MANTENIMIENTO DE SUPERFICIE DE EMBARCACION
89
UNIVERSIDAD PRIVADA SAN PEDRO Curso: Procesos de Manufactura de Materiales Profesor: Ing. Hugo Jhony Llenque Tume Tema: Protección de Estructuras Metálicas Alumnos: Villanueva Príncipe Eduardo Santiago Valuis Wilson Ciclo: VI
Transcript of MANTENIMIENTO DE SUPERFICIE DE EMBARCACION
UNIVERSIDAD PRIVADA SAN PEDRO
Curso:
Procesos de Manufactura de Materiales
Profesor:
Ing. Hugo Jhony Llenque Tume
Tema:
Protección de Estructuras Metálicas
Alumnos:
Villanueva Príncipe Eduardo
Santiago Valuis Wilson
Ciclo:VI

Chimbote-2014
ÍNDICE
ÍNDICE...............................................................1
INTRODUCCIÓN.........................................................3
A. CORROSIÓN...................................................4
1. ¿QUÉ ES LA CORROSIÓN?................................................................................................5
2. PROCESOS DE LA CORROSIÓN:.......................................................................................5 Electrolito:................................................5 Ánodo y Cátodo:.............................................6 Medio conductor:............................................6 Serie galvánica.............................................7
3. TIPOS DE CORROSIÓN:....................................................................................................93.1 UNIFORME:..................................................103.2 LOCALIZADA:................................................10
3.2.1 Macroscópica:...............................................103.2.1 Microscópica:...............................................13
B. PREPARACIÓN DE SUPERFICIE..................................15
1. PERFIL DE SUPERFICIE:...................................................................................................16
2. NORMAS DE PREPARACIÓN DE SUPERFICIES:..............................................................192.1 LIMPIEZA CON SOLVENTES SSPC – SP1:.........................192.2 LIMPIEZA CON HERRAMIENTAS DE MANO SSPC-SP2:................192.3 LIMPIEZA CON HERRAMIENTAS ELÉCTRICAS O NEUMÁTICAS SSPC-SP3: 202.4 LIMPIEZA CON FLAMA SSPC-SP-4:..............................212.5 LIMPIEZA CON CHORRO A METAL BLANCO SSPC-SP5:...............212.6 PREPARACIÓN DE SUPERFICIES METÁLICAS LIMPIEZA CON CHORRO
GRADO COMERCIAL SSPC-SP6:..................................222.7 PREPARACION DE SUPERFICIES METALICAS LIMPIEZA POR ARENADO
SUAVE SSPC-SP7:............................................222.8 PICKLING SSPC-SP8:.........................................232.9 LIMPIEZA CON LIMPIEZA POR AGENTES ATMOSFÉRICOS SSPC-SP9:. . .23
Página 1
2.10 LIMPIEZA CON CHORRO GRADO CASI BLANCO SSPC-SP10:...........242.11 LIMPIEZA CON CHORRO GRADO CASI BLANCO SSPC-SP11:...........252.12 Limpieza con chorro de agua a presión elevada (Water
Jetting) SSPC-SP12:........................................26
C. RECUBRIMIENTO..............................................27
1. COMPONENTES:.............................................................................................................28 Resinas:...................................................28 Disolventes:...............................................28 Pigmentos y Cargas:........................................28 Aditivos:..................................................29
2. PROCESOS DE CURADO:.................................................................................................292.1 Por oxidación en el aire:..................................292.2 Evaporación del solvente:..................................292.3 Por reacción química:......................................292.4 Curado de calor:...........................................30
3. MECANISMO DE PROTECCIÓN:.....................................................................................30
4. SISTEMA DE PINTURAS:..................................................................................................31
5. TIPOS DE RECUBRIMIENTO:...........................................................................................325.1 Pinturas Alquídicas o Convencionales:......................325.2 Pinturas epóxicas:.........................................33
a. Epoxi – Animas:...............................................33b. Epoxica – Poliamida:.......................................33c. Epoxi – Coaltar:...........................................33d. Epoxi – Fenólico o Novalacas:..............................34e. Epoxi – Ester:.............................................34f. Epoxi – Fenalkaminas:......................................34
5.3 Pinturas a Base de Uretano:................................355.4 Pinturas de Caucho Clorado:................................355.5 Pinturas Vinílicas:........................................365.6 Pinturas ricas en Zinc (Zinc Rich).........................36
6. ESTIMACIÓN DE RENDIMIENTOS, CONSUMOS, EPS, EPH:..........................................36
7. SISTEMAS DE PROTECCIÓN EN CASCOS DE EMBARCACIONES:...................................40
D. ASEGURAMIENTO DE LA CALIDAD................................42
1. DEFINICIONES EN LA NORMA SSPC – PA 2:..................................................................43
2. CALIBRACIÓN Y VERIFICACIÓN DE LA PRECISIÓN:.......................................................45
3. VERIFICACIÓN DE LA PRECISIÓN DEL MEDIDOR DEL TIPO 1:.....................................45
4. VERIFICACIÓN DE LA PRECISIÓN DEL MEDIDOR TIPO 2:.............................................46
5. DETECCIÓN DE DISCONTINUIDAD DE PELÍCULA SECA (HOLIDAY DETECTOR):.........48
Página 2

¿Qué es un Holiday Detector?.....................................49 ¿Qué es un Pinhole?............................................49 Detección de discontinuidad:......................................50 Detección de Discontinuidades....................................50
6. EVALUACIÓN DE ADHERENCIA EN RECUBRIMIENTOS MÉTODOS Y EQUIPOS............516.1 Métodos de evaluación y sus equipos:...............................526.1.1 Evaluación de adherencia por el método de la cinta:......536.1.2 Evaluación de la adherencia mediante cuchilla:...........566.1.3 Medición de Adherencia por Tracción (Pull-off):.........58
E. CONCLUSIONES...............................................66
Página 3
INTRODUCCIÓN
El proceso de corrosión es uno de losfactores importantes en el tema demantenimiento en la industria, por lo que seha visto tener un procedimiento acorde a lasnormas técnicas internacionales enpreparación de superficie, en la cual se veel grado a preparar la superficie preformany durabilidad en el tiempo.
La base de todo recubrimiento deestructuras, está basado en una adecuadapreparación de superficie, tener una buenapreparación de superficie (arenado,granallado, escoriado, etc.) nos brindara notener defecto de recubrimiento y por endefallas de recubrimiento.
La elección de un recubrimiento adecuado deacuerdo al sistema de trabajo de laestructura nos brindara durabilidad en eltiempo.
Al termino del proceso de recubrimiento esimportante e indispensable el tema de
Página 4
control de calidad, que nos garantizará laefectividad del trabajo, realizar medicionesconstantes en cada etapa nos daráinformación para poder controlar y tomardecisiones correctas en el proceso.
Página 5
A.CORROSIÓN
Página 6

1.¿QUÉ ES LA CORROSIÓN?
En términos sencillos, la corrosión puede definirsecomo la destrucción o deterioro de un material debido auna reacción química o electroquímica con el medioambiente. Este es un proceso completamente natural enel cual un metal es convertido a su estado original.
Por ejemplo, en la naturaleza el hierro existe en elestado oxidado de mineral de hierro, el estado metálicoes creado por el hombre forzando grandes cantidades deenergía en forma de calor dentro del mineral, pero lasleyes de la naturaleza también exigen que el hierro ala larga deba regresar a su estado natural primitivo yestable.
Por supuesto metales diferentes se corroen avelocidades diferentes y los diferentes tipos deambiente influyen en este proceso
2.PROCESOS DE LA CORROSIÓN:
Página 7
Ilustración 2. Corrosión metálica de una plancha
inoxidable
Ilustración 1. Corrosión en una
embarcación

La corrosión requiere 4 elementos para podergenerarse. Electrolito, ánodo, cátodo y un conductormetálico capaz de conducir el flujo de electrones.
Electrolito:Es cualquier medio capaz de conducir corrienteeléctrica, el grado de conductividad estádeterminado por el número de partículas presentecargadas eléctricamente y son llamados iones.
Por ejemplo el agua salada está altamente ionizadaporque contiene muchos iones de cargas eléctricasopuestas, esto la hace también altamente corrosiva. Sinembargo el agua común contiene iones hidrogenopositivos y iones hidroxilo negativos en parte casiiguales debido a que estos se combinan para formarátomos neutros, el agua común esta menos ionizada y esmenos corrosiva que el agua salada.
Ánodo y Cátodo: Dos zonas de metal de diferente potencial ovoltaje, esta diferencia de potencial es la quecrea el flujo de electricidad entre ellas. Estasdos zonas en conjunto, conocidas como electrodospueden ser dos piezas de metal separados o dospuntos diferentes en la misma pieza de metal, encualquier caso es importante recordar que ladegradación siempre ocurrirá sobre el ánodo.
Medio conductor: Se requiere de un cable u otro medio conductorpara cerrar el circuito y así permitir el flujo deelectrones, es decir partículas de carga negativase retiran del ánodo (carga negativa) hacia elcátodo de carga positiva.
Página 8

Para ilustrar esta acción electroquímica, al sumergiren agua una placa de hierro y cobre, el hierro es elánodo y el cobre es el cátodo. Debido a que las leyesde la naturaleza dictan que los polos opuestos seatraen, los electrones de carga negativa en el ánodoson atraídos hacia el cátodo de carga positiva a travésdel conductor metálico, esto deja iones de hierro decarga positiva libres sobre la superficie del ánodo,estos iones de hierro positivos llamados iones ferrosospueden combinarse con los iones hidroxilo de carganegativa que se encuentran en el electrolito de aguacomún , la combinación de estos iones con el oxígenolibre en el agua da como resultado la formación dehidróxido férrico Fe(OH) sobre el ánodo. El hidróxidoférrico es una forma común de óxido.
Al mismo tiempo los electrones de carga negativa quehan llegado al cátodo son atraídos por los ioneshidrógenos positivos sobre la superficie del cátodo,aquí los electrones ingresan a la solución y secombinan con los iones de Hidrógeno para formarmoléculas de gas de Hidrógeno neutras.
Si este proceso continuara el hidrogeno con el tiempocrearía una película sobre la superficie del cátodoneutralizando su capacidad de asimilar electronesadicionales. Cuando se detiene el flujo de electrones,también se detiene el flujo de iones ferrosos porqueestos procesos son concurrentes, no puede ocurririndependientemente uno del otro. Cuando esto sucede sedice que la celda de corrosión esta polarizada, ladiferencia de potencial entre el ánodo y el cátodo hasido reducida y la corrosión se ha detenidoeficazmente.
Página 9

Sin embargo existe un elemento más, que siempre rompeeste equilibrio, este elemento es el oxígeno. Cuandohay oxígeno presente ocurren varias efectos, en elcátodo los átomos de hidrogeno pueden reaccionar con eloxígeno para formar agua, a medida que se dispersan elcátodo pierde su película protectora de hidrogeno ypermanece activo, en otras palabras debido a que elcátodo continua asimilando electrones, el proceso decorrosión se mantiene en este caso el oxígeno adespolarizado la celda de corrosión.
Además de la presencia de oxigeno existen muchos otrosfactores que afectan la velocidad de corrosión. Porejemplo mientras más grande sea la diferencia depotencial o voltaje entre el ánodo y el cátodo mayorserá la acción corrosiva.
Serie galvánica
Cuando dos tipos de metal están en contacto la relacióncatódica anódica está determinada por sus posiciones enla serie galvánica de metales. Esta lista estándar demetales comunes esta ordenada de acuerdo a la tendenciarelativa de los metales a corroerse galvánicamente.
En la definición de la serie galvánica, mientras másalto sea la posición del metal en la lista, este secorroe más rápidamente, se considera entonces que esmás anódico o activo. Mientras más baja sea su posición
Página 10

en la lista, el metal será más resistente a lacorrosión, se dice entonces que es más catódico opasivo.
Página 11

Tabla 1. Serie galvánica de agua de mar a 24
Puesto que está más alto en la serie, se dice que elhierro es anódico en relación al cobre, por lo tanto sise acopla hierro con cobre será el hierro el que secorroa. No obstante si se acopla hierro con zinc, el
Página 12
Material PotencialZinc -1.03Aluminio -0.79Acero modelado -0.61Acero al carbono -0.61Ac. Inoxidable AISI 430 (activo)
-0.57
Ac. Inoxidable AISI 304 (activo)
-0.53
Ac. Inoxidable AISI 410 (activo)
-0.52
Cobre -0.36Aleación de cobre -0.32Bronce G -0.31Aleación de Cobre (90Cu-10Ni)
-0.28
Aleación de Cobre (70Cu-30Ni)
-0.25
Ac. Inoxidable AISI 430 (pasivo)
-0.22
Bronce M -0.23Niquel -0.20Ac. Inoxidable AISI 316 (activo)
-0.18
Ac. Inoxidable AISI 410 (pasivo)
-0.15
Plata -0.13Titanio -0.10Aleación Monel 400 -0.08Ac. Inoxidable AISI 304 (pasivo)
-0.08
Ac. Inoxidable AISI 316 (pasivo)
-0.05
Platino +0.15
hierro se comporta como el cátodo y se corroerá el zincporque en esta relación el zinc es el más anódico delos dos metales.
En otras palabras cualquier metal puede comportarsecomo ánodo o como cátodo, dependiendo del metal con elque este acoplado. A la inversa mientras más cercaestén dos metales en la serie galvánica más lenta serála velocidad de corrosión es decir la diferencia en supotencial disminuye y la velocidad de corrosióndisminuirá en proporción.
3.TIPOS DE CORROSIÓN:
La corrosión ocurre en muchas y muy variadas formas,pero su clasificación generalmente se basa en uno delos tres siguientes factores:
Naturaleza de la sustancia corrosiva. La corrosión puedeser clasificada como húmeda o seca, para la primera serequiere un líquido o humedad mientras que para lasegunda, las reacciones se desarrollan con gases aalta temperatura.
Mecanismo de corrosión. Este comprende lasreacciones electroquímicas o bien, las reaccionesquímicas.
Apariencia del metal corroído. La corrosión puede seruniforme y entonces el metal se corroe a la mismavelocidad en toda su superficie, o bien, puede serlocalizada, en cuyo caso solamente resultan afectadasáreas pequeñas.
Página 13

La clasificación de la corrosión es:
3.1 UNIFORME:El ataque uniforme sobre grandes áreas de unasuperficie metálica es la forma más común de lacorrosión y puede ser húmeda o seca,electroquímica o química, siendo necesarioseleccionar los materiales de construcción y losmétodos de protección como pintura, paracontrolarla.
Página 14
Ilustración 3.Diagra de la Clasificación de la Corrosión
Ilustración 4. Corrosión Uniforme

3.2 LOCALIZADA:
3.2.1 Macroscópica:
G alvánic a: La corrosión galvánica se presenta, cuandodos metales diferentes en contacto oconectados por medio de un conductoreléctrico, son expuestos a una soluciónconductora. En este caso, existe unadiferencia en potencial eléctrico entrelos metales diferentes y sirve como fuerzadirectriz para el paso de la corrienteeléctrica a través del agente corrosivo,de tal forma que el flujo de corrientecorroe uno de los metales del par formado.El metal que se corroe recibe el nombre demetal activo, mientras que el que no sufredaño se le denomina metal más noble.
Picadura: La corrosión por picadura se presenta porla formación de orificios en una
Página 15
Ilustración 5. Corrosión Galvánica
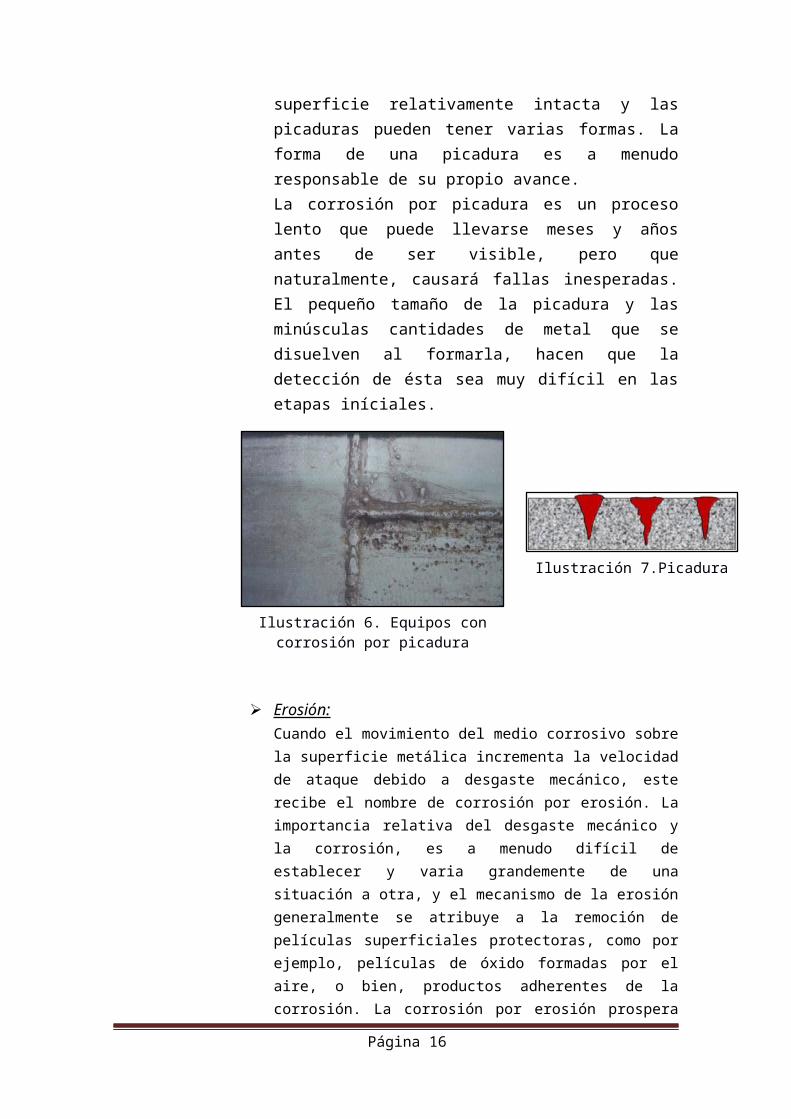
Ilustración 7.Picadura
superficie relativamente intacta y laspicaduras pueden tener varias formas. Laforma de una picadura es a menudoresponsable de su propio avance.La corrosión por picadura es un procesolento que puede llevarse meses y añosantes de ser visible, pero quenaturalmente, causará fallas inesperadas.El pequeño tamaño de la picadura y lasminúsculas cantidades de metal que sedisuelven al formarla, hacen que ladetección de ésta sea muy difícil en lasetapas iníciales.
Erosión: Cuando el movimiento del medio corrosivo sobrela superficie metálica incrementa la velocidadde ataque debido a desgaste mecánico, esterecibe el nombre de corrosión por erosión. Laimportancia relativa del desgaste mecánico yla corrosión, es a menudo difícil deestablecer y varia grandemente de unasituación a otra, y el mecanismo de la erosióngeneralmente se atribuye a la remoción depelículas superficiales protectoras, como porejemplo, películas de óxido formadas por elaire, o bien, productos adherentes de lacorrosión. La corrosión por erosión prospera
Página 16
Ilustración 6. Equipos con corrosión por picadura
en condiciones de alta velocidad, turbulencia,choque, etc., y frecuentemente se observa enimpulsores de bombas, agitadores y en codos ycambios de dirección de tuberías. Los líquidoscon suspensión conteniendo partículas sólidasduras pueden igualmente causar este tipo deproblema.
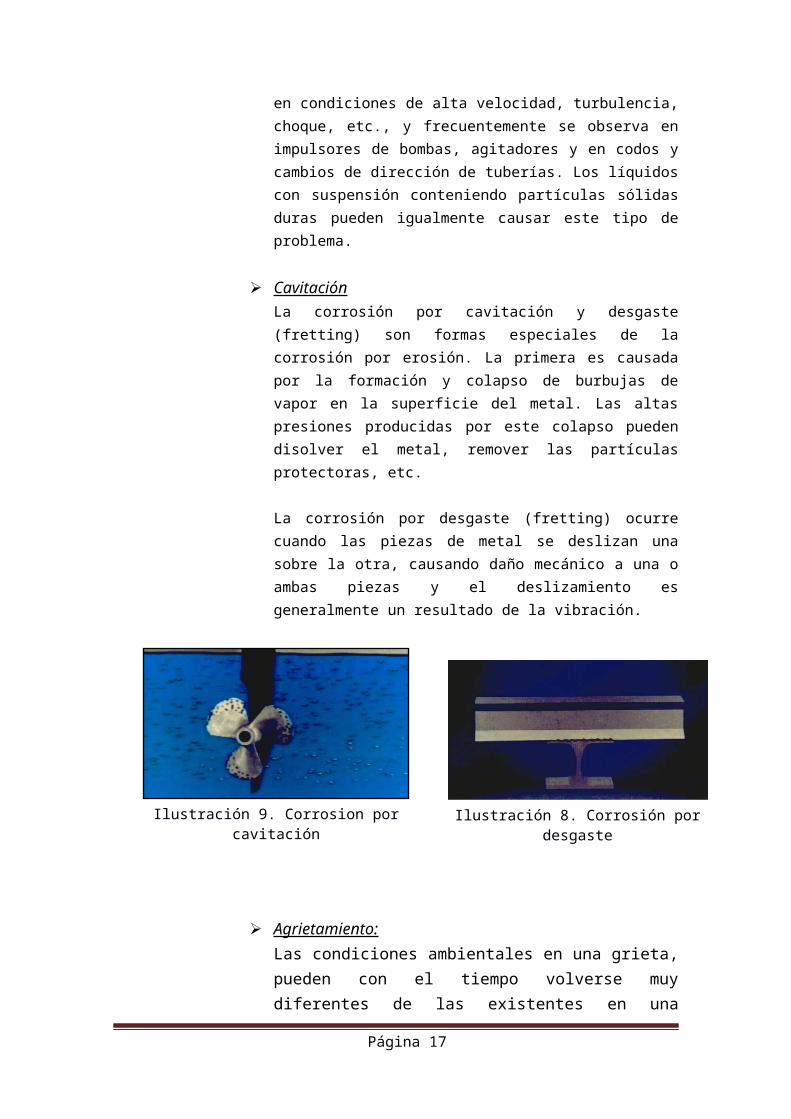
Cavitación La corrosión por cavitación y desgaste(fretting) son formas especiales de lacorrosión por erosión. La primera es causadapor la formación y colapso de burbujas devapor en la superficie del metal. Las altaspresiones producidas por este colapso puedendisolver el metal, remover las partículasprotectoras, etc.
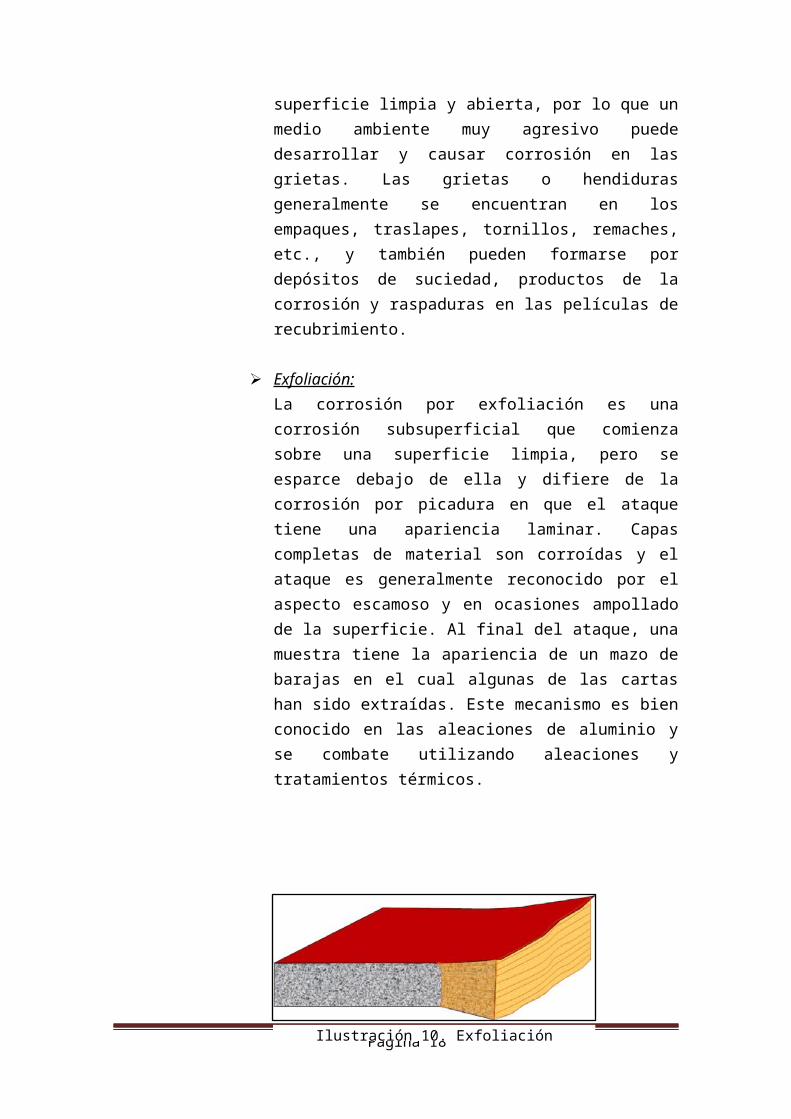
La corrosión por desgaste (fretting) ocurrecuando las piezas de metal se deslizan unasobre la otra, causando daño mecánico a una oambas piezas y el deslizamiento esgeneralmente un resultado de la vibración.
Agrietamiento: Las condiciones ambientales en una grieta,pueden con el tiempo volverse muydiferentes de las existentes en una
Página 17
Ilustración 9. Corrosion por cavitación
Ilustración 8. Corrosión por desgaste
superficie limpia y abierta, por lo que unmedio ambiente muy agresivo puededesarrollar y causar corrosión en lasgrietas. Las grietas o hendidurasgeneralmente se encuentran en losempaques, traslapes, tornillos, remaches,etc., y también pueden formarse pordepósitos de suciedad, productos de lacorrosión y raspaduras en las películas derecubrimiento.
Exfoliación: La corrosión por exfoliación es unacorrosión subsuperficial que comienzasobre una superficie limpia, pero seesparce debajo de ella y difiere de lacorrosión por picadura en que el ataquetiene una apariencia laminar. Capascompletas de material son corroídas y elataque es generalmente reconocido por elaspecto escamoso y en ocasiones ampolladode la superficie. Al final del ataque, unamuestra tiene la apariencia de un mazo debarajas en el cual algunas de las cartashan sido extraídas. Este mecanismo es bienconocido en las aleaciones de aluminio yse combate utilizando aleaciones ytratamientos térmicos.
Página 18Ilustración 10. Exfoliación

Ataque selectivo: La corrosión por disolución selectiva seproduce al efectuarse la remoción de unode los elementos de una aleación siendo elejemplo más común la eliminación del zincen aleaciones de cobre-zinc, conocido conel nombre de dezincificación. Estefenómeno corrosivo produce un metal porosoque tiene propiedades mecánicas muy pobresy obviamente el remedio a este caso es elempleo de aleaciones que no seansusceptibles a este proceso.
3.2.1 Microscópica:
Bajo fatiga: La corrosión por fatiga, es una formaespecial del tipo de corrosión de fracturapor tensión y se presenta en ausencia demedios corrosivos, debido a esfuerzoscíclicos repetidos. Estas fallas son muycomunes en estructuras sometidas avibración continua. La corrosión porfatiga, se incrementa naturalmente con lapresencia de un medio agresivo, de talforma que el esfuerzo necesario paraproducir la corrosión por fatiga, sereduce en algunas ocasiones hasta la mitaddel necesario, para producir la falla enaire seco.
Página 19
Ilustración 11. Corrosión bajo fatiga

Bajo tensión: La acción conjunta de un esfuerzo detensión y un medio ambiente corrosivo,dará como resultado en algunos casos, lafractura de una aleación metálica. Lamayoría de las aleaciones son susceptiblesa este ataque, pero afortunadamente elnúmero de combinaciones aleación –corrosivo que causan este problema, sonrelativamente pocas. Sin embargo, hasta lafecha, este es uno de los problemasmetalúrgicos más serios. Los esfuerzos quecausan las fracturas provienen de trabajosen frío, soldadura, tratamiento térmicos,o bien, pueden ser aplicados en formaexterna durante la operación del equipo. Las fracturas pueden seguir caminos Íntercristalinos o transcristalinos que amenudo presentan una tendencia a laramificación.
Página 20
Ilustración 11. Corrosión bajo fatiga
Ilustración 12. Fractura bajo tensión

Corrosión intergranular o intercristalina: Es un tipo de ataque localizada en losbordes de grano de un material metálico,causando pérdida de resistencia mecánica yde ductilidad. A menudo el ataque sepropaga rápidamente, penetrandoprofundamente en el metal y algunas vecescausa fallas catastróficas. A diferenciadel agrietamiento por corrosión bajotensión, este tipo de corrosión norequiere que el metal esté sometido atensiones.
Página 21
Ilustración 13. Corrosión
Intergranular

B.PREPARACIÓN DESUPERFICIE
Para poder realizar una buena preparación de la superficiese tiene que ver “Perfil de la Superficie”.
1.PERFIL DE SUPERFICIE:
El chorro de arena abrasivo no sólo elimina el óxido yla contaminación superficial visible, sino que tambiéncrea una rugosidad superficial idónea para laadherencia.
Página 22

Esta rugosidad superficial se conoce como perfil de lasuperficie. El perfil de la superficie es fundamentalpara el resultado del revestimiento, ya que mejora laadherencia aumentando la superficie de contacto yproporcionando un excelente anclaje. Los perfiles de la superficie variarán dependiendo deltipo y del tamaño de las partículas abrasivas, así comode la técnica utilizada.Es muy importante conseguir la profundidad correcta delperfil y el espesor correcto de la capa de producto. Poreso la importancia de un perfil de superficie correcto.
Esta se mide se mide en micras:
Página 23
Ilustración 15. El perfil de superficie es incorrecto y proporciona un anclaje deficiente que provocará fallos de adherencia
Ilustración 14. El perfil de superficie proporciona un anclaje excelente, lo que hace que la adherencia del recubrimiento sea máxima.
Ilustración 16. Recubrimiento insuficiente. Los picos de la superficie pueden quedar expuestos al óxido y la contaminación

Sus unidades son equivalentes:
Medición del perfil de anclaje, se puede evaluar mediantediversos métodos y son:
Comparador y cupones: permite determinar elperfil superficial por comparación, algunos sistemasde comparadores incluyen discos de referencia y lupaspara la comparación visual.
Página 24
Ilustración 17. La medida del perfil
Ilustración 18. Unidades
Ilustración 19. Comparadores y cupones

Cintas de réplica: puede usarse para medir elperfil de anclaje; un pequeño cuadro de espumacomprimible se empuja contra la superficie y la“replica” resultante se mide para obtener el perfil.
Micrómetro de profundidad: Profilómetro Analógica: La base del instrumentodescansa sobre los picos, la punta tensada conresortes se proyecta hacia los valles. ASTM D 4417.
Profilómetro Digital: Almacena lecturas en lamemoria del equipo, analiza estadísticamente losgrupos de lectura, precisión de 5 µm (0.20 mils) ± 5%,calibración de acuerdo a ASTM D 4417.
Página 25
Ilustración 20. Se coloca el cuadro y de allí se obtiene la réplica para la medición
Ilustración 21. Micrómetro Analógico

Más del 90% del desempeño de un recubrimiento depende únicay exclusivamente de la buena y correcta preparación de lasuperficie.
2.NORMAS DE PREPARACIÓN DE SUPERFICIES:
2.1 LIMPIEZA CON SOLVENTES SSPC – SP1:
Es llama limpieza con solvente. Sin embargo estábasado en la utilización de productos tales como:vapor de agua, soluciones alcalinas, emulsionesjabonosas, detergentes y solventes orgánicos.Mediante este método son removidos la mayoría delas contaminantes como: grasa, aceite, polvo ysales solublesen el agente
limpiador. La solución limpiadora es aplicadasuavemente o mediante equipo de presión, seguido
Página 26
Ilustración 23. Limpieza con solventes
Ilustración 22. Medidor Digital

de un lavado con agua neutral y secado con equipode vacío o simplemente utilizando aire seco.
2.2 LIMPIEZA CON HERRAMIENTAS DE MANO SSPC-SP2:
La limpieza manual es un método para prepararsuperficies metálicas para pintarlas, removiendola cascarilla de laminado, la herrumbre y lapintura suelta con cepillo manual, lijado manual,raspado manual u mediante otras herramientas deimpacto o bien por combinación de estos métodos.
Página 27
Ilustración 24. Limpieza con herramientas de mano

Ilustración 25. Herramientas eléctricas o neumáticas
2.3 LIMPIEZA CON HERRAMIENTAS ELÉCTRICAS O NEUMÁTICAS SSPC-SP3:
La limpieza mecánica, es un método que utilizaherramienta eléctrica o neumática, para eliminarimpurezas tales como: residuos de soldadura,oxidación, pintura envejecida y otros incrustantesque pueden ser removidos con estas herramientas. Através de este método, generalmente no es posibledesprender completamente todas las instrucciones.Los bordes de pintura envejecida, deben serdesvanecidos, para mejorar la apariencia repintadaque se haga posterior a la limpieza.
2.4 LIMPIEZA CON FLAMA SSPC-SP-4: Página 28

Limpieza con flama. Este método consiste en pasarlas superficies metálicas, altas temperaturas aalta velocidad.Generalmente se usa flama de acetileno. Una vezaplicada la flama a la superficie, ésta debelimpiarse con cepillo de alambre para eliminar laescama floja y el óxido. La pintura primariadeberá aplicarse antes que la superficie estecompletamente fría.
2.5 LIMPIEZA CON CHORRO A METAL BLANCO SSPC- SP5:
Limpieza con chorro de Abrasivo Grado MetalBlanco. Este tipo de limpieza, utiliza algún tipode abrasivo a presión para limpiar la superficie,a través de este método, se elimina toda la escamade laminación, oxido, pintura y cualquier materialincrustante.
Página 29
Ilustración 26. Limpieza con flama

Una superficie tratada con este método, presentaun informe color gris claro, ligeramente rugoso,que proporciona un excelente anclaje a losrecubrimientos. La pintura primaria debe seraplicada antes de que el medio ambiente a lasuperficie preparada.
2.6 PREPARACIÓN DE SUPERFICIES METÁLICAS LIMPIEZA CON CHORRO GRADO COMERCIAL SSPC-SP6:
Limpieza con chorro de Abrasivo Grado Comercial.Procedimiento para preparar superficies metálicas,mediante abrasivos a presión, a través del cual eseliminado todo el óxido, escama de laminación,pintura y materiales extraños.Es permitido que pintura en buen estado eincrustaciones permanezcan adheridas aun despuésde la preparación de la superficie, siempre y
Página 30
Ilustración 27. Con chorro a metal
blanco

cuando estas no rebasen la tercera parte de cadasuperficie.
2.7 PREPARACIÓN DE SUPERFICIES METÁLICAS LIMPIEZA POR ARENADO SUAVE SSPC-SP7:
Limpieza con chorro de Abrasivo Grado Ráfaga. Estetipo de limpieza, utilizan algún abrasivo apresión para preparar superficies metálicas quetengan una cantidad mínima de escoria, pintura,oxidación y otros contaminantes, se conocegeneralmente como “ráfaga” y consiste en unalimpieza muy superficial que permite que algunasincrustantes y pintura no sean eliminadas delsustrato.
Página 31
Ilustración 28. Superficie SSPC-SP6
Ilustración 29. La imagen de la derecha esta corroído y el de la izquierda se la superficie
aplicada al SSPC-SP7

2.8 PICKLING SSPC-SP8:
Limpieza Química. Método para limpieza de metales,mediante reacción química, electrolisis o pormedio de ambos. A través de una reacción químicacon algún producto específico, superficiesmetálicas son liberadas de escamas, óxidos,pintura y materiales extraños, posteriormente lareacción es neutralizada con alguna otra solucióny secada con aire o vació.
2.9 LIMPIEZA CON LIMPIEZA POR AGENTES ATMOSFÉRICOS SSPC-SP9:
Limpieza por agentes atmosféricos. Consiste en laremoción de pintura, escamas de laminación uoxido, por medio de la acción de agentesatmosféricos, seguido de alguno de los métodos delimpieza mencionados anteriormente. La alteracióndebida a agentes atmosféricas, usualmente noconstituye un método efectivo en la preparación desuperficies, por lo que debe ir siempre acompañadode alguno de los métodos sugeridos en estedocumento, ya sean con herramientas mecánicas omediantes la aplicación de chorro de abrasivo.
Página 32

2.10 LIMPIEZA CON CHORRO GRADO CASI BLANCO SSPC- SP10:
Limpieza con chorro de Abrasivo Grado Cercano aBlanco. Método para preparar superficiesmetálicas, mediante abrasivos a presión, a travésdel cual es removido todo el óxido, escama delaminación, pintura y materiales extraños.La superficie debe tener un color gris claro ydeben eliminarse sombras de oxidación visibles enun 94%. De hecho la diferencia entre una limpiezacon chorro de arena grado metal blanco y metalcercano al blanco, radica en el tiempo empleadopara pintar, ya que el metal es atacado por elmedio ambiente y pasa a ser grado cercana alblanco en poco tiempo.
Página 33
Ilustración 30. SSPC-SP9 va acompañado de chorro abrasivo
Ilustración 31. Superficie después de
haber aplicado SSPC-SP10

2.11 LIMPIEZA CON CHORRO GRADO CASI BLANCO SSPC- SP11:
Comprende la remoción de la cascarilla delaminación, las capas de óxidos y otros materialesbien adheridos hasta dejar expuesta la superficiedesnuda del metal, por medio de herramientasmotorizadas, accionadas por una fuente de energíaexterna (eléctrica, neumática, etc.), tales comocepillos rotativos, martillos de agujas, etc.Inmediatamente después se debe limpiar lasuperficie con aire comprimido limpio y seco,obteniéndose un intenso brillo metálico. Este tipode limpieza corresponde al grado SP11 de la SSPC,y se diferencia del grado SP3 en que, además deeliminar todos los contaminantes, crea un perfilde rugosidad sobre la superficie del metal.Es un tipo de limpieza aceptable para la mayoríade pinturas, debido a que crea un perfil derugosidad sobre la superficie, es muy efectivosobre superficies planas pero bastante menor en elcaso de superficies irregulares o poco accesibles.Su rendimiento es bajo y es recomendable solo enaquellos casos en que no posible o permisible lalimpieza con abrasivos. A continuación se muestrauna de las herramientas utilizadas para lalimpieza manual con herramientas motorizadas, ametal desnudo.
Página 34

2.12 Limpieza con chorro de agua a presión elevada (Water Jetting) SSPC-SP12:
Este método de limpieza consiste en la proyecciónde un chorro de agua, por medio de una boba ytoberas especiales, a presiones entre 70 y 240 MPa(10000 y 50000 psi) sobre la superficie a serlimpiada. El grado de limpieza y remoción decontaminantes depende fundamentalmente de lapresión aplicada y en menor grado del flujo deagua.
Su aplicación en la industria de losrecubrimientos marinos y de mantenimientoindustrial se bien incrementando debidoespecialmente a sus ventajas en el campoambiental. En la actualidad diversos astilleros deEuropa y Estados Unidos de Norteamérica hanincorporado la limpieza con chorro de agua apresión en sus operaciones de rutina, encuentraasimismo cada vez mayor aplicación en elmantenimiento de barcos durante la travesía y enel mantenimiento de estructuras en general.
Página 35
Ilustración 32. SSPC-SP11: limpieza con herramienta de potencia a metal desnudo

En la figura se presenta el equipo para este tipode limpieza. Este método depreciación desuperficies permite remover de manera eficaz:
Recubrimientos y revestimiento existentes sobresustratos metálicos. Cantidades perjudiciales de contaminantessuperficiales solubles en agua, que de otra manera noes posible remover mediante la limpieza con abrasivosen seco exclusivamente, específicamente en el fondo delas picaduras y cráteres de sustratos metálicos muycorridos. Grasas y aceites existentes en la superficie delsustrato metálico. Óxidos y herrumbre.
Página 36
Ilustración 33. Aplicando Water Jetting

C.RECUBRIMIENTO
Se define como revestimiento protector a aquel materialfluido que al ser aplicado sobre una superficie forma unacapa o película continua que aísla el substrato y lo
Página 37

protege de los agentes que lo rodean prolongando la vidaútil de la superficie revestida. Hoy en día es muy comúnllamarle pintura a los revestimientos protectores debido aque el avance de la tecnología nos ha permitido obtenerrevestimientos protectores que también tienen un efectodecorativo (brillo, color y buena apariencia).
Cuando la pintura es aplicada en la superficie, la partevolátil de la pintura se evapora dejando solamente elpigmento y la resina que forma parte de la película finalque protege al substrato. Esto es normalmente referido comola porción sólida o no volátil de la pintura.
1.COMPONE NTE S:
Los componentes básicos de un revestimiento protectorson los siguientes:
Resinas: Comúnmente denominada ligante porque es elelemento responsable de la formación de película yque, al secar la película, “liga” todos loscomponentes formando una unidad. Existen variostipos de ligantes o resinas, que estudiaremos másadelante en este mismo capítulo.
Disolventes: Son también muy importantes en lo que a laconstitución de la pintura se refiere, pero noinfluyen de forma decisiva en las característicasde la película una vez seca. El uso de losdisolventes es imprescindible para la fabricaciónde las pinturas, ya que la mayoría de las resinasson productos sólidos o de muy elevada viscosidad,y es preciso disolverlos a fin de poderlos manejar,y fabricar pinturas líquidas que se puedan aplicar.
Pigmentos y Cargas:
Página 38

Los pigmentos se incorporan a la pintura para darlecuerpo, opacidad, color, y en determinados casos,propiedades antioxidantes.
Además de los pigmentos, intervienen también en laformulación de las pinturas unos productos inertesdenominados vulgarmente cargas, que en un principiose añadieron a las formulaciones en sustitución departe de los pigmentos para abaratar su coste, peroque actualmente desempeñan un papel importante enla composición de las pinturas, ya que se trata deproductos de calidad especialmente estudiados paraconseguir determinados efectos: aumentar laresistencia mecánica, aumentar el cuerpo de lapintura para aplicaciones o espesores superiores alo normal, conseguir el grado de matidez deseada,etc.
Aditivos: Estos compuestos que se añaden a las pinturas enpequeñas proporciones para mejorar alguna de suspropiedades, y se acostumbra a designarlos con elnombre del defecto que combaten, comoantiespumante, antifloculante, etc.
2.PROCESOS DE CURADO:
Los principales procesos de curado son:
2.1 Por oxidación en el aire:
Las pinturas que curan por oxidación o secado alaire, dependen de la penetración del oxígenodespués que el solvente ha evaporado.
Hay un límite del espesor de película que puedeser alcanzado con este tipo de película,generalmente son de bajo espesor. Si se aplican a
Página 39

espesores altos, el solvente se evaporaría de lasuperficie, el oxígeno curaría la capasuperficial de la pintura, y el solvente tendríadificultad en evaporarse de las capasinferiores. Al mismo tiempo, el oxígeno tendríadificultad de penetrar al resto de la películade pintura y la pintura no curaríaadecuadamente.
2.2 Evaporación del solvente:
La mayoría de las pinturas, el solvente seevapora antes de curar, como las pinturas decaucho clorado donde el solvente se evaporaantes de curar dejando una película de resina ypigmentos sobre la superficie pintada.Generalmente son de secado rápido.
2.3 Por reacción química:
Las pinturas que curan por la adición de uncatalizador o endurecedor, son generalmenteenvasadas en dos o más contenedores de pintura. Cadacontenedor tiene cantidad de materiacuidadosamente medida siendo esas proporcionesmuy críticas y por esa razón se recomienda usarlas unidades completa de estas pinturas.
Una vez que esos componentes son mezclados lapintura tiene un POT LIFE o vida útil de lapintura preparada, el material no debe ser usadodespués que su pot life ha expirado, ni mezcladocon material recién preparado.
2.4 Curado de calor:
Página 40

Estas pinturas requieren de temperatura paraobtener una máxima estabilidad y durabilidad;así por ejemplo tenemos las pinturas alquidicashorneables, siliconas para altas temperaturas,etc.
3.MECANISMO DE PROTECCIÓN:
Existen tres mecanismos de protección de losrevestimientos protectores, los cuales son losresponsables de proteger los substratos metálicoscontra la corrosión, ellos son:
Inhibición: Este mecanismo de protección estaejercido por los pigmentos Inhibidores, loscuales tienen la propiedad de detener (inhibir)las reacciones anódicas y catódicas del metal.
Efecto barrera: Es el efecto mediante el cual elrevestimiento orgánico forma una barreraaislante entre el metal y el medio ambiente,reduciendo el acceso del oxígeno y humedad a lasuperficie metálica
Acción de sacrificio: Al hablar de corrosión semencionó que aquellos metales activos tenían mástendencia a interaccionar con otros metales desu entorno.
Página 41
Ilustración 34. Efecto de Barrera

El zinc es un metal que interacciona con elmedio preferentemente a la superficie metálicade acero y por consiguiente, se sacrificacorroyéndose antes que ella; esto es, el zincactúa como ánodo de sacrificio en beneficio delsoporte metálico que actúa como cátodo. Lospigmentos metálicos a base de polvo de zinc sesacrifican ya que tienen un menor potencial dereducción (ósea mayor tendencia a la oxidación)que el fierro o el acero, brindándoles unaprotección catódica o electroquímica.
4.SISTEMA DE PINTURAS:
Por lo general, para la protección anticorrosiva no seemplea una única pintura, sino una serie o más deellas, cada una con distinta misión que al seraplicadas constituyen un Sistema de Pinturas.
A continuación pasaremos a definir los trescomponentes básicos de un sistema de Pinturas:
Base, Imprimante.- Llamada también Primer oAnticorrosivo; es la primera capa que se aplica ala superficie con los siguientes propósitos:
Página 42
O2 H2OSal
O2 H2OSal
Ilustración 35. Sistema de Pintura

Proporcionar adhesión a la superficie.Frenar la corrosión (cuando contienen
pigmentos inhibidores).Sacrificarse en lugar de ella (cuando
contiene polvo de zinc que actúa como ánodode sacrificio).
Capa Intermedia.- Es la capa posterior alimprimante cuya finalidad es:
Proporcionar espesor adicional. Mejorar la adhesión entre el imprimante y la
capa final. Aumentar la resistencia química a la
protección. Aumentar la homogeneidad de la película
(menor cantidad de poros en la película,llamados también pinholes).
Capa Final o Acabado.- Es la capa final delsistema y la cual proporciona lo siguientesbeneficios:
Aumenta la resistencia química del sistema. Provee resistencia a la intemperie. Brinda resistencia a la abrasión y al
desgaste. Proporcionan color. Confiere brillo. Mejoran la apariencia.
5.TIPOS DE RECUBRIMIENTO:
5.1 Pinturas Alquídicas o Convencionales:
Son dispersiones de lospigmentos en un aceitesecante o un derivado de estepolimerizado y diluidas por
Página 43

un solvente alifático, hasta una viscosidad tal quepermita su aplicación.
Luego de aplicadas, el solvente se evapora parapermitir la formación de una película continua,blanda y elástica que con el transcurrir del tiempose torna más dura gracias a su oxidación con elmedio ambiente.Son de gran demanda para ambientes urbanos declimas secos, en la industria metal- mecánica,automotriz y en la línea de electrodomésticos.
VENTAJAS DESVENTAJAS- Económicas.- Amplia gama de colores.- Secan rápido aun en
condiciones húmedas.- Un solo componente.- Fácil aplicación.- Buena adhesión.- Regular durabilidad.- Regular resistencia a la
humedad y a la exposicióndirecta e intermitente alagua (lluvia,condensaciones, etc.).
- Poca resistencia a los agentes químicos.
- Poca resistencia a los solventes.
- Limitado Espesor de película seca.
- Saponifica en presencia de alcalinidad.
- Insuficiente resistencia al agua para utilizarse en inmersión
5.2 Pinturas epóxicas:
La introducción al mercadode resinas Epóxicascatalizadas trajo consigola comercialización depinturas Epoxicas de dos y
Página 44

tres componentes. Se componen básicamente de:Resina y Catalizador.
Estos recubrimientos muestran propiedadessuperiores a los recubrimientos convencionales enambientes altamente corrosivos. La presencia demuchos reactivos en el polímero epóxico aporta lapropiedad adicional de entrelazarla con otroscompuestos que le confieren propiedadesadicionales, por ejemplo:
a. Epoxi – Animas:Las epoxi - aminas son catalizadas o endurecidaspor una amina, formando una pintura dura yresistente a la abrasión. Tiene excelenteresistencia a los ácidos, álcalis y a lossolventes.Pueden ser aplicados en superficie con limpiezamanual. Durante la aplicación son sensible a lahumedad (pueden presentar exudación de aminas aalta humedad relativa), tiene tendencia adecolorarse y tizarse en contacto directo a laluz solar.
b. Epoxica – Poliamida:Las epoxi - poliamidas son catalizadas con unagente poliamida y no tienen la resistencia alos álcalis, ácidos y solventes como las aminas.Las poliamidas tienen gran flexibilidad yproveen gran resistencia al agua dulce y aguasalada.Tienen tendencia a decolorarse y tizarse encontacto directo a los rayos solares másrápidamente que los epoxi -aminas.
c. Epoxi – Coaltar:
Página 45

Las resinas epoxi - aminas o poliamidas sonmodificadas con Pitch Coaltar (alquitrán dehulla) y produce una película de alto espesorcon buena resistencia química y a la humedad.La resistencia a los ácidos es mejorada conrespecto a los epóxicos normales.Tienen tendencia a delaminar entre capas odebajo de los resanes efectuados por lo que sedebe tener cuidado durante su aplicación.Son generalmente de color negro o marrón y suuso está siendo limitado por su alto riesgocancerígeno del Alquitrán de hulla y el Bencenocontenido en su formulación.
d. Epoxi – Fenólico o Novalacas:Las pinturas epoxi fenólicas son combinación delas resinas fenólicas con las epóxicas. Estosrecubrimientos son muy duros, tienen altaresistencia química y a la abrasión, y seemplean en superficies con prolongada exposiciónde ácidos y álcalis. También son empleadas para revestir internamentelos tanques, estructuras de plantas delixiviación, procesamiento de mineral y enplantas nucleares. Estos productos cambian de color drásticamentecuando son expuestos a los rayos UV y/o agentesquímicos.
e. Epoxi – Ester:Son combinación de una resina epóxica y unaceite secante. Estas pinturas curan porcombinación de evaporación de solvente yoxidación. No requiere el uso de un catalizadoro endurecedor. La resistencia química es mejoren los álcalis pero aún es pobre. Se puede
Página 46

aplicar sobre superficie con poca preparación.No se puede aplicar a bajas temperaturas.
f. Epoxi – Fenalkaminas:Las pinturas epoxi fenalkaminas son combinaciónde las resinas fenólicas y amínicas con lasepóxicas. Estos recubrimientos son duros,tienen alta resistencia química y a la abrasión,y se emplean en superficies con prolongadaexposición de ácidos y álcalis, inmersión enagua dulce o salada, superficies enterradas,etc. También son empleadas para revestir internamentelos tanques, estructuras de plantas delixiviación, procesamiento de mineral, cascos deembarcaciones, etc. VENTAJAS DESVENTAJAS
- Excelente resistencia alos productos químicos.
- Películas muy duras yresistentes.
- Excelente resistencia ala abrasión.
- Excelente resistencia alagua salada(especialmente lasmodificadas con alquitránmineral, también llamadasbituminosas o del tipoCoal-tar).
- Alto espesor de películaseca.
- Formulaciones exentas desolventes.
- Fácil aplicación.
- Dos o tres componentes.- Repintado crítico,
intervalos muy cortos derepintado.
- Corta vida en elrecipiente después decatalizado (pot- life).
- Disolventes fuertes quenecesitan buenaventilación.
- Ablandadas por ácidosfuertes.
- Se tizan y cambian decolor fácilmente.
5.3 Pinturas a Base de Uretano:
Página 47

También llamadas Poliuretanos. Los plásticos a basede isocianatos usados en otras industrias fueronaceptados por la industria de las pinturas graciasa su buen acabado y retención de brillo. Su brilloy resistencia es tal, que su uso como capa finalprotectora de los recubrimientos epóxicos se haextendido de tal forma que es muy común su empleoen el pintado de superestructuras de embarcacionespesqueras y en pisos de concreto.
VENTAJAS DESVENTAJAS- Excelente resistencia a
los productos químicos.- Excelente brillo y
retención del color.- Excelente resistencia a
los solventes.- Excelente dureza.- Buena resistencia al agua
- Dos componentes.- Usan disolventes fuertes
que necesitan buenaventilación.
- Corta vida en elrecipiente luego demezcladas.
- Bajo poder cubritivo.- No recomendable para
servicio de inmersión.
5.4 Pinturas de Caucho Clorado:
La resina proveniente del tratamiento del cauchocon gas de cloro, se usa para aplicaciones muydefinidas en las que se requiera rápido secado,resistencia a la humedad, resistencia a laalcalinidad, resistencia a la formación de hongos,propiedades de retardación de fuego.Su empleo actual no es muy popular debido a lacontaminación ambiental que ocasiona la fabricacióndel caucho clorado; sin embargo aún mantienepresencia en los mercados de: protección naval,antincrustantes y pinturas de fondo.
Página 48

VENTAJAS DESVENTAJAS- Buena resistencia a los
agentes químicos.- Buena resistencia al agua
(películas totalesmayores a 8 mils).
- Excelente adhesión entrecapas.
- Un solo componente.- Fácil aplicación por
pulverización.- Seca a temperaturas
bajas.
- Bajo porcentaje desólidos por volumen.
- Ablanda con el calor(termoplásticos).
- Pobre resistencia a lossolventes.
- Disuelven otros tipos depinturas.
5.5 Pinturas Vinílicas:
Las resinas vinílicas polimerizadas, previamente asu empleo como aglutinantes en la fabricación depinturas, hacen su aparición durante la segundaguerra mundial; su rápido secado y repintadopermitía reparar buques averiados en más cortotiempo.La resina, ya polimerizada, no requiere de oxigenoambiental ni de la adición de un catalizador parala formación de película protectora.Actualmente los antiincrustante vinílicos gozan degran demanda en la industria marina.
VENTAJAS DESVENTAJAS- Un solo componente.- Película tenaz y
resistente pese a ser delgadas.
- Buena adherencia entre capas.
- Excelente resistencia a
- Aplicación solo porpulverización.
- Por ser resinaspolimerizadas solo sefabrican pinturas de bajocontenido de sólidos.
- Requiere de cuidadosa
Página 49

los álcalis y ácidos.- Secado rápido.- Buena resistencia al agua
dulce y/o salada: puede ser usada en inmersión modificada con alquitrán mineral.
preparación desuperficie.
- Secado muy rápido, dandopelículas rugosas y noigualadas.
- Resistencia limitada asolventes: Disolventesaromáticos, alcoholes yesteres la disuelvendespués de prolongadaexposición.
- Utilizan disolventes muyfuertes que puedendisolver capasanteriores.
- Muy termoplásticas; sereblandecen atemperaturas mayores a 60°C.
5.6 Pinturas ricas en Zinc (Zinc Rich)
El zinc metálico es usado como pigmento en laspinturas inorgánicas (a base del etil silicato) ypinturas orgánicas (epóxicas). Pueden ser de uno,dos o tres componentes. El producto final en todoslos casos es el zinc metálico en suspensión.La resistencia a los álcalis o ácidos es pobrepero la resistencia a los solventes; a las sales yla humedad es buena.La preparación de superficie requerida es elchorreado con abrasivo al metal casi blanco entodos los casos.
6.ESTIMACIÓN DE RENDIMIENTOS, CONSUMOS, EPS, EPH:
Página 50

El rendimiento de una pintura o revestimiento se puedededucir partiendo de lo siguiente:
Consideremos un galón americano de 3.785 litros (3785cc) con una pintura de 100% de sólidos en volumen a unespesor de 1 mils (25.4 micrones), entonces aplicandola siguiente formula podemos calcular la longitud quepuede cubrir este galón en un ancho de 1 m:
V=L×A×E
Donde: V= volumen
A= ancho equivalente a 1 metro.
E= espesor de la capa (1 mils= 25.4micrones= 0.00254 cm)
Luego: 0.003785 (m3 )=L×1m×0.0000254m
Despejando tenemos:
L=149.0157m
Como el ancho es 1 metro podemos afirmar que 01 galónpuede cubrir, en forma teórica, lo siguiente:
Rt=149.0157 m2
gl ≈149.02m2
gl a1.0milsdeespesor
Donde: Rt = Rendimiento teórico en m2/gl.
Es común que en nuestro país estimemos el rendimientoen m2/gl y esta práctica es inadecuada puesto que nodeberíamos mezclar unidades. Lo correcto es usarm2/litro o pie2/gl. Los estudiantes deben deducir lafórmula para estas dos unidades siguiendo el mismo
Página 51

procedimiento anterior y colocar la formula en elespacio siguiente:
Rt=m2/ ¿
Rt=pie2/gl
Ahora bien, podemos afirmar que todas las pinturas a 1mils de espesor y con un contenido de 100% de sólidosen volumen nos rinde 149.02 m2/gl. Si tuviéramos unapintura de menor contenido de sólidos en volumen y sise aplica a diferente espesor la formula semodificaría a lo siguiente:
Rt=149.02¿¿ … (1)
En la práctica es imposible conseguir que una pinturaalcance los parámetros del rendimiento teórico,existen perdidas de aplicación las cuales disminuyenel rendimiento, incrementando por consiguiente élnúmero de galones a aplicar. Estas pérdidas seproducen; básicamente; en el vaciado del galón, por elmétodo de aplicación, derrames, goteos, inadecuadatécnicas de aplicación, velocidad del viento,rugosidad excesiva de la superficie, dificultad demaniobras, superficies complicadas, etc.
Entonces el rendimiento práctico o real aproximado seobtendrá aplicando a la formula (1) un factor deperdida (Fp):
Rp=149.02¿¿ …(2)
El factor de pérdida o merma puede variar de 0.9 a 0.5y en la práctica es muy usual encontrarse con los
Página 52

siguientes factores que dependen del método deaplicación a usar:
- Brocha : 0.85 a 0.90.- Rodillo : 0.80 a 0.85.- Pistola Convencional : 0.70 a 0.80.- Pistola Airless : 0.50 a 0.75.
Para calcular del Consumo o número de galones aaplicar para una determinada área se usara lasiguiente formula:
Consumo=MetrosCuadradosapintarRp …(3)
Así por ejemplo, para calcular el número de galones ausar para un área de 400 m2, con una pintura de 83% deSV a un espesor de 5 mils, se tendrá:
Rt=149.02×(83/100)5
=24.74 m2
gl
Considerando aplicación Airless (Fp = 0.6)
Rp=24.74×0.6=14.84m2/gl
El número de galones a usar será:
Consumo= 400m214.84m2/gl
=26.95galones=27galones
El número final de galones a adquirir dependerábásicamente del número de componentes de la pintura asolicitar y de la forma de presentación.
Con la finalidad de ejecutar el trabajo de pintadocorrectamente, es necesario aplicar cada capa en elespesor de película húmedo (EPH) recomendado por elfabricante de pinturas y por quienes elaboran la
Página 53

Recomendación Técnica de Pintado. Durante el trabajose mide el espesor de película húmedo con un "gage" ogalleta, y cuando la capa ha secado se utiliza elcalibrador de película seca. Este requerimiento es muyimportante para la buena performance del sistema depinturas propuesto.
La capacidad de protección de un recubrimiento dependeentre otros factores del espesor de película seca(EPS), que es la porción sólida de la pinturadepositada en la superficie (sólidos en volumen). Laparte sólida más la parte liquida volátil (solvente)constituye el espesor de película húmedo.
La relación entre el espesor de película húmeda y elespesor de película seca es la siguiente:
EPH=EPS×100%SV …(4)
El espesor de película seca variará cuando la pinturase deba diluir para facilitar la aplicación, puestoque el % de sólidos en volumen disminuirá, en estecaso la formula será:
EPH=EPS×(100%+%diluyente)%SV … (5)
Ejemplo:
Consideremos una pintura con 60% de sólidos en volumeny un espesor seco deseado de 3.0 mils, y que alaplicarla se diluye con 15% de solvente en volumen.¿Cuál es el EPH que se deberá aplicar?.
Página 54

Aplicamos la formula (5) y se tendrá:
EPH=3.0×(100%+15 %)
65=5.3mils
Entonces el espesor húmedo mínimo a aplicar debe serde 6.0 mils para obtener 3.0 mils secoaproximadamente.
7.SISTEMAS DE PROTECCIÓN EN CASCOS DE EMBARCACIONES:
La pintura es uno de los métodos más antiguos yeconómicos que se utiliza hasta la fecha paracontrolar la corrosión en embarcaciones. Sin embargo,el mecanismo de la acción protectora solo se haempezado a comprender relativamente en los últimosaños. Vimos anteriormente que el proceso de lacorrosión supone el flujo de corriente a través de unambiente acuoso, de un ánodo a un cátodo.Al pintar el acero, interponemos un medio de bajaconductividad que reduce drásticamente el flujo de lacorriente, además, incorporando pigmentos en ciertostipos de pinturas podemos aumentar aún más laprotección.
Los cascos de las embarcaciones requieren de dos tiposde protección, esto es, la protección anticorrosiva yla protección anti incrustante. La protecciónanticorrosiva debe mirarse en forma independiente dela protección anti incrustante, de modo que cuando laembarcación suba a dique para reponer la ultima capa,la primera siga prestando servicio. Como reglapractica y económica, debe procurarse que el tiempocalculado para la protección anti incrustante sea unmúltiplo de la protección anticorrosiva, programandopor ejemplo, un repintado total del casco mediante una
Página 55

limpieza con abrasivos al metal blanco cada cuatro ocinco carenas bianuales.
Asimismo, toda pintura tiene una micro porosidadestructural que será la causante que al final losiones del agua de mar lleguen al acero, pero mientrasmejor es la calidad de la pintura, menor es la microporosidad estructural y consiguientemente, mayor seráel tiempo que demoraran los iones en traspasarla. Lapráctica de aplicar productos de baja calidad a losmismos espesores recomendados no solamente permitirála destrucción del acero y de los cordones desoldadura por corrosión galvánica, sino que no debeolvidarse que las pinturas anticorrosivas deben actuarcomo aislantes entre la pintura anti incrustante y elacero, de manera de protegerlos de los iones de cobrelos cuales podrían acelerar el proceso de la corrosiónsi las capas anteriores no cumplen su objetivo.
En los cascos de las embarcaciones se utilizageneralmente sistemas de pinturas de 3 capas en laobra muerta y 4 o 5 capas en la obra viva. La primeracapa del casco generalmente es un recubrimiento queprotege por acción de sacrificio (pinturas ricas enzinc, normalmente del tipo orgánico) o inhibición(anticorrosivos a base de óxido de hierro, cromato dezinc o una mezcla de ambos).
Las dos capas siguientes; en este caso las capasintermedias; se utiliza pinturas epóxicas de altosólidos, epóxicas multipropósito y en algunos lasepóxicas Coaltar.
Tipo dePintura Obra Viva EPS
mils Obra Muerta EPSmils
Anticorrosivos
Zinc richepoxi, Cromato
2.0a
Zinc richepoxi,
2.0 a4.0
Página 56

de zinc epoxiu Oxido defierro epóxico.Se aplica Unacapa.
4.0 Cromato dezinc epoxi uOxido defierroepóxico.
Intermedios Coaltar epoxi,Alquitránepoxi, Epoxipoliamidamultipropósito.Dos capas.
4.0a5.0porcapa.
Coaltarepoxi,Alquitránepoxi,Epoxipoliamidamultipropósito.Dos capas.
4.0 a5.0porcapa
Anticrustante
Auto pulible(Selfpolishing)libre de órganoestaño conoxido de cobre.Autoerosionableslibre de estañoy con oxido decobre.Caucho Cloradoa base de óxidode cobre.Vinilicos abase de óxidode cobre.Dos capas.
2.0a5.0porcapa
No seaplica.
EPS TotalMínimo
14.0 10.0
Página 57

D.ASEGURAMIENTO DE LACALIDAD
1. DEFINICIONES EN LA NORMA SSPC – PA 2:
Lectura: Una sola medición del instrumento (un punto)
Página 58

Punto de medición (Spot): La media de tres o al menostres lecturas realizadas en un círculo de 1 ½” dediámetro.
Área Medida: La media de cinco spots (medicionespuntuales) sobre cada 100 pies cuadrados desuperficie recubierta (10 m2)
Los tipos de medidores se determinan por las propiedadesmagnéticas empleadas para medir el espesor (no por elmodo de lectura).
- Tipo 1 - Medidores magnéticos (Banano):
- Tipo 2 - Medidores Electrónicos
Página 59

- Tipo 1 – Medidores Magnéticos Pull-off: Imán en contacto permanente con la superficierecubierta Se mide la fuerza requerida para separar el imán La fuerza es interpretada como el espesor de lapelícula del recubrimiento en la escala o la pantalla La escala es no lineal
- Tipo 2 – Medidores Eléctricos:
Circuitos Electrónicos convierten laseñal de referencia en espesor delrecubrimiento.
Página 60

2. CALIBRACIÓN Y VERIFICACIÓN DE LA PRECISIÓN:
La norma ASTM D7091 describe 3 pasos operativos paragarantizar una medición exacta:
Calibración Verificación de la Precisión Ajuste
Los pasos requeridos deben de completarse antes de laadquisición de datos de espesores de recubrimientopara determinar la conformidad con respecto a unaespecificación.Realizado por el fabricante del medidor o de unlaboratorio calificado. Se requiere un Certificado decalibración trazable a un procedimiento del InstitutoNacional de Metrología. No existe ningún intervalo decalibración estándar (estos están basados en laexperiencia y el ambiente de trabajo). La Calibraciónen un intervalo de 1 año es lo común.
3. VERIFICACIÓN DE LA PRECISIÓN DEL MEDIDOR DEL TIPO 1:
Proceder como se describe en la norma ASTM D7091- Al principio y al final de cada turno de trabajo
(como mínimo) - Durante (por ejemplo, cada hora), si: - Se va obtener un gran número de Lecturas
Página 61
- El Medidor se cae o sus lecturas son sospechosas
Registro:- N º de serie del medidor y de la norma - Registrar los espesores medidos - Método utilizado para verificar la precisión.
Muchos medidores del Tipo 1 no pueden ser “ajustados”.
Los ajustes al muelle helicoidal puede anular lagarantía del medidor.
La Tolerancia combinada de medidor y de la norma dereferencia determina la precisión del medidor
- Por ejemplo: si la precisión del medidor es 5% yla precisión de la norma de referencia es 3%, latolerancia combinada es ~6%, calculado de estaforma: √52+32
- Es decir, en 10 milésimas de pulgada, dereferencia, el rango de lectura del medidor puedeser desde 9,4 hasta 10,6 mils
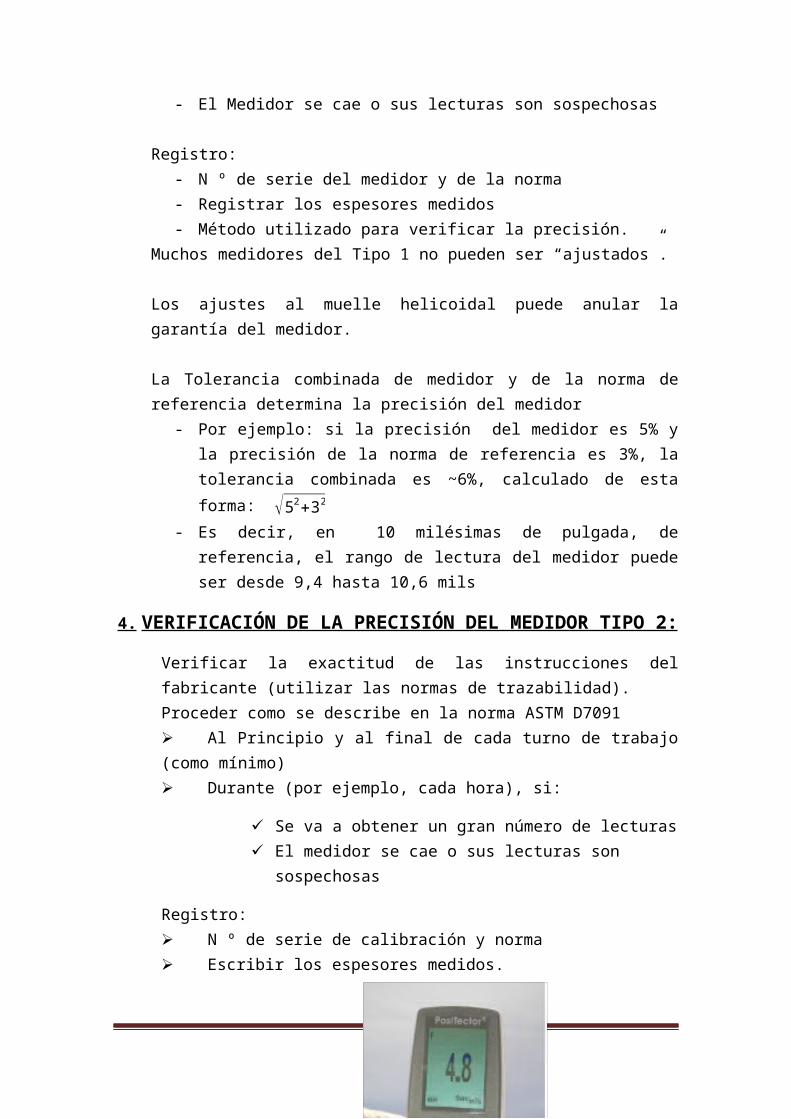
4. VERIFICACIÓN DE LA PRECISIÓN DEL MEDIDOR TIPO 2:
Verificar la exactitud de las instrucciones delfabricante (utilizar las normas de trazabilidad). Proceder como se describe en la norma ASTM D7091 Al Principio y al final de cada turno de trabajo(como mínimo) Durante (por ejemplo, cada hora), si:
Se va a obtener un gran número de lecturas El medidor se cae o sus lecturas son
sospechosas
Registro: N º de serie de calibración y norma Escribir los espesores medidos.
Página 62

4.1 MEDICION DE ESPESOR SECO:
Cuando el sensor está apoyado en el metal, elinstrumento emite una señal magnética que el circuitoelectrónico al recibir de vuelta dicha señal lointerpreta como lectura de 0 mils.
Cuando el sensor está apartado del metal a unadistancia de 5.0 mils (espesor de pintura), elcircuito electrónico al recibir de vuelta la señalmagnética lo interpreta como lectura de 5.0 mils
Página 63
Ilustración 36. Medidor de EPS
Ilustración 37. . El campo magnético de retorno es mayor (máximo).
Ilustración 38. El campo magnético de retorno es menor

Cuanto más apartado del acero, menor será la señal ymayor será la lectura.
Frecuencia de Medición:
Para las áreas recubiertas que no excedan los 300pies cuadrados, (~ 30 metros cuadrados), se medirácada 100 pies cuadrados (~ 10 metros cuadrados). Para las áreas recubiertas de más de 300 piescuadrados y que no excedan a los 1000 piescuadrados, se medirá arbitrariamente en 3 áreas de100 pies cuadrados seleccionados al azar (unos 10metros cuadrados).
Página 64
Ilustración 39. Medidas de Espesor sobre superficie rugosa

5. DETECCIÓN DE DISCONTINUIDAD DE PELÍCULA SECA (HOLIDAY DETECTOR):
5.1 ¿Qué es un Holiday?
Es cualquier discontinuidad en la película depintura, dejando expuesto la superficie alambiente. Ejemplo: - Pinholes- Burbujas de aire- Zonas puntuales con daño mecánico- Abrasivo u otros contaminantes en la película
Página 65

También puede ser considerado un spot con muybajo espesor de película o cualquier inclusión(partícula extraña atrapada en la capa depintura).
¿Qué es un Holiday Detector?Es un dispositivo que localiza lasdiscontinuidades de un recubrimiento noconductivo aplicado sobre un sustratoconductivo (acero, concreto).
Componentes de un holiday detector
1. Fuente de Poder2. Cable a Tierra3. Electrodo
¿Qué es un Pinhole?Es un defecto de aplicación caracterizadopor ser un agujero de alfiler, el cual,cuando se extiende a través de la películade pintura hasta el sustrato es entoncesque se considera como una discontinuidad.
Un pinhole sólo en la capa de acabado nonecesariamente será una discontinuidad
Página 66
Ilustración 40. Holiday detector

Detección de discontinuidad:Según la Normas ASTM y NACE, los equipos quese emplean para la evaluación dediscontinuidades son:
Equipo con bajo voltaje de esponja húmeda Equipo de alto voltaje de chispa
o ¿Por qué es importante la detección de discontinuidades?Nos evita fallas prematuras en elsistema de pintura, lo cual resulta encorrosión (picaduras, ataque químico yoxidación)
Genera elevados costos de reparación.
Página 67
Ilustración 41.Pinhole
Ilustración 42. Equipos de medición

Detección de Discontinuidades
Normas: ASTM D5162 y D4787; NACE SP01-88
Evaluación: Después de que la última capa se haya aplicado,pero antes de que haya alcanzado el curado completo(touch-up)
Las especificaciones pueden requerir pruebas dedetección de holiday después de la aplicación de cadacapa, esto podría causar la contaminación entre capas
6. EVALUACIÓN DE ADHERENCIA EN RECUBRIMIENTOS MÉTODOS Y EQUIPOS
¿Porque medir las propiedades de Adherencia?
Determinar el cumplimiento de lasespecificaciones - Común en el proceso de inspección de TSC
Determinar la estrategia de mantenimiento paralos sistemas de revestimiento existentes.
Los datos de adherencia no es típicamente unfactor de predicción de desempeño de losrecubrimientos.
Página 68
Ilustración 43. Falla de recubrimiento

¿Qué se mide?
Medición de la fuerza de adherencia derecubrimiento en diferentes planos - Fuerza de Adhesión
Fuerza de adhesión entre el sustrato y elrecubrimiento y/o las capas derecubrimiento entre sí.
- Fuerza de Cohesión Fuerza interna de una capa de revestimiento
Página 69
Ilustración 44. Prueba de corte
Ilustración 45. Adherencia: El desprendimiento se da entre capas de pintura distintas o entre el substrato y la primera capa de pintura
Ilustración 46. Cohesión: El desprendimiento se da dentro de una misma capa de pintura
Fuerza de adhesión es muy variable
No hay un estándar en toda la industria queindique el valor de aceptación de adhesión.
Los valores mínimos de adherencia puede estar enuna HT del producto o en una especificación.
6.1 Métodos de evaluación y sus equipos:
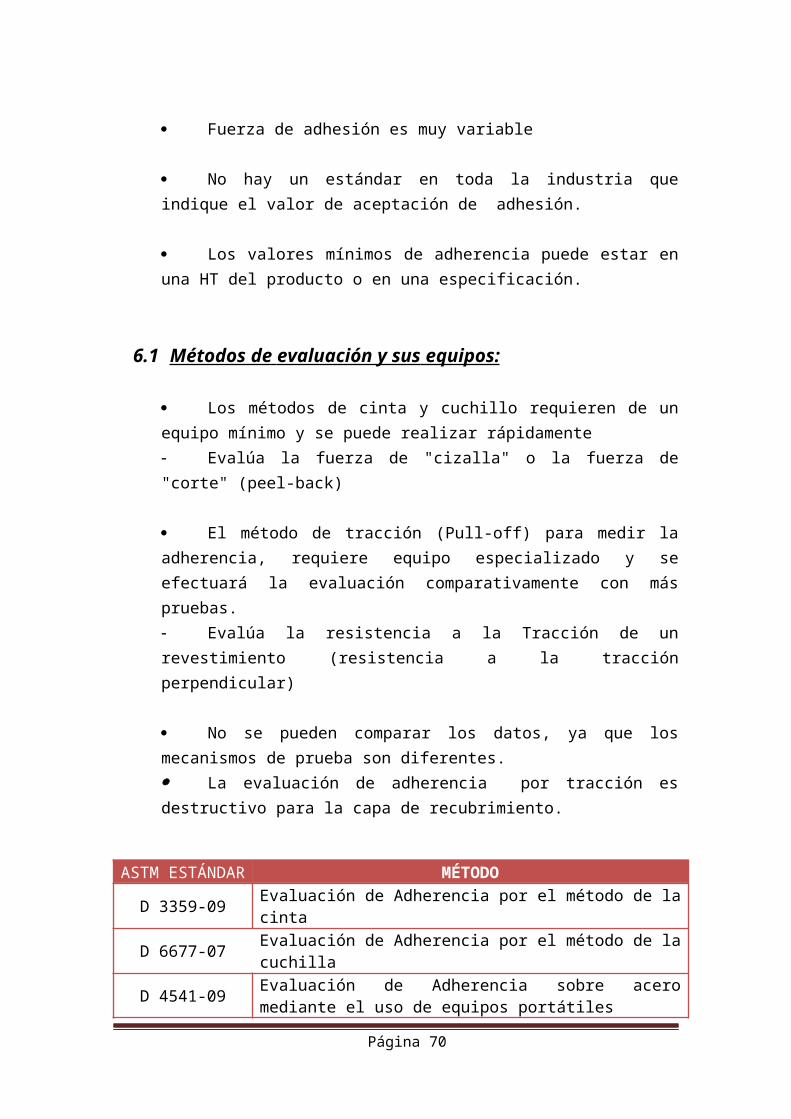
Los métodos de cinta y cuchillo requieren de unequipo mínimo y se puede realizar rápidamente Evalúa la fuerza de "cizalla" o la fuerza de"corte" (peel-back)
El método de tracción (Pull-off) para medir laadherencia, requiere equipo especializado y seefectuará la evaluación comparativamente con máspruebas. Evalúa la resistencia a la Tracción de unrevestimiento (resistencia a la tracciónperpendicular)
No se pueden comparar los datos, ya que losmecanismos de prueba son diferentes. La evaluación de adherencia por tracción esdestructivo para la capa de recubrimiento.
ASTM ESTÁNDAR MÉTODO
D 3359-09 Evaluación de Adherencia por el método de lacinta
D 6677-07 Evaluación de Adherencia por el método de lacuchilla
D 4541-09 Evaluación de Adherencia sobre aceromediante el uso de equipos portátiles
Página 70

D 7234-05 Evaluación de Adherencia sobre concretomediante el uso de equipos portátiles
Tabla 2. Métodos de evaluación de adherencia
6.1.1 Evaluación de adherencia por el método de la cinta:
El equipo que se utiliza para el método de cintason: regla o guía de acero, cuchilla, brocha,cinta adhesiva, lupa, equipo de corte cruzado.
Para esto se utiliza la norma ASTM D3359.
Según la nota 5 del actual estándar menciona a lacinta Permacel 99 como adecuado, pero la cintaPermacel 99 fue descontinuado en el 2009. Por esono hay sustitución inmediata, la que está siendoevaluada y se usa actualmente es la IntertapePolymer Group LA26 (similar respaldo, adhesivo,espesor y adherencia al acero), para esto se usauna sección 5.3 indica 1” (25 mm) de ancho yfuerza de adhesión según lo acordado es aceptable,tener cuidado al comparar los datos utilizandodiferentes cintas / lotes de cinta
Página 71
Ilustración 47. Equipos de método de cinta
Ilustración 48. Cuchilla

Los pasos a seguir son:
Paso 1: Seleccione una zona (s) de prueba yrealizar pruebas por triplicado por área a evaluarse.
Paso 2: Determinar el espesor del sistema derecubrimiento.
Paso 3: Seleccione el método de prueba basándoseen el espesor del recubrimiento Método A (X-cut): EPS del Recubrimiento > 5 mils
CLASIFICACIÓN DESCRIPCIÓN5A No se pela ni se remueve4A Poco pelado y/o remoción en incisión o
Página 72
Ilustración 49. Permacel 99
Ilustración 51. Se hace un corte a través de 1.5"
Ilustración 50. El corte se hace en "X" con ángulo de intersección de 30° - 45°

intersección3A Levantamiento entre las incisiones hasta 1.6
mm en ambos lados2A levantamiento entre las incisiones hasta 3.2
mm en ambos lados1A Remoción de la mayor parte del área del corte
en “X” debajo de la cinta0A Remoción del recubrimiento más allá de la zona
en “X”Ilustración 1. Clasificación para el Método A
Método B (cross-cut): EPS del recubrimiento <5mils
Tabla 3. Clasificaciónpara el método B
Página 73
Ilustración 53. Se hace series de 6 u 11 incisiones.
Ilustración 54. Las incisiones se hacen en forma paralela
CLASIFICACIÓN % DESCRIPCIÓN
5B 0%
Los bordes delos cortes estáncompletamentelisos
4B <5%
Escamas pequeñasde revestimientodesprendido enlasintersecciones
3B 6-15%
Escamas pequeñasde revestimientodesprendido a lolargo de losbordes y en lasintersecciones
2B 16-35%
Recubrimiento enescamas a lolargo de losbordes y partesde cuadrados
1B 36-65%
Recubrimiento enescamas grandesa lo largo delos bordes ycuadradosenterosseparados
0B >65%Descamación ydesprendimientopeor que 1B

Cabe recalcar que para ambos métodos se lecoloca la cinta:
Página 74
Ilustración 55. Clasificación para el método B
Ilustración 57. Se limpia la superficie marcada Ilustración 56. Se
coloca la cinta
Ilustración 59. Se retira la cinta en un ángulo de 180°
Ilustración 58. Se asegura que la cinta halla pegado bien en la marca realizada

6.1.2 Evaluación de la adherencia mediante cuchilla:
Los equipos a utilizar son: regla de acero o guía,cuchilla y la norma ASTM 6677
Lo que se debe hacer primero es seleccionar elárea de prueba, luego se hace un solo corte de1.5” sobre el sistema de recubrimientos. Evitarpases múltiple y haga un segundo corte para formaruna “X”
Página 75
Ilustración 59. Se retira la cinta en un ángulo de 180°
Ilustración 58. Se asegura que la cinta halla pegado bien en la marca realizada
Ilustración 60. Regla, cuchilla y norma ASTM 6677
Ilustración 61. Se realiza el corte

Angulo de intersección “X” 30-45°
Tratar de levantar el revestimiento con la puntade la cuchilla
Tabla 4. Evaluación de adherencia mediante cuchillaGRADO DESCRIPCIÓN
10La pintura es extremadamente difícil de quitar los.Donde los fragmentos son no más de 1/32” x 1/32” yretirados con gran dificultad
Página 76
Ilustración 62. En forma de "X"
Ilustración 63. Levantar el revestimiento con la punta de la cuchilla

8La pintura es difícil de retirar. Los pedazos de pinturavan desde 1/16” x 1/16” hasta 1/8” x1/8” removidos condificultad
6La pintura se remueve con algo de dificultad. Lospedazos de pintura van desde 1/8” x 1/8” hasta ¼” x ¼”removidos con leve dificultad
4La pintura se remueve con algo de dificultad. Lospedazos de pintura mayormente de ¼” x ¼” removidos conligera presión con la hoja del cuchillo.
2La pintura es fácil de remover. Iniciando con lacuchillo, la pintura se puede agarrar con los dedos ydesprender fácilmente a una longitud de por lo menos ¼”
0La pintura es fácil de remover. Iniciando con elcuchillo, la pintura se puede agarrar con los dedos ydesprender fácilmente a una longitud mayor que ¼”
6.1.3 Medición de Adherencia por Tracción (Pull-off):
Según norma ASTM D4541, “Pull-off Strength ofCoatings Using Portable Adhesion Testers”(Resistencia a la tracción usando equipos deadherencia portátiles).
Para este tipo de medición se realiza con 5 tiposde dollys, que se explicaran más adelante, ahoraveremos los pasos a seguir:
Preparación de superficie: - Retire la tierra, tiza, aceite u otros
materiales que interfieran.
- Ligeramente rugosa, superficie lisabrillante preparar con una lija de granofino o esponja abrasiva.
- Limpie el polvo residual con una brocha opaño, puede ser también un solventecompatible.
Página 77

Preparan los Dollys: - Limpiar los accesorios antes de usarlos
- Accesorios (Dollys) para Tipo II y Tipo IVestán disponibles en pre-abrasión
- Dollys para otros equipos pueden necesitarser lijadas para mejorar la adhesión a lasuperficie (recomendado)
- Limpie los dollys antes de utilizarlos
0
Seleccionando una adhesivo (pegamento): - Adhesivos epoxi de alto contenido de
sólidos
- Adhesivo Cianoacrilato
- Asegurar la compatibilidad con elrevestimiento
Página 78
Ilustración 65. Se limpia la superficie
Ilustración 64. Se lija la superficie
Ilustración 66. Preparación de los dollys

- Adhesivo curado por UV esta disponible conequipo Tipo IV (requiere dollys especialescon base transparente)
Colocación de los Dollys (accesorios de tracción): - Aplicar el adhesivo al dolly, superficie, o
ambos.
- La adición de perlas de vidrio N°5 (1%)ayuda a la alineación con accesorio.
- Coloque el dolly sobre la superficiepintada.
- Presione hacia abajo, no retuerza o gire.
- Retire el exceso de adhesivo.
Página 79
Ilustración 67. Seleccionar el adhesivo
Ilustración 68. Colocación de Dolly

Medición de adherencia: Aquí veremos cómo es la medición de adherenciapara cada tipo de Dolly:
- Tipo II (mecánico):
- Tipo III (hidráulico): Inserte el pasador por el orificio centralde fijación del dolly de acero inoxidable(es necesario aflojar la palanca negra derosca)
Deslice hacia arriba de la conexión rápiday permitir que el anillo de seguridadenganche el borde exterior del dolly.
Tire hacia arriba para verificar que elanillo de bloqueo está activado.
Página 80
Ilustración 70. Equipo a usar para la medición
MODELO N° RANGO106/1 0-500 psi106/2 0-1000 psi
106/30-2000 psi(usa unallave)
106/40-3200 psi(usa unallave)
106/4A
Use dollys de2” diámetro,apoyo deTracción (usauna llave)
106/5 0-30 psi

Volver la "aguja barrido" roja a cero(configurar la pantalla a cero en equipodigital)
Gire el mango negro roscado hacia laderecha hasta que se produce rotura o lapresión máxima es alcanzada.
Página 81
Ilustración 72. El equipo sobre la superficie
Ilustración 71. Se inserta el pasador
Ilustración 73. Girar la aguja barrido

Lea la presión en indicación analógica odigital.
Los accesorios (dolly de acero inoxidable)se pueden limpiar con abrazadera de calor.
- Tipo IV (neumático): El dispositivo utiliza la presión del aireen el interior de un pistón paraproporcionar una tracción perpendicularconstante en el dolly con rosca
La presión del pistón se convierte en psi(o Kpa) utilizando tablas de conversiónbasado en el tamaño de pistón
Página 82
Ilustración 74. Girar el mando negro roscado a la derecha
Ilustración 75. Indicación digital
Ilustración 76. Indicación analógica

- Tipo V (hidráulico):
Utiliza la presión hidráulica para aplicaruna fuerza perpendicular al Dolly
El valor de tracción se lee directamente enla pantalla digital
Se muestra la versión manual
Página 83
Ilustración 77. Equipo de medición analógico
Ilustración 78. Equipo de medición digital
Ilustración 80. Equipo de medición tipo V
Ilustración 79. Interior
Ilustración 81. Lectura de los resultados

Una versión automática del equipo deadhesión Tipo V elimina la necesidad de unapalanca de bombeo para aplicar la cargahidráulica para el accesorio.
- Tipo VI (hidráulico): Equipo de adhesión Tipo VI utiliza presiónhidráulica para aplicar una fuerzaperpendicular al dolly.
La fuerza de tracción se lee directamenteen el medidor (hasta ~ 2470 psi).
Página 84
Ilustración 82. Modelo automático
Ilustración 83. Equipo de medición tipo VI

El registro del tipo y la ubicación del desprendimiento:
- Desprendimiento por adhesión: Entre capasdel sistema de recubrimientos o entre elsustrato y la primera capa derecubrimiento.
- Desprendimiento por cohesión: cuando se daen una sola capa de recubrimiento.
- Desprendimiento del pegamento: Adhesión delrecubrimiento y/o la fuerza de cohesiónsuperior a la fuerza de unión del adhesivo.
- Si en varios lugares y tipos ocurre eldesprendimiento, estime el porcentaje decada uno (por ejemplo, el 75% de cohesióndentro de imprimación, el 25% de adhesiónentre imprimación y capas intermedias).
Página 85
Ilustración 84. Fallo adhesivo
Ilustración 86. Fallo de cohesión

E.CONCLUSIONESPágina 86
Ilustración 85. Fallo de cohesiónIlustración 86. Fallo de cohesión

Tener el conocimiento sobre los tipos yprocesos de corrosión para la correctaelección del grado de preparación desuperficie y el sistema adecuado derecubrimiento acorde al sistema de trabajode las estructuras.
Página 87

La buena preparación de superficie tegarantizará la durabilidad de un materialrecubierto.
La elección de un buen sistema derecubrimiento a una buena preparación desuperficie te da performance y durabilidaden el tiempo.
La aplicación correcta de las normasinternacionales (ASTM, SSPC, VISS), para eltratamiento de superficie y aplicación derecubrimientos garantizara un trabajo decalidad.
Siempre tener en cuenta la importancia delaseguramiento de la calidad al término delos procesos de preparación de superficie yrecubrimiento en estructuras metálicas.
Página 88