PIPELINE WELDING PROCEDURE SPECIFICATION
19
Document Uncontrolled When Printed Page 1 of 4 PIPELINE WELDING PROCEDURE SPECIFICATION WPS NUMBER: ENB-WPS-161 AUGUST 16, 2013 REVISION LOG REV. NO. 0: SCOPE This welding procedure specification details the procedure to be followed for mainline field butt welding and tie-in field butt welding of pipe as required by CSA Standard Z662, Oil and Gas Pipeline Systems. Normative References: This welding procedure specification was prepared in accordance to CSA Z662-11 and incorporates by undated references, provisions from other publications. Revision to this specification is not required unless subsequent referenced code and or specification additions include changes to essential welding variables. Service Restrictions: Sweet Temperature Restrictions: Notch Toughness Tested to -5°C (23°F) 1. WELDING PROCESS & METHOD Shielded Metal Arc Welding (SMAW) - manual method. 2. BASE MATERIAL 2.1. Composition: This specification applies to pipe and/or component material manufactured in accordance with, or listed as "Acceptable Alternative Materials" in any of the following standards: CSA Z662, Oil and Gas Pipeline Systems CAN/CSA-Z245.1, Steel Line Pipe CAN/CSA-Z245.11, Steel Fittings CAN/CSA-Z245.12, Steel Flanges CAN/CSA-Z245.15, Steel Valves 2.2. Pipe Grades: 483 MPa (SMYS) or less 2.3. Wall Thickness Qualified: 4.0 to 23.875 mm (0.157 to 0.939 in.) inclusive 2.4. Pipe Diameters Qualified: 457.2 mm (18 in.) O.D. minimum 2.5. Carbon Equivalent: 0.28% maximum 3. FILLER METAL CLASSIFICATION & SIZE 3.1. Root Pass: E6010; 4.0 mm (5/32 in.) 3.2. Hot Pass: E8010-G; 4.8 mm (3/16 in.) 3.3. Fill Pass(es): E8045-P2-H4R; 4.0mm (5/32 in.) 3.4. Cap Pass(es): E8045-P2-H4R; 4.0mm (5/32 in.)
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of PIPELINE WELDING PROCEDURE SPECIFICATION
Document Uncontrolled When Printed Page 1 of 4
PIPELINE WELDING PROCEDURE SPECIFICATION
WPS NUMBER: ENB-WPS-161 AUGUST 16, 2013
REVISION LOG REV. NO. 0:
SCOPE This welding procedure specification details the procedure to be followed for mainline field butt welding and tie-in field butt welding of pipe as required by CSA Standard Z662, Oil and Gas Pipeline Systems. Normative References: This welding procedure specification was prepared in accordance to CSA Z662-11 and incorporates by undated references, provisions from other publications. Revision to this specification is not required unless subsequent referenced code and or specification additions include changes to essential welding variables. Service Restrictions: Sweet Temperature Restrictions: Notch Toughness Tested to -5°C (23°F)
1. WELDING PROCESS & METHOD Shielded Metal Arc Welding (SMAW) - manual method.
2. BASE MATERIAL 2.1. Composition: This specification applies to pipe and/or component material manufactured in
accordance with, or listed as "Acceptable Alternative Materials" in any of the following standards:
CSA Z662, Oil and Gas Pipeline Systems CAN/CSA-Z245.1, Steel Line Pipe CAN/CSA-Z245.11, Steel Fittings CAN/CSA-Z245.12, Steel Flanges CAN/CSA-Z245.15, Steel Valves
2.2. Pipe Grades: 483 MPa (SMYS) or less 2.3. Wall Thickness Qualified: 4.0 to 23.875 mm (0.157 to 0.939 in.) inclusive 2.4. Pipe Diameters Qualified: 457.2 mm (18 in.) O.D. minimum 2.5. Carbon Equivalent: 0.28% maximum
3. FILLER METAL CLASSIFICATION & SIZE 3.1. Root Pass: E6010; 4.0 mm (5/32 in.) 3.2. Hot Pass: E8010-G; 4.8 mm (3/16 in.) 3.3. Fill Pass(es): E8045-P2-H4R; 4.0mm (5/32 in.) 3.4. Cap Pass(es): E8045-P2-H4R; 4.0mm (5/32 in.)
Document Uncontrolled When Printed Page 2 of 4
ENB-WPS-161
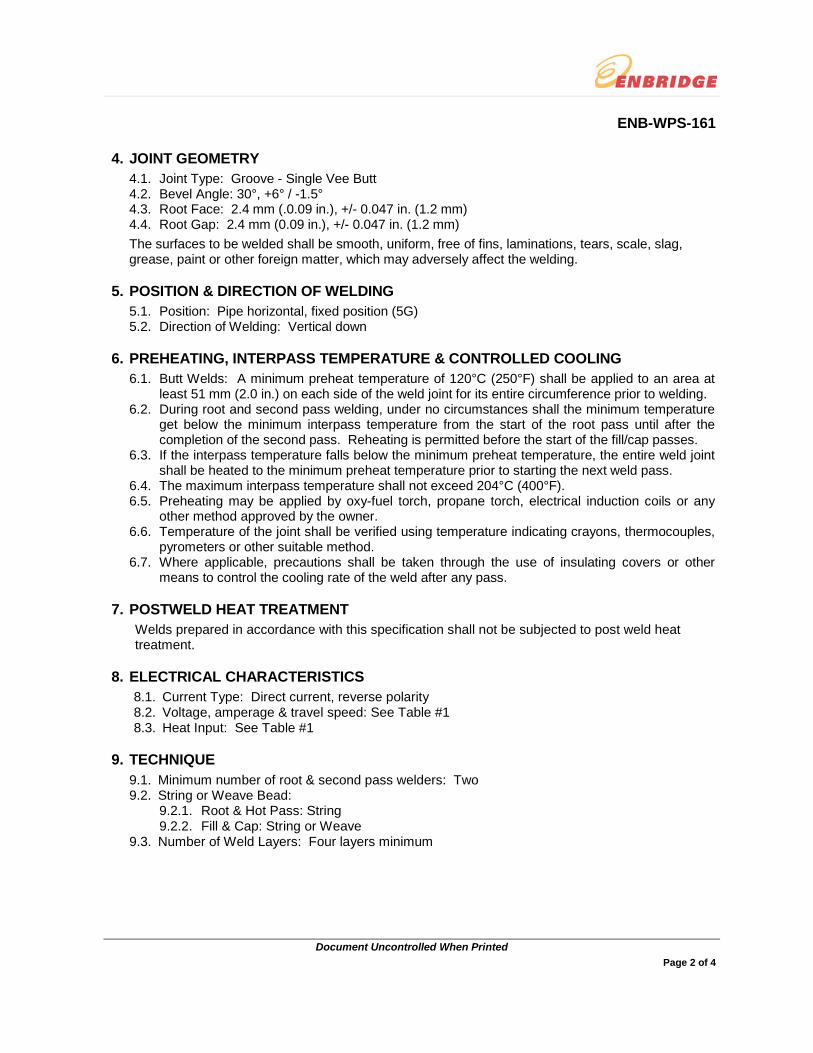
4. JOINT GEOMETRY 4.1. Joint Type: Groove - Single Vee Butt 4.2. Bevel Angle: 30°, +6° / -1.5° 4.3. Root Face: 2.4 mm (.0.09 in.), +/- 0.047 in. (1.2 mm) 4.4. Root Gap: 2.4 mm (0.09 in.), +/- 0.047 in. (1.2 mm) The surfaces to be welded shall be smooth, uniform, free of fins, laminations, tears, scale, slag, grease, paint or other foreign matter, which may adversely affect the welding.
5. POSITION & DIRECTION OF WELDING 5.1. Position: Pipe horizontal, fixed position (5G) 5.2. Direction of Welding: Vertical down
6. PREHEATING, INTERPASS TEMPERATURE & CONTROLLED COOLING 6.1. Butt Welds: A minimum preheat temperature of 120°C (250°F) shall be applied to an area at
least 51 mm (2.0 in.) on each side of the weld joint for its entire circumference prior to welding. 6.2. During root and second pass welding, under no circumstances shall the minimum temperature
get below the minimum interpass temperature from the start of the root pass until after the completion of the second pass. Reheating is permitted before the start of the fill/cap passes.
6.3. If the interpass temperature falls below the minimum preheat temperature, the entire weld joint shall be heated to the minimum preheat temperature prior to starting the next weld pass.
6.4. The maximum interpass temperature shall not exceed 204°C (400°F). 6.5. Preheating may be applied by oxy-fuel torch, propane torch, electrical induction coils or any
other method approved by the owner. 6.6. Temperature of the joint shall be verified using temperature indicating crayons, thermocouples,
pyrometers or other suitable method. 6.7. Where applicable, precautions shall be taken through the use of insulating covers or other
means to control the cooling rate of the weld after any pass.
7. POSTWELD HEAT TREATMENT Welds prepared in accordance with this specification shall not be subjected to post weld heat treatment.
8. ELECTRICAL CHARACTERISTICS 8.1. Current Type: Direct current, reverse polarity 8.2. Voltage, amperage & travel speed: See Table #1 8.3. Heat Input: See Table #1
9. TECHNIQUE 9.1. Minimum number of root & second pass welders: Two 9.2. String or Weave Bead:
9.2.1. Root & Hot Pass: String 9.2.2. Fill & Cap: String or Weave
9.3. Number of Weld Layers: Four layers minimum
Document Uncontrolled When Printed Page 3 of 4
ENB-WPS-161
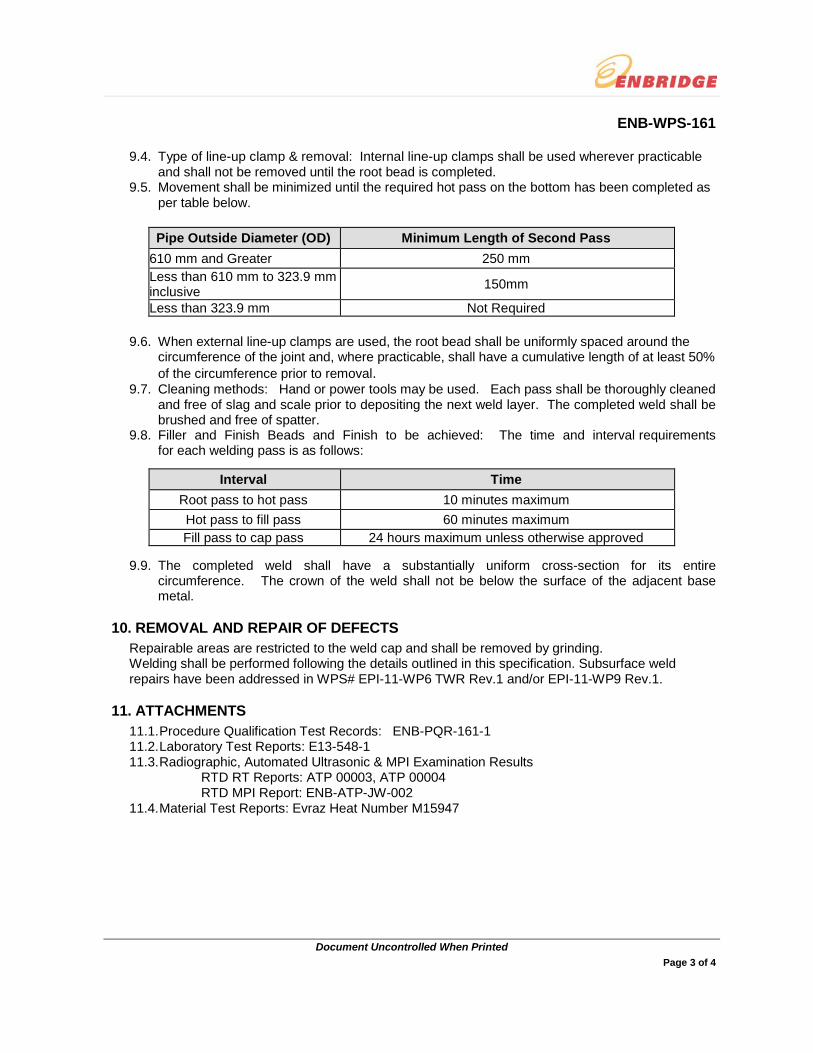
9.4. Type of line-up clamp & removal: Internal line-up clamps shall be used wherever practicable and shall not be removed until the root bead is completed.
9.5. Movement shall be minimized until the required hot pass on the bottom has been completed as per table below.
Pipe Outside Diameter (OD) Minimum Length of Second Pass
610 mm and Greater 250 mm Less than 610 mm to 323.9 mm inclusive 150mm
Less than 323.9 mm Not Required
9.6. When external line-up clamps are used, the root bead shall be uniformly spaced around the circumference of the joint and, where practicable, shall have a cumulative length of at least 50% of the circumference prior to removal.
9.7. Cleaning methods: Hand or power tools may be used. Each pass shall be thoroughly cleaned and free of slag and scale prior to depositing the next weld layer. The completed weld shall be brushed and free of spatter.
9.8. Filler and Finish Beads and Finish to be achieved: The time and interval requirements for each welding pass is as follows:
9.9. The completed weld shall have a substantially uniform cross-section for its entire circumference. The crown of the weld shall not be below the surface of the adjacent base metal.
10. REMOVAL AND REPAIR OF DEFECTS Repairable areas are restricted to the weld cap and shall be removed by grinding. Welding shall be performed following the details outlined in this specification. Subsurface weld repairs have been addressed in WPS# EPI-11-WP6 TWR Rev.1 and/or EPI-11-WP9 Rev.1.
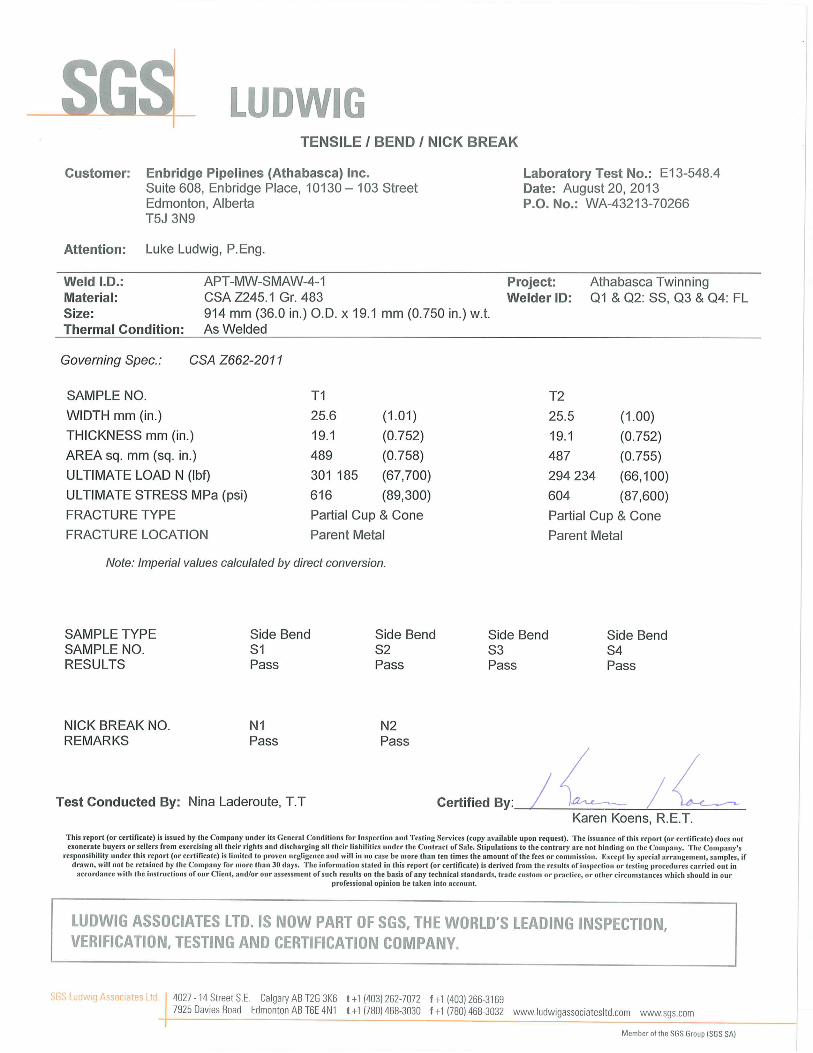
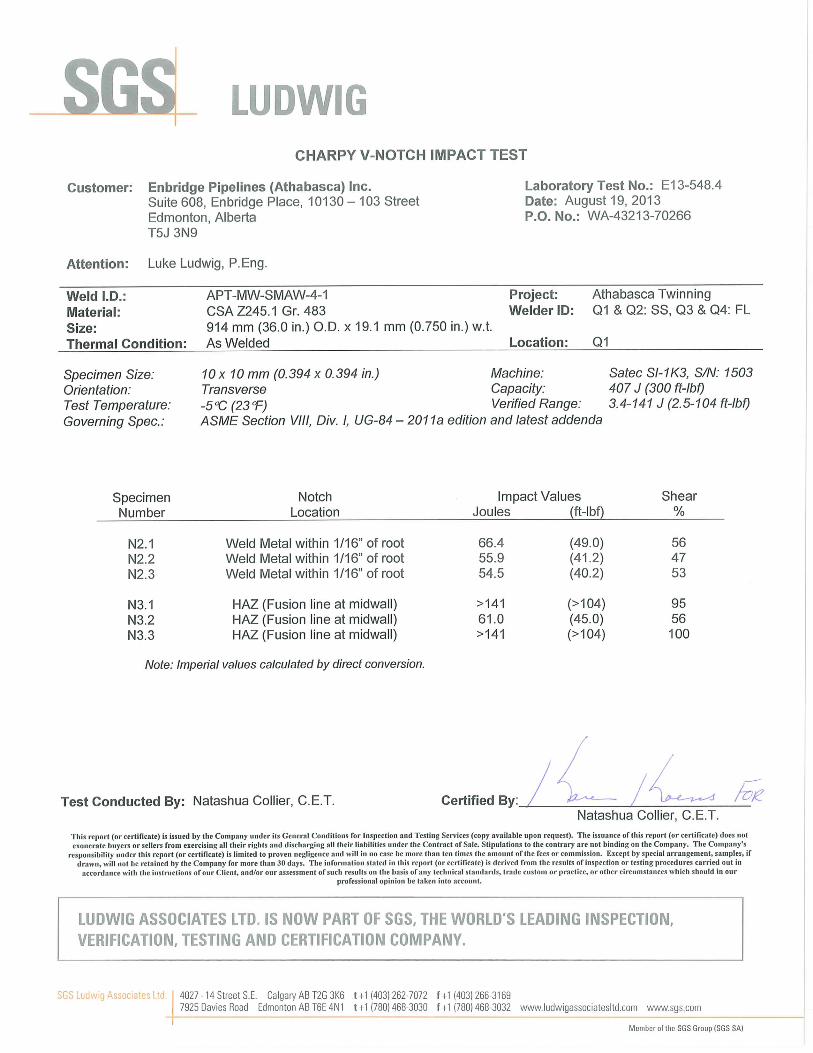
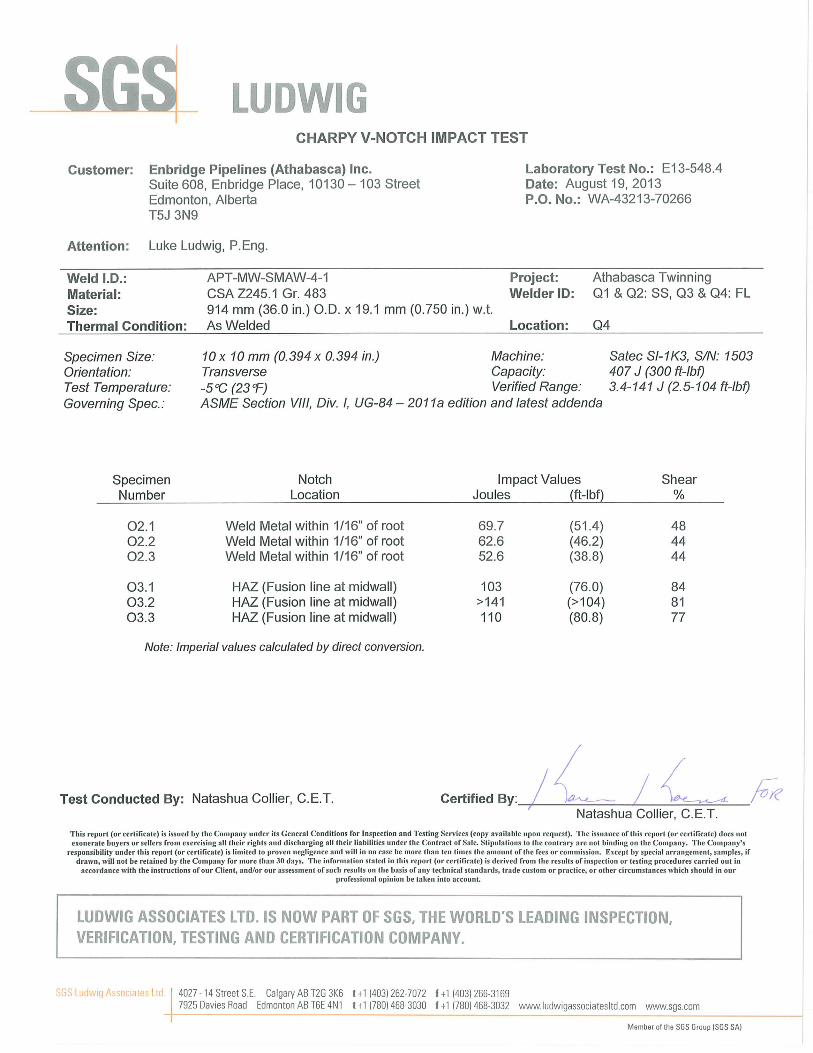
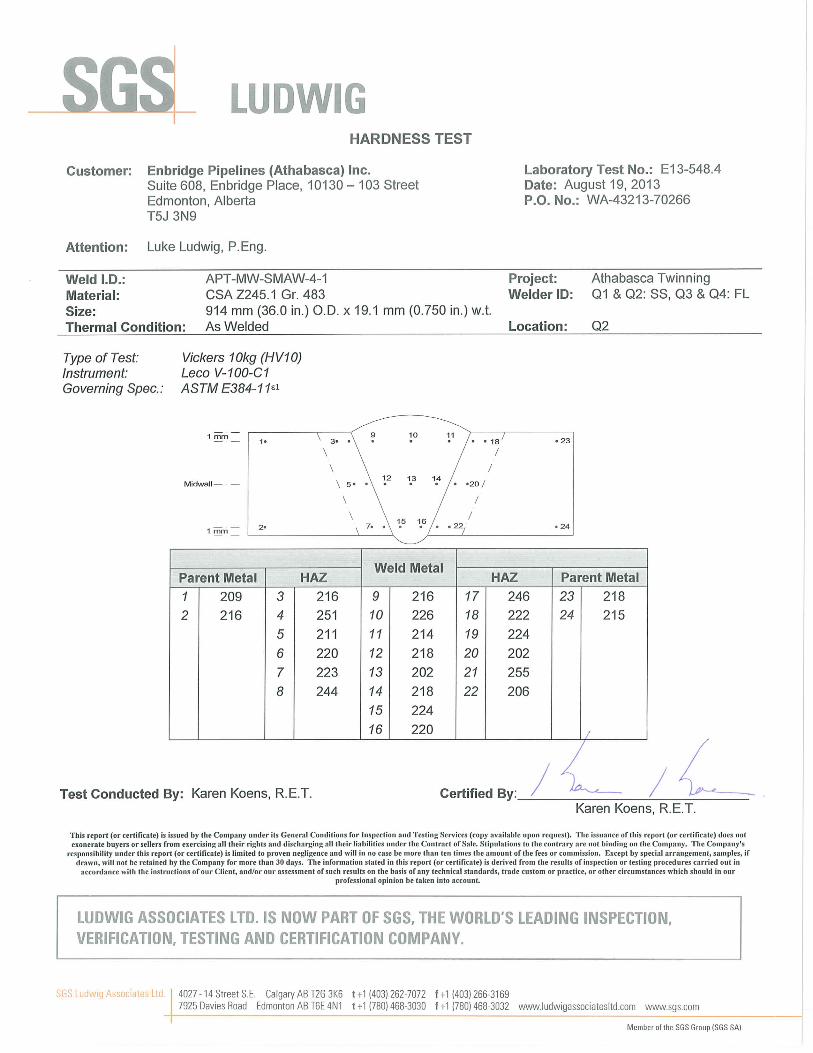
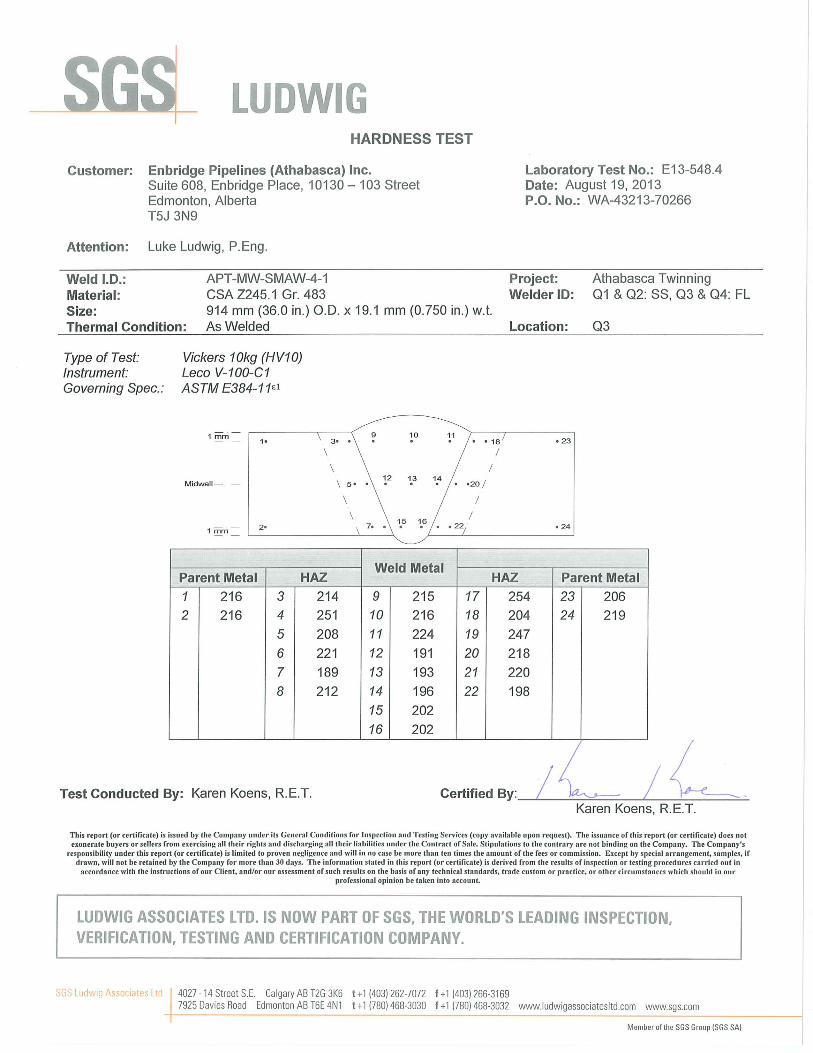
11. ATTACHMENTS 11.1. Procedure Qualification Test Records: ENB-PQR-161-1 11.2. Laboratory Test Reports: E13-548-1 11.3. Radiographic, Automated Ultrasonic & MPI Examination Results
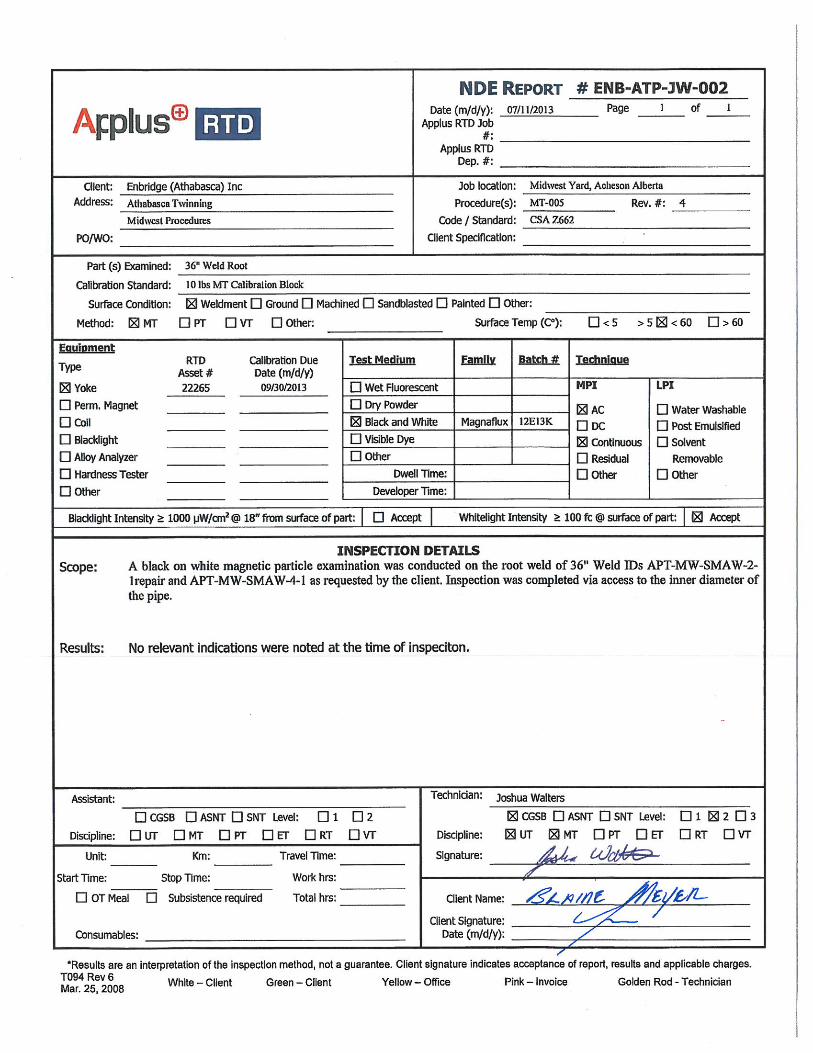
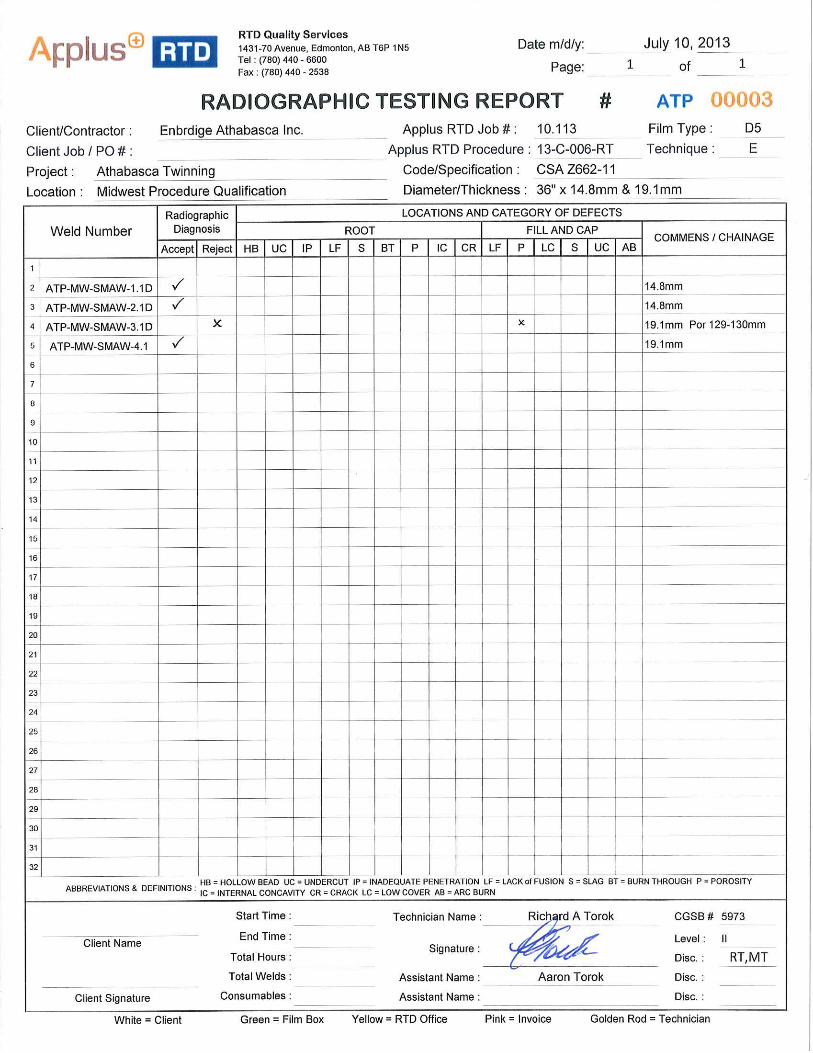
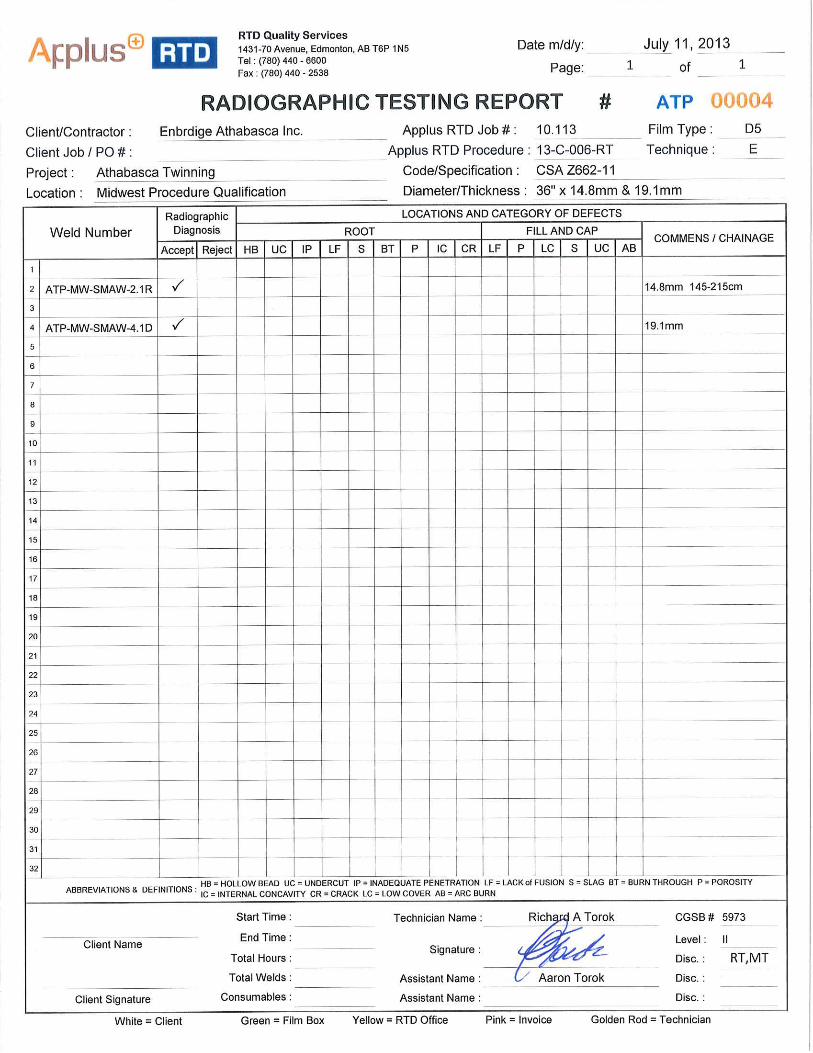
RTD RT Reports: ATP 00003, ATP 00004 RTD MPI Report: ENB-ATP-JW-002
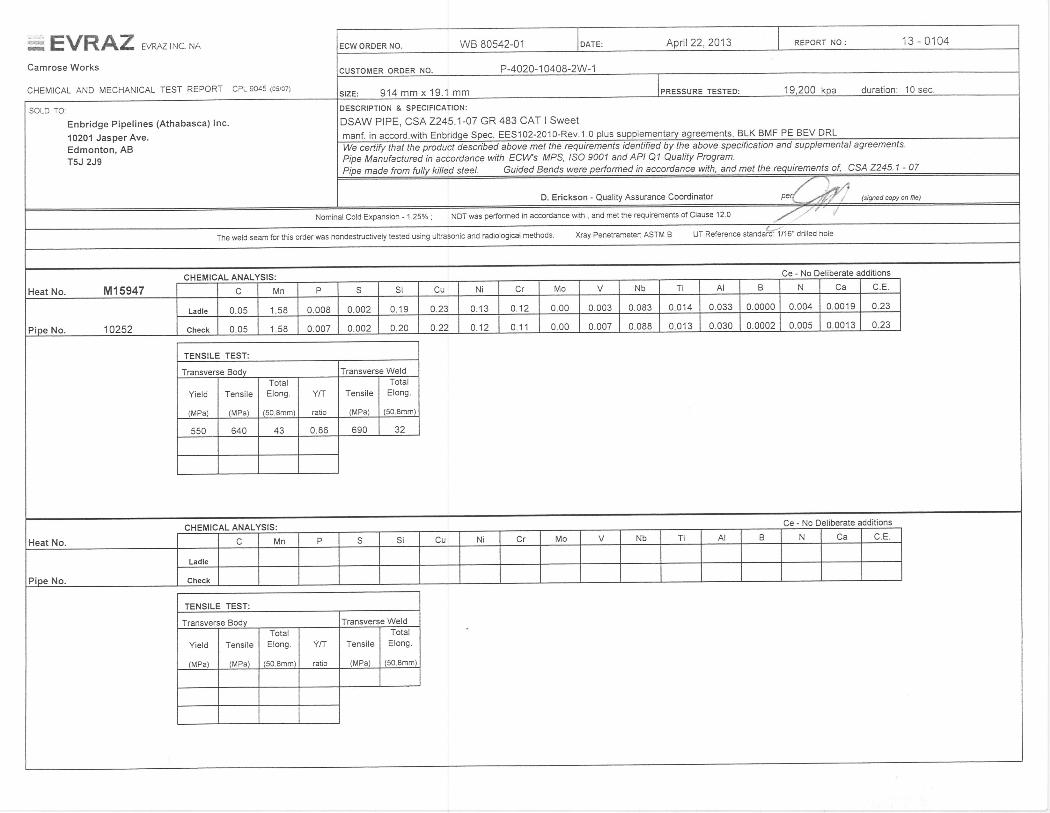
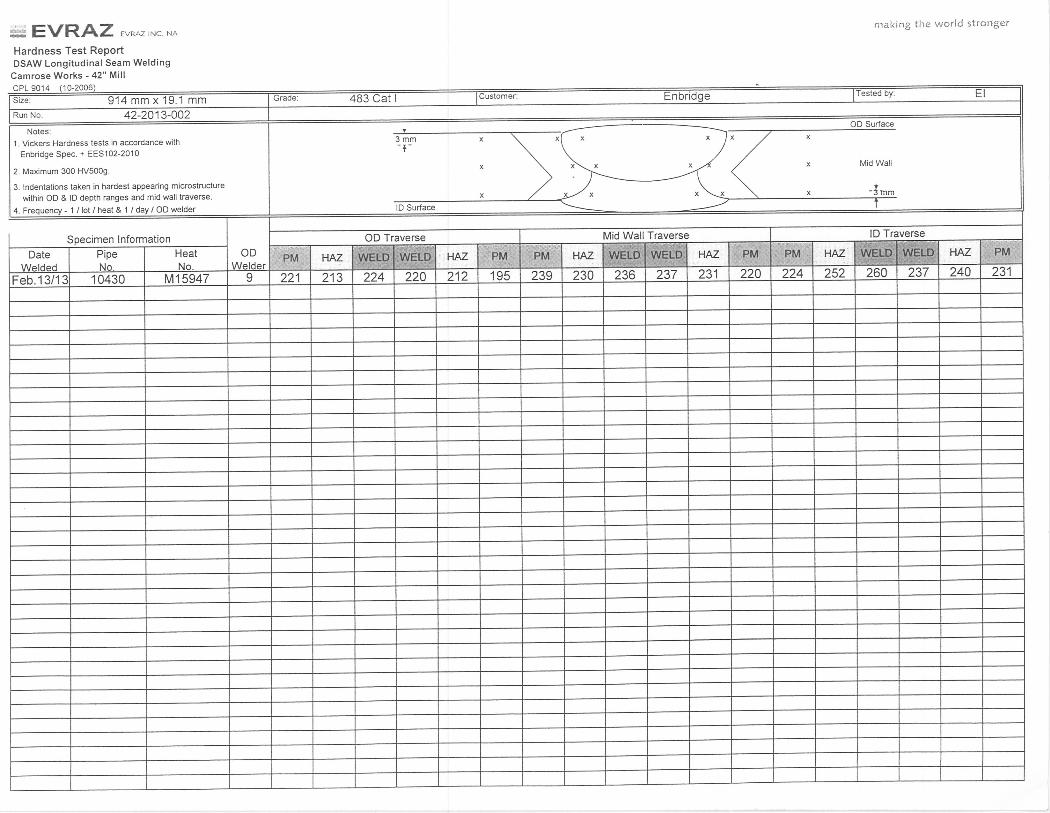
11.4. Material Test Reports: Evraz Heat Number M15947
Interval Time Root pass to hot pass 10 minutes maximum Hot pass to fill pass 60 minutes maximum Fill pass to cap pass 24 hours maximum unless otherwise approved
Document Uncontrolled When Printed Page 4 of 4
ENB-WPS-161
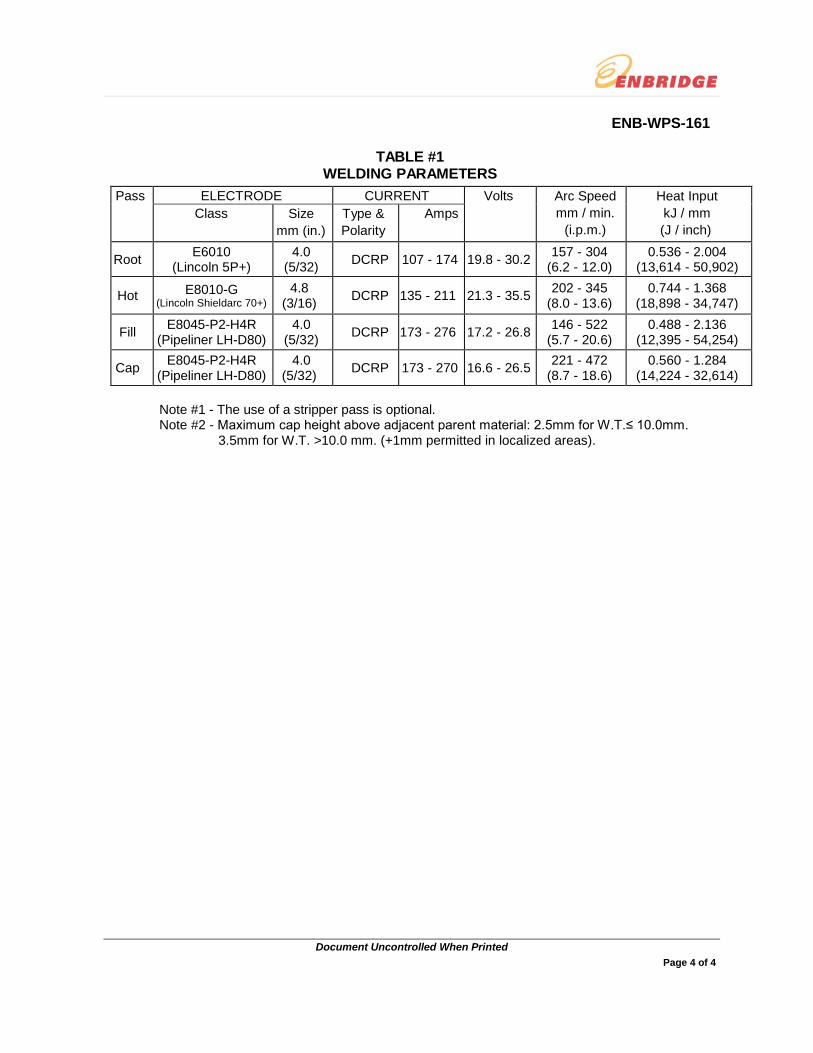
TABLE #1 WELDING PARAMETERS
Pass ELECTRODE CURRENT Volts Arc Speed mm / min.
(i.p.m.)
Heat Input kJ / mm (J / inch)
Class Size mm (in.)
Type & Polarity
Amps
Root E6010 (Lincoln 5P+)
4.0 (5/32) DCRP 107 - 174 19.8 - 30.2 157 - 304
(6.2 - 12.0) 0.536 - 2.004
(13,614 - 50,902)
Hot E8010-G (Lincoln Shieldarc 70+)
4.8 (3/16) DCRP 135 - 211 21.3 - 35.5 202 - 345
(8.0 - 13.6) 0.744 - 1.368
(18,898 - 34,747)
Fill E8045-P2-H4R (Pipeliner LH-D80)
4.0 (5/32) DCRP 173 - 276 17.2 - 26.8 146 - 522
(5.7 - 20.6) 0.488 - 2.136
(12,395 - 54,254)
Cap E8045-P2-H4R (Pipeliner LH-D80)
4.0 (5/32) DCRP 173 - 270 16.6 - 26.5 221 - 472
(8.7 - 18.6) 0.560 - 1.284
(14,224 - 32,614)
Note #1 - The use of a stripper pass is optional. Note #2 - Maximum cap height above adjacent parent material: 2.5mm for W.T.≤ 10.0mm. 3.5mm for W.T. >10.0 mm. (+1mm permitted in localized areas).
DATE:
CODE:
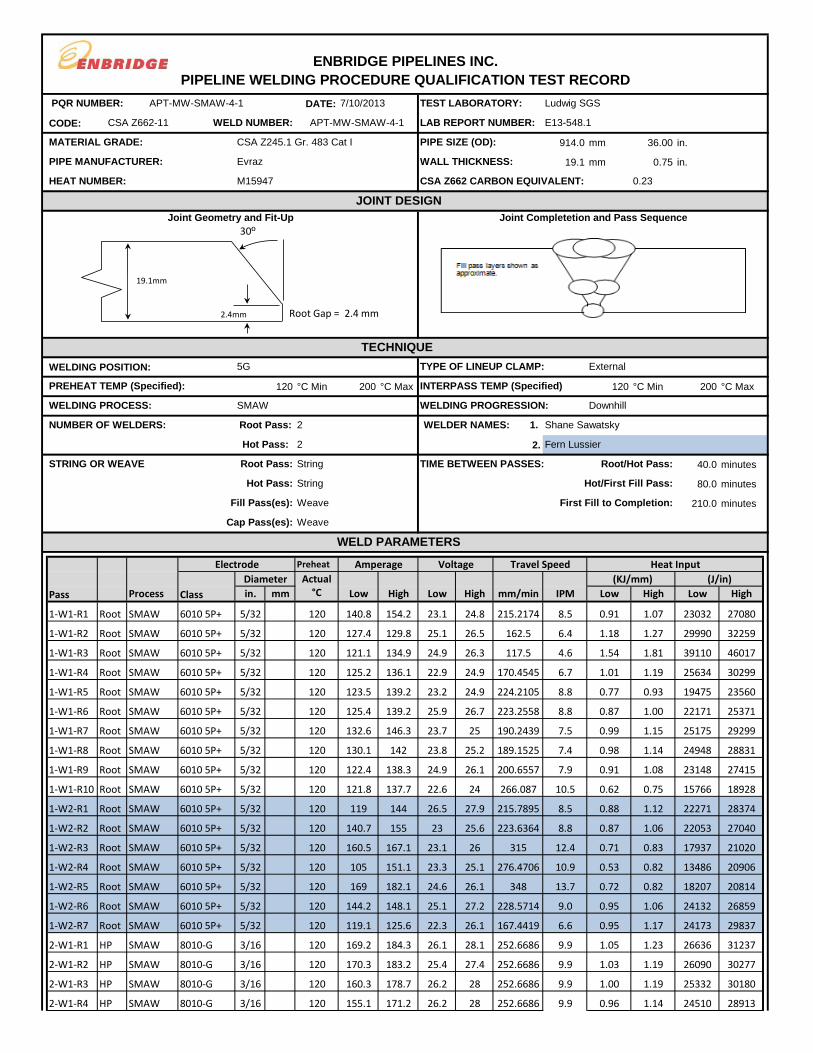
914.0 mm 36.00 in.
19.1 mm 0.75 in.
WELDING POSITION:
120 °C Min 200 °C Max 120 °C Min 200 °C Max
2.
40.0 minutes
80.0 minutes
210.0 minutes
Preheat Actual
Process in. mm °C Low High Low High mm/min IPM Low High Low High
1-W1-R1 Root SMAW 6010 5P+ 5/32 120 140.8 154.2 23.1 24.8 215.2174 8.5 0.91 1.07 23032 27080
1-W1-R2 Root SMAW 6010 5P+ 5/32 120 127.4 129.8 25.1 26.5 162.5 6.4 1.18 1.27 29990 32259
1-W1-R3 Root SMAW 6010 5P+ 5/32 120 121.1 134.9 24.9 26.3 117.5 4.6 1.54 1.81 39110 46017
1-W1-R4 Root SMAW 6010 5P+ 5/32 120 125.2 136.1 22.9 24.9 170.4545 6.7 1.01 1.19 25634 30299
1-W1-R5 Root SMAW 6010 5P+ 5/32 120 123.5 139.2 23.2 24.9 224.2105 8.8 0.77 0.93 19475 23560
1-W1-R6 Root SMAW 6010 5P+ 5/32 120 125.4 139.2 25.9 26.7 223.2558 8.8 0.87 1.00 22171 25371
1-W1-R7 Root SMAW 6010 5P+ 5/32 120 132.6 146.3 23.7 25 190.2439 7.5 0.99 1.15 25175 29299
1-W1-R8 Root SMAW 6010 5P+ 5/32 120 130.1 142 23.8 25.2 189.1525 7.4 0.98 1.14 24948 28831
1-W1-R9 Root SMAW 6010 5P+ 5/32 120 122.4 138.3 24.9 26.1 200.6557 7.9 0.91 1.08 23148 27415
1-W1-R10 Root SMAW 6010 5P+ 5/32 120 121.8 137.7 22.6 24 266.087 10.5 0.62 0.75 15766 18928
1-W2-R1 Root SMAW 6010 5P+ 5/32 120 119 144 26.5 27.9 215.7895 8.5 0.88 1.12 22271 28374
1-W2-R2 Root SMAW 6010 5P+ 5/32 120 140.7 155 23 25.6 223.6364 8.8 0.87 1.06 22053 27040
1-W2-R3 Root SMAW 6010 5P+ 5/32 120 160.5 167.1 23.1 26 315 12.4 0.71 0.83 17937 21020
1-W2-R4 Root SMAW 6010 5P+ 5/32 120 105 151.1 23.3 25.1 276.4706 10.9 0.53 0.82 13486 20906
1-W2-R5 Root SMAW 6010 5P+ 5/32 120 169 182.1 24.6 26.1 348 13.7 0.72 0.82 18207 20814
1-W2-R6 Root SMAW 6010 5P+ 5/32 120 144.2 148.1 25.1 27.2 228.5714 9.0 0.95 1.06 24132 26859
1-W2-R7 Root SMAW 6010 5P+ 5/32 120 119.1 125.6 22.3 26.1 167.4419 6.6 0.95 1.17 24173 29837
2-W1-R1 HP SMAW 8010-G 3/16 120 169.2 184.3 26.1 28.1 252.6686 9.9 1.05 1.23 26636 31237
2-W1-R2 HP SMAW 8010-G 3/16 120 170.3 183.2 25.4 27.4 252.6686 9.9 1.03 1.19 26090 30277
2-W1-R3 HP SMAW 8010-G 3/16 120 160.3 178.7 26.2 28 252.6686 9.9 1.00 1.19 25332 30180
2-W1-R4 HP SMAW 8010-G 3/16 120 155.1 171.2 26.2 28 252.6686 9.9 0.96 1.14 24510 28913
Heat Input
WELDING PROCESS: SMAW WELDING PROGRESSION: Downhill
Electrode Amperage(J/in) (KJ/mm)
ClassDiameter
Voltage
CSA Z245.1 Gr. 483 Cat I
Evraz
M15947
WELDER NAMES: 1.
WELD PARAMETERS
0.23
Pass
TECHNIQUE
Travel Speed
Hot/First Fill Pass:
JOINT DESIGN Joint Completetion and Pass SequenceJoint Geometry and Fit-Up
Fill Pass(es):
Fern Lussier
Shane Sawatsky
PREHEAT TEMP (Specified):
5G External
INTERPASS TEMP (Specified)
TYPE OF LINEUP CLAMP:
NUMBER OF WELDERS: Root Pass:
Hot Pass:
2
2
ENBRIDGE PIPELINES INC.PIPELINE WELDING PROCEDURE QUALIFICATION TEST RECORD
7/10/2013 TEST LABORATORY: Ludwig SGSPQR NUMBER: APT-MW-SMAW-4-1
MATERIAL GRADE:
PIPE MANUFACTURER:
HEAT NUMBER: CSA Z662 CARBON EQUIVALENT:
LAB REPORT NUMBER: E13-548.1
PIPE SIZE (OD):
WALL THICKNESS:
CSA Z662-11 WELD NUMBER: APT-MW-SMAW-4-1
Cap Pass(es): Weave
TIME BETWEEN PASSES:STRING OR WEAVE
First Fill to Completion:
Root Pass:
Hot Pass:
String
String
Weave
Root/Hot Pass:
30º
19.1mm
2.4mm Root Gap = 2.4 mm
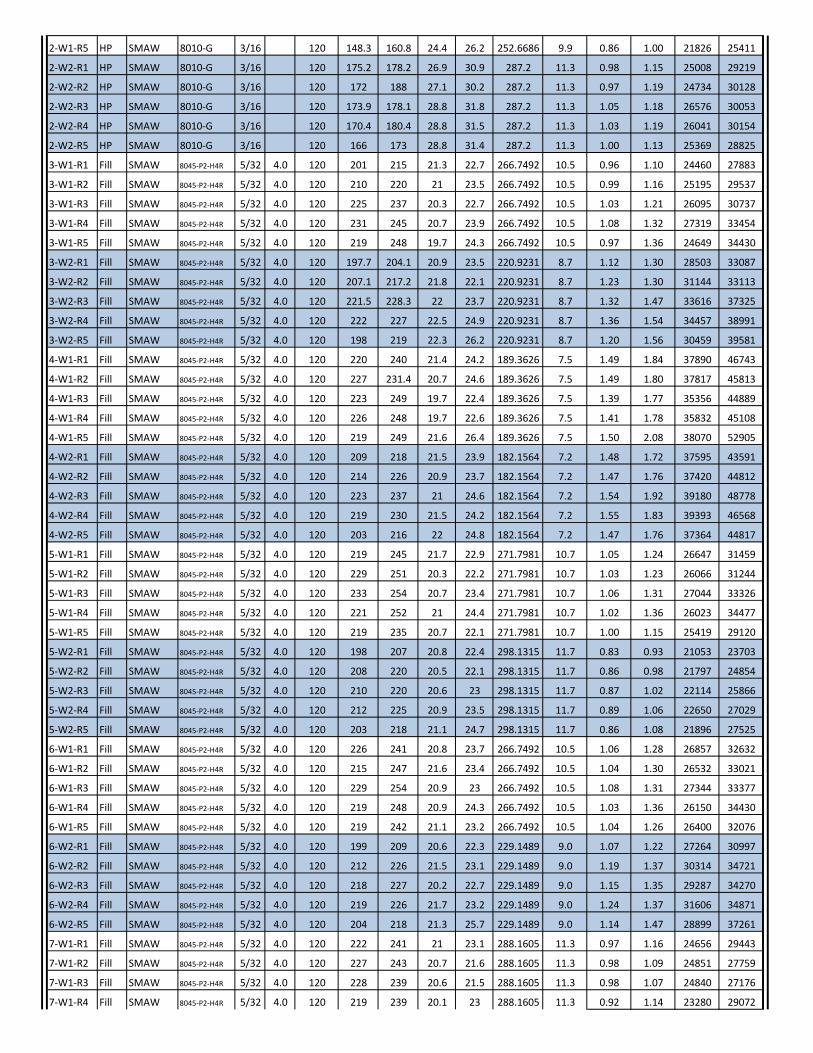
2-W1-R5 HP SMAW 8010-G 3/16 120 148.3 160.8 24.4 26.2 252.6686 9.9 0.86 1.00 21826 25411
2-W2-R1 HP SMAW 8010-G 3/16 120 175.2 178.2 26.9 30.9 287.2 11.3 0.98 1.15 25008 29219
2-W2-R2 HP SMAW 8010-G 3/16 120 172 188 27.1 30.2 287.2 11.3 0.97 1.19 24734 30128
2-W2-R3 HP SMAW 8010-G 3/16 120 173.9 178.1 28.8 31.8 287.2 11.3 1.05 1.18 26576 30053
2-W2-R4 HP SMAW 8010-G 3/16 120 170.4 180.4 28.8 31.5 287.2 11.3 1.03 1.19 26041 30154
2-W2-R5 HP SMAW 8010-G 3/16 120 166 173 28.8 31.4 287.2 11.3 1.00 1.13 25369 28825
3-W1-R1 Fill SMAW 8045-P2-H4R 5/32 4.0 120 201 215 21.3 22.7 266.7492 10.5 0.96 1.10 24460 27883
3-W1-R2 Fill SMAW 8045-P2-H4R 5/32 4.0 120 210 220 21 23.5 266.7492 10.5 0.99 1.16 25195 29537
3-W1-R3 Fill SMAW 8045-P2-H4R 5/32 4.0 120 225 237 20.3 22.7 266.7492 10.5 1.03 1.21 26095 30737
3-W1-R4 Fill SMAW 8045-P2-H4R 5/32 4.0 120 231 245 20.7 23.9 266.7492 10.5 1.08 1.32 27319 33454
3-W1-R5 Fill SMAW 8045-P2-H4R 5/32 4.0 120 219 248 19.7 24.3 266.7492 10.5 0.97 1.36 24649 34430
3-W2-R1 Fill SMAW 8045-P2-H4R 5/32 4.0 120 197.7 204.1 20.9 23.5 220.9231 8.7 1.12 1.30 28503 33087
3-W2-R2 Fill SMAW 8045-P2-H4R 5/32 4.0 120 207.1 217.2 21.8 22.1 220.9231 8.7 1.23 1.30 31144 33113
3-W2-R3 Fill SMAW 8045-P2-H4R 5/32 4.0 120 221.5 228.3 22 23.7 220.9231 8.7 1.32 1.47 33616 37325
3-W2-R4 Fill SMAW 8045-P2-H4R 5/32 4.0 120 222 227 22.5 24.9 220.9231 8.7 1.36 1.54 34457 38991
3-W2-R5 Fill SMAW 8045-P2-H4R 5/32 4.0 120 198 219 22.3 26.2 220.9231 8.7 1.20 1.56 30459 39581
4-W1-R1 Fill SMAW 8045-P2-H4R 5/32 4.0 120 220 240 21.4 24.2 189.3626 7.5 1.49 1.84 37890 46743
4-W1-R2 Fill SMAW 8045-P2-H4R 5/32 4.0 120 227 231.4 20.7 24.6 189.3626 7.5 1.49 1.80 37817 45813
4-W1-R3 Fill SMAW 8045-P2-H4R 5/32 4.0 120 223 249 19.7 22.4 189.3626 7.5 1.39 1.77 35356 44889
4-W1-R4 Fill SMAW 8045-P2-H4R 5/32 4.0 120 226 248 19.7 22.6 189.3626 7.5 1.41 1.78 35832 45108
4-W1-R5 Fill SMAW 8045-P2-H4R 5/32 4.0 120 219 249 21.6 26.4 189.3626 7.5 1.50 2.08 38070 52905
4-W2-R1 Fill SMAW 8045-P2-H4R 5/32 4.0 120 209 218 21.5 23.9 182.1564 7.2 1.48 1.72 37595 43591
4-W2-R2 Fill SMAW 8045-P2-H4R 5/32 4.0 120 214 226 20.9 23.7 182.1564 7.2 1.47 1.76 37420 44812
4-W2-R3 Fill SMAW 8045-P2-H4R 5/32 4.0 120 223 237 21 24.6 182.1564 7.2 1.54 1.92 39180 48778
4-W2-R4 Fill SMAW 8045-P2-H4R 5/32 4.0 120 219 230 21.5 24.2 182.1564 7.2 1.55 1.83 39393 46568
4-W2-R5 Fill SMAW 8045-P2-H4R 5/32 4.0 120 203 216 22 24.8 182.1564 7.2 1.47 1.76 37364 44817
5-W1-R1 Fill SMAW 8045-P2-H4R 5/32 4.0 120 219 245 21.7 22.9 271.7981 10.7 1.05 1.24 26647 31459
5-W1-R2 Fill SMAW 8045-P2-H4R 5/32 4.0 120 229 251 20.3 22.2 271.7981 10.7 1.03 1.23 26066 31244
5-W1-R3 Fill SMAW 8045-P2-H4R 5/32 4.0 120 233 254 20.7 23.4 271.7981 10.7 1.06 1.31 27044 33326
5-W1-R4 Fill SMAW 8045-P2-H4R 5/32 4.0 120 221 252 21 24.4 271.7981 10.7 1.02 1.36 26023 34477
5-W1-R5 Fill SMAW 8045-P2-H4R 5/32 4.0 120 219 235 20.7 22.1 271.7981 10.7 1.00 1.15 25419 29120
5-W2-R1 Fill SMAW 8045-P2-H4R 5/32 4.0 120 198 207 20.8 22.4 298.1315 11.7 0.83 0.93 21053 23703
5-W2-R2 Fill SMAW 8045-P2-H4R 5/32 4.0 120 208 220 20.5 22.1 298.1315 11.7 0.86 0.98 21797 24854
5-W2-R3 Fill SMAW 8045-P2-H4R 5/32 4.0 120 210 220 20.6 23 298.1315 11.7 0.87 1.02 22114 25866
5-W2-R4 Fill SMAW 8045-P2-H4R 5/32 4.0 120 212 225 20.9 23.5 298.1315 11.7 0.89 1.06 22650 27029
5-W2-R5 Fill SMAW 8045-P2-H4R 5/32 4.0 120 203 218 21.1 24.7 298.1315 11.7 0.86 1.08 21896 27525
6-W1-R1 Fill SMAW 8045-P2-H4R 5/32 4.0 120 226 241 20.8 23.7 266.7492 10.5 1.06 1.28 26857 32632
6-W1-R2 Fill SMAW 8045-P2-H4R 5/32 4.0 120 215 247 21.6 23.4 266.7492 10.5 1.04 1.30 26532 33021
6-W1-R3 Fill SMAW 8045-P2-H4R 5/32 4.0 120 229 254 20.9 23 266.7492 10.5 1.08 1.31 27344 33377
6-W1-R4 Fill SMAW 8045-P2-H4R 5/32 4.0 120 219 248 20.9 24.3 266.7492 10.5 1.03 1.36 26150 34430
6-W1-R5 Fill SMAW 8045-P2-H4R 5/32 4.0 120 219 242 21.1 23.2 266.7492 10.5 1.04 1.26 26400 32076
6-W2-R1 Fill SMAW 8045-P2-H4R 5/32 4.0 120 199 209 20.6 22.3 229.1489 9.0 1.07 1.22 27264 30997
6-W2-R2 Fill SMAW 8045-P2-H4R 5/32 4.0 120 212 226 21.5 23.1 229.1489 9.0 1.19 1.37 30314 34721
6-W2-R3 Fill SMAW 8045-P2-H4R 5/32 4.0 120 218 227 20.2 22.7 229.1489 9.0 1.15 1.35 29287 34270
6-W2-R4 Fill SMAW 8045-P2-H4R 5/32 4.0 120 219 226 21.7 23.2 229.1489 9.0 1.24 1.37 31606 34871
6-W2-R5 Fill SMAW 8045-P2-H4R 5/32 4.0 120 204 218 21.3 25.7 229.1489 9.0 1.14 1.47 28899 37261
7-W1-R1 Fill SMAW 8045-P2-H4R 5/32 4.0 120 222 241 21 23.1 288.1605 11.3 0.97 1.16 24656 29443
7-W1-R2 Fill SMAW 8045-P2-H4R 5/32 4.0 120 227 243 20.7 21.6 288.1605 11.3 0.98 1.09 24851 27759
7-W1-R3 Fill SMAW 8045-P2-H4R 5/32 4.0 120 228 239 20.6 21.5 288.1605 11.3 0.98 1.07 24840 27176
7-W1-R4 Fill SMAW 8045-P2-H4R 5/32 4.0 120 219 239 20.1 23 288.1605 11.3 0.92 1.14 23280 29072
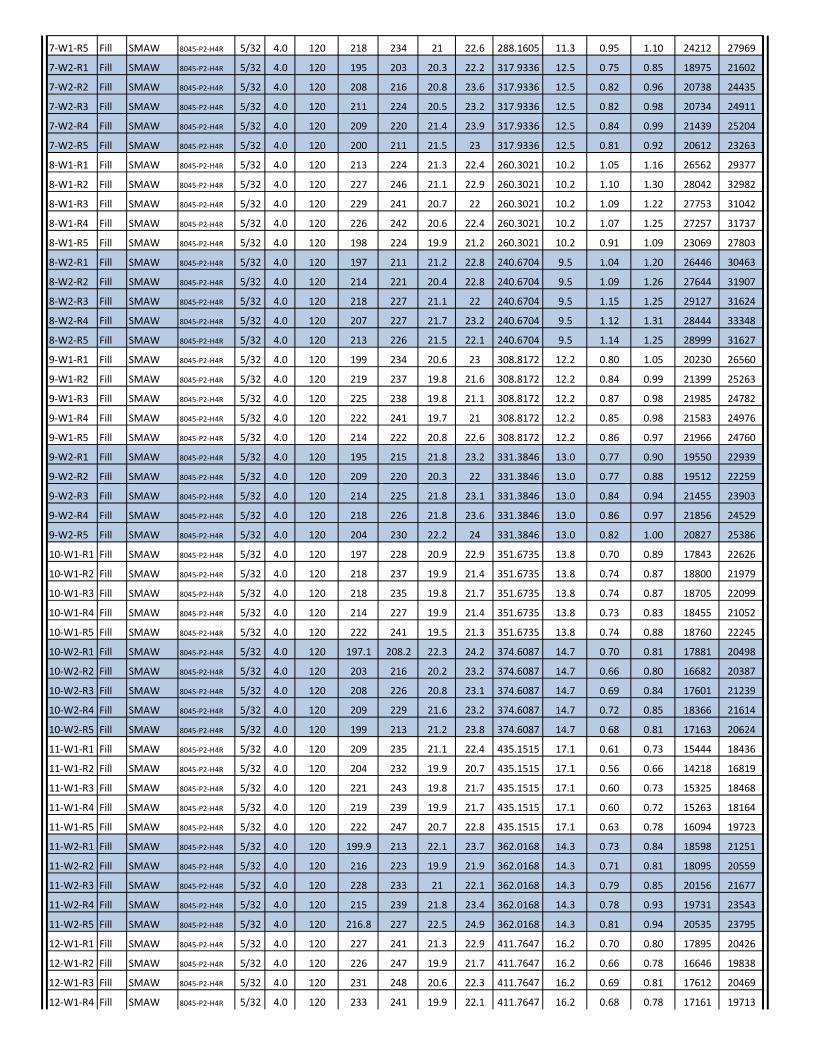
7-W1-R5 Fill SMAW 8045-P2-H4R 5/32 4.0 120 218 234 21 22.6 288.1605 11.3 0.95 1.10 24212 27969
7-W2-R1 Fill SMAW 8045-P2-H4R 5/32 4.0 120 195 203 20.3 22.2 317.9336 12.5 0.75 0.85 18975 21602
7-W2-R2 Fill SMAW 8045-P2-H4R 5/32 4.0 120 208 216 20.8 23.6 317.9336 12.5 0.82 0.96 20738 24435
7-W2-R3 Fill SMAW 8045-P2-H4R 5/32 4.0 120 211 224 20.5 23.2 317.9336 12.5 0.82 0.98 20734 24911
7-W2-R4 Fill SMAW 8045-P2-H4R 5/32 4.0 120 209 220 21.4 23.9 317.9336 12.5 0.84 0.99 21439 25204
7-W2-R5 Fill SMAW 8045-P2-H4R 5/32 4.0 120 200 211 21.5 23 317.9336 12.5 0.81 0.92 20612 23263
8-W1-R1 Fill SMAW 8045-P2-H4R 5/32 4.0 120 213 224 21.3 22.4 260.3021 10.2 1.05 1.16 26562 29377
8-W1-R2 Fill SMAW 8045-P2-H4R 5/32 4.0 120 227 246 21.1 22.9 260.3021 10.2 1.10 1.30 28042 32982
8-W1-R3 Fill SMAW 8045-P2-H4R 5/32 4.0 120 229 241 20.7 22 260.3021 10.2 1.09 1.22 27753 31042
8-W1-R4 Fill SMAW 8045-P2-H4R 5/32 4.0 120 226 242 20.6 22.4 260.3021 10.2 1.07 1.25 27257 31737
8-W1-R5 Fill SMAW 8045-P2-H4R 5/32 4.0 120 198 224 19.9 21.2 260.3021 10.2 0.91 1.09 23069 27803
8-W2-R1 Fill SMAW 8045-P2-H4R 5/32 4.0 120 197 211 21.2 22.8 240.6704 9.5 1.04 1.20 26446 30463
8-W2-R2 Fill SMAW 8045-P2-H4R 5/32 4.0 120 214 221 20.4 22.8 240.6704 9.5 1.09 1.26 27644 31907
8-W2-R3 Fill SMAW 8045-P2-H4R 5/32 4.0 120 218 227 21.1 22 240.6704 9.5 1.15 1.25 29127 31624
8-W2-R4 Fill SMAW 8045-P2-H4R 5/32 4.0 120 207 227 21.7 23.2 240.6704 9.5 1.12 1.31 28444 33348
8-W2-R5 Fill SMAW 8045-P2-H4R 5/32 4.0 120 213 226 21.5 22.1 240.6704 9.5 1.14 1.25 28999 31627
9-W1-R1 Fill SMAW 8045-P2-H4R 5/32 4.0 120 199 234 20.6 23 308.8172 12.2 0.80 1.05 20230 26560
9-W1-R2 Fill SMAW 8045-P2-H4R 5/32 4.0 120 219 237 19.8 21.6 308.8172 12.2 0.84 0.99 21399 25263
9-W1-R3 Fill SMAW 8045-P2-H4R 5/32 4.0 120 225 238 19.8 21.1 308.8172 12.2 0.87 0.98 21985 24782
9-W1-R4 Fill SMAW 8045-P2-H4R 5/32 4.0 120 222 241 19.7 21 308.8172 12.2 0.85 0.98 21583 24976
9-W1-R5 Fill SMAW 8045-P2-H4R 5/32 4.0 120 214 222 20.8 22.6 308.8172 12.2 0.86 0.97 21966 24760
9-W2-R1 Fill SMAW 8045-P2-H4R 5/32 4.0 120 195 215 21.8 23.2 331.3846 13.0 0.77 0.90 19550 22939
9-W2-R2 Fill SMAW 8045-P2-H4R 5/32 4.0 120 209 220 20.3 22 331.3846 13.0 0.77 0.88 19512 22259
9-W2-R3 Fill SMAW 8045-P2-H4R 5/32 4.0 120 214 225 21.8 23.1 331.3846 13.0 0.84 0.94 21455 23903
9-W2-R4 Fill SMAW 8045-P2-H4R 5/32 4.0 120 218 226 21.8 23.6 331.3846 13.0 0.86 0.97 21856 24529
9-W2-R5 Fill SMAW 8045-P2-H4R 5/32 4.0 120 204 230 22.2 24 331.3846 13.0 0.82 1.00 20827 25386
10-W1-R1 Fill SMAW 8045-P2-H4R 5/32 4.0 120 197 228 20.9 22.9 351.6735 13.8 0.70 0.89 17843 22626
10-W1-R2 Fill SMAW 8045-P2-H4R 5/32 4.0 120 218 237 19.9 21.4 351.6735 13.8 0.74 0.87 18800 21979
10-W1-R3 Fill SMAW 8045-P2-H4R 5/32 4.0 120 218 235 19.8 21.7 351.6735 13.8 0.74 0.87 18705 22099
10-W1-R4 Fill SMAW 8045-P2-H4R 5/32 4.0 120 214 227 19.9 21.4 351.6735 13.8 0.73 0.83 18455 21052
10-W1-R5 Fill SMAW 8045-P2-H4R 5/32 4.0 120 222 241 19.5 21.3 351.6735 13.8 0.74 0.88 18760 22245
10-W2-R1 Fill SMAW 8045-P2-H4R 5/32 4.0 120 197.1 208.2 22.3 24.2 374.6087 14.7 0.70 0.81 17881 20498
10-W2-R2 Fill SMAW 8045-P2-H4R 5/32 4.0 120 203 216 20.2 23.2 374.6087 14.7 0.66 0.80 16682 20387
10-W2-R3 Fill SMAW 8045-P2-H4R 5/32 4.0 120 208 226 20.8 23.1 374.6087 14.7 0.69 0.84 17601 21239
10-W2-R4 Fill SMAW 8045-P2-H4R 5/32 4.0 120 209 229 21.6 23.2 374.6087 14.7 0.72 0.85 18366 21614
10-W2-R5 Fill SMAW 8045-P2-H4R 5/32 4.0 120 199 213 21.2 23.8 374.6087 14.7 0.68 0.81 17163 20624
11-W1-R1 Fill SMAW 8045-P2-H4R 5/32 4.0 120 209 235 21.1 22.4 435.1515 17.1 0.61 0.73 15444 18436
11-W1-R2 Fill SMAW 8045-P2-H4R 5/32 4.0 120 204 232 19.9 20.7 435.1515 17.1 0.56 0.66 14218 16819
11-W1-R3 Fill SMAW 8045-P2-H4R 5/32 4.0 120 221 243 19.8 21.7 435.1515 17.1 0.60 0.73 15325 18468
11-W1-R4 Fill SMAW 8045-P2-H4R 5/32 4.0 120 219 239 19.9 21.7 435.1515 17.1 0.60 0.72 15263 18164
11-W1-R5 Fill SMAW 8045-P2-H4R 5/32 4.0 120 222 247 20.7 22.8 435.1515 17.1 0.63 0.78 16094 19723
11-W2-R1 Fill SMAW 8045-P2-H4R 5/32 4.0 120 199.9 213 22.1 23.7 362.0168 14.3 0.73 0.84 18598 21251
11-W2-R2 Fill SMAW 8045-P2-H4R 5/32 4.0 120 216 223 19.9 21.9 362.0168 14.3 0.71 0.81 18095 20559
11-W2-R3 Fill SMAW 8045-P2-H4R 5/32 4.0 120 228 233 21 22.1 362.0168 14.3 0.79 0.85 20156 21677
11-W2-R4 Fill SMAW 8045-P2-H4R 5/32 4.0 120 215 239 21.8 23.4 362.0168 14.3 0.78 0.93 19731 23543
11-W2-R5 Fill SMAW 8045-P2-H4R 5/32 4.0 120 216.8 227 22.5 24.9 362.0168 14.3 0.81 0.94 20535 23795
12-W1-R1 Fill SMAW 8045-P2-H4R 5/32 4.0 120 227 241 21.3 22.9 411.7647 16.2 0.70 0.80 17895 20426
12-W1-R2 Fill SMAW 8045-P2-H4R 5/32 4.0 120 226 247 19.9 21.7 411.7647 16.2 0.66 0.78 16646 19838
12-W1-R3 Fill SMAW 8045-P2-H4R 5/32 4.0 120 231 248 20.6 22.3 411.7647 16.2 0.69 0.81 17612 20469
12-W1-R4 Fill SMAW 8045-P2-H4R 5/32 4.0 120 233 241 19.9 22.1 411.7647 16.2 0.68 0.78 17161 19713
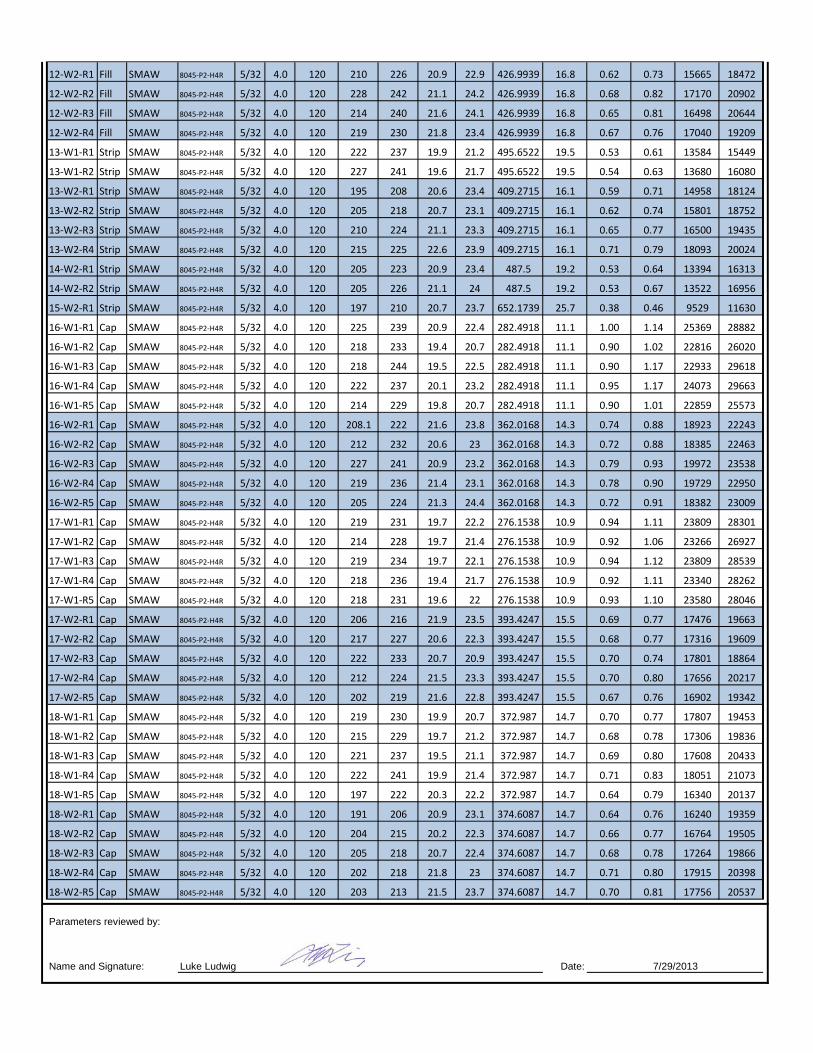
12-W2-R1 Fill SMAW 8045-P2-H4R 5/32 4.0 120 210 226 20.9 22.9 426.9939 16.8 0.62 0.73 15665 18472
12-W2-R2 Fill SMAW 8045-P2-H4R 5/32 4.0 120 228 242 21.1 24.2 426.9939 16.8 0.68 0.82 17170 20902
12-W2-R3 Fill SMAW 8045-P2-H4R 5/32 4.0 120 214 240 21.6 24.1 426.9939 16.8 0.65 0.81 16498 20644
12-W2-R4 Fill SMAW 8045-P2-H4R 5/32 4.0 120 219 230 21.8 23.4 426.9939 16.8 0.67 0.76 17040 19209
13-W1-R1 Strip SMAW 8045-P2-H4R 5/32 4.0 120 222 237 19.9 21.2 495.6522 19.5 0.53 0.61 13584 15449
13-W1-R2 Strip SMAW 8045-P2-H4R 5/32 4.0 120 227 241 19.6 21.7 495.6522 19.5 0.54 0.63 13680 16080
13-W2-R1 Strip SMAW 8045-P2-H4R 5/32 4.0 120 195 208 20.6 23.4 409.2715 16.1 0.59 0.71 14958 18124
13-W2-R2 Strip SMAW 8045-P2-H4R 5/32 4.0 120 205 218 20.7 23.1 409.2715 16.1 0.62 0.74 15801 18752
13-W2-R3 Strip SMAW 8045-P2-H4R 5/32 4.0 120 210 224 21.1 23.3 409.2715 16.1 0.65 0.77 16500 19435
13-W2-R4 Strip SMAW 8045-P2-H4R 5/32 4.0 120 215 225 22.6 23.9 409.2715 16.1 0.71 0.79 18093 20024
14-W2-R1 Strip SMAW 8045-P2-H4R 5/32 4.0 120 205 223 20.9 23.4 487.5 19.2 0.53 0.64 13394 16313
14-W2-R2 Strip SMAW 8045-P2-H4R 5/32 4.0 120 205 226 21.1 24 487.5 19.2 0.53 0.67 13522 16956
15-W2-R1 Strip SMAW 8045-P2-H4R 5/32 4.0 120 197 210 20.7 23.7 652.1739 25.7 0.38 0.46 9529 11630
16-W1-R1 Cap SMAW 8045-P2-H4R 5/32 4.0 120 225 239 20.9 22.4 282.4918 11.1 1.00 1.14 25369 28882
16-W1-R2 Cap SMAW 8045-P2-H4R 5/32 4.0 120 218 233 19.4 20.7 282.4918 11.1 0.90 1.02 22816 26020
16-W1-R3 Cap SMAW 8045-P2-H4R 5/32 4.0 120 218 244 19.5 22.5 282.4918 11.1 0.90 1.17 22933 29618
16-W1-R4 Cap SMAW 8045-P2-H4R 5/32 4.0 120 222 237 20.1 23.2 282.4918 11.1 0.95 1.17 24073 29663
16-W1-R5 Cap SMAW 8045-P2-H4R 5/32 4.0 120 214 229 19.8 20.7 282.4918 11.1 0.90 1.01 22859 25573
16-W2-R1 Cap SMAW 8045-P2-H4R 5/32 4.0 120 208.1 222 21.6 23.8 362.0168 14.3 0.74 0.88 18923 22243
16-W2-R2 Cap SMAW 8045-P2-H4R 5/32 4.0 120 212 232 20.6 23 362.0168 14.3 0.72 0.88 18385 22463
16-W2-R3 Cap SMAW 8045-P2-H4R 5/32 4.0 120 227 241 20.9 23.2 362.0168 14.3 0.79 0.93 19972 23538
16-W2-R4 Cap SMAW 8045-P2-H4R 5/32 4.0 120 219 236 21.4 23.1 362.0168 14.3 0.78 0.90 19729 22950
16-W2-R5 Cap SMAW 8045-P2-H4R 5/32 4.0 120 205 224 21.3 24.4 362.0168 14.3 0.72 0.91 18382 23009
17-W1-R1 Cap SMAW 8045-P2-H4R 5/32 4.0 120 219 231 19.7 22.2 276.1538 10.9 0.94 1.11 23809 28301
17-W1-R2 Cap SMAW 8045-P2-H4R 5/32 4.0 120 214 228 19.7 21.4 276.1538 10.9 0.92 1.06 23266 26927
17-W1-R3 Cap SMAW 8045-P2-H4R 5/32 4.0 120 219 234 19.7 22.1 276.1538 10.9 0.94 1.12 23809 28539
17-W1-R4 Cap SMAW 8045-P2-H4R 5/32 4.0 120 218 236 19.4 21.7 276.1538 10.9 0.92 1.11 23340 28262
17-W1-R5 Cap SMAW 8045-P2-H4R 5/32 4.0 120 218 231 19.6 22 276.1538 10.9 0.93 1.10 23580 28046
17-W2-R1 Cap SMAW 8045-P2-H4R 5/32 4.0 120 206 216 21.9 23.5 393.4247 15.5 0.69 0.77 17476 19663
17-W2-R2 Cap SMAW 8045-P2-H4R 5/32 4.0 120 217 227 20.6 22.3 393.4247 15.5 0.68 0.77 17316 19609
17-W2-R3 Cap SMAW 8045-P2-H4R 5/32 4.0 120 222 233 20.7 20.9 393.4247 15.5 0.70 0.74 17801 18864
17-W2-R4 Cap SMAW 8045-P2-H4R 5/32 4.0 120 212 224 21.5 23.3 393.4247 15.5 0.70 0.80 17656 20217
17-W2-R5 Cap SMAW 8045-P2-H4R 5/32 4.0 120 202 219 21.6 22.8 393.4247 15.5 0.67 0.76 16902 19342
18-W1-R1 Cap SMAW 8045-P2-H4R 5/32 4.0 120 219 230 19.9 20.7 372.987 14.7 0.70 0.77 17807 19453
18-W1-R2 Cap SMAW 8045-P2-H4R 5/32 4.0 120 215 229 19.7 21.2 372.987 14.7 0.68 0.78 17306 19836
18-W1-R3 Cap SMAW 8045-P2-H4R 5/32 4.0 120 221 237 19.5 21.1 372.987 14.7 0.69 0.80 17608 20433
18-W1-R4 Cap SMAW 8045-P2-H4R 5/32 4.0 120 222 241 19.9 21.4 372.987 14.7 0.71 0.83 18051 21073
18-W1-R5 Cap SMAW 8045-P2-H4R 5/32 4.0 120 197 222 20.3 22.2 372.987 14.7 0.64 0.79 16340 20137
18-W2-R1 Cap SMAW 8045-P2-H4R 5/32 4.0 120 191 206 20.9 23.1 374.6087 14.7 0.64 0.76 16240 19359
18-W2-R2 Cap SMAW 8045-P2-H4R 5/32 4.0 120 204 215 20.2 22.3 374.6087 14.7 0.66 0.77 16764 19505
18-W2-R3 Cap SMAW 8045-P2-H4R 5/32 4.0 120 205 218 20.7 22.4 374.6087 14.7 0.68 0.78 17264 19866
18-W2-R4 Cap SMAW 8045-P2-H4R 5/32 4.0 120 202 218 21.8 23 374.6087 14.7 0.71 0.80 17915 20398
18-W2-R5 Cap SMAW 8045-P2-H4R 5/32 4.0 120 203 213 21.5 23.7 374.6087 14.7 0.70 0.81 17756 20537
Date:
Parameters reviewed by:
7/29/2013Name and Signature: Luke Ludwig
ludwigl
Rectangle
ludwigl
Rectangle