Earthmover & Industrial Tire Reference - Llantas Titan Del Norte

Materials and Design 32 (2011) 3608–3616
Contents lists available at ScienceDirect
Materials and Design
journal homepage: www.elsevier .com/locate /matdes
Technical Report
Optimal design of acoustic material from tire fluff
Francisco José Jimenez-Espadafor ⇑, José A. Becerra Villanueva, Miguel Torres García, Elisa Carvajal Trujillo,Antonio Muñoz BlancoThermal Power Group, Department of Energy Engineering, University of Seville, Escuela Técnica Superior de Ingenieros de Sevilla. Camino de los Descubrimientos, s/n. 41092 Sevilla,España, Spain
a r t i c l e i n f o
Article history:Received 27 October 2010Accepted 8 February 2011Available online 13 February 2011
0261-3069/$ - see front matter � 2011 Elsevier Ltd. Adoi:10.1016/j.matdes.2011.02.024
⇑ Corresponding author. Tel.: +34 954487245; fax:E-mail address: [email protected] (F.J. Jimenez-Espa
a b s t r a c t
Waste tires cause both health and environmental problems and this has forced governments to developlaws for recycling. There are several different recycling processes for end-of-life tires in which steel isrecovered and rubber is reused. However, the reuse of other parts of the waste tires is currently not pos-sible. These other parts mainly consist of textiles that are separated from the tire during the recyclingprocess – this material is usually known as ‘fluff’. In this study a procedure for the design of materialswith superior acoustic properties using this material was developed. The main component of the acousticmaterial is textile waste from mechanically fragmented tires obtained through recycling activity. Thedesign process is based on several parameters: acoustic absorption coefficient measurement by theimpedance tube method, acoustic modelling, mechanical characterization of the material and, finally,finite element modelling of the end acoustic product. In this work it was also established that themechanical and acoustic properties need to be opposite to obtain the desired characteristics in the mate-rials under investigation. In order to produce a competitive material formed completely from textilewaste from recycled tires, a solution formed by two layers is proposed. This approach was used to providea self-supporting material with a high acoustic absorption coefficient for use in acoustic ceiling tiles.
� 2011 Elsevier Ltd. All rights reserved.
1. Introduction
The continuous growth in population and the improvement inthe quality of life in a lot of countries have exacerbated the envi-ronmental and financial problems of waste tires around the world.At least 70% of waste tires are reused in some form, ranging fromsecondary use to crumb rubber. The remaining 30% of the wastetires are buried in landfill sites [1]. In Europe the situation is sim-ilar, with around 3 million tons of used tires generated per year –of which approximately 2.4 million tons do not have any recoveryvalue at all. This amounts to approximately 200 million units [2]. Inthe case of Spain a total of 230,000 tons of used tires are generatedannually [3]. Such waste cannot generally be deposited in landfillssince they require large spaces and the associated costs are con-stantly rising. As a result, there is an urgent need to consider waysto reuse this waste material.
The applications for scrap tires include lightweight filling, con-ventional filling, retaining wall and bridge abutment, insulationand drainage applications [4]. Another reuse application is crumbrubber. The reuse of waste rubber is increasing, for instance in1994 only about 2% of scrap tires were reprocessed as crumb rub-ber, whereas in 2001 the total was 12% [5].
ll rights reserved.
+34 954487243.dafor).
Sometimes the use of waste tires improves certain process orapplications – e.g. the mixture of used tires with soil for embank-ment construction as this approach helps to solve geotechnicalproblems associated with low shear strength [6]. The use of wastetires in concrete also improves some qualities, with the addition ofgranulated rubber and steel fibers from waste tires to concreteleading to a satisfactory improvement of the fragile matrix, mostlyin terms of toughness and post-cracking behavior in the case of theaddition of steel fibers [7]. The use of crumb rubber to replace aproportion of the mineral aggregates results in a large reductionin the ultimate strength and the tangential modulus of elasticityand, moreover, a more ductile behavior is observed. Anotherproperty of rubberized concretes is the improvement in soundabsorption [8].
Other less extensively used applications include the productionof activated carbons [9], new materials to absorb and recoverspilled oil [10] and the development of waterproof materials. Asin concretes, the acoustic properties of waste tire rubber is usedin pavements, in modified asphalt with lower emission levelsand in the construction of sound barriers along highways to ensurethe comfort of neighboring residential areas [11]. Other researchrelated to acoustic properties was described by Sukontasukkul[12], who determined the acoustic sound absorption coefficientand impedance in an impedance tube made of a pre-cast concretepanel using crumb rubber that was free from textile and steel

F.J. Jimenez-Espadafor et al. / Materials and Design 32 (2011) 3608–3616 3609
fibers. The experimental results clearly indicated that rubberizedconcrete had superior sound resistance properties than plain con-crete, with values on average 36% better. The two componentsfrom end-of-life tires that are most widely used are steel and rub-ber, whereas fluff is never used.
The main aim of the work described here was to develop a proce-dure for the design of materials with high acoustic properties and toassess the potential of fluff from used tires as the main component ofacoustic materials for ceilings and walls. The main composition ofthe acoustic material is a textile belonging to waste from mechani-cally fragmented tires obtained from recycling activity. The designprocess was based on the combination of different procedures:absorption coefficient measurement, acoustic modelling, mechani-cal material characterization and finite element modelling.
2. Materials
The general components of tires are vulcanized rubber and rub-berized fabric with reinforcing textile cords (these can be from dif-ferent materials such as cotton, rayon, polyester or nylon [13]),steel or fabric belts, and steel-wire reinforcing beads. Other – lessimportant – components include carbon black, extender oil, whichis a mixture of aromatic hydrocarbons, sulfur, accelerator, typicallyan organo-sulfur compound, zinc oxide and stearic acid [14].
The acoustic material is formed by fluff from tire residues, hotmelt adhesive powder and a geotextile film used only for aestheticpurposes. In the following section fluff and adhesive are describedin more detail.
2.1. Properties of textile residue (fluff)
The fluff represents about 6–8% by weight of the tire. The fluffwas not clean and it was mixed, in some cases joined, to pieces ofrubber and steel that cannot be removed during the separation pro-cess. These tire pieces have diverse forms and sizes; the diagonallength is between 10 and 40 mm. Although rubber residues are aminor proportion of the total volume make up a significant percent-age by weight. Analysis of the fluff revealed that rubber represents22–30% of the sample by weight. A typical fluff sample is shown inFig. 1 and small tire pieces can clearly be seen.
2.2. Hot melt adhesive powder properties
A hot melt adhesive powder was used to conglomerate the fluffand paste the external layer of the geotextile to the rest of thematerial. The adhesive is an epoxy–polyester that is generally used
Fig. 1. Fluff from tires with remnants of rubber.
for the production of fully cured felts or semi-cured felts for stan-dard cold and hot moulding processes. The adhesive melting tem-perature must be below the rubber vulcanization temperature inorder to avoid fluff degradation.
3. Acoustic and mechanical characterization of the compoundmaterial
The acoustic properties of the material were characterized byanalyzing three different parameters:
– Density: The acoustic property (absorption) decreases as thedensity increases; nevertheless, as the density decreases themechanical stiffness also decreases. The best acoustic propertieswere achieved in the range 180–250 kg/m3 while the bestmechanical properties were obtained at around 1000 kg/m3.
– Triturating mesh size: Mesh size has an influence on both theacoustic and mechanical properties. A small mesh size improvesthe material cohesion (by reducing the number of voids) and alarge mesh leads to high heterogeneity, which affects the acous-tic properties. In addition, the mechanical properties are alsoinfluenced by mesh size. As far as the acoustic properties areconcerned, the numbers of voids and homogeneity have oppo-site effects. Several tests were carried out and the appropriatemesh size was found to be in the range 5–8 mm.
– Ratio of hot melt adhesive powder to fluff by weight: In low ratios,between 0.3 and 1.0, the acoustic properties have very low sen-sitivity. However, to guarantee the correct mechanical proper-ties the ratio of hot melt adhesive powder to fluff must beclose to 1.
For the purpose of characterizing the material, different combi-nations of density, mesh size and powder/fluff ratio were studied.Density was analyzed in the range 180–450 kg/m3, the hot meltadhesive powder ratio was varied between 1:1 and 1:0.5, and threetriturating meshes of 2, 5 and 8 mm were used.
For each compound configuration 30 specimens were producedand inspected. Three sound absorption tests were carried out foreach specimen, one in the high frequency impedance tube andtwo in the low frequency one, which covered medium and lowfrequencies.
3.1. Experimental procedure to obtain the sound absorption coefficient
The acoustic characterization of the materials was based on thesound absorption coefficient, which is usually denoted as a. Thisparameter is the ratio of absorbed to incident sound intensities(or energies) on a surface [15]. The acoustic quality of a specificmaterial for sound reduction increases with the sound absorptioncoefficient being always equal or less than 1 for each frequencyband.
Sound absorption can be calculated by two different methods.In the standard ISO 354:2003 [16] method this parameter is calcu-lated on the basis of the different reverberation times in a normal-ized room with and without the specimen under investigation. Thismethod is expensive and usually requires large amounts of thematerial under investigation, a situation that is often not compat-ible with test materials from a research and development activity.In the work described here the sound absorption coefficient wascalculated using standard ISO10534 [17]. This approach is basedon the standing wave method and involves an experimental proce-dure that uses an impedance tube. A white noise is generated inthe impedance tube by a loud speaker located at one end of thetube while the small specimen to be tested is placed at theopposite end; several microphones capture acoustic pressure in-
3610 F.J. Jimenez-Espadafor et al. / Materials and Design 32 (2011) 3608–3616
side the tube. The selected test method is conservative because thereverberation room results are substantially higher than the valuespredicted based on the impedance tube tests [18].
In order to cover a wide acoustic frequency range, two imped-ance tubes were used. For the high acoustic frequency range, i.e.between 800 and 6300 Hz, a 30 mm diameter tube was used and
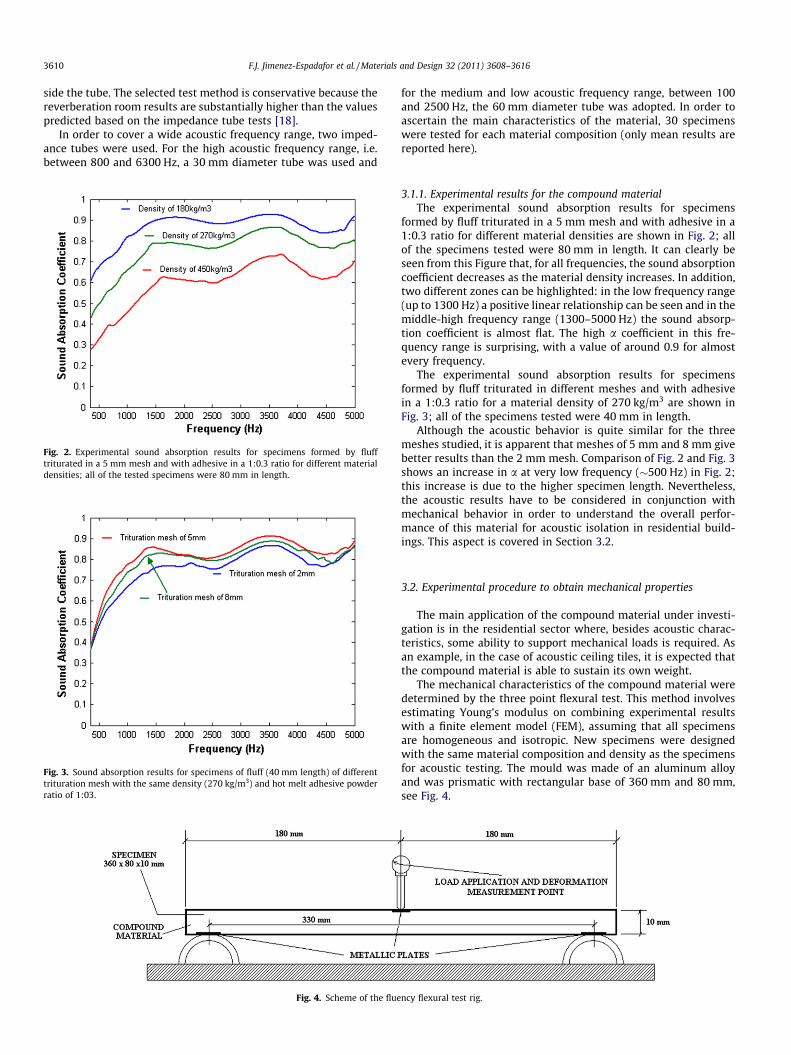
Fig. 2. Experimental sound absorption results for specimens formed by flufftriturated in a 5 mm mesh and with adhesive in a 1:0.3 ratio for different materialdensities; all of the tested specimens were 80 mm in length.
Fig. 3. Sound absorption results for specimens of fluff (40 mm length) of differenttrituration mesh with the same density (270 kg/m3) and hot melt adhesive powderratio of 1:03.
Fig. 4. Scheme of the flue
for the medium and low acoustic frequency range, between 100and 2500 Hz, the 60 mm diameter tube was adopted. In order toascertain the main characteristics of the material, 30 specimenswere tested for each material composition (only mean results arereported here).
3.1.1. Experimental results for the compound materialThe experimental sound absorption results for specimens
formed by fluff triturated in a 5 mm mesh and with adhesive in a1:0.3 ratio for different material densities are shown in Fig. 2; allof the specimens tested were 80 mm in length. It can clearly beseen from this Figure that, for all frequencies, the sound absorptioncoefficient decreases as the material density increases. In addition,two different zones can be highlighted: in the low frequency range(up to 1300 Hz) a positive linear relationship can be seen and in themiddle-high frequency range (1300–5000 Hz) the sound absorp-tion coefficient is almost flat. The high a coefficient in this fre-quency range is surprising, with a value of around 0.9 for almostevery frequency.
The experimental sound absorption results for specimensformed by fluff triturated in different meshes and with adhesivein a 1:0.3 ratio for a material density of 270 kg/m3 are shown inFig. 3; all of the specimens tested were 40 mm in length.
Although the acoustic behavior is quite similar for the threemeshes studied, it is apparent that meshes of 5 mm and 8 mm givebetter results than the 2 mm mesh. Comparison of Fig. 2 and Fig. 3shows an increase in a at very low frequency (�500 Hz) in Fig. 2;this increase is due to the higher specimen length. Nevertheless,the acoustic results have to be considered in conjunction withmechanical behavior in order to understand the overall perfor-mance of this material for acoustic isolation in residential build-ings. This aspect is covered in Section 3.2.
3.2. Experimental procedure to obtain mechanical properties
The main application of the compound material under investi-gation is in the residential sector where, besides acoustic charac-teristics, some ability to support mechanical loads is required. Asan example, in the case of acoustic ceiling tiles, it is expected thatthe compound material is able to sustain its own weight.
The mechanical characteristics of the compound material weredetermined by the three point flexural test. This method involvesestimating Young’s modulus on combining experimental resultswith a finite element model (FEM), assuming that all specimensare homogeneous and isotropic. New specimens were designedwith the same material composition and density as the specimensfor acoustic testing. The mould was made of an aluminum alloyand was prismatic with rectangular base of 360 mm and 80 mm,see Fig. 4.
ncy flexural test rig.

Fig. 5. Displacement with time of the specimens at a constant charge for different densities and hot melt adhesive powder ratios. D = Density [kg/m3]; P = fluff [kg]/powder[kg]; M = trituration mesh [mm].
Fig. 6. Fluency test for constant load (0.4 kg) and fluff-powder ratio (1:1) for densities D = 600, 800 and 1000 kg/m3; P = fluff [kg]/powder [kg]; M = trituration mesh [mm].
Fig. 7. Image of the testing machine during the flexural test.
F.J. Jimenez-Espadafor et al. / Materials and Design 32 (2011) 3608–3616 3611
3.2.1. Experimental results for the compound materialThe mechanical stability of the compound material was also
studied by applying a constant weight of 0.2 kg and measuringthe deformation at the load point during 60 min. The results fordifferent densities and fluff/powder ratios (1:1 and 1:0.65) areshown in Fig. 5 for 30 specimens of each configuration. The maxi-mum and minimum load-time curve is shown for each compoundmaterial. It can be observed that the deformation of compoundmaterials increases continuously and with higher intensity as thedensity decreases. The ratio between fluff and powder also hasan effect on stability. For the lower density material a reductionin powder content leads to a decrease in material stiffness and sta-bility but as the density increases there is almost no effect. It can beconcluded that the proportion of hot melt adhesive powder doesnot have a significant effect on the fluency, except at lowerdensities.
The experimental results shown in Fig. 5 reveal that these com-pound material configurations cannot be used for self-supportingacoustic ceiling tiles because the fluency cannot be controlled.The influence of density on the stability of the compound materialled us to develop an alternative fluency test (knowing acousticabsorption was poor). This test involved applying a constantweight of 0.4 kg to materials with densities of 600, 800 and1000 kg/m3 with a constant powder-fluff ratio (1:1). The resultsare shown in Fig. 6 (only the worst result for each compound mate-
rial configuration is shown). Ultimately, the configuration of1000 kg/m3 was considered to be stable.
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0 500 1000 1500 2000 2500Load (g)
Def
orm
atio
n (m
m)
D:1000/P1:1/M:2D:1000/P1:1/M:2D:1000/P1:1/M:2D:1000/P1:1/M:2D:1000/P1:1/M:2D:1000/P1:1/M:2D:1000/P1:1/M:2 Mean lineD:1000/P1:1/M:5D:1000/P1:1/M:5D:1000/P1:1/M:5
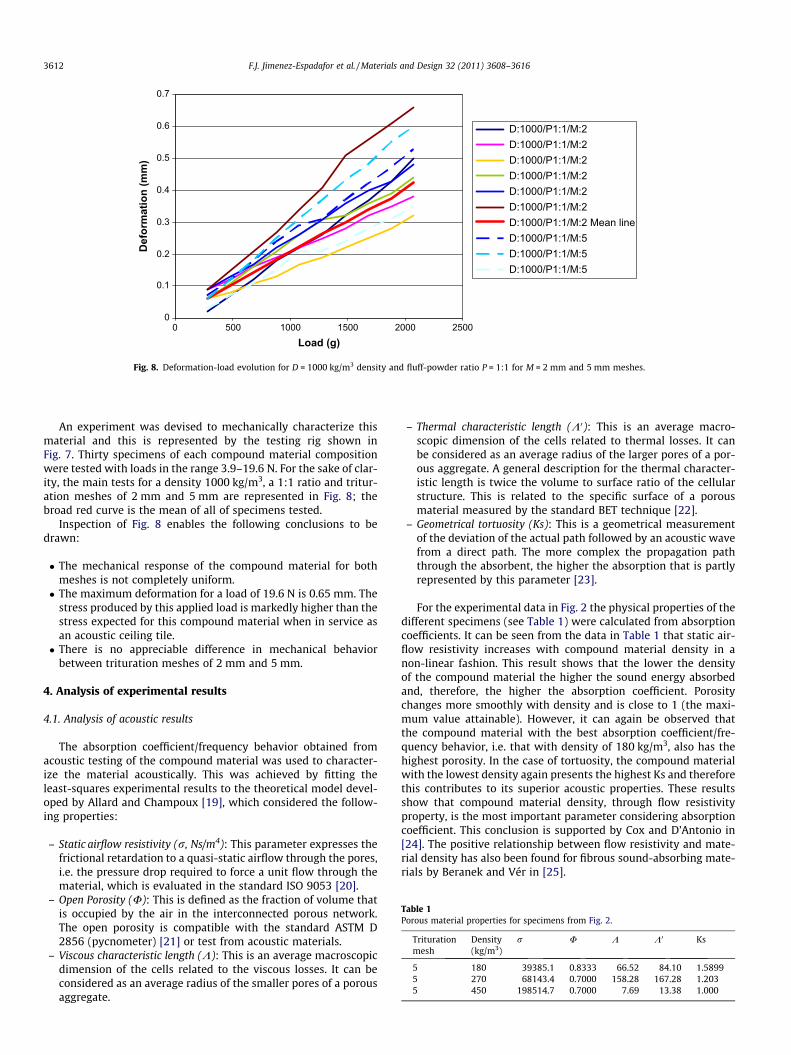
Fig. 8. Deformation-load evolution for D = 1000 kg/m3 density and fluff-powder ratio P = 1:1 for M = 2 mm and 5 mm meshes.
Table 1Porous material properties for specimens from Fig. 2.
Triturationmesh
Density(kg/m3)
r U K K0 Ks
5 180 39385.1 0.8333 66.52 84.10 1.58995 270 68143.4 0.7000 158.28 167.28 1.2035 450 198514.7 0.7000 7.69 13.38 1.000
3612 F.J. Jimenez-Espadafor et al. / Materials and Design 32 (2011) 3608–3616
An experiment was devised to mechanically characterize thismaterial and this is represented by the testing rig shown inFig. 7. Thirty specimens of each compound material compositionwere tested with loads in the range 3.9–19.6 N. For the sake of clar-ity, the main tests for a density 1000 kg/m3, a 1:1 ratio and tritur-ation meshes of 2 mm and 5 mm are represented in Fig. 8; thebroad red curve is the mean of all of specimens tested.
Inspection of Fig. 8 enables the following conclusions to bedrawn:
� The mechanical response of the compound material for bothmeshes is not completely uniform.� The maximum deformation for a load of 19.6 N is 0.65 mm. The
stress produced by this applied load is markedly higher than thestress expected for this compound material when in service asan acoustic ceiling tile.� There is no appreciable difference in mechanical behavior
between trituration meshes of 2 mm and 5 mm.
4. Analysis of experimental results
4.1. Analysis of acoustic results
The absorption coefficient/frequency behavior obtained fromacoustic testing of the compound material was used to character-ize the material acoustically. This was achieved by fitting theleast-squares experimental results to the theoretical model devel-oped by Allard and Champoux [19], which considered the follow-ing properties:
– Static airflow resistivity (r, Ns/m4): This parameter expresses thefrictional retardation to a quasi-static airflow through the pores,i.e. the pressure drop required to force a unit flow through thematerial, which is evaluated in the standard ISO 9053 [20].
– Open Porosity (U): This is defined as the fraction of volume thatis occupied by the air in the interconnected porous network.The open porosity is compatible with the standard ASTM D2856 (pycnometer) [21] or test from acoustic materials.
– Viscous characteristic length (K): This is an average macroscopicdimension of the cells related to the viscous losses. It can beconsidered as an average radius of the smaller pores of a porousaggregate.
– Thermal characteristic length (K0): This is an average macro-scopic dimension of the cells related to thermal losses. It canbe considered as an average radius of the larger pores of a por-ous aggregate. A general description for the thermal character-istic length is twice the volume to surface ratio of the cellularstructure. This is related to the specific surface of a porousmaterial measured by the standard BET technique [22].
– Geometrical tortuosity (Ks): This is a geometrical measurementof the deviation of the actual path followed by an acoustic wavefrom a direct path. The more complex the propagation paththrough the absorbent, the higher the absorption that is partlyrepresented by this parameter [23].
For the experimental data in Fig. 2 the physical properties of thedifferent specimens (see Table 1) were calculated from absorptioncoefficients. It can be seen from the data in Table 1 that static air-flow resistivity increases with compound material density in anon-linear fashion. This result shows that the lower the densityof the compound material the higher the sound energy absorbedand, therefore, the higher the absorption coefficient. Porositychanges more smoothly with density and is close to 1 (the maxi-mum value attainable). However, it can again be observed thatthe compound material with the best absorption coefficient/fre-quency behavior, i.e. that with density of 180 kg/m3, also has thehighest porosity. In the case of tortuosity, the compound materialwith the lowest density again presents the highest Ks and thereforethis contributes to its superior acoustic properties. These resultsshow that compound material density, through flow resistivityproperty, is the most important parameter considering absorptioncoefficient. This conclusion is supported by Cox and D’Antonio in[24]. The positive relationship between flow resistivity and mate-rial density has also been found for fibrous sound-absorbing mate-rials by Beranek and Vér in [25].
F.J. Jimenez-Espadafor et al. / Materials and Design 32 (2011) 3608–3616 3613
The same analysis was carried out on the experimental data inFig. 3 and the data calculated from the absorption coefficient/fre-quency curve are presented in Table 2. It can be observed thatthe most important parameters that determine the absorptionproperties, r–U–Ks, are better on using a trituration mesh of5 mm, which in turn is consistent with the superior acousticbehavior of this material. A study with close results to these com-paring the effect of rubber granules size on absorption coefficient isperformed in [11].
Table 2Porous material properties for specimens from Fig. 3.
Trituration mesh Density r U K K0 Ks
2 270 72901.50 0.62 365.93 731.87 15 270 68143.4 0.70 158.28 167.28 1.2038 270 70029.7 0.70 174.92 863.31 1
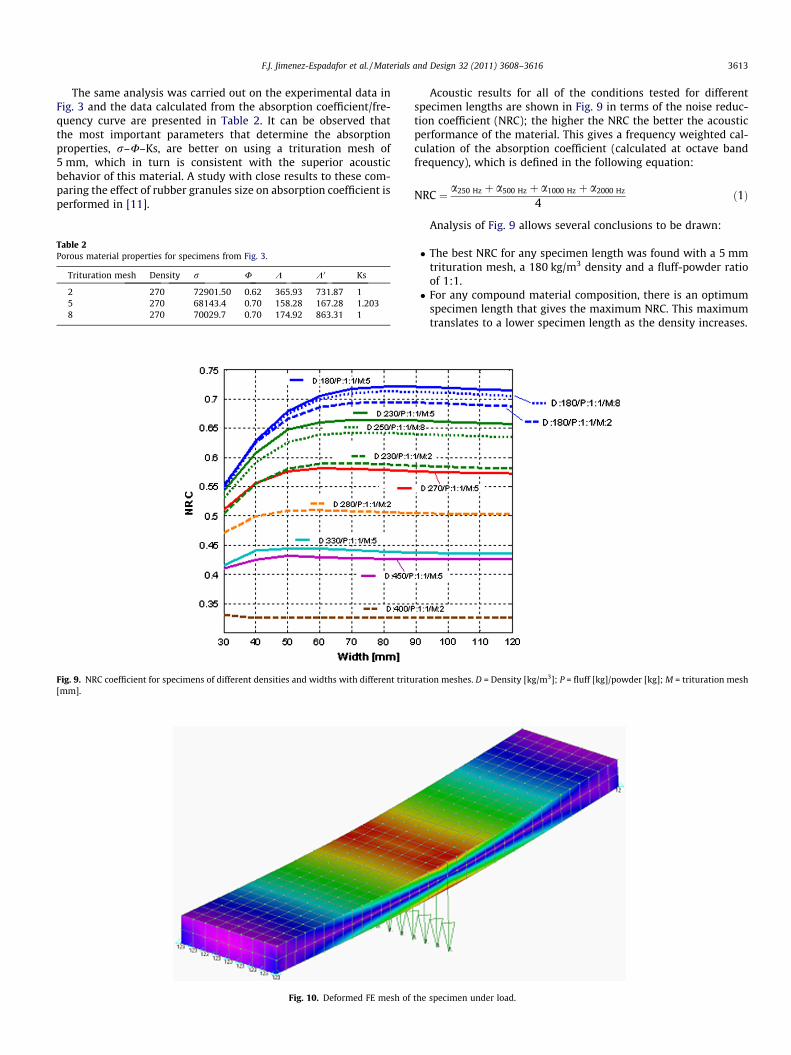
Fig. 9. NRC coefficient for specimens of different densities and widths with different tritu[mm].
Fig. 10. Deformed FE mesh of
Acoustic results for all of the conditions tested for differentspecimen lengths are shown in Fig. 9 in terms of the noise reduc-tion coefficient (NRC); the higher the NRC the better the acousticperformance of the material. This gives a frequency weighted cal-culation of the absorption coefficient (calculated at octave bandfrequency), which is defined in the following equation:
NRC ¼ a250 Hz þ a500 Hz þ a1000 Hz þ a2000 Hz
4ð1Þ
Analysis of Fig. 9 allows several conclusions to be drawn:
� The best NRC for any specimen length was found with a 5 mmtrituration mesh, a 180 kg/m3 density and a fluff-powder ratioof 1:1.� For any compound material composition, there is an optimum
specimen length that gives the maximum NRC. This maximumtranslates to a lower specimen length as the density increases.
ration meshes. D = Density [kg/m3]; P = fluff [kg]/powder [kg]; M = trituration mesh
the specimen under load.
3614 F.J. Jimenez-Espadafor et al. / Materials and Design 32 (2011) 3608–3616
� In real applications such as acoustic ceilings or isolation walls,material thickness should not be greater than 70–80 mm forthe material composition with the best NRC.
Although NRC is appropriated for characterization of acousticmaterial, care should be exercised when using NRC values for com-parison of selection of materials, because their individual absorp-tion characteristics can vary widely with frequency, even thoughNRC values may be similar. This behavior can be seen at Fig. 9where it can be appreciated that NRC for mid density material(D = 270 kg/m3/40 mm width) is very close for the three triturationmeshes. However, looking at Fig. 3 the absorption characteristicsvary widely between 500 Hz and 1500 Hz which should be takeninto account in the design of the acoustic behavior of rooms.
4.2. Analysis of mechanical results
In order to determine the mechanical properties of the com-pound material [Young’s modulus (E) and Poisson coefficient (l)],a finite element (FE) model was developed. The FE model wasdeveloped in the widely used MSC/Nastran FE analysis software.The FE model deformed with an applied load and simply supportedboundary conditions is represented in Fig. 10. The model mesh iscomposed of 999 nodes and 576 hexahedral elements. From thegeometrical dimensions of the testing process and the mostconservative result from Fig. 8 (brown line), an iterative processin which the Young’s modulus and Poisson coefficient of the com-pound material were varied gave estimated values of E = 450 MPaand l = 0.36. These values of E and l are used below to simulatethe behavior of the specimen in real applications.
5. Definition of compound material for a real application as anacoustic ceiling tile
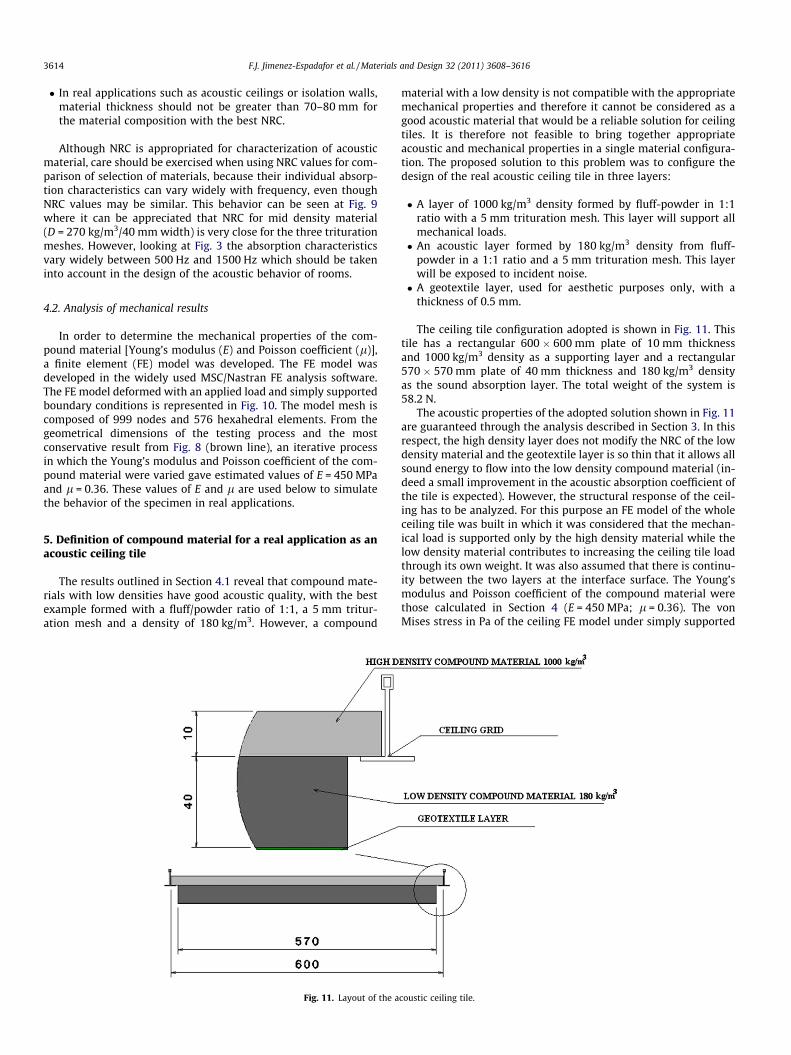
The results outlined in Section 4.1 reveal that compound mate-rials with low densities have good acoustic quality, with the bestexample formed with a fluff/powder ratio of 1:1, a 5 mm tritur-ation mesh and a density of 180 kg/m3. However, a compound
Fig. 11. Layout of the a
material with a low density is not compatible with the appropriatemechanical properties and therefore it cannot be considered as agood acoustic material that would be a reliable solution for ceilingtiles. It is therefore not feasible to bring together appropriateacoustic and mechanical properties in a single material configura-tion. The proposed solution to this problem was to configure thedesign of the real acoustic ceiling tile in three layers:
� A layer of 1000 kg/m3 density formed by fluff-powder in 1:1ratio with a 5 mm trituration mesh. This layer will support allmechanical loads.� An acoustic layer formed by 180 kg/m3 density from fluff-
powder in a 1:1 ratio and a 5 mm trituration mesh. This layerwill be exposed to incident noise.� A geotextile layer, used for aesthetic purposes only, with a
thickness of 0.5 mm.
The ceiling tile configuration adopted is shown in Fig. 11. Thistile has a rectangular 600 � 600 mm plate of 10 mm thicknessand 1000 kg/m3 density as a supporting layer and a rectangular570 � 570 mm plate of 40 mm thickness and 180 kg/m3 densityas the sound absorption layer. The total weight of the system is58.2 N.
The acoustic properties of the adopted solution shown in Fig. 11are guaranteed through the analysis described in Section 3. In thisrespect, the high density layer does not modify the NRC of the lowdensity material and the geotextile layer is so thin that it allows allsound energy to flow into the low density compound material (in-deed a small improvement in the acoustic absorption coefficient ofthe tile is expected). However, the structural response of the ceil-ing has to be analyzed. For this purpose an FE model of the wholeceiling tile was built in which it was considered that the mechan-ical load is supported only by the high density material while thelow density material contributes to increasing the ceiling tile loadthrough its own weight. It was also assumed that there is continu-ity between the two layers at the interface surface. The Young’smodulus and Poisson coefficient of the compound material werethose calculated in Section 4 (E = 450 MPa; l = 0.36). The vonMises stress in Pa of the ceiling FE model under simply supported
coustic ceiling tile.

Fig. 12. Von Mises stress (Pa) calculated with the FE model for the acoustic ceiling tile. The tile was simply supported along four sides of the high density plate and loadedwith its own weight.
F.J. Jimenez-Espadafor et al. / Materials and Design 32 (2011) 3608–3616 3615
boundary conditions along the four sides of the high density plateand loaded with the whole ceiling weight is represented in Fig. 12;the maximum von Mises stress is located at the center of the highdensity plate and has a value of 0.155 MPa.
In an effort to obtain correspondence between the FE model andthe experimental data for the mechanical compound material, a cal-culation was performed through the FE model outlined in Section 4to determine the load required on the specimen FE model (see Fig. 9)to produce the same von Mises stress shown in Fig. 12. This proce-dure gave an equivalent load of 1.18 N with a maximum deflectionat the center of the specimen of 0.05 mm, see Fig. 8.
6. Conclusions
The work described here has shown the feasibility of usingwaste tire textile (fluff) mixed in the same proportion with hotmelt adhesive to produce a real acoustic ceiling tile with a veryhigh absorption coefficient. Main conclusions of the work are:
� Low density compound material has the best acoustic perfor-mance but this is not compatible with optimal mechanicalproperties.� It is not feasible to bring together appropriate acoustic and
mechanical properties in a single material configuration.� The solution adopted involved combining the two base materi-
als, fluff and hot melt powder, proved to be reliable.� The maximum noise reduction coefficient was found for the
material with a density of 180 kg/m3 with fluff-powder in 1:1ratio and a 5 mm trituration mesh. This material is better thanmost commercial acoustic products and the potential of fluff forsound absorption has therefore been demonstrated.� Mechanical loads are supported by a layer of 1000 kg/m3 density
formed by fluff-powder in 1:1 ratio with a 5 mm trituration mesh.
Acknowledgment
The work in this Paper is a part of item A215/227/3-05.1 withinthe I+D+i national plan in the period 2007–2009 and has beenbacked by the Spanish Government (Ministerio de MedioAmbiente). The authors are grateful to the Ministerio de MedioAmbiente of Spain for their financial support.
References
[1] Yoon S, Prezzi M, Siddiki NZ, Kim B. Construction of a test embankmentusing a sand–tire shred mixture as fill material. Waste Manage2006;26:1033–44.
[2] ETRMA. End of life tires – a valuable resource with a wealth of potential.Report 2006. Brussels: European Tire & Rubber Manufactures Association;2006.
[3] SIGNUS. End of life tyre prevention plan; 2010–2013. <http://www.signus.es/Portals/0/Plan_Empresarial_Extracto_Ingl.pdf(10/12/2010)>.
[4] Williams PT. Waste treatment and disposal. 2nd ed. London: Wiley & Sons;2005.
[5] Sunthonpagasit N, Duffhey M. Scrap tires to crumb rubber: feasibility analysisfor processing facilities. Resour Conserv Recy 2004;40:281–99.
[6] Zornberg JG, Alexandre RC, Viratjandr C. Behavior of tire shred–sand mixtures.Can Geotech J 2004;41:227–41.
[7] Aiello M A, Leuzzi F, Centonze G, Maffezzoli A. Use of steel fibers recoveredfrom waste tires as reinforcement in concrete: pull-out behavior, compressiveand flexural strength. Waste Manage 2009;29:1960–70.
[8] Khaloo AR, Dehestani M, Rahmatabadi P. Mechanical properties of concretecontaining a high volume of tire–rubber particles. Waste Manage2008;28:2472–82.
[9] Ko D, Mui E, Lau K, McKay G. Production of activated carbons fromwaste tire – process design and economical analysis. Waste Manage2004;24:875–88.
[10] Wu B, Zhou MH. Recycling of waste tire rubber into oil absorbent. WasteManage 2009;29:355–9.
[11] Pfretzschner J, Rodriguez RM. Acoustic properties of rubber crumbs. PolymTest 1999;18:81–92.
[12] Sukontasukkul P. Use of crumb rubber to improve thermal and soundproperties of pre-cast concrete panel. Construct Build Mater2009;23:1084–92.
[13] Siddique R, Naik T. Properties of concrete containing scrap-tire rubber – anoverview. Waste Manage 2004;24:563–9.
[14] Liu HS, Mead JL, Stacer RG. Environmental effects of recycled rubber in light-fill applications. Rubber Chem Technol Am Chem Soc 2000;73:551–64.
[15] Norton MP. Fundamentals of noise and vibration analysis forengineers. Cambridge University Press; 1989.
[16] ISO 354:2003. Acoustics. Measurement of sound absorption in a reverberationroom.
[17] ISO 10534-1:2002. Determination of sound absorption coefficient andimpedance in impedance tubes. Part 1: method using standing wave ratio.
[18] Olynyk D, Northwood TD. Comparison of reverberation-room and impedance-tube absorption measurements. J Acoust Soc Am 1964;36:2171–4.
[19] Allard JF, Champoux Y. New empirical equations for sound propagation in rigidframe fibrous materials. J Acoust Soc Am 1992;91:3346–53.
[20] ISO 9053:1991. Acoustics – materials for acoustical applications –determination of airflow resistance.
[21] ASTM D 2856-94. Standard test method for open-cell content of rigid cellularplastics by the air pycnometer; 1994.
[22] Lemarinier P, Henry M, Allard JF. Connection between the dynamic bulkmodulus of air in a porous medium and the specific surface. J Acoust Soc Am1995;97:3478–82.

3616 F.J. Jimenez-Espadafor et al. / Materials and Design 32 (2011) 3608–3616
[23] Attenborough K. On the acoustic slow wave in air filled granular media. JAcoust Soc Am 1987;81:93–102.
[24] Cox TJ, D’Antonio P. Acoustic absorbers and diffusers. Spon Press; 2004.
[25] Beranek L, Vér I. Noise and vibration control engineering. John Wiley & Sons;1992.
Copyright © 2022 FDOKUMEN