
Characterization, Physical and Mechanical Properties of Polypropylene/Wood-Flour Composites
12
1 23 Arabian Journal for Science and Engineering ISSN 1319-8025 Volume 38 Number 1 Arab J Sci Eng (2013) 38:59-68 DOI 10.1007/s13369-012-0407-y Characterization, Physical and Mechanical Properties of Polypropylene/Wood-Flour Composites Diène Ndiaye, Mamadou Gueye & Bouya Diop
-
Upload
ugb-senegal -
Category
Documents
-
view
1 -
download
0
Transcript of Characterization, Physical and Mechanical Properties of Polypropylene/Wood-Flour Composites
1 23
Arabian Journal for Science andEngineering ISSN 1319-8025Volume 38Number 1 Arab J Sci Eng (2013) 38:59-68DOI 10.1007/s13369-012-0407-y
Characterization, Physical and MechanicalProperties of Polypropylene/Wood-FlourComposites
Diène Ndiaye, Mamadou Gueye & BouyaDiop

1 23
Your article is protected by copyright and
all rights are held exclusively by King Fahd
University of Petroleum and Minerals. This
e-offprint is for personal use only and shall
not be self-archived in electronic repositories.
If you wish to self-archive your work, please
use the accepted author’s version for posting
to your own website or your institution’s
repository. You may further deposit the
accepted author’s version on a funder’s
repository at a funder’s request, provided it is
not made publicly available until 12 months
after publication.
Arab J Sci Eng (2013) 38:59–68DOI 10.1007/s13369-012-0407-y
RESEARCH ARTICLE - CHEMISTRY
Characterization, Physical and Mechanical Propertiesof Polypropylene/Wood-Flour Composites
Diène Ndiaye · Mamadou Gueye · Bouya Diop
Received: 17 February 2011 / Accepted: 22 November 2011 / Published online: 30 November 2012© King Fahd University of Petroleum and Minerals 2012
Abstract Wood polymer composites (WPCs) were madewith pine and polypropylene matrix (PP). Samples of WPCswere processed through melt compounding and hot-pressmoulding with different formulations of wood flour contentand addition of coupling agent. This study focuses on theimprovement of the mechanical properties of WPCs throughthe addition of compatibilizers. Generally fiber/matrix bond-ing or a strong interaction is required to ensure an appropriatetransfer of stresses and satisfactorily physical properties. Theeffect of wood content and coupling agent like Maleic anhy-dride grafted polypropylene (MAPP) on the thermal behaviorwas monitored by DSC, water uptake and thickness of swell-ing during 2 months. The results exhibited increase of thesetwo physical properties with wood flour content and cou-pling agent. In the thermal behavior, wood plays the role ofnucleating agent. During the cooling step, the crystallizationbegins earlier than in pure PP and the percent of crystalliza-tion increase with wood amount. The effects of the reinforce-ments on the mechanical properties of the composites as wellas the effect of compatibilization on the composite propertieswere highlighted. The mechanical study revealed the posi-tive effect of coupling agent MAPP on interfacial bondingpermitting better stress transfer from matrix to fiber.
Keywords Wood polymer composite (WPC) ·Thermal properties · Crystallization, nucleation
D. Ndiaye (B) · B. DiopSection Physique Appliquée, UFR/SAT,Université Gaston Berger de Saint-Louis, Saint-Louis, Senegale-mail: [email protected]; [email protected]
M. GueyeLRNA, Faculté des Sciences et Techniques,Université Cheikh Anta Diop de Dakar, Dakar, Senegal
1 Introduction
Currently, many scientific and technological efforts aredirected towards minimizing environmental impacts derivedfrom the use of polymer materials. Composites made withwood and polymer matrix are used, in the objective to obtainmaterial with some characteristics of these two resourceslike the appearance of wood and the performances of plasticin humid area. Anxious to a sustainable society that pro-tects the environment, a growing movement of scientists andengineers focuses research in studies of wood polymer com-posites, alternative materials which can reduce the harmfuleffects of plastics and their derivatives on the environment.
The wood polymer composites are widely used in con-struction, automotive, packaging materials, sound insulation
123
Author's personal copy

60 Arab J Sci Eng (2013) 38:59–68
and in various other areas [1]. Because of their wide avail-ability, natural wood fibers offer a real alternative to con-ventional reinforcing fibers currently available. Nowadays,several researchers have focused their innovation for manu-facturing and characterizing wood polymer composites. Itis shown in many real-world applications how WPC areincreasingly used where the raw material choice in the pasthave been based exclusively on plastics or wood. The greatenthusiasm manifested in the manufacture of wood polymercomposites as new generation of materials implies the needto study the physical and mechanical properties which areimportant in the design of equipment for handling, aeration,storing, processing and other outdoor applications. Actually,a great interest exists in the manufacturing of this new gen-eration of materials in research’s laboratories and in indus-trial applications. This exponential interest can be explainedby their higher overall costs compared to naturally treatedwood, the good reputation of durability and eco friendlydue to environmental aspects of using renewable materials,biodegradability and better resistance to biological attacks,moisture and swelling dimensions compared to net woodtreated. WPC offer a wide spectrum of advantages such ashigh specific strength and modulus, and low cost. WPC canbe formulated for microbial resistance, does not splinter likewood, have better dimensional stability than wood and can bemade of recycled materials and are recyclable. These materialnew generations requires less maintenance than wood. WoodPlastic Composites consist of three essential ingredients:wood flour or fibers, polymer and additives. The modificationof the polymer with wood should provide increased stiffnessof the polymer and the polymer in turn should ensure the pro-tection of wood fibers against moisture absorption. However,the main disadvantage of cellulose filled polymer compos-ites seems to be the incompatibility between the hydrophiliccellulose fibers and the hydrophobic thermoplastic matrix.This inconsistency generates a poor stress transfer betweenthe matrix and the filler, and limited fiber dispersion in ther-moplastic melt, leading to unsatisfactory final properties ofthe materials produced [2]. This incompatibility between thewood fibers and thermoplastic requires the addition of a com-patibilizer to improve the ultimate performance of the WPCs.Maleic anhydride grafted polypropylene (MAPP) is gener-ally used as compatibilizer for wood polymer composites.Another disadvantage or handicap is that they are consti-tuted of organic materials, polymers and wood fibers, theWPCs are sensitive to many agents that can cause damage.Generally, WPC are confronted to outdoor exposure wherethey experience environmental degradation [1,3]. Wood isa porous material consisting of various cell structures com-posed primarily of biopolymers (carbohydrate polymers ofcellulose and hemicelluloses and phenolic polymers of lig-nin) and minor amounts of extractives. It is well known thatnatural fibers are susceptible to moisture if exposed to a
humid environment. A major problem remains the absorp-tion of water, which can generate strains and splitting. Woodalso swells when it absorbs moisture. In the literature, it iswell noticed that the interfacial bond between the reinforc-ing fiber and the matrix has a significant effect on the per-formance of a composite material. Wood is a hygroscopicmaterial and therefore its water content depends on temper-ature and relative humidity of the surrounding environment.WPC contains wood; it will have similar behavior as thetimber in such conditions. The absorption and desorption ofmoisture in the WPC is accompanied by changes in exter-nal volume and weight. The material shrinks or swells whenthe incorporated wood is dried or absorbs water; this lack ofdimensional stability is a major drawback of such materials.Wood is hygroscopic, readily absorbing moisture due to theprevalence of hydroxyl groups. Due to the divergent behav-ior of cellulose, which is hydrophilic, and polymer, whichis hydrophobic, the problems of compatibility and disper-sibility are heightened with cellulose. The water absorptionincreased with increasing wood content in the composites—a trend that is true for both the polymer matrix. Therefore,environmental factors, including exposure to water, humidenvironment, or change in temperature and exposure time,cause dimensional instability which can lead to a degradationof mechanical properties. This is largely due to the fact that aswood particles absorb moisture it swells. As the wood particleswells, the interface breaks down due to repeated wood swell-ing and shrinking, micro cracks in the plastic are created, andthe wood particles fracture internally due to restrained swell-ing [4]. WPCs undergo photo-degradation, upon exposure toultraviolet (UV) light. The first key point for the productionof acceptable WPC is the compatibility between wood andpolymer host matrix. Wood is hydrophilic in nature (highsurface tension), which lowers the compatibility with hydro-phobic polymeric material (low surface tension) during com-posite preparation leading to WPCs with poor dispersion ofwood fibers [5].
Scanning the literature, one can find different surface treat-ments that have been experienced to improve wood/polymeradhesion in composites [1]. In some cases it was verifiedthat the use of coupling agents also served to moderate andsomewhat mitigate moisture movement through the compos-ite, thus improving the mechanical properties of the materi-als [6,7]. However, some fundamental challenges need tobe solved including processing methods, efficient additivesfor improvement of mechanical and physical properties, andfor better resistance to discoloration and photo degradationin outdoor performance. The analysis of the life cycle of aproduct is of paramount importance to all life stages of theproduct, manufacturing to the practical use to final disposal.The mechanical properties of WPCs depended on the inter-facial bonding between the wood fillers and polymer matrix.Therefore, the interface bonding between the wood filler and
123
Author's personal copy

Arab J Sci Eng (2013) 38:59–68 61
polymer matrix has to be strong enough to transfer stressfrom the polymer matrix to wood fillers. However, interfacebetween the wood filler and polymer matrix is weak due to theincompatibility between the hydrophobic wood filler and thehydrophilic polymer matrix. In this case, addition of couplingagent is necessary to improve the compatibility and interfa-cial bonding between the wood filler and polymer matrix.The present work aims to provide a brief contribution to thedevelopment in the field of wood-plastic composites. Thisstudy permits to estimate the water absorption and thicknessof swelling of wood fiber/polymer composites as a functionof wood content and coupling agent and the correlation insome physical and mechanical properties of these materials.The objective of this work has also focused on character-ization by SEM (to examine the interaction of the polymerwith the cell walls of the wood) and DSC of WPC. The otherpurpose of the current research was to examine the effect ofthe compatibilizing agent (MAPP) on the interfacial bondingbetween hydrophilic filler and hydrophobic matrix polymer.The mechanical properties of the composite were examinedat different fiber loading and the amount of compatibilizingagents used.
2 Experimental
2.1 Materials
Pine wood particles of 425 mm (40 mesh size) were sup-plied by American Wood Fibers (Schofield, WI). The isotac-tic polypropylene matrix (PP) has a density of 0.900 g/cm3
and a melt flow index of 2.5 g/10 min. Maleic anhydridepolypropylene (MAPP) with an approximate maleic anhy-dride (MA) content of 3 wt% was purchased from AldrichChemical Company, Inc. (Milwaukee, WI). All ingredientswere used as received.
2.2 Compounding and Processing
Prior to compounding, the wood flour was dried in an ovenfor at least 48 h at 105◦ to a moisture content of less than1 %. Dried wood flours were stored in a sealed plastic con-tainer to prevent absorption of water vapor which mighthave influenced fusion characteristics. The PP matrix, driedwood flour and MAPP were added to a high intensity mixer(Papenmeier, TGAHK20) and dry-blended at room temper-ature for 10 min. After blending, the compounded materialswere stored in a sealed plastic container. Several formula-tions were produced with various contents of wood flour andMAPP, the different samples and their code are summarizedin the following Table 1. For mechanical property experi-ments, test specimens were molded in a 33-Cincinnati Mil-acron (Batavia, OH) reciprocating screw injection molder.
Table 1 Compositions of the wood plastic composites
Sample PP (%)a Wood (%)a MAPP (%)a
WPPCO 100 0 0
WPPC1 95 5 0
WPPC3 75 25 0
WPPC4 50 50 0
WPPCG 45 50 5
a Percentage is based on total weight of the composite
The nozzle temperature was set to 204◦. The extrudate,in the form of strands, was cooled in the air and pel-letized. The resulting pellets were dried at 105 ◦C for24 h before being injection molded into ASTM test speci-mens for flexural, tensile (Type I, ASTM D638), and Izodimpact. Dimensions of specimen for the flexural tests were120 mm × 3 mm × 12 mm (length × thickness × width).
2.3 Characterization
2.3.1 Scanning Electron Microscopy
The state of dispersion of the wood flour into the polymericmatrix was analyzed using scanning Electron Microscopy(SEM). A FEI Quanta 400 microscope working at 30 kVwas used to obtain microphotographs of the fractured sur-faces of the composites. Samples were cut in liquid nitrogento avoid any deformation of the surfaces.
2.3.2 Differential Scanning Calorimetry
Differential scanning calorimetry (DSC) is widely used tocharacterize the thermo physical properties of WPCs. DSCcan measure important thermoplastic properties including:Melting temperature, heat of melting, percent of crystallin-ity, crystallization, presence of nucleating agents, plasticizersand polymer blends (presence, composition and compatibil-ity). The thermal characterizations of the materials were per-formed using a differential scanning calorimetry like a DSCapparatus Perkin Elmer (Pyris Mettler-Toledo 820) in anatmosphere purged with the Nitrogen gas for aluminum in thecrucible containing the sample. Three specimens were testedfor each sample; the sample amount used was 9.5 ± 0.1 mg.All the samples were subjected to the same thermal history:
– First heating 40.00–180.00 ◦C to a flow of 20.00 ◦C/ mintaking into account 1 min in order to erase the thermalhistory.
– Cooling from 180.00 to 40.00 ◦C to a flow of 10.00 ◦ C/min to detect the crystallization temperature (Tc).
– Second heating from 40.00 to 180.00 ◦C with a flow of10.00 ◦C/ min to measure the melting temperature (Tm).
123
Author's personal copy

62 Arab J Sci Eng (2013) 38:59–68
The melting temperature (Tm) and the heat of fusion�Hm were calculated from the thermograms obtainedduring the second heating. The values of �Hm wereused to estimate the degree of crystallinity [Xc (%)] andhis other one adjusted for each sample.
2.4 Physical Properties
2.4.1 Water Absorption
Water absorption is the ratio of the weight of water absorbedby a material, to the weight of the dry material. Allorganic polymeric materials will absorb moisture to someextent resulting in swelling, dissolving, leaching, plasticizingand/or hydrolyzing, events which can result in discoloration,embrittlement, loss of mechanical and electrical properties,lower resistance to heat and weathering and stress cracking.Water in wood can be in two forms: (1) free water, held in cellcavities, mainly in cell lumens and vessels, which are free ofinteraction with the hydrophilic groups of the cell walls; and(2) bound water, held in the cell walls by hydrogen bonds.The samples were air dried at 23 ◦C until a constant weightwas reached prior to the immersion in distilled water. Thespecimens were periodically taken out of the water, wipedwith tissue paper to remove surface water, reweighed and itsdimensions were measured. Immediately, the samples werereemerged in the water bath. A Mettler balance, type AJ150,was used, with a precision of 1 mg. The water absorption ofthe test was determined with the following equation:
wA = wt −w0
w0(1)
wt is the weight of wet composite after t immersion days andw0 is the weight of oven dry composite.
2.4.2 Thickness of Swelling
The sample dimensions were determined by two measure-ments each of length, width, and thickness at marked posi-tions on the specimen when the weights of the specimenswere recorded after oven drying and after soaking with excesswater wiped from surfaces. In our studies the experimentaltemperature and relative humidity were constant but someauthors have been showed that the temperature has a signifi-cant effect on the swelling rate. The higher the temperature,the greater swelling rate was obtained [8]. The thickness ofswelling (Ts) was calculated according to the formula:
Ts = Tt − T0
T0(2)
Tt is the thickness after immersion for t days and T0 is theoriginal dry thickness. The equilibrium of water uptake andthickness of swelling were considered to be attained when the
increase in weight or thickness for two consecutive measures(interval of 4 days) was less than 1 %.
2.4.3 Hardness
The hardness of the samples was evaluated using a ZwickDurometer Hardness Tester code 51. Durometer Hardness isused to determine the relative hardness of some materials.The test measures the penetration of a specified indenter intothe material under specified conditions of force and time. Thehardness value is often used to identify or specify a particu-lar hardness of elastomers or as a quality control measure onlots of material. The specimen is first placed on a hard flatsurface. The indenter for the instrument is then pressed intothe specimen making sure that it is parallel to the surface.The test specimens were in the order of 6.5–7.0 mm thick.The hardness numbers are derived from a scale. Shore A andShore D hardness scales are common; with the A scale beingused for softer and the D scale being used for harder materi-als. In our experiment we have used the shore D. The force(in kN) required to indent the specimen with the hemispher-ical end of a steel rod of (11.28 ± 0.05) mm diameter to adepth of 5.60 mm was measured.
2.5 Mechanical Properties
The tensile properties, such as tensile modulus and energyat break (standard) were determined with an Instron Univer-sal Testing Machine (Model 8501) with crosshead rates of5 mm/ min in conformance with ASTM Standard D638 andD790, respectively. Eight replicates were tested to obtain anaverage value for each formulation. Prior to each test, thefilms were conditioned in a 50 % relative humidity chamberat 18 ◦C for 48 h.
3 Results and Discussions
3.1 SEM Results
The interaction between PP matrix and wood fiber is clearfrom the Fig. 1a–c.
Figure 1a and b (samples without coupling agent) showmore voids than Fig. 1c. This can be related to lower adhe-sion between wood and PP, allowing filler debonding duringthe fracture.
Figure 1c shows that the polymer is well spread over thesurface of the wood chips in the compatibilized WPCs. Thepresence of coupling agent has changed the morphology ofthe material. The micrographs in Fig. 1c, shows that withMAPP there is better dispersion and less voids than with-out MAPP in Fig. 1a and b. The addition of MAPP in the
123
Author's personal copy
Arab J Sci Eng (2013) 38:59–68 63
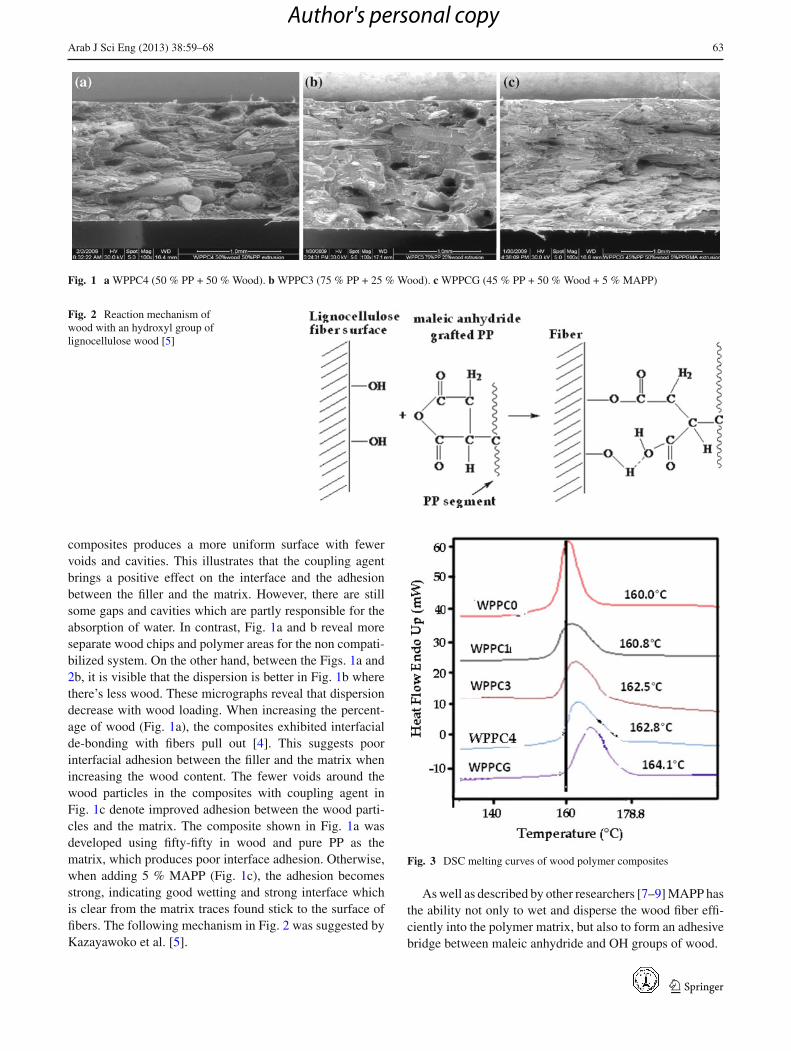
Fig. 1 a WPPC4 (50 % PP + 50 % Wood). b WPPC3 (75 % PP + 25 % Wood). c WPPCG (45 % PP + 50 % Wood + 5 % MAPP)
Fig. 2 Reaction mechanism ofwood with an hydroxyl group oflignocellulose wood [5]
composites produces a more uniform surface with fewervoids and cavities. This illustrates that the coupling agentbrings a positive effect on the interface and the adhesionbetween the filler and the matrix. However, there are stillsome gaps and cavities which are partly responsible for theabsorption of water. In contrast, Fig. 1a and b reveal moreseparate wood chips and polymer areas for the non compati-bilized system. On the other hand, between the Figs. 1a and2b, it is visible that the dispersion is better in Fig. 1b wherethere’s less wood. These micrographs reveal that dispersiondecrease with wood loading. When increasing the percent-age of wood (Fig. 1a), the composites exhibited interfacialde-bonding with fibers pull out [4]. This suggests poorinterfacial adhesion between the filler and the matrix whenincreasing the wood content. The fewer voids around thewood particles in the composites with coupling agent inFig. 1c denote improved adhesion between the wood parti-cles and the matrix. The composite shown in Fig. 1a wasdeveloped using fifty-fifty in wood and pure PP as thematrix, which produces poor interface adhesion. Otherwise,when adding 5 % MAPP (Fig. 1c), the adhesion becomesstrong, indicating good wetting and strong interface whichis clear from the matrix traces found stick to the surface offibers. The following mechanism in Fig. 2 was suggested byKazayawoko et al. [5].
Fig. 3 DSC melting curves of wood polymer composites
As well as described by other researchers [7–9] MAPP hasthe ability not only to wet and disperse the wood fiber effi-ciently into the polymer matrix, but also to form an adhesivebridge between maleic anhydride and OH groups of wood.
123
Author's personal copy
64 Arab J Sci Eng (2013) 38:59–68
3.2 Differential Scanning Calorimetry
The Fig. 3 above shows the DSC melting curves of purePP and wood/PP composite during heating. We know that tomelt, the polymer needs heat but wood is not a good heat con-ductor, the wood grain incorporated in the matrix polymer actas insulation and hinder the process of movement of heat con-duction. Thus delaying the merger phenomenon which variesin the same direction as wood content, so that the additionof wood has the effect of pushing the melting temperature.The most important effect of wood on the semi crystallinethermoplastics is its ability to act as a nucleating agent whichpromotes the crystallization of PP. It is clear that increasingthe content of crystallinity, the modulus of elasticity of PPincreases while the maximum flexibility is reduced. Matu-ana et al. [10] showed that the fusion time increased as theamount of wood flour in the composites increased. Similarly,the addition of wood flour into PVC resin caused a signifi-cant increase in the temperature and energy at which fusionbetween the primary particles started. The heat capacity ofdried wood at a processing temperature of 180 ◦C (1.86 J/g K)is greater than that of neat PVC (0.9 J/g K). Because of thehigher heat capacity of wood, the amount of energy neededto increase the temperature of the compound (frictional heat)would be much higher in the composite than in neat resin.Consequently, the delayed fusion time in rigid PVC/ wood-flour composites may be attributed to the poor thermal con-ductivity of wood, which decreases the transfer of heat andshear throughout the PVC grains. These phenomena are con-sistent with our results. Because of the high heat capacity ofwood, the amount of energy required to raise the temperatureof the enclosure (heat of friction) would be much higher withthe composite than with the pure polymer. The void’s pock-ets are also a hindrance to good thermal absorption of heatthrough the composite. The curves flatten with the rate ofwood and there is a reduction in the area at the peak’s point.The wood is a poor conductor, its mixture with the polymerleads to poor conduction of heat which slows the heatingof the composite and delaying the merger: the melting wasshifted to higher temperatures [10,11]. The area under thepeak is the enthalpy of the transition. The enthalpy of purePP at transition temperature was highest than those of com-posites with wood indicating lower crystallinity. It is reportedthat natural fibers can assist crystal formation by acting asnucleating agent [12]. The domains to melt combination ofwood and MAPP reinforce this process of nucleating agentwhich has the effect of further lowering the crystallizationphenomenon.
3.3 Water Uptake
Wood is a hygroscopic material and therefore its watercontent depends on temperature and relative humidity of
the surrounding environment. WPC contains wood; it willhave similar behavior as the timber in such conditions. Theabsorption and desorption of moisture in the WPC is accom-panied by changes in external volume and weight. The mate-rial shrinks or swells when the incorporated wood is driedor absorbs water; this lack of dimensional stability is amajor drawback of such materials. In this study, after thetest period, the samples were removed from the water, driedwith a cotton cloth, and reweighed. The water absorption andthickness of swelling increase with the wood content; how-ever, adding coupling agent reduces these properties signif-icantly. The composites of 45 wt% of polypropylene withthe 5 wt% MAPP can achieve adequate stability. The resultsof the present work clearly show that MAPP and wood canbe successfully used to produce stable and strong WPCs.Physical properties and dimensional stability of compositescan be improved by adding these coupling agents. Wood ishygroscopic and very susceptible to the effects of weather-ing including the humidity and the rain. Cellulose of woodcontains many hydroxyl groups (–OH) and readily interactwith water molecules by hydrogen bonding [13].
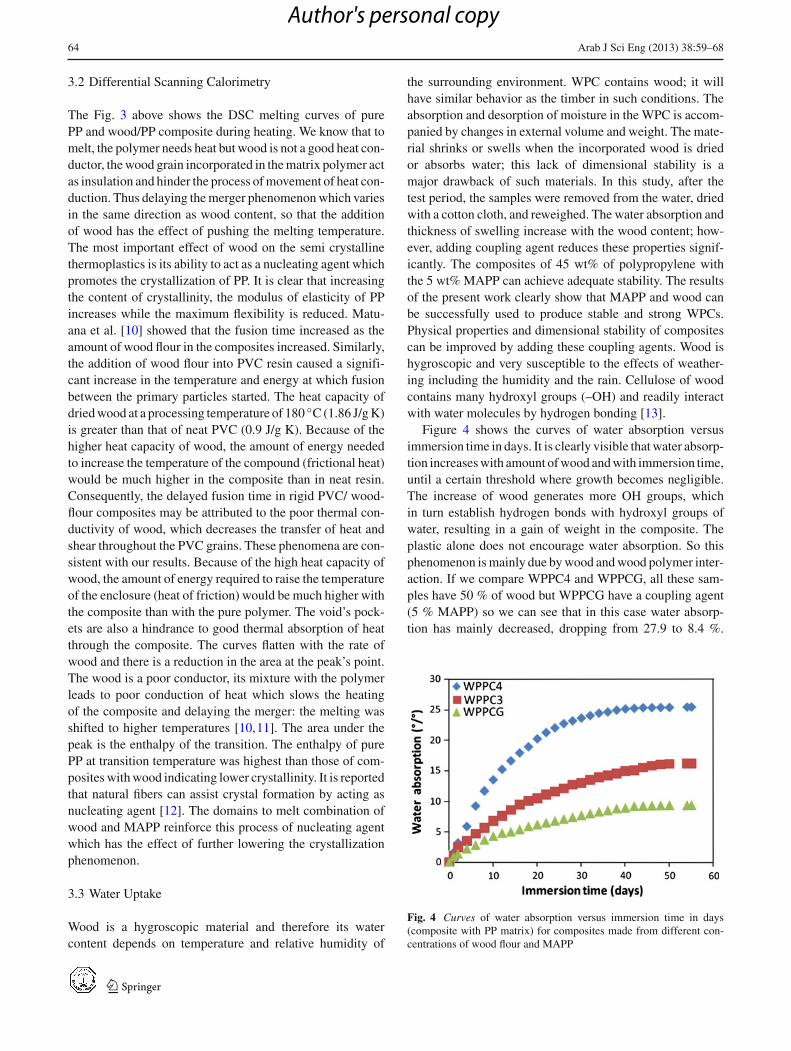
Figure 4 shows the curves of water absorption versusimmersion time in days. It is clearly visible that water absorp-tion increases with amount of wood and with immersion time,until a certain threshold where growth becomes negligible.The increase of wood generates more OH groups, whichin turn establish hydrogen bonds with hydroxyl groups ofwater, resulting in a gain of weight in the composite. Theplastic alone does not encourage water absorption. So thisphenomenon is mainly due by wood and wood polymer inter-action. If we compare WPPC4 and WPPCG, all these sam-ples have 50 % of wood but WPPCG have a coupling agent(5 % MAPP) so we can see that in this case water absorp-tion has mainly decreased, dropping from 27.9 to 8.4 %.
Fig. 4 Curves of water absorption versus immersion time in days(composite with PP matrix) for composites made from different con-centrations of wood flour and MAPP
123
Author's personal copy
Arab J Sci Eng (2013) 38:59–68 65
In our recent work [1], it was demonstrated from micro-graphs obtained by scanning electron microscopy (SEM)a better dispersion of wood in the WPPCG than in com-posites without MAPP. So, in these composites, more sur-face of wood is encapsulated by polymer which favors lesscontact of wood with distilled water and it generates lesswater uptake. In other words the gaps between the poly-mer matrix and the cell wall of the wood have been mini-mized, resulting in further reduction of water absorption. Inaddition, small amounts of MAPP, WPPCG allow for sig-nificantly reduced water-uptake, which leads to more dura-ble WPC products with increased dimensional stability andenhanced resistance to deterioration caused by moisture andwater uptake. Many studies have shown that with the cou-pling agent (MAPP), there is more compatibility and bet-ter adherence to the polymer matrix which covers morewood’s surface and reduces the direct contact wood-water.The addition of coupling agent increases the ester linkagesbetween the hydroxyl groups of wood flour and the anhy-dride part of MAPP [14]. Therefore, the amount of freeOH–in the wood cellulose is reduced because some of themare interacting with succinic anhydride, so this change gener-ates less water absorption, compared to the composite with-out MAPP. It is well known that increasing water uptake inthe composites reduces mechanical properties, dimensionalstability, and tends to biodegrading [15]. The low adhe-sion and a poor dispersion generate a water uptake and thisleads to weight gain in the sample. Adding coupling agentlike MAPP can contributes to reduce swelling and waterabsorption.
3.4 Hardness
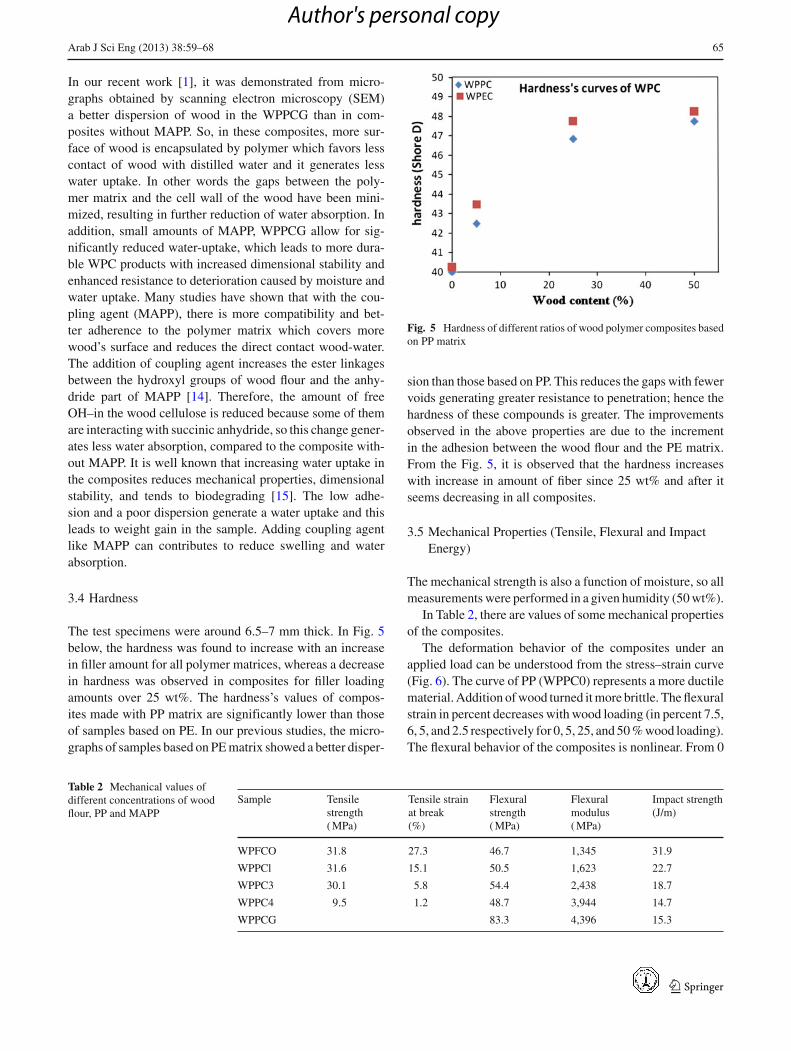
The test specimens were around 6.5–7 mm thick. In Fig. 5below, the hardness was found to increase with an increasein filler amount for all polymer matrices, whereas a decreasein hardness was observed in composites for filler loadingamounts over 25 wt%. The hardness’s values of compos-ites made with PP matrix are significantly lower than thoseof samples based on PE. In our previous studies, the micro-graphs of samples based on PE matrix showed a better disper-
Fig. 5 Hardness of different ratios of wood polymer composites basedon PP matrix
sion than those based on PP. This reduces the gaps with fewervoids generating greater resistance to penetration; hence thehardness of these compounds is greater. The improvementsobserved in the above properties are due to the incrementin the adhesion between the wood flour and the PE matrix.From the Fig. 5, it is observed that the hardness increaseswith increase in amount of fiber since 25 wt% and after itseems decreasing in all composites.
3.5 Mechanical Properties (Tensile, Flexural and ImpactEnergy)
The mechanical strength is also a function of moisture, so allmeasurements were performed in a given humidity (50 wt%).
In Table 2, there are values of some mechanical propertiesof the composites.
The deformation behavior of the composites under anapplied load can be understood from the stress–strain curve(Fig. 6). The curve of PP (WPPC0) represents a more ductilematerial. Addition of wood turned it more brittle. The flexuralstrain in percent decreases with wood loading (in percent 7.5,6, 5, and 2.5 respectively for 0, 5, 25, and 50 % wood loading).The flexural behavior of the composites is nonlinear. From 0
Table 2 Mechanical values ofdifferent concentrations of woodflour, PP and MAPP
Sample Tensilestrength( MPa)
Tensile strainat break(%)
Flexuralstrength( MPa)
Flexuralmodulus( MPa)
Impact strength(J/m)
WPFCO 31.8 27.3 46.7 1,345 31.9
WPPCl 31.6 15.1 50.5 1,623 22.7
WPPC3 30.1 5.8 54.4 2,438 18.7
WPPC4 9.5 1.2 48.7 3,944 14.7
WPPCG 83.3 4,396 15.3
123
Author's personal copy
66 Arab J Sci Eng (2013) 38:59–68
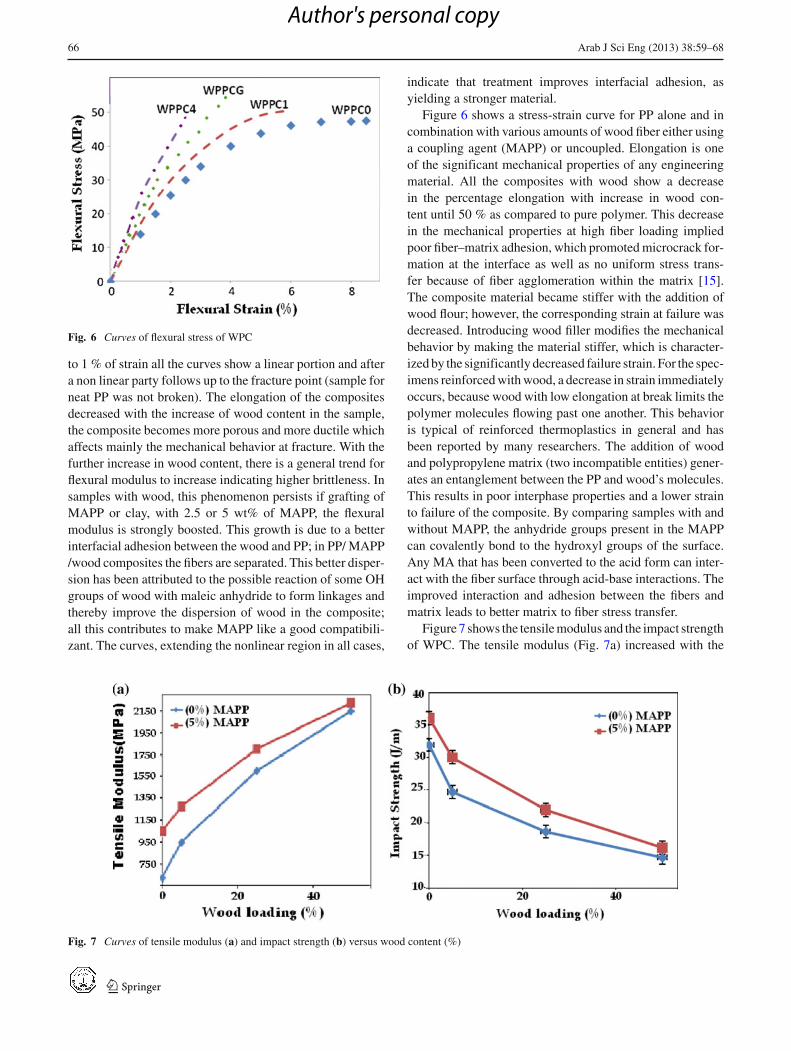
Fig. 6 Curves of flexural stress of WPC
to 1 % of strain all the curves show a linear portion and aftera non linear party follows up to the fracture point (sample forneat PP was not broken). The elongation of the compositesdecreased with the increase of wood content in the sample,the composite becomes more porous and more ductile whichaffects mainly the mechanical behavior at fracture. With thefurther increase in wood content, there is a general trend forflexural modulus to increase indicating higher brittleness. Insamples with wood, this phenomenon persists if grafting ofMAPP or clay, with 2.5 or 5 wt% of MAPP, the flexuralmodulus is strongly boosted. This growth is due to a betterinterfacial adhesion between the wood and PP; in PP/ MAPP/wood composites the fibers are separated. This better disper-sion has been attributed to the possible reaction of some OHgroups of wood with maleic anhydride to form linkages andthereby improve the dispersion of wood in the composite;all this contributes to make MAPP like a good compatibili-zant. The curves, extending the nonlinear region in all cases,
indicate that treatment improves interfacial adhesion, asyielding a stronger material.
Figure 6 shows a stress-strain curve for PP alone and incombination with various amounts of wood fiber either usinga coupling agent (MAPP) or uncoupled. Elongation is oneof the significant mechanical properties of any engineeringmaterial. All the composites with wood show a decreasein the percentage elongation with increase in wood con-tent until 50 % as compared to pure polymer. This decreasein the mechanical properties at high fiber loading impliedpoor fiber–matrix adhesion, which promoted microcrack for-mation at the interface as well as no uniform stress trans-fer because of fiber agglomeration within the matrix [15].The composite material became stiffer with the addition ofwood flour; however, the corresponding strain at failure wasdecreased. Introducing wood filler modifies the mechanicalbehavior by making the material stiffer, which is character-ized by the significantly decreased failure strain. For the spec-imens reinforced with wood, a decrease in strain immediatelyoccurs, because wood with low elongation at break limits thepolymer molecules flowing past one another. This behavioris typical of reinforced thermoplastics in general and hasbeen reported by many researchers. The addition of woodand polypropylene matrix (two incompatible entities) gener-ates an entanglement between the PP and wood’s molecules.This results in poor interphase properties and a lower strainto failure of the composite. By comparing samples with andwithout MAPP, the anhydride groups present in the MAPPcan covalently bond to the hydroxyl groups of the surface.Any MA that has been converted to the acid form can inter-act with the fiber surface through acid-base interactions. Theimproved interaction and adhesion between the fibers andmatrix leads to better matrix to fiber stress transfer.
Figure 7 shows the tensile modulus and the impact strengthof WPC. The tensile modulus (Fig. 7a) increased with the
Fig. 7 Curves of tensile modulus (a) and impact strength (b) versus wood content (%)
123
Author's personal copy

Arab J Sci Eng (2013) 38:59–68 67
wood content of composites both with and without compati-bilizers. Whereas, without coupling agent, the tensile modu-lus of the specimens varies between 713 and 2,160 MPa witha rate of wood ranging from 0 to 50 %, we can see that thereis a significant transfer of stress from the matrix to fibers andin proportion to the wood’s rate incorporated. The tensilemodulus of the composites with compatibilizer was supe-rior to that of the composites without compatibilizer. Someresearchers have noticed that a composite with poor interfacebonding tends to dissipate more energy than that with goodinterface bonding [16]. In our recent studies [1] it was demon-strated that increasing the wood means to increase crystallin-ity’s percent of composites during cooling. Crystallites havemuch higher moduli as compared to the amorphous regionsand can increase the modulus contribution of the polymermatrix to the composite modulus [17]. The impact energydecreased with increasing wood flour loading in the com-posites (Fig. 7b). The positive effect of the coupling agentreduces this phenomenon. Increasing the wood content in thecomposites led to an increased stress concentration becauseof the poor bonding between the wood flour and the polymer.Although crack propagation became difficult in the poly-meric matrix reinforced with filler.
4 Conclusion
Nowadays, several researchers have focused their innova-tion for manufacturing and characterizing wood polymercomposites. The material shrinks or swells when theincorporated wood is dried or absorbs water; this lack ofdimensional stability is a major drawback of such materi-als. The effects of the wood-flour and MAPP content on theinterfacial adhesion in the polymer matrix, the mechanicalproperties of the WPCs were studied. The micrographs ofsamples with MAPP show less gaps between the polymerand the cell wall. Furthermore, the polymer adhered to thesurface of the fibrous cellulose. It was then deduced that thecoupling agent had increased the adhesion of the polymer tothe cellulose fibers of the wood. In all the samples, increas-ing wood flour means make the composite more polar andhydrogen bonding is favored, so water absorption and thick-ness of swelling increase with wood content. But when usingcoupling agent like MAPP, water absorption and thickness ofswelling can be reduced significantly. The presence of woodin the composite generated imperfect adhesion between thecomponents of the composite; this increased the concentra-tion of stress and decreased the impact strength. Poor disper-sion was observed in the blends containing only wood flourand PP, but the addition of MAPP in the WPCs led to signifi-cant dispersion; this might have been due to the formation oflinkages between theOH groups of the wood flour and maleic
anhydride. Crystallization of the WPCs and composites withthe coupling agent MAPP began earlier compared to that ofpure PP. This suggested that the wood fiber and MAPP com-patibilizer acted as nucleation agents and were responsibleof the shift of melting toward higher temperatures. The ten-sile strength and strain of all of the composites decreasedas the percentage of wood flour increased, probably becauseof either the decrease in the amount of matrix material andthe increased irregularities in the matrix. The impact strengthof the composites also decreased with the addition of woodflour or other additives to the matrix. Another reason for thedecreased impact strength may have been the stiffening ofpolymer chains due to the bonding between the wood fibersand the matrix.
References
1. Ndiaye, D.; Fanton, E.; Therias, S.M.; Vidal, L.; Tidjani, A.;Gardette, J.L.: Durability of wood polymer composites: Part 1.Influence of wood on the photochemical properties. Comp. Sci.Tech. 68, 2779–2784 (2008)
2. Raj, R.G.; Kokta, B.V.; Daneault, C.: Polypropylene wood fibrecomposites: effects of fibres treatment on mechanical properties.Int. J. Polym. Mater. 12, 239–250 (1989)
3. Pilarski, J.M.; Matuana, L.M.: Durability of wood-flour plasticcomposites exposed to accelerated freeze-thaw cycling part I: rigidPVC matrix. J. Vinyl. Add. Tech. 11, 1–8 (2005)
4. Morrell, J.J.; Stark, N.M.; Pendleton, D.E.; Mc Donald, Arman-do G.: Durability of wood-plastic composites. Wood Des. Focus16(3), 7–10 (2006)
5. Kazayawoko, M.; Balatinecz, J.J.; Matuana, L.M.: Surface modifi-cation and adhesion mechanisms in woodfiber-polypropylene com-posites. J. Mater. Sci. 34, 6189–6199 (1999)
6. Woodhams, R.T.; Thomas, G.; Rodgers, D.K.: Wood fibers as rein-forcing fillers for polyolefins. Polym. Eng. Sci. 24, 1166–1171(1984)
7. English, B.: Wood Fiber-Reinforced Plastics in Construction. Pro-ceedings of Forest Product. No.7286, 79, Madison, Wisconsin(1996)
8. Balasuriya, P.W.; Ye, L.; Mai, Y.W.; Wu, J.: Mechanical propertiesof wood flake-polyethylene composites. II. Interface modification.J. Appl. Polym. Sci. 83(12), 2505–2521 (2002)
9. Giannelis, E.P.; Krishnaoorti, R.; Manias, E.: Science polymersi-licate nanocomposites: Model system for confined polymers andpolymer brushes. Adv. Polym. Sci. 138, 107–147 (1999)
10. Matuana, L.M.; Kim, J.W.: Fusion characteristics of wood-flourfilled rigid PVC by torque rheometry. J. Vinyl. Add. Tech. 13(1),7–13 (2007)
11. Sanadi, A.R., Caulfield, D.F.: Transcrystalline interphases inkenaf-PP composites. Compos. Interfaces 7(1), 31–43 (2000)
12. Kondo, T.: Hydrogen bonds in regioselectively substituted cellu-lose derivatives. J. Polym. Sci. Part B: Polym. Phys. 32, 1229–1236(1994)
13. Matuana, L.M.; Balatinecz, J.J.; Sodhi, R.N.S.; Park, C.B.: Surfacecharacterization of esterified cellulosic fibers by XPS and FTIRspectroscopy. Wood Sci. Technol. 35(3), 191–201 (2001)
14. Lin, Q.; Zhou, X.; Dai, G.: Effect of hydrothermal environment onmoisture absorption and mechanical properties of wood flour–filledpolypropylene composites. J. Appl. Polym. Sci. 85, 2824–2832(2002)
123
Author's personal copy

68 Arab J Sci Eng (2013) 38:59–68
15. Chua, P.S.: Dynamic analysis studies of interphase. Polym. Com-pos. 8, 308–321 (1987)
16. Sanadi, A.R.; Caulfield, D.F.; Jacobson, R.E.: Paper and Com-posites from Agro-based Resources. CRC Lewis Publishers: BocaRaton, FL, pp. 12377–12402 (1997)
17. Nunez, A.J.; Kenny, J.M.; Reboredo, M.M.; Aranguren, M.I.;Marcovich, N.E.: Thermal and dynamic mechanical characteriza-tion of polypropylene-woodflour composites. Polym. Eng. Sci. 42,733–742 (2002)
123
Author's personal copy




















