modelo cualitativo de cambio de recubrimiento en
128
MODELO CUALITATIVO DE CAMBIO DE RECUBRIMIENTO EN TUBERÍA ENTERRADA EN OLEODUCTOS Y POLIDUCTOS JAVIER MAURICIO HIGUERA MORA UNIVERSIDAD PEDAGÓGICA Y TECNOLÓGICA DE COLOMBIA MAESTRÍA EN GESTIÓN DE INTEGRIDAD Y CORROSIÓN TUNJA – BOYACÁ 2020
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of modelo cualitativo de cambio de recubrimiento en

MODELO CUALITATIVO DE CAMBIO DE RECUBRIMIENTO EN TUBERÍA ENTERRADA EN OLEODUCTOS Y POLIDUCTOS
JAVIER MAURICIO HIGUERA MORA
UNIVERSIDAD PEDAGÓGICA Y TECNOLÓGICA DE COLOMBIA
MAESTRÍA EN GESTIÓN DE INTEGRIDAD Y CORROSIÓN
TUNJA – BOYACÁ
2020

MODELO CUALITATIVO DE CAMBIO DE RECUBRIMIENTO EN TUBERÍA ENTERRADA EN OLEODUCTOS Y POLIDUCTOS
JAVIER MAURICIO HIGUERA MORA
Trabajo de grado para optar el título de
Magister En Gestión de Integridad y Corrosión
DIRECTOR:
PhD. ENRIQUE VERA LÓPEZ
CODIRECTOR
ING. QUILYAM CASALLAS SALINAS
UNIVERSIDAD PEDAGÓGICA Y TECNOLÓGICA DE COLOMBIA
MAESTRÍA EN GESTIÓN DE INTEGRIDAD Y CORROSIÓN
TUNJA – BOYACÁ
2020

Nota de aceptación:
Firma del presidente del jurado
Firma del jurado
Firma del jurado
Tunja, junio de 2020
Dedicatoria
El presente trabajo es dedicado a todos mis seres amados, a mi esposa Diana
Katherinne Ríos Moyano, a mi madre, Margarita María Mora Moreno quienes
han forjado en mí el hábito de estudio y superación personal, a mis hermanos
Nubia Carolina Higuera Mora y Mario Daniel Higuera Mora por su apoyo
incondicional, Eduardo Murillo por sus consejos y enseñanzas, a mi sobrina,
María Camila Murillo Higuera que con su sencillez y cariño me ha acompañado
en este proceso educativo y a mi padre Mario Roberto Higuera Suarez que desde
el cielo me cuida y me guía por el mejor camino.

Agradecimientos
Agradezco a Dios y La Virgen que por medio de salud y capacidades me
permitieron dar un paso mas en mi vida profesional.
A mi director PhD Enrique Vera y codirector Ing. Quilyam Casallas, por sus
oportunas orientaciones y acompañamiento contantes siendo
fundamentales para la elaboración del presente trabajo.
A mis compañeros de trabajo del área de corrosión de Tecnicontrol S.A.S
quienes en el día a día laboral compartimos conocimientos y experiencias
esenciales para la redacción del presente trabajo.

Título
Modelo cualitativo de cambio de recubrimiento en tubería enterrada en
Oleoductos y Poliductos
Resumen
Este trabajo propone un modelo de cambio de recubrimientos para tubería
enterrada en Oleoductos y Poliductos con el fin de proveer herramientas
adecuadas a personal de operación, mantenimiento e integridad de empresas
transportadoras de hidrocarburos por tuberías para discriminar de manera
eficiente lugares donde la corrosión externa se encuentre de manera activa. Lo
anterior por medio del modelo cualitativo el cual integra las evaluaciones de los
datos de inspección recolectados durante los programas de mantenimiento de
ductos en cuanto a inspecciones ILI, tipos de recubrimientos instalados,
antigüedad de los recubrimientos instalados, inspecciones indirectas del Sistema
de Protección Catódica (SPC), inspecciones DCVG y análisis de áreas de alta
consecuencia para programar y priorizar los recursos destinados a cambios de
recubrimientos.
Palabras Clave
Corrosión, tuberías, recubrimientos, inspecciones indirectas, corrosión externa.

Title
Qualitative model for change of external coating in oil pipelines and
polyducts.
Abstract
This thesis work proposes a model for change exterior coatings for buried
pipelines in oil pipelines and polyducts to provide adequate tools for the operation,
maintenance and integrity personnel of hydrocarbon pipeline operators
companies for discriminate places efficiently where external corrosion is active
found through the model based in evaluating inspection data collected during
pipeline maintenance programs for ILI inspections, types of coatings installed, age
of coatings installed, indirect inspections of cathodic protection system, DCVG
inspections and analysis of high consequence areas to schedule and prioritize
resources for coating changes.
Key words
Corrosion, Pipelines, Coatings, Indirect Inspections, External Corrosion.

ÍNDICE GENERAL
INTRODUCCIÓN 15
1. FUNDAMENTOS DE LA INVESTIGACIÓN 18
1.1. PLANTEAMIENTO DEL PROBLEMA 18
1.2. ANTECEDENTES 19
1.3. JUSTIFICACIÓN 23
1.4. OBJETIVOS 23
1.4.1. Objetivo general 23
1.4.2. Objetivos específicos 23
2. MARCO REFERENCIAL 25
2.1. MARCO TEÓRICO 26
2.1.1. Recubrimientos 28
2.1.1.1. Recubrimientos poliméricos________________________________________ 28
2.1.1.1.1. Alquitrán de Hulla 30
2.1.1.1.2. Asfaltos tipo esmalte caliente 34
2.1.1.1.3. Cintas 36
2.1.1.1.4. Polioleofinas extruidas 46
2.1.1.1.5. Epoxi fenólicos 48
2.1.1.1.6. Multicapa 52
2.1.2. Protección catódica 57
2.1.2.1. Principio de funcionamiento 58
2.1.2.2. Sistemas de protección catódica 60
2.1.2.2.1. Ánodos de sacrificio 61
2.1.2.2.2. Corriente impresa 63
2.1.2.3. Métodos de inspección en sistemas de protección catódica 65
2.1.2.3.1. Medición de gradiente de corriente DC (DCVG) 66
2.1.2.3.2. Medición de potenciales en intervalos cortos (CIPS) 70 2.1.2.3.3. Mapeo de Corriente en Tubería (PCM) 74
2.1.2.3.4. Ensayo de Gradiente de Voltaje de Corriente Alterna (ACVG) 76
2.1.3. Inspecciones ILI 79
2.1.3.1. Inspección en línea – Fuga de flujo magnético (MFL) 79
2.1.3.2. Inspección en línea – Ultrasonido (ILI-UT ) 81
2.1.3.3. Otras herramientas de inspección en línea 83

3. DISEÑO METODOLÓGICO 85
3.1. HIPÓTESIS Y VARIABLES 85
3.1.1. Hipótesis 85
3.1.2. Variables 85
3.1.2.1. Tipos de variables involucradas 86
3.2. PRESENTACIÓN DE ETAPAS 87
3.3. FUENTES DE INFORMACIÓN 88
3.3.1. Información de inspección con herramienta inteligente 88
3.3.2. Información DCVG 93
3.3.3. Información CIS y PAP 97
3.3.4. Información de recubrimientos 101
3.3.5. Información zonas de alta consecuencia 103
3.4. PROCESAMIENTO DE LA INFORMACIÓN 104 3.4.1. Determinación Primer Criterio: Procesamiento información con herramienta
inteligente 105
3.4.2. Determinación Segundo Criterio: Procesamiento información con herramienta inteligente 109
3.4.3. Tercer Criterio: Procesamiento información de gradiente de voltaje DC. 111 3.4.4. Cuarto Criterio: Procesamiento información de medición de potenciales de sistema de protección catódica 113 3.4.5. Quinto Criterio: Criterio Recubrimientos. Procesamiento información de
recubrimientos instalados 117
3.4.6. Sexto Criterio: Criterio HCA. Procesamiento información áreas alta consecuencia. 120
3.4.7. Procesamiento información de criterios 121
4. CONCLUSIONES 124
BIBLIOGRAFIA 127

LISTADO DE FIGURAS
Pág.
Figura 1. Criterios de priorización de excavaciones …………………… 21
Figura 2. Análisis cruzado de información ……………………..……….. 22
Figura 3. Recubrimientos aplicados en la industria del petróleo y el gas a lo largo de los años ……………………………………..
29
Figura 4. Recubrimiento de alquitrán de hulla ………………………….. 30
Figura 5. Recubrimiento de alquitrán de hulla…………………….…….. 33
Figura 6. Cintas de polietileno …………………………………………… 38
Figura 7. Cintas de polietileno ………………….………………………… 40
Figura 8. Cinta de cera ……………………………………………………. 41
Figura 9. Cinta de polietileno…………………………………...…………. 42
Figura 10. Defectos en cinta de polietileno …………………...……...... 43
Figura 11. Efecto cinta de polietileno ………………………………......... 44
Figura 12. Agrietamiento bajo tensión en tubería con recubrimiento en cintas de polietileno ………………… …..…………………………….……
46
Figura 13. Reacción bisfenol A y la epiclorhidrina para formar Éter digilcidílico …………………………………………………..……………….
49
Figura 14. Reacción entre el fenol y formaldehido para producir la resina Novalac …………………………………..……………………….....
49
Figura 15. Resina epoxi cicloalifática ……………………………..……... 50
Figura 16. Medición de película seca en tubería con recubrimiento FBE 51
Figura 17. Aplicación recubrimiento de altos solido ……………………. 52

Pág.
Figura 18. Estructura típica de un recubrimiento multicapa…………..… 55
Figura 19. Principio de la protección catódica ………………………….. 59
Figura 20. Sistema de protección por ánodos galvánico …………..….. 61
Figura 21. Sistema típico corriente impresa ………….………………..... 65
Figura 22. Líneas de corriente y potencial en la vecindad de un holiday 66
Figura 23. Instrumento DCVG análogo………..………………………..... 67
Figura 24. Esquema de metodología DCVG …………………………….. 68
Figura 25. Esquema de metodología CIPS ……………………………… 72
Figura 26. Equipo PCM ……………………….………………………...... 74
Figura 27. Instalación trasmisor ……….………………………………….. 74
Figura 28. Flujo de la corriente desde el transmisor hacia un defecto en recubrimiento ……………….……………………………............................
77
Figura 29. Receptor digital y marco A utilizado en el ACVG …….……. 77
Figura 30. Mediciones de corriente y niveles de decibeles…...…….…. 78
Figura 31. Herramienta en línea MFL …..…………….…………………. 79
Figura 32. Herramienta en línea UT ……………..……….…………....... 80

Pág.
Figura 33. Rendimiento Herramienta en línea MFL - UT ………...... 82
Figura 34. Herramienta en línea por corrientes de eddy para inspección en línea……………………………………………………....
88
Figura 35. Diagrama para la selección herramienta ILI .………………. 89
Figura 36. Pipetally………………………………………………………. 89
Figura 37. Ejemplo para calcular potencial de tierra remota (P/PRE). 95
Figura 38. Estructura de una celda de referencia ……………….….. 98
Figura 39. Grafica de potenciales ON OFF recolectados dentro de un CIPS………………………………………………………………………….
100
Figura 40. Perdida de propiedades del recubrimiento………….....….. 103
Figura 41. Matriz Primer Criterio ………………………………………. 108
Figura 42. Matriz de decisión Cuarto Criterio. ……………….………. 116
Figura 43. Matriz de decisión criterio recubrimiento………………….. 120
LISTADO DE TABLAS
Pág.
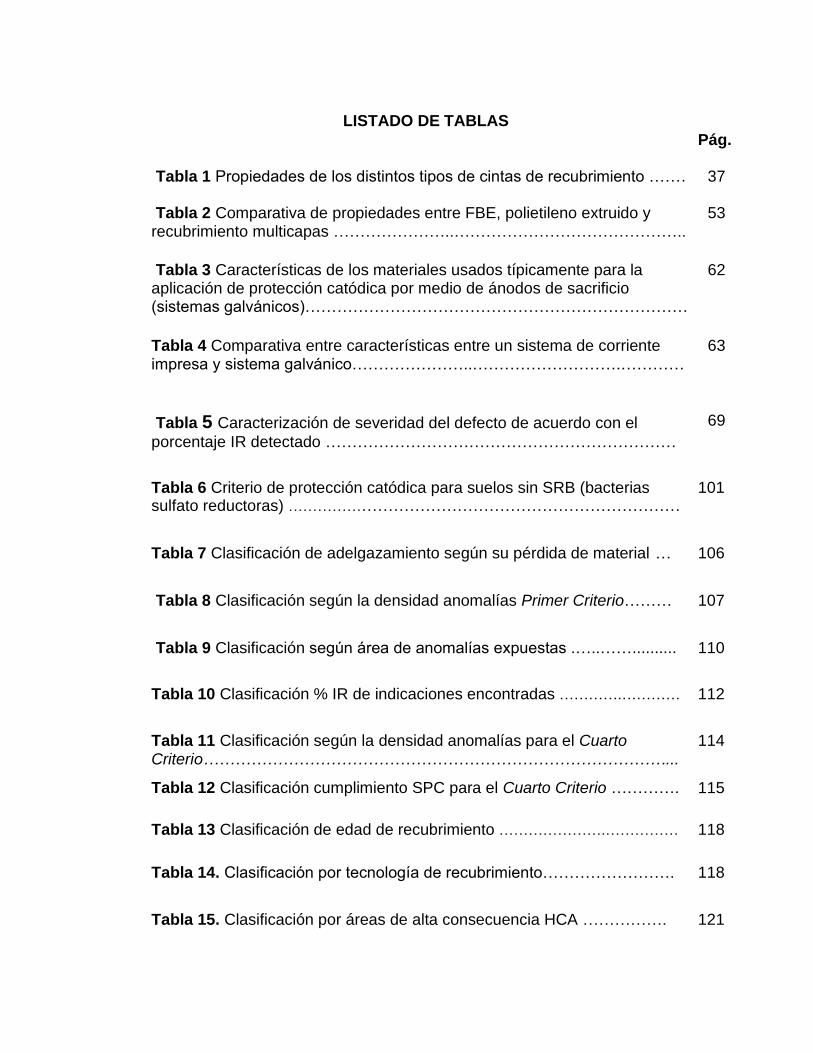
Tabla 1 Propiedades de los distintos tipos de cintas de recubrimiento ……. 37
Tabla 2 Comparativa de propiedades entre FBE, polietileno extruido y recubrimiento multicapas …………………..……………………………………..
53
Tabla 3 Características de los materiales usados típicamente para la aplicación de protección catódica por medio de ánodos de sacrificio (sistemas galvánicos)………………………………………………………………
62
Tabla 4 Comparativa entre características entre un sistema de corriente impresa y sistema galvánico…………………..……………………….…………
63
Tabla 5 Caracterización de severidad del defecto de acuerdo con el
porcentaje IR detectado …………………………………………………………
69
Tabla 6 Criterio de protección catódica para suelos sin SRB (bacterias sulfato reductoras) …………………………………………………………………
101
Tabla 7 Clasificación de adelgazamiento según su pérdida de material … 106
Tabla 8 Clasificación según la densidad anomalías Primer Criterio……… 107
Tabla 9 Clasificación según área de anomalías expuestas .…..…….......... 110
Tabla 10 Clasificación % IR de indicaciones encontradas ………….………… 112
Tabla 11 Clasificación según la densidad anomalías para el Cuarto Criterio……………………………………………………………………………...
114
Tabla 12 Clasificación cumplimiento SPC para el Cuarto Criterio …………. 115
Tabla 13 Clasificación de edad de recubrimiento ………………….…………… 118
Tabla 14. Clasificación por tecnología de recubrimiento……………………. 118
Tabla 15. Clasificación por áreas de alta consecuencia HCA ……………. 121

Tabla 16. Clasificación en el procesamiento de criterios de evaluación … 122
Tabla 17. Clasificación criterio final de acuerdo con suma de criterios evaluados………………………………………………………………………..
122
Tabla 18. Manejo de resultados de criterio final……..…………………….......................................................................
123

15
INTRODUCCIÓN
La corrosión es reconocida como el factor más importante que contribuye a la
falla en ductos (Martins, 2015), generalmente se localiza en áreas donde existen
defectos de recubrimiento y los niveles de protección catódica son insuficientes.
Las fallas en los sistemas de tuberías de transporte enterrados debido a la
corrosión son una gran preocupación para los operadores y mantenedores de los
activos en cualquier país, ya que es la principal causa de deterioro en las redes
de transporte por tuberías (Wasim et al., 2018).
En muchos lugares del mundo los oleoductos, gasoductos, poliductos entre otros
tienen la tendencia a instalar la tubería bajo tierra, lo anterior permite evitar que
se presenten sabotajes frecuentes de las líneas, problemáticas sociales al estar
el tubo sobre el terreno, problemas de predios con los propietarios donde cruza
los ductos, etc.; pero también dificulta las tareas de inspección y mantenimiento
en cualquier ubicación específica, sin embargo son factores que pueden ser
controlados frente a los que se presentan cuando la tubería se encuentra aérea
(Wasim et al., 2018).
La alta frecuencia de fallas en las tuberías en todo el mundo indica una
inexactitud de las teorías actuales utilizadas para la predicción de la falla de las
tuberías enterradas (Wasim et al 2018), pero cabe destacar que los activos son
cada vez más antiguos por lo que es necesario realizar esfuerzos para mejorar
las metodologías y modelos para la detección y control de la corrosión.
En muchos lugares del mundo incluido Colombia existen tuberías que han
operado por más de 50 años de servicio y en algunos lugares puede exceder los
100 años (Belmonte et al., 2008), pero en gran parte de estos casos las tuberías
fallan antes de que se cumpla el total de la vida de servicio. El envejecimiento,
servicio prolongado, daños a recubrimientos protectores internos o externos,

16
procesos inadecuados de reparación y la mala operación de los ductos
disminuyen la vida útil de la tubería enterrada. Un ejemplo de envejecimiento de
los activos se presenta en Australia, donde la tasa de falla es de 20 fugas por
cada 100 km por año en promedio y el costo de reemplazo ha aumentado un
10% anual desde 2006 (Hou et al., 2016).
Sin embargo, la operación mundial ha sido en gran medida muy exitosa con
relativamente pocos accidentes fatales en comparación con la operación de otros
tipos de equipos peligrosos (McCallumyJandu, 2009), aunque debido a la
creciente edad de las tuberías, los regímenes de inspección y mantenimiento
más rigurosos son cada vez más importantes para garantizar que la operación
sea más segura con el pasar del tiempo, se mantenga o incluso mejore.
Actualmente, la barrera principal para la prevención de la corrosión es la
aplicación de recubrimientos protectores antes de la instalación, sin embargo,
existen brechas de calidad durante el diseño de los esquemas de recubrimiento,
como durante la aplicación de estos los cuales los procesos generalmente se
realizan en campo; todas estas faltas que se realizan durante la construcción de
los activos repercuten en su vida útil. Por este motivo, se incluyen medidas
secundarias como los Sistemas de Protección Catódica (SPC) para mitigar la
probabilidad de crecimiento de corrosión cuando existen brechas de calidad en
la aplicación de recubrimientos. Aun así, la efectividad del SPC tiene que
realizarse con calidad desde el momento del diseño por lo que muchas veces los
resultados son variables e intermitentes presentando finalmente corrosión
externa.
En vista de lo anterior, los estudios sobre el suelo tales como Gradiente de voltaje
de corriente continua (DCVG), Potencial de intervalo cercano (CIPS) y medición
de potenciales Poste a poste se realizan periódicamente para áreas de
variaciones de potencial lo que permite identificar áreas de pérdida de

17
recubrimiento y ubicaciones de corrosión activa, respectivamente los resultados
se complementan y se corrobora por medio de las inspecciones en línea (ILI)
permitiendo la ubicación de la pérdida de recubrimiento por lo tanto las pérdidas
de metal. (McCallum y Jandu, 2009).
Al analizar la integración de datos de estas inspecciones se busca localizar la
presencia de defectos de corrosión de manera oportuna para que se puedan
realizar reparaciones antes de que ocurra la falla. Por lo anterior, las
excavaciones (inspecciones directas en la tubería) se realizarían en los lugares
más probables y si el daño por corrosión está presente y excede algunos criterios
predeterminados, se realiza una reparación.

18
1. FUNDAMENTOS DE LA INVESTIGACIÓN
En este capítulo se presentan aspectos relacionados con la interacción de datos
como recurso para encontrar lugares susceptibles de cambio de recubrimiento,
por medio de tecnologías de inspección indirectas y análisis de datos, con el fin
de la detección temprana de segmentos de tuberías para cambio de
recubrimiento promoviendo la mitigación de la amenaza por corrosión externa en
los ductos.
1.1. Planteamiento del problema
Muchos de los modelos existentes ofrecen una guía limitada sobre los criterios
que se deben tener en cuenta para realizar una valoración directa sobre la tubería
enterrada, por ejemplo priorizando las indicaciones por su tamaño generalmente
identificado por caídas de potenciales en inspecciones indirectas a intervalos
cortos (Close Interval Potencial Survey-CIPS), de esta manera se priorizan las
inspecciones directas con términos subjetivos como: “Indicaciones severas en
las proximidades” con complemento de “Juicio de experto” para la selección y
priorización de las excavaciones a realizar (Abdullah, 2018).
Lo anterior, permite la evaluación de “Juicio de experto” que es la personalización
de cada uno de los estudios que se realicen de acuerdo con las condiciones que
se encuentren en cada escenario donde cruce la tubería con el fin de reducir
costos y mejorar la seguridad. Sin embargo, obliga que dentro del modelo a
realizar se deba contemplar un experto en corrosión, teniendo en cuenta que los
criterios frente a uno u otro pueden ser variables y algo subjetivos para la toma
de decisiones, todo ello dependiendo específicamente del profesional y su
experiencia.

19
Generalmente las herramientas aplicadas en los modelos para dar un dictamen
del estado de la tubería son las que permiten conocer el estado de las barreras
de control de corrosión externa tales como el la medición de potencial a intervalos
cortos (CIPS-Close Interval Potencial Survey), gradiente de voltaje DC (DCVG-
DC Voltage Gradient), gradiente de voltaje AC (ACVG - AC Voltage Gradient),
atenuación de corriente entre otras, que relaciona las mediciones de potencial o
corriente sobre el suelo con el recubrimiento de la tubería y las condiciones de
corrosión; sin embargo estos resultados se ven afectados por muchos factores
como el nivel de Sistema de Protección Catódica (SPC), la resistividad del suelo,
la condición del recubrimiento, el tipo de recubrimiento, la antigüedad del
recubrimiento, la polarización de la tubería, presencia de sistemas de protección
catódica galvánicos, sistemas de tuberías foráneos y cualquier otra condición
que pueda afectar la distribución actual del potencial lo que puede interferir en la
efectividad de la valoración e incrementar la incertidumbre de que en los sitios
donde se realice la inspección directa efectivamente cumpla el requerimiento de
cambio de recubrimiento.
Es así como, las pérdidas de integridad en la tubería han reportado
disminuciones significativas del producto fugado, daño ambiental y logística en
las reparaciones lo que genera grandes pérdidas económicas y desprestigio para
las empresas operadoras ya que dichos incidentes conllevan a investigaciones y
reportes periodísticos a nivel local y muchas veces a nivel internacional.
1.2. Antecedentes
A partir del referente de las investigaciones consultadas para el estado del arte,
se encontró que en la actualidad los modelos existentes son basados en la
metodología de NACE SP0502 “Metodología para la Valoración Directa de
Corrosión Externa en Tuberías (ECDA por sus siglas en inglés)”, pero esta ofrece
una guía limitada sobre los criterios que se deben tener con el fin de realizar una

20
valoración directa sobre la tubería por medio de herramientas comunes, por
ejemplo priorizando las indicaciones por su tamaño generalmente realizado por
caídas de potenciales por inspecciones indirectas como se realiza con medición
de potenciales de intervalos cortos (CIPS por sus siglas en inglés) priorizando la
inspecciones directas por medio del uso de excavaciones y términos subjetivos
como “Indicaciones severas en las proximidades” debido a que estos criterios
dependen del entorno por donde cruce la tubería lo que lo complementa “El Juicio
de experto” para la selección y priorización de las indicaciones (Mckinney and
Orazem, 2006).
Por lo anterior, independientemente si se realizan las inspecciones sugeridas en
el ECDA o por el contrario se utiliza un ILI o una combinación de estas, es
importante identificar que más herramientas nos permiten asegurar con mayor
fiabilidad los lugares más probables de existencia de corrosión externa que
represente el cambio de recubrimiento y si este excede algunos criterios
predeterminados, realizar una reparación (McCallum y Jandu, 2009).
Abdullah (2018) propone un modelo de priorización de excavaciones por medio
del enfoque en la inspección indirecta abordando las fallas de recubrimiento y la
actividad corrosiva sin exponer las superficies de la tubería.
En este trabajo Abdullah (2018) elige tres herramientas de inspección indirecta
como es el PCM, CIPS y DCVG en todo el tramo de la tubería evaluada
(aproximadamente 70KM), los datos recolectados durante 25 días se agrupan y
se evalúan en combinación entre sí, esta correlación de información entre las tres
inspecciones se clasifica según su criticidad y su criterio de priorización como se
observa en la figura 1:

21
Figura 1. Criterios de priorización de excavaciones
Fuente: (Abdullah, 2018)
Los resultados obtenidos a través de DCVG y PCM se trazan contra el CIPS para
priorizar la excavación de la tubería los cuales están definidos en las notas de la
figura 1.
La alineación de los datos adquiridos de tres inspecciones se gráfica contra el
abscisado de la tubería medida desde la primera brida vertical como se muestra
en la figura 2, esta información se cruza con la matriz de decisión presentada en
la figura 1, clasificando la priorización de las excavaciones a realizar.

22
Figura 2. Análisis cruzado de información
Fuente: (Abdullah, 2018)
Durante el análisis de información se observó que los potenciales ON estaban
muy por encima de -1000mVCSE en toda la tubería. Sin embargo, los potenciales
de OFF fueron inferiores a 850 mV en algunas ubicaciones de defectos. Además,
la curva de pérdida de corriente obtenida a través de PCM muestra una pérdida
gradual sin caídas de corriente abruptas que indican un recubrimiento de tubería
en buen estado. En cuatro de las cinco excavaciones priorizadas, se encontraron
defectos de recubrimiento. Una vez reparados los recubrimientos la demanda de
corriente en el SPC se redujo un 20% en todo el corredor de la tubería (Abdullah,
2018).
Cabe destacar que con el uso de la matriz de decisión permitió encontrar defectos
en el recubrimiento en un 97% de las excavaciones realizadas que permitirá a los
operadores de la tubería hacer la selección correcta de las ubicaciones de las
excavaciones de inspección lo que ahorrará costos y mejorará la integridad de la
23
línea (Abdullah, 2018).
1.3. Justificación
El planteamiento del nuevo modelo de cambio de recubrimiento en tubería
enterrada, tendrá en cuenta las herramientas cotidianas de inspección indirecta
usadas normalmente en metodología para la valoración directa de corrosión
externa en tuberías (ECDA por sus siglas en ingles), buscando complementarlas
con un modelo con información de inspecciones en línea (ILI por sus siglas en
ingles) que incluye el tipo de recubrimiento instalado, la antigüedad de
recubrimiento instalado y áreas de alta consecuencia; con el fin de localizar
presencia de defectos por corrosión priorizando los recursos de excavaciones,
reparaciones y/o cambio de recubrimiento en los lugares más probables
pudiendo realizar de manera oportuna labores de mitigación de afectación por
corrosión externa.
1.4. Objetivos
1.4.1. Objetivo general
Elaborar un modelo cualitativo de cambio de recubrimiento en tubería enterrada
en Oleoductos y Poliductos.
1.4.2. Objetivos específicos
- Categorizar los resultados de inspección ILI de acuerdo con el análisis de la
densidad de anomalías, ponderando una valoración cualitativa dependiendo su
criticidad y nivel de atención.
- Ponderar una valoración cualitativa de acuerdo con los rangos de aceptación

24
sugeridos en normas de técnicas de inspección indirecta como CIS, Poste a
Poste, DCVG.
- Analizar, evaluar y ponderar cualitativamente la relación entre tipo de
recubrimiento frente a la edad de recubrimiento.
- Evaluar áreas de alta consecuencia ponderándolos cualitativamente dentro
del modelo.
- Analizar la ponderación de cada uno de los resultados cruzándolos entre ellos
con el fin de definir las zonas prioritarias para inspección directa y cambio de
recubrimiento

25
2. MARCO REFERENCIAL
Las fallas en los sistemas de tuberías de transporte enterrados debido a la
corrosión son una gran preocupación para los operadores y mantenedores de los
activos en cualquier país, ya que es la principal causa de deterioro en las redes
de transporte por tuberías (Wasim et al., 2018).
En muchos lugares del mundo los oleoductos, gasoductos, poliductos entre otros
tienen la tendencia a instalar la tubería bajo tierra, lo anterior permite evitar que
se presenten sabotajes frecuentes de las líneas, problemáticas sociales al estar
el tubo sobre el terreno, problemas de predios con los propietarios donde cruza
los ductos, etc.; pero también dificulta las tareas de inspección y mantenimiento
en cualquier ubicación específica, sin embargo son factores que pueden ser
controlados frente a los que se presentan cuando la tubería se encuentra aérea
(Wasim et al., 2018).
La alta frecuencia de fallas en las tuberías en todo el mundo indica una
inexactitud de las teorías actuales utilizadas para la predicción de la falla de las
tuberías enterradas (Wasim et al 2018), pero cabe destacar que los activos son
cada vez más antiguos por lo que es necesario realizar esfuerzos para mejorar
las metodologías y modelos para la detección y control de la corrosión.
En muchos lugares del mundo incluido Colombia existen tuberías que han
operado por más de 50 años de servicio y en algunos lugares puede exceder los
100 años (Belmonte et al., 2008), pero en gran parte de estos casos las tuberías
fallan antes de que se cumpla el total de la vida de servicio. El envejecimiento,
servicio prolongado, daños a recubrimientos protectores internos o externos,
procesos inadecuados de reparación y la mala operación de los ductos
disminuyen la vida útil de la tubería enterrada. Un ejemplo de envejecimiento de
los activos se presenta en Australia, donde la tasa de falla es de 20 fugas por

26
cada 100 km por año en promedio y el costo de reemplazo ha aumentado un
10% anual desde 2006 (Hou et al., 2016).
Sin embargo, la operación mundial ha sido en gran medida muy exitosa con
relativamente pocos accidentes fatales en comparación con la operación de otros
tipos de equipos peligrosos (McCallumyJandu, 2009), aunque debido a la
creciente edad de las tuberías, los regímenes de inspección y mantenimiento
más rigurosos son cada vez más importantes para garantizar que la operación
sea más segura con el pasar del tiempo, se mantenga o incluso mejore.
2.1. Marco teórico
Actualmente, la barrera principal para la prevención de la corrosión externa es la
aplicación de recubrimientos protectores antes de la instalación, sin embargo,
existen brechas de calidad durante el diseño de los esquemas de recubrimiento,
como durante la aplicación generalmente realizada en campo; todas estas faltas
que se realizan durante la construcción de los activos repercuten en su vida útil.
Por este motivo, se incluyen medidas secundarias como los Sistemas de
Protección Catódica (SPC) para mitigar la probabilidad de crecimiento de
corrosión cuando existen brechas de calidad en la aplicación de recubrimientos.
Aun así, la efectividad del SPC tiene que realizarse con calidad desde el momento
del diseño por lo que muchas veces los resultados son variables e intermitentes
presentando finalmente corrosión externa. En vista de esto, los estudios sobre el
suelo tales como Gradiente de voltaje de corriente continua (DCVG), Potencial de
intervalo cercano (CIPS) y medición de potenciales Poste a poste se realizan
periódicamente para áreas de variaciones de potencial lo que permite identificar
áreas de pérdida de recubrimiento y ubicaciones de corrosión activa,
respectivamente los resultados se complementan y se corrobora por medio de las
inspecciones en línea (ILI) permitiendo la ubicación de la pérdida de recubrimiento
por lo tanto las pérdidas de metal (McCallum y Jandu, 2009).

27
El objetivo de analizar los datos de estas inspecciones es localizar la presencia
de defectos de corrosión de manera oportuna para que se puedan realizar
reparaciones antes de que ocurra la falla. Por lo anterior, las excavaciones
(inspecciones directas en la tubería) se realizan en los lugares más probables y
si el daño por corrosión está presente y excede algunos criterios predeterminados,
se realiza una reparación (McCallum y Jandu, 2009).
Las técnicas de inspección y monitoreo para la amenaza de corrosión externa
pueden clasificarse en términos generales en:
- Detección de holiday,
- Técnicas de monitoreo en superficie (above_ground).
- Monitoreo remoto.
- Inspección en línea.
- Pruebas hidrostáticas e inspección bajo el suelo.
La detección de holidays, el monitoreo en superficie y el monitoreo remoto se
centran en el estado del recubrimiento y del sistema de protección catódica; la
inspección en línea (ILI) y la inspección bajo suelo se enfocan principalmente en
el adelgazamiento del metal por corrosión y anomalías que se detecten en las
juntas soldadas y en el metal base de la tubería (ejemplo: entallas, abolladuras,
deformaciones, etc.).
De otro lado existen otras pruebas que se centran en la fortaleza la infraestructura
para soportar las condiciones de operación como pruebas hidrostáticas (de
presión) (Pierre,2000), pero son prácticas poco comunes en ductos que ya se
encuentren en operación en Colombia.

28
2.1.1 Recubrimientos
Los recubrimientos son los productos más utilizados para el control de la
corrosión, se utilizan para proporcionar protección a largo plazo en una amplia
gama de condiciones corrosivas, que se extienden desde la exposición
atmosférica a las condiciones de procesamiento químico más exigentes. Los
recubrimientos en sí mismos proporcionan poca o ninguna resistencia
estructural, pero protegen otros materiales para preservar su resistencia e
integridad.
La función principal de un recubrimiento protector es aislar los elementos
reactivos estructurales de los corrosivos ambientales. Un recubrimiento debe
proporcionar una barrera continua a un sustrato, y cualquier imperfección puede
convertirse en el punto focal para la degradación y corrosión del sustrato
(Pierre,2000).
Los recubrimientos utilizados en la industria han evolucionado a lo largo de los
años, se pueden clasificar ampliamente en recubrimientos poliméricos,
recubrimientos metálicos, recubrimientos aislantes y recubrimientos de concreto
(Papavinasam, 2014).
2.1.1.1. Recubrimientos Poliméricos
Los recubrimientos poliméricos se utilizan para proteger la superficie externa de
infraestructuras, se utilizan como recubrimientos estéticos y anticorrosivos para
estructuras aéreas, y como recubrimientos anticorrosivos para infraestructuras
enterradas y/o sumergidas, los recubrimientos poliméricos se han utilizado en los
últimos 80 años en la industria del petróleo y gas para el control de la corrosión
(Papavinasam, 2014).

29
Inicialmente, los recubrimientos de alquitrán de hulla se utilizaron en las décadas
de los 30´s y 40´s, donde se usaban común y habitualmente en campo durante
la construcción. Durante las décadas de 50´s y 60´s los recubrimientos a base
de asfalto y alquitrán de hulla se usaban comúnmente, pero también se iniciaron
a utilizar las ceras y cintas de vinilo en la construcción de tuberías de transporte
(Papavinasam, 2014).
A mediados de la década de 50´s, apareció en el mercado los recubrimientos de
polietileno extruido (dos capas) época donde se empezó a utilizar, y han seguido
utilizándose desde entonces principalmente en tuberías de diámetro pequeño.
Desde la década de 60´s hasta la de 80´s, se aplicaron en campo recubrimientos
de cinta de polietileno (PE), estas se instalaban simple o doble, de igual forma a
principios de la década de 70´s se introdujeron recubrimientos de epóxicos
adheridos por fusión (FBE) aplicados en fábrica y se han utilizado cada vez más
en líneas de gran diámetro hasta el presente (Papavinasam, 2014).
Figura 3. Recubrimientos aplicados en la industria del petróleo y el
gas a lo largo de los años.
Fuente: (Papavinasam, 2014)

30
2.1.1.1.1 Alquitrán de Hulla
Los esmaltes de alquitrán de hulla son de naturaleza termoplástica y se aplican
vertiendo esmalte caliente sobre la estructura para estar protegido.
Un revestimiento de esmalte de alquitrán de hulla típico consiste en
imprimaciones líquidas (adhesivos), esmaltes de alquitrán de hulla, envolturas
internas, envolturas externas y capas de acabado (papel kraft, cal y pintura de
látex con emulsión de agua), como se observa en la figura 4.
Figura 4. Recubrimiento de alquitrán de hulla.
Fuente (Matcor, 2017)
Según Papavinasam (2014) un recubrimiento de alquitrán de hulla cuenta con
las siguientes capas:
- Imprimaciones: Los imprimadores líquidos (adhesivos) producen una unión
entre el metal y el esmalte de alquitrán de hulla, estos se aplican con brocha o
pulverización. Los adhesivos se preparan disolviendo brea de alquitrán de hulla,
aceites de alquitrán de hulla, caucho clorado y plastificante sintético en un
solvente adecuado.

31
- Esmaltes de Alquitrán de Hulla: Los esmaltes de alquitrán de hulla se preparan
disolviendo brea de alquitrán de hulla procesada y relleno mineral inerte en un
disolvente (típicamente aceite de hidrocarburo). Se fabrica en tres categorías
básicas: esmalte no plastificado o regular, semi-plastificado y totalmente
plastificado.
El esmalte regular es un producto duro, tiene la mayor resistencia a la humedad,
a los aceites de petróleo y el estrés del suelo, pero tiene el rango de servicio de
temperatura más estrecho y la menor flexibilidad.
El esmalte semi-plastificado tiene un rango de temperatura de servicio más
amplio (18 a 60 C (0 a 140 F)) que el grado regular, y es algo más flexible.
El esmalte completamente plastificado se produce en varios grados para
diferentes condiciones de servicio. Estos son particularmente adecuados para
aplicaciones de tuberías.
- Envolturas Internas: Es una estera delgada, flexible y uniforme que consiste en
fibras de vidrio porosas unidas por una resina. Puede ser reforzado o no
reforzado. Es compatible con el revestimiento de esmalte de alquitrán de hulla y
su textura permite que esté completamente incrustado en el material de
revestimiento.
- Envolturas Externas: hay tres tipos de envolturas externas: fibra de vidrio no
tejida, fibra de vidrio tejida y fibra de vidrio laminada. Están impregnados
uniformemente con esmalte de alquitrán de hulla y son porosos, de modo que el
esmalte de alquitrán de hulla sangra a través de ellos y se funde en las capas de
acabado.
- Capas de Acabado: Puede consistir en una o más capas de papel kraft, cal y /
o pintura de látex. El papel Kraft es un material liso y repelente al agua adherido

32
a la envoltura exterior. La lechada de cal consiste en aceite de linaza, cal viva y
sales disueltas en agua, y se aplica sobre la envoltura exterior. La pintura de látex
consiste en materiales sintéticos y pigmentos en agua. Después de la aplicación,
los materiales sintéticos se unen y secan, produciendo una capa resistente al
agua de color blanco que se adhiere a la envoltura exterior. Ciertos
recubrimientos de esmalte de alquitrán de hulla también pueden aplicarse a
temperatura ambiente (aplicado en frío).
En cuanto a desempeño en campo los recubrimientos de alquitrán de hulla tienen
una baja permeabilidad a la humedad (agua), alta resistencia dieléctrica, buenas
propiedades anti-incrustantes y son resistentes a los percebes. Todas estas
propiedades contribuyen a su buena resistencia a la corrosión y rendimiento en
el medio marino; solo se requieren pequeñas cantidades de corriente para
proteger catódicamente las estructuras recubiertas y normalmente no apantallan
la corriente, pero ha habido algunos casos de desprendimiento de recubrimientos
de alquitrán de hulla de una manera que impide que la corriente de protección
catódica llegue a la tubería (Papavinasam, 2014), en estos casos, la tubería es
susceptible a la corrosión. La protección catódica excesiva, por otro lado, puede
exfoliar los revestimientos de alquitrán de hulla.
Los recubrimientos de alquitrán de hulla tienen tendencia a tener aspecto de piel
de cocodrilo cuando se exponen a la luz solar; la envoltura externa del
recubrimiento se endurece, contrae y se desliza sobre la envoltura interna
causando marcas de cocodrilo, por lo que deben protegerse de la luz solar directa
(Papavinasam, 2014).
La alta temperatura de funcionamiento ha provocado grietas en los
revestimientos de alquitrán de hulla, también son frágiles a bajas temperaturas
ambientales y tienen baja adherencia al acero a altas temperaturas ambientales,
por lo anterior, el control de temperatura durante el transporte y la construcción

33
es importante; de lo contrario, estos recubrimientos pueden agrietarse y
desprenderse (Papavinasam, 2014).
El tipo más frecuente de falla de los recubrimientos de esmalte de alquitrán de
hulla durante la operación está asociado a la preparación inadecuada de la
superficie, los estudios han indicado que los recubrimientos de alquitrán de hulla
aplicados a superficies cepilladas con alambre fallaron en un año, mientras que
los mismos recubrimientos aplicados en superficies arenadas (perfil de la
superficie de 1.5 a 3.5 mills (38 a 90 mm) estaban en una condición satisfactoria
después de cinco años de exposición al electrolito (Papavinasam, 2014).
Muchos de los problemas experimentados con los recubrimientos de esmalte de
alquitrán de hulla podrían haberse minimizado o incluso eliminado si hubiera
habido un mejor estudio de la preparación de la superficie en la década de los
30´s y 40´s, cuando estos recubrimientos se aplicaron ampliamente
(Papavinasam, 2014).
Hasta la década de los 60’s, los recubrimientos de alquitrán de hulla se usaban
ampliamente para proteger las tuberías de acero en la industria del petróleo y el
gas, sin embargo, a partir de la década de los 70´s, su uso disminuyó
progresivamente debido a la variación en las propiedades del alquitrán de hulla,
suministro limitado de materiales, contaminación ambiental durante la aplicación
(el vertido de alquitrán de hulla caliente emite humos tóxicos) y el desarrollo de
otros materiales superiores. Actualmente, los recubrimientos de alquitrán de hulla
no se aplican en nuevas estructuras y están siendo reemplazados por otras
alternativas, básicamente polímeros de altos sólidos, pero los instalados
continúan funcionando (Papavinasam, 2014).

34
2.1.1.1.2 Asfaltos tipo esmalte en caliente.
El asfalto es un material cementante de color oscuro que es de naturaleza
termoplástica, su constituyente predominante es el Bitumen. El asfalto no es
tóxico y es relativamente insípido, químicamente es un hidrocarburo estable,
polimérico, alifático que tiene buena resistencia al agua y a los productos
químicos. El asfalto varía en sus características químicas y físicas, dependiendo
de las temperaturas a las que se somete durante el proceso de destilación, sus
puntos de ablandamiento que oscilan entre 38 y 93 ºC (100 y 200 ºF)
(Papavinasam, 2014).
Figura 5. Recubrimiento de alquitrán de hulla.
Fuente (Farwestcorrosion, 2020)
De acuerdo Papavinasam (2014) el asfalto está disponible como esmalte,
emulsión o reducción, tiene un aspecto sólido a temperatura ambiente y tiene un
alto punto de reblandecimiento (ver figura 5) y los describe de la siguiente
manera:
Esmalte Asfáltico: un recubrimiento de esmalte asfáltico consta de imprimación,
esmalte y envolturas de refuerzo y protectoras. La imprimación es una mezcla de
asfalto en un disolvente de petróleo que se puede aplicar a temperatura ambiente
(es decir, aplicado en frío) mediante brocha o pulverización. Antes de la

35
aplicación de la imprimación, cualquier aceite y grasa en las superficies de la
tubería de acero se eliminan con un solvente de petróleo; La superficie de la
tubería se limpia a fondo mediante chorro, cepillado o raspado, sin embargo,
debe tenerse en cuenta que en el momento en que se usaban
predominantemente los revestimientos de asfalto, las condiciones durante la
preparación de la superficie de acero no estaban estrictamente controladas.
Cuando la imprimación se ha secado, se aplica el esmalte de asfalto caliente
(típicamente a alrededor de 204 ºC (400 °F).
El esmalte de asfalto consiste en asfalto de petróleo combinado con cargas
minerales inertes apropiadas, el envoltorio se aplica simultáneamente junto con
el esmalte caliente y la envoltura puede ser simple, doble o múltiple.
Masilla de asfalto consiste en una imprimación, masilla y cal, el espesor mínimo
típico del recubrimiento de masilla es de 0,64 cm (0,25 pulgadas); esta
imprimación se aplica de la misma manera que la imprimación para el
revestimiento de esmalte asfáltico, cuando la imprimación se ha secado, se
aplica la mezcla de masilla caliente, esta es una mezcla de aglutinante, agregado
mineral y relleno minero, y se aplica sobre imprimación a temperaturas entre 128
y 204 C (280 y 400 F). La capa de masilla terminada está pintada con una lechada
de cal preparada a partir de cal rápida en agua.
El recubrimiento de asfalto se investigó ampliamente en las décadas de 50’s y
60’s, durante ese tiempo a la actualidad ha permitido observar que el problema
común con el recubrimiento de asfalto es el sangrado del esmalte de asfalto a
través de la envoltura externa, cuando esto sucede, el recubrimiento de asfalto
se ablanda en el lado que cubre el acero y se desprende de él.
Otro problema común con el recubrimiento de asfalto es el agrietamiento y la
absorción de humedad, cuando la capa de asfalto envejece, pierde su flexibilidad;

36
en consecuencia, se agrieta y absorbe la humedad, lo anterior conlleva a que el
estrés del suelo en las tuberías contribuya aún más al agrietamiento. Las grietas
resultan del encogimiento e hinchamiento repetidos de los suelos (especialmente
arcilla) debido a fluctuaciones en su contenido de humedad, por estas razones,
los revestimientos de asfalto, particularmente el esmalte, tienen una resistencia
muy baja al estrés del suelo. De otro lado debido a la absorción de humedad, los
revestimientos de asfalto poroso permiten conducir la corriente de protección
catódica, es por esta razón, que el agrietamiento por corrosión bajo tensión
(SCC) es menos frecuente en los recubrimientos de asfalto. (Papavinasam,
2014).
La mayoría de los problemas de campo con los recubrimientos de asfalto se han
atribuido a la calidad de la aplicación debido a que se aplicaron
predominantemente en campo, y la calidad de la preparación de superficie,
particularmente en los primeros días de la industria de transporte de
hidrocarburos, fue mínima en comparación con los estándares actuales
(Papavinasam, 2014)
2.1.1.1.3 Cintas.
El uso de cintas como recubrimiento de tuberías se originaron a partir de su
aplicación exitosa para aislar cables eléctricos, estas se pueden aplicar en fábrica
o en campo. El desarrollo de procedimientos para envolverlas en la tubería en
campo hizo que los recubrimientos de cinta fueran populares en la década de los
70’s (Papavinasam, 2014).
Existen ocho tipos de recubrimientos de cinta que se utilizan con frecuencia en
la industria del petróleo y el gas a continuación en la tabla 1, se comparan las
propiedades de cada una de las cintas existentes:

37
Tabla 1. Propiedades de los distintos tipos de cintas de recubrimiento
Propiedades
Cintas de
Polietileno
(PE)
Cintas de
Cloruro de
polivinilo
(PVC)
Aleación
polimérica
Cintas de
aplicado
en
caliente
Cintas de
Cera
Geotextil
de
poliolefina
tejido
Cintas con
imprimaciones
integradas
Cintas
coextruidas
Resistencia al
movimiento de
tierra
Poble Pobre Pobre Buena Pobre Buena Pobre Muy Bueno
Adherencia al
sustrato Bueno Bueno Bueno Buena Pobre Buena Bueno Muy Bueno
Apantallamiento
de la protección
catódica
Poble Pobre Pobre Buena Buena Muy Buena Pobre Muy Bueno
Aplicación en
campo Bueno Bueno Bueno Muy Buena Pobre Buena Bueno Bueno
Facilidad de
reparación Bueno Bueno Bueno Muy Buena Muy Buena Buena Bueno Muy Bueno
Compatibilidad
con
recubrimientos
de juntas de
soldaduras
Muy Bueno Bueno Muy Bueno Muy Buena Muy Buena Pobre Muy Bueno Muy Bueno
Compatibilidad
con el doblado Muy Bueno Bueno Bueno Pobre Pobre Pobre Bueno Muy Bueno
Compatibilidad Muy Bueno Bueno Bueno Pobre Buena Pobre Bueno Bueno
Resistencia a
las Bacterias Muy Bueno Muy Bueno Muy Bueno Pobre Pobre Pobre Muy Bueno Muy Bueno
Resistencia al
disbonding
catódico
Bueno Bueno Bueno Muy Buena Buena Buena Bueno Muy Bueno
Preparación de
superficie Bueno Bueno Bueno Muy Buena Muy Buena Buena Bueno Bueno

38
Fuente: (Papavinasam, 2014)
- Cintas de Polietileno (PE): El polietileno (PE) es un polímero lineal o altamente
ramificado con una estructura cristalina, el PE utilizado como recubrimientos de
cinta es principalmente polietileno de baja densidad (LDPE), o una mezcla de
LDPE y polietileno de alta densidad (HDPE); sus densidades respectivamente
son de 0.91 a 0.93 g / cm3 (0.0329 a 0.0336 lb / in.3) y 0.94 a 0.97 g / cm3 (0.034
a 0.035 lb / in.3) respectivamente, en comparación con el LDPE, el HDPE tiene
una estructura cristalina más grande, mayor resistencia a la fluencia, mayor
resistencia a la fluencia y es menos permeable a la fase acuosa, pero tiene una
menor resistencia al alargamiento (Papavinasam, 2014).
Figura 6. Cinta de Polietileno.
Fuente: (Jining Xunda Pipe Coating Materials Co, 2020)
Una cinta de polietileno típica consta de tres capas: adhesiva, cinta anticorrosiva
interna y cinta de protección mecánica externa. Las capas interior y exterior están
prefabricadas como rollos y el adhesivo es una mezcla de caucho y compuestos
sintéticos en un solvente adecuado, que se aplica en forma líquida a una
superficie preparada adecuadamente, esta mezcla proporciona un enlace entre
la superficie y la capa de cinta interior. La capa de cinta interna consiste en una
capa de respaldo de polietileno y una capa laminada de butílico adhesivo, la capa

39
interna se aplica después del adhesivo líquido y antes de la cinta de la capa
externa. La capa externa también es una cinta de dos capas que consiste en una
capa de respaldo de poliolefina y una capa de adhesivo butílico laminado
(Papavinasam, 2014), esta se observa en la figura 6.
El modo de falla común de la cinta de polietileno es el desprendimiento, causado
generalmente por la fricción del recubrimiento con el suelo. (Ver tabla 1).
Otro modo de falla de las cintas de polietileno es el estiramiento de la cinta por
elementos propios del suelo, aunque la capa externa de la cinta también tiene
buena resistencia a la adhesión de materiales extraños, en ciertos suelos, por
ejemplo, los terrenos arcillosos pueden adherirse estos a la cinta de polietileno,
cuando esto ocurre, la cinta de polietileno se estira por humectación alternativa
(expansión) y secado (contracción), este problema es inherente de la cinta y no
se puede ha podido superar esta falla incluso con una aplicación adecuada de la
cinta. (Papavinasam, 2014).
El problema real con el desprendimiento y/o estiramiento de la cinta radica que
la cinta de polietileno apantalla la corriente del sistema de protección catódica,
por lo que, si el agua ingresa por debajo de estos desprendimientos de la cinta y
entra en contacto con el sustrato de la tubería, se produce corrosión.
(Papavinasam, 2014).
- Cintas de Cloruro de polivinilo (PVC): Tienen características similares a las
cintas de polietileno, sin embargo, resisten los rayos ultravioletas (UV), por lo que
son utilizados principalmente para la protección de estructuras aéreas (imagen
6), pero tienen la desventaja de que son rígidos y carecen de conformabilidad,
sin embargo, las cintas plastificadas de PVC son flexibles (Papavinasam, 2014).

40
Figura 7. Cinta de Polietileno.
Fuente (Denso North América, 2020)
- Aleación polimérica: Las cintas de aleación de polímero también tienen
características similares a las cintas de PVC, pero no son tan rígidas, por lo tanto,
se pueden usar como recubrimientos para proteger infraestructuras tanto aéreas
como enterradas (Papavinasam, 2014).
- Cintas de aplicado en caliente: Las cintas aplicadas en caliente consisten en un
material bituminoso dentro de una tela, estas cintas son lo suficientemente
flexibles como para desenrollarse fácilmente sobre la tubería; El proceso inicia
aplicando el adhesivo se aplica sobre la superficie, luego la tubería se calienta a
aproximadamente 120 C (250 F) lo que permite la unión del adhesivo sobre la
superficie de la tubería con la cinta sobre el adhesivo (Papavinasam, 2014).
- Cintas de Cera: Están hechas de fibra de plástico saturada con una mezcla de
ceras de vaselina, plastificantes e inhibidores de corrosión. Las cintas de cera
son fáciles de aplicar, pero son vulnerables a la construcción y al daño físico, por
lo que a menudo están respaldadas con cinta de PVC o PE para proporcionar
protección mecánica (Papavinasam, 2014) (ver figura 8).

41
Figura 8. Cinta de Cera.
Fuente: (Farwestcorrosion, 2020)
- Geotextil de poliolefina tejido (WGF siglas en inglés): Los materiales de tela
tejida proporcionan protección mecánica y contra la corrosión. Las cintas WGF
se estiran en menor medida, por ejemplo, la cinta de polietileno típica se estira
hasta en un 600%, pero WGF se estira solo en un 15%, por esta razón, WGF
resiste el estrés del suelo mejor que las cintas de polietileno, además, debido a
su estructura principal de tela, son compatibles con la protección catódica
(Papavinasam, 2014).
- Cintas con imprimaciones integradas: son similares a las cintas de PE cuando
tienen un respaldo sólido y son similares a las cintas WGF cuando tienen un
respaldo de malla, la experiencia con este tipo de recubrimiento es limitada
(Papavinasam, 2014) (figura 9).

42
Figura 9. Cinta de Polietileno.
Fuente: (Denso North América, 2020)
- Cintas coextruidas: Contienen, además de los ingredientes normales de PE,
adhesivo sintético de caucho butílico (Papavinasam, 2014).
Los principales inconvenientes de las cintas para Papavinasam (2014) son:
- Blindaje de la corriente de protección catódica.
- Desprendimiento en soldaduras y abolladuras.
- Daño debido a los impactos mecánicos.
- Problemas de interacción con el suelo.
- Efecto carpa que ocurre entre la superficie de la tubería y la cinta a lo largo de
la cresta creada por el refuerzo de soldadura longitudinal.
- Para recubrimientos de cinta de polietileno, la cohesión (su capacidad de
adherirse a sí misma) excede la adhesión (su capacidad de adherirse a la
tubería).

43
Cuando el agua subterránea se mueve en el espacio entre el revestimiento y la
superficie de la tubería, corroe la tubería y forma productos de corrosión debajo
de la cinta (ver figura 9); Cuando el volumen de productos de corrosión excede
el del acero corroído, estos fuerzan mecánicamente la cinta de polietileno de la
superficie del metal. Dado que la cohesión de la cinta excede su adhesión, la
cinta se desprende de la superficie del metal (CEPA, 2015).
Una segunda área de posible desprendimiento es la superposición entre
sucesivas envolturas de cinta. Cuando las cintas de polietileno se desprenden,
permiten que la humedad penetre debajo del recubrimiento (Papavinasam,
2014).
Figura 10. Defecto de la cinta de Polietileno.
Fuente: (CEPA, 2015)
Una segunda área de posible desprendimiento es la superposición entre
sucesivas envolturas de cinta. Cuando las cintas de polietileno se desprenden,
permiten que la humedad penetre debajo del recubrimiento (Papavinasam,
2014).
La alta propiedad de aislamiento eléctrico y la alta resistencia cohesiva de la cinta

44
de polietileno evitan que la corriente de protección catódica, aplicada a través del
suelo, llegue a la superficie de la tubería debajo de la cinta de polietileno disuelto,
en consecuencia, el ambiente debajo de la cinta de polietileno deshebrada
mantiene la corrosión y el agrietamiento por corrosión bajo tensión a pesar de
que la tubería está externamente protegido por CP (Papavinasam, 2014).
El recubrimiento con cinta de polietileno es un factor importante en la aparición
de un CCS de pH casi neutro experimentado en Canadá a principios de los años
noventa; casi el 75% de las fallas causadas por un SCC de pH casi neutro se
han producido en tuberías revestidas con cinta de polietileno (ver figura 11). El
tubo recubierto con cinta de polietileno de una sola envoltura tenía cinco veces
más colonias SCC por metro que el tubo recubierto de asfalto / alquitrán de hulla.
La tubería revestida con cinta de polietileno con doble envoltura tenía nueve
veces más colonias por metro que la tubería revestida de asfalto / alquitrán de
hulla (CEPA, 2015).
Figura 11. Efecto de cinta de Polietileno.
Fuente: (CEPA, 2015)
El SCC de pH casi neutro generalmente ocurre en la superficie exterior de una
tubería recubierta con cinta de polietileno en la región donde se forma el efecto
45
de carpa con la soldadura de arco sumergido doble y adyacente a ella. También
se forman grietas en el cuerpo de la tubería en áreas donde el recubrimiento se
ha dañado o donde se ha formado un desprendimiento a lo largo de la
superposición de la cinta espiral (Papavinasam, 2014).
La cinta de polietileno también fomenta el crecimiento bacteriano. Los
organismos crecen en la superposición entre la cinta de polietileno y el adhesivo
orgánico que proporciona nutrientes para su alimento. Un estudio encontró que
una tubería recubierta de polietileno sumergida en un lago tenía grandes colonias
de conchas y materia orgánica en la superficie (Papavinasam, 2014).
Los recubrimientos de cinta de polietileno en suelos arcillosos también son
susceptibles a las arrugas, estas se forman porque la fuerza tangencial aplicada
por el suelo arcilloso es mayor que la adhesión de la cinta y el límite elástico de
polietileno. Esta fuerza causa daños al recubrimiento, especialmente en las
posiciones de las 3 y las 9 en punto (ver figura 12). Existen casos donde se
encontró que la cinta de polietileno en los suelos arenosos y rocosos estaba en
excelentes condiciones, pero en el suelo arcilloso se había arrugado
(Papavinasam, 2014).

46
Figura 12. Agrietamiento bajo tensión en tubería con recubrimiento en
cintas de polietileno
Fuente: (Papavinasam, 2014)
La aparición de un SCC de pH casi neutro en las principales tuberías de
transmisión de gas de América del Norte envueltas con un revestimiento de cinta
de polietileno disuelto dio como resultado que la industria dejara de usar
revestimientos de cinta en tuberías de mayor diámetro (Papavinasam, 2014).
2.1.1.1.4 Poliolefinas extruidas.
Los recubrimientos de plástico extruido han estado disponibles para la industria
del petróleo y el gas desde 1956, estos recubrimientos termoplásticos se aplican
a las tuberías mediante un proceso de extrusión, el polietileno de alta densidad
comúnmente conocido como polietileno extruido, es el polímero más utilizado en
el recubrimiento de tuberías. Este recubrimiento es de color amarillo y, por lo
tanto, puede conocerse comercialmente como "chaqueta amarilla". También se
pueden usar recubrimientos extruidos de polipropileno, pero en general son
conocidos colectivamente como recubrimientos de poliolefina extruidos

47
(Papavinasam, 2014).
Cabe señalar que existe otro proceso llamado unión por fusión que se utiliza para
aplicar polietileno, este proceso de aplicación es completamente diferente del
proceso de extrusión donde el polietileno de baja densidad puede estar unido por
fusión a la tubería. Durante este tipo de aplicación, la superficie de la tubería se
prepara por medio de arena y se precalienta primero, luego, la tubería se sujeta
a una viga de inmersión, que luego se eleva mediante una grúa aérea hacia el
lecho de polietileno fluidizado, la tubería se deja caer lentamente en el baño de
polietileno, el borde inferior de la tubería calentada hace contacto con el
polietileno y se fusiona directamente sobre la superficie de la tubería, la tubería
se hace girar continuamente por la viga de inmersión a una velocidad
circunferencial constante. Las primeras partículas de polvo en tocar la superficie
del tubo de acero se oxidan, esta produce grupos polares en los extremos de las
moléculas de polietileno de cadena larga que provoca la adhesión del
recubrimiento a la tubería de acero. A medida que se derrite más polvo sobre la
tubería de acero, se logra el espesor deseado. El espesor del recubrimiento
generalmente varía entre 1,8 mm y 3 mm (0,07 y 0,12 pulgadas), dependiendo
del diámetro de la tubería. Después del recubrimiento, la tubería se retira del
baño de polietileno y se trata con calor, este tratamiento posterior al calor asegura
que el recubrimiento se haya fusionado adecuadamente y que se reduzca su
porosidad superficial, el tratamiento posterior al calor también proporciona un
acabado negro liso característico (Papavinasam, 2014).
Los recubrimientos de polietileno extruido han sido el caballo de batalla de la
industria del petróleo y el gas para proteger las superficies externas de tuberías
de diámetro pequeño, tienen una excelente resistencia al estrés del suelo y a la
mayoría de las otras formas de degradación; Se usan ampliamente en tuberías
en regiones árticas en Canadá, Estados Unidos y Rusia debido a su alta
resistencia al impacto a bajas temperaturas. La resistencia al impacto de los

48
recubrimientos de polietileno extruido aumenta al disminuir la temperatura,
alcanzando un máximo de aproximadamente 30 C (20 F) y luego disminuye. Los
cambios en las propiedades mecánicas de los recubrimientos de polietileno
extruido se producen en un amplio rango de temperaturas, sin una temperatura
aguda a la que los recubrimientos se vuelven frágiles (Papavinasam, 2014).
Los estudios realizados en más de 8,000 km de tuberías en alta mar en Italia y
Venezuela indicaron un excelente rendimiento de los recubrimientos de
polietileno extruido durante más de 25 años .Las propiedades mecánicas
disminuyen progresivamente a lo largo de los años, pero los recubrimientos de
polietileno extruido protegen adecuadamente la tubería, y la mayoría de las fallas
se deben a un control de calidad inadecuado durante el transporte, la aplicación
y la construcción, estos incluyen el uso de un soporte de madera de tamaño
incorrecto para la tubería durante el transporte, el uso de un tamaño de cabezal
de troquel incorrecto y protección inadecuada contra la exposición a los rayos UV
del recubrimiento antes de la instalación (Papavinasam, 2014).
2.1.1.1.5 Epoxifenólicos.
El término "epoxi" se refiere a un grupo químico que es un anillo de tres colas
que contiene dos átomos de carbono y un átomo de oxígeno (ver figura 13). El
material epoxi más simple es el óxido de etileno. Una resina epoxi es un polímero
que contiene dos o más grupos epoxi, hay tres tipos destacados de resinas
epoxídicas (Papavinasam, 2014):
- Éter digilcidílico de la resina de bisfenol A (DGEBA siglas en inglés): El bisfenol
A y la epiclorhidrina reaccionan para formar esta resina que con frecuencia es
llamada epiclorhidrina bisfenol-A, esta resina es ampliamente utilizada para
producir recubrimientos protectores.

49
Figura 13. Reacción bisfenol A y la epiclorhidrina para formar
Éter digilcidílico
Fuente: (Papavinasam, 2014)
- Resina epoxi Novolac: El fenol y el formaldehído reaccionan para formar esta
resina (ver figura 14), la resina Novolac tiene una mejor resistencia química que
DGEBA a los ácidos orgánicos, y presenta una contracción muy baja, pero tiene
una baja adhesión dependiendo de la formulación (Papavinasam, 2014).
Figura 14. Reacción entre el fenol y formaldehido para producir la
resina Novalac
Fuente: (Papavinasam, 2014)

50
- Resina epoxi cicloalifática: las oleínas cíclicas y el ácido peracético reaccionan
para formar esta resina (ver figura 15). Con frecuencia se utiliza para fabricar
epoxi líquido sin solvente y recubrimientos de epoxi líquido que contienen
solvente (Papavinasam, 2014).
Figura 15. Resina epoxi cicloalifática
Fuente: (Papavinasam, 2014)
La resina epoxi en sí misma no es un material adecuado para el recubrimiento,
pero se polimeriza en presencia de agentes de curado para producir un
recubrimiento protector. El proceso de polimerización también se conoce como
curado, y el químico que inicia el curado se llama agente de curado, las resinas
epoxi se polimerizan por dos métodos principales: homopolimerización y
copolimerización. Durante la homopolimerización, las moléculas de resina epoxi
reaccionan directamente entre sí en presencia de un catalizador como la amina
terciaria, mientras que, durante la copolimerización, las moléculas de resina
epoxi reaccionan entre sí y también con el agente de curado, de modo que el
agente de curado se convierte realmente en un parte del recubrimiento resultante
(Papavinasam, 2014).
Las aminas (alifáticas, aromáticas y poliamidas), resinas fenólicas, ácidos grasos
de aceites vegetales, ácidos de Lewis y anhídridos de ácido se usan
generalmente como agentes de curado, y el tipo elegido determina las
propiedades del recubrimiento epóxico. Además de la resina y el agente de
curado, el recubrimiento epoxi contiene otros productos químicos conocidos
como rellenos, estos se agregan para modificar el flujo del recubrimiento, para
diluirlo, para mejorar sus propiedades de barrera o para ajustar su flexibilidad. El
recubrimiento epóxico también contendrá pigmentos, que proporcionan color

51
característico al recubrimiento (Papavinasam, 2014).
Los recubrimientos epóxicos se pueden clasificar en términos generales en: FBE,
epóxido líquido sin solvente y solvente que contiene epóxico líquido.
FBE (Fusion Bond Epoxy) requiere calor para curar y adherirse al sustrato
metálico, las materias primas, incluidos los agentes de curado, se mezclan a
bajas temperaturas, se trituran en polvo y se pulverizan sobre un sustrato
calentado. El epoxi se cura en presencia de calor para producir un revestimiento
liso sobre la superficie del acero (Papavinasam, 2014). En la figura 16 se observa
una medición de película seca realizada a un tubo con recubrimiento FBE.
Figura 16. Medición de película seca en tubería con recubrimiento
FBE
Fuente: (Casallas, 2020)
Epoxi líquido que contiene solvente se utiliza principalmente como recubrimiento
de soldadura y / o reparación. En la figura 17 se muestra la aplicación de altos
sólidos.

52
Figura 17. Aplicación recubrimiento de altos solidos
Fuente: (Casallas, 2020)
Epoxi líquido sin solvente son resinas epóxicas que pueden pulverizarse sobre
la tubería sin ningún disolvente a temperatura ambiente. Dichas resinas son
normalmente viscosas y tardan más en curarse. El recubrimiento epóxico líquido
sin solvente aún no ha madurado lo suficiente como para haberse aplicado
ampliamente en la infraestructura, pero se usa en el campo como recubrimientos
de rehabilitación (Papavinasam, 2014).
Actualmente, FBE es el revestimiento primario elegido para una nueva tubería
en muchas partes del mundo, ya sea como revestimiento único o como capa
base para revestimiento multicapa. La preparación de la superficie de la tubería
antes de la aplicación de FBE es el factor que tiene el mayor efecto en la
determinación del rendimiento del recubrimiento por lo que actualmente se aplica
casi exclusivamente en fabrica, donde la preparación de la superficie está
extremadamente controlada (Papavinasam, 2014).
2.1.1.1.6 Multicapa.
El principio detrás de estos recubrimientos es combinar la resistencia química y
las propiedades interfaciales de los epóxicos y la resistencia mecánica del

53
polietileno. Los recubrimientos multicapa no son solo capas distintas de
recubrimientos diferentes, sino interacción sinérgica entre varias capas, por lo
tanto, es importante que se formen fuertes enlaces químicos entre las diferentes
capas de recubrimiento (Papavinasam, 2014).
En la tabla 2, se presentan las propiedades las propiedades físicas entre FBE,
Polietileno extruido y recubrimiento multicapas reportadas por Papavinasam
(2014).
Tabla 2. Comparativa de propiedades entre FBE, polietileno extruido y recubrimiento multicapas
Propiedades FBE Polietileno Extruido Multicapa
Flexibilidad Excelente Excelente Excelente
Adherencia Excelente Limitado Excelente
Resistencia al dsbonding Catodico Excelente Limitado Excelente
Resistencia al Impacto Limitado Excelente Excelente
Penetración a la Humedad Limitado Excelente Excelente
Resistencia a la abrasión Excelente Excelente Excelente
Resistencia al movimiento de tierra Excelente Excelente Excelente
Resistencia a la Flamabilidad Excelente Excelente Excelente
Resistencia al ambiente Excelente Excelente Excelente
Aplicación Excelente Excelente Excelente
Fuente: (Papavinasam, 2014)
Se pueden combinar varios recubrimientos para producir recubrimientos
multicapa, pero predominan los recubrimientos de tres capas y compuestos, para
algunas condiciones especiales, se usa un recubrimiento de cuatro capas
(Papavinasam, 2014).

54
Un recubrimiento de tres capas consiste en una capa interna de epoxi, una capa
intermedia adhesiva y una capa externa de poliolefina, su estructura típica se
muestra en la figura 18.
Para que la primera capa de recubrimiento se adhiera a la tubería, la superficie
de acero es granallada dando un perfil de superficie de entre 60 y 110 mm (2 y 4
Mills). La primera capa del revestimiento multicapa es la capa interna de epoxi,
que se aplica directamente sobre el acero asegurando que la superficie metálica
está completamente cubierta. Esta capa de imprimación epoxi proporciona una
película delgada y continua que se une directa y firmemente a la superficie del
acero; Proporciona enlaces efectivos con capa intermedia, asegurando así una
buena adhesión de todas las capas sobre el acero; es resistente al ataque
químico; y tiene buena resistencia al desprendimiento catódico. La capa de
imprimación epoxi puede ser FBE, epoxi líquido sin solvente o epoxi líquido que
contiene solvente (Papavinasam, 2014).
Inicialmente la capa intermedia se usó epoxi líquido, pero recientemente se aplica
FBE. La capa intermedia adhesiva une a la capa interna de epoxi y la capa
externa de poliolefina. La capa intermedia típicamente consiste en especies de
polietileno injertado con anhídrido maleico o copolímeros de anhídrido maleico y
polietileno que pueden reaccionar con la capa interna de epóxido, junto con un
copolímero o terpolímero compatible con la capa externa de poliolefina
(Papavinasam, 2014).
Para asegurar que se formen fuertes enlaces interfaciales entre las capas
internas e intermedias, es importante que la capa intermedia se aplique antes de
que tenga lugar la polimerización completa (curado) de la capa interna de epoxi
(Papavinasam, 2014).

55
Figura 18. Estructura típica de un recubrimiento multicapa
Fuente: (Papavinasam, 2014)
La capa externa consiste en una poliolefina extruida: polietileno o polipropileno.
Esta capa es típicamente entre 1,5 y 3 mm (59 y 118 mills) de espesor. El papel
de esta capa externa de poliolefina relativamente gruesa es proporcionar
protección mecánica para la estructura y actuar como barrera contra la humedad
(Papavinasam, 2014).
El polietileno tiene excelentes propiedades mecánicas, pero se ablanda a
temperaturas altas. El polipropileno tiene mayor resistencia al ablandamiento a
temperaturas más altas, pero no se adhiere bien al acero. Por lo tanto, la capa
externa de poliolefina para aplicaciones a temperaturas más altas se fabrica
típicamente de polipropileno copolimerizado con pequeñas cantidades de
polietileno. Se pueden agregar además antioxidantes para aumentar su
resistencia a la oxidación a temperaturas más altas. La copolimerización de
polipropileno con polietileno también supera la fragilidad del polipropileno a
temperaturas más bajas (aproximadamente 0 ºC (32 °F)), y el copolímero

56
también tiene mayor resistencia al impacto a bajas temperaturas (tan bajo como
30 ºC (22 ºF)) (Papavinasam, 2014).
- Recubrimiento compuesto. Un recubrimiento compuesto consiste en una
mezcla de epoxi y poliolefina (polipropileno o polietileno) sin la capa intermedia
(Papavinasam, 2014).
Para crear una mezcla homogénea, tanto el polipropileno no polar y el epoxi polar
se modifican adecuadamente. La mezcla se aplica luego por extrusión o
pulverización (Papavinasam, 2014).
Recubrimiento de cuatro capas. Los recubrimientos de cuatro capas son
utilizados en aplicaciones especiales, como en países cálidos donde las tuberías
recubiertas pueden estar expuestas durante largos períodos a la radiación solar,
pueden tener un recubrimiento acrílico antisolar blanco adicional de 30–40 mm
(1,2–1,6 Mills) aplicado sobre la capa externa de polioleofina. Tal recubrimiento
consta de cuatro capas (Papavinasam, 2014).
Los recubrimientos de tres capas se usan ampliamente en Europa, y se han
experimentado años de buen rendimiento. Los recubrimientos compuestos han
estado en uso durante más de 20 años. Se utilizan principalmente en Canadá
cuando las temperaturas de servicio son superiores a 65 ºC (150 ºF). Se aplican
en tuberías de un diámetro de hasta 48 "(1,2 metros) de diámetro y una longitud
superior a 500 km (310 millas); sin embargo, se examina una sección de
recubrimientos compuestos después de la exposición durante 11 años bajo tierra
indicaron un buen rendimiento y se siguen utilizando hasta la fecha
(Papavinasam, 2014).

57
2.1.2. Protección Catódica
El objetivo principal de la barrera de recubrimiento es aislar el medio ambiente o
electrolito que causa la corrosión con la superficie metálica del material, esto se
consigue si el recubrimiento posee la suficiente adherencia con el sustrato
metálico que permita aislar eficazmente en un medio corrosivo, ser
suficientemente dúctil para resistir el agrietamiento, resistir daños mecánicos
cuando se manipula la tubería, resistir el deterioro causado por el medio
ambiente y variaciones de temperatura durante la operación del ducto, entre
otros (Papavinasam, 2014).
En la actualidad es complicado que exista un recubrimiento que pueda cumplir
todos estos criterios durante toda la vida útil de la tubería, en la práctica, los
recubrimientos se deterioran a diferentes tasas, con distintas formas de deterioro,
estas áreas que se han deteriorado se convierten en zonas anódicas,
produciendo corrosión en estos sitios, para evitarlo se utiliza la protección
catódica (CP por sus siglas en ingles), que busca controlar la corrosión de un
metal al convertir la superficie de la tubería en un cátodo, los anterior se logra
moviendo el potencial de la superficie del metal en dirección negativa utilizando
una fuente de corriente externa. (Papavinasam, 2014).
Tanto la barrera de recubrimiento como la de la protección catódica actúan de
manera conjunta y una complementaria de la otra, si se utiliza solamente el
sistema de protección catódica sin la barrera de recubrimiento, el requerimiento
de corriente aumentaría para mover el potencial de la superficie de metal en
dirección negativa (Papavinasam, 2014).

58
2.1.2.1. Principio de funcionamiento
Se requiere de cuatro elementos para que se forme una celda de corrosión, estos
son el ánodo, el cátodo, el camino metálico y el electrolito, de los anteriores el
ánodo, el cátodo y el camino metálico son intrínsecos del material mismo, por lo
tanto, cuando un metal es inmerso en un electrolito se produce la corrosión, el
principio de la protección catódica es eliminar todas las áreas anódicas del metal
para evitar la corrosión en el material a proteger (Papavinasam, 2014).
Las áreas anódicas durante la corrosión los iones salen de la superficie metálica
y se disuelven en el electrolito, en las áreas catódicas los iones abandonan el
electrolito y regresan al metal. Ver figura 19 (A) (Papavinasam, 2014).
La protección catódica permite que todas las superficies donde se desea que se
mitigue la corrosión se conviertan en zonas catódicas, y otro metal se convierte
en el ánodo; donde se sacrifica otro metal, por lo tanto, este metal a menudo se
conoce como el ánodo de sacrificio, por lo que la protección catódica no elimina
la corrosión, sino que la transfiere la actividad corrosiva a otro metal. Ver figura
19 (B y C) (Papavinasam, 2014).

59
Figura 19. Principio de la protección catódica
Fuente: (Papavinasam, 2014)
La figura 19 ilustra el principio de protección catódica utilizando una sección de
una tubería como la estructura a proteger, en la parte (A) se puede observar una
estructura antes de implementar la protección catódica, en el tubo se producen
reacciones anódicas y catódicas en su superficie, al instalar un ánodo y al
conectarlo a la tubería a través de una fuente de corriente, todas las reacciones

60
anódicas se ven obligadas a tener lugar en el metal de sacrificio y todas las
reacciones catódicas tienen lugar en la tubería (Papavinasam, 2014).
La cantidad de corriente requerida para convertir una estructura grande, como
una tubería, es enorme, por lo tanto, se requiere una gran superficie anódica, tal
enfoque no es económico. Por esta razón, la mayor parte de la superficie de la
estructura está cubierta con recubrimientos no conductores para disminuir el área
que se convertirá en un cátodo, cuanto mayor es el área protegida por el
recubrimiento, menor es la cantidad de corriente necesaria para suministrar
protección catódica; en consecuencia, se necesitaría menor cantidad de material
anódico para proteger la estructura (Papavinasam, 2014).
La corriente requerida para aplicar la protección catódica proviene de varias
fuentes, incluidos ánodos de sacrificio, corriente impresa, baterías, generadores
de motores, generadores termoeléctricos, termogeneradores, generadores
eólicos, turbinas de gas, celdas de combustible y celdas solares; De estos, los
ánodos de sacrificio y la corriente impresa son los más populares y mejor
establecidos (Papavinasam, 2014).
2.1.2.2. Sistemas de protección catódica
Si un metal que está hacia el extremo activo (es decir, negativo) de la serie
galvánica y está conectado con otro metal que está hacia el extremo noble (es
decir, positivo) de la serie, entonces el metal más activo sufre oxidación anódica
(es decir, corrosión) preferentemente, y el otro electrodo sufre reducción
catódica. Por lo anterior el metal activo se sacrifica para proteger al otro metal
más noble (Papavinasam, 2014).
Para que un ánodo de sacrificio proteja la estructura, ambos deben estar
conectados eléctricamente entre sí y también deben estar en contacto con el
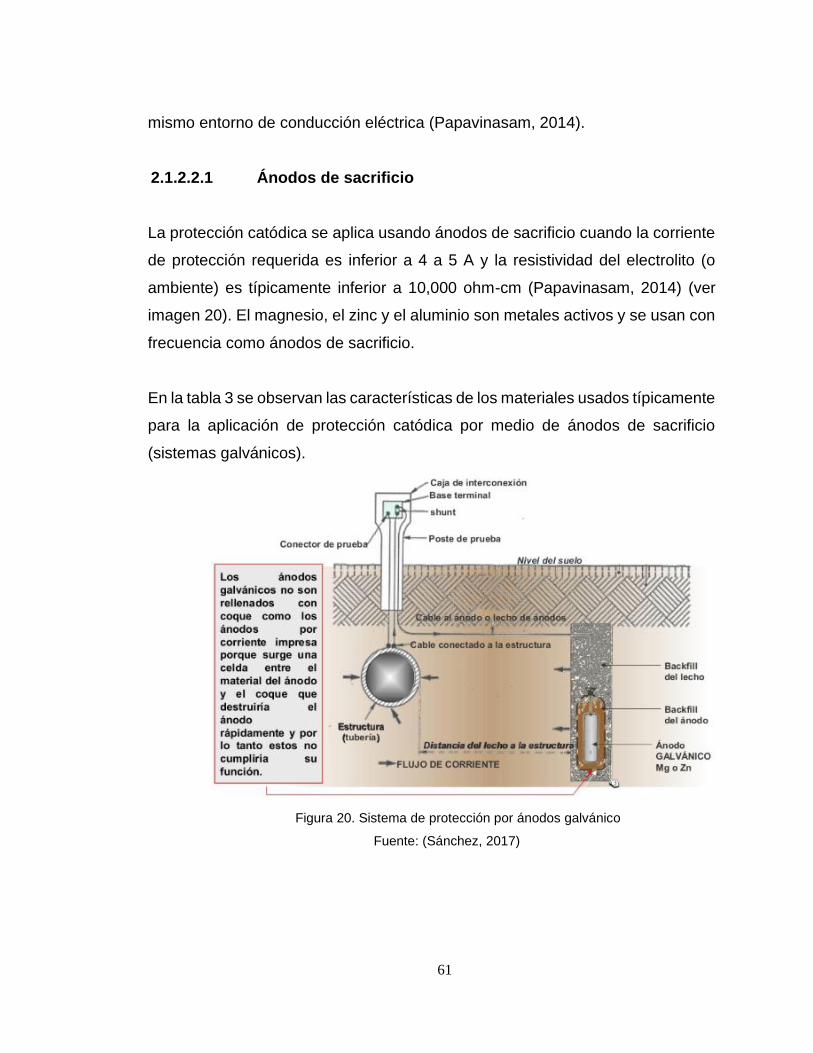
61
mismo entorno de conducción eléctrica (Papavinasam, 2014).
2.1.2.2.1 Ánodos de sacrificio
La protección catódica se aplica usando ánodos de sacrificio cuando la corriente
de protección requerida es inferior a 4 a 5 A y la resistividad del electrolito (o
ambiente) es típicamente inferior a 10,000 ohm-cm (Papavinasam, 2014) (ver
imagen 20). El magnesio, el zinc y el aluminio son metales activos y se usan con
frecuencia como ánodos de sacrificio.
En la tabla 3 se observan las características de los materiales usados típicamente
para la aplicación de protección catódica por medio de ánodos de sacrificio
(sistemas galvánicos).
Figura 20. Sistema de protección por ánodos galvánico
Fuente: (Sánchez, 2017)

62
Tabla 3. Características de los materiales usados típicamente para la aplicación de
protección catódica por medio de ánodos de sacrificio (sistemas galvánicos)
Típicamente, los ánodos de zinc se usan cuando la resistividad del suelo es
inferior a 1,500 ohm-cm, los ánodos de magnesio se usan cuando la resistividad
del suelo está entre 1,500 a 10,000 ohm-cm, y los ánodos de aluminio se usan
para aplicaciones en alta mar (Papavinasam, 2014).
Las propiedades utilizadas para caracterizar los ánodos de sacrificio son:
potencial de conducción, salida de corriente, resistencia del circuito de protección
catódica, salida de energía teórica, salida de energía real, eficiencia de corriente,
factor de utilización y vida útil del ánodo (Papavinasam, 2014).
2.1.2.2.2 Corriente impresa
Material
Especificaciones
de los materiales
usados como
ánodos
Potencial de
conducción
a,b
Salida de
energía
teórica (A-
h/kg)
Salida de
energía
actual (A-
h/kg)
Eficiencia
de
corriente
%
Rata de
consumo
(Kg/A-
year)
Potencial
de
corrosión
vs CCS
Zinc, Tipo 1 ASTM B418, Tipo
I 0.2 860 781 90 11 -1.06
Zinc, Tipo 2 ASTM B418, Tipo
I 0.25 816 730 90 12 -1.1
Aleación de
magnesio H-1 0.6 2205 551 a 1279 25 a 58 6.8 a 16
(-1.4 A -
1.6)
Magnesio de
alto potencial 0.85 1105 992 a 1191 45 a 54 7.3 a 8.3
(-1.7 A -
1.8)
Aleación de
Aluminio -
Zinc. Mercurio
0.2 2977 2822 95 3.1 -1.06
Aleciaón de
aluminio - Zinc
- Indio
0.25 2977 2591 87 3.3 -1.11
a para polarizar acero al carbono de -0.85 v vs CCS
b Calculado la sa salida del anodo con valores absolutos del potencial usado (los valores
matematicos debes ser negativos)
Fuente: (Papavinasam, 2014)

63
Los ánodos de sacrificio no se pueden usar para aplicar PC en una estructura
grande debido a que el potencial de conducción máximo del uso de un ánodo de
sacrificio es de 1V y la salida de corriente de los ánodos de sacrificio es
típicamente de hasta 5 mA por lo que no cuenta con el requerimiento de corriente
para garantizar la protección de una estructura grande. Cuando la corriente
requerida para aplicar PC excede los 5 mA, generalmente se usa el método de
corriente impresa (Papavinasam, 2014).
Todos los elementos básicos (ánodo, electrolito, camino metálico y cátodo)
utilizados en los sistemas galvánicos también deben aplicar PC mediante el
método de corriente impresa, la principal diferencia es la fuente de corriente
eléctrica, para ello se utiliza una fuente de alimentación externa (generalmente
un sistema de líneas eléctricas cercanos), el terminal positivo de la fuente de
alimentación externa está conectado al ánodo y el terminal negativo a la
estructura a proteger (el cátodo); Otro dispositivo, conocido como rectificador,
regula el flujo de corriente entre la fuente de alimentación y el sistema de
protección catódica (Papavinasam, 2014) (ver tabla 4).
Tabla 4. Comparativa entre características entre un sistema de corriente impresa y sistema
galvánico
Características Protección en ánodo de
sacrificio Corriente impresa
Fuente de alimentación Ánodo Se requiere suministro de corriente constante
Mantenimiento Relativamente pequeño Relativamente Alto
Instalación Relativamente sencillo Relativamente sofisticado; Requiere personal
eléctrico certificado y certificado
Inspección Relativamente menor Relativamente mayor
Resguardo de datos Relativamente menor Relativamente mayor

64
Ajuste de cantidad de
corriente
No es posible sin resistencias
en el circuito Si
Salida de corriente Limitado (típicamente menor
a 5mA) Alto
Costo de reemplazo de
ánodos Alto Relativamente bajo
Naturaleza de
recubrimiento
Necesita un buen
recubrimiento
Puede ser usado con recubrimiento en mal estado o
sin recubrimiento
Aislamiento eléctrico de
estructura Se necesita
Puede ser usado sin aislamiento eléctrico de la
estructura
Interferencia catódica Bajo Posible
Fuente (Papavinasam, 2014)
El rectificador tiene dos finalidades, la primera es convertir (rectifica) la corriente
alterna de la fuente de energía en corriente continua y ajusta (normalmente baja)
el voltaje de la corriente continua a un valor apropiado para aplicar CP, como se
observa en la figura 21 (Papavinasam, 2014).
Cualquier material metálico puede usarse como un ánodo en el método de
corriente impresa, incluso uno que sea más noble para la estructura a proteger.
La corriente impresa obliga al material anódico a corroerse o sufrir otras
reacciones anódicas independientemente de su tendencia natural, por esta
razón, las conexiones al rectificador deben realizarse correctamente, el terminal
positivo del rectificador debe estar conectado al ánodo y el terminal negativo a la
estructura; de lo contrario, la corriente impresa corroerá la estructura en lugar de
protegerla (Papavinasam, 2014).
Los materiales anódicos se corroen, por lo tanto, deben reemplazarse
periódicamente. La velocidad a la que desaparecen se conoce como la velocidad
de disipación. La velocidad de disipación de un material disminuye si sufre otra
reacción de oxidación (anódica), en lugar de la reacción de corrosión

65
(Papavinasam, 2014).
Figura 21. Sistema típico de corriente impresa
Fuente: (Papavinasam, 2014)
2.1.2.3 Métodos de inspección en Sistemas de Protección Catódica
La mayor parte de la infraestructura en el transporte de hidrocarburos en la
industria del petróleo y el gas, son estructuras bajo tierra, por lo tanto, para poder
inspeccionarlos se requieren técnicas que no requieren acceso físico a las
estructuras como son Gradiente de voltaje de corriente continua (DCVG siglas
en ingles), Potencial de intervalo cercano (CIPS) y medición de potenciales Poste
a Poste entre otras que se explicaran de manera general a continuación.
2.1.2.3.1 Medición de gradiente de corriente DC (DCVG)
Cuando se aplica corriente DC a una tubería de la misma manera que los
sistemas de protección catódica, la corriente que fluye a través del suelo al acero
expuesto en las fallas del revestimiento genera un gradiente de voltaje en el suelo
resistivo. A mayor cantidad de corriente fluyendo, mayor la resistividad del suelo

66
y mayor cercanía a la ubicación de la falla del defecto, lo que se traduce en un
mayor gradiente de voltaje (ver figura 22). En general, entre más grande el
defecto, mayor la corriente que fluye y, por lo tanto, mayor el gradiente de voltaje,
hecho que se usa para medir las fallas del revestimiento de manera que se
pueden priorizar para su reparación (Leeds, 2010).
Figura 22. Líneas de corriente y potencial en la vecindad de un holiday.
Fuente: (Nace international, 2010)
Con el fin de separar el flujo de corriente DC que está siendo monitoreado de la
influencia de todas las otras fuentes y por lo tanto facilitar la interpretación, en la
técnica del Gradiente de Voltaje DC, la señal DC que se inyecta en la tubería se
pulsa a una frecuencia de 1,25 Hz. La señal DC se puede inyectar por encima
del sistema de protección catódica existente de la tubería o el mismo sistema de
protección catódica se puede utilizar conectando un interruptor especial en uno
de los cables de salida del transformador rectificador más cercano (Leeds, 2010).
Para monitorear el Gradiente de Voltaje en el suelo se requiere un mili-voltímetro
sensible especialmente construido que mide la diferencia de voltaje entre dos
electrodos de referencia de cobre/sulfato de cobre ubicados en la superficie del
suelo (ver figura 23). Cuando la distancia entre los electrodos es 1 metro en un
gradiente de voltaje, una de las celdas adoptará un potencial más positivo que la
otra, lo que permite establecer la dirección de la corriente que fluye a causa de
dicho gradiente de voltaje (Leeds, 2010).

67
Figura 23. Instrumento DCVG análogo
Fuente: (Walton, 2017)
Otra característica única de la técnica de Gradiente de Voltaje DC es que la señal
pulsada es irregular, la corriente DC se cicla por 0,45 de un ciclo y 0,8 OFF de
un ciclo. El pulso irregular permite determinar la dirección del flujo de corriente y
compararla con todas las otras influencias DC en una falla del revestimiento, lo
que permite determinar el grado de protección contra la corrosión en el defecto
durante la inspección (Leeds, 2010).
Al inspeccionar una tubería, el operador camina a intervalos regulares sobre la
ruta de la tubería buscando pulsos de gradiente de voltaje, a medida que se
aproxima a una falla, el operador observará que la aguja del mili-voltímetro
responde al pulso, indicando la dirección del flujo de corriente que siempre será
hacia la falla del defecto en la tubería. Cuando se ha sobrepasado la falla, la
dirección de la aguja se invierte y disminuye lentamente en amplitud a medida
que el operador se aleja del defecto. Devolviéndose hacia el defecto se puede
encontrar una posición de los electrodos en la cual la aguja no mostrará deflexión
hacia ningún lado (un nulo), la falla del recubrimiento estará entonces ubicada en

68
la mitad entre los dos electrodos. Este procedimiento se repite entonces en
ángulos rectos a la primera observación, y donde las dos posiciones medias se
crucen es la ubicación del Epicentro del Gradiente de Voltaje (ver figura 24). Esto,
usualmente es, directamente sobre la ubicación de la falla del defecto (Leeds,
2010).
Figura 24. Esquema de metodología DCVG
Fuente: (Pierre, 1999).
Una característica adicional de la técnica DCVG es que a los defectos se les
puede asignar un factor de tamaño aproximado. El dimensionamiento es
importante para identificar los defectos más críticos y priorizar las reparaciones
(Leeds, 2010).
La calificación empírica basada en el llamado porcentaje del valor IR en términos
generales se cataloga de la siguiente manera, en la tabla 5:
Tabla 5. Caracterización de severidad del defecto de acuerdo con el porcentaje IR
detectado
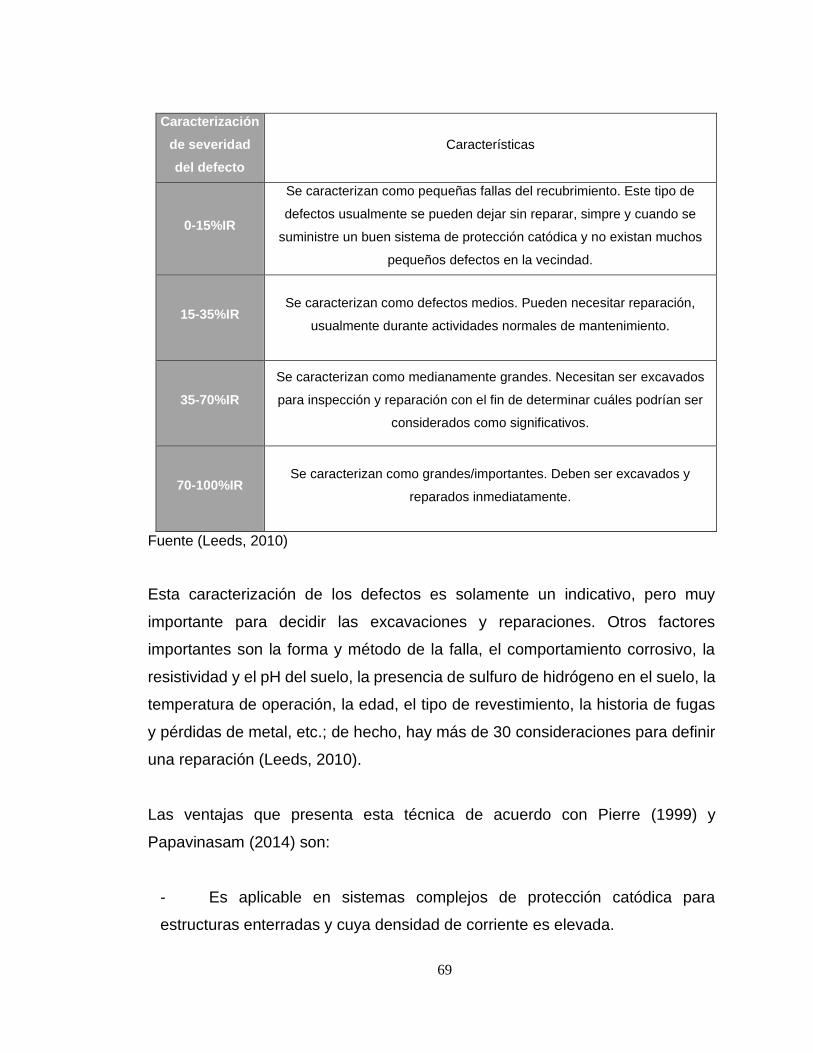
69
Caracterización
de severidad
del defecto
Características
0-15%IR
Se caracterizan como pequeñas fallas del recubrimiento. Este tipo de
defectos usualmente se pueden dejar sin reparar, simpre y cuando se
suministre un buen sistema de protección catódica y no existan muchos
pequeños defectos en la vecindad.
15-35%IR Se caracterizan como defectos medios. Pueden necesitar reparación,
usualmente durante actividades normales de mantenimiento.
35-70%IR
Se caracterizan como medianamente grandes. Necesitan ser excavados
para inspección y reparación con el fin de determinar cuáles podrían ser
considerados como significativos.
70-100%IR Se caracterizan como grandes/importantes. Deben ser excavados y
reparados inmediatamente.
Fuente (Leeds, 2010)
Esta caracterización de los defectos es solamente un indicativo, pero muy
importante para decidir las excavaciones y reparaciones. Otros factores
importantes son la forma y método de la falla, el comportamiento corrosivo, la
resistividad y el pH del suelo, la presencia de sulfuro de hidrógeno en el suelo, la
temperatura de operación, la edad, el tipo de revestimiento, la historia de fugas
y pérdidas de metal, etc.; de hecho, hay más de 30 consideraciones para definir
una reparación (Leeds, 2010).
Las ventajas que presenta esta técnica de acuerdo con Pierre (1999) y
Papavinasam (2014) son:
- Es aplicable en sistemas complejos de protección catódica para
estructuras enterradas y cuya densidad de corriente es elevada.
70
- El equipo para ejecutar esta prueba no emplea cables de arrastre.
- No requiere conexión física directa a la tubería.
Las limitaciones del DCVG para Pierre (1999) y Papavinasam (2014) son:
- A pesar de que permite deducir la criticidad de los defectos, esta
clasificación se considera empírica dado que no indica la extensión del defecto,
ni genera información relacionada con la corrosión.
- La velocidad de avance de la prueba depende de la cantidad de defectos
que presenta el recubrimiento.
- Puede indicar la presencia de corrosión activa, únicamente si la tubería
inspeccionada no cuenta con un sistema de protección catódica.
- No provee un registro permanente con la localización de los defectos,
para ello puede usarse un registrador de datos con sistema GPS.
2.1.2.3.2 Medición de potenciales en intervalos cortos (CIPS por sus
siglas en ingles).
Se refiere a mediciones potenciales a lo largo de tuberías enterradas para
evaluar el rendimiento de los sistemas de CP y la condición de la tubería
protegida catódicamente. Aunque, el potencial de una tubería enterrada se puede
medir en los postes de prueba permanentes (inspección ampliamente utilizada
conocida como poste a poste), pero considerando que estos postes pueden estar
a kilómetros de distancia, solo se puede evaluar de esta manera una fracción
muy pequeña de la superficie total de la tubería. El principio de un CIPS es

71
registrar el perfil potencial de una tubería en toda su longitud tomando lecturas
potenciales a intervalos de alrededor de 3.5 veces la profundidad de la tubería
(Nace International, 2007).
El electrodo de referencia se conecta a la tubería en un poste de prueba, y este
electrodo de referencia se coloca en el suelo sobre la tubería a intervalos
regulares para medir la diferencia de potencial entre el electrodo de referencia y
la tubería (Pierre, 2000).
En la práctica, se requiere un equipo de tres personas para realizar la inspección
CIPS (Ver figura 25). La primera persona camina hacia adelante ubicando la
tubería con un localizador de tubería para garantizar que las mediciones
potenciales se realicen directamente sobre la tubería, esta misma persona
también lleva una cinta métrica e inserta un marcador de distancia (una pequeña
bandera) a intervalos regulares sobre la tubería, los marcadores sirven como
puntos de calibración de distancia en la inspección (Pierre, 2000).
La segunda persona lleva un par de electrodos que están conectados al poste
de prueba por medio de un delgado cable de cobre y la instrumentación de
medición potencial, esta persona es responsable de ingresar características
específicas en función de la distancia de medición, estos son carreteras, arroyos,
un marcador de distancia permanente, cercas, rectificadores, válvulas de
bloqueo entre otros; Estos marcadores sirven como puntos de referencia
geográficos útiles cuando se deben tomar acciones correctivas basadas en los
resultados de la inspección. La tercera persona recoge el cable final después de
completar las secciones individuales de la encuesta. (Estrictamente hablando, es
posible que no se requiera la primera persona si la distancia se puede monitorear
a través de un contador que mide la longitud del cable de cobre desenrollado)
(Pierre, 2000).

72
En la práctica, las mediciones de CIPS son muy exigentes para los equipos que
las realizan dado que se necesita un amplio apoyo logístico. Por lo general, se
requiere que las cuadrillas de campo se muevan a través de cercas, carreteras,
autopistas, terrenos difíciles entre otros (ver figura 25). Durante la medición es
probable la rotura del cable de cobre posterior (Pierre, 2000).
Figura 25. Esquema de metodología CIPS
Fuente: (Pierre, 1999)
Pierre (1999) referencia algunas de las ventajas que ofrece esta técnica, tales
como:
- Provee un perfil de potenciales de la tubería, el cual, permite determinar el
estado de la protección catódica.
- La interpretación, análisis de resultados y la identificación de los defectos se
considera sencilla.
- La velocidad del equipo durante la inspección no depende de la calidad del
recubrimiento.

73
- Esta técnica también permite la evaluación de la condición del derecho de vía,
el equipo de protección catódica y la medición de potenciales, cuando se
inspecciona todo el ducto
También Pierre (1999), relaciona como desventajas de la técnica CIPS las
siguientes:
- El potencial registrado corresponde a unos puntos de prueba.
- La fiabilidad y precisión del potencial instantáneo depende de la habilidad del
inspector.
- La sensibilidad del equipo es inversamente proporcional al aumento de la
profundidad de la estructura y la resistencia del suelo.
- No detecta con facilidad el desprendimiento del recubrimiento en la estructura.
- No permite determinar la severidad real del daño a causa de la corrosión.
- Al inspeccionarse la longitud completa del ducto se requiere un considerable
apoyo logístico.
- En algunos terrenos como pavimento, caminos, ríos, entre otros; esta técnica
no es aplicable

74
2.1.2.3.3 Mapeo de Corriente en Tubería (PCM por sus siglas en ingles)
El estudio PCM es una técnica aplicada para localizar rápidamente las fugas de
corriente en una tubería debido a la existencia de defectos en el recubrimiento, o
por interferencias causadas por la presencia de estructuras ajenas a la tubería,
corrientes parásitas (sistemas de protección catódica de tuberías foráneas,
presencia de corriente AC), efectos de escudo, etc. (Denys, 2000).
El equipo PCM consiste en un transmisor portátil y un receptor de mano ver figura
26. El transmisor aplica a la tubería una corriente con una frecuencia entre 4 Hz
y 8 Hz, el receptor de mano localiza en primer lugar la tubería, y luego
proporciona una medición de la magnitud y dirección de corriente de la señal
aplicada por el transmisor del sistema. El transmisor PCM permite aplicar señales
a grandes distancias (hasta 30 Km) (Radiodetection, 2002).
Figura 26. Equipo PCM
Fuente: (Radiodetection, 2002)
El transmisor se conecta a la tubería y a la cama de ánodos, para lo cual es
necesario apagar los sistemas de protección catódica como se muestra en la
figura 27 (Radiodetection, 2002).

75
Figura 27. Instalación de transmisor
Fuente: (Radiodetection, 2002)
Las juntas de aislamiento evitan que la señal del PCM se presente en ambas
direcciones desde el punto de conexión. En caso de que no esté disponible un
rectificador, el transmisor se conecta a un poste de protección catódica y una
cama anódica temporal (Radiodetection, 2002).
Si los ánodos producen una resistencia alta (>20 ohm), se producirá un voltaje
demasiado alto, el voltaje máximo que puede soportar el transmisor de corriente
es de 100V. En este caso es aconsejable el uso de estacas de cobre colocadas
en serie que funcionan como tierra provisional, y proveen una baja resistencia
(<20 ohm) para el transmisor PCM (Radiodetection, 2002).
La fuente de alimentación utilizada para el transmisor puede ser la fuente
principal del sistema de protección catódica o un generador portátil.
Posteriormente se procede a localización de la tubería y mapeo de corrientes
(Radiodetection, 2002).
El receptor detecta la corriente inyectada por el transmisor y mide el gradiente de
voltaje AC generado por la presencia de un punto donde se está produciendo
una fuga de corriente. El patrón que sigue la corriente desde el punto de
aplicación hacia un punto donde existe una variación en la corriente. La corriente

76
a través de la tierra genera un gradiente de voltaje en la tierra alrededor del
defecto como resultado de la resistencia del suelo, de esta manera se detectan
los puntos donde existe fuga de corriente (Radiodetection, 2002).
Para Denys (2000) el sistema PCM se caracteriza por:
- Entregar un perfil de corriente y dirección virtualmente igual a las corrientes en
el sistema de protección catódica.
- Evalúa de manera rápida y precisa la condición del ducto elegido.
- Evitar los intervalos de corriente y cálculos manuales de la corriente de
protección catódica realizados por el operador.
- Localiza y mapea de manera fácil y precisa el ducto, incluyendo áreas en las
que hay interferencia a causa del contacto metálico.
- Mide y muestra la magnitud de la corriente sin conexión al ducto.
- Minimizar excavaciones innecesarias.
- Registrar datos y lecturas, además de facilitar la impresión de gráficos
mediante el uso de equipos portátiles.
2.1.2.3.4 Ensayo de Gradiente de Voltaje de Corriente Alterna (ACVG
por sus siglas en ingles).
Localiza defectos del recubrimiento y caracteriza las actividades de corrosión,
mediante la medición del cambio en la corriente de fuga del suelo a lo largo y

77
alrededor del ducto (NACE International, 2009a), esta técnica emplea corriente
alterna de baja frecuencia y circula a través de la tierra hacia el ducto en los
holidays y regresa a la fuente de voltaje; el patrón de corriente al holiday es
omnidireccional.
Un transmisor con señales únicas de baja frecuencia está conectado a una
estación de prueba (generalmente el mismo utilizado en el PCM) cercana para
producir la señal necesaria para realizar el levantamiento (ver figura 28). Las
frecuencias se envían simultáneamente y son típicamente de 3Hz y 6Hz o 4Hz y
8Hz. Simultáneamente una frecuencia más alta es enviada la ubicación de la
tubería y su profundidad generalmente en el rango de 98 Hz (Walton, 2017).
Figura 28. Flujo de la corriente desde el transmisor hacia un
defecto en recubrimiento
Fuente: (Nace international, 2009)
El equipo cuenta con un receptor digital conectado a un dispositivo con marco A
(figura 26) con dos sondas de distancia fija para identificar las posibles señales
de posibles daños en el recubrimiento subterráneo, el dispositivo con marco A
está en contacto con la superficie (es decir, tierra, pavimento, concreto) y detecta
la diferencia en el campo eléctrico en el suelo y mide pequeñas diferencias de
voltaje señalando una indicación de un defecto en el recubrimiento (figura 29).

78
(Walton, 2017).
Figura 29. Receptor digital y marco A utilizado en el ACVG
Fuente: (Walton, 2017)
Las indicaciones ACVG se clasifican por su valor, estas son detectadas en
decibeles de microvoltios (dBμV), estos dBμV de la indicación se compara con la
cantidad de flujo de corriente con la indicación en amperios de fábrica y se ajusta
para tener en cuenta las diferentes cantidades de flujo de corriente en cada
indicación y su efecto en el nivel de indicación de dBμV (ver figura 30).

79
Figura 30. Mediciones de corriente y niveles de decibeles
Fuente: (Walton, 2017)
Básicamente hablando, cuanto mayor es la indicación, más grande es la
indicación de daño en el recubrimiento, sin embargo, muchas cosas afectarán el
nivel de BμV, incluyendo la resistencia al suelo, la profundidad de la tubería, la
cantidad de señal transmitida, el diámetro de la tubería, el tipo de recubrimiento,
la posición horaria de la indicación, la longitud de la tubería, número de
indicaciones en el área y el contacto del marco A con la superficie.
2.1.3. Inspecciones ILI
2.1.3.1. Inspección en línea – Fuga de flujo magnético (MFL) siglas en ingles
Esta técnica mide el flujo que fluye entre los polos opuestos de dos imanes, los
imanes envían flujo a la estructura a inspeccionar, dependiendo del número de
sensores utilizados, ILI-MFL puede clasificarse además como resolución
estándar (SR MFL), alta resolución (HR MFL) o resolución extra alta (EHR MFL).

80
Las principales diferencias entre estas categorías son el número, el tamaño y la
orientación de los sensores MFL, el diseño del circuito magnético, el nivel de
magnetización y la sofisticación del análisis. Se usan sensores adicionales en
HR MFL y HR MFL adicional para discriminar entre corrosión interna y externa
(Papavinasam, 2014).
Figura 31. Herramienta en línea MFL
Fuente: (Jordan et al, 2020)
La tecnología MFL es adecuada tanto para petróleo como para gas tuberías, solo
requiere una limpieza moderada. Las herramientas MFL (figura 31) están
disponibles para inspeccionar tuberías de diámetro 3 pulgadas (8 cm) y
superiores. Se deben considerar varios factores antes de usar ILI-MFL, incluidas
las características mecánicas del acero, el tipo de soldaduras, la longitud, el
diámetro interno de la tubería, el perfil de elevación, la disponibilidad de
lanzadores y receptores ILI, la limpieza de la tubería, válvulas, curvas,
intrusiones, internos recubrimientos, goteos, pirofóricos (materiales que pueden
incendiarse, por ejemplo, sulfuros de hierro) y capacidad para analizar los datos
(Papavinasam, 2014).
Los estándares que proporcionan pautas para usar las herramientas ILI-MFL
incluyen:
- NACE SP0102, "Inspección en línea de tuberías"

81
- Publicación 35100 de la NACE, "Inspección no destructiva en línea de
tuberías"
- ANSI / ASNT-ILI-PQ, "Calificación y certificación del personal de inspección en
línea"
- API 1163, "Norma de calificación de sistemas de inspección en línea"
2.1.3.2. Inspección en línea – Ultrasonido (ILI-UT siglas en ingles)
El UT (ultrasonido) también se utiliza para la inspección en línea de tuberías (ILI-
UT), las herramientas ILI-UT recorren el interior de la tubería midiendo el grosor
de la pared, las herramientas (imagen 32) emiten señales ultrasónicas
perpendiculares a la pared (Papavinasam, 2014).
Figura 32. Herramienta en línea UT
Fuente: (Jordan et al, 2020)
El grosor de la pared se calcula a partir del eco recibido tanto de la pared interna
como externa, y la velocidad del ultrasonido en el acero de las tuberías. Para el
uso de ultrasonido requiere un acoplador líquido para transferir el sonido entre el
transductor y la tubería. En el caso de las herramientas de inspección en línea el
petróleo transportado puede servir para este propósito; sin embargo, el gas no
es un buen acoplante, por lo tanto, para usar ILI-UT para inspeccionar las
tuberías de gas, la tubería se llena con líquido (diésel o agua) como un bacheo

82
entre dos marranos (Papavinasam, 2014).
ILI-UT muestra los datos en tres modos: Scan A, scan B y scan C para un análisis
más fácil. Esto hace que la interpretación de los datos sea relativamente sencilla,
el ultrasonido mide el espesor de la pared directamente, por lo tanto, las
profundidades de los pitting son confiables. El ILI-UT discrimina entre la corrosión
interna y corrosión externa, pero se requiere un espesor de pared mínimo para
que la medición confiable (Papavinasam, 2014).
La técnica mide la longitud y la profundidad de la corrosión, por lo tanto, los datos
se utilizan en el cálculo de la presión de funcionamiento máxima permitida
(MAOP), al igual que HIC, abolladuras afiladas, abolladuras planas, bucles,
arrugas, ondulaciones, válvulas en línea, accesorios, curvas, accesorios de
ramificación, hot-taps, coordenadas de tubería, camisas de reparación, parches,
laminaciones, inclusiones, marcas de rectificado, anomalías en soldadura
circunferenciales, entre otras, sin embargo la técnica no permite su utilización en
tuberías con diámetro menor a 6” de diámetro (Papavinasam, 2014).
Los estándares que proporcionan pautas para usar las herramientas ILI-UT
incluyen:
- NACE SP0102, ‘In line Inspection of Pipelines’
- NACE Publication 35100, ‘In line Non-Destructive Inspection of Pipelines’
- ANSI/ASNT-ILI-PQ, ‘In line Inspection Personnel Qualification and
Certification’
- API 1163, ‘In line Inspection Systems Qualification Standard Inspección on-
line)

83
2.1.3.3. Otras herramientas de inspección en línea
Algunas herramientas ILI tienen algunas características especiales de control
(herramienta atada), controlar la velocidad de la herramienta (herramientas de
bypass) e inspeccionar tuberías de doble diámetro (herramientas plegables)
(Papavinasam, 2014).
Las herramientas atadas se operan usando camiones de cable umbilicales o
atados, normalmente las herramientas ILI se transportan a la velocidad del fluido
que se transporta, pero las herramientas de bypass pueden tener características
especiales para controlar su velocidad, ya sea evitando el flujo o usando
unidades de control de velocidad. La velocidad de inspección de estas
herramientas permanece constante durante toda la ejecución (Papavinasam,
2014).
Las herramientas plegables pueden inspeccionar a través de tubería
interconectados de diferentes diámetros, e inspeccionar continuamente ambas
secciones de tubería. Estas herramientas son complementarias al ILI-MFL e ILI-
UT (Papavinasam, 2014), como se observa en la imagen 33.
Figura 33. Herramienta en línea MFL - UT
Fuente: (Jordan et al, 2020)
Las herramientas que utilizan corrientes de Eddy son especialmente útiles para

84
inspeccionar grietas internas. Las corrientes de Eddy tienen una capacidad
limitada para penetrar la pared de la tubería; por lo tanto, esta técnica no se usa
ampliamente (Papavinasam, 2014).
Las herramientas de geometría (herramientas de caliper) se utilizan para medir
el diámetro interno de la tubería, para detectar abolladuras causadas por
rellenos, daños mecánicos y daños de terceros, normalmente se usan antes de
que se utilicen herramientas ILI más sofisticadas, utilizan brazos mecánicos o
características electromagnéticas para medir el diámetro interno (Papavinasam,
2014).
Las herramientas de mapeo se utilizan para establecer las coordenadas
absolutas de la tubería como longitud, altitud y elevación, miden las coordenadas
(en las direcciones X, Y y Z) utilizando técnicas de navegación inercial. Los
giroscopios se usan para medir cambios angulares y los acelerómetros se usan
para medir cambios de velocidad (Papavinasam, 2014).

85
3. DISEÑO METODOLÓGICO
En el presente capítulo se detalla la clase de estudio desarrollado, el enfoque de
éste, los procesos realizados para su desarrollo, así como los instrumentos
utilizados para la recolección de la información y el procedimiento para su
aplicación.
Posteriormente se especifica cómo se hizo el proceso de análisis de la
información, qué software se utilizó para el tratamiento de esta y qué información
nueva se generó.
3.1. Hipótesis y variables
3.1.1. Hipótesis
Se puede generar un modelo en función de los resultados de inspecciones
indirectas, clase de recubrimiento instalado, edad del recubrimiento y la
vulnerabilidad del área; útil para ponderar a nivel cualitativo de deterioro del
recubrimiento instalado en la tubería, generando como resultado una acción que
puede tomarse de inmediato o en el futuro en función de una evaluación de su
gravedad.
3.1.2. Variables
Una variable es una propiedad que puede variar y cuya variación es susceptible
de medirse u observarse (Hernández et al. 2006), las variables son
características o atributos que admiten diferentes valores, depende de cada caso
y situación, así como del nivel de generalidad en que se sitúe.

86
Las variables de tipo independiente condicionan, explican o determinan otro
fenómeno existente, son determinadas por el investigador o pueden darse por los
valores de otros fenómenos. Dichas variables no se modifican a lo largo del
estudio.
Las variables dependientes describen la conducta o fenómeno que requiere
de explicación, estas dependen de forma directa de las independientes. Son
las respuestas expresadas a través de la aplicación de las variables
independientes.
3.1.2.1 Tipo de variables involucradas
Variables independientes:
- Estrategias, herramientas y software.
Variable dependiente:
- Resultados de inspecciones indirectas: Rangos de aceptación sugeridos
en normas de técnicas de inspección indirecta como CIPS, Poste a Poste,
DCVG.
- Resultados de inspección ILI: Cantidad de indicaciones ILI respecto a una longitud
prestablecida de segmento de tubería.
- Tipo y edad de recubrimiento: Se tendrá en cuenta la literatura de citas y
referencia donde correlacionen el tipo de recubrimiento con la edad de este, que
permita identificar las áreas de recubrimiento que se encuentren dentro de su ciclo de
vida o fuera de este.

87
- Áreas de alta consecuencia: Basados en estudios de riesgo donde se identifiquen
áreas de baja o alta consecuencia donde cruce el ducto, permitirán correlacionarlos con
las demás variables del modelo.
3.2. PRESENTACIÓN DE ETAPAS
La corrosión es reconocida como el factor más importante que contribuye a la
falla en ductos (Martins, 2015), generalmente se localiza en áreas donde existen
defectos de recubrimiento y los niveles de protección catódica son insuficientes.
El defecto del recubrimiento expone el área de sustrato, sin protección de
sistemas de protección catódica al electrolito.
La aplicabilidad del modelo se basa en la integración e interacción de varias
inspecciones que comúnmente se realizan durante la operación de ductos de
transporte de hidrocarburos, como es el monitoreo del adelgazamiento y áreas
de corrosión de la tubería por medio de inspecciones con herramienta inteligente
(ILI), monitoreo de la eficiencia de los sistemas de protección catódica los cuales
se realizan por medio de inspecciones indirectas de medición de potenciales
CIPS y poste a poste, identificación de anomalías en el recubrimiento por medio
de técnicas DCVG. Los resultados de estas inspecciones interactúan con la
información base del ducto, tal como el tipo de recubrimiento instalado, la edad
de este y las áreas de alta consecuencia, estas dos últimas, aunque son
variables dependientes tienen una menor variación en el tiempo frente a las se
mencionaron inicialmente.
Cabe resaltar que el modelo busca encontrar patrones de deterioro por corrosión
externa de la tubería, por lo que amenazas constructivas, amenazas por
terceros, malas operaciones, geoamenazas entre otras que se tienen en cuenta
en modelos de riesgo propuesto para ductos como por ejemplo las
recomendadas por API1160 o ASME B31.8S no se tienen en cuenta en este

88
modelo, debido a que el modelo que se presenta busca una forma sencilla y
practica para el cambio de recubrimiento en el ducto evaluado.
3.3. FUENTES DE INFORMACIÓN
A continuación, se presenta una descripción de la información que utiliza el
modelo, y las variables que se tienen en cuenta para identificar las áreas donde
requiere cambio de recubrimiento.
3.3.1. Información de inspección con herramienta inteligente (ILI)
La inspección ILI se le realiza a la tubería desde su interior por medio de
herramientas de inspección en línea (ver imagen 34), generalmente se realiza
cuando la tubería se encuentra en servicio por medio de herramientas conocidas
como herramientas y/o marranos inteligentes.
Figura 34. Herramienta en línea por corrientes de Eddy
Fuente: (Jordan et al, 2020)
Los proveedores de este tipo de servicios adecuan las herramientas en
necesidad de lo que se requiere buscar en el ducto y de acuerdo con el elemento
transportado, muchas veces la herramienta que se requiere para la detección de
indicaciones muy localizadas es distinta a la herramienta con geometría alargada
del ducto; siendo diferente de manera circunferencial de la tubería, de igual forma

89
la herramienta es distinta para detección de anomalías en gasoductos y
oleoductos.
Es por lo anterior que los proveedores de servicio, en muchas ocasiones enlazan
un tipo de herramienta con otra para poder visualizar distinto tipos de
indicaciones o se realizan varias corridas con herramientas distintas (ver imagen
35). Sin embargo, comúnmente entre más tipos de indicaciones se requiera
localizar en las tuberías más costoso va a ser el servicio.
Figura 35. Diagrama para la selección herramienta ILI
Fuente: (Vanaei, 2016.)
Uno de los entregables de los proveedores de servicios de herramientas
inteligentes es el PipeTally (figura 36), en él se pueden observar los detalles por
medio seguimiento de abscisas y coordenadas geográficas, se puede discriminar
cada una de las indicaciones que se encuentran en la tubería como son los
accesorios instalados en la tubería, reparaciones realizadas al ducto, soldaduras,
anomalías, accesorios circunferenciales, marcadores de línea, entre otras
dependiendo el servicio contratados.

90
Figura 36. Pipetally
Fuente: (Jordan et al, 2020)
En cuanto a las anomalías encontradas en el ducto, estas también tienen una
clasificación, entre las más destacadas se encuentran las anomalías
geométricas; como su nombre los dice son variaciones en la geometría circular
del ducto que generalmente son generadas por fuerzas mecánicas inducidas a
la tubería por golpes, malos procedimientos de operación, y/o geoamenazas.
Entre las más conocidas se encuentran las entallas, los dobleces, las abolladuras
con o sin pérdida de metal, falla en la ovalidad de la tubería entre otras. Otras
anomalías que pueden detectar las herramientas inteligentes son defectos
artificiales, golpes de arco, agrietamiento, laminaciones, defectos en soldaduras,
defectos en el recubrimiento y adelgazamiento por corrosión; de nuevo todo
depende de lo que se quiere localizar en la tubería, de las herramientas utilizadas
y del presupuesto de la inspección.
A menos que exista un requerimiento de detección de anomalías especiales del
91
ducto, generalmente se van a realizar corridas de herramientas inteligentes con
detección de anomalías geométricas y de adelgazamiento de metal, lo cual
beneficia los datos requeridos para la corrida del modelo debido a que es uno de
los datos de entrada del modelo, el cual es el adelgazamiento de metal que en
ingles se le conoce como “metal loss”.
La finalidad del modelo que se presenta en el presente trabajo de grado es el
cambio de recubrimiento en tuberías enterradas construidas con materiales
ferrosos, lo que se busca con la información ILI como base del modelo es la
identificación de áreas donde se encuentre la corrosión externa activa, lo que
permite deducir que son áreas que no se encuentran aisladas del electrolito
dentro de las celdas electroquímicas de corrosión, permitiendo con la información
suministrada en la corrida ILI, discriminar los adelgazamiento en la parte externa
de la tubería, donde ya no hay protección por parte del recubrimiento por lo sería
un factor para cambio de recubrimiento en la zona inspeccionada.
Cabe destacar que para la aplicación del modelo hay que tener en cuenta las
reparaciones que se hayan realizado en los ductos, sobre todo las zonas donde
la reparación se haya realizado con camisa de contención tipo A, Tipo B o se
haya realizado reparaciones con camisas no metálicas (compuestas), estas
últimas ampliamente utilizadas en reparaciones de gasoductos, lo anterior a que
en las corridas de las herramientas inteligentes puede reportar estos puntos
como adelgazamientos y pueden ser confundidos como zonas de metal
expuestas al electrolito, esta incertidumbre puede ser reducida realizado corridas
con herramientas con tecnología MFL o combinadas de MFL/UT o MFL/SIC.
Con el fin de evaluar las áreas que se encuentran expuestas al electrolito y como
facilidad de análisis de información y de resultados, todo el sistema del ducto se
segmenta a una longitud de 12 m, que corresponderían a la longitud de un tubo
instalados en el ducto.

92
Para evaluar el recubrimiento en la tubería por medio de los datos de las
inspecciones ILI se debe tener dos criterios:
- Primer Criterio: En muchos casos las fallas en ductos son debido a perdida
puntuales de metal debido a indicaciones tipo pitting o colonias de pitting, zonas
de corrosión localizadas que tienen elevadas velocidades de corrosión dada por
la despasivación de un área pequeña del material que se vuelve anódica
mientras que el área potencialmente más extensa se vuelve en catódica. En
estas indicaciones localizadas, aunque el área expuesta de material no sea muy
grande, si representa una amenaza a la integridad del ducto debido a que el
defecto tiene un crecimiento relativamente más alto comparado frente a corrosión
generalizada. Es por lo anterior, que este tipo de defectos se tienen en cuenta en
el primer criterio debido a que con su oportuna localización se puede inertizar ó
pasivar el fenómeno corrosivo por medio de reparación del recubrimiento, sin
embargo, es recomendable siempre evaluarlo en sitio para realizar la reparación
más adecuada para la indicación detectada.
El patrón que se busca encontrar en el modelo es discriminar las profundidades
de la corrosión detectada y la densidad de anomalías detectadas en el segmento
evaluado, para poder evaluarlo cualitativamente.
-Segundo Criterio: En otros casos la fallas en los ductos se ve representada en
pérdidas de metales uniformes, más comúnmente llamada como corrosión
generalizada, esta se presenta debido a que el sustrato de la tubería se
encuentra expuesta al medio ambiente corrosivo relativamente extensa
dependiendo de las variables del medio.
El patrón que se busca encontrar dentro de este criterio es la acumulación de
agrupaciones de corrosión dentro de cada uno de los segmentos evaluados.

93
Debido a que las corridas ILI no se hacen con una periodicidad corta por logística
y costos, el modelo se puede aplicar con las proyecciones de adelgazamiento
basado en las velocidades de corrosión obtenidas durante la corrida física, esto
permite una aproximación de datos que se pueden utilizar dentro del modelo.
3.3.2. Información DCVG
Una de las inspecciones indirectas más utilizadas en la inspección de
recubrimientos en ductos es la tecnología de gradiente de voltaje DC “DCVG”
(por sus siglas en ingles Direct Current Voltage Gradient), la finalidad del uso de
esta técnica es la de caracterizar indicaciones en el recubrimiento, clasificación
de anomalías y definición de medidas correctivas.
Se debe tener en cuenta que el recubrimiento de una tubería enterrada es la
primera barrera de protección contra la corrosión, sin embargo, todos los
recubrimientos tienen fallas intrínsecas, muchas veces iniciadas durante la
instalación del recubrimiento, la construcción del ducto, fallas en el esquema de
recubrimiento entre otras; es por lo anterior que se instalan sistemas de
protección catódica como soporte auxiliar a los recubrimientos e incrementar la
vida útil del ducto.
La relación entre la protección catódica y el recubrimiento de protección es
importante ya que la tecnología de gradiente de voltaje DC estudia esa relación,
la técnica suministra información valiosa para el control de la corrosión (Leeds,
2010).
A continuación, se discrimina las aplicaciones típicas del gradiente de voltaje DC:
- Evaluar el revestimiento de las tuberías para definir los requerimientos de
rehabilitación.

94
- Definir debilidades en el sistema de protección catódica.
- Validar si una tubería ha sido construida con mínimas fallas del revestimiento.
- Investigar efectos de interferencias.
- Establecer la efectividad de bridas de aislamiento y otros métodos de
aislamiento de tuberías.
- Suministrar datos para validación de licencias de operación.
- Inspeccionar redes de tuberías complejas que no es posible con otros métodos.
- Inspeccionar en calles con concreto o pavimentadas.
- Capacidad de inspeccionar bajo líneas de alta tensión.
- No afectadas por efectos telúricos de manera que es posible inspeccionar
tuberías afectadas.
- Evaluación de la integridad de postes de prueba.
- Verificación de continuidad eléctrica de tuberías unidas mecánicamente.
Los resultados de inspecciones de gradiente de voltaje DC involucran varias
variables, la primera es la severidad relativa de un defecto comúnmente llamado
como %IR el cual se calcula con el potencial de la tubería a tierra remota P/PRE
(Leeds, 2010) por lo que se necesita conocer la distancia de los defectos y la
fuerza de señal DCVG en los postes de prueba en cada extremo de la sección
de tubería inspeccionada.

95
La fórmula reportada por Leeds (2010) para el calculo de P/PRE, se presenta a
continuación:
En donde:
S1 = Señal en el poste aguas arriba, por ejemplo, 800mV.
dx = Distancia entre el poste aguas arriba y el defecto, por ejemplo, 400m.
D2 = Distancia entre postes de prueba, por ejemplo, 1000m.
D1 = Distancia del poste de prueba aguas abajo, por ejemplo, 0m.
S2 = Señal en el poste aguas abajo, por ejemplo, 300mV.
Figura 37. Ejemplo para calcular potencial de tierra remota (P/PRE)
Fuente: (Leeds, 2010)
En el ejemplo de la figura 37, el %IR se calcula de la siguiente manera:
- De la figura 37 se tiene que el potencial sobre la línea a tierra remota es 130mV.

96
- El potencial de la tubería a tierra remota calculado es 600mV.
Por lo tanto:
Debido a que la severidad de los defectos se calcula a partir de medidas
eléctricas del gradiente de voltaje, los resultados obtenidos dependen de la
cantidad de corriente que fluye hacia cada defecto y de la resistividad del suelo.
El flujo de corriente depende de qué tan grande es el defecto, de qué tanto han
crecido películas de protección en el acero expuesto y de qué tan cerca del punto
de mayor drenaje de corriente del sistema de protección catódica se encuentre
el defecto. La resistividad afecta el flujo de corriente y por lo tanto el gradiente de
voltaje.
Por resistividad se entiende una combinación de la resistividad del suelo y la
resistividad de las películas de productos de corrosión en la superficie de metal
expuesta. La resistividad de dichas películas puede ser muy grande, 100.000
Ohm-cm. Idealmente, todas las medidas se deben convertir a un suelo de
resistividad estándar, generalmente de 5.000 Ohm-cm (Leeds, 2010).
Esto ha permitido que los defectos de los revestimientos se puedan graduar para
determinar una escala de severidad en los defectos como se observa en la tabla
5, esta caracterización de los defectos son solamente un indicativo, sin embargo,
dentro del modelo propuesto este es un criterio de calificación de defectos se
conjugan con los encontrados en el numeral de inspección con herramienta
inteligente ILI.

97
3.3.3. Información CIS y Poste a Poste
La protección catódica al igual que los recubrimientos de las líneas son los
métodos más efectivo por el momento para la mitigación de la corrosión en
estructuras enterradas, sin embargo existen muchos factores que pueden influir
en un sistema de protección catódica que genere protección, desprotección o
sobreprotección de la estructura, inclusive zonas donde por alguna interferencia
con sistemas de protección catódica de otros ductos pueda generar que la
estructura a la que deseamos proteger se vuela anódica frente a otras
estructuras; por lo anterior es imperativo la detección de problemas y corregirlos
a tiempo.
Los análisis eléctricos comúnmente llamados análisis de intervalos cortos de
potenciales o inspección de potenciales poste a poste, son las herramientas más
utilizadas para detectar anomalías en el funcionamiento del sistema de
protección catódica hoy en día. Los potenciales de corriente tubería - suelo es
una de las herramientas más importantes para la medición eléctrica del sistema
de protección catódica, esta medición puede indicar la tendencia del material a
la corrosión en un determinado ambiente, para lo anterior se debe tener un
entendimiento de cómo y dónde se realizan las mediciones.
En el cambio de potencial medida desde una estructura a un ambiente utilizando
un electrodo de referencia conocido, se puede estimar la efectividad del sistema
de protección catódica, sin embargo, se debe tener personal calificado y equipos
calibrados para esta tarea, si no se tiene cuidado y atención a los detalles pueden
dar a menudo resultados erróneos o de mala interpretación.
Dentro de los equipos comúnmente utilizados para para esta actividad, se
destaca el multímetro donde el terminal positivo se debe conectar con la
estructura, y el negativo se debe conectar a un electrodo de referencia y este

98
último se ubica en el medio, suelo o agua tan cerca como sea posible al punto
de interés (Ver figura 38).
El cobre en una solución saturada de sulfato de cobre es el electrodo de
referencia más utilizado en la actualidad, se utiliza en ambientes de tierra y agua
fresca; en ambientes marinos o alto contenido de sales generalmente se utiliza
un electrodo de referencia de plata/cloruro de plata.
Figura 38. Estructura de una celda de referencia
Fuente: (Nace, 2010)
La celda de referencia genera un potencial constante frente a un potencial
variable de la estructura, estos datos son evaluados frente a una relación
histórica y comparados frente a comportamientos del material en ambientes con
condiciones similares.
Como se menciona anteriormente estas mediciones de potenciales se pueden
realizar de dos maneras, la primera se realiza de manera rutinaria en los ductos
utilizando las estaciones de prueba y otros puntos del ducto los cuales son
eléctricamente continuos, generalmente estos postes se instalan cada 500 m,

99
1000 m o 2000 m dependiendo del diseño del sistema de protección catódica.
Sin embargo, para conocer los potenciales que se encuentran entre las
estaciones de prueba y conocer realmente el estado del sistema de protección
catódica a lo largo del ducto se realiza el CIPS.
Hay varias razones del por qué las mediciones de potencial en las estaciones de
prueba no son siempre representativas para conocer el estado real del sistema
de protección catódica, a continuación, se mencionan algunas causas donde el
sistema de protección catódica puede variar:
- Química del suelo, humedad y compactación
- Distancia entre camas anódicas.
- Tipos de recubrimiento y condición.
Estas variables a menudo pueden identificar causas de una baja de eficiencia del
sistema de protección catódica, pero si únicamente se realiza inspecciones en
los postes de medición estos datos como estos pueden ser obviados.
Un CIPS consiste en la recolección de datos de potenciales tubo/suelo frente a
la distancia de un punto conocido (ver imagen 39), estos potenciales son medidos
directamente sobre la tubería y son colectados a intervalos fijos (generalmente
de 30 cm a 100 cm); esto permite identificar datos y detectar áreas con problemas
donde posiblemente no se perciban en las mediciones poste a poste.
Para encontrar un punto medio de costos frente al buen monitoreo del sistema
de protección catódica, las empresas transportadoras de hidrocarburos han
optado por realiza inspecciones CIPS cada cinco años y poste a poste cada año,
inclusive hay empresas que intercalan estas dos inspecciones por año o realizan

100
un nuevo CIPS cuando se realiza alguna modificación al sistema de protección
catódica.
Figura 39. Gráfica de potenciales ON / OFF recolectados dentro de un CIPS
Fuente: (Papavinassam, 2014)
Durante la inspección CIPS los potenciales ON y OFF instantáneos del sistema
de protección catódica son medidos frente a un electrodo de referencia, las
regiones donde los potenciales de ON/OFF son más electropositivos son
aquellos que son susceptibles a la corrosión o donde la barrera de recubrimiento
se encuentre más deteriorada. También se puede considerar que las regiones
con potenciales OFF más electropositivos a -850Mv vs CSE son susceptibles a
la corrosión (NACE, 2013), el grado en el que el potencial cambia en la dirección
positiva indica el grado de susceptibilidad para la corrosión.
En la tabla 6, se discrimina el segundo criterio de protección catódica para suelos
sin SRB (bacterias surfatoreductoras) mencionada en la norma NACE SP0269-
2013.

101
Tabla 6. Criterio de protección catódica para suelos sin SRB (bacterias
sulfatoreductoras)
"OFF" POTENCIAL (Mv) Descripción
Un potencial igual o mas
electropositivo que -850mV @
CU/CUSO4
Zonas susceptibles a corrosión
Mas electronegativo que -1200 mV
@ CU/CUSO4 Límite para la sobreprotección
Fuente (NACE, 2013)
La información del sistema que se va a utilizar para evidenciar zonas
desprotegidas del sistema de protección catódica, está basado en el segundo
criterio NACE SP0169-13 “un potencial polarizado negativo de al menos -850 mV
vs CSE”, esta caracterización de zonas es solamente un indicativo; sin embargo,
dentro del modelo propuesto se conjugan con el primer criterio (profundidad
indicaciones ILI), segundo criterio (área acumulada de agrupaciones), tercer
criterio ( defectos DCVG totales); para dar mayor criticidad a las áreas que están
con desprotección del sistema de protección catódica.
3.3.4. Información de recubrimientos
El desarrollo de la actual infraestructura de ductos construidos en Colombia que
transportan crudo, gas natural, y productos refinados inicio principalmente en los
años 70s y 80s, lo anterior supone que la gran parte de los sistemas de ductos
están construidos con materiales que en la actualidad no se encuentran
disponibles; sin embargo era el tope en cuanto a tecnología en su momento, uno
de estos casos evolutivos en la infraestructura son los recubrimientos los cuales
actualmente tienen mayores propiedades frente a los utilizados en los años 70s
y 80s.

102
La tubería enterrada se encuentra expuesta a condiciones corrosivas en todo
momento, por lo anterior los operadores iniciaron aplicaciones de recubrimientos
para prevenir y mitigar la corrosión en pro de evitar accidentes, fallas y pérdida
de contención del fluido transportado. Inicialmente, se utilizaban cintas de cera y
vinilo, alquitrán de hulla, recubrimientos asfaltados y cintas de polietileno, sin
embargo, de acuerdo con el departamento de transporte de Estados Unidos, uno
de los factores de riesgo de falla en ductos es el material de construcción y la
edad de recubrimiento (U.S. Department of Transportation, 2016).
Los recubrimientos son la principal barrera para la protección de la tubería contra
la corrosión, pero estos se deterioran con la edad y otros factores como el
contacto constante con el suelo, el estrés generado por el movimiento de la
tubería, con cambios de temperatura del tubo, las condiciones cíclicas entre
mojado, seca, zonas inundadas, tipo de suelo entre otros factores. La gran
mayoría de recubrimientos instalados en la infraestructura de Colombia utilizan
recubrimientos de alquitrán de hulla y recubrimientos asfaltados, sin embargo,
estos recubrimientos tienen una vida útil prevista de 20 a 30 años, muchos de los
ductos operativos en la actualidad que tienen este tipo de esquema de
recubrimiento tienen 50 o más años de servicio, por lo que estos recubrimientos
son propensos a fallar por agrietamiento, ampollamiento, flacidez entre otras.
Con la instalación de sistemas de protección catódica en estos ductos,
extendieron la vida útil de los recubrimientos y por ende del ducto, sin embargo,
un requerimiento para su operación es que los recubrimientos instalados deben
ser dieléctricos, lo que permite que la corriente fluya a través de la tubería
aislándola eléctricamente del medio ambiente y físicamente del medio corrosivo
donde se encuentre la tubería. Otras propiedades de los recubrimientos son la
resistencia al impacto, abrasión del terreno y resistencia al desprendimiento
catódico; sin embargo, con el tiempo estas propiedades protectoras se empiezan
a perder (ver figura 40) por lo que el requerimiento de corriente en los sistemas

103
de protección catódica aumenta.
Figura 40. Perdida de propiedades del recubrimiento
Fuente: (CEPA, 2015)
Como se menciona anteriormente es difícil calcular el estado de deterioro del
recubrimiento según su tipo, sin embargo, la edad se puede tomar como
detonante para dar una mayor criticidad a los segmentos de tubería donde el
recubrimiento tiene un tiempo mayor a 20 años. Al igual que pasa con el criterio
del sistema de protección catódica, la eficiencia de recubrimiento se conjugará
con los resultados de los criterios que tiene en cuenta el modelo.
3.3.5. Información de zonas de alta consecuencia
Las áreas de alta consecuencia (HCA por sus siglas en inglés), la define el
departamento de transporte de Estados Unidos como "Una ubicación que está
especialmente definida en las regulaciones de seguridad de tuberías como un
área donde las liberaciones de tuberías podrían tener mayores consecuencias

104
para la salud y la seguridad o el medio ambiente. Para los ductos, los HCA
incluyen áreas de alta población, otras áreas de población, vías navegables
comercialmente y áreas inusualmente sensibles al daño ambiental. Las
regulaciones requieren que el operador de la tubería tome medidas específicas
para garantizar la integridad de una tubería para la cual una descarga podría
afectar un HCA y, por lo tanto, la protección del HCA ".
Aunque comúnmente se supone que atraviesan las zonas anteriormente
mencionadas, hay un proceso detallado donde los operadores de tubería
determinan donde se encuentra un HCA, estos cálculos se basan en códigos
regulatorios de países, o se referencian a códigos internacionales como
ASMEB31.8S o API 1160.
Para el presente modelo se toman las áreas de alta consecuencia para el ducto
estudiado por medio de información que suministre el operador del ducto, esta
información se conjugara para dar una criticidad mayor por donde pase el ducto
y se refiera a este como zona de alta consecuencia.
3.4. Procesamiento de la información
La finalidad del modelo es la conjugación de información obtenida a partir de los
datos cuantitativos resultantes de las inspecciones de corridas con herramienta
inteligente (ILI), inspecciones de gradiente DC (DCVG) e inspección de estado
eléctrico CIPS; estableciendo rangos determinados a partir de normas y
experiencia de campo, con el fin de llevarlos hacia una cualificación, dándole así
una criticidad a cada uno de los segmentos evaluados.
Posteriormente, los datos cualitativos (obtenidos anteriormente) son cruzados
con los datos cualitativos de estado de recubrimiento y áreas de alta
consecuencia HCA, calificando así estos resultados y por medio de un rango

105
prestablecido se dará una criticidad de atención de recubrimiento para cada uno
de los segmentos evaluados, esto permitirá discriminar a cuales segmentos se
les debe realizar mantenimiento en el recubrimiento o por el contrario a que
segmentos se les dará una atención de seguimiento bajo o medio.
3.4.1. Determinación Primer Criterio: Procesamiento información con
herramienta inteligente
La base del modelo son resultados de inspección con herramienta inteligente
(ILI) donde se pueda encontrar el adelgazamiento de material en la tubería, datos
generalmente reportados con el uso de herramientas de inspección por medio de
tecnología MFL (circunferencial y axial), UT o combinadas.
En gran parte de las ocasiones cuando se realiza una inspección ILI se busca
que se pueda brindar la mayor cantidad información disponible en cuanto a
anomalías, detección de reparaciones realizadas, identificación de instalaciones,
curvas entre otros.
El presente modelo utiliza la información de adelgazamiento externo que se
encuentra correlacionada con una abscisa del ducto lo anterior debido a que este
tipo de anomalías representa un área donde el sustrato de la tubería se
encuentra en contacto directo con el electrolito y presenta corrosión activa, por
lo tanto, la barrera de recubrimiento tiene un gran deterioro en estos sitios.
Con el procesamiento de información se discrimina la criticidad por profundidad
de las indicaciones detectadas por la herramienta inteligente, generalmente
estas indicaciones son inducidas por corrosión localizada más que por corrosión
generalizada, sin embargo, las dos deben ser tenidas en cuenta dentro del
modelo. El Primer Criterio permite clasificar los mayores adelgazamientos y los
clasifica de acuerdo con la siguiente tabla:

106
Tabla 7. Clasificación de adelgazamiento según su pérdida de material
Porcentaje de
adelgazamiento
Evaluación adelgazamiento
Primer Criterio Clasificación
[ 0 % - 40% ) Bajo 1
[ 40 % - 60% ) Bajo 2
[ 60 %- 80%) Medio 3
≥80% Alto 4
Fuente: (Autor)
A continuación, se determina el paso a paso para determinar el adelgazamiento
de la tubería, variable necesaria para determinar el Primer Criterio que integrará
el modelo:
- El primer paso es la segmentación de la longitud del ducto en tramos de
iguales, delimitando cada segmento a un valor de 12 metros, esta distancia es
lo que generalmente mide un tubo en la construcción de ductos, con esta
segmentación permite la evaluación y correlación de segmentos de tubería.
- El segundo paso es la discriminación de la información ILI por adelgazamiento
de tubería, detectando así áreas donde la corrosión se encuentra activa en el
ducto.
- El tercer paso es discriminar la información entregada con datos de pared
externa de la tubería, para ubicar áreas donde el recubrimiento se encuentre
deteriorado o no exista, permitiendo el contacto directo electrolito sustrato de la
tubería.
- El cuarto paso es retirar dentro de los cálculos las indicaciones que ya se
encuentran reparadas en el ducto por cambio de tramos, reparaciones tipo
camisa o chaquetas.
- El quinto paso es delimitar las profundidades de adelgazamiento de las

107
indicaciones por debajo del 60% del espesor nominal de la tubería.
- El sexto paso es delimitar las profundidades de adelgazamiento de las
indicaciones entre 60% y 80% del espesor nominal de la tubería.
- El séptimo paso es delimitar las profundidades de adelgazamiento de la
indicación mayor al 80% del espesor nominal de la tubería.
- Octavo paso clasificación de adelgazamiento de forma cuantitativa y cualitativa
para cada uno de los segmentos de acuerdo con la tabla 7
Posterior a la determinación del adelgazamiento, dentro del Primer Criterio se
debe incluir la densidad de anomalías como medio para categorizar la criticidad
de los segmentos, esta densidad de anomalías se consigue dividiendo el número
de anomalías detectadas en cada segmento frente a la longitud de cada uno de
los segmentos (12 m), lo que permite clasificar cada segmento de acuerdo con
la tabla 8:
Tabla 8. Clasificación según la densidad anomalías Primer Criterio
Densidad de anomalías
por tramo evaluado
(12m)
Evaluación densidad
anomalías Primer Criterio Clasificación
[ 0 - 0,1 ) Bueno 1
[ 0,1- 0,25) Regular 2
[ 0,25 - 3) Malo 3
≥ 3 Muy Malo 4
(Fuente: Autor)
La finalidad del Primer Criterio es el cruce de información de adelgazamiento con
la densidad de anomalías totales sobre una longitud de segmento evaluado en
la longitud del ducto, lo anterior se realiza para castigar los adelgazamientos

108
clasificados como bajos y medios, si encontramos una gran densidad de
indicaciones sobre estos tramos aumentando la criticidad de atención del
recubrimiento llevándolo un nivel de atención a menor tiempo.
A continuación, se observa la correlación final para el Primer Criterio de atención
de recubrimiento teniendo como base la densidad de anomalía y el
adelgazamiento en la tubería, lo cual se realiza con la siguiente matriz de
decisión:
Adelgazamiento Tubería
1 2 3 4
Densidad de
anomalias
4
Atención Primer Criterio
3
Seguimiento Medio
2
Seguimiento Bajo
1
Figura 41. Matriz Primer Criterio
Fuente (Autor)
El resultado del Primer Criterio es el nivel de atención, teniendo el “Atención
Primer Criterio” como la mayor calificación cuando el segmento presenta alto
grado de adelgazamiento y hay una alta densidad de anomalías por corrosión
externa, si no, dará una prioridad de seguimiento media o baja dependiendo de
los adelgazamientos encontrados al igual de la densidad de anomalías
encontradas.
3.4.2 Determinación Segundo Criterio: Procesamiento información con

109
herramienta inteligente.
Generalmente la información de inspección caracteriza cada una de la anomalías
encontradas volumétricamente, es decir, existe un dato de longitud, ancho y
profundidad de cada una de las anomalías encontradas, el Segundo Criterio tiene
la finalidad de discriminar el área de cada anomalía ubicada y sumarlas en los
segmentos de evaluación, se puede deducir que entre mayor área expuesta de
la tubería, se va a encontrar mayor deterioro en el recubrimiento, generando una
necesidad mayor de mantenimiento del recubrimiento es estas zonas.
A continuación, se da el paso a paso del Segundo Criterio para calcular el área
descubierta en la tubería:
- El primer paso es la segmentación de la longitud del ducto en tramos iguales,
delimitando cada segmento a un valor de 12 metros.
- El segundo paso es discriminar de la información ILI el tipo de anomalía por
adelgazamiento, lo anterior permite detectar áreas donde la corrosión se
encuentra activa en el ducto.
- El tercer paso es discriminar el lado de la pared de la tubería por lado externa,
ubicando áreas donde el recubrimiento se encuentre deteriorado o no exista,
permitiendo el contacto directo electrolito sustrato de la tubería.
- El cuarto paso es retirar dentro de los cálculos las indicaciones que ya se
encuentran reparadas en el ducto por cambio de tramos, reparaciones tipo
camisa o chaquetas, al igual tramos pasivados de corrosión por medio de cambio
de recubrimiento.
- El quinto paso es calcular el “Área acumulada de las anomalías” en cada uno
de los segmentos, esto se consigue sumando el área (largo x ancho) de cada

110
una de las indicaciones externas por adelgazamiento y sumar estas áreas en
cada uno de los segmentos de doce metros.
- El sexto paso es calcular el área total del segmento a evaluar (cada 12m), este
punto es de especial cuidado debido a que esta área depende del diámetro de la
tubería, en muchos ductos existen cambio de diámetro en un mismo corredor.
- El séptimo paso es calcular el “Área corroída del segmento”, este resulta de
dividir el “Área acumulada de anomalías” por segmento sobre “Área de tubería”
del mismo segmento evaluado
- Octavo paso clasificación de porcentaje de área corroída de forma cuantitativa
y cualitativa para cada uno de los segmentos de acuerdo con la tabla 9.
Tabla 9. Clasificación según área de anomalías expuestas
Rango
Segundo
Criterio
Criterio Clasificación Evaluación de atención Segundo
Criterio
Bueno [0,01 - 0,02) 1 Seguimiento Bajo
Regular [0,02 - 0,042) 2 Seguimiento Medio
Malo [ 0,042 - 1) 3 Atención Recubrimiento_ Segundo
Criterio
Muy Malo ≥ 1 4 Atención Recubrimiento_ Segundo
Criterio
(Fuente: Autor)
La finalidad del Segundo Criterio es cuantificar el área de anomalías totales sobre
el área de segmento evaluado del ducto; durante el diseño de sistemas de
protección catódica en ductos uno de los factores clave es el conocimiento del
área desnuda a proteger, si no se conoce bien esta área puede llegar pasar de
ser un diseño adecuado a un sistema de protección sobredimensionado u ocurrir

111
lo contrario que el SPC no lleve a potenciales de protección a la tubería, esto se
llama cálculo de requerimiento de corriente, en el numeral 4.3.3 del manual de
NACE CP3 (2010) determina los requerimientos de corriente en una estructura
recubierta estimando el porcentaje de superficie desnuda, donde menciona “Por
ejemplo, si se estima que la estructura tiene un 1% sin revestir (una estimación
común) y la superficie desnuda requiere 20 mA/m2 (2mA/ft2) se requeriría 0.2
mA/m2 (0.02 mA/ft2), para cumplir con los requerimientos de corriente sobre el
área desnuda. Por lo anterior si una estimación común de área desnuda de un
1% es base común para el cálculo de requerimiento de corriente, en el caso de
que suba de este porcentaje de área desnuda habría un mayor requerimiento de
corriente en los puntos donde el área expuesta fuera mayor y se comenzaría a
descompensar el sistema, es por esto que se toma un 1% de área desnuda como
criterio para cambio de recubrimiento dependiendo del área corroída, a
continuación se observa la calificación dada en el modelo para el Segundo
Criterio.
3.4.3 Tercer Criterio: Procesamiento información de gradiente de voltaje DC.
La finalidad del criterio 3 es el procesamiento de la información generada por
inspección de gradiente de voltaje DC (DCVG), estas inspecciones dan como
resultado información valiosa de las indicaciones detectadas, como el absisado
de la línea, el carácter de los defectos (Anódico-Anódico, Anódico-Catódico,
Catódico-Catódico), la posición horaria, el porcentaje IR entre otras. Aunque toda
la información resultante de la inspección DCVG es importante, el modelo utiliza
los datos de absisado de las indicaciones y la severidad IR, esta es una escala
para determinar si las indicaciones en el recubrimiento deben ser reparadas o se
les tiene que dar seguimiento, a continuación, se da un paso a paso del criterio
para identificar los segmentos de la tubería y su correlación con las
correspondientes indicaciones de severidad en el recubrimiento:

112
- El primer paso es la segmentación de la longitud del ducto en tramos de
iguales, delimitando cada segmento a un valor de 12 metros.
- El segundo paso es contar las indicaciones detectadas en el DCVG en cada
uno de los segmentos de doce metros que componen el ducto.
- El tercer paso es discriminar cada uno de estos segmentos dependiendo de su
severidad (%IR) de cada segmento a evaluar (segmentos de 12m).
- Cuarto paso clasificación de severidad %IR de forma cuantitativa y cualitativa
para cada uno de los segmentos de acuerdo con la tabla 10.
Tabla 10. Clasificación % IR de indicaciones encontradas
Rango Tercer
Criterio Criterio (%) Clasificación
Evaluación de atención de
recubrimiento Tercer Criterio
Bueno [0 - 15) 1 Seguimiento Bajo
Regular [16 - 35) 2 Seguimiento Bajo
Malo [36 - 70) 3 Seguimiento Medio
Muy Malo ≥ 70 4 Atención Recubrimiento_ Tercer Criterio
(Fuente: Autor)
La finalidad del Tercer Criterio es correlacionar la severidad de cada una de las
indicaciones y asociarlas a cada uno de los segmentos evaluados en el ducto,
esta correlación resultante se cruza con la información contenida en la tabla 5
del presente documento, en cuanto a caracterización de severidad del defecto
de acuerdo con el porcentaje IR detectado.
3.4.4 Cuarto Criterio: Procesamiento información de medición de potenciales de

113
sistema de protección catódica.
Como se ha mencionado el análisis eléctrico de sistema de protección catódica
por medio de un ánodo de referencia generalmente se realiza de dos manera, la
primera que se realiza de manera más rutinaria en los ductos utilizando las
estaciones de prueba y otros puntos de la línea los cuales son eléctricamente
continuos. Sin embargo, esta información da una tendencia de potenciales donde
no hay medición directa, generalmente esta tendencia está dada por los
potenciales medidos en las estaciones de prueba aguas arriba y aguas abajo.
Para conocer los potenciales que se encuentran entre las estaciones de prueba
y conocer realmente como se encuentra el sistema de protección catódica a lo
largo del ducto se realiza el CIPS.
Es deseable para el uso del modelo ingresados sean resultado de una inspección
CIPS, debido a que se identificaría la medida de potenciales paso a paso de todo
el ducto, sin embargo el modelo permite el análisis de una medición de
potenciales poste a poste, lo anterior debido a que por costos la medición de
potenciales a los ductos se realizan por medio de un poste a poste, los CIPS
generalmente son utilizados para áreas puntuales donde puede existir problemas
del sistema de protección catódica con otros ductos o el mismo entorno, o con
una frecuencia mayor, generalmente cada cinco años.
El Cuarto Criterio tiene dos componentes la densidad de anomalías en segmento
evaluado por corrosión externa y el cumplimiento del sistema de protección
catódica.
El primero permite conocer que tantas anomalías hay en el tramo, entre mayor
cantidad de anomalías existentes habrá una mayor superficie de contacto
sustrato electrolito, esto será relevante si hay muchas anomalías en las zonas de
desprotección de la tubería por el sistema de protección catódica; en cambio se
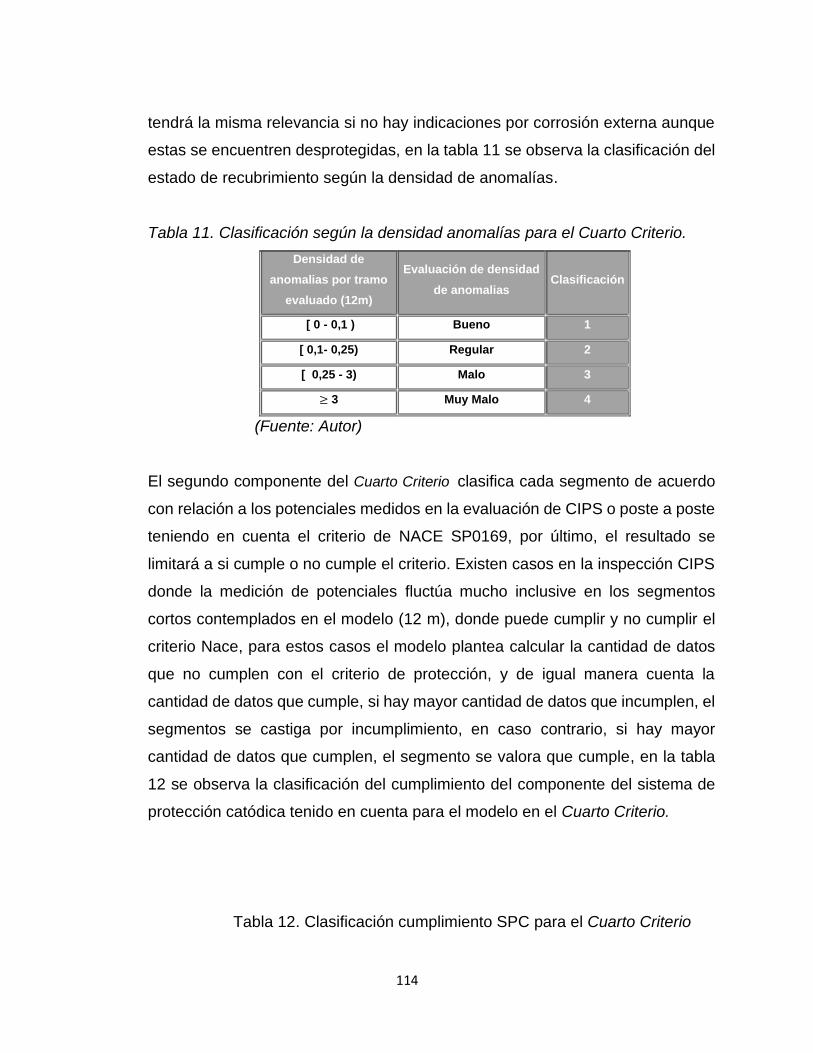
114
tendrá la misma relevancia si no hay indicaciones por corrosión externa aunque
estas se encuentren desprotegidas, en la tabla 11 se observa la clasificación del
estado de recubrimiento según la densidad de anomalías.
Tabla 11. Clasificación según la densidad anomalías para el Cuarto Criterio.
Densidad de
anomalias por tramo
evaluado (12m)
Evaluación de densidad
de anomalias Clasificación
[ 0 - 0,1 ) Bueno 1
[ 0,1- 0,25) Regular 2
[ 0,25 - 3) Malo 3
≥ 3 Muy Malo 4
(Fuente: Autor)
El segundo componente del Cuarto Criterio clasifica cada segmento de acuerdo
con relación a los potenciales medidos en la evaluación de CIPS o poste a poste
teniendo en cuenta el criterio de NACE SP0169, por último, el resultado se
limitará a si cumple o no cumple el criterio. Existen casos en la inspección CIPS
donde la medición de potenciales fluctúa mucho inclusive en los segmentos
cortos contemplados en el modelo (12 m), donde puede cumplir y no cumplir el
criterio Nace, para estos casos el modelo plantea calcular la cantidad de datos
que no cumplen con el criterio de protección, y de igual manera cuenta la
cantidad de datos que cumple, si hay mayor cantidad de datos que incumplen, el
segmentos se castiga por incumplimiento, en caso contrario, si hay mayor
cantidad de datos que cumplen, el segmento se valora que cumple, en la tabla
12 se observa la clasificación del cumplimiento del componente del sistema de
protección catódica tenido en cuenta para el modelo en el Cuarto Criterio.
Tabla 12. Clasificación cumplimiento SPC para el Cuarto Criterio

115
Rango_SPC Componente_ SPC Clasificación
Potenciales OFF CSE
< -850mV Cumple 1
No hay dato No hay Dato 2
Potenciales OFF CSE ≥ -850mV No Cumple 3
(Fuente: Autor)
Existen casos que por una u otra razón durante la inspección CIPS no se pudo
realizar la medición de potenciales (Cruces de ríos, lanzamientos de tubería, no
permiten el ingreso a los predios, etc) estos segmentos se valoran como “No hay
dato” dentro del modelo y se castiga como una clasificación 2.
A continuación, se presenta el paso a paso del modelo para obtener el resultado
del Cuarto Criterio:
- El primer paso es la segmentación de la longitud del ducto en tramos de
iguales, delimitando cada segmento a un valor de 12 metros.
- El segundo paso es discriminar de la información ILI el tipo de anomalía por
adelgazamiento, lo anterior permite detectar áreas donde la corrosión se
encuentra activa en el ducto.
- El tercer paso es discriminar el lado de la pared de la tubería por lado externa,
lo anterior permite ubicar áreas donde el recubrimiento se encuentre deteriorado
o no exista, permitiendo el contacto directo electrolito sustrato de la tubería.
- El cuarto paso es retirar dentro de los cálculos las indicaciones que ya se
encuentran reparadas en el ducto por cambio de tramos, reparaciones tipo
camisa o chaquetas.

116
- El quinto paso es contar la cantidad de anomalías por corrosión externa que se
encuentran en cada uno de los segmentos de tuberías.
- El sexto paso es dividir la cantidad de anomalías por los 12m del segmento de
tubería evaluado lo que permite calcular la densidad de anomalías por
segmento.
- El séptimo paso es evaluar cada segmento de acuerdo con la tabla 11.
- El octavo paso es verificar que la medición de potenciales de cada uno de los
segmentos evaluados por medio de rangos de cumplimiento e incumplimiento
teniendo como base el segundo criterio NACE SP 0169 (2013).
- El noveno paso es la clasificación de cumplimiento de acuerdo con la tabla 12.
A continuación, se observa la correlación final para el Cuarto Criterio donde se
tiene en cuenta el resultado de los componentes densidad de anomalías y SPC,
registrados en la siguiente matriz de decisión (ver figura 42):
Cumplimiento SPC
1 2 3
Densidad de
anomalias
4
Atención_Cuarto Criterio
3
Seguimiento Medio
2
Seguimiento Bajo
1
Figura 42. Matriz de decisión Cuarto Criterio.
Fuente (Autor)
Como resultado más crítico calculado por medio del Cuarto Criterio se le brinda

117
a la “atención Cuarto Criterio” cuando el segmento no cumple con el segundo
criterio de NACE SP0169 y la densidad de anomalías es alta, adicionalmente si
no hay dato proporcionado de medición de potenciales y existe en ese tramo una
alta densidad de anomalías generará una “atención Cuarto Criterio”.
3.4.5 Quinto Criterio: Recubrimientos. Procesamiento información de
recubrimientos instalados
Es difícil establecer el estado de un recubrimiento o la vida remanente debido a
que existen muchos factores que dependen de esto, como son la edad del
recubrimiento, el contacto constante con el suelo, el estrés generado por el
movimiento de la tubería, cambios de temperatura del tubo, las condiciones
cíclicas entre mojado, seca, zonas inundadas, tipo de suelo entre otros factores
que son complicado predecir porque son muy variables.
El Criterio de Recubrimiento da el paso a paso para cualificar un estimativo del
estado general del recubrimiento por medio de dos componentes vida útil de
recubrimiento y tecnología de recubrimiento.
La vida útil se calcula por medio de datos intrínsecos en el diseño de la tubería
estimados que varían 20 a 30 años generalmente, dentro de estos datos hay que
tener en cuenta el mantenimiento de recubrimiento con el fin de pasivar la
corrosión externa de la tubería, de igual manera hay que tener en cuenta los
segmentos de la tubería donde han hecho cambios de tramo y/o variaciones de
trazado del ducto, junto con las fechas en que se realizaron, en la tabla 13 se
observa la clasificación del estado de recubrimiento según su edad tenida en
cuenta para el modelo en el Criterio de Recubrimiento.
Tabla 13. Clasificación de edad de recubrimiento

118
Antigüedad de
Recubrimiento Criterio Clasificación
Menor a 5 años Bueno 1
Entre 5 y 10 años Regular 2
Entre 10 y 15 años Malo 3
≥15 años o sin
revestimiento Muy Malo 4
(Fuente: Autor)
El segundo componente del Criterio de Recubrimiento clasifica cada segmento
de acuerdo con el recubrimiento instalado, a través de la historia se ha observado
que, dependiendo de la tecnología del recubrimiento, existen factores relevantes
que afectan su vida útil y por ende la vida útil del ducto, el modelo establece la
siguiente clasificación (ver tabla 14) según el tipo de recubrimiento:
Tabla 14. Clasificación por tecnología de recubrimiento
Diseño del recubrimiento Deterioro Clasificación
FBE DUAL Bajo 1
TRICAPA POLIETILENO Bajo 1
TRICAPA POLIPROPILENO Bajo 1
POLIETILENO EXTRUIDO Bajo 1
CONCRETO Bajo 1
PINTURA AEREA Medio 2
RESINA EPOXICA Medio 2
FBE SIMPLE Medio 2
ALQUITRAN DE HULLA Medio 2
CINTAS DE POLIETILENO APLICADAS EN
CAMPO Alto 3
(Fuente: Autor)
A continuación, el paso a paso del modelo para tener un resultado del Criterio de

119
Recubrimientos:
- El primer paso es la segmentación de la longitud del ducto en tramos de
iguales, delimitando cada segmento a un valor de 12 metros.
- El segundo paso es discriminar el tipo de recubrimiento instalado en cada
segmento del ducto.
- El tercer paso es discriminar la fecha de instalación del recubrimiento, hay que
tener en cuenta los tramos donde se le ha realizado mantenimiento al
recubrimiento al ducto, de igual forma los tramos donde se ha realizado cambio
de tubería.
- El cuarto paso es calcular la edad del recubrimiento.
- El quinto paso es evaluar cada segmento de acuerdo con el componente por
antigüedad de recubrimiento basándose en la tabla 13
- El sexto paso es evaluar por segmento el tipo de recubrimiento instalado según
la tabla 14.
El resultado del Criterio de Recubrimiento se logra correlacionando la
información obtenida en los dos componentes deterioro de recubrimiento y
antigüedad de recubrimiento, para lo anterior se clasifican de acuerdo con la
siguiente matriz de decisión (figura 43):
Deterioro de recubrimiento

120
1 2 3
Antigüedad de
recubrimiento
4
Atención
_Criterio_Recubrimientos
3
Seguimiento Medio
2
Seguimiento Bajo
1
Figura 43. Matriz de decisión criterio recubrimiento
Fuente (Autor)
Como resultado el criterio más crítico calculado por el criterio de recubrimientos
“Atención Criterio de Recubrimiento”, es resultado para los segmentos cuando la
edad de recubrimiento se encuentra alrededor del final de su vida útil, al igual
que la tecnología del recubrimiento instalado en el segmento es antigua, por lo
que el criterio lo cataloga como que el tramo evaluado requiere un cambio de
recubrimiento, si se encuentra en otros valores, dependiendo del estado y edad
de recubrimiento da una prioridad de seguimiento media o bajo.
3.4.6 Sexto Criterio: Criterio HCA. Procesamiento información áreas alta
consecuencia.
La finalidad del Criterio HCA es asociar un área de alta consecuencia con los
segmentos de evaluación en todo el recorrido del ducto discriminando la
información de acuerdo con la tabla 15:
Tabla 15. Clasificación por áreas de alta consecuencia HCA

121
Rango_Criterio_HCA Clasificación Evaluación atención
Criterio HCA
Sin HCA 2 Seguimiento Medio
Con HCA 4 Atención
_Criterio_HCA
(Fuente: Autor)
El modelo evalúa si el segmento del ducto pasa o no un área de alta
consecuencia, si el segmento posee un tramo de alta consecuencia el modelo lo
contempla como más critico en la atención que se le debe realizar, si no posee
tramo con área de alta consecuencia, le da una calificación de atención de
seguimiento medio.
A continuación, el paso a paso del criterio HCA:
- El primer paso es la segmentación de la longitud del ducto en tramos de
iguales, delimitando cada segmento a un valor de 12 metros.
- El segundo paso es asociar si él segmento evaluado es un área de alta
consecuencia o no.
- El tercer paso es clasificar el segmento de acuerdo con la tabla 15.
3.4.7 Procesamiento información de criterios.
La finalidad de este último punto es el procesamiento de la información generada
por todos los seis criterios hallados, el modelo extrae el resultado de atención por
criterio y lo discrimina dependiendo el segmento evaluado, el siguiente paso
cuantifica la atención requerida por criterio y le asigna un valor de clasificación
de acuerdo con la tabla 16:
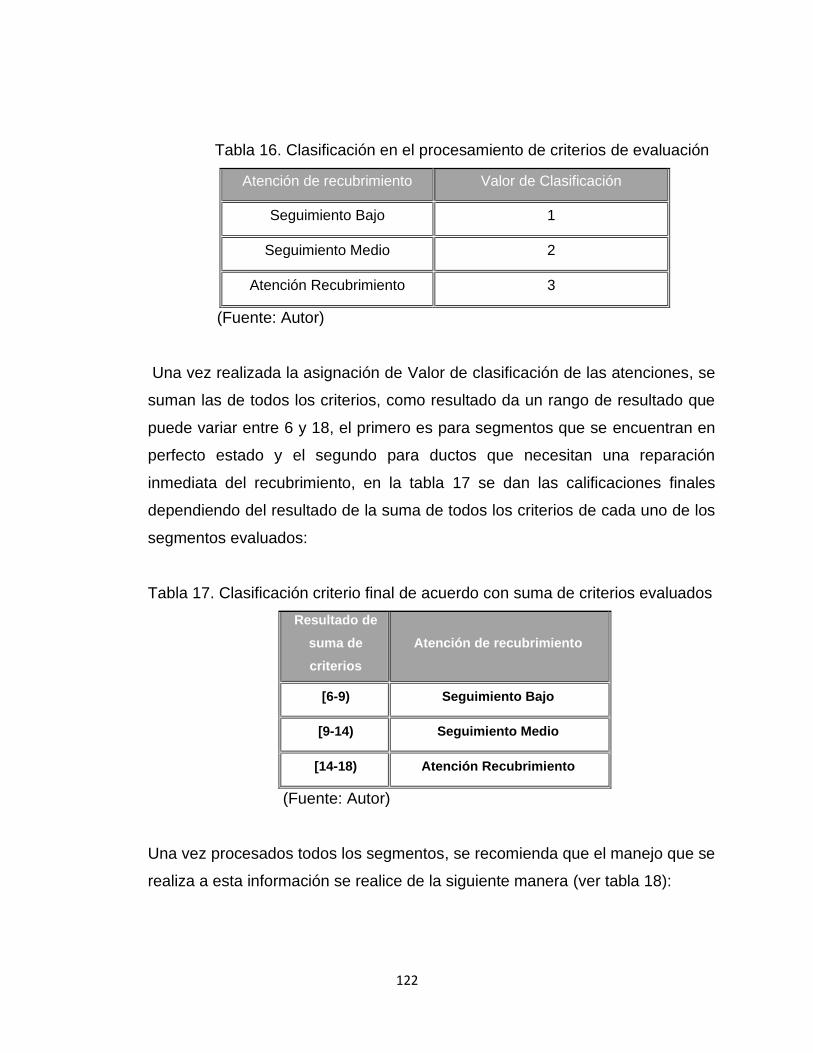
122
Tabla 16. Clasificación en el procesamiento de criterios de evaluación
Atención de recubrimiento Valor de Clasificación
Seguimiento Bajo 1
Seguimiento Medio 2
Atención Recubrimiento 3
(Fuente: Autor)
Una vez realizada la asignación de Valor de clasificación de las atenciones, se
suman las de todos los criterios, como resultado da un rango de resultado que
puede variar entre 6 y 18, el primero es para segmentos que se encuentran en
perfecto estado y el segundo para ductos que necesitan una reparación
inmediata del recubrimiento, en la tabla 17 se dan las calificaciones finales
dependiendo del resultado de la suma de todos los criterios de cada uno de los
segmentos evaluados:
Tabla 17. Clasificación criterio final de acuerdo con suma de criterios evaluados
Resultado de
suma de
criterios
Atención de recubrimiento
[6-9) Seguimiento Bajo
[9-14) Seguimiento Medio
[14-18) Atención Recubrimiento
(Fuente: Autor)
Una vez procesados todos los segmentos, se recomienda que el manejo que se
realiza a esta información se realice de la siguiente manera (ver tabla 18):

123
Tabla 18. Manejo de resultados de criterio final
Atención de
recubrimiento final Recomendación
Seguimiento Bajo
Se deben tener en cuenta parar la siguiente corrida del modelo
observando si existe un cambio relevante, verificar las causas de
estos cambios.
Seguimiento Medio
Como primera medida se recomienda verificar los análisis de
riesgo del segmento, si este se encuentra en un tramo de riesgo
alto, se recomienda realizar la reparación de recubrimiento de
estos segmentos.
Como segunda medida verificar el cumplimiento del sistema de
protección catódica. Como tercera medida verificar las
velocidades de corrosión externa en el tramo con tratamiento
medio y encontrar soluciones ingenieriles en estos tramos de
tuberías.
Atención Recubrimiento Se recomienda el cambio de recubrimiento y programado lo antes
posible.
(Fuente: Autor)

124
4. CONCLUSIONES
Las conclusiones se orientan al cumplimiento de los objetivos propuestos.
Conclusión 1: “Elaborar un modelo cualitativo de cambio de recubrimiento en tubería
enterrada en Oleoductos y Poliductos.”
El presente trabajo provee un modelo cualitativo por medio de calificación de
resultados de inspecciones con herramienta inteligente, inspecciones de gradiente
de voltaje DC, inspecciones de estado eléctrico de sistema de protección catódica
CIPS, tipo y edad de recubrimiento y áreas de alta consecuencia suministrando un
resultado de “Atención de Recubrimiento” que conlleva a que el segmento evaluado
se debe programar y realizar el cambio de recubrimiento.
Conclusión 2: “Categorizar los resultados de inspección ILI de acuerdo con el
análisis de la densidad de anomalías, ponderando una valoración cualitativa
dependiendo su criticidad y nivel de atención”
El modelo por medio del Primer Criterio y Segundo Criterio provee los pasos para la
categorizar la criticidad de los segmentos evaluados del ducto por medio de la
densidad – profundidad y área de corrosión de las anomalías detectadas por medio
de corrida con herramienta inteligente (ILI), de igual forma pondera de manera
cualitativa el nivel de atención que se debe tener a cada segmento evaluado del
ducto.

125
Conclusión 3: “Ponderar una valoración cualitativa de acuerdo con los rangos de
aceptación sugeridos en normas de técnicas de inspección indirecta como CIS, Poste
a Poste, DCVG.”
El modelo por medio del Tercer Criterio y Cuarto Criterio evalúa cada uno de los
segmentos prestablecidos del ducto, basándose en información de inspección de
gradiente de voltaje DC (DCVG) y estudios de estado eléctrico de SPC (CIPS o Poste
a Poste), en el Tercer Criterio suministra el paso a paso para evaluar cada segmento
de acuerdo a la clasificación de severidad DCVG de NACE TG-294 y para el Cuarto
Criterio se basa en el segundo criterio de protección catódica de NACE SP0169.
Conclusión 4: “Analizar, evaluar y ponderar cualitativamente la relación entre tipo de
recubrimiento frente a la edad de recubrimiento”
El Quinto Criterio: Criterio de Recubrimientos dentro del modelo da el paso a paso
para clasificar cada uno de los segmentos prestablecidos del ducto el tipo de
recubrimiento instalado y su tiempo antigüedad, brindado ponderación cualitativa de
estos dos aspectos dependiendo de la tecnología de recubrimiento y su tiempo de
servicio los cuales se encuentran estrechamente ligados a la vida útil del ducto, con
lo anterior el modelo provee una calificación cualitativa de atención de recubrimiento.
Conclusión 5: “Evaluar áreas de alta consecuencia ponderándolos cualitativamente
dentro del modelo”
El Sexto Criterio: Criterio HCA del modelo brinda el paso a paso para ponderar
cualitativamente cada segmento prestablecido del ducto de acuerdo con si cuenta o
no con un área de alta consecuencia dentro del segmento evaluado.
Conclusión 6: “Analizar la ponderación de cada uno de los resultados cruzándolos
entre ellos con el fin de definir las zonas prioritarias para inspección directa y cambio

126
de recubrimiento.”
Por medio de los resultados de clasificación dados en el modelo en cuanto resultados
de inspecciones con herramienta inteligente (Primero y Segundo Criterio),
inspecciones de gradiente de voltaje DC (Tercer Criterio), inspecciones de estado
eléctrico de sistema de protección catódica CIPS (Cuarto Criterio), tipo y edad de
recubrimiento (Quinto Criterio: Recubrimiento) y áreas de alta consecuencia (Sexto
Criterio: HCA), se cuantifica cada una de las atenciones que dan los criterios
mencionados y se ponderan cuantitativamente, se suman y el resultado se pondera
cualitativamente para dar un resultado de atención inmediata de recubrimiento o un
seguimiento a cada segmento prestablecido en el modelo.

127
5. BIBLIOGRAFÍA
- Abdullah, Sheikh (2018), Enhancing Pipeline integrity using ECDA. - Belmonte H., Mulheron M., Smith P., Ham A., Wescombe K., Whiter J. (2008). Weibull-based methodology for condition assessment of cast iron water mains and its application. Fatigue Fract Eng Mater Struct 31:370–385. - CEPA (2015, Mayo), Recommended Practices for Managing Near-neutral pH SCC, 3rd edition. - [Cinta anticorrosiva] (s.f.), Recuperado de anticorrosivetape.spanish.sell.everychina.com/p-106039584-450mm-width-25-mils-thick-anticorrosive-tape-steel-pipe-protection-tape.html - [Envolturas protectoras], (2020) Recuperado de http://www.densona.com/productgallery/Denso-Protective-Outerwraps.aspx#prettyPhoto - Farwest Corrosión Control Company (s.f.), Recubrimientos y cintas, Recuperado de http://www.farwestcorrosion.com - Francis A., McCallum M., y Jandu C. (2009). Pipeline life extension and integrity management based on optimized use of above ground survey data and in line inspection results. - [Fotografía] de Casallas Quiliam, 2020. Colombia, Bogotá - Hernández, R., Fernández-Collado, C. y Baptista, L. (2006). Metodología de la Investigación. (5ª. ed.). México: McGraw-Hill. - Hou Y., Deqing L., Li S., Yang W. y Li C Q. (2016). Experimental investigation on corrosion effect on mechanical properties of buried metal pipes. Inter J Corros. - Huck T. (2017, 14 de Noviembre) Addressing Aging Pipelines and Pipeline Coatings Recuperado de https://www.matcor.com/aging-pipeline-coating-systems/ - Jordan, J., Mendoza L., (2020) Selección de Herramientas ILI. Bogota. Rosen - Leeds, J. M. (2010). D.C. Voltage-Gradient technology and supply for

128
equipment training spares. - Mckinney Patrickand Orazem Mark (2006) Development of ECDA criteria for prioritization of indications. - NACE International. (2009). Aboveground Survey Techniques for the Evaluation of Underground Pipeline Coating Condition. - NACE International. (2010). Manual de curso CP 2 Cathodic Protection Technician. - NACE International. (2010). Metodología de valoración directa de corrosión externa en tuberias. - Pierre, R. (1999). Handbook of Corrosion Engineering. Estados Unidos: Mc Graw Hill. - Papavinasam S. (2014). Corrosion Control in the Oil and Gas Industry. Elsevier Inc - Pierre R. (2000). Handbook of Corrosion Engineering. The McGraw-Hill Companies - Radiodetection (2002), Pipeline current mapper user guide. Recuperado de http://www.radiodetection.com - Sánchez, C. (2017). Curso Básico y General sobre protección catódica. Anódos Galvanicos. Recuperado de: https://www.slideshare.net/crossdraweb/sistemas-de-proteccin-catdica-da-2 - [U.S. Department of Transportation, Pipeline and Hazardous Materials Safety Administration] (2020), Recuperado de https://www.phmsa.dot.gov/data-and-statistics/pipeline-replacement/pipeline-replacement-background - Vanaei, Hamidreza & Eslami, Abdoulmajid & Egbewande, Afolabi. (2016). A review on pipeline corrosion, in-line inspection (ILI), and corrosion growth rate models. International Journal of Pressure Vessels and Piping. 149. 10.1016/j.ijpvp.2016.11.007. - Wasim, M., Shoaib, S., Mubarak, N., Inamuddin & Asiri, A. (2018). Factors influencing corrosion of metal pipes in soils. Environmental Chemistry Letters, 16(3), 861 - Walton J. (2017), ACVG or DCVG – Does it Matter? Absolutely it Does.