
Rumo à construção de um processo cooperativo, Revista de Processo 219, 2013.
Upload
defense-services-academyCategory
view
2download
0
UNIAN - SP
UNIVERSIDADE ANHANGUERA DE SÃO PAULO
UNIDADE DE OSASCO
ENGENHARIA MECATRÔNICA
8° SEMESTRE
Processos de Fabricação Mecânica
PROFESSOR FERNANDO MOURA ALVES
Wesley Calastro RA 111.382.971
Adair Bernardo RA 111.330.181
Rodrigo Azevedo RA 111.310.601
Juliano Delani RA 111.500.974
Maycon Nunes RA 111.397.944
Diego Franco RA 111.228.250
OSASCO 07/SET/14
Conteúdo
1 Introdução............................................4
2 Especificação tecnica.................................5
3 Fluxograma da produção................................6
4 Processo de fabricação................................7
5 Planejamento das atividades..........................10
6 Processo de Otimização da atividade..................11
1 INTRODUÇÃO
Para nossos estudos selecionamos um componente do setor
automobilístico, por ser um componente com processo de
fabricação muito curioso, o mesmo tem sem inicio no projeto e
modelagem, passando pela metalurgia do pó, furação e
rosqueamento.
Em seguida o componente passa por um processo de controle
e caso reprovado é possível reiniciar o processo, devido ao
seu processo de fabricação ser metalurgia do pó.
Além disso, apresentamos vários conceitos para redução de
custo para produção em massa, mostrando que com apenas
conceitos de organização e fluxo de estoque é possível ter uma
redução de até 30%.
Boa Leitura!
4

2 ESPECIFICAÇÃO TECNICA
O componente de nosso estudo será o freio dianteiro do
Fiat Uno 1.6 R, componente que fez muitos dos melhores
engenheiros da Fiat quebrarem a cabeça, visto que os projetos
anteriores do uno eram baseados no modelo 1.0, modelo com menos
potencia o que facilitava sua frenagem.
Com esse incremento de potencia , surgiu um novo desavio,
desenvolver um freio que seja a altura do incremento, para
isso os engenheiros da Fiat tiveram que projetar um freio
totalmente novo, oque culminou em novo processo de fabricação
do componente.
Abaixo segue os dados técnicos do componente. Aonde é possível
verificar quais os possíveis meios de fabricação para o mesmo
Setor - automobilístico
Veículo - Uno 1.6R anos 1987/1996
Aplicação - freio dianteiro
Nº Original – 00000000000-00 (dado hipotético)
Garantia – 90 dias
Diâmetro externo – 240mm
Altura – 46,5mm
Diâmetro do furo piloto – 59mm
Nº de furos – 4
Espessura mínima – 18mm
Espessura máxima -20mm
5
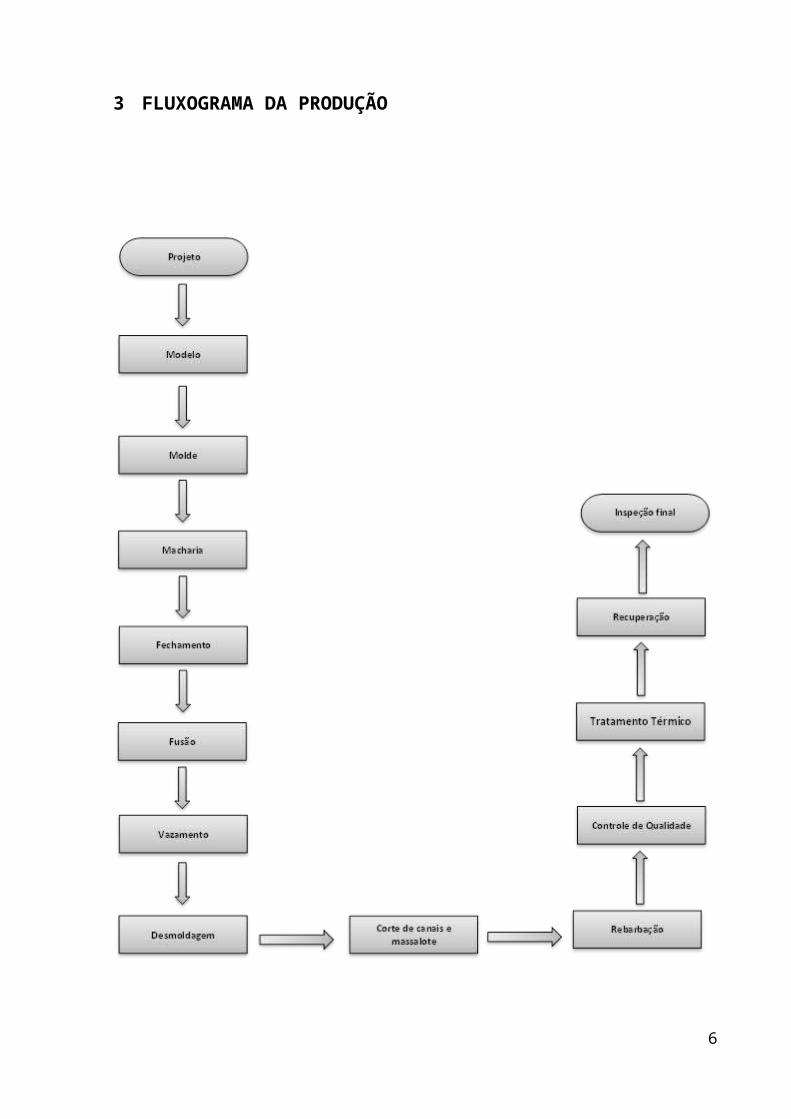
3 FLUXOGRAMA DA PRODUÇÃO
6
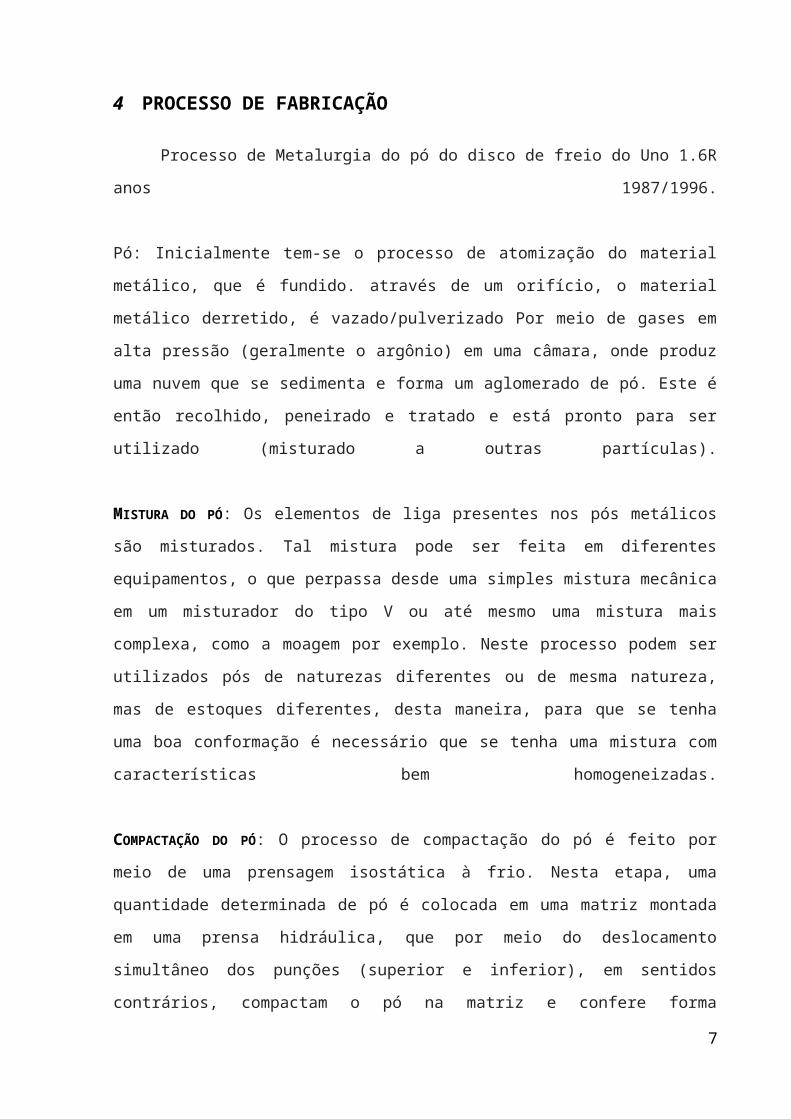
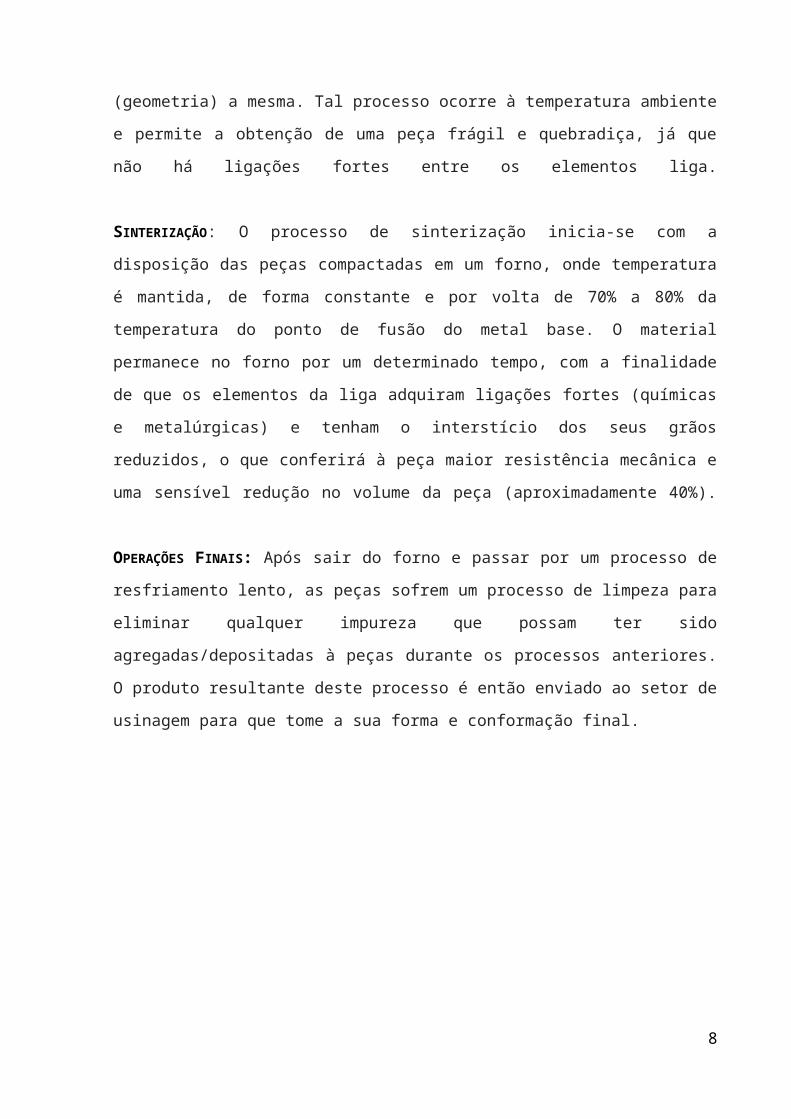
4 PROCESSO DE FABRICAÇÃO
Processo de Metalurgia do pó do disco de freio do Uno 1.6R
anos 1987/1996.
Pó: Inicialmente tem-se o processo de atomização do material
metálico, que é fundido. através de um orifício, o material
metálico derretido, é vazado/pulverizado Por meio de gases em
alta pressão (geralmente o argônio) em uma câmara, onde produz
uma nuvem que se sedimenta e forma um aglomerado de pó. Este é
então recolhido, peneirado e tratado e está pronto para ser
utilizado (misturado a outras partículas).
MISTURA DO PÓ: Os elementos de liga presentes nos pós metálicos
são misturados. Tal mistura pode ser feita em diferentes
equipamentos, o que perpassa desde uma simples mistura mecânica
em um misturador do tipo V ou até mesmo uma mistura mais
complexa, como a moagem por exemplo. Neste processo podem ser
utilizados pós de naturezas diferentes ou de mesma natureza,
mas de estoques diferentes, desta maneira, para que se tenha
uma boa conformação é necessário que se tenha uma mistura com
características bem homogeneizadas.
COMPACTAÇÃO DO PÓ: O processo de compactação do pó é feito por
meio de uma prensagem isostática à frio. Nesta etapa, uma
quantidade determinada de pó é colocada em uma matriz montada
em uma prensa hidráulica, que por meio do deslocamento
simultâneo dos punções (superior e inferior), em sentidos
contrários, compactam o pó na matriz e confere forma
7
(geometria) a mesma. Tal processo ocorre à temperatura ambiente
e permite a obtenção de uma peça frágil e quebradiça, já que
não há ligações fortes entre os elementos liga.
SINTERIZAÇÃO: O processo de sinterização inicia-se com a
disposição das peças compactadas em um forno, onde temperatura
é mantida, de forma constante e por volta de 70% a 80% da
temperatura do ponto de fusão do metal base. O material
permanece no forno por um determinado tempo, com a finalidade
de que os elementos da liga adquiram ligações fortes (químicas
e metalúrgicas) e tenham o interstício dos seus grãos
reduzidos, o que conferirá à peça maior resistência mecânica e
uma sensível redução no volume da peça (aproximadamente 40%).
OPERAÇÕES FINAIS: Após sair do forno e passar por um processo de
resfriamento lento, as peças sofrem um processo de limpeza para
eliminar qualquer impureza que possam ter sido
agregadas/depositadas à peças durante os processos anteriores.
O produto resultante deste processo é então enviado ao setor de
usinagem para que tome a sua forma e conformação final.
8
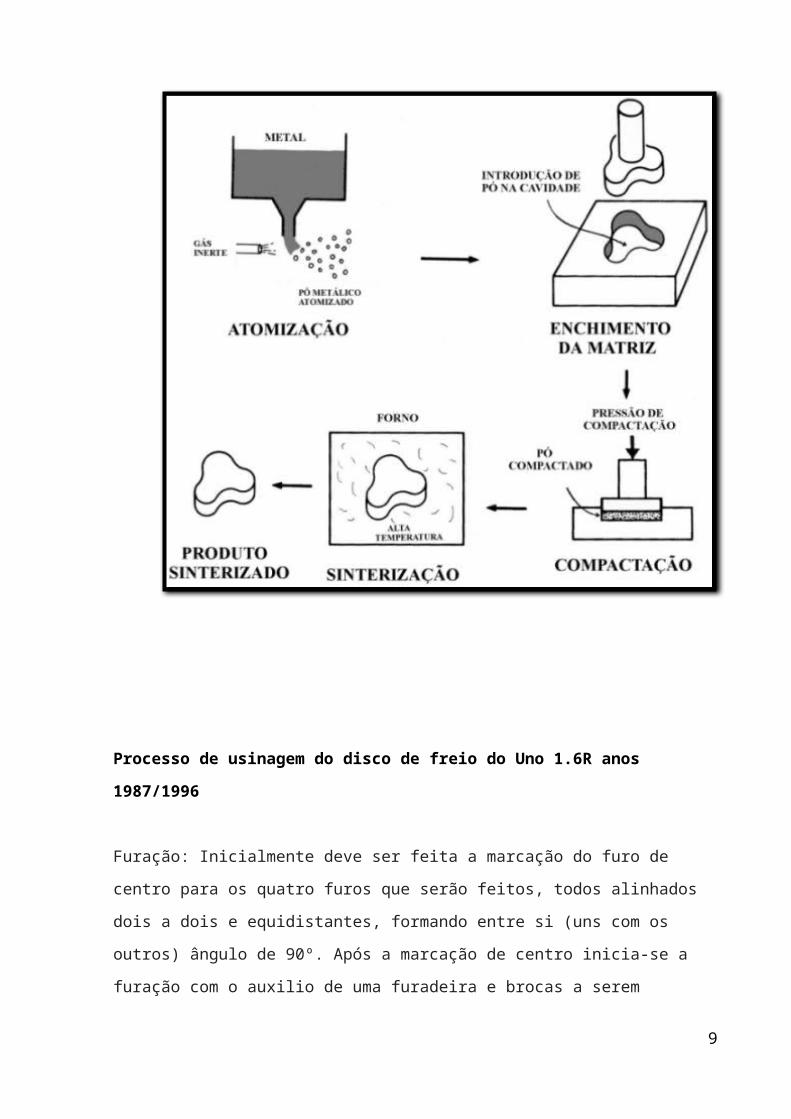
Processo de usinagem do disco de freio do Uno 1.6R anos
1987/1996
Furação: Inicialmente deve ser feita a marcação do furo de
centro para os quatro furos que serão feitos, todos alinhados
dois a dois e equidistantes, formando entre si (uns com os
outros) ângulo de 90º. Após a marcação de centro inicia-se a
furação com o auxilio de uma furadeira e brocas a serem
9
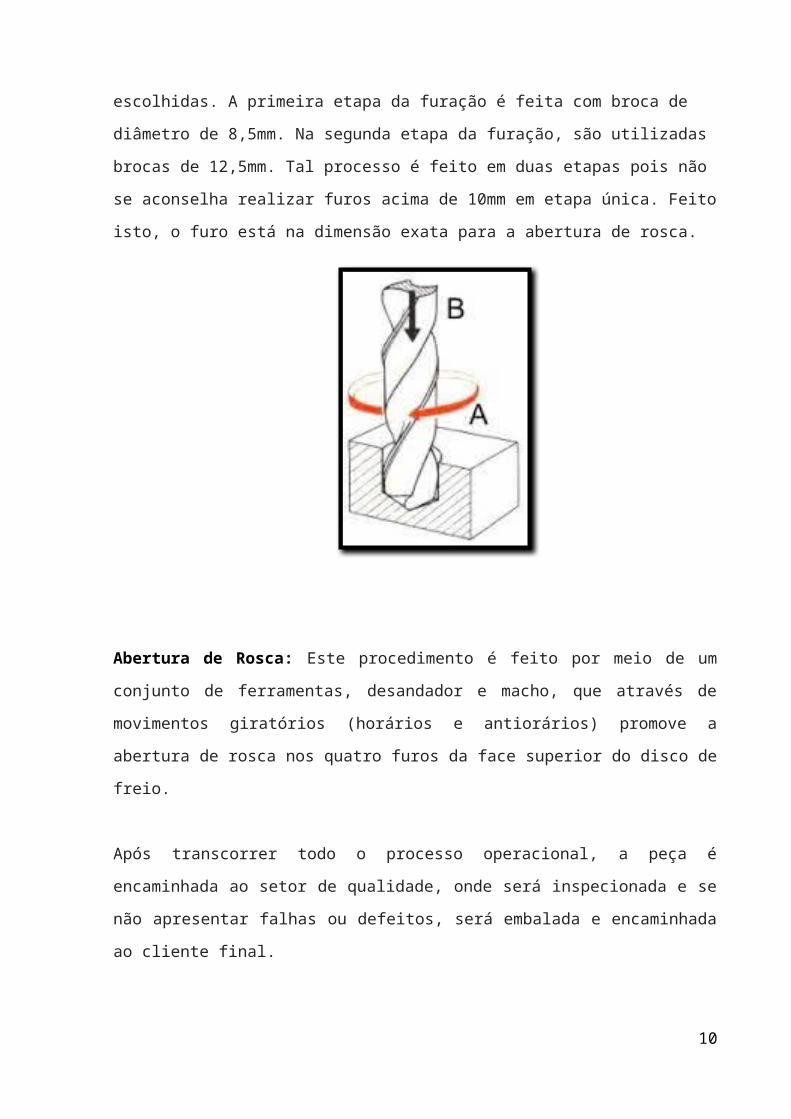
escolhidas. A primeira etapa da furação é feita com broca de
diâmetro de 8,5mm. Na segunda etapa da furação, são utilizadas
brocas de 12,5mm. Tal processo é feito em duas etapas pois não
se aconselha realizar furos acima de 10mm em etapa única. Feito
isto, o furo está na dimensão exata para a abertura de rosca.
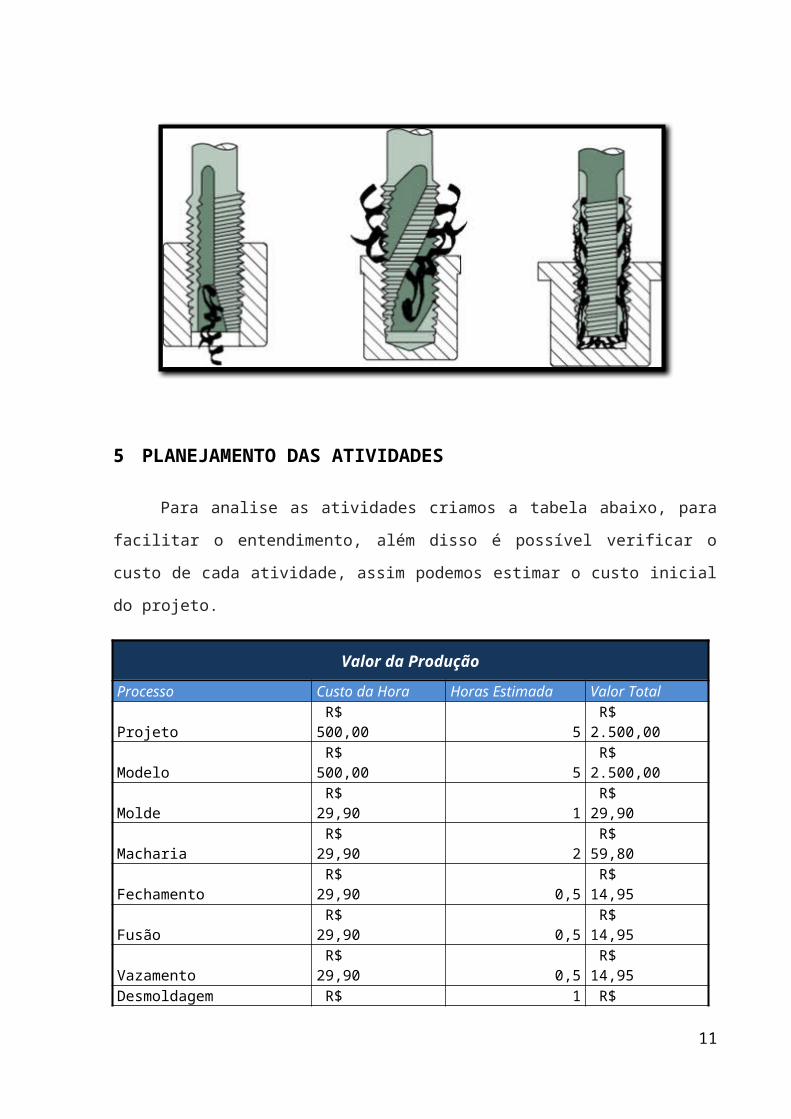
Abertura de Rosca: Este procedimento é feito por meio de um
conjunto de ferramentas, desandador e macho, que através de
movimentos giratórios (horários e antiorários) promove a
abertura de rosca nos quatro furos da face superior do disco de
freio.
Após transcorrer todo o processo operacional, a peça é
encaminhada ao setor de qualidade, onde será inspecionada e se
não apresentar falhas ou defeitos, será embalada e encaminhada
ao cliente final.
10
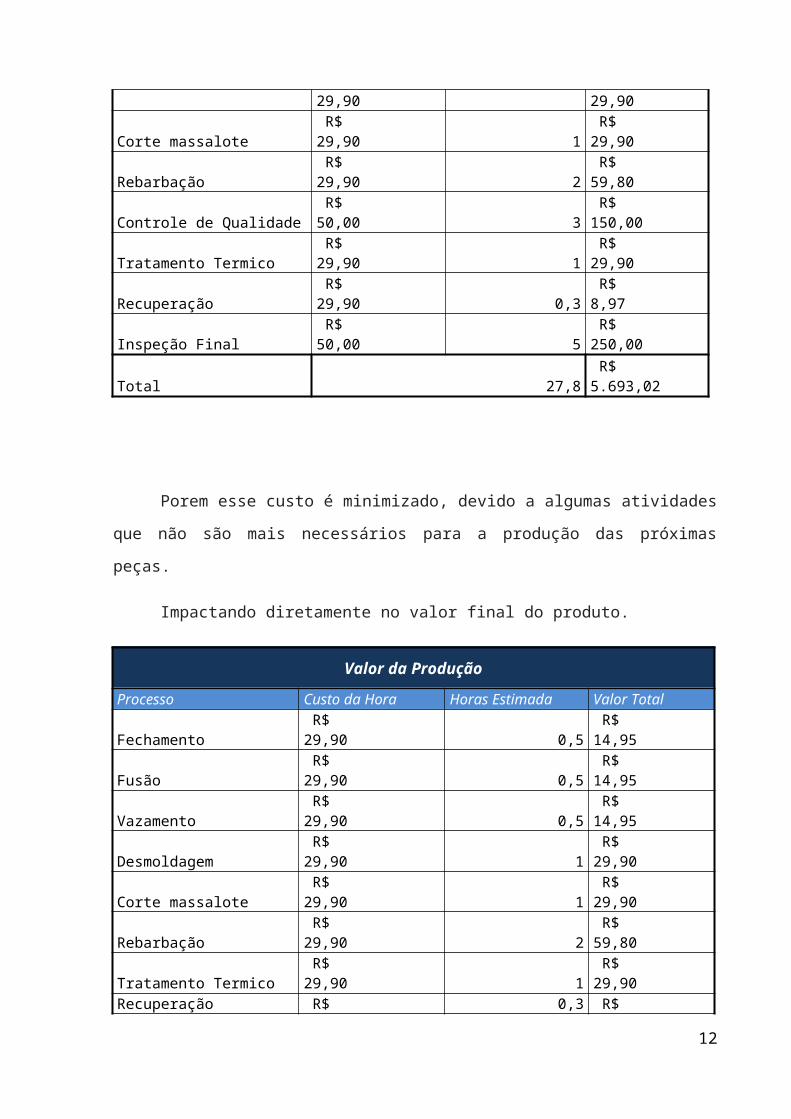
5 PLANEJAMENTO DAS ATIVIDADES
Para analise as atividades criamos a tabela abaixo, para
facilitar o entendimento, além disso é possível verificar o
custo de cada atividade, assim podemos estimar o custo inicial
do projeto.
Valor da Produção
Processo Custo da Hora Horas Estimada Valor Total
Projeto R$ 500,00 5
R$ 2.500,00
Modelo R$ 500,00 5
R$ 2.500,00
Molde R$ 29,90 1
R$ 29,90
Macharia R$ 29,90 2
R$ 59,80
Fechamento R$ 29,90 0,5
R$ 14,95
Fusão R$ 29,90 0,5
R$ 14,95
Vazamento R$ 29,90 0,5
R$ 14,95
Desmoldagem R$ 1 R$
11
29,90 29,90
Corte massalote R$ 29,90 1
R$ 29,90
Rebarbação R$ 29,90 2
R$ 59,80
Controle de Qualidade R$ 50,00 3
R$ 150,00
Tratamento Termico R$ 29,90 1
R$ 29,90
Recuperação R$ 29,90 0,3
R$ 8,97
Inspeção Final R$ 50,00 5
R$ 250,00
Total 27,8 R$ 5.693,02
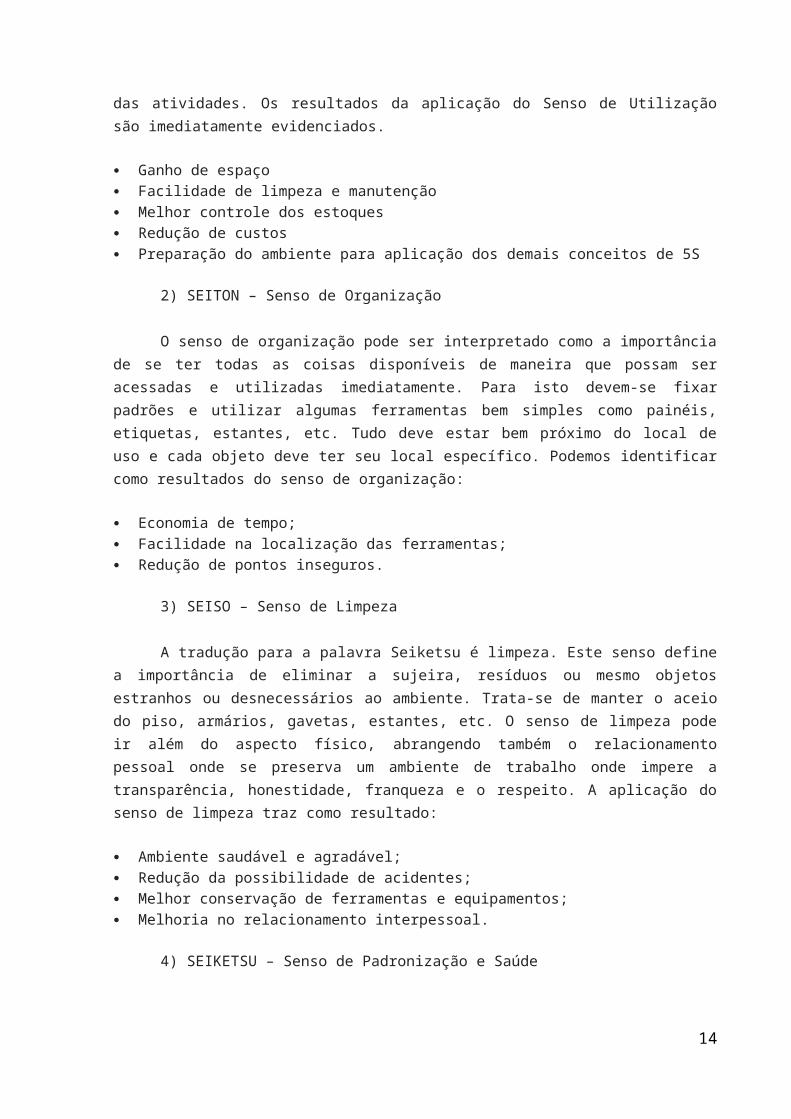
Porem esse custo é minimizado, devido a algumas atividades
que não são mais necessários para a produção das próximas
peças.
Impactando diretamente no valor final do produto.
Valor da Produção
Processo Custo da Hora Horas Estimada Valor Total
Fechamento R$ 29,90 0,5
R$ 14,95
Fusão R$ 29,90 0,5
R$ 14,95
Vazamento R$ 29,90 0,5
R$ 14,95
Desmoldagem R$ 29,90 1
R$ 29,90
Corte massalote R$ 29,90 1
R$ 29,90
Rebarbação R$ 29,90 2
R$ 59,80
Tratamento Termico R$ 29,90 1
R$ 29,90
Recuperação R$ 0,3 R$
12

29,90 8,97
Inspeção Final R$ 50,00 5
R$ 250,00
Total 11,8 R$ 453,32
6 PROCESSO DE OTIMIZAÇÃO DA ATIVIDADE
O processo de conformação adotado e em questão, por se
tratar de usinagem, produz, entre outros, excesso de resíduo
(cavaco) e uma grande quantidade de peças não conforme, em
virtude dos processos de furação e abertura de rosca.
Otimização do processo de fabricação por meio da redução dos
desperdícios de material;
Implementação da metodologia japonesa “5S”;
Que consiste em Seiri, Seiton, Seiso, Seiketsu e
Shitsuke, que migradas para o Português foram traduzidas como
“sensos”, visando não descaracterizar a nomenclatura do
programa. São eles: senso de utilização, senso de organização,
senso de limpeza, senso de saúde e senso de
autodisciplina. Vejamos separadamente os conceitos de cada um
dos 5S:
1) SEIRI – Senso de Utilização
Significa utilizar materiais, ferramentas, equipamentos, dados,etc. com equilíbrio e bom senso. Onde é realizado o descarte ourealocação de tudo aquilo considerado dispensável para realização
13
das atividades. Os resultados da aplicação do Senso de Utilizaçãosão imediatamente evidenciados.
Ganho de espaço Facilidade de limpeza e manutenção Melhor controle dos estoques Redução de custos Preparação do ambiente para aplicação dos demais conceitos de 5S
2) SEITON – Senso de Organização
O senso de organização pode ser interpretado como a importânciade se ter todas as coisas disponíveis de maneira que possam seracessadas e utilizadas imediatamente. Para isto devem-se fixarpadrões e utilizar algumas ferramentas bem simples como painéis,etiquetas, estantes, etc. Tudo deve estar bem próximo do local deuso e cada objeto deve ter seu local específico. Podemos identificarcomo resultados do senso de organização:
Economia de tempo; Facilidade na localização das ferramentas; Redução de pontos inseguros.
3) SEISO – Senso de Limpeza
A tradução para a palavra Seiketsu é limpeza. Este senso definea importância de eliminar a sujeira, resíduos ou mesmo objetosestranhos ou desnecessários ao ambiente. Trata-se de manter o aceiodo piso, armários, gavetas, estantes, etc. O senso de limpeza podeir além do aspecto físico, abrangendo também o relacionamentopessoal onde se preserva um ambiente de trabalho onde impere atransparência, honestidade, franqueza e o respeito. A aplicação dosenso de limpeza traz como resultado:
Ambiente saudável e agradável; Redução da possibilidade de acidentes; Melhor conservação de ferramentas e equipamentos; Melhoria no relacionamento interpessoal.
4) SEIKETSU – Senso de Padronização e Saúde
14
O senso de padronização é traduzido na fixação de padrões decores, formas, iluminação, localização, placas, etc. Como abrangetambém o conceito de saúde, é importante que sejam verificados oestado dos banheiros, refeitórios, salas de trabalho, etc. afim deque sejam identificados problemas que afetam a saúde doscolaboradores como os problemas ergonômicos, de iluminação,ventilação, etc. Este senso tem como principal finalidade manter os3 primeiros S’ (seleção, ordenação e limpeza) de forma que eles nãose percam. Podem-se evidenciar como principais resultados daaplicação deste conceito:
Facilidade de localização e identificação dos objetos e ferramentas;
Equilíbrio físico e mental; Melhoria de áreas comuns (banheiros, refeitórios, etc); Melhoria nas condições de segurança.
5) SHITSUKE – Senso de Disciplina ou Autodisciplina
A última etapa do programa 5S é definida pelo cumprimento ecomprometimento pessoal para com as etapas anteriores. Este senso écomposto pelos padrões éticos e morais de cada indivíduo. Esta etapaestará sendo de fato executada quando os indivíduos passam a fazer oque precisa ser feito mesmo quando não há a vigilância geralmentefeita pela chefia ou quando estendem estes conceitos para a vidapessoal demonstrando seu total envolvimento. Diante de um ambienteautodisciplinado a cerca dos princípios 5S é possível que se tenha:
Melhor qualidade, produtividade e segurança no trabalho; Trabalho diário agradável; Melhoria nas relações humanas; Valorização do ser humano; Cumprimento dos procedimentos operacionais e administrativos;
Reciclagem dos cavacos;
15
Operações de usinagem geram subprodutos caros: aparas de metal,
limalhas e cavacos. Mas há maneiras de minimizar o custo e até mesmo
transformar este descarte em dinheiro. A maneira empregada pela
Nederman é elevar o valor do material e reduzir o custo do manuseio.
As principais formas de aumentar o valor das aparas é minimizar a
contaminação com outros metais, fluidos de corte etc. e minimizar os
volumes do material a fim de reduzir os custos de transporte e
manuseio.
Implementação da metodologia Kaisen;
“Hoje melhor do que ontem, amanhã melhor do que hoje!”. Esta éa premissa básica da metodologia Kaizen.De origem japonesa, estapalavra significa “melhoria contínua”, seja no aspecto pessoal,familiar, social ou no trabalho. Muito mais que um método, Kaizen éconsiderado por muitos como uma filosofia.
Hoje melhor do que ontem, amanhã melhor do que hoje!
Esta prática visa o aprimoramento não só da empresa, comotambém de seus colaboradores de uma forma geral. Aprimoramento esteque deve acontecer sempre de forma gradual e contínua, sematropelamentos desnecessários pela busca do sucesso rápido.Moderação nas ações é fator crítico de sucesso.
Para o método Kaizen, é essencial que nenhum dia se passedentro de uma empresa sem que alguma melhoria seja implementadaa.Estas melhorias do tipo “step by step” (ou uma etapa por vez) visamo aperfeiçoamento das pessoas e processos dentro da organização,tendo por características principais o baixo custo e o temporeduzido de implementação.
16
Esta metodologia, através da eliminação do desperdício dentroda organização, gera resultados concretos para esta que, a cada dia,torna seus processos mais ágeis, econômicos e adequados àsnecessidades dos clientes. Da mesma forma, seus colaboradores passama ser mais bem preparados para as tarefas diárias. Um processo queajuda a melhorar a lucratividade da empresa a médio e longo prazo.
Porém, o processo de melhoria contínua, como o próprio nomediz, não pode parar. Para se alcançar os melhores resultados épreciso que a preocupação da empresa e os esforços de seuscolaboradores tenham uma continuidade, melhorando dia após dia ecolhendo os frutos em um futuro bem promissor.
E se você procura por um bom exemplo de aplicação do Kaizem,recomendo que faça uma pesquisa sobre o Sistema Toyota de Produção(STP), que ficou mundialmente conhecido por ter dado origem àfilosofia Kaizen. Os conceitos utilizados na criação deste sistemarevolucionaram a Toyota e, com certeza, influenciaram o sucesso decentenas de outras empresas que utilizaram o mesmo método.
Implementação do sistema de controle do fluxo de produção eredução de estoques Kanban;
Os estudos de métodos de programação e controle da produçãodesenvolvidos e aplicados pela dupla Ford-Taylor , enfatizaram oprocesso de manufatura em massa, isto é, o fator importante era adivisão das tarefas e a determinação, através dos estudos dosmovimentos, de tempos-padrão de fabricação reduzidos. Homens emáquinas deveriam produzir o máximo possível neste sistema, nãodeveriam permanecer em ociosidade, mesmo que o destino dos produtosfossem os armazéns, depois o setor de marketing, incluído aí vendas,deveriam se encarregar de colocar estes produtos para o mercadoconsumidor.
17
Este processo de produção em massa, também conhecido comoprocesso de empurrar a produção, funciona da seguinte maneira: adireção da empresa resolve pelo lançamento de um novo produto,comunica a decisão à engenharia de produto que desenvolve a idéia eprojeta o bem e envia a documentação para a engenharia industrial,que desenvolve o processo, os dispositivos e tudo mais, e remete asordens para o setor de produção que fabrica o novo produto; aprodução é transferida para o armazém de onde o setor de marketingse esforça para enviá-la ao consumidor.
A produção em massa serviu aos interesses dos produtores,principalmente, após a segunda guerra, quando os recursosfinanceiros norte-americanos eram grandes, ocorreu um crescimentodemográfico, havia uma carência de bens, o mercado era altamentedemandante, a população havia sofrido com a retração do consumodevido a catástrofe mundial e, queria recuperar o "tempo perdido".
Neste período, inicio da década de 50, o Japão buscava suareconstrução. Tudo estava destruído e era necessário direcionartodos os esforços na formação econômica da nação, implantar edesenvolver novamente a industria e tudo mais. Foi quando um grupode executivos da Toyota se dirigiram aos Estados Unidos paraobservar e estudar os fabricantes de automóveis e de autopeçasdaquele país. Por curiosidade ou premidos por necessidadesindividuais, tiveram contato com o sistema de atendimento ao varejoatravés dos supermercados.
Embaidos do plano de reconstrução da nação, aliado ao hábito daautodisciplina, aqueles técnicos observavam e estudavam tudo, e nãodeixaram de traçar comparações entre o sistema de trabalho dasindústrias e dos supermercados, notando que este último eracompletamente distinto daqueles primeiros. Num supermercado são osclientes, em função de atendimento de suas necessidades próprias,que determinam como deve ser o serviço de reposição de mercadoriasem relação as marcas, quantidades e períodos, principalmente numregime econômico estável no qual é desnecessário manter estoques deprodutos em casa, isto quer dizer que o consumidor é quem "puxa"pelas atividades daquele tipo de estabelecimento.
O sistema de produção puxada é uma maneira de conduzir oprocesso produtivo de tal forma que cada operação requisita, daoperação anterior, os componentes e materiais para sua implementaçãosomente no instante e quantidades que são necessários.
18
Este método choca-se frontalmente com o tradicional, no qual aoperação anterior empurra o resultado de sua produção para aoperação posterior, mesmo que esta não o necessite ou não estejapronta para o seu uso.
Estendendo-se este conceito à toda empresa conclui-se que é ocliente quem decide o que se vai produzir, pois o processo de puxara produção transmite a necessidade de demanda especifica a cada eloda corrente.
Retornando à sua terra, aqueles técnicos procuraram adaptartudo o que tinham visto nas industrias e nos supermercados à suatecnologia de gerenciamento de produção inventada há um século,desde que se lançaram ao mundo moderno. Estes estudos redundaram emum sistema de administração da produção "puxada", controlada atravésde cartões, kanban.
Dentre outros propósitos, o mais importante no sistema deadministração da produção através de kanban, assim como em qualqueroutro sistema, é o de aumentar a produtividade e reduzir os custosatravés da eliminação de todos os tipos de funções desnecessárias aoprocesso produtivo.
O método é basicamente empírico e consiste em identificar asoperações não agregadoras de valor, investigá-las individualmente, eatravés da técnica da tentativa e erro conseguir chegar a uma novaoperação que apresentem resultado considerado satisfatório paraaquele determinado problema para aquela empresa especifica.
Isto implica em que o sistema kanban não é um receita prontaque possa ser aplicada indistintamente a qualquer empresa. Mesmodentro de uma única empresa serão apresentadas soluções diversaspara cada uma das funções desnecessárias estudadas.
CONCEITOS BÁSICOS
O conceito básico é fabricar bens com a completa eliminação defunções desnecessárias à produção, na quantidade e temponecessários, nem mais nem menos, eliminando-se estoquesintermediários e de produtos acabados, com a conseqüente redução doscustos e o aumento da produtividade.
A grande maioria de pessoas fazem uma certa confusão entre oSistema Kanban e o Sistema "Just-in-Time" - JIT. O Sistema Just-in-Time, que em português significa no momento exato ou ainda, num
19
linguajar mais corriqueiro "em cima da hora", é um sistema deprodução cuja idéia principal é fabricar produtos na quantidadenecessária no momento exato em que o item seja requisitado,entendendo-se aqui que a exigência pode ter origem externa àfábrica, mercado consumidor por exemplo, quanto interna, neste casoé feita por uma estação de trabalho subseqüente aquela em que o itemé produzido.
O Sistema Kanban é uma ferramenta para administrar o método deprodução JIT, ou seja, é um sistema de informação através decartões, tradução de kanban para o português, para controlar asquantidades a serem manufaturadas pela empresa.
COMO FUNCIONA
Vamos imaginar um processo produtivo simples, composta de umcentro produtivo para a montagem do produto B - CP-B, que écomposto, entre outros itens, do item A produzido no centroprodutivo A, CP-A.
Quando para a montagem de B são necessários itens A.
O abastecedor do CP-B se dirige ao CP-A, com uma caixa vazia deprodutos e o kanban de requisição de A.
-Coloca a caixa vazia no local apropriado, tomando o cuidadopara retirar o kanban de requisição.
-Se dirige com o kanban de requisição ao estoque de itensacabados A.
-Confere os dados do cartão de requisição com os dados dokanban de produção que acompanha cada caixa de produto A.
-Se as informações estão idênticas, retira o kanban de produçãoda caixa e o coloca no quadro de cartões de produção do CP-A.
-Apanha a caixa com itens A, coloca nela o kanban de requisiçãoe a transporta para o CP-B.
-Quando o serviço no CP-B inicia a produção com o itens Aconstantes da caixa de itens A, recém chegada, o cartão derequisição é retirado e enviado ao quadro de cartões de requisiçãodo CP-B.
20
-A retirada dos kanbans de requisição do quadro é efetuada emhorários pré-determinados ou então quando estiverem acumulados umcerto número de cartões.
-Em um centro produtivo no qual são produzidos mais do que umproduto, os itens devem ser fabricados de acordo com a ordemseqüencial dos kanbans que estão no quadro de cartões de produção.
-O produto ou a caixa de produto e o kanban devem se movimentarpela fábrica como um par, isto quer dizer que, é proibida acirculação de caixas sem kanban e de kanban sem caixa.
O sistema de controle da produção pelo sistema de kanbans devefuncionar, através dos diversos centro produtivos da empresa, comose fosse uma corrente contínua fechada. O resultado será que todosos centros de fabricação do sistema produtivo receberão no momentoexato as quantidades necessárias de itens para que se cumpram osobjetivos do programa de produção.
VANTAGENS DO KANBAN
Podemos identificar como sendo as principais vantagens de umsistema de controle da produção através de kanban, o seguinte:
eliminação do estoque de material em processo;
os setores produtivos são melhor aproveitados, resultando numa maior capacidade total das linhas produtivas, ou seja, aumento da produtividade.
os tempos de obtenção (lead time) são reduzidos, quer a nível de itens individuais quer em termos de produto final. Portanto,podemos antecipar nossos prazos de entrega.
como trabalhamos num sistema de produção "puxada", o nível de existência de produtos finais poderá ser reduzido, ou até mesmodeixar de existir, lembremo-nos que o cliente é quem determina o ritmo de produção, portanto se todo o sistema funcionar corretamente quando o produto estiver terminado estará na hora de entregá-lo, portanto não necessita permanecer em armazém esperando ser entregue.
o sistema permite uma identificação rápida das flutuações da demanda e proporciona uma resposta imediata, graças à adaptabilidade do sistema. Este ponto é um tanto quanto
21
polêmico, pois dá ensejo a confusão entre o que é causa e o queé efeito. Não há dúvidas que para a implantação do sistema de kanbans, uma série de atividades não agregadoras de valor são deslocadas para "fora da produção", as operações devem ser padronizadas, tornado o sistema flexível, portanto de fácil adaptabilidade às alterações de demanda.
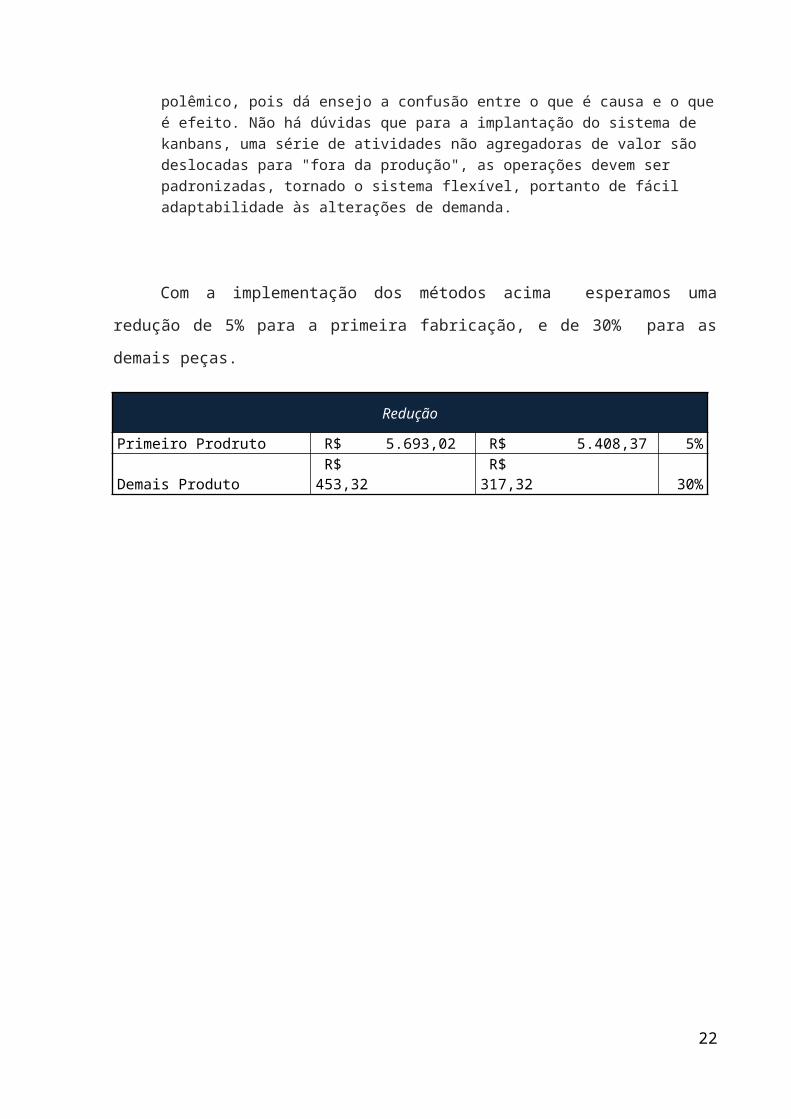
Com a implementação dos métodos acima esperamos uma
redução de 5% para a primeira fabricação, e de 30% para as
demais peças.
Redução
Primeiro Prodruto R$ 5.693,02 R$ 5.408,37 5%
Demais Produto R$ 453,32
R$ 317,32 30%
22
Copyright © 2022 FDOKUMEN




















