Estudio experimental del secado de renovales de canelo Drimys Winteri
Upload
khangminh22Category
view
0download
0
OPTIMIZACIÓN DEL PROCESO DE SECADO POR ASPERSIÓN PARA LA OBTENCIÓN DE
POLVO DE COCO (Cocos nucifera L.) FORTIFICADO CON COMPUESTOS FISIOLÓGICAMENTE ACTIVOS
JUAN CARLOS LUCAS AGUIRRE
DOCTORADO EN CIENCIAS AGRARIAS FACULTAD DE CIENCIAS AGROPECUARIAS
UNIVERSIDAD NACIONAL DE COLOMBIA, SEDE MEDELLÍN MEDELLÍN, DICIEMBRE DE 2017

OPTIMIZACIÓN DEL PROCESO DE SECADO POR ASPERSIÓN PARA LA OBTENCIÓN DE POLVO DE COCO (Cocos nucifera L.) FORTIFICADO CON COMPUESTOS
FISIOLÓGICAMENTE ACTIVOS
JUAN CARLOS LUCAS AGUIRRE
Trabajo de grado para optar al título de Doctor en Ciencias Agrarias
Director: Dr. MISAEL CORTÉS RODRÍGUEZ
Co-director: Dr. GERMAN ANTONIO GIRALDO GIRALDO
DOCTORADO EN CIENCIAS AGRARIAS FACULTAD DE CIENCIAS AGROPECUARIAS
UNIVERSIDAD NACIONAL DE COLOMBIA, SEDE MEDELLÍN MEDELLÍN, DICIEMBRE DE 2017

INSISTIR, PERSISTIR, NO DESISTIR,
PARA QUE LOS SUEÑOS SE CUMPLAN….

AGRADECIMIENTOS
A Dios por todas tus bendiciones y por guiarme por el camino del bien. A mis padres y hermana, a mi esposa e hijas, por el apoyo constante a lo largo de mi vida, por su apoyo constante e incondicional y por vivir mis sueños, que son de ellos. A los Profesores Misael Cortés Rodríguez y German Antonio Giraldo Giraldo, por su dedicación en la realización del proyecto, por los valiosos conocimientos transmitidos y por su amistad. A la Universidad del Quindío por la confianza. Al Grupo de Investigación en Alimentos Funcionales GAF, por la colaboración y trabajo en equipo. A los funcionarios de los laboratorios de: Control de Calidad de Alimentos, Procesos Agrícolas, de la Universidad Nacional de Colombia, Sede Medellín.

Nota de aceptación
Firma del presidente del jurado
Firma del jurado
Firma del jurado Medellín, Diciembre de 2017

TABLA DE CONTENIDO
RESUMEN GENERAL .............................................................................................................................11
GENERAL SUMMARY ...........................................................................................................................12
INTERÉS DEL ESTUDIO ........................................................................................................................14
GENERALIDADES DEL COCO Y COMPONENTES ........................................................................16 Producción mundial ..............................................................................................................................16 Producción nacional ..............................................................................................................................16 Caracterización fisicoquímica del fruto de coco dependiendo del estado de madurez ...................17 Usos del agua, la pulpa y la leche de coco ............................................................................................20 Alimentos funcionales (AF) ..................................................................................................................23 Componentes fisiológicamente activos (CFA) .....................................................................................25
Calcio ..................................................................................................................................................25 Vitamina D ..........................................................................................................................................26 Antioxidantes ......................................................................................................................................26 Vitamina E ..........................................................................................................................................26 Vitamina C ..........................................................................................................................................27
Secado por aspersión (SA) ....................................................................................................................27 Aditivos utilizados en el SA ..................................................................................................................30 La fibra vegetal en el SA .......................................................................................................................31 Estabilidad de productos en polvo .......................................................................................................31 Bibliografía .............................................................................................................................................33
Objetivos .....................................................................................................................................................39 OBJETIVO GENERAL ........................................................................................................................39 OBJETIVOS ESPECÍFICOS ...............................................................................................................39
CAPÍTULO 1 .............................................................................................................................................40
EVALUACIÓN DEL COMPORTAMIENTO POSCOSECHA DEL COCO (Cocos nucifera L.) ....40 Resumen .................................................................................................................................................40 Abstract ..................................................................................................................................................40 Introducción ...........................................................................................................................................40 Materiales y métodos .............................................................................................................................41 Resultados y discusión ...........................................................................................................................41 Conclusiones ...........................................................................................................................................42 Bibliografía .............................................................................................................................................44
CAPITULO 2 .............................................................................................................................................46
INFLUENCIA DE LA COMPOSICIÓN DE EMULSIONES A BASE DE COCO, SOBRE LA ESTABILIDAD DEL SISTEMA COLOIDAL .......................................................................................46
Resumen .................................................................................................................................................46 Abstract ..................................................................................................................................................46 Introducción ...........................................................................................................................................47 Materiales y métodos .............................................................................................................................47 Resultados y discusión ...........................................................................................................................50
Composición físico-química de coco ..................................................................................................50 Determinación de la CMC ..................................................................................................................52 Diseño de emulsiones de coco ............................................................................................................52 Estabilidad fisicoquímica del sistema coloidal ...................................................................................56 Modelación matemática de las superficies de respuesta .....................................................................60

Optimización de la emulsión ...............................................................................................................61 Conclusiones ...........................................................................................................................................62 Bibliografía .............................................................................................................................................62
CAPITULO 3 .............................................................................................................................................68
EFECTO DEL PROCESO DE SECADO POR ASPERSIÓN SOBRE LA CALIDAD DEL POLVO DE COCO FORTIFICADO CON CALCIO Y VITAMINAS C, D3 Y E .............................................68
Resumen .................................................................................................................................................68 Abstract ..................................................................................................................................................68 Introducción ...........................................................................................................................................69 Materiales y métodos .............................................................................................................................70
Preparación de la emulsión de alimentación al secador ......................................................................71 Proceso de secado por aspersión .........................................................................................................71
Resultados y discusión ...........................................................................................................................72 Optimización del proceso de secado por aspersión .............................................................................85
Conclusiones ...........................................................................................................................................86 Bibliografía .............................................................................................................................................86
CAPITULO 4 .............................................................................................................................................97
ESTABILIDAD DE POLVO DE COCO (Cocos nucifera L.) FORTIFICADO CON COMPONENTES ACTIVOS (VITAMINAS C, D3, E Y CALCIO) DURANTE EL ALMACENAMIENTO .............................................................................................................................97
Resumen .................................................................................................................................................97 Abstract ..................................................................................................................................................97 Introducción ...........................................................................................................................................97 Cinéticas de degradación ....................................................................................................................100 Isotermas de sorción de agua ..............................................................................................................101 Transición de fases en el PC+CA .......................................................................................................101 Resultados y discusión .........................................................................................................................102 Composición del PC+CA ....................................................................................................................102 Distribución del tamaño de partícula (D10, D50 y D90) ......................................................................111 Cinética de degradación de los CFA ..................................................................................................113 Isotermas de sorción de agua del PC+CFA .......................................................................................116 Temperatura de transición vítrea (Tg) y su relación con la composición .......................................121 Conclusiones .........................................................................................................................................122 Bibliografía ...........................................................................................................................................123
CONCLUSIONES GENERALES ..........................................................................................................129
CAPÍTULO 1 ...........................................................................................................................................129
CAPITULO 2 ...........................................................................................................................................129
CAPITULO 3 ...........................................................................................................................................129
CAPITULO 4 ...........................................................................................................................................129
PROPUESTAS PARA TRABAJOS POSTERIORES .........................................................................131
Anexos .......................................................................................................................................................132

LISTA DE FIGURAS Introducción Figura 1. Forma y partes del fruto de coco. a. Fruto de coco en estado inmaduro. b. Fruto de coco
en estado maduro (tres ojos: dos lignificados y uno blando). c. Corte transversal del fruto de coco, con su embrión. (Tomadas de Siriphanich et al., 2011). ................................................. 17
Figura 2. Etapas del proceso de SA. (Tomada de Kuriakose y Anandharamakrishnan, 2010). ...... 28
Figura 3. Cambios que sufre una gota al ser sometida al SA (Tomada de Woo y Bhandari, 2013). ................................................................................................................................................... 29
Capitulo 1 Capitulo 2 Figura 1. Tensión superficial en función de la concentración de proteínas séricas. ......................... 52
Figura 2. Gráficos de superficie de respuesta de la aw y los ST en función de las variables independientes. .......................................................................................................................... 53
Figura 3. Gráficos de superficie de respuesta de la L*. .................................................................... 56
Figura 4. Gráficos de superficie de respuesta de parámetros asociados con la estabilidad de la emulsión en función de las variables independientes. .............................................................. 58
Figura 5. Gráficos de superficie de respuesta del IP en función de las variables independientes. ... 60 Capitulo 3 Figura 1. Gráficos de superficie de respuesta del % Xw y la aw en función de las variables
independientes. .......................................................................................................................... 76
Figura 2. Gráficos de superficie de respuesta de la S y H en función de las variables independientes. ................................................................................................................................................... 77
Figura 3. Gráficos de superficie de respuesta de la Hu y L* en función de las variables independientes. .......................................................................................................................... 79
Figura 4. Gráficos de superficie de respuesta de los CFA en función de las variables independientes. ................................................................................................................................................... 81
Figura 5. Gráficos de superficie de respuesta del IP, *R y FD en función de las variables independientes. .......................................................................................................................... 82
Figura 6. Gráficos de superficie de respuesta del tamaño de partícula D90 en función de las variables independientes. .......................................................................................................................... 84
Figura 7. Micrografías del PC+CFA en las condiciones óptimas de SA. ......................................... 85

Capitulo 4 Figura 1. Efecto del tiempo y tratamientos durante el almacenamiento sobre el Xw, aw, S y el color
en el PC+CFA. ........................................................................................................................ 103
Figura 2. Efecto del tiempo y tratamientos durante el almacenamiento sobre los %R-Vitaminas y Ca en el PC+CFA. ........................................................................................................................ 106
Figura 3. Efecto del tiempo y tratamientos durante el almacenamiento sobre el IP y la retención de antioxidantes en el PC+CFA. .................................................................................................. 109
Figura 4. Efecto del tratamiento y el tA durante el almacenamiento sobre la distribución del tamaño de partícula en el PC+CFA. .................................................................................................... 112
Figura 5. Micrografías del PC+CFA en el tiempo de almacenamiento: día 0 y 180. ..................... 112
Figura 6. Isotermas de sorción de agua del PC+CFA experimentales y modeladas (Peleg, 1993).116
Figura 7. Calor isostérico de sorción del PC+CFA. ....................................................................... 120
Figura 8. Análisis DSC del PC+CFA bajo diferentes aw. ............................................................... 122
Figura 9. Curva de transición vítrea (Tg) experimental y calculada (símbolos) por el modelo de Gordon y Taylor en el PC+CFA. ............................................................................................ 122

LISTA DE TABLAS Introducción Tabla 1. Composición fisicoquímica del AC en diferentes estados de madurez. ............................. 19
Tabla 2. Valores diarios de referencia de consumo de calcio y vitaminas en Colombia. ................. 25
Capitulo 1 Tabla 1. Composición fisicoquímica del AC y PC durante el Almacenamiento. ............................. 43
Capitulo 2 Tabla 1. Composición fisicoquímica de frutos de coco descascarado en estado maduro. ................ 50
Tabla 2. Resultados del diseño experimental de la formulación y proceso de homogenización de emulsiones a base coco. ............................................................................................................ 54
Tabla 3. ANOVA (valores-p) para los modelos de superficie de respuesta. .................................... 55
Tabla 4. Coeficientes de regresión, R2, y valores de probabilidad de la falta de ajuste de los modelos para las variables dependientes. ................................................................................................ 61
Tabla 5. Valores experimentales y teóricos o predichos por los modelos matemáticos de las variables dependientes de la emulsión de coco. ....................................................................................... 61
Capitulo 3 Tabla 1. Diseño experimental del proceso de SA. ............................................................................ 72
Tabla 2. Resultados de la optimización experimental del proceso de SA del polvo de coco. .......... 74
Tabla 3. ANOVA (valores-p) para los modelos de superficie de respuesta. .................................... 75
Capitulo 4 Tabla 1. Modelos matemáticos usados para ajustar las isotermas de sorción de agua en PC+CFA.
................................................................................................................................................. 101
Tabla 2. Nivel significancia (valor-p) de las condiciones de almacenamiento y sus interacciones sobre las propiedades del polvo. ....................................................................................................... 104
Tabla 3. Coeficientes cinéticos de degradación y parámetros estadísticos del análisis de regresión de los compuestos funcionalmente activos de polvo de coco bajo diferentes condiciones de almacenamiento. ...................................................................................................................... 113

Tabla 4. Influencia de la temperatura de almacenamiento y tipo de empacado sobre A, Ea y parámetros estadísticos (R2) en la degradación de compuestos funcionalmente activos en polvo de coco. ................................................................................................................................... 115
Tabla 5. Modelación de las isotermas de sorción de agua del PC+CFA. ....................................... 118

RESUMEN GENERAL La cadena de coco está identificada como una de las de mayor interés para las costas pacífica y atlántica colombianas, debido al impacto que tiene en la población, vista desde las familias que dependen desde la producción primaria hasta su comercialización y consumo. Para lo cual se pretende proporcionar al sector agroindustrial, la base tecnológica para la obtención de una variedad de productos deshidratados en polvo a base de coco y de excelentes atributos de calidad, que representarían nuevas alternativas de diversificación, además de contribuir con la disminución de las deficiencias nutricionales en la población. Bajo este contexto, el proyecto pretende contribuir en un futuro a mediano o largo plazo a incrementar el consumo de bebidas de coco después de su reconstitución y a fomentar la producción de leche de coco (LC) en polvo como materia prima para multidominios del sector de la industria de alimentos y mercados nacionales e internacionales.
El objetivo de este proyecto es contribuir en la generación de un avance significativo de la agroindustria colombiana a partir de la investigación, que permita la optimización del proceso de secado por aspersión (SA) para la obtención de polvo de coco adicionado con componentes fisiológicamente activos (calcio y vitaminas C, D3 y E) (PC+CFA), alimento que se enmarca en el contexto de los alimentos funcionales. Este aporte investigativo además de contribuir en la generación de valor a la agrocadena del coco, contribuiría en la mejora de la competitividad a mediano o largo plazo.
En la 1ª fase se realizó una caracterización fisicoquímica de la materia prima (coco) para identificar las condiciones ideales y determinar el tiempo adecuado para su transformación como materia prima, donde los resultados mostraron, un deterioro general de la pulpa (PC) y el agua de coco (AC) después de 36 días de almacenamiento, debido principalmente al incremento de la acidez, olor fermentado, pérdida de humedad (Xw), oxidación lipídica, ablandamiento y decoloración de la PC, entre otros.
Posteriormente en una 2ª fase se diseñó la emulsión base, la cual se optimizó teniendo en cuenta un diseño de superficie de respuesta central compuesto cara centrada (a=1), donde las condiciones óptimas fueron: relación agua/coco ((AC+H2O)/PC): 2,0; GXantan: 0,5 %; fibra de coco (FC): 5,0 %; antioxidante (TBHQ): 200 mg/kg, alcanzando un potencial-ζ: -45,6±2,5 mV; índice de estabilidad por absorción espectral (R): 0,85±0,025; viscosidad (µ): 741,7±25,5 cP; color (L*: 67,5±0,7; a*: 3,2±0,2 y b*: 8,6±0,5); índice de peróxido (IP): 0,14±0,04 meqH2O2/kg; tamaño de partícula (D10: 4,3±0,8 µm; D50: 323,7±43,6 µm y D90: 743,0±65,1 µm) y sólidos totales (ST): 20,0±0,3%; confiriendo una buena estabilidad fisicoquímica al sistema coloidal y garantizando su uso efectivo para la fase siguiente.
En la 3ª fase se optimizó el proceso SA en función de las características operacionales del secador y del producto, utilizando la metodología de superficie de respuesta con un diseño central compuesto cara centrada (a=1), donde las condiciones óptimas fueron: temperatura de entrada del aire (TEA): 170 °C; temperatura de salida del aire (TSA): 85,8 °C; velocidad del disco atomizador (VDA): 26.676 rpm; presión de vacío en la cámara (PVC): 1,6 ”H2O; porcentaje de maltodextrina (% MD): 7,0. Bajo estas condiciones de proceso, los valores experimentales de las variables de respuesta fueron las siguientes: humedad: 1,7±0,4 %; aw: 0,170±0,020; solubilidad (S): 58,4±2,1 %; higroscopicidad (H): 8,4±0,6 %; L*: 79,5±0,9; a*: 1,5±0,1; b*: 9,5±0,5; % de retención de vitamina C (%R-VC): 32,4±6,2; %R-VE: 6,1±1,9; %R-VD3: 7,8±1,8; %R-Ca: 41,7±2,9; humectabilidad (Hu): 263,0±19,8 s; índice de peróxidos (IP): 2,4±1,3 meqH2O2/kg grasa; formación de depósito (FD): 32,4±2,3 %; rendimiento (*R): 44,0±1,0 %, y distribución del tamaño de partícula D10: 1,7±0,1 µm; D50: 8,5±2,1 µm; D90: 78,2±24,3 µm; obteniéndose un producto con buenos atributos de calidad.
En la 4ª fase se realizó la evaluación de la estabilidad de las propiedades del PC+CFA durante el almacenamiento, aplicando un diseño con arreglo factorial del orden 6*7 con dos variables independientes: tratamiento y tiempo, donde el tratamiento se define como las combinaciones (temperatura – envasado) y el envasado se realizó en atmósfera de N2 y en condiciones ambientales.

Siendo los tratamientos aplicados: 15°C-N2, 15°C-Amb, 25°C-N2, 25°C-Amb, 35°C-N2 y 35°C-Amb, a los tiempos de almacenamiento (tA): 0, 30, 60, 90, 120, 150 y 180 días. El mejor tratamiento para el almacenamiento del PC+CFA, con respecto a todas las variables de respuesta fue a 15°C-N2, donde la ganancia de humedad y el aumento de la aw fueron bajas para este tipo de productos y los porcentajes de retención de vitaminas y antioxidantes fueron los más altos, alcanzando valores a los 180 días de: Xw: 2,97±0,09%; aw: 0,342±0,009; color: (L*: 77,96±0,04; a*: 1,44±0,06 y b*: 8,59±0,13); S: 51,48±2,30 %; IP: 0,225±0,19 meqH2O2/kg grasa; R-VC: 62,56±5,70 %; R-VD3: 51,00±0,99 %; R-VE: 57,18±3,23 %; R-FT: 50,89±4,78 %; R-DPPH: 91,88±1,79 %; R-ABTS: 42,14±2,18 %; D10: 2,44±0,12 µm; D50: 51,49±1,48 µm; D90: 153,80±14,0 µm.

12
GENERAL SUMMARY The coconut chain is identified as one of the most interesting for the Pacific and Atlantic coasts of Colombia, due to the impact it has on the population, seen from the families that depend from the primary production until its commercialization and consumption. The aim is to provide the agroindustrial sector with the technological base for obtaining a variety of coconut based dehydrated powder products and excellent quality attributes, which would represent new alternatives for diversification, as well as contribute to the reduction of Nutritional deficiencies in the population. In this context, the project aims to contribute in the medium to long term to increasing the consumption of coconut beverages after reconstitution and promoting the production of coconut milk (LC) powder as raw material for multidomains in the coffee sector. Food industry and national and international markets.
The objective of this project is to try to help in the generation of a significant advance of the Colombian agroindustry from the research, which allows the optimization of the spray drying process (SA) to obtain coconut powder added with physiologically active components (Calcium and vitamins C, D3 and E) (PC+CFA), food that is framed in the context of functional foods. This research contribution could contribute to the creation of value to the coconut chain and at the same time in the improvement of competitiveness in the medium or long term.
In the first phase, a physicochemical characterization of the raw material (coconut) was carried out to identify the ideal conditions and to determine the adequate time for processing as a raw material for its transformation, where the results showed a general deterioration of the pulp (PC) And coconut water (AC) after 36 days of storage, mainly due to increased acidity, fermentation odors, loss of moisture (Xw), lipid oxidation, softening and discoloration of PC, among others.
Subsequently in a second phase the base emulsion was designed, which was optimized taking into account a composite central response surface design, where the effect of the independent variables was evaluated and where the optimal conditions were: water/coconut ratio ((AC+H2O)/PC): 2.0; GXantan: 0.5 %; coconut fiber (CF): 5.0 %; Antioxidant (TBHQ): 200 mg/kg, reaching a potential-ζ: -45.578±2.478 mV; spectral absorption stability index (R): 0.85±0.03; Viscosity (µ): 741.7±25.5 cP; color (L *: 67.5±0.7; a*: 3.2±0.2 and b*: 8.6±0.5); peroxide index (PI): 0.14±0.04 meqH2O2/kg; Particle size (D10: 4.3±0.8 µm; D50: 323.7±43.6 µm and D90: 743.0±65.1 µm) and total solids (ST): 19.981±0.303%; Conferring a good physicochemical stability to the colloidal system and guaranteeing its effective use for the next phase.
In the third phase, the SA process was optimized according to the operational characteristics of the dryer and the product, using a response surface design as a function of the independent variables and where the optimum conditions were: air inlet temperature (AIT): 170 °C; Air outlet temperature (AOT): 85.8 °C; Spray Disc Speed (SDS): 26676 rpm; Vacuum pressure in the chamber (VPC): 1.6 "H2O; % Maltodextrin (% MD): 7.0 Under these conditions of the independent variables, the experimental values of the response variables were as follows: % moisture: 1.68±0.42; aw: 0.17±0.02; Solubility (S): 58.40±2.06%; Hygroscopicity (H): 8.36±0.55 %; L*: 79.45±0.90; a*: 1.50±0.13; b*: 9.50±0.45; % vitamin C retention (% R-VC): 32.44±6.17; %R-VE: 6.12±1.88; %R-VD3: 7.75±1.84; %R-Ca: 41.74±2.88; humectability (Hu): 263.00±19.80 s; peroxide index (PI): 2.43±1.28 meqH2O2/kg oil; deposit formation (FD): 32.37±2.26 %; yield (*R): 44.00±1.01 %; and particle size distribution D10: 1.70±0.05 µm; D50: 8.46±2.09 µm; D90: 78.18±24.30 µm; obtaining a product with good attributes of quality.
In the 4th phase the evaluation of the stability of the PC + CFA properties during storage was carried out, applying a design with a factorial arrangement of order 6*7 with two independent variables: treatment and time, where the treatment is defined as the combinations (temperature - packaging) and the packaging was carried out under N2 atmosphere and under ambient conditions. The treatments applied were: 15°C-N2, 15°C-Amb, 25°C-N2, 25°C-Amb, 35°C-N2 and 35°C-Amb, at storage times

13
(tA): 0, 30, 60, 90, 120, 150 and 180 days. The best treatment for the PC+CFA storage, with respect to all the response variables, was at 15°C-N2, where the humidity gain and the increase of aw were low for this type of products and the percentages of retention of vitamins and antioxidants were the highest, reaching values at 180 days of: Xw: 2.97±0.09%; aw: 0.342±0.009; color: (L*: 77.96±0.04, a*: 1.44±0.06 and b*: 8.59±0.13); S: 51.48±2.30 %; PI: 0.225±0.19 meqH2O2/kg fat; R-VC: 62.56±5.70 %; R-VD3: 51.00±0.99 %; R-VE: 57.18±3.23 %; R-FT: 50.89±4.78 %; R-DPPH: 91.88±1.79 %; R-ABTS: 42.14±2.18 %; D10: 2.44±0.12 µm; D50: 51.49±1.48 µm; D90: 153.80±14.0 µm.

14
INTERÉS DEL ESTUDIO En Colombia el cultivo de Coco (Cocos nucifera L.) presenta gran importancia por las altas productividades de la palma, que superan los promedios mundiales. El principal productor nacional de coco es el departamento de Nariño, seguido de los departamentos de Córdoba, Cauca, Choco y Magdalena. A pesar de la diferencia en los niveles de producción, el departamento del Choco para el año 2015 presentó un rendimiento de 12,54 t/ha, mayor al de los departamentos del Valle del cauca 12,00 t/ha, Cauca 9,93 t/ha, Córdoba con 8,03 t/ha, Nariño con 6,86 t/ha, y en algunos departamentos superior al promedio a nivel nacional que se encuentra en 7,36 t/ha (Agronet, 2015), incluso superior al promedio a nivel mundial que se encuentra en 5,1 t/ha (FAOSTAT, 2013), esto se debe a las condiciones edafoclimáticas y principalmente a la fertilidad natural de los suelos donde se cultivan. La FAO (2013) señala que: “El coco juega un papel importante en las casas domésticas por todo el mundo tropical. Se estima que un 70 % de los cocos son usados en consumo doméstico en los países productores, de los cuales la mitad del volumen se consume en fresco. El resto del volumen se consume en forma de aceite comestible o industrial”.
La importancia del cultivo del coco radica en mantener una oferta alimentaria para una población, sobre todo afro descendiente, tanto en las zonas rurales como en las urbanas, que lo tienen incorporado como parte sustancial de su dieta alimentaria y nutricional. Por otra parte, se hace necesario mantener un ingreso y ocupación laboral a más de 22.000 familias productoras y jornaleros rurales y pequeñas procesadoras urbanas. También se vislumbra de gran importancia suplir necesidades de abastecimiento del producto en nuez a una creciente agroindustria alimentaria, que abastece los mercados en las grandes ciudades. Con el crecimiento de la demanda mundial de derivados se da una gran oportunidad para atenderlos, dado que la oferta mundial también está limitada en el Asia por condiciones geográficas y la atención de nuevos mercados mundiales ofrece una variada gama de posibilidades en el mercado mundial y nacional y ofrece la posibilidad de dinamizar toda una producción industrial y artesanal y mejorar los ingresos de los productores (Acuerdo de Competitividad, 2014).
A pesar de la importancia del coco y la ventaja comparativa que representa en las costas pacífica y atlántica colombianas por su alto rendimiento a nivel mundial, no se está aprovechando la potencialidad de este cultivo; la industrialización del coco tiene un bajo nivel tecnológico, debido principalmente a la baja transferencia de tecnología por parte de la investigación nacional y a las barreras comerciales que se presentan en términos de los canales de comercialización. El transporte se considera uno de los factores más costosos (Quintana, 2011). Adicionalmente el gran volumen y peso del coco que intervienen en la relación entre el costo de transporte de la materia prima y el producto terminado a humedad final de 3% es con proximidad de 5 a 1, lo anterior significa que al trasportar una tonelada de coco deshidratado equivale a llevar 5 toneladas de coco fresco, lo cual impacta notoriamente el precio de procesamiento (Caicedo, 2010).
Frente a esa situación se hace necesario promover procesos de innovación tecnológica que permitan incrementar su productividad y competitividad, como consecuencia del desarrollo de nuevos productos que estimulen y faciliten su comercialización y la sostenibilidad en el mercado nacional e internacional. Sin duda, el desarrollo de nuevos productos además de su importancia para el consumidor resulta indispensable e interesante para el gremio empresarial.
Dada la importancia de la agroindustria del coco en la economía nacional, el propósito del actual proyecto de investigación es generar un avance significativo de la agroindustria, mediante la aplicación de procesos optimizados de SA o pulverización de la pulpa, con los objetivos de aumentar la productividad y la obtención de un control más estricto del proceso para lograr una calidad del producto que permita el desarrollo de productos seguros con valor agregado que representen nuevas alternativas de diversificación, y además podría contribuir, en el futuro, en la disminución de las deficiencias nutricionales en la población. Siendo la cadena de coco identificada como una de las de mayor interés para las zonas costeras colombianas, debido al impacto que tiene en la población que

15
depende desde la producción primaria hasta su comercialización y consumo, radicado principalmente en los estratos 1, 2 y 3, constituyéndose en una alternativa interesante como una forma de preservación y conservación del coco, prolongando su vida útil y garantizando su contenido nutricional a través del tiempo de almacenamiento.
También representa una perspectiva para los procesadores de coco, proporcionando un mejor aprovechamiento del fruto por la disminución de pérdidas y generación de ganancias por la actual demanda de productos naturales de fácil preparación, así como la posibilidad de utilización de los mismos como aromatizantes naturales en diversas formulaciones alimenticias (tortas, sorbetes, cremas entre otras.). Además, se trata de un proceso de conservación, que, desde el punto de vista de almacenamiento y transporte, puede ser más económico que otros como concentración y congelación, los cuales necesitan de costos adicionales para el almacenamiento y manipulación (Masters, 1979; 2004). Para el caso específico, el coco en polvo fortificado es posible utilizarlo en bebidas refrescantes, energéticas e hidratantes, premezclas nutracéuticas, jugos naturales, confitería, sabores, avenas, malteadas, cremas para galletería, snacks, entre otros y para la industria farmacéutica y cosmética.

16
GENERALIDADES DEL COCO Y COMPONENTES La palma de coco se cultiva en más de 90 países tropicales y representa una fuente de ingresos importante, siendo Indonesia, Filipinas y la India los principales productores que representan aproximadamente el 75 % de la producción mundial (FAOSTAT, 2013). Es un árbol frutal importante en el mundo, suministra alimento a millones de personas, especialmente en las regiones tropicales y subtropicales y debido a sus múltiples usos a menudo se llama "árbol de la vida". Tiene valores nutricionales y medicinales por lo que es una fuente de varios productos naturales para el desarrollo de medicamentos contra diversas enfermedades y también para el desarrollo de productos industriales. Las partes de su fruto, como la PC y AC tierno tienen numerosas propiedades medicinales tales como antibacterianos, antifúngicos, antivirales, antiparasitario, antidermatofítica, antioxidante, hipoglucemiante, hepatoprotector, inmunoestimulante. Contienen micro minerales y nutrientes, que son esenciales para la salud humana (DebMandal y Shyamapada, 2011).
El Coco (Cocos nucifera L.) pertenece a la familia de la Arecaceae (Palmae), la subfamilia Pooideae. Existen principalmente dos grupos distintos de coco, uno de porte alto y otro enano. Presenta un buen desarrollo en regiones cuya altitud está por debajo de los 250 msnm, en un rango de temperatura promedio entre 28 y 35 °C. El suelo apropiado deber ser arenoso o fango-arenoso, que permita un buen drenaje del agua, por lo cual, se cultiva sobre todo en costas (DebMandal y Shyamapada, 2011).
Producción mundial La oferta mundial de coco ha estado liderada históricamente por los países asiáticos. Los tres principales productores del mundo han sido Indonesia, Filipinas e India, con producciones anuales entre los 10 y 20 millones de Toneladas. En una escala de producción entre 1,0 y 3,0 millones de Toneladas durante el período 2.000-2013 se sitúan Brasil, Sri Lanka, Tailandia, México, Viet Nam y Papúa Nueva Guinea. Le siguen 11 países que produjeron entre 200.000 y 610.000 toneladas en el mismo período. Los 71 países productores que siguen, entre ellos Colombia en el puesto de producción No. 26, produjeron cada uno alrededor de 100.000 Toneladas, y su aporte porcentual histórico no sobrepasa individualmente el 0,3%.
Los tres principales países asiáticos mencionados produjeron de conjunto el 74,8% del total mundial. Su presencia es evidente en el mercado internacional, debido a la industrialización de los subproductos y al desarrollo de su capacidad exportadora. Sin embargo, Brasil ha sido uno de los países que más ha desarrollado su industria y su producción, conformando clústeres de muy alta calidad e integralidad, con un importante apoyo del Estado y la Empresa Privada.
Producción nacional Colombia ocupa la vigésimo sexta posición en producción de coco a nivel mundial, por aportar, el 0,23% de la producción total. La eficiencia de la producción en Colombia está entre 4,53 a 12,54 t/ha, encontrándose por encima del promedio mundial (5,1 t/ha) (Agronet, 2015; FAOSTAT, 2013), lo cual se atribuye al clima y a la fertilidad de los suelos que son aptos para tal fin, por recibir nutrientes de ríos y mares (Acuerdo de Competitividad, 2014, Trujillo y Arias, 2013). Es de resaltar que los mayores rendimientos, que se encuentran en los Departamentos donde se cultiva en zonas de bosque húmedo tropical, como Chocó, Córdoba, Valle, Cauca, Atlantico y Nariño. Esto confiere gran importancia potencial al cultivo, ya que sus rendimientos podrían ser aún mayores si existiera un mayor control de los problemas fitosanitarios, y una más clara política de investigación, desarrollo tecnológico, desarrollo comunitario y planificación de cultivos (Acuerdo de Competitividad, 2014).
El país tiene aproximadamente 17.233,30 hectáreas sembradas, con una producción total de 128.522,80 ton; Se estima que cerca de 70.000 hectáreas de tierras colombianas son aptas para el cultivo del coco, destacándose en el Litoral Atlántico las regiones de Santa Marta, Dibulla, Urabá e Islas de San Andrés y Providencia, y en el Litoral Pacífico, los departamentos de Nariño y Cauca, en Colombia se siembran tres variedades: Alto Pacífico, Manila y el Híbrido (Acuerdo de Competitividad, 2014, Agronet, 2015 y FoMIPyME, 2003).
17
Se considera que, por cada cuatro hectáreas de coco sembrado en Colombia, se generan utilidades promedio de dos salarios mínimos mensuales. Este se acepta como un ingreso para las comunidades de la Costa Pacífica Colombiana, pero en realidad no es suficiente para suplir sus necesidades básicas. Sin embargo, la economía del coco en la zona del pacífico colombiano ha ganado importancia en los últimos años, como alternativa para reducir el impacto de los cultivos ilícitos, existentes en la zona. Lo anterior ha facilitado la aceptación del cultivo por algunos grupos de la comunidad y las autoridades. Al problema de la pobreza, se suma el de la contaminación, pues se reporta que las regiones más afectadas por los desechos sólidos son Chocó, La Guajira y Cauca (FoMIPyME, 2003 y Acuerdo de Competitividad, 2014).
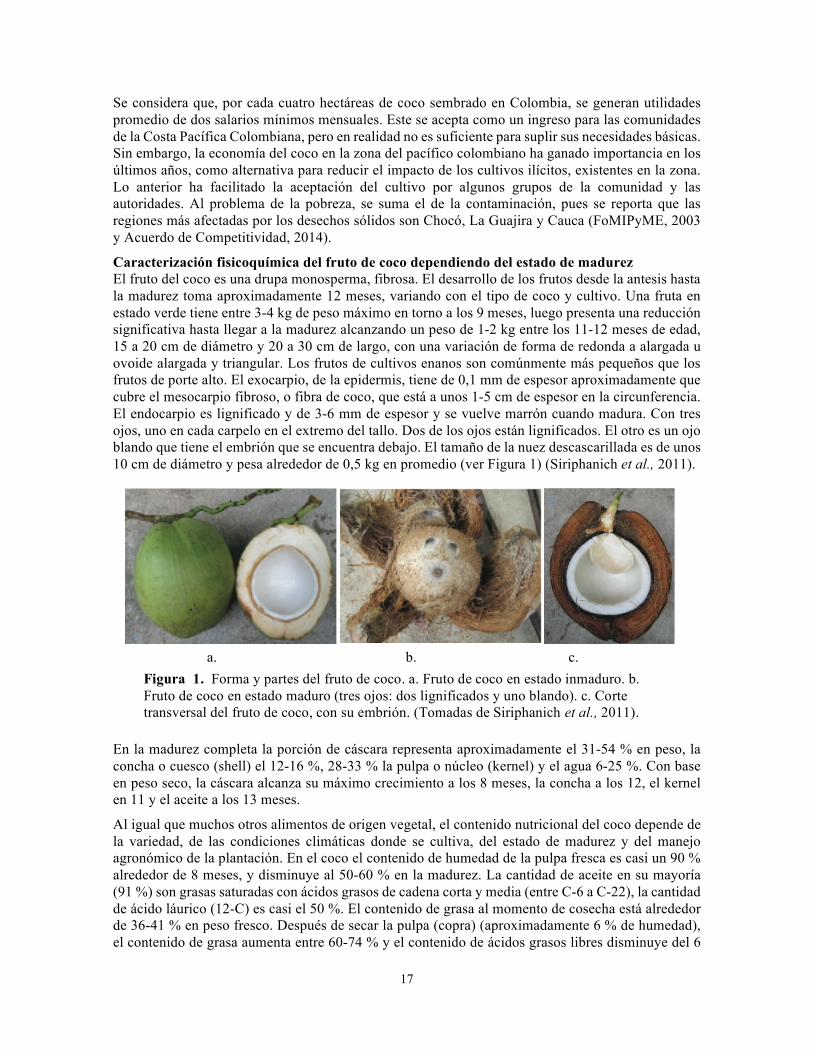
Caracterización fisicoquímica del fruto de coco dependiendo del estado de madurez El fruto del coco es una drupa monosperma, fibrosa. El desarrollo de los frutos desde la antesis hasta la madurez toma aproximadamente 12 meses, variando con el tipo de coco y cultivo. Una fruta en estado verde tiene entre 3-4 kg de peso máximo en torno a los 9 meses, luego presenta una reducción significativa hasta llegar a la madurez alcanzando un peso de 1-2 kg entre los 11-12 meses de edad, 15 a 20 cm de diámetro y 20 a 30 cm de largo, con una variación de forma de redonda a alargada u ovoide alargada y triangular. Los frutos de cultivos enanos son comúnmente más pequeños que los frutos de porte alto. El exocarpio, de la epidermis, tiene de 0,1 mm de espesor aproximadamente que cubre el mesocarpio fibroso, o fibra de coco, que está a unos 1-5 cm de espesor en la circunferencia. El endocarpio es lignificado y de 3-6 mm de espesor y se vuelve marrón cuando madura. Con tres ojos, uno en cada carpelo en el extremo del tallo. Dos de los ojos están lignificados. El otro es un ojo blando que tiene el embrión que se encuentra debajo. El tamaño de la nuez descascarillada es de unos 10 cm de diámetro y pesa alrededor de 0,5 kg en promedio (ver Figura 1) (Siriphanich et al., 2011).
a. b. c.
En la madurez completa la porción de cáscara representa aproximadamente el 31-54 % en peso, la concha o cuesco (shell) el 12-16 %, 28-33 % la pulpa o núcleo (kernel) y el agua 6-25 %. Con base en peso seco, la cáscara alcanza su máximo crecimiento a los 8 meses, la concha a los 12, el kernel en 11 y el aceite a los 13 meses.
Al igual que muchos otros alimentos de origen vegetal, el contenido nutricional del coco depende de la variedad, de las condiciones climáticas donde se cultiva, del estado de madurez y del manejo agronómico de la plantación. En el coco el contenido de humedad de la pulpa fresca es casi un 90 % alrededor de 8 meses, y disminuye al 50-60 % en la madurez. La cantidad de aceite en su mayoría (91 %) son grasas saturadas con ácidos grasos de cadena corta y media (entre C-6 a C-22), la cantidad de ácido láurico (12-C) es casi el 50 %. El contenido de grasa al momento de cosecha está alrededor de 36-41 % en peso fresco. Después de secar la pulpa (copra) (aproximadamente 6 % de humedad), el contenido de grasa aumenta entre 60-74 % y el contenido de ácidos grasos libres disminuye del 6
Figura 1. Forma y partes del fruto de coco. a. Fruto de coco en estado inmaduro. b. Fruto de coco en estado maduro (tres ojos: dos lignificados y uno blando). c. Corte transversal del fruto de coco, con su embrión. (Tomadas de Siriphanich et al., 2011).

18
% a los 7 meses al 0,5 % aproximadamente en plena madurez. Además, contiene 7,3 % de carbohidratos, 3,4 % de proteína, 3,0 % de fibra cruda y 2,2 % de cenizas (Siriphanich et al., 2011).
La PC se estima que se empieza a formar cuando los cocos alcanzan 6 meses de edad y se detectó como gelatinosa en algunas de las muestras, mientras que la PC obtenida en los cocos maduros (11-12 meses) se encontró suave y delgada de 2-4 mm de espesor y en los cocos sobremaduros (> 13 meses) era una capa dura y gruesa de 10 mm de grosor.
Assa et al., (2010), evaluaron las características fisicoquímicas de la pulpa (kernel) de cuatro cultivares de coco en 6 estados de madurez, con el objetivo de aumentar el valor de la palma de coco (Cocos nucifera L.), que es la principal fuente de ingresos de la mayoría de los agricultores de la costa ecuatorial. Se realizaron estudios en África Occidental Tall (WAT), Malasia Enano Amarillo (MYD), Enano Guinea Ecuatorial verde (EGD) y del hibrido mejorado PB121, PB121+. Los análisis se refieren a peso de la pulpa, el grosor, materia seca, aceite, proteínas y azúcares solubles. También se determinaron los perfiles cromatográficos de ácidos grasos de los aceites extraídos. Los resultados mostraron una interacción positiva entre cultivar y estado de madurez de todos los parámetros examinados. Donde el cultivar PB121+ al comienzo de la maduración tuvo el mayor peso (358,7 g) y fueron los más pesados hasta los 14 meses de edad. El espesor máximo del kernel encontrado fue de 13,28 mm en WAT a los 14 meses de edad. El contenido de aceite aumenta hasta el valor más alto de 73,01 % en WAT comenzando a disminuir a partir del mes 11. El total de azúcares solubles, esencialmente azúcares no reductores, alcanzó los valores máximos de 9,09 g/100 g en frutas MYD a los 14 meses de edad. Los perfiles de ácidos grasos mostraron una creciente proporción de ácido láurico durante la maduración de los frutos secos. Estos resultados indican las posibilidades de uso específicas de la PC de acuerdo al cultivar y al estado de madurez.
Al mismo tiempo Prakruthi Appaiah et al., (2015), evaluaron las características físico-químicas, fitonutrientes y la estabilidad del AC, del kernel (CK) en diferentes etapas de madurez y en productos de coco comerciales (CCP). El contenido de humedad de la AC, CK y CCP estaban en el rango de 95 a 97 g 100 g-1, 50-85 g 100 g-1 y 0,4 a 3 g 100 g-1, respectivamente. El contenido de grasa en AC fue baja (4-115 mg 100 g-1), mientras que en el kernel fue alta (37 a 56 g 100 g-1). El AC era de naturaleza ácida (pH 4,5-5,2). Contenido de cenizas de CK disminuyó con la madurez (1,0 a 1,5 %), mientras que la de AC se mantuvo constante (0,3- 0,4 g 100 g-1) con la madurez. El contenido total de azúcar (3,9- 4,6 g 100 g-1) y la acidez (0,3 a 0,4 g 100 g-1) no cambió de AC con la madurez. El contenido de compuestos fenólicos aumento en el agua (1,4 a 4,3 mg 100 g-1) y el kernel con la madurez (18,5- 24,8 mg 100 g-1). La composición de ácidos grasos del aceite extraído de la CK aumentó en ácidos grasos saturados (C12: 0) (38 a 48 g 100 g-1) y la disminución de ácidos grasos monoinsaturados (C18: 1) (13-5 g 100 g-1) con la madurez. El porcentaje de ácidos grasos de cadena media aumentó en las diferentes etapas de madurez (47-78 g 100 g-1). El AC y CK contenían mayor cantidad de compuestos fenólicos (1,4 – 4,3 mg 100 g-1 y 18,5 a 24,8 mg 100 g-1 respectivamente) y tocoferoles totales de CK (0,14 hasta 0,59 mg 100 g-1) en comparación con CCP. Este estudio indicó que AC y CK podrían servir como materias primas valiosas para la preparación de complementos alimenticios funcionales.
El AC maduro, tiene un contenido de azúcar de aproximadamente 3-4 %. Puede contener cantidades iguales de azúcares reductores y no reductores. La acidez titulable entre 0,06 y 0,1 %. El pH oscila entre 3,1 hasta 3,5 y se incrementa gradualmente a alrededor de 6 en la madurez. El contenido de grasa es 0,8 a 1,8 %. Los ácidos grasos principales son C-8:0, C-10:0, C-12:0, C-14:0, C16:0 y C-18:1 (primer y/o dos primeros dígitos después de la letra C- representan el número de carbonos que tiene la molécula del ácido graso y el tercer dígito el número de enlaces dobles que tiene esta (grado de insaturación)), donde cada uno abarca aproximadamente el 9, 5, 47, 19, 7 y 4 % de grasa total, respectivamente (Siriphanich et al., 2011).
Solangi y Iqbal (2011), determinaron la composición físico-química de tres variedades de coco (Alto, Enano e Hibrido) tanto del AC y PC (verde y madura), evaluaron el contenido de humedad, cenizas

19
y minerales: sodio (Na), Calcio (Ca), hierro (Fe), magnesio (Mg), cobalto (Co), potasio (K), pH, materia volátil, el valor calórico (CV) y sólidos totales disueltos (TDS). El análisis químico de la pulpa (etapa madura e inmadura) mostró alto porcentaje de Mg y Na en las variedades de estudio. Sin embargo, es evidente que gran parte de Ca, Mg y Na almacenado, se presentó en el agua. Los resultados mostraron un contenido de Mg del 45 al 70 % y de Na 1 a 53 % en la pulpa de frutos maduros e inmaduros, respectivamente.
Thuan-Chew et al., (2014), evaluaron la composición, las propiedades fisicoquímicas y la cinética de inactivación enzimática (polifenoloxidasa (PPO) y peroxidasa (POD)) presente en el AC y la compararon entre frutos inmaduros (IMC), maduros (MC) y cocos excesivamente maduros (OMC). Entre las muestras estudiadas, el pH, la turbidez y el contenido de minerales en el agua de OMC fue el más alto, mientras que el volumen de agua, la acidez titulable, sólidos solubles totales y el contenido total de compuestos fenólicos fueron más bajos para el agua de OMC. La madurez afecta el contenido de azúcar, donde el contenido en sacarosa aumenta con la madurez, y se observó una tendencia inversa para la fructosa y glucosa. En la evaluación de la actividad de la enzima PPO mostró, que en todas las muestras era más resistente que la POD al calor. En comparación con IMC y MC, las enzimas PPO y POD en la etapa de maduración OMC mostró la resistencia térmica más baja, con D83,3 °C= 243,9 s (z= 27,9 °C) y D83,3 °C= 129,9 s (z= 19.5 °C), respectivamente.
Una composición más detallada del AC en diferentes estados de madurez fue reportada por Thuan-Chew et al., (2014) y Camargo et al., (2015), donde se observa que tanto la cantidad de agua, como la composición de esta y las propiedades físico-químicas están influenciados por el estado de madurez. El volumen de agua fue una de las principales características que cambia con la madurez, la cual fue más alta en cocos inmaduros, seguida por las de cocos maduros y cocos sobremaduros. Durante la maduración, fisiológicamente se utiliza AC para formar PC en la porción interna de la fruta de coco. La conversión de AC a la PC es un fenómeno general en frutas de coco, independientemente de las variedades de coco, como lo reportó Jackson et al., (2004) y Terdwongworakul et al., (2009) (ver Tabla 1).
Los sólidos solubles totales (SST), que indican la dulzura de AC, resultaron ser más altos en el AC maduro, mientras que la acidez titulable (TA) del AC inmaduro fue la más alta, seguida por el estado maduro y sobremaduro respectivamente, expresada en porcentaje de ácido málico al ser el predominante en el AC. Este resultado concuerda con lo señalado por Jackson et al., (2004) y Terdwongworakul et al., (2009), quienes reportaron que la TA disminuye con la madurez de la fruta de coco; una tendencia similar se observó en los valores de pH, por lo que el pH del AC aumenta con la maduración de la fruta (ver Tabla 1).
La turbidez del AC se encontró que era la más alta en el coco sobremaduro, en comparación con los otros estados de madurez. El aumento de la turbidez podría ser debido al aumento de TSS o al contenido de aceite en el agua.
Generalmente, el contenido de azúcar disminuyó en el orden de fructosa > glucosa > sacarosa. El contenido de sacarosa se encontró que era mayor en el AC sobremaduro, seguido del maduro y verde. Estos cambios de los contenidos de azúcar podrían ser debido a la formación de sacarosa (azúcar no reductor) a expensas de fructosa y glucosa (azúcares reductores). El contenido de sacarosa de un coco madurado podría alcanzar hasta el 90 % aproximadamente del contenido total de azúcar en el AC (Thuan-Chew et al., 2014).
Tabla 1. Composición fisicoquímica del AC en diferentes estados de madurez.
Propiedad Estado de madurez*
Verde Maduro Sobre maduro Volumen de agua (mL) 684±27,0a 518±1,42b 332±19,9c
TSS (ºBrix) 5,60±0,14b 6,15±0,21a 4,85±0,17c TAd (%) 0,089±0,004b 0,076±0,008b 0,061±0,003c
pH 4,78±0,13c 5,34±0,12b 5,71±0,10a

20
Turbiedad 0,031±0,013c 0,337±0,108b 4,051±0,323a Contenido de azúcares
Fructosa (mg/mL) 39,04±0,824a 32,52±0,227b 21,48±0,21c Glucosa (mg/mL) 35,43±0,510a 29,96±0,243b 19,06±0,19c Sacarosa (mg/mL) 0,85±0,010c 6,36±0,06b 14,33±0,25b
Minerales Potasio (mg/mL) 220,94±0,320c 274,32±0,139b 35,11±0,133a Sodio (mg/mL) 7,61±0,041b 5,60±0,016b 36,51±0,020a
Magnesio (mg/mL) 22,03±0,069b 20,87±0,023b 31,65±0,038a Calcio (mg/mL) 8,75±0,045c 15,19±0,028b 23,98±0,054a Hierro (mg/mL) 0,294±0,082b 0,308±0,011b 0,322±0,049a
Proteína (mg/mL) 0,041±0,007b 0,041±0,007b 0,217±0,018a TPC e (mg/mL) 54,00±3,135a 42,59±0,834b 25,70±1,756c
*Comparación dentro de las filas se muestra en la tabla con los datos escritos como media ± desviación estándar (n=3). Promedios seguidos por la misma letra de superíndice no son estadísticamente significativas al nivel del 5%. d. acidez titulable expresada como porcentaje de ácido málico. e. contenido de fenoles totales, expresada en mg GAE/L. (Tomada y adaptada de Thuan-Chew et al., 2014). En general, el AC obtenida de frutos de diferente madurez mostró niveles altos de potasio, pero bajo contenido de sodio. La comparación de los tres estados de madurez en el contenido de potasio indica que es más alta en agua en los estados verde y maduro. Al mismo tiempo, se encontró contenido de sodio es más alto en el estado de madurez sobremaduro. Otros minerales tales como calcio, magnesio, y hierro también estaban presentes en el AC, pero en menor cantidad (Thuan-Chew et al., 2014). La madurez de la fruta de coco también influye en el contenido de fenoles totales (TPC) del AC. El TPC del AC inmaduro fue el más alta, seguida por el de coco maduro y sobremaduro, disminuyendo las propiedades antioxidantes y por ende la capacidad de captación de radicales libres del AC (Thuan-Chew et al., 2014).
Usos del agua, la pulpa y la leche de coco Toda la palma de coco se puede utilizar, pero los principales productos se obtienen de los frutos: la pulpa, la copra (pulpa seca), el aceite extraído de la copra, (rica en ácido láurico), la LC, la fibra, la harina y el AC (de frutos inmaduros), se utilizan en varias aplicaciones como alimentos, piensos, jabones, detergentes y cosméticos. La pulpa se utiliza principalmente como materia prima para la producción de coco rallado, LC y otros derivados. El consumo de AC inmaduro es importante y en parte es debido a la creciente demanda de alimentos naturales y saludables, es muy apreciada por su sabor y frescura, se considera una bebida isotónica natural que alcanza alrededor de 450 millones de litros por año en forma fresca e industrializada en Suramérica (Santana et al., 2011). Entre los muchos beneficios reportados por el AC, reduce la frecuencia del ritmo cardiaco, mejor que algunas bebidas isotónicas comerciales (Syafriani et al., 2014).
Igutti et al., (2011), reportaron que los componentes de la PC verde, probablemente las proteínas y los hidratos de carbono, tienen poder y propiedades emulsionantes y estabilizantes, estas propiedades permiten el desarrollo de helados tipo crema, bajos en grasa, sin lactosa y sin colesterol.
Santana et al., (2011), indicaron que la PC verde tiene capacidad de formación de espuma y emulsionante que se pueden utilizar para la producción de helado, incluso a valores de pH bajos. El helado a base de frutas que no contiene sólidos de la leche se define como sorbete. Sin embargo, la composición de la PC, con proteínas, lípidos y carbohidratos, hizo posible la fabricación de un producto con propiedades similares de un verdadero helado. La pulpa liofilizada permite comparar las formulaciones con y sin lípidos, pero la pulpa fresca es más adecuada para la fabricación de helados, porque es casi insípida e inodora, que hace que este ingrediente sea apropiado para formular productos de helado tipo crema con diferentes sabores, los ácidos grasos de cadena media predominan en el aceite de coco, ácido láurico principalmente. Los lípidos de la pulpa tuvieron más influencia en la capacidad espumante, dureza y en la capacidad emulsionante del helado.
En cuanto a la copra, pulpa seca del coco, empleada para la extracción de aceite, contiene aproximadamente entre 65 a 75 % de aceite, 10 % de proteína, 20 % de carbohidratos y niveles inferiores al 10 % para azúcares y agua (Debmandal y Mandal, 2011). Otro derivado del coco es el agua nativa de coco, la cual es utilizada como bebida refrescante natural, con un valor calórico de

21
17,4/100g y contenidos de vitaminas del grupo B (B1, B2, B3, B5, B6, B9), azúcares, polioles, vitamina C, aminoácidos libres, fitohormonas, enzimas y factores que promueven el crecimiento (Debmandal y Mandal, 2011). También podría ser usada el AC como un sustrato no lácteo que se puede introducir como un nuevo vehículo para el consumo de bebidas fermentadas funcionales, especialmente por veganos y/o vegetarianos y los consumidores intolerantes a la lactosa (Camargo et al., 2015).
Trinidad et al., (2006), analizaron la harina de coco obtenida de la pulpa, concluyendo que (a) es una fuente rica en fibra dietética, es fermentable y producen ácidos grasos de cadena corta con buty- rate> acetato> propionato; (b) el aumento de cantidades de fibra dietética presente en la harina de coco añadido a los diferentes alimentos de prueba tiene poco o ningún efecto sobre la disponibilidad de minerales. Las diferencias en la disponibilidad de minerales a partir de harina de coco en alimentos suplementados pueden atribuirse al contenido mineral, la interacción mineral-mineral, y la presencia de ácido fítico y ácido tánico; (c) el índice glucémico de los alimentos suplementados con harina de coco disminuyó con el aumento de los niveles de fibra dietética a partir de harina de coco; y (d) el consumo entre un 15-25 % de fibra dietética reduce el colesterol, colesterol LDL sérico total y los triglicéridos de los seres humanos en niveles moderados. Los resultados de este estudio sirven como base en el desarrollo de harina de coco como un alimento funcional que justifica aumento de la producción de coco y de subproductos.
Un producto muy apetecido es la LC, ya que es un ingrediente principal en múltiples platos culinarios; sin embargo, la tendencia actual es su consumo directo por la presencia de ácidos grasos saturados de cadena media (Navarro et al., 2007). Por tal motivo, la industria del coco, enfocada prioritariamente a la obtención de aceite se está inclinando a la extracción de la leche, donde para el año de 1997, del total de nueces de coco producidas a nivel mundial el 25 % fueron consumidas como leche (Seow y Gwee, 1997). La composición fisicoquímica de la LC cruda, según el Departamento de Agricultura de los Estados Unidos citado por Navarro et al., (2007) contiene 67,6 % de humedad, 2,2 % de proteína, lípidos 23,8 %, carbohidratos 5,5 %, azúcares 3,3 %, fibra dietaria 2,2 % y cenizas 0,7 %. Se observa que la LC es básicamente agua y grasa, con baja cantidad de proteína, carbohidratos, fibra y cenizas. Además, cerca del 95 % de los lípidos son de cadena saturadas, principalmente representadas por el ácido láurico. En menores cantidades están presentes minerales tales como fosforo, calcio y potasio y algunas vitaminas del grupo B y ácido ascórbico (Debmandal y Mandal, 2011).
La LC es una emulsión de grasa en agua, de color blanca, obtenida de la desintegración del endospermo sólido empleando o no, su agua y/o agua potable y posterior tamizado con el objeto de eliminar la fibra cruda presente en el producto final, su composición proximal varía dependiendo de factores como variedad, localización geográfica, prácticas culturales, madurez, método de extracción y cantidad de agua adicionada durante su obtención, además por su composición de ácidos grasos podría considerarse un alimento funcional (Codex Alimentarius, Navarro et al., 2007).
Varios trabajos se han publicado acerca de la LC, donde han trabajado diversos aspectos durante su procesamiento y estabilidad, es así como Jirapeangtong et al., (2008), determinaron las propiedades físicas de la LC con alto contenido de grasa esterilizada (30 %) y como se ve afectada por el azúcar de coco (10-30 %) y agentes estabilizantes como carboximetilcelulosa (CMC: 0,6-1,0 %) y Montanox 60 (0,6-1,0 %). Donde se determinó la estabilidad de la emulsión (EE) y las propiedades reológicas después del tratamiento térmico a 121 °C durante 60 min, encontrándose que a contenidos de azúcar similares y al aumentar la concentración de CMC o Montanox 60 aumenta la EE. Se encontró que las concentraciones de CMC y Montanox 60 en el intervalo de 0,8-1,0 % aumenta la EE en el intervalo de 81,16 a 91,15 %. Se encontró que todas las muestras mostraron un comportamiento pseudoplástico con el índice de comportamiento de flujo (n) entre 0,63 y 0,84.
Simuang et al., (2004), analizaron las propiedades reológicas de la LC con diferentes contenidos de grasa (15-30 %) fueron estudiados en un intervalo de temperaturas de 70-90 °C. Todas las muestras mostraron un comportamiento pseudoplástico con el índice de comportamiento de flujo (n) entre

22
0,756 y 0,923. Se concluyó a partir de los resultados, que la temperatura junto con la contribución de contenido de grasa tuvo efecto significativo en las propiedades reológicas de la LC.
Waisundara et al., (2007), demostraron que los tratamientos de escaldado y congelación tuvieron éxito en la eliminación de reacciones enzimáticas de deterioro, lo que permite la preservación de la PC durante un largo período de tiempo bajo condiciones de congelación. Por lo tanto, la PC fresca puede ser escaldada y almacenada en congelación durante largos períodos de tiempo para extraer la LC fresca sin reducir significativamente la capacidad de extracción o la calidad de la LC.
Al mismo tiempo Tangsuphoom y Coupland, (2008b y 2009), utilizaron diferentes tipos de estabilizantes – emulsificantes (caseinato de sodio, suero de leche, aislado de proteína, dodecil sulfato de sodio o monolaurato de sorbitán de polioxietileno), donde se observó mejora en la estabilidad de las emulsiones de LC por la adición de estabilizadores de superficie apoyados por la determinación de las propiedades superficiales de las emulsiones. Tensoactivos de molécula pequeña desplazan completamente las proteínas de coco interfaciales cuando se añade a la emulsión de la LC, ya sea antes o después de la homogeneización, y por lo tanto como resultado, una disminución en la superficie de carga de proteínas, así como un cambio en el potencial -ζ de las gotas de la emulsión. La adición de proteínas de leche a la LC homogeneizada no afectó a la interface con la proteína añadida y se mantuvo en general en la fase acuosa. Sin embargo, cuando se añadió la proteína de la LC antes de la emulsión, compitió con las proteínas de coco para adsorberse en la interfaz recién creada.
Tangsuphoom y Coupland (2008a), evaluaron el efecto del pH (3 a 7) y NaCl (0 a 200 mM) sobre las propiedades y la estabilidad de la LC (Cocos nucifera L.), con el 16 a 17 % de grasa, 1,8 a 2 % de proteína extraída del endospermo del coco y se diluyó en una solución tampón para producir emulsiones naturales de aceite en agua (aceite de 10 % en peso). Las variables de respuesta fueron tamaño medio de partícula, potencial -ζ, viscosidad, la microestructura y la estabilidad formación de crema. A valores de pH cerca del punto isoeléctrico de las proteínas de coco (pH 3,5 a 4) y en ausencia de NaCl, la LC flocula, pero no se aglutina. La floculación correspondió a cargas superficiales bajas y fue acompañado por un aumento en la viscosidad de la emulsión. Al adicionar NaCl (200 mM) a esas emulsiones floculadas no cambió el grado aparente de la floculación. La emulsión de la LC a pH 6 se carga negativamente y no flocula. Tras la adición de sal, el ζ disminuye entre -16 a -6 mV (en NaCl 200 mM), pero esto no fue suficiente para inducir la floculación en emulsiones de LC. A pH bajo, las gotas cargadas positivamente de las emulsiones de LC, solamente floculan cuando la concentración de NaCl superó 50 mM, cuando el ζ se acercó a cero.
Tipvarakarnkoon, Einhorn-Stoll y Senge, (2010), evaluaron emulsiones hechas con dos gomas modificadas, tenían un tamaño de gota inferior a 1 mm y eran completamente estables durante al menos 7 semanas a 30 °C. La GUMTM EM2 y EM10, donde esta última fue más eficiente como emulsionante que la EM2; la distribución de tamaño de gota era más homogénea. Todas las emulsiones resultaron ser líquidos de poca viscosidad y casi newtonianos. Se puede concluir que la estabilidad de la emulsión era principalmente resultado de las excelentes propiedades emulsionantes y no de un efecto de espesamiento adicional de las gomas. Las gomas de acacia modificadas pueden recomendarse como un emulsionante y estabilizante para su aplicación en diferentes productos alimenticios, preferentemente en emulsiones de viscosidad baja, tales como de LC u otras bebidas. Raghavendra y Raghavarao (2010), estudiaron la desestabilización de la emulsión de la LC utilizando diferentes tratamientos como térmico, pH, enzima, congelación-descongelación y la combinación de enzima y la refrigeración, donde se encontró que el método más eficaz para la desestabilización de la emulsión de la LC es la combinación de tratamientos especialmente los métodos enzimáticos - refrigeración.
Entre los aditivos más utilizados para la preparación de emulsiones están los hidrocoloides que son un grupo diverso de polímeros de cadena larga que son fácilmente dispersivos, total o parcialmente solubles y con tendencia a hincharse en el agua. Cambian las propiedades físicas de una solución para
23
formar geles, o permiten el espesamiento, emulsificación, revestimiento y la estabilización. La presencia de muchos grupos hidroxilo aumenta notablemente su afinidad por la unión de agua haciéndolas hidrófilas. Además, los hidrocoloides pueden producir una dispersión, que es un intermedio entre una verdadera solución y una suspensión y exhiben las propiedades de un coloide (Mei-Li y Shao-Ping, 2016).
Los hidrocoloides abundan en la naturaleza como estructural, almacenamiento, o de otros componentes funcionales de tejidos vegetales y animales, pero sólo un número limitado son de importancia comercial. Los hidrocoloides comerciales comunes incluyen almidón, pectina, inulina, gelatina, agar, goma de xantan, goma guar, carragenina, alginatos, goma de algarroba, goma árabe, goma gellan, metilcelulosa (MC), carboximetilcelulosa (CMC), hidroxipropilcelulosa metil celulosa (HPMC), e hidroxietil celulosa de metilo (HMC), etc. El mundo del mercado de hidrocoloide está compuesto de un 70 % de almidones, 12 % de gelatina, 5 % de pectina, 5 % de carragenato y 4 % de goma de xantan, seguido de LBG, alginatos, CMC, goma guar, y muchos otros, con un volumen total de 260.000 toneladas (Nussinovitch y Hirashima, 2014).
Finalmente, es importante resaltar que el coco tiene un papel único en la dieta de los humanos debido a que es fuente de importantes componentes funcionales, los cuales son encontrados principalmente en la parte grasa de los diferentes productos como el coco entero, del coco deshidratado, aceite y LC. Dentro de los ácidos grasos encontrados en el coco aproximadamente el 50 % es ácido láurico, el cual es un ácido graso de cadena media, que tiene una función benéfica adicional ya que favorece la formación de monolaurina (monolaurato de glicerol) en el cuerpo humano o animal. A estos dos compuestos se les ha reconocido propiedades antivirales, antibacteriales y antiprotozoarios (Enig, 2004).
Alimentos funcionales (AF) En la actualidad el cambio en los estilos de vida ha motivado la necesidad de reducir tiempos en la preparación de alimentos; así como los nuevos hábitos de buena alimentación, donde el consumidor está cada vez más interesado en las relaciones entre la dieta y la salud, preocupándose no solo por la composición de los alimentos, sino también por aquellos efectos beneficiosos o perjudiciales que pudieran tener sobre su bienestar físico y mental, esta situación ha generado un rápido crecimiento de los alimentos funcionales. Es así como hoy día todos los países desarrollados y en vía de desarrollo, dentro de sus políticas de salud pública y seguridad alimentaria, impulsan acciones destinadas al bienestar en la salud o mejora en las dietas de los ciudadanos (Betoret et al., 2011). El concepto de los AF fue desarrollado en Japón durante la década de 1980, como una necesidad para reducir el alto costo de los seguros de salud que aumentaban por la necesidad de proveer cobertura a una población cada vez de mayor en edad (Anónimo, 1991). Japón es el único país que tiene un sistema regulador de AF, el sistema FOSHU (alimentos de uso exclusivo para la salud) e incluyen 11 categorías de ingredientes funcionales: Fibra alimentaría, Oligosacáridos, Alcoholes derivados de azúcares, Ácidos grasos poliinsaturados, Péptidos y proteínas, Glucósidos, isoprenoides y vitaminas, Alcoholes y Fenoles, Colinas (Lecitina), Bacterias del ácido láctico (BAL), Minerales: macrominerales y microminerales y otros (Mazza, 2000). De acuerdo al sistema FOSHU, un AF debe cumplir 3 condiciones: alimento a base de ingredientes naturales, alimento que debe consumirse como parte de una dieta diaria y que al consumirse tiene una particular función en el cuerpo humano. La Academia Nacional de Ciencia de los Estados Unidos ha definido los AF como “Cualquier alimento o ingrediente alimenticio modificado, que pueda proporcionar un beneficio a la salud superior al de los nutrientes tradicionales que contiene” (Thomas y Eart, 1994). En el marco de los AF, la operación de adición de compuestos funcionalmente activos (CFA), como en el caso de vitaminas, minerales y otros, que se ha convertido en una práctica comercial. Dentro de la terminología más utilizada, se distinguen los siguientes conceptos (http://www.fao.org; Walter, 1994).

24
• Fortificación: Proceso que supone agregar CFA a los alimentos con fines sanitarios destinados a sectores específicos de la población según criterios nutricionales. Los nutrientes agregados pueden no estar presentes originalmente en el alimento portador.
• Enriquecimiento: Proceso que supone la adición suplementaria de nutrientes a niveles superiores a los encontrados de forma natural en los alimentos.
En el contexto nacional e internacional, en el mercado actual se encuentran una serie de productos que se enmarcan en la gama de los AF, que ayudan a favorecer un adecuado crecimiento y desarrollo del individuo, interesantes para las mujeres durante la etapa de la gestación, el desarrollo fetal, el crecimiento y desarrollo del lactante y del niño. Hay alimentos enriquecidos con hierro y folatos (cereales de desayuno), yodo (sal yodada), calcio (lácteos y bebidas), vitamina D (lácteos y grasas), nutrientes específicos en la infancia (fórmulas infantiles), etc. Así mismo hay alimentos como barras de cereales fortificadas con calcio para prevenir la osteoporosis, o alimentos con proteína de soya para reducir el riesgo de cáncer de mama y con ácido fólico. Es destacable en la industria de alimentos el uso de productos provenientes de cereales, como es el caso de soya y trigo (Wang y Lawrence, 2001)
La legislación colombiana desde la Resolución 11488 de 1984 del Ministerio de Salud, ha presentado algunas indicaciones en los artículos 3, 47 y 48 sobre bebidas fortificadas. Posteriormente se han dictado nuevas disposiciones, según decreto 2266 de 2004, decreto 3553 de 2004, decreto 3636 de 2005, decreto 3249 de 2006, decreto 4857 de 2007, la Resolución 288 del 2008 del Ministerio de la Protección Social y finalmente la Resolución 0333 de 2011 del Ministerio de la Protección Social. Adicionalmente, se tiene como apoyo normativo, los principios del Codex Alimentarius para la adición de nutrientes esenciales a los alimentos, según el código CAC/GL 09 de 1991 (http://www.codexalimentarius.net).
El establecimiento del nuevo Reglamento Técnico por parte del Ministerio de Protección Social a través de la Resolución 0333 de 2011, fijó los nuevos requisitos de rotulado o etiquetado nutricional, que deben cumplir los alimentos envasados para el consumo humano. Se resaltan aspectos importantes que justifican los cambios realizados así:
El Titulo II, capítulo IV “VALORES DIARIOS DE REFERENCIA DE NUTRIENTES”, artículo 13 (ver Tabla 2), fijó los nuevos % del valor diario de referencia (VDR) de los nutrientes, para dos (2) estados de edad, uno para niños mayores de seis (6) meses y menores de cuatro (4) años y el otro para niños mayores de cuatro (4) años y adultos. El capítulo V “DECLARACIÓN DE PROPIEDADES NUTRICIONALES”, artículo 17 “Términos o descriptores permitidos para las declaraciones de propiedades relacionadas con el contenido de nutrientes: Alto, Buena fuente, Libre de, Bajo, Muy bajo, Magro y Extramagro”. Artículo 17, numeral 19.3 “Enriquecido/Fortificado/Adicionado: por porción declarada en la etiqueta el alimento se ha adicionado por lo menos en un 10% y no más del 100% del valor de referencia para las vitaminas, minerales, proteína y fibra dietaria, incluyendo los productos tipo comida o plato principal de una comida, en comparación con el alimento de referencia. Los alimentos que cumplan con este descriptor, también podrán utilizar los siguientes sinónimos: “añadido” o “más”. El término “Enriquecido/ Fortificado/ Adicionado” debe aparecer en la etiqueta seguido inmediatamente de la preposición “con” y del nutriente(s) que ha sido añadido. Cuando el alimento está enriquecido con más de tres (3) vitaminas y/o minerales, podrá utilizar la expresión “Enriquecido/ Fortificado/ adicionado con vitaminas y/o minerales”. Por ejemplo “Enriquecido con vitamina C”; “Fortificado con vitaminas y minerales”; “Enriquecido con 4 vitaminas y 2 minerales”. De acuerdo a lo anterior, el Ministerio de Protección Social, estableció en la Resolución 0333 de 2011, los nuevos valores diarios de referencia (VDR) para la población colombiana (Tabla 2).

25
Tabla 2. Valores diarios de referencia de consumo de calcio y vitaminas en Colombia.
Nutriente Unidad de
medida
Niños mayores de 6 meses y menores de 4
años
Niños mayores de 4 años y adultos
Calcio mg 385 1000 Vitamina C mg 32 60 Vitamina D µg / UI 5 µg / 200 UI 10 µg / 400UI Vitamina E µg / UI 3,85 mg / 6,26 UI 20 mg / 30 UI
Fibra dietaria g 19 25 *UI: Unidad internacional.
Componentes fisiológicamente activos (CFA)
Calcio El creciente reconocimiento del papel importante del calcio en innumerables regulaciónes de los procesos celulares en la salud y el bienestar durante toda la vida se ha centrado en la necesidad de asegurar una suficiencia de su consumo por razones nutricionales, fisiológicas y médicas. Además, el reconocimiento de los cambios dietéticos dinámicos y las preferencias de varias poblaciones en términos de su consumo de productos que contienen calcio, junto con grandes variaciones de los patrones de alimentos y la disponibilidad de calcio, destaca la necesidad de considerar y evaluar múltiples fuentes de calcio (lácteos, no lácteos, alimentos fortificados, y suplementarios). Por lo tanto, los aspectos de la esencialidad del calcio se consideran a través de la absorción y la biodisponibilidad, los cambios en los hábitos y preferencias dietéticas individuales y sociales y la evaluación de diferentes dietas e ingestas recomendadas para el calcio (Fishbein, 2004).
La eficiencia en la absorción de calcio está sujeta a una amplia variación individual de cada persona y está regulada por una serie de factores de la dieta y relacionados con el huésped, incluyendo el nivel global de calcio en un alimento, la composición química específica de los alimentos y el volumen de los alimentos consumidos, por ejemplo, la presencia de componentes que mejoran (proteínas en la dieta, lactosa, fosfopéptidos de caseína, y los oligosacáridos no digeribles) o inhiben (como ácido oxálico y ácido fítico) y de absorción de los componente en los alimentos tales como grandes cantidades de salvado que deprimen la absorción. No se han encontrado muchos otros componentes de la dieta, incluyendo grasa, fosfato, magnesio y cafeína que puedan afectar la absorción de calcio o la excreción significativamente (Berdanier, 2002; Gueguen y Pointillart, 2000; Heaney, 2001). La influencia dominante en la absorción de calcio es la vitamina D, la mala absorción de calcio es una característica de la deficiencia de vitamina D, cantidades por lo tanto adecuados de vitamina D son esenciales para una óptima absorción de calcio (Berdanier, 2002; Gueguen y Pointillart, 2000). Y es por ello que la deficiencia de calcio puede estar relacionada con el raquitismo infantil (Fishbein, 2004). Por la deficiencia de calcio se pueden presentar diferentes problemas en los huesos y a nivel sanguíneo (García, 2003). La osteoporosis se presenta principalmente en las mujeres adultas después de los 35 años de edad o después de la menopausia (Brouns y Vermeerc, 2000).
Muchos factores pueden influir negativamente en la biodisponibilidad de calcio, como ciertos medicamentos, por ejemplo, los anticonvulsivos, los glucocorticoides. El aluminio en forma de antiácidos cuando se toma en exceso puede aumentar significativamente la pérdida de calcio por la orina (Fishbein, 2004).
El ion asociado o ligando para el calcio se informa que tiene un papel relativamente menor en la absorción de calcio. Por ejemplo, sales de calcio, incluyendo CaHPO4, Ca3(PO4)2, CaCO3, y citrato de calcio a pesar de poseer solubilidades acuosas que van 1,5 a 1.800 mg/dL exhiben esencialmente la misma absorción fraccional cuando se probó en seres humanos y es generalmente buena (Heaney, 2001; Fishbein, 2004).

26
Vitamina D El término vitamina D hace referencia a un grupo de sustancias con actividad antirraquíticas. La vitamina D3 (colecalciferol) es de origen animal y puede ser tanto suministrada por la dieta como ser sintetizada de manera endógena a partir de la 7- dehidrocolesterol o provitamina D3 en la piel mediante la exposición a la luz ultravioleta (Bässler et al., 2002). La vitamina D2 (ergocalciferol) es de origen vegetal. La vitamina D es hidroxilada principalmente en el hígado a 25-hidroxi-vitamina D3, la cual es liberada a la circulación. En el riñón, la 25-OH-Vitamina D es hidroxilada a 1,25-dihidroxi-vitamina D, que es la forma biológicamente más activa de la vitamina D y responsable de la mayoría de los efectos de la vitamina D, particularmente en el metabolismo del calcio. La principal función de la 1,25-dihidroxi-vitamina D es incrementar la absorción del calcio y fósforo. Además, estimula la reabsorción tubular del calcio y fósforo en el riñón. En general, la vitamina D es importante durante la fase de rápido crecimiento y mineralización del hueso que tienen lugar durante la infancia (Romero-Braquehais, 2008).
Antioxidantes Los antioxidantes son compuestos que interrumpen las reacciones en cadena que producen los radicales libres, neutralizándolos por donación de sus hidrógenos fenólicos; estas son especies muy inestables que tienen un electrón desapareado que pueden reaccionar con cualquier otra molécula como ácidos grasos de las membranas de las células grasas que circulan por la sangre, proteínas, vitaminas, ácidos nucleicos de los genes, etc. (Curtay y Lyon, 2000). Los antioxidantes son muy usados en la industria de alimentos por su capacidad conservadora; además, retardan el desarrollo del olor rancio, disminuyen la posibilidad de generación de compuestos tóxicos, evitan la decoloración de los pigmentos, no permiten los cambios en la textura, disminuyen la pérdida de valor nutricional causada por la degradación de los ácidos grasos esenciales (Rosas Romero, 2004).
Hay un número importante de sustancias en la naturaleza que tienen propiedad antioxidante. Los vegetales y las frutas son fuentes ricas en estos compuestos (vitaminas E y C, carotenoides, flavonoides, etc.), sin embargo, para la buena asimilación de esos antioxidantes deben existir condiciones fisiológicas adecuadas y niveles apropiados de minerales como Zinc, Cobre y/o Selenio para que el organismo pueda aprovechar eficientemente la capacidad de estos (Céspedes et al., 2000). La actividad antioxidante, quizás sea la función más importante que lo hace primera línea de defensa contra el llamado estrés oxidativo. Cuando los mecanismos neutralizantes naturales resultan insuficientes para contrarrestar sus efectos lesivos, los radicales libres desencadenan un proceso de degeneración celular que al parecer está en la génesis de graves enfermedades como el Parkinson, la artritis, la arteriosclerosis, la diabetes o el cáncer (Cao et al., 1998).
Vitamina E Los tocoferoles y los tocotrienoles son los principales compuestos que exhiben actividad de vitamina E y son los antioxidantes naturales más importantes por su alta actividad (Yoshida et al., 2003; Ohkatsu et al., 2001) y permitidos para uso en alimentos. En la naturaleza se han encontrado ocho substancias con actividad de vitamina E: a, b, g, d-tocoferol y a, b, g, d-tocotrienol, las cuales cada una tiene una actividad vitamínica característica y se destaca el α-tocoferol natural como el de mayor actividad biológica, así como la única que es mantenida en el plasma humano de acuerdo con los estudios fisiológicos y bioquímicos desarrollados en aplicaciones clínicas (Traber, 1999). La vitamina E engloba a todos los derivados sintéticos y naturales del tocoferol y tocotrienol que tienen la actividad biológica de RRR-α-tocoferol (1 mg RRR-α-tocoferol = 1 mg equilavente α-tocoferol, α-ET; actividad del 100 %), que difiere en la posición de los grupos metilo en sus cadenas laterales.
La vitamina E actúa como un antioxidante en los tejidos y es considerada esencial para la protección de los lípidos insaturados en las membranas biológicas frente al daño oxidativo (Traber y Sies, 1996). La vitamina E es absorbida en el intestino delgado después de entrar en una mezcla micelar, que requiere la presencia de los ácidos biliares y enzimas pancreáticas para formar monoglicéridos que

27
son incorporados en las micelas. Anterior a la absorción, los ésteres de vitamina E necesitan ser hidrolizados por la acción de las sales biliares y la lipasa estimulada presente en la leche humana o por actividad lipolítica pancreática. La absorción de la vitamina E parece ser un proceso pasivo y no saturable sin ningún transportador específico. Existe evidencia científica de que la vitamina E puede ayudar a prevenir ciertas formas de cáncer (Zheng et al., 1995; Rapola et al., 1996; Romero-Braquehais, 2008).
Vitamina C El ácido L-ascórbico es un compuesto de 6 carbonos relacionado estructuralmente con la glucosa. Es un agente con una elevada capacidad reductora, tanto el ácido ascórbico como su forma oxidada (ácido L-dehidroascórbico) presentan actividad biológica y son interconvertibles por una reacción de oxidación/reducción. En la mayoría de los tejidos el ácido ascórbico existe en la forma reducida (90 %).
Es otro antioxidante importante, siendo uno de los principales utilizados en la industria de alimentos. Se encuentra en las frutas y hortalizas, su poder antioxidante al igual que la vitamina E, se debe a que capta radicales libres, y de oxígeno que reacciona para formar peróxidos lipídicos. La estabilidad de la vitamina C, es la más lábil de las vitaminas de los alimentos, la mayor pérdida se produce durante la recolección, el procesamiento y almacenamiento debido a la oxidación; la cual es acelerada por la luz, el oxígeno, el calor, el incremento de pH, la aw, la presencia de cobre y sales ferrosas (Tauguinas et al., 2004).
La deficiencia de vitamina C se asocia con varias formas de anemia, pero no está claro si esta vitamina (ascorbato) está directamente implicada en la hematopoyesis o si la anemia aumenta indirectamente las interacciones de la vitamina C con el ácido fólico y el metabolismo del hierro. En su papel como agente reductor, la vitamina C puede facilitar la absorción del hierro desde el tracto gastrointestinal y permitir su movilización desde las reservas. El hierro y el ácido ascórbico forman un complejo quelante-hierro que es más soluble en el medio alcalino del intestino delgado y por lo tanto, más fácil es su absorción. La suplementación con vitamina C puede aumentar la absorción del hierro de la dieta. Sin embargo, el ácido ascórbico debe ser consumido casi a la misma vez que el hierro para ser eficaz. Además, la vitamina C puede contrarrestar la inhibición de la absorción del hierro producida por los fitatos y taninos de la dieta (Thompkinson y Kharb, 2007; Romero-Braquehais, 2008). En general, la vitamina C mejora la absorción del hierro no hemo, protege a las células frente al daño oxidativo y contrarresta los efectos de los inhibidores de la absorción del hierro. También, incrementa los niveles de hierro en suero, las concentraciones de ferritina y hemoglobina en los niños y mujeres no embarazadas (Romero-Braquehais, 2008).
Secado por aspersión (SA) El SA (pulverización) es un método muy utilizado para la transformación de una amplia gama de productos alimenticios líquidos en forma de polvo. El proceso implica pulverizar soluciones finamente atomizadas en una cámara donde el aire seco caliente, evapora rápidamente la solución dejando las partículas secas por pulverización. Los polvos secos se pueden almacenar a temperatura ambiente durante períodos prolongados, sin comprometer su estabilidad, son más baratos de transportar y fácil de manejar en las plantas de fabricación, son económicos de producir en comparación con otros procesos, tales como la liofilización, congelación, además que no requiere de costos adicionales en el almacenamiento y manipulación (Cuq et al., 2011; Masters, 1979). El secado por pulverización tiene muchas aplicaciones, en particular en la industria alimentaria, farmacéutica y agroquímica. La conversión de los materiales alimenticios de alto valor, tales como extractos de frutas y vegetales, en forma de partículas no es fácil debido a la presencia de una alta proporción de azúcares de bajo peso molecular en su composición, que conducen al problema de la pegajosidad, donde las partículas se adhieren unas a otras, al secador o a las paredes del ciclón, permaneciendo allí y formando depósitos de pared gruesa, mientras que muy poco producto sale por la salida del secador.

28
Esto podría conducir a problemas de bajo rendimiento y de mal funcionamiento del equipo (Igual et al., 2014; Phisut, 2012).
El secado por pulverización implica cuatro etapas de operación: (1) la atomización de la alimentación líquida en la cámara de pulverización, (2) el contacto entre la pulverización y el medio de secado (3) evaporación de la humedad y (4) la separación de los productos secos con la corriente de aire (ver Figura 2). En la etapa de atomización, el líquido a granel se rompe en un gran número de pequeñas gotas. La elección del atomizador es más importante en el logro de la producción económica de productos de alta calidad (Fellows, 1998). Existen varios tipos de atomizador como el rotatorio, por boquilla de presión y de dos boquillas atomizadoras de fluido (Masters, 1979; Mujumdar, 1987; Phisut, 2012).
Figura 2. Etapas del proceso de SA. (Tomada de Kuriakose y Anandharamakrishnan, 2010).
Durante el contacto entre la alimentación y el medio de calentamiento las gotas se reúnen con el aire caliente en la cámara de pulverización, ya sea en flujo co-corriente o en contracorriente. La gran superficie de las gotas conduce a tasas de evaporación rápida, manteniendo la temperatura de las gotas a la temperatura de bulbo húmedo. En este periodo los diferentes productos presentan características diferentes, tales como la expansión, el colapso, la desintegración y la forma irregular.
El calentamiento de la gota es impulsado por la diferencia de temperatura entre la superficie de la gota y el aire caliente. El gradiente de temperatura dentro de la gota es típicamente insignificante, de modo que la gota es uniforme en temperatura. Esto es evidente en varios análisis de número de Biot (Chen y Patel, 2008) y el pequeño tamaño de la partícula junto con la alta velocidad de calentamiento impide cualquier posible distribución significativa de la temperatura, este aspecto es una consideración importante, porque la calidad de la partícula del alimento puede cambiar, particularmente en la superficie (ver Figura 3). Para la separación del producto seco (polvo), este se recoge en la base del secador y removido por un separador de ciclón o transportador de tornillo o un sistema neumático. Otros métodos para recoger el polvo seco son filtros de mangas y precipitadores electrostáticos (Fellows, 1998). La selección del equipo depende de las condiciones de funcionamiento, como el tamaño de partícula, forma, densidad aparente y la posición de salida de polvo.
Los parámetros más importantes que tienen que ser controlados en un proceso de SA son: • Material de alimentación: Temperatura, Caudal, concentración inicial. • Atomización: Presión de alimentación (boquilla) Presión de aire, velocidad de rotación del
atomizador. • Flujo de aire de entrada: Temperatura, caudal, humedad. • Flujo de aire de salida: Temperatura, humedad (Igual et al., 2014; Woo y Bhandari, 2013;
Phisut, 2012).

29
Este proceso ha sido utilizado en la obtención de polvo y encapsulación de compuestos bioactivos de varias frutas especialmente exóticas y tropicales dado su interés para la industria por sus características organolépticas y nutricionales (Masters, 2004; Chiou y Langrish, 2007).
Figura 3. Cambios que sufre una gota al ser sometida al SA (Tomada de Woo y Bhandari, 2013).
La deshidratación de alimentos ricos en azúcares, como jugos o purés de frutas, es un proceso técnicamente muy difícil, debido a la acentuada higroscopicidad y alta termoplasticidad de los mismos sobre condiciones de alta humedad o temperatura del aire de secado. Estas condiciones promueven la transformación de la alimentación líquida en un estado pegajoso o gomoso y altamente adherente a las paredes del secador, disminuyendo el rendimiento del producto, el resultado es la no formación de polvo. Bhandari et al., 1997b, correlacionaron la tendencia al comportamiento pegajoso a las temperaturas de secado superiores a la temperatura de transición vítrea (Tg) que es definida como aquella en que el material pasa del estado vítreo a un estado gomoso. Esta temperatura es específica para cada sustancia pura, así como para una sustancia mixta como un alimento. Los autores presentaron una ecuación útil para estimarla, con base al conocimiento de la concentración de sus componentes individuales y respectivas Tg. Por lo tanto solo a través de técnicas especiales (secado a bajas temperaturas, cristalización parcial de azúcares, incorporación de aditivos, enfriamiento de la pared en la sección de colecta de los polvos, recirculación de polvos finos para el interior de la cámara, introducción de superficies raspadoras y modificación en las dimensiones y en la forma de la aspersión) ha sido posible la obtención de frutas en polvo con mayores rendimientos y mejor calidad (Karatas y Esin, 1990; Bhandari et al., 1997a).
El uso de aditivos incluye goma arábiga, pectinas, maltodextrina, fibra vegetal, entre otros, los cuales aumentan la Tg y posibilitan la utilización de temperaturas más altas para la obtención de productos con menor humedad y más estables. Por otro lado, la concentración de los mismos en la alimentación no debe exceder los límites técnicos de operación del equipamiento (pueden elevar la viscosidad y perjudicar el desempeño del atomizador y boquillas de presión) y alterar el sabor. La maltodextrina, actualmente, es más utilizada para obtención de jugos de frutas en polvo, por satisfacer tales exigencias, además de tener un precio accesible (Bhandari et al., 1993).
Las propiedades físicas del polvo relacionadas con su facilidad de reconstitución, incluyen la humedad, densidad aparente y porosidad del lecho, densidad de la partícula y respectiva porosidad, las propiedades de “instantanización” (penetración, humectabilidad, dispersabilidad, solubilidad), tamaño de partícula o distribución granulométrica, entre otras. Tales propiedades se afectan por la naturaleza de la alimentación (contenido de sólidos, viscosidad y temperatura); tipo de atomizador, velocidad o presión operacional y temperaturas de entrada y salida del aire de secado (King et al., 1984; Hall e Iglesias, 1997; Nath y Satpatthy, 1998).
El control de la densidad del polvo es también muy importante desde el punto de vista económico, pues está ligado a los costos de envasado, siendo deseable una mayor densidad (King et al., 1984). Piseky, (1978), presentó una completa exposición de los múltiples factores que influencian la

30
densidad aparente para un sistema lácteo, tales como: la densidad de la partícula, el contenido de aire entre las partículas. La densidad de la partícula depende de la composición química, de la alimentación y el aire ocluido, el cual es influenciado por los siguientes factores: incorporación de aire en la alimentación, incorporación de aire por el aumento en la velocidad de atomización, capacidad del sistema de alimentación en formar espumas, concentración de la alimentación, temperaturas de secado. El contenido de aire entre las partículas está relacionado con la distribución granulométrica, y cuanto menor sean las partículas, mas poroso es el lecho.
Aditivos utilizados en el SA En general, la viscosidad causa una considerable pérdida económica y limita la aplicación del SA en los alimentos, así como en materiales farmacéuticos. Con el fin de reducir la pegajosidad, diferentes solutos se han usado como portadores y agentes de recubrimiento como son la goma arábiga, maltodextrinas, almidones, gelatina, metil celulosa, goma de tragacanto, alginatos, pectina, dióxido de silicio, fosfato tricálcico, glicerol monoestearato y mezclas de algunos de ellos. Las maltodextrinas son carbohidratos digeribles, se obtienen a partir de diferentes fuentes amiláceas como, maíz, papa, arroz y yuca. El proceso para producirlas es a partir de la cocción del almidón seguido por la adición de un ácido y/o hidrólisis enzimática para romper el almidón en cadenas más pequeñas. Estas cadenas se componen de varias moléculas de oligosacáridos a lo largo de los polisacáridos de mayor peso molecular y usualmente son clasificadas de acuerdo con su equivalencia de dextrosa, la cual determina su capacidad reductora y ha sido considerada inversamente a su peso molecular promedio; sin embargo, el uso del equivalente de dextrosa ha mostrado ser inadecuado para predecir el comportamiento del producto en varias aplicaciones y parece que la distribución del peso molecular es una herramienta mucho más apropiada para predecir las propiedades fundamentales de las maltodextrinas (Avaltroni et al., 2004). La maltodextrina ofrece un buen rendimiento entre costo y efectividad en el proceso SA. Se ha encontrado que contribuye a la retención de algunas propiedades en los alimentos, tales como nutrientes, color y sabor, durante el secado por pulverización y el almacenamiento. Existen numerosos trabajos sobre el secado por atomización de diferentes frutas con maltodextrina: (fruta aril, el nopal, sandía, zanahoria negro, piña y el mango). Sin embargo, se ha demostrado que la goma árabiga puede ser más eficaz que la maltodextrina en la producción de polvo de borojó (Igual et al., 2014).
Los aditivos utilizados como ayudas en el SA tienen una alta temperatura de transición vítrea, por lo que mediante la mezcla de este, con los materiales que tienen bajas temperaturas de transición vítrea (alimento que se desea secar), tiene una temperatura global de transición vítrea más alta y al elevar la temperatura de transición vítrea, la temperatura de la partícula es menos probable que se eleve a la temperatura de punto pegajoso, lo que reduce la pegajosidad de los productos (Adhikari et al., 2005, Wang y Langrish, 2009).�
Además de las técnicas operativas, tales como la refrigeración de la pared del secador y enfriamiento con aire, un aditivo para ayudar al secado se puede utilizar para reducir la viscosidad durante la aspersión de jugo de fruta en el secador (Kudra, 2003; Gupta, 1978). Un aditivo se añade para muchos propósitos en el SA, tales como mejorar la velocidad de secado, prevenir de adherencia, reducir la higroscopicidad, conservar la fluidez del polvo seco y mantener la calidad del polvo en el almacenamiento (Langrish et al., 2007). Muchos materiales se utilizan como soportes, como el fosfato tricálcico, el cual se utilizó como soporte en el extracto concentrado de hojas Passiflora edulis. Proteínas de soya, pectinas y hemicelulosas se han utilizado como elemento estructural en el polvo (Bhandari et al., 1993). Las maltodextrinas con diferentes valores de equivalente de dextrosa (ED) son los aditivos más comunes en el SA de jugo de frutas (Gupta, 1978; Roos, 1995; Bhandari et al., 1997a; Langrish et al., 2007). Según Gupta (1978), la adición del aditivo al zumo de naranja para el secado por atomización no debería superar el 40 % del contenido total de sólidos del jugo. Si el jugo de frutas representa menos del 60 % de los sólidos totales en el polvo el sabor del jugo no es el mejor.

31
Wang y Langrish. (2009), reportaron que los aditivos más utilizados como en el SA han sido dióxido de silicio, maltodextrina, goma árabiga, almidón waxy, celulosa, caseína. �
Las maltodextrinas se utilizan como una ayuda para el proceso de SA debido a su alto peso molecular, bajo precio y a que no le generan al alimento ningún color y poco cambio en el sabor. Las maltodextrinas son amorfas y tienden a inhibir la cristalización del azúcar, son solubles en agua y tiene una Tg alta en el proceso de secado y almacenamiento (Kenyon, 1995). Su adición reduce significativamente la viscosidad de las soluciones de fructosa, lo que muestra su uso como una ayuda eficaz en el secado (Adhikari et al., 2005). También se utilizan con frecuencia para aumentar la Tg de los azúcares de bajo peso molecular y ácidos orgánicos. El valor de Tg de las maltodextrinas varía de 100 a 188 °C, dependiendo de su propiedad de equivalente de dextrosa (ED) (Bhandari et al., 1997b).
La fibra vegetal en el SA Prácticamente, los jugos de frutas y verduras pueden ser secados por aspersión para obtener un polvo, cuando hay una concentración suficiente de fibras naturales en el jugo. Los componentes de fibra de los alimentos son en su mayoría parte de la pared celular de las plantas. La utilización de fibra, obtenida a base de frutas o vegetales, como compañía en el proceso de SA para la producción de un polvo ofrece un gran potencial para utilizar los materiales de desechos vegetales. El uso de la fibra como soporte (aditivo) en el SA también podría aplicarse a otros alimentos como una alternativa natural a los aditivos que se utilizan actualmente. Sin embargo, el tamaño de las partículas y la caracterización de la fibra que se añadirá en los jugos podría ser un factor crítico para determinar las características del polvo como el sabor, la textura, el color, el transporte y la estabilidad de almacenamiento (Edwards y Langrish, 2004).
Edwards y Langrish, (2004); encontraron que las partículas de fibra de manzana y los productos de naranja tienen una superficie irregular, no muy alargadas y con un amplio rango de tamaños de 2 a 500 µm. La relación superficie/volumen en la medición del diámetro es significativa en el SA, ya que es conveniente para maximizar la superficie en relación con el volumen, lo que aumenta la superficie disponible para el secado. La microestructura de las fibras demostró que las partículas tenían una superficie muy heterogénea y en algunos casos, canales largos de superficie que se abren hacia el centro de la partícula. El tamaño de partícula y la forma de las fibras indicaron que es posible adsorber los sólidos de la fruta en las superficies interiores de las partículas de las fibras. Esto podría aumentar la utilidad de las partículas de fibra ya que les permite actuar más como encapsulantes, atrapando el valioso material dentro de la partícula de fibra durante el SA.
Langrish y Chiou, (2008), encontraron que la fibra de cítricos fue capaz de inducir la cristalización en el SA de extracto de hibisco. La combinación del polvo con la fibra, estabilizó el contenido de humedad. Cheuyglintase, (2009), encontró que la fibra de zanahoria es un excelente aditivo para el secado de jugo de manzana. La fibra puede impartir algunas propiedades funcionales a los alimentos, por ejemplo, aumentar la capacidad de agua, capacidad de retención de aceite, emulsión y/o formación de gel (Elleuch et al., 2011; Wallecan et al., 2015; Yalegama et al., 2013; Raghavendra et al., 2006; Piorkowski y McClements, 2014). Donde la capacidad de retención de agua (CRA) es la propiedad más importante desde el punto de vista tecnológico de la fibra. Las fibras solubles, tales como pectina y gomas, poseen una CRA, formando soluciones altamente viscosas, lo que hace que generalmente también sea utilizados como espesantes (Borderías et al., 2005).
Estabilidad de productos en polvo La vida útil se define como el tiempo máximo en el que un producto alimenticio se puede almacenar bajo condiciones ambientales específicas sin ningún deterioro apreciable en la calidad y aceptabilidad. Los factores ambientales que afectan la estabilidad de los alimentos incluyen la humedad, el oxígeno, vapores tóxicos, contaminación física, la luz y el historial de tiempo-temperatura del producto. Las pruebas de vida útil es una práctica estándar que se utiliza para estimar la calidad y la estabilidad de un determinado alimento durante su almacenamiento. Dependiendo de

32
la naturaleza del producto, diferentes propiedades o índices de calidad se deben evaluar experimentalmente en función del tiempo, con el fin de evaluar la degradación de la calidad del producto (Khanna y Peppas, 1982; Labuza, 1985; Achour, 2006).
Las propiedades higroscópicas de los productos en polvo son de gran importancia para el desarrollo del proceso de secado y para determinar las condiciones de almacenamiento de este; estas condiciones pueden determinarse mediante la evaluación de sus propiedades termodinámicas como isotermas de desorción - adsorción y el calor isostérico de sorción. Las isotermas de sorción de agua se pueden explicar cómo una relación de equilibrio entre la capacidad de retención de agua de los alimentos sólidos y la actividad de agua (aw) o la humedad relativa del entorno de almacenamiento a temperatura constante, las cuales juegan un papel clave en los estudios de conservación de alimentos deshidratados (Labuza, 1968).
El agua tiene un papel muy importante en la estabilidad de los alimentos debido a su contribución a las reacciones químicas, físicas y microbiológicas. El agua disponible en un cierto tipo de alimento, capaz de causar que estas reacciones se produzcan, se puede eliminar fácilmente por procedimientos de secado y está estrechamente relacionado con la aw (Barbosa-Cánovas et al., 2007).
En cuanto a las investigaciones realizadas para la obtención de polvo de coco, se encontró que Jayasunderaand y Kulatunga, (2014), reportaron la producción de jarabe de melaza en polvo amorfo de coco a través de SA, utilizando maltodextrina (DE-10) en tres formulaciones con proporciones diferentes de melaza de coco: maltodextrina: agua (30:20:50, 35:15:50 y 40:10:50) se secaron por pulverización a temperaturas de entrada y de salida de 165 °C y 65 °C, respectivamente. La recuperación de polvo en el secador por pulverización a escala piloto se utilizó como una medida de la facilidad de secado por pulverización para una formulación dada. El jarabe de melaza en polvo de coco secado por pulverización se caracteriza por el contenido de humedad, actividad del agua, el perfil de azúcar y morfología de las partículas. La mejor recuperación de polvo (58,6±3,5 %) se obtuvo para la formulación de jarabe de melaza de coco: maltodextrina: agua en la proporción de 35:15:50. El Xw y la aw inicial fueron de 1,04±0,003 % y 0,43±0,00, respectivamente. Se observó que tanto el contenido de humedad y la aw del polvo de jarabe de melaza no variaron significativamente (p> 0,05) en el almacenamiento de un año. La micrografía electrónica de barrido de polvo de jarabe de melaza de coco secado por pulverización demostró que las partículas eran de forma esférica. La morfología de estas partículas aparentemente da una buena indicación de la melaza en polvo de coco siendo amorfo. El perfil de azúcar de este polvo de melaza de coco mostró que tenía un contenido total de azúcar del 88,2±0,05 % de los cuales 46,6±0,02 % era sacarosa, 23,0±0,02 % glucosa y 18,6±0,01 % fructosa.
Jena y Das (2006) y (2012), obtuvieron polvo de coco y evaluaron la vida útil de LC en polvo secado al vacío y envasado en papel de aluminio y polietileno laminado, se predijo mediante modelos matemáticos desarrollados en base a dos criterios: inicio de apelmazamiento y la oxidación de los lípidos. El estudio de almacenamiento acelerado para la LC en polvo se llevó a cabo con una humedad relativa de 90±1 % y 38±2 °C de temperatura. El valor umbral para la predicción de conservación basado en la migración de humedad se tomó como el contenido de humedad crítico en el que se observó la formación de grumos. En la predicción de validez basado en la oxidación de lípidos implicó el establecimiento de relaciones entre la tasa de absorción de oxígeno, la concentración de oxígeno en el empaque, el volumen de O2 absorbido, índice de peróxidos. Un índice de peróxidos de 10 mEq. de O2 por kg de grasa se considera como el límite umbral para la rancidez oxidativa.
Du-Le & Man-Le, (2015), evaluaron el efecto de la aplicación de ultrasonido (potencia y tiempo) a una mezcla de LC y una solución de gelatina que se mezclaron con maltodextrina y posteriormente secó por pulverización para producir polvos. Donde la eficiencia de microencapsulación (ME) y el rendimiento de microencapsulación (MY) de la grasa de coco se investigaron. Los resultados indicaron que el aumento de potencia ultrasónica entre 0-5,68 W/g y un tiempo de sonicación 0-2,5 min aumenta tanto la ME y el MY de la grasa de coco. Sin embargo, el tratamiento con ultrasonido

33
de potencia superior a 5,68 W/g disminuye tanto ME como MY en las grasas, debido principalmente a la agregación de las partículas de grasa que bloqueó la adsorción de moléculas de gelatina en la superficie de la partícula.
Bibliografía Achour, M. (2006). A new method to assess the quality degradation of food products during storage. Journal of Food Engineering. 75: 560–564.
Acuerdo de competitividad (2014). “Cadena nacional del coco en Colombia”. p: 1-36.
Adhikari, B., Howes, T., Lecomte, D., Bhandari, B.R. (2005). A glass transition temperature approach for the prediction of the surface stickiness of a drying droplet during spray drying. Powder Technology. 149: 168-179.
Agronet (2015). Red de Información y Comunicación Estratégica del Sector Agropecuario – Agronet Colombia. Ministerio de Agricultura y Desarrollo Rural [en línea]. http://www.agronet.gov.co/agronetweb1/Estad%C3%ADsticas.aspx [fecha de consulta 21 de septiembre de 2017].
Anónimo (1991). When food meets medicine. Food Manufacture, 66: 26.
Assa, R.R., Konan, K.J.L., Prades, A., Nemlin, J.,
and Koffi, E. (2010). Physicochemical characteristics of kernel during fruit maturation of four coconut cultivars (Cocos nucifera L.). African Journal of Biotechnology. 9 (14): 2136-2144.
Avaltroni, F., Bouquerand, P.E., Normand, V. (2004). Maltodextrin molecular weight distribution influence on the glass transition temperature and viscosity in aqueous solutions, Carbohydrate polymer. 58 (3): 323-334.
Bässler, K.H., Golly, I., Loew, D., Pietrzik, K. (2002). In: Urban and Fisher, editors. Vitamin- Lexikon. 3rd ed. Munich. 1-178.
Barbosa-Cánovas, G.V. Water activity in foods: fundamentals and applications. Ames: Blackwell Publishing Professional, 2007. PMid:17961286.
Betoret, E., Betoret, N., Vidal, D., and Fito, P. (2011). Functional foods development: Trends and technologies. Trends in Food Science & Technology. 22: 498-508.
Berdanier, G.D. (Ed.), 2002. Handbook of Nutrition. CRC Press, Boca Raton, London, New York, Washington DC. 1604 p.
Bhandari, B.R., Datta, N., Crooks, R., Howes, T., Rigby, S. (1997a). A semi-empirical approach to optimize the quantity of drying aids required to spray dry sucmr-rich foods. Drying Technology. 15 (10): 2509-2525.
Bhandari, B.R., Datta, N., Howes, T. (1997b). Problems associated with spray drying of sugar rich foods. Drying Technology. 15: 671-684.
Bhandari, B.R., Senoussi, A., Dumoulin, E.D., Lebert, A. (1993). Spray drying of concentrated fruti juices. Journal Drying Technology. 11 (5): 1081-1092.
Brouns, F., Vermeerc, C. (2000). Functional food ingredients for reducing the risks of osteoporosis. Trends in Food Science & Technology. 11: 22-33.
Borderías, A.J., Sánchez-Alonso, I. and Pérez-Mateos, M. (2005). New applications of fibres in foods: Addition to fishery Products. Trends in Food Science & Technology. 16: 458–465.
Caicedo, C. (2010). Procesos agroindustriales del pacifico “Agroprocesos”. Centro de Formación Empresarial. Fundación Mario Santo Domingo.

34
Camargo, P.F., Lindner, J.D., Inaba, J., Thomaz-Soccol, V., Brar, S.K., Soccol, C.R. (2015). Development and evaluation of a fermented coconut water beverage with potential health benefits. Journal of functional foods. 12: 489–497.
Cao, Guahua; Booth, Sarah; Sadowski, James, and Prior, Ronals (1998). Increases in human plasma antioxidant capacity after consumption of controlled diets high in fruit and vegetables. En: The American Journal of Clinical Nutrition. 68: 1081–1087.
Céspedes C., Sánchez S. Daniel. (2000). Algunos aspectos sobre el estrés oxidativo, el estado antioxidante y la terapia de suplementación. Rev Cubana Cardiol. 14 (1): 55-60.
Chen, X. D., & Patel, K. C. (2008). Sensitivity analysis of the reaction engineering approach to modeling spray drying of whey proteins concentrate. Drying Technology. 26: 1334-1343.
Cheuyglintase, K. (2009). Spray drying of fruit juice with vegetable fibre as a carrier. Thesis. Department of Chemical and Process Engineering. University of Canterbury. Christchurch, New Zealand. 260 p.
Chiou, D., Langrish, T.A.G. (2007). Development and characterization of novel nutraceuticals with spray. Drying Technol. J. Food Eng. 82: 84-91.
Codex Alimentarius. NORMA DEL CODEX PARA LOS PRODUCTOS ACUOSOS DE COCO - Leche de Coco y Crema de Coco - (CODEX STAN 240-2003). p4.
Cuq, B., Rondet, E., Abecassis, J. (2011). Food powders engineering, between knowhow and science: Constraints, stakes and opportunities. Powder Technology. 208: 244–251.
Curtay, J.; P; Lyon, J. (2000). La Enciclopedia Práctica de las Vitaminas, las Sales Minerales y los Oligoelementos. Salvad editores S.A., 127-136.
DebMandal, M., Shyamapada, M. (2011). Coconut (Cocos nucifera L.: Arecaceae): In health promotion and disease Prevention. Asian Pacific Journal of Tropical Medicine: 241-247.
Du-Le, H., & Man-Le, V.V. (2015). Application of ultrasound to microencapsulation of coconut milk fat by spray drying method. J Food Sci Technol. 52 (4): 2474–2478.
Edwards, K. y Langrish, A.G. (2004). Characterization of fruit fibre particles for use as carriers in spray drying. Chemeca Conference, 1-4.
Elleuch, M., Bedigian, D., Roiseux, O., Besbes, S., Blecker, C., Attia, H. (2011). Dietary fibre and fibre-rich by-products of food processing: Characterization, technological functionality and commercial applications: A review. Food Chemistry: 124: 411–421.
Enig, M.G. (2004). Coconut: In support of good health in the 21st Century [en línea]. http://www.mtmayon.com/Articles/InSupportOfGoodHealth.pdf> [revisado el 27 de marzo de 2015].
FAOSTAT. (2013). FAO Statistical Databases& Data–sets. Food and Agriculture Organization of the United Nations [en línea]. http://faostat.fao.org/site/339/default.aspx. [fecha de consulta 29 de marzo de 2015].
FAOSTAT. Production. Crops. Coconut, 2013. http://faostat.fao.org.
FAO/WHO. Expert consultation. (2001). Human vitamin and mineral requirement. Report of a joint, 303 p, Bangkok.
Fellows, P. J. (1998). Food processing technology-principles and practice. Cambridge: Woodhead Publishing Limited.
Fishbein, L. (2004). Multiple sources of dietary calcium—some aspects of its essentiality. Regulatory Toxicology and Pharmacology. 39: 67–80.

35
FoMIPyME (2003). “Informe investigación preliminar y parcela demostrativa conducentes al repoblamiento de la palma de coco utilizada en la elaboración de artesanías”. Informe del Ministerio de Comercio, Industria y Turismo. Artesanías de Colombia S.A., p: 1-30.
García, R. (2003). Estudio de la estabilidad de un alimento funcional formulado con placas de manzana impregnadas a vacío con calcio y zinc. Cholula, Puebla, 12 p. Trabajo de grado (Licenciatura en Ingeniería de Alimentos). Universidad de las Américas, Puebla. Departamento de Ingeniería Química y Alimentos.
Gueguen, L., Pointillart, A. (2000). The bioavailability of dietary calcium. J. Am. Coll. Nutr. 19: 119S–136S.
Gupta, A.S. (1978). Spray drying of citrus juice. American Institute of Chemical Engineers, 7th Annual meeting, paper No. 55f.
Hall, G.M. Iglesias, A. (1997). Functional properties of dried milk whey. Journal Food Science and technology international. 3: 381-383.
Heaney, R.P. (2001). Factors influencing the measurement of bio- availability, taking calcium as a model. J. Nutr. 131 (4): 1344S–1348S.
Igual, M., Ramires, S., Mosquera, L.H., Martínez-Navarrete, N. (2014). Optimization of spray drying conditions for lulo (Solanum quitoense L.) pulp. Powder Technology. 256: 233–238.
Igutti, A.M., Pereira, A.C., Fabiano, L., Silva, R.A., Ribeiro, E.P. (2011). Substitution of ingredients by green coconut (Cocos nucifera L) pulp in ice cream formulation. 11 International Congress on Engineering and Food (ICEF11). Procedia Food Science. 1: 1610–1617.
Jackson, J.C., Gordon, A., Wizzard, G., McCook, K., & Rolle, R. (2004). Changes in chemical composition of coconut (Cocos nucifera) water during maturation of the fruit. Journal of the Science of Food and Agriculture. 84: 1049–1052.
Jayasunderaand, M. M. Kulatunga, A. R. (2014). Spray-drying of coconut treacle into an amorphous powder�. Emir. J. Food Agric. 26 (8): 672-678.
Jena, S. Das, H. (2012). Shelf life prediction of aluminum foil laminated polyethylene packed vacuum dried coconut milk poder. Journal of Food Engineering. 108: 135–142.
Jena, S. Das, H. (2006). Modeling of particle size distribution of sonicated coconut milk emulsion: Effect of emulsifiers and sonication time. Food Research International. 39: 606–611.
Jirapeangtong, K., Siriwatanayothin, S., Chiewchan, N. (2008). Effects of coconut sugar and stabilizing agents on stability and apparent viscosity of high-fat coconut milk. Journal of Food Engineering. 87: 422–427.
Karatas, S.; Ensin, A. (1990). A laboratory scraped surface drying tomato paste. J. Lebensmittel-Wissenchaft and Technologie. 23: 354-357.
Khanna, R., Peppas, N.A. (1982). Mathematical analysis of transport properties of polymer films for food packaging: III. Food process engineering. In: Schwartzberg, H.G. (Ed.), AlChE Symposium Series. 78: 185–191.�
Kenyon, M.M. (1995). Modified starch, maltodextrin, and corn syrup solids as wall materials for food encapsulation. ACS Symposium Series. 590: 42-50.
King, C.J., Kieckbusch, T.G., Greenwald, C.G. (1984). Food quality factors in spray drying. En: Mujundar, A.S.: Advantages in drying. Washington: Hemisphere Publishing Co., v. 3.
Kudra, T. (2003). Sticky region in drying - Definition and identification. Drying Technology. 21 (8): 1457-1469.

36
Kuriakose, R. and Anandharamakrishnan, C. (2010). Computational fluid dynamics (CFD) applications in spray drying of food products. Trends in Food Science & Technology. 21: 383-398.
Labuza, T.P. (1968). Sorption phenomena in foods. Food Technology. 22 (3): 263-272.
Labuza, T.P., 1985. Applications of chemical kinetics to deterioration of foods. Journal of Chemical Education. 61: 348–358.�
Langrish, T.A.G. y Chiou, D. (2008). Stabilization of moisture sorption in spray-dried bioactive compounds by using novel fibre carriers to crystallize the powders. International Journal of Food Engineering. 4 (1): 1-7.
Masters, K. (1979). Spray drying Handbook. Londres: George Godwin Ltd.
Masters, K. (2004). Applying spray drying to customize powder manufacture. Chinese Journal of Chemical Engineering. 12 (6): 744-749.
Mazza, G. (2000). Alimentos funcionales: aspectos bioquímicos y de procesado. Zaragoza. Editorial Acribia S.A. España.
Ministerio de la Protección Social. (2011). Resolución 333 de 2011. Reglamento técnico sobre los requisitos de rotulado o etiquetado nutricional que deben cumplir los alimentos envasados para consumo humano. Bogotá, D. C., 10 de febrero de 2011. República de Colombia.
Mujumdar, A. S. (1987). Handbook of industrial drying. New York: Marcel Dekker.
Mei-Li, J., Shao-Ping, N. (2016). The functional and nutritional aspects of hydrocolloids in foods. Food Hydrocolloids. 53: 46-61.
Nath, S., Satpatthy, G.R. (1998). A systematic approach for investigation of spray drying process. J. Drying Technology. 16 (6): 1173-1193.
Navarro, P., Tapia, M., Pérez E., Fernández, J., Welti-Chanes, J. (2007). Leche de coco: composición, tecnología y funcionalidad. Nuevas oportunidades para su conservación y uso. En: Revista Agrollania. 4: 37-52.
Nussinovitch, A., & Hirashima, M. (2014). Cooking innovations: Using hydrocolloids for thickening, gelling, and emulsification. Boca Raton: Taylor & Francis/CRC Press.
Ohkatsu, Y., Kajiyama, T., Arrai, Y. (2001). Antioxidants activities of tocopherols. Polymer Degradation and Stability. 72: 303-311.
Phisut, N. (2012). Spray drying technique of fruit juice powder: some factors influencing the properties of product. International Food Research Journal. 19 (4): 1297-1306.
Piorkowski, D.T., McClements, D.J. (2014). Review. Beverage emulsions: Recent developments in formulation, production, and applications. Food Hydrocolloids. 42: 5-41.
Pisecky, J. (1978). Bulk density of milk powders. Dairy Industries International. 2: 4-11.
Prakruthi Appaiah, L., Sunil, P.K., Prasanth Kumar, A.G., Gopala, K. (2015). Physico-chemical characteristics and stability aspects�of coconut water and kernel at different stages of maturity. Journal Food Sci Technol. 52 (8): 5196–5203.
Quintana, C.A. (2011). Cadena nacional de coco de Colombia. Acuerdo de competitividad 2014 [en línea]. http//:soic.minagricultura.gov.co/templates/sioc_cadenas/docs/1443.pdf. [fecha de consulta 29 de marzo de 2015].
Raghavendra, S.N., Ramachandra-Swamy, S.R., Rastogi, N.K., Raghavarao, K.S.M.S., Kumar, S., Tharanathan, R.N. (2006). Grinding characteristics and hydration properties of coconut residue: A source of dietary fiber. Journal of Food Engineering. 72: 281–286.

37
Raghavendra, S. N. Raghavarao, K.S. (2010). Effect of different treatments for the destabilization of coconut milk emulsion. Journal of Food Engineering. 97: 341–347.
Rapola, J.M; Virtamo, J.; Haukka, J.K. (1996). Effect of vitamin E and b-caroteno on the incidence of angina pectoris. Journal of American Medical Association (JAMA). 275: 693-698.
Romero-Braquehais, F. (2008). Estabilidad de vitaminas, vida comercial y bioaccesibilidad de folatos – hierro en fórmulas infantiles de continuación y crecimiento. Tesis Doctoral. Facultad de Veterinaria y Ciencia y Tecnología de los alimentos. Universidad de Murcia. 214pp.
Roos, Y.H. (1995). Phase Transitions in Foods. Academic Press, New York, USA. CA, (1-4): 1:103.
Rosas Romero, A. (2004). La autoxidación y la rancidez oxidativa. Libro: Nuevas Fuentes de Antioxidantes Naturales, pag: 261-272, ISBN :980-12-0656-X.
Santana, I.A., Ribeiro, E.P., Iguti, A.M. (2011). Evaluation of green coconut (Cocos nucifera L.) pulp for use as milk, fat and emulsifier replacer in ice cream. 11th International Congress on Engineering and Food (ICEF11). Procedia Food Science. 1: 1447 – 1453.
Schoor, N; Visser, M; Plujim, S; N, Kuchuk; Smit, J; Lips, P. (2008). Vitamin D deficiency as a risk factor for osteoporotic fractures. BONE. 42: 260-266.
Seow, C. Gwee, C. (1997). Coconut milk: Chemistry and Technology. Interntional Journal of Food Science and Technology. 32: 180-201.
Simuang, J. Chiewchan, N. Tansakul, A. (2004). Effects of fat content and temperature on the apparent viscosity of coconut milk. Journal of Food Engineering. 64: 193–197.
Siriphanich, J., Saradhuldhat, P., Romphophak, T., Krisanapook, K., Pathaveerat, S., Tongchitpakdee, S. (2011). Coconut (Cocos nucifera L.). In: Yahia, E. (Ed.). Postharvest- Biology and Technology of Tropical and Subtropical Fruits. Vol 3: Cocona to Mango. Woodhead Publishing in Food Science Technology and Nutrition, Cambridge, UK. 8-33.
Syafriani, R., Sukandar, E.Y., Apriantono, T. and Joseph Iskendiarso Sigit. (2014). The Effect of
Coconut Water (Cocos nucifera L.) and An Isotonic Drink on The Change of Heart Rate Frequency in The Rats Induced Hypertension. International Seminar on Natural Product Medicines, ISNPM 2012. Procedia Chemistry. 13: 177–180.
Solangi, A.H. and Iqbal, M.Z. (2011). Chemical composition of meat (kernel) and nut water of major coconut (Cocos nucifera l.) Cultivars at coastal area of Pakistan. Pak. J. Bot. 43 (1): 357-363.
Tauguinas, Alicia L. Hoyos, S. Cravzov, A. Availone, C. 2004. Análisis de niveles de concentración de vitamina C en mieles de la Provincia del Chaco. Universidad Nacional del Nordeste. Comunicaciones científicas y tecnológicas. Argentina.
Tangsuphoom, N. and Coupland, J. N. (2008a). Effect of pH and Ionic Strength on the Physicochemical Properties of Coconut Milk Emulsions. Journal of food science. 73 (6): E274-E280.
Tangsuphoom, N. Coupland, J. N�. (2008b). Effect of surface-active stabilizers on the microstructure and stability of coconut milk emulsions. Food Hydrocolloids. 22: 1233–1242.
Tangsuphoom, N. Coupland, J. N�. (2009). Effect of surface-active stabilizers on the surface properties of coconut milk emulsions. Food Hydrocolloids. 23: 1801–1809.
Terdwongworakul, A., Chaiyapong, S., Jarimopas, B., & Meeklangsaen, W. (2009). Physical properties of fresh young Thai coconut for maturity sorting. Biosystem Engineering. 103: 208–216.
Thuan-Chew, T., Lai-Hoong, C., Rajeev, B., Gulam, R., Azhar, M.E. (2014). Composition, physicochemical properties and thermal inactivation kinetics of polyphenol oxidase and peroxidase

38
from coconut (Cocos nucifera) water obtained from immature, mature and overly-mature coconut. Food Chemistry. 142: 121–128.
Tipvarakarnkoon, T. Einhorn-Stoll, U. Senge, B. (2010). Effect of modified Acacia gum (SUPER GUMTM) on the stabilization of coconut o/w emulsions. Food Hydrocolloids. 24: 595-601.
Thomas, P.R. y Eart, R. (1994). Enhancing the food supply. En Opportunities in the Nutrition and Food Sciences: 98-142, Washington, D.C, National Academy Press.
Tonon, R., Brabet, C., Hubinger, M. (2008). Influence of process conditions on the physicochemical properties of açai (Euterpe oleraceae Mart.) powder produced by spray drying. Journal of Food Engineering. 88: 411–418.
Traber, M.G. (1999). Vitamina E. In: Shilt M.E, Olson J.A.; Shite, M.; Ross, M. eds. Modern Nutrition in health and Diseases. 9th edition. Baltimore, M.D; Williams & Wilkins: 347-362.
Traber M.G., Sies H. (1996). Vitamin E in humans: demand and delivery. Annu Rev Nutr. 16: 321–347.
Trinidad, T.P., Mallillin, A.C., Divinagracia, H., Valdez, D.H., Loyola, A.S., Askali-Mercado, F.C., Castillo, J.C., Encabo, R.R., Masa, D.B., Maglaya, A.S., Chua, M.T. (2006). Dietary fiber from coconut flour: A functional food. Innovative Food Science and Emerging Technologies. 7: 309–317.
Wallecan, J., McCrae, C., Debon, S.J.J., Dong, J., Mazoyer, J. (2015). Emulsifying and stabilizing properties of functionalized orange pulp fibers. Food Hydrocolloids: 47: 115-123.
Walter, P. (1994). Vitamin requirements and vitamin enrichment of foods. Foods Chemistry. 49: 113-117.
Wang, S. Langrish. T. (2009).� A review of process simulations and the use of additives in spray drying. Food Research International. 42: 13–25.
Wang, T., Lawrence A.J. (2001). Refining high-free fatty acid wheat germ oil. J. Am Oil Chem. Soc. 78: 71-76.
Waisundara, V.Y. Perera, C.O. Barlow, P.J. (2007). Effect of different pre-treatments of fresh coconut kernels on some of the quality attributes of the coconut milk extracted. Food Chemistry. 101: 771–777.
Woo, M.W., Bhandari, B. (2013). Spray drying for food powder production in Handbook of Food Powders, (Eds: Bhandari, B., Bansal, N., Zhang, M., and Schuck, P.), Woodhead Publishing, p. 29-56, ISBN-13: 978 0 85709 513 8.
Yalegama, L.L.W.C., Karunaratne, D.N., Sivakanesan, R., Jayasekara, C. (2013). Chemical and functional properties of fibre concentrates obtained from by-products of coconut kernel. Food Chemistry: 141: 124–130.
Yoshida, Y., Niki, E., Noguchi, N. (2003). Comparative study on the action of tocopherols and tocotrienols as antioxidant: chemical y physical effects. Chemistry and Physics of lipids. 123: 63-75.
Zheng, W., Seller, T.A., Doyle, T.J. (1995). Retinol, antioxidant vitamins, and cancer of the upper digestive tract in a prospective cohort study of postmenopausal women. Am. J. Epidemiol. 142: 955-960.

39
OBJETIVOS OBJETIVO GENERAL Optimizar el proceso de secado por aspersión para la obtención de polvo de coco fortificado con compuestos fisiológicamente activos CFA (vitaminas C, D3, E y calcio). OBJETIVOS ESPECÍFICOS
• Evaluar la estabilidad de las propiedades del coco en estado fresco (PC y AC) durante el almacenamiento a 25 ºC, que permita estimar los tiempos de procesamiento.
• Evaluar la influencia de la composición de emulsiones a base de coco, fibra nativa, antioxidante y otros aditivos sobre la estabilidad del sistema coloidal, con fines de ser utilizada para el proceso de SA.
• Evaluar mediante la optimización experimental el proceso de SA para la obtención de PC+CFA (vitaminas C, D3, E y calcio).
• Evaluar la estabilidad de las propiedades del PC+CFA durante el almacenamiento: temperatura (15, 25 y 35 °C), tiempo (0, 30, 60, 90, 120, 150 y 180 días) y empacado (presión atmosférica y N2).

40
CAPÍTULO 1 EVALUACIÓN DEL COMPORTAMIENTO POSCOSECHA DEL COCO (COCOS NUCIFERA
L.)
EVALUATION OF POSTHARVEST BEHAVIOR COCONUT (Cocos nucifera L.) Resumen El Coco es un fruto tropical de interés para Colombia, una parte de su producción se aprovecha a nivel industrial; no obstante, existe poca diversificación de productos con valor agregado y falta de aprovechamiento del agua de coco, la estopa y la cáscara. El objetivo de esta investigación fue evaluar el comportamiento de las propiedades físicas y fisicoquímicas de la pulpa de coco (PC) y su agua de coco (AC) durante el almacenamiento a temperatura 25 ºC, con el propósito de determinar el tiempo adecuado de su aprovechamiento como materia prima para su transformación. Se determinó la distribución porcentual de la PC, AC y cáscara interna (endocarpio), así como también las propiedades: % humedad (Xw), pH, sólidos solubles, acidez, aw, color (L*, a*, b*), viscosidad y textura. Los resultados mostraron un deterioro general de la PC y el AC después de 36 días de almacenamiento, debido principalmente a incremento de la acidez, olores a fermentación, pérdida del Xw, oxidación lipídica, ablandamiento y decoloración de la PC, entre otros.
Palabras claves: agua de coco, pulpa de coco, propiedades fisicoquímicas y físicas. Abstract Coco is a tropical fruit of interest to Colombia, part of its production is used industrially; however, there is little diversification of value-added products and underutilization of coconut water, bast and peel. The behavior of the physical and physicochemical properties of coconut pulp (CP) and coconut water (CW) was evaluated during storage at 25 °C, in order to determine the appropriate time for its use as raw material for processing. The percentage distribution of the PC, AC and inner shell (endocarp) was evaluated, as well as the properties: moisture (Xw), pH, soluble solids, acidity, aw, color (L *, a *, b *), viscosity and texture. A general deterioration of the CP and CW was observed after 36 days of storage, mainly due to increased acidity, odors fermentation, moisture loss, lipid oxidation, softening and discoloration of the PC, etc.
Key words: coconut water, coconut meat, physicochemical and physical properties.
Introducción El coco representa una materia prima de gran interés en el Caribe y Pacífico Colombiano, su producción fue de 128.522,80 ton en el año 2015, siendo los Departamentos de Nariño, Córdoba y Cauca los principales productores: 41,09; 21,62 y 14,06 %, respectivamente (Agronet, 2015). A nivel agroindustrial, se aprovecha principalmente la nuez para la producción de leche de coco (LC) y coco deshidratado; además, se aprovecha el aceite de coco principalmente en el sector cosmético (Debmandal y Mandal, 2011; Seow y Gwee, 1997). Composicionalmente la PC ha sido valorada con Xw: 41,7±0,5 %; grasa: 40,2±1,2 %; proteínas: 4,1±0,3 %; azúcar: 5,6±0,2 % y fibra cruda: 3,5±0,1 %; mientras que, la PC deshidratada presenta valores de contenido graso: 65,5±2,0 %; proteína: 6,8±0,4 %; azúcar: 6,5±0,3 %; fibra cruda: 9,2±0,2 % y carbohidratos: 6,0±0,2 %. (Yalegama et al., 2013). Otros autores han evaluado la calidad del coco Macapuno en estado maduro durante 42 días de almacenamiento, para simular las condiciones en los mercados al por menor, encontrando que a 30 ºC el fruto experimenta una alta tasa de respiración entre 40-60 mg CO2 kg-1h-1 con un tiempo máximo de almacenamiento de 3 días; mientras que, a 2 y 5 ºC la tasa de respiración disminuye (4 y 20 mg CO2 kg-1h-1, respectivamente) con una baja tasa de producción de etileno (0,6 y 0,8 Lkg-1h-1, respectivamente), permitiendo una vida de almacenamiento hasta 6 semanas (Luengwilai et al., 2014). Esta limitación en las pérdidas de peso, igualmente está acompañada de un oscurecimiento del núcleo y del grado de oxidación de las grasas (Luengwilai et al., 2014). El objetivo de esta investigación fue evaluar el comportamiento de las propiedades físicas y fisicoquímicas de la PC y el AC, variedad Enano Malayo (manila), durante el almacenamiento a 25 ºC, con el propósito de determinar el tiempo adecuado de su procesamiento como materia prima para su transformación.

41
Materiales y métodos Se utilizaron cocos (Cocos nucifera L.) variedad Enano Malayo (manila), Tumaco, Colombia, con una edad de floración a cosecha de 12 meses. Se evaluaron tres lotes (3 muestras/lote) hasta 50 días después de cosechado (ddc). El rendimiento del fruto se determinó como relaciones porcentuales de la PC, AC y la cáscara interna (endocarpio). La caracterización del PC y AC se realizó en términos del % humedad (Xw): método AOAC 930.15/90; actividad de agua (aw): higrómetro de punto de roció (Aqualab serie 3TE, Decagon, Devices, Pullman, WA, USA) (Cortés-Rodríguez et al., 2007); ºBrix: método AOAC 932.12/90; IP: se evaluó a la mezcla proporcional (PC+AC) utilizando el método espectrofotométrico (Hornero-Méndez et al., 2001) y determinando el aceite extraíble por el método descrito por Bae & Lee, (2008) modificado; viscosidad del AC (µ): reómetro (Brookfield DV-III Ultra (Brookfield Engineering Laboratories, Inc., USA) a 25 ºC, husillo ULA y velocidad 250 rpm (Mirhosseini et al., 2008); textura de la PC: se determinó la fuerza promedio de la PC (FPC) a través de ensayos de penetración en un analizador de textura (TA-TA-XT2i, Stable Microsystems Ltd., Reino Unido), celda de carga de 25 kgf, sonda de acero inoxidable (f=5mm), velocidad de penetración: 1,0 mm s-1 y distancia de penetración de 3 mm (Prieto et al., 2011); índice de acidez (IA): método AOAC 942.05/90, expresado como ácido málico para el AC y como ácido láurico para la PC; pH: método AOAC 981.12/90; color: coordenadas del CIELAB (L*:Luminosidad, a*: cromaticidad roja-verde, b*: cromaticidad amarilla-azul), espectrofotómetro X-Rite, iluminante D65 y observador 10° (Cortés, 2004). Adicionalmente, se realizó una caracterización bromatológica: grasa (método AOAC 920.39/90), proteínas (método AOAC 955.04/90), fibra dietaria total (método AOAC 985.29/90) y cenizas (método AOAC 942.05/90). La cuantificación del calcio se realizó por espectrofotometría de absorción atómica según la NTC 5151 del 2003.
Resultados y discusión La composición bromatológica de la PC a los 15 ddc (fecha de recibo en el centro de acopio) fue la siguiente: Xw: 53,5±6,4%; proteína 3,3±0,3%; fibra dietaria 12,9±2,5%; grasa 19,9±3,0%; cenizas 1,1±0,3%; por otro lado, los contenidos de calcio para la PC y la AC fueron estadísticamente similares, 146,3±41,3 y 108,0±16,5 mg/kg, respectivamente. La revisión bibliográfica reporta una variabilidad de resultados sobre la composición del coco, lo cual es atribuible a diversos factores, tales como la variedad, manejo agronómico, condiciones edafoclimatológicas de la zona de producción, estado de madurez, ente otros (Siriphanich et al., 2011). Yalegama et al., (2013), reportaron para la PC valores del Xw: 41,7±0,5%; grasa 40,2±1,2 %; proteína: 4,1±0,3; azúcar: 5,6±0,2 % y fibra cruda 3,5±0,1 %; mientras que, Appaiah et al., (2015) reportaron valores superiores del Xw (51,0±0,3 %). En cuanto a los contenidos de calcio en el AC, se presenta la misma variabilidad, reportándose en los estados inmaduro (8,75±0,04 mg/100mL), maduro (15,19±0,03 mg/100mL) y sobremaduro (23,98±0,05 mg/100mL) (Thuan-Chew et al., 2014).
La tabla 1 presenta la distribución de las partes del coco y las propiedades de la PC y el AC durante el almacenamiento. El ANOVA presentó diferencias estadísticamente significativas (p<0,05) en las relaciones porcentuales del AC y PC, en las propiedades del AC (Xw, °Brix, densidad, IA, pH, µ y b*) con respecto al factor tiempo; mientras que no hubo diferencias significativas (p>0,05) en las propiedades de la PC, ni en relación porcentual de la cascara interna, el IP y en la aw, L* y a* del AC. El AC presentó una tendencia a disminuir la masa (30,1®15,4 %), lo cual ha sido observado durante la maduración fisiológica en cosecha por otros autores y que continúa en la poscosecha (Jackson et al., 2004; Terdwongworakul et al., 2009); mientras que la PC y la cáscara tienden a incrementar con el tiempo: (47,1®55,2 %) y (26,0®33,8 %), respectivamente. Los fenómenos fisiológicos de la PC y AC son típicos durante la maduración y senescencia de este fruto, promovidos por la respiración, transpiración y la absorción de agua por el endospermo sólido (Thuan-Chew et al., 2014; Siriphanich et al., 2011).
La revisión bibliográfica reporta que, en plena madurez, los cambios de la distribución porcentual del coco (Cocos nucifera L.) presentan muchas fluctuaciones: PC (28®33 % p/p), AC (6®25 % p/p), cáscara (31®54 % p/p) (Jayalekshmy et al., 1986; Siriphanich et al., 2011; Appaiah et al., 2015). El Xw de la PC presentó valores entre 51,2 y 45,8 %, al igual que el AC (96,1– 92,5 %), siendo correspondientes en todos los casos a altos valores de aw (0,980 – 0,952), que hacen de estas matrices perecederas y favorables al

42
crecimiento microbiano y procesos de degradación (Appaiah et al., 2015; Haseena et al., 2010). Los sólidos solubles del AC tienen un incremento progresivo durante todo el tiempo de almacenamiento, lo cual podría ser atribuido a la deshidratación interna que experimenta el fruto y es coherente con la disminución mencionada anteriormente de la relación porcentual del AC y del Xw del AC (96,1±0,8 ®93,5±1,5).
En cuanto a la µ del AC, esta presenta una tendencia a incrementar debido principalmente al mayor contenido de sólidos solubles en el AC concentrada en el tiempo (3,7±0,6 ®7,1±1,8); mientras que la firmeza de la PC (FPC) aportada principalmente por el contenido de fibra presente y de característica rígida o dura (Yalegama et al., 2013; Raghavendra et al., 2009), se comportó como un grupo homogéneo con alta variabilidad, fluctuó entre 81,1±8,3 N y 73,5±19,8 N. Algunos autores han reportado un ablandamiento de la PC durante el almacenamiento debido a la desintegración y deterioro de la PC debido al crecimiento de hongos, donde los más frecuentes encontrados en las cáscaras de coco son Aspergillus spp., Penicillium spp., Fusarium spp., y Curvulria spp. (Haseena et al., 2010; Luengwilai et al., 2014).
El IP, mostró un comportamiento similar durante el tiempo de almacenamiento (0,74±0,3®3,9±1,8 meqH2O2/kg). El IP es un indicador útil del grado de oxidación de lípidos, grasas y aceites que reduce la estabilidad y produce la formación de sabores desagradables que afectan negativamente la calidad durante el almacenamiento y la aceptación por el consumidor por el olor a rancidez (Hornero-Méndez et al., 2001). Algunos autores han definido el comienzo de la rancidez en coco, cuando el IP alcanza valores de 35.5 meq O2 peróxido/kg aceite (Waisundara et al., 2007), valor superior al máximo alcanzado para la mezcla PC+AC a 25 ºC (1,6 meq H2O2/kg aceite) (11,3 meq O2 peróxido/kg aceite); sin embargo, a los 29 días de almacenamiento se presentó un fuerte olor a rancio. Ahora bien, los cambios en el IP fueron bajos para la PC y el AC; sin embargo, se nota una tendencia de incremento de la acidez y disminución del pH en el tiempo, lo cual revalida los olores a fermentación y rancidez del producto.
En cuanto al color del AC, la L* varió desde 51,0±1,5 hasta 50,8±1,2; observándose una fase líquida translucida con un tono pardo claro y/o amarillento, emitiendo mal olor, lo cual podría ser atribuible a la contracción y la decoloración de la piel, la caída del periantio y el ataque de hongos en la región del periantio blando (Haseena et al., 2010); mientras que, las cromaticidades a* y b* presentaron valores cercanos a cero en el plano cromático a*, b* indicando su acromaticidad o ubicación en la zona de los grises. La PC presentó un color blanco brillante, donde L* varió entre 71,8±4,3 a 61,7±6,9; mientras que, la cromaticidad a* permaneció entre -1,1±0,2 y -0,8±0,6, y por último b* de 3,1±0,8 y 3,7±2,0, comportamiento muy similar al reportado por Luengwilai et al., (2014), donde no se presentaron diferencias estadísticamente significativas en las variables L* a*, mientras b* disminuyó 1,05 a -0,96.
Hasta los días 29-36 ddc en el coco, no se presentaron cambios organolépticos apreciables que demeritasen su calidad, pero a partir de este tiempo (42 ddc), se observaron síntomas de deterioro (AC, PC), como olores a fermentación, problemas fúngicos, ablandamiento y decoloración de la pulpa, entre otros. Coincidiendo este comportamiento con lo reportado Luengwilai et al., (2014), que trabajó con coco Macapuno, donde almacenaron coco descascarado maduro a 2 °C, 5 °C y 30 °C y evaluaron su calidad (pérdida de peso, color (L*, a*, b*), °Brix, acidez) después de 3 días. Durante el almacenamiento a 30°C, la vida útil del fruto fue de 3 días. En contraste, el almacenamiento a 2 °C o 5 °C la vida de almacenamiento aumentó de 3 días a 6 semanas.
Conclusiones Los cocos variedad Enano Malayo con calidad aceptable para ser utilizados como materia prima en el procesamiento de alimentos deben tener un tiempo de almacenamiento menor a 29 días ddc. En este tiempo, las características fisicoquímicas de los productos se encuentran dentro de los límites de aceptación; sin embargo, el fruto presentó una alta variabilidad en las propiedades de la PC y AC, lo cual es debido a la poca o casi nula trazabilidad que se tiene de este fruto.

43
Tabla 1. Composición fisicoquímica del AC y PC durante el Almacenamiento.
T (días)
AC (%)
PC (%)
Cáscara interna
(% ) aw Xw
(%) °Brix ÍP
(meqH2
O2/kg aceite)
µ (cP)
Textura (N)
ÍA (p/v) pH L* a* b*
15 30,1±5,2c 47,1±3,1a 26,0±3,8a AC 0,981±0,007b 96,1±0,8c 3,7±0,6a
0,7±0,3a 0,7±0,1ab 0,04±0,01a 5,7±0,4bcd 51,0±1,5c 0,3±1,0a -1,0±0,3a
PC 0,978±0,005a 50,4±5,2bc 6,4±3,0bc 81,1±8,3a 0,51±0,24a 6,1±0,2b 71,8±4,3b -1,1±0,2a 3,1±0,8ab
22 22,8±9,1b 49,5±3,8ab 30,4±7,1ab AC 0,974±0,011ab 95,9±0,4c 4,0±0,4ab
2,1±2,5a 0,7±0,1a 0,04±0,01a 6,0±0,3cd 52,2±0,44bc -1,08±0,0b -0,02±0,06b
PC 0,978±0,005a 48,5±5,3bc 5,1±1,7ab 75,7±8,5a 0,60±0,16ab 6,0±0,3b 72,7±10,6b -0,8±0,5ab 3,7±1,9ab
29 22,3+5,7b 51,9±4,7ab 30,0±5,3ab AC 0,952±0,076a 95,9±1,0c 4,1±1,0ab
2,3±2,0a 0,7±0,1ab 0,07±0,02a 6,2±0,2a 49,0±3,7bc 1,5±1,8a -0,9±0,2a
PC 0,979±0,003a 47,9±4,6bc 4,8±1,1ab 78,0±13,9a 0,66±0,11ab 5,6±0,8a 67,4±5,2ab -0,8±0,3ab 3,7±1,3ab
36 21,1±6,2bc 52,9±8,9bc 29,5±7,1ab AC 0,971±0,012ab 95,1±1,2cd 5,1±1,1bc
2,8±2,4a 0,7±0,1ab 0,08±0,01a 5,5±0,6b 50,9±3,0c 0,6±1,0a -1,0±0,2a
PC 0,979±0,007a 51,2±6,7c 4,0±1,9a 71,2±6,3a 0,68±0,13ab 6,0±0,2b 67,5±10,9ab -1,2±0,2a 2,4±1,5a
42 15,9±6,6ab 53,6±2,4cd 31,0±4,5ab AC 0,969±0,012ab 94,0±1,6abc 5,8±1,6cd
3,5±4,0a 0,8±0,1bc 0,08±0,02a 5,7±0,6b 50,7±2,0c -0,4±1,9a -1,1±0,4a
PC 0,976±0,005a 45,8±3,9ab 5,2±2,3ab 73,1±15,0a 0,66±0,17ab 6,0±0,2b 69,6±9,0b -0,3±1,5b 4,2±1,9ab
50 15,4±1,5a 55,2±3,6c 33,8±7,4b AC 0,969±0,013ab 93,5±1,5ab 7,1±1,8cd
3,9±1,8a 0,8±0,1bc 0,14±0,01a 5,6±0,1b 50,8±1,2c 2,4±2,8a -1,2±0,3a
PC 0,978±0,005a 50,1±6,0bc 4,6±1,8ab 73,5±19,8a 0,72±0,16bc 6,0±0,2b 61,7±6,9a -0,8±0,6ab 3,7±2,0ab AC: agua de coco; PC: pulpa de coco; Xw: % de humedad; ÍP: índice de peróxidos; µ: viscosidad; ÍA; índice de acidez, expresado en expresado como ácido málico para el AC y como ácido láurico para la PC. Los valores en la misma columna de la misma variable, con letras iguales indican que no hay diferencias significativas (p>0,05).
44
Bibliografía Agronet (2015). Red de Información y Comunicación Estratégica del Sector Agropecuario – Agronet Colombia. Ministerio de Agricultura y Desarrollo Rural [en línea]. < http://www.agronet.gov.co/estadistica/Paginas/default.aspx> [citado el 21 de septiembre de 2017].
AOAC. (1990) Official methods of analysis of the Association of Official Analytical Chemists. 2 vols. 15th ed. Washington, DC.
Appaiah, P., Sunil, L., Prasanth Kumar. P.K., & Gopala Krishna, A. G. (2015). Physico-chemical characteristics and stability aspects�of coconut water and kernel at different stages of maturity. J Food Sci Technol. 52 (8): 5196–5203.
Bae, E. K., & Lee, S. J. (2008). Microencapsulation of avocado oil by spray drying using whey protein and maltodextrin. Journal of Microencapsulation. 25 (8): 549–560.
Cortés, M. (2004). Desarrollo de productos de manzana deshidratados enriquecidos con vitamina E. Universidad Politécnica de Valencia.
Cortés-Rodríguez, M., Guardiola, L. F., Pacheco, R. (2007). Aplicación de la ingeniería de matrices en la fortificación de mango (var. Tommy Atkins) con calcio. Revista Dyna. 74 (153): 19-26.
Debmandal, M. y Mandal S. (2011). Coconut (Cocos nucifera L.: Arecaceae): In health promotion and disease prevention. En: Asian Pacific Journal of Tropical Medicine. 241-247.
Haseena, M., Kasturi Bai., M. V., & Padmanabhan, S. (2010). Post-harvest quality and shelf-life of tender coconut. J Food Sci Technol. 47 (6): 686–689.
Hornero-Méndez, D., Pérez-Gálvez, A. Mínguez-Mosquera, M. I. (2001). A Rapid Spectrophotometric Method for the Determination of Peroxide Value in Food Lipids with High Carotenoid Content. J. Am. Oil Chem. Soc. 78 (11): 1151–1155.
Jackson, J., Gordon, A., Wizzard, G., McCook, K., Rolle, R. (2004). Changes in chemical composition of coconut (Cocos nucifera) water during maturation of the fruit. Journal of the Science of Food and Agriculture. 84: 1049–1052.
Jayalekshmy, A., Arummaghan, C., Narayanan, S., Mathew, A. G. (1986). Changes in the chemical composition of coconut water during maturation. J Food Sci Technol. 23: 203–207.
Luengwilai, K., Beckles, DM., Pluemjit, O., Siriphanich, J. (2014). Postharvest quality and storage life of ‘Makapuno’ coconut (Cocos nucifera L.). Scientia Horticulturae. 175: 105–110.
Mirhosseini, H., Ping Tan, C., Hamid, N. S. A., Yusof, S. (2008). Effect of Arabic gum, xanthan gum and orange oil contents on ζ-potential, conductivity, stability, size index and pH of orange beverage emulsion. Colloids and Surfaces A: Physicochem. Eng. Aspects 315: 47–56.
NTC 5151 (2003). Alimento para animales. Determinación de los contenidos de calcio, cobre, hierro, magnesio, potasio, sodio, y zinc. Método usado espectrometría de absorción atómica.
Prieto, W.H., Iguti, A.M., Nitz, M. (2011). Drying evaluation of green coconut pulp for obtaining a snack-like product. Procedia Food Science 1: 1618 – 1627.
Raghavendra, S. N., Ramachandra-Swamy, S. R., Rastogi, N. K., Raghavarao, K. S. M. S., Kumar, S., Tharanathan, R. N. (2006). Grinding characteristics and hydration properties of coconut residue: A source of dietary fiber. Journal of Food Engineering. 72: 281–286.
Seow, C. C. y Gwee, C. N. (1997). Coconut milk: chemistry and technology. International Journal of Food Science and Technology, 32, 189–201.
Siriphanich, J., Saradhuldhat, P., Romphophak, T., Krisanapook, K., Pathaveerat, S., Tongchitpakdee, S. (2011). Coconut (Cocos nucifera L.). In: Yahia, E. (Ed.). Postharvest- Biology and Technology of Tropical

45
and Subtropical Fruits. Vol 3: Cocona to Mango. Woodhead Publishing in Food Science Technology and Nutrition, Cambridge, UK. 8-33.
Terdwongworakul, A., Chaiyapong, S., Jarimopas, B., & Meeklangsaen, W. (2009). Physical properties of fresh young Thai coconut for maturity sorting. Biosystem Engineering. 103: 208–216.
Thuan-Chew, T., Lai-Hoong, C., Rajeev. B., Gulam, R., Azhar, M. E. (2014). Composition, physicochemical properties and thermal inactivation kinetics of polyphenol oxidase and peroxidase from coconut (Cocos nucifera) water obtained from immature, mature and overly-mature coconut. Food Chemistry. 142: 121–128.
Waisundara, V. Y., Perera, C. O., Barlow, P. J. (2007). Effect of different pre-treatments of fresh coconut kernels on some of the quality attributes of the coconut milk extracted. Food Chemistry. 101: 771–777.
Yalegama, L. L. W. C., Karunaratne, D. N., Sivakanesan, R., Jayasekara, C. (2013). Chemical and functional properties of fiber concentrates obtained from by-products of coconut kernel. Food Chemistry. 141: 124–130.

46
CAPITULO 2 INFLUENCIA DE LA COMPOSICIÓN DE EMULSIONES A BASE DE COCO, SOBRE LA
ESTABILIDAD DEL SISTEMA COLOIDAL
INFLUENCE OF COMPOSITION COCONUT`S EMULSIONS ON THE STABILITY OF COLLOIDAL SYSTEM
Resumen El coco representa un producto de mucha importancia a nivel mundial y su competitividad está muy restringida a la comercialización en forma de torta, harina y aceite de coco, principalmente hacia la comunidad europea. La búsqueda de nuevas alternativas de diversificación de productos como materias primas para sectores alimentarios, farmacéutico y cosmético, representa un reto con mucho potencial. El objetivo de la investigación fue determinar la influencia de la composición de emulsiones a base de leche de coco (LC), sobre su estabilidad fisicoquímica. La pulpa de coco (PC) se molió con su agua de coco (AC), separándose la fibra de coco (FC), la cual posteriormente se secó a 40 °C y molió para su utilización en las emulsiones, las cuales se homogenizaron a 10000 rpm durante 10 min. Se utilizó la metodología de superficie de respuesta con un diseño central compuesto (21 experimentos), considerando las variables independientes: (AC+H2O)/PC (1,5-2,5); goma xantan (GXantan): 0,25–0,75 %, FC: 2,5-7,5 %; terbutilhidroquinona (TBHQ): 100-200 mg/kg. Adicionalmente se utilizó suero lácteo como agente tensoactivo y sal. Se utilizó el método de regresiones múltiples para la predicción de los términos lineales, cuadráticos y la interacción de las variables independientes en los modelos. Las condiciones óptimas fueron: (AC+H2O)/PC: 2,0; GXantan: 0,5%; FC: 5,0%; TBHQ: 200 mg/kg, alcanzando un potencial-ζ: -45,578±2,478 mV; índice de estabilidad por absorción espectral (R): 0,851±0,025; viscosidad (µ): 741,7±25,5 cP; color (L*: 67,5±0,7; a*: 3,2±0,2 y b*: 8,6±0,5); índice de peróxido (IP): 0,142±0,038 meqH2O2/kg grasa; tamaño de partícula (D10: 4,3±0,8 µm; D50: 323,7±43,6 µm y D90: 743,0±65,1 µm) y sólidos totales (ST): 19,981±0,303 %. Los resultados confieren una buena estabilidad fisicoquímica en el sistema coloidal de estudio, que podrían garantizar su uso efectivo en procesos posteriores, como en el secado por aspersión para la obtención de polvo de coco.
Palabras clave: Cocos nucifera L., estabilidad fisicoquímica, coloides, fibra.
Abstract Coconut represents a highly important product globally and its competitiveness is restricted to its commercialization in the form of cakes, flour, and coconut oil mainly to the European Community. The search for new alternatives of diversification of products as raw materials for food, pharmaceutical, and cosmetic sectors represents a potential challenge. The object of this research was to determine the influence of the composition of coconut milk-based emulsions on its physical and chemical stability. Coconut pulp (CP) was milled with its coconut water (CW), separating the coconut fiber (CF), which was then dried at 40 °C and milled for its use in emulsions and homogenized at 10000 RPM during 10 min. The surface response methodology was used with a composite central design (21 experiments), considering the independent variables: (CW+H2O)/CP (1.5-2.5); Xanthan gum (GXanthan): 0.25–0.75 %; CF: 2.5-7.5 %; tert-butylhydroquinone (TBHQ): 100-200 mg/kg. In addition, dairy serum was used as surfactant and salt. The multiple regression method was used to predict the linear, quadratic and the cross-product forms of the independent variables in the models. The optimal conditions were: (CW+H2O)/CP: 2.0; GXanthan: 0.5 %; CF: 5.0 %; TBHQ: 200 mg/kg, reaching a potential ζ: -45.578±2.478 mV; index of stability through spectral absorption (R): 0.851±0.025; viscosity (µ): 741.7±25.5 cP; color (L*: 67.5±0.7; a*: 3.2±0.2 and b*: 8.6±0.5); peroxide index (PI): 0.142±0.038 meqH2O2/kg oil; particle size (D10: 4.3±0.8 µm; D50: 323.7±43.6 µm and D90: 743.0±65.1 µm), and total solids (TS): 19.981±0.303 %. The results confer good physicochemical stability in the colloidal system studied, which could guarantee its effective use in subsequent process, like in spray drying to obtain coconut powder.
Keywords: Cocos nucifera L., physicochemical stability, colloids, fiber

47
Introducción El Coco (Cocos nucifera Linn) es una palmera de la familia Arecaceae ampliamente distribuida en los climas tropicales y subtropicales, conocido como el árbol de la vida, debido al aprovechamiento de la totalidad de la PC, AC, cáscara, caparazón, madera, hojas, espiguilla, etc. El fruto consta de un endospermo (PC), AC y una cascara o caparazón muy duro. La PC proporciona importantes constituyentes de un alimento, resaltándose su contenido de agua (51,9%), grasa principalmente compuesta por ácidos láurico y mirístico (26,1%), carbohidratos (15,1%), vitaminas C, tiamina, riboflavina, niacina, y minerales como hierro, calcio y fósforo, que proporcionan 293 kcal de energía (Ochoa-Velasco et al., 2014).
El endospermo es la parte económicamente más importante de la fruta, obteniéndose productos como copra, aceite de coco y leche de coco (Siriphanich et al., 2011). La LC es una emulsión natural de aceite en agua, termodinámicamente inestable, obtenida de la extracción acuosa del endospermo, y utilizado como ingrediente alimentario para proporcionar cremosidad y aroma único en culinaria, especialmente en las regiones de Asia y el Pacífico. Por otra parte, la composición de la LC, incluyendo la proteína, varía de acuerdo a la variedad, edad, entorno de crecimiento del coco y el método y las condiciones utilizadas en el proceso de extracción (Tangsuphoom y Coupland, 2008). Algunos investigadores han señalado que la LC contiene aproximadamente 54 % de humedad, 35 % de grasa y 11 % sin grasa sólida (Simuang et al., 2004; Tangsuphoom y Coupland, 2008).
El coco se usa libremente como una bebida refrescante y como ingrediente de confitería, helados, galletas, pasteles y pan (Solangi y Iqbal, 2011; Appaiah et al., 2015). El aceite extraído del coco se utiliza como aceite de cocina, aceite para el cabello, aceite de lámpara y como un ingrediente esencial en la fabricación de jabón (Solangi y Iqbal, 2011). Por otro lado, el AC se destaca como una bebida natural que está ganando popularidad en la campo de las ciencias del deporte y la industria de bebidas, debido a su alto valor nutricional ya que contiene sales, azúcares y vitaminas, reponiendo de manera efectiva los electrolitos perdidos durante el ejercicio (Thuan-Chew et al., 2014; Camargo-Prado et al., 2015); adicionalmente se le atribuyen potenciales propiedades terapéuticas, incluyendo la prevención y el alivio de muchos problemas de salud: deshidratación, estreñimiento, problemas digestivos, fatiga, insolación, diarrea, cálculos renales e infecciones del tracto urinario (DebMandal y Mandal, 2011; Thuan-Chew et al., 2014) y un efecto anti-envejecimiento (Ge et al., 2006; Camargo-Prado et al., 2015). Un subproducto de la agroindustria del coco lo representa la fibra obtenida después de la extracción de la LC, la cual presenta un importante contenido como fibra dietética con implicaciones para la salud, llegando a prevenir enfermedades crónicas, tales como el cáncer, enfermedades cardiovasculares y la diabetes mellitus (Raghavendra et al., 2006; Trinidad et al., 2006; Yalegama et al., 2013).
Las emulsiones y dispersiones son sistemas coloidales termodinámicamente inestables desde un punto de vista fisicoquímico, rápidamente o lentamente pueden presentar separación de fases (Piorkowski y McClemnts, 2014). La estabilización de estos sistemas se consigue normalmente mediante la adición al sistema coloidal de componentes tensoactivos de carácter anfifílico (polisorbatos, fosfolípidos, entre otros) y/o proteínas y/o agentes espesantes (gomas, gelatina, entre otros). La estabilidad de los sistemas coloidales, según la teoría de Derjaguin-Landau-Verwey-Overbeek (DLVO), generalmente se rige por la combinación de fuerzas de atracción (fuerzas de Van der Waals) y de repulsión electrostática, para obtener un potencial global de interacción entre dos partículas, en función de su distancia, cuando estas se encuentran en un medio iónico (coloides electrocráticos) (Piorkowski y McClemnts, 2014; Mirhosseini et al., 2008). Adicionalmente, interaccionan otros tipos de fuerzas como las fuerzas estéricas, de hidratación, hidrofóbicas y de separación de fases (Piorkowski y McClemnts, 2014).
El objetivo de la investigación fue evaluar la influencia de la composición de emulsiones a base de coco, fibra nativa, antioxidante y otros aditivos sobre la estabilidad del sistema coloidal, con fines de ser utilizada en el secado por aspersión.
Materiales y métodos Se utilizaron cocos (Cocos nucifera L.) variedad Enano Malayo (manila) o Alto Pacífico (típico) de la región pacífica colombiana, con una edad de floración a cosecha aproximadamente de 12 meses y un tiempo

48
poscosecha entre 15 y 36 días. Se utilizó como aditivos en la formulación de la emulsión, terbutilhidroquinona (TBHQ) (Team) como agente antioxidante E-319, GXantan malla 200 como estabilizante, suero lácteo Instant WPC 80 como agente tensoactivo y sal de cocina (Refisal) para incrementar las fuerzas repulsivas y la estabilidad del sistema.
La caracterización del coco y emulsiones se realizó utilizando las siguientes metodologías: La humedad se determinó según el método oficial 930.15/90 de la AOAC. El pH se determinó usando un potenciómetro por inmersión del electrodo en la muestra, previa calibración con soluciones tampón de pH 2, 4, 7 y 10 a 25 ºC (Método AOAC 981.12/90). Los sólidos solubles se determinaron por lectura refractométrica (Método AOAC 932.12/90). La acidez del AC se determinó por el método de titulación potenciométrica (Método AOAC 942.05/90), expresado como ácido málico y para la PC se determinó el índice de acidez en términos de ácido láurico. La actividad de agua (aw) se determinó con un higrómetro de punto de roció a 25 ºC (Aqualab serie 3TE, Decagon, Devices, Pullman, WA, USA) (Cortés-Rodríguez et al., 2008). El índice de peróxido (IP) se determinó por un método espectrofotométrico que se basa en capacidad de los peróxidos para oxidar los iones ferrosos a iones férricos que reaccionan con diversos reactivos que producen complejos coloreados (Hornero-Méndez et al., 2001). El IP sirve como un indicador útil del grado de oxidación de lípidos, grasas y aceites y fue expresado como meq de H2O2/kg grasa muestra (ecuación 1), donde Am y Ab corresponden a la absorbancia de la muestra y el blanco, respectivamente, a una longitud de onda de 500 nm; m= pendiente de la curva de calibración; W= peso muestra (g); 2= factor de conversión para expresar como meqH2O2, 55,84= peso molecular del hierro y Vt= volumen final (mL) de la mezcla de reacción, se utilizó para cuantificarlos tanto a la materia prima como a la emulsión.
!"#$%&%'(!*"+,-.
= 01203 ∗5/!7∗8∗99,;<
∗ v,(Ecuación1) (Hornero-Méndez et al., 2001).
El contenido de aceite extraíble se determinó de acuerdo al método descrito por Bae y Lee (2008) modificado. Se pesó 1 g (±0,0001) de muestra en tubo de vidrio de 15 mL, se adicionó 4 mL de agua (40 °C) y se agitó con un vortex por 2 min. La mezcla inicial se mezcló con 25 mL de solución hexano/isopropanol (3:1 v/v) agitando durante 5 min, luego se centrifugó a 3000 rpm/2min, separándose la fase orgánica, la cual fue sometida posteriormente a calentamiento a 70 °C/5horas. El contenido de aceite extraíble se cuantificó como una diferencia de pesos antes y después del calentamiento. El color se determinó utilizando un espectrofotómetro X-Rite con iluminante D65 y un observador de 10° como referencia. A partir de los espectros de reflexión se obtuvieron las coordenadas de color del CIE-La*b*, donde L* es un indicador de la luminosidad, a* (cromaticidad verde (-) a rojo (+)) y b* (cromaticidad azul (-) a amarillo (+)) (Cortés-Rodríguez et al., 2008). La viscosidad (µ) de la emulsión y del agua de coco se determinaron utilizando el reómetro (Brookfield DV-III Ultra (Brookfield Engineering Laboratories, Inc., USA)) acoplado con un baño termostatado marca Brookfield modelo TC-502, temperatura controlada de 25 ºC, equipado con el husillo RV4 a una velocidad de 0,01 a 250 rpm, reportándose la viscosidad en cP (Mirhosseini et al., 2008). La textura de la PC: Se utilizó un analizador de textura (TA-TA-XT2i, Stable Microsystems Ltd., Reino Unido) con una sonda cilíndrica de acero inoxidable de 5 mm, en una celda de carga de 25 kgf. Se aplicó una prueba de punción con una velocidad constante de la sonda de 1,0 mm.s-1 y 3 mm de penetración, determinándose la fuerza máxima como el promedio de los picos fluctuantes en la meseta descrita antes de alcanzar los 3 mm de penetración (Prieto et al., 2011).
Potencial zeta (ζ): El potencial zeta de las emulsiones se determinó a partir de la movilidad electroforética y luego aplicando la ecuación de Henry, utilizando un Zetasizer Nano ZS90 (Malvern Instruments Ltd., Worcester, UK). Para evitar múltiples efectos de dispersión de la partícula y la presencia de burbujas de aire, las emulsiones fueron diluidas con agua desionizada en una relación emulsión: agua (1:100). Los datos experimentales se reportaron como el promedio de tres inyecciones individuales (Rezvani et al., 2012). El índice de estabilidad por absorción espectral (R): Se determinó a partir de la relación de las absorbancias a dos longitudes de onda (800 y 400 nm) (A800/A400) (Mirhosseini et al., 2008), utilizando un espectrofotómetro UV-Visible (Thermo Scientific Evolution 60). Las muestras de emulsión fueron diluidas en agua (1:100) y se realizaron triplicados por emulsión.

49
Tamaño de partícula: Se determinó utilizando el Mastersizer 3000 (Malvern Instrument Ltd., Worcestershire, UK). Las muestras se dispersaron en 500 mL de agua destilada hasta obtener un valor de oscurecimiento de 10±1 %. La distribución de tamaño se calculó con la teoría de Mie utilizando el índice de refracción de 1,52 (Millqvist-Fureby & Smith, 2007) y el tamaño de partícula se reportó como percentiles D10, D50 y D90.
Tensión Superficial (s): Se determinó por el método de anillo de Nouy (Makri y Doxastakis, 2007) a 15 ºC, utilizando un tensiómetro marca KRUSS K20 con un anillo de aleación de platino con iridio y se determinó la tensión superficial en mN/m.
La caracterización bromatológica se realizó a la PC determinando el contenido de cenizas según el método 942.05/90 de la AOAC, grasa según el método 920.39/90 de la AOAC, proteínas según el método 955.04/90 de la AOAC y fibra dietaria total por el método oficial 985.29 (AOAC, 1990).
El rendimiento de la PC y el AC se realizaron pesando inicialmente los cocos enteros, se lavaron y desinfectaron con una solución de hipoclorito de sodio de 200 ppm, luego se les retiró el AC y se escaldaron en agua en ebullición (T» 96 ºC) durante 20 min, retirando el caparazón de la PC. El rendimiento del fruto se determinó a partir de las relaciones kg PC/kg coco y kg AC/kg coco. La PC seleccionada, se sometió nuevamente a un proceso de lavado, desinfección, corte en trozos y molienda (molino TM32 INOX BRAHER 3HP - 16801002). Se prepararon lotes de 3.000 g de emulsión, homogenizando inicialmente la PC y el AC con agua potable en una licuadora Osterizer 600 Watts en la posición III durante 5 min, luego se filtró la mezcla en un tamiz de malla 500 µm, separándose la fibra de la LC. La fibra obtenida se sometió a un proceso de secado a 40 °C por 48 horas y molienda (molino IKA MF 10.1, USA) para reducir el tamaño de partícula y adicionar en la emulsión (Tangsuphoom y Coupland, 2008). Posteriormente, la emulsión final se preparó en un homogenizador Silverson serie L5 utilizando el cabezal emulsificante a 10000 rpm durante 10 min, mezclando LC, fibra molida nativa, suero lácteo, sal de cocina, GXantan y TBHQ. Se utilizó un baño de enfriamiento para controlar que la temperatura no superará los 30 ºC.
Para el desarrollo de la formulación de la emulsión se utilizó la metodología de superficie de respuesta con un diseño experimental central compuesto y así establecer los efectos principales y combinados de las variables independientes: (A) relación (AC+H2O)/PC (1,5-2,5); (B) GXantan (0,25-0,75 %); (C) fibra nativa (2,5-7,5 %) y (D) TBHQ (100–200 mg/kg), y variables dependientes: aw, sólidos totales (ST), índice de estabilidad espectral (R), índice de peróxido (IP), potencial zeta (ζ), tensión superficial (s), color (L*, a*, b*), viscosidad (µ) y tamaño de partícula (D10, D50 y D90), obteniéndose 21 experimentos aleatorizados con cinco repeticiones en el punto central. La tabla 2 describe el diseño experimental empleado. La formulación se ajustó en su composición, utilizando suero lácteo como tensoactivo previa determinación de su concentración micelar crítica (CMC) (Abascal y Garcia-Fadrique, 2009) y sal de cocina en una concentración de 9 mMol/L, con el fin de incrementar las fuerzas repulsivas y mejorar la estabilidad del sistema coloidal (Dickinson, 1992; Piorkowski y McClements, 2014).
Para la determinación de la CMC del tensoactivo (suero lácteo Instant WPC 80), se prepararon disoluciones a 15 ºC con agua destilada, para alcanzar las siguientes concentraciones de fracción de masa (p/p) por triplicado: 0 % como control, 0,05 %, 0,2 %, 0,35%, 0,5 % y 0,65 %. Las disoluciones fueron homogenizadas por 5 minutos a 300 revoluciones por minuto (rpm) con un agitador marca IKA RW20, y fueron almacenadas por 48 horas hasta iniciar las determinaciones, con el objetivo de observar posibles precipitaciones, y posteriormente se midió la tensión superficial (s) como se describió anteriormente, graficando la concentración de proteína vs tensión superficial, determinando la CMC (Abascal y Garcia-Fadrique, 2009; Makri y Doxastakis, 2007; González-Tello et al., 2007).
Para determinar el efecto de las variables independientes se utilizó el método de regresiones múltiples para la predicción de los coeficientes lineales, cuadráticos y la interacción de las variables independientes en los modelos de superficie de respuesta, con el objetivo de optimizar la proporción de componentes de la emulsión en términos de las variables dependientes. El modelo polinomial generalizado para relacionar la respuesta a las variables independientes fue el siguiente:

50
Y = β0 + βAH +βBB + βCC + βDD + βA2 A2 + βB
2B2 + βC2C2 + βD
2D2 + βABAB + βACAC + βADAD + βBCBC + βBDBD + βCDCD (Ecuación 2)
DondeJK es una constante, βA, βB, βC y βD es el coeficiente lineal de cada factor; βA2, βB
2, βC2 y βD
2es el coeficiente cuadrático de cada factor; βAB, βAC, βAD, βBC, βBD y βCD es el coeficiente de producto de las interacciones de los factores. La adecuación de los modelos se determinó utilizando la prueba de falta de ajuste y el coeficiente de regresión (R2); además, el análisis de varianza (ANOVA) se realizó con un nivel de confianza del 95%. La matriz del diseño experimental, el análisis de los resultados y el procedimiento de optimización se realizó usando el software Statgraphics Centurion XVI.I. Los datos experimentales a la condición óptima se compararon con los valores ajustados predichos por los modelos con el fin de verificar los modelos de regresión.
Resultados y discusión
Composición físico-química de coco La tabla 1 presenta los valores medios más las desviaciones estándar de la distribución de las partes del coco descascarado, y las propiedades físicas y fisicoquímicas de la PC y AC con 15 días de cosecha en fresco o pseudocero.
Se observa que la parte comestible aprovechable de la variedad Enano Malayo (manila) o Alto Pacífico (típico) de la región pacífica colombiana, alcanza aproximadamente un 77 % del coco completo y donde el AC representa un porcentaje importante, por lo que su uso independiente o mezclado con la PC resulta interesante a nivel industrial. Haseeana et al., 2010 encontraron un contenido de AC aproximadamente de 251 mL/coco, mientras que Appaiah et al., 2015 encontraron una relación agua:pulpa: 1:3, con contenidos de agua de 117±42,5 g/coco y además un peso de pulpa de 330±19,5 g. Por otro lado, Luengwilai et al., 2014 con la variedad Makapuno encontraron una distribución porcentual de coco descascarado similar a la presente investigación: PC (35-50 %), AC (19-28 %) y caparazón (25-34 %). Otras investigaciones, encontraron que, en plena madurez, la distribución porcentual del coco fue: cáscara (31-54 %), caparazón (12-16 %), PC (28-33 %) y AC entre 6-25 % (Guarte et al., 1996; Siriphanich et al., 2011; Assa et al., 2011). Esta variabilidad en los resultados de diversas investigaciones podría ser atribuible a factores tales como, tierras de cultivo, manejo agronómico, climatología, fisiología de las variedades de coco utilizadas, la cual es promovida por la respiración y transpiración y además por la absorción de AC por el endospermo sólido (Siriphanich et al., 2011).
Tabla 1. Composición fisicoquímica de frutos de coco descascarado en estado maduro.
Propiedad Coco descascarado
PC AC Peso (kg) 622,3±61,9 PC (%) 47,1±3,1 ---------- ---------- AC (%) 30,1±5,2
Caparazón (%) 26,0±3,8 ---------- ---------- Humedad (%) ---------- 50,4±5,2 95,0±1,6
Índice de acidez (%)* ---------- 0,510±0,240 ---------- Acidez (%) ** ---------- 0,041±0,014
aw ---------- 0,978±0,005 0,970±0,030 °Brix ---------- 6,4±3,0 3,7±0,6 pH ---------- 6,1±0,2 5,7±0,4
µ (Cp) ---------- ---------- 0,744±0,06 Textura (N) ---------- 81,1±8,3 ----------
Densidad (g/mL) ---------- ---------- 1,015±0,001 L* ---------- 71,9±4,3 51,0±1,5 a* ---------- -1,1±0,2 0,3±1,0 b* ---------- 3,1±0,8 -1,0±0,3
ÍP (meqH2O2/kg aceite) ---------- 0,695±0,340***

51
Proteína (%bh) ---------- 3,27±0,32 ---------- Fibra dietaria (%bh) ---------- 12,93±2,47 ----------
Grasa (%bh) ---------- 19,89±3,03 ---------- Cenizas (%bh) ---------- 1,08±0,275 ----------
*: Expresado como ácido láurico. **: Expresado como ácido málico. ***: Mezcla PC+AC.
La PC y AC en general presentan altos valores de aw y humedad; mientras que el AC presenta bajos valores de acidez (0,041±0,014 % ácido málico) correspondiente a pH de 5,7±0,4, que los hacen muy susceptible a degradación microbiana, por lo que después de descascarado se sugiere almacenar bajo refrigeración o congelación. Adicionalmente, los sólidos totales de la PC son mayores que el AC, encontrándose en una relación de 10/1, y siendo aportados principalmente por sus contenidos de grasa y fibra. El contenido graso del coco representa nutricionalmente un aporte calórico importante, con un contenido de ácido láurico aproximadamente del 50 %, y otros ácidos grasos saturados como cáprico y mirístico (Marina et al., 2009; Raghavendra y Raghavarao, 2010; Assa et al., 2011). Por otro lado, se observa un aporte importante de fibra en la PC, principalmente constituida por fibra dietaria (Raghavendra et al., 2006; Trinidad et al., 2006; Yalegama et al., 2013). Thuan-Chew et al., 2014, reportó valores de acidez para el AC maduro de 0,061±0,003 % (expresado como ácido málico), pH 5,71±0,10 y °Brix 4,85±0,17; mientras que Camargo-Prado et al., 2015, reportó valores pH: 5,01 y °Brix: 5,00. Trinidad et al., 2006; reportaron mayores contenidos de fibra dietaria de la harina de coco: 60,0±1,0% (56 % como fibra insoluble y 4 % soluble), resultados similares a los reportados por Raghavendra et al., 2006 y Yalegama et al., 2013.
El IP de la mezcla PC+AC fue bajo, a pesar de su alto contenido graso; sin embargo, este parámetro puede llegar a ser muy crítico durante su almacenamiento, debido a que está asociado al grado de oxidación de lípidos, grasas y aceites, y podría contribuir a producir sabores desagradables que afectan negativamente la calidad del fruto y su aceptación por el consumidor (Hornero-Méndez et al., 2001). Raghavendra y Raghavarao, 2010 encontraron valores de IP de 0,82±0,02 y 1,46±0,06 meqH2O2/kg aceite e índice de acidez de 0,27±0,05 y 0,91±0,02 % ácido láurico en el aceite de coco extraído y un aceite de coco comercial, respectivamente.
En la PC el índice de acidez fue relativamente bajo (0,51±0,24 % ácido láurico); sin embargo, este constituye una medida del grado de hidrólisis de los ácidos láurico, cáprico, capróico, caprílico, mirístico, oléico, palmítico, esteárico, vaccénico y linoleico, presentes en la matriz alimentaria (Santoso et al., 1996; Waisundara et al., 2007; Assa et al., 2011; Appaiah et al., 2015). La causa de la existencia de ácidos grasos libres es la actividad enzimática de las lipasas, indicando que los ácidos grasos libres hayan comenzado a oxidarse a compuestos oxigenados, como por ejemplo los hidroperóxidos, por la acción de agentes químicos (oxígeno, temperatura, luz, trazas metálicas) o agentes bioquímicos (microorganismos, enzimas lipoxidasas) o la combinación de ambos, en función de las condiciones de almacenamiento y de la composición del aceite almacenado, se recomiendan valores ≤ 0,8 (% ácido láurico) (Kishk & Elsheshetawy, 2013).
En cuanto al color, la L* de la PC (71,9±4,3) fue mayor que la del AC (51,0±1,5), lo que la hace más blanca o con mayor claridad y brillo en su superficie, principalmente por el aporte graso y del contenido fibroso (Yalegama et al., 2013; Raghavendra et al., 2006); mientras que, las cromaticidades a* y b* se comportaron en el plano cromático a*b* próximas al punto (0.0), indicando su acromaticidad (Luengwilai et al., 2014). Algunas investigaciones han determinado el color de la PC (L*= 67; a*= -0,65; b*= 1,05), resultados similares a los encontrados en el presente trabajo (Luengwilai et al., 2014). Damar (2006), reportó en AC sin tratar almacenada a 25°C, ligeros cambios en los valores de L*= 59,74±0,17; a*= -1,71±0,02; b*= 1,84±0,02, presentando una pequeña disminución de la semana 0 a la 5 y luego aumentaron ligeramente a la semana 9, presentando valores y comportamiento muy similares a los encontrados en este trabajo (Purkayastha et al., 2012).
La textura de la PC se comportó como un producto turgente con un nivel promedio de fracturabilidad principalmente de sus componentes fibrosos-porosos del orden de 81,12±8,27 N (Yalegama et al., 2013; Raghavendra et al., 2006). Por otro lado, la reología del AC se comportó como un producto muy fluido, con viscosidad menor al agua, debido a su composición, constituida principalmente de azúcares solubles,

52
minerales, proteínas y lípidos, influyendo significativamente a que se comporte como un fluido newtoniano, resultados que concuerdan con lo reportado por Laux et al., (2014), donde encontrando igual comportamiento para velocidades de corte entre 10 a 400 seg-1, en todas las pruebas de flujo realizadas.
Determinación de la CMC Se encontró que las proteínas de suero lácteo, tienen actividad de superficie, al reducir la tensión superficial del agua hasta σ= 41 mN/m, por lo cual es interesante para su aplicación en alimentos. Se determinó la CMC a la cual se obtiene la mayor actividad superficial por parte de estas proteínas (González-Tello, et al., 2007) (ver Figura 1).
Figura 1. Tensión superficial en función de la concentración de proteínas séricas.
Este comportamiento es esperado, debido al carácter anfifilico de estas proteínas y su marcada actividad de superficie. En la figura 1, se observa, adicionalmente, que a una concentración de 0,5 % de fracción de masa, se obtuvo la concentración micelar critica (CMC), con un valor de tensión superficial de σ= 41 mN/m, a partir de esta concentración los valores aumentan un poco y luego, se estima, que presentará un comportamiento asintótico. Este fenómeno es normal con este tipo de materiales, se conoce que los surfactantes tienen una concentración máxima efectiva, donde la superficie del líquido está saturada del material y a partir de allí, el exceso de este generará agregaciones conocidas como micelas, que afectan algunas características como el punto de congelación y la conductividad de la solución e incluso pueden formar precipitados (Antón de Salager, 2005). Estos valores son similares a los presentados por González-Tello et al., (2007) con proteínas de suero en concentraciones similares, también a lo reportado por Abascal y Gracia-Fadrique (2009) con disoluciones de caseínato de calcio y de sodio, incluso valores cercanos se han encontrado con otras proteínas como la extraída del Phaseolus vulgaris en el trabajo realizado por Makri y Doxastakis (2007).
Diseño de emulsiones de coco La tabla 2 presenta los valores medios y las desviaciones estándar de las variables dependientes evaluadas según el diseño estadístico; mientras que, la tabla 3 presenta los resultados del ANOVA. Los resultados de las variables dependientes se ajustaron a un modelo de regresión polinómica de 2º orden, y el ANOVA mostró que los modelos de superficie de respuesta fueron significativos con un nivel de confianza del 95 % para todas las ecuaciones de regresión.
40
50
60
70
0 0.5
Tensiónsuperficial(mN/m
)
Porcentajedeproteína

53
Actividad de agua (aw) y sólidos totales (ST): La figura 2 presenta los gráficos de superficie de respuesta de la aw y los ST en función de las variables independientes. La aw presentó diferencias significativas (p<0,05) con respecto a la GXantan y al contenido de TBHQ; además, con respecto a la interacción GXantan-% FC. Por otro lado, los ST presentaron diferencias significativas (p<0,05) con respecto a interacciones cuadrática GXantan, % FC y TBHQ, además con la interacción GXantan – TBHQ.
Los valores de la aw de las emulsiones presentaron poca fluctuación (0,972±0,01–0,992±0,00), conservando altos valores que denotan una condición favorable al crecimiento microbiológico y reacciones de deterioro como la oxidación lipídica y el pardeamiento no enzimático (Appaiah et al., 2015; Haseena et al., 2010).
La aw presentó un efecto inversamente proporcional con respecto GXantan, mientras el TBHQ tuvo un efecto contrario a la GXantan. Por otro lado, se observa que los ST variaron entre 13,6±0,1–25,2±0,5 %, resaltándose principalmente su incremento por efecto del aumento del % FC, lo cual resulta favorable en los procesos de secado por aspersión, ya que mejora el rendimiento productivo y energético (Phisut, 2012; Khuenpet et al., 2016; Tontul y Topuz, 2017).
Figura 2. Gráficos de superficie de respuesta de la aw y los ST en función de las variables independientes.
Color: La figura 3 presenta los gráficos de superficie de respuesta de la L* en función de las variables independientes. El color de las emulsiones (L*, a* y b*) presentó influencia para los efectos lineales de las variables independientes consideradas y sus interacciones lineales y cuadráticas, variando los promedios dentro de los rangos (71,7-64,5); (4,1–1,8); (8,7–5,1), respectivamente. De acuerdo a estos resultados, los cambios en el plano cromático a*b* son mínimos o inapreciables al ojo humano, encontrándose en la zona de grises (zona acromática) (Gilabert, 1998; Alvarado y Aguilera, 2001), por lo que la L* representa la variable de color de mayor importancia o variable de control. El ANOVA presentó diferencias estadísticas significativas (p<0,05) en la L* con respecto al % Fibra; además por efecto de las interacciones cuadráticas de la relación (AC+H2O)/PC y del antioxidante (TBHQ), y por la interacción lineal GXantan-% FC. La L* presentan una tendencia a disminuir con el incremento del % FC presente, percibiéndose las emulsiones menos claras, lo cual podría ser atribuible a diversos factores: por un lado, la mayor presencia de la fibra genera una menor reflexión de la luz (Prieto et al., 2011) y pérdida de la translucidez de la emulsión, permitiendo el paso de la luz aunque de manera difusa (Pei Ng et al., 2014) y además, a mayor contenido de fibra se incrementa el contenido de pigmentos marrones del endocarpio (zona adyacente a la cáscara).
Superficie de Respuesta Estimada(AC+H2O)/PC=2,0,FC (%)=5,0
0,25 0,35 0,45 0,55 0,65 0,75GXantan (%)
100120
140160
180200
TBHQ (ppm)
0,96
0,97
0,98
0,99
1
aw
Superficie de Respuesta Estimada(AC+H2O)/PC=2,0,TBHQ (ppm)=150,0
0,25 0,35 0,45 0,550,65 0,75GXantan (%) 2,5
3,54,5
5,56,5
7,5
FC (%)
0,96
0,97
0,98
0,99
1
aw
Superficie de Respuesta Estimada(AC+H2O)/PC=2,0,FC (%)=5,0
0,25 0,35 0,45 0,55 0,65 0,75GXantan (%)
100120
140160
180200
TBHQ (ppm)
13
16
19
22
25
28
ST
(%)
Superficie de Respuesta Estimada(AC+H2O)/PC=2,0,GXantan (%)=0,5
2,5 3,5 4,5 5,5 6,5 7,5FC (%)
100120
140160
180200
TBHQ (ppm)
13
16
19
22
25
28
ST (%
)

54
Tabla 2. Resultados del diseño experimental de la formulación y proceso de homogenización de emulsiones a base coco.
Exp. A B C D
L* a* b* R µ IP
(meqH2O2/kg grasa)
D10 D50 D90 ζ aw
ST (AC+H2O)/PC
GXantan FC TBHQ (cP)
(µm)
(µm)
(µm)
(mV)
(%) (%) (mg/kg) (%) 1 2,00 0,50 5,00 100 66,3±0,5 3,4±0,1 6,4±0,2 0,86±0,01 705,2±22,6 0,14±0,07 3,1±0,1 50,3±10,9 537,2±48,6 -52,2±1,6 0,980±0,00 19,6±0,1 2 1,50 0,75 7,50 200 65,1±3,6 4,1±0,2 7,0±0,3 0,86±0,01 1530,7±40,3 0,10±0,03 3,2±0,3 127,0±38,0 648,4±49,1 -53,3±1,8 0,982±0,01 24,6±0,2 3 2,00 0,50 5,00 150 65,7±0,1 4,1±0,2 5,7±0,2 0,83±0,01 610,6±6,7 0,07±0,03 2,4±0,1 93,3±37,5 574,7±34,0 -55,6±1,8 0,987±0,00 19,1±0,1 4 2,00 0,50 2,50 150 67,3±0,5 4,1±0,1 5,1±0,1 0,84±0,01 369,4±2,9 0,06±0,01 1,9±0,5 11,9±3,0 481,8±36,7 -54,7±1,8 0,987±0,00 17,1±0,2 5 2,50 0,50 5,00 150 67,9±0,3 2,6±0,1 6,8±0,2 0,83±0,01 732,3±14,6 0,08±0,04 2,1±0,3 157,7±73,4 464,1±99,0 -45,4±6,5 0,992±0,00 16,1±0,2 6 1,50 0,50 5,00 150 67,6±0,5 2,4±0,2 7,0±0,2 0,87±0,00 746,5±11,2 0,04±0,03 4,7±0,4 139,5±48,5 546,8±54,7 -47,1±1,6 0,984±0,00 19,1±0,2 7 1,50 0,25 2,50 100 70,8±0,5 1,9±0,2 6,5±0,3 0,90±0,01 241,1±13,1 0,05±0,03 8,1±3,1 58,2±17,7 566,9±83,3 -47,9±1,5 0,987±0,00 17,0±0,1 8 2,50 0,75 7,50 100 64,5±1,0 3,7±0,3 7,7±0,3 0,86±0,01 2252,7±21,9 0,07±0,02 4,0±0,6 394,7±52,1 920,6±287,7 -47,3±1,0 0,987±0,00 21,0±0,2 9 2,00 0,50 5,00 200 65,8±0,5 3,4±0,2 7,9±0,7 0,86±0,00 840,3±10,8 0,04±0,01 3,2±0,2 222,2±36,4 601,4±47,5 -48,6±1,7 0,986±0,00 20,5±0,1
10 1,50 0,25 7,50 100 65,3±0,4 3,1±0,1 8,7±0,1 0,87±0,01 1503,3±96,0 0,06±0,02 26,1±14,0 302,1±17,1 666,8±43,4 -44,2±1,2 0,985±0,00 25,2±0,5 11 2,50 0,25 2,50 200 67,6±0,7 3,4±0,1 5,8±0,2 0,85±0,04 309,9±4,0 0,11±0,04 3,0±0,2 10,1±1,5 383,8±99,9 -44,7±3,3 0,986±0,00 16,1±0,2 12 2,00 0,75 5,00 150 67,3±1,4 2,3±0,1 7,0±0,4 0,87±0,00 1054,3±30,1 0,06±0,03 2,1±0,2 164,8±55,5 533,2±112,0 -45,4±1,3 0,984±0,00 20,2±0,2 13 2,00 0,50 5,00 150 71,7±0,3 2,0±0,1 6,5±0,2 0,86±0,01 587,6±21,5 0,03±0,03 2,4±0,2 234,8±46,3 631,6±55,4 -48,6±1,4 0,986±0,00 19,2±0,1 14 2,00 0,50 5,00 150 66,8±0,8 2,6±0,2 7,5±0,3 0,86±0,00 679,5±21,1 0,12±0,03 2,4±0,4 155,2±77,7 605,8±135,4 -44,1±1,4 0,985±0,00 21,6±0,1 15 2,50 0,25 7,50 200 67,6±0,2 2,5±0,1 6,8±0,3 0,84±0,01 268,8±5,8 0,09±0,04 2,5±0,2 81,9±47,0 621,1±51,3 -45,4±2,1 0,982±0,00 17,8±0,1 16 2,00 0,50 5,00 150 67,8±0,4 2,0±0,1 6,9±0,3 0,85±0,01 403,7±12,8 0,06±0,03 1,6±0,1 58,1±21,0 513,7±46,4 -42,8±1,0 0,985±0,00 18,7±0,2 17 2,00 0,50 5,00 150 68,8±1,0 1,8±0,3 6,8±0,4 0,87±0,01 406,4±20,9 0,04±0,03 1,7±0,1 126,1±65,4 624,0±99,6 -41,6±0,6 0,989±0,00 20,1±0,1 18 2,00 0,50 7,50 150 65,6±0,9 3,1±0,2 7,6±0,4 0,87±0,01 1360,0±85,4 0,09±0,02 3,0±0,2 249,2±38,8 600,9±57,5 -45,9±1,4 0,991±0,00 23,0±0,2 19 2,00 0,25 5,00 150 66,9±0,4 2,7±0,1 7,5±0,2 0,85±0,01 298,0±12,2 0,05±0,04 2,5±0,2 239,7±85,5 689,4±95,3 -39,1±2,8 0,988±0,00 19,7±0,2 20 1,50 0,75 2,50 200 69,4±0,4 1,8±0,1 7,1±0,3 0,88±0,00 857,3±52,0 0,09±0,02 1,9±0,2 136,5±78,1 647,9±147,1 -44,2±1,8 0,992±0,00 18,5±0,1 21 2,50 0,75 2,50 100 68,8±0,4 2,3±0,2 6,8±0,3 0,86±0,01 531,3±14,4 0,18±0,02 1,6±0,1 91,9±36,9 802,9±90,0 -45,2±2,1 0,972±0,01 13,6±0,1

55
Tabla 3. ANOVA (valores-p) para los modelos de superficie de respuesta.
Variables
Efectos principales Efectos cuadráticos Efectos de la interacción
A B C D A2 B2 C2 D2 AB AC AD BC BD CD L* 0,0000* 0,9036 0,0220* 0,8739 0,0148* 0,5559 0,1724 0,0236* 0,3904 0,0000* 0,1321 0,0345* 0,2622 0,0000*
a* 0,0000* 0,1945 0,0542 0,3675 0,0000* 0,0000* 0,0000* 0,0000* 0,6333 0,0000* 0,0009* 0,0000* 0,8573 0,0213*
b* 0,0834 0,0000* 0,0000* 0,3314 0,6763 0,0000* 0,0000* 0,0000* 0,0000* 0,6104 0,0000* 0,0000* 0,3222 0,0000*
R 0,7768 0,6701 0,1310 0,1161 0,3089 0,1615 0,5550 0,0726 0,5116 0,1534 0,3463 0,4590 0,1666 0,6243
µ 0,0000* 0,0000* 0,0172* 0,5493 0,0863 0,9429 0,0000* 0,0000* 0,0000* 0,1101 0,6171 0,0000* 0,0476* 0,0000*
IP 0,1341 0,0103* 0,9708 0,0736 0,9951 0,5578 0,3366 0,0446* 0,0000* 0,0133* 0,5969 0,1250 0,9920 0,0901
D10 0,0000* 0,000* 0,0000* 0,0000* 0,0193* 0,4071 0,3145 0,0430* 0,0000* 0,0000* 0,0000* 0,0000* 0,0143* 0,0000*
D50 0,5576 0,0000* 0,0000* 0,0000* 0,7829 0,0000* 0,0925 0,2158 0,0000* 0,0201* 0,0000* 0,6555 0,3469 0,0000*
D90 0,0505 0,0000* 0,6537 0,0000* 0,2154 0,0000* 0,7491 0,1253 0,0000* 0,0151* 0,0000* 0,0362* 0,0238* 0,8448
ζ 0,3405 0,0000* 0,0000* 0,0000* 0,1461 0,0000* 0,0000* 0,0000* 0,0306* 0,4558 0,0359* 0,0001* 0,9901 0,0000*
aw 0,3605 0,0126* 0,0772 0,0314* 0,4165 0,3126 0,1849 0,0000* 0,3407 0,0000* 0,6234 0,0365* 0,0000* 0,0000*
ST 0,0000* 0,0000* 0,0000* 0,2981 0,0000* 0,0409* 0,0210* 0,0345* 0,1336 0,0000* 0,8323 0,0000* 0,0293* 0,0000*
* Significativo (p<0,05

56
Figura 3. Gráficos de superficie de respuesta de la L*.
Una disminución de L* se presenta a bajas relaciones de (AC+H2O)/PC, lo cual podría atribuirse al mayor contenido de PC en la formulación, que es correspondiente a un mayor aporte de fibra y aceite contenida en la misma. Bajo estas condiciones y sumando la adición de fibra seca y el incremento de la temperatura (20 ºC → 35 ºC) y del contenido de aire durante el proceso de homogenización, las emulsiones se perciben más oscuras, fenómeno que en conjunto está asociado al mayor contenido de sólidos, oxidación de los lípidos con la producción de hidroperóxidos y radicales libres (Ochoa-Velasco et al., 2014; Kuhn & Cunha, 2012), posible pardeamiento enzimático debido a la presencia de enzimas peroxidasa y polifenoloxidasa (Borda, 2011) y no enzimático provocado por la reacción de Maillard (Prieto et al., 2011). Por otro lado, la interacción positiva % Fibra-TBHQ potencia la disminución de la L* a altos contenidos de fibra y TBHQ.
Algunos investigadores, como se describe a continuación, han evaluado la adición de PC deshidratada (60-80 °C) en el producto final, produciendo una disminución de L* entre 66 - 68, atribuyendo la mayor causa de oscurecimiento a la reacción de Maillard, debido al sabor y olor del producto final (Prieto et al., 2011). Otras investigaciones reportan un oscurecimiento de la pulpa, emulsiones y fibra seca, debido principalmente al aumento de la temperatura del proceso que favorece la reacción de Maillard, cambiando el color desde un blanco pálido a un color marrón y sin registrar una importante pérdida de la calidad (Guarte et al., 1996; Chiewchan et al., 2006). Por otro lado, Tipvarakarnkoon et al., (2010), reportan valores de L*: 81,72±1,50; a*: -0,66±0,18; b*: 2,1±0,73 en “leche de coco comercial”; mientras que en “leches de coco” elaboradas con diversos tipos de goma de acacia, con y sin Tween 60, con y sin goma xantan y/o goma guar, mostró diferencias significativas principalmente en L*, mientras que no resaltan cambios apreciables en las cromaticidades a* y b*, resultados muy similares a los obtenidos en esta investigación.
En general, los cambios en las propiedades ópticas de las emulsiones de coco están determinadas principalmente por su composición, temperatura, el índice relativo de refracción, concentración y distribución del tamaño de las gotas oleosas y de partículas dispersas, lo cual tiene importantes implicaciones para el desarrollo de bebidas transparentes u opacas (Piorkowski y McClements, 2014).
Estabilidad fisicoquímica del sistema coloidal La figura 4 presenta el gráfico de superficie de respuesta de parámetros asociados a la estabilidad fisicoquímica de la emulsión: ζ, µ, D10, D50, D90, y s en función de las variables independientes.
Índice R y tamaños de partículas: El índice de estabilidad R (A800/A400), no presentó diferencias significativas (p<0,05) con respecto a las variables independientes, dado que su rango de variación fue bajo (0,83 – 0,90). El R se basa en las propiedades de dispersión de la luz, lo cual está relacionado con el tamaño promedio de las partículas (Mirhosseini et al., 2008; Homayoonfal et al., 2015), por lo que se considera que estos valores fueron altos, lo cual se evidenció en los percentiles D10, D50 y D90, que fueron grandes y fluctuantes: D10 (1,62±0,10 – 26,08±14,00 µm); D50 (11,90±2,96 – 302,11±17,01 µm) y D90 (383,78±99,86 – 920,56±287,75 µm), lo cual podría favorecer la separación de fases e identifica la necesidad de otros mecanismos para su estabilización.
El percentil D10 presentó diferencias significativas (p<0,05) con respecto a las interacciones cuadráticas de la relación (AC+H2O)/PC y del TBHQ, además de la interacción GXantan-TBHQ; mientras que el percentil
Superficie de Respuesta EstimadaGXantan (%)=0,5,TBHQ (ppm)=150,0
1,51,7
1,92,1
2,32,5(AC+H2O)/PC 2,5
3,54,5
5,56,5
7,5
FC (%)
62
64
66
68
70
72
L*
Superficie de Respuesta Estimada(AC+H2O)/PC=2,0,GXantan (%)=0,5
2,53,5
4,55,5
6,57,5FC (%) 100
120140
160180
200
TBHQ (ppm)
62
64
66
68
70
72
L*

57
D50 lo fue con la interacción (AC+H2O)/PC-% FC. El percentil D90 presentó diferencias significativas (p<0,05) con respecto a las interacciones lineales de la relación (AC+H2O)/PC-% FC, GXantan-% FC y GXantan-TBHQ. Se resalta principalmente el incremento de D10 a altos contenidos de fibra y baja relación (AC+H2O)/PC, además contrario a lo esperado con la disminución de la GXantan. Por otro lado, el incremento de D50 se produce con el incremento del % FC y el de D90 con el incremento de GXantan y % FC.
En general, las diferencias de los percentiles puede atribuirse principalmente a la complejidad de la materia prima en cuanto a la maduración del fruto y su composición (aceite, fibra, proteína, otros), a la composición de la GXantan que se correlaciona directamente con la viscosidad y su efecto de cizallamiento y desintegración de las partículas, que actúan para reducir el tamaño de las gotas oleosas y de la fibra del coco de gran dureza (Raghavendra et al., 2006). Se considera que, dentro de la distribución de tamaño de partículas las más pequeñas están asociadas a las gotas de aceite, mientras que la más grandes a las fibras suspendidas en la emulsión (Wallecan et al., 2015).
Un comportamiento similar al reportado por Homayoonfal et al., (2015) y Tipvarakarnkoon et al., (2010), quienes reportaron que la intensidad de la fuerza de corte, la turbulencia y la cavitación creadas por el homogeneizador determinan el tamaño medio de partícula y el aumento del tiempo de homogeneización conduce a la elevación de la temperatura provocando una disminución en la tensión interfacial y la viscosidad (Anarjan et al., 2010).
Potencial zeta (ζ): El ζ presentó diferencias significativas (p<0,05) con respecto a las interacciones (AC+H2O)/PC–GXantan y (AC+H2O)/PC–TBHQ, lo cual deriva en un comportamiento de curvatura en la superficie de respuesta. La influencia de la GXantan al ser un polisacárido de naturaleza aniónica debido a los grupos carboxilos presentes en las cadenas laterales (Piorkowski y McClements, 2014), contribuyó a incrementar las fuerzas repulsivas en las proximidades de la capa de coiones haciendo que su ζ fuera más negativo con el incremento del hidrocoloide en la formulación. La magnitud de la carga eléctrica del polisacárido depende del pH en relación con un valor de pKa (Jayme et al., 1999; Mirhosseini et al., 2008; Piorkowski y McClements, 2014); por ello, este polisacárido tendrá una mayor contribución de carga eléctrica negativa debido a que los valores de pH de las emulsiones (5,935±0,212) están por encima del valor del pKa (2,00-2,87) (Souza y García-Rojas, 2017; Mirhosseini et al., 2008; Niu et al., 2017); ahora bien, las proteínas son negativas por encima de punto isoeléctrico (pI= ~4) (Thaiphanit et al., 2016), lo cual favoreció que los valores del ζ fueran más negativos.
El ζ presentó una variación entre -39,1±2,8 a -55,6±1,8 mV, lo cual favorece a la estabilidad termodinámica de la emulsión, ya que denota una buena interacción repulsiva o fuerzas repulsivas entre partículas coloidales (Estevinho et al., 2014; Mirhosseini et al., 2008; Rezvani et al., 2012). Por otro lado el coco es rico en sales minerales como potasio, sodio, fósforo, hierro, cobre y cloro (Appaiah et al., 2015; Siriphanich et al., 2011; Thuan-Chew et al., 2014; Jayalekshmy et al., 1986; Piorkowski y McClements, 2014), las cuales al disociarse producen una fuerza iónica importante en la fase continua, cuyos iones son fuertemente adsorbidos en la interface de las partículas, quienes igualmente poseen grupos ionizables de carga contraria, produciendo o resultando en una capa de co-iones fuertemente adsorbida de carga negativa en la interface de las partículas.

58
Figura 4. Gráficos de superficie de respuesta de parámetros asociados con la estabilidad de la emulsión en función de las variables independientes.
Superficie de Respuesta Estimada(AC+H2O)/PC=2,0,FC (%)=5,0
0,250,35
0,450,55
0,650,75
GXantan (%)100 120
140 160 180 200
TBHQ (ppm)
0400800
1200160020002400
µ (c
P)
Superficie de Respuesta EstimadaGXantan (%)=0,5,TBHQ (ppm)=150,0
1,51,7
1,92,1
2,32,5(AC+H2O)/PC
2,5 3,54,5 5,5
6,5 7,5
FC (%)
0400800
1200160020002400
µ (c
P)
Superficie de Respuesta EstimadaGXantan (%)=0,5,TBHQ (ppm)=150,0
1,51,7
1,92,1
2,32,5
(AC+H2O)/PC2,5
3,54,5
5,56,5
7,5
FC (%)
0
5
10
15
D10
Superficie de Respuesta Estimada(AC+H2O)/PC=2,0,FC (%)=5,0
0,250,35
0,450,55
0,650,75
GXantan (%)100
120140
160180
200
TBHQ (ppm)
0
5
10
15
D10
Superficie de Respuesta EstimadaGXantan (%)=0,5,TBHQ (ppm)=150,0
1,5 1,71,9
2,1 2,32,5(AC+H2O)/PC 2,5 3,5 4,5 5,5 6,5 7,5
FC (%)
0
100
200
300
400
500
D5
0
Superficie de Respuesta EstimadaGXantan (%)=0,5,TBHQ (ppm)=150,0
1,5 1,71,9
2,1 2,32,5(AC+H2O)/PC 2,5 3,5 4,5 5,5 6,5 7,5
FC (%)
0
200
400
600
800
1000
D9
0
Superficie de Respuesta Estimada(AC+H2O)/PC=2,0,TBHQ (ppm)=150,0
0,25 0,350,45
0,55 0,650,75GXantan (%) 2,5 3,5 4,5 5,5 6,5 7,5
FC (%)
0
200
400
600
800
1000
D9
0
Superficie de Respuesta Estimada(AC+H2O)/PC=2,0,FC (%)=5,0
0,25 0,35 0,45 0,55 0,65 0,75GXantan (%)
100120
140160
180200
TBHQ (ppm)
0
200
400
600
800
1000
D90
Superficie de Respuesta EstimadaFC (%)=5,0,TBHQ (ppm)=150,0
1,5 1,7 1,9 2,1 2,3 2,5(AC+H2O)/PC
0,25 0,35 0,45 0,55 0,65 0,75
GXantan (%)
-59
-55
-51
-47
-43
-39
-35
Pot
enci
al z
(mv)
Superficie de Respuesta EstimadaGXantan (%)=0,5,FC (%)=5,0
1,51,7
1,92,1
2,32,5(AC+H2O)/PC 100
120140
160180
200
TBHQ (ppm)
-59
-55
-51
-47
-43
-39
-35
Pot
enci
al z
(mv)

59
Esta situación hace que igualmente se produzca un potencial eléctrico en las afueras de esta capa adsorbida (capa de stern) asociado al ζ encontrado (Malvern instruments, 2004); además, contribuye a la formación de una segunda capa difusa de co-iones distribuida en la disolución próxima a la interface; ambas capas forman la conocida doble capa de iones o longitud de Debye (k-1) (Jayme et al., 1999; Piorkowski y McClements, 2014; Niu et al., 2017).
La revisión bibliográfica muestra una importante contribución de las fuerzas electrostáticas en la estabilidad de sistemas coloidales alimentarios: » -16 mV. en “leche de coco homogeneizada”, sin fibra y con adición de estabilizadores de superficie activa (Tangsuphoom y Coupland, 2009); entre −17,1 y −13,8 mV. en aderezos con fibra de pulpa de naranja (Chatsisvili et al., 2012); entre −54,0 y −35,0 mV en emulsiones con aceite de chía (Julio et al., 2015); y entre −43,6 y −11,5 mV. en emulsiones de aceite de girasol y mezclas de caseinato de sodio/alginato de sodio (Sosa-Herrera et al., 2012). Por otro lado, Mirhosseini et al., (2008), reportó valores entre −27,0 y −30,0 para bebidas emulsificadas de naranja, donde el efecto de la concentración de goma de xantan, favoreció las fuerzas repulsivas, tal como ocurrió en la presente investigación.
Viscosidad: La viscosidad (µ) presentó diferencias significativas (p<0,05) con respecto al contenido de fibra (% FC) y a la interacción lineal GXantan-TBHQ, donde se resalta una tendencia a incrementar la viscosidad con el incremento del contenido de la GXantan, la cual tiene la capacidad de ligar agua sometiéndose a una transición conformacional de una doble hélice de un complejo de agregados a través de enlaces de hidrógeno y el entrelazamiento de polímero (Jayme et al., 1999; Niu et al., 2017), lo que finalmente modifica las propiedades reológicas de la fase continua, favoreciendo la estabilidad del sistema al reducir la movilidad de las partículas del sistema coloidal y retardar la separación de fases (Jayme et al., 1999; Piorkowski y McClements, 2014; Niu et al., 2017). Por otro lado, el incremento en el contenido de sólidos suspendidos aportados por la fibra adicionada, igualmente favoreció el incremento de la µ; sin embargo, dada la variabilidad y los altos tamaños de partículas encontrados en los percentiles D10, D50 y D90 no favorece la estabilidad del sistema.
Algunos autores han reportado que la “leche de coco” exhibe un comportamiento pseudoplástico (Vitali et al., 1985; Simuang et al., 2004; Chiewchan et al., 2006), la cual está afectada por la presencia de estabilizantes y por el contenido graso (Simuang et al., 2004; Tangsuphoom y Coupland, 2005; Chiewchan et al., 2006; Peamprasart y Chiewchan, 2006; Tipvarakarnkoon et al., 2010; Pei Ng et al., 2014; Li y Nie, 2016; Piorkowski y McClements, 2014). Otras investigaciones en “leche de coco” han utilizado Montanox 60 (emulsionante) y carboximetilcelulosa, reportado un aumento de la viscosidad de la fase continua (Jirapeangtong et al., 2008; Tipvarakarnkoon et al., 2010) favoreciendo su estabilidad al retardar la separación de fases o reducir la cinética de agregación de las partículas (McClements, 2004a y 2004b; Klinkesorn et al., 2004; Phungamngoen et al., 2004; Mantzouridou et al., 2012). Lo anterior coincide con lo reportado por Mirhosseini et al., 2008, en emulsiones de bebida de naranja que contienen altas concentraciones de goma arábiga y GXantan, exhibiendo una alta viscosidad aparente y tamaño medio de gota.
La viscosidad presentó la tendencia de incrementar con el aumento del contenido FC, lo cual ha sido reportado por diversos autores (Pelegrine et al., 2002; Valencia et al., 2004; Elleuch et al., 2011; Castro et al., 2013). Por otro lado, se considera que la homogenización produce cambios en las propiedades de las partículas, influyendo en la reología del sistema coloidal (Elleuch et al., 2011; Castro et al., 2013). Estos cambios de viscosidad pueden ser mayores en algunas fibras que en otras, dada la diferencia del tipo de pectina presente en la estructura celular y la dureza de las mismas, que hace que la respuesta de la homogenización sea diferente. Además, la manera en cómo los grupos de células se interrumpen a través de la pared celular o a través de la lamela media, parece tener un efecto sobre las propiedades reológicas de las suspensiones (Dai et al., 2010; López-Sánchez et al., 2011; Elleuch et al., 2011; Castro et al., 2013).
Oxidación de las emulsiones: La figura 5 presenta los gráficos de superficie de respuesta del IP en función de las variables independientes. El ANOVA mostró que el IP presentó diferencias estadísticas significativas

60
(p<0,05) con respecto a la GXantan, a la interacción (AC+H2O)/PC-% FC, al igual que el efecto cuadrático del TBHQ; sin embargo, los cambios presentados fueron bajos, fluctuando entre 0,03±0,03 y 0,18±0,02 meq H2O2/kg grasa, lo que indica que hubo una oxidación mínima sobre los ácidos grasos y seguramente como consecuencia de las condiciones de operación impuestas: materia prima en excelentes condiciones de calidad (menos de 30 después de cosechado), tiempos cortos de homogenización, bajas temperaturas de procesamiento. Se resalta principalmente el efecto del TBHQ sobre el IP, actuando como antioxidante al contribuir en la prevención de la oxidación cuando se incrementa su concentración. En este contexto, la acción del antioxidante hidrofóbico en la interfaz grasa-agua a altas concentraciones se hace más efectiva reduciendo la oxidación de fase oleosa (Kishk & Elsheshetawy, 2013).
La interacción negativa (AC+H2O)/PC-% FC incrementa el IP cuando la emulsión tiene un alto contenido de fase acuosa y bajo contenido de fibra (% FC) adicionada, situación que favorece su fluidización durante la homogenización, ocluyendo la mayor parte de aire y generando tamaños de partícula menores en las gotas de aceite que hace que se incremente su área superficial y favorezca la oxidación y mayor formación de hidroperóxidos. Por otro lado, el IP presentó una tendencia a incrementar con el incremento de GXantan, en todo el rango de la relación (AC+H2O)/PC, siendo mayor igualmente cuando la emulsión es más fluida. Este efecto podría se atribuir a la capacidad de la GXantan de unirse a iones Fe2+ en los sitios aniónicos de piruvato a lo largo de la cadena de polisacárido. Como consecuencia, el nivel de iones libres Fe2+ disponibles para promover la oxidación de lípidos se reduciría, pero podría estar afectada por otros metales (Qiu et al., 2015). Lo que se traduce en la capacidad quelante de la fibra, que posee la capacidad de intercambio catiónico in vitro como medio de unión de minerales; una de las posibles consecuencias es que estos iones pueden ser impedidos de operar en la activación de las reacciones oxidativas de lípidos. Se ha demostrado que algunas fibras tienen una capacidad de intercambio iónico con cobre. Además, las pectinas son conocidas por ser capaces de combinar in vitro con iones bivalentes tales como hierro, calcio, cobre y zinc (Borderías et al., 2005; Yalegama et al., 2013; Qiu et al., 2015).
Figura 5. Gráficos de superficie de respuesta del IP en función de las variables independientes.
Modelación matemática de las superficies de respuesta Las tablas 4 y 5 presentan los coeficientes de regresión estimados de los modelos de superficie de respuesta polinómicos con los correspondientes valores de R2, la prueba de falta de ajuste y los valores experimentales y teóricos o predichos, además del error medio relativo (EMR).
A pesar que los valores R2 para las variables respuestas no fueron lo suficientemente altos, la prueba de falta de ajuste permite determinar la exactitud del modelo para predecir la variación, donde la alta fiabilidad y la precisión de los datos de respuesta se confirmaron por los valores del EMR al ser significativamente menores del 10%, además los resultados no revelaron diferencias estadísticamente significativas (p>0,05) entre las respuestas observadas y las predichas, donde los modelos de regresión concuerdan con los valores observados, demostrando la precisión y fiabilidad de los modelos empíricos que resultó ser significativa (p>0,05) en términos de las variables de respuesta estudiadas, lo que indica que los modelos fueron adecuados para describir el comportamiento de los datos.
Las variables Viscosidad y ST son críticas para la optimización presentando valores 0,964 y 0,95 indicando que el modelo de superficie de respuesta explica en un 95-96% su variación en función de la composición y el proceso de homogenización de la emulsión.
Superficie de Respuesta Estimada(AC+H2O)/PC=2,0,FC (%)=5,0
0,250,35
0,450,55
0,650,75
GXantan (%)
100 120140
160180 200
TBHQ (ppm)
00,030,060,090,120,150,18
IP (m
eq H
2O2/
Kg
gras
a)
Superficie de Respuesta EstimadaFC (%)=5,0,TBHQ (ppm)=150,0
1,51,7
1,92,1
2,32,5(AC+H2O)/PC
0,250,35
0,450,55
0,650,75
GXantan (%)
-0,030,010,050,090,130,170,21
IP (m
eq H
2O2/
Kg
gras
a)
Superficie de Respuesta EstimadaGXantan (%)=0,5,TBHQ (ppm)=150,0
1,5 1,7 1,9 2,1 2,3 2,5(AC+H2O)/PC
2,53,5
4,55,5
6,57,5
FC (%)
00,030,060,090,120,150,18
IP (m
eq H
2O2/
Kg
gras
a)

61
Optimización de la emulsión La optimización experimental numérica se realiza con el propósito de poder obtener valores óptimos para variables independientes, determinando así los parámetros de respuesta deseables que permitan obtener un producto final con los atributos de calidad adecuados. Para este caso y de acuerdo a los resultados estadísticos encontrados, los criterios fueron los siguientes: viscosidad aproximada de 1000 cP (condición de máxima viscosidad permitida por el secador), mayor porcentaje de ST, mayor L*, menor pardeamiento enzimático y oxidación de los lípidos (<IP y <potencial ζ). Estas variables de respuesta fueron significativamente influenciadas por la GXantan y % FC, al ser las variables que propenden por un mejor comportamiento de la emulsión, y donde el antioxidante se convierte en un factor de soporte que propende por el buen desempeño de la interacción GXantan y % FC.
Las condiciones óptimas alcanzadas de las variables independientes fueron las siguientes: (AC+H2O)/PC= 2,0; GXantan= 0,5%; % FC= 5,0 y TBHQ= 200 mg/kg, con un tiempo de homogenización de 10 min y controlando que la temperatura de emulsificación sea inferior a 30 ºC. La tabla 5 compara las variables dependientes de la emulsión obtenidas de tres réplicas a la condición óptima y los valores predichos por el modelo matemático. Se observa que los valores predichos por los modelos tienen un nivel de aceptación aproximadamente del 95 %, pueden establecer condiciones de preparación óptimas para emulsiones y/o suspensiones de coco con adición de su propia fibra, requeridas.
Tabla 4. Coeficientes de regresión, R2, y valores de probabilidad de la falta de ajuste de los modelos para las variables dependientes.
Coeficientes de regresión aw ST L* a* b* R µ D10 D50 D90 ζ IP
β0 0,998 -5,874 90,756 -7,749 9,797 1,084 2785,410 91,725 -109,118 -562,712 -70,217 -0,145 βA -0,022 28,130 -17,583 11,579 -3,288 -0,028 -2042,280 -55,417 -139,927 844,839 -14,274 0,374 βB -0,100 -24,517 1,256 5,054 -25,411 -0,069 -4894,760 -81,340 -3473,790 -2363,13 -115,877 1,073 βC -0,005 2,219 -1,527 -0,480 1,660 -0,016 173,046 7,565 117,114 -20,842 7,235 0,001
βD x 10-2 0,047 -3,913 -0,900 -1,917 1,680 -0,141 -351,331 -43,114 1138,260 1300,440 62,597 -0,403
βA2 0,004 -7,618 3,229 -1,912 0,167 -0,022 243,066 6,585 -14,060 -114,147 4,668 0,0003
βB2 -0,021 7,449 3,096 -7,646 6,846 0,119 -40,003 9,266 802,784 1237,630 82,405 -0,124
βC2 x 10-2 0,028 8,462 -7,189 10,692 -7,980 0,050 2976,260 11,248 -344,692 117,633 -46,218 0,204
ΒD2 x 10-4 -0,016 1,929 -3,111 1,761 1,104 0,038 376,399 5,683 -63,282 141,408 -12,088 0,1087 βAB 0,012 3,417 -2,988 -0,622 9,204 0,035 2102,200 29,412 1182,400 912,778 17,611 -0,415
βAC x 10-2 0,237 -54,033 55,633 -30,800 -2,289 0,343 -2552,670 -174,21 1360,070 2545,560 27,000 -1,527 βAD x 10-2 -0,003 0,238 2,489 -1,279 -1,431 0,025 88,233 13,604 -296,559 -703,056 -8,539 -0,035 βBC 0,002 0,737 -0,627 0,672 -0,479 0,004 234,707 -2,754 -5,183 -43,800 -2,869 -0,019
βBD x 10-3 0,517 50,3 37,011 -2,222 9,956 -0,743 7130,000 174,322 1215,570 -0,00529 1,000 0,013 βCD x 10-3 -0,026 -7,883 5,474 1,282 -2,16 0,012 2351,400 -19,619 -488,393 20,3333 -11,344 0,103
R2 74,854 94,992 71,106 64,856 66,367 59,657 96,400 69,367 67,625 67,0092 63,344 66,208 Falta de ajuste
(Valor-p) 0,600 0,8641 0,5785 0,349 0,4751 0,207 0,875 0,570 0,4963 0,485 0,000 0,486
Tabla 5. Valores experimentales y teóricos o predichos por los modelos matemáticos de las variables dependientes de la emulsión de coco.
Variable
Valor Experimental
Valor teórico o predicho
Diferencia
EMR
L* 67,5±0,7 66,4 -0,906 0.404 a* 3,2±0,2 3,2 0,007 1,485 b* 8,6±0,5 7,9 0,771 2,451 R 0,851±0,025 0,858 -0,007 0,177 µ 741,7±25,5 776,196 -34,464 0,454 ÍP 0,142±0,038 0,141 0,001 2,304 D10 4,3±0,8 3,4 0,958 5,748 D50 323,7±43,6 331,5 -7,791 2,962 D90 743,0±65,1 626,9 116,164 4,084

62
ζ -45,6±2,5 -48,2 2,653 1,878 aw 0,983±0,05 0,986 -0,003 0,044 ST 19,981±0,303 20,573 -0,592 0,269
EMR: Error medio relativo
Conclusiones La generación de valor en la agrocadena de coco representa un desafío desde el punto de vista de investigación, dado que la matriz es muy compleja debido a su composición y propiedades mecánicas. El desarrollo de una formulación coloidal a base de coco con su fibra original, es posible utilizando herramientas estadísticas para su optimización, siendo la emulsión final obtenida una base potencial y adecuada desde el punto de vista técnico, para su uso en un desarrollo futuro de un producto en polvo de coco. El aprovechamiento potencial del fruto y de la fibra presente podría representar un beneficio para la salud y un gran impulso económico para su agroindustria.
En general, los niveles intermedios del hidrocoloide y fibra adicionada son aquellos que propenden por un mejor comportamiento de la emulsión, la relación (AC+H2O)/PC aunque influye en algunos casos específicos, no es muy determinante, mientras que el antioxidante se convierte en un factor de soporte que propende por el buen desempeño de la interacción hidrocoloide y fibra.
La metodología de superficie de respuesta permitió identificar los efectos principales de las variables dependientes y sus interacciones, sobre los atributos de calidad de las emulsiones. En general, los componentes seleccionados y los rangos evaluados de las variables dependientes en las formulaciones fueron muy acertados, obteniendo una emulsión estable con un importante contenido de sólidos, debido a la acción del suero lácteo en su papel de tensoactivo (se asume una alta contribución en la reducción de la energía libre en la interfase), al excelente potencial eléctrico negativo que favoreció las fuerzas repulsivas de las partículas y el efecto del hidrocoloide sobre la reología de la fase continua que restringe la movilidad de las gotas oleosas y fibras suspendidas. Por otro lado, el excelente control oxidativo fue una resultante de la sinergia entre la acción del TBHQ y la temperatura controlada de preparación.
Bibliografía Abascal, D., Garcia-Fadrique, J. (2009). Surface tension and foam stability of commercial calcium and sodium caseinates. Food Hydrocolloids. 23: 1848-1852.
Alvarado, J., Aguilera, J.M. (2001). Métodos para medir propiedades físicas en industria de alimentos. Editorial Acribia S.A. p. 401.
Anarjan, N., Mirhosseini, H., Baharin, B.S., & Tan, C.P. (2010). Effect of processing condition on physicochemical properties of astaxanthin nanodispersions. Food Chemistry. 123: 477–483.
Anton de Salager. (2005). Tensión interfacial. Cuaderno FIRP S203-A. Universidad de los Andes, Mérida-Venezuela. P: 4-5.
AOAC (Association of Official Analytical Chemists). Official Methods of analysis. W. Horwitz (ed.), 15ª ed. Washington. (1990).
Appaiah, P., Sunil, L., Prasanth Kumar. P.K., & Gopala Krishna, A.G. (2015). Physico-chemical characteristics and stability aspects�of coconut water and kernel at different stages of maturity. J Food Sci Technol. 52 (8): 5196–5203.
Assa, R.R., Konan-Konan, J.L., Prades, A., Nemlin, J.,
and Koffi, E. (2011).
Physicochemical characteristics of kernel during fruit maturation of four coconut cultivars (Cocos nucifera L.). African Journal of Biotechnology. 9 (14): 2136-2144.
Bae, E.K., & Lee, S.J. (2008). Microencapsulation of avocado oil by spray drying using whey protein and maltodextrin. Journal of Microencapsulation. 25 (8): 549–560.
Borda, M.D.L.A. (2011). Formulación de una base para aderezo de ensaladas con características de alimento funcional. (Tesis de Maestría). Universidad Tecnológica Nacional. Buenos Aires. p. 259.

63
Borderías, A.J., Sánchez-Alonso, I. and Pérez-Mateos, M. (2005). New applications of fibres in foods: Addition to fishery Products. Trends in Food Science & Technology. 16: 458–465.
Camargo Prado, F., Dea Lindner, J., Inaba, J., Thomaz-Soccol, V., Kaur Brar, S., Soccol, C.R. (2015). Development and evaluation of a fermented coconut water beverage with potential health benefits. Journal of functional foods. 12: 489–497.
Chatsisvili, N.T., Amvrosiadis, I., & Kiosseoglou, V. (2012). Physicochemical properties of a dressing-type o/w emulsion as influenced by orange pulp fiber incorporation. LWT - Food Science and Technology. 46 (1): 335–340.
Chiewchan, N., Phungamngoen, C., Siriwattanayothin, S. (2006). Effect of homogenizing pressure and sterilizing condition on quality of canned high fat coconut milk. Journal of Food Engineering. 73 (1): 38-44.
Cortés, R.M., Chiralt, B.A. (2008). Cinética de los cambios de color en manzana deshidratada por aire fortificada con vitamina E. Vitae. 15 (1): 8-16.
Day, L., Xu, M., Oiseth, S.K., Hemar, Y., & Lundin, L. (2010). Control of morphological and rheological properties of carrot cell wall particle dispersions through processing. Food and bioprocess technology. 3 (6): 928–934.
Damar, S. (2006). Processing of coconut water with high pressure carbon dioxide technology. Ph.D. Thesis, University of Florida, Florida. http://ufdcimages.uflib.ufl.edu/UF/E0/01/55/41/00001/damar_s.pdf. Accessed on 21 April, 2017.
DebMandal, M., Mandal, S. (2011). Coconut (Cocos nucifera L.: Arecaceae): In health promotion and disease prevention Asian Pacific Journal of Tropical Medicine: 241-247.
Dickinson, E. & Stainsby, G. (1982). Colloids in food. Applied Science Publishers.
Elleuch, M., Bedigian, D., Roiseux, O., Besbes, S., Blecker, C., Attia, H. (2011). Dietary fibre and fibre-rich by-products of food processing: Characterization, technological functionality and commercial applications: A review. Food Chemistry. 124: 411–421.
Estevinho, B.N., Damas, A.M., Martins, P., & Rocha, F. (2014). Microencapsulation of β-galactosidase with different biopolymers by a spray-drying process. Food Research International. 64: 134–140.
Castro, A., Céspedes, G., Carballo, S., Bergenståhl, B., Tornberg, E. (2013). Dietary fiber, fructooligosaccharides, and physicochemical properties of homogenized aqueous suspensions of yacon (Smallanthus sonchifolius). Food Research International. 50: 392–400.
Ge, L., Yong, J.W.H., Tan, S.N., Yang, X.H., & Ong, E.S. (2006). Analysis of cytokinin nucleotides in coconut (Cocos nucifera L.) water using capillary zone electrophoresis-tandem mass spectrometry after solid-phase extraction. Journal of Chromatography A. 1133: 322–331.
Gilabert, Eduardo, J. (1998). Medida del color. Universidad Politécnica de Valencia. Servicio de publicaciones: SPUPV-98.684. p.320.
González-Tello, P., Camacho, F., Guadix, E.M., Luzón, G., González P.A. (2007). Density, viscosity and surface tension of whey protein concentrate solutions. Journal of Food Process Engineering. 32: 235-247.
Guarte, R.C., Mühlbauer, W., Kellert, M. (1996). Drying characteristics of copra and quality of copra and coconut oil. Postharvest Biology and Technology. 9: 361-372.
Haseena, M., Kasturi Bai., M.V., & Padmanabhan, S. (2010). Post-harvest quality and shelf-life of tender coconut. J Food Sci Technol. 47 (6): 686–689.

64
Hornero-Méndez D., Pérez-Gálvez, A., and Mínguez-Mosquera, M.I. (2001). A Rapid Spectrophotometric Method for the Determination of Peroxide Value in Food Lipids with High Carotenoid Content. JAOCS. 78 (11): 1151-1155.
Homayoonfal, M., Khodaiyan, F., & Mousavi, M. (2015). Modelling and optimising of physicochemical features of walnut-oil beverage emulsions by implementation of response surface methodology: Effect of preparation conditions on emulsion stability. Food Chemistry. 174: 649–659.
Jayalekshmy, A., Arummaghan, C., Narayanan, S., Mathew, A.G. (1986). Changes in the chemical composition of coconut water during maturation. J Food Sci Technol. 23: 203–207.
Jayme, M.L., Dunstan, D.E., Gee, M.L. (1999).
Zeta potentials of gum arabic stabilized oil in water emulsions M.L. Food Hydrocolloids. 13: 459–465.
Jirapeangtong, K., Siriwatanayothin, S., Chiewchan, N. (2008). Effects of coconut sugar and stabilizing agents on stability and apparent viscosity of high-fat coconut milk. Journal of Food Engineering. 87: 422–427.
Julio, L.M., Ixtaina, V.Y., Fernández, M.A., Sánchez, R.M.T., Wagner, J.R., Nolasco, S.M., & Tomás, M.C. (2015). Chia seed oil-in-water emulsions as potential delivery systems of ω-3 fatty acids. Journal of Food Engineering. 162: 48–55.
Khuenpet, K., Charoenjarasrerk, N., Jaijit, S., Arayapoonpong, S., Jittanit, W. (2016). Investigation of suitable spray drying conditions for sugarcane juice powder production with an energy consumption study. Agriculture and Natural Resources. 50: 139-145.
Kishk, Y.F.M., & Elsheshetawy, H.E. (2013). Effect of ginger powder on the mayonnaise oxidative stability, rheological measurements, and sensory characteristics. Annals of Agricultural Sciences. 58 (2): 213–220.
Klinkesorn, U., Sophanodora, P., Chinachoti, P., McClements, D.J. (2004). Stability and rheology of corn oil-in-water emulsions containing maltodextrin. Food Research International. 37: 851– 859.
Kuhn, K.R., & Cunha, R.L. (2012). Flaxseed oil - Whey protein isolate emulsions: Effect of high pressure homogenization. Journal of Food Engineering. 111 (2): 449–457.
Laux, D., Gibert, O., Ferrandis, J.Y., Valente, M., Prades., A. (2014). Ultrasonic evaluation of coconut water shear viscosity. Journal of Food Engineering. 126: 62–64.
Li, J.M., Nie, S.P. (2016). The functional and nutritional aspects of hydrocolloids in foods. Food Hydrocolloids. 53: 46-61.
Lopez-Sanchez, P., Nijsse, J., Blonk, H.C.G., Bialek, L., Schumm, S., & Langton, M. (2011). Effect of mechanical and thermal treatments on the microstructure and rheological properties of carrot, broccoli and tomato dispersions. Journal of the Science of Food and Agriculture. 91 (2): 207–217.
Luengwilai, K., Beckles, D.M., Pluemjit, O., Siriphanich, J. (2014). Postharvest quality and storage life of ‘Makapuno’ coconut (Cocos nucifera L.). Scientia Horticulturae. 175: 105–110.
Niu, F., Zhang, Y., Chang, C., Pan, W., Sun, W., Su, Y. (2017). Influence of the preparation method on the structure formed by ovalbumin/gum arabic to observe the stability of oil-in-water emulsion. Food Hydrocolloids. 63: 602-610.
Makri, E., Doxastakis, G. (2007). Surface tension of Phaseolus vulgaris and coccineus proteins and effect of polysaccharides on their foaming properties. Food Chemistry. 101: 37-48.
Malvern instruments. (2004). Zetasizer Nano Series User Manual. Department of Biochemistry Biophysics Facility , University of Chambridge (p. 207).

65
Mantzouridou, F., Spanou, A., & Kiosseoglou, V. (2012). An inulin-based dressing emulsion as a potential probiotic food carrier. Food Research International. 46 (1): 260–269.
Marina, A.M., Che Man, Y.B., and Amin, I. (2009). Virgin coconut oil: emerging functional. Review. Trends in Food Science & Technology. 20: 481-487.
McClements, D.J. (2004a). Food emulsions: principles, practices and techniques. 2nd ed. Boca Raton, Fla.: CRC Press. 609 p.�
McClements, D.J. (2004b). Protein-stabilized emulsions. Curr Opin Colloid Interface Sci. 9 (5): 305–313.�
Millqvist-Fureby, A., & Smith, P. (2007). In-situ lecithination of dairy powders in spray-drying for confectionery applications. Food Hydrocolloids. 21: 920–927. doi:10.1016/j.foodhyd.2006.11.009.
Mirhosseini, H., Ping Tan, C., Hamid, N.S.A., Yusof, S. (2008). Effect of Arabic gum, xanthan gum and orange oil contents on ζ-potential, conductivity, stability, size index and pH of orange beverage emulsion. Colloids and Surfaces A: Physicochem. Eng. Aspects. 315: 47–56.
Ochoa-Velasco, C.E., Cruz-González, M., Guerrero-Beltrán, J.Á. (2014). Ultraviolet-C light inactivation of Escherichia coli and Salmonella typhimurium in coconut (Cocos nucifera L.) milk. Innovative Food Science and Emerging Technologies. 26: 199–204.
Pei Ng, S., Ming Lai, O., Abas, F., Kwong Lim, H., Ping Tan, C. (2014). Stability of a concentrated oil-in-water emulsion model prepared using palm olein-based diacylglycerol/virgin coconut oil blends: Effects of the rheological properties, droplet size distribution and microstructure. Food Research International. 64: 919–930.
Phisut, N. (2012). Spray drying technique of fruit juice powder: some factors influencing the properties of product. International Food Research Journal. 19 (4): 1297-1306.
Phungamngoen, C., Chiewchan, N., Siriwatanayothin, S., (2004). Effect of some stabilizers on the quality of canned high fat coconut milk. Journal of KMUTT’s. Research and Development. 27: 376–390.
Piorkowski, D.T., McClements, D.J. (2014). Review. Beverage emulsions: Recent developments in formulation, production, and applications. Food Hydrocolloids. 42: 5-41.
Peamprasart, T., Chiewchan, N., 2006. Effect of fat content and preheat treatment on the apparent viscosity of coconut milk after homogenization. Journal of Food Engineering. 77: 653–658.
Pelegrine, D.H., Silva, F.C., & Gasparetto, C.A. (2002). Rheological behavior of pineapple and mango pulps. Lebensmittel-Wissenschaft und-Technologie-Food Science and Technology. 35 (8): 645–648.
Prieto, W.H., Iguti, A.M., Nitz, M. (2011). Drying evaluation of green coconut pulp for obtaining a snack-like product. Procedia Food Science. 1: 1618–1627.
Purkayastha, M.D., Kalita, D., Mahnot, N.K., Mahanta, C.L., Mandal, M., Chaudhuri, M.K. (2012). Effect of L-ascorbic acid addition on the quality attributes of micro-filtered coconut water stored at 4°C. Innovative Food Science and Emerging Technologies. 16: 69–79.
Qiu, C., Zhao, M., Decker, E.A., McClements, D.J. (2015). Influence of anionic dietary fibers (xanthan gum and pectin) on oxidative stability and lipid digestibility of wheat protein-stabilized fish oil-in-water emulsion. Food Research International. 74: 131–139.
Raghavendra, S.N., Ramachandra-Swamy, S.R., Rastogi, N.K., Raghavarao, K.S.M.S., Kumar, S., Tharanathan, R.N. (2006). Grinding characteristics and hydration properties of coconut residue: A source of dietary fiber. Journal of Food Engineering. 72: 281–286.
Raghavendra, S.N., Raghavarao, K.S.M.S. (2010). Effect of different treatments for the destabilization of coconut milk emulsion. Journal of Food Engineering. 97: 341–347.

66
Rezvani, E., Schleining, G., & Taherian, A.R. (2012). LWT - Food Science and Technology Assessment of physical and mechanical properties of orange oil-in-water beverage emulsions using response surface methodology. YFSTL. 48 (1): 82–88.
Simuang, J., Naphaporn Chiewchan, N., Tansakul, A. (2004). Effects of fat content and temperature on the apparent viscosity of coconut milk. Journal of Food Engineering: 64:193–197.
Siriphanich, J., Saradhuldhat, P., Romphophak, T., Krisanapook, K., Pathaveerat, S., Tongchitpakdee, S. (2011). Coconut (Cocos nucifera L.). In: Yahia, E. (Ed.). Postharvest- Biology and Technology of Tropical and Subtropical Fruits. Vol 3: Cocona to Mango. Woodhead Publishing in Food Science Technology and Nutrition, Cambridge, UK. 8-33.
Solangi, AH. and Iqbal, MZ. (2011). Chemical composition of meat (kernel) and nut water of major coconut
(cocos nucifera l.) Cultivars at coastal area of pakistan. Pak. J. Bot. 43 (1): 357-363.
Sosa-Herrera, M.G., Lozano-Esquivel, I.E., Ponce de León-Ramírez, Y.R., & Martínez-Padilla, L.P. (2012). Effect of added calcium chloride on the physicochemical and rheological properties of aqueous mixtures of sodium caseinate/sodium alginate and respective oil-in-water emulsions. Food Hydrocolloids. 29 (1): 175-184.
Santoso U., Kubo, K., Ota, T., Tadokoro, T., Maekawa, A. (1996). Nutrient composition of kopyor coconuts (Cocos nucifera L.). Food Chemistry. 51 (2): 299-304.
Souza, C.J.F., Garcia-Rojas, E.E. (2017). Interpolymeric complexing between egg white proteins and xanthan gum: Effect of salt and protein/polysaccharide ratio. Food Hydrocolloids. 66: 268-275.
Tangsuphoom, N., Coupland, J.N. (2005). Effect of heating and homogenization on the stability of coconut milk emulsions. J Food Sci. 70 (8): E466–E700.
Tangsuphoom, N and Coupland, J.N. (2008). Effect of pH and Ionic Strength on the Physicochemical Properties of Coconut Milk Emulsions. Food Engineering and Physical Properties. 73 (6): E274-E280.
Tangsuphoom, N., Coupland, J.N. (2009). Effect of surface-active stabilizers on the surface properties of coconut milk emulsions. Food Hydrocolloids. 23: 1801–1809.
Thaiphanit, S., Schleining, G., Pranee, A. (2016). Effects of coconut (Cocos nucifera L.) protein hydrolysates obtained from enzymatic hydrolysis on the stability and rheological properties of oil-in-water emulsions. Food Hydrocolloids. 60: 252-264.
Thuan-Chew, T., Lai-Hoong, Cheng, R.B., Gulam, R, Azhar, M.E. (2014). Composition, physicochemical properties and thermal inactivation kinetics of polyphenol oxidase and peroxidase from coconut (Cocos nucifera) water obtained from immature, mature and overly-mature coconut. Food Chemistry. 142: 121–128.
Tipvarakarnkoon, T., Einhorn-Stoll, U., Senge, B. (2010). Effect of modified Acacia gum (SUPER GUMTM) on the stabilization of coconut o/w emulsions. Food Hydrocolloids. 24: 595-601.
Tontul, I., Topuz, A. (2017). Review. Spray-drying of fruit and vegetable juices: Effect of drying conditions on the product yield and physical properties. Trends in Food Science & Technology. 63: 91-102.
Trinidad, P., Trinidad, A.C., Mallillin, H., Valdez, A.S., Loyola, F.C., Askali-Mercado, J.C., Castillo, R.R., Encabo, D.B., Masa, A.S. (2006). Dietary fiber from coconut flour: A functional food. Innovative Food Science and Emerging Technologies. 7: 309–317.
Valencia, C., Sanchez, M.C., Ciruelos, A., & Gallegos, C. (2004). Influence of tomato paste processing on the linear viscoelasticity of tomato ketchup. Food Science and Technology International. 10 (2): 95–100.

67
Vitali, A.A., Soler, M.P., & Rao, M.A. (1985). Rheological behavior of coconut milk. In Food engineering and process applications. In M. L. Maguer & P. Jelen (Eds.). Transport phenomena (vol. 1). Elsevier Applied Science.
Waisundara, V.Y., Perera, C.O., Barlow, P.J. (2007). Effect of different pre-treatments of fresh coconut kernels on some of the quality attributes of the coconut milk extracted. Food Chemistry. 101: 771–777.
Wallecan, J., McCrae, C., Debon, S.J.J., Dong, J., Mazoyer, J. (2015). Emulsifying and stabilizing properties of functionalized orange pulp fibers. Food Hydrocolloids. 47: 115-123.
Yalegama, L.L.W.C., Karunaratne, D.N., Sivakanesan, R., Jayasekara, C. (2013). Chemical and functional properties of fibre concentrates obtained from by-products of coconut kernel. Food Chemistry. 141: 124–130.

68
CAPITULO 3 EFECTO DEL PROCESO DE SECADO POR ASPERSIÓN SOBRE LA CALIDAD DEL POLVO
DE COCO FORTIFICADO CON CALCIO Y VITAMINAS C, D3 Y E
EFFECT OF THE SPRAY DRYING PROCESS ON THE QUALITY OF COCONUT POWDER FORTIFICATED WITH CALCIUM AND VITAMINS C, D3 AND E
Resumen El secado por pulverización es una de las tecnologías más utilizadas en la industria de alimentos, garantizando atributos de buena calidad para diversas aplicaciones en el sector alimentario. El proceso de secado por aspersión para la obtención de polvo de coco se optimizó experimentalmente de acuerdo con las características operativas del secador y el producto, utilizando un diseño de superficie de respuesta basado en cinco variables independientes: Maltodextrina (MD), temperatura de entrada de aire (TEA), temperatura de salida de aire (TSA), velocidad del disco atomizador (VDA) y la presión de vacío en la cámara de secado (PVC) y las variables dependientes: formación de depósito en la cámara, humedad, aw, higroscopicidad, solubilidad, humectabilidad, color, recuperación de componentes fisiológicamente activos (Ca, vitaminas C, D3 y E), índice de peróxido (IP), tamaño de partícula y análisis microestructural. Los resultados fueron analizados estadísticamente a partir del software Statgraphics XVI.I y por análisis de varianza con un nivel de significación del 5 %. Se encontró que las variables independientes o parámetros de procesamiento: MD, VDA, TEA, TSA, PVC fueron las que más afectaron las variables de respuesta. La optimización experimental definió las condiciones de proceso del PC+CFA así: TEA: 170 °C; TSA: 85,8 °C; VDA: 26.676 rpm; PVC: 1,6 ”H2O; MD: 7,0 %; y con atributos de calidad: Xw: 1,7±0,4 %; aw: 0,171±0,018; S: 58,4±2,1 %; H: 8,4±0,5 %; L*: 79,5±0,9; a*: 1,5±0,1; b*: 9,5±0,4; Hu: 263,0±19,8 s; IP: 2,4±1,3 meqH2O2/kg aceite; FD: 32,4±2,3 %; *R: 44,0±1,01 %; D10: 1,70±0,05 µm; D50: 8,46±2,09 µm; D90: 78,18±24,30 µm; % de retención de vitamina C (%R-VC): 32,4±6,2 %; %R-VE: 6,1±1,9 %; %R-VD3: 7,8±1,8; %R- Ca: 41,7±2,3 %; que lo hace un producto higroscópico, potencialmente sensible a los procesos oxidativos durante su almacenamiento, que podría derivar en cambios de color, sabores u olores extraños, por lo que requerirá un empaque con baja permeabilidad al vapor de agua y O2, que minimice estos cambios.
Palabras clave: Leche de coco, fibra, compuestos funcionalmente activos, rendimiento. Abstract Spray drying is one of the most used technology in the food industry, guaranteeing good quality attributes for various applications in the food sector. The spray-drying process for obtaining coconut powder was optimized experimentally according to the dryer's operating characteristics and the product, using a response surface design based on five independent variables: Maltodextrin (MD), air inlet temperature (AIT), air outlet temperature (AOT), atomizing disk velocity (ADV) and vacuum pressure (VP) in the drying chamber, and the dependent variables: recovery, deposit inside the chamber (DIC), humidity, aw, hygroscopicity, solubility, wettability, color, recovery of physiologically active components (PAC) (Ca, vitamins C, D3 and E), peroxide index (PI), particle size and microstructural analysis. The results were analyzed statistically from the software Statgraphics XVI.I and by analysis of variance with a level of significance of 5 %. We found that the independent variables or processing parameters: MD, AIT, AOT, ADV, VP were the ones that most affected the response variables. The experimental optimization defined the PC+CFA process conditions as follows: AIT: 170 °C; AOT: 85.8 °C; ADV: 26676 rpm; VP: 1.6 ”H2O; MD: 7.0 %; And with quality attributes: Xw: 1.7±0.4 %; aw: 0.171±0.018; S: 58.4±2.1 %; H: 8.4±0.5 %; L*: 79.5±0.9; a*: 1.5±0.1; b*: 9.5±0.4; Hu: 263.0±19.8 s; IP: 2.4±1.3 meqH2O2/kg oil; FD: 32.4±2.3 %; *R: 44.0±1,01 %; D10: 1.70±0.05 µm; D50: 8.46±2.09 µm; D90: 78.18±24.30 µm; % vitamin C retention (% R-VC): 32.4±6.2 %; %R-VE: 6.1±1.9 %; %R-VD3: 7.8±1.8; %R-Ca: 41.7±2.3 %; Which makes it a hygroscopic product, potentially sensitive to oxidative processes during storage, which could lead to changes in color, flavors or strange odors, which will require a package with low permeability to water vapor and O2, which minimizes these changes.

69
Keywords: Coconut milk, fiber, functionally active compounds, yield.
Introducción El secado por aspersión (SA) es el proceso industrial más ampliamente utilizado para la obtención de productos en polvo de frutas y verduras, asociado a los cortos tiempo de proceso que contribuyen a un mínimo deterioro térmico, dado que la formación de pequeñas gotas produce una alta superficie específica y una alta transferencia de masa. La velocidad y tiempos cortos del proceso de secado, permiten su aplicación incluso en productos termosensibles, lo cual ha generado su uso masivo en el desarrollo y microencapsulación de compuestos bioactivos propios y/o adicionados (Mishra et al., 2014). A pesar de estas características, la selección de los parámetros de operación es la clave para lograr una alta calidad nutricional y las mejores características físicas y fisicoquímicas de los polvos (Phisut, 2012).
En este contexto, muchas frutas tropicales, frutas ricas en compuestos bioactivos (vitaminas, antioxidantes, pigmentos, entre otros), extractos u otros productos alimentarios considerados como termosensibles, han sido evaluadas bajo la técnica de SA variando las condiciones de proceso y los materiales de pared o ayudantes de secado: Uchuva (Cortés et al., 2017); Aguacate (Marulanda, 2015); Guacamole (Estrada, 2015); Caña (Largo et al., 2015); caña + microorganismo probióticos (Salazar et al., 2015); Amalaki o Amla (Emblica officinalis) (Mishra et al., 2014), Arándano (Vaccinium ashei) (Jiménez-Aguilar et al., 2011), Aronia (Aronia melanocarpa) (Anna et al., 2013), Açai (Euterpe oleraceae Mart.) (Tonon et al., 2010), Cactus pear o nopal (Opuntia ficus-indica) (Sáenz et al., 2009; Medina-Torres et al., 2013), Casis o grosellero negro (Ribes nigrum L.) (Bakowska-Barczak y Kolodziejczyk, 2011), Garcinia cowa (Parthasarathi et al., 2013), Granada (Punica granatum L.) (Robert et al., 2010; Goula y Adamopoulos, 2012), Guayaba (Psidium guajava L.) (Osorio et al., 2011), Mango (Mangifera indica L.) (Cano-Chauca et al., 2005; Caparino et al., 2012), Maracuyá o fruta de la pasión (Passiflora sp.) (Borrmann et al., 2012), Marañón (Anacardium occidentale L.) (Bastos et al., 2012), Melón (Cucumis melo) (Solval et al., 2012), Mora negra (Morus nigra) (Fazaeli et al., 2012), Noni o guanábana cimarrona (Morinda citrifolia L.) (Krishnaiah et al., 2011), fruto del árbol del pan o durián (Durio zibethinus) (Chin et al., 2010), gac (Momordica cochinchinensis) (Kha et al., 2010), limón (Roustapour et al., 2006), arrayan (Myrica sp.), (Fang y Bhandari 2011), naranja (Chegini y Ghobadian 2005; Goula y Adamopoulos 2010), tomate (Goula y Adamopoulos, 2005; Goula y Adamopoulos, 2005; Goula y Adamopoulos 2008; Goula y Adamopoulos 2008), piña (Ananas comosus) (Abadio et al., 2004), aceite de café (Frascareli et al., 2012), jaboticaba (Myrciaria jaboticaba (Silva et al., 2013), camu camu (Myrciaria dubia) (Fracassetti et al., 2013), acerola (Moreira et al., 2009), entre otras.
El coco es un fruto tropical con un alto valor nutricional, es una planta perenne que produce frutos continuamente por 60-70 años, clasificándose en dos etapas de madurez: coco tierno y el coco maduro. El agua de coco (AC) y la pulpa de coco (PC) son las porciones comestibles del fruto.
El AC se considera como una bebida refrescante baja en calorías, libre de grasas y rehidratante, que contiene azúcares, vitaminas, minerales (potasio, sodio, calcio, magnesio, hierro, fósforo, zinc, manganeso, cobre, azufre, aluminio, boro, selenio y cloro), factores promotores del crecimiento, proteínas y aminoácidos. La PC que es la mayor parte comestible del fruto contiene aminoácidos, minerales, antioxidantes como compuestos fenólicos y tocoferoles, y es utilizada principalmente para preparar una suspensión líquida conocida como leche de coco (LC), para la extracción del aceite, y en diversos productos de la industria de alimentos y cosméticos (DebMandal y Mandal, 2011; Appaiah et al., 2015).
El aceite de coco se puede utilizar tanto para aplicaciones comestibles como industriales, contiene entre 50-60 % de grasa, rico en ácidos grasos de cadena media (59,7 %), de los cuales el 92,7 % son ácidos grasos saturados, 6,1 % de ácidos grasos monoinsaturados, que se metabolizan fácilmente para la producción de energía en lugar de almacenarse en el cuerpo y 1,2 % ácidos grasos poliinsaturados. El ácido láurico es el principal ácido graso en el aceite de coco (49,1 %) (DebMandal y Mandal, 2011; Appaiah et al., 2015).
Recientemente, la investigación médica moderna ha confirmado muchos beneficios para la salud en múltiples productos de coco (DebMandal y Mandal, 2011); por lo que, en el marco de este contexto, se

70
hace necesario aprovechar tecnológicamente de forma más efectiva este fruto, contribuyendo a la generación de valor de su agrocadena y dándole un gran impulso en la diversificación de nuevos productos que encajan dentro de la gama de los alimentos funcionales.
El calcio y las vitaminas C, D3 y E son CFA que han demostrado tener beneficios potenciales para la salud (Indyk et al., 1996; Yu et al., 2000; Parthasarathi y Anandharamakrishnan, 2016; Nesterenko et al., 2014); sin embargo, algunos de estos componentes sufren procesos oxidativos durante su procesamiento y almacenamiento que los degradan rápidamente (Anandharamakrishnan e Ishwarya, 2015; Yoo et al., 2006) e igualmente, se reportan algunas limitaciones en la absorción de estos CFA en el tracto gastrointestinal y su baja biodisponibilidad total (Abuasal et al., 2012), por lo que existe mucho interés en el desarrollo de nuevos alimentos funcionales que los incluyan (Parthasarathi y Anandharamakrishnan, 2016). El objetivo de esta investigación fue evaluar la influencia de las condiciones del proceso de secado por aspersión sobre los atributos de calidad del polvo de coco fortificado con componentes con actividad fisiológica (CFA) como calcio y vitaminas C y D3 y E, los cuales han sido identificados como nutrientes carenciales en la población colombiana, asociados a enfermedades como osteoporosis, anemia, ceguera y raquitismo, entre otras.
Materiales y métodos Se utilizaron cocos (Cocos nucifera L.) variedad Enano Malayo (manila) o Alto Pacífico (típico) de la región pacífica colombiana, con una edad de floración a cosecha aproximadamente de 12 meses y un tiempo poscosecha entre 15 y 36 días, tiempo en el cual a través de estudios preliminares se demostró que poseen calidad aceptable para ser utilizados como materia prima para su procesamiento. Los cocos enteros a utilizar fueron inicialmente lavados con agua y desinfectados con una solución de hipoclorito de sodio de 200 ppm, luego se les retiró el AC y se escaldaron durante 20 min en agua a ebullición a T» 96 ºC (presión barométrica local» 640 mmHg), posteriormente se retiró el caparazón de la PC. La PC seleccionada, se sometió nuevamente a un proceso de lavado con agua y desinfección con hipoclorito (200 ppm), corte en trozos y molienda (molino TM32 INOX BRAHER 3HP - 16801002).
La caracterización de las propiedades del PC+CFA se realizaron de acuerdo a las siguientes metodologías: % humedad (Xw): método oficial AOAC 930.15/90, actividad de agua (aw): se determinó con un higrómetro de punto de roció a 25 ºC (Aqualab serie 3TE, Decagon, Devices, Pullman, WA, USA) (Cortés-Rodríguez et al., 2007), solubilidad (S): método utilizado por Cano-Chauca et al., (2005) modificado, descrito por Estrada (2015), higroscopicidad (H): método gravimétrico de construcción de isotermas de sorción de agua (Martínez-Navarrete et al.,1998) utilizando una solución saturada de KI a 25 °C (aw = 0,689), se expresó como % humedad (b.s), humectabilidad (Hu): se determinó como el tiempo necesario para que 1 g de polvo desaparezca de la superficie de un volumen de 100 mL agua a 20 °C (Fuchs et al., 2006). Índice de peróxido (IP): se realizó sobre el aceite extraído, obtenido de acuerdo al método de Bae y Lee (2008) modificado, donde se tomaron 4 g de polvo. El IP se determinó por el método espectrofotométrico basado en la capacidad de los peróxidos para oxidar los iones ferrosos a iones férricos, los cuales reaccionan con diversos reactivos que producen complejos coloreados (Hornero-Méndez et al., 2001) (ecuación 1), donde Am y Ab corresponden a la absorbancia de la muestra y el blanco respectivamente, a una longitud de onda de 500 nm; m es la pendiente de la curva de calibración, W= peso muestra (g), 2 es el factor de conversión para expresar como meqH2O2, 55,84 = peso molecular del hierro y Vt= volumen final (mL) de la mezcla de reacción.
meqH%O%kgmuestra =
A1 − A3 ∗ 1/mW ∗ 2 ∗ 55,84 ∗ v>(Ecuación1)
La cuantificación de las vitaminas E y D3 se realizó por cromatografía líquida de alta resolución (CLAR) (Shimatzu Prominence 20A), utilizando una columna en fase reversa (C18 - 5 µm, 4,6 mm x 250 mm), detector de arreglo de diodos, fase móvil: acetonitrilo/metanol/agua (45,3/51,2/3,5), flujo: 1 mL/min, temperatura horno 40 ºC y longitudes de onda de 325 y 265 nm, respectivamente. La cuantificación de vitamina C se realizó también por CLAR, utilizando una columna en fase reversa (C18 - 5 µm, 4,6 mm x

71
250 mm), detector de arreglo de diodos, fase móvil: KH2PO4 0,02 M pH = 3,00 (Ácido Orto-Fosfórico 85 %), flujo: 1 mL/min, temperatura horno de 35 ºC, longitud de onda de 244 nm y un volumen de inyección de 5 µL. La extracción de vitamina C se realizó de acuerdo a la metodología de Gutiérrez et al., (2007), adaptada por Peña- Correa et al., (2013); mientras que la extracción de vitaminas D3 y E se realizó de acuerdo a la metodología propuesta por Cortés (2004) modificada por inclusión de un tratamiento por ultrasonido (40 kHz) durante 20 min a las muestras tratadas con hexano. La cuantificación de calcio se realizó por el método de espectrofotometría por absorción atómica con llama, de acuerdo a la NTC 4807 (2000), soportada de la norma ISO 5151 (2003). Los criterios de fortificación del PC+CFA se fijaron en el marco de la declaración de propiedades nutricionales establecidas en la Resolución 333 de 2011 (Ministerio de Protección Social Colombia), con el propósito de declarar el descriptor “Rico en” o “Excelente fuente de” CFA en una porción de 100 g; los resultados se reportaron como % de retención (%R-).
Los tamaños de partícula se determinaron como percentiles D10, D50 y D90, utilizando un Mastersizer 3000 (Malvern Instrument Ltd., Worcestershire, UK), previa dispersión de las muestras en 500 mL de agua destilada hasta obtener un valor de oscurecimiento de 10±1 %, considerando la distribución de tamaño a partir de la teoría de Mie y utilizando el índice de refracción de 1,52 (Mirhosseini et al., 2008). El color se determinó mediante las coordenadas CIE-La*b*, utilizando un espectrofotómetro X-Rite modelo SP62, iluminante D65, observador de 10° como referencia (Cortés-Rodríguez, 2007).
Adicionalmente, se realizaron micrografías del PC+CFA utilizando un microscopio electrónico de barrido (Jeol 5910LV) a 15 Kv (Cano-Chauca et al., 2005), donde las muestras se depositaron sobre una cinta conductora de cobre y sobre un porta-muestras, luego se recubrieron con oro en un evaporador al vacío (Dentom Vacumm, 30 mA, 5 kV, 100 militorr).
Preparación de la emulsión de alimentación al secador Se prepararon lotes de 3.000 g de emulsión de alimentación al secador (EAS), inicialmente una mezcla de PC, AC y agua potable con una relación (AC+H2O)/PC= 2,0 se homogenizó en una licuadora Osterizer 600 Watts (posición III) durante 5 min, luego se filtró la mezcla en un tamiz de malla 500 µm, separándose la fibra de la LC. La fibra se sometió a un proceso de secado a 40 °C por 48 horas y luego a una molienda en seco (molino IKA MF 10.1, USA). La LC se homogenizó nuevamente en un homogenizador Silverson serie L5 utilizando el cabezal emulsificante a 10.000 rpm durante 10 min, adicionando la fibra molida nativa (5 % p/p) y el resto de ingredientes: suero lácteo (Instant WPC 80) como agente tensoactivo (0,5 %), NaCl (9 mMol/L), goma xantan (0,5 % p/p), terbutilhidroquinona (TBHQ) (200 mg/kg) y los CFA en las formas químicas de Citrato de Calcio en polvo (6,0 g) (24,12 %) (BELL CHEM), Vitamina C (1,0 g) (Ácido Ascórbico): 99,5 % en polvo, BELL CHEM), Vitamina D3 (0,5 g) (Colecalciferol): 512.900 UI/g en polvo, BELL CHEM), Vitamina E (1,0 g) (DL-α-Tocoferol Acetato): 50 % USP GRADE en polvo, BELL CHEM). Se utilizó un baño de enfriamiento durante la preparación para controlar que la temperatura de la EAS no superará los 30 ºC.
Proceso de secado por aspersión Se utilizó un secador por aspersión piloto de flujo en co-corriente (Vibrasec, modelo PASLAB 1,5). La evaluación del proceso de secado por aspersión se realizó mediante la metodología de superficie de respuesta con un diseño central compuesto (Tabla 1), considerando las variables independientes: Maltodextrina (MD) (5-15 %), Temperatura de entrada del aire (TEA) (150-170 ºC), Temperatura de salida del aire (TSA) (80-90 ºC), Velocidad del disco atomizador (VDA) (24.000-28.000 rpm) y Presión de vacío en la cámara (PVC) (1,0-1,88 ”H2O) y las variables dependientes: % humedad (Xw); aw; Solubilidad (S); Higroscopicidad (H); Humectabilidad (Hu); Retención de los CFA (%); Tamaño de partícula (D10, D50, D90); ÍP, color (L*, a*, b*). Todas las pruebas se realizaron por triplicado para cada experimento. Adicionalmente, se determinó el Rendimiento del proceso (*R): kg sólidos del polvo obtenido / kg sólidos de la EAS (Tonon et al., 2008) y la Formación de depósito al interior de la cámara de secado (FD): kg material adherido / kg EAS.

72
Tabla 1. Diseño experimental del proceso de SA.
Aleatorización Experimento TEA (°C)
TSA (°C)
VDA rpm
PVC (“H2O)
MD (%) 19 1 160 85 26.000 1,88 10
9 2 170 80 28.000 1,00 15 7 3 150 80 28.000 1,88 15 1 4 170 90 24.000 1,88 5
13 5 170 85 26.000 1,44 10 11 6 150 80 24.000 1,00 5 21 7 160 85 26.000 1,44 15 5 8 170 90 24.000 1,00 15
24 9 160 85 26.000 1,44 10 2 10 170 80 28.000 1,88 5 4 11 170 90 28.000 1,00 5
18 12 160 85 26.000 1,00 10 20 13 160 85 26.000 1,44 5 25 14 160 85 26.000 1,44 10 14 15 160 80 26.000 1,44 10 17 16 160 85 28.000 1,44 10 16 17 160 85 24.000 1,44 10 26 18 160 85 26.000 1,44 10 23 19 160 85 26.000 1,44 10 22 20 160 85 26.000 1,44 10 10 21 150 90 28.000 1,88 5 3 22 150 90 28.000 1,00 15 6 23 170 80 24.000 1,88 15
12 24 150 85 26.000 1,44 10 8 25 150 90 24.000 1,88 15
15 26 160 90 26.000 1,44 10
El efecto de las variables independientes se determinó utilizando el método de regresiones múltiples para la predicción de los coeficientes lineales, cuadráticos y la interacción de las variables independientes en los modelos de superficie de respuesta, con el objetivo de optimizar la proporción de componentes de la emulsión en términos de las variables dependientes. Se utilizó un modelo polinomial de orden 2 (ecuación 2):
Y = β0 + βAF +βBB + βCC + βDD + βA2 A2 + βB
2B2 + βC2C2 + βD
2D2 + βABAB + βACAC + βADAD + βBCBC + βBDBD + βCDCD (Ecuación 2)
DondeHI es una constante, βA, βB, βC y βD es el coeficiente lineal de cada factor; βA2, βB
2, βC2 y βD
2es el coeficiente cuadrático de cada factor; βAB, βAC, βAD, βBC, βBD y βCD es el coeficiente de producto de las interacciones de los factores. La adecuación de los modelos se realizó utilizando la prueba de falta de ajuste y el coeficiente de regresión (R2); además, el análisis de varianza (ANOVA) se realizó con un nivel de confianza del 95 %. La matriz del diseño experimental, el análisis de los resultados y el procedimiento de optimización se realizó usando el software Statgraphics Centurión XVI.I. A partir de las condiciones de óptimas de operación, se realizarón tres experimentos adicionales para verificar la exactitud del modelo con respecto a las variables de respuesta reales, con el fin de verificar los modelos de regresión.
Resultados y discusión La tabla 2 presenta los valores medios y las desviaciones estándar de las variables dependientes del PC+CFA en función de las condiciones del proceso de SA. Se observa que las EAS presentaron contenidos de sólidos entre 23,7 y 32,3%, donde los valores de viscosidad fueron menores a 1000 cP, condiciones adecuadas para la operación de la unidad piloto utilizada; adicionalmente, todas las formulaciones consideradas presentaron valores absolutos del ζ > 25 mV, lo cual denota un potencial eléctrico negativo en las proximidades de la capa de coiones formada en la interfase de las partículas y que contribuyen a incrementar las fuerzas repulsivas entre las partículas (Estevinho et al., 2014; Mirhosseini et al., 2008;

73
Rezvani et al., 2012). La tabla 3 presenta los resultados del ANOVA para los modelos de superficie de respuesta. En general, los resultados del ANOVA mostraron que los modelos de superficie de respuesta fueron significativos (p<0,05) con un nivel de confianza del 95 % para todas las variables dependientes.
% Humedad y aw: El ANOVA mostró que el Xw del PC+CFA presentó diferencias significativas (p<0,05) con respecto a las variables TEA, TSA, VDA, % MD; con las interacciones TEA-TSA, TEA-% MD, TSA-PVC, TSA-% MD, VDA-PVC, VDA-% MD, TEA-VDA, TSA-VDA y con las interacciones cuadráticas C2 y D2, lo cual se evidencia en las curvatura de los gráficos de superficie de respuesta (Figura 1). A pesar de los efectos estadísticos significativos, los cambios observados en el Xw fueron relativamente pequeños al igual que los coeficientes de variabilidad, fluctuando entre 0,69±0,09 y 2,69±0,05 %, lo cual denota que a las condiciones de operación evaluadas, las tasas de transferencia de calor desde el aire caliente hacia la partícula genera una buena transferencia de masa hasta alcanzar valores del Xw que podrían estar asociados a los valores de la humedad de la monocapa (Rodríguez-Bernal et al., 2015; Goula et al., 2008a, b; Moreira et al., 2009; Largo-Ávila et al., 2014) y complementado con los valores de aw que fluctuaron entre 0,11±0,00 y 0,28±0,00; lo cual proporciona una buena estabilidad microbiológica o productos microbiológicamente seguros (Fennema, 2010; Tontul y Topuz, 2017). Valores similares de aw se obtuvieron en polvos de sandía (Quek et al., 2007), acai (Tonon et al., 2010), Jamun (Syzygium cumini) (Santhalakshmy et al., 2015). La aw presentó diferencias significativas (p<0,05) con respecto a las variables TEA, TSA, % MD y PVC; con las interacciones TEA-TSA, TEA-VDA, TEA-% MD, TSA-% MD, TSA-PVC, VDA-% MD, % MD-PVC y las interacciones cuadráticas TEA, MD y PVC.
Se resalta la tendencia de disminuir del Xw del PC+CFA con el aumento de la TEA (mayor transferencia de calor a la partícula) y principalmente cuando el sistema opera a altas VDA y TSA (da Silva et al., 2013; Ávila et al., 2015; Santhalakshmy et al., 2015; Tontul y Topuz, 2017) y con el incremento del contenido de MD en la EAS. Esta situación es coherente, dado que los menores tamaños de partícula que se obtienen a altas VDA tienen una mayor área superficial lo que aumenta la transferencia de calor y masa, y acortando la trayectoria de difusión del agua en las gotas (Tontul y Topuz, 2017), todo esto favorece la evaporación del agua; por otro lado, el incremento de la TSA implica una disminución de los flujos de alimentación y mayor aprovechamiento energético de la gota formada, que finalmente disminuye su humedad. La TSA es un importante parámetro de proceso que está relacionado con la calidad del polvo y el consumo de energía del secador, si esta es superior a la temperatura de transición vítrea (Tg) del polvo obtenido, este puede ser pegajoso y aglomerarse (Santana et al., 2017).
Los valores bajos del Xw limitan la capacidad del agua para que actúe como un plastificante y además produce un incremento de la Tg, lo cual podría favorecer algunas propiedades de flujo y de dispersión de los polvos como la fluidez, pegajosidad, aglomeración y la misma estabilidad de los CFA y otros atributos de calidad durante su almacenamiento (Roos, 2010; da Silva et al., 2013; Santhalakshmy et al., 2015; Daza et al., 2016; Khuenpet et al., 2016; Santana et al., 2017). Generalmente, el Xw de los alimentos en polvo (jugos, zumos, extractos de frutas y hortalizas, entre otros) obtenidos por SA es inferior al 5 %, obteniéndose unos tiempos de vida útil altos (Henríquez et al., 2013; Islam-Shishir et al., 2017).
El incremento de la MD en la EAS incrementó el contenido total de sólidos, reduciendo la cantidad de agua libre para evaporar, lo que implica menores niveles energéticos para alcanzar valores del Xw bajos en el PC+CFA; comportamiento similar fue reportado para diversos productos: tamarindo (Bhuzari et al., 2014), Morus nigra (Fazaeli et al., 2012), Rhamnus purshiana (Gallo et al., 2011), gac (Kha et al., 2010), jugo de sandía (Quek et al., 2007), y el zumo de piña (Abadio et al., 2004). Por otro lado, la MD ejerce en la matriz del PC+CFA un efecto depresor de la aw como soluto polar, situación que ha sido reportada en diversas investigaciones (Quek et al., 2007; Bakar et al., 2013; Oberoi & Sogi, 2015; Tontul y Topuz, 2017); sin embargo, en otros productos como el polvo de sapodilla (Chong & Wong, 2015) y el polvo de Gac (Kha et al., 2010) no se reporta ningún cambio importante de la aw.

74
Tabla 2. Resultados de la optimización experimental del proceso de SA del polvo de coco.
Exp. Xw aw S H L* %R-Vit. C %R-Vit. D3 %R-Vit. E %R-
Ca Hu (seg) ÍP FD (%)
R* (%) D50 D90
1 1,82±0,02 0,27±0,00 39,72±2,39 8,01±0,12 76,00±1,07 40,20±2,06 18,81±8,67 11,18±4,36 51,81 243,33±23,35 4,69±0,17 42,18 45,86 8,40±0,13 46,33±2,96 2 2,69±0,05 0,28±0,00 69,45±5,51 9,48±0,17 80,33±0,60 40,03±3,08 8,25±0,98 2,57±0,12 52,01 296,67±12,58 3,36±0,56 42,91 38,54 12,87±1,05 244,60±161,00 3 1,59±0,02 0,16±0,00 74,68±5,63 9,95±0,59 78,94±0,56 39,80±1,71 5,53±0,62 2,56±0,27 48,41 305,33±11,24 2,50±0,48 42,27 38,34 17,95±6,48 498,70±174,10 4 1,38±0,09 0,26±0,01 58,72±2,18 7,91±0,11 74,63±0,93 31,13±3,56 14,70±1,14 9,35±0,81 56,54 139,67±13,05 5,93±0,09 30,85 45,50 19,49±3,38 396,21±80,43 5 1,22±0,06 0,19±0,00 59,79±2,72 8,00±0,08 73,96±1,32 56,80±0,97 32,84±5,58 7,97±1,18 61,61 157,67±11,55 1,53±0,39 36,48 52,63 58,61±17,70 1153,20±208,28 6 2,38±0,08 0,21±0,01 48,69±1,63 7,95±0,15 73,96±1,32 30,54±2,44 15,01±0,87 12,50±0,79 38,90 124,00±2,65 4,60±0,79 43,92 35,89 48,68±23,67 678,77±64,95 7 1,20±0,01 0,15±0,01 63,03±4,88 9,09±0,11 80,87±0,63 33,34±7,87 17,07±0,85 1,87±0,48 43,39 281,67±17,56 3,03±0,02 44,20 45,51 39,64±11,48 809,24±143,55 8 1,67±0,01 0,18±0,01 67,18±4,42 9,73±0,07 82,20±0,67 38,55±1,57 20,18±6,52 5,12±1,73 55,41 224,67±36,30 3,61±0,73 43,18 46,98 12,97±1,63 487,46±72,76 9 2,02±0,02 0,23±0,01 47,06±2,41 7,84±0,64 77,03±1,35 37,29±9,92 17,81±0,94 3,55±0,29 57,17 236,33±8,50 3,48±0,17 42,61 43,19 17,77±3,67 499,39±142,93
10 1,50±0,06 0,24±0,00 51,88±3,07 7,74±0,18 76,29±1,00 34,28±4,48 15,85±2,64 7,94±1,51 63,26 180,67±18,93 3,32±0,35 27,54 51,99 20,99±15,33 178,40±62,48 11 2,59±0,23 0,25±0,01 58,02±5,22 9,66±0,20 76,10±0,62 32,92±6,85 15,18±0,62 6,74±0,48 49,80 179,00±35,68 4,38±0,50 32,12 44,82 45,86±14,19 566,04±121,84 12 2,10±0,09 0,21±0,00 54,77±0,85 8,67±0,04 76,73±0,29 29,92±6,08 7,52±0,89 2,88±0,19 44,74 184,00±27,87 3,65±0,39 43,23 38,99 11,34±3,85 49,23±21,83 13 1,83±0,02 0,25±0,01 45,22±3,79 6,44±0,10 68,44±0,25 28,63±2,48 5,95±0,29 5,26±0,13 36,63 159,33±27,68 3,64±0,53 44,70 31,34 9,77±0,60 77,37±6,25 14 1,44±0,08 0,18±0,01 49,19±1,08 8,57±0,08 77,50±0,68 43,13±2,98 20,01±0,52 3,31±0,06 54,45 312,67±4,62 2,57±0,27 43,17 45,02 8,10±0,05 156,06±26,79 15 2,36±0,01 0,28±0,00 59,38±4,44 9,56±0,10 77,13±1,10 44,07±3,65 27,78±0,76 6,65±0,10 54,89 165,67±18,23 2,63±0,47 47,36 44,32 10,83±1,90 94,63±38,49 16 2,74±0,07 0,22±0,00 59,03±2,99 7,73±0,05 76,94±0,67 22,92±6,78 7,49±2,71 3,26±0,68 43,07 127,00±21,79 3,04±0,39 45,89 34,54 9,44±0,24 43,27±4,62 17 1,30±0,22 0,24±0,01 79,86±5,68 7,31±0,09 78,61±0,54 39,17±1,69 15,19±2,99 8,31±0,99 48,24 224,00±7,94 4,43±0,26 43,98 46,64 15,17±3,72 617,81±104,21 18 1,40±0,09 0,24±0,01 42,55±0,66 7,60±0,21 77,24±1,01 49,14±1,20 16,22±4,47 5,42±1,01 56,76 145,00±30,51 3,27±0,22 42,74 47,91 10,14±0,16 206,34±80,30 19 1,59±0,03 0,23±0,00 38,93±3,32 7,99±0,11 78,52±0,39 40,38±15,43 22,26±3,87 3,27±0,41 54,94 211,67±5,69 3,08±0,35 43,33 47,06 7,91±0,56 643,70±70,95 20 0,83±0,09 0,18±0,01 51,70±4,53 7,35±0,17 77,71±0,75 46,03±7,80 17,94±0,69 2,86±0,09 50,05 304,00±21,17 3,31±0,24 43,79 43,77 5,54±0,36 82,51±20,24 21 0,91±0,06 0,19±0,01 48,87±0,32 7,47±0,25 76,46±0,50 38,05±2,49 19,00±1,74 9,11±0,70 55,30 111,00±12,53 2,57±0,59 27,86 47,33 19,97±2,11 188,04±77,56 22 1,45±0,12 0,15±0,01 72,33±3,98 9,83±0,09 82,25±0,64 35,89±9,86 10,77±0,35 8,01±1,13 46,04 179,00±35,68 2,72±0,35 40,06 44,79 14,62±6,21 575,75±117,39 23 0,99±0,06 0,11±0,00 56,66±4,44 10,02±0,05 80,89±0,36 32,19±5,43 9,03±2,71 3,34±0,73 57,83 291,67±4,04 2,70±0,22 42,90 50,97 36,07±5,73 462,16±24,69 24 1,95±0,06 0,23±0,00 62,43±5,26 8,66±0,11 78,93±1,34 40,73±6,44 24,33±0,42 6,93±0,03 57,54 148,67±9,87 3,67±0,54 31,41 49,11 12,92±5,14 66,75±4,24 25 1,74±0,03 0,18±0,00 67,67±2,38 10,32±0,99 80,49±0,22 25,96±6,83 5,80±0,75 2,70±0,24 46,79 293,33±19,86 2,79±0,19 42,56 38,15 10,20±5,83 630,89±128,53 26 0,69±0,09 0,19±0,00 49,76±2,92 7,47±0,13 78,64±1,32 40,31±3,40 18,20±3,90 8,61±1,75 56,87 191,67±9,45 3,70±0,27 44,78 43,09 12,64±3,84 692,74±77,91

75
Tabla 3. ANOVA (valores-p) para los modelos de superficie de respuesta.
* Significativo (p<0,05 ** Significativo (p<0,01)
Variables Efectos principales Efectos cuadráticos Efectos de la interacción
A B C D E A2 B2 C2 D2 E2 AB AC AD AE BC BD BE CD CE DE Xw 0,0004** 0,0000** 0,0000** 0,1449 0,0017** 0,2731 0,0756 0,0002** 0,0021** 0,0563 0,0000** 0,0120* 0,1431 0,0029** 0,0179* 0,0053** 0,0000** 0,0000** 0,0000** 0,3513 aw 0,0104* 0,0000** 0,1111 0,0000** 0,0000** 0,0419* 0,1194 0,8866 0,0123* 0,0000** 0,0000** 0,0032** 0,0000** 0,0697 0,2783 0,0046** 0,0021** 0,0000** 0,0727 0,0000** S 0,5845 0,0499* 0,0001** 0,0027** 0,0005** 0,0118* 0,6804 0,0000** 0,0004** 0,5402 0,2446 0,7430 0,1018 0,0000** 0,1408 0,8528 0,0101* 0,0411* 0,9917 0,0181* H 0,0232* 0,0000** 0,1377 0,0216* 0,0000** 0,0006** 0,0000** 0,0086** 0,0005** 0,4084 0,0000** 0,1381 0,9221 0,0000** 0,0088** 0,0002** 0,5999 0,0002** 0,0000** 0,0044**
L* 0,0000** 0,0669 0,0441* 0,3728 0,0000** 0,9163 0,0002** 0,0004** 0,9126 0,0000** 0,0001** 0,0000** 0,0000** 0,1224 0,0904 0,4112 0,0000** 0,0194* 0,0000** 0,0000** %R-Vit C 0,003** 0,6094 0,0027** 0,0518 0,3668 0,0001** 0,1689 0,0013** 0,0959 0,0012** 0,1765 0,3132 0,0004** 0,0603 0,0003** 0,2947 0,8498 0,0266* 0,0012** 0,0493*
%R-Vit D3 0,0014* 0,0004** 0,0035** 0,0000** 0,0000** 0,0000** 0,0004** 0,0000** 0,0000** 0,0000** 0,0000** 0,0208* 0,0006** 0,0002** 0,0000** 0,0381* 0,0875 0,1018
0,4201 0,0000** %R-Vit E 0,4114 0,1238 0,0002** 0,0000** 0,0087** 0,0079** 0,0032** 0,8472 0,0487* 0,0001** 0,3126 0,0001** 0,0018** 0,2412 0,0000** 0,0005** 0,0362* 0,7419 0,0000** 0,0001**
%R-Ca 0,4758 0,7245 0,3691 0,2314 0,2504 0,0062** 0,0515 0,1063 0,4626 0,0042** 0,9916 0,2194 0,6610 0,6616 0,5718 0,5174 0,1975 0,3341 0,6464 0,1100 Hu (seg) 0,7989 0,4627 0,0078** 0,0970 0,0010** 0,0231* 0,4677 0,3561 0,1467 0,0623 0,2528 0,0043** 0,2622 0,7884 0,6701 0,0248* 0,0508 0,2616 0,0770 0,5927
ÍP 0,0000** 0,0035** 0,0002** 0,0049** 0,0871 0,0000** 0,2965 0,0140* 0,0000** 0,9779 0,0000** 0,0000** 0,0086** 0,0003** 0,0904 0,0000** 0,0001** 0,0032** 0,3655 0,0000** FD (%) 0,0000** 0,0059** 0,0106* 0,0034** 0,0000** 0,0000** 0,0003** 0,0043** 0,0717 0,0201* 0,0238* 0,0001** 0,0005** 0,0005** 0,0274 0,3042 0,0000** 0,0015** 0,0002** 0,0000**
Rendimiento (%)
0,3576 0,7370 0,0175* 0,1044 0,0095** 0,0051** 0,8585 0,1318 0,5558 0,0245* 0,4669 0,0270* 0,8507 0,0338* 0,0071** 0,4961 0,0507 0,0494* 0,3693 0,0052** D50 0,0000** 0,7948 0,4116 0,6734 0,0001** 0,0000** 0,1397 0,1935 0,0406* 0,0105* 0,9108 0,3992 0,7367 0,0001** 0,0000** 0,0003** 0,5298 0,0000** 0,4899 0,1481 D90 0,0000** 0,0000** 0,0000** 0,9805 0,0000** 0,0000** 0,2980 0,8945 0,0000** 0,0525 0,0001** 0,0375* 0,1098 0,0000** 0,0000** 0,0232* 0,2932 0,0000** 0,0000** 0,0089**

76
Figura 1. Gráficos de superficie de respuesta del % Xw y la aw en función de las variables
independientes.
La aw del PC+CFA presentó una tendencia a incrementar con la disminución de la TEA y principalmente a TSA bajas donde es mayor el flujo de alimentación al secador (Tontul y Topuz, 2017). Este incremento de la aw se potencia cuando el sistema opera a TEA bajas (150 ºC) que confiere una menor fuerza motriz a la transferencia de calor, y con bajas VDA (24.000 rpm) que hace que se incremente el tamaño de las gotas; en ambas circunstancias la aw tiende a valores de 0,320 y 0,280 respectivamente. Por otro lado, la baja difusión del agua desde el interior a través de la matriz, se dificulta aún más si se presenta una corteza o encostramiento en la superficie de la partícula (Goula y Adamopoulos, 2010; Daza et al., 2016). Comportamientos similares has sido observados en el fruto de granada (Watson et al., 2017) y té de montaña (Nadeem et al., 2011).
El efecto de la PVC sobre la aw y el Xw no está claramente definido, depende de sus interacciones con las otras variables operativas, observándose principalmente en la aw una fuerte interacción con la MD, alcanzando su máximo valor a altas PVC y bajos contenidos de MD, lo cual es coherente ya que a estas condiciones implica que las partículas tengan un bajo tiempo de residencia que favorece menores tasas de transferencia de calor y masa, y el consecuente mayor contenido del Xw y aw. Para el Xw, las interacciones PVC-TSA y PVC-VDA se consideran las más importantes, identificando sus mayores valores cuando el sistema opera a bajos PVC y altas VDA o bajas PVC y bajas TSA.
Solubilidad (S): La S presentó efectos lineales significativos (p<0,05) con respecto a las variables independientes TSA, VDA, PVC, MD; además con las interacciones TSA-MD, VDA-MD, PVC-MD y con las interacciones cuadráticas TEA2, VDA2, MD2, fluctuando sus valores medios y desviación estándar entre 38,93±3,32 y 79,86±5,68 % (ver figura 2).
Se observa que el mayor efecto sobre la S del PC+CFA lo realiza la MD, haciendo un efecto sinérgico cuando la EAS contienen altos contenidos de MD y el sistema opera a bajas condiciones de TSA, VDA y PVC, Esta situación se atribuye principalmente a la MD el cual es un material amorfo no cristalino, altamente soluble en agua (Santhalakshmy et al., 2015) y a su papel como un encapsulante (Cano-Chauca et al., 2005; Wang & Zhou, 2015; (Santhalakshmy et al., 2015), que favorece los procesos de reconstitución o la disponibilidad de los compuestos encapsulados en un sistema alimentario (Daza et al., 2016; Jafari et al., 2016); además, la S está influenciada por las propiedades de la EAS o materias primas utilizadas y por las propiedades del polvo como el tamaño de partícula, el área superficial y el estado físico de estas, donde una superficie rugosa y un estado amorfo (estado no termodinámico) es más favorable (Cano Chauca et al., 2005; Caparino et al., 2012; Du et al., 2014; Bicudo et al., 2015; Ávila et al., 2015; Cortés-Rojas et al., 2015; Jafari et al., 2016; Tontul y Topuz, 2017). Resultados similares a los obtenidos en esta investigación han sido reportados en diversas matrices en polvo (Grabowski et al., 2006; De Oliveira et al., 2009; Bakar et al., 2013;
Superficie de Respuesta EstimadaTSA (°C)=85,0,PVC=1,5,MD (%)=10,0
150 154 158 162 166 170TEA (°C)
2425
2627
28(X 1000,0)
VDA (rpm)
0
1
2
3
4Xm
(%
)
Superficie de Respuesta EstimadaTEA (°C)=160,0,VDA (rpm)=26000,0,PVC=1,5
8082
8486
8890TSA (°C) 5 7 9 11 13 15
MD (%)
0
1
2
3
4
Xm (
%)
Superficie de Respuesta EstimadaTEA (°C)=160,0,TSA (°C)=85,0,MD (%)=10,0
24 25 26 27 28(X 1000,0)VDA (rpm)
11,2
1,41,6
1,82
PVC (Pulg. H2O)
0
1
2
3
4
5
Xm
(%
)
Superficie de Respuesta EstimadaVDA (rpm)=26000,0,PVC=1,5,MD (%)=10,0
150 154 158 162 166 170TEA (°C)
8082
8486
8890
TSA (°C)
0,1
0,14
0,18
0,22
0,26
0,3
0,34
aw
Superficie de Respuesta EstimadaTSA (°C)=85,0,PVC=1,5,MD (%)=10,0
150154
158162
166170TEA (°C) 24
2526
2728(X 1000,0)
VDA (rpm)
0,1
0,14
0,18
0,22
0,26
0,3
aw
Superficie de Respuesta EstimadaTEA (°C)=160,0,TSA (°C)=85,0,VDA (rpm)=26000,0
1 1,2 1,4 1,6 1,8 2PVC (Pulg. H2O)
57
911
1315
MD (%)
0,1
0,15
0,2
0,25
0,3
0,35
0,4
aw
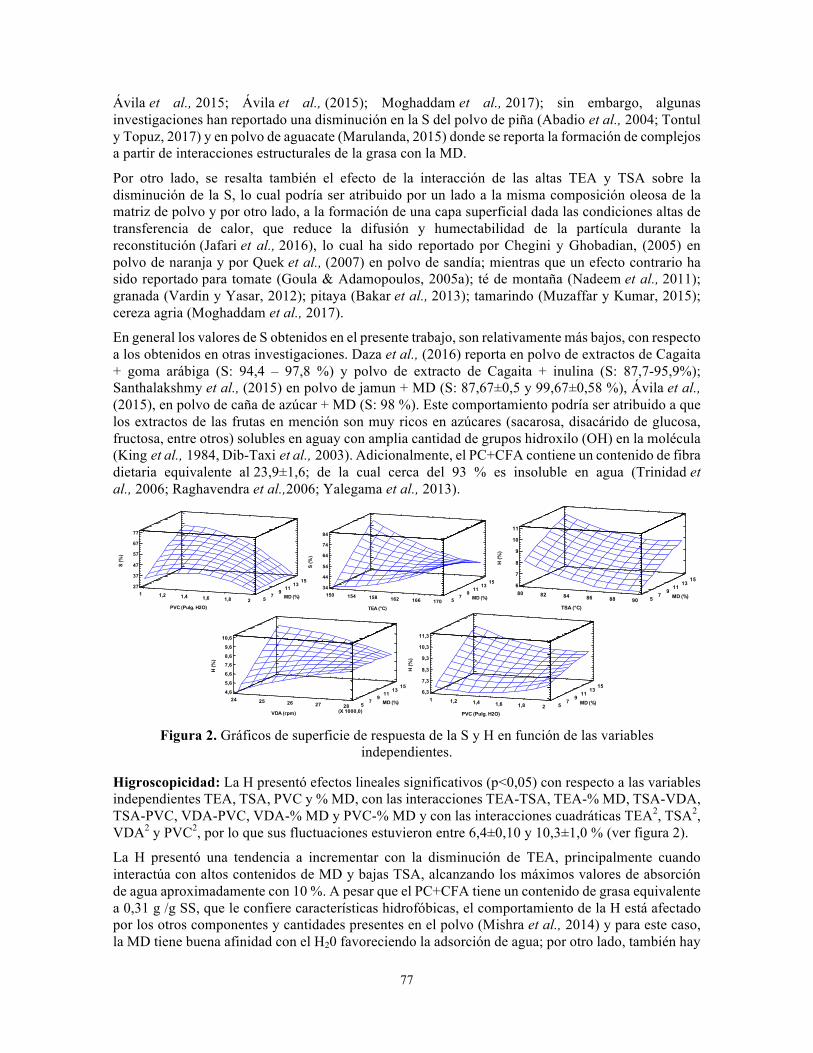
77
Ávila et al., 2015; Ávila et al., (2015); Moghaddam et al., 2017); sin embargo, algunas investigaciones han reportado una disminución en la S del polvo de piña (Abadio et al., 2004; Tontul y Topuz, 2017) y en polvo de aguacate (Marulanda, 2015) donde se reporta la formación de complejos a partir de interacciones estructurales de la grasa con la MD.
Por otro lado, se resalta también el efecto de la interacción de las altas TEA y TSA sobre la disminución de la S, lo cual podría ser atribuido por un lado a la misma composición oleosa de la matriz de polvo y por otro lado, a la formación de una capa superficial dada las condiciones altas de transferencia de calor, que reduce la difusión y humectabilidad de la partícula durante la reconstitución (Jafari et al., 2016), lo cual ha sido reportado por Chegini y Ghobadian, (2005) en polvo de naranja y por Quek et al., (2007) en polvo de sandía; mientras que un efecto contrario ha sido reportado para tomate (Goula & Adamopoulos, 2005a); té de montaña (Nadeem et al., 2011); granada (Vardin y Yasar, 2012); pitaya (Bakar et al., 2013); tamarindo (Muzaffar y Kumar, 2015); cereza agria (Moghaddam et al., 2017).
En general los valores de S obtenidos en el presente trabajo, son relativamente más bajos, con respecto a los obtenidos en otras investigaciones. Daza et al., (2016) reporta en polvo de extractos de Cagaita + goma arábiga (S: 94,4 – 97,8 %) y polvo de extracto de Cagaita + inulina (S: 87,7-95,9%); Santhalakshmy et al., (2015) en polvo de jamun + MD (S: 87,67±0,5 y 99,67±0,58 %), Ávila et al., (2015), en polvo de caña de azúcar + MD (S: 98 %). Este comportamiento podría ser atribuido a que los extractos de las frutas en mención son muy ricos en azúcares (sacarosa, disacárido de glucosa, fructosa, entre otros) solubles en aguay con amplia cantidad de grupos hidroxilo (OH) en la molécula (King et al., 1984, Dib-Taxi et al., 2003). Adicionalmente, el PC+CFA contiene un contenido de fibra dietaria equivalente al 23,9±1,6; de la cual cerca del 93 % es insoluble en agua (Trinidad et al., 2006; Raghavendra et al.,2006; Yalegama et al., 2013).
Figura 2. Gráficos de superficie de respuesta de la S y H en función de las variables
independientes.
Higroscopicidad: La H presentó efectos lineales significativos (p<0,05) con respecto a las variables independientes TEA, TSA, PVC y % MD, con las interacciones TEA-TSA, TEA-% MD, TSA-VDA, TSA-PVC, VDA-PVC, VDA-% MD y PVC-% MD y con las interacciones cuadráticas TEA2, TSA2, VDA2 y PVC2, por lo que sus fluctuaciones estuvieron entre 6,4±0,10 y 10,3±1,0 % (ver figura 2).
La H presentó una tendencia a incrementar con la disminución de TEA, principalmente cuando interactúa con altos contenidos de MD y bajas TSA, alcanzando los máximos valores de absorción de agua aproximadamente con 10 %. A pesar que el PC+CFA tiene un contenido de grasa equivalente a 0,31 g /g SS, que le confiere características hidrofóbicas, el comportamiento de la H está afectado por los otros componentes y cantidades presentes en el polvo (Mishra et al., 2014) y para este caso, la MD tiene buena afinidad con el H20 favoreciendo la adsorción de agua; por otro lado, también hay
Superficie de Respuesta EstimadaTEA (°C)=160,0,TSA (°C)=85,0,VDA (rpm)=26000,0
1 1,2 1,4 1,6 1,8 2PVC (Pulg. H2O)
57
911
1315
MD (%)
27
37
47
57
67
77
S (%
)
Superficie de Respuesta EstimadaTSA (°C)=85,0,VDA (rpm)=26000,0,PVC (Pulg. H2O)=1,5
150 154 158 162 166 170TEA (°C)
57
911
1315
MD (%)
34
44
54
64
74
84
S (%
)
Superficie de Respuesta EstimadaTEA (°C)=160,0,VDA (rpm)=26000,0,PVC (Pulg. H2O)=1,5
80 82 84 86 88 90TSA (°C)
57
911
1315
MD (%)
6
7
8
9
10
11
H (%
)
Superficie de Respuesta EstimadaTEA (°C)=160,0,TSA (°C)=85,0,PVC (Pulg. H2O)=1,5
24 25 26 27 28(X 1000,0)VDA (rpm)
57
911
1315
MD (%)
4,6
5,6
6,6
7,6
8,6
9,6
10,6
H (%
)
Superficie de Respuesta EstimadaTEA (°C)=160,0,TSA (°C)=85,0,VDA (rpm)=26000,0
1 1,2 1,4 1,6 1,8 2PVC (Pulg. H2O)
57
911
1315
MD (%)
6,3
7,3
8,3
9,3
10,3
11,3
H (%
)

78
un efecto sinérgico con el Xw con que sale el producto del secador (>> a bajas TSA) formando puentes de hidrógenos en puntos hidrofílicos del material soluble e insoluble, lo cual podría favorecer también la pegajosidad o cohesividad del producto (Tonon et al., 2008; Tontul y Topuz, 2017).
Algunos autores reportan un comportamiento similar de la MD en diferentes alimentos: polvo de caña de azúcar (Ávila et al., 2015), pitaya roja (Bakar et al., 2013) y polvo de tomate (Goula & Adamopoulos, 2008a); además en otros productos (Bakar et al., 2013, Goula & Adamopoulos, 2008b, Igual et al., 2014), lo que incrementa la movilidad molecular del agua y disminuye su Tg (Bakar et al., 2013). Sin embargo, se obtuvieron resultados opuestos en otros productos en polvo: acai (Tonon et al., 2008), jujube (Chen et al., 2014), sapodilla (Chong & Wong, 2015), mora (Ferrari et al., 2013), amla (Mishra et al., 2014), guindas (Moghaddam et al., 2017) y cactus pear (Rodríguez-Hernández et al., 2005), al igual que cuando se utilizaron otros materiales de pared como goma arábiga, concentrado de proteína de suero de leche y proteína aislada de soja (Bhusari et al., 2014; Igual et al., 2014; Muzaffar y Kumar, 2015).
Por otro lado, otros autores reportan que el incremento de la TEA aumenta la absorción de agua (Castro-Muñoz et al., 2015; Chen et al., 2014; Moghaddam et al., 2017), debido a que reduce el Xw del producto y contribuye a la formación de partículas más porosas y consecuente con el área superficial de las partículas (de Souza et al., 2015; Daza et al., (2016).
La relación de la H con respecto a la VDA y PVC fue similar, sin marcar una tendencia definida, ya que igualmente depende mucho de la interacción con la MD, se resalta una disminución de H con el incremento de la PVC cuando la EAS tiene altos contenidos de MD (15 %), mientras que el efecto de la VDA es más favorable sobre la H (<<<) cuando el sistema opera a bajas VDA y MD.
Humectabilidad (Hu): Se puede definir como la capacidad de un sistema de aglomerado poroso (polvo) para ser penetrado por un líquido debido a las fuerzas capilares (Hogekamp y Schubert, 2003). La Hu está inversamente relacionada con el tamaño de partícula, donde las partículas más grandes e irregulares muestran más espacios entre ellas, siendo más fácilmente penetradas por el agua, ocurriendo lo contrario en las partículas más pequeñas que presentan un espacio intersticial reducido dificultando la penetración del líquido, lo que resulta en propiedades de reconstitución pobres (Cynthia et al., 2014). Un tiempo de Hu de unos pocos segundos es deseable para polvos con buenas propiedades de reconstitución, por lo tanto, el PC+CFA, mostró un aspecto negativo con relación a esta propiedad (variando entre 124,00±2,65 y 312,67±4,62 seg) (ver figura 3), debido a la alta concentración de grasa, siendo un material hidrófobo que no adsorbe agua; mientras Santana et al., (2017) con leche en polvo de babasú 12,8±0,1 min en promedio y Santhalakshmy et al., (2015), con polvo de Jamun entre 82,67 y 116 s.
Color: De los parámetros de color, se resalta principalmente la L* del PC + CFA, la cual presentó diferencias significativas por los efectos lineales de las variables independientes TEA, VDA y % MD, con las interacciones lineales TEA-TSA, TEA-VDA, TEA-PVC, TSA-% MD, VDA-MD, PVC-% MD, VDA-PVC y con las interacciones cuadráticas TSA2, VDA2 y % MD2, variando los promedios dentro de los rangos 68,4±0,3 – 82,2±0,6 (ver figura 3). Ahora bien, las cromaticidades a* y b*, a pesar de presentar diferencias estadísticas con respecto a las variables independientes y sus interacciones, los cambios encontrados fueron muy pequeño: a* (1,4±0,1 → 3,0±0,2) y b* (8,29±0,30 – 11,28±0,53), que no son perceptibles al ojo humano y los ubica en el plano cromático a*b* en la zona acromática (zona gris) (Gilabert, 1998; Alvarado y Aguilera, 2001; Santhalakshmy et al., 2015). La L* presentan una tendencia a disminuir con el incremento de la TEA, observándose un mayor oscurecimiento cuando el sistema opera a bajas TSA, VDA y PVC. Esta situación se atribuye principalmente a un conjunto de reacciones no enzimáticas que pueden estar presentes: Maillard (fructosa, glucosa) (Siriphanich et al., 2011); oxidación del ácido ascórbico presente, el cual es muy reactivo y cuya degradación permite la formación de intermediarios de dicarbonil (Solval et al., (2012); peroxidación de los ácidos grasos presentes, especialmente los no saturados que reaccionan con O2 y sus especies reactivas produciendo aldehídos y cetonas, las cuales reaccionan con los

79
aminoácidos formando pigmentos pardos (Kha et al., 2014; Luna-Guevara et al., 2017); finalmente, reacciones de caramelización de los azúcares presentes (Cano-Chauca et al., 2005; Goula y Adamopoulos, 2005b; Quek et al., 2007; Fazaeli et al., 2012; Daza et al., 2016; Bazaria & Kumar, 2016). Todas estas reacciones se favorecen a altas TEA (Chen et al., 2014; Horuz et al., 2012; Jiménez-Aguilar et al., 2011; Kha et al., 2010). Otro aspecto muy importante que se debe tener en cuenta es la correlación de los procesos oxidativos con la aw del PC+CFA, donde su incremento favorece una mayor velocidad de oscurecimiento (Henríquez et al., 2013; Islam-Shishir et al., 2017).
Figura 3. Gráficos de superficie de respuesta de la Hu y L* en función de las variables
independientes.
Se observa un importante efecto sobre el color del PC+CFA con el aumento de la MD en la EAS, lo cual produce una mayor claridad (>L*) debido a la blancura natural como material de pared y su concentración (Tontul y Topuz, 2017; Comunian et al., 2011; Santhalakshmy et al., 2015). Rodríguez-Hernández et al., (2005) encontró una correlación directa entre la concentración de material portador y la diferencia total de color (∆E) de polvo de cactus pear; mientras que, otros investigadores resaltan el mismo efecto de la MD o del material de pared utilizado: Ahmed et al., (2010) para polvo de papa; Yousefi et al., (2011) y Jafari et al., (2016) para polvo de granada; Jiménez-Aguilar et al., (2011) para polvo de arándano; Fazaeli et al., 2012 para polvo de Morus nigra; Bazaria & Kumar, (2016) para polvo de remolacha.
El efecto de la PVC se observa principalmente con la interacción con la MD, donde la claridad del PC+CFA es mayor a menor PVC, que implica un mayor tiempo de residencia en la cámara de secado, que favorece igualmente las reacciones no enzimáticas.
Compuestos funcionalmente activos (CFA): El contenido de calcio no presentó efectos significativos (p>0,05) con respecto a las variables independientes evaluadas, ni con sus interacciones; mientras que, el ANOVA presentó diferencias estadísticas (p<0,05) en el %R-Vit. D3 (Colecalciferol) con respecto a los efectos lineales y cuadráticos de todas las variables independientes; mientras que el %R-Vit. C (Ácido Ascórbico) con respecto a TEA y VDA y el %R-Vit. E (DL-α-Tocoferol Acetato) con respecto a VDA, PVC y % MD. Por otro lado, se presentaron diferencias significativas (p<0,05) con respecto a las interacciones cuadráticas TEA, VDA, MD (Vit. C) y TEA, TSA, VDC y MD (Vit. E) y con respecto a las interacciones TEA-VDA, TEA-PVC, TSA-VDA, TSA-PVC, VDA-% MD, PVC-% MD, TSA-% MD (Vit. D3); TEA-TSA, TEA-VDA, TEA-PVC, TEA-% MD, TSA-VDA, TSA-PVC, PVC-% MD (Vit. C) y TEA-PVC, VDA-TSA, VDA-% MD, VDA-PVC, PVC-% MD (Vit. E) (ver figura 4). Bajo este contexto, la retención de las vitaminas está fuertemente influenciada por las variables de operación, variando el %R-Vit.D3 entre 5,5±0,6 – 27,8±0,8 %; %R-Vit. C entre 22,9±6,8 – 56,8±1,0 % y %R-Vit. E entre 2,6±0,3 – 12,0±0,7 %.
El SA ha sido utilizado como una técnica que permite encapsular y conservar el valor nutritivo de algunos grupos vitamínicos (Hartman et al., 1967; Gharsallaoui et al., 2007; Ray et al., 2016); sin
Superficie de Respuesta EstimadaTEA (°C)=160,0,TSA (°C)=85,0,PVC (Pulg. H2O)=1,5
24 25 26 27 28(X 1000,0)VDA (rpm)
57
911
1315
MD (%)
80
120
160
200
240
280
320
Hu
(seg
)
Superficie de Respuesta EstimadaTSA (°C)=85,0,PVC (Pulg. H2O)=1,5,MD (%)=10,0
150 154 158 162 166 170TEA (°C)
2425
2627
28(X 1000,0)
VDA (rpm)
0
100
200
300
400
Hu
(seg
)
Superficie de Respuesta EstimadaTEA (°C)=160,0,TSA (°C)=85,0,MD (%)=10,0
24 25 26 27 28(X 1000,0)VDA (rpm)
11,2
1,41,6
1,82
PVC (Pulg. H2O)
90
130
170
210
250
290
330
Hu
(s
eg
)
Superficie de Respuesta EstimadaTEA (°C)=160,0,VDA (rpm)=26000,0,PVC (Pulg. H2O)=1,5
80 82 84 86 88 90TSA (°C)
57
911
1315
MD (%)
66
70
74
78
82
86
L*
Superficie de Respuesta EstimadaVDA (rpm)=26000,0,PVC (Pulg. H2O)=1,5,MD (%)=10,0
150 154 158 162 166 170TEA (°C)
8082
8486
8890
TSA (°C)
68
71
74
77
80
83
L*Superficie de Respuesta Estimada
TEA (°C)=160,0,TSA (°C)=85,0,VDA (rpm)=26000,0
1 1,2 1,4 1,6 1,8 2PVC (Pulg. H2O)
57
911
1315
MD (%)
65
69
73
77
81
85
89
L*

80
embargo, las propiedades de la matriz en polvo y de sus CFA presentes, dependen de la combinación de múltiples factores, donde se resalta la TEA, el contenido total de sólidos de la EAS y aditivos utilizados y el grado de protección proporcionado al material del núcleo, la pulverización y secado, entre otros (Bimbenet et al., 2002; Perez-Alonso et al., 2003). El mayor efecto protector de la MD como encapsulante de la vitamina C en el PC+CFA se observó cuando su contenido osciló entre 10-12 %.
La Vit. C es una vitamina soluble en agua y sensible al calor (Romero-Braquehais, 2008); sin embargo, el efecto de la TEA sobre el PC+CFA no presentó un comportamiento bien definido, ya que depende de su interacción con otras variables independientes; por ejemplo, el incremento de la TEA favoreció la retención de la Vit. C cuando el sistema opera a bajas PVC (> tiempo de residencia) y VDA (> tamaño de partícula), lo cual podría estar generando un encostramiento superficial con menores perfiles de temperatura al interior de la estructura. Por otro lado, una mayor retención de Vit. C se observa cuando el sistema opera a bajas TEA (< stress térmico) y altas PVC (< tiempo de residencia), lo cual es más coherente.
Muchos investigadores han reportado efectos diversos sobre la Vit. C durante el SA: Cortés et al., (2017) reportaron niveles de retención del 69,7±0,7 % en polvo de uchuva utilizando MD como encapsulante; Goula y Adamopoulos (2006) reportaron mayores pérdidas por degradación térmica (> TEA) y oxidación; Solval et al., (2012) reportaron mayores pérdidas entre el 9,8 y 49,2 % en el incremento de TEA (170 a 190 ºC) en polvo de melón cantaloupe; Islam et al., (2016) reportaron pérdidas entre 29 y 35 %, siendo mayores con el incremento de la MD en polvo de naranja; Thankitsunthorn et al., (2009) reportó pérdidas del 62,1 % con TEA de 140 ºC en polvo de grosellas; Rodríguez-Hernández et al., (2005) reportó pérdidas entre el 72 y 49 % en polvo de cactus pear con TEA entre 205 - 225 °C; Kaya et al., (2010) reportaron pérdidas del 72,5 % en polvo de kiwi sin uso de agente encapsulante; Ágel et al., (2009) reportaron pérdidas entre 60,3 y 43,1 % en polvo de maracuyá utilizando MD como agente encapsulante y TEA entre 180 y 190 ºC; Estevinho et al., (2016), reportaron pérdidas de 56,4; 55,5 y 54,6 % en Vit. C, utilizando como encapsulantes alginato sódico, quitosano y quitosano modificado, respectivamente; y Nesterenko et al., (2014) reportaron niveles de recuperación del 77 al 87 % de ácido ascórbico microencapsulado con aislado proteico de soya modificada por acilación y cationización.
La Vit. D3 tuvo un comportamiento similar a la Vit. C siendo mayor su retención cuando el sistema opera a altas TEA (explicado anteriormente) y con bajas TSA (partículas con < stress térmico). El efecto de protección de la MD no está bien definido, existe una dependencia con respecto a otras variables como la PVC y la VDA, observándose las mayores retenciones de Vit. D3 cuando su contenido en la EAS es alta y PVC entre 1,2 y 1,4 “H20, o viceversa, cuando el % MD es bajo y altas PVC (1,8 – 2,0 “H20), es decir, existe una zona central resaltada en el gráfico MD-PVC que favorece su retención. Ahora bien, el mayor efecto de la VDA se aprecia por la interacción con la TSA, siendo su retención mayor a bajas TSA y VDA, bajo esta situación las partículas tienen un < stress térmico y mayores tamaños de partícula, lo que favorece la retención de este CFA.
Son pocas las investigaciones que reportan efectos de las variables operativas del proceso de SA sobre la retención de la Vit. D3, se resalta la fortificación de la leche en polvo, donde se considera pérdidas equivalentes hasta un 30 % (Indyk et al., 1996).
La Vit. E presenta la tendencia a incrementar los niveles de retención principalmente cuando el sistema opera a altas PVC y bajos contenidos de MD en la EAS y altas PVC y altas TEA, lo cual identifica al tiempo de residencia de la partícula en el secador como clave para su retención, además se sigue observando la mayor retención de la Vit. E con el incremento de la TEA, explicado anteriormente. Otra variable importante en la retención de la Vit. E se alcanza cuando el sistema opera a bajas VDA y TSA, efecto similar observado en la retención de Vit. D3.
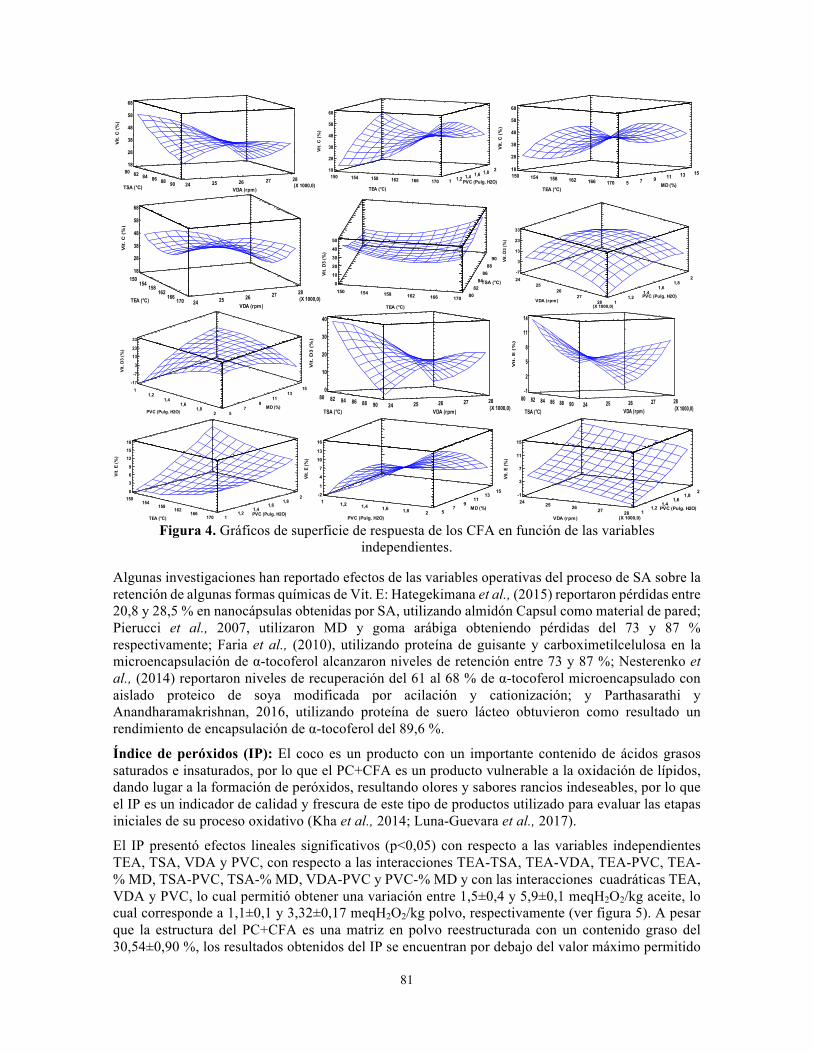
81
Figura 4. Gráficos de superficie de respuesta de los CFA en función de las variables
independientes.
Algunas investigaciones han reportado efectos de las variables operativas del proceso de SA sobre la retención de algunas formas químicas de Vit. E: Hategekimana et al., (2015) reportaron pérdidas entre 20,8 y 28,5 % en nanocápsulas obtenidas por SA, utilizando almidón Capsul como material de pared; Pierucci et al., 2007, utilizaron MD y goma arábiga obteniendo pérdidas del 73 y 87 % respectivamente; Faria et al., (2010), utilizando proteína de guisante y carboximetilcelulosa en la microencapsulación de α-tocoferol alcanzaron niveles de retención entre 73 y 87 %; Nesterenko et al., (2014) reportaron niveles de recuperación del 61 al 68 % de α-tocoferol microencapsulado con aislado proteico de soya modificada por acilación y cationización; y Parthasarathi y Anandharamakrishnan, 2016, utilizando proteína de suero lácteo obtuvieron como resultado un rendimiento de encapsulación de α-tocoferol del 89,6 %.
Índice de peróxidos (IP): El coco es un producto con un importante contenido de ácidos grasos saturados e insaturados, por lo que el PC+CFA es un producto vulnerable a la oxidación de lípidos, dando lugar a la formación de peróxidos, resultando olores y sabores rancios indeseables, por lo que el IP es un indicador de calidad y frescura de este tipo de productos utilizado para evaluar las etapas iniciales de su proceso oxidativo (Kha et al., 2014; Luna-Guevara et al., 2017).
El IP presentó efectos lineales significativos (p<0,05) con respecto a las variables independientes TEA, TSA, VDA y PVC, con respecto a las interacciones TEA-TSA, TEA-VDA, TEA-PVC, TEA- % MD, TSA-PVC, TSA-% MD, VDA-PVC y PVC-% MD y con las interacciones cuadráticas TEA, VDA y PVC, lo cual permitió obtener una variación entre 1,5±0,4 y 5,9±0,1 meqH2O2/kg aceite, lo cual corresponde a 1,1±0,1 y 3,32±0,17 meqH2O2/kg polvo, respectivamente (ver figura 5). A pesar que la estructura del PC+CFA es una matriz en polvo reestructurada con un contenido graso del 30,54±0,90 %, los resultados obtenidos del IP se encuentran por debajo del valor máximo permitido
Superficie de Respuesta EstimadaTEA (°C)=160,0,PVC (Pulg. H2O)=1,5,MD (%)=10,0
80 82 84 86 88 90TSA (°C) 24 25 26 27 28(X 1000,0)
VDA (rpm)
18
28
38
48
58
68
Vit
. C (
%)
Superficie de Respuesta EstimadaTSA (°C)=85,0,VDA (rpm)=26000,0,MD (%)=10,0
150 154 158 162 166 170
TEA (°C)
11,2
1,41,6
1,82
PVC (Pulg. H2O)
18
28
38
48
58
68
Vit
. C
(%
)
Superficie de Respuesta EstimadaTSA (°C)=85,0,VDA (rpm)=26000,0,PVC (Pulg. H2O)=1,5
150 154 158 162 166 170TEA (°C)
5 7 9 11 13 15
MD (%)
18
28
38
48
58
68
Vit
. C (
%)
Superficie de Respuesta EstimadaTSA (°C)=85,0,PVC (Pulg. H2O)=1,5,MD (%)=10,0
150154
158162
166170TEA (°C) 24 25 26 27 28
(X 1000,0)VDA (rpm)
18
28
38
48
58
68
Vit
. C (
%)
Superficie de Respuesta EstimadaVDA (rpm)=26000,0,PVC (Pulg. H2O)=1,5,MD (%)=10,0
150 154 158 162 166 170
TEA (°C)
8082
8486
8890
TSA (°C)0
10
20
30
40
50
Vit.
D3
(%)
Superficie de Respuesta EstimadaTEA (°C)=160,0,TSA (°C)=85,0,MD (%)=10,0
2425
2627
28(X 1000,0)
VDA (rpm) 11,2
1,41,6
1,82
PVC (Pulg. H2O)
-7
3
13
23
33
Vit
. D3
(%)
Superficie de Respuesta EstimadaTEA (°C)=160,0,TSA (°C)=85,0,VDA (rpm)=26000,0
11,2
1,41,6
1,82PVC (Pulg. H2O) 5
79
1113
15
MD (%)
-17
-7
3
13
23
33
Vit.
D3
(%)
Superficie de Respuesta EstimadaTEA (°C)=160,0,PVC (Pulg. H2O)=1,5,MD (%)=10,0
80 82 84 86 88 90TSA (°C)
24 25 26 27 28(X 1000,0)VDA (rpm)
0
10
20
30
40V
it. D
3 (
%)
Superficie de Respuesta EstimadaTEA (°C)=160,0,PVC (Pulg. H2O)=1,5,MD (%)=10,0
80 82 84 86 88 90TSA (°C)
24 25 26 27 28(X 1000,0)VDA (rpm)
-1
2
5
8
11
14
Vit
. E
(%
)
Superficie de Respuesta EstimadaTSA (°C)=85,0,VDA (rpm)=26000,0,MD (%)=10,0
150154
158162
166170TEA (°C) 1
1,21,4
1,61,8
2
PVC (Pulg. H2O)
0
3
6
9
12
15
18
Vit
. E
(%
)
Superficie de Respuesta EstimadaTEA (°C)=160,0,TSA (°C)=85,0,VDA (rpm)=26000,0
1 1,2 1,4 1,6 1,8 2PVC (Pulg. H2O)
57
911
1315
MD (%)
-2
1
4
7
10
13
16
Vit.
E (%
)
Superficie de Respuesta EstimadaTEA (°C)=160,0,TSA (°C)=85,0,MD (%)=10,0
2425 26
27 28(X 1000,0)VDA (rpm)
11,2
1,41,6
1,82
PVC (Pulg. H2O)
-1
3
7
11
15
Vit
. E (
%)

82
según la norma establecida para aceites prensados vegetales en el Codex stan 210-1999 (15 meq O2/kg aceite o 7,5 meq H2O2/kg aceite) (Comisión del Codex Alimentarius, 2009).
El efecto de TEA y de la PVC no fue lo esperado, dado que los gráficos de superficie de respuesta mostraron una tendencia a incrementar el IP con la disminución de la TEA y con el incremento de la PVC (< tiempo de residencia). Algunos autores han reportado efectos diversos de la TEA, por ejemplo, Kha et al., (2014), reportaron una variación del IP entre 3,4 a 7,9 meq/kg aceite en la microencapsulación de aceite de gac, aumentando significativamente con el incremento de la TEA y TSA; mientras que, Frascareli et al., (2012) no reportaron diferencias significativas del IP en la microencapsulación de aceite de café por efecto de la TEA (150 y 190 °C), alcanzando un valor medio de IP de 0,96 meq H202/kg aceite.
Figura 5. Gráficos de superficie de respuesta del IP, *R y FD en función de las variables
independientes.
Para el PC+CFA, se considera que existe una favorabilidad para la formación de peróxidos del PC+CFA cuando la EAS presenta bajos contenidos de MD y altas TSA. Este efecto de la interacción de la MD-TSA sobre la estabilidad del PC+CFA a los procesos oxidativos se favorece en parte al material de pared utilizado y a su combinación, los cuales forman de una matriz reestructurada densa y continua, lo que podría impedir la transferencia de O2 a través de la estructura y así retardar la oxidación del contenido graso (Hogan et al., 2003; Kagami et al., 2003; Luna-Guevara et al., 2017). Algunos investigadores han reportados un efecto similar a lo encontrado en esta investigación, durante el procesamiento por SA: Orlien et al., 2000, reportaron valores de IP <15 meq O2/kg aceite en la microencapsulación de aceite de pescado con una matriz de MD, sacarosa y gelatina; Mohammed et al., (2017), reportaron valores de IP: 3,43±0,05 meqO2/kg aceite en la microencapsulación del aceite de Nigella sativa L., utilizando como material de pared caseinato sódico y MD (dextrose equivalente = 10) en una relación 1:9 (p/p), y con una TEA entre 150-190 °C; y Santana et al., (2017) reportaron en polvo de leche de babasú, una efectiva protección de la MD contra la oxidación lipídica.
Superficie de Respuesta EstimadaVDA (rpm)=26000,0,PVC (Pulg. H2O)=1,5,MD (%)=10,0
150 154 158 162 166 170TEA (°C)
8082
8486
8890
TSA (°C)0123456
IP (m
eq H
2O2/
kg g
rasa
)
Superficie de Respuesta EstimadaTSA (°C)=85,0,VDA (rpm)=26000,0,PVC (Pulg. H2O)=1,5
150 154 158 162 166 170TEA (°C)
57
911
1315
MD (%)0123456
IP (m
eq H
2O2/
kg g
rasa
)
Superficie de Respuesta EstimadaTEA (°C)=160,0,TSA (°C)=85,0,VDA (rpm)=26000,0
1 1,2 1,4 1,6 1,8 2PVC (Pulg. H2O)
5
7
9
11
13
15
MD (%)0
2
4
6
8
IP (m
eq H
2O2/
kg g
rasa
)
Superficie de Respuesta EstimadaTEA (°C)=160,0,PVC (Pulg. H2O)=1,5,MD (%)=10,0
80 82 84 86 88 90TSA (°C)
24 25 26 27 28(X 1000,0)
VDA (rpm)
28
33
38
43
48
53
58
*R (
%)
Superficie de Respuesta EstimadaTEA (°C)=160,0,TSA (°C)=85,0,PVC (Pulg. H2O)=1,5
24 25 26 27 28(X 1000,0)VDA (rpm)
5 7 9 11 13 15
MD (%)
27
32
37
42
47
52
57
*R (
%)
Superficie de Respuesta EstimadaTEA (°C)=160,0,TSA (°C)=85,0,MD (%)=10,0
24 25 26 27 28(X 1000,0)VDA (rpm)
11,2
1,41,6
1,82
PVC (Pulg. H2O)
25
30
35
40
45
50
55
*R (
%)
Superficie de Respuesta EstimadaTEA (°C)=160,0,TSA (°C)=85,0,VDA (rpm)=26000,0
1 1,2 1,4 1,6 1,8 2PVC (Pulg. H2O)
57
911
1315
MD (%)
17
27
37
47
57
*R (%
)
Superficie de Respuesta EstimadaTSA (°C)=85,0,VDA (rpm)=26000,0,MD (%)=10,0
150 154158
162 166170
TEA (°C)
1
1,2
1,4
1,6
1,8
2
PVC (Pulg. H2O)
27
31
35
39
43
47
51
FD
(%
)
Superficie de Respuesta EstimadaTSA (°C)=85,0,VDA (rpm)=26000,0,PVC (Pulg. H2O)=1,5
150 154 158 162 166 170TEA (°C)
57
911
1315
MD (%)
27
31
35
39
43
47
51
FD (%
)
83
Rendimiento (*R) y formación de depósito (FD): El rendimiento es un indicador importante en la productividad y rentabilidad industrial de los productos en polvo obtenidos por SA, siendo la adhesividad/pegajosidad una de las principales causas de su disminución (Can et al., 2016). Del mismo modo, la FD al interior de la cámara de secado representa una problemática del proceso, la cual se forma debido a depósitos semi-húmedos de gotas que no están suficientemente secas antes de golpear la pared, y por depósitos pegajosos causados por la naturaleza del producto a la temperatura de secado; en cualquier caso, ambas variables se afectan de forma inversamente proporcional (Masters, 1985; León-Martínez et al., 2010; Fazaeli et al., 2012).
El *R presentó efectos lineales significativos (p<0,05) con respecto a VDA y % MD, con respecto a las interacciones TEA-VDA, TEA-% MD, TSA-VDA, VDA-PVC y PVC-% MD y las interacciones cuadráticas TEA, % MD, siendo los resultados obtenidos (31,3 – 52,6 %) inferiores a los recomendados por Bhandari et al., (1997) (> 50 %). Por otro lado, la FD presentó efectos lineales significativos (p<0,05) con respecto a los factores TEA y TSA, con respecto a las interacciones TEA-MD, TSA-% MD, VDA- % MD, PVC-% MD, TEA-VDA, TEA-PVC y VDA-PVC, y con las interacciones cuadráticas TEA, TSA y VDA, lo que produjo una variación en los procesos entre 27,5 – 47,4 % (ver figura 5). Estos bajos valores de *R y altos FD son atribuibles a los pequeños lotes de EAS (3 kg) preparados, de las pérdidas por material adherido en tanques y tuberías, lo que afecta porcentualmente su valor; sin embargo, como se realiza de forma igual para todos los experimentos, los hace comparable dentro del proceso de optimización.
El *R del PC+CFA presentó la tendencia a aumentar con el incremento del % MD y con la disminución de la VDA, lo cual es atribuible principalmente al papel de la MD sobre la temperatura de transición vítrea (Tg), reduciendo la pegajosidad del producto (Adhikari et al., 2009; Tonon et al., 2010; Osorio, Forero et al., 2011; Jayasundera et al., 2011b; Ferrari et al., 2012; Roustapour et al., 2012; Muzaffar & Kumar, 2015; Tontul y Topuz, 2017). Por otro lado, un mayor contenido de MD produce una EAS con mayor contenido de sólidos totales y mayor densidad y viscosidad, lo que produce una menor velocidad radial y menos choques de las gotas contra las paredes de la cámara de secado.
La FD no presentó unas tendencias bien definidas, se resalta principalmente las interacciones de la MD con el resto de variables independientes. Las condiciones que más favorecen la menor FD se da a TEA= 150 ºC en todo el rango de % MD, con valores de FD entre 35 – 31 % y con bajas PVC (FD: 27- 31 %), lo cual se atribuye principalmente a la menor pegajosidad que experimenta la estructura a TEA bajas; sin embargo, una condición similar se logra cuando el sistema opera a altas TEA y PVC, lo cual sugiere que las partículas no alcanzan temperaturas altas durante el bajo tiempo de residencia. Santana et al., (2017), reportaron que altos contenidos de MD o almidón (25 y 20 %, respectivamente), aumentaron significativamente la FD, dado que esto implica un incremento de la viscosidad de la alimentación, generando mayor disponibilidad y probabilidad de que los sólidos se adhieran a las paredes de la cámara. Ávila et al., (2015), reporta valores altos de FD (6,1 – 86,5 %) y bajos *R (10,2 – 91,3 %) en polvo de caña, causado principalmente por el efecto de TEA sobre la fusión de los carbohidratos presentes. Otros resultados similares reportaron Bhandari et al., (1997) y Jayasundera et al., (2011a) para soluciones de sacarosa.
Otras investigaciones resaltan diferentes efectos sobre el *R y la FD: Chegini y Ghobadian, (2005) evaluó el uso de la MD sobre el *R y la FD en polvo de naranja y con TEA 130-150 °C; encontrando un *R entre 18 y 35 % y que formulaciones sin MD generan una película en las paredes de carácter vidriosa; mientras que, el incremento de la TEA causó la fusión del material, mayor adhesión a la pared (>FD), menor *R y la formación de una capa seca en la superficie de la gota, obstruyendo la difusión del agua. Otros resultados similares han sido reportados para polvo de tamarindo (Cynthia et al., 2015); polvo de naranja (Goula & Adamopoulos, 2010); polvo de granada (Vardin y Yasar, 2012); polvo de morera negra (Fazaeli et al., 2012); polvo de caqui (Du et al., 2014); polvo de caña

84
de azúcar (Ávila et al., 2015); polvo de remolacha (Bazaria & Kumar, 2016) y en soluciones de sacarosa (Jayasundera et al., 2011a).
El incremento del *R por efecto de una menor VDA no es claro, ni se hace evidente con la interacción encontrada a TSA bajas, donde las partículas de mayor tamaño sufren un menor stress térmico que afecta negativamente a la transferencia de calor y masa y por lo tanto la eliminación de agua durante el secado, lo cual debería favorecer su pegajosidad y una mayor FD o adhesividad del producto al metal de la cámara de secado. Por otro lado, la interacción con la PVC garantiza altos *R en cualquier rango de VDA.
Tamaños de partícula: En general, los tamaños de partículas en los percentiles D10, D50 y D90, están muy afectados estadísticamente (p<0,05) de una forma u otra por las variables independientes y sus interacciones lineales y cuadráticas. Se resalta que los percentil D10 y D50 presentaron fluctuaciones de 1,6±0,0 – 3,0±0,8 µm, y 5,5±0,4 – 58,6±17,7 µm respectivamente, las cuales no se consideran variables críticas, más bien aceptables dentro del comportamiento de productos en polvo obtenidos por SA; mientras que, el percentil D90 fue el parámetro de mayor relevancia por su variabilidad presentada (46,3±3,0 – 1153,2±208,3 µm), presentando efectos lineales significativos (p<0,05) con respecto a TEA, TSA, VDA y % MD, con respecto a las interacciones TEA-TSA, TEA-VDA, TEA-% MD, TSA-VDA, TSA-PVC, VDA-PVC, VDA-% MD y PVC-% MD y las interacción cuadrática de la VDA (ver figura 6).
Estos resultados mostraron que el PC+CFA representa un sistema particulado no homogéneo o con una alta variabilidad, lo cual se evidenció por la aglomeración observada. Esta situación supone la existencia de fenómenos cohesivos entre las partículas dada la alta composición de contenido graso presente y principalmente del aceite libre en la superficie de las partículas que estaría contribuyendo en la formación de puentes de enlaces irreversibles (Frascareli et al., 2012; Zotarelli et al., 2017); además, los espacios entre partículas grandes podrían estar ocupados por partículas más pequeñas, aumentando la densidad aparente y sus propiedades de rehidratación (Santana et al., 2015). Según Hogekamp y Schubert, (2003), la presencia de material partículado de mayor tamaño puede favorecer las propiedades de solubilidad o instantáneas, ya que el incremento de los intersticios favorece la penetración del agua, la humectabilidad y dispersabilidad del polvo.
El percentil D90 presentó una tendencia a incrementar a TEA y TSA altas, potenciándose a 170 y 90 ºC respectivamente, lo cual podría estar relacionado a una mayor cohesión de las partículas con formación de agregados, tal como se comentó anteriormente. El comportamiento del percentil D90 con respecto a las variables VDA no está bien definido, si no que interactúa principalmente con la MD, potenciándose a altas VDA y MD, donde esta última produce una mayor viscosidad de la EAS que superpone el efecto de la VDA, resultando en mayores tamaños de partícula (Goula & Adamopoulos, 2004; Adhikari et al., 2009; Ferrari et al., 2012; Tonon et al., 2008; Tontul y Topuz, 2017). A bajos contenidos de MD es coherente el efecto de la VDA, disminuyendo el D90 a altas VDA (Jumah et al., 2000; Chegini & Ghobadian, 2005; Cortés-Rojas et al., 2015).
Figura 6. Gráficos de superficie de respuesta del tamaño de partícula D90 en función de las
variables independientes.
Superficie de Respuesta EstimadaVDA (rpm)=26000,0,PVC (Pulg. H2O)=1,5,MD (%)=10,0
150 154 158 162 166 170TEA (°C)
8082
8486
8890
TSA (°C)-600-300
0300600900
1200
D90
Superficie de Respuesta EstimadaTEA (°C)=160,0,TSA (°C)=85,0,PVC (Pulg. H2O)=1,5
24 25 26 27 28(X 1000,0)VDA (rpm)
5 7 9 11 13 15
MD (%)
-600
-300
0
300
600
900
1200
D90
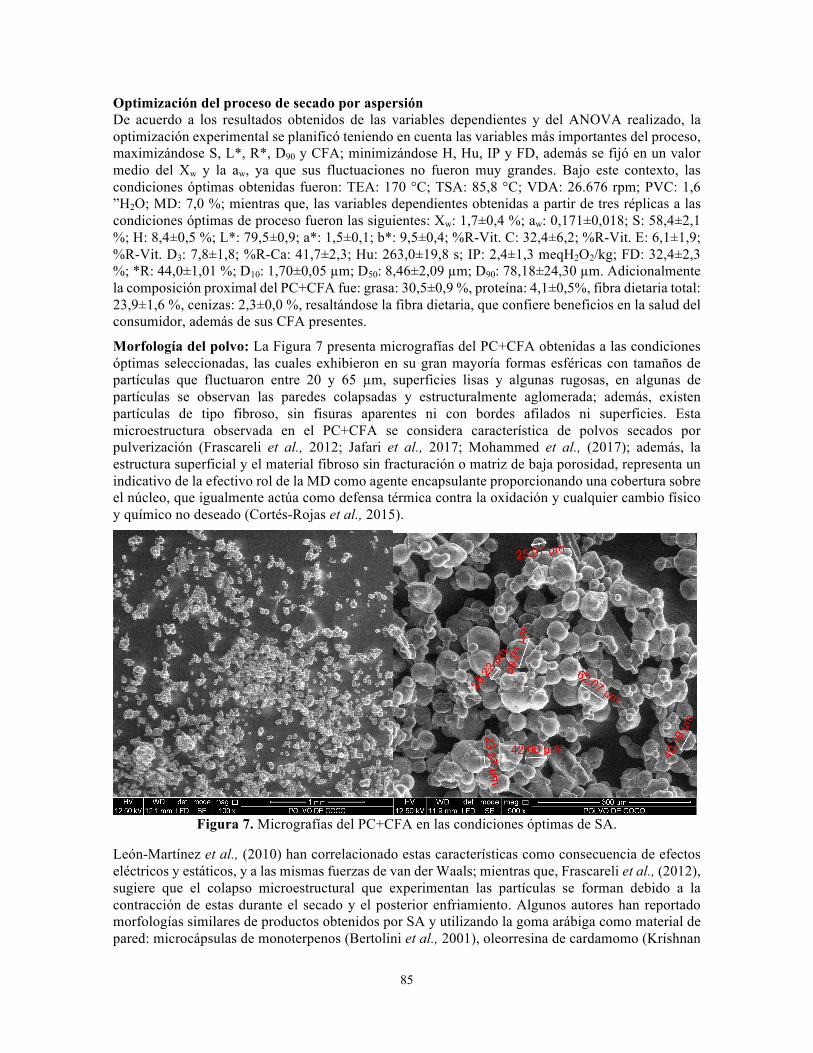
85
Optimización del proceso de secado por aspersión De acuerdo a los resultados obtenidos de las variables dependientes y del ANOVA realizado, la optimización experimental se planificó teniendo en cuenta las variables más importantes del proceso, maximizándose S, L*, R*, D90 y CFA; minimizándose H, Hu, IP y FD, además se fijó en un valor medio del Xw y la aw, ya que sus fluctuaciones no fueron muy grandes. Bajo este contexto, las condiciones óptimas obtenidas fueron: TEA: 170 °C; TSA: 85,8 °C; VDA: 26.676 rpm; PVC: 1,6 ”H2O; MD: 7,0 %; mientras que, las variables dependientes obtenidas a partir de tres réplicas a las condiciones óptimas de proceso fueron las siguientes: Xw: 1,7±0,4 %; aw: 0,171±0,018; S: 58,4±2,1 %; H: 8,4±0,5 %; L*: 79,5±0,9; a*: 1,5±0,1; b*: 9,5±0,4; %R-Vit. C: 32,4±6,2; %R-Vit. E: 6,1±1,9; %R-Vit. D3: 7,8±1,8; %R-Ca: 41,7±2,3; Hu: 263,0±19,8 s; IP: 2,4±1,3 meqH2O2/kg; FD: 32,4±2,3 %; *R: 44,0±1,01 %; D10: 1,70±0,05 µm; D50: 8,46±2,09 µm; D90: 78,18±24,30 µm. Adicionalmente la composición proximal del PC+CFA fue: grasa: 30,5±0,9 %, proteína: 4,1±0,5%, fibra dietaria total: 23,9±1,6 %, cenizas: 2,3±0,0 %, resaltándose la fibra dietaria, que confiere beneficios en la salud del consumidor, además de sus CFA presentes.
Morfología del polvo: La Figura 7 presenta micrografías del PC+CFA obtenidas a las condiciones óptimas seleccionadas, las cuales exhibieron en su gran mayoría formas esféricas con tamaños de partículas que fluctuaron entre 20 y 65 µm, superficies lisas y algunas rugosas, en algunas de partículas se observan las paredes colapsadas y estructuralmente aglomerada; además, existen partículas de tipo fibroso, sin fisuras aparentes ni con bordes afilados ni superficies. Esta microestructura observada en el PC+CFA se considera característica de polvos secados por pulverización (Frascareli et al., 2012; Jafari et al., 2017; Mohammed et al., (2017); además, la estructura superficial y el material fibroso sin fracturación o matriz de baja porosidad, representa un indicativo de la efectivo rol de la MD como agente encapsulante proporcionando una cobertura sobre el núcleo, que igualmente actúa como defensa térmica contra la oxidación y cualquier cambio físico y químico no deseado (Cortés-Rojas et al., 2015).
Figura 7. Micrografías del PC+CFA en las condiciones óptimas de SA.
León-Martínez et al., (2010) han correlacionado estas características como consecuencia de efectos eléctricos y estáticos, y a las mismas fuerzas de van der Waals; mientras que, Frascareli et al., (2012), sugiere que el colapso microestructural que experimentan las partículas se forman debido a la contracción de estas durante el secado y el posterior enfriamiento. Algunos autores han reportado morfologías similares de productos obtenidos por SA y utilizando la goma arábiga como material de pared: microcápsulas de monoterpenos (Bertolini et al., 2001), oleorresina de cardamomo (Krishnan

86
et al., 2005a, b), oleorresina de comino (Kanakdande et al., 2007) y extracto de café (Rodrigues y Grosso, 2008), entre otros. Algunas investigaciones han definido como las microestructuras más favorables, aquellas donde las partículas son esféricas y lisas, debido a la mayor protección y retención de los ingredientes (< relación superficie/volumen), mayor densidad aparente (mejor embalaje) y buena fluidez (Santana et al., 2015).
Conclusiones La matriz de coco representa un sistema alimentario complejo para su transformación a polvo; debido a su alto contenido graso y de fibra insoluble con características mecánicas de alta dureza; sin embargo, se alcanzó una puesta a punto de un desarrollo tecnológico que le confiere al polvo de coco buenos atributos de calidad fisicoquímicos y físicos; además, una mejora en su composición nutricional por la incorporación del Ca y las vitaminas C, D3, E; sin embargo, es muy notable la influencia del SA sobre la degradación de las vitaminas.
Debido a los múltiples efectos que tienen las variables independientes TEA, TSA, VDA, PVC y MD sobre las variables dependientes evaluadas: Xw, aw, S, H, L*, a*, b*, Hu, IP, Calcio, Vit. C, Vit. D3, Vit. E, *R y FD, la optimización experimental realizada utilizando herramientas estadísticas representa un camino efectivo para definir las condiciones del proceso de SA más adecuadas, y al mismo tiempo representa un avance significativo para su posterior escalamiento industrial y su potencial generación de valor agregado a la agrocadena del coco.
La optimización experimental permitió definir las condiciones óptimas de proceso del PC+CFA así: TEA: 170 °C; TSA: 85,8 °C; VDA: 26.676 rpm; PVC: 1,6 ”H2O; MD: 7,0 %; y con atributos de calidad: Xw: 1,7±0,4 %; aw: 0,171±0,018; S: 58,4±2,1 %; H: 8,4±0,5 %; L*: 79,5±0,9; a*: 1,5±0,1; b*: 9,5±0,4; Hu: 263,0±19,8 s; IP: 2,4±1,3 meqH2O2/kg aceite; FD: 32,4±2,3 %; *R: 44,0±1,01 %; D10: 1,70±0,05 µm; D50: 8,46±2,09 µm; D90: 78,18±24,30 µm; %R-Vit. C: 32,4±6,2; %R-Vit. E: 6,1±1,9; %R-Vit. D3: 7,8±1,8; %R-Ca: 41,7±2,3; que lo hace un producto higroscópico, potencialmente sensible a los procesos oxidativos durante su almacenamiento, que podría derivar en cambios de color, sabores u olores extraños, por lo que requerirá un empaque con baja permeabilidad al vapor de agua y O2, que minimice estos cambios.
Bibliografía Abadio, F.D.B., Domingues, A.M., Borges, S.V., Oliveira, V.M. (2004). Physical properties of powdered pineapple (Ananas comosus) juice: effect of maltodextrin concentration and atomization speed. J Food Eng. 64: 285-287.
Abuasal, B.S., Lucas, C., Peyton, B., Alayoubi, A., Nazzal, S., Sylvester, P.W., Kaddoumi, A. (2012). Enhancement of intestinal permeability utilizing solid lipid nanoparticles increases α-tocotrienol oral bioavailability. Lipids 47: 461–469.
Adhikari, B., Howes, T., Wood, B.J., & Bhandari, B.R. (2009). The effect of low molecular weight surfactants and proteins on surface stickiness of sucrose during powder formation through spray drying. Journal of Food Engineering. 94: 135-143.
Ahmed, M., Akter, M.S., Lee, J.C., & Eun, J.B. (2010). Encapsulation by spray drying of bioactive components, physicochemical and morphological properties from purple sweet potato. LWT-Food Science and Technology. 43: 1307-1312.
Alvarado, J., Aguilera, J.M. (2001). Métodos para medir propiedades físicas en industria de alimentos. Editorial Acribia S.A. p. 401.
Anna, H., Heritier, J., Wilfried, A. (2013). Characterization of Aronia powders obtained by different drying processes. Food Chem. 141: 2858-2863.
Anandharamakrishnan, C., Ishwarya, S.P. 2015. Spray Drying Techniques for Food Ingredient Encapsulation. John Wiley & Sons, Ltd., Chichester, UK.

87
AOAC. (1990) Official methods of analysis of the Association of Official Analytical Chemists. 2 vols. 15th ed. Washington, DC.
Appaiah, P., Sunil, L., Prasanth Kumar. P.K., & Gopala Krishna, A.G. (2015). Physico-chemical characteristics and stability aspects�of coconut water and kernel at different stages of maturity. J Food Sci Technol. 52 (8): 5196–5203.
Avila, E.L., Rodríguez, M.C., & Velasquez, H.J.C. (2015). Influence of maltodextrin and spray drying process conditions on sugarcane juice powder quality. Revista Facultad Nacional de Agronomía, Medellín. 68: 7509-7520.
Bae, E. K., & Lee, S.J. (2008). Microencapsulation of avocado oil by spray drying using whey protein and maltodextrin. Journal of Microencapsulation. 25 (8): 549–560.
Bakar, J., Ee.S.C., Muhammad, K., Hashim, D.M., & Adzahan, N. (2013). Spray-drying optimization for red pitaya peel (Hylocereus polyrhizus). Food and Bioprocess Technology. 6: 1332-1342.
Bakowska-Barczak, A.M., Kolodziejczyk, P.P. (2011). Black currant polyphenols: their storage stability and microencapsulation. Industrial Crop. Prod. 34: 1301-1309.
Bastos, D.D.S., Gonçalves, M.D.P., Andrade, C.T.D., Araújo, K.G.D.L., Rocha-Leão, M.H.M.D. (2012). Microencapsulation of cashew apple (Anacardium occidentale L.) juice using a new chitosan-commercial bovine whey protein isolate system in spray drying. Food Bioprod. Process. 90: 683-692.
Bazaria, B.; Kumar, P. (2016). Optimization of spray drying parameters for beetroot juice powder using response surface methodology (RSM). Journal of the Saudi Society of Agricultural Sciences. XX: XXX-XXX.
Bhandari, B.R., Senoussi, A., Dumoulin, E.D., & Lebert, A. (1993). Spray-drying of concentrated fruit juices. Drying Technology. 11(5): 1081-1092.
Bhandari, B.R., Datta, N., & Howes, T. (1997). Problems associated with spray drying of sugar-rich foods. Drying Technology. 15: 671-684.
Bhusari, S., Muzaffar, K., & Kumar, P. (2014). Effect of carrier agents on physical and microstructural properties of spray dried tamarind pulp powder. Powder Technology. 266: 354-364.
Bicudo, M.O.P., Jo, J., de Oliveira, G. A., Chaimsohn, F.P., Sierakowski, M.R., de Freitas, R.A. (2015). Microencapsulation of juçara (Euterpe edulis M.) pulp by spray drying using different carriers and drying temperatures. Drying Technology. 33: 153-161.
Bimbenet, J.J., Bonazzi, C., Dumoulin, E. (2002). Drying of foodstuffs. Drying’2002 – In: Proceeding of the 13th international drying symposium (pp. 64–80).
Borrmann, D.; Pierucci, A.P.T.R.; Leite, S.G.F.; Leão, M.H.M.D.R. (2012). Microencapsulation of passion fruit (Passiflora) juice with n-octenylsuccinate-derivatised starch using spray-drying. Food Bioprod. Process. 91: 23-27.
Brennan, J., Herrera, J., & Jowitt, R. (1971). A study of some of the factors affecting the spray drying of concentrated orange juice, on a laboratory scale. International Journal of Food Science & Technology. 6: 295-307.
Can Karaca, A., Guzel, O., & Ak, M.M. (2016). Effects of processing conditions and formulation on spray drying of sour cherry juice concentrate. Journal of the Science of Food and Agriculture. 96: 449-455.
Cano-Chauca, M., Stringheta, P.C., Ramos, A.M., Cal-Vidal, J. (2005). Effect of the carriers on the microstructure of mango powder obtained by spray drying and its functional characterization. Innov. Food. Sci. Emerg. 6: 420-428.

88
Caparino, O.A., Tang, J., Nindo, C.I., Sablani, S.S., Powers, J.R., Fellman, J.K. (2012). Effect of drying methods on the physical properties and microstructures of mango (Philippine ‘Carabao’ var.) powder. J. Food Eng. 111: 135-148.
Castro-Muñoz, R., Barragán-Huerta, B.E., & Yañez-Fernandez, J. (2015). Use of gelatin-maltodextrin composite as an encapsulation support for clarified juice from purple cactus pear (Opuntia stricta). LWT-Food Science and Technology. 62: 242-248.
Chegini, G.R., Ghobadian, B. (2005). Effect of spray-dried conditions on physical properties of orange juice powder. Drying Technol. 23: 657-668.
Chen, Q., Bi, J., Zhou, Y., Liu, X., Wu, X., & Chen, R. (2014). Multi-objective optimization of spray drying of jujube (Zizyphus jujuba Miller) powder using response surface methodology. Food and Bioprocess Technology. 7: 1807-1818.
Chin, S.T.; Hamid, N.S.A.; Quek, S.Y.; Che, M.Y.B.; Rahman, R.A.; Hashim, D.M. (2010). Effect of thermal processing and storage condition on the flavour stability of spray-dried durian powder. LWT-Food Sci. Technol. 43: 856-861.
Chong, S.Y., & Wong, C.W. (2015). Production of spray-dried sapodilla (Manilkara zapota) powder from enzyme-aided liquefied puree. Journal of Food Processing and Preservation. 39: 2604-2611.
Codex Alimentarius Commission (1994), Codex standard for grated desiccated coconut– CODEX STAN 177–1991, Food and Agricultural Organization of the United Nations and the World Health Organization.�Codex Alimentarius Commission (2009), CODEX standard for named vegetable oils.
CODEX STAN 210–1999, Food and Agricultural Organization of the United Nations and the World Health Organization.
Codex Alimentarius (2010). www.codexalimentarius.net.
Comunian, T.A., Monterrey-Quintero, E.S., Thomazini, M., Balieiro, J.C., Piccone, P., Pittia, P., Favaro-Trindade, C.S., (2011). Assessment of production efficiency, physicochemical properties and storage stability of spray-dried chlorophyllide, a natural food colorant, using gum Arabic, maltodextrin and soy protein isolate-based carrier systems. Int. J. Food Sci. Technol. 46(6): 1259–1265.
Cortés, M. 2004. Desarrollo de productos de manzana deshidratados enriquecidos con vitamina E. Tesis Doctoral en Ingeniería de Alimentos. Universidad Politécnica de Valencia. Valencia, España. 254 p.
Cortés-Rodríguez, M., Guardiola, L. F., Pacheco, R. (2007). Aplicación de la ingeniería de matrices en la fortificación de mango (var. Tommy Atkins) con calcio. Revista Dyna. 74 (153): 19-26.
Cortés, R.M., Hernández, S.G., Estrada, M.E.E. (2017). Optimization of the spray drying process for obtaining cape gooseberry powder: an innovative and promising functional food. VITAE, Revista de la Facultad de Ciencias Farmacéuticas y Alimentarias, 24(1): 59-67.
Cortés-Rojas, D.F., Fernandes-Souza, C.R., Pereira-Oliveira., W. (2015). Optimization of spray drying conditions for production of Bidens pilosa L. dried extract. Chemical Engineering Research and Design. 93: 366–376.
Cynthia, S.J., Don Bosco, J., Bhol, S. (2014). Physical and structural properties of spray dried tamarind (Tamarindus indica. L) pulp extract powder with encapsulating hydrocolloids. International Journal of food properties. 18 (8): 1793-1800.
da Silva, F.C., da Fonseca, C.R., de Alencar, S.M., Thomazini, M., Balieiro, J.C., Pittia, P., Favaro-Trindade, C.S. (2013). Assessment of production efficiency, physicochemical properties and storage

89
stability of spray-dried propolis, a natural food additive, using gum Arabic and OSA starch-based carrier systems. Food Bioprod. Process. 91 (1): 28–36.
Daza, L.D., Fujita, A., Fávaro-Trindade, C.S. Rodrigues-Ract, J.N., Granato, D.; Genoves, M.I. (2016). Effect of spray drying conditions on the physical properties of Cagaita (Eugenia dysenterica DC.) fruit extracts. food and bioproducts processing 97: 20–29.
DebMandal, M., Mandal, S. (2011). Coconut (Cocos nucifera L.: Arecaceae): In health promotion and disease prevention Asian Pacific Journal of Tropical Medicine: 241-247.
de Souza, V.B., Thomazini, M., de Carvalho Balieiro, J.C., & Favaro-Trindade, C.S. (2015). Effect of spray drying on the physicochemical properties and color stability of the powdered pigment obtained from vinification byproducts of the Bordo grape (Vitis labrusca). Food and Bioproducts Processing. 93: 39-50.
Dib-Taxi, C.M., Menezes, H.C., Santos, A.B., and Grosso, C.R. (2003). Study of the microencapsulation of camu-camu (Myrciaria dubai) juice. Journal of Microencapsulation. 20 (4): 443–448.
Du, J., Ge, Z.Z., Xu, Z., Zou, B., Zhang, Y., & Li, C.M. (2014). Comparison of the efficiency of five different drying carriers on the spray drying of persimmon pulp powders. Drying Technology. 32: 1157-1166.
Estevinho, B.N., Carlan, I., Blaga, A., Rocha, F. (2016). Soluble vitamins (vitamin B12 and vitamin C) microencapsulated with different biopolymers by a spray drying process. Powder Technology. 289: 71–78.
Estevinho, B.N., Damas, A.M., Martins, P., & Rocha, F. (2014). Microencapsulation of β-galactosidase with different biopolymers by a spray-drying process. Food Research International. 64: 134–140.
Estrada-Mesa, E.M. (2015). Optimización del proceso de secado por aspersión para la obtención de guacamole en polvo. Maestría en Ciencia y Tecnología de Alimentos. Universidad Nacional de Colombia.
Fang, Z., Bhandari, B. (2011). Effect of spray drying and storage on the stability of bayberry polyphenols. Food Chem. 129: 1139-1147.
Faria, A.F., Mignone, R.A., Montenegro, M.A., Mercadante, A.Z., & Borsarelli, C.D. (2010). Characterization and singlet oxygen quenching capacity of spray-dried microcapsules of edible biopolymers containing antioxidant molecules. Journal of Agricultural and Food Chemistry. 58: 8004-8011.
Fazaeli, M.; Emam-Djomeh, Z.; Kalbasi-Ashtari, A.; Omid, M. (2012). Effect of spray drying conditions and feed composition on the physical properties of black mulberry juice powder. Food Bioprod. Process. 90: 667-675.
Fazaeli, M., Emam-Djomeh, Z., Kalbasi-Ashtari, A., & Omid, M. (2012). Effect of process conditions and carrier concentration for improving drying yield and other quality attributes of spray dried black mulberry (Morus nigra) juice. International Journal of Food Engineering 8: 1-20.
Fennema, Owen. (2010). Química de los alimentos. España: Acribia. 1090 p.
Ferrari, C.C., Germer, S.P.M., & de Aguirre, J.M. (2012). Effects of spray-drying conditions on the physicochemical properties of blackberry powder. Drying Technology. 30: 154-163.�
Ferrari, C.C., Germer, S.P.M., Alvim, I.D., & de Aguirre, J.M. (2013). Storage stability of spray-dried blackberry powder produced with maltodextrin or gum arabic. Drying Technology. 31(4): 470-478.

90
Frascareli, E.C., Silva, V.M., Tonon, R.V., Hubinger, M.D. (2012). Effect of process conditions on the microencapsulation of coffee oil by spray drying. Food Bioprod. Process. 90: 413-424.
Fracassetti, D.; Costa, C.; Moulay, L.; Tomás-Barberán, F.A. (2013). Ellagic acid derivatives, ellagitannins, proanthocyanidins and other phenolics, vitamin C and antioxidant capacity of two powder products from camu-camu fruit (Myrciaria dubia). Food Chem. 139: 578-88.
Fuchs, M.; Turchiuli, C.; Bohin, M.; Cuvelier, M.E.; Ordonnaud, C.; Peyrat-Maillard, M.N.; & Dumoulin, E. (2006). Encapsulation of oil in powder using spray drying and fluidized bed agglomeration. Journal of Food Engineering. 75: (1): 27–35.
Gallo, L., Llabot, J.M., Allemandi, D., Bucala , V., & Piña, J. (2011). Influence of spray-drying operating conditions on Rhamnus purshiana (Cáscara sagrada) extract powder physical properties. Powder Technology. 208: 205-214.
Gharsallaoui, A., Roudaut, G., Chambin, O., Voilley, A., Saurel, R. (2007). Applications of spray-drying in microencapsulation of food ingredients: An overview. Food Research International. 40: 1107–1121.
Gilabert, Eduardo, J. (1998). Medida del color. Universidad Politécnica de Valencia. Servicio de publicaciones: SPUPV-98.684. p.320.
Gong, Z., Zhang, M., Mujumdar, A.S., & Sun, J. (2007). Spray drying and agglomeration of instant bayberry powder. Drying Technology. 26: 116-121.
Goula, A. M., & Adamopoulos, K.G. (2004). Spray drying of tomato pulp: Effect of feed concentration. Drying Technology. 22: 2309-2330.�
Goula, A.M.; Adamopoulos, K.G. (2005a). Spray drying of tomato pulp in dehumidified air: I. The effect on product recovery. J. Food Eng. 66: 25-34.
Goula, A.M.; Adamopoulos, K.G. (2005b). Spray drying of tomato pulp in dehumidified air: II. The effect on powder properties. J. Food Eng. 66: 35-42.
Goula, A.M., Adamopoulos, K.G., (2006). Retention of ascorbic acid during drying of tomato halves and tomato pulp. Dry. Technol. 24: 57-64.
Goula, A.M.; Adamopoulos, K.G. (2008a). Effect of maltodextrin addition during spray drying of tomato pulp in dehumidified air: I. Drying kinetics and product recovery. Drying Technol. 26: 714-725.
Goula, A.M.; Adamopoulos, K.G. (2008b). Effect of maltodextrin addition during spray drying of tomato pulp in dehumidified air: II. Powder properties. Drying Technol. 26: 726-737.
Goula, A.M.; Adamopoulos, K.G. (2010). A new technique for spray drying orange juice concentrate. Innov. Food. Sci. Emerg. 11: 342-351.
Goula, A.M.; Adamopoulos, K.G. (2012). A method for pomegranate seed application in food industries: Seed oil encapsulation. Food Bioprod. Process. 90: 639-652.
Grabowski, J., Truong, V.D., & Daubert, C. (2006). Spray-drying of amylase hydrolyzed sweetpotato puree and physicochemical properties of powder. Journal of Food Science. 71: E209-E217.
Gutiérrez, T., O. Hoyos y M. Páez. 2007. Determinación del contenido de ácido ascórbico en uchuva (Physalis peruviana L.), por cromatografía líquida de alta resolución (CLAR). Revista Biotecnología en el Sector Agropecuario y Agroindustrial. 5(1): 70-79.
Hategekimana, J., Masamba, K.G., Ma, J., Zhong, F. (2015). Encapsulation of vitamin E: Effect of physicochemical properties of wall material on retention and stability. Carbohydrate Polymers. 124: 172–179.

91
Hartman, G.H., Akeson, J.W.R., & Stahmann, M.A. (1967). Leaf protein concentrate prepared by spray-drying. Journal of Agricultural and Food Chemistry. 15: 74–79.
Henríquez, C., Córdova, A., Lutz, M., Saavedra, J. (2013). Storage stability test of apple peel powder using two packaging materials: High-density polyethylene and metalized films of high barrier. Industrial Crops and Products. 45:121–127.
Hogan, S., Óriordan, E., & O'Sullivan, M. (2003). Microencapsulation and oxidative stability of spray-dried fish oil emulsions. Journal of Microencapsulation. 20: 675–688.
Hogekamp, S., Schubert, H. (2003). Rehydration of food powders, Food Sci. Technol. Int. 9: 223–235.
Horuz, E., Altan, A., & Maskan, M. (2012). Spray drying and process optimization of unclarified pomegranate (Punica granatum) juice. Drying Technology. 30: 787-798.
Hornero-Méndez, D., Pérez-Gálvez, A. Mínguez-Mosquera, M. I. (2001). A Rapid Spectrophotometric Method for the Determination of Peroxide Value in Food Lipids with High Carotenoid Content. J. Am. Oil Chem. Soc. 78 (11): 1151–1155.
Indyk, H., Littlejohn, V., & Woollard, D.C. (1996). Stability of vitamin D3 during spray-drying of milk. Food Chemistry. 57(2): 283-286.
Igual, M., Ramires, S., Mosquera, L., & Martínez-Navarrete, N. (2014). Optimization of spray drying conditions for lulo (Solanum quitoense L.) pulp. Powder Technology. 256: 233-238.
Islam, M.Z., Kitamura, Y., Yamano, Y., Kitamura, M. (2016). Effect of vacuum spray drying on the physicochemical properties, water sorption and glass transition phenomenon of orange juice powder. Journal of Food Engineering. 169:131-140.
Islam-Shishir, M.R., Taip, F.S., Saifullah, Md., Aziz, N.Ab., Talib, R.A. (2017). Effect of packaging materials and storage temperature on the retention of physicochemical properties of vacuum packed pink guava powder. Food Packaging and Shelf Life. 12: 83–90.
Jafari, S.M., Ghalenoei, M.G., Dehnad, D. (2016). Influence of spray drying on water solubility index, apparent density, and anthocyanin content of pomegranate juice powder. Powder Technology. 311: 59–65.
Jayasundera, M., Adhikari, B., Adhikari, R., & Aldred, P. (2011). The effect of protein types and low molecular weight surfactants on spray drying of sugar-rich foods. Food Hydrocolloids. 25: 459-469.�
Jayasundera, M., Adhikari, B., Adhikari, R., & Aldred, P. (2011). The effects of proteins and low molecular weight surfactants on spray drying of model sugar-rich foods: Powder production and characterization. Journal of Food Engineering. 104: 259-271.
Jayasundera, M., Adhikari, B., Howes, T., & Aldred, P. (2011). Surface protein coverage and its implications on spray-drying of model sugar-rich foods: Solubility, powder production and characterization. Food Chemistry. 128: 1003-1016.
Jiménez-Aguilar, D.M., Ortega-Regules, A.E., Lozada-Ramírez, J.D., Pérez-Pérez, M.C.I., Vernon-Carter E.J., Welti-Chanes, J. (2011). Color and chemical stability of spray-dried blueberry extract using mesquite gum as wall material. Journal of Food Composition and Analysis. 24: 889-894.
Jumah, R.Y., Tashtoush, B., Shaker, R.R., & Zraiy, A.F. (2000). Manufacturing parameters and quality characteristics of spray dried jameed. Drying Technology. 18: 967-984.
Kagami, Y., Sugimura, S., Fujishima, N., Matsuda, K., Kometani, T., & Matsumura, Y. (2003). Oxidative stability, structure, and physical characteristics of microcapsules formed by spray-drying of fish oil with protein and dextrin wall materials. Journal of Food Science. 68: 2248–2255.

92
Kaya, A., Aydın, O., Kolaylı, S., (2010). Effect of different drying conditions on the vitamin C (ascorbic acid) content of Hayward kiwifruits (Actinidia deliciosa Planch). Food Bioprod. Process. 88: 165-173.
Kha, T.C., Nguyen, M.H., Roach, P.D. (2010). Effects of spray drying conditions on the physicochemical and antioxidant properties of the Gac (Momordica cochinchinensis) fruit aril powder. J. Food Eng. 98: 385-392.
Kha, T.C., Nguyen, M.H., Roach, P.D., Stathopoulos, C.E. (2014). Microencapsulation of Gac oil: Optimization of spray drying conditions using response surface methodology. Powder Technology. 264: 298–309.
Khuenpet, K., Charoenjarasrerk, N., Jaijit, S., Arayapoonpong, S. (2016). Investigation of suitable spray drying conditions for sugarcane juice powder production with an energy consumption study. Agriculture and Natural Resources. 50: 139-145.
King, C.J., Kieckbusch, T.G., Greenwald, C.G. (1984). Food quality factors in spray drying. Advantages in Drying. 3: 71-120.
Krishnaiah, D., Sarbatly, R., Nithyanandam, R. (2011). Optimization of spray for drying Morinda citrifolia L. fruit extract. J. Appl. Sci. 11: 2276-2283.
Largo-Ávila, E., Cortes Rodríguez, M., Ciro-Velásquez, H. J. (2014). The adsorption thermodynamics of sugarcane (saccharum officinarum L.) Powder obtained by spray drying technology. Vitae. 21 (3): 165-177.
León-Martínez, F., Méndez-Lagunas, L., & Rodríguez-Ramírez, J. (2010). Spray drying of nopal mucilage (Opuntia ficus-indica): Effects on powder properties and characterization. Carbohydrate Polymers. 81: 864-870.
Luna-Guevara, J.J., Ochoa-Velasco, C.E., Hernández-Carranza, P., Guerrero-Beltrán, J.A. (2017). Microencapsulation of walnut, peanut and pecan oils by spray drying. Food Structure. 12: 26–32.
Masters, K. (1985). Spray-air contact (mixing and flow). In Spray Drying Handbook (pp. 286-290). New York: Halsted Press.
Martínez-Navarrete, N.; Chiralt, A.; & Fito, P. (1998). Termodinámica y Cinética de Sistemas Alimento y Entorno.
Marulanda, A. (2015). Desarrollo de un producto en polvo a partir de aguacate (Persea americana Mill), variedad Hass, mediante el proceso de secado por aspersión. Maestría en Ciencia y Tecnología de Alimentos. Universidad Nacional de Colombia.
Medina-Torres, L., García-Cruz, E.E., Calderas, F., González-Laredo, R.F., Sánchez-Olivares, G., Gallegos-Infante, J.A., Rodríguez-Ramírez, J. (2013). Microencapsulation by spray drying of gallic acid with nopal mucilage (Opuntia ficus indica). LWT-Food Sci. Technol. 50: 642-650.
Mirhosseini, H., Ping Tan, C., Hamid, N.S.A., Yusof, S. (2008). Effect of Arabic gum, xanthan gum and orange oil contents on ζ-potential, conductivity, stability, size index and pH of orange beverage emulsion. Colloids and Surfaces A: Physicochem. Eng. Aspects. 315: 47–56.
Mishra, P., Mishra S., Mahanta, C.L. (2014). Effect of maltodextrin concentration and inlet temperature during spray drying on physicochemical and antioxidant properties of amla (Emblica officinalis) juice powder. Food Bioprod. Process. In Press.
Moghaddam, A.D., Pero, M., & Askari, G.R. (2017). Optimizing spray drying conditions of sour cherry juice based on physicochemical properties, using response surface methodology (RSM). Journal of Food Science and Technology. 54: 174-184.

93
Mohammed, N.K., Tan, C.P., Manap, Y.A., Alhelli, A.M., Hussin, A.S.M. (2017). Process conditions of spray drying microencapsulation of Nigella sativa oil. Powder Technology. 315: 1–14.
Moreira, G.E.G., Maia-Costa, M.G., Souza, A.C.R.D., Brito, E.S.D., Medeiros, M.D.F.D.D., Azeredo, H. (2009). Physical properties of spray dried acerola pomace extract as affected by temperature and drying aids. LWT-Food Sci. Technol. 42: 641-645.
Muzaffar, K., & Kumar, P. (2015). Effect of soya protein isolate as a complementary drying aid of maltodextrin on spray drying of tamarind pulp. Drying Technology. 34: 142-148.
Nadeem, H.S., Torun, M., & Özdemir, F. (2011). Spray drying of the mountain tea (Sideritis stricta) water extract by using different hydrocolloid carriers. LWT- Food Science and Technology. 44: 1626-1635.
Nesterenko, A., Alric, I., Silvestre, F., Durrieu, V. (2014). Comparative study of encapsulation of vitamins with native and modified soy protein. Food Hydrocolloids. 38: 172-179.
NTC 5151 (2003). Alimento para animales. Determinación de los contenidos de calcio, cobre, hierro, magnesio, potasio, sodio, y zinc. Método usado espectrometría de absorción atómica.
Oberoi, D.P.S., & Sogi, D.S. (2015). Effect of drying methods and maltodextrin concentration on pigment content of watermelon juice powder. Journal of Food Engineering. 165: 172-178.
Orlien, V., Andersen, A., Slkko, T., & Skibsted, L. (2000). Hydroperoxide formation in rapeseed oil encapsulated in a glassy food models and influenced by hydrophilic and lipophilic radicals. Food Chemistry. 68: 191–199.�
Osorio, C., Forero, D.P., Carriazo, J.G. (2011). Characterization and performance assessment of guava (Psidium guajava L.) microencapsulates obtained by spray-drying. Food Res. Int. 44: 1174-1181.
Parthasarathi, S., Anandharamakrishnan, C. (2016). Enhancement of oral bioavailability of vitamin E by spray-freeze drying of whey protein microcapsules. Food and Bioproducts Processing. 100: 469–476.
Parthasarathi, S., Ezhilarasi, P.N., Jena, B.S., Anandharamakrishnan, C. (2013). Comparative study on conventional and microwave-assisted extraction for microencapsulation of Garcinia fruit extract. Food Bioprod. Process. 91: 103-110.
Peña-Correa, R.F., Cortés-Rodríguez, M., y Gil-González, J.H. (2013). Estabilidad Fisicoquímica y Funcional de Uchuva (Physalis peruviana L.) Impregnada a Vacío con Calcio y Vitaminas B9, D y E, Durante el Almacenamiento Refrigerado. Rev.Fac.Nal.Agr. Medellín. 66 (1): 6629-6638.
Pérez-Alonso, C., Baez-Gonzalez, J.G., Beristain, C.I., Vernon-Carter, E.J., & Vizcarra-Mendoza, M.G. (2003). Estimation of the activation energy of carbohydrate polymers blends as selection criteria for their use as wall material for spray-dried microcapsules. Carbohydrate polymers 53: 197–203.
Phisut, N. (2012). Spray drying technique of fruit juice powder: some factors influencing the properties of product. International Food Research Journal. 19 (4): 1297-1306.
Pierucci, A.P.T.R., Andrade, L.R., Baptista, E.B., Volpato, N.M., & Rocha- Leao, M.H.M. (2006). New microencapsulation system for ascorbic acid using pea protein concentrate as coat protector. Journal of Microencapsulation. 23: 654-662.
Quek, S.Y., Chok, N.K., & Swedlund, P. (2007). The physicochemical properties of spray-dried watermelon powders. Chemical Engineering and Processing: Process Intensification. 46: 386-392.

94
Raghavendra, S.N.; Ramachandra-Swamy, S.R.; Rastogi, N.K.; Raghavarao, K.S.M.S.; Kumar, S.; Tharanathan, R.N. (2006). Grinding characteristics and hydration properties of coconut residue: A source of dietary fiber. Journal of Food Engineering: 72: 281–286.
Ray, S., Raychaudhuri, U., Chakraborty, R. (2016). An overview of encapsulation of active compounds used in food products by drying technology. Food Bioscience 13: 76–83.
Rezvani, E., Schleining, G., & Taherian, A.R. (2012). LWT - Food Science and Technology Assessment of physical and mechanical properties of orange oil-in-water beverage emulsions using response surface methodology. YFSTL: 48: (1): 82–88.
Robert, P., Gorena, T., Romero, N., Sepulveda, E., Chavez, J., Saenz. C. (2010). Encapsulation of polyphenols and anthocyanins from pomegranate (Punica granatum) by spray drying. Int J. Food Sci. Techn. 45: 1386-1394.
Rodríguez-Hernández, G., González-García, R., Grajales-Lagunes, A., Ruiz- Cabrera, M., & Abud-Archila, M. (2005). Spray-drying of cactus pear juice (Opuntia streptacantha): Effect on the physicochemical properties of powder and reconstituted product. Drying Technology. 23: 955-973.
Rodríguez-Bernal, J.M., Flores-Andrade, E., Lizarazo-Morales, C., Bonilla, E., Pascual-Pineda, L.A., Gutierréz-López, G., Quintanilla-Carvajal, M.X. (2015). Moisture adsorption isotherms of the borojó fruit (Borojoa patinoi. Cuatrecasas) and gum arabic powders. Food and Bioproducts Processing. 94: 187–198.
Romero-Braquehais, F. (2008). Estabilidad de vitaminas, vida comercial y bioaccesibilidad de folatos – hierro en fórmulas infantiles de continuación y crecimiento. Tesis Doctoral. Facultad de Veterinaria y Ciencia y Tecnología de los alimentos. Universidad de Murcia. 214pp.
Roos, Y.H. (2010). Glass transition temperature and its relevance in food processing. Annual Review of Food Science and Technology. 1: 469–496.
Roustapour, O.R.; Hosseinalipour, M.; Ghobadian, B. (2006). An experimental investigation of lime juice drying in a pilot plant spray dryer. Drying Technol. 24: 181-188.
Roustapour, O.R., Azad, N.M., & Sarshar, M. (2012). Determination of pomegranate juice powder properties produced by a pilot plant spray dryer with a two-fluid nozzle. Drying Technology. 30: 1906-1917.
Saénz, C.; Tapia, S.; Chávez, J.; Robert, P. (2009). Microencapsulation by spray drying of bioactive compounds from cactus pear (Opuntia ficus-indica). Food Chem. 114: 616-622.
Salazar-Alzate, S.A., Cortés-Rodríguez, M., and Montoya-Campuzano, O. (2015). The impact of storage conditions on the stability of sugarcane powder biofortified with kefir grains. Revista Facultad Nacional de Agronomía. 68(2): 7703-7712.
Santana, A.A., Pereira-Martin, L.G., de Oliveira, R.A., Kurozawa, L.E., & Park, K.J. (2017). Spray drying of babassu coconut milk using different carrier agents. Drying Technology. 35 (1): 76-87.
Santhalakshmy, S.; Sowriappan, J.D.B, Francis, S; Sabeena, M. (2015). Effect of inlet temperature on physicochemical properties of spray-dried jamun fruit juice powder. Powder Technology. 274: 37–43.
Schuck, P., Dolivet, A., Jeantet, R. (2012). Analytical methods for food and dairy powders.186-187. Wiley-Blackwell, Iowa - USA.
Shishir, M.R.I., Taip, F.S., Aziz, N.A., Talib, R.A., & Sarker, M.S.H. (2016). Optimization of spray drying parameters for pink guava powder using RSM. Food Science and Biotechnology. 25: 461-468.

95
Shi, Q., Fang, Z., & Bhandari, B. (2013). Effect of addition of whey protein isolate on spray-drying behavior of honey with maltodextrin as a carrier material. Drying Technology. 31: 1681-1692.
Siriphanich, J., Saradhuldhat, P., Romphophak, T., Krisanapook, K., Pathaveerat, S., Tongchitpakdee, S. (2011). Coconut (Cocos nucifera L.). In: Yahia, E. (Ed.). Postharvest- Biology and Technology of Tropical and Subtropical Fruits. Vol 3: Cocona to Mango. Woodhead Publishing in Food Science Technology and Nutrition, Cambridge, UK. 8-33.
Silva, P.I., Stringheta, P.C., Teófilo, R.F., de Oliveira, I.R.N. (2013). Parameter optimization for spray-drying microencapsulation of jaboticaba (Myrciaria jaboticaba) peel extracts using simultaneous analysis of responses. J Food Eng. 117: 538-544.
Solval, K.M.; Sundararajan, S., Alfaro, L.; Sathivel, S. (2012). Development of cantaloupe (Cucumis melo) juice powders using spray drying technology. LWT-Food Sci. Technol. 46: 287-293.
Sudeep, G., Indira, T.N., and Bhattacharya, S. (2010). Agglomeration of a model food powder: Effect of maltodextrin and gum arabic dispersions on ow behavior and compacted mass. Journal of Food Engineering. 96: 222–228.
Tan, S.P., Tuyen, C.K., Parks, S.E., Stathopoulos, C.E., & Roach, P.D. (2015). Effects of the spray-drying temperatures on the physiochemical properties of an encapsulated bitter melon aqueous extract powder. Powder Technology. 281: 65-75.
Thankitsunthorn, S., Thawornphiphatdit, C., Laohaprasit, N., Srzednicki, G., (2009). Effects of drying temperature on quality of dried Indian gooseberry powder. Int. Food Res. J. 16: 355-361.
Tonon, R.V., Brabet, C., Hubinger, M.D. (2008). Influence of process conditions on the physicochemical properties of açai (Euterpe oleraceae Mart.) powder produced by spray drying. J Food Eng. 88: 411-418.
Tonon, R.V., Brabet. C., Hubinger, M.D. (2010). Anthocyanin stability and antioxidant activity of spray-dried açai (Euterpe oleracea Mart.) juice produced with different carrier agents. Food Res. Int. 43: 907-914.
Tonon, R.V., Grosso, C.R.F., Hubinger, M.D. (2011). Influence of emulsion composition and inlet air temperature on the microencapsulation of flaxseed oil by spray drying, Food Res. Int. 44: 282–289.
Tontul, I., Topuz, A. (2017). Review. Spray-drying of fruit and vegetable juices: Effect of drying conditions on the product yield and physical properties. Trends in Food Science & Technology. 63: 91-102.
Trinidad, P., Trinidad, A.C., Mallillin, H., Valdez, A.S., Loyola, F.C., Askali-Mercado, J.C., Castillo, R.R., Encabo, D.B., Masa, A.S. (2006). Dietary fiber from coconut flour: A functional food. Innovative Food Science and Emerging Technologies 7: 309–317.
Vardin, H., & Yasar, M. (2012). Optimization of pomegranate (Punica Granatum L.) juice spray-drying as affected by temperature and maltodextrin content. International Journal of Food Science & Technology. 47: 167-176.
Yalegama, L.L.W.C., Karunaratne, D.N., Sivakanesan, R., Jayasekara, C. (2013). Chemical and functional properties of fibre concentrates obtained from by-products of coconut kernel. Food Chemistry: 141: 124–130.
Yoo, S.H., Song, Y.B., Chang, P.S., & Lee, H.G. (2006). Microencapsulation of α-tocopherol using sodium alginate and its controlled release properties. International Journal of Biological Macromolecules. 38(1): 25–30.

96
Yousefi, S., Emam-Djomeh, Z., & Mousavi, S.M. (2011). Effect of carrier type and spray drying on the physicochemical properties of powdered and reconstituted pomegranate juice (Punica Granatum L.). Journal of Food Science and Technology- Mysore. 48(6): 677-684.
Yu, S.M., Kogan, M.D., Haung, Z.J. (2000). Vitamin-Mineral Supplement Use Among US Women. American Medical Association y American Dietetic Association. Nutrition and Women's Health (http://www.amwadoc.org/index.cfm.
Watson, M.A., Lea, J.M., & Bett-Garber, K.L. (2017). Spray drying of pomegranate juice using maltodextrin/cyclodextrin blends as the wall material. Food Science and Nutrition. 1–8.
Zotarelli, M.F., Martins-da Silva, V., Durigon, A., Dupas-Hubinger, M., Borges-Laurindo, J. (2017). Production of mango powder by spray drying and cast-tape drying. Powder Technology: 305: 447–454.
97
CAPITULO 4 ESTABILIDAD DE POLVO DE COCO (COCOS NUCIFERA L.) FORTIFICADO CON
COMPONENTES ACTIVOS (VITAMINAS C, D3, E Y CALCIO) DURANTE EL ALMACENAMIENTO
STABILITY OF COCO POWDER (Cocos nucifera L.) FORTIFIED WITH ACTIVE
COMPONENTS (VITAMINS C, D3, E AND CALCIUM) DURING STORAGE Resumen En la tecnología alimentaria actual, la tendencia predominante es maximizar la retención de nutrientes y compuestos funcionalmente activos (CFA) durante su procesamiento y almacenamiento. Sin embargo, se conoce que los CFA como vitaminas y antioxidantes naturales pueden reducirse significativamente como consecuencia de un procesamiento y almacenamiento inadecuado. El objetivo de este trabajo fue evaluar el efecto de las variables independientes: temperaturas, tiempo y envasado, sobre polvo de coco fortificado con Ca y vitaminas C, D3 y E (PC+CFA) obtenido mediante secado por aspersión y empacado en bolsas multicapas ALICO S.A (laminada, Pet/Foil/Pebd 120 micras). Las condiciones de almacenamiento evaluadas fueron: temperatura: 15, 25 y 35 °C, tiempo: 0, 30, 60, 90, 120, 150 y 180 días, empacado: con N2 y presión atmosférica, y analizado a través de las variables de respuesta: humedad (Xw), aw, solubilidad (S), color (coordenadas CIE-L*a*, b*), retención de vitaminas C, D3 y E (R-VC, R-VD3 y R-VE respectivamente) y calcio (R-Ca), índice de peróxido (IP) y tamaño de partícula (D10, D50 y D90). En general los atributos de calidad del PC+CFA fueron afectados por todas las variables independientes, siendo el mejor tratamiento de almacenamiento a 15°C y empacado con N2, donde el PC+CFA es un producto estable, nutricionalmente rico en grasa, fibra y CFA e higroscópico, donde la absorción de agua confiere un efecto plastificante en su estructura.
Palabras clave: Almacenamiento, cinética de degradación, isotermas de sorción de agua, transiciones de fase.
Abstract In current food technology, the predominant trend is to maximize the retention of nutrients and functionally active compounds (FAC) during processing and storage. However, it is known that FACs such as vitamins and natural antioxidants can be significantly reduced as a result of inadequate processing and storage. The objective of this work was to evaluate the effect of the independent variables: temperatures, time and packaging, on coconut powder fortified with Ca and vitamins C, D3 and E (CP+FAC) obtained by spray drying and packed in multicoated bags ALICO SA (laminated, Pet/Foil/Pebd 120 microns). The storage conditions evaluated were: temperature: 15, 25 and 35 °C, time: 0, 30, 60, 90, 120, 150 and 180 days, packed: with N2 and atmospheric pressure, and analyzed through the variables of response: humidity (Xw), aw, solubility (S), color (coordinates CIE-L* a*, b*), retention of vitamins C, D3 and E (R-VC, R-VD3 and R-VE respectively) and calcium (R-Ca), peroxide value (PI) and particle size (D10, D50 and D90). In general, the quality attributes of CP+FAC were affected by all the independent variables, being the best storage treatment at 15 °C and packed with N2, where CP+FAC is a stable product, nutritionally rich in fat, fiber and FAC and hygroscopic, where the absorption of water confers a plasticizing effect on its structure.
Keywords: Storage, degradation kinetics, water sorption isotherms, phase transitions.
Introducción El coco es un cultivo de gran importancia tanto a nivel económico como de subsistencia, de él dependen directamente más de 80 millones de personas, en más de 90 países, además de la importancia por sus valores nutricionales y medicinales.
Una de las técnicas más utilizadas para la producción de polvos a partir de soluciones y suspensiones líquidas de jugos de fruta y pulpa es el secado por aspersión (SA), siendo los alimentos en polvo

98
matrices valiosas en términos de transporte, envasado, almacenamiento y vida útil (Muzaffar y Kumar, 2016), además es una de las técnicas más eficaces, que protege, estabiliza, libera los compuestos y al mismo tiempo permite su solubilidad en un medio acuoso (Kha et al., 2015).
Aunque los polvos de pulpa de frutas secados por aspersión tienen algunos problemas, tales como la pegajosidad debido a la absorción de agua sobre la superficie o al aumento de la temperatura, lo que conduce a un fenómeno de aglomeración como resultado de la plastificación de los disolventes concentrados en el producto y donde los cambios en el contenido de humedad indican la movilidad del agua y el grado de plastificación de las moléculas más grandes, lo que también afectan las tasas de reacción química (Labuza & Altunakar, 2007). También depende de los comportamientos de las fuerzas superficiales de las partículas de polvo como la electrostática y Van der Waals, las que permiten que las partículas se aglomeren o peguen. El aglomerado de partículas de polvo se ven afectados por la temperatura de transición vítrea (Tg), además de su temperatura de almacenamiento (Islam-Shishir et al., 2017).
Durante el procesamiento, almacenamiento y distribución de los alimentos se presentan pérdidas de calidad, por lo que es necesario estudiar el efecto de las condiciones de almacenamiento sobre la calidad de los polvos encapsulados, que pueden experimentar condiciones ambientales adversas, tales como: alta temperatura, humedad, exposición a la luz y al oxígeno, provocando varias reacciones de deterioro que afectan al color y propiedades nutritivas (antioxidantes, vitaminas, etc.) (Kha et al., 2015). Los polvos obtenidos a partir de frutas tienen casi el mismo valor nutritivo que los jugos frescos cuando son secadas por aspersión, por lo tanto, es de gran importancia preservar los productos en polvo proporcionando condiciones de almacenamiento adecuadas y materiales de embalaje con características de barrera apropiadas (Khanna y Peppas, 1982) contra la entrada de humedad, luz y oxígeno que causan cambios en la calidad de los alimentos tales como la pérdida de antioxidantes, aromas volátiles y características de color (Pua et al., 2008; Udomkun et al., 2016; Zorić et al., 2017; Islam-Shishir et al., 2017).
Los polvos se envasan en laminados termosellables que contienen una o varias capas de aluminio, como el polietileno laminado con aluminio, garantizando la estabilidad bajo condiciones ambientales entre 3 y 12 meses; siendo la temperatura de almacenamiento, uno de los factores que juega un papel crítico en la estabilidad de compuestos funcionalmente activos (fenoles, antocianinas, vitaminas) en los polvos a base de jugos de frutas. Los datos de la literatura revelan que las temperaturas de almacenamiento más altas tienen una influencia directa en la degradación del color que está asociada a las reacciones de Maillard y la formación de pigmentos marrones (pardeamiento no enzimático) (Ferrari et al., 2013; Islam-Shishir et al., 2017).
La vida útil se define como el tiempo máximo durante el cual un producto alimenticio puede ser almacenado bajo condiciones ambientales específicas sin ningún deterioro apreciable en calidad y aceptabilidad. Los factores ambientales que afectan la estabilidad de los alimentos son la humedad, el oxígeno, los vapores tóxicos, la contaminación física, la luz y el historial de tiempo y temperatura del envase (Khanna y Peppas, 1982). La prueba de vida útil es una práctica estándar utilizada para estimar la calidad y la estabilidad de un alimento dado durante su almacenamiento. La capacidad de predecir la vida útil del producto es una propuesta compleja. Dependiendo de la naturaleza del producto, se deben seguir experimentalmente varias propiedades o índices de calidad en función del tiempo para evaluar la degradación de la calidad del producto (Jena y Das, 2012; Udomkun et al., 2016).
La vida útil de los productos en polvo está influenciada por la temperatura y la humedad relativa de almacenamiento y por lo tanto de la aw; donde el conocimiento de la relación de la aw y el contenido de humedad de equilibrio a temperatura constante de los alimentos es importante para predecir los cambios en sus propiedades fisicoquímicas, microbiológicas y sensoriales que ocurren durante el almacenamiento; y esta relación se conoce como isoterma de sorción de vapor de agua, la cual tiene aplicación en el análisis y diseño de varios procesos, como el secado, mezclado, envasado de

99
alimentos y para determinar las condiciones óptimas de almacenamiento, predicción de la vida útil y selección del material de empaque adecuado (Ayala-Aponte, 2011).
Varios autores han reportado efectos significativos (p<0,05) de la película de envasado, la temperatura de almacenamiento y el tiempo sobre las diferentes propiedades del producto en polvo obtenidos por SA de guayaba rosada (Islam-Shishir et al., 2017); Bosch et al., (2013). en alimentos infantiles; Hemery et al., (2015), con aceite de soya enriquecido con vitaminas A y D3; Tan et al., (2015), con polvo de extracto acuoso de melón amargo; Jiménez-Aguilar et al., (2011), con extracto de arándanos. La interacción entre la temperatura de almacenamiento y el tiempo de almacenamiento muestra un efecto significativo sobre las propiedades del polvo, y a mayor temperatura de almacenamiento se aumenta significativamente la ganancia de humedad, la actividad del agua, el grado de apelmazamiento y disminución de la Tg, lo que causa la reducción del AC por efecto térmico y oxidación.
Por lo tanto, el objetivo de este estudio fue evaluar los cambios fisicoquímicos, del polvo de coco fortificado con vitaminas C, D3 y E y calcio (PC+CFA) obtenido mediante la técnica de SA, cambios causados por el efecto de la temperatura (15, 25 y 35 °C), el empacado (con N2 y presión atmosférica) y el tiempo de almacenamiento (0, 30, 60, 90, 120, 150 y 180 días), utilizando bolsas multicapas marca ALICO.
Metodología
Materiales: Se utilizaron frutos de coco variedad Enano Malayo (manila) provenientes de Tumaco, Colombia, con un tiempo 12 meses entre la antesis y madurez. El polvo de coco adicionado con Ca y vitaminas C, D3 y E (PC+CFA) fue obtenido por secado por aspersión, de acuerdo a la metodología descrita en Lucas et al., 2017, donde las formas químicas utilizadas en la fortificación fueron: Citrato de Calcio (Sucroal S.A), Vitamina C (Ácido Ascórbico 99,5%, Northeast Pharm Trading Company (HK) Ltd.), Vitamina D3 (Colecalciferol, Xiamen Kingdomway Group Company), Vitamina E (DL-α-Tocoferol Acetato 50 % USP GRADE en polvo, Xinchang Nhu Vitamins Company LTD). Otros aditivos: Maltodextrina (MD, Shandong Boalingbao Biotechnology Co Ltd), suero lácteo (Instant WPC 80), NaCl, goma xantan (GXantan malla 200) y terbutilhidroquinona (TBHQ- (Team). El producto fue empacado en bolsas multicapas marca Alico S.A., espesor de película laminada (PET): 12 µm, foil de aluminio: 8 µm y capa sellante de polietileno: 100 µm, gramaje de 136,54 g/m2, con barrera al vapor de agua <5 cc/m2 x 24h x atm) y al O2 <5 cc/m2x 24h x atm).
Caracterización del PC+CFA La caracterización de las propiedades del PC+CFA se realizaron de acuerdo a las siguientes metodologías: humedad (Xw): método oficial AOAC 930.15/90; actividad de agua (aw): se determinó con un higrómetro de punto de roció a 25 ºC (Aqualab serie 3TE, Decagon, Devices, Pullman, WA, USA) (Cortés-Rodríguez et al., 2007), Solubilidad (S): método de Cano-Chauca et al., (2005) modificado, descrito en Estrada, 2015; Índice de peróxido (IP): método Bae y Lee, (2008) modificado en el tamaño de muestra (4 g), descrito en Estrada, 2015.
La actividad antioxidante del PC+CFA se determinó a partir de tres metodologías: 1) Fenoles totales (FT), según la metodología descrita por Singleton y Rossi (1965) (mg ácido gálico/g polvo), 2) la actividad atrapadora del radical libre DPPH, según las metodologías de extracción de Shivashankara et al., (2004) y cuantificación de Brand-Williams et al., (1995) (mg de trolox/g polvo), y 3) la actividad atrapadora del radical libre ABTS, según las metodologías de extracción de Huang et al., (2002) y cuantificación de Re et al., (1999) (mg de trolox/g polvo).
La extracción de vitamina C se realizó de acuerdo a la metodología de Gutiérrez et al., (2007), adaptada por Peña-Correa et al., (2013); mientras que la extracción de vitaminas D3 y E se realizó de acuerdo a la metodología propuesta por Cortés (2004) modificada por inclusión tratamiento por ultrasonido (40 kHz) durante 20 min a las muestras tratadas con hexano.

100
La cuantificación de las vitaminas E y D3 se realizó por cromatografía líquida de alta resolución (CLAR) (Shimatzu Prominence 20A), utilizando una columna en fase reversa (C18 - 5 µm, 4,6 mm x 250 mm), detector de arreglo de diodos, fase móvil: acetonitrilo/metanol/agua (45,3/51,2/3,5), flujo: 1 mL/min, temperatura horno 40 ºC y longitudes de onda de 325 y 265 nm, respectivamente. La cuantificación de vitamina C se realizó por CLAR, utilizando una columna en fase reversa (C18 - 5 µm, 4,6 mm x 250 mm), detector de arreglo de diodos, fase móvil: KH2PO4 0,02 M pH = 3,00 (Ácido Orto-Fosfórico 85 %), flujo: 1 mL/min, temperatura horno de 35 ºC, longitud de onda de 244 nm y un volumen de inyección de 5 µL. La cuantificación de Ca se realizó por el método de espectrofotometría por absorción atómica con llama (NTC 4807, (2000), soportada de la norma ISO 5151 (2003).
Los tamaños de partícula se determinaron como percentiles D10, D50 y D90, utilizando el Mastersizer 3000 (Malvern Instrument Ltd., Worcestershire, UK), previa dispersión de las muestras en 500 mL de agua destilada hasta obtener un valor de oscurecimiento de 10±1 %, considerando la distribución de tamaño a partir de la teoría de Mie y utilizando el índice de refracción de 1,52 (Mirhosseini et al., 2008).
El color se determinó mediante las coordenadas CIE-La*b*, utilizando un espectrofotómetro X-Rite modelo SP62, iluminante D65, observador de 10° como referencia, ventana de observación: 4 mm y el componente especular excluido (Cortés-Rodríguez, 2007).
El análisis microestructural del PC+CFA se realizó por SEM utilizando un microscopio electrónico de barrido (Jeol 5910LV) a 15 Kv (Cano-Chauca et al., 2005). Las micrografías fueron realizadas al inicio del almacenamiento y a los 180 días (T =15ºC).
Diseño experimental. La evaluación de la estabilidad de las propiedades del PC+CFA durante el almacenamiento, se realizó aplicando un diseño con arreglo factorial del orden 6*7 con dos variables independientes: tratamiento y tiempo, donde el tratamiento se define como las combinaciones (temperatura – envasado) y el envasado se realizó en atmósfera de N2 y en condiciones ambientales. Las muestras fueron almacenadas en cámaras climáticas acondicionadas a humedad relativa del 65%, siendo los tratamientos aplicados: 15ºC-N2, 15ºC-Amb, 25ºC-N2, 25ºC-Amb, 35ºC-N2 y 35ºC-Amb, a los tiempos de almacenamiento (tA): 0, 30, 60, 90, 120, 150 y 180 días. Las variables dependientes evaluadas fueron: Xw, aw, S, color (L*, a*, b*), IP, R-VC, R-VD3, R-VE, R-Ca, tamaño de partícula (D10, D50, D90) y análisis microestructural. El análisis de los resultados se realizó utilizando el Software Statgraphics XVI.I, con análisis de varianza (ANOVA) con prueba de rangos múltiples, nivel de confianza del 95 % y la prueba de diferencia significativa honesta (DSH) de Tukey (Montgomery, 2004). El modelo lineal generalizado para relacionar la respuesta a las variables independientes fue el siguiente:
!"#$ = ' + )" + *# + )*"# + +"# (Ec. 1)
Cinéticas de degradación La evolución del contenido de CFA y capacidad antioxidante en el PC+CFA durante el almacenamiento, fue determinado en términos del porcentaje de retención (Ecuación 2) y modelado con cinéticas de orden 0, 1 y 2, descritas en las ecuaciones 3, 4 y 5, respectivamente, donde ,- y ,. son los valores del atributo de calidad a tiempo t y cero o inicial y k es la constante de degradación.
Retención de C= 100 * [Ct]/[Co] (Ec. 2.)
∁* = ∁0 − 2* (Ec. 3.) ∁* = ∁0 exp (−2*) (Ec. 4.) 1/∁* = 1/∁0 + 2* (Ec. 5.)
Adicionalmente, se evaluó el efecto de la temperatura a partir de la ecuación de Arrhenius (ecuación 6), determinando la energía de activación (Ea) y el factor preexponencial o de frecuencia (A) (Romero-Braquehais, 2008; Van Boekel, 2008; Labuza, 1982).

101
:;2 = :;< −=>
?@ (Ec. 6).
Isotermas de sorción de agua Las isotermas se determinaron a 15, 25 y 35 ºC, controladas en una estufa Memmert, Modelos ICH 260 y 256 L, Alemania y humedad relativa del 65%. Se empleó el método gravimétrico estático durante 30 días, recomendado por el Proyecto COST 90 (Wolf et al., 1985; Martínez-Navarrete et al., 1998) y se utilizaron soluciones sobresaturadas de P2O5, LiCl, CH3COOK, MgCl2, K2CO3, Mg(NO3)2, CuCl2, NaCl2, KCl2 y BaCl2. Adicionalmente, las muestras de alta aw utilizaron timol como agente antimicótico. Los resultados de las isotermas fueron modelados matemáticamente de acuerdo a las ecuaciones de GAB, BET, Oswin, Smith, Halsey, Henderson, Chung and Pfost, Peleg y Caurie (ver tabla 1) (Labuza & Altunakar, 2007). A partir de los resultados de las isotermas, se determinó el calor isostérico de sorción (QSt). Se determinó la bondad del ajuste de los modelos, utilizando el error cuadrático medio (ERSM) y el coeficiente de determinación (R2).
Tabla 1. Modelos matemáticos usados para ajustar las isotermas de sorción de agua en PC+CFA.
Modelo Ecuación GAB (Van den Berg & Bruin, 1981) AB = C0,DEB (1 − DEB)(1 − DEB + ,DEB)
BET (Brunauer et al., 1938) AB = C0,EB (1 − EB)(1 − EB + ,EB) OSWIN (Oswin, 1946) AB = < EB (1 − EB )
G SMITH (Smith, 1947) AB = H1 − H2ln(1 − EB)
HALSEY (Halsey, 1948) AB = −</()L;EB)1/G
HENDERSON (Henderson, 1952) AB = −ln(1 − EB)/<1/G
CHUNG y PFOST (1967) AB = E + ML;(−L;EB) PELEG (Peleg, 1993) AB = C1EB
;1 + C2EB;2
CAURIE (Caurie, 1970) AB = exp(E + MEB)
Donde: contenido de humedad (Xw) en base seca; mo: humedad de la monocapa; a, b, c1, c2, m1, m2, n1, n2, A, B, C, K: son parámetros de ajuste de cada modelo, los cuales fueron estimados con el programa Polymath® versión 6.0; T: Temperatura °K; R: constante de los gases ideales. El calor isostérico de sorción (Qst), se determinó́ usando la ecuación de Clausius-Clapeyron (ecuación 7), mediante la pendiente de la gráfica ln (aw) vs 1/T con T=Temperatura, a un Xw constante.
NO- = P − QR ST>U
RV
W
= P +?@X
>UR>U
R@ (Ec. 7.)
Donde P: calor latente de vaporización del agua pura (kJ/mol), T (ºK): la temperatura absoluta y R: (KJ/mol ºK) es la constante de los gases ideales.
Transición de fases en el PC+CA Se realizó un análisis térmico del PC+CFA utilizando un calorímetro diferencial de barrido (T.A. Instrument, Q2000, EE. UU) equipado con una unidad de refrigeración hasta -90 ºC (T.A. Instrument, refrigerated Cooling System 90). Muestras de PC+CA (5-10 mcg) obtenidas de las isotermas equilibradas de 15 ºC y diferentes aw, fueron analizadas de acuerdo a la metodología propuesta por Grabowski et al., (2006) modificada, utilizando una rampa de enfriamiento de 10 ºC/min hasta alcanzar -90 °C, un tiempo de sostenimiento de 1 min a -90 ºC y una rampa de calentamiento de 10 °C/min hasta 250 °C. Los termogramas obtenidos se examinaron usando el software Universal Analysis 2000 Program, T.A Instrument, EEUU, previa calibración de la temperatura y el calor de

102
fusión con indio. Para evaluar el efecto plastificante del agua y su influencia sobre la temperatura de transición vítrea (Tg) se utilizó el modelo de Gordon-Taylor (ecuación 8):
)1()(
w
ggwwgsg x
TTxkTT
--
+= (Ec. 8)
Donde Tgw es la temperatura de transición vítrea del agua: -135,15 °C (138,15 K), Tgs es la temperatura de transición vítrea de los sólidos anhidros, xw es la fracción másica del agua y k es la constante del modelo de Gordon-Taylor.
Resultados y discusión Composición del PC+CA La figura 1 presenta los valores promedios y desviación estándar de las propiedades fisicoquímicas y físicas (Xw, aw, S, L*, a*, b*, R-VC, R-VD3, R-VE, R-Ca, R-FT, R-DPPH, R-ABTS, IP, D10, D50 y D90) del PC+CFA en función del tratamiento y tA.
El ANOVA (tabla 2) presentó diferencias estadísticamente significativas (p<0,05) en todas las variables dependientes, con respecto al tA, tratamiento (T-E) y la interacción Tratamiento-tA; excepto el R-Ca que no presentó diferencias significativas (p>0,05) con respecto al tratamiento y la interacción tratamiento-tA, y el IP que no tuvo con la interacción.
Las variables Xw y aw del PC+CFA presentaron una variación general durante el almacenamiento entre (1,7 – 3,4 %) y (0,170 – 0,358) respectivamente; estos resultados, se consideran como parámetros de referencia básicos para la comercialización de alimentos en polvo o alimentos deshidratados, ya que garantiza una estabilidad microbiológica; por otro lado, podría contribuir a la disminución de la velocidad relativa de la actividad de auto-oxidación, oxidación lipídica, reacciones enzimáticas, reacciones hidrolíticas y de oscurecimiento (Henríquez et al., 2013; Islam-Shishir et al., 2017).
En general, la evolución de Xw y aw mostraron una tendencia a incrementar durante los primeros 60 días, siendo más pronunciado a los 30 días; posteriormente, se observa un comportamiento asintótico de las variables hasta el final del almacenamiento. Se resalta que los tratamientos (15ºC-Amb), (35ºC-Amb) y (35ºC-N2) presentaron los menores valores medios de Xw al final del almacenamiento (2,8 – 2,9 %); mientras que, para la aw se obtuvieron en los tratamientos (35ºC-Amb) y (35ºC-N2) con valores entre 0,295 - 0,304. Esta situación se atribuye principalmente por la mayor presión de vapor que experimenta el agua superficial adsorbida en las muestras a través del empaque utilizado, el cual tiene una permeabilidad al vapor de agua de <1 cc/m2 x 24h x Atm.
Comportamientos similares, han sido reportados por Muzaffar y Kumar (2016), y Udomkun et al., (2016) en polvo de tamarindo y papaya seca respectivamente, donde se considera que la cinética de sorción de agua está más influenciada por la temperatura y humedad relativa del entorno; además, por su microestructura (Udomkun et al., 2016).
La S del PC+CFA, mostró un aumento durante los primeros 30 días (58,4±1,6→ 68,5±2,7 %) y luego una fuerte disminución hasta el final de almacenamiento, siendo el tratamiento más crítico (35ºC-Amb) (68,5±2,7 % → 37,2±2,2 %). Por otro lado, los tratamientos que presentaron mayor S al final del almacenamiento fueron (15ºC-N2) y (35ºC-N2), disminuyendo hasta (58,4±1,6 → 51.5±2,3) y (58,4±1,6 → 50.4±1,1) respectivamente.

103
Figura 1. Efecto del tiempo y tratamientos durante el almacenamiento sobre el Xw, aw, S y el color en el PC+CFA.
1.5
2.0
2.5
3.0
3.5
0 30 60 90 120 150 180
Xw
(%)
Tiempo (días)
15-Amb25-Amb35-Amb15-N225-N235-N2
0.150
0.200
0.250
0.300
0.350
0 30 60 90 120 150 180
aw
Tiempo (días)
15-Amb25-Amb35-Amb15-N225-N235-N2 34
44
54
64
74
0 30 60 90 120 150 180
S (%
)
Tiempo (días)
15-Amb25-Amb35-Amb15-N225-N235-N2
74.0
79.0
84.0
0 30 60 90 120 150 180
L*
Tiempo (días)
15-Amb25-Amb35-Amb15-N225-N235-N2
0.0
2.0
4.0
6.0
0 30 60 90 120 150 180
a*
Tiempo (días)
15-Amb25-Amb35-Amb15-N225-N235-N2
4.0
9.0
14.0
0 30 60 90 120 150 180
b*
Tiempo (días)
15-Amb25-Amb35-Amb15-N225-N235-N2
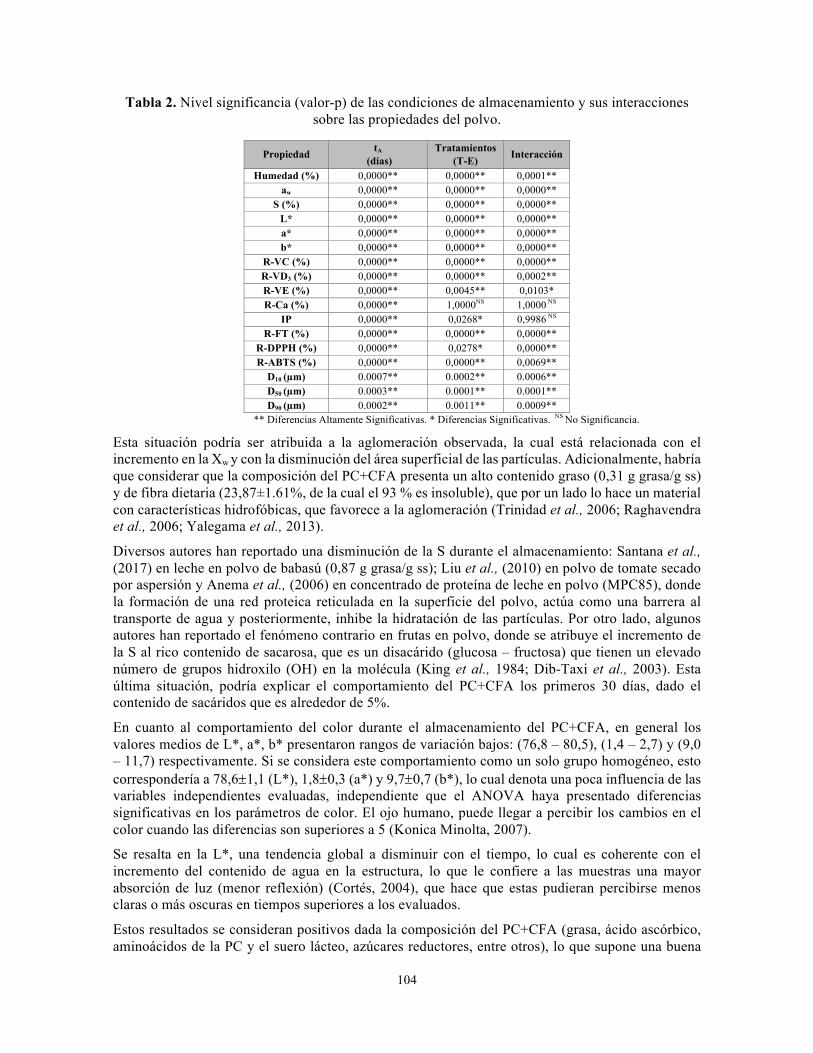
104
Tabla 2. Nivel significancia (valor-p) de las condiciones de almacenamiento y sus interacciones sobre las propiedades del polvo.
Propiedad tA
(días) Tratamientos
(T-E) Interacción
Humedad (%) 0,0000** 0,0000** 0,0001** aw 0,0000** 0,0000** 0,0000**
S (%) 0,0000** 0,0000** 0,0000** L* 0,0000** 0,0000** 0,0000** a* 0,0000** 0,0000** 0,0000** b* 0,0000** 0,0000** 0,0000**
R-VC (%) 0,0000** 0,0000** 0,0000** R-VD3 (%) 0,0000** 0,0000** 0,0002** R-VE (%) 0,0000** 0,0045** 0,0103* R-Ca (%) 0,0000** 1,0000NS 1,0000 NS
IP 0,0000** 0,0268* 0,9986 NS R-FT (%) 0,0000** 0,0000** 0,0000**
R-DPPH (%) 0,0000** 0,0278* 0,0000** R-ABTS (%) 0,0000** 0,0000** 0,0069**
D10 (µm) 0.0007** 0.0002** 0.0006** D50 (µm) 0.0003** 0.0001** 0.0001** D90 (µm) 0.0002** 0.0011** 0.0009**
** Diferencias Altamente Significativas. * Diferencias Significativas. NS No Significancia.
Esta situación podría ser atribuida a la aglomeración observada, la cual está relacionada con el incremento en la Xw y con la disminución del área superficial de las partículas. Adicionalmente, habría que considerar que la composición del PC+CFA presenta un alto contenido graso (0,31 g grasa/g ss) y de fibra dietaria (23,87±1.61%, de la cual el 93 % es insoluble), que por un lado lo hace un material con características hidrofóbicas, que favorece a la aglomeración (Trinidad et al., 2006; Raghavendra et al., 2006; Yalegama et al., 2013).
Diversos autores han reportado una disminución de la S durante el almacenamiento: Santana et al., (2017) en leche en polvo de babasú (0,87 g grasa/g ss); Liu et al., (2010) en polvo de tomate secado por aspersión y Anema et al., (2006) en concentrado de proteína de leche en polvo (MPC85), donde la formación de una red proteica reticulada en la superficie del polvo, actúa como una barrera al transporte de agua y posteriormente, inhibe la hidratación de las partículas. Por otro lado, algunos autores han reportado el fenómeno contrario en frutas en polvo, donde se atribuye el incremento de la S al rico contenido de sacarosa, que es un disacárido (glucosa – fructosa) que tienen un elevado número de grupos hidroxilo (OH) en la molécula (King et al., 1984; Dib-Taxi et al., 2003). Esta última situación, podría explicar el comportamiento del PC+CFA los primeros 30 días, dado el contenido de sacáridos que es alrededor de 5%.
En cuanto al comportamiento del color durante el almacenamiento del PC+CFA, en general los valores medios de L*, a*, b* presentaron rangos de variación bajos: (76,8 – 80,5), (1,4 – 2,7) y (9,0 – 11,7) respectivamente. Si se considera este comportamiento como un solo grupo homogéneo, esto correspondería a 78,6±1,1 (L*), 1,8±0,3 (a*) y 9,7±0,7 (b*), lo cual denota una poca influencia de las variables independientes evaluadas, independiente que el ANOVA haya presentado diferencias significativas en los parámetros de color. El ojo humano, puede llegar a percibir los cambios en el color cuando las diferencias son superiores a 5 (Konica Minolta, 2007).
Se resalta en la L*, una tendencia global a disminuir con el tiempo, lo cual es coherente con el incremento del contenido de agua en la estructura, lo que le confiere a las muestras una mayor absorción de luz (menor reflexión) (Cortés, 2004), que hace que estas pudieran percibirse menos claras o más oscuras en tiempos superiores a los evaluados.
Estos resultados se consideran positivos dada la composición del PC+CFA (grasa, ácido ascórbico, aminoácidos de la PC y el suero lácteo, azúcares reductores, entre otros), lo que supone una buena

105
encapsulación de la matriz por la Gxantan y la MD, que estaría contribuyendo a inhibir fenómenos oxidativos y la reacción de Maillard (Islam-Shishir et al., 2017; Secchi et al., 2017), asociados a los cambios de color.
Comportamientos similares han sido reportados por Muzaffar y Kumar, (2016) en polvo de tamarindo. Sin embargo, otros autores han reportado cambios importantes en el color: Islam-Shishir et al., (2017), reportó pérdida de color por fenómenos oxidativos en polvo de guayaba por efecto de la TA y el tipo empaque; lo mismo que, Mexis et al., (2009) en granos de almendra molida (Prunus dulcis). Por otro lado, Liu et al., (2010); Zorić et al., 2017 y Kha et al., (2015), reportaron en polvos de tomate, cereza y aceite gac encapsulado respectivamente, influencia de la TA y el tA sobre la disminución de L*, a* y b*, siendo correspondiente con incremento del ΔE.
En los %R-CFA, las cantidades iniciales de las vitaminas fueron: vitamina C (VC): 2,11±0,10 mg/g de PC+CFA; vitamina D3 (VD3): 223,76±12,51 mg/g PC+CFA y vitamina E (VE): 0,20±0,01 UI/g PC+CFA. El almacenamiento durante los 180 días provocó pérdidas significativas en las tres vitaminas en todos los tratamientos (ver figura 2); siendo mayores los R-Vitaminas a TA más bajas, y en los tratamientos donde el PC+CFA estuvo empacado con N2.
Las perdidas más significativas VC encontrados al final del almacenamiento se presentaron en el tratamiento 35ºC-Amb, donde el %R-VC encontrado fue solo del 11,9±0,2; con respecto a la cantidad inicial encontrada; mientras que los tratamientos con %R más altos fueron a 15ºC-N2 (62,6±5,7 %); 25ºC-N2 (68,7±5,1 %) y 35ºC-N2 (44,6±2,3) (ver figura 2).
La degradación de la VC durante el periodo de almacenamiento, podría estar relacionada con la reactividad con el oxígeno presente en las muestras con empacado atmosférico y a la presencia de iones ferrosos (Romero-Braquehais, 2008), lo que en parte explica la mayor pérdida de VC en el empacado atmosférico comparado con el empacado con N2, donde este al ser un gas incoloro, inodoro e insípido e inerte, que no reacciona químicamente con otras sustancias y presenta además una solubilidad muy baja, que se utiliza como sustituto del oxígeno y lo desplaza en el espacio de cabeza del envase con el fin de evitar el desarrollo de microorganismos aerobios y los problemas de oxidación (García-Iglesias et al., 2006).
Igual comportamiento reportaron Hymavathi y Khader, (2005), Chávez-Servín et al., (2008) y Liu et al., (2010), con polvo de mango, leche en polvo para lactantes y tomate respectivamente, donde se presentaron pérdidas significativas de ácido L-ascórbico, que se incrementaron con el aumento del tA y las TA más bajas ayudaron a retener un mayor nivel de ácido L-ascórbico, hasta de 80,98 % a 0 °C, a 63,09 % a 25 °C y 4,69 % a 37 °C, indicando la dependencia de la temperatura, donde la oxidación del ácido L-ascórbico comienza con la formación del ácido deshidroascórbico, que puede sufrir además una serie de reacciones con aminoácidos que conducen a la formación activa de pigmentos. La tasa de pérdida de ácido L-ascórbico durante el almacenamiento depende del tipo de procesamiento y las condiciones almacenamiento y embalajes (Hymavathi y Khader, 2005; Liu et al., 2010).
Udomkun et al., (2016) y Prodyut et al., (2014), con trozos secos de papaya y piña respectivamente, reportaron que la degradación del ácido ascórbico (AA) se aceleró exponencialmente durante los primeros 3 meses de almacenamiento en diferentes tipos de empaque, reduciéndose marcadamente en 42 veces y 96 veces respectivamente, planteando la inestabilidad del AA y donde la degradación progresiva durante el almacenamiento podría estar asociada con un aumento de la aw, así como del Xw, ya que el agua libre puede actuar como un disolvente para reactivos y como catalizador. Así mismo otras condiciones de almacenamiento, como el pH, la temperatura y la presencia de catálisis de iones metálicos, también pueden conducir a la degradación de AA (Lešková et al., 2006). Mientras Bosch et al., (2013), al final del almacenamiento (8 meses), encontrando una relación inversamente proporcional entre el %R-VC y la TA (100,0 %, 63,3 %, 36,1 % y 64 % a 4, 25, 37 y 50 °C, en alimentos infantiles a base de frutas.

106
Figura 2. Efecto del tiempo y tratamientos durante el almacenamiento sobre los %R-Vitaminas y Ca en el PC+CFA.
10.0
30.0
50.0
70.0
90.0
0 30 60 90 120 150 180
% R
eten
ción
Vit.
C
Tiempo (días)
15-Amb25-Amb35-Amb15-N225-N235-N2
31.0
51.0
71.0
91.0
0 30 60 90 120 150 180
% R
eten
ción
Vit.
D3
Tiempo (días)
15-Amb25-Amb35-Amb15-N225-N235-N2
43.0
63.0
83.0
0 30 60 90 120 150 180
% R
eten
ción
Vit.
E
Tiempo (días)
15-Amb25-Amb35-Amb15-N225-N235-N2
87.0
89.0
91.0
93.0
95.0
97.0
99.0
0 30 60 90 120 150 180
% R
eten
ción
Ca
Tiempo (días)

107
Romero-Braquehais, (2008), evaluó el comportamiento de la VC en almacenamiento en leche líquida, a diferentes temperaturas (23 – 30 y 37 °C), siendo mayor la degradación entre más alta la temperatura de almacenamiento, donde la disminución fue significativa (p<0,001) a partir del segundo mes de almacenamiento, manteniendo las diferencias durante el resto del periodo de almacenamiento. Los factores que pueden influir en la naturaleza del mecanismo de degradación incluyen la temperatura, concentración de sal y azúcar, pH, oxígeno, enzimas y metales. Por lo que el problema de la oxidación del ácido ascórbico durante su almacenamiento es resuelto por la adición de una concentración más elevada antes de su procesado, de manera que el nivel recomendado está presente al final de su vida comercial.
El %R-VD3 mostró una pérdida más pronunciada durante los primeros 30 días de almacenamiento (ver figura 2) y a partir de allí hasta el final del almacenamiento presento un comportamiento casi asintótico para todos los tratamientos; las mayores pérdidas se presentaron para los tratamientos 35ºC-Amb y 35ºC-N2 con %R de 32,9±0,3 y 35,3±0,9 respectivamente; mientras los que presentaron mayores %R fueron a 15ºC-Amb y 15ºC-N2 (48,7±1,4 y 51,0±1,0). Los estudios de estabilidad de la VD3 son limitados y se han reportado varios resultados contradictorios. La degradación de las vitaminas depende de las condiciones específicas durante el proceso, por ejemplo, temperatura, oxígeno, luz, humedad, pH y durante los tratamientos térmicos (Leškova et al., 2006; Kaushik et al., 2014). Igualmente, la degradación de la VD3 durante el periodo de almacenamiento en el empacado con N2 fue menor que con el atmosférico, lo que está relacionado con la reactividad de la VD3 con el oxígeno presente en la muestra (Romero-Braquehais, 2008), explicando la mayor pérdida en el empacado atmosférico.
Hemery et al., (2015), reportó pérdidas de VD3, durante el almacenamiento del aceite de soja enriquecido, donde las pérdidas alcanzaron 61-68 % cuando los aceites fueron expuestos a luz natural y 24-44 % para las muestras almacenadas en semi-oscuridad; durante el primer mes, los factores que tuvieron mayor influencia en la retención de vitamina D3 fueron el contenido de !-tocoferol de los aceites y la interacción entre el tiempo y el tipo de aceite, mientras que durante el segundo mes, el tiempo de almacenamiento tuvo el mayor efecto sobre la retención de VD3.
Romero-Braquehais, (2008), evaluó el comportamiento de la VD en almacenamiento en leche líquida, a diferentes temperaturas (23 – 30 y 37 °C), donde se demostró el efecto de la temperatura sobre la inestabilidad de la vitamina D, siendo a 37 °C, donde se produjeron las mayores pérdidas de la misma y a la vez, durante los 3 primeros meses de almacenamiento, siendo este comportamiento similar al encontrado en el presente trabajo. Se sabe que la vitamina D es susceptible a un rango de pH alcalino, a la luz y al calor.
En general los %R-VE, presentaron las mayores pérdidas durante los primeros 60 días de almacenamiento, encontrándose que los tratamientos 25ºC-Amb y 35ºC-Amb presentaron los valores más bajos valores (46,5±7,8 y 46,2±0,3 respectivamente); mientras los tratamientos a 15ºC-Amb, 15ºC-N2 y 25ºC-N2 con valores de 51,8±0,6; 57,2±3,2 y 54,6±1,2 respectivamente, presentaron los valores más altos. Dicho comportamiento podría estar atribuido a factores medioambientales tales como la luz, oxígeno y la temperatura, además de los factores relacionados con el alimento como el Xw, la aw, la oxidación lipídica, el medio alcalino y pequeñas cantidades de metales de transición (Romero-Braquehais, 2008).
Hemery et al., (2015), reportó pérdidas de VE, durante el almacenamiento del aceite de soja enriquecido, donde en todos los ensayos el contenido de !-tocoferol disminuyó muy lentamente, y sólo durante el segundo mes de almacenamiento se incrementó, el factor que tuvo mayor influencia en la retención fue el tiempo de almacenamiento; el nivel de luz (semi-oscura frente a la natural) no tuvo un efecto significativo sobre la retención de !-tocoferol. Mientras Chávez-Servín et al., (2008), en leche en polvo para lactantes encontraron pérdidas significativas, que se incrementaron con el aumento del tA y las TA.

108
Romero-Braquehais, (2008), encontró que en leche líquida la VE se mantuvo estable durante los dos primeros meses, mientras que, a partir del tercer mes hasta el noveno mes, la concentración de la vitamina E disminuyó significativamente (p<0,0005). El comportamiento de la vitamina E cuando se almacenó a 30 y 37 °C fueron muy similares.
El %R-Calcio, en general fue estable durante todo el periodo de almacenamiento, con un porcentaje de retención del 98,9%, en el día 180, presentando solo efectos estadísticamente significativos con respecto al tA.
El Índice de Peróxidos (IP), en general para todos los tratamientos presento un incremento desde 2,43±0,89 en el tiempo 0 a 3,5±0,17 meqH2O2/kg grasa, en el día 60 y posteriormente disminuyó bruscamente a valores promedio de 1,02±0,2 meqH2O2/kg grasa, en el día 90 y a partir de allí presentó un comportamiento asintótico hasta el día 180, obteniéndose valores promedios entre 0,12±0,03 y 0,89±0,3 (ver figura 3); un valor de peróxido de 10 mEq. O2/kg de grasa fue considerado como el "valor máximo" límite crítico para la aceptación de los productos de coco, más allá de los cuales los productos de coco se tornan rancios (FAO, 2006).
El PC+CFA es vulnerable a la oxidación de lípidos, dando lugar a la formación de peróxidos de grasa causada por oxígeno molecular y el ácido graso insaturado, dicho comportamiento, puede ser debido a que el aceite es liberado a la superficie del polvo durante el almacenamiento, debido a cambios físicos y químicos en los materiales de pared y a la difusión molecular del aceite a través de ellos (Aghbashlo et al., 2013). Al mismo tiempo la estructura de encapsulación también podría debilitarse cuando las muestras se exponen a temperaturas más altas durante un tiempo más largo, provocando altas velocidades de liberación del aceite a la superficie. El IP aumenta significativamente durante el almacenamiento y está relacionada con el mayor contenido de aceite superficial (Kha et al., (2015).
La disminución del IP a partir del día 60 en el almacenamiento para todos los tratamientos es debida a la no formación de más peróxidos, debido probablemente a la conversión de los ácidos grasos libres en productos de oxidación secundarios (alcanos, alquenos, malonaldehidos) (Hemery et al., 2015).
Kha et al., (2015), con aceite gac encapsulado, almacenado a diferentes temperaturas y periodos de tiempo, evaluaron el contenido de aceite superficial, los resultados estadísticos indicaron que los factores investigados impactaron significativamente el contenido de aceite superficial y el IP (212 y 374 meq/kg) (P<0,001). Las temperaturas de almacenamiento más altas y tiempos más largos (40 y 63 ºC durante 120 y 28 días) resultaron en un aumento en el contenido de aceite superficial y en el IP. De forma similar, también aumentaron cuando las muestras estaban en presencia de aire y luz (P <0,001). Jena y Das, (2012), evaluando la vida útil de leche de coco en polvo empacado en una película de polietileno laminado con aluminio, en condición atmosférica de TA de 38±2 °C y HR de 90±1 %, por un tiempo de 30 días debido a la incidencia de formación de grumos en el polvo. El valor del IP medido al final de este estudio resultó ser 7,11 mEq. O2 por kg de grasa, esto se debe al bajo valor de permeabilidad de O2 de la película de envasado utilizada.
Hemery et al., (2015), reportó que, durante el almacenamiento del aceite de soja enriquecido, la peroxidación lipídica de los aceites tuvo lugar desde el comienzo del almacenamiento (oscuridad). Los ácidos grasos libres se liberaron durante la mayor parte del almacenamiento, pero las reacciones de degradación fueron limitadas, como lo demuestran los valores finales de peróxido por debajo del límite aceptable para consumo humano (10 mEq O2/kg) y durante el segundo mes de almacenamiento, el contenido de ácidos grasos libres disminuyó ligeramente y el IP aumentó, en particular cuando los aceites se expusieron a la luz. De hecho, se sabe que los antioxidantes (!-tocoferol) reducen la producción de peróxido y ácidos grasos libres; lo anterior podría explicar los bajos valores del IP durante el almacenamiento del PC+CFA, además del efecto del TBHQ, como antioxidante.

109
.
Figura 3. Efecto del tiempo y tratamientos durante el almacenamiento sobre el IP y la retención de antioxidantes en el PC+CFA.
0.1
1.1
2.1
3.1
0 30 60 90 120 150 180IP (m
eq H
2O2/
Kg
gras
a)
Tiempo (días)
15-Amb25-Amb35-Amb15-N225-N235-N2
31.0
51.0
71.0
91.0
0 30 60 90 120 150 180
% R
eten
cíon
FT
(mg
ácid
o gá
lico/
g)
Tiempo (días)
15-Amb25-Amb35-Amb15-N225-N235-N2
84.0
89.0
94.0
99.0
0 30 60 90 120 150 180
% R
eten
ción
DPP
H (m
g tr
olox
/g)
Tiempo (días)
15-Amb25-Amb35-Amb15-N225-N235-N2
37.0
57.0
77.0
97.0
0 30 60 90 120 150 180
% R
eten
ción
AB
TS
(mg
trol
ox/g
)
Tiempo (días)
15-Amb25-Amb35-Amb15-N225-N235-N2

110
Mientras Mexis et al., (2009), con granos de almendra molida, encontró que a medida que la barrera de O2 del material de embalaje disminuye, el efecto de la temperatura se vuelve más significativo, Además, independientemente de la atmósfera interna de envasado, la TA tuvo un efecto más pronunciado que la luz. El IP para almendras frescas presentó un valor menor de 2,0 meq O2/kg, mientras que un valor inferior a 25 meq O2/kg de aceite puede considerarse como el umbral de aceptabilidad para los frutos secos.
Los valores iniciales de antioxidantes en el día 0, fueron: Fenoles totales (FT): 29,7±7,6 mg ácido gálico/g PC+CFA, DPPH: 0,46±0,004 mg trolox/g PC+CFA y ABTS: 0,54±0,002 mg trolox/g PC+CFA. El almacenamiento durante los 180 días provocó pérdidas significativas en los antioxidantes en todos los tratamientos (ver figura 3); siendo mayores los %R-Antioxidantes a TA más bajas, y donde el PC+CFA estuvo empacado con N2.
Se encontró en general, que el porcentaje de retención de la capacidad antioxidante en ABTS (%R-ABTS), presentó mayor estabilidad durante el almacenamiento con el 89,37±2,58 %, en el día 180, acelerándose su degradación bruscamente en los últimos 30 días del almacenamiento; mientras que los %R-FT y %R-DPPH, fueron del 45,91±8,63 % y 41,50±1,87 %, respectivamente, donde se degradaron linealmente durante todo el periodo de almacenamiento (ver figura 3).
En los FT, los tratamientos más críticos que presentaron menores %R, fueron 35ºC-Amb y 35ºC-N2 (37,5±5,5 y 36,7±2,2 respectivamente), mientras en el DPPH, aunque las pérdidas fueron menos significativas el tratamiento a 35ºC-Amb (86,3±2,1 %) presento el menor %R; y en el ABTS prácticamente los valores fueron similares para todos los tratamientos con un promedio de 41,5±1,1 %. Y los tratamientos que presentaron mayores %R fueron: FT: 25ºC-Amb (56,6±7,5); DPPH: 15ºC-N2 (91,9±1,8).
Igual comportamiento reportó Udomkun et al., (2016), con papaya seca, donde se presentaron efectos por el tipo de empaque (películas de polietileno y aluminio (ALP) y poliamida / polietileno (PA/PE)) y por el tA sobre la capacidad antioxidante y el contenido de fenoles totales, donde los valores medios al inicio del almacenamiento fueron 4,62 y 4,74 !M trolox g-1 en base seca, para DPPH y ABTS respectivamente, mientras que para fenoles totales, que exhiben capacidad antioxidante hidrófila, tenían un contenido de 25,45 mg ácido gálico 100 g-1; los cuales disminuyeron significativamente durante el período de almacenamiento, particularmente después de 3 meses, reduciéndose en un 62, 25 y 37 % respectivamente, en bolsas de ALP durante 9 meses, y en un 66, 27 y 40 %, en empaques de PA/PE; una explicación podría deberse a la activación de enzimas oxidativas como la polifenoloxidasa o la oxidación química de compuestos fenólicos, además, la pérdida de compuestos fenólicos también puede estar más estrechamente asociada con la temperatura de almacenamiento, el pH, así como la exposición al oxígeno, a la luz, a los cambios en el Xw, la aw y a la formación y acumulación de melanoidionas así como con los productos de reacción de Maillard.
Comportamiento y valores similares reportó Henríquez et al., (2013), con polvo de cáscara de manzana utilizando dos materiales de embalaje (Polietileno de alta densidad (HDPE) y películas metalizadas de alta barrera (MFHB), se observó que los fenoles disminuyeron durante el período de almacenamiento en ambos materiales de embalaje ensayados, independientemente de las condiciones de almacenamiento (TA y HR) utilizadas. De hecho, los resultados indican que en el polvo de cáscara de manzana almacenado a 38 °C durante 120 días, la pérdida de fenoles fue mayor cuando se empaquetó en HDPE. Al final del período de almacenamiento, la pérdida de fenoles totales en MFHB alcanzó el 52,0 %, mientras que en la bolsa de HDPE alcanzó el 64,6 %. Bajo condiciones convencionales, después de 120 días la pérdida de fenoles fue de 15,4, 18,9 y 23,4 % en las muestras empaquetadas en HPDE a 4, 10 y 25 °C, respectivamente; Mientras que en las muestras empaquetadas en MFHD la reducción de fenoles fue de 13,8, 16,5 y 21,3 %, a 4, 10 y 25 °C, respectivamente.
Además, los datos muestran Xw mas altos, se acelera la degradación, reflejando que la pérdida de compuestos fenólicos fue mayor en las muestras embaladas en HDPE, ya que la absorción de agua

111
en este empaque fue mayor, presentando efectos de interacción entre la humedad y cada factor: envasado, temperatura de almacenamiento y tiempo (p≤0,05) y la disponibilidad de oxígeno para las reacciones de oxidación como resultado de la diferente permeabilidad al gas de los materiales de empaque puede ser determinante de la pérdida de fenoles (Sacchetti et al., 2008).
Mientras Jiménez-Aguilar et al., (2011) con polvo de arándanos, almacenados en oscuridad a 4 °C tuvieron pérdidas del 10 % del contenido fenólico total y del 15 % en la actividad antioxidante (ABTS) después de 4 semanas de almacenamiento; mientras que al ser almacenado a 25 °C y en presencia de luz, presentaron pérdidas del 33 %, en ambos.
Daza et al., (2016), con polvo de cagaita, reporto perdidas en el contenido fenólico total superiores al 25% en todas las muestras al final del almacenamiento a 30 °C y al 32,8 % de humedad relativa durante 120 días, lo anterior se debe al hecho de que las muestras presentaron aglomeración, que puede asociarse con la rápida absorción de agua en los primeros días de almacenamiento.
Zorić et al., 2017, con polvo de cereza encapsulado, encontró que, al comparar los dos materiales de embalaje, se puede ver que los cambios principales de calidad aparecieron después de 6 meses de tiempo de almacenamiento a temperaturas más altas, mientras que la retención fenólica total fue aproximadamente 30 % menor en comparación con las muestras de control.
Distribución del tamaño de partícula (D10, D50 y D90) En general se presentó un aumentó en los 3 percentiles entre los días de almacenamiento 0 y 180, presentando comportamientos muy similares (ver figura 4); siendo el tratamiento 15°C-Amb, en los 3 percentiles, el que presento el mayor aumento en el tamaño de partícula pasando de 1,7±0,03 a 13,3±3,0 µm en D10; 8,5±2,3 – 870,5±55,2 µm en D50 y 78,8±27,0 a 1350,1±1,8 µm en D90. Mientras en los demás tratamientos las diferencias no fueron tan grandes para los 3 percentiles (D10: 2,03±0,3 µm; D50: 33,2±14,9 µm; D90: 168,5±81,8 µm).
Este comportamiento se podría explicar por el incremento continuo observado en la ganancia de humedad durante el almacenamiento, provocando posiblemente una aglomeración significativa del PC+CFA, perdiendo sus características de flujo libre y presentándose formación de grumos; Pua et al., (2008), con aceite de Jaca encapsulado por spray (Artocarpus heterophyllus), reportó que el control estricto del contenido de humedad y del almacenamiento a bajas temperaturas, son factores claves para minimizar los efectos del aglomerado de polvos.
El aumento del tamaño de partícula podría estar asociado al incremento en el Xw; el mismo comportamiento reportó Mosquera-Mosquera, (2010), con polvo de borojó encapsulado con maltodextrina al ser almacenado a humedades relativas superiores al 50 %, al mismo tiempo encontró que como resultado de la humidificación los azúcares se cristalizan formando aglomeraciones por efecto de la pegajosidad. El colapso en productos pulverizados implica cambios estructurales dependientes del tiempo que suponen cambios en las propiedades mecánicas relacionadas con el apelmazamiento o la pegajosidad. Por otra parte, la velocidad de apelmazamiento es función de la temperatura, de la humedad relativa y del tiempo.
Según Aguilera et al., (1995), es difícil dar una definición estricta de aglomeración, ya que los cambios en un sistema de partículas dependen de la temperatura, la humedad y la posición dentro del polvo. El término más comúnmente utilizado para explicar el mecanismo de colapso o apelmazamiento, es el apelmazamiento por humedad, el cual puede ser clasificado como de tipo químico o de tipo flujo plástico, de acuerdo a sus características particulares. El primero está causado por reacciones químicas en las que un componente se modifica o se genera y el segundo cuando las partículas exceden un valor umbral y se pegan unas a otras; estableciendo que el mecanismo de apelmazamiento por humedad en alimentos en polvo presenta cuatro estados diferentes: formación de puentes, aglomeración, compactación y licuado.

112
Figura 4. Efecto del tratamiento y el tA durante el almacenamiento sobre la distribución del tamaño de partícula en el PC+CFA.
Figura 5. Micrografías del PC+CFA en los tiempos de almacenamiento: día 0 y 180.
El análisis microestructural (SEM) de la morfología de las partículas del PC+CFA, es una herramienta fuerte para determinar y observar el fenómeno de aglomeración o aglomeración en la superficie del polvo durante el almacenamiento (Liu et al., 2010). Las microfotografías obtenidas a las condiciones óptimas de secado (día de almacenamiento 0), exhibieron forma esférica y varios tamaños, superficies lisas y algunas rugosas, algunas con paredes colapsadas y de estructura aglomerada, debido a efectos electrostáticos y a las fuerzas de van der Waals (León-Martínez et al., 2010), lo cual es característico de polvos secados por pulverización (Frascareli et al., 2012; Jafari et al., 2016; Mohammed et al., 2017) (ver figura 5).
Después de 180 días de almacenamiento, se encontró que las muestras de PC+CFA se colapsaron estructuralmente por el fenómeno de aglomeración debido probablemente a la absorción de agua sobre la superficie de las partículas, lo que podría ser la etapa temprana del fenómeno de apelmazamiento descrito anteriormente (Islam-Shishir et al., 2017).
1.2
16.2
0 180
D10
(µm
)
Tiempo (días)
15-Amb25-Amb35-Amb15-N225-N235-N2
0
1000
0 180
D50
(µm
)
Tiempo (días)
15-Amb25-Amb35-Amb15-N225-N235-N2
0
1000
0 180
D90
(µm
)
Tiempo (días)
15-Amb25-Amb35-Amb15-N225-N235-N2

113
Cinética de degradación de los CFA Las pérdidas de vitaminas y de capacidad antioxidante, siguieron diferentes modelos cinéticos de degradación, donde la VC, DPPD y ABTS, presentaron reacciones de orden cero (0), mientras los Fenoles fueron de primer orden (1) y la VD3 y VE de segundo orden (2); tanto para el PC+CFA empacado al ambiente como con N2, se pudo comprobar que la mayor degradación cinética de los CFA, se obtiene con menor Ea (ver tabla 3).
En la VC, los coeficientes de correlación (R2), para todas las temperaturas y tipos de empacado presentaron en general valores >0,9; los valores de k muestran la velocidad de degradación, siendo mayores para el empacado al ambiente que con N2 (a valores mayores de k, menor estabilidad) (ver tabla 3); igual comportamiento reportó Romero-Braquehais, (2008), en la leche líquida.
El efecto de la temperatura de almacenamiento sobre la degradación de la VC determinada por la ecuación de Arrhenius, bajo los modelos cinéticos de orden 0 y 1, arrojó que la energía de activación (Ea) para el modelo cinético de orden 1, fue de 44,679 kJ/mol, y para el modelo de orden 0 de 24,584 kJ/mol, en el empacado al ambiente; mientras los valores del PC+CFA empacado con N2 fueron menores 27,317 y 21,743 kJ/mol, para cada modelo cinético respectivamente; mientras los coeficientes de correlación (R2), fueron mayores para el modelo cinético de orden cero, en ambos tipos de empaque (Ambiente – 0,993; N2 – 0,978) (ver tabla 4); resultados similares reportó Romero-Braquehais, (2008), en leche líquida; en cuanto al orden del modelo cinético (0) y al R2= 0,99; pero menores en cuanto a la Ea= 13,91 Kcal/mol; la diferencia en la Ea con respecto a los obtenidos en los diferentes estudios, puede ser debido a los diferentes rangos de temperatura y a las diferentes condiciones medioambientales, tales como el oxígeno, humedad, pH y por supuesto por la composición de la matriz.
La Ea puede ser vista como la barrera energética que las moléculas necesitan cruzar para poder reaccionar. La proporción de moléculas capaces de hacerlo aumenta con la temperatura, lo que cualitativamente explica el efecto de la temperatura sobre las tasas y el significado físico de A es que representa la constante de velocidad a la que todas las moléculas tienen suficiente energía para reaccionar (Ea= 0) (Romero-Braquehais, 2008). La energía de activación indica en cierta manera cómo de rápido es la velocidad de la reacción. En este caso, la energía de activación para la cinética de orden cero fue inferior a la obtenida por la cinética de orden uno, indicando que la degradación de la VC que sigue una cinética de orden cero es mucho mayor que si sigue una cinética de orden uno Romero-Braquehais, 2008).
Bosch et al., (2013), evaluó la cinética de la degradación del ácido ascórbico (AA) en los alimentos infantiles a base de frutas durante el almacenamiento, reportando un modelo de cinética de primer orden, donde los valores registrados para k, obtenidos para la cinética de primer orden fueron 0,05415, 0,2199 y 0,7469 a 25, 37 y 50 °C, respectivamente, confirmando así la degradación dependiente de la temperatura de AA y el valor obtenido de Ea fue 20,11±0,33 kcal/mol.
Tabla 3. Coeficientes cinéticos de degradación y parámetros estadísticos del análisis de regresión de los compuestos funcionalmente activos de polvo de coco bajo diferentes condiciones de
almacenamiento.
Variable Orden reacción
Vitamina C Vitamina D3 Vitamina E Fenoles ABTS DPPH
TA - E 0 2 2 1 0 0
15-Amb k -0,159 0,0004 0,406 -0,1594 -0,0412 -0,0096 Co 2,119 0,003 1,942 8,323 0,623 0,4472 R2 0,943 0,832 0,94 0,751 0,667 0,91
25-Amb k -0,215 0,0004 0,5002 -0,0874 -0,0403 -0,0075 Co 2,363 0,003 1,815 8,026 0,616 0,467 R2 0,958 0,688 0,941 0,805 0,647 0,892
35-Amb k -0,310 0,0006 0,46 -0,1245 -0,0406 -0,0095 Co 2,271 0,003 1,861 8,157 0,609 0,471

114
k: Constante de velocidad; (-) el signo menos indica la degradación del CFA. Co: Concentración inicial. R2: Coeficiente de determinación.
En la VD3, la cinética de degradación presentó reacciones de orden 2, donde los valores k, que muestran la velocidad de degradación, tanto para el empacado al ambiente que con N2 fueron muy similares (ver tabla 3) y los coeficientes de correlación (R2), para todas las temperaturas y tipos de empacado presentaron en general valores relativamente validos >0,67 y <0,84, valores parecidos a los reportado por Romero-Braquehais, (2008), en leche líquida paro con cinéticas del orden 1 y con los escasos datos disponibles en la literatura, no es posible asegurar si las pérdidas de la vitamina D siguen una ecuación cinética de orden 0, 1 ó 2, por tanto sería necesario aumentar el tA o las TA, para tener una visión más clara; en cuanto al efecto de la temperatura sobre la degradación de la VD3, la cinética de orden 1, presentaron un R2 >0,86 tanto en el empacado atmosférico (EA) como con N2 (EN2), mientras que las de orden 0, presentaron R2 de 0,646 y 0,853 respectivamente. La Ea para la reacción de orden 0 fueron de 3,498 (EA) y 4,069 (EN2) kJ/mol, siendo menores que las de orden 1; 8,505 (EA) y 8,757 (EN2) kJ/mol, sugiriendo una mayor dependencia de la temperatura en la velocidad de degradación de la VD3 (ver tabla 4).
La VE siguió un modelo cinético de degradación de orden 2, para todas las temperaturas y condiciones de empacado, presentándose un comportamiento similar para las vitaminas liposolubles, los R2 fueron >0,9; las constantes de velocidad (k) fueron mayores para las muestras empacadas al ambiente que con N2 (ver tabla 3), esto indica una degradación más lenta de la VE empacadas con N2. El efecto de la temperatura de almacenamiento sobre la degradación de la VE, tanto para una cinética de orden 0 como de orden 1, mostraron un R2 >0,75 y >0,99 tanto EA como EN2 respectivamente, mientras que la Ea fue menor para las reacciones de orden 0 y para el empaque con N2 (ver tabla 4). Romero-Braquehais, (2008), reportó para leche líquida, cinéticas de degradación de VE de orden 1, y Ea similares a las encontradas en este trabajo.
En cuanto a la degradación de los antioxidantes; en los Fenoles, se encontró que se obtuvieron cinéticas de degradación de orden 1, para todas las temperaturas y condiciones de empacado, donde las k, fueron mayores para el EA (más susceptibles a la degradación), pero los R2 más altos para el EN2 (>0,9) (ver tabla 3); El efecto de la temperatura de almacenamiento sobre la degradación de los fenoles determinada por la ecuación de Arrhenius, bajo los modelos cinéticos de orden 0 y 1, arrojo que la energía de activación para el modelo cinético de orden 1 y para los EA, fue mayor que para los de orden 0 y EN2 (ver tabla 4), y los R2 fueron >0,95.
La pérdida de capacidad antioxidante determinada para ABTS y DPPH, presentaron cinéticas de degradación de orden 0, con el mismo comportamiento en los valores de k y los R2, aunque en ABTS los valores de R2 oscilaron entre 0,61 y 0,69; mientras en DPPH >0,9; describiéndose mejor el comportamiento de pérdida de capacidad antioxidante en estos (ver tabla 3). Mientras las Ea y los R2 del efecto de las temperaturas bajo los modelos cinéticos de orden 0 y 1, en DPPH fueron mayores para el EA, pero los R2 menores que el EN2, presentándose el efecto contrario en ABTS en la Ea,
pero los R2 similares y >0,82 (ver tabla 4).
R2 0,937 0,832 0,92 0,933 0,686 0,856
15-N2 k -0,0991 0,0003 0,3446 -0,1358 -0,0412 -0,0072 Co 2,301 0,002 2,146 8,154 0,624 0,463 R2 0,744 0,772 0,934 0,971 0,681 0,902
25-N2 k -0,1025 0,0004 0,3755 -0,1148 -0,039 -0,007 Co 2,3304 0,0025 2,194 8,123 0,616 0,466 R2 0,891 0,683 0,938 0,971 0,659 0,929
35-N2 k -0,1797 0,0005 0,3787 -0,1793 -0,0394 -0,0075 Co 2,386 0,0027 2,293 8,267 0,618 0,466 R2 0,9 0,676 0,873 0,91 0,614 0,947

115
Tabla 4. Influencia de la temperatura de almacenamiento y tipo de empacado sobre A, Ea y parámetros estadísticos (R2) en la degradación de compuestos funcionalmente activos en polvo de
coco.
Ea: energía de activación (kJ/mol) A: factor preexponencial
R2: Coeficiente de determinación.
Zorić et al., (2017), con polvos de cereza, encontró una cinética de reacción de primer orden para la degradación fenólica, que representó una pérdida más progresiva a temperaturas de almacenamiento más altas y fue confirmada por parámetros cinéticos, donde la constante de velocidad (k) varió entre 0,02 y 0,067 y la energía de activación (Ea) entre 10,956 – 31,59 kJ/mol y los R2 se situaron entre 0,64 y 0,99, encontrándose que la mayor degradación fenólica en los polvos, se comprueba con menor Ea; comportamiento similar se encontró en el presente trabajo.
Henríquez et al., (2013), con polvo de cáscara de manzana utilizando dos materiales de embalaje (Polietileno de alta densidad (HDPE) y películas metalizadas de alta barrera (MFHB)), se observó que los fenoles disminuyeron durante el período de almacenamiento en ambos materiales de embalaje ensayados, independientemente de las condiciones de almacenamiento (temperatura y HR) utilizadas. Esto fue confirmado por los parámetros cinéticos de la degradación fenólica a lo largo del tiempo de almacenamiento, donde en todos los casos, el análisis de regresión sugiere una cinética de orden 0, con un valor relativamente inferior de Ea en HDPE en comparación con MFHB (3.038±84,85 cal/mol K y 3.220±157,03 cal/mol K, respectivamente) y donde los mayores valores k (constantes para la degradación fenólica) en el primer empaque, podría sugerir que la degradación de los fenoles puede estar asociada a la ganancia de humedad del producto. En efecto, la pérdida de atributos de calidad alimentaria se produce en condiciones de humedad más altas cuando hay mayor movilidad de los reactivos, disolución de ácidos orgánicos.
Mientras Daza et al., (2016), con polvo de cagaita, la degradación de los fenoles exhibió un comportamiento cinético de primer orden.
Udomkun et al., (2016), en papaya seca, evaluaron los efectos por el tipo de empaque (películas de polietileno y aluminio (ALP) y poliamida/polietileno (PA/PE)) y por el tA sobre la capacidad antioxidante y el contenido de fenoles totales, reportando que los parámetros de calidad seguían reacciones de orden 0, excepto para el ácido ascórbico (AA), que se describió mejor utilizando un parámetro de calidad modelo de primer orden y donde los R2 fueron >0,95; y los valores de k, que muestran que los cambios de velocidad fueron más drásticos para las muestras almacenadas en envases de PA/PE en comparación con los de las bolsas de ALP, lo que significa que se produjo mayor degradación en papaya seca cuando se envasó en PA/PE.
Tipo de empacado
Orden reacción Parámetros Vit. C Vit. D3 Vit. E Fenoles ABTS DPPH
Ambiente
0 Ea 24,584 3,498 1,851 15,14 0,812 9,202 A 8,4095 5,123 -2,5417 11,657 -2,874 -1,017 R2 0,993 0,646 0,815 0,952 0,958 0,798
1 Ea 44,679 8,505 4,5827 22,217 0,41 9,417 A 16,328 1,412 -0,2143 6,85 -2,049 -0,0841 R2 0,945 0,861 0,997 0,993 0,827 0,793
Nitrógeno
0 Ea 21,743 4,069 1,269 9,601 2,016 2,541 A 6,676 5,293 -2,913 9,54 -2,411 -3,904 R2 0,976 0,853 0,767 0,985 0,871 0,985
1 Ea 27,317 8,757 1,419 15,255 2,259 2,412 A 8,3944 1,412 -1,662 4,209 -1,339 -3,121 R2 0,731 0,89 0,993 0,955 0,967 0,929
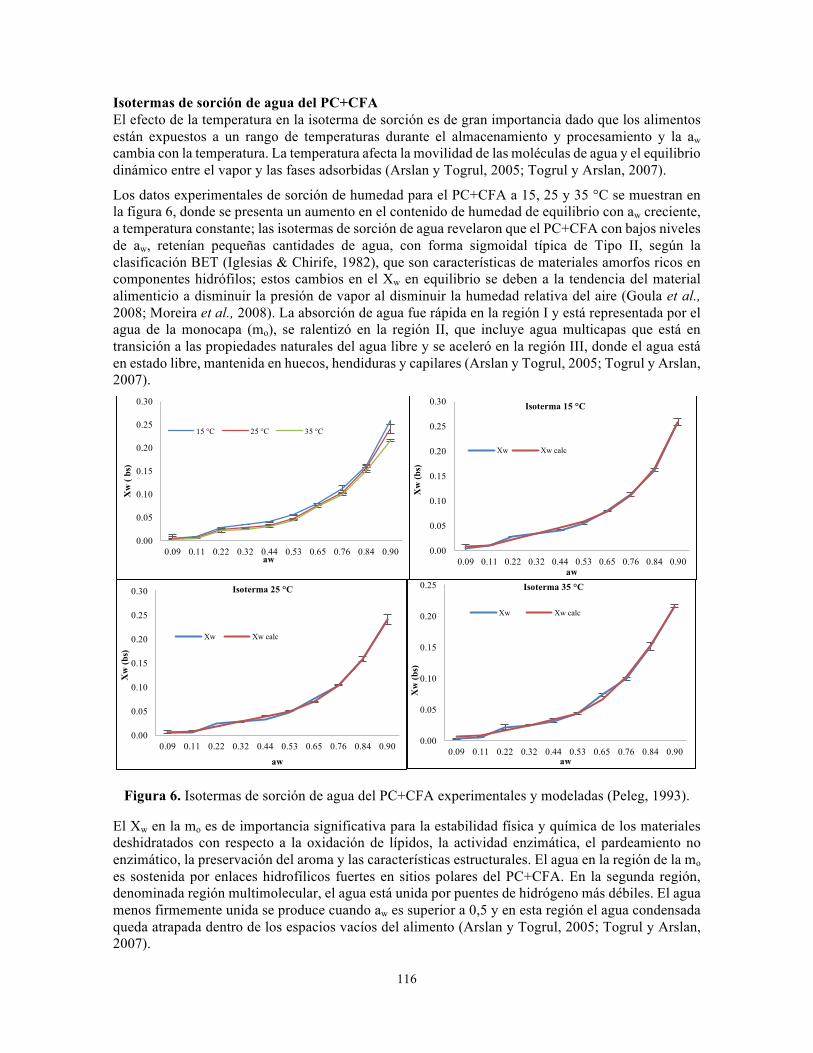
116
Isotermas de sorción de agua del PC+CFA El efecto de la temperatura en la isoterma de sorción es de gran importancia dado que los alimentos están expuestos a un rango de temperaturas durante el almacenamiento y procesamiento y la aw cambia con la temperatura. La temperatura afecta la movilidad de las moléculas de agua y el equilibrio dinámico entre el vapor y las fases adsorbidas (Arslan y Togrul, 2005; Togrul y Arslan, 2007).
Los datos experimentales de sorción de humedad para el PC+CFA a 15, 25 y 35 °C se muestran en la figura 6, donde se presenta un aumento en el contenido de humedad de equilibrio con aw creciente, a temperatura constante; las isotermas de sorción de agua revelaron que el PC+CFA con bajos niveles de aw, retenían pequeñas cantidades de agua, con forma sigmoidal típica de Tipo II, según la clasificación BET (Iglesias & Chirife, 1982), que son características de materiales amorfos ricos en componentes hidrófilos; estos cambios en el Xw en equilibrio se deben a la tendencia del material alimenticio a disminuir la presión de vapor al disminuir la humedad relativa del aire (Goula et al., 2008; Moreira et al., 2008). La absorción de agua fue rápida en la región I y está representada por el agua de la monocapa (mo), se ralentizó en la región II, que incluye agua multicapas que está en transición a las propiedades naturales del agua libre y se aceleró en la región III, donde el agua está en estado libre, mantenida en huecos, hendiduras y capilares (Arslan y Togrul, 2005; Togrul y Arslan, 2007).
Figura 6. Isotermas de sorción de agua del PC+CFA experimentales y modeladas (Peleg, 1993).
El Xw en la mo es de importancia significativa para la estabilidad física y química de los materiales deshidratados con respecto a la oxidación de lípidos, la actividad enzimática, el pardeamiento no enzimático, la preservación del aroma y las características estructurales. El agua en la región de la mo es sostenida por enlaces hidrofílicos fuertes en sitios polares del PC+CFA. En la segunda región, denominada región multimolecular, el agua está unida por puentes de hidrógeno más débiles. El agua menos firmemente unida se produce cuando aw es superior a 0,5 y en esta región el agua condensada queda atrapada dentro de los espacios vacíos del alimento (Arslan y Togrul, 2005; Togrul y Arslan, 2007).
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.09 0.11 0.22 0.32 0.44 0.53 0.65 0.76 0.84 0.90
Xw
( bs
)
aw
15 °C 25 °C 35 °C
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.09 0.11 0.22 0.32 0.44 0.53 0.65 0.76 0.84 0.90
Xw
(bs)
aw
Isoterma 15 °C
Xw Xw calc
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.09 0.11 0.22 0.32 0.44 0.53 0.65 0.76 0.84 0.90
Xw
(bs)
aw
Isoterma 25 °C
Xw Xw calc
0.00
0.05
0.10
0.15
0.20
0.25
0.09 0.11 0.22 0.32 0.44 0.53 0.65 0.76 0.84 0.90
Xw
(bs)
aw
Isoterma 35 °C
Xw Xw calc

117
En las aw bajas e intermedias, la denominada región de sorción multicapa, el Xw aumenta linealmente con el incremento en la aw, mientras que, en los niveles de alta actividad de agua, llamada la región de condensación capilar, el contenido de agua aumenta rápidamente con la aw. Generalmente, el efecto de la temperatura en la isoterma de sorción es de gran importancia dado que los alimentos se exponen a una gama de temperaturas durante el almacenamiento y procesamiento, y la aw cambia con la temperatura para el mismo Xw (Arslan y Togrul, 2005; Togrul y Arslan, 2007).
La temperatura afecta la movilidad de las moléculas de agua y el equilibrio dinámico entre el vapor y las fases adsorbidas. Los datos experimentales indican que el contenido de humedad en equilibrio disminuye con el aumento de la temperatura, a una misma aw; esto indica que el PC+CFA es menos higroscópico; algunas investigaciones explican este comportamiento, argumentado que un incremento en la temperatura ocasiona cambios químicos y físicos en el producto, que puede reducir el número de sitios activos donde se unen las moléculas de agua con la superficie del sólido del alimento (Mazza, 1980; Ayala-Aponte, 2011); mientras otras investigaciones reportan que al aumentar la temperatura de sorción se incrementa el estado de excitación de las moléculas de agua, ocasionando que se aumenten las distancias entre las moléculas de agua y por consiguiente exista un decrecimiento en las fuerzas de atracción entre ellas (Mohamed et al., 2004; Ayala-Aponte, 2011). Sin embargo, muchos investigadores informaron que la presencia de grandes cantidades de azúcar cristalino, como la glucosa, en los alimentos secos puede causar un efecto diferente de la temperatura a altos niveles de aw (Goula et al., 2008; Moreira et al., 2008; Largo-Ávila et al., 2014; Zotarelli et al., 2017). Además, existe una relación entre el aumento de la temperatura y el aumento de la aw, a un Xw constante, favoreciendo el deterioro microbiano en los productos alimenticios. El aumento de la temperatura también tiene un efecto importante en las reacciones químicas y microbiológicas relacionadas con el deterioro, lo que a su vez reduce el número de sitios activos para la unión al agua. El aumento de la aw después de aumentar la temperatura se debe principalmente a cambios en la fijación de moléculas de agua en la matriz sólida, disociación de moléculas de agua o aumento de la solubilidad de los solutos en el agua. Para valores de aw más altos, los componentes solubles de los alimentos tienen una cantidad mayor de agua disponible para solubilizar. Así, el aumento de temperatura tiene un efecto positivo sobre la solubilidad (Largo-Ávila et al., 2014; Rodríguez-Bernal et al., 2015; Zotarelli et al., 2017). Al modelar las isotermas se encontró que en general todos los modelos de ajuste mostraron una bondad aceptable R2 >0,90 y el error cuadrático medio (ERSM) <0,96 (a excepción del modelo de Smith) (ver tabla 5). Sin embargo, se encontró que los modelos Peleg y GAB, presentaron ERSM más bajos y R2 más altos; pero el modelo GAB se ha utilizado con eficacia para los alimentos cuya actividad de agua es inferior a 0,4; este comportamiento coincide con lo reportado por Largo-Ávila et al., (2014) en caña de azúcar secada por spray; Zotarelli et al., (2017) en polvo de mango; Moreira et al., (2008) en frutos de níspero y membrillo; Rodríguez-Bernal et al., (2015) en borojó y polvos de goma arábiga.
Las isotermas de adsorción del PC+CFA, según la clasificación BET (Brunauer et al., 1938; Van den Berg y Bruin, 1981), las curvas de sorción obtenidas son del tipo II, para todas las temperaturas analizadas, cuyo comportamiento se podría explicar por la presencia de maltodextrina, que proporciona un alto nivel de higroscopicidad a la mezcla en relación con la sacarosa del jugo de caña de azúcar en el mismo nivel de actividad acuosa; este mismo comportamiento han reportado varios estudios; Largo-Ávila et al., (2014) en caña de azúcar secada por spray; Zotarelli et al., (2017) en polvo de mango secado por spray; Moreira et al., (2008) en frutos de níspero y membrillo.

118
Tabla 5. Modelación de las isotermas de sorción de agua del PC+CFA.
Modelo Variable 15 °C 25 °C 35 °C
GAB
C 2,64 4,261 1,811 mo 0,0715 0,0573 0,0364 k 0,921 0,93 0,941 R2 0,988 0,994 0,997
ERSM 0,53 0,415 0,266
BET
C 6,555 5,921 6,365 mo 0,0254 0,0254 0,0234 R2 0,987 0,994 0,984
ERSM 0,296 0,294 0,347
OSWIN
A 0,0502 0,0448 0,0436 B 0,738 0,766 0,736 R2 0,997 0,998 0,996
ERSM 0,256 0,253 0,308
SMITH
C1 -0,0143 -0,0116 -0,013 C2 0,0986 0,1029 0,0914 R2 0,959 0,958 0,977
ERSM 5,805 1,571 1,514
HALSEY
A 0,0216 0,019 0,0166 B 0,757 0,711 0,675 R2 0,985 0,988 0,976
ERSM 0,367 0,339 0,376
CHUNG
A 1,916 1,833 1,832 B 14,07 14,721 15,826 R2 0,899 0,896 0,916
ERSM 0,951 0,833 0,79
CAURIE
A -5,351 -5,573 -5,469 B 4,271 4,548 4,332 R2 0,908 0,982 0,99
ERSM 0,622 0,574 0,447
HENDERSON
A 0,786 0,786 0,128 B 14,351 14,338 94,467 R2 0,895 0,943 0,958
ERSM 0,228 0,307 0,352
PELEG
A 0,467 0,103 0,076 B 1,308 1,18 1,009 C 0,118 0,395 0,294 D 10,668 9,249 6,639 R2 0,998 0,997 0,997
ERSM 0,198 0,199 0,276
Las isotermas sigmoides pueden dividirse generalmente en tres regiones, la región I corresponde a una aw <0,22; que se hace referencia a la adsorción de agua en la monocapa (mo), a la región II le corresponde una aw entre 0,22 y 0,73; correspondiente a la adsorción de agua multicapas adicionales a la mo y en la región III, la aw esta entra 0,73 y 1,0; correspondiente a la condensación de agua en los poros del material seguida por la solubilidad del material (Van den Berg y Bruin, 1981; Ayala-Aponte, 2011).
El Xw de la monocapa (mo) muestra la cantidad de agua que se adsorbe fuertemente en la superficie del alimento y se considera como el valor óptimo para asegurar la estabilidad del producto; para el PC+CFA, se observó que en los modelos GAB y BET la humedad de la mo disminuyó cuando se produjo un aumento de la temperatura, mostrando valores entre 7,15 – 3,64 % a 15 y 35 °C para GAB y de 2,54 – 2,34 % a las mismas temperaturas para BET; este comportamiento es una indicación de que las moléculas absorbidas ganaban energía cinética haciendo que las fuerzas atractivas fueran aflojadas y esto permitió que algunas moléculas de agua se separaran de sus sitios de sorción

119
disminuyendo así los valores de humedad de equilibrio. Además, las humedades de la mo en el modelo BET fueron menores, que las del modelo GAB, mientras que la constante energética C en el modelo BET fue mayor que la del modelo GAB, este comportamiento ha sido observado por varios autores (ver tabla 5). Se supone que las fuertes interacciones adsorbente-adsorbato, que son exotérmicas, se favorecen a menor temperatura, causando un aumento del parámetro C con temperaturas decrecientes (Rodríguez-Bernal et al., 2015; Goula et al., 2008; Moreira et al., 2008; Largo-Ávila et al., 2014).
Los datos experimentales con aw <0,50 se ajustaron al modelo BET, ya que por encima de ese valor falla la hipótesis del modelo y la ecuación no es capaz de predecir el comportamiento de la sorción con precisión, pero a pesar de las limitaciones teóricas del análisis de adsorción BET, se encontró que el valor de monocapa era una guía razonable con respecto a diversos aspectos de interés en alimentos secos. El segundo parámetro, C, es también una constante de energía como la constante GAB, pero con un significado físico ligeramente diferente que permite clasificar las isotermas de sorción de agua según la clasificación de Brunauer y al ser mayores a 2, las isotermas de sorción de agua obtenidas pueden clasificarse como tipo II (ver tabla 5).
La figura 6, representa las isotermas de sorción de humedad del PC+CFA experimentales y las representadas por el modelo de Peleg, a las 3 temperaturas, ajustándose adecuadamente a los resultados experimentales (Arslan y Togrul, 2005; Togrul y Arslan, 2007; Goula et al., 2008; Moreira et al., 2008; Largo-Ávila et al., 2014).
El calor isostérico de sorción (Qst), que se determinó por el método de linealización de la ecuación de Clausius-Clapeyron (ec. 7, figura 7), expresado por el modelo de isoterma de sorción de humedad que mejor describieron las relaciones del Xw y la aw (modelo de Peleg), fueron representadas como una función de la humedad; el calor de adsorción es una medida de la energía liberada en la sorción y el calor de desorción es la energía requerida para romper las fuerzas intermoleculares entre las moléculas de vapor de agua y la superficie del adsorbente; por lo tanto, el calor de sorción se considera como indicativo de las fuerzas atractivas intermoleculares entre los sitios de sorción y el vapor de agua (Arslan y Togrul, 2005).
La sorción de agua en los alimentos es un fenómeno complejo, donde los principales constituyentes adsorbentes de agua en los alimentos son diversos polímeros (proteínas, almidón, celulosa, hemicelulosa, etc.) y azúcares, que tienen diferentes grupos polares proporcionando sitios energéticamente diferentes para la sorción. Además, como un polímero absorbe agua experimenta cambios de constitución, dimensiones y otras propiedades y además la sorción de agua también conduce a transformaciones de fase de los azúcares contenidos en el alimento, todos estos hechos dificultan la interpretación de las curvas de calor diferenciales (Goula et al., 2008).
La gráfica del calor isostérico de sorción (Qst) frente al contenido de humedad se muestra en la Figura 7 y puede usarse para estudiar la magnitud de la energía de unión, o la disponibilidad de sitios polares al vapor de agua, a medida que la sorción avanza. El calor isostérico de adsorción aumentó al máximo y luego disminuyó con el aumento del contenido de humedad, los valores máximos se obtuvieron en el intervalo del Xw entre 0,48 – 2,87 % (bs), estaban entre 35,718 y 99,261 kJ/mol. El valor máximo indica la cobertura de los sitios de unión más fuertes y la mayor interacción agua-sólido (adsorbato-adsorbente) y el máximo Qst se obtuvo dentro del rango del contenido de humedad de la monocapa (mo) encontrado en los modelos GAB y BET, y el agua está estrechamente unida al material, lo que corresponde a una alta energía de interacción (Largo-Ávila et al., 2014).
A continuación, sigue el recubrimiento de lugares menos favorables y la formación de capas múltiples, como se muestra por la disminución del Qst, con el aumento del contenido de humedad, esto confirma el hecho de que, a mayores niveles de humedad, disminuye la fuerza de unión al agua. Se cree que diferentes grupos polares de los polímeros de unión al agua en los alimentos y cambios en las dimensiones y geometría de los polímeros durante la sorción dan lugar a este intervalo de actividad en los sitios de sorción (Togrul y Arslan, 2007); este mismo comportamiento reportaron

120
Togrul y Arslan, (2007) en granos de nuez, donde el rango del Xw, donde se presentó el incremento en el Qst fue entre 1,5–2,5 % (bs) con valores de Qst 50,4 and 49,9 kJ/mol. A niveles de humedad bajos, la adsorción está principalmente en la mo, donde los sitios de sorción son usualmente activos. Tendencias similares han sido reportadas para los calores isostéricos de algunos alimentos (Palou, et al., 1997, Aviara et al., 2002, Ajibola et al., 2003, McMinn y Magee, 2003).
Figura 7. Calor isostérico de sorción del PC+CFA.
Los calores isostéricos de adsorción fueron mayores que el calor latente de vaporización del agua pura (43,53 kJ/mol a 35 °C), lo que indica que la energía de unión entre las moléculas de agua y los sitios de sorción fue mayor que la energía que mantiene las moléculas de agua juntas en la fase líquida (Togrul y Arslan, (2007). El contenido de humedad en monocapa también se produce a contenidos de humedad bajos que corresponden a agua fuertemente unida (Togrul y Arslan, (2007; Samapundo et al., (2007).
Arslan y Togrul, (2005) en macarrones reportaron un aumento en el Qst, con contenidos de humedad decrecientes, lo cual indica fuertes interacciones de los componentes agua-alimento en los macarrones y a medida que aumentaba el contenido de humedad, los sitios disponibles para sorción de agua se reducían, resultando en valores más bajos del Qst. Por encima de un Xw del 17 % (bs), el calor isostérico de sorción se acercó al calor latente de vaporización del agua pura y no se encontraron diferencias significativas entre ellos; Iglesias y Chirife (1976b) explican que, a partir de allí, el contenido de humedad al cual el calor de sorción se acercaba al calor de vaporización del agua podría ser una indicación del punto en que el agua existe en forma libre en un producto; en el PC+CFA, este punto se encuentra cercano al 8 % de humedad.
Mientras Moreira et al., (2008) en frutos de níspero y membrillo, reportó una disminución exponencial en el Qst con el aumento del Xw y con un alto Xw, el Qst se aproxima a 0, lo que significa que el valor del calor de sorción es el mismo que el calor de vaporización del agua. La explicación física puede ser que en las etapas iniciales de sorción hay sitios polares altamente activos en la superficie del material alimenticio, que están cubiertos con moléculas de agua para formar una mo, la cantidad de energía necesaria para eliminar estas moléculas de agua, fuertemente ligada a la matriz alimentaria, es muy alta. A medida que el Xw aumenta, la fuerza de los límites de las moléculas de agua disminuye tal como el calor isostérico neto de la sorción.
Largo-Ávila et al., (2014), con caña de azúcar secada por spray; reporta el mismo comportamiento presentado con PC+CFA, donde los resultados muestran una cantidad negativa, que ilustra el carácter exotérmico del proceso (adsorción) y la interacción estadísticamente significativa (P<0,05) con el Xw, mostrando la dependencia del contenido de humedad del calor isostérico neto de sorción de agua para el polvo de caña de azúcar. El calor isostérico neto de adsorción aumentó hasta un valor máximo seguido de una disminución, indicando que estaban presentes tanto las interacciones adsorbato-
0
10
20
30
40
50
60
70
80
90
100
0.00 0.01 0.03 0.03 0.04 0.06 0.08 0.11 0.16 0.26
Qst
(kJ/
mol
Xw (bs)

121
adsorbente como adsorbato-adsorbato y el calor isostérico neto aumentó hasta un valor máximo (57 kJ/mol) y luego disminuyó con el aumento del contenido de humedad.
El aumento del calor isostérico neto a bajos Xw puede explicarse considerando la exposición de los sitios de sorción a mayores cantidades de energía de unión que no estaban disponibles previamente. Después del máximo, la disminución del calor isostérico neto con la cantidad de agua absorbida puede explicarse cualitativamente considerando que inicialmente la sorción se produce en los sitios más activos disponibles, dando lugar así a una mayor energía de interacción y medida que estos sitios se ocupan, la sorción se produce en menos sitios activos, lo que resulta en valores más bajos para el calor de adsorción. Cuando el contenido de humedad es muy alto, las interacciones adsorbato-adsorbente son mayores, disminuyendo el calor isostérico neto de adsorción a valores más cercanos al calor latente de condensación del agua (Largo-Ávila et al., 2014).
Goula et al., (2008), con de pulpa de tomate secado por spray, encontró que el calor isostérico neto varió de 42,9 kJ/mol t con un Xw del 12 % (bs) cayendo a 7,4 kJ/mol al 36 % (bs), presentando un incremento progresivo en el calor de sorción con un contenido de humedad decreciente. Con un alto contenido de humedad, el calor de sorción se aproxima a cero, lo que significa que el calor de sorción es igual al calor de vaporización del agua; la explicación física para el rápido aumento a bajos contenidos de humedad puede ser que en las etapas iniciales de sorción hay sitios polares altamente activos en la superficie del material alimenticio, que están cubiertos con moléculas de agua para formar una capa monomolecular; igual comportamiento reportó Al-Muhtaseb et al., (2004) para polvos de almidón.
Comportamiento contrario reportó Samapundo et al., (2007) en maíz amarillo entero, donde el calor isostérico de adsorción en función del Xw a temperaturas medias de 27,5 y 33,5 °C, se puede ver claramente que disminuyó bruscamente con el aumento del contenido de humedad en ambas temperaturas; este comportamiento también se ha observado para las pasas de sultana (Saravacos et al.,1986), pistachos (Yanniotis & Zarmboutis, 1996), galletas y bocadillos de maíz (Palou et al., 1997) y patatas (McLaughlin y Magee, 1998). Esta disminución marcada puede considerarse que se debe al hecho de que la sorción se produce inicialmente en los sitios primarios más activos dando lugar a mayores energías de interacción exotérmica que las liberadas cuando estos sitios se ocupan.
El conocimiento de los calores de la sorción es muy importante para el diseño del equipo y de los procesos (Rizvi, 1986), especialmente en los procesos de secado, ya que los calores de la sorción se elevan muy por encima del calor de vaporización cuando un alimento se deshidrata a un bajo contenido de humedad (McLaughlin & Magee, 1998). Además, la ecuación integrada de Claussius-Clapeyron permite también la predicción de isotermas a otras temperaturas (Palou et al., 1997).
Temperatura de transición vítrea (Tg) y su relación con la composición La figura 8, muestra los DSC obtenidos con el PC+CFA, almacenado a 35 °C y una HR= 65 %, los termogramas obtenidos mostraron la transición típica de segundo orden, la transición vítrea de los materiales amorfos que producen un cambio de paso en el flujo de calor debido a cambios en la capacidad de calor a la temperatura de transición de fase, que como se esperaba, el efecto de plastificación del agua provoca una disminución significativa de la Tg con un aumento del Xw. Esta observación es similar a la obtenida por otros investigadores que estudiaron transiciones de vítreas y diagramas de estado para pulpa de tomate secado por spray (Goula et al., (2008); Zotarelli et al., (2017), con polvo de mango.
Esta actividad plastificante del agua puede basarse en el debilitamiento de los enlaces de hidrógeno y las interacciones dipolo-dipolo intra e inter macromoleculares debido al blindaje de estas fuerzas principalmente atractivas por las moléculas de agua.

122
Figura 8. Análisis DSC del PC+CFA bajo diferentes aw.
El modelo de Gordon y Taylor para este trabajo no ha demostrado ser un predictor confiable de las temperaturas de transición vítrea del PC+CFA, a pesar de tener un 7,0 % de maltodextrina, pero también contiene Grasa: 30,54±0,90 %; Proteína: 4,07±0,49 %; Fibra dietaría total: 23,87±1,61 %; esta diferencia en los valores de los parámetros de Gordon y Taylor puede atribuirse a diferencias en la composición (peso molecular medio de los solutos) de la fase líquida de PC+CFA (ver figura 9) (Zotarelli et al., (2017).
Figura 9. Curva de transición vítrea (Tg) experimental y calculada (símbolos) por el modelo de Gordon y Taylor en el PC+CFA.
Conclusiones En general el mejor tratamiento para el almacenamiento del PC+CFA, con respecto a todas las variables de respuesta fue 15°C-N2, donde la ganancia de humedad y el aumento de la aw fueron bajas para este tipo de productos y los porcentajes de retención de vitaminas y antioxidantes fueron los más altos, alcanzando valores a los 180 días de: Xw (2,97±0,09%); aw (0,342±0,009); color (L*: 77,96±0,04; a*: 1,44±0,06 y b*: 8,59±0,13), S (51,48±2,30 %); IP (0,225±0,19 meqH2O2/kg grasa); R-VC: 62,56±5,70 %; R-VD3: 51,00±0,99 %; R-VE: 57,18±3,23 %; R-FT: 50,89±4,78 %; R-DPPH: 91,88±1,79 %; R-ABTS: 42,14±2,18 %; D10: 2,44±0,12 µm; D50: 51,49±1,48 µm; D90: 153,80±14,0 µm.
Al mismo tiempo, el PC+CFA obtenido por SA, es una matriz alimentaria cuyos encapsulantes están protegidos ante fenómenos de deterioro durante el almacenamiento.
-0.5
-0.48
-0.46
-0.44
-0.42
-0.4
-0.38
-0.36
-0.34
-0.32
-0.3-40 -30 -20 -10 0 10 20 30 40 50 60 70 80 90
Fluj
o de
cal
or W
/g
T °C
39.00°C(I)39.77°C
38.18°C
0.5
0.4
0.3
0.2
0.1
Heat Flow
(W/g)
60 55 50 45 40 35 30 25
Temperature (°C)
Sample: BaCl235coco2Size: 7.4000 mgMethod: PROGRAMA STANDAR 1Comment: BaCl235coco2
DSC File: C:...\POLVO DE COCO\BaCl235coco2.001Operator: JACQUELINERun Date: 07Jun2017 16:17Instrument: DSC Q2000 V24.10 Build 122
Exo Up Universal V4.5A TA Instruments
BaCl2 (aw = 0.900)
Cp= 0.0621 J/g°C27.10°C(I)27.47°C
24.53°C
0.36
0.34
0.32
0.30
0.28
Heat Flow
(W/g)
40 35 30 25 20 15 10 5
Temperature (°C)
Sample: KCl35cocoSize: 8.8000 mgMethod: PROGRAMA STANDAR 1Comment: KCl35coco
DSC File: C:...\POLVO DE COCO\KCl35coco.001Operator: JACQUELINERun Date: 07Jun2017 15:14Instrument: DSC Q2000 V24.10 Build 122
Exo Up Universal V4.5A TA Instruments
15.38°C(I)15.61°C
14.49°C
0.50
0.48
0.46
0.44
0.42
0.40
Heat Flow
(W/g)
30 25 20 15 10 5 0
Temperature (°C)
Sample: NaCl35cocoSize: 7.4000 mgMethod: PROGRAMA STANDAR 1Comment: NaCl35coco
DSC File: C:...\POLVO DE COCO\NaCl35coco.001Operator: JACQUELINERun Date: 07Jun2017 17:28Instrument: DSC Q2000 V24.10 Build 122
Exo Up Universal V4.5A TA Instruments
KCl (aw= 0.835)
Cp= 0.0247 J/g°C
13.34°C(I)13.58°C
13.13°C
0.46
0.45
0.44
0.43
0.42
0.41
Heat Flow (W
/g)
20 15 10 5 0 5
Temperature (°C)
Sample: CuCl235cocoSize: 8.1000 mgMethod: PROGRAMA STANDAR 1Comment: CuCl235coco
DSC File: C:...\POLVO DE COCO\CuCl235coco.001Operator: JACQUELINERun Date: 07Jun2017 18:33Instrument: DSC Q2000 V24.10 Build 122
Exo Up Universal V4.5A TA Instruments
3.55°C(I)3.52°C
3.73°C
0.46
0.44
0.42
0.40
Heat Flow (W
/g)
2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0
Temperature (°C)
Sample: MgNO335cocoSize: 7.2000 mgMethod: PROGRAMA STANDAR 1Comment: MgNO335coco
DSC File: C:...\POLVO DE COCO\MgNO335coco.001Operator: JACQUELINERun Date: 08Jun2017 08:06Instrument: DSC Q2000 V24.10 Build 122
Exo Up Universal V4.5A TA Instruments
������&�,�������&
������&
�����
�����
�����
�����
�����
+HDW�)ORZ��:�J�
�� �� �� �� �� �� ��
7HPSHUDWXUH���&�
6DPSOH��.�&2�����FRFR6L]H�����������PJ0HWKRG��352*5$0$�67$1'$5��&RPPHQW��.�&2�����FRFR
'6& )LOH��&����?32/92�'(�&2&2?.�&2�����FRFR����2SHUDWRU��-$&48(/,1(5XQ�'DWH�����-XQ�����������,QVWUXPHQW��'6&�4�����9������%XLOG����
([R�8S 8QLYHUVDO�9���$�7$�,QVWUXPHQWV
K2CO3(aw= 0.439)
Cp= 0.024 J/g°C
������&�,�
������&
������&
����
����
����
����
����
+HDW�)ORZ��:
�J�
�� �� �� �� �� �� ���
7HPSHUDWXUH���&�
6DPSOH��0J&/�����FRFR�6L]H����������PJ0HWKRG��352*5$0$�67$1'$5��&RPPHQW��0J&/�����FRFR�
'6& )LOH��&����?32/92�'(�&2&2?0J&/�����FRFR�����2SHUDWRU��-$&48(/,1(5XQ�'DWH�����-XQ�����������,QVWUXPHQW��'6&�4�����9������%XLOG����
([R�8S 8QLYHUVDO�9���$�7$�,QVWUXPHQWV
MgCl2(aw= 0.324)
Cp= 0.202 J/g°C������&�,�
������&
������&
�����
�����
�����
�����
�����
�����
+HDW�)ORZ��:
�J�
�� �� �� ��� ���
7HPSHUDWXUH���&�
6DPSOH��&+�&22.����FRFR6L]H����������PJ0HWKRG��352*5$0$�67$1'$5��&RPPHQW��&+�&22.����FRFR
'6& )LOH��&����?32/92�'(�&2&2?&+�&22.����FRFR����2SHUDWRU��-$&48(/,1(5XQ�'DWH�����-XQ�����������,QVWUXPHQW��'6&�4�����9������%XLOG����
([R�8S 8QLYHUVDO�9���$�7$�,QVWUXPHQWV
CH3COOK(aw= 0.223)Cp= 0.118 J/g°C ������&�,�
������&
������&
����
����
����
����
+HDW�)ORZ��:
�J�
�� �� �� �� ��� ���
7HPSHUDWXUH���&�
6DPSOH��/L&O�FRFR���6L]H����������PJ0HWKRG��352*5$0$�FRFR&RPPHQW��/L&O�FRFR���
'6& )LOH��&����?-8$1�&$5/26�/8&$6?/L&O�FRFR�������2SHUDWRU��-8$1�&$5/265XQ�'DWH�����0D\�����������,QVWUXPHQW��'6&�4�����9������%XLOG����
([R�8S 8QLYHUVDO�9���$�7$�,QVWUXPHQWVLiCl
MgNO3(aw= 0.526)
Cp= 0.045 J/g°C
NaCl(aw= 0.756)
Cp= 0.0824 J/g°C
CuCL2(aw= 0.650)
Cp= 0.01 J/g°C
LiCl(aw= 0.112)
Cp= 0.059 J/g°C
Endo
térm
ico
-80
-60
-40
-20
0
20
40
60
80
0.78 0.83 0.88 0.93 0.98Tg (°
C)
Fracción sólidos (Xs)
Tg (°C) Tg calculada

123
Se pudo comprobar que la mayor degradación cinética de los CFA, se obtiene con menor Ea.
Las isotermas de adsorción obtenidas para el PC+CFA, fueron de tipo II, para todas las temperaturas analizadas, donde los modelos Peleg y GAB, presentaron los valores más adecuados para predecirlas y la curva de Transición vítrea (Tg) mostró el efecto plastificante del agua, provocando una disminución significativa de esta, a medida que aumentaba el contenido de humedad en el PC+CFA.
Una de las bondades de la construcción de las isotermas de sorción de agua de productos en polvo como el PC+CFA, es poder determinar el contenido de humedad de la monocapa (mo), que se define como el contenido mínimo de humedad que cubre los sitios hidrófilos en la superficie del material; el cual es de importancia significativa para la estabilidad física y química de los materiales deshidratados con respecto a la oxidación de lípidos, la actividad enzimática, el pardeamiento no enzimático, la preservación del sabor y las características estructurales, que para el caso del PC+CFA se encontró entre 2,54 – 2,34 %, parámetro fundamental para definir las condiciones de almacenamiento y control, ya que se considera el valor en el cual el producto es más estable.
Bibliografía Aghbashlo, M., Mobli, H., Madadlou, A., Rafiee, S., (2013). Influence of wall material and inlet drying air temperature on the microencapsulation of fish oil by spray drying. Food Bioprocess Technol. 6 (6): 1561–1569.
Aguilera, J.M., del Valle, J.M., Karel, M., (1995). Caking phenomena in amorphous food powders. Trends in Food Science and Technology. 6 (5): 149–155.
Ajibola, O.O., Aviara, N.A., Ajetumobi, O.E. (2003). Sorption equilibrium and thermodynamic properties of cowpea (Vigna unguiculata). Journal of Food Engineering. 58: 317–324.
Al-Muhtaseb, A.H., McMinn, W.A.M., & Magee, T.R.A. (2004). Water sorption isotherms of starch powders. Part 2: Thermodynamic characteristics. Journal of Food Engineering. 62: 135–142.
Anema, S.G., Pinder, D.N., Hunter, R.J., Hemar, Y. (2006). Effects of storage temperature on the solubility of milk protein concentrate (MPC85). Food Hydrocolloids. 20: 386–393.
AOAC. (1990) Official methods of analysis of the Association of Official Analytical Chemists. 2 vols. 15th ed. Washington, DC.
Arslan, N., Togrul, H. (2005). Modelling of water sorption isotherms of macaroni stored in a chamber under controlled humidity and thermodynamic approach. Journal of Food Engineering. 69: 133–145.
Aviara, N.A., Ajibola, O.O., Dairo, U.O. (2002). Thermodynamics of moisture sorption in sesame seed. Biosystems Engineering. 83: 423–431.
Ayala-Aponte, A. (2011). Determinación de las isotermas de sorción y del calor isosterico en harina de yuca. Biotecnología en el Sector Agropecuario y Agroindustrial. 9 (1): 88-96.
Bae, E.K., & Lee, S.J. (2008). Microencapsulation of avocado oil by spray drying using whey protein and maltodextrin. Journal of Microencapsulation. 25 (8): 549–560.
Bosch, V., Cilla, A., García-Llatas, G., Gilabert, V., Boix, R. (2013). Kinetics of ascorbic acid degradation in fruit-based infant foods during storage. Journal of Food Engineering. 116: 298–303.
Brand-Williams, W., Cuvelier, M., & Berset, C. (1995). Use of a free radical method to evaluate antioxidant activity. LWT-Food Science and Technology. 28 (1): 25-30.
Brunauer, S., Emmett, P.H., & Teller, E. (1938). Adsorption of gases in multimolecular layers. Journal of American Chemistry Society. 60: 309–320.
124
Caurie, M. (1970). A new model equation for predicting safe storage moisture levels for optimum stability of dehydrated foods. Journal of Food Technology. 5: 301–307.
Cano-Chauca, M.; Stringheta, P.C.; Ramos, A.M.; Cal-Vidal, J. (2005). Effect of the carriers on the microstructure of mango powder obtained by spray drying and its functional characterization. Innov. Food. Sci. Emerg. 6: 420-428.
Chávez-Servín, J. L., Castellote, A.I., Rivero, M. López-Sabater, C. (2008). Analysis of vitamins A, E and C, iron and selenium contents in infant milk-based powdered formula during full shelf-life. Food Chemistry. 107: 1187–1197.
Chung, D.S., & Pfost, H. (1967). Adsorption and desorption of water by cereal grains and their products. Transactions of the American Society of Agricultural Engineering. 10: 549–554.
Cortés, M. (2004). Desarrollo de productos de manzana deshidratados enriquecidos con vitamina E. Universidad Politécnica de Valencia.
Cortés-Rodríguez, M., Guardiola, L. F., Pacheco, R. (2007). Aplicación de la ingeniería de matrices en la fortificación de mango (var. Tommy Atkins) con calcio. Revista Dyna. 74 (153): 19-26.
Daza, L.D., Fujita, A., Fávaro-Trindade, C.S. Rodrigues-Ract, J.N., Granato, D.; Genoves, M.I. (2016). Effect of spray drying conditions on the physical properties of Cagaita (Eugenia dysenterica DC.) fruit extracts. food and bioproducts processing. 97: 20–29.
Dib-Taxi, C.M., Menezes, H.C., Santos, A.B., and Grosso, C.R. (2003). Study of the microencapsulation of camu-camu (Myrciaria dubai) juice. Journal of Microencapsulation. 20 (4): 443–448.
Estrada-Mesa, E.M. (2016). Optimización del proceso de secado por aspersión para la obtención de guacamole en polvo. Maestría en Ciencia y Tecnología de Alimentos. Universidad Nacional de Colombia.
FAO, 2006. http://www.fao.org/docrep/meeting/005/W3963E/W3963E06.htm.
Ferrari, C.C., Germer, S.P.M., Alvim, I.D., & de Aguirre, J.M. (2013). Storage stability of spray-dried blackberry powder produced with maltodextrin or gum arabic. Drying Technology. 31(4): 470-478.
Frascareli, E.C.; Silva, V.M.; Tonon, R.V.; Hubinger, M.D. (2012). Effect of process conditions on the microencapsulation of coffee oil by spray drying. Food Bioprod. Process. 90: 413-424.
García-Iglesias, E., Cabezas, L.G., Fernández-Nuevo, J.L. (2006). Tecnologías de envasado en atmósfera protectora. Impresión: Elecé Industria Gráfica. 142p. �
Goula, A.M., Karapantsios, T.D., Achilias D.S., Adamopoulos, K.G. (2008). Water sorption isotherms and glass transition temperature of spray dried tomato pulp. Journal of Food Engineering. 85: 73–83.
Grabowski, J.A., Truong, V.D. and Daubert, D.R. (2006). Spray drying of amylase hydrolyzed sweetpotato puree and physicochemical properties of powder. Journal of Food Science 71: E209–E217.
Gutiérrez, T., O. Hoyos y M. Páez. (2007). Determinación del contenido de ácido ascórbico en uchuva (Physalis peruviana L.), por cromatografía líquida de alta resolución (CLAR). Revista Biotecnología en el Sector Agropecuario y Agroindustrial. 5(1): 70-79.
Halsey, G. (1948). Physical adsorption on non-uniform surfaces. Journal of Chemistry Physics. 16: 931–937.

125
Hemery, Y.M., Fontan, L., Moench-Pfanner, R., Laillou, A., Berger, J., Renaud, C., Avallone, S. (2015). Influence of light exposure and oxidative status on the stability of vitamins A and D3 during the storage of fortified soybean oil. Food Chemistry. 184: 90–98.
Henderson, S. (1952). A basic concept of equilibrium moisture. Agricultural Engineering. 33: 29-32.
Henríquez, C., Córdova, A., Lutz, M., Saavedra, J. (2013). Storage stability test of apple peel powder using two packaging materials: High-density polyethylene and metalized films of high barrier. Industrial Crops and Products. 45:121–127.
Huang, D., Ou, B., Hampsch-Woodill, M., Flanagan, J.A., Deemer, E.K. (2002). Development and validation of oxygen radical absorbance capacity assay for lipophilic antioxidants using randomly methylated beta-cyclodextrin as the solubility enhancer. J Agr Food Chem. 50: 1815-1821.
Hymavathi, T.V., Khader, V. (2005). Carotene, ascorbic acid and sugar content of vacuum dehydrated ripe mango powders stored in flexible packaging material. J. Food Compos. Anal. 18: 181–192.
Iglesias, H.A., Chirife, J., & Ferro-Fontan, C. (1989). On the temperature dependence of isosteric heats of water sorption in dehydrated foods. Journal of Food Science. 54 (6): 1620–1631.
Islam-Shishir, M.R., Taip, F.S., Saifullah, Md., Aziz, N.Ab., Talib, R.A. (2017). Effect of packaging materials and storage temperature on the retention of physicochemical properties of vacuum packed pink guava powder. Food Packaging and Shelf Life. 12: 83–90.
Jafari, S.M., Ghalenoei, M.G., Dehnad, D. (2016). Influence of spray drying on water solubility index, apparent density, and anthocyanin content of pomegranate juice powder. Powder Technology. 311: 59–65.
Jena, S., Das, H. (2012). Shelf life prediction of aluminum foil laminated polyethylene packed vacuum dried coconut milk powder. Journal of Food Engineering. 108: 135–142.
Jiménez-Aguilar, D.M., Ortega-Regules, A.E., Lozada-Ramírez, J.D., Pérez-Pérez, M.C.I., Vernon-Carter E.J., Welti-Chanes, J. (2011). Color and chemical stability of spray-dried blueberry extract using mesquite gum as wall material. Journal of Food Composition and Analysis. 24: 889-894.
Kaushik, R., Sachdeva, B., Arora, S. (2014). Vitamin D2 stability in milk during processing, packaging and storage. LWT - Food Science and Technology. 56: 421-426.
Khanna, R., Peppas, N.A. (1982). Mathematical analysis of transport properties of polymer films for food packaging: III. Food process engineering. In: Schwartzberg, H.G. (Ed.), AIChE Symposium Series, vol. 78, pp. 185–191.�
Kha, T.C., Nguyen, M.H., Roach, P.D., Stathopoulos, C.E. (2015). A storage study of encapsulated gac (Momordica cochinchinensis) oil powder and its fortification into foods. Food and Bioproducts Processing. 96: 113–125.�
King, C.J., Kieckbusch, T.G., Greenwald, C.G. (1984). Food quality factors in spray drying. Advantages in Drying. 3: 71-120.
Konica Minolta. (2007). Precise color communication. Color control from perception to instrumention.
Labuza, T.P. (1982). Shelf-life dating of foods. Ed. Food & Nutrition Press, Inc. Westport, Connecticut 06880, EE.UU.
Labuza, T.P., & Altunakar, B. (2007). Water activity in foods: Fundamentals and applications. Ames, Iowa: IFT Press/Blackwell Publishing.
126
Largo-Ávila, E., Cortes Rodríguez, M., Ciro-Velásquez, H. J. (2014). The adsorption thermodynamics of sugarcane (saccharum officinarum L.) Powder obtained by spray drying technology. Vitae. 21 (3): 165-177.
Leon-Martínez, F., Mendez-Lagunas, L., & Rodríguez-Ramírez, J. (2010). Spray drying of nopal mucilage (Opuntia ficus-indica): Effects on powder properties and characterization. Carbohydrate Polymers. 81: 864-870.
Lešková, E., Kubíková, J., Kováčiková, E., Košická, M., Porubská, J., & Holčíková, K. (2006). Vitamin losses: Retention during heat treatment and continual changes expressed by mathematical models. Journal of Food Composition and Analysis. 19. 252–276.
Liu, F., Cao, X., Wang, H., Lia, X. (2010). Changes of tomato powder qualities during storage. Powder Technology. 204:159–166.
Lucas-Aguirre, J.C., Giraldo-Giraldo, G.A., and Cortes-Rodríguez, M. (2017). Effect of the Spray Drying Process on the Quality of Coconut Powder Fortificated with Calcium and Vitamins C, D3, and E. Advance Journal of Food Science and Technology. XXXXXXXXXX.
Masters, K. (1985). Spray-air contact (mixing and flow). In Spray Drying Handbook (pp. 286-290). New York: Halsted Press.
Martínez-Navarrete, N., Chiralt, A., & Fito, P. (1998). Termodinámica y Cinética de Sistemas Alimento y Entorno.
Mazza, G. (1980). Thermodynamic considerations of wáter vapour sorption by horseradish roots, Lebensm. Wiss. Technol. 13: 13-17.
McLaughlin, C.P., Magee, T.R.A. (1998). The determination of sorption isotherm and the isosteric heats of sorption for potatoes. Journal of Food Engineering. 35: 267–280.
McMinn, W.A.M., Magee, T.R.A. (2003). Thermodynamic properties of moisture sorption of potato. Journal of Food Engineering. 60: 157–165.
Mexis, S.F., Badeka, A.V., Kontominas, M.G. (2009). Quality evaluation of raw ground almond kernels (Prunus dulcis): Effect of active and modified atmosphere packaging, container oxygen barrier and storage conditions. Innovative Food Science and Emerging Technologies. 10: 580–589.
Mirhosseini, H., Ping Tan, C., Hamid, N.S.A., Yusof, S. (2008). Effect of Arabic gum, xanthan gum and orange oil contents on ζ-potential, conductivity, stability, size index and pH of orange beverage emulsion. Colloids and Surfaces A: Physicochem. Eng. Aspects. 315: 47–56.
Mohamed, L.A., Kouhila, M., Jamali, A., Lahsasni, S., and Mahrouz, M. (2004). Moisture sorption isotherms and heat of sorption of bitter orange leaves (Citrus aurantium). J. Food. Eng. 67: 491-498.
Mohammed, N.K., Tan, C.P., Manap, Y.A., Alhelli, A.M., Hussin, A.S.M. (2017). Process conditions of spray drying microencapsulation of Nigella sativa oil. Powder Technology. 315: 1–14.
Montgomery, C. D. (2004). Diseño y Análisis de Experimentos. 2a.ed. México: Limusa Wiley. p. 107-118, 647-654.
Moreira, R., Chenlo, F., Torres, M.D., Vallejo, N. (2008). Thermodynamic analysis of experimental sorption isotherms of loquat and quince fruits. Journal of Food Engineering. 88: 514–521.
Mosquera-Mosquera, L.H. (2010). Influencia de la humedad y de la adición de solutos (maltodextrina o goma arábiga) en las propiedades fisicoquímicas de borojó y fresa en polvo. Tesis Doctoral. Universidad Politécnica de Valencia. pp. 219.
Muzaffar, K., Kumar, P. (2016).�Moisture sorption isotherms and storage study of spray dried tamarind pulp powder. Powder Technology. 291: 322–327.

127
NTC 5151. (2003). Alimento para animales. Determinación de los contenidos de calcio, cobre, hierro, magnesio, potasio, sodio, y zinc. Método usado espectrometría de absorción atómica.
Oswin, C.R. (1946). The kinetics of package life III. The isotherm. Journal of Chemical Industry. 65: 419–421.
Palou, E., Lopez-Malo, A., Argaiz, A., (1997). Effect of temperature on the moisture sorption isotherms of some cookies and corn snacks. Journal of Food Engineering. 31: 85–93.
Peleg, M. (1993). Assessment of a semi-empirical four parameter general model for sigmoid moisture sorption isotherms. Journal of Food Process Engineering. 16: 21–37.
Peña-Correa, R.F., Cortés-Rodríguez, M., y Gil-González, J.H. (2013). Estabilidad Fisicoquímica y Funcional de Uchuva (Physalis peruviana L.) Impregnada a Vacío con Calcio y Vitaminas B9, D y E, Durante el Almacenamiento Refrigerado. Rev.Fac.Nal.Agr. Medellín. 66(1): 6629-6638.
Prodyut, K.P., Swapan, K.G., Dhananjay, K.S., Bhowmick, N. (2014). Quality of osmotically pre-treated and vacuum dried pineapple cubes on storage as influenced by type of solutes and packaging materials. Journal of Food Science and Technology. 51(8): 1561–1567.
Pua, C.K., Hamid, N.S.A., Tan, C.P., Mirhosseini, H., Rahman, R.A., & Rusul, G. (2008). Storage stability of jackfruit (Artocarpus heterophyllus) powder packaged in aluminium laminated polyethylene and metallized co-extruded biaxially oriented polypropylene during storage. Journal of Food Engineering. 89(4): 419-428.
Raghavendra, S.N., Ramachandra-Swamy, S.R., Rastogi, N.K., Raghavarao, K.S.M.S., Kumar, S., Tharanathan, R.N. (2006). Grinding characteristics and hydration properties of coconut residue: A source of dietary fiber. Journal of Food Engineering: 72: 281–286.
Re, R., Pellegrini, N., Proteggente, A., Pannala, A., Yang, M., & Rice-Evans, C. (1999). Antioxidant activity applying an improved ABTS radical cation decolorization assay. Free Radical Biology & Medicine. 26 (9-10): 1231-1237.
Rizvi, S.S.H., (1986). Thermodynamics of foods in dehydration. In: Rao, M.A., Rizvi, S.S.H. (Eds.), Engineering Properties of Food. Marcel Dekker, New York, pp. 133–214.
Rodríguez-Bernal, J.M., Flores-Andrade, E., Lizarazo-Morales, C., Bonilla, E., Pascual-Pineda, L.A., Gutierréz-López, G., Quintanilla-Carvajal, M.X. (2015). Moisture adsorption isotherms of the borojó fruit (Borojoa patinoi. Cuatrecasas) and gum arabic powders. Food and Bioproducts Processing. 94: 187–198.
Romero-Braquehais, F. (2008). Estabilidad de vitaminas, vida comercial y bioaccesibilidad de folatos – hierro en fórmulas infantiles de continuación y crecimiento. Tesis Doctoral. Facultad de Veterinaria y Ciencia y Tecnología de los alimentos. Universidad de Murcia. 214pp.
Sacchetti, G., Cocci, E., Pinnavaia, G., Mastrocola, D., Dalla Rosa, M. (2008). Influence of processing and storage on the antioxidant activity of apple derivatives. Int. J. Food Sci. Technol. 43: 797–804.
Samapundo, S., Devlieghere, F., De Meulenaer, B., Atukwase, A., Lamboni, Y., Debevere, J.D. (2007). Sorption isotherms and isosteric heats of sorption of whole yellow dent corn. Journal of Food Engineering. 79:168–175.
Santana, A.A., Pereira-Martin, L.G., de Oliveira, R.A., Kurozawa, L.E., & Park, K.J. (2017). Spray drying of babassu coconut milk using different carrier agents. Drying Technology. 35 (1): 76-87.
Saravacos, G. D., Tsiourvas, D. A., & Tsami, E. (1986). Effect of temperature on the water adsorption isotherms of sultana raisins. Journal of Food Science. 51: 381–394.

128
Secchi, N., Fadda, C., Sanna, M., Conte, P., Del Caro, A., Catzeddu, P., Piga, A. (2017). Effectiveness of modified atmosphere packaging and ovine whey powder in extending the shelf life of whey cheesecakes. LWT - Food Science and Technology 75: 373-378.
Shivashankara, K., Isobe, S., Al-Haq, M., Takenaka, M., & Shiina, T. (2004). Fruit antioxidant activity, ascorbic acid, total phenol, quercetin, and carotene of Irwin mango fruits stored at low temperature after high electric field pretreatment. Journal of Agricultural and Food Chemistry. 52 (5): 1281-1286.
Singleton, V., & Rossi, J., Jr. (1965). Colorimetry of total phenolics with phosphomolybdic phosphotungstic acid reagents. American Journal of Enology and Viticulture. 16 (3): 144.
Smith, S.E. (1947). The sorption of water vapour by high polymers. Journal of the American Chemical Society. 69: 646.
Tan, S.P., Kha, T.C., Parks, S.E., Costas E. Stathopoulos, C.E., Roach, P.D. (2015). Effects of the spray-drying temperatures on the physiochemical properties of an encapsulated bitter melon aqueous extract powder. Powder Technology. 281: 65–75.
Togrul, H., Nurhan, A. (2007). Moisture sorption isotherms and thermodynamic properties of walnut kernels. Journal of Stored Products Research. 43: 252–264.
Trinidad, P., Trinidad, A.C., Mallillin, H., Valdez, A.S., Loyola, F.C., Askali-Mercado, J.C., Castillo, R.R., Encabo, D.B., Masa, A.S. (2006). Dietary fiber from coconut flour: A functional food. Innovative Food Science and Emerging Technologies 7: 309–317.
Udomkun, P., Nagle, M., Argyropoulos, D., Mahayothee, B., Latif, S., Joachim Müller, J. (2016). Compositional and functional dynamics of dried papaya as affected by storage time and packaging material. Food Chemistry. 196: 712–719.
Van Boekel, M.A.J.S. (2008). Kinetic modeling of food quality: A critical review. Comprehensive Reviews in Food Science and Food Safety. 7 (1): 144–158.
Van den Berg, C., & Bruin, S. (1981). Water activity and its estimation in food systems. In L.B. Rockland & G. F. Stewart (Eds.), Water activity: influences on food quality (pp. 147–177). New York: Academic Press.
Wolf, W., Spiess, W.E.C., and Jung, G. (1985). Standardization of Isotherm Measurement. In: D. Simatos, J.L. Multon, (Eds), Properties of Water in Foods. Martnus Nijhott Publishers: Dordrecht, Netherlands, 661-677.
Yalegama, L.L.W.C., Karunaratne, D.N., Sivakanesan, R., Jayasekara, C. (2013). Chemical and functional properties of fibre concentrates obtained from by-products of coconut kernel. Food Chemistry: 141: 124–130.
Yanniotis, S. (1994). A new method for interpolating and extrapolating water activity data. Journal of Food Engineering. 21: 81–96.
Zotarelli, M.F., da Silva, V.M., Durigon, A., Hubinger, M.D., Laurindo, J.B. (2017). Production of mango powder by spray drying and cast-tape drying. Powder Technology. 305: 447–454.
Zorić, Z., Pelaić, Z., Pedisić, S., Garofulić, I.E., Kovacević, D.B., Dragović-Uzelac, V. (2017). Effect of storage conditions on phenolic content and antioxidant capacity of spray dried sour cherry powder. LWT Food Science and Technology. 79: 251-259.

129
CONCLUSIONES GENERALES
CAPÍTULO 1 EVALUACIÓN DEL COMPORTAMIENTO POSCOSECHA DEL COCO (Cocos nucifera L.):
Se ha demostrado que la vida útil del coco variedad Enano Malayo almacenado a 25 °C y HR: 65% se encuentra en el rango de 29-36 ddc, tiempo en el cual no se presentan síntomas de deterioro apreciables que demeriten su calidad, como olores a fermentación, problemas fúngicos, ablandamiento y decoloración de la pulpa, entre otros; con calidad aceptable para ser utilizado como materia prima en el procesamiento de alimentos; sin embargo, el fruto presentó una alta variabilidad en las propiedades de la PC y AC, lo cual es debido a la poca o casi nula trazabilidad que se tiene del fruto.
CAPITULO 2 INFLUENCIA DE LA COMPOSICIÓN DE EMULSIONES A BASE DE COCO, SOBRE LA ESTABILIDAD DEL SISTEMA COLOIDAL:
Se ha comprobado que es posible obtener un sistema coloidal con muy buena estabilidad fisicoquímica, cuyas condiciones óptimas de diseño y desarrollo fueron: (AC+H2O)/PC: 2,0; GXantan: 0,5%; FC: 5,0%; TBHQ: 200 mg/kg, con un tiempo de homogenización de 10 min y controlando que la temperatura de emulsificación sea inferior a 30 ºC; con las siguientes características: potencial-ζ: -45,578±2,478 mV; índice de estabilidad por absorción espectral (R): 0,85±0,03; viscosidad (µ): 741,7±25,5 cP; color (L*: 67,5±0,7; a*: 3,2±0,2 y b*: 8,6±0,5); índice de peróxido (IP): 0,14±0,04 meqH2O2/kg grasa; tamaño de partícula (D10: 4,3±0,8 µm; D50: 323,7±43,6 µm y D90: 743,0±65,1 µm) y sólidos totales (ST): 19,98±0,30 %; que garantizan su uso efectivo en procesos posteriores, como en el secado por aspersión para la obtención de polvo de coco.
CAPITULO 3 EFECTO DEL PROCESO DE SECADO POR ASPERSIÓN SOBRE LA CALIDAD DEL POLVO DE COCO FORTIFICADO CON CALCIO Y VITAMINAS C, D3 Y E:
Se ha comprobado que es posible obtener PC+CFA, mediante la optimización experimental, logrando definir las condiciones óptimas en el proceso de SA, así: TEA: 170 °C; TSA: 85,8 °C; VDA: 26.676 rpm; PVC: 1,6 ”H2O; MD: 7,0 %; obteniéndose los siguientes atributos de calidad: Xw: 1,7±0,4 %; aw: 0,171±0,018; S: 58,4±2,1 %; H: 8,4±0,5 %; L*: 79,5±0,9; a*: 1,5±0,1; b*: 9,5±0,4; Hu: 263,0±19,8 s; IP: 2,4±1,3 meqH2O2/kg aceite; FD: 32,4±2,3 %; *R: 44,0±1,01 %; D10: 1,70±0,05 µm; D50: 8,46±2,09 µm; D90: 78,18±24,30 µm; % de retención de vitamina C (%R-VC): 32,4±6,2 %; %R-VE: 6,1±1,9 %; %R-VD3: 7,8±1,8; %R- Ca: 41,7±2,3 %; que lo hace un producto higroscópico, potencialmente sensible a los procesos oxidativos durante su almacenamiento, que podría derivar en cambios de color, sabores u olores extraños, por lo que requerirá un empaque con baja permeabilidad al vapor de agua y O2, que minimice estos cambios.
CAPITULO 4 ESTABILIDAD DE POLVO DE COCO (Cocos nucifera L.) FORTIFICADO CON COMPONENTES ACTIVOS (VITAMINAS C, D3, E Y CALCIO) DURANTE EL ALMACENAMIENTO:
Se pudo determinar que el mejor tratamiento para el almacenamiento del PC+CFA, fue a una temperatura de 15 °C y empacado en atmosfera con N2, donde las propiedades alcanzadas a los 180 días son: Xw: 2,97±0,09%; aw: 0,342±0,009; color: (L*: 77,96±0,04; a*: 1,44±0,06 y b*: 8,59±0,13); Solubilidad: 51,48±2,30 %; IP: 0,225±0,19 meqH2O2/kg grasa; retención de vitaminas: R-VC: 62,56±5,70 %; R-VD3: 51,00±0,99 %; R-VE: 57,18±3,23 %; R-FT: 50,89±4,78 %; R-DPPH: 91,88±1,79 %; R-ABTS: 42,14±2,18 %; tamaño de partícula: D10: 2,44±0,12 µm; D50: 51,49±1,48

130
µm; D90: 153,80±14,0 µm.
El PC+CFA por SA representa una matriz alimentaria cuyos encapsulantes utilizados permiten protegerla ante fenómenos de deterioro durante el almacenamiento.
131
PROPUESTAS PARA TRABAJOS POSTERIORES Con el propósito de poder realizar mejoras que permitan seguir optimizando el proceso de obtención de la emulsión de LC, sería importante evaluar la fase de reincorporación de la fibra, que implique el ablandamiento de la pulpa previo a la extracción de la LC y por ende facilite su proceso de desintegración, que permita obtener un tamaño de partícula adecuado y no tener problemas de taponamiento de tuberías en el proceso de secado.
Se sugiere utilizar otra técnica para evaluar los procesos de oxidación del PC+CFA (IP), en el cual se puedan evaluar los procesos de oxidación secundarios.
Una vez obtenida la base científica para obtener el PC+CFA a escala piloto, se debe seguir trabajando para llevarlo a escala industrial, estandarizar el proceso y así poder determinar costos de producción que permitan evaluar la rentabilidad, pensando como negocio en el mediano plazo.

132
ANEXOS REQUISITOS REVISTA FACULTAD NACIONAL DE AGRONOMIA
Directrices para autores/as Los artículos puestos a consideración del Comité Editorial de Agronomía Colombiana deben ser inéditos; en consecuencia, aquellos manuscritos que hayan sido publicados en otras revistas o publicaciones técnico-científicas no serán aceptados.
Agronomía Colombiana acepta artículos originales de los siguientes tipos:
• Artículo de investigación científica y tecnológica: documento que presenta de manera detallada los resultados originales de proyectos de investigación. La estructura generalmente utilizada tiene cuatro partes esenciales: introducción, metodología (materiales y métodos), resultados y discusión, y conclusiones. Como mínimo un 18% de la extensión total del artículo debe corresponder a la literatura citada. Y el 100% de las citas debe provenir de artículos publicados en los últimos 5 años.
• Artículo de revisión: el Comité Editorial invitará a un investigador con trayectoria investigativa en un tema de interés para la revista Agronomía Colombiana.
• Artículo de reflexión: documento que presenta resultados de investigación desde una perspectiva analítica, interpretativa y crítica del autor, sobre un tema específico y recurriendo a fuentes originales. Es indispensable que tengan una introducción de contexto con un objetivo claro sobre el artículo y un desarrollo temático que presente a los lectores una visión de conjunto y actualizada del tema, además de una propuesta o hipótesis cuyo desarrollo discursivo se nutra de referencias bibliográficas reconocidas de los últimos 5 años (no son admisibles artículos sin referencias). Es importante que estas piezas tengan subtítulos sugerentes y pertinentes.
• Nota científica: documento breve que presenta resultados originales preliminares o parciales de una investigación científica o tecnológica, que por lo general requieren de una pronta difusión.
De la extensión e ilustración La extensión del artículo de investigación no debe exceder las 5.200 palabras, y los artículos de revisión tienen un límite de 6.500 palabras. Las tablas y figuras, es decir, los gráficos, dibujos, esquemas, diagramas de flujo, fotos y mapas, deben presentarse con numeración consecutiva (Tabla 1… Tabla n; Figura 1… Figura n, etc.). Los textos y tablas deben ser elaborados en el procesador de palabra MS-Word®. Además de su inclusión en este archivo de Word, las tablas y los diagramas de frecuencia (de barras y circular) deben también suministrarse en su formato original de MS-Excel® o en el programa de origen. Otras figuras, como fotografías y dibujos, se deben enviar en el formato digital de compresión JPG (o JPEG) preferiblemente con una resolución mínima de 300 dpi. Como norma general, las tablas y figuras solo se aceptan en blanco y negro. Excepcionalmente se incluirá color en: las que se utilicen para la carátula de la revista; en aquellos casos en que, a juicio del editor, sea estrictamente necesario; o cuando su sobrecosto sea asumido por los mismos autores.
Idiomas, unidades, abreviaturas y estilo El idioma oficial de la revista es el inglés. Debe utilizarse exclusivamente el Sistema Métrico Decimal (SI), además de las unidades específicas de mayor uso por parte de la comunidad científica. La multiplicación seguida de superíndice negativo puede ser usada solamente con unidades del SI, por ejemplo kg ha-1. La barra oblicua (/) es un signo de operación matemático cuyo sentido estricto es “dividido en”; en ciencias se usa como sustituto de la palabra “por” y se utiliza para mostrar ratas o tasas. Use la barra para conectar unidades del SI con unidades que no lo son (por ejemplo: 10°C/h o 10 L/matera). El significado de las abreviaturas debe citarse por extenso cuando se mencionan por primera vez en el manuscrito.
133
En la medida de lo posible, el texto debe ser redactado en voz activa, pero procurando mantener el carácter impersonal del texto. En relación con los tiempos verbales, se acostumbra usar el pasado para la introducción, los procedimientos y los resultados, y el presente para su discusión.
Título y autores El título no debe exceder las 15 palabras y el idioma en inglés, es obligatorio acompañarlo de su respectiva traducción al español. Cuando este incluya nombres científicos de plantas o animales, éstos se deben escribir con letra cursiva (itálica) y en minúsculas, a excepción de la primera letra del género y del nombre del autor de la especie, las cuales van en mayúsculas.
Debajo de la traducción del título al segundo idioma, en una línea horizontal, y de acuerdo con su contribución a la investigación y/o preparación del artículo, se escribe el nombre y primer apellido de cada uno de los autores. En el pie de página de la primera página del artículo se incluyen únicamente el nombre y la ciudad de ubicación de la entidad a la cual prestan sus servicios los autores, o de la que patrocina la realización del trabajo; y el correo electrónico del autor de correspondencia.
Resumen, abstract y palabras clave El abstract debe escribirse en inglés junto la traducción al español correspondiente al resumen. Ambos textos deben describir en forma breve el problema, los métodos utilizados, su justificación y los resultados obtenidos más relevantes, sin exceder las 200 palabras escritas en un único párrafo. En ambos idiomas es obligatorio acompañar el resumen con un máximo de seis palabras clave, que no deben haber sido usadas en el título, y contenidas en el tesauro Agrovoc de la FAO.
Introducción Texto que debe contener la situación actual del problema, su definición y la revisión de los trabajos previos relacionados con él; además de los objetivos y la justificación de la investigación. Es obligatorio acompañar los nombres vulgares con sus correspondientes nombres científicos y la abreviatura del apellido del autor de la especie en la primera mención dentro del artículo.
Materiales y métodos En este apartado se deben describir de forma clara, concisa y secuencial, los materiales (vegetales, animales, implementos agrícolas o de laboratorio) utilizados en el desarrollo del trabajo, además de los procedimientos o protocolos seguidos, y el diseño escogido para el tratamiento estadístico de los datos.
Resultados y discusión Los resultados deben presentarse de manera lógica, objetiva y secuencial, mediante textos, tablas (abreviar en el texto como Tab.) y figuras (abreviar como Fig.). Estos dos últimos apoyos deben ser de fácil lectura e interpretación autónoma, aunque deben citarse siempre en el texto. Las figuras serán bidimensionales y a una sola tinta, con porcentajes de negro para las variaciones de las columnas; las líneas de las curvas deben ser de color negro, continuas o punteadas (――― ó - - - -), usando las siguientes convenciones: ○, □, ◊, ●, ▲,■. Las tablas se deben elaborar con pocas filas y columnas. Los promedios deben ir acompañados de su respectivo error estándar (SE). La discusión de resultados debe ser completa y exhaustiva, contrastando los resultados obtenidos con la literatura más actual sobre el tema. En esta sección se relacionan los hallazgos más concluyentes de la investigación.
Agradecimientos Si se considera necesario, se agradecen aquellas contribuciones importantes en la concepción, financiación o realización de la investigación: especialistas, firmas comerciales, entidades oficiales o privadas, asociaciones de profesionales y operarios.
Citas y literatura citada Para las citas bibliográficas que sustentan las afirmaciones dentro del texto se utilizará consistentemente el sistema (autor[es], año). Cuando la publicación citada tenga tres o más autores, se debe mencionar el apellido del primer autor acompañado de la expresión latina et al. equivalente

134
a ‘y otros’, en cursivas, y separada del año por una coma: (García et al., 2003); o alternativamente dejando solo el año entre paréntesis: García et al. (2003). La lista completa de la literatura citada en el texto se debe incluir al final del artículo, ordenada alfabéticamente según los apellidos de los autores. Cuando se citan varias publicaciones del mismo(s) autor(es), estas deben listarse en orden cronológico. Cuando estas últimas corresponden al mismo año, se deben diferenciar con letras minúsculas: 2008a, 2008b, etc. Es obligatorio incluir al final de cada cita el doi (digital object identifier) y el manuscrito debe contener como mínimo un 30% de sus citas con este identificador. Solo se deben citar fuentes originales.
Casos ilustrativos • Para libros: autor(es). Año. Título del libro. Edición. Casa editora, ciudad, país si la ciudad
no es capital. Ejemplo: Dubey, N.K. (ed.). 2015. Plants as a source of natural antioxidants. CABI, Wallingford, UK. Doi: http://dx.doi.org/10.1079/97817806426666.0000
• Para capítulos de libros: autor(es). Año. Título del capítulo. Páginas (pp. #-#). En: apellidos y nombres de los compiladores o editores (eds.). Título del libro, edición, casa editora, ciudad, país si la ciudad no es capital. Ejemplo: Milne, E. and J. Smith. 2015. Modelling soil carbon. pp. 202-2013. In: Banwart, S.A., E. Noellemeyer, and E. Milne (eds.). Soil carbon: science, management and policy for multiple benefits. SCOPE Series Vol. 71. CABI, Wallingford, UK. Doi: http://dx.doi.org/10.1079/9781780645322.0202
• Para revistas: autor(es). Año. Título del artículo. Nombre corto o abreviado de la revista volumen (número), página-página. Ejemplo: Zhu, J.K. 2001. Plant salt tolerance. Trends Plant Sci. 6, 66-71. Doi: http://dx.doi.org/10.1016/S1360-1385(00)01838-0
Lista de comprobación para la preparación de envíos.
Como parte del proceso de envío, los autores/as están obligados a comprobar que su envío cumpla todos los elementos que se muestran a continuación. Se devolverán a los autores/as aquellos envíos que no cumplan estas directrices.
1. El envío no ha sido publicado previamente ni se ha enviado previamente a otra revista (o se ha proporcionado una explicación en Comentarios al / a la Editor).
2. El archivo enviado está en formato Microsoft Word, RTF, o WordPerfect.
3. El texto tiene interlineado doble; el tamaño de fuente es 12 puntos; se usa cursiva en vez de subrayado; y todas las ilustraciones, figuras y tablas están dentro del texto en el sitio que les corresponde y no al final del todo.
4. El texto cumple con los requisitos bibliográficos y de estilo indicados en las Normas Para autores, que se pueden encontrar en Acerca de la revista.
5. Si está enviando a una sección de la revista que se revisa por pares, tiene que asegurase que las instrucciones en (http://www.revista.unal.edu.co/index.php/agrocol/help/view/editorial) han sido seguidas.
Aviso de derechos de autor/a © Centro Editorial de la Facultad de Ciencias Agrarias, Universidad Nacional de Colombia
Se autoriza la reproducción y citación del material que aparece en la revista, siempre y cuando se indique de manera explícita: nombre de la revista, nombre del autor(es), año, volumen, número y páginas del artículo fuente. Las ideas y afirmaciones consignadas por los autores están bajo su responsabilidad y no interpretan necesariamente las opiniones y políticas de la Universidad Nacional de Colombia. La mención de productos o firmas comerciales en la revista no implica una recomendación o apoyo por parte de la Universidad ni de la Facultad; el uso de tales productos debe ceñirse a las recomendaciones de las etiquetas.

135
La licencia Creative Commons utilizada por Agronomía Colombiana es la siguiente: Reconocimiento – NoComercial – CompartirIgual (by-nc-sa)
Copyright © 2022 FDOKUMEN