Programas de mantenimiento
43
1 I. GENERALIDADES I.1. Antecedentes de la empresa CORPORACIÓN FABPSA abre sus puertas en la ciudad de México en 1977 en la calle de Oriente 102, colonia Gabriel Ramos Millán, fundada por el C.P. Onésimo Martínez Betanzos; uniéndose a este esfuerzo el Sr. Ricardo R. Franco Bolaños, quienes con gesto visionario, incursionan en el sector de la industria cárnica y alimenticia en general, con la elaboración de aditivos alimenticios y todo lo relacionado con esta industria. Su crecimiento es alentador en 1984 inaugura nuevas instalaciones en Sur 121 No. 2295, Colonia Juventino Rosas; su aceptación y demanda le exigen aumentar su capacidad de almacenaje a 160 toneladas de producto, y expandir su planta de procesos, con una capacidad de 150 toneladas por mes. En 1986 crea su primer sucursal “FABPSA DE OCCIDENTE, S.A. de C.V.” en Guadalajara, Jal. Diez años después en 1996 inaugura sus nuevas instalaciones en el lugar que ocupa actualmente, Calle Román Morales No. 311, Sector Libertad, Guadalajara, Jal. Los emprendimientos se suceden vertiginosamente, en 1989 “FABPSA DEL BAJÍO S.A. de C.V.” abre sus puertas en Parque de la Crisantema No. 117 Residencial del Parque de Celaya,
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of Programas de mantenimiento

1
I. GENERALIDADES
I.1. Antecedentes de la empresa
CORPORACIÓN FABPSA abre sus puertas en la
ciudad de México en 1977 en la calle de Oriente
102, colonia Gabriel Ramos Millán, fundada por el
C.P. Onésimo Martínez Betanzos; uniéndose a este esfuerzo el
Sr. Ricardo R. Franco Bolaños, quienes con gesto visionario,
incursionan en el sector de la industria cárnica y
alimenticia en general, con la elaboración de aditivos
alimenticios y todo lo relacionado con esta industria. Su
crecimiento es alentador en 1984 inaugura nuevas
instalaciones en Sur 121 No. 2295, Colonia Juventino Rosas;
su aceptación y demanda le exigen aumentar su capacidad de
almacenaje a 160 toneladas de producto, y expandir su planta
de procesos, con una capacidad de 150 toneladas por mes.
En 1986 crea su primer sucursal “FABPSA DE OCCIDENTE,
S.A. de C.V.” en Guadalajara, Jal. Diez años después en 1996
inaugura sus nuevas instalaciones en el lugar que ocupa
actualmente, Calle Román Morales No. 311, Sector Libertad,
Guadalajara, Jal.
Los emprendimientos se suceden vertiginosamente, en 1989
“FABPSA DEL BAJÍO S.A. de C.V.” abre sus puertas en Parque de
la Crisantema No. 117 Residencial del Parque de Celaya,

2
Guanajuato. En 1997 efectúa su primer cambio de
instalaciones, permitiendo un crecimiento del 200%; y en
junio del 2002, gracias al éxito y a la aceptación de
nuestros clientes amplia sus instalaciones con el compromiso
de brindar un mejor servicio en el mercado del Bajío.
En 1991 “FABPSA DE ORIENTE S.A. de C.V.” abre sus
puertas en la calle 14 sur No 5146, colonia San Manuel en la
ciudad de Puebla, Puebla.
Con el firme propósito de cubrir y atender las
necesidades que demanda el mercado del sureste del país. En
el año 2004, se toma una decisión trascendental para el
corporativo, e inicia la construcción de su almacén central
en una superficie de terreno de 1500 m2; en el año 2005, abre
sus puertas este almacén, aumentando su capacidad de
almacenamiento a 2000 toneladas de producto, además de
participar más activamente en el sector de productos no
cárnicos (botanas, lácteos, panificación, empaques, etc.)
En el mes de Enero del 2007, corporación FABPSA,
emprende un nuevo reto y acondiciona sus primeras
instalaciones para efectos de poner a disposición del público
en general una gama amplia de productos de consumo directo e
inaugura su primer punto de venta; “Postres y Marinados el
Buen Sabor”.

3
El dinamismo y la visión de negocios, ha impulsado un
nuevo reto, en el mercado del norte, de tal forma que en
junio del 2007, FABPSA DEL NORTE” surge y se ubica en la
calle de Celso Cepeda No. 5200, Col. Plutarco Elías Calles.
C.P. 64108, en Monterrey N.L. con el firme interés de atender
las necesidades y demandas de tan importante mercado y
ampliar su partición territorial.
La visión emprendedora del negocio y el compromiso que
nos respalda con nuestros clientes, exigen la modernidad y la
actualización de nuestros procesos que demanda un mercado
cada vez más dinámico y exigente, por ello CORPORACIÓN
FABPSA, demuestra su espíritu triunfalista construyendo su
segunda planta en la ciudad de México. Misma que abre sus
puertas en el 2008.
Misión
Fabricar y proveer productos de excelente calidad para
la Industria Alimenticia, satisfaciendo al 100% las
necesidades de nuestros clientes a través de calidad,
servicio y soporte técnico.

4
Visión
Corporación FABP, S.A. de C.V. se esfuerza para que cada
producto alimenticio lleve un aporte de los productos FABPSA,
a través de la búsqueda constante de innovaciones, tecnología
y en sus sistemas de operación, e incursionando activamente
en la industria alimenticia en general.
Política de calidad
Elaborar y comercializar ingredientes de excelente
calidad para la industria alimenticia cubriendo las
necesidades y expectativas de nuestros clientes actuales y
potenciales mediante la mejora continua en nuestros
procesos; buscando consolidarnos como proveedor líder en
ingredientes para la industria alimenticia.
I.2. Trabajos previos.
En industrias alimenticias FABP S.A de C.V. el área de
mantenimiento, no cuenta con trabajos previos en la
elaboración de análisis de los elementos mecánicos en la
maquinaria utilizada.
Por lo anterior es necesario elaborar un análisis
mecánico en las partes de cada elemento de la maquinaria y
así poder determinar los parámetros teóricos y prácticos a
los cuales deben de funcionar.
5
II. PLANTEAMIENTO DE LA PROBLEMÁTICA
La empresa industrias alimenticias FABP S.A. de C.V.,
cuenta con un área de mantenimiento, la cual carece de un
análisis mecánico para cada elemento mecánico que conforma a
la maquinaria, que se deben utilizar para el mantenimiento
completo de la planta de producción, y esto ocasiona la falta
de coordinación, provocando el remplazo de partes en tiempos
desconocidos, sin tener en cuenta parámetros de diseño.
La falta de un análisis mecánico, con sus respectivos
registros, implica que la planta de producción no esté en un
estado de corrección eficaz, hablando generalmente, llevando
consigo la deficiencia en algunas partes de elementos
mecánicos de la maquinaria.

6
Impacto en el proyecto
Conservar consistentemente, en óptimas condiciones los
equipos productivos de la empresa, manteniéndolos con una
disponibilidad de funcionamiento tal que nos permita asegurar
la continuidad de operación de los mismos.
Alcanzar un mayor grado de confiabilidad en los equipos,
máquinas, construcciones civiles, instalaciones, etc.
La labor del departamento de mantenimiento, está
relacionada muy estrechamente en la prevención de accidentes
y lesiones en el trabajador, ya que tiene la responsabilidad
de mantener en buenas condiciones la maquinaria, herramienta
y equipo de trabajo, lo cual permite un mejor
desenvolvimiento y seguridad, evitando en parte riesgos en el
área laboral.
Justificación
El por qué hacer un análisis de elementos mecánicos en
la Industria Alimenticia FABP, S.A DE C.V.
El mantenimiento preventivo es el sistema que utiliza
la empresa FABPSA. Es una serie de actividades programadas a
un determinado tiempo. El empleo del mantenimiento preventivo
requiere de un alto grado de conocimientos y organización

7
eficiente. Y con la implementación de un análisis mecánico,
el mantenimiento preventivo será exacto y eficiente.
Exige un conocimiento de las máquinas y un tratamiento
de los históricos, que ayudará en gran medida a controlar la
maquinaria e instalaciones.
El cuidado periódico conlleva a un estudio óptimo de
conservación, con la que es indispensable una aplicación
eficaz para contribuir a un correcto sistema de calidad y a
la mejora de los continuos.
La finalidad de los mantenimientos programados es para
no caer dentro del mantenimiento correctivo, porque: El
empleo del mantenimiento correctivo origina cargas de trabajo
incontrolables, que causan actividad intensa y lapsos sin
trabajo.
Desventajas del mantenimiento correctivo
Se producen paradas y daños imprevisibles en la
producción, que afectan a la planificación de manera
incontrolada.
Se puede producir una baja calidad en las reparaciones,
debido a la rapidez en la intervención y a la prioridad
de reponer antes que reparar definitivamente, por lo que
produce un hábito a trabajar defectuosamente, sensación

8
de insatisfacción e impotencia, ya que este tipo de
intervenciones a menudo generan otras al cabo del tiempo
por mala reparación por lo tanto será muy difícil romper
con esta inercia.
III. OBJETIVOS DE LA INVESTIGACIÓN
III.1. Objetivo general:
Implementar un análisis mecánico que pueda ser utilizado
por el personal de mantenimiento, para que tengan un mejor
criterio a todos los trabajos de mantenimiento realizados en
equipo, pormenorizando hasta donde sea posible la falla, el
reporte de ejecución, la mano de obra y los materiales
utilizados (unidad y costo), en la empresa Industrias
Alimenticias FABP S.A. de C.V.
III.1.1. Objetivos específicos:
Incrementar la disponibilidad de planta, departamento y
maquinaria.
Reducir el tiempo y número de fallas en la maquinaria.
Incrementar confiabilidad de instalación, etc.

9
III.2. Metas
A CORTO PLAZO: conocer a la empresa y las diversas áreas
en que está distribuida.
A MEDIANO PLAZO: Identificar los componentes más
importantes en cada uno de los procesos, en el interior de la
planta, no debe de haber errores, para que la empresa esté en
producción constante e identificar qué tipo de falla es más
probable que ocurra.
LARGO PLAZO: hacer un análisis específico, de acuerdo al
tipo de mantenimiento, y llevar su historial cronológico en
los respectivos registros propuestos.
III.3.- Duración del proyecto
Este proyecto se realizó en la empresa FABP´S.A de C.V.
durante el periodo de estadía del día 9 de mayo al 29 de
julio del año en curso.

10
IV. FUNDAMENTOS TEÓRICOS Y EXPERIMENTALES
Establecer programas de mantenimiento.
Técnicas para la solución de problemas
Puntos clave:
Seleccionar el proyecto mediante la aplicación de análisis
de Pareto, diagramas de pescado, gráficos de Gantt, gráficos
PERT y guía de análisis de trabajo/lugar de trabajo.
Obtener y presentar datos por medio de diagramas de
operación, de flujo, hombre/máquina y de grupo.
Desarrollar el método ideal para las relaciones
hombre/máquina con servicio sincronizado y aleatorio, así
como cálculos de balanceo de líneas.
Sin importar para qué se use el estudio de métodos (diseñar
un nuevo centro de trabajo o mejorar uno en operación) tanto el
problema como la información de los hechos relacionados con el
problema, deben presentarse de manera clara y lógica. De la misma
forma que un operario usa aparatos como micrómetros y
calibradores para facilitar el desempeño, el ingeniero de métodos
usa los procedimientos adecuados para realizar un trabajo mejor
en menos tiempo. Se dispone de varias técnicas para la solución
de problemas y cada una tiene aplicaciones específicas.
Las primeras cinco se usan en el primer paso del análisis de
métodos, seleccionar el proyecto. El análisis de Pareto y los

11
diagramas de pescado surgieron en los círculos de calidad
japoneses, a principios de la década de los 60's y tuvieron mucho
éxito en el mejoramiento de la calidad y la reducción de costos
en sus procesos de manufactura. Las gráficas de Gantt y PERT se
originaron durante la década de 1940 como respuesta a la
necesidad de una mejor planeación y control de proyectos
militares complejos. También pueden ser útiles para identificar
problemas en el entorno industrial.
La selección de proyectos se basa en tres aspectos:
económico (quizá el más importante), técnico y humano. Las
consideraciones económicas pueden involucrar nuevos productos
para los que no se cuenta con estándares, o productos existentes
que tienen costos de manufactura altos. Los problemas pueden ser
grandes cantidades de desperdicio y re trabajo, manejo de
materiales excesivo, en términos del costo o la distancia, o tal
vez operaciones "cuellos de botella". Las consideraciones
técnicas pueden incluir los métodos de procesamiento que deben
mejorarse, problemas de control de calidad debidos al método o
problemas de desempeño de un producto comparado con su
competencia. Los aspectos humanos pueden incluir trabajo con alta
repetición que llevan a lesiones relacionadas con el trabajo,
tareas con alta tasa de accidentes, tareas de actividades
fatigantes o trabajos sobre los cuales los empleados se quejan
todo el tiempo.
Las primeras cuatro técnicas son las de uso más común en la
12
oficina del analista. La quinta, guía de análisis trabajo/lugar
de. Trabajo, ayuda a identificar problemas en un área,
departamento o lugar de trabajo específicos y se desarrolla mejor
como parte de las observaciones físicas del lugar. La guía
proporciona una identificación subjetiva del trabajador, tarea o
entorno claves, o de los factores administrativos que pueden
ocasionar problemas potenciales. Además, indica las técnicas
adecuadas para las evaluaciones cuantitativas. Aplicar la guía de
análisis debe ser el primer paso necesario antes de recolectar
datos cuantitativos exhaustivos sobre el método actual.
Los siguientes cinco procedimientos se usan para registrar
el método actual y comprenden el segundo paso del método de
análisis, obtener y presentar datos. La información pertinente,
como cantidad de producción, programas de entrega, tiempos de
operación, instalaciones, capacidad de las máquinas, materiales
especiales y herramientas especiales, pueden representar una
parte importante en la solución de problemas y debe registrarse.
(Los datos también son útiles en el tercer paso del método de
análisis, analizar los datos.)
Las últimas tres técnicas son más útiles, como un enfoque
cuantitativo en el cuarto paso, del método de análisis,
desarrollar el método ideal: Una vez presentados los hechos con
claridad y exactitud, se examinan en forma crítica, para definir
e implementar el método más práctico, económico y efectivo. Por
lo tanto, deben usarse en conjunto con las técnicas de análisis

13
operativo descritas en el capítulo 3. Observe que la mayoría de
las técnicas de los tres grupos se pueden utilizar en la etapa de
análisis operativo del desarrollo.
Técnicas de exploración
Análisis de Pareto
Las áreas con problemas se pueden definir mediante una
técnica desarrollada por el economista Wilfredo Pareto para
explicar la concentración de la riqueza. En el análisis de Pare-
to, los artículos de interés se identifican y miden en una escala
común y después se acomodan en orden ascendente, creando una
distribución acumulada. Por lo común, 20% de los artículos
clasificados representan 80% o más de la actividad total; en
consecuencia, la técnica también se conoce como regla 80-20. Por
ejemplo, 80% del valor del inventario total se encuentra en sólo
20% de los artículos en el inventario; en 20% de los trabajos
ocurren 80% de los accidentes, o 20% de los trabajos representan
cerca de 80% de los costos de compensación para trabajadores. De
maneta conceptual, el analista de métodos concentra la mayor
parte de su esfuerzo en unos cuantos trabajos que producen casi
todos los problemas. En muchos casos, la distribución de Pareto
se puede transformar en una línea recta usando la transformación
log normal, a partir de la cual se puede realizar un análisis
cuantitativo más profundo (Herron, 1976).

14
Diagramas de pescado
Los diagramas de pescado, también conocidos como diagramas
de causa-efecto, fueron desarrollados por Ishikawa a principios de
los años 50, cuando trabajaba en un proyecto de control de
calidad para la Kawasaki Steel Company. El método consiste en definir
la ocurrencia de un evento no deseable o problema, es decir, el
efecto, como la "cabeza del pescado" y después identificar los
factores que contribuyen, es decir las causas, como el "esqueleto
del pescado" que sale del hueso posterior de la cabeza. Las
causas principales se dividen en cuatro o cinco categorías
principales: humanas, máquinas, métodos, materiales, entorno,
administración, etcétera, cada una dividida en subcausas. El
proceso continúa hasta enumerar todas las causas posibles. Un
buen diagrama tendrá varios niveles de huesos y proporcionará la
visión global de un problema y de los factores que contribuyen a
él. Después, los factores se analizan desde un punto de vista
crítico en términos de su contribución probable al problema. Se
espera que este proceso tienda a identificar las soluciones
potenciales
Los diagramas de pescado han funcionado con éxito en los
círculos de calidad en Japón, donde se espera que todos los
niveles de trabajadores y administradores contribuyan. Es posible
que tales diagramas tengan menos éxito en la industria
estadounidense, donde la cooperación entre trabajadores y
administradores puede ser menos efectiva para producir las

15
soluciones y resultados deseados (Cole, 1979).
Gráficas de Gantt
La gráfica de Gantt es quizá la primera técnica de planeación
y control de proyectos que surgió durante la década de 1940, en
respuesta a la necesidad de administrar mejor los complejos
proyectos y sistemas de defensa. Una gráfica de Gantt exige que
quien planea el proyecto desarrolle un plan anticipado y
proporcione una revisión rápida del avance del proyecto en
cualquier momento. Por desgracia, no siempre describe por
completo la interacción entre las actividades del proyecto. Se
requieren para ello, técnicas más analíticas como las gráficas
PERT.
La gráfica de Gantt también se puede usar para mostrar la
secuencia de actividades de una máquina en la planta. La gráfica
para una máquina puede incluir reparación o mantenimiento si se
tachan los periodos planeados para parar la máquina.
Gráficas PERT
PERT son las iniciales de Program Evaluation and Review Technique o
técnica de revisión y evaluación de proyectos. Una gráfica PERT,
también conocida como diagrama de redes o ruta crítica, es un
método de planeación y control que obtiene en forma gráfica la
manera óptima de lograr un objetivo predeterminado, por lo
general, en términos de tiempo. Esta técnica se empleó en la

16
milicia de Estados Unidos para el diseño de procesos como el
desarrollo del misil Polaris y la operación de sistemas de control
en submarinos de propulsión nuclear. Los analistas de métodos
usan PERT para mejorar la programación mediante la reducción de
costos o de la satisfacción del cliente.
Al usar PERT para programación, los analistas casi siempre
proporcionan dos o tres estimaciones para cada actividad. Por
ejemplo, si usan tres estimaciones de tiempo, se basan en las
siguientes preguntas:
1. ¿Cuánto tiempo se requiere para terminar una actividad
dada, si todo funciona de manera ideal (estimación
optimista)?
2. En condiciones promedio, ¿cuál es la duración más
probable para esta actividad?
3. ¿Cuál es el tiempo requerido para terminar esta actividad
si casi todo sale mal (estimación pesimista)?
Con estas tres estimaciones, el analista puede derivar una
distribución de probabilidad para el tiempo que requiere realizar
la actividad
Establecer procedimientos para programas de mantenimiento:
Las empresas de proceso buscan conservar en condiciones de
funcionamiento seguro y eficiente las propiedades físicas de la

17
empresa, tales como: Infraestructura, maquinaria y equipo en
óptimas condiciones de operación, por lo tanto se muestra gran
interés en medir la eficacia del mantenimiento para evitar
pérdidas dentro de la empresa por fallos en el proceso y una
producción anormal.
Dentro de las actividades más relevantes que se deben llevar
a cabo para localizar son:
Inspección
Servicio
Reparación
Cambio
Modificación
Inspección
Esta actividad consiste en el examen del equipo,
instalaciones, etc., para darse una idea clara de su estado
físico, con el objeto de detectar una posible falla; una falla en
su etapa inicial o una falla declarada.
Servicio
Limpieza
Pintura
Tratamiento anticorrosivo
Lubricación, etc.

18
Reparación
Corrección en los efectos de los elementos constitutivos
del equipo, instalaciones, edificios, propiedades.
Ajustes
Reparación de piezas en campo
No confundir con la corrección de una falla
Reparación: Es un trabajo elemental
Falla: Puede comprender todas las operaciones de
mantenimiento
Cambio
Sustituir con comprobante que ha fallado, que se
encuentra defectuoso, que agotó su vida útil; por razones de
seguridad o técnicas; exactamente igual en perfectas condiciones
de funcionamiento
Fases del cambio
Preparación
Remodelación
Instalación
Ajuste
Trabajo suplementario
Prueba Funcional
Modificación

19
Trabajos necesarios para alterar el diseño o la construcción
de las propiedades físicas de la empresa, con el objeto de
reducir o eliminar las fallas respectivas, que tienen como origen
el diseño o la construcción defectuosa o inadecuada.
Para establecer procedimientos en las pérdidas que se pueden
ocasionar en las empresas, es indispensable el control del
mantenimiento. Existen actividades administrativas y técnicas
indispensables para controlar un sistema de mantenimiento
Control de Trabajo:
Que comprende el análisis y la clasificación del trabajo.
Programación:
Que consiste en el registro de la mano de obra y el ajuste
de la misma.
Control del equipo:
Que consiste en llevar una historia de los diferentes
equipos o tipos de equipos en lo que respecta a fallas,
reparaciones y el costo de las mismas.
Control de Trabajo
Comprende:
Análisis de trabajo
a. Detección de fallas Planeación

20
b. Planeación
c. Estimación de la mano de obra
d. Estimación de los materiales
e. Prioridad
f. Disponibilidad de mano de obra
g. Disponibilidad de materiales
h. Disponibilidad de equipo
a).- Recursos de la detección de fallas
1. Información del operador
2. Experiencia previa (es muy eficiente para fallas)
3. Inspección (es el arma más efectiva, puede ser superficial o
ligera, o inspección a fondo y además, requiere pruebas
funcionales)
b).- Planeación del trabajo
Enumerar y ordenar todas las operaciones y actividades
necesarias para corregir las fallas, así como las herramientas y
equipos necesarios para efectuarlas
“Solo debe hacerse en los trabajos de cierta importancia"
c).- Estimación de la mano de obra
Es básico tomar en cuenta:
1. La especialidad requerida
2. El tiempo en que puede realizarse el trabajo

21
En forma estimada
Por aplicación de normas de tiempo
Por experiencia previa
Mediciones directas o de aplicación de normas de tiempo
y movimientos
d).- Estimación de materiales
Conociendo la causa:
Estimación de materiales (de consumo y repuesto), habiendo
planeado el trabajo.
e).- Prioridad
"Importancia relativa de los diferentes trabajos que se
solicitan"
f).- Disponibilidad de mano de obra
La mano de obra requerida supeditada a la prioridad
Es obvio que la mano de obra como gasto fijo, no puede
variarse al ritmo qué la carga de trabajo lo requiera
g).- Disponibilidad de materiales
El trabajo para la ejecución requiere
Mano de obra y herramientas
Mano de obra, herramientas y materiales en existencia

22
Mano de obra, herramienta y materiales que no se tienen en
existencia
Para: a y b sólo se requiere prioridad
Para: c se requiere en forma adicional el tiempo de entrega
de materiales
Para lo cual partiremos de la necesidad de hacer una
programación de compras directas o codificar
h).- Disponibilidad de equipo
En un sistema de mantenimiento preventivo, las "frecuencias"
deben tener ciertas tolerancias para que la programación sea
elástica.
Debe tomarse en cuenta la opinión de los usuarios.
Los objetivos de mantenimiento deben estar en línea con los
objetivos de producción "hasta donde sea posible"
Programación:
"Asignación de fechas de iniciación y terminación de
actividades"
Niveles de Programación
Programación de cada uno de los trabajos (los que ameritan
programación).
Programación de conjuntos de los trabajos de mantenimiento.
En la programación de trabajo es básico:

23
Conocer todas las actividades que lo forman
Establecer el método para cada una de las actividades
Conocer la mano de obra necesaria en cuanto especialidad y
valor
Programación de conjunto de trabajos.
Diferentes clases de programación: Por su alcance; por sus
características; en todos los casos es básico.
Por su alcance:
Programación a largo plazo
Programación a plazo inmediato
Programación a corto plazo
Por sus características:
Por área
Por taller (por especialidad)
Por necesidades específicas (por hule)
En todos los casos es básico:
Conocer la mano de obra
Conocer los materiales y/o disponibilidad
Conocer el tiempo libre
Conocer la disponibilidad de equipo y mano de obra
Conocer la prioridad

24
Además, es básico contar con la flexibilidad necesaria para
hacer ajustes por emergencia.
Control del equipo:
Historia cronológica de todos los trabajos de mantenimiento
realizados en equipo, pormenorizando hasta donde sea posible la
falla, el reporte de ejecución, la mano de obra y los materiales
utilizados (unidad y costo)
Objetivo Técnico
Facilitar la localización o identificación de puntos débiles
del equipo, o sea, aquellos que mayor número de fallas presenten
y que posiblemente ameritan un estudio de ingeniería para alterar
el diseño.
Objetivo Económico
Los datos de costo de mano de obra y materiales, comparados
en alguna forma con el costo de adquisición y de instalación, son
muy importantes para evaluar el sistema de mantenimiento empleado
y son muy indispensables, si se le realizan estudios económicos
de reposición y rentabilidad.

25

26
V. DESARROLLO DEL PROYECTO
v.1 metodología
Para cumplir con el objetivo de mantenimiento preventivo
es recomendable realizar un análisis de acuerdo con lo
requerido y tener en cuenta todos los datos obtenidos:
1.- Método de realización de mantenimiento: en la realización
de mantenimiento los responsables del área no tienen el
hábito de mantener en orden las herramientas, generando un
desorden de los materiales que se utilizan en la reparación
de los equipos, dejándolos en el piso y dejando residuos de
grasa etc.; y éstos contaminan el producto, no se dejan
los equipos libres de contaminantes.
2.- Conocer principalmente los componentes del equipo: Uno de
los principales aspectos es sobre cómo operan los equipos y
qué función tiene cada parte que lo compone, para realizar un
mantenimiento adecuado y oportuno.
3.- Cómo se le realiza una inspección a los equipos: Una de
las principales características de cómo inspeccionan los
equipos es visualmente y sin llevar ningún control del
comportamiento cada una de las partes de los equipos,
tomando en cuenta su respectiva área.
4.- Con qué tipo de programación cuenta el área de
mantenimiento: En la empresa si cuentan con una
programación de mantenimiento. Para llevarse a cabo es

27
recomendable concientizar al personal del área de
mantenimiento, porque ellos son los responsables de su
realización, y muchas veces no la efectúan.
V.2 Investigación y Experimentación
Dentro de un análisis realizado dentro del área de
mantenimiento se observaron los diferentes factores que
contribuyen al comportamiento de los equipos por lo que puede
afectar el funcionamiento de operación en los mismos, de
acuerdo a éstos factores se procedió a elaborar la
programación y formatos de mantenimiento para obtener una
mejora continua, éstos son los siguientes:.
Hoja de actividades de mantenimiento.
Cuadro de responsabilidades del personal de
mantenimiento.
Orden de trabajo de mantenimiento

28
Hoja de inspección diaria de mantenimiento
Tendencias de inspección de mantenimiento preventivo.
Calendario de mantenimiento preventivo.
Una vez obtenidos estos formatos, se permitió su desarrollo.
1.- Hoja de actividades de mantenimiento: Para realizar esta
hoja de actividades se tomó en cuenta todo lo que se realiza
en un mantenimiento a los equipos, incluyendo toda su área de
trabajo, considerando también quién lo elabora.
2.- Cuadro de responsabilidades del personal de
mantenimiento: Una vez obtenida la hoja anterior se analizó,
para ello se dio a conocer lo siguiente: que los
trabajadores de mantenimiento se hagan responsables del
mantenimiento de los equipos, lo cual les permitirá tener en
cuenta que tienen más responsabilidades que antes de que se
elaborara este formato.
3.- Orden de trabajo en mantenimiento: Tomando en cuenta que
en la realización del mantenimiento de los equipos, los del
área tomaban nota de las actividades que se hacen, para ello
se impuso esta orden de trabajo, registrarán todo lo
realizado para llevar un mejor control.
4.- Hoja de inspección diaria de mantenimiento: Para la
elaboración de este formato se tomó en cuenta que después de
haberles hecho su mantenimiento, no se inspeccionaban,

29
considerando también cómo se van comportando cada una de sus
partes.
5.-Tendencias de inspección de mantenimiento preventivo: Para
que se tomara en cuenta esta hoja de inspección, se probó si
era factible, obteniendo resultados favorables que les
permitirán dar a conocer las tendencias de cada componente.
6.-Calendario de mantenimiento preventivo: Por medio de este
calendario se establecerá cada cuándo se realizará el
mantenimiento a cada uno de los componentes de los equipo,
los encargados de dar el mantenimiento tendrán que corroborar
el programa y se realizará en tiempo y forma oportunos, para
que siga operando la máquina sin contratiempo alguno.

30
V.3 Interpretación
El proyecto es el diseño de programación de mantenimiento,
organización y control; tiene muchos beneficios para la gente
de mantenimiento de la empresa, porque de ellos depende este
proyecto, de que sigan el programa establecido y lleven el
orden correspondiente de trabajo.
Esta hoja de actividades de mantenimiento se tendrá como
referencia de todos los detalles que se tengan que realizar a
las máquinas y equipos, las cuales son las actividades
correspondientes.

31
INDUSTRIAS ALIMENTICIAS FABP, S.A. DE C.V.
HOJA DE RESPONSABILIDADES
DIRIGIDO A: PERSONAL DE MANTENIMIENTO Fecha:_________________
ACTIVIDADES
MEZCLADORAS 1, 3, 4, 5
Informar al operario del MPRESPONSABLE:
JUAN MARCOS GUEVARA
Limpiar chumaceras al iniciar el MPLubricación de chumacerasInspección de bandas y cadenas
Limpiar el Área de trabajo REGISTRO:JMFO01-05
Informar de la finalización del MP
LITTLEFORD 1, 2
Informar al operario del MPRESPONSABLE:
JUAN MARCOS GUEVARA

32
Limpiar chumaceras y bisagras al iniciar el MPIdentificar qué tipo de grasa será utilizadaLubricación de chumaceras y bisagras
Limpiar el Área de trabajo REGISTRO:JMFO01-05
Informar de la finalización del MP
SERVICIO A COMPRESORDrenar los filtros ubicados de instalación neumática(1,2)
RESPONSABLE:
JUAN MARCOS GUEVARA
Drenar la válvula del tanque de almacenamientoInspección de bandasRevisar el nivel de aceite
Cambio de aceite por tiempo determinado REGISTRO:JMFO01-05
Drenar válvula de seguridad trimestralmente
COLECTOR DE POLVOSCerrar las compuertas de la caída de polvo
RESPONSABLE:
JUAN MARCOSGUEVARA
Extraer contenedores para su inspecciónAlmacenamiento del polvo extraído Registrar el peso neto del polvo extraído, y tirarloLimpiar el Área de trabajoColocación de los contenedores en las compuertasReabrir las compuertas de caída del extractor REGISTRO:
JMFO01-05
MOLINO 1, 2
Informar al operario del MPRESPONSABLE: ANTONIO YAÑEZ

33
Limpiar rodamientos al iniciar el MPLubricación de rodamientosInspección de bandas de transmisiónLimpiar los residuos contaminantes en el Área REGISTRO:
JMFO01-05
Informar de la finalización del MP
COSEDORAS
Retiración de carcasa frontalRESPONSABLE: ANTONIO YAÑEZ
Desmontar componentes y accesoriosExtracción de partes internasLimpiarLavarSopletearLubricar todas las partes mecánicasColocación de partes internasColocación de carcasa y componentes retirados REGISTRO:
JMFO01-05
Rectificar su funcionamiento manualmente
_____________________________________AUTORIZÓ
Tabla 1. Cuadro de responsabilidades del personal de mantenimiento
El documento muestra las actividades a realizar en cada
máquina y equipo, a las cuales el personal de mantenimiento
tendrá que que dar seguimiento, de acuardo al orden de cómo
se debe hacer y sin saltarse ningún punto establesido.

34
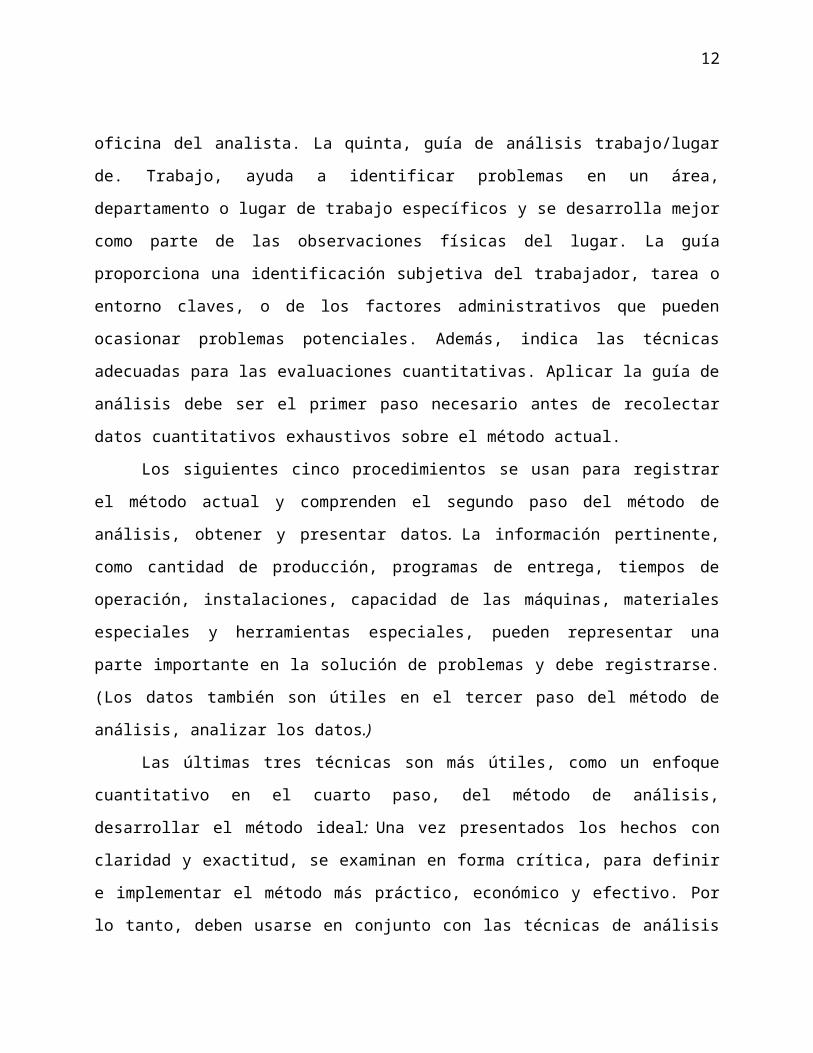
Tabla 2. Reporte diario de actividades realizadas.
Con esta hoja se comprobarán las actividades realizadas del
mantenimiento correspondiente, por medio de este orden
contará con la fecha de inicio del mantenimiento al equipo
para realizar el mantenimiento preventivo.
35
FECHA REPORTE DIARIO DE SUPERVISIÓN DE MANTENIMIENTO
Subestación EléctricaCondicione
sDepartamento deMolinos Condiciones
CPuntos deRevisión
Núm.
Bien
Reg.
Mal C
Puntos deRevisión
Núm.
Bien
Reg. Mal
1 1 2 2 3 3 4 4 5 5
Departamento deMezcladoras
Condiciones
Departamento decribadoras Condiciones
CPuntos deRevisión Núm.
Bien
Reg.
Mal C
Puntos deRevisión Núm.
Bien
Reg. Mal
1 1 2 2 3 3 4 4 5 5
AzoteaCondicione
sAlmacén de MateriaPrima Condiciones
CPuntos deRevisión Núm.
Bien
Reg.
Mal C
Puntos deRevisión Núm.
Bien
Reg. Mal
1 1 2 2 3 3 4 4 5 5
Departamento deEmpaque
Condiciones
Almacén deProducto Final Condiciones
C Puntos de Núm. Bie Re Ma C Puntos de Núm. Bie Re Mal

36
Revisión n g. l Revisión n g.1 1 2 2 3 3 4 4 5 5
InstalacionesNeumáticas
Condiciones
InstalacionesHidrosanitarias Condiciones
CPuntos deRevisión
Núm.
Bien
Reg.
Mal C
Puntos deRevisión
Núm.
Bien
Reg. Mal
1 1 2 2 3 3 4 4 5 5
Intis. Eléctricas enGeneral
Condiciones
EstructuraArquitectónica Condiciones
CPuntos deRevisión
Núm.
Bien
Reg.
Mal C
Puntos deRevisión
Núm.
Bien
Reg. Mal
1 1 2 2 3 3 4 4 5 5
Depto. Del motor delcolector
Condiciones
Depto. del colectorde polvos Condiciones
CPuntos deRevisión
Núm.
Bien
Reg.
Mal C
Puntos deRevisión
Núm.
Bien
Reg. Mal
1 1 2 2 3 3

37
4 4 5 5
Depto. De lasLITTLEFORD 1,2
Condiciones Señalización Condiciones
CPuntos deRevisión
Núm.
Bien
Reg.
Mal C
Puntos deRevisión
Núm.
Bien
Reg. Mal
1 1 2 2 3 3 4 4 5 5
_______________________ _____________________ Elaboró
Verificó
Tabla 3. Registro de inspección diario, para localizar los puntos máscríticos.

38
Tabla 4. Frecuencia de problemas ocurridos en la planta.
Para la elaboración de esta hoja de inspección se le da
seguimiento al primer formato después de haber realizado el
mantenimiento correspondiente, ya que por medio de éste se
registrará el comportamiento de los equipos y cada parte que
lo compone incluyendo toda el área, observando la reacción
del mismo, durante toda la semana; llevando una tendencia de
todo el mes arrojarán cuáles son las fallas más frecuentes en
los equipos, una vez obteniendo estos datos, se les dará más
prioridad para realizar el mantenimiento preventivo
correspondiente de las partes que tienden a dañarse
frecuentemente.
INDUSTRIAS ALIMENICIAS FABP, S.A. DE C.V.
CALENDARIO DE ACTIVIDADES DEL ÁREA DE MANTENIMIENTO
OrdenN°
MES:ÁREA: MANTENIMIENTO CEDISDIRIGIDO A:
PERSONAL DEMANTENIMIENTO PLANTA
X

39
BODEGA CENTRAL
NOMBRE DEL MESD L M M J V S 1 2 3 45 6 7 8 9 10 1112 13 14 15 16 17 1819 20 21 22 23 24 2526 27 28 29 30
Tabla 5. Calendario de actividades programadas mensuales para el área demantenimiento.
MANTENIMIENTO PROGRAMADO A MEZCLADORAS 1,3,4,5 YLITTLEFOR 1,2
MANTENIMIENTO PROGRAMADO A COSEDORAS Y MOLINOS
MANTENIMIENTO AL COMPRESOR TODOS LOSDÍAS
INSPECCIÓN DEL COLECTOR DEPOLVOS
INSPECCIÓN EN PLANTA TODOSLOS DÍAS
Gabriel FloresHernández
___________________________
Realizó Supervisó

40
En base al formato anterior que es la inspección y
tendencias de fallas frecuentes, de acuerdo con la
información obtenida se elaboró un calendario de
mantenimiento preventivo que da a conocer el día y la fecha
en el que se debe realizar el mantenimiento respectivo. El
calendario tiene como finalidad bajar al mínimo las fallas
posibles en las máquinas, para evitar llegar al mantenimiento
correctivo.
Éste tiene como finalidad que el personal del área de
mantenimiento realice el mantenimiento preventivo programado,
establecido por un calendario que se diseñó para que no
tengan ningún problema al desarrollarlo en el área de
trabajo, con ello disminuir que a los equipos se les realice
mantenimiento correctivo.
Los empleados del área de mantenimiento deben tener en
cuenta que en la realización del mantenimiento es importante
el tiempo en que se realiza, tomando en consideración todo el
equipo con su respectiva área. Con este proyecto se reflejará
la imagen y la responsabilidad que deben tener cada uno de
los empleados.
La propuesta de este proyecto implica un enorme trabajo
para los mismos empleados del área de mantenimiento, tienen
que asumir responsabilidades al realizar el mantenimiento.
Este proyecto no dañará económicamente a la empresa,
tiene como objetivo facilitar el trabajo que se realiza a
diario en los equipos del área de producción.
41
VI CONCLUSIONES
El presente proyecto fue concluido con mucha
satisfacción, traerá beneficios tanto a la empresa como al
personal que labora, con el aporte de conocimientos
adquiridos en la universidad.
Uno de los cambios que se puede ver es el
aprovechamiento de estos formatos, los cuales ayudan a llevar
mejor control del mantenimiento programado, así como también
en las responsabilidades de cada persona, logrando un mejor
desempeño.
Hoy la empresa se encuentra diferente, por el cambio que
se impuso, realizando los mantenimientos con eficiencia y por
medio de estos nuevos diseños de formatos.
Con los estudios realizados para la elaboración de este
proyecto y el diseño de estos formatos, se ha llegado a una

42
conclusión de que es lo más viable, dado la importancia del
mantenimiento a los equipos para no caer en lo mismo.
La experiencia al haber realizado prácticas profesionales en
esta empresa fue muy agradable al resolver algunos problemas
que se encuentran dentro del área de producción, al aplicar
lo anterior queda de manifiesto la mejora impuesta en
mantenimiento.
Al realizar este proyecto se adquieren más
conocimientos, incluso se convivió con todo el personal de la
empresa FABP, S.A. de C.V. que siempre se portó con
amabilidad, comprensión y con mucha paciencia. También se
contó con apoyo en las dudas que surgieron durante los
avances del proyecto.
BIBLIOGRAFÍA
http://foro.solomantenimiento.com

43
http://www2.ing.puc.cl/~icm2312/apuntes/roda/roda8a.html
www.mantenimientoplanificado.com
http://www.science.oas.org/oea_gtz/libros/Manten_medida/ch5_ma.htmpa