Lư thuy-t b-c 3 CGKL tren CNC CDN KT HCM 12 7.2014
30
BỘ LAO ĐỘNG-THƯƠNG BINH VÀ XÃ HỘI TỔNG CỤC DẠY NGHỀ KỲ THI KỸ NĂNG NGHỀ QUỐC GIA BÀI THI LÝ THUYẾT TÊN NGHỀ : Cắt gọt kim loại trên máy CNC BẬC TRÌNH ĐỘ : 3 Thời gian thi : 90 phút Mã số bài thi : 3.2 Ngày thi : 12/7/2014 Địa điểm : Trung tâm đánh giá kỹ năng nghề quốc gia Trường Cao đẳng nghề Kỹ thuật công nghệ Tp. Hồ Chí Minh Họ và tên thí sinh:……………………………………………Số BD:………… (Thí sinh lựa chọn phương án trả lời đúng trong 4 phương án đã cho sẵn và tô kết quả trả lời vào Phiếu đáp án) CÂU HỎI THI: Câu 1: Hình nào dưới đây là ký hiệu dung sai độ đảo (A) (B) (C) (D) a) Hình A b) Hình B c) Hình C d) Hình D Câu 2: Hình nào dưới đây là ký hiệu dung sai độ đảo toàn phần: (A) (B) (C) (D) a) Hình A b) Hình B c) Hình C d) Hình D Page 1 of 30
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of Lư thuy-t b-c 3 CGKL tren CNC CDN KT HCM 12 7.2014

BỘ LAO ĐỘNG-THƯƠNG BINHVÀ XÃ HỘI
TỔNG CỤC DẠY NGHỀKỲ THI KỸ NĂNG NGHỀ QUỐC GIA
BÀI THI LÝ THUYẾT
TÊN NGHỀ : Cắt gọt kim loại trên máy CNCBẬC TRÌNH ĐỘ : 3Thời gian thi : 90 phút Mã số bài thi : 3.2Ngày thi : 12/7/2014Địa điểm : Trung tâm đánh giá kỹ năng nghề quốc gia
Trường Cao đẳng nghề Kỹ thuật công nghệ Tp. Hồ Chí Minh
Họ và tên thí sinh:……………………………………………Số BD:…………(Thí sinh lựa chọn phương án trả lời đúng trong 4 phương án đã cho sẵn và tô
kết quả trả lời vào Phiếu đáp án)
CÂU HỎI THI:Câu 1: Hình nào dưới đây là ký hiệu dung sai độ đảo
(A) (B) (C) (D)a) Hình Ab) Hình Bc) Hình Cd) Hình D
Câu 2: Hình nào dưới đây là ký hiệu dung sai độ đảo toàn phần:
(A) (B) (C) (D)
a) Hình Ab) Hình Bc) Hình Cd) Hình D
Page 1 of 30

Câu 3: Hình nào dưới đây là ký hiệu dung sai độ song song:
(A) (B) (C) (D)
a) Hình Ab) Hình Bc) Hình Cd) Hình D Câu 4: Hình nào dưới đây là ký hiệu dung sai độ đối xứng:
(A) (B) (C)
(D)
a) Hình Ab) Hình Bc) Hình Cd) Hình D
Câu 5:Khi cần truyền chuyển động giữa các trục xa nhau (trên 10m), ta dùng bộ truyền nào hiệu quả nhất:
a. đai.b. xích.c. bánh răng,d. trục vít.
Câu 6:Độ dẻo & độ đàn hồi đai giúp bộ truyền đai có khả năng:a. làm việc không ồn, tăng dao động khi tải trọng thay đổi và
phòng ngừa quá tải.b. làm việc ồn, giảm dao động khi tải trọng thay đổi và không
phòng ngừa quá tải.c. làm việc không ồn, giảm dao động khi tải trọng thay đổi và
phòng ngừa quá tải.d. làm việc không ồn và phòng ngừa quá tải.
Câu 7:Để tăng khả năng tải ủa bộ truyền đai, ta sử dụng đai:
Page 2 of 30

a. đai dẹt.b. đai thang/thang hẹp/lượcc. đai tròn.d. đai răng.
Câu 8: Đơn vị nhỏ nhất của nguyên công là.a. Vị trí. b. Đường chuyển dao.c. Động tác. d. Bước.
Câu 9: Quá trình liên quan trực tiếp đến việc làm thay đổi hình dáng, kích thước, tính chất và tạo ra mối quan hệ giữa các chi tiết là quá trình.a. Quá trình công nghệ. b. Quá trình sản xuất.d. Quá trình gia công d. Quá trình lắp ráp.
Câu 10: Phương pháp đúc mà vật đúc có cấu trúc hạt bên ngoài mịn hơn bên trong làa. Đúc li tâm b. Đúc trong khuôn cát c. Đúc trong khuôn kim loại d. Đúc áp lực.
Câu 11: Phương pháp đúc mà khuôn chỉ sử dụng một lần làa. Đúc li tâm b. Đúc trong khuôn cát c. Đúc trong khuôn kim loại d. Đúc áp lực.
Câu 12: Phương pháp đúc nào đòi hỏi kim loại đúc phải có nhiệt độ nóng chảy nhỏ hơn nhiệt độ nóng chảy của vật liệu làm khuôn rấtnhiềua. Đúc li tâm b. Đúc trong khuôn cátc. Đúc trong khuôn kim loại d. Đúc áp lực.
Câu 13: Để đúc các chi tiết có hình dáng phức tạp người ta thường dùng phương pháp đúca. Đúc li tâm b. Đúc trong khuôn cát c. Đúc trong khuôn kim loại d. Đúc áp lực.
Câu 14: Để đúc các chi tiết có dạng tròn xoay người ta thường dùngphương pháp đúc a. Đúc li tâm b Đúc trong khuôn cátc. Đúc trong khuôn kim loại d. Đúc áp lực.
Page 3 of 30

Câu 15: Để đúc các chi tiết có kích thước lớn người ta thường dùngphương pháp đúca. Đúc li tâm b. đúc trong khuôn cát c. Đúc trong khuôn kim loại d. Đúc áp lực.
Câu 16: Phương pháp định hình kim loại ở nhiệt độ thấp là phương phápa. Dập thể tích b. Dập tấmc. Rèn d. Dập khối.
Câu 17: Khái niệm chày và cối xuất hiện trong phương pháp nào sau đâya. Dập thể tích b. Dập tấm c. Rèn d. Dập thể tích và rèn.
Câu 18: Phương pháp tạo phôi yêu cầu thiết bị có công suất và thể tích lớn, độ chính xác chuyển động cao là phương phápa. Dập thể tích b. Dập tấm c. Rèn d. Dập khối.
Câu 19: Phương pháp tạo phôi nào sau đây dễ dàng tự động hoáa. Dập thể tích b. Dập tấm c. Rèn d. Dập khối.
Câu 20: Gia công chuẩn bị phôi gồm các việc nào sau đâya. Làm sạch phôi, nắn thẳng phôi, cắt đứt phôi, gia công phá, gia công lỗ tâmb. Làm sạch phôi, gia công mặt đầu, nắn thẳng phôi, cắt đứt phôi, gia công phác. Làm sạch phôi, gia công mặt đầu, gia công phá, nắn thẳng phôi, gia công lổ tâmd. Gia công mặt đầu, nắn thẳng phôi, cắt đứt phôi, gia công phá, gia công lổ tâm.
Câu 21: Phương pháp gia công lỗ tâm nào sau đây có độ chính xác cao nhất .a.Khoan trên máy tiện . b.Khoan trên máy khoan bàn.c.Khoan trên máy khoan chuyên dùng d.Khoan trên máy khoan cần.
Câu 22: Phương pháp rèn là phương pháp tạo phôi phù hợp cho dạng sản xuất.
Page 4 of 30
a. Sản xuất đơn chiếc. b. Sản xuất đơn chiếc và hàng loạt nhỏ.c. Sản xuất hàng khối và hàng loạt lớn. d. Sản xuất hàng khối.
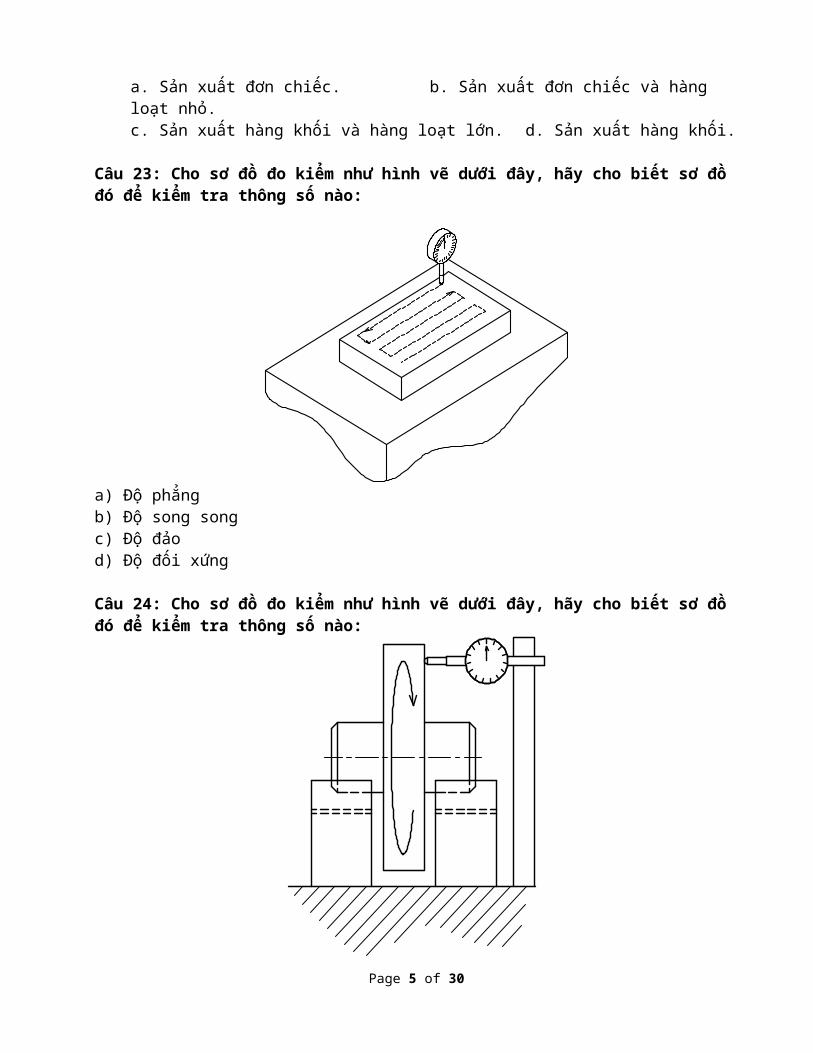
Câu 23: Cho sơ đồ đo kiểm như hình vẽ dưới đây, hãy cho biết sơ đồ đó để kiểm tra thông số nào:
a) Độ phẳngb) Độ song songc) Độ đảod) Độ đối xứng
Câu 24: Cho sơ đồ đo kiểm như hình vẽ dưới đây, hãy cho biết sơ đồ đó để kiểm tra thông số nào:
Page 5 of 30

a) Độ phẳngb) Độ đảo mặt đầuc) Độ đảod) Độ đối xứng
Câu 25: Cho sơ đồ đo kiểm như hình vẽ dưới đây, hãy cho biết sơ đồ đó để kiểm tra thông số nào:
a) Độ phẳngb) Độ đảo mặt đầuc) Độ đảo hướng kínhd) Độ đối xứng
Câu 26: Ký hiệu nào sau đây biểu thị cho hệ thống lỗ ?a) ф100H7; b) 90g5; c) ф90; d) 100h6;
Câu 27: Loại đồ gá phù hợp cho tất cả các dạng sản xuất làa. Đồ gá chuyên dùng b. Đồ gá vạn năngc. Đồ gá tổ hợp d. Đồ gá lắp ghép
Câu 28: Công dụng của đồ gá làa. Nâng cao độ chính xác gia công, tăng năng suất, tăng khả năng
công nghệ, cải thiện điều kiện làm việcb. Nâng cao độ chính xác gia công, tăng năng suất, tăng khả năng
công nghệ, cải thiện điều kiệnlàm việc, giúp gia công được nguyên công khó, không cần sử dụng thợ bậc cao
Page 6 of 30

c. Nâng cao độ chính xác gia công, tăng năng suất, tăng khả năng công nghệ, cải thiện điều kiện làm việc, giảm căng thẳng cho công nhân
d. Nâng cao độ chính xác gia công, tăng năng suất, tăng khả năng công nghệ, cải thiện điều kiện làm việc, giúp gia công nguyên công khó.
Câu 29: Người ta chia chuẩn ra làm:a. 2 loại (chuẩn thiết kế-chuẩn Cnghệ) b. 4 loạic. 5 loại d. 6 loại
Câu 30: Chuẩn chỉ tồn tại trên bản vẽ là chuẩna. Chuẩn thiết kế b. Chuẩn định vịc. Chuẩn lắp ráp d. Chuẩn đo lường.
Câu 31: Chuẩn gia công tinh được chia làma. 2 loại b. 3 loại c. 4 loại d. 5 loại
Câu 32: Quá trình gá đặt chi tiết gồma. 2 quá trình b. 3 quá trìnhc. 4 quá trình d. 5 quá trình.
Câu 33: Một vật trong không gian cóa. 3 bậc tự do b. 4 bậc tự doc. 5 bậc tự do d. 6 bậc tự do
Câu 34: Vật rắn trong mặt phẳng cóa. 2 bậc tự do b. 3 bậc tự doc. 4 bậc tự do d. 6 bậc tự do
Câu 35: Phương pháp rà gá phù hợp cho dạng sản xuất.a. Đơn chiếc, hàng loạt nhỏ. b. Hàng loạt lớn, hàng khốic. Đơn chiếc d. Hàng khối
Câu 36: Trong mặt phẳng, vật rắn thực hiện các chuyển động sau.a. 2 chuyển động quay, 1 chuyển động tịnh tiến.b. 2 chuyển động tịnh tiến, 1 chuyển động quay.c. 3 chuyển động tịnh tuyến.d. 3 chuyển động quay.
Page 7 of 30

Câu 37: Sai số gây ra do chuẩn định vị không trùng với gốc kích thước là.a. Sai số chuẩn. b. Sai số đồ gá.c. Sai số kẹp chặt. d. Sai số chế tạo.
Câu 38: Khi dùng chốt tỳ cố định để định vị mặt phẳng thô, diện tích tiếp xúc bé, ta dùng a. Chốt tỳ đầu phẳng b. Chốt tỳ đầu chỏm cầu c. Chốt tỳ đầu khía nhám d. Chốt tỳ đầu phẳng và khía nhám
Câu 39: Khi dùng chốt tỳ cố định để định vị mặt phẳng đã gia công tinh ta dùng chốt tỳa. Chốt tỳ đầu phẳng b. Chốt tỳ đầu chỏm cầuc. Chốt tỳ đầu khía nhám d. Chốt tỳ đầu khía nhám và chỏmcầu
Câu 40: Theo hình vẽ bên, mặt sau chính của dao tiện:a. Mặt 1. b. Mặt 2.c. Mặt 4. d. Mặt 6.
Câu 41: Theo hình vẽ trên, mặt trước của dao tiện:a. Mặt 1. b. Mặt 3.c. Mặt 4. d. Mặt 6.
Câu 42: Lưỡi cắt phụ của dao là:a. Giao tuyến của mặt trước và mặt sau phụ.b. Giao tuyến của mặt trước và mặt đáy.c. Giao tuyến của mặt trước và mặt sau chính.d. Giao tuyến giữa mặt sau chính và mặt sau phụ.
Câu 43: Mặt sau chính của dao là mặt như thế nào?a. Là mặt đối diện với bề mặt đang gia công trên chi tiết.b. Là mặt đối diện với bề mặt đã gia công trên chi tiết.c. Là mặt bên trên phần cắt của dao.d. Là bề mặt vuông góc với bề mặt đang gia công trên chi tiết.
Câu 44: Mặt đã gia công là:a. Bề mặt đang tiếp xúc với lưỡi cắt chính.
Page 8 of 30
12
34
65
b. Bề mặt đang đối diện với mặt sau chính.c. Bề mặt trên chi tiết mà dao đã cắt qua.d. Bề mặt đang tiếp xúc với mặt sau phụ.
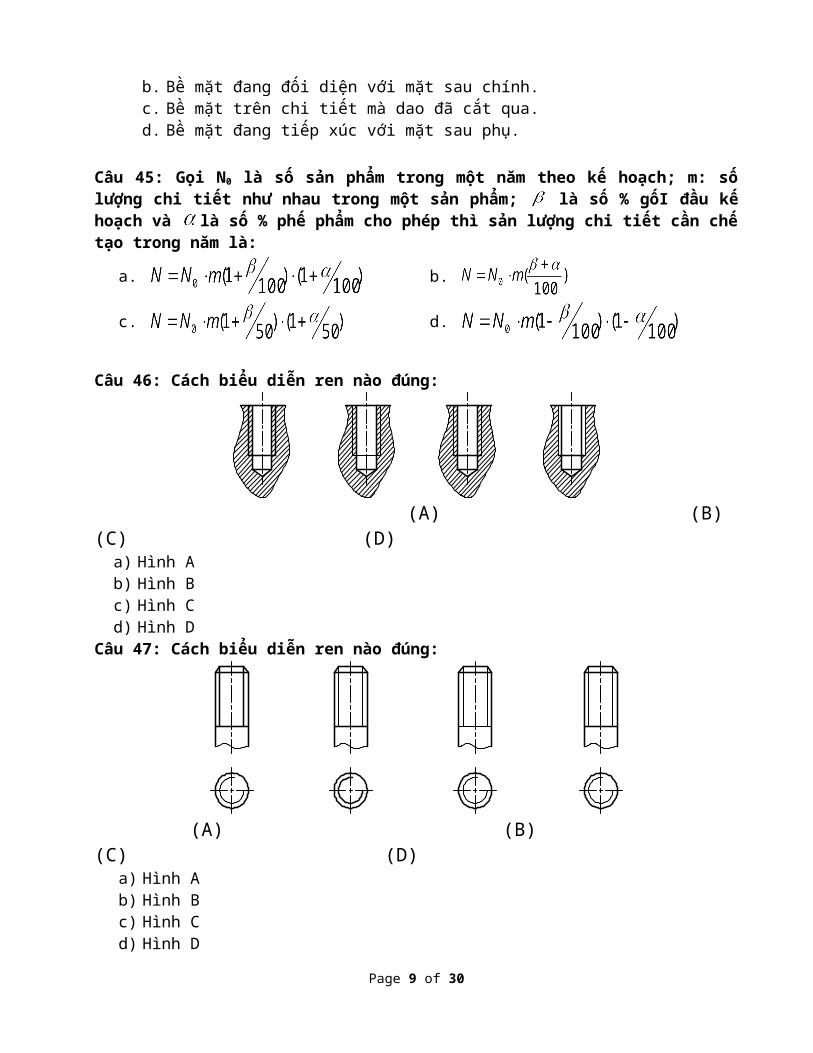
Câu 45: Gọi N0 là số sản phẩm trong một năm theo kế hoạch; m: sốlượng chi tiết như nhau trong một sản phẩm; là số % gốI đầu kếhoạch và là số % phế phẩm cho phép thì sản lượng chi tiết cần chếtạo trong năm là:
a. b.
c. d.
Câu 46: Cách biểu diễn ren nào đúng:
(A) (B) (C) (D)a) Hình Ab) Hình Bc) Hình Cd) Hình D
Câu 47: Cách biểu diễn ren nào đúng:
(A) (B) (C) (D)
a) Hình Ab) Hình Bc) Hình Cd) Hình D
Page 9 of 30
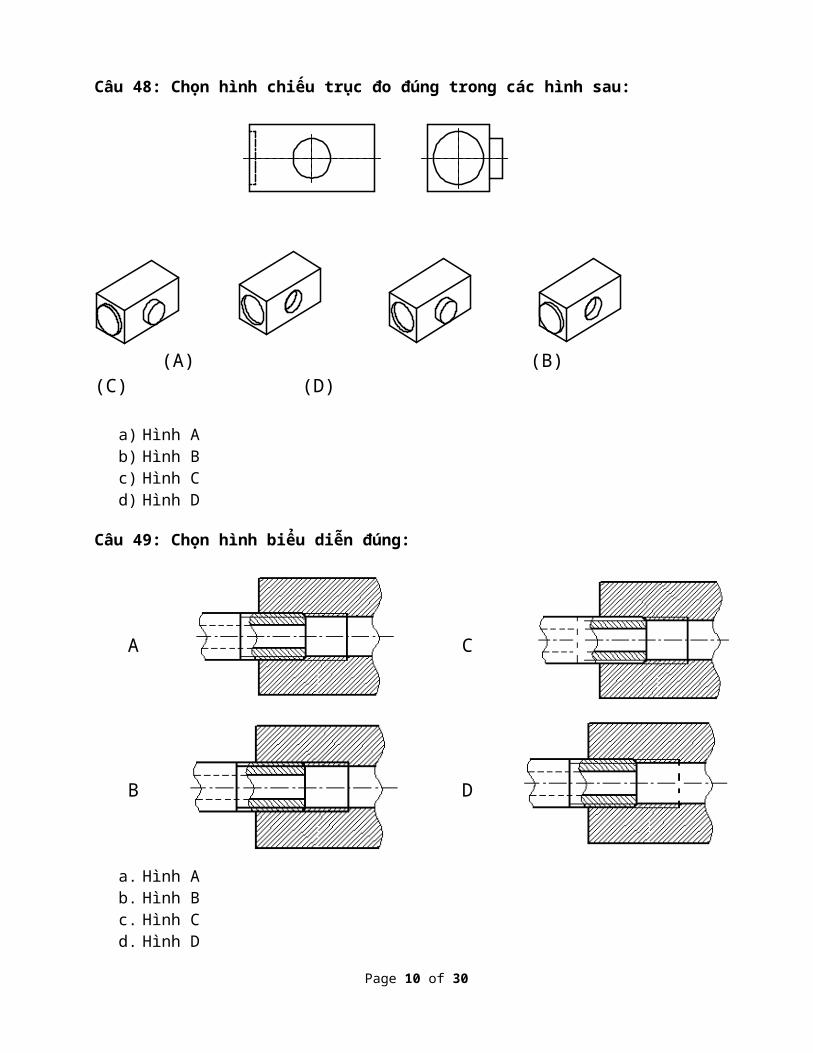
Câu 48: Chọn hình chiếu trục đo đúng trong các hình sau:
(A) (B) (C) (D)
a) Hình Ab) Hình Bc) Hình Cd) Hình D
Câu 49: Chọn hình biểu diễn đúng:
A C
B D
a. Hình Ab. Hình Bc. Hình Cd. Hình D
Page 10 of 30

Page 11 of 30

Câu 50: Hệ trục toạ độ trên máy CNC xác định theo quy tắc bàn tay phải là:
a. Ab. Bc. Cd. D
Page 12 of 30
A,
B,

Câu 51: Lệnh bù bán kính mũi dao khi cắt cung tròn R2, từ điểm D đến E, bán kính mũi dao Rn = 0,4 là:
a.G03 X40. Z-2.4 R2.;b.G03 X40. Z-2.4 R2.4;c.G03 X40. Z-2. R2.4;
d.G02 X40. Z-2.4 R2.4;
Page 13 of 30
C,
D,
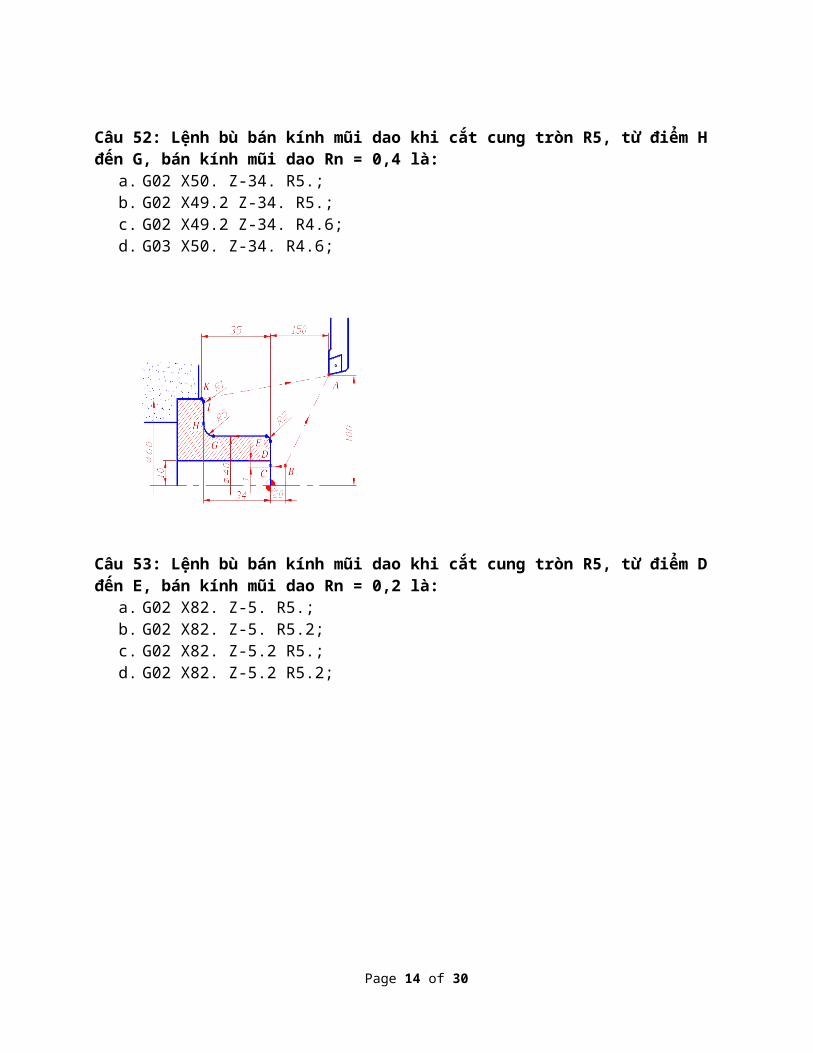
Câu 52: Lệnh bù bán kính mũi dao khi cắt cung tròn R5, từ điểm H đến G, bán kính mũi dao Rn = 0,4 là:
a. G02 X50. Z-34. R5.;b. G02 X49.2 Z-34. R5.;c. G02 X49.2 Z-34. R4.6;d. G03 X50. Z-34. R4.6;
Câu 53: Lệnh bù bán kính mũi dao khi cắt cung tròn R5, từ điểm D đến E, bán kính mũi dao Rn = 0,2 là:
a. G02 X82. Z-5. R5.;b. G02 X82. Z-5. R5.2;c. G02 X82. Z-5.2 R5.;d. G02 X82. Z-5.2 R5.2;
Page 14 of 30
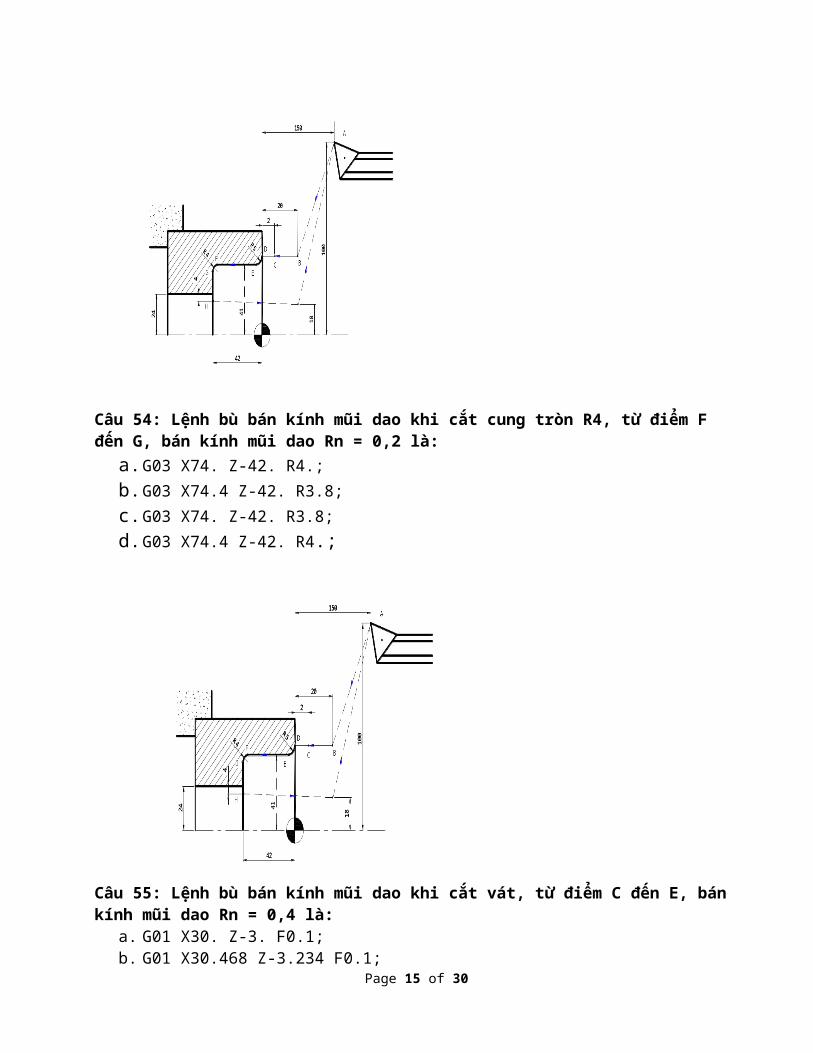
Câu 54: Lệnh bù bán kính mũi dao khi cắt cung tròn R4, từ điểm F đến G, bán kính mũi dao Rn = 0,2 là:
a.G03 X74. Z-42. R4.;b.G03 X74.4 Z-42. R3.8;c.G03 X74. Z-42. R3.8;d.G03 X74.4 Z-42. R4.;
Câu 55: Lệnh bù bán kính mũi dao khi cắt vát, từ điểm C đến E, bán kính mũi dao Rn = 0,4 là:
a. G01 X30. Z-3. F0.1;b. G01 X30.468 Z-3.234 F0.1;
Page 15 of 30

c. G01 X30.468 Z-3. F0.1;d. G01 X30. Z-3.234 F0.1;
Câu 56: Lệnh bù bán kính mũi dao khi cắt vát, từ điểm F đến G, bán kính mũi dao Rn = 0,2 là:
a. G01 X40. Z-20. F0.1;b. G01 X39.766 Z-20.117 F0.1;c. G01 X39.766 Z-20. F0.1;d. G01 X40. Z-20.117 F0.1;
Câu 57: Lệnh bù bán kính mũi dao khi cắt vát, từ điểm D đến E, bán kính mũi dao Rn = 0,4 là:
Page 16 of 30

a. G01 X82. Z-5. F0.1;b. G01 X82.468 Z-5. F0.1;c. G01 X82.468 Z-5.234 F0.1;d. G01 X82. Z-5.234 F0.1;
Câu 58: Lệnh bù bán kính mũi dao khi cắt vát, từ điểm F đến G, bán kính mũi dao Rn = 0,2 là:
a. G01 X74. Z-42. F0.1;b. G01 X74. Z-42.117 F0.1;c. G01 X74.234 Z-42. F0.1;d. G01 X74.234 Z-42.117 F0.1;
Page 17 of 30

Câu 59: Lệnh cắt gọt từ điểm A đến B là:a.G01 G91 X5. Y-5. F100;b.G01 G91 X-5. Y-15. F100;c.G01 G91 X5. Y-15. F100;d.G01 G91 X-5. Y-5. F100;
Câu 60: Lệnh cắt cung tròn từ điểm C đến D là:a. G03 X90. Y70. R-40. F100;b. G02 X90. Y70. R40. F100;c. G02 X90. Y70. R-40. F100;d. G03 X90. Y70. R40. F100;
Page 18 of 30

Câu 61: Lệnh cắt đường tròn theo hướng mũi tên từ điểm A đến A là:a. G03 I-30. F100;b. G02 J30. F100;c. G03 J30. F100;d. G02 I-30. F100;
Câu 62: Lệnh cắt đường tròn theo hướng mũi tên từ điểm B đến B là:a. G03 I-30. F100;b. G02 J30. F100;c. G03 J30. F100;d. G02 I-30. F100;
Page 19 of 30
§iÓm cuèi cung trßn (X=90; Y=70)
§iÓm ®Çu cung trßn
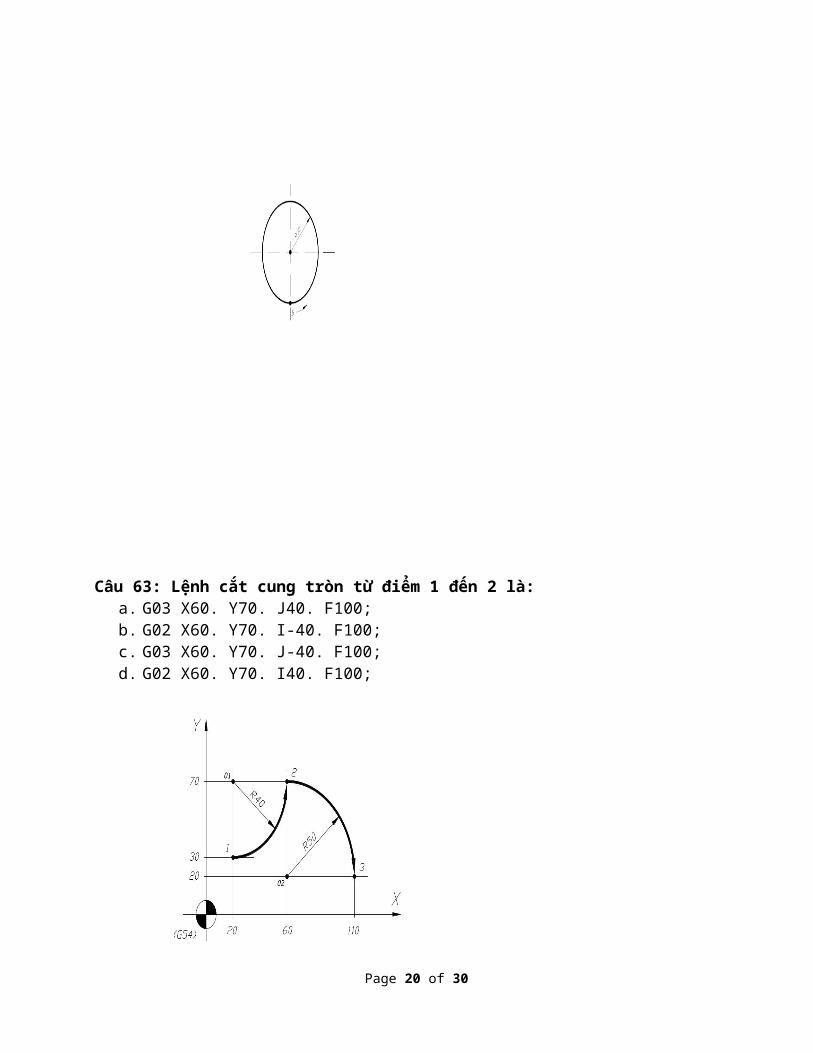
Câu 63: Lệnh cắt cung tròn từ điểm 1 đến 2 là:a. G03 X60. Y70. J40. F100;b. G02 X60. Y70. I-40. F100;c. G03 X60. Y70. J-40. F100;d. G02 X60. Y70. I40. F100;
Page 20 of 30

Câu 64: Lệnh cắt cung tròn từ điểm 2 đến 3 là:a. G02 X110. Y20. J50. F100;b. G02 X110. Y20. I50. F100;c. G02 X110. Y20. I-50. F100;d. G02 X110. Y20. J-50. F100;
Câu 65: Lệnh bù bán kính dao sang phía trái đường cắt của dao từ điểm O đến A là:
a. G00 G90 G41 X60. Y-30. D01;b. G00 G90 G42 X60. Y30. D01;c. G00 G90 G41 X60. Y30. D01;d. G00 G90 G42 X-60. Y30. D01;
Page 21 of 30

Câu 66: Lệnh huỷ bù bán kính dao từ điểm G đến O là:a. G00 G90 G40 X0 Y0;b. G00 G91 G40 X0 Y0;c. G00 G90 G40 X30. Y-40.;d. G00 G91 G40 X30. Y-40.;
Câu 67: Lệnh bù bán kính dao từ điểm O đến A là:a. G01 G90 G42 X20. Y-30. D01;b. G01 G90 G41 X30. Y30. D01;c. G01 G90 G42 X20. Y-30. D01;d. G01 G90 G41 X20. Y-30. D01;
Page 22 of 30

Câu 68: Lệnh huỷ bù bán kính dao từ điểm C đến O là:a. G01 G91 G40 X0 Y0;b. G01 G90 G40 X0 Y0;c. G01 G91 G40 X0 Y-30.;d. G01 G90 G40 X-20. Y0;
Câu 69: Lệnh bù chiều dài dao từ điểm a đến b là:a. G91 G00 G54 G43 Z5. H01;
Page 23 of 30

b. G90 G00 G54 G43 Z35. H01;c. G91 G00 G54 G43 Z35. H01;d. G90 G00 G54 G43 Z5. H01;
Câu 70: Lệnh trễ khi cắt đễn đáy lỗ, tốc độ trục chính 500v/p là:a.G04 P100;b.G04 P150;c.G04 P200;d.G04 P80;
Page 24 of 30

Câu 71: Lệnh để dao đi thẳng từ điểm hiện hành trở về điểm R là:a. G91 G28 G00 X300. Y250.;b. G91 G28 G00 X300. Y0;c. G91 G28 G00 X0 Y250.;d. G91 G28 G00 X0 Y0;
Câu 72: Lệnh ta rô ren phải, tọa độ lỗ X0 Y0 Z-20, tốc độ trục chính 300v/p, bước ren 1,5 là:
a. G74 X0 Y0 Z-20. R8. F450;b. G84 X0 Y0 Z-20. R8. F300;c. G74 X0 Y0 Z-20. R8. F300;d. G84 X0 Y0 Z-20. R8. F450;
Câu 73: Lệnh ta rô ren trái, tọa độ lỗ X20 Y30 Z-25, tốc độ trục chính 300v/p, bước ren 1.0 là:
a. G84 X20. Y30. Z-25. R7. F400;b. G74 X20. Y30. Z-25. R7. F300;c. G84 X20. Y30. Z-25. R7. F300;d. G74 X20. Y30. Z-25. R7. F400;
Câu 74: Lệnh khoan lỗ G81, tọa độ lỗ X0 Y0 Z-30 là:a. G81 X0 Y0 Z-30. R2. F100 P100;b. G81 X0 Y0 Z-30. R2. F100;c. G81 X0 Y0 Z-30. R2. F100 L2;
Page 25 of 30
§iÓm R
§iÓm hiÖn hµnh
d. G81 X0 Y0 Z-30. R2. F100 Q5.;
Câu 75: Lệnh khoan lỗ G82, tọa độ lỗ X60 Y60 Z-20 là:a. G82 X60. Y60. Z-20. R2. F100 L3;b. G82 X60. Y60. Z-20. R2. F100 Q2.;c. G82 X60. Y60. Z-20. R2. F100;d. G82 X60. Y60. Z-20. R2. F100 P100;
Câu 76: Lệnh khoan lỗ G83, tọa độ lỗ X50 Y50 Z-35 là:a. G83 X50. Y50. Z-35. R2. F100 L5;b. G83 X50. Y50. Z-35. R2. F100 Q5.;c. G83 X50. Y50. Z-35. R2. F100;d. G83 X50. Y50. Z-35. R2. F100 P200;
Câu 77: Lệnh doa lỗ G85, tọa độ lỗ X0 Y0 Z-50 là:a. G85 X0 Y0 Z-50. R5. F50;b. G85 X0 Y0 Z-50. R5. F50 Q2.;c. G85 X0 Y0 Z-50. R5. F50 L3;d. G85 X0 Y0 Z-50. R5. F50 P100;
Câu 78: Lệnh khoét lỗ G86, tọa độ lỗ X30 Y30 Z-50 là:a. G86 X30. Y30. Z-50. R5. F120 Q5.;b. G86 X30. Y30. Z-50. R5. F120;c. G86 X30. Y30. Z-50. R5. F120 P120;d. G86 X30. Y30. Z-50. R5. F120 L3.;
Câu 79: Sau khi khoan lỗ 1, lệnh lặp để khoan 3 lỗ còn lại là:a.G90 X20. Y10. P3;b.G91 X20. Y-10. L3;c.G90 X20. Y-10. P3;d.G91 X20. Y10. L3;
Page 26 of 30

Câu 80: Sau khi khoan lỗ 2, câu lệnh để khoan lỗ 3 là:a. G99 Y-40.;b. G98 Y-40. R5.;c. G99 Y-40. R5.;d. G98 Y-40.;
Câu 81: Lệnh gọi chương trình con số 100 là:a. M98 Q100;b. M99 P100;c. M98 P100;d. M98 L100;
Câu 82: Lệnh lựa chọn số vòng quay trục chính 300 vòng/phút là:a. G96 F300 M03;
Page 27 of 30

b. G97 F300 M03;c. G96 S300 M03;d. G97 S300 M03;
Câu 83: Lệnh lựa chọn vận tốc cắt 200 mét/phút là:a. G97 P200 M03;b. G96 S200 M03;c. G97 S200 M03;d. G96 P200 M03;
Câu 84: Lệnh lựa chọn cắt biên dạng 2D trên phần mềm CAD/CAM là:a. Contour;b. Face; Ren có ký hiệu Tr 20x2-LH là :c. Drill;d. Thread;
Câu 85: Lệnh khoan trên phần mềm CAD/CAM là:a. Contour;b. Face;c. Drill;d. Thread;
Câu 86: Lệnh gia công ren trên phần mềm CAD/CAM là:a. Contour;b. Face;c. Drill;d. Thread;
Câu 87: Lệnh vát mép trên phần mềm CAD/CAM là:a. Chamfer;b. Face;c. Drill;d. Thread;
Câu 88: Lệnh gia công thô trên phần mềm CAD/CAM là:a. Finish cutting;b. Face;c. Rough cutting;d. Thread;
Page 28 of 30

Câu 89: Lệnh gia công tinh trên phần mềm CAD/CAM là:a. Finish cutting;b. Face;c. Rough cutting;d. Thread;
Câu 90: Trên máy tiện CNC, bộ truyền trục vít đai ốc được sử dụng là:
a. Trục vít đai ốc ren thang;b. Trục vít đai ốc bi;c. Trục vít đai ốc ren vuông;d. Trục vít đai ốc ren tam giác
Câu 91: Sai số gây ra do chuẩn định vị không trùng với gốc kích thước là.
a. Sai số chuẩn. b. Sai số đồ gá.c. Sai số kẹp chặt. d. Sai số chế tạo.
Câu 92: Sản lượng không ít, sản phẩm được chế tạo từng loạt theochu kỳ và có tính tương đối ổn định là:
a. Dạng sản xuất đơn chiếc b. Dạng sản xuất hàng loạtc. Dạng sản xuất hàng khối d. Dạng sản xuất linh hoạt.
Câu 93: Ren ống dùng trong các mối ghép ống có profin là hình tam giác cân, góc ở đỉnh là:
a) 550
b) 500
c) 600
d) 450
Câu 94: Trên máy phay CNC, lượng bù bán kính dao khi cắt tinh, daophay ngón ø10 là:
a. 5.0;b. 5.1;c. 5.2;d. 5.3;
Câu 95: Khi dùng chốt tỳ cố định để vị trí mặt phẳng thô, diện tíchtiếp xúc lớn ta dùng loại
a. Chốt tỳ phẳng b. Chốt tỳ đầu chỏm cầuc. Chốt tỳ đầu khía nhám d. Chốt tỳ đầu phẳng và chỏm cầu
Page 29 of 30

Câu 96: Mâm cặp 3 chấu là loại đồ gá trên máy tiện:a. Đồ gá tổ hợp. b. Đồ gá chuyên dùng.c. Đồ gá vạn năng. d. Cả a, b và c đều đúng.
Câu 97: Trực tiếp làm thay đổi hình dáng, kích thước, vị trí tươngquan, cơ lý tính của vật liệu là:
a. Bước. b. Động tác.c. Nguyên công. d. Quá trình công nghệ.
Câu 98: Quá trình làm thay đổi tính chất lý hoá của vật liệu chitiết:
a. Quá trình công nghệ. b. Quá trình công nghệ gia côngcơ.
c. Quá trình công nghệ nhiệt luyện. d. Quá trình công nghệ lắpráp.
Câu 99: Quá trình hình thành mối quan hệ tương quan giữa các chitiết thông qua mối lắp là:
a. Quá trình công nghệ. b. Quá trình công nghệ gia côngcơ.
c. Quá trình công nghệ nhiệt luyện. d. Quá trình công nghệ lắpráp.Câu 100: Trong cắt gọt kim loại, bề mặt đang gia công là:
a. Bề mặt của phôi mà dao sẽ cắt đến theo quy luật chuyểnđộng.
b. Bề mặt trên chi tiết mà lưỡi cắt đang trực tiếp thực hiệnviệc tách phoi.
c. Bề mặt chi tiết chứa lượng dư cần bỏ.d. Bề mặt trên chi tiết mà dao đã cắt qua theo quy luật chuyển
động.
------HẾT------
Page 30 of 30