Lipase-catalyzed production of monoglycerides in compressed propane and AOT surfactant
6
J. of Supercritical Fluids 47 (2008) 64–69 Contents lists available at ScienceDirect The Journal of Supercritical Fluids journal homepage: www.elsevier.com/locate/supflu Lipase-catalyzed production of monoglycerides in compressed propane and AOT surfactant ˆ Angela F.A. Esmelindro, Karina G. Fiametti, Giovana Ceni, Marcos L. Corazza, Helen Treichel, D ´ ebora de Oliveira, J. Vladimir Oliveira ∗ Department of Food Engineering, URI-Campus de Erechim, Av. Sete de Setembro 1621, Erechim 99700-000, RS, Brazil article info Article history: Received 19 March 2008 Received in revised form 13 May 2008 Accepted 14 May 2008 Keywords: Emulsifiers Olive oil Lipase Propane Glycerolysis abstract This work reports the production of monoacylglycerols (MAGs) from olive oil in pressurized propane as solvent medium. For this purpose a commercial immobilized lipase (Novozym 435) was employed as catalyst and sodium (bis-2-ethyl-hexyl) sulfosuccinate (Aerosol-OT or AOT) as surfactant. The experiments were conducted in the batch mode keeping constant the glycerol to oil molar ratio of 2:1, propane to substrates mass ratio of 4:1, enzyme concentration (by weight of substrates) at 10wt%, and agitation of 600 rpm, varying the temperature, pressure, and AOT concentration. Results showed that lipase-catalyzed glycerolysis in compressed propane might be a potential route to conventional methods, as high contents of reaction products, MAG and DAG, were achieved at mild temperature and pressure conditions (30 ◦ C and 30 bar) with a low solvent to substrates mass ratio (4:1) in short-reaction times (1 h). © 2008 Elsevier B.V. All rights reserved. 1. Introduction Monoacylglycerols (MAGs) are nonionic surfactants, emulsi- fier’s molecules with hydrophilic and hydrophobic parts [1]. They are widely used in food industry, with applications in dairy prod- ucts, margarines, bakery products and sauces. In addition, owing to their excellent lubricant and plasticizing properties, MAGs are used in textile processing, production of plastics and formulation of oil for different types of machinery [2–5]. Currently, large-scale production of MAG has been performed by chemical glycerolysis of fats and oils at high temperatures (200–250 ◦ C), in the presence of various inorganic alkaline cat- alysts, such as KOH and NaOH. Because of the high reaction temperature, dark-colored, burn-tasted products are formed. More- over, chemical catalysis process is energy intensive, provides low yields (30–40%) and there is the need of product post-purification by molecular distillation [6–8]. Several techniques have been employed to produce MAG by enzyme-catalyzed reactions, especially with lipases, in organic medium [2–5], in solvent-free systems [1,9,10], with free or immo- bilized enzymes [1–5,9,10], in ionic liquids [11] or using compressed fluids as reaction media [12,13]. ∗ Corresponding author. Fax: +55 54 35209090. E-mail address: [email protected] (J.V. Oliveira). In fact, biocatalysis through the use of lipases, has become an increasingly important research field in recent years, and has been considered a practical alternative for chemical methods in the production of MAG and fine chemicals in a near future [14,15]. Though at present the high cost of enzyme production may be the major obstacle to commercialization of enzyme-catalyzed pro- cesses, recent advances in enzyme technology, such as the use of solvent-tolerant lipases and immobilized lipases-making catalyst re-utilization possible, have been made to develop cost-effective systems [16]. Attempts to synthesize higher quality MAGs with higher pro- cess yields and to minimize energy costs have been made using lipases as catalysts [9,17]. Thus, it seems that MAG from enzymatic glycerolysis offers industrial potential as ingredients or compounds with improved functionality or a healthier nutritional profile [2,18]. Also, as mentioned by Moquin et al. [13], diacylglycerols (DAGs) has attracted much attention over the last years due to its several important beneficial properties to human health. For the bioconversion of various lipophilic compounds, it is essential to introduce organic solvents into the reaction systems to improve the poor solubility of these reactants having a hydropho- bic nature [5]. This is especially true when dealing with glycerol–oil mixtures due to their limited mutual miscibility. However, the use of organic solvents may produce various undesirable physicochem- ical effects on enzyme molecules, with effects differing depending upon the kind of organic solvents and enzymes used, and also 0896-8446/$ – see front matter © 2008 Elsevier B.V. All rights reserved. doi:10.1016/j.supflu.2008.05.004
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Lipase-catalyzed production of monoglycerides in compressed propane and AOT surfactant

Lp
AHDA
a
ARRA
KEOLPG
1
fiautif
b(atoyb
embfl
0d
J. of Supercritical Fluids 47 (2008) 64–69
Contents lists available at ScienceDirect
The Journal of Supercritical Fluids
journa l homepage: www.e lsev ier .com/ locate /supf lu
ipase-catalyzed production of monoglycerides in compressedropane and AOT surfactant
ˆ ngela F.A. Esmelindro, Karina G. Fiametti, Giovana Ceni, Marcos L. Corazza,elen Treichel, Debora de Oliveira, J. Vladimir Oliveira ∗
epartment of Food Engineering, URI-Campus de Erechim,v. Sete de Setembro 1621, Erechim 99700-000, RS, Brazil
r t i c l e i n f o
rticle history:eceived 19 March 2008eceived in revised form 13 May 2008
a b s t r a c t
This work reports the production of monoacylglycerols (MAGs) from olive oil in pressurized propaneas solvent medium. For this purpose a commercial immobilized lipase (Novozym 435) was employed ascatalyst and sodium (bis-2-ethyl-hexyl) sulfosuccinate (Aerosol-OT or AOT) as surfactant. The experiments
ccepted 14 May 2008
eywords:mulsifierslive oilipaseropane
were conducted in the batch mode keeping constant the glycerol to oil molar ratio of 2:1, propane tosubstrates mass ratio of 4:1, enzyme concentration (by weight of substrates) at 10 wt%, and agitation of600 rpm, varying the temperature, pressure, and AOT concentration. Results showed that lipase-catalyzedglycerolysis in compressed propane might be a potential route to conventional methods, as high contentsof reaction products, MAG and DAG, were achieved at mild temperature and pressure conditions (30 ◦Cand 30 bar) with a low solvent to substrates mass ratio (4:1) in short-reaction times (1 h).
abtTtcsrs
clgwAhi
lycerolysis
. Introduction
Monoacylglycerols (MAGs) are nonionic surfactants, emulsi-er’s molecules with hydrophilic and hydrophobic parts [1]. Theyre widely used in food industry, with applications in dairy prod-cts, margarines, bakery products and sauces. In addition, owing toheir excellent lubricant and plasticizing properties, MAGs are usedn textile processing, production of plastics and formulation of oilor different types of machinery [2–5].
Currently, large-scale production of MAG has been performedy chemical glycerolysis of fats and oils at high temperatures200–250 ◦C), in the presence of various inorganic alkaline cat-lysts, such as KOH and NaOH. Because of the high reactionemperature, dark-colored, burn-tasted products are formed. More-ver, chemical catalysis process is energy intensive, provides lowields (30–40%) and there is the need of product post-purificationy molecular distillation [6–8].
Several techniques have been employed to produce MAG by
nzyme-catalyzed reactions, especially with lipases, in organicedium [2–5], in solvent-free systems [1,9,10], with free or immo-ilized enzymes [1–5,9,10], in ionic liquids [11] or using compresseduids as reaction media [12,13].
∗ Corresponding author. Fax: +55 54 35209090.E-mail address: [email protected] (J.V. Oliveira).
eibmoiu
896-8446/$ – see front matter © 2008 Elsevier B.V. All rights reserved.oi:10.1016/j.supflu.2008.05.004
© 2008 Elsevier B.V. All rights reserved.
In fact, biocatalysis through the use of lipases, has becomen increasingly important research field in recent years, and haseen considered a practical alternative for chemical methods inhe production of MAG and fine chemicals in a near future [14,15].hough at present the high cost of enzyme production may behe major obstacle to commercialization of enzyme-catalyzed pro-esses, recent advances in enzyme technology, such as the use ofolvent-tolerant lipases and immobilized lipases-making catalyste-utilization possible, have been made to develop cost-effectiveystems [16].
Attempts to synthesize higher quality MAGs with higher pro-ess yields and to minimize energy costs have been made usingipases as catalysts [9,17]. Thus, it seems that MAG from enzymaticlycerolysis offers industrial potential as ingredients or compoundsith improved functionality or a healthier nutritional profile [2,18].lso, as mentioned by Moquin et al. [13], diacylglycerols (DAGs)as attracted much attention over the last years due to its several
mportant beneficial properties to human health.For the bioconversion of various lipophilic compounds, it is
ssential to introduce organic solvents into the reaction systems tomprove the poor solubility of these reactants having a hydropho-
ic nature [5]. This is especially true when dealing with glycerol–oilixtures due to their limited mutual miscibility. However, the usef organic solvents may produce various undesirable physicochem-cal effects on enzyme molecules, with effects differing dependingpon the kind of organic solvents and enzymes used, and also

upercr
br
aesflrpfleaucwt[
wtfdtwamNsb[a(obs
stlgD[
mbrtwss
dmbfsosnmg
aeH
po
2
2
m(MaooS
i(cCntfatp
2
dpjMatewsivtaposattpfdkrc6
pco
A.F.A. Esmelindro et al. / J. of S
ring additional separation steps with costs associated with solventemoval [5,17].
Considerable research efforts have appeared in the liter-ture towards green chemistry reactions, with emphasis onnzymatic reactions conducted in ionic liquids [19–22] and inub and supercritical fluids [14,23–25]. The use of compresseduids to carry out chemical reactions may be a promisingoute to completely eliminate solvent traces from reactionroducts. Additionally, manufacturing processes in near-criticaluids can be advantageous in terms of energy consumption,asier recovery of the product, adjustable solvation ability,nd minimizing side reactions to prevent the formation ofndesired compounds. Supercritical carbon dioxide has spe-ial characteristics as nontoxic, working temperature compatibleith the use of enzymes and favorable transport properties
hat can accelerate mass-transfer-limited enzymatic reactions14,23,24].
Compared to other gases, carbon dioxide has been the mostidely studied fluid as solvent medium for enzyme-catalyzed reac-
ions. However, a serious drawback of those applications may ariserom the non-polarity of carbon dioxide, which means non-properissolution of both hydrophobic and hydrophilic compounds. Fur-hermore, the hydrophilic characteristics of carbon dioxide overide pressure ranges may affect negatively the activity of enzymes,
s the water partitioning between the enzyme and reaction mixtureay be a key factor for conducting enzymatic reactions [14,23–26].evertheless, carbon dioxide is not the only gas whose properties
eem to be adequate for biocatalysis. For instance, the compara-le dielectric constant of near-critical propane to carbon dioxide27], and the fact that much higher pressure phase transition valuesre generally found in systems formed by high molecular weighte.g. triacylglycerols, TAG) compounds when compared to the usef propane [28,29] support a firm belief that propane may alsoe suitable as reaction media for enzyme-catalyzed bioconver-ions.
To overcome the drawback of low solubility between the sub-trates, the use of surface-active agents may be an alternative tohe usually poor dissolution of both hydrophilic (glycerol) andipophilic (triglyceride) substrates. Furthermore, lipase-catalyzedlycerolysis experiments, aimed at the production of MAG and/orAG, have been carried out with free [17] or immobilized lipases
3–5] in reverse micelle systems [30–34].Microemulsion systems offer many advantages as reaction
edia for biocatalysis because both hydrophilic and hydropho-ic substances can be dissolved in high concentrations. Besides,everse micelles exhibit relatively ordered structure, are charac-erized by definite diameter, provide an enormous interfacial area,hich clearly favors lipase-catalyzed reactions. Also, it has been
hown that lipases demonstrate high interfacial activity in micellesystems.
Microemulsions are thermodynamically stable, nanometer sizeroplets dispersed in an organic phase stabilized by surfactantolecules. The majority of investigations with reverse micelles in
iological systems has employed sodium (bis-2-ethyl-hexyl) sul-osuccinate (Aerosol-OT or AOT) as surfactant [31,35]. This anionicurfactant has the ability to form reverse micelles in a great numberf non-polar organic substances (e.g. oils) and several other polarolvents such as glycerol [35]. Unlike most surfactants, AOT doesot require additional amphiphiles as co-surfactants for the for-ation of reverse micelles because of its wedge-shaped molecular
eometry [31,32].The present report is part of a broader project aiming at building
platform to allow developing new processes for the production ofmulsifiers through enzyme-catalyzed glycerolysis reaction [36].ere, the main objective is to investigate the use of compressed
sOAAo
itical Fluids 47 (2008) 64–69 65
ropane as solvent medium in the enzymatic glycerolysis of oliveil using AOT as surfactant for the production of monoglycerides.
. Experimental
.1. Materials
The substrates used in the glycerolysis reactions were com-ercial olive oil (Arisco, Brazil), glycerol (Merck, 99.5%). AOT
Sigma–Aldrich, 99%) was used as surfactant and propane (Whiteartins S.A., 99.5 mol% purity) as solvent. Acetonitrile (99.9%) and
cetone (99.8%) were purchased from Merck. Authentic standardsf mono-, di- and triglycerides of major components of the oliveil (palmitin, stearin, olein and linolein) were purchased fromigma–Aldrich.
Three commercial lipases and a non-commercial one were usedn this work: Amano AY30 (free lipase obtained by Candida rugosa)Amano Inc.); Amano PS (free lipase obtained by Burkholderia cepa-ia) (Amano Inc.); Novozym 435 (immobilized lipase obtained byandida antarctica) (Novozymes SA, Araucaria, PR, Brazil) and aon-commercial lipase from Yarrowia lipolytica (detailed descrip-ion about this lipase production can be found elsewhere [37]). Theree lipases were solubilized in phosphate buffer (0.05 M pH 7.0)nd submitted to preferential immobilization by physical adsorp-ion on hydrophobic support (Accurel® MP 1000) following therocedure described elsewhere [38].
.2. Apparatus and experimental procedure
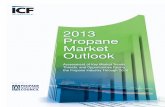
The experimental setup used for mono- and diglycerides pro-uction from olive oil with immobilized lipases in pressurizedropane, schematically presented in Fig. 1, consists basically of a
acketed 50 mL reactor (Parr Instrument Company, model 4843,oline, IL, USA) with mechanical agitation, a propane cylinder andsyringe pump (Isco Inc., model 260D, Lincoln, USA) connected
o a thermostatic bath. Precise amounts of the substrates (glyc-rol to oil molar ratio of 2:1, typically 5 g), enzyme (10 wt%, byeight of substrates) and AOT (10 wt% based on the amount of
olvent) were weighed on a precision scale balance (Ohaus Analyt-cal Standard with 0.0001 g accuracy) and loaded into the reactionessel, which was immediately closed and the temperature con-rol (accuracy of 0.5 ◦C) was turned on. The charge of a knownmount of propane (propane to substrates mass ratio of 4:1) waserformed with the help of the syringe pump (resulting accuracyf ±0.01 g in propane loadings) until the pre-established pres-ure was achieved. Typically, around 3 min were sufficient to feednd pressurize the reactor to the desired value, and once the sys-em pressure had been reached the agitation was turned on andhe reaction time was set to zero. Based on the uncertainty inropane loadings, substrates weighing and predictions in solvent
eed, propane to substrates ratio varied approximately 5% of theesired value. Throughout this work the following variables wereept fixed for all experimental conditions: glycerol to oil molaratio of 2:1, propane to substrates mass ratio of 4:1, enzyme con-entration (by weight of substrates) at 10 wt%, and agitation of00 rpm [39].
As a first step, a screening of lipases, with and without theresence of AOT, was performed at a fixed condition taking intoonsideration phase equilibrium results involving the constituentsf the glycerolysis of olive obtained by Benazzi et al. [36] and
tudies on enzyme behavior in compressed fluids performed byliveira et al. [40]: temperature of 50 ◦C, pressure of 90 bar, andOT content of zero and 10 wt% (relative to propane charges).t this step, all experiments were performed at a fixed timef 8 h.
66 A.F.A. Esmelindro et al. / J. of Supercritical Fluids 47 (2008) 64–69
F thermostatic baths; SP, syringe pump; R, reactor vessel; RC, reactor control system; TI,t V2, V3 and V4, ball valves.
tda1rtw
si
2
Ha5tvsMtoc
3
3
sewrsa
ire
ig. 1. Schematic diagram of the experimental apparatus: A, solvent reservoir; B,emperature indicator; PI, pressure indicator; C, collector tube; CV, check valve; V1,
Afterwards, to evaluate the effect of pressure and tempera-ure on mono- and diglycerides production, a full 22 experimentalesign, with the selected enzyme, was performed in the temper-ture range of 30–70 ◦C, from 30 to 150 bar with the addition of0 wt% of AOT, and 8 h of reaction time. The experiments were car-ied out randomly, with a central point condition performed inriplicate for experimental error evaluation. The statistical analysisas performed using the software Statistica® 6.1 (Statsoft Inc.).
The experimental condition in terms of temperature and pres-ure that afforded the highest reaction conversion was then usedn the kinetic study (1, 5, 15 and 30 min and 1, 2, 4, 8, 12 and 16 h).
.3. Analytical methods
Quantitative analyses of the products were conducted using anPLC system from Agilent Series. The following instrumentationnd conditions were used: Zorbax column (SB-C18, 4.6 m × 50 mm,�m), flow rate of 1.0 mL/min, column temperature of 35 ◦C; detec-
or temperature: 40 ◦C; the mobile phase, acetonitrile:acetone (1:1,/v). Acetonitrile:acetone (1:1, v/v) was used as a sample dissolvingolvent, and the injection volume was 20 �L [41]. Quantification ofAG was carried out using authentic standards of mono-, di- and
riglycerides of major components of the olive oil (palmitin, stearin,lein and linolein). Calibration curves were built with the followingoncentrations 100, 500, 1000, 2000, 5000, 8000 and 10,000 ppm.
. Results and discussion
.1. Effect of lipase source
Fig. 2a shows the mono-, di- and triglycerides content (wt%, g/gample) for the different lipases tested using 10 wt% of AOT. Thenzyme that led to the highest yield of mono- and diglyceridesas Novozym 435, followed by Amano PS, with comparatively poor
esults obtained for Amano AY30 and Y. lipolytica. Note that for thisystem, a content of MAG as high as around 60 wt% was achieved,
promising yield value for possible industrial applications.Reactions at the same previous conditions were conducted butn the absence of surfactant, aiming at evaluating its influence oneaction conversion. Fig. 2b presents the mono-, di- and triglyc-rides contents for all lipases tested, without AOT, where one can
Fig. 2. Influence of different lipases on MAG, DAG and TAG content in the glycerolysisof olive oil in compressed propane: (a) AOT content of 10 wt%; (b) without AOTaddition. Experimental conditions: 50 ◦C, 90 bar, glycerol to oil molar ratio of 2:1,propane to substrates mass ratio of 4:1, and 8 h of reaction.

A.F.A. Esmelindro et al. / J. of Supercritical Fluids 47 (2008) 64–69 67
Table 1Effect of temperature and pressure on MAG, DAG and TAG content in the glycerolysisof olive oil in compressed propane using Novozym 435 as catalyst with 10 wt% ofAOT and 8 h of reaction time (other experimental conditions, see the text)
Run T (◦C) P (bar) MAG (wt%) DAG (wt%) TAG (wt%)
1 30 30 60.8 20.3 2.22 30 150 61.8 21.0 1.83 70 30 40.3 7.0 41.24 70 150 46.1 13.6 27.8567
omi
jdrar
3
pcfarorssfsa
srhipaAoNta
MtFetras
ca3
s
Fp
kiiobtaetwr
tcprtirtr
sttvws
jelT2t142a
50 90 55.1 24.3 5.650 90 55.4 21.2 3.650 90 55.8 20.3 6.3
bserve a similar behavior to that presented in Fig. 2a, but withuch lower conversions observed to MAG and DAG products, show-
ng the relevance of utilizing the surfactant for this system.It is worth mentioning that there is a lack of studies on this sub-
ect (glycerolysis in compressed propane) in the literature, makingifficult to compare the results obtained here. Concerning othereaction systems, the literature shows that very fine results may bechieved with the use of propane as solvent for enzyme-catalyzedeactions in pressurized propane [42].
.2. Effect of temperature and pressure on MAG production
To evaluate the effect of temperature and pressure on MAGroduction, further reaction experiments, with Novozym 435 asatalyst, were performed in the temperature range of 30–70 ◦C,rom 30 to 150 bar, in 8 h, keeping constant the other process vari-bles. Table 1 presents the experimental conditions tested and theesponses in terms of MAG, DAG and TAG content. From this tablene can observe that high contents of MAG (around 60 wt%) wereeached at some experimental conditions. From the results pre-ented in Table 1 one can also anticipate that system pressureeems not to influence significantly the reaction conversion. Thisact can be verified by the small differences in reaction conver-ions observed for the experiments performed at 30 and 150 bart temperatures of 30 and 70 ◦C.
Benazzi et al. [36] in investigating the phase behavior ofystems formed by glycerol + olive oil + propane + AOT in a wideange of temperature and pressure, observed that a single, one-omogeneous phase system was found for all conditions shown
n Table 1, except for 30 bar and 70 ◦C. In the temperature andressure ranges investigated in this work, propane behaves likecompressed liquid and thus exhibits small density variations.
ccordingly, these facts may explain the little influence of pressuren reaction conversion. Additionally, no significant differences inovozym 435 activity were observed by Oliveira et al. [40] when
his enzyme was treated in compressed propane in the temperaturend pressure ranges investigated in this work.
In order to evaluate the effect of temperature and pressure onAG production, results presented in Table 1 were statistically
reated by analysis of variance (ANOVA, p < 0.01). One can see fromig. 3 that, as mentioned before, the reaction pressure did not influ-nce MAG content, which seems plausible to use lower pressureso obtain good product conversion. Dalla Rosa et al. [42], in a veryecent study of soybean oil transesterification using Novozym 435s catalyst and propane as solvent, also found that the system pres-ure did not present a significant effect on biodiesel production.
Regarding the effect of temperature on MAG reaction yield, one
an also observe from Table 1 and Fig. 3 that it was not detectedsignificant variation on the MAG content for the temperatures of0 and 50 ◦C, while at 70 ◦C a negative effect was clearly observed.As temperature presented a negative effect and pressure did nothowed a significant influence on MAG production, the reaction
gr
DM
ig. 3. Pareto chart of the effects of temperature and pressure on MAG enzymaticroduction (p < 0.01). Experimental data and conditions shown in Table 1.
inetics was evaluated at 30 ◦C and 30 bar for 16 h. Results obtainedn this step are presented in Fig. 4, where it can be seen that highnitial reaction rates are observed with considerable conversionsbtained up to 1 h of reaction, followed by a nearly asymptoticehavior at larger times. Thus, from a practical standpoint, the reac-ion might be interrupted to meet economic aspects—small gainsfter a certain time. Data scattering observed in this figure may bexplained in terms of experimental errors associated, and the facthat destructive experiments were carried out without sampling,hich may be viewed as an important internal consistence test of
esults.From the results obtained in this work and that presented in
he specific literature one can conclude that glycerolysis is in fact aomplex reaction system, involving, in the present case, glycerol, oil,ropane as solvent and AOT surfactant. When using a surfactant, theeaction occurs in the interface glycerol/oil and as a consequencehe reaction conversion may be improved. It may be inferred that,n this case, the microemulsions contributed to the formation ofeverse micelles, with consequent increase of the interfacial areao the substrate be catalyzed, which would demonstrate the vitalole of AOT to provide higher MAG and DAG conversions.
In attempt to compare the results obtained in this work withome presented in the literature we did not found any works relatedo enzymatic glycerolysis of vegetable oils in propane medium inhe presence of a surfactant. The inconvenient of using organic sol-ents as reaction media and the fact that good MAG conversionsere obtained in this work may attest the relevance of the present
tudy.Regarding the use of solvent-free systems, for the purpose of
ust illustrate, it may be interesting to cite the work of Ghamguit al. [1], using oleic acid and glycerol as substrates, immobilizedipase from S. simulans (100 IU) with addition of 5 wt% of water.he authors obtained about 71 wt% yield of MAG conversion in4 h of reaction. Tuter and Aksoy [10] achieved 31 wt% of MAG con-ent, using palm kernel oil and glycerol as substrates, commercial,3-specific lipase from Humicola lanuginosa (trade name: SP 398),0 ◦C, glycerol:oil molar ratio of 2:1, stirring rate of 1300 rpm, and4 h of reaction. Yang et al. [43], using sunflower oil, Novozym 435s catalyst (15 wt%, by weight of substrates), temperature of 40 ◦C,
lycerol:oil molar ratio of 4.5:1 at 500 rpm and 24 h of reactioneached a MAG content of about 22 wt%.In the presence of organic solvents, one may cite the work ofamstrup et al. [44] who obtained a content of around 60 wt% ofAG in two organic solvents (tert-butanol and tert-pentanol) in a

68 A.F.A. Esmelindro et al. / J. of Supercr
Feoa
s(v4b44ra2m
rc1r1srlbiwf
4
aiapthd(
A
tgef
R
[
[
[
[
[
[
[
[
[
[
[
ig. 4. Kinetics of enzymatic glycerolysis of olive oil in propane medium in the pres-nce of AOT at 30 ◦C and 30 bar. Experimental conditions: glycerol to oil molar ratiof 2:1, propane to substrates mass ratio of 4:1, and AOT content of 10 wt%: full (a)nd short-time interval expanded (b) visualizations.
ystem constituted by an enzyme (Novozym 435) dosage of 30 wt%by weight of substrates), temperature of 50 ◦C, with a ratio of sol-ent 50 mL/10 g oil (sunflower), glycerol to oil molar ratio of 4:1 andh of reaction. A similar result, ∼70 wt% of MAG content, was foundy Yang et al. [18] in the glycerolysis of sunflower oil with Novozym35 as catalyst (15 wt%, based on oil and glycerol), temperature of0 ◦C, glycerol:oil molar ratio of 4.5:1, solvent (tert-butanol) to oilatio of 2.2:1 (wt/wt) in 2 h of reaction. Bellot et al. [45], using oleiccid and glycerol as substrates, Lipozyme IM as catalyst, 2-methyl--butanol as solvent, 40 ◦C and 22 h of reaction, obtained 38 mM ofonoolein.In the present work good conversion values to MAG were
eached with olive oil as substrate and Novozym 435 as catalyst,onducting the reaction at 30 ◦C, 30 bar, stirring rate of 600 rpm,0 wt% of AOT, 10 wt% of enzyme, with propane to substrates massatio of 4:1, and using a glycerol to oil molar ratio of 2:1 in onlyh of reaction. Finally, it may be relevant to mention that mea-
urements of enzyme activity [40] before (fresh) and after (used)eaction experiments revealed no important changes in residual
ipase activity, thus making possible enzyme reuse. In attempt toetter understand the glycerolysis reaction with compressed fluidsn the presence of surfactants, further experiments are underwayithin our working group, mainly focusing on other types of sur-
actants and compressed fluids.
[
[
itical Fluids 47 (2008) 64–69
. Conclusions
In this work it was evaluated the effect of some process vari-bles on the production of mono- and diacylglycerols from olive oiln compressed propane using different lipases as catalysts and AOTs surfactant. Results showed that lipase-catalyzed glycerolysis inressurized propane might be a potential alternative to conven-ional alkali and enzyme-catalyzed reaction in organic solvents, asigh contents were achieved at mild temperature and pressure con-itions (30 ◦C and 30 bar) with a low solvent to substrates mass ratio4:1) in short-reaction times (1 h).
cknowledgements
The authors thank CAPES/PROCAD, CNPq and Intecnial Ltda forhe financial support of this work and scholarships. The authors arerateful to Dr. Claudio Dariva for his helpful comments during thexecution of this work and to Dr. Denise M.G. Freire and J. Destainor the kind donation of lipase from Y. lipolytica.
eferences
[1] H. Ghamgui, N. Miled, A. Rebai, M. Karra-chaabouni, Y. Gargouri, Productionof mono-olein by immobilized Staphylococcus simulans lipase in a solvent-free system: optimization by response surface methodology, Enzyme Microb.Technol. 39 (2006) 717.
[2] M.L. Damstrup, J. Abildskov, S. Kiil, A.D. Jensen, F.V. Sparso, X. Xu, Evalua-tion of binary solvent mixtures for efficient monoacylglycerol production bycontinuous enzymatic glycerolysis, J. Agric. Food Chem. 54 (2006) 7113.
[3] R. Pawongrat, X. Xu, A. H-Kittikun, Synthesis of monoacylglycerol rich inpolyunsaturated fatty acids from tuna oil with immobilized lipase AK, FoodChem. 104 (2007) 251.
[4] S. Ferreira-Dias, A.C. Correia, F.O. Baptista, M.M.R. Fonseca, Contribution ofresponse surface design to the development of glycerolysis systems catalyzedby commercial immobilized lipases, J. Mol. Catal. B: Enzym. 11 (2001) 699.
[5] W. Kaewthong, S. Sirisansaneeyakul, P. Prasertsan, A. H-Kittikun, Continuousproduction of monoacylglycerols by glycerolysis of palm olein by immobilizedlipase, Proc. Biochem. 40 (2005) 1525.
[6] H. Noureddini, D.W. Harkey, M.R. Gutsman, A continuous process for the glyc-erolysis of soybean oil, J. Am. Oil Chem. Soc. 81 (2004) 203.
[7] N.O.V. Sonntag, Glycerolysis of fats and methyl esters: status, review and cri-tique, J. Am. Oil Chem. Soc. 59 (1982) 795.
[8] N. Krog, Lipid Technologies and Applications, Marcel-Dekker, New York, USA,1997.
[9] N. Weber, K.D. Mukeherjee, Solvent-free lipase-catalyzed preparation of dia-cylglycerols, J. Agric. Food Chem. 52 (2004) 5347.
10] M. Tuter, H.A. Aksoy, Solvent-free glycerolysis of palm and palm kernel oilscatalyzed by commercial 1,3-specific lipase from Humicola lanuginosa and com-position of glycerolysis products, Biotechnol. Lett. 22 (2000) 31.
11] Z. Guo, X. Xu, Lipase-catalyzed glycerolysis of fats and oils in ionic liquids: afurther study on the reaction system, Green Chem. 8 (2006) 54.
12] M.A. Jackson, J.W. King, Lipase-catalyzed glycerolysis of soybean oil in super-critical carbon dioxide, J. Am. Oil Chem. Soc. 77 (1997) 103.
13] P.H.L. Moquin, F. Temelli, H. Sovova, M.D.A. Saldana, Kinetic modeling ofglycerolysis–hydrolysis of canola oil in supercritical carbon dioxide media usingequilibrium data, J. Supercrit. Fluids 37 (2006) 417.
14] Z. Knez, M. Habulin, Compressed gases as alternative enzymatic-reaction sol-vents: a short review, J. Supercrit. Fluids 23 (2002) 29.
15] E. Cernia, C. Palocci, S. Soro, The role of the reaction medium in lipase-catalyzedesterifications and transesterifications, Chem. Phys. Lipids 93 (1998) 157.
16] H. Fukuda, A. Kondo, H. Noda, Biodiesel fuel production by transesterificationof oils, J. Biosci. Bioeng. 92 (2001) 405.
17] J.A. Arcos, C. Otero, Enzyme, medium and reaction engineering to design a low-cost, selective production method for mono- and dioleoylglycerols, J. Am. OilChem. Soc. 76 (1996) 673.
18] T. Yang, M. Rebsdorf, U. Engelrud, X. Xu, Enzymatic production of monoacylglyc-erols containing polyunsaturated fatty acids through an efficient glycerolysissystem, J. Agric. Food Chem. 53 (2005) 1475.
19] W.Y. Lou, M.H. Zong, Y.Y. Liu, J.F. Wang, Efficient enantioselective hydrolysis ofd-l fenilglicine methyl ester catalyzed by immobilized Candida antarctica lipaseB in ionic liquid containing systems, J. Biotechnol. 125 (2006) 64.
20] K.W. Kim, B. Song, M.Y. Choi, M.J. Kim, Biocatalysis in ionic liquids: markedly
enhanced enantioselectivity of lipase, Org. Lett. 10 (2001) 1507.21] R.M. Lau, F.V. Rantwijk, K.R. Seddon, R.A. Sheldon, Lipase-catalyzed reactionsin ionic liquids, Org. Lett. 26 (2000) 4189.
22] M. Erbeldinger, A.J. Mesiano, A.J. Russell, Enzymatic catalysis of formation ofZ-aspartame in ionic liquid—an alternative to enzymatic catalysis in organicsolvents, Biotechnol. Prog. 16 (2000) 1129.

upercr
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
A.F.A. Esmelindro et al. / J. of S
23] R. Kumar, S. Madras, J. Modak, Enzymatic synthesis of ethyl palmitate in super-critical carbon dioxide, Ind. Eng. Chem. Res. 43 (2004) 1568.
24] P.G. Jessop, W. Leitner, Chemical Synthesis Using Supercritical Fluids,Wiley–VCH, Weinheim, USA, 1999.
25] J.V. Oliveira, D. Oliveira, Kinetics of enzymatic alcoholysis of palm kernel oil inSC-CO2, Ind. Eng. Chem. Res. 39 (2000) 4450.
26] H. Nakaya, O. Miyawaki, G. Nakamura, Determination of log P for pressurizedcarbon dioxide and its characterization as a medium for enzyme reaction,Enzyme Microb. Technol. 28 (2001) 176–180.
27] M. Habulin, Z. Knez, Activity and stability of lipases from different sourcesin supercritical carbon dioxide and near-critical propane, J. Chem. Technol.Biotechnol. 76 (2001) 1260.
28] P.M. Ndiaye, M. Lanza, F.W. Tavares, C. Dariva, D. Oliveira, J.V. Oliveira, Phasebehavior of olive and soybean oils in compressed propane and n-butane, Braz.J. Chem. Eng. 23 (2006) 405.
29] P.M. Ndiaye, E. Franceschi, D. Oliveira, C. Dariva, F.W. Tavares, J.V. Oliveira, Phasebehavior of soybean oil, castor oil and their fatty acid ethyl esters in carbondioxide at high pressures, J. Supercrit. Fluids 37 (2006) 29.
30] C.M.L. Carvalho, J.M.S. Cabral, Reverse micelles as reaction media for lipases,Biochimie 82 (2000) 1063.
31] H. Stamatis, A. Xenakis, F.N. Kolisis, Bioorganic reactions in microemulsions:the case of lipases, Biotechnol. Adv. 17 (1999) 293.
32] C.P. Singh, D.O. Shah, K. Holmberg, Synthesis of mono- and diglycerides inwater-in-oil microemulsions, J. Am. Oil Chem. Soc. 71 (1994) 583.
33] K. Holmberg, E. Osterberg, Enzymatic preparation of monoglycerides in
microemulsion, Surf. Detergents Tech. (1988) 1544.34] P.S. Chang, J.S. Rhee, J.J. Kim, Continuous glycerolysis of olive oil by Chro-mobacterium viscosum lipase immobilized on liposome in reverse micelles,Biotechnol. Bioeng. 38 (1991) 1159.
35] K.A. Bartscherer, M. Minier, H. Renon, Microemulsions in compressible fluids:a review, Fluid Phase Equilib. 107 (1995) 93–150.
[
itical Fluids 47 (2008) 64–69 69
36] T. Benazzi, E. Franceschi, M.L. Corazza, J.V. Oliveira, C. Dariva, High-pressuremultiphase equilibria in the system glycerol + olive oil + propane + AOT, FluidPhase Equilib. 244 (2006) 128.
37] J. Destain, D. Roblain, P. Thonart, Improvement of lipase production fromYarrowia lipolytica, Biotechnol. Lett. 19 (1997) 105.
38] D. Oliveira, A.C. Feihrmann, C. Dariva, A.G. Cunha, J.V. Bevilaqua, J. Destain,J.V. Oliveira, D.M.G. Freire, Influence of compressed fluids treatment on theactivity of Yarrowia lipolytica lipase, J. Mol. Catal. B: Enzym. 39 (1–4) (2006)117.
39] A.F.A. Esmelindro, Producao enzimatica de mono e diglicerıdeos em propanopressurizado, M.Sc. Thesis, URI-Campus de Erechim, RS, Brazil (in Portuguese),2007.
40] D. Oliveira, A.C. Feihrmann, A.F. Rubira, M.H. Kunita, C. Dariva, J.V. Oliveira,Assessment of two immobilized lipases activity treated in compressed fluids,J. Supercrit. Fluids 38 (2006) 127.
41] AOAC, Triglycerides (by partition numbers) in vegetable oils. Liquid Chromato-graphic Method, Official Method, 993.24, 1996.
42] C. Dalla Rosa, Producao de esteres etılicos a partir de oleo de soja utilizandolipase em propano, M.Sc. Thesis, URI-Campus de Erechim, Brazil, 2006 (in Por-tuguese).
43] T. Yang, M. Rebsdorf, U. Engelrud, X. Xu, Monoacylglycerol synthesis via enzy-matic glycerolysis using a simple and efficient reaction system, J. Food Lipids12 (2005) 299.
44] M.L. Damstrup, T. Jensen, F.V. Sparso, S.Z. Kiil, A.D. Jensen, X. Xu,Solvent optimization for efficient enzymatic monoacylglycerol produc-
tion based on a glycerolysis reaction, J. Am. Oil Chem. Soc. 82 (2005)559.45] J.C. Bellot, L. Choisnard, E. Castillo, A. Marty, Combining solvent engineeringand thermodynamic modeling to enhance selectivity during monoglyceridesynthesis by lipase-catalysed esterification, Enzyme Microb. Technol. 28 (2001)362.