită la A„ = =-47=10 mm, micşorînd respectiv A6, la90 mm.Se trasează o nouă schemă pentru lanţul dedimensiuni (fig. 9.20). Compensatorul ales nefiind uncompensator continuu, modificările intervenite peparcurs în lanţul de
04j=42 Af3
~Af=3
Fig. 9.20. Lanţ de dimensiunimodificat pentru introducereacompensatorului.
dimensiuni nu se compensează automat. Din această cauzătoleranţele compensatorului trebuie însumate cu mărimeaminimă de compensare calculată. Toleranţapentru com pensator este aleasă după clasaIT10 avînd valoarea 8C = =0,058 mm. înconsecinţă valoarea de compensaretotală A' va fiC
A'c = Ac-\-. Sc=0,29+0,058=0,348 mm«0,35 mm,Din schema analizată rezultă că dimensiunile compo -
nente A6 şi Ac contribuie Ia mărirea dimensiunii deînchidere, iar celelalte la micşorarea ei.
Pentru dimensiunile componente se vor prevedeanumai abateri limită, pentru bucşele de compensareabateri limită simetrice. De aici rezultă:
A1=3_o,o4î A2=42_010; v43 = 3_o,o4i-^4 = ^-O,O7>
A5 = 34_O,IO‘> -As==90_o,i4; Ac=10i0,029.Mărimea compensaţiei totale conform celor stabilite
A c = 1 0 _
AĂ=0,Vo*
As=90___________
118
mai sus este
Ac=0,35 mm.Ca problema compensatorului cu bucşe înlocuibile în
timp să fie lămurită cît mai bine menţionăm că laansamblul
119
analizat mărimea dimensiunii de închidere creşte cudurata exploatării şi în consecinţă bucşele vor trebuisă compen seze această creştere, lungimea lor trebuind să fie tot mai mică.
In general dimensiunea de compensare poate firealizată în vederea măririi sau micşorării dimensiuniiiniţial sta bilite. în cazul nostru dimensiunea Ac = 10mm măreşte dimensiunea vl6=90 mm pînă la valoarea de 100mm ini ţial stabilită.
în astfel de cazuri abaterile mărimii âe compensarese determină după relaţiile următoare:
^sc ^ ^ ^s(mics) ^ ^ic§sc este abaterea superioară a dimensiunii de
com pensare care măreşte; SSS(OT!CS) — suma algebrică a abaterilor superioare
ale dimensiunilor componente caremicşorează dimensiunea de închidere;
SSi(»îar) — suma algebrică a abaterilor inferioareale dimensiunilor componente caremăresc di mensiunea de închidere;
U i c — abaterea inferioară a dimensiunii de în - chidere,
adică — în exemplul dat:&4<!=0 — (—0,169)+0,10 = +0,27 mmeste abaterea inferioară a dimensiunii de
com pensare, care măreşte; i(mics) — sumaalgebrică a abaterilor inferioare aledimensiunilor componente care micşoreazădimensiunea de închidere;
2SJ(Bi(ir) — suma algebrică a abaterilor superioare aledimensiunilor componente care mărescdimensiunea de închidere;
Usc — abaterea superioară a dimensiunii de în - chidere,
şi^ic== ^ ^s(mar) ^ sc (9.13)
deci8i<;=(—0,35) —(0,029)+0,3 = —0,0?9 mm.
De unde+0,27 —(—0,079) =0,849 mm

120
care corespunde cu A c=0,35 mmDimensiunile limită ale compensatorului vor fi:
A'cs = 10,27 mmA'ci= 9,92 mm.
Numărul bucşelor necesare pentru a compensa treptatvariaţia dimensiunilor în timpul exploatării va fi:
M=_f£_ = 2^-+1 =1,75 + 1 «3 buc.SA 0.2
Cele trei bucşe vor avea deci dimensiuni nominalecare vor diferi prin valoarea
0,35 « . wr --- =0,175 mm. 2
în consecinţă bucşele vor avea dimensiunile:— prima bucşă: 10,27+0,029 mm — a doua bucşă: 10,095+0,029 mm — a treia bucşă: 9,92+0,029 mm. Astfel pe măsura funcţionării dispozitivului şi
uzurii parţiale a subansamblelor, bucşele se vorschimba în mod treptat.
9.2.3. ASAMBLARE PRIN AJUSTARE
La asamblarea prin ajustare, precizia prescrisăpentru dimensiunea de închidere se obţine prinprelucrarea supli mentară în timpul montajului a unui element component dinainte stabilit. Elementul alespentru prelucrare va avea un adaos numit compensatortehnologic. Acest adaos tre buie astfel calculat încît pe de o parte să fie suficient de mare pentru a permitecompensarea toleranţelor mărite ale dimen siunilor componente astfel încît să se obţină precizia nece sară a dimensiunii de închidere, iar pe de altă parte să nufie prea mare făcînd o prelucrare exagerată.
Avantajul acestei asamblări constă în posibilitateade a obţine o precizie mare a dimensiunii de închidere,restul dimensiunilor putînd fi deci prelucrate încadrul unor tole ranţe mai largi, acceptabile din punct de vedere economic.
Ca dezavantaje ale acestei metode se pot indica:

121
— volumul prelucrării adaosului poate fi stabilit abia după o asamblare provizorie a elementelor careconcură la lanţul de dimensiuni;
— ajustajul scumpeşte costul asamblării; — durata montajului creşte. Această metodă se utilizează la producţia
individuală şi de sei'ie mică. Nu se recomandă atuncicînd se pot utiliza alte feluri de compensări.
9.3.EXEMPLE DE CALCUL A LANŢURILOR DE DIMENSIUNI 9.3.1.STABILIREA LANŢULUI DE DIMENSIUNI ÎN VEDEREA
FIXĂRIţCORECTE A CAPACULUI [DE CORPUL^UNUISERTAR
Se analizează ansamblul din fig. 9.21 carereprezintă un sertar, la care plunjerul are o mişcareliniară alternativă în corp. De corp mai este înşurubatun capac prin care sertarul este alimentat cu uleiulnecesar unei bune funcţionări.
Problemele care trebuie rezolvate sînt următoarele:1. Asigurarea unei mişcări line, fără întreruperi a plun-
gerului. în acest scop este necesar să se asigure unjoc optim
între plunger şi alezajul corpului. Dimensiunea deînchi dere A^ din fig. 9.21 determină lanţul de dimensiuni, res pectiv A2‘” va fi stabilit astfel încît să se realizeze funcţio narea în condiţiile impuse şi să se asigure un strat minim de lubrifiant, iar A™“* va fideterminat In aşa fel încît pe lîngă o funcţionare

122
corespunzătoare să nu rezulte un consum de lubrifiantpeste cel normal. întocmirea unor astfel de lan ţuri de dimensiuni a fost tratată în textele anterioare şi nuprezintă nici o dificultate (fig. 9.22).
2. Asigurarea coaxialităţii canalelor pentru alimentare cu ulei.Uleiul necesar sertarului fiind alimentat prin inter - mediul unui canal din capac şi a unui canal din corpeste necesar ca aceste canale să fie coaxiale. Lanţulde dimen siuni din fig. 9.22 este notat prin C. Abaterile limită ale dimensiunii de închidere Ac sestabilesc ţinîndu-se seama că necoaxialitatea dintreaceste canale micşorează secţiu nea de trecere a uleiului, mărind astfel rezistenţa hidraulică şimicşorînd debitul de ulei.
Schema acestui lanţ de dimensiuni se compune din:dimensiunea C± de la axa* canalului din capac pînă laaxa găurii capacului destinată trecerii şurubului,dimensiunea C2 de la axa găurii capacului pînă la axaşurubului în corp, dimensiunea C4 de la axa şurubuluipînă la axa găurii de alimentare din corp şidimensiunea de închidere Ae între axa canalului dincapac şi axa canalului din corp. Se men-
ţionează că pe porţiunea filetării şurubului dezaxareaîntre acesta si gaura filetată din corp esteconsiderată zero, deci C3=0. '
Axa alezaiului capacului
Fig. 9.22. Lanţul de dimensiuni pentru sertarul din fig. 9.21.

123
3. Asigurarea fixării capacului de corpul sertarului. Dacădimensiunile şuruburilor şi ale alezajelor în capac şiîn corp sînt corecte, atunci cu unul din şuruburi, deexemplu cu cel din dreapta, se poate fixa capacul decorp. Introdu cerea şurubului al doilea va fi însă posibilă numai în cazul cînd necoaxialitatea dintre axaşurubului înşurubat în corp şi axa alezajuluicorespunzător din capac nu va depăşi jumătate din joculexistent între şurub şi alezajul din capac. Din aceastăcauză dimensiunea de închidere AB a lanţului dedimensiuni B care asigură fixarea prin şuruburi a capa - cului de corp va fi distanţa dintre axa alezajului defixare din capac şi axa şurubului respectiv, fixat încorp.
Lanţul de dimensiuni B se va compune din: B1 — dis - tanţa între axele alezajelor de fixare ale capacului,jB2 — distanţa dintre axa alezajului din dreapta acapacului şi axa şurubului respectiv, B t — distanţadintre axele şuru burilor şi A b — dimensiunea deînchidere. Ca şi în cazul precedent B3 = C3=0.
Se menţionează că la determinarea toleranţei dimen - siunii de închidere este necesar să se ia înconsiderare cazul cel mai nefavorabil şi anume joculminim între şurub şi alezajul din capac.
9.3.2. ÎMBINAREA DINTRE DOUĂ SAU MAI MULTE PIESE CU AJUTORUL NITURILOR, ŞURUBURILOR SAU PREZOANELOR
Poziţia axelor alezajelor şi arborilor asamblaţi,avînd un ajustaj cu joc, este prezentată în fig. 9.23,a. Dimensiu nile efective sînt notate cu A pentrualezaje, cu B pentru arbori, cu A pentru mărimeajocului, iar mărimea dezaxării, adică distanţa întreaxa alezajului şi cea a arborelui este notată cu „e“.
Se trasează lanţul de dimensiuni, fig. 23, b, carerepre zintă legătura între mărimea dezaxării e şi mărirea jocului A
—-be+ —=B+A2 2
de undeB A I A

124
e= ----- --- bA
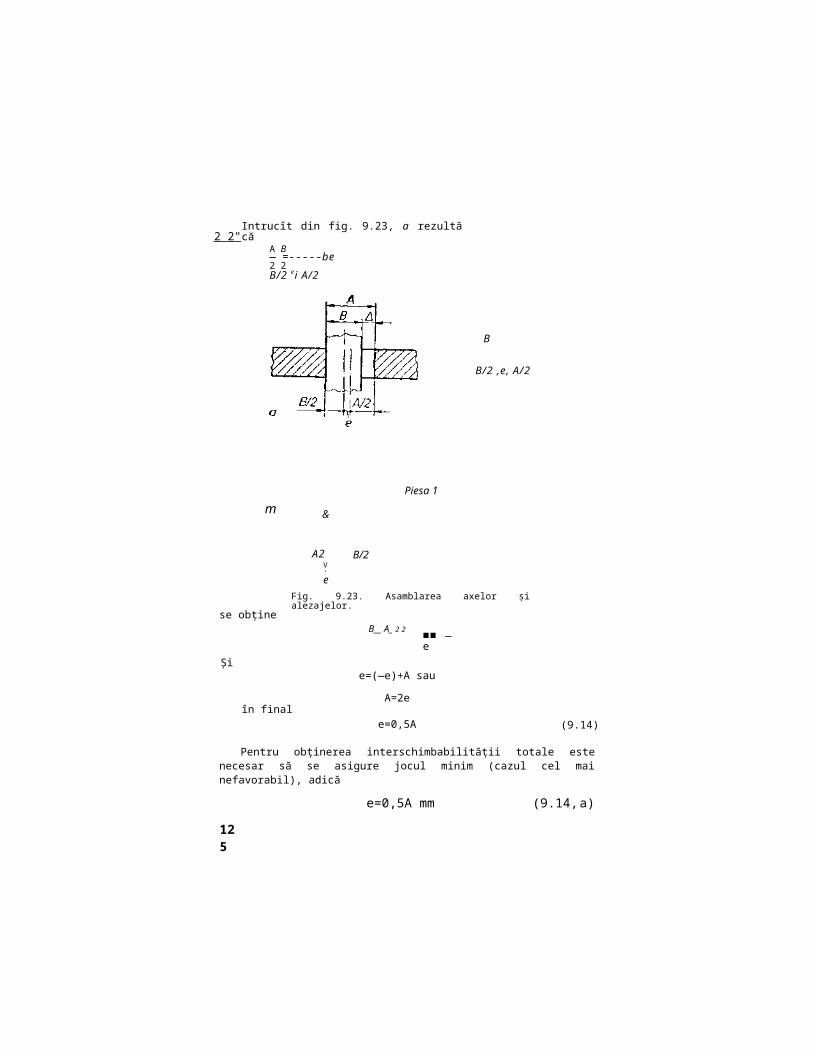
e=0,5A mm (9.14,a)
125
2 2"
B/2
m
Intrucît din fig. 9.23, a rezultăcă
V'e
Fig. 9.23. Asamblarea axelor şialezajelor.
se obţineB__ A_ 2 2 ■■ —
eŞi
e=(—e)+A sau
A=2e
e=0,5Aîn final
(9.14)
Pentru obţinerea interschimbabilităţii totale estenecesar să se asigure jocul minim (cazul cel mainefavorabil), adică
&
A2
Piesa 1
B/2 ,e, A/2
B
A B— =-----be2 2B/2 ei A/2

126
In consecinţă s-a stabilit că mărimea admisibilăpentru dezaxarea între axa arborelui şi. alezajuluieste egală cu jumătatea jocului de asamblare.
In cazul unor toleranţe date pentru arbore şi alezajdezaxarea maxima posibilă va corespunde asamblării cujocul maxim, iar dezaxarea minimă dezaxării cu joculmi nim adică
r> KA __ A.max— Bmi„
2 min —0,5 A mţn —
Pe fig. 9.23, c este reprezentată poziţia axuluiunui arbore ce trece prin două alezaje, diametrularborelui fiind maxi mum posibil pentru alezajele prezentate. Deplasarea axelor alezajelor faţă de axaarborelui este ex pentru alezajul de sus şi ea pentrualezajul de jos. Deplasarea ambelor axe ale alezajelorva fi egală cu ex+e2, deci egală cu suma dezaxă- riloraxelor ambelor alezaje faţă de axa arborelui comun,
Cum rezultă din relaţia 9.14 mărimea dezaxării întrefiecare alezaj şi arbore este egală cu jumătateajocului între arbore şi alezajul dat. Deci dezaxareaîntre două alezaje, prin care urmează să treacă unarbore, nu trebuie să depă şească jumătate din suma ambelor jocuri, adică:
e=0,5(A1+A2) (9.15) Jocurile între arbore şi alezaje pot fi considerate
drept „compensatori 11 de deplasare între axele alezajelor şi axele arborilor făcînd posibilăasamblarea arborelui cu alezajele. Mărimea jocurilornecesare pentru compensarea dezaxării, se determină pebaza relaţiilor (9.14) şi (9.15).
în cazul îmbinării a două piese cu ajutorul unornituri, şuruburi sau prezoane, toleranţele vor fistabilite după cum urmează:
— îmbinare cu şuruburi (fig. 9.24, a) 81, = + A (9.16)
— îmbinare cu prezoane (fig. ^9.24, b)
8L = ±^ (9.17)

127
Fig. 9.25. Cotare în lant. Fig. 9.26. Cotare în scară.

max -^2 min ===2 €
îmbinare cu mai multe alezajecotate în lanţ (fig. S.25)pentru şuruburi8Lj= (9.18)
7Z— 1pentru prezoane
8L,= — (9.19) J7 — 1
— îmbinare cu mai multe alezaje cotate în scară (fig. 9.26) pentru şuruburi
8L {=A (9.20) pentru prezoane
8L,=0,5A (9.21) — îmbinare cu mai multe alezaje folosind metoda
com binată (fig. 9.27). Comparînd relaţiile (9.18) şi (9.20) precum (9.17) şi
(9.19) se constată că la n—3 ambele metode de cotare în lanţ şi în scară permit folosirea unor toleranţeidentice. Incepînd de la n= 4, metoda în lanţ devinemai puţin eco nomică, întrucît pretinde o toleranţă mai mică decît în cazul metodei în scară. Cînd numărulorificiilor creşte şi mai mult şi distanţa întreorificiile extreme devine mare, atunci şi metoda în scară nu mai este economică întrucît erorile de prelucrare şi de măsurare cresc considerabil. în cazul acesta se recomandă atreia metodă, metodacombinată.
9.3.3. STABILIREA LANŢULUI DE DIMENSIUNI PENTRU POZIŢIONAREAAXELOR UNOR ALEZAJE FAŢĂ DESUPRAFAŢA PLANĂ DE BAZĂ
Fig. 9.28. Cotarea faţă de o bază.
Fig. 9.27. Cotare combinată.

8* ii5
Se analizează cazul a două piese 1 şi 2 (fig. 9.28) careau o bază comună faţă de care sînt cotate ambelealezaje. In cazul acesta, aplicînd raţionamentelede mai sus, va rezulta
8 — Toleranţe şi ajustaje, voi. II. 113
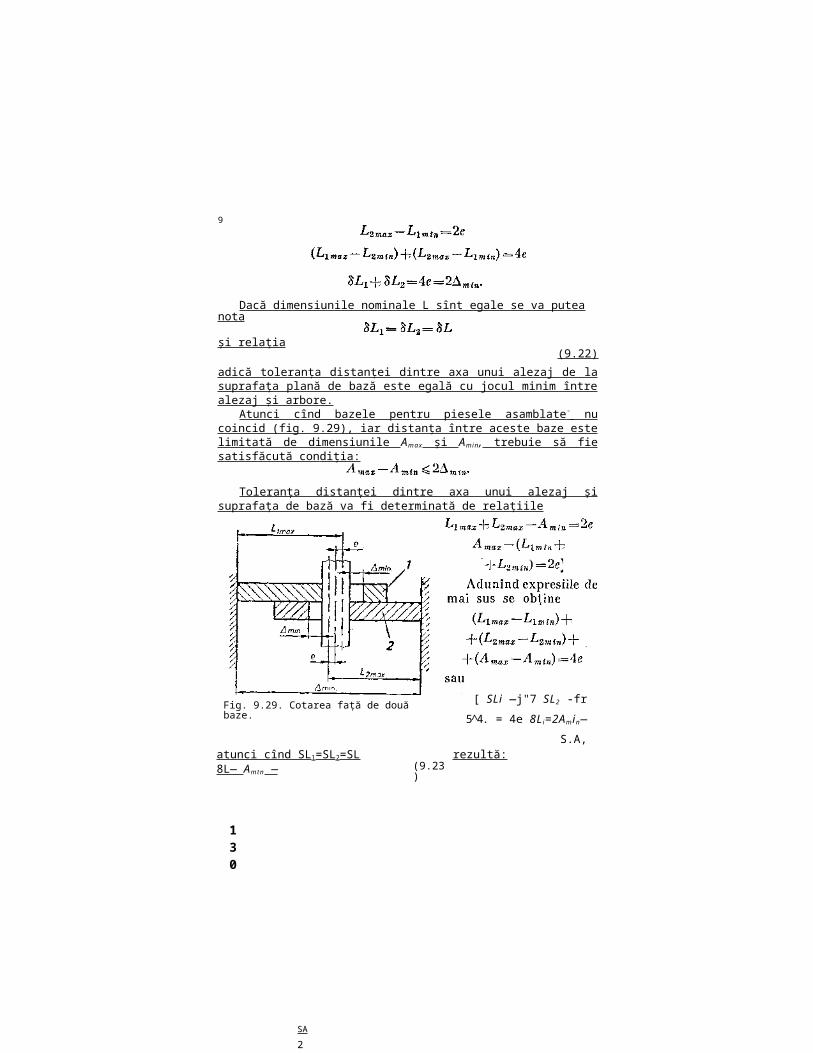
130
9
Dacă dimensiunile nominale L sînt egale se va puteanota
şi relaţia(9.22)
adică toleranţa distanţei dintre axa unui alezaj de lasupra faţa plană de bază este egală cu jocul minim între alezaj şi arbore.
Atunci cînd bazele pentru piesele asamblate - nu coincid (fig. 9.29), iar distanţa între aceste baze estelimitată de dimensiunile Amax şi Amin, trebuie să fiesatisfăcută con diţia:
Toleranţa distanţei dintre axa unui alezaj şisuprafaţa de bază va fi determinată de relaţiile
atunci cînd SL1=SL2=SL rezultă:8L— Amtn —
SA2
(9.23)
[ SLi —j"7 SL2 -fr5̂ 4. = 4e 8L i=2Amin—
S.A,
Fig. 9.29. Cotarea faţă de două baze.
131
adică toleranţele distanţelor de poziţionare ale axelorunor alezaje faţă de două baze este mai mică decîttoleranţa dis tanţelor de poziţionare faţă de o singură bază cu 1/2 din toleranţa B/A a dimensiunii A carereprezintă distanţa între cele două baze.
10. METODA PRESCRIERII TOLERANŢELOR PE BAZATEORIEI PROBABILITĂŢILOR
Aşa cum s-a arătat în capitolele anterioare, întimpul executării pieselor rezultă o dispersie adimensiunilor obţi nute prin prelucrare şi deci este posibil să se utilizeze teoria probabilităţilor lacalculul lanţurilor de dimensiuni. Prin această metodăse poate obţine lărgirea cîmpurilor de tole ranţă a dimensiunilor componente. Piesele cu toleranţelemajorate vor fi folosite în cursul montajului ca şicele avînd dimensiuni care asigurăinterschimbabilitatea completă, nefiind sortate saucorectate. Pe baza teoriei probabilităţii se va puteaobţine precizia necesară pentru dimensiunea deînchidere.
în cele ce urmează se vor da unele noţiuni de bazădin teoria probabilităţilor, necesare pentruînţelegerea metodei de prescriere a toleranţelor pebază statistică.
Se vor analiza caracteristicile erorilorîntîmplătoare la un lot de 200 arbori cu diametrul de12 mm, prelucraţi prin rectificare. Diferenţa întredimensiunile maxime şi minime măsurate va determinaintervalul de împrăştiere a dimen siunilor reale R. încazul de faţă abaterea limită admisă fiind — 0,08 mmrezultă
R=dmax—dm(n=12 — 11,92=0,08 mm=80(jim.Intervalul total de împrăştiere se subîmparte în
inter vale în cadrul cărora se face gruparea pieselor cu dimen siuni efective apropiate. Se recomandă ca în limita posibili tăţilor numărul intervalelor să nu fie mai mic decît 6. Numă rul pieselor ce fac parte din acelaşi interval se numeşte frec venţă şi este notat cu
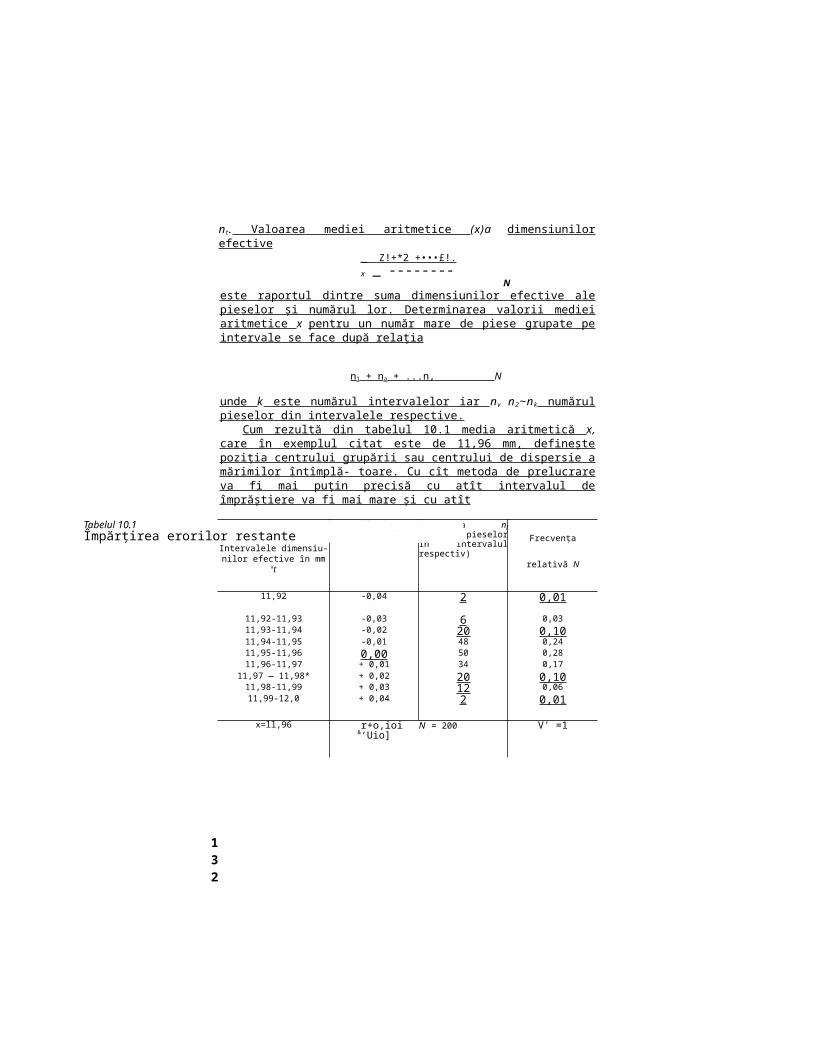
132
nt. Valoarea mediei aritmetice (x)a dimensiunilorefective
_ Z!+*2 +•••£!. x _ --------
Neste raportul dintre suma dimensiunilor efective alepieselor şi numărul lor. Determinarea valorii medieiaritmetice x pentru un număr mare de piese grupate peintervale se face după relaţia
n1 + na + ...n, N
unde k este numărul intervalelor iar nv n2~nk numărulpieselor din intervalele respective.
Cum rezultă din tabelul 10.1 media aritmetică x,care în exemplul citat este de 11,96 mm, defineştepoziţia centrului grupării sau centrului de dispersie amărimilor întîmplă- toare. Cu cît metoda de prelucrareva fi mai puţin precisă cu atît intervalul deîmprăştiere va fi mai mare şi cu atît
Intervalele dimensiu-nilor efective în mm
xt
Erorile în mmo, =»»,-»’
Frecvenţa nf(numărul pieselorîn intervalulrespectiv)
Frecvenţa
relativă N
11,92 -0,04 2 0,0111,92-11,93 -0,03 6 0,0311,93-11,94 -0,02 20 0,1011,94-11,95 -0,01 48 0,2411,95-11,96 0,00 50 0,2811,96-11,97 + 0,01 34 0,17
11,97 — 11,98* + 0,02 20 0,1011,98-11,99 + 0,03 12 0,0611,99-12,0 + 0,04 2 0,01
x=ll,96 r+o,ioi&‘Uio]
N = 200 V' =1
Tabelul 10.1Împărţirea erorilor restante
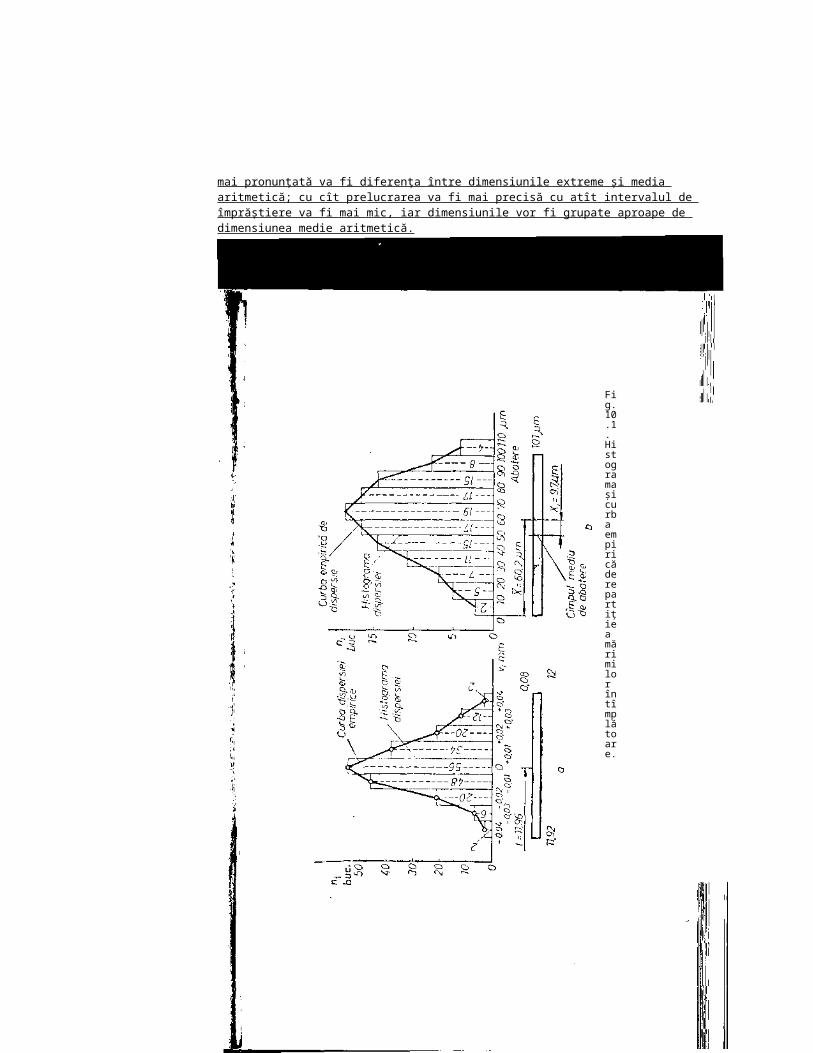
133
mai pronunţată va fi diferenţa între dimensiunile extreme şi media aritmetică; cu cît prelucrarea va fi mai precisă cu atît intervalul de împrăştiere va fi mai mic, iar dimensiunile vor fi grupate aproape de dimensiunea medie aritmetică.
Fig.10.1. Histogramaşicurba empiricăderepartiţiea mărimilor întîmplătoare.
134
Prin scăderea din dimensiunile efective x{ adimensiunii medii x, care este considerată cadimensiunea cea mai pro babilă a pieselor recepţionate, se determină valoarea erorii reziduale:
Vi—Xt — X
Dispersia mărimilor este scoasă în evidenţă mai bineprin intermediul histogramei, compusă dindreptunghiuri, sau prin curba empirică de repartiţie.
Atît histograma cît şi curba empirică sînt întocmitepe baza datelor din tabelul 10.1 şi sînt arătate înfig. 10.1, a. Pe axa absciselor sînt trasate erorilereziduale în mm, iai pe axa ordonatelor numărulpieselor.
Pentru fiecare interval de erori se trasează fiedreptun ghiuri în cazul histogramelor, fie drepte verticale în cazul curbei empirice, proporţionale cunumărul pieselor (2, 6, 20 . . .2).
Repartiţia mărimilor întîmplătoare, corespunde înmulte cazuri legii distribuţiei normale (legea luiGauss), definită prin relaţia
y = -nre~*°3 (10-2)unde:
y este densitatea de frecvenţă;e — baza logaritmilor naturali;x — mărimea întîmplătoare;a — abaterea medie pătratică a mărimilor întîmplă -
toare.Curba teoretică are forma simetrică de clopot (fig.
10.2) şi caracterizează mărimile continue (mărimi carepot lua orice valoare între anumite limite, de exempluerorile dimen sionale rezultate din procesul de prelucrare), în timp ce curba empirică şi histogramacaracterizează distribuţia mărimilor discrete (mărimicare pot avea numai valori bine determinate ca deexemplu dimensiunile efective ale arborilor).înlocuind în relaţia (10.1) frecvenţa relativă -j- cu pro babilitatea yăx, iar semnul E cu semnul J, se va obţine

135
expresia pentru media aritmetică a mărimilorîntîmplătoare In intervalul de la pînă la x2.
(10.3)
Fig. 10.2. Variaţia formei curbei de repar tiţie şi a intervalului de împrăştiere func ţie de o.
Abaterea medie pătratică a pentru distribuţiidiscontinue (discrete) este
£)*•• •+(£„—5) a
unde — este frecvenţa relativă.N
Abaterea medie pătratică a pentru distribuţiicontinue este:
(10.5
(10.4)
adică, rădăcina pătrată din media aritmetică a pătratelorerorilor reziduale sau
x = J xydx*1
6<r2

136
)
Pentru cazul analizat mai sus (tabelul 10.1),folosindu-se relaţia (10.4) va rezultact=V(-°’04)2x0,01 + (-0,03)2x0,03+ _ _ .(0,04)2 xO.Ol »
«0,015 mm.Dispersia mărimilor întîmplătoare se caracterizează
de asemenea şi prin valoarea a 2 , denumită dispersia D2(x).
In tabelul 10.2 sînt trecute valorile abaterilorefective ale diametrului unei piese. Determinarea s-aefectuat la un
Intervaleleabaterilordimensionale
Frecvenţani
FrecvenţarelativăHiN
ni x?
0- 10 2 0,017 10 50
10- 20 5 0,042 75 1 12520- 30 7 0,058 175 4 37530- 40 11 0,092 385 13 47540— 50 15 0,125 630 28 35050- 60 17 0,142 990 54 45060- 70 19 0,158 1 235 80 27570- 80 ■ 17 0,142 1 275 95 62580- 90 15 0,125 1 275 108 37590-100 8 0,066 760 72 200100-110 4 0,033 420 44 100
Observaţii: iV = 120 n,S—=1JV
1111^1 = 7 230 L;ija;2=502 400
'Znixi 7 230x= ------ = ------ =60,2 ura N 120
3. Abaterea valorii medii faţă de mijlocul cîmpului de toleranţă
Xt=60,2 — 50,5 = 9,7 fim.4. Dispersia
r>2/ ^ 'Zn*xi „ 502 400 D (x)= ----------x = -------- -60,2=557
N 120
Repartiţia mărimilor Întîmplătoare Tabelul 10.2
1. Intervalul de împrăştiere 7?= 101 uni.2. Valoarea medie a abaterilor

1
Abaterea medie patratică: 23,6 ;j.m.5.lot de i20 piese, iar toleranţa diametrului este de 110nm. Tabelul şi observaţiile de sub tabel cuprindelementele sta tistice calculate, prin care se caracterizează repartiţia ero rilor respective, repartiţia fiind reprezentată în fig. 10.1, b.
Forma curbei de repartiţie şi intervalul deîmprăştiere sînt caracterizate prin abaterea mediearitmetică a mări milor întîmplătoare (fig. 10.2, a, a*,a2). Cu cît a este mai mare cu atît mai mult predominăerorile mai mari (în va loare absolută), precizia de prelucrare fiind mai mică, iar cu cît a este mai micăcu atît mai mult predomină erorile mai mici, preciziade prelucrare fiind mai mare. Erorile sistematiceconstante întîlnite în cadrul lotului, care pro voacă deplasarea centrului grupării în direcţia absciselor,nu influenţează forma curbei (vezi cap. 1).
Erorile, supuse unei anumite legi (de exemplu celedeter minate de uzura cuţitului) în cazul întocmirii curbei de re partiţie conform celor arătate mai sus, influenţează forma acestei curbe. Ramurile curbeirepartiţiei normale se întind spre infinit apropiindu-se asimptotic de axa absciselor, întrucît după legealui Gauss erorile întîmplătoare se întind teoreticîntre +oo şi — oo.
Suprafaţa limitată de curbă şi axa absciselorconsiderată ca 1 sau 100%, se defineşte prinrelaţia următoare
(10.7)Întrucît funcţia de sub
integrală este pară, iar curbaeste simetrică faţă de axa ij sepoate scrie
(10.8)
înlocuind valoarea mărimii întîmplătoare x cuexpresia— =z şi limita de integrare prin — vom avea:G
(10.9)
-fao a2
— 00
e 2a2 d.r =l.
1cK 2JI
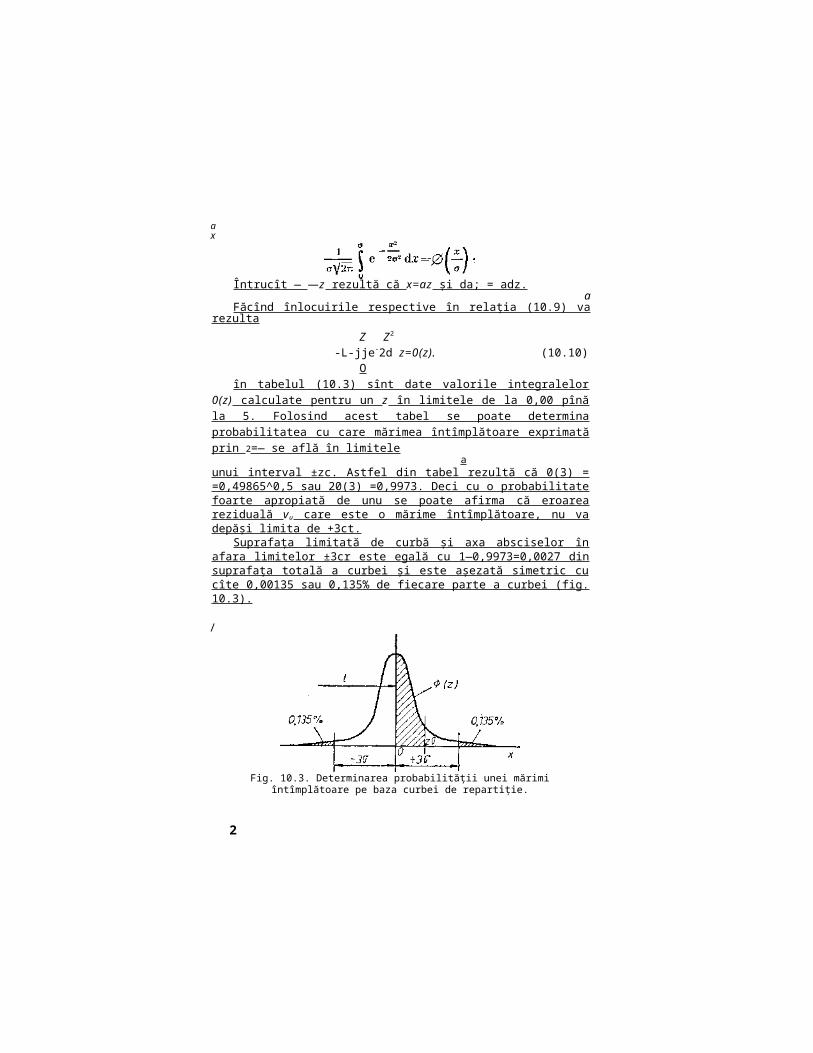
2
Întrucît — —z rezultă că x=az şi da; = adz.a
Făcînd înlocuirile respective în relaţia (10.9) varezulta
Z Z2
-L-jje-2d z=0(z). (10.10)O
în tabelul (10.3) sînt date valorile integralelor0(z) cal culate pentru un z în limitele de la 0,00 pînăla 5. Folosind acest tabel se poate determinaprobabilitatea cu care mări mea întîmplătoare exprimată prin 2=— se află în limitele
aunui interval ±zc. Astfel din tabel rezultă că 0(3) ==0,49865^0,5 sau 20(3) =0,9973. Deci cu o probabilitatefoarte apropiată de unu se poate afirma că eroareareziduală vu care este o mărime întîmplătoare, nu vadepăşi limita de +3ct.
Suprafaţa limitată de curbă şi axa absciselor înafara limitelor ±3cr este egală cu 1—0,9973=0,0027 dinsuprafaţa totală a curbei şi este aşezată simetric cucîte 0,00135 sau 0,135% de fiecare parte a curbei (fig.10.3).
ax
/
Fig. 10.3. Determinarea probabilităţii unei mărimiîntîmplătoare pe baza curbei de repartiţie.
3
Dacă centrul lotului din distribuţia dată se află peaxa de simetrie din curba lui Gauss, atunci folosindu-se de 0(z) din tabelul 10.3 se poate stabili, că deexemplu 0,27% din piesele lotului au erori ce depăşesc±3a; 4,56% depă şesc ±2 a şi 31,74% depăşeşte ±er.
In general procentul pieselor A%, care au o abaterece depăşeşte ±za poate fi determinat din relaţia
A % = [0,5-0(£)] X 2x100.Intervalul de împrăştiere a
erorilor R x
J:3ct=6o'.în cele ce urmează se vor întîlni şi coeficienţii a t
şi k t care reprezintă:<Xj — coeficientul de asimetrie relativ care
caracterizează deplasarea valorii medii x faţăde mijlocul cîmpului de toleranţă considerat
S — fiind toleranţa Aot — fiind mijloculcîmpului de toleranţăk ( — coeficientul de împrăştiere relativă, 6 < t ,3aA j = — sau k*= — i?j 8
unden
S = — — jumătatea toleranţei piesei, dacă intervalulde împrăştiere Rt este egal cu toleranţa piesei.
La determinarea toleranţei de prelucrare estenecesar să se ţină seama nu numai de intervalul deîmprăştiere R ci şi de deplasarea centrului grupării depe curba de repar tiţie t; s provocată de erorilesistematice, adică
8 > 4 + 7 j s ! (10.11) A
în acest fel toleranţa pentru prelucrarea piesei va fi determinată din necesitatea de a compensa atît erorile
4
întîmplătoare cît şi erorile sistematice de prelucrare, dacă acestea nu pot fi eliminate. Pe baza toleranţelor stabilite se va alege procesul tehnologic de prelucrare pentru piesă,
astfel ca precizia economică să fie în concordanţăcu această toleranţă.
Acest principiu de stabilire a toleranţelor estecunoscut sub denumirea principiul tehnologic.
Din teoria probabilităţilor rezultă ca în cadrul tuturor legilor de repartiţie a erorilor întîmplătoare ale dimensiunilor componente suma acestor erori, care reprezintă erorile dimensiunii de închidere, va fi de asemenea o eroare întîm plătoare, supusă unei anumite legi de repartiţie. între erorile medii pătratice a unui lanţ de dimensiuni în cazul unei repartiţii normale există relaţia:
1(10.12)iar între toleranţa fiecărei dimensiuni componente şi
aba terea medie pătratică corespunzătoare:
(10.13)
(10.14)înlocuind valorile GA{ şi în relaţia (10.12) şi reducînd— rezultă 6
(10.15)
8N=5<SN aN
$N.
şi în mod^analog, pentru dimensiunea de închidere N:
OiV=VaX + -b OAn-l ~■ ■ ■
sau

5
Relaţia (10.15) a fost stabilită pe baza următoarelor ipo teze: erorile dimensiunilor componente precum şi eroarea dimensiunii de închidere sînt supuse legii de repartiţie nor mală; centrul grupării coincide cu mijlocul cîmpului de tole ranţă şi intervalul de împrăştiere este egal cu mărimea toleranţei
Tabelul 10.4
.
în urma influenţei concomitente a erorilor sistematice şi acelor întîmplătoare centrul grupării poate să nu mai coincidă cumijlocul cîmpului de toleranţă (fig. 10.4 şi fig. 10.5), iarintervalul de împrăştiere cu mărimea toleran-
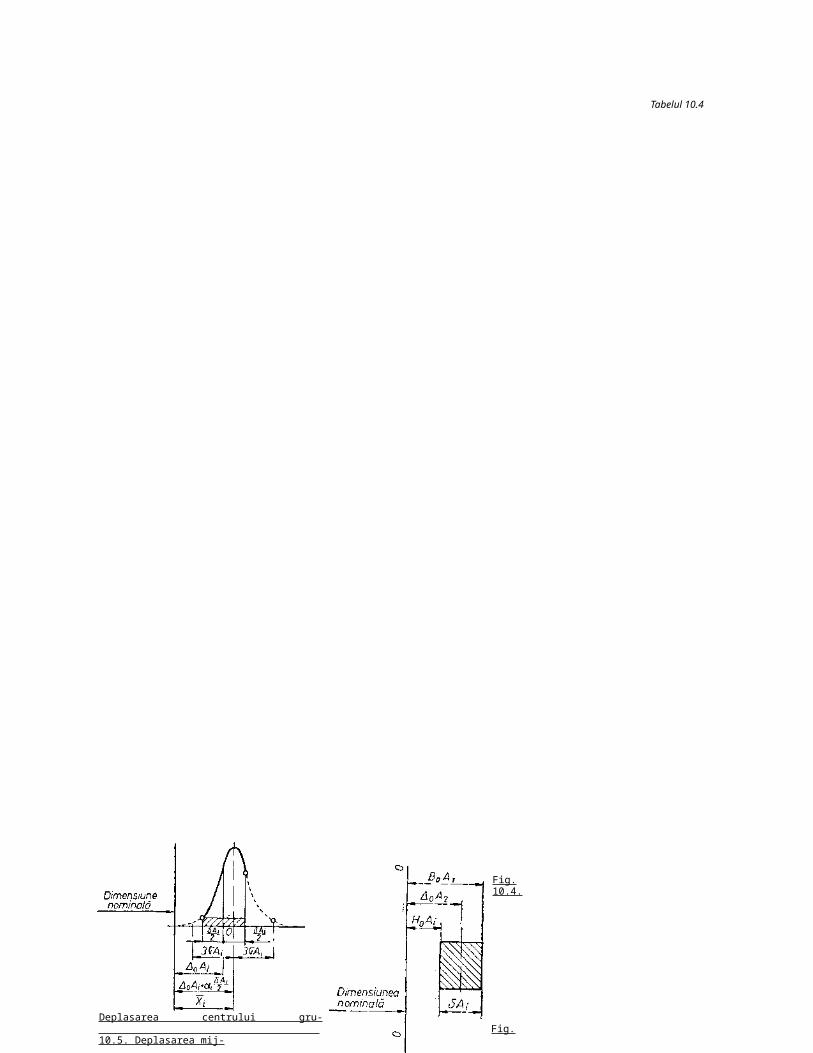
Tabelul 10.4
Fig.10.4.
Deplasarea centrului gru- Fig.10.5. Deplasarea mij-

Tabelul 10.4
pării curbei empirice de repartiţie locului cîmpului de tole- faţă de dimensiunea nominală. ranţă.
ţei. în cazul acesta distanţa centrului grupării curbei empi rice faţă de cota nominală a piesei poate fi exprimată prin mărimea:
— AX^A^+a*-^- (10.16)
unde:Ae/4j este deplasarea mijlocului cîmpului de toleranţă faţă de
valoarea nominală a dimensiunii com ponente respective;
<x.t — coeficientul de asimetrie.Pe fig. (10.4) se vede că a t——■ reprezintă deplasarea
centrului grupării faţă de mijlocul cîmpului de toleranţă.Pentru a putea determina toleranţa dimensiu nii de închi dere
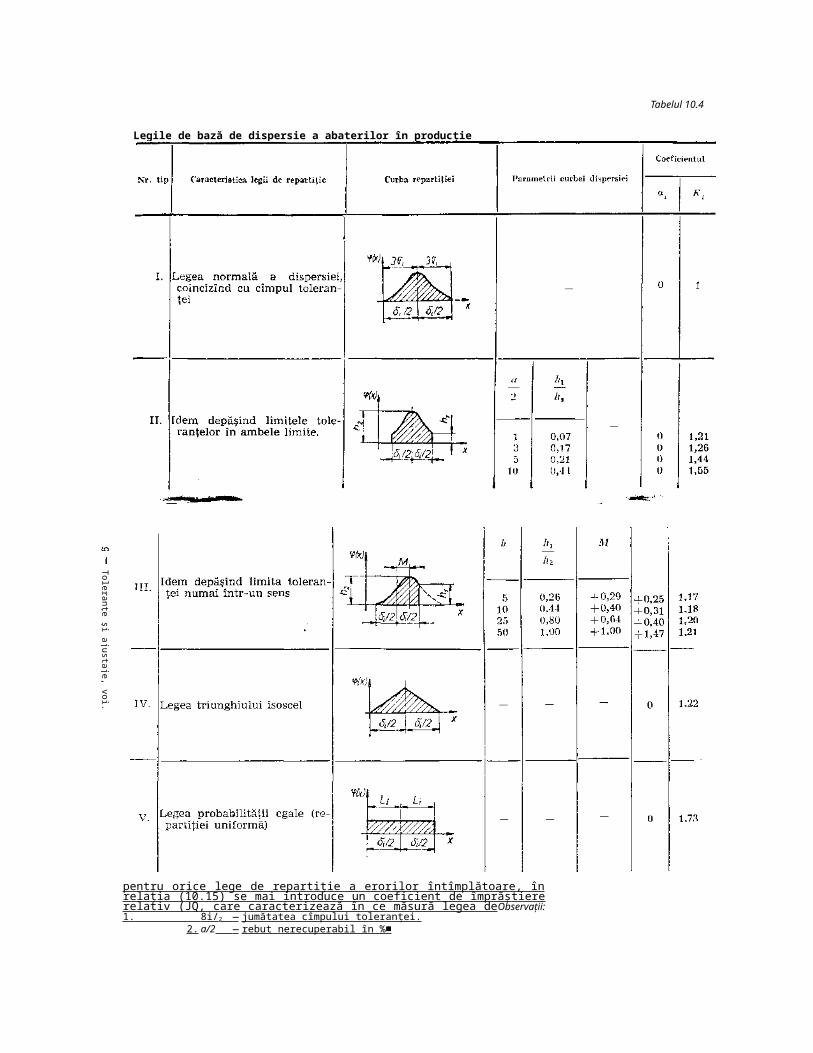
Tabelul 10.4
pentru orice lege de repartiţie a erorilor întîmplătoare, înrelaţia (10.15) se mai introduce un coeficient de împrăş tiere relativ (JQ, care caracterizează în ce măsură legea deObservaţii:1. 8i/ 2 — jumătatea cîmpului toleranţei.
2. a/2 — rebut nerecuperabil în %■
Legile de bază de dispersie a abaterilor în producţie
Toleranţe şi ajustaje, voi.II.

1
o 3. b — lucrări suplimentare pentru remediere rebut în %, repartiţie a erorilor dimensiunii i diferă de legea de repar tiţie normală.
în acest caz relaţia (10.15) devine:
(10.17)
Valorile orientative ale coeficienţilor at şi K t sîntdate pentru legile de bază, în tabelul 10.4. Aşa cumrezultă din acest tabel, în cazul unei repartiţiinormale, cînd centrul grupării coincide cu mijloculcîmpului de toleranţă, iar intervalul de împrăştiereeste egal cu cîmpul de toleranţă
Procedînd analog se poate stabili relaţia de calculpentru aflarea mărimii deplasării centrului grupăriierorilor întîm plătoare pentru dimensiunea de închideri- exprimată funcţie de dimensiunea nominală
în relaţiile (10.18) şi (10.19) s-au folositnotaţiile:
AnN — abaterea limită practică de la valoareanouinală a dimensiunilor de închidere;
AoN — deplasarea centrului grupării erorilorîntîmplă toare ale dimensiunii de închidere faţă de va loarea nominală a acestei dimensiuni;
şi abaterile limită practice pentru dimensiunea de închidere,

2
= +45 fim
$N — toleranţa dimensiunii de închidere;

5* 3
A0N t — deplasarea mijlocului cîmpului de toleranţăfaţă de valoarea nominală a dimensiuniicomponente respective care contribuie lamărirea (A0Am) sau la micşorarea (A0Â lm)dimensiunii de în chidere.
Eficacitatea utilizării principiilor teorieiprobabilităţii în vederea calculului lanţurilor dedimensiuni se poate con stata în cazul exemplului ce urmează.
Presupunem că lanţul de dimensiuni are pentru dimen - siuni componente avînd toleranţele:
S A 1 = S A 2 = M 3 = S A 4 .
Conform relaţiei (10.15) dimensiunea de închidere vaavea toleranţa:
8N =^4ZAt = 28 A t
de unde84, = — 8N.
2
Toleranţa dimensiunii de închidere calculată pe bazăde maximum si minimum va fi însă egală, conformrelaţiei (9.8) cu:
8N=8A1+ SA2+S/l3+SA4=4SAj
de undeSA ( = — SN.
4
Din acest exemplu rezultă că pe baza teorieiprobabili tăţilor se poate obţine aceeaşi toleranţă a dimensiunii de închidere folosind toleranţe de două orimai mari pentru dimensiunile componente decît în cazulsoluţionării pe baza metodei maximum şi minimum.Trebuie însă menţionat că în cazul adoptării unortoleranţe obţinute pe baza teo riei probabilităţilor există riscul ca 0,27% din dimensiunile de închidereobţinute prin asamblarea elementelor să depă şească limitele toleranţei prescrise.
Pentru determinarea dimensiunii de închidere esteindicat să se procedeze în felul următor: se determinăvaloarea nomi

4
= +45 fim
nală N a dimensiunii de închidere pe baza relaţiei(9.1), apoi valoarea 8N pe baza relaţiei (10.15) şi~A0N şi A,JV pe baza relaţiilor (10.18) şi (10.19).
Exemplul 1. Pentru un arbore în trepte, fig. 10.6, este necesarsă se determine valoarea nominală a dimensiunii de închidere N,toleranţa respectivă şi abaterile limită.
A ,A ,
N '
Fig. 10.6. Determinarea dimensiuniide închidere la un arbore..
Legile dc repartiţie ale abaterilor dimensiunilor componente nusînt indicate. Se presupune că abaterile acestor dimensiuni sîntsupuse legii de repartiţie normală, că intervalul de împrăştiere seînscrie complet în cîmpul de toleranţă, iar curbele de repartiţiesînt simetrice faţă de mijlocul cîmpului de toleranţă. Deci cazulde faţă corespunde în totul cu tipul I din tabelul 10.4,caracterizîndu-se prin:
oc;=0 şi Kt = \.Rezultă că:— Valoarea nominală a dimensiunii de închidere determinată
după relaţia (9.8) va fi:A' = 60 — 40=20 min.
— Toleranţa dimensiunii de închidere determinată pe bazateorie probabilităţii după relaţia (10.17) este
8N = V(50 • 1)2 + (10 -l)2 = 61 [im.
în cazul folosirii metodei maximum şi minimum rezultă
8.V — 50 + 40 = 90 fj.m,deci cu 26 fi.m respectiv 40% mai mult. Dacă totuşi toleranţadimensiunii de închidere poate fi menţinută la 90 jj.m, atunci pebaza teoriei probabilităţilor toleranţele dimensiunilor componentear fi putut fi mult lărgite.
Se vor calcula abaterile limită ale dimensiunii de închidere.Folosind relaţia (10.18) se va determina distanţa centrului de
grupare faţă de cota nominală
17 50 50 \ / 40 40 M
A 3 = 6 0 t 0 a ' 0 5

5
A^=[(T+°T)-(-T + 0 TjJiar pe baza relaţiei(10.19) abaterile limite superioare şi inferioare ale dimensiuniide închidere:
SNs = 45 + 64/2 = 77 [im; SA7, = 45 - 64/2 = 13 jxm.în consecinţă dimensiunea de închidere determinată pe baza
teoriei probabilităţilor va fi:
Exemplul 2. Pentru comparaţie cu problema 4 din capitolul 9 seva calcula acelaşi lanţ de dimensiuni, (fig. 9.18) utilizînd însăteoria probabilităţilor.
Datele iniţiale sînt:— Valorile nominale ale dimensiunilor cotnponcnte:
Ax-=3; A2=42; A3 = 3; A„ = 18; A5 = 34; A, = 100.— Valoarea nominală a dimensiunii de închidere N=0.— Abaterile dimensiunilor componente
Dimensiunea ' _ A2 ^3 A4 j'lg ^6
Abaterea superioară As 0 0 0 0 0 0
Abaterea inferioară Ai -0,04 -0,10 -0,04 -t
-0,07 -0,10 -0,14
în lanţul de dimensiuni analizat, (fig.) 9.18 numaiA„ contribuie la mărirea dimensiunii de închidere, celelaltecontribuie la micşorarea acestei dimensiuni.
Se presupune că pentru acest exemplu nu sînt indicate legilede repartiţie ale dimensiunilor. în consecinţă se va considera căeste o distribuţie normală, care se înscrie total în cîmpul detoleranţă şi care este aşezată simetric faţă de mijlocul cîmpurilorde toleranţă ale dimensiunilor. în cazul acesta coeficienţii sîntaleşi după tabelul 30.4 şi anume 0^=0, Kt = 1 pentru toate erorileivite iniţial.
Concomitent cu soluţionarea acestei probleme se va lua înconsiderare şi posibilitatea lărgirii! toleranţei la dimensiunea deînchidere, introducînd în calcul un coeficient de siguranţă
V 2 ( s '/) // —1,8 —0,8—- -----
HS;unde S't este jumătate din valoarea absolută a cîmpului de toleranţă
a dimensiunii corespunzătoare;Aom — coordonata mijlocului cîmpului de toleranţă a
dimensiunilor ce micşorează;

6
Rezultă deci:
--Dimensiunea A, A2 A, ^*0
^om ŞÎ ^oM -0,02 -0,05 -0,02 -0,035 -0,05 -0,07
K 0,02 0,05 0,02 0,035 0,05 0,7
A u N —SADM-2A„m±iîVs8i 2 (10.20)
rezultă: A, liv = - 0,07 + 0,02 + 0,05 + 0,05 + 0,02 + 0,035 +0,05 +
±(1 8_0 RV0,02 2 + 0,05 2 + 0,02 2 + 0,035 2 + 0,05 2 + 0,07 a \ 0,02+0,05 + 0,02 + 0,35 + 0,05 + 0,07 /
X V0,02 2 + 0,05 a + 0,02 2 + 0,35 2 + 0,05 s + 0,07 2 = / 0,10 \
= 0,105± j (1,8-0,8 - - - 1 X 0,10=0,105±(1,8 —0,8 X0.408) x 0,10 =
\ 0,245 J=0,105 + 1,47 x 0,1 = 0,105 + 0,147.
Şi deci: A„JV(S)=0,105 + 0,147 = 0,252 mm.
AnJV(i) = 0,105-0,147 = -0,042 mm.în mod practic toleranţa dimensiunii de închidere va fi-
0/252 — (— 0,042) = 0,294 mm.
Abaterile dimensiunii de închidere fiind prevăzute înlimitele de 0,1 şi 0,3 mm cu o toleranţă de 0,2 mmcompensarea minimă va fi de:
0, 294-0,2 = 0,094 mm în loc de 0,29 mm rezultă în exemplul 4 din cap. 9.
în cazul cînd în calculul lanţurilor de dimensiuni nu estefolosit coe ficientul de siguranţă H atunci abaterile limităale dinemsiunii de închidere vor fi:A„JV(S) = 0,105 + 0,10 = 0,205 mm şi A;lJ<(i) = 0,105-0,100 =
0,005 mm.în cazul acesta compensaţia minimă, dacă se porneşte de la
abateri identice va fi zero: 0,2—0,2=0,0 mm
Folosind relaţia de mai jos, derivată din relaţia (10.19)

7
Tabelul 10.5Procent derisc
Coeficientul deîmprăştiere
Procent de risc Coeficientul deîmprăştiere
0,3 1,25 K, 3,0 0,72 K,
0,05 1,18 K, 4,0 0,68 Kt0,08 1,11 l<i 5,0 0,65 K,0,16 1,05 11t 6,0 0,62 K i0,27 1,00 li; 7,0 0,60 Kt0,60 0,89 Kt 8,0 0,58 K,1,0 0,85 Kt 9,0 0,56 Kt
2,0 0,78 K, 10,0 0,54 K,
Exemplul analizat conţine un risc de 0,27%. Prin mărireaprocentului do risc, alegînd un coeficient Iit mai mare se poateajunge la completă eliminare a compensării în lanţul de dimensiunişi în cazuri mai puţin fa- voraliile decît în exemplul de faţă.
Tabelul 10.5 indică valorile coeficienţilor suplimentaripentru cazurile clini se admite un risc mai marc şi anume între0,03 şi 10.
li I B L I O G R A F I E1 Aparin, G. A., Gorodr/Li, 1. P. Dopuslii i tehniceskie izmerenia; Moscova,
Maşghiz, 19752 Hagiu, L. Tolerau)»1 şl măsurători tehnice, Institutul PolitehnicTimi
şoara, 19753 Halacşin, B. D. Osnovî tchnologliii maşinostroenia. Moscova, Maşino-
stroenie, 1907■1 lleizelman, R. ])., TI plan, B. V., Pereli, L. Ia. Podsipnild Kaccnia. Ediţia a 5-
a. Moscova, Maşghiz, 19675 Dragu, D. Toleranţe şi măsurători tehnice. Bucureşti, Edituradidactică
şi pedagogică, 19766 Iliescu, D., Vodă, V. Statistică şi toleranţe. Bucureşti, Edituratehnică,
19777 Răileanu, A. Toleranţe şi control dimensional. Institutul Politehnic
Iaşi, 197-18 Ropion, R. t.a cotation fonctionelle des dessins tecliniqucs.Paris, Dunod,
19619 Slăveanu, L. Culegere de probleme şi toleranţe, ajustaje şicalibre.
Bucureşti, Editura tehnică, 197510 Siurzu, A., ş.a. îndrumător practic uzinal de laborator pentrucontrolul
preciziei de prelucrare în construcţia de maşini. Bucurcşti,Editura tehnică, 1976
11 Şeptilici, R. ş.a. Controlul tehnie in construcţia dc maşini şiaparate.
Bucureşti, Editura tehnică, 196912 Standarde de stat referitoare la toleranţel. 'l Lucrările Comitetului tehnic ISOjTC 3 „Toleranţe"
Coeficienţii de Împrăştiere relativă in luncţie de procentul de risc

8
Rezultă deci:
M Documentele de standardizare CAER privind tolerantele In construcţia de maşini.