MSF 683 81
15
Improvement of Fracture Toughness (K 1c ) of 7075 Al Alloy by Cryorolling Process P. Das 1 , R. Jayaganthan 2 , T. Chowdhury 3 , I. V. Singh 4 1 Foundry Group, Central Mechanical Engineering Research Institute (CSIR), Durgapur, India. 2 Department of Metallurgical and Materials Engineering, Indian Institute of Technology Roorkee, Roorkee-247667, India 3 School of Material Science and Engg. Bengal Engineering and Science University,Shibpur, India 4 Department of Mechanical and Industrial Engineering, Indian Institute of Technology Roorkee, Roorkee-247667, India 2 [email protected] Key words: Cryorolling, 7075 Al alloy, Ultrafine Grained Alloy, Fracture Toughness. Abstract. The effects of cryorolling (Rolling at liquid nitrogen temperature) and optimum heat treatment (short annealing + ageing) on fracture toughness of 7075 Al alloy are reported in the present work. The Al 7075 alloy was rolled for different thickness reductions (40% and 70%) at cryogenic temperature and its mechanical, fracture toughness properties were studied. The microstructural characterization of the alloy was carried out by using Optical microscopy and Field emission scanning electron microscopy (FESEM). The cryo-rolled (CR) Al alloy after 70% thickness reduction exhibits ultrafine grain structure as observed from its FESEM micrographs. It is observed that the yield strength and fracture toughness of the CR material with 70% thickness reduction have increased by 108% and 73% respectively, compared to the starting material. The CR 7075 Al alloy shows improved fracture toughness and tensile strength due to high dislocation density, grain refinement, and ultrafine-grain (UFG) formation by multiple cryorolling passes. The CR samples were subjected to short annealing for 5 min at 190 0 C, 170 0 C and 150 0 C followed by ageing at 160 0 C, 140 0 C and 120 0 C for both 40% and 70% reduced samples. The combined effect of short annealing and ageing improves the fracture toughness, tensile strength, and ductility of cryorolled samples, which is due to precipitation hardening and subgrain coarsening mechanism respectively. The scanning electron microscopy (SEM) fractographs of the Al 7075 alloy samples reveals that starting bulk Al alloy specimens is fractured in a total ductile manner, consisting of well-developed dimples over the entire surface and dimple size got decreased continuously for cryorolled specimens at different percentage of thickness reduction (40% and 70%) as observed in the present work. Introduction The development of high strength Al alloys for aerospace and automobile applications is ever growing due to the importance of extending service life of the structural components fabricated from these alloys [1]. Mechanical properties of the Al alloys can be further improved by Severe plastic deformation (SPD) techniques, which are now widely used for the production of ultrafine- grained (UFG) microstructures in bulk metals. An unique advantage of these techniques is due to the possibility of developing fully dense nanostructured and ultrafine grained materials without the introduction of any contaminants [2-3]. For example, equal channel angular pressing (ECAP), multiple compression, accumulative roll bonding and torsional straining are employed for the development bulk nanostructured/ultrafine-grained metals for structural and functional applications. However, majority of these methods require large plastic deformations with strains much larger than unity and the amount of materials produced are very limited. Nanostructured/ultrafine grained pure metals such as Cu, Al, Ni [2-4] and Al alloys [5-6] are Materials Science Forum Vol. 683 (2011) pp 81-94 Online available since 2011/May/17 at www.scientific.net © (2011) Trans Tech Publications, Switzerland doi:10.4028/www.scientific.net/MSF.683.81 All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without the written permission of TTP, www.ttp.net. (ID: 144.213.253.16, National Institute for Materials Science, Ibaraki, Japan-03/02/14,02:04:49)
Transcript of MSF 683 81

Improvement of Fracture Toughness (K1c) of 7075 Al Alloy by Cryorolling Process
P. Das1, R. Jayaganthan2, T. Chowdhury3, I. V. Singh4 1Foundry Group, Central Mechanical Engineering Research Institute (CSIR), Durgapur, India.
2Department of Metallurgical and Materials Engineering, Indian Institute of Technology Roorkee, Roorkee-247667, India
3School of Material Science and Engg. Bengal Engineering and Science University,Shibpur, India 4Department of Mechanical and Industrial Engineering, Indian Institute of Technology
Roorkee, Roorkee-247667, India [email protected]
Key words: Cryorolling, 7075 Al alloy, Ultrafine Grained Alloy, Fracture Toughness.
Abstract. The effects of cryorolling (Rolling at liquid nitrogen temperature) and optimum heat treatment (short annealing + ageing) on fracture toughness of 7075 Al alloy are reported in the present work. The Al 7075 alloy was rolled for different thickness reductions (40% and 70%) at cryogenic temperature and its mechanical, fracture toughness properties were studied. The microstructural characterization of the alloy was carried out by using Optical microscopy and Field emission scanning electron microscopy (FESEM). The cryo-rolled (CR) Al alloy after 70% thickness reduction exhibits ultrafine grain structure as observed from its FESEM micrographs. It is observed that the yield strength and fracture toughness of the CR material with 70% thickness reduction have increased by 108% and 73% respectively, compared to the starting material. The CR 7075 Al alloy shows improved fracture toughness and tensile strength due to high dislocation density, grain refinement, and ultrafine-grain (UFG) formation by multiple cryorolling passes. The CR samples were subjected to short annealing for 5 min at 190 0C, 170 0C and 150 0C followed by ageing at 160 0C, 140 0C and 120 0C for both 40% and 70% reduced samples. The combined effect of short annealing and ageing improves the fracture toughness, tensile strength, and ductility of cryorolled samples, which is due to precipitation hardening and subgrain coarsening mechanism respectively. The scanning electron microscopy (SEM) fractographs of the Al 7075 alloy samples reveals that starting bulk Al alloy specimens is fractured in a total ductile manner, consisting of well-developed dimples over the entire surface and dimple size got decreased continuously for cryorolled specimens at different percentage of thickness reduction (40% and 70%) as observed in the present work.
Introduction
The development of high strength Al alloys for aerospace and automobile applications is ever growing due to the importance of extending service life of the structural components fabricated from these alloys [1]. Mechanical properties of the Al alloys can be further improved by Severe plastic deformation (SPD) techniques, which are now widely used for the production of ultrafine-grained (UFG) microstructures in bulk metals. An unique advantage of these techniques is due to the possibility of developing fully dense nanostructured and ultrafine grained materials without the introduction of any contaminants [2-3]. For example, equal channel angular pressing (ECAP), multiple compression, accumulative roll bonding and torsional straining are employed for the development bulk nanostructured/ultrafine-grained metals for structural and functional applications. However, majority of these methods require large plastic deformations with strains much larger than unity and the amount of materials produced are very limited. Nanostructured/ultrafine grained pure metals such as Cu, Al, Ni [2-4] and Al alloys [5-6] are
Materials Science Forum Vol. 683 (2011) pp 81-94Online available since 2011/May/17 at www.scientific.net© (2011) Trans Tech Publications, Switzerlanddoi:10.4028/www.scientific.net/MSF.683.81
All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without the written permission of TTP,www.ttp.net. (ID: 144.213.253.16, National Institute for Materials Science, Ibaraki, Japan-03/02/14,02:04:49)
produced from its bulk counterpart by deforming them at cryogenic temperature using cryorolling technique. Rolling of pure metals and alloys in cryogenic temperature suppresses dynamic recovery and the density of accumulated dislocations reaches a higher steady state level as compared to room temperature rolling. With the multiple cryorolling (CR) passes, these higher densities of dislocations rearrange themselves into sub-structures followed by the formation of ultrafine grain structures (ufg) with high angle grain boundaries [7-8].
Fracture toughness behaviors of aluminum alloys are of great technological importance for ensuring safe material design in structural applications. The aluminum alloys (7XXX) have been widely used as structural materials due to their excellent properties such as low density, high strength, ductility, toughness, and resistance to fatigue [9-12]. The cryorolled (CR) Al 7075 alloy exhibited improved mechanical properties compared to room temperature rolled Al alloy as reported in the earlier work [13]. Precipitation kinetics of the CR Al 7075 alloy revealed that ultrafine grained alloy exhibits higher driving force for the precipitate formation than its bulk Al alloys [14]. There is no reported literature on the fracture toughness of cryorolled Al 7075 alloy. Therefore, the present work has been envisaged to study the effect of cryorolling and cryorolling + optimum heat treatment on linear elastic plain strain fracture toughness (K1c) of 7075 Al alloy by compact tension testing according to ASTM E399-08, E1820-08a and E647-08 [15-17].
Experimental Procedure
The Al 7075 alloy with the chemical composition of 6.04 Zn, 3.64 Mg, 1.76Cu, 0.50 Cr, 0.2 Si, 0.15 Mn, 0.57 Fe, and Al balance in the form of extruded ingot with the diameter of 50 mm, used in the present work, has been procured from Hindustan Aeronautics Ltd., Bangalore, India. The as received Al extruded ingot was machined into small plates and then solution treated (ST) at 4900C for 6 hours followed by quenching treatment in water at room temperature. The solution treated Al 7075 alloy plates were subjected to rolling at cryogenic temperature to achieve 40% and 70% thickness reduction. The samples were soaked in liquid nitrogen taken in the cryocan for 30 minutes prior to each roll pass during the rolling process. The diameter of the rolls was 110 mm and the rolling speed was 8 rpm. The temperature before and after rolling of the samples was - 190oC and -150oC, respectively, in each pass. It may be mentioned that the time taken for rolling and putting back the samples into cryocan was less than 40-50 seconds during each pass in order to preclude the temperature rise of the samples. The solid lubricant, MoSi2, has been used during the rolling process to minimize the frictional heat. The thickness reduction per pass was 5% but many passes were given to achieve the required reduction of the samples. In order to improve the mechanical and fracture properties, cryorolled samples were subjected to short annealing for 5 min at, 190 0C, 170 0C and 150 0C followed by ageing at 160 0C, 140 0C and 120 0C for both 40% and 70% reduced samples.
Macro hardness and tensile tests were performed to determine the mechanical properties of the CR Al 7075 alloy subjected to various strains, annealing, and ageing treatment. Vickers macro hardness (HV) was measured on the plane parallel to longitudinal axis (rolling direction) by applying a load of 15 Kg for 15 s. The tensile test was performed after polishing the samples prepared in accordance with ASTM Standard E-8/E8M-09 [18] sub-size specifications parallel to the rolling direction with a 25 mm. gauge length in air at room temperature using a S series, H25K-S materials testing machine operated at a constant crosshead speed with an initial strain rate of 5×10−4 s−1. The linear elastic fracture behaviour of 7075 Al alloy was investigated using compact tension specimens. Full C.T specimens used for starting bulk alloy and half C.T specimens employed for cryorolled (CR) and cryorolled + peak aged (CR+PA) condition due to dimensional constraints after required thickness reduction for ultrafine-grain formation achieved by cryorolling process. The specimen geometry of compact tension [C(T)] specimens are shown in Fig. 1. The
82 Advanced Mechanical Properties and Deformation Mechanisms of BulkNanostructured Materials

specimens tested for CR and (CR+PA) conditions were machined from the rolled pate with their tensile axis parallel to the rolling direction.
Figure 1. Specimen dimensions for (a) Full C.T specimen and (b) Half C.T specimen (All dimensions are in mm)
All specimens were fatigue precracked for a crack length/width (a/w) ratio of 0.5 following the
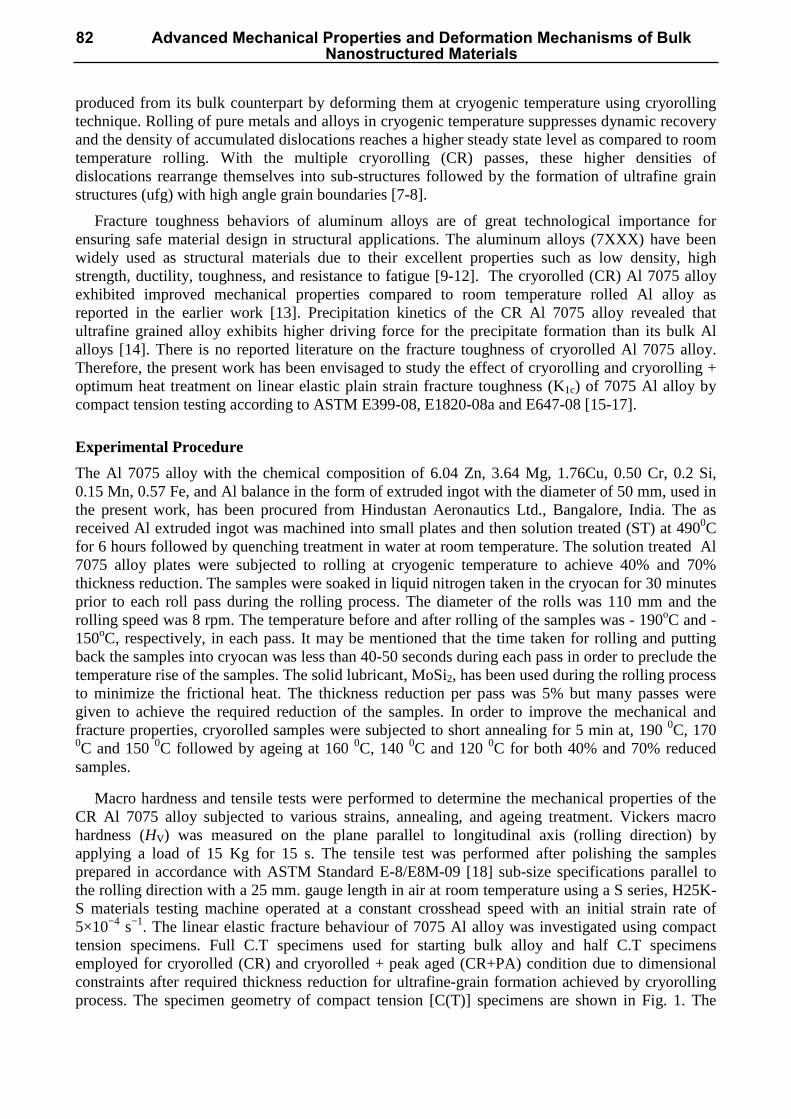
ASTM standard E647-08. The pre-cracking was carried out on a computer controlled servo hydraulic Instron machine (model 8502). All pre-cracking were made at a stress ratio of R = 0.1 at 10 Hz frequency, employing decreasing stress intensity factor range (ΔK) envelope. The final ΔK at the end of pre-cracking was maintained between 12 and 15 MPa √m. The crack length during pre-cracking was monitored using travelling microscope to reach a predetermined length marking. Plain strain fracture toughness tests were carried out, as per the guidelines of ASTM standard E399-08 and E 1820-08a on a 50 kN servo-hydraulic Instron machine (model 8502) at a displacement rate of 0.003 mm/s at laboratory ambient temperature. The loading sequence applied for monotonic fracture test is shown in Fig.2. A clip gauge with a travel of 5 mm was attached to the separate pieces of external knife-edges, attached to the specimen near the machined notch with a spacing of 5 mm, during the fracture toughness tests to monitor the load line displacement (LLD).
Materials Science Forum Vol. 683 83
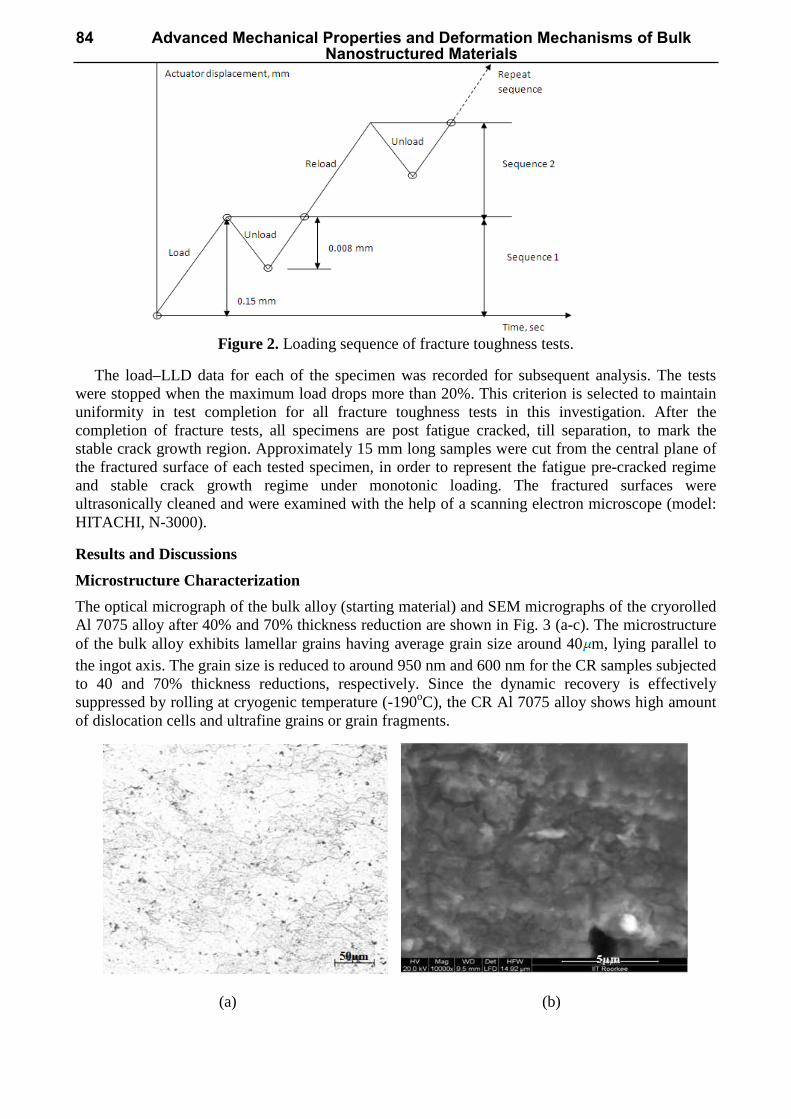
Figure 2. Loading sequence of fracture toughness tests.
The load–LLD data for each of the specimen was recorded for subsequent analysis. The tests were stopped when the maximum load drops more than 20%. This criterion is selected to maintain uniformity in test completion for all fracture toughness tests in this investigation. After the completion of fracture tests, all specimens are post fatigue cracked, till separation, to mark the stable crack growth region. Approximately 15 mm long samples were cut from the central plane of the fractured surface of each tested specimen, in order to represent the fatigue pre-cracked regime and stable crack growth regime under monotonic loading. The fractured surfaces were ultrasonically cleaned and were examined with the help of a scanning electron microscope (model: HITACHI, N-3000).
Results and Discussions
Microstructure Characterization
The optical micrograph of the bulk alloy (starting material) and SEM micrographs of the cryorolled Al 7075 alloy after 40% and 70% thickness reduction are shown in Fig. 3 (a-c). The microstructure of the bulk alloy exhibits lamellar grains having average grain size around 40m, lying parallel to the ingot axis. The grain size is reduced to around 950 nm and 600 nm for the CR samples subjected to 40 and 70% thickness reductions, respectively. Since the dynamic recovery is effectively suppressed by rolling at cryogenic temperature (-190oC), the CR Al 7075 alloy shows high amount of dislocation cells and ultrafine grains or grain fragments.
(a) (b)
84 Advanced Mechanical Properties and Deformation Mechanisms of BulkNanostructured Materials

(c)
Figure 3. (a) Optical micrograph of starting material and FESEM image of (b) 40% CR and (c) 70% CR.
Mechanical Properties
The substantial improvement in mechanical properties obtained after cryorolling of 7075 Al alloy compared to starting bulk 7075 Al alloy is due to higher amount of dislocation density and ultrafine grain formation. Table 1 shows the effect of cryorolling over tensile and hardness properties of the alloy, the mechanistic details were already discussed in details in our earlier work [13]. Optimum Heat Treatment
The phenomena such as recovery, recrystallization, and precipitation hardening need to be controlled through the optimum HT (annealing + ageing) conditions for enhancing both strength and ductility simultaneously to a considerable extent. Hence, the CR Al 7075 alloy samples, with 40% and 70% thickness reduction, were subjected to short annealing at 190 0C, 170 0C and 150 0C for 5 minutes followed by ageing at 160 0C, 140 0 C and 120 0C up to 8 hrs. Fig. 4 shows the variation of hardness with ageing time at the short annealing temperature of 1500C combined with different ageing temperatures. It is evident that hardness decreases with ageing time at the ageing temperatures of 120 0C, 140 0C and 160 0C. It is because of the dynamic recovery of the CR samples subjected to these short-annealing and ageing treatments.
Table 1. Mechanical Properties of the 7075 Al alloy at various processing conditions.
Materials Science Forum Vol. 683 85

.
Figure 4. Hardness of CR 7075 alloy after short annealing+ aging at 1500C for 5 min. + 1200C up to 8hrs. (a) 40% reduction and (b) 70% reduction sample.
The effect of the substructure coarsening is prevalent as compared to precipitation hardening mechanism in the earlier ageing time; afterwards hardness is increasing due to precipitation hardening mechanism. Identified peak aged condition for all annealed state of the cryorolled 7075 Al alloy specimens was 1500C for 5min + 1200C for 3 hours for both 40% and 70 % thickness reduction and this condition was chosen for tensile and fracture toughness testing. The cryorolled samples after peak ageing shows a sharp advancement in mechanical properties. The YS, UTS and ductility of the CR materials with the peak heat treated condition have increased from 430 Mpa to 450 Mpa, 530 Mpa to 542 Mpa and 10 to 12% respectively, for the 40% thickness reduction. Similarly, for the cryorolled samples with 70% reduction, YS, UTS and ductility have increased from 540 Mpa to 560 Mpa, 550 Mpa to 573 Mpa and 5 to 8% respectively. The simultaneous improvement in strength and ductility of CR Al 7075 alloy subjected to post-heat treatment is due to the combined effect of dynamic recovery, grain refinement, and precipitation hardening as reported in our earlier work [13,19].
Linear Elastic Fracture Toughness (K1c) and K-R Curve Determination
For fracture toughness testing, samples were cut from longitudinal (rolling) direction. The compact Tension specimens were prepared as per the ASTM Standard E 399-08 and E 1820-08a [16-17]. The specimen dimensions are shown earlier in Fig. 1. Increased fracture toughness observed in case of cryorolled samples is due to high density of dislocations, ultrafine-grain formation [20-21], grain boundary sliding and increased fracture stress () according to eq.(1) [22].
(1)
Where, = Constant (Mpa m1/2), d= Grain size.
Fracture toughness of starting bulk Al alloy is 17.89 Mpa m1/2, and it has increased to 24 Mpa m1/2 (34% increase) and 30.84 Mpa m1/2 (nearly 73% increase) after 40% and70% thickness reductions, respectively. Optimum heat treatment (short annealing + ageing) conditions shows significant enhancement in linear elastic fracture toughness (K1c). It has increased from 24 Mpa m1/2
to 28 Mpa m1/2 and 31 Mpa m1/2 to 34 Mpa m1/2 for 40 and70% thickness reductions, respectively. The load-load line displacement curves of the starting bulk alloy, 70% CR and 70% CR+PA are summarized in Fig.5. The tests were also conducted for 40% CR and 40% CR+PA conditions for comparison purpose and to demonstrate the gradual advancement in fracture toughness. The
86 Advanced Mechanical Properties and Deformation Mechanisms of BulkNanostructured Materials
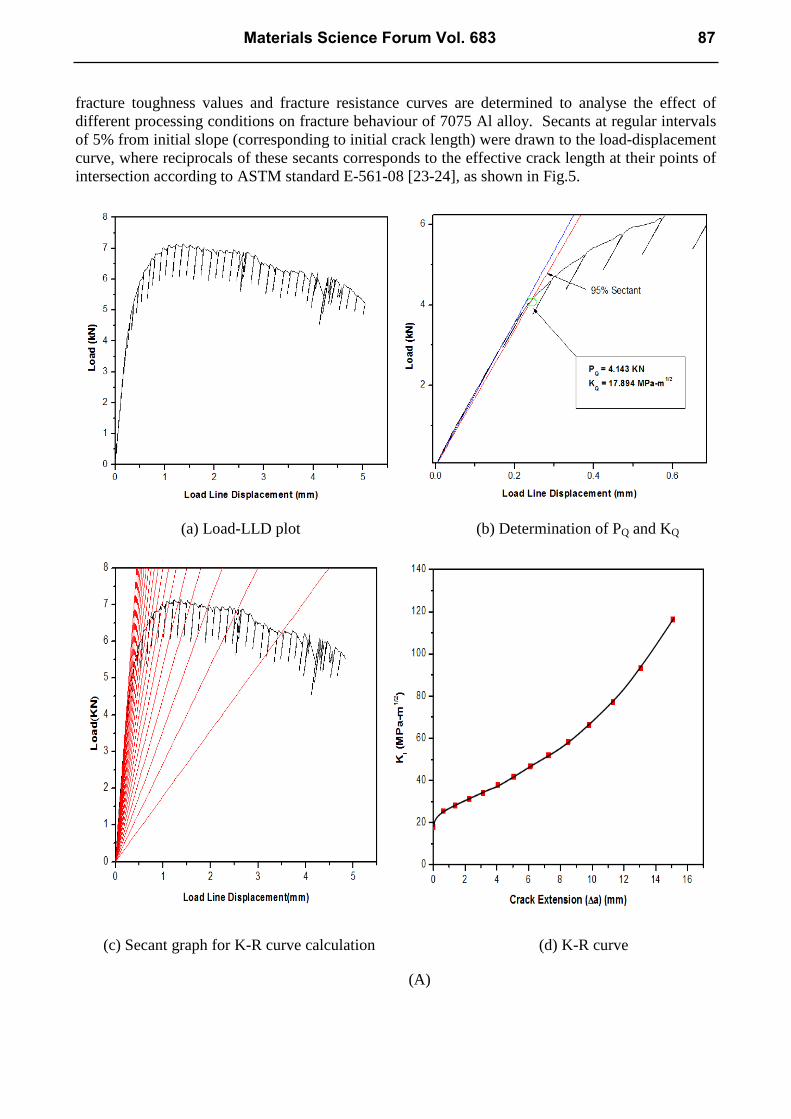
fracture toughness values and fracture resistance curves are determined to analyse the effect of different processing conditions on fracture behaviour of 7075 Al alloy. Secants at regular intervals of 5% from initial slope (corresponding to initial crack length) were drawn to the load-displacement curve, where reciprocals of these secants corresponds to the effective crack length at their points of intersection according to ASTM standard E-561-08 [23-24], as shown in Fig.5.
(a) Load-LLD plot (b) Determination of PQ and KQ
(c) Secant graph for K-R curve calculation (d) K-R curve
(A)
Materials Science Forum Vol. 683 87

(a) Load-LLD plot (b) Determination of PQ and KQ
(c) Secant graph for K-R curve calculation (d) K-R curve
(B)
88 Advanced Mechanical Properties and Deformation Mechanisms of BulkNanostructured Materials

(a) Load-LLD plot (b) Determination of PQ and KQ
(c) Secant graph for K-R curve calculation (d) K-R curve
(C)
Figure 5: Fracture parameters of (A) Starting bulk alloy, (B) 70% Cryorolled and (C) 70% Cryorolled + Peak aged (1500C for 5min + 1200C for 3 hours) 7075 Al alloy.
These slopes were normalized by specimen thickness and elastic modulus to determine the crack
length to width ratio according to the equation (2). a/W = 1.000-4.500(U)+13.157(U2)-172.551(U3)+879.944(U4)-1514.671(U5) (2)
Materials Science Forum Vol. 683 89

Where, U = 1/(1+√E’BV m/P)
And, Vm = crack mouth opening displacement, m P = applied force in N, and Be = B – (B– BN)2/B, and E’ = Effective Young’s modulus for plain strain = E/ (1-ν2) ν = Poisson’s ratio
Once the crack lengths were determined, the corresponding K values were calculated using the following equations for determination of the fracture resistance (K-R) curve. K = (P/B√W) x f (a/w) (3) Where, f(a/W) = [(2 + a/W)/(1 - a/W)3/2] [0.886 + 4.64 (a/W) -13.32 (a/W) 2 + 14.72 (a/W) 3 - 5.6 (a/W) 4] The crack growth resistance curves (K-R curves) obtained following the procedure discussed above are summarized in Fig.5.
A conditional value PQ is determined by drawing the secant line through the origin of the load-load line displacement curve with 95% of the slope of the tangent to the initial linear portion of the curve. If the load at every point on the curve which precedes the intersection point load is lower than it, then PQ is defined at that load. Otherwise; if, there is a maximum load preceding 95% secant intersection load which exceeds it, then that maximum load is PQ. A qualified fracture toughness value, KQ was determined by the procedures described before for K calculation using the P=PQ. A representative PQ value determination and corresponding KQ value is shown in Fig.5. KQ values so obtained were used to compute the minimum thickness required for the test to meet the plane strain validity requirement [20-21] which is given by,
a, B, (W – a) 2.5(KQ/σys)
2 (4)
Where, B is specimen thickness, W is width, a is the effective crack length (notch+ fatigue precrack) and σys is the yield stress of the material under uniaxial tension. It was observed that all the materials met the above criterion written in equation (4) and hence KQ values considered as plain strain Linear elastic fracture toughness, KIC. Fig. 6(a) shows the gradual advancement in KIC due to cryorolling and cryorolling + peak aging for different thickness reductions and Fig. 6(b) shows the comparative fracture resistance plots for starting bulk, 70% CR and 70% CR+PA 7075 Al alloy.
Fracture Surface Morphology
The inspection of the fracture surfaces shows that the ductile fracture is the fracture mode in all the cases. Dimples are formed due to void growth and coalescence in the material at different processing conditions. Stretch zones were not observed distinctly from the fracture surfaces, however transition region is clearly visible as shown in Fig.7. Damage mechanism transformed from striation governed smooth fatigue failure during precracking into void growth and coalescence driven ductile fracture under monotonic loading. It can be noted that the dimples are better formed in cryorolled (CR) and cryorolled+ peak aged (CR+PA) conditions than in staring bulk alloy.
90 Advanced Mechanical Properties and Deformation Mechanisms of BulkNanostructured Materials

Larger dimple size in case of starting bulk alloy (around 10 µm) is mainly caused by existence of coarser precipitates.
Figure 6: Comparative plot of (a) Fracture toughness at different processing conditions and (b) Fracture resistance for starting bulk, 70% CR and 70% (CR+PA) form of 7075 Al alloy
(a) Transition region (fatigue precrack and fracture) (b) Fracture surface (A)
(a) Transition region (fatigue precrack and fracture) (b) Fracture surface
Materials Science Forum Vol. 683 91

(B)
(a) Transition region (fatigue precrack and fracture) (b) Fracture surface
(C)
(a) Transition region (fatigue precrack and fracture) (b) Fracture surface
(D)
Figure 7: SEM image of fracture surface: (A) Bulk alloy, (B) 40% CR, (C) 70% CR, (D) 70% (CR+ PA) 7075 Al alloy.
It is known that the dimple size is dependent on the inclusion size [23].With the increase in
precipitates due to aging, the number of second phase for hardening increases in the matrix, which increases the resistance to the dislocation movement, simultaneously coarsening of precipitates softens the materials what explains the reason of increased fracture resistance after aging treatment. The average dimple size of the starting materials is 10 m and then it gradually decreases with increasing percentage of thickness reduction attained due to cryorolling as shown in Fig. 7. The
92 Advanced Mechanical Properties and Deformation Mechanisms of BulkNanostructured Materials

dimple size gets reduced to less than 1m after 70% thickness reduction in the cryorolled samples, may be due to the grain refinement and work hardening, which are in accordance with the similar features reported for the severely deformed samples reported in the literature [25-26]. Conclusions
The fracture resistance of cryorolled Al 7075 alloy has been investigated in the present work. A significant increase in yield strength and fracture toughness of the cryorolled Al alloy samples was observed due to high density of dislocations and grain refinement with the increasing amount of % reduction achieved by multiple cryorolling passes. Dislocation piled up in the grain boundary, during cryorolling, rearrange themselves, and form sub grains. An increase in % elongation in CR Al alloys has been observed upon subjecting them to optimum heat treatment (short annealing+ageing) of 1500C for 5min + 1200C for 3 hours due to grain boundary coarsening. Ageing effect is significant over fracture toughness due to precipitation hardening, which hinders the onset of plasticity.
Fracture toughness testing of the bulk and ufg alloy carried out following ASTM E 1820-08a and E 399-09 standards. Although ufg alloy shows substantial plasticity, it still shows subcritical crack growth which can be seen from the load displacement plots, may be due to secondary cracks emerging from the precipitates. Hence, the plain strain fracture toughness K1c was evaluated for all the materials. Crack growth resistance curves (K-R curves) were obtained to compare the fracture behaviour of the 7075 Al alloy at different processing conditions. Drastic improvement in the crack initiation values observed for cryorolled Al alloy compared to the starting material due to increased fracture stress ( ) and grain boundary strengthening. The resistance to crack extension is higher for
aged samples compared to cryorolled ones due to hindrance of the dislocation motion by the finer precipitations. SEM fractographs of fractured samples of the Al 7075 alloy reveals that starting bulk Al alloy specimens is fractured in a total ductile manner, consisting of well-developed dimples over the entire surface and also big size precipitates can be seen. Cryorolled and aged samples show some quasi cleavage regions with dimple, signifying a mixed mode of fracture. Acknowledgements The author, P. Das, would like to thank National Metallurgical Laboratory, Jamshedpur, especially Dr. S. Tarafdar and Dr. S. Sivaprasad for their cordial help to carry out fracture toughness experiments. The author, Dr. R. Jayaganthan, would like to thank DST, New Delhi for their financial support to this work through grant no: DST-462-MMD.
References
[1] S. K. Panigrahi, R Jayaganthan, Materials Science Forum, Vols. 584-586, 2008, pp 734-740.
[2] Y. Wang, M. Chen, F. Zhou, E. Ma, Nature, Vol. 419 (2002), pp 912–915.
[3] T.R. Lee, C.P. Chang, P.W. Kao, Mater. Sci. Eng. A, Vol. 408 (2005), pp 131–135.
[4] N. Rangaraju, T. Raghuram, B.V. Krishna, K.P. Rao, P. Venugopal: Mater. Sci. Eng. A, Vol. 398 (2005), pp 246-251.
[5] Y.B. Lee, D.H. Shin, K.T. Park, W.J. Nam: Scripta Mater, Vol. 51 (2004), pp 355-359.
[6] T. Shanmugasundaram, B.S. Murty, V.S. Sarma: Scripta Mater, Vol. 54 (2006), pp 2013-2017.
[7] X. M. Li, M. J. Stranik: Materials Science and Technology, Vol. 17 (2001), pp 1324-1328.
[8] R.Z. Valiev, R.K. Islamgaliev, I.V. Alexandrov: Prog. Mater. Sci., Vol. 45 (2000), pp 103–189.
Materials Science Forum Vol. 683 93

[9] Jin-Feng LI, Zhuo-We P, Chao-Xing LI, Zhi-qiang J, Wen-Jing C, Zheng Z: Transactions of Nonferrous Metals Society of China, Vol. 18 (2008), pp. 755–762.
[10] Williams JC, Starke EA. Acta Materialia, Vol. 51(19) (2003), pp. 5775–5799.
[11] Woei-Shyan L, Wu-Chung S, Chi-Feng L, Chin-Jyi. W: Journal of Materials Processing Technology, Vol. 100 (2000), pp.116–22.
[12] Steglich D, Brocks W, Heerens J, Pardoen T: Engineering Fracture Mechanics, Vol. 75(12)(2008), pp. 3692–706.
[13] P.Das, R Jayaganthan, I.V.Singh: J Mater Design (2010), doi:10.1016/ j.matdes.2010.09.026.
[14] R Jayaganthan, S. K. Panigrahi: Materials Science Forum, Vols. 584-586 (2008), pp 734-740.
[15] E647-08, Standard test method for measurement of fatigue crack growth rates, Annual Book of ASTM Standards, 2008.
[16] E399-08, Standard test method for Linear-Elastic Plane-Strain Fracture Toughness KIc of Metallic Materials, Annual Book of ASTM Standards, 2008.
[17] E 1820-08a, Standard test method for Measurement of Fracture Toughness, Annual Book of ASTM Standards, 2008.
[18] E8 / E8M-09. Standard Test Methods for Tension Testing of Metallic Materials, Annual Book of ASTM Standards, 2009.
[19] P. Nageshwara Rao, S.K.Panigrahi and R. Jayaganthan: Materials Science and Technology, Vol. 26, No.3 (2010), pp. 371-374.
[20] H. Somekawa , T. Mukai: Scripta Materialia, Vol. 53 (2005), pp 1059–1064.
[21] H. Somekawa, T. Mukai: Journal of Alloys and Compounds, Vol. 417 (2006), pp 209–213.
[22] N. Perez, Fracture Mechanics, Kluwer Academic Publishers, Newyork, 2004.
[23] E561-08, Standard test method for K-R curve determination. Annual Book of ASTM Standards, 2008.
[24] E. Gariboldi, D. Ripamonti, L. Signorelli, G. Vimercati, F. Casaro: Metallurgical Science and Technology, (2003), pp 143-155.
[25] S. K. Panigrahi, R. Jayaganthan: Materials Science and Engineering A, Vol. 480 (2008) pp. 299–305.
[26] Z.C. Wang, P.B. Prangnell: Materials Science and Engineering A, Vol. 328 (2002), pp. 87–97.
94 Advanced Mechanical Properties and Deformation Mechanisms of BulkNanostructured Materials

Advanced Mechanical Properties and Deformation Mechanisms of Bulk Nanostructured Materials 10.4028/www.scientific.net/MSF.683 Improvement of Fracture Toughness (K1c) of 7075 Al Alloy by Cryorolling Process 10.4028/www.scientific.net/MSF.683.81
DOI References
[1] S. K. Panigrahi, R Jayaganthan, Materials Science Forum, Vols. 584-586, 2008, pp.734-740.
doi:10.4028/www.scientific.net/MSF.584-586.734 [2] Y. Wang, M. Chen, F. Zhou, E. Ma, Nature, Vol. 419 (2002), p.912–915.
doi:10.1038/nature01133 [4] N. Rangaraju, T. Raghuram, B.V. Krishna, K.P. Rao, P. Venugopal: Mater. Sci. Eng. A, Vol. 398 (2005),
pp.246-251.
doi:10.1016/j.msea.2005.03.026 [5] Y.B. Lee, D.H. Shin, K.T. Park, W.J. Nam: Scripta Mater, Vol. 51 (2004), pp.355-359.
http://dx.doi.org/10.1016/j.scriptamat.2004.02.037 [6] T. Shanmugasundaram, B.S. Murty, V.S. Sarma: Scripta Mater, Vol. 54 (2006), p.2013-(2017).
doi:10.1016/j.scriptamat.2006.03.012 [8] R.Z. Valiev, R.K. Islamgaliev, I.V. Alexandrov: Prog. Mater. Sci., Vol. 45 (2000), p.103–189.
http://dx.doi.org/10.1016/S0079-6425(99)00007-9 [9] Jin-Feng LI, Zhuo-We P, Chao-Xing LI, Zhi-qiang J, Wen-Jing C, Zheng Z: Transactions of Nonferrous
Metals Society of China, Vol. 18 (2008), p.755–762.
http://dx.doi.org/10.1016/S1003-6326(08)60130-2 [10] Williams JC, Starke EA. Acta Materialia, Vol. 51(19) (2003), p.5775–5799.
doi:10.1016/j.actamat.2003.08.023 [11] Woei-Shyan L, Wu-Chung S, Chi-Feng L, Chin-Jyi. W: Journal of Materials Processing Technology,
Vol. 100 (2000), p.116–22.
http://dx.doi.org/10.1016/S0924-0136(99)00465-3 [14] R Jayaganthan, S. K. Panigrahi: Materials Science Forum, Vols. 584-586 (2008), pp.734-740.
doi:10.4028/www.scientific.net/MSF.584-586.734 [19] P. Nageshwara Rao, S.K. Panigrahi and R. Jayaganthan: Materials Science and Technology, Vol. 26, No.
3 (2010), pp.371-374.
doi:10.1179/174328409X443227 [20] H. Somekawa , T. Mukai: Scripta Materialia, Vol. 53 (2005), p.1059–1064.
doi:10.1016/j.scriptamat.2005.07.001 [21] H. Somekawa, T. Mukai: Journal of Alloys and Compounds, Vol. 417 (2006), p.209–213.
doi:10.1016/j.jallcom.2005.07.073 [25] S. K. Panigrahi, R. Jayaganthan: Materials Science and Engineering A, Vol. 480 (2008) p.299–305.
doi:10.1016/j.msea.2007.07.024 [26] Z.C. Wang, P.B. Prangnell: Materials Science and Engineering A, Vol. 328 (2002), p.87–97.
doi:10.1016/S0921-5093(01)01681-1