
Chronic monoacylglycerol lipase blockade causes functional antagonism of the endocannabinoid system
Upload
veltechhighCategory
view
0download
0
Asian Jr. of Microbiol. Biotech. Env. Sc. Vol. 16, No. (1) : 2014 : 63-70© Global Science PublicationsISSN-0972-3005
*Corresponding author’s email: [email protected]
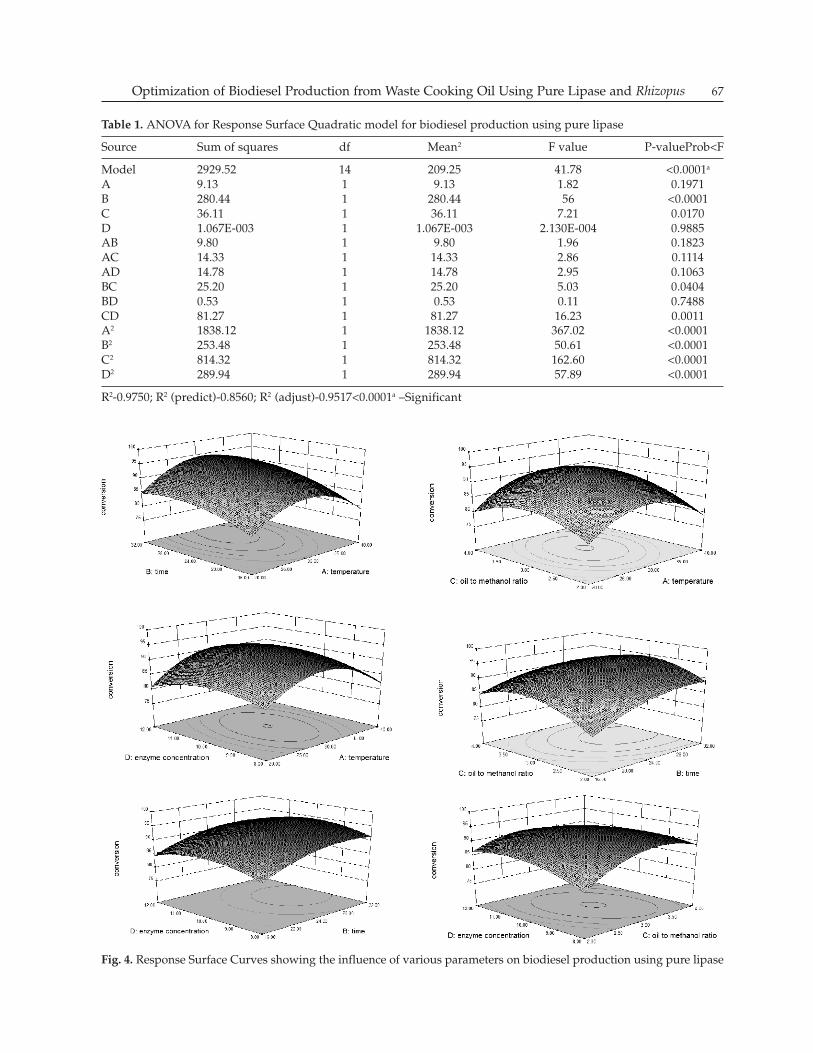
OPTIMIZATION OF BIODIESEL PRODUCTION FROM WASTECOOKING OIL USING PURE LIPASE AND RHIZOPUS ORYZAE
THROUGH RESPONSE SURFACE METHODOLOGY
B. BHARATHIRAJA1*, A. SARAVANA RAJ1, J. JAYAMUTHUNAGAI2, M. JAYAKUMAR3,M. ARUL KIRUBAKARAN1, P. VIVEK1, R. PRAVEEN KUMAR4 AND S. PALANI4
1Department of BioTechnology, Vel Tech High Tech Dr. Rangarajan Dr. SakunthalaEngineering College, Avadi, Chennai, India
2Center for BioTechnology, Anna University, Chennai, India3Department of Basic Sciences, Sri Ramana Maharishi College of Engineering,
Cheyar, Kancheepuram, India4Department of BioTechnology, Arunai Engineering College, Tiruvannamalai, 606 603, India
(Received : 28 August, 2013; accepted : 30 September, 2013)
Key words : Response surface methodology, Transesterification, Fatty acid alkyl esters, Acyl acceptor
Abstract–Biodiesel is the Fatty Acid Alkyl Ester of vegetable oils produced through transesterificationreaction. Immobilized pure lipase and Rhizopus oryzae was used as the catalyst for the conversion of WasteCooking Oil (WCO) into biodiesel using methanol as an acyl acceptor. Response surface methodology(RSM) was adopted to optimize the parameters such as temperature, time, oil to solvent ratio, enzymeconcentration for lipase and pH, olive oil concentration, rpm for Rhizopus oryzae. A high conversion of94.01% was obtained through lipase catalyzed reaction at oil to solvent ratio of 1:3, enzyme concentrationof 10% at 30 oC after 24 hrs. Similarly, a high conversion of 83.76% was obtained at an optimum pH of 5.5,olive oil concentration 25g/L and 150 rpm was obtained for Rhizopus oryzae. The lipase resulted in higheryield of biodiesel when compared to the Rhizopus oryzae. Thus the influential parameters were optimizedusing RSM.
INTRODUCTION
The use of fossil fuels and its depletion has becomea major threat to today’s world. Most of the vehiclesrely on diesel as a source of energy. But theircontinuous use and less availability has increasedtheir demands and led to their price rise. Hence theneed for an alternative fuel (biodiesel) would benecessary to meet the energy needs. The productionof biodiesel by chemical methods using oil and acidbase system is costly, as it will involve majordownstream processing steps for the purification ofbiodiesel and glycerol. The best alternative isbiological method using whole cell biocatalyst andpurified enzymes. The production of biodiesel hasbeen practiced by several countries like Belgium,France, Italy, Germany and United States (Fukuda etal., 2007).The synthesis of biodiesel has been done by
a process called as transesterification. It is a threestep reaction process catalyzed by chemical catalystor biological /biocatalyst. Lipase will retain itscatalytic activity for more than 100 days (Shimada etal., 2002). The common biological catalyst used is theenzyme lipase, which catalyses transesterificationand esterification reaction resulting in the synthesis/ production of biodiesel commonly known as FattyAcid Alkyl Esters (FAAE).The various fungi thatproduces enzyme lipase are Candida Antarctica(Novozyme 435), C.rogosa, Psuedomonas cepacia,P.fluroscens, Rhizopus oryzae, R. Chinensis,Thermomyces lanuginosus, Penicillium roqueforti,P.camembertii, Mucor javanicus (Salis et al., 2008; Qinet al., 2008). In our study, both the purified lipaseand the wild R.O. strain are immobilized throughentrapment method in calcium alginate beads. Thisincreases the specificity of the enzyme action and

64 BHARATHIRAJA ET AL.
helps in their extended use. The key step inenzymatic processes lies in successful immobili-zation of enzyme which will allow for its recoveryand reuse (Gao et al., 2004). The various parametersthat influences the production of biodiesel arereaction temperature, molar ratio of oil to alcohol,amount of alcohol, mixing intensity, substrate (oil/fatty acid), catalyst concentration (Marchetti et al.,2007). Rsion Chen et al., (2009) worked on thesynthesis of biodiesel from waste cooking oil usingimmobilized lipase in fixed bed reactor whichresulted in a conversion percent of 91.08% FAMEunder optimized reaction conditions. Qin et al.,(2008) produced biodiesel catalyzed by whole celllipase from R. chinensis. Compared with the othercommon sources of lipases, the lipase produced byR. chinensis showed greater conversion of soybeanoil to Fatty Acid Methyl Esters in a solvent freesystem. The region specific lipases like 1-(3) regionspecific lipase, mono and di – acyl glycerol lipaseshave gained much importance in the research ofbiodiesel (Fukuda et al., 2007).
The most important factor affecting theproduction of biodiesel is the ratio of solvent to oil(Demirbas et al., 2005). The various solvents thathave been explored so far in the research of biodieselincludes methanol, ethanol, butanol, iso-butanol, n-propanol, isopropyl alcohol, iso amyl alcohol etc.The solvent acts as an acyl acceptor. Any solvent thathas a pKa value greater than 4 can be used(Bharathiraja et al., 2012). The substrate used in thesynthesis of biodiesel is waste cooking oil. The use ofwaste cooking oil can reduce the cost of biodieselproduction (Rafiqul Islam et al., 2008). For anyprocess, the optimization of parameters is veryimportant. The statistical methods have been provedto be effective for investigating the role of key factors(Majumder et al., 2007; Tanyildizi et al., 2005).Response Surface Methodology (RSM) is the mostcommonly used method for the optimizationprocess over the past few years. RSM was firstdescribed by Box and Wilson et al., in the year 1951.It combines various statistical and mathematicaltechniques which are useful in optimizing processeswhich are influenced by several variables. The mainobjective of RSM is to optimize the responsegenerated by the process. RSM reduces the numberof experimental trials hence it can be less laboriousand time consuming (Giovanni et al., 1983). Also, theenzyme production can be increased through RSMby the optimization of parameters (Ghanem et al.,2000). In our present work, the effect of various
parameters such as temperature, time, oil to solventratio, concentration of enzyme, inoculums size onthe production of FAME using pure lipase and wildRO was studied. The response generated througheach run were evaluated and analyzed through theCentral Composited Design (CCD) of ResponseSurface Methodology and thus the optimizedreaction conditions were determined.
MATERIALS AND METHODS
Materials
The lipase producing strain Rhizopus Oryzae wasobtained from MTCC (Microbial Type CultureCollection) centre, Chandigarh strain numberRhizopus oryzae 262. It was then sub cultured inpotato dextrose agar (PDA) slants. The strain wasincubated at 30 oC at a pH of 5.6 for 7 days. The pureenzyme lipoprotein lipase was purchased fromSISCO research laboratories Pvt. Ltd. Mumbai. Thewaste cooking oil used as the substrate forconversion into biodiesel was obtained from thecollege canteen.
Enhancement of lipase production
In order to increase the production of lipase by ROstrain, it was further sub cultured in lipase inducingmedia. The media ingredients are peptone 70g/L,sodium nitrate 1g/L, potassium dihydrogenphosphate 1.0g/L, magnesium sulphate 0.5g/L,glucose/olive oil 10.30g/L. The medium wassterilized in autoclave at 121 oC for 5 minutes. Theculture conditions were maintained at 30oC for 3-5days at 150 rpm.
Immobilization of pure enzyme and whole cellbiocatalyst
Immobilization is a technique for arresting theenzyme/biocatalyst in a polymer material. Calciumalginate is the immobilizing material obtained bythe stepwise addition of sodium alginate in dropsinto calcium chloride solution. The stability and poresize of the beads have greater effects on the activityof the catalyst. Hence the sodium alginate solutionwas prepared at various concentrations such as 1%,1.5%, 2%, 2.5%, 3% and 0.5M solution of calciumchloride was prepared. It was observed that thebeads formed from 2% sodium alginate showedoptimum stability and flexibility. For entrapment,the whole cell biocatalyst and pure enzyme wasmixed well with sodium alginate solution and then

Optimization of Biodiesel Production from Waste Cooking Oil Using Pure Lipase and Rhizopus 65
the procedure was continued. The beads weresuspended in calcium chloride solution. This wasused for the transesterification process.
Purification and pretreatment of waste cooking oil
The waste cooking oil collected was filtered with afilter paper to remove the suspended impurities andthen heated well to remove any of the moisturecontent. Standard procedures of (Sadasivam et al.,2006) were followed to determine their saponifi-cation value and acid value.
Optimization of reaction conditions for pureenzyme
For any bioprocess to achieve higher yield of aproduct it is necessary to optimize the reactionparameters. Hence for the conversion of wastecooking oil into FAAE, the parameters such astemperature (10, 20, 30, 40, 50 oC), time (8, 16, 24, 32,40 hrs), oil to methanol ratio (1:1,1:2,1:3,1:4, 1:5) wereoptimized. The enzyme concentration for the abovereaction was10% to the quantity of the substrate.
For each reaction, the % conversion of biodieselwas calculated using the formula,
.. (1)50 mL of Waste cooking oil was used for each of thereaction above.
Optimization of reaction conditions for whole cellbiocatalyst
The culture conditions for the efficient activity ofwhole cell biocatalyst for the increased productionof extracellular lipase was optimized by varying theparameters such as olive oil concentration (15, 20,25, 30, 35(g/L) and rpm (120,150,180). The pH wasmaintained at 5.5.
Experimental design
The optimization was studied using CCD (CentralComposite Design) of Response SurfaceMethodology. For pure enzyme relationshipbetween the response (% conversion of biodiesel)and the parameters such as temperature, time, oil tosolvent ratio, enzyme concentration was studied.For wild Rhizopus oryzae the relationship betweenthe response (% conversion of biodiesel) and theparameters such as rpm, pH and olive oilconcentration was established. Both the responseswere fitted using quadratic polynomial equation.
RESULTS AND DISCUSSIONS
Effect of temperature on biodiesel conversionusing pure lipase
The reaction was carried out at varioustemperatures and 30 oC was found to be theoptimum temperature from the graph Fig. 1.
0
10
20
30
40
50
60
70
80
90
100
10 20 30 40 50
Temperature(Degree Celcius)C
onve
rsio
n yi
eld(
%)
Conversion yield(%)
Fig. 1. Optimization of Temperature for transesteri-fication process
Effect of time on biodiesel conversion using purelipase
The amount of fatty acids increases with increase inthe storage time. Hence higher conversion to bio-diesel was obtained at a reaction time of 24 h Fig. 2.
0
10
20
30
40
50
60
70
80
90
100
1 2 3 4 5 6 7 8Time (Hours)
Con
vers
ion
yiel
d (%
)
Conversion Yield (%)
Fig. 2. Optimization of Reaction Time for transesteri-fication process
Effect of oil to solvent ratio and enzyme concen-tration on biodiesel conversion using pure lipase
For achieving a higher conversion of FAAE,optimum oil to solvent ratio is necessary. In thisstudy the reaction conditions were maintained at oil




70 BHARATHIRAJA ET AL.
cooking oil using immobilized lipase fixed bedreactor. Energy conserv. Manage. 50 : 668-673.
Demirbas, A. 2005. Biodiesel production from vegetableoils via catalytic and non-catalytic supercriticalmethanol transesterification methods. Prog. EnergyCombust. Sci. 31 : 466-487.
Fukuda, H., Hama, S., Tamalampundi, H. and Noda, H.2007. Whole cell biocatalyst for biodiesel fuelproduction. Trends Bioethanol. 26 : 668-673.
Gao, X., Hossein Noureddini and Philkana, R.S. 2004.Immobilized Pseudornonas cepacia lipase for biodieselfuel production from soybean oil. Papers inbiomaterials. 19.
Ghanem, N.B., Yusef, H.H. and Mahrouse, H.K. 2000.Production of Aspergillus terreus xylanase in solidstate cultures: application of the Plackett–Burmanexperimental design to evaluate nutritionalrequirements. Biores. Technol. 73 : 113–121.
Giovanni, M. 1983. Response surface methodology andproduct optimization. Food Technology. 37 : 41–45.
Marchetti, J.M., Miguel, V.M. and Errazu, A.F. 2007.
Possible methods for biodiesel production. Renew.Sustain. Energy Rev. 11 : 1300-1311.
Majumder, A. and Goyal, A. 2007. Optimization of criticalmedium components using response surfacemethodology for biomass and extracellularpolysaccharide production by Agaricus blazei. Appl.Microbiol. Biotechnol. 74 : 78–83.
Qin, H.E., Yan, X.U., Yun, T. and Dong, W. 2008. Biodieselproduction catalysed by wholesale lipase fromRhizopus chinensis. Chin. J. Catal. 29 (1) : 41-46.
Sadasivam, S. and Manickam, A. 2006. Biochemical Methods,Second ed. New Age International, New Delhi.
Salis, Andrea, Pinna, M., Monduzzi, M. and Solinas, V.2008. Comparison among immobilized lipases onmacroporous polypropylene toward biodieselsynthesis. J. Mol. Catal. B54 : 19-26.
Shimada Y., Watanabe, Y., Sugihara, A. and Tominaga, Y.2002. Enzymatic alcoholysis for biodiesel fuelproduction and application of the reaction to oilprocessing. J of Molecular Catalysis B: Enzymatic. 17 :133-142.
Copyright © 2022 FDOKUMEN




















