
Modelling Wheat Flour Dough Proofing Behaviour: Effects of Mixing Conditions on Porosity and...
32
- 1 - Modelling wheat flour dough proofing behaviour: effects of mixing conditions on porosity and stability Kamal Kansou a* , Hubert Chiron a , Guy Della Valle a* , Amadou Ndiaye b , Philippe Roussel c , Aamir Shehzad a,d a INRA, UR 1268 Biopolymères Interactions & Assemblages (BIA), BP 71267, 44316 Nantes Cedex 3, France b INRA, I2M, USC 927, CNRS, INRA, Université Bordeaux 1, F-33405 Talence, France c Polytech’Paris-UPMC, Universite´ Paris 6, F-75252 Paris, France d National Institute of Food Science & Technology, University of Agriculture, Faisalabad, Pakistan * corresponding authors. E-mail adresses: [email protected] ; [email protected] Tel: +33 (0)2 40 67 50 00 Fax: +33 (0) 2 40 67 50 43 Abstract Kinetics of porosity and stability of dough expansion during proofing have been fitted with Gompertz and Exponential models respectively, for 24 distinct mixing conditions and same dough composition. Data for 10 conditions were used to relate the parameters of the models to mixing variables, specific power and texturing time, through power regression models. Interpretation of the relationships between the mixing variables and the parameters of the Gompertz and Exponential models emphasizes the influence of dough rheological properties on dough expansion during fermentation and likely on bubbles distribution. The prediction performances of these porosity and stability models were evaluated using the root mean square error (rmse) and mean absolute percentage error (mape), for time-series of the remaining 14 mixing conditions. The results show that integrating the mixing variables into the models significantly improves the prediction accuracy compared to control models whose 0DQXVFULSW &OLFN KHUH WR GRZQORDG 0DQXVFULSW $UW3URRILQJB06B5GRF &OLFN KHUH WR YLHZ OLQNHG 5HIHUHQFHV 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Modelling Wheat Flour Dough Proofing Behaviour: Effects of Mixing Conditions on Porosity and...

- 1 -
Modelling wheat flour dough proofing behaviour: effects of mixing
conditions on porosity and stability
Kamal Kansoua*
, Hubert Chirona, Guy Della Valle
a*, Amadou Ndiaye
b, Philippe
Rousselc, Aamir Shehzad
a,d
aINRA, UR 1268 Biopolymères Interactions & Assemblages (BIA), BP 71267, 44316 Nantes
Cedex 3, France
bINRA, I2M, USC 927, CNRS, INRA, Université Bordeaux 1, F-33405 Talence, France
c Polytech’Paris-UPMC, Universite´ Paris 6, F-75252 Paris, France
dNational Institute of Food Science & Technology, University of Agriculture, Faisalabad,
Pakistan
* corresponding authors. E-mail adresses:
[email protected] ; [email protected]
Tel: +33 (0)2 40 67 50 00
Fax: +33 (0) 2 40 67 50 43
Abstract
Kinetics of porosity and stability of dough expansion during proofing have been fitted with
Gompertz and Exponential models respectively, for 24 distinct mixing conditions and same
dough composition. Data for 10 conditions were used to relate the parameters of the models to
mixing variables, specific power and texturing time, through power regression models.
Interpretation of the relationships between the mixing variables and the parameters of the
Gompertz and Exponential models emphasizes the influence of dough rheological properties
on dough expansion during fermentation and likely on bubbles distribution. The prediction
performances of these porosity and stability models were evaluated using the root mean
square error (rmse) and mean absolute percentage error (mape), for time-series of the
remaining 14 mixing conditions. The results show that integrating the mixing variables into
the models significantly improves the prediction accuracy compared to control models whose
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65

- 2 -
parameters values are arithmetic means. Finally we present an application where the mixing
variables are determined in order to obtain a dough exhibiting the desired features during
proofing, such as high levels of porosity and stability. Intensive mixing yields the best result
but a more interesting trade-off can be obtained with intermediary mixing processes.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65

- 3 -
Nomenclature
Es Specific mechanical energy delivered to the dough by mixing (J/kg)
Ps Specific power (W/kg)
tm Texturing time (s)
t Proofing time (mn)
Tfp, Td Dough temperature after premixing and after mixing, respectively (°C)
P(t) Porosity of the dough
R(t) Shape-ratio of the dough
Ga Parameter of the Gompertz model, maximum increase of porosity
Gb Parameter of the Gompertz model, maximum specific growth rate (mn-1
)
ti Parameter of the Gompertz model, time at the inflection point (mn)
Gd Parameter of the Gompertz model, porosity value at t=0
Ra Parameter of the Exponential model, maximum decrease of dough shape
ts Parameter of the Exponential model, time at the asymptotic phase (mn)
k0 Parameter of the regression models, outcome of the model obtained with Ps =
max(Ps) and tm = max(tm)
k1 Parameter of the regression models, power of the Ps term
k2 Parameter of the regression models, power of the tm term
Introduction
Proofing is the first fermentation step of the breadmaking process, during which the
expansion of gas bubbles builds up the cellular structure of bread crumb. Besides gas
production by yeast, bubbles expansion is governed by the rheological properties of the dough
imparted during mixing where the gluten network is developed (Bloksma, 1990). Despite the
importance of both stages, little is known about the influence of the mixing process on the
fermentation steps.
During wheat flour dough mixing, ingredients are transformed into a macroscopic
homogenous medium with visco-elastic properties, because of components hydration and
gluten network formation (Belton, 2005). The mechanical work supplied during mixing
distributes the flour constituents homogeneously, creates intermolecular associations between
the gluten proteins strands and incorporates air into the dough. This operation can be
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
- 4 -
monitored by the continuous recording of the torque, or mechanical power. Then during
fermentation, dough expands due to the yeast activity, which converts carbohydrates into gas,
mainly carbon dioxide (CO2), and alcohol. CO2 first dissolves in the liquid phase and then
evaporates, filling the nuclei of air created during mixing, and makes bubbles rising. The
cellular structure of the dough develops until the dough reaches a high porosity level, up to
70%. Crumb texture and important sensory properties of bread, such as crispness, are largely
determined by the fermentation conditions (Scanlon and Zghal, 2001; Primo-Martin et al.,
2010). Dough expansion and its stability are governed by the gas retention capacity of the
dough that reflects the rheological properties of the gluten matrix built during mixing
(Sahlström et al., 2004; van Vliet , 2008). A great deal of works aims at improving knowledge
of the development of the dough structure at the molecular scale and of the rheological
properties (Gujral & Singh, 1999; Peighambardoust et al., 2006). Few works have been
carried out at a process scale to gain a better understanding of macroscopic properties, such as
porosity (Bloksma, 1990) or dough stability (Shehzad et al., 2010), the latter being defined as
the capacity of a rounded dough to keep its shape during proofing. This is especially
important for free standing loaves such as French bread. Dough stability provides information
about the overall dough structure and strength. Indeed, in practice, bakers monitor dough
stability by observing the evolution of the dough roundness during the fermentation stage and
use this indicator to prevent any weakness during shaping, or dough collapse during proofing
and first stage of baking (Roussel and Chiron, 2002). Studies carried out at macroscopic scale
contribute to develop a global understanding of the phenomenon and real time control of the
fermentation process.
Several models of dough expansion during fermentation can be found in the literature.
Mechanistic models of bubble growth are comprehensive models including mass transfer
phenomena, visco-elastic, surface tension and coalescence effects, and bubble size
distribution (de Cindio and Correra, 1995; Hailemariam et al., 2007; Bikard et al., 2008).
However, applying such models to real cases is difficult because of the difficulty to provide
accurate measurements of properties for the models inputs or parameters, and also because of
their inherent conceptual and computing complexities.
More simple phenomenological models have been set to describe the dough expansion
at the macroscopic scale (Ktenioudaki et al., 2007; Bellido et al., 2009; Penner et al., 2009;
Soleimani Pour-Daman et al., 2011). All of them derive from experiments as described by
Romano, Toraldo, Cavella and Masi (2007) who set up a video image procedure in order to
capture the dough behaviour during proofing and fitted the sigmoid evolution of the volume,
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
- 5 -
or porosity, with a Gompertz model. This model was shown to fit satisfactorily X-ray
microtomography (XRT) observations in agreement with macroscopic ones (Shehzad et al.,
2010). Shehzad, Chiron, Della Valle, Kansou, Ndiaye and Reguerre (2010) completed this
approach with measurements of the dough shape-ratio evolution so to estimate dough
stability, and fitted it by a simple exponential decay model with a good matching level.
The parameters of these two models, Gompertz and Exponential, describe important
aspects of the dough expansion kinetics and can be readily related to observations with
technological interest. However, none of the previous works tried to predict the dough
behaviour during proofing from upstream factors, such as mixing conditions, in order to take
a step towards the control of the fermentation process. In this context, the goal of this work is
twofold: (1) to establish the relations between mixing conditions and dough expansion during
proofing at macroscopic scale, (2) to predict the dough behaviour during proofing from the
mixing conditions. For this purpose, this work presents an analytical approach to integrate the
variables of the mixing process into phenomenological models of the dough expansion during
proofing. The prediction performances of the models are assessed, and they are applied to the
selection of mixing conditions for the control of proofing .
Materials and Methods
Materials and experimental procedures
The dough was obtained by mixing wheat flour T55 ( Minoterie Giraudineau, F-44310
- Saint Colomban), containing 11 % protein and 14 % water, with other ingredients in the
same standard recipe, i.e by adding 62 % water, 2.5% fresh yeast, 2 % salt and 40 ppm
ascorbic acid to flour basis. A spiral mixer (Diosna SP12, Osnabrück, Germany) allowed the
continuous measurement of the mechanical power supplied to the dough and of the
temperature of the dough. Detailed description of the mixer is given by Shehzad et al. (2011).
Mixing involved two stages: initial blending to homogenize the ingredients, and texturing to
form the gluten network. In agreement with settings of conventional French bread making
process (Roussel and Chiron, 2002), the ingredients are first mixed at low speed (100 rpm) for
240 s, during the first phase of mixing. Then, texturing is performed under different mixing
processes, with speed varying between 80 and 320 rpm, and durations from 180 to 660 s. For
some trials, the temperature of ingredients was also modified in order to decouple dough
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65

- 6 -
temperature and specific mechanical energy; the mass of dough was also changed to better fit
with professional practices. Finally, 24 different experiments were performed and the
operating conditions, detailed in Table 1, cover a wide range of mixing conditions. In
agreement with preceding study on energy and rheology approaches of dough mixing, the
variables selected for defining mixing conditions are: specific mechanical energy Es, power Ps
and texturing duration tm (Shehzad et al., 2011). The latter variables are directly related to
leverages of the mixing process (speed of the mixer and duration of the texturing phase).
Images of a rounded dough piece (m = 25g) during proofing in controlled ambience
(T=27 °C, HR=70%) were acquired every 5 min through digital camera for 180 min. The
whole procedure was described in detail by Shehzad et al. (2010). The volume V, measured
through the hypothesis of axial symmetry was converted into porosity P(t), and the dough
shape-ratio, i.e. the indicator of dough stability, was defined by the ratio R(t) = H / Lmax, H
and Lmax being respectively the height and the maximum width of the dough image at a
specific time interval. The image analysis computations were programmed on MATLAB as
explained in detail by Shehzad et al. (2010).
The experimental results compose a database containing observations of the mixing
conditions and time-series of porosity and shape-ratio for each of the 24 trials. Each
experiment was repeated three times. A standard deviation (SD) of 1 to 2 kJ/kg for Es, so a
relative standard deviation of about 5 % was computed from the replicates of mixing
experiments (Shehzad et al., 2011). The SD of the texturing time is less than 1 sec so the
relative SD is considered insignificant. Measurements of replicates of the specific power vary
of ± 3.5 W/kg, leading to a relative SD of 5%. The relative SD computed from all the
replicates of dough porosity follow-ups was on average slightly lower than 5% and around
15% for the dough shape-ratio. Those results are in agreement with the estimation of the
experimental error for this kind of dough follow-up performed by Shehzad et al. (2010). As
discussed further, the higher level of variability of shape-ratio measurement is mostly due to
initial shape of the dough bowl.
Analytical approach
Phenomenological models of proofing. Dough porosity evolution is a straightforward criterion
to describe the dough behaviour during proofing; bakers are accustomed to observe dough
volume to monitor the fermentation process. The porosity curve has a classical sigmoid shape:
initially slow, it becomes fast at an intermediate stage and stabilizes at the end of proofing. It
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65

- 7 -
can be modelled using a Gompertz function, as proposed by Romano et al. (2007). Compared
to Romano's fit, with this experimental setup, the initial value of porosity is not zero and a
fourth parameter (Gd) is added to the function (Shehzad et al., 2010):
P t( )= Ga*exp -exp -Gb *e
Gat - ti( )
æ
è ç
ö
ø ÷
æ
è ç
ö
ø ÷ +Gd Eq. 1
As illustrated in Figure 1a, the parameter Ga is an approximation of the final volume increase
from the initial value, Gb is the maximum volume expansion growth rate, i.e. the slope at
inflection point, ti is the time for inflection point, Gd is such as Ga+Gd=P(t®+∞) with
Gd<<Ga, and e is the Neper number (≈2.72), t being the time of dough proofing. The
Gompertz model is applied on the first 140 minutes of the proofing stage, that is the time
value below which the variations of porosity are sufficiently regular, and a reasonable limit
regarding baking practices.
Bakers are also used to monitor the proofing by following the overall dough
roundness, which reflects dough stability (Shehzad et al., 2010). According to expert
statements, the definition of dough stability agrees with the capacity of a rounded dough piece
to keep its shape until the final stages of proofing (Roussel et al., 2010). During fermentation,
the dough exhibits a continuous decrease of the shape ratio R(t), reflecting a loss of stability.
When t < 90 min, the curve R(t) can be fitted by an exponential decay function, called
Exponential model (Shehzad et al., 2010):
R t( ) = H
Lmax
t( ) = Ra * exp -t
ts
æ
è ç
ö
ø ÷ +Rc Eq. 2
Here Ra = R(t=0) R( +¥®t ) is the overall loss of dough roundness, Rc corresponding to the
asymptotic value at R ( +¥®t ) we have Ra = R(t=0) Rc. To avoid any possible bias due to
hand rounding of the dough prior to measurement, all curves are homothetically shifted to the
same value of R(t=0), here 0.6. This means that after homothety, Ra+Rc = 0.6; so, only Ra
(or Rc) needs to be considered as a parameter of the model. Applying this treatment to all
H/Lmax(t) curves reduces the standard deviation to less than 5% instead of 15%. Figure 1b
indicates the meaning of the parameters of R(t) after homothety. ts is the starting time of the
stationary phase, this parameter is obtained by the interception between the asymptote at
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65

- 8 -
R( +¥®t ) and the tangent at R(t=0); it is not affected by homothetic transformation.
Although function (Eq. 2) may not be valid for a proofing time exceeding 90 min, we prefer
to keep this simple function since this time interval is large enough to cover most proofing
conditions of the breadmaking process.
Integrating mixing variables into phenomenological models of dough proofing. The analytical
process that relates the mixing conditions to Gompertz and Exponential models of the
proofing process has four main steps, described in detail in the following:
1. the experimental dataset is split up in two parts, one to build the models (modelling
dataset), the other to assess the models performances (validation dataset);
2. parameters of the Gompertz and Exponential models (Eq. 1 and Eq. 2) are
determined by fitting on time-series of porosity and shape ratio of the modelling dataset;
3. the mixing variables Ps, tm, are integrated through regression models that predict the
parameters values of the Gompertz and Exponential models;
4. the models performances are assessed using the validation dataset.
Step 1. Selection of data for the modelling
The full dataset comprises time-series of porosity and shape-ratio of 24 trials that cover a
wide range of texturing conditions (Tab. 1), including the specific mechanical energy Es, the
average specific power Ps and the duration of the texturing phase tm. From the 24 trials a
representative sample of 10 trials is selected with regard to these three variables and
corresponding time-series of proofing are used to build the models; the experimental data of
the other trials are used to assess the model performances.
Step 2. Fitting the experimental curves of the selected trials
Experimental curves of porosity and shape-ratio of the selected trials are fitted with
respectively the Gompertz model, Eq. 1, and the Exponential model, Eq. 2. As mentioned
previously, we do not consider measurements beyond a time limit of 90 min for shape-ratio
and beyond 140 min for porosity. The outcome of the fitting stage is a list of values for the
parameters of the Gompertz and Exponential models, i.e. Ga, Gb, ti, Gd, Ra, ts.
Step 3. Integrating mixing variables
We use regression models to relate the Gompertz and Exponential models to the mixing
variables; the mixing variables are the explanatory variables and the models parameters are
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65

- 9 -
the explained variables. The fitted values of the parameters generated at step 2, are used to
compute the coefficients of the regression models. The correlations are clearly non-linear and
no comparable models linking mixing and proofing have been proposed in the literature. We
chose power models to capture more realistically the power-type evolution of the parameters
along the specific energy (Es), as described further (Fig. 3). Moreover, given the importance
of power law in dough rheology, power models are likely to reflect physical laws of the
domain. In addition, knowing that the specific mechanical energy delivered during the mixing
process has a significant influence on dough behaviour during proofing (Shehzad et al., 2010)
and since specific energy is the product of specific power with texturing duration (Es = Ps .
tm), we assume that its influence can be taken into account by the power and the duration.
Hence, the regression models relating any parameter α of the Gompertz and Exponential
models to the mixing variables have the following generic expression:
a = k0 * Ps
max(Ps)
æ!
è!ç!
ö!
ø!÷!
k1
* tm
max(tm)
æ!
è!ç!
ö!
ø!÷!
k2
Eq. 3
with α any parameters of {Ga, Gb, ti, Gd, Ra, ts}. The ratios of Ps and tm by maximum values
allows to normalize the expression and handle dimensionless quantities. The Gompertz and
Exponential models combined with the regression models are called Por (Porosity model) and
Stab (Stability model):
Por:
ˆ P t( ) = ˆ G a * exp -exp -
ˆ G b*e
ˆ G at - ˆ t i( )
æ!
è!ç!
ö!
ø!÷!
æ!
è!ç!ç!
ö!
ø!÷!÷! + ˆ G d
with
ˆ G a = k0Ga
Pd
max(Pd )
æ!
è!ç!
ö!
ø!÷!
k1Ga
*tm
max(tm)
æ!
è!ç!
ö!
ø!÷!
k2Ga
ˆ G d = k0Gd
Pd
max(Pd )
æ!
è!ç!
ö!
ø!÷!
k1Gd
*tm
max(tm)
æ!
è!ç!
ö!
ø!÷!
k2Gd
Eq. 4
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
- 10 -
Stab:
ˆ R t( ) = ˆ R a* exp
t
ˆ t s
æ!
è!ç!
ö!
ø!÷! + ˆ R c
with
ˆ R a = k0Ra
Pd
max(Pd )
æ!
è!ç!
ö!
ø!÷!
k1Ra
*tm
max(tm )
æ!
è!ç!
ö!
ø!÷!
k2Ra
ˆ t s = k0ts
Pd
max(Pd )
æ!
è!ç!
ö!
ø!÷!
k1ts
*tm
max(tm )
æ!
è!ç!
ö!
ø!÷!
k2t s
Eq. 5
Step 4. Assessment of the models performances
Models performances are estimated by measuring the overall matching agreement between
experimental data and predicted values. Two indicators measuring the average prediction
error over time can be computed for that purpose following recommendation for comparable
works (Meade and Islam, 1995), namely the root mean square error (rmse) and the mean
absolute percentage error (mape):
rmse =
y t - ˆ y t( )2t=0
T
åT
mape =
y t - ˆ y t
y t
½!
½!½! ½!
½!½!
t=0
T
åT
*100
where yt is the experimental value, of porosity or shape-ratio, at time t, ŷt is the estimate at
time t and T is the total number of values (one per time-step). Rmse reflects the absolute error,
i.e. the distance between experimental and predicted values, whereas mape provides an
estimation of the percentage of error relatively to the experimental value. Therefore rmse help
comparing the models performances one to another while mape estimates the overall
prediction quality.
The performances of Por and Stab are compared to performances of two control
models called CPor (Control Porosity model) and CStab (Control Stability model), whose
parameters are the arithmetic means of the parameters of the fitted curves generated at step 2.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65

- 11 -
Rmse and mape values for CPor and CStab are references used to estimate the part of the
variability specifically explained by Ps and tm. CPor and Cstab are expressed by:
CPor:
( ) ( )
...
with nn
...Ga...GaGa Ga
with
Gd + ttGa
eGb exp exp Ga = tP̂
ni1
i
ÀÎ++
=
÷øö
çèæ
÷øö
çèæ -*--*
Eq. 6
CStab:
( )
...
with nn
...Ra...RaRa Ra
with
Rc + t
t exp Ra = tR̂
ni1
s
ÀÎ++
=
÷÷ø
öççè
æ-*
Eq. 7
with n the number of trials in the modelling dataset.
Fitting and statistic tools
WinCurveFit software (Kevin Raner software) was used to fit the data from the image
acquisition and find parameters of the Gompertz and exponential decay curves using the
Quasi-Newton procedure. The software computes the R-square (R²) values, the sum of
squares of the errors (SSE) and the standard errors of the parameters. Statistical treatments
were performed using R software with the stat package. Information about R and the
mentioned package can be found at: http://www.r-project.org.
Results and Discussion
Selection of mixing trials for modelling
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
- 12 -
The 24 trials cover a wide range of mixing conditions according to ES, tm and Ps (Tab. 1). The
graph presenting tm and Ps values (Fig. 2), scatters nicely the different trials into 8 groups of
comparable mixing conditions. Dough temperature at the beginning and mass vary slightly
from one trial to another (Tab. 1), their influence is not taken into account in the present work,
and their potential source of variability might be addressed in a specific study.
10 trials taken amongst the different groups were selected: B, C, D, F, G, H, I, N, R,
W; the corresponding time-series of porosity and shape-ratio for this set of trials compose the
dataset that will support the modelling procedure. Group 5 being rather large, specially
considering the range of Ps values, 3 trials were chosen to cover the different conditions, R, W
and I (Fig. 2).
Kinetic models of dough porosity and stability during proofing
The fitting of the experimental curves of the trials selected at step 1 are performed using the
Gompertz and Exponential models (Eq. 1 & 2), and their parameters values are provided in
Tables 2a and b, with standard errors and R². The models describe porosity and shape-ratio
kinetics with high accuracy (respectively R² > 0.99 and 0.98), which confirms the relevance
of these models to describe dough evolution during proofing (Romano et al., 2007; Chevallier
et al., 2010; Shehzad et al., 2010). Table 2b does not include values for the parameter Rc of
Eq. 2, since due to the homothety transformation Rc = 0.6 - Ra, as explained before. Tables 2
also report the arithmetic means, that are the parameters values of the control models, CPor
(Eq. 6) and CStab (Eq. 7), as explained in the Analytical approach section.
Results of the fitting for 2 trials, 1 with high-energy mixing (F) and 1 with low-energy
mixing (G) are shown in Figure 1. At first glance, the porosity kinetics (Fig. 1a) look less
influenced by the different mixing conditions than the dough shape-ratio (Fig. 1b). The
quickest evolution of porosity of F might be due to the greater increase of dough temperature
for higher energy, enhancing yeast activity and gas production, like the action of higher yeast
content (Romano et al., 2007). Conversely, the influence of energy on dough stability is
certainly more related to the dough rheological properties.
Values of the parameters in Tables 2 are consistent with results of Shehzad et al.
(2010), for which a similar experimental protocol was used. Comparing these numerical
values with dough proofing follow-ups performed by other studies is not straightforward,
since different protocols have been implemented and the recipes and mixing conditions may
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
- 13 -
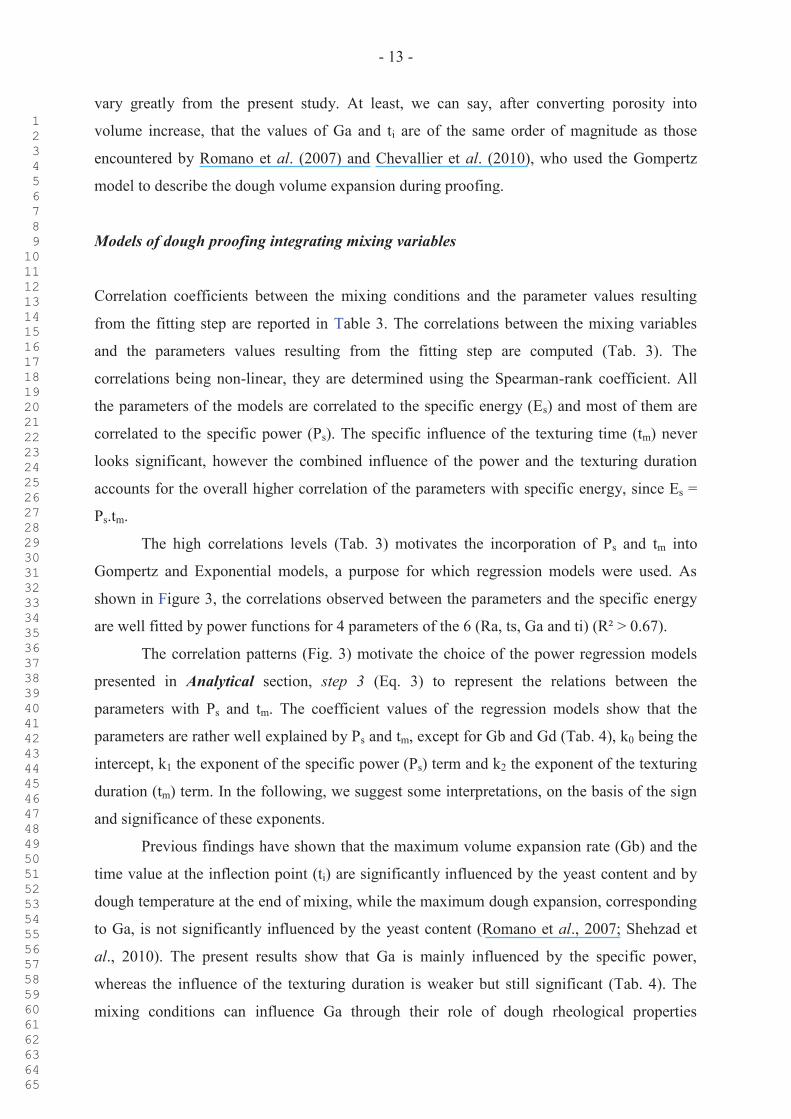
vary greatly from the present study. At least, we can say, after converting porosity into
volume increase, that the values of Ga and ti are of the same order of magnitude as those
encountered by Romano et al. (2007) and Chevallier et al. (2010), who used the Gompertz
model to describe the dough volume expansion during proofing.
Models of dough proofing integrating mixing variables
Correlation coefficients between the mixing conditions and the parameter values resulting
from the fitting step are reported in Table 3. The correlations between the mixing variables
and the parameters values resulting from the fitting step are computed (Tab. 3). The
correlations being non-linear, they are determined using the Spearman-rank coefficient. All
the parameters of the models are correlated to the specific energy (Es) and most of them are
correlated to the specific power (Ps). The specific influence of the texturing time (tm) never
looks significant, however the combined influence of the power and the texturing duration
accounts for the overall higher correlation of the parameters with specific energy, since Es =
Ps.tm.
The high correlations levels (Tab. 3) motivates the incorporation of Ps and tm into
Gompertz and Exponential models, a purpose for which regression models were used. As
shown in Figure 3, the correlations observed between the parameters and the specific energy
are well fitted by power functions for 4 parameters of the 6 (Ra, ts, Ga and ti) (R² > 0.67).
The correlation patterns (Fig. 3) motivate the choice of the power regression models
presented in Analytical section, step 3 (Eq. 3) to represent the relations between the
parameters with Ps and tm. The coefficient values of the regression models show that the
parameters are rather well explained by Ps and tm, except for Gb and Gd (Tab. 4), k0 being the
intercept, k1 the exponent of the specific power (Ps) term and k2 the exponent of the texturing
duration (tm) term. In the following, we suggest some interpretations, on the basis of the sign
and significance of these exponents.
Previous findings have shown that the maximum volume expansion rate (Gb) and the
time value at the inflection point (ti) are significantly influenced by the yeast content and by
dough temperature at the end of mixing, while the maximum dough expansion, corresponding
to Ga, is not significantly influenced by the yeast content (Romano et al., 2007; Shehzad et
al., 2010). The present results show that Ga is mainly influenced by the specific power,
whereas the influence of the texturing duration is weaker but still significant (Tab. 4). The
mixing conditions can influence Ga through their role of dough rheological properties
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65

- 14 -
(Dobraszczyk and Morgenstern, 2003; Shehzad et al., 2011; Rouille et al., 2005; Kim et al.,
2008; Connelly and McIntier, 2008; Gandikota and MacRitchie, 2005, amongst others).
Indeed Ga depends on the capacity for the dough to retain the gas; this property is correlated
with the elongational properties (van Vliet, 2008; Gandikota and MacRitchie, 2005),
supposed to be more developed after higher mixing energy. The time value at inflection point,
ti, is influenced equally by the specific power and the texturing duration (Tab. 4). In other
words, the greater the specific power and the texturing time, the shorter the time value at the
inflection point. Intensive and long mixing likely favours the activation of yeast during
proofing, because the dough at the start of the proofing contains many nuclei or because of
the higher temperature due to the viscous dissipation of mechanical energy (Shehzad et al.,
2011).
Table 4 also underlines the influence of the mixing conditions on the shape-ratio, or
dough stability,. Dough stability expresses the ability of gas cells to maintain their shape and
volume during expansion in order to avoid collapse and partial rupture of dough structure.
The loss of stability, represented by Ra, is negatively influenced by the mixing energy levels
(Fig. 3), which confirms results reported by Shehzad et al. (2010) for only 4 experimental
points. This trend could be explained by the role of elongational properties, which would
increase gas retention and global resistance to extension due to bubble growth (Bloksma,
1990; van Vliet, 2008), hence contributing to maintain the dough shape. Once again, our
results confirm that the specific power favours the promotion of gluten network and thus the
acquisition of elongational properties. But, looking at the decrease of ts when texturing time
increases (Tab. 4), they also suggest that, for a given amount of specific energy, shorter
texturing time (tm) decreases the rate of stability loss. This result may be attributed to the
dynamics of gas bubbles. Indeed, during proofing, gas bubbles grow up freely until a critical
time after which coalescence rapidly prevails and leads to a heterogeneous structure (Babin et
al., 2006); such a phenomenon could cause an overall loss of stability. Thus, a longer mixing
time, would favour a more homogeneous nucleation of gas cells, and then retards coalescence
and improves dough stability. An increased stability contributes to dough strength and
prevents dough from collapse during proofing and baking.
Assessing the performances of the models
Por, Stab, CPor and CStab are used to compute the porosity and the shape-ratio of the 14
trials; then the rmse and mape are computed for each model in order to compare the
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65

- 15 -
simulations with the experimental points, the former allows to see whether the model
outperforms the control, the latter estimates the model performance. Results for the 10 trials
used to design the models are reported in Table 5a, and results for the 14 others trials, from
the validation data set, are reported in Table 5b. Table 5a allows to assess the error level of
the models and in Table 5b allows to estimate the predictive performance of the models. In
Table 5a, Por and Stab outperform the controls on 7 cases over 10. The average mape for Por
is 3.3% (± 1.2%) and 3.0% (± 2.4%) for Stab, therefore the overall agreement level between
the simulations and the experimental data is correct, even if the dispersion is high. Rmse
values of Table 5b show that over the 14 simulations of the validation dataset, the Por model
outperforms the control (CPor) in 9 cases, whereas Stab outperforms CStab in 12 cases. The
average mape is 6.8% (± 4.8%) for Por and 3.9% (± 2.3%) for Stab. The predictive
performances of both models are correct compared to the experimental error of about 5%,
however the performance of Stab is more prominent, in agreement with the correlation levels
observed previously (Tab. 4 and Fig. 3). In particular the fact that the performances of Stab
are at the same level between Tables 5a and 5b indicates a high level of robustness for this
model. Comparison with control models indicates that integrating mixing variables in the
Gompertz and Exponential models significantly improved the prediction capacity of the
models and the good performances of the models confirm the modelling choices.
Simulations of porosity kinetics by Por are correct for most trials (Fig. 4) except for K,
L, S, O and V for which mape > 8 % and rmse > 0.04. The uncertainty in these cases is also
evidenced by the gap between the experimental curve and the simulated one, locating out of
the envelope defined by the standard deviation. However, except O and K, Por still
outperforms Cpor as indicated by the rmse (Tab. 5b). In the case of trial S, the gap between
simulation and observation is due to the unexpectedly low experimental value of P(t=0). This
impairs the simulation performance, but the predicted kinetic globally follows the observed
one as shown by the graph. We believe that, in the cases L and V, the lack of fit is due to the
extreme value of Td (Tab. 1), i.e. the temperature of dough at the end of mixing. Under such
conditions the correlation between the temperature at the end of mixing and specific energy is
no more valid (Shehzad et al., 2011), and the effect of dough temperature on yeast activity is
no more simulated by the model.
The simulation results for the shape-ratio show that the simulations fit well with the
experimental data before 90 mn (Fig. 5). Two striking results are the good simulations of the
dough shape-ratio for a very low-energy mixing, trial S, and very high-energy mixing, trials
Q, V, X. Kinetics of shape-ratio resulting from intermediate-energy mixing (M, O) are also
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65

- 16 -
correctly predicted. In the case of A, the prediction is just fair and underlines the limit of the
model at 90 mn, but the rmse values show that Stab outperforms CStab in this case.
Conversely, dough shape-ratio of E, L and T is not so well predicted, as seen from the gap
with the experimental curve, which exceeds the experimental error, mainly at longer proofing
times (t > 30 mn). The conditions of trials L and T are rather extreme with respect to the
texturing phase (660 sec for trial L, Tab. 1) and to the initial dough temperature and speed of
mixing arm (Tfp = 10.4°C, speed = 320 rpm for trial T, Tab. 1). This may have impacted
unexpectedly the dough stability and impaired the model performances, because specific
energy does not well predict dough temperature in these cases (Shehzad et al., 2011). Finally
results for trial E suggest the inability of Stab model to predict shape-ratio evolutions for
very-short texturing durations (tm = 180 s, Tab. 1), since the loss of stability is surprisingly
fast. Indeed, the shape-ratio kinetic of trial B of similar mixing energy level but with normal
mixing duration and very low specific power (Tab. 1), is much better predicted (mapeB =
2.81%, Tab. 5a). This comparison suggests that for short mixing durations and low energy,
the gluten network of the dough may not be well developed, which impacts significantly the
rheological properties (Bache and Donald 1998). Experiments results reported in Shehzad et
al. (2011) have confirmed the loose structure of the gluten network in case of sample E by the
large increase of viscoelastic modulus upon heating. So a minimum duration of texturing is
necessary to confer to the dough the required elongational properties and guarantee the
capacity to retain gases and support the dough expansion during fermentation. The Stab
model can be applied under these conditions.
From these results, we can conclude that the models can simulate the dough expansion
during proofing from texturing duration and specific power, providing that the mixing
conditions enable a sufficient structuring of the gluten network. Under this condition, the
models can be used to control the proofing process.
Controlling proofing from the mixing conditions
Since these models can be used to predict the dough behaviour during fermentation with a
reasonable accuracy from the mixing conditions, it is interesting to apply them to control, for
instance, the maximum dough porosity level (Ga), the time-value at the inflection point (ti)
and the loss of stability (Ra). Indeed, dough stability is more useful for free standing proofing
practice such as hearth baked breads, than for pan bread technology. In this purpose, values of
Ga, ti and Ra are computed in function of Ps and tm, corresponding response surfaces showing
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
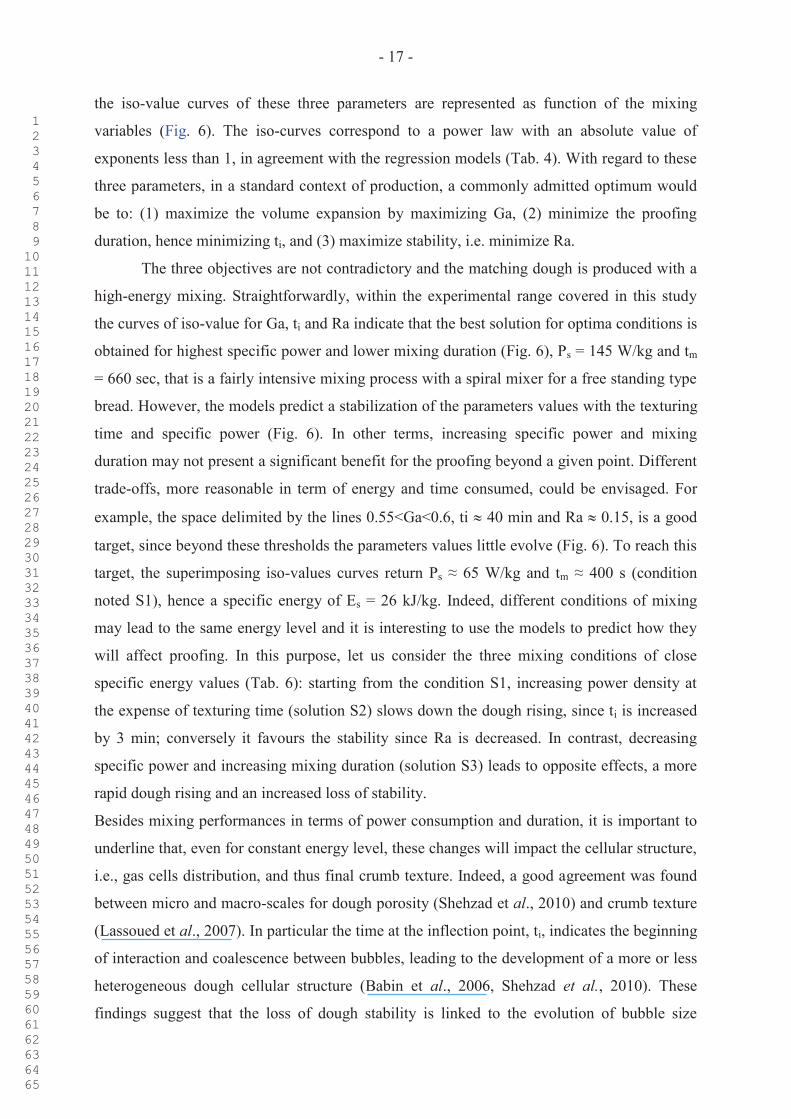
- 17 -
the iso-value curves of these three parameters are represented as function of the mixing
variables (Fig. 6). The iso-curves correspond to a power law with an absolute value of
exponents less than 1, in agreement with the regression models (Tab. 4). With regard to these
three parameters, in a standard context of production, a commonly admitted optimum would
be to: (1) maximize the volume expansion by maximizing Ga, (2) minimize the proofing
duration, hence minimizing ti, and (3) maximize stability, i.e. minimize Ra.
The three objectives are not contradictory and the matching dough is produced with a
high-energy mixing. Straightforwardly, within the experimental range covered in this study
the curves of iso-value for Ga, ti and Ra indicate that the best solution for optima conditions is
obtained for highest specific power and lower mixing duration (Fig. 6), Ps = 145 W/kg and tm
= 660 sec, that is a fairly intensive mixing process with a spiral mixer for a free standing type
bread. However, the models predict a stabilization of the parameters values with the texturing
time and specific power (Fig. 6). In other terms, increasing specific power and mixing
duration may not present a significant benefit for the proofing beyond a given point. Different
trade-offs, more reasonable in term of energy and time consumed, could be envisaged. For
example, the space delimited by the lines 0.55<Ga<0.6, ti » 40 min and Ra » 0.15, is a good
target, since beyond these thresholds the parameters values little evolve (Fig. 6). To reach this
target, the superimposing iso-values curves return Ps ≈ 65 W/kg and tm ≈ 400 s (condition
noted S1), hence a specific energy of Es = 26 kJ/kg. Indeed, different conditions of mixing
may lead to the same energy level and it is interesting to use the models to predict how they
will affect proofing. In this purpose, let us consider the three mixing conditions of close
specific energy values (Tab. 6): starting from the condition S1, increasing power density at
the expense of texturing time (solution S2) slows down the dough rising, since ti is increased
by 3 min; conversely it favours the stability since Ra is decreased. In contrast, decreasing
specific power and increasing mixing duration (solution S3) leads to opposite effects, a more
rapid dough rising and an increased loss of stability.
Besides mixing performances in terms of power consumption and duration, it is important to
underline that, even for constant energy level, these changes will impact the cellular structure,
i.e., gas cells distribution, and thus final crumb texture. Indeed, a good agreement was found
between micro and macro-scales for dough porosity (Shehzad et al., 2010) and crumb texture
(Lassoued et al., 2007). In particular the time at the inflection point, ti, indicates the beginning
of interaction and coalescence between bubbles, leading to the development of a more or less
heterogeneous dough cellular structure (Babin et al., 2006, Shehzad et al., 2010). These
findings suggest that the loss of dough stability is linked to the evolution of bubble size
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65

- 18 -
distribution. Under this hypothesis, our results can be explained by the fact that high-power
mixing would produce dough with smaller bubbles, homogeneously distributed and
displaying limited coalescence, due to elongational properties of the dough, and to limited
loss of stability. These conditions, such as S2 (Tab. 6), are more representative of industrial
processing where a homogenous crumb with fine cells is sought, like for current pan bread,
whilst reducing the time of use of overall process. Low-power mixing conditions, such as S3
(Tab. 6), would produce larger bubbles resulting from coalescence; this phenomenon would
affect dough stability and lead to more heterogeneous cellular structure, while low speed but
longer mixing would also favour the development of flavour. Those conditions match with the
production of traditional free standing French bread with heterogeneous crumb, larger voids
and rich flavour. Finally, the optimum bubble distribution would change depending on the
type of bread; therefore, including a description of this factor and seeking their relation with
elongational properties would enrich the models presented in this study. This is clearly an
open prospect for future works.
Conclusion
Simple phenomenological models were fitted to describe time-series of porosity and stability
during the proofing stage of wheat flour dough prepared under different mixing conditions.
Compared with preceding works, the loss of stability of the dough has been taken into
account. But, more important, variables defining the mixing process, specific power and
mixing duration, have been integrated using simple power law models for the parameters of
the phenomenological models. After having carefully assessed their performances, the power
and phenomenological models were used to simulate the kinetics of dough porosity and
stability. Results showed that specific power and duration of the mixing have distinct
influences on the different aspects of dough expansion during proofing. Mixing conditions,
especially specific power, strongly influenced dough stability underlining the link between
this property, the dough rheological properties, and likely bubbles distribution. Although
high-energy mixing yield the best results for proofing, these models could also be applied to
the optimization of the proofing stage by determining the relevant conditions of mixing power
and time. Ongoing work consists in ascertaining the relationship between bubble size
distribution within the dough and its stability and porosity.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
- 19 -
References
Babin, P., Della Valle, G., Chiron, H., Cloetens, P., Hoszowska, J., Pernot, P., et al. (2006). Fast x-ray
tomography analysis of bubble growth and foam settling during bread making. Journal of Cereal
Science, 43, 393−397.
Bache I.C. & Donald A.M. (1998). The structure of the gluten network in dough: a study using
environmental scanning electron microscopy. Journal of Cereal Science, 28, 127-133.
Bellido G. G., Scanlon M. G. & Page J. H. (2009). Measurement of dough specific volume in
chemically leavened dough systems. Journal of Cereal Science, 49, 212-218.
Belton, P. S. (2005). New approaches to study the molecular basis of the mechanical properties of
gluten. Journal of Cereal Science, 41, 203-211.
Bikard J., Coupez T., Della Valle G. & Vergnes B. (2008). Simulation of bread making process using
a direct 3D numerical method at microscale. Part I: analysis of foaming phase during proofing.
Journal of Food Engineering, 85, 259–267
Bloksma A.H. (1990). Dough structure, dough rheology and baking quality. Cereal Foods World, 35,
237-244.
de Cindio B. & Correa S. (1995). Mathematical modelling of leavened cereal goods. Journal of Food
Engineering, 24, 379-403.
Chevallier S., Zúñiga R. & Le-Bail A. (2010). Assessment of Bread Dough Expansion during
Fermentation. Food and Bioprocess Technology, 1-9. http://dx.doi.org/10.1007/s11947-009-0319-3.
Connelly, R. K., McIntier, R. L. (2008). Rheological properties of yeasted and nonyeasted
wheat doughs developed under different mixing conditions. Journal of the Science of
Food and Agriculture, 88, 2309-2323.
Dobraszczyk, B. J. & Morgenstern M.P. (2003). Review: rheology and the breadmaking process.
Journal of Cereal Science, 38, 229-245.
Gandikota S. & MacRitchie F. (2005). Expansion capacity of doughs: methodology and applications.
Journal of Cereal Science, 42, 157–163.
Gujral H. S. & Singh N. (1999). Effect of additives on dough development, gaseous release and bread
making properties. Food Research International, 32, 691- 697.
Hailemariam L., Okos M. & Campanella O. (2007). A mathematical model for the isothermal growth
of bubbles in wheat dough. Journal of Food Engineering, 82, 466–477
Kim Y. R., Cornillon P., Campanella O. H., Stroshine R. L., Lee S. & Shim, J. Y. (2008).
Small and large deformation rheology for hard wheat flour dough as influenced by mixing and resting.
Journal of Food Science, 73, E1-E8.
Ktenioudaki A., Butler F., Gonzales-Barron U., Mc Carthy U., Gallagher E. (2009). Monitoring the
dynamic density of wheat dough during fermentation. Journal of Food Engineering, 95, 332–338.
Lassoued N., Babin P., Della Valle G., Devaux M-F. & Réguerre A-L. (2007). Granulometry of bread
crumb grain: contributions of 2D and 3D image analysis at different scale. Food Research
International, 40, 1087-1097.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
- 20 -
Meade N., Islam T. (1995). Forecasting with growth curves: an empirical comparison, International
Journal of Forecasting, 11, 199–215.
Peighambardoust S.H., van der Goot A.J., van Vliet T., Hamer R.J & Boom R.M. (2006).
Microstructure formation and rheological behaviour of dough under simple shear flow. Journal of
Cereal Science, 43, 183–197
Penner A., Hailemariam L., Okos M. & Campanella O. (2009). Lateral growth of a wheat dough disk
under various growth conditions. Journal of Cereal Science, 49, 65–72.
Primo-Martin C., van Dalen G., Meinders M.B.J., Don A., Hamer R.H., & van Vliet T. (2010). Bread
crispness and morphology can be controlled by proving conditions. Food Research International, 43,
207-217.
Romano A., Toraldo G., Cavella S. & Masi P. (2007). Description of leavening of bread dough with
mathematical modelling. Journal of Food Engineering, 83, 142–148.
Rouillé J., Bonny J-M., Della Valle G., Devaux MF. & Renou JP. (2005)..
Effect of flour minor
components on bubble growth in bread dough during proofing assessed by Magnetic Resonance
Imaging. Journal of Agricultural and Food Chemistry, 53, 3986-3994.
Roussel P. & Chiron H. (2002). Les pains français. Evolution, qualité, production. Mae Erti. Vesoul,
France.
Roussel P., Chiron H., Della Valle G., Ndiaye A. (2010). Knowledge Collection about
quality descriptors and state variables of dough and breads for French breadmaking. http: / /www4.
inra. fr /cepia/Editions/glossaire-pains-francais
Sahlström S., Park W., Shelton D.R. (2004). Factors influencing yeast fermentation and the effect of
LMW sugars and yeast fermentation on hearth bread quality. Cereal Chemistry, 81, 328-335.
Scanlon MG. & Zghal MC. (2001). Bread properties and crumb structure. Food Research
International, 34, 841-864.
Shehzad A., Chiron H., Della Valle G., Kansou K., Ndiaye A. & Réguerre A.L. (2010). Porosity and
stability of bread dough determined by video image analysis for different compositions and mixing
conditions. Food Research International, 43, 1999-2005.
Shehzad A., Chiron H., Della Valle G., Lamrini B. & Lourdin D. (2011). Rheological and energetical
approaches of wheat flour dough mixing. Journal of Food Engineering. In Press.
doi.org/10.1016/j.jfoodeng.2011.12.008
Soleimani Pour-Daman A.R, Jafary A. & Rafiee Sh. (2011). Monitoring the dynamic density of dough
during fermentation using digital imaging method. Journal of Food Engineering, 107, 8–13.
van Vliet T. (2008). Strain hardening as an indicator of bread-making performance: A review with
discussion. Journal of Cereal Science, 48, 1-9.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
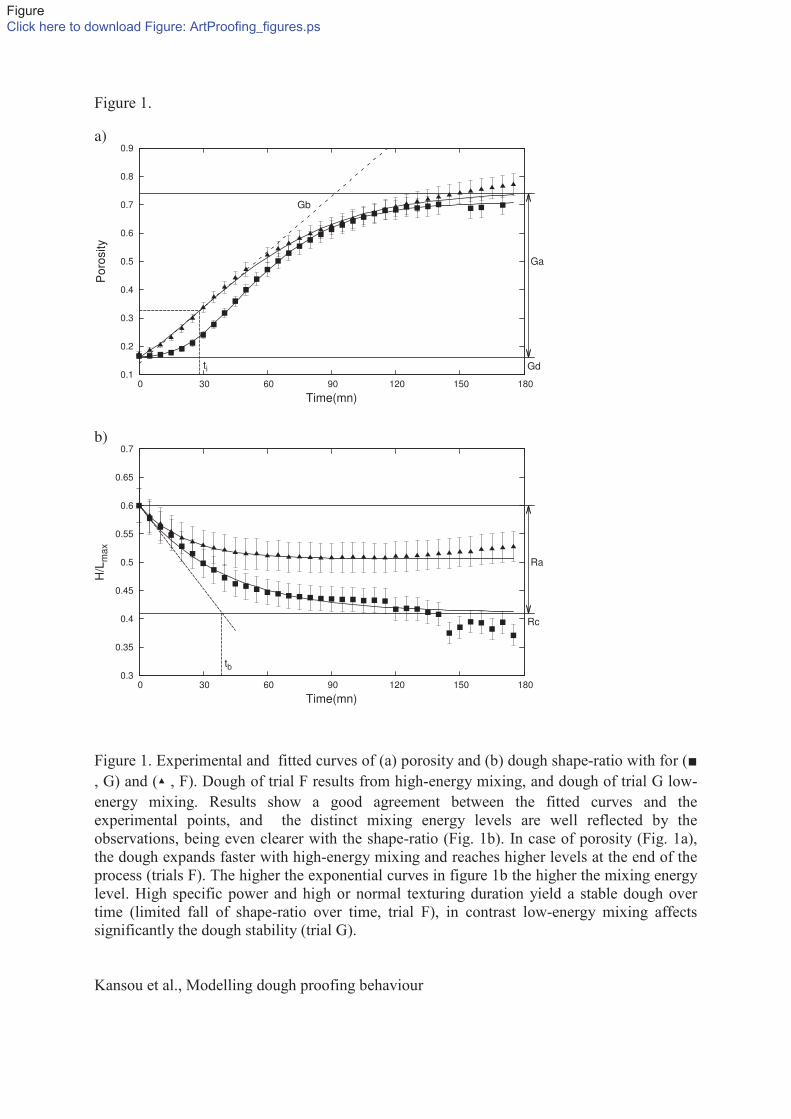
Figure 1.
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0 30 60 90 120 150 180
Poro
sity
Time(mn)
a)
Gb
Ga
ti Gd
0.3
0.35
0.4
0.45
0.5
0.55
0.6
0.65
0.7
0 30 60 90 120 150 180
H/L
ma
x
Time(mn)
b)
Ra
tb
Rc
Figure 1. Experimental and fitted curves of (a) porosity and (b) dough shape-ratio with for (�
, G) and ( , F). Dough of trial F results from high-energy mixing, and dough of trial G low-
energy mixing. Results show a good agreement between the fitted curves and the
experimental points, and the distinct mixing energy levels are well reflected by the
observations, being even clearer with the shape-ratio (Fig. 1b). In case of porosity (Fig. 1a),
the dough expands faster with high-energy mixing and reaches higher levels at the end of the
process (trials F). The higher the exponential curves in figure 1b the higher the mixing energy
level. High specific power and high or normal texturing duration yield a stable dough over
time (limited fall of shape-ratio over time, trial F), in contrast low-energy mixing affects
significantly the dough stability (trial G).
Kansou et al., Modelling dough proofing behaviour

Figure 2.
0
100
200
300
400
500
600
700
0 20 40 60 80 100 120 140 160
Te
xtu
rin
g tim
e (
s)
Specific Power (W/kg)
Group_7 10<Es<13
Group_4b Es=27
Group_2 53<Es<61
Group_4a 30<Es<38.4
Group_6 8<Es<11
Group_5 7.5<Es<25.5
Group_3 50<Es<63
Group_1 74<Es<84
AB* C*
D*
L
E
F*
G* H*
I*
K J
M
N*
O
P
QR*
S T
U
VW* X
Figure 2. Scatter plot displaying the distribution of the 24 trials according to the mixing
variables, specific power and texturing duration. The trials selected for modelling are
indicated by the symbol (*). The points are encapsulated into boxes whose dimensions
represent the experimental error on specific power and texturing time. The results enable to
form 8 groups, for which the interval of specific energy level (Es) is indicated. Groups are
ordered so to reflect, first, the energy levels, then the power density and finally the mixing
duration. The group 1 is the group of trials with the high energy, high power density and high
mixing duration, trials of group 2 have high energy but normal mixing duration, trials of
group 3 have high energy but normal power density and so on up to the group 7 with low
energy level, low specific power and short mixing duration. The central group is the group 4a
with standard mixing conditions; the group 4b has the same energy level but combines higher
power density and shorter mixing duration.
Kansou et al., Modelling dough proofing behaviour

Figure 3.
0
0.05
0.1
0.15
0.2
0.25
0.3
0 10 20 30 40 50 60 70 80
Ra
Es (kJ/kg)
R2 = 0.83
20
30
40
50
0 10 20 30 40 50 60 70 80
ts
Es (kJ/kg)
R2 = 0.86
0.4
0.5
0.6
0.7
0.8
0 10 20 30 40 50 60 70 80
Ga
Es (kJ/kg)
R2 = 0.83
20
30
40
50
0 10 20 30 40 50 60 70 80
ti
Es (kJ/kg)
R2 = 0.67
0.005
0.006
0.007
0.008
0.009
0 10 20 30 40 50 60 70 80
Gb
Es (kJ/kg)
R2 = 0.36
0
0.05
0.1
0.15
0.2
0.25
0.3
0 10 20 30 40 50 60 70 80
Gd
Es (kJ/kg)
R2 = 0.45
Figure 3. Grid of graphs of the parameters of the Gompertz and Exponential models, Ra, ts,
Ga, Gb, ti, Gd determined via curve-fitting over the specific energy, Es, and fitted power-type
curves (a*xb). The standard deviations are provided in Tables 2 but error bars are not drawn
because they would represent the fitting performance which would be misleading here. Good
correlations between the parameters Ra, ts, Ga, ti and the mixing energy level emphasize the
relevance of the power regression model (Eq. 3) to relate the proofing parameters with the
mixing variables.
Kansou et al., Modelling dough proofing behaviour

Figure 4.
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0 30 60 90 120 150 180
A A_Mod
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0 30 60 90 120 150 180
E E_Mod
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0 30 60 90 120 150 180
J J_Mod
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0 30 60 90 120 150 180
K K_Mod
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0 30 60 90 120 150 180
L L_Mod
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0 30 60 90 120 150 180
M M_Mod
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0 30 60 90 120 150 180
O O_Mod
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0 30 60 90 120 150 180
P P_Mod
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0 30 60 90 120 150 180
Q Q_Mod
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0 30 60 90 120 150 180
S S_Mod
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0 30 60 90 120 150 180
T T_Mod
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0 30 60 90 120 150 180
U U_Mod
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0 30 60 90 120 150 180
V V_Mod
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0 30 60 90 120 150 180
Po
rosity
Time(mn)
X X_Mod
Figure 4. Porosity simulated kinetics against experimental data for the 14 trials used for
model validation. Experimental data are framed by dashed curves depicting the overall
standard deviation. The simulations apply only on the first 140 minutes, a time value larger
than the practical one. Results are good especially for average and high-energy mixing
process (A, M, P, Q, T, V, X). Model performances for mixing of lower energy levels are less
consistent, since the kinetic of U is well predicted while S is not.
Kansou et al., Modelling dough proofing behaviour

Figure 5.
0.3
0.4
0.5
0.6
0 30 60 90 120 150 180
A A_Mod
0.3
0.4
0.5
0.6
0 30 60 90 120 150 180
E E_Mod
0.3
0.4
0.5
0.6
0 30 60 90 120 150 180
J J_Mod
0.3
0.4
0.5
0.6
0 30 60 90 120 150 180
K K_Mod
0.3
0.4
0.5
0.6
0 30 60 90 120 150 180
L L_Mod
0.3
0.4
0.5
0.6
0 30 60 90 120 150 180
M M_Mod
0.3
0.4
0.5
0.6
0 30 60 90 120 150 180
O O_Mod
0.3
0.4
0.5
0.6
0 30 60 90 120 150 180
P P_Mod
0.3
0.4
0.5
0.6
0 30 60 90 120 150 180
Q Q_Mod
0.3
0.4
0.5
0.6
0 30 60 90 120 150 180
S S_Mod
0.3
0.4
0.5
0.6
0 30 60 90 120 150 180
T T_Mod
0.3
0.4
0.5
0.6
0 30 60 90 120 150 180
U U_Mod
0.3
0.4
0.5
0.6
0 30 60 90 120 150 180
V V_Mod
0.3
0.4
0.5
0.6
0 30 60 90 120 150 180
H/L
max
Time(mn)
X X_Mod
Figure 5. Shape-ratio simulated kinetics against experimental data for 14 trials used for model
validation. Experimental data are framed by dashed curves depicting the overall standard
deviation. Simulations apply on the first 90 minutes, as beyond the 100 minute irregular
evolution of the dough may be observed, e.g. trial A, as well as partial recovery of the dough
stability, e.g. trial M. The model performs well, in particular the simulations of S, V, X and Q
are striking as the kinetics were obtained for dough mixed under extreme conditions. On the
other hand discrepancy is encountered for L, T, and E kinetics.
Kansou et al., Modelling dough proofing behaviour

Figure 6.
(a) (c)
(b)
Figure 6. Iso-value curves for parameters Ga and ti of the Gompertz model and Ra of the
Exponential model, computed from the specific power Ps and the texturing duration tm. Ga
represents the maximum volume expansion of the dough during proofing, ti the time value at
the inflection point and Ra the loss of stability. The iso-value curves represent power
functions defined by the models (Eq. 3, 4, 5). The influence of the specific power prevails
over the texturing duration for Ra, whereas it is rather the opposite trend for ti, and the
influences are more balanced for Ga.
Kansou et al., Modelling dough proofing behaviour
Value surface for Ga parameter
Ga iso-value 0.6 0.55 0.5 0.45 0.4
5 25 45 65 85 105 125 145
Specific Power (W/kg)
60
120
180
240
300
360
420
480
540
600
660
Textu
ring t
ime (
s)
0.35 0.4 0.45 0.5 0.55 0.6 0.65
Value surface for ti parameter
ti iso-value 100 90 80 70 60 50 40
5 25 45 65 85 105 125 145
Specific Power (W/kg)
60
120
180
240
300
360
420
480
540
600
660
Textu
ring t
ime (
s)
30 40 50 60 70 80 90 100 110
Value surface for Ra parameter
Ra iso-value 0.55 0.5 0.45 0.4 0.35 0.3 0.25 0.2 0.15
5 25 45 65 85 105 125 145
Specific Power (W/kg)
60
120
180
240
300
360
420
480
540
600
660
Textu
ring t
ime (
s)
0.1 0.15 0.2 0.25 0.3 0.35 0.4 0.45 0.5 0.55 0.6

- 1 -
Table 1. Conditions of the mixing process for the 24 trials of the dataset
Units Total
Mass Speed tm
a Tfp
b SD
f Td
c SD Ps
d SD Es
e SD
Sample kg rpm (sec) °C °C °C °C W/kg W/kg kJ/kg kJ/kg
A 3 200 420 15.5 0.49 23 0.47 71 3.55 30 1.50
B 3 80 420 16.4 0.52 17.9 0.36 26 1.30 11 0.55
C 3 320 420 14.4 0.46 28.6 0.58 148 7.40 60.9 3.05
D 3 200 660 15.2 0.48 27.9 0.56 79 3.95 51 2.55
E 3 200 180 14.8 0.47 19 0.38 72 3.60 13 0.65
F 3 284 590 14.6 0.46 31.7 0.64 127 6.35 74.02 3.70
G 3 116 250 14.1 0.45 19.2 0.39 40 2.00 10 0.50
H 3 284 250 14.8 0.47 23 0.47 108 5.40 27 1.35
I 5 116 590 14.8 0.47 21.5 0.44 37 1.85 20 1.00
J 5 140 600 14.1 0.45 20.3 0.41 35 1.75 21.3 1.07
K 3 140 600 21.9 0.69 26.3 0.53 35 1.75 21 1.05
L 3 200 660 16.1 0.51 29.4 0.60 77 3.85 51.4 2.57
M 3 284 450 9.5 0.30 21.9 0.44 115 5.75 53.4 2.67
N 3 200 500 14.4 0.46 24.1 0.49 78 3.90 38.4 1.92
O 5 140 600 19 0.60 25 0.51 68 3.40 25.1 1.26
P 3 200 660 11.3 0.36 25 0.51 82 4.10 57 2.85
Q 10.5 320 610 16.5 0.52 33 0.67 103 5.15 62.7 3.14
R 10.5 80 610 16.5 0.52 19 0.38 13 0.65 7.8 0.39
S 3 80 450 10.4 0.33 13.5 0.27 18 0.90 8 0.40
T 3 320 450 10.8 0.34 26.3 0.53 126 6.30 56.9 2.85
U 3 80 610 20.6 0.65 22.6 0.46 22 1.10 13.7 0.69
V 3 320 610 20.8 0.66 35 0.71 134 6.70 81.5 4.08
W 3 80 610 20.8 0.66 23.2 0.47 20 1.00 12.3 0.62
X 3 320 610 22.1 0.70 36.2 0.73 137 6.85 83.5 4.18
atm. texturing time
bTfp. Temperature of the dough at end of pre-mixing stage
cTd. Temperature of the dough at end of mixing
dPs. Specific power during texturing stage
eEs. Specific mechanical energy supplied during texturing stage
fSD. Standard deviation, values are computed from the mean relative standard deviation of
each measure over the 24 trials.

- 2 -
Table 2. Fitted values of the parameters for (a) the Gompertz model (Eq. 1) and (b) the
Exponential model (Eq. 2)
(a)
Gompertz model
Groupa Trials Ga Gb ti (mn) Gd SSE R²
1 F 0.669 (0.030) b 0.007 (1.12E-4) 28.41 (2.39) 0.080 (0.024) 1.34E-3 0.999
2 C 0.590 (0.015) 0.007 (1.45E-4) 38.27 (1.16) 0.175 (0.011) 1.74E-3 0.998
3 D 0.631 (0.027) 0.006 (1.17E-4) 31.35 (2.17) 0.126 (0.021) 1.57E-3 0.998
4a N 0.602 (0.014) 0.007 (1.27E-4) 37.75 (1.02) 0.167 (0.010) 1.33E-3 0.999
4b H 0.593 (0.007) 0.007 (1.28E-4) 38.16 (0.95) 0.155 (0.009) 1.30E-3 0.999
5 I 0.582 (0.016) 0.006 (1.38E-4) 40.14 (1.20) 0.181 (0.011) 1.68E-3 0.998
5 W 0.520 (0.017) 0.008 (3.55E-4) 36.50 (1.42) 0.168 (0.013) 6.00E-3 0.994
5 R 0.507 (0.008) 0.007 (1.67E-4) 45.28 (0.65) 0.199 (0.005) 1.49E-3 0.998
6 B 0.548 (0.009) 0.007 (1.22E-4) 47.57 (0.67) 0.182 (0.005) 1.09E-3 0.999
7 G 0.549 (0.008) 0.008 (1.12E-4) 46.12 (0.41) 0.162 (0.003) 6.9E-4 0.999
Arithmetic mean 0.58 0.007 38.96 0.16
(b)
Exponential model
Groupa Trials Ra ts (mn) SSE R²
1 F 0.094 (4.68E-4)b 22.06 (0.36) 0.1E-4 0.999
2 C 0.078 (4.56E-4) 22.95 (0.43) 0.1E-4 0.996
3 D 0.127 (6.72E-4) 24.86 (0.40) 0.2E-4 0.999
4a N 0.150 (1.55E-3) 31.49 (0.84) 0.7E-4 0.998
4b H 0.138 (1.18E-3) 27.70 (0.66) 0.5E-4 0.998
5 I 0.181 (1.51E-3) 30.44 (0.67) 0.7E-4 0.999
5 W 0.176 (3.20E-3) 34.05 (1.51) 2.3E-4 0.995
5 R 0.220 (8.50E-3) 49.86 (3.68) 4.8E-4 0.992
6 B 0.167 (6.35E-3) 38.06 (3.28) 6.5E-4 0.985
7 G 0.189 (4.87E-3) 38.46 (2.23) 3.7E-4 0.993
Arithmetic mean 0.15 31.99 a this column refers to the group represented in Figure 2
b in brackets the standard error

- 3 -
Table 3. Correlationsa between the parameters of the fitted curves and the mixing variables
Ga Gb ti Gd Ra ts
Ps 0,83*** -0,41ns
-0,47ns
-0,66** -0,88*** -0,87***
tm -0,02ns
-0,26ns
-0,49ns
0,043ns
0,07ns
-0,06ns
Es 0,88*** -0,58* -0,75** -0,62* -0,93*** -0,96***
*** 99% significant level, ** 95% significant level, * 90% significant level, ns
non significant a Spearman-rank correlation coefficient
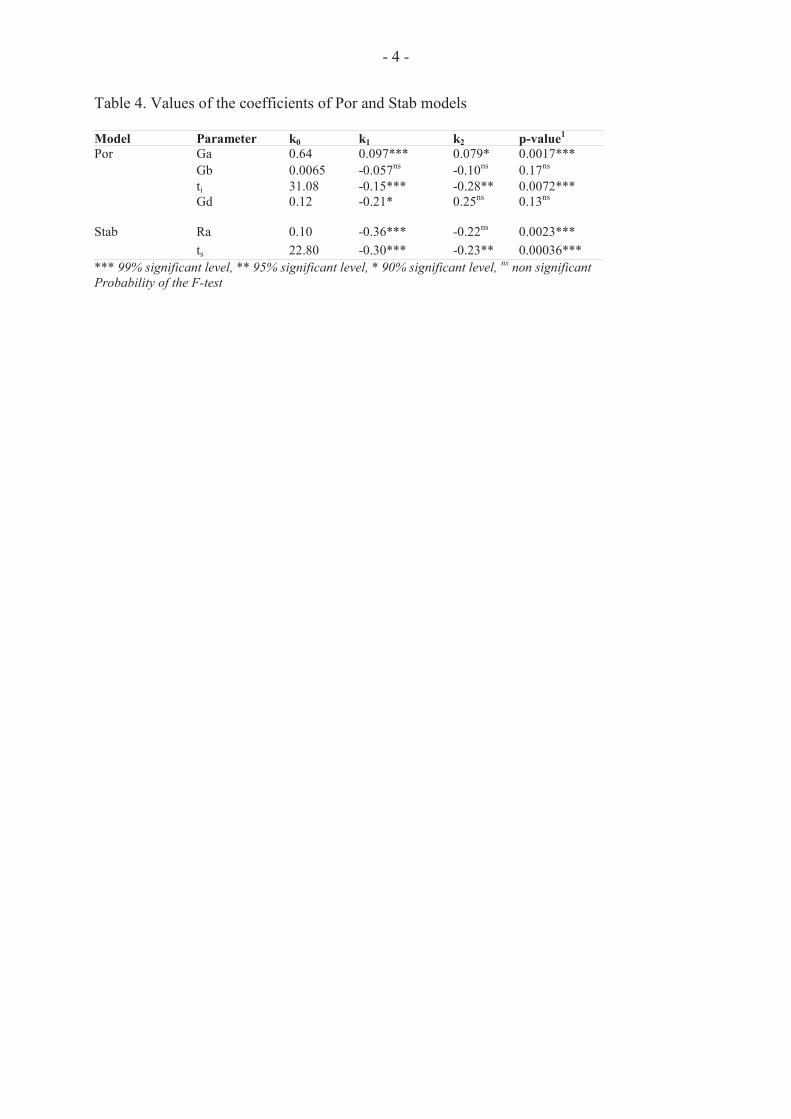
- 4 -
Table 4. Values of the coefficients of Por and Stab models
Model Parameter k0 k1 k2 p-value
1
Por Ga 0.64 0.097*** 0.079* 0.0017***
Gb 0.0065 -0.057ns
-0.10ns
0.17ns
ti 31.08 -0.15*** -0.28** 0.0072***
Gd 0.12 -0.21* 0.25ns
0.13ns
Stab Ra 0.10 -0.36*** -0.22ns
0.0023***
ts 22.80 -0.30*** -0.23** 0.00036***
*** 99% significant level, ** 95% significant level, * 90% significant level, ns
non significant
Probability of the F-test

- 5 -
Tables 5. Assessment of the performances of Por and Stab, compared to the controls, CPor
and CStab, for (a) the 10 trials used for modelling and (b) the 14 other trials. Boldface number
means the best performance among the model and the control.
(a)
Group Trials Por CPor Stab CStab
RMSE MAPE RMSE MAPE RMSE MAPE RMSE MAPE 1 F 0.095 3.572 0.091 2.708 0.004 0.637 0.034 5.703
2 C 0.013 2.665 0.024 5.281 0.018 3.205 0.047 7.943
3 D 0.008 1.650 0.021 4.485 0.009 1.720 0.011 1.802
4a N 0.021 3.759 0.025 5.088 0.015 2.625 0.002 0.381
4b H 0.015 3.073 0.010 1.574 0.010 1.795 0.006 0.883
5 I 0.021 4.563 0.017 3.823 0.019 3.856 0.023 4.618
5 W 0.020 3.521 0.022 2.613 0.006 0.986 0.015 2.847
5 R 0.009 1.473 0.023 5.027 0.013 2.473 0.023 4.327
6 B 0.018 3.483 0.032 6.969 0.015 2.809 0.007 1.224
7 G 0.018 5.543 0.039 10.492 0.006 1.098 0.018 3.300
(b)
Group Trials Por CPor Stab CStab
RMSE MAPE RMSE MAPE RMSE MAPE RMSE MAPE 1 X 0.016 2.512 0.033 5.908 0.013 2.367 0.039 6.623
1 V 0.044 8.067 0.060 11.297 0.003 0.561 0.023 3.783
2 M 0.016 3.440 0.015 2.819 0.002 0.251 0.018 3.161
2 T 0.018 3.699 0.023 5.232 0.025 4.474 0.005 0.974
3 Q 0.017 3.115 0.028 5.013 0.007 1.168 0.025 4.329
3 P 0.028 4.787 0.035 6.902 0.007 1.393 0.009 1.412
3 L 0.054 9.899 0.061 11.428 0.028 4.684 0.040 6.744
4a A 0.015 3.609 0.013 3.015 0.022 3.513 0.025 4.107
5 O 0.063 11.500 0.058 10.632 0.008 1.255 0.003 0.550
5 J 0.033 7.491 0.038 8.580 0.011 1.947 0.018 3.592
5 K 0.048 8.372 0.040 7.044 0.009 1.562 0.016 3.075
5 U 0.011 1.764 0.020 4.051 0.013 2.449 0.013 2.498
6 S 0.063 20.063 0.084 24.567 0.008 1.173 0.037 6.769
7 E 0.042 7.415 0.019 3.643 0.030 6.073 0.039 7.857

- 6 -
Table 6. Three mixing conditions with comparable specific energy levels and parameters of
the dough expansion during proofing
Mixing
conditions Ps (W/kg) tm (s) Es (kJ/kg) Ga ti (mn) Ra
S1 65 400 26.00 0.57 40.4 0.15
S2 110 240 26.40 0.57 43.1 0.14
S3 42 620 26.04 0.56 38.2 0.16




















