L&T L.I.F.E
70
April - June 2014 Volume - 4, Issue - 2 L&T L.I.F.E Living Injury Free Everyday Environment Safety Health HELMET
-
Upload
khangminh22 -
Category
Documents
-
view
10 -
download
0
Transcript of L&T L.I.F.E
April - June 2014Volume - 4, Issue - 2
L&T L.I.F.ELiving Injury Free Everyday
Environment SafetyHealth
HELMET
FocusContentsThe new fiscal has dawned rich with
promise. Recognition and accolades have poured in from several quarters, including overseas, for our sustained and continued commitment towards EHS practices. ICs are enthusiastically exploring fresh avenues and strategies to further enhance EHS performance and germinating interesting new approaches such as L&T - L.I.F.E, Safety Ladder and the Nudge Theory which are expected to breed a path-breaking EHS culture across the organization.
In the contents spread, we have shown why the Rope Suspended Platform is so versatile, dwelt on why lifting is a critical exercise with a piece on cranes, got into the mind of the Project Manager of ‘The Address’ as to how he stewarded his team to achieve 25 million man hours and much more …
Happy reading!
Editor : Vinod Jacob Chacko
Associate Editor : Gopi Kannan. S
Editorial team : V. Ramesh Kumar Ashwin Chand | Mayura. K Shamala Vsn Nadendla
Content by : M. Kamarajan | P. Nagarajan Md Quaisar Imam Sathyanarayana Seelamanthula Stephen Philip Storey Murali Krishnan | P. V. Kaliappan Nick Abalde | K. S. Sudheesh Kumar Mathivanan Palaniappan S. Anantha Prasanna Venkatesh
Photography : V. S. Natanavelu | R. Vijay Kumar
Design & layout : Global Print Design, Chennai
Rope suspended platform ....
Diesel safety .......................
Risks of reversing ...............
L&T L.I.F.E ..........................
Micro-tunneling .................
Nudge theory .....................
Water - The elixir of life ......
223144476568
18
3HELMET, April - June 2014
Come, be a part of the cultural transformation
Dear Colleagues,
All of us have heard the term ‘cultural transformation’ off and
on and, in fact, the ‘Suraksha Jeet’ initiative was started with a
primary purpose of bringing about a cultural transformation
in our organization. Many initiatives have been embarked
upon under this initiative, all towards ushering in a positive
culture. Let’s dwell on the word ‘culture’ in this issue, examine
its relevance in today’s context and its importance to help us
enhance our safety performance.
The dictionary defines culture as the ’development or
improvement of the mind by education or training’ or ‘the
behaviour and belief characteristics of a particular social,
ethnic or age group’. In our context, let us re-define ‘culture’
as the beliefs, attitudes and behaviours of L&T employees
towards safety. If L&T, as a whole, feels that the present level
of safety culture is inadequate/ inappropriate in meeting the
organization’s expected safety performance, then the safety
culture needs to be suitably modified through education,
training and / or any other method. Which, in essence, is
the long and short of cultural transformation. It would be
appropriate to first understand the current level of safety
culture before we attempt to transform it. The following model
will help identify our current level of safety culture.
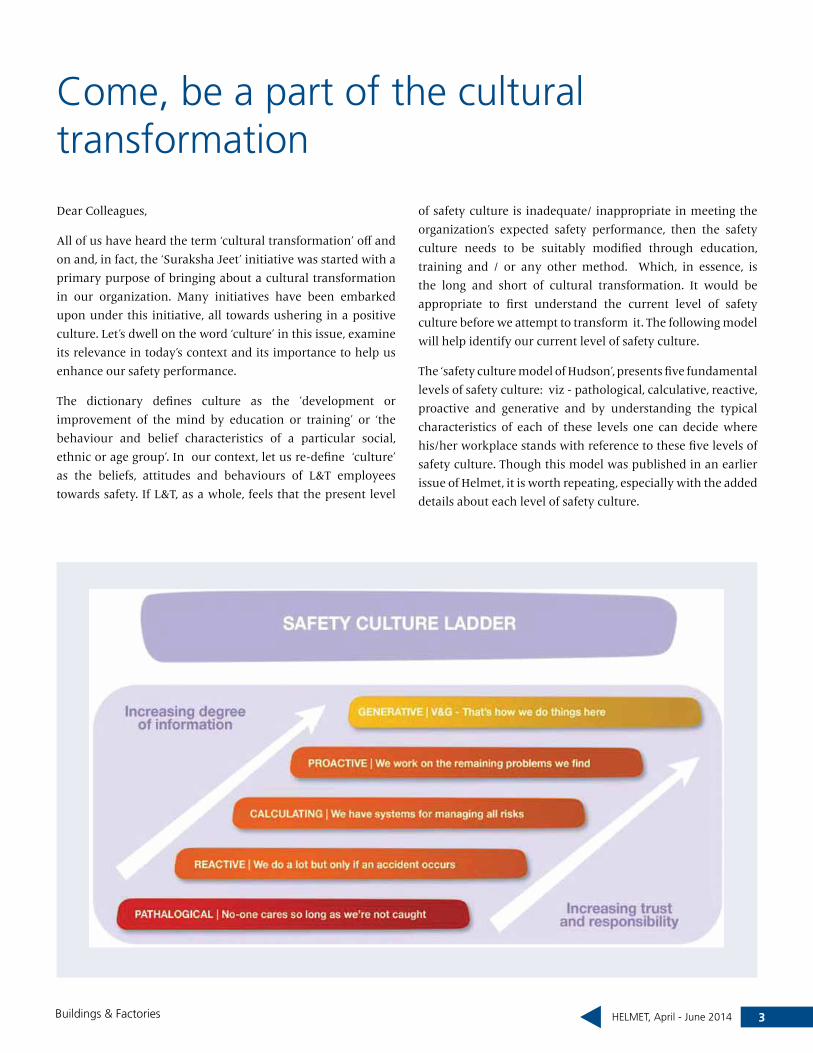
The ‘safety culture model of Hudson’, presents five fundamental
levels of safety culture: viz - pathological, calculative, reactive,
proactive and generative and by understanding the typical
characteristics of each of these levels one can decide where
his/her workplace stands with reference to these five levels of
safety culture. Though this model was published in an earlier
issue of Helmet, it is worth repeating, especially with the added
details about each level of safety culture.
Buildings & Factories

4 HELMET, April - June 2014
1) Pathological level: People who
belong to organizations at this
level can often be heard saying
“who cares, as long as we are
not caught?” They even add
“our lawyers say it is okay to do
things like these!” or “of course
we have accidents, but then it is
a dangerous business.” Bad news
will usually be ignored in such
an organization. Whistle-blowers
(those who expose problem areas)
will be shot at and silenced. New
ideas will be actively discouraged
and if anybody reports accident(s),
there will be serious tendency to
fire / blame the person and hence
nobody has either the motivation
or the guts to report problems /
accidents.
2) Reactive level: Although safety
is important to an organization
of this type, it is focused on only
when there are major accidents!
Employees in such organizations
will keep saying “you have
to consider the conditions
under which we are working,
it is different here”, hinting
(indirectly) that accidents cannot
be prevented! On the other hand,
managers will say, “if only they (all
others except him / her) do what
they are supposed to, no accident
will happen”. Everybody in the
organization believes strongly
that safety has to be enforced /
safety compliance has to be forced
on employees but the bad news is
that it is kept hidden and brushed
under the carpet.
3) Calculative level: In such
organisations, there is a system
in place to manage hazards, there
are plenty of audits to study the
system implementation and
the employees believe that
‘they have cracked it’. Managers
are often seen talking about
the importance of safety while
safety advisors are chasing
accident statistics to analyse
and learn lessons from it.
Bad news is tolerated, but is
definitely unwelcome. Despite
this, injuries still occur and
people are surprised as to why
the system is not preventing
accidents.
4) Proactive level: Organizations
at this level of culture have
a genuine care for its people.
Managers and leaders treat
safety as a value, not as a priority
(which may change, depending
on situations / environment).
These organizations look
towards the future rather than
what happened in the past.
People ask themselves, “Are we
doing the right things, rather
than focusing on accidents?”
Employees become more
process oriented and their
ownership on ‘procedures’
increases. There is a very high
level of safety integration and
all business decisions consider
safety perspectives too.
Managers are aware of hazards
and have clearly specified
processes of communication
and mitigation strategies
while workmen know what
managers expect from them.
There is lesser emphasis on
supervision/ bureaucracy/
audits, workload decreases and
accountability increases among
employees. People volunteer by
saying “you can count on me”,
rather than being told they will
be held accountable for safety
performance. Resources are
made available to fix things,
before accidents can happen.
5) Generative level: Such
organizations are termed HRO
(High Reliability Organizations).
HSE is how they do business. They
know and strongly believe that
Buildings & Factories

5HELMET, April - June 2014
good HSE performance will take them to better business
performance. They set very high HSE targets and aim
to exceed them. Employees here are brutally honest
about their failures because there are opportunities to
improve. While managers know exactly what happens
at the workplace, since the workers are willing to tell
them, bad news is actively searched for and there is
a chronic unease, since all employees are actively
searching for what can go wrong.
Having understood the five levels of culture, we request
you to write to us stating the culture level existing in their
respective workplace. Understanding the current level of
culture is crucial in deciding what approach should be
adopted towards bringing about cultural transformation.
If we do not understand our current level of safety
culture, all our efforts towards changing it can only be
futile. To help you understand deeper, there is yet another
perspective of our current level of safety culture! Observe
the four pictures in this article.
Competence – the key word here, which includes knowledge,
skill and attitude/ behaviour of employees, is a critical
requirement to establish and sustain a positive culture.
‘Unconscious competence’ is the highest level of culture
(people work safely as a second nature – in other words,
they need not be told how and why they should work safety.
They know it and follow it instinctively.
Employees will be able to reach that level of unconscious
competence, only when they perform at ‘conscious
competence’ level for a considerable amount of time. At
this level, people are willing to learn and work safety - they
only need to be told how to work safely and the different
ways of working safely, so that they can choose the best
method, which will result in better productivity as well.
At this level, people need not be told why they need to
work safely, since they already know the importance of
working safely.
Employees at ‘conscious incompetence’ stage have to be
repeatedly told why they have to work safely (in addition
to how they can work safely) so that they will try to move
themselves up to the next stage of ‘conscious competence’.
However, a totally different approach may have to be
taken for people who are at the first stage of ‘unconscious
incompetence’. Managers have to find out what makes the
employees conclude that the best way to do the job in this
workplace is to do it unsafely, thus allowing them to come to
the stage of ‘unconscious incompetence’.
We seek your feedback and assure you that all your responses
to this article shall be dealt with confidentially. Responses can
be sent to Mr. Gopi Kannan ([email protected]). Your
valuable responses will be summarized and used for formulating
future strategies to design cultural change initiatives. Of course,
the key insights of the analyses will be published in the next
issue.
Last date for sending your responses is 31st August. Late
responses may be sent to Mr. Kamarajan directly at
([email protected]). The best entries with good explanations
and appropriate comments will be rewarded. Come and be a
part of revolutionising the EHS culture!
Kamarajan. M
The author is Head of EHS, Buildings & Factories Independent Company
Buildings & Factories
6 HELMET, April - June 2014
Mumbai Airport ProjectJanuary 2013 to June 2014
NISER Project , BhubaneswarSeptember 2011 to June 2014
The Address - Wadhwa Housing Project, Ghatkopar January 2010 to June 2014
Delhi One Project December 2011 to June 2014
Rajashree cement plant Project, Malkhed March 2011 to May 2014
Prestige Bella Vista Project, Chennai April 2012 to June 2014
Cognizant Elcot IT Park Project, Sholinganallur October 2012 to June 2014
Kohinoor Project, Mumbai May 2009 to June 2014
Torrent Pharmaceuticals Project, Dahej September 2011 to May 2014
ESIC Hospital Project, Kollam April 2010 to May 2014
MRO Boeing Project, Hyderabad March 2011 to May 2014
ITC Sonar Hotel Project, KolkataAugust 2009 to June 2014
IIT Phase I Project, Hyderabad December 2012 to June 2014
Godrej Garden City Ph-III project, Ahmedabad July 2011 to June 2014
ESIC Hospital Project, Coimbatore March 2011 to June 2014
River View PH II Project, Lucknow March 2012 to June 2014
Godrej Garden City Ph I & II Project, Ahmedabad November 2011 to June 2014
Bengal NRI Housing Project, Kolkata September 2013 to June 2014
ESIC Hospital Project, Joka November 2009 to June 2014
CMRL Depot project, KoyambeduDecember 2010 to June 2014
Maruthi C – Line Project, Manesar October 2010 to June 2014
AIIMS Project, Bhubaneswar October 2011 to June 2014
TCS Customer Care Centre, Siruseri April 2012 to June 2014
Lodha New Cuffe Parade Project, Wadala March 2012 to June 2014
TCS IT SEZ project, Adibatla, Hyderabad September 2012 to June 2014
MSIL Proving Ground Project, RohtakJuly 2011 to June 2014
Minerva Tower Project, Mumbai July 2011 to June 2014
Omkar Rehab project, Bhoiwada June 2011 to June 2014
BMRCL R3 a Project, Bengaluru January 2010 to June 2014
40
26
26
23
21
20
19
17
16
15
15
15
14
13
13
13
11
11
11
10
10
10
9
9
9
8
8
8
8
Buildings & Factories
Helmet congratulates the following sites for achieving three million and more LTI free safe man-hours
SafetyRoll of Honour
6 HELMET, April - June 2014
7HELMET, April - June 2014
5
5
5
5
4
4
4
4
4
4
4
4
4
3
3
3
3
3
3
3
8
8
7
7
7
7
7
7
6
6
6
6
6
5
5
5
5
5
5
5
Jaypee Orchards Project, Delhi August 2012 to June 2014
Water Edge PH I Project, Bengaluru May 2012 to June 2014
Grasim VSF Unit Project, Ahmedabad June 2013 to June 2014
Agartala Medical College Project, Kolkata April 2013 to June 2014
HCL Ph III Project, Noida January 2013 to June 2014
Lodha Fiorenza Project, Goregaon August 2011 to June 2014
Olympia Grande Project, Chennai June 2012 to June 2014
DLF Maiden Heights Ph – I Project, Bengaluru November 2012 to June 2014
Honda Ph II Project, Delhi April 2012 to June 2014
BMRCL R4 Project, Bengaluru May 2009 to June 2014
HCL Technologies Project, Chennai March 2013 to June 2014
Ahuja Tower Project, Mumbai November 2012 to June 2014
UP Awas Vikas Basement Project, Ghaziabad August 2012 to June 2014
Omkar Worli Sales Project, MumbaiDecember 2012 to June 2014
Airport Terminal building Project, Chandigarh September 2013 to June 2014
Sahara Star Hotel Project, MumbaiApril 2011 to May 2014
Kingfisher Tower Project, Bengaluru October 2011 to June 2014
Planet SKS Project, Mangalore October 2011 to June 2014
Hill Crest Project, Bengaluru July 2012 to June 2014
C-17 IAF Hindan Project, Ghaziabad August 2012 to June 2014
PBEL City PH II Project, Hyderabad August 2011 to June 2014
Reliance Twin Tower Project, Mumbai May 2013 to June 2014
Mall of India Project, Noida September 2013 to June 2014
RG1 CAR PARK Project, MumbaiFebruary 2013 to June 2014
Prestige Ferns Project, BengaluruMarch 2013 to June 2014
Cognizant Technologies Project, CochinSeptember 2013 to June 2014
COD Project, Jabalpur April 2012 to April 2014
J K Cement Project, Delhi August 2013 to May 2014
BARC Project, TROMBAY June 2012 to June 2014
Orient Cement Plant Project, Chittapur May 2013 to June 2014
Vaishnavi Terraces Project, Bengaluru November 2012 to June 2014
Shell NTCB Project, Bengaluru January 2014 to June 2014
Seawoods PH II Project, MumbaiDecember 2013 to June 2014
Godrej Garden City Ph 3C & 3D Project, Ahmedabad June 2012 to June 2014
MSIL R&D Labs Facility Project, Rohtak September 2011 to June 2014
Godrej Palm Grove Project, Chennai August 2013 to June 2014
Sargam Housing Project, Lucknow March 2013 to June 2014
Reliance LDC Project, Mumbai March 2013 to June 2014
Provident Sunworth PH I Project, Bengaluru May 2013 to June 2014
Midlife Rehabilitation Workshop Project, Jhansi December 2011 to June 2014
Buildings & Factories 7HELMET, April - June 2014
8 HELMET, April - June 2014
International / national standards
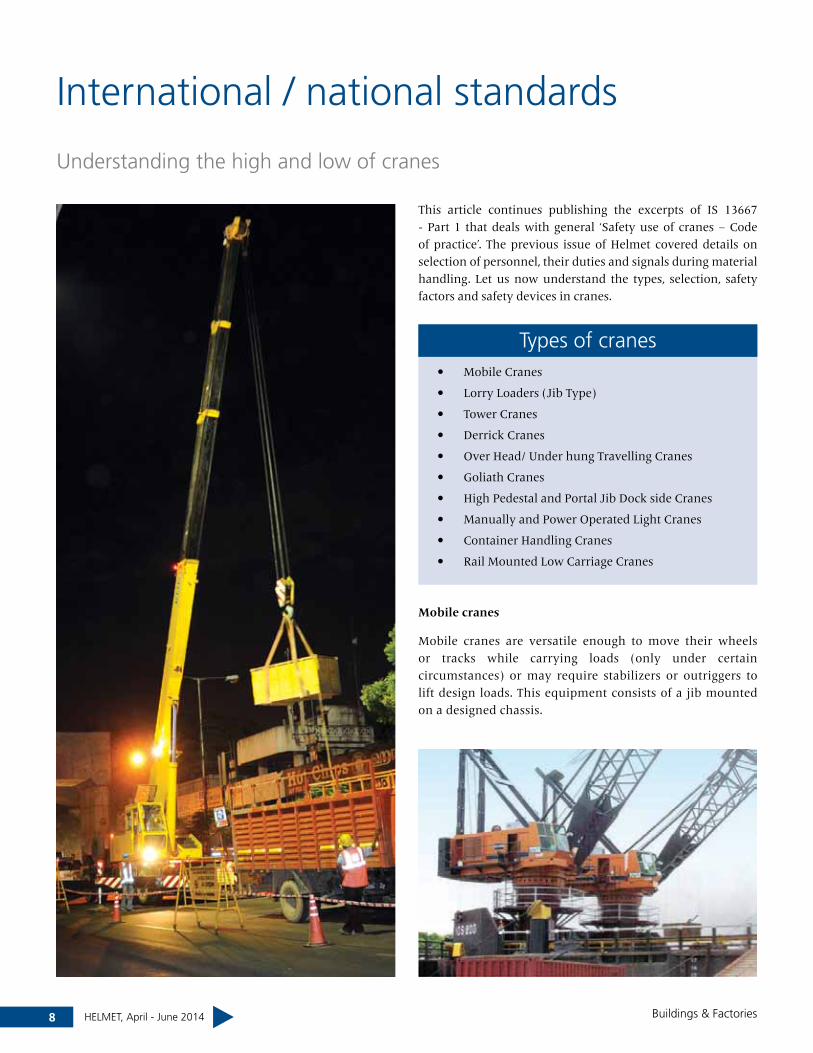
This article continues publishing the excerpts of IS 13667 - Part 1 that deals with general ‘Safety use of cranes – Code of practice’. The previous issue of Helmet covered details on selection of personnel, their duties and signals during material handling. Let us now understand the types, selection, safety factors and safety devices in cranes.
Understanding the high and low of cranes
Types of cranes y Mobile Cranes
y Lorry Loaders (Jib Type)
y Tower Cranes
y Derrick Cranes
y Over Head/ Under hung Travelling Cranes
y Goliath Cranes
y High Pedestal and Portal Jib Dock side Cranes
y Manually and Power Operated Light Cranes
y Container Handling Cranes
y Rail Mounted Low Carriage Cranes
Mobile cranes
Mobile cranes are versatile enough to move their wheels or tracks while carrying loads (only under certain circumstances) or may require stabilizers or outriggers to lift design loads. This equipment consists of a jib mounted on a designed chassis.
Buildings & Factories

9HELMET, April - June 2014
Larger mobile cranes may consist of separate units that can be assembled for jobs that demand operation from a fixed base. Enhanced duties may call for attachment of additional structural members and counterweights or by mounting the mobile crane on a special base or track, or by a combination of both.
Lorry loaders (jib type)
Lorry loaders consist of a jib crane mounted on a load carrying vehicle primarily intended for handling loads on or off the vehicle to which it is attached.
Tower cranes
The tower crane essentially consists of a jib mounted at an elevated level on a vertical tower with the jib being capable of slewing through 360 degrees or more. Tower cranes may be mounted on a
fixed base, crawler tracks, rails or wheels or onto another structure.
Derrick cranes
These cranes consist of a jib which is supported by ropes from a mast which in turn is supported either by guy ropes, stays or other means.
Overhead/ under hung travelling cranes
Also called EOT (Electric Overhead Travelling) cranes, this equipment consists of a bridge girder(s) mounted on end carriages housing the long travel wheels which travel along a gantry track. The girders support a crab fitted with hoisting machinery along with a hook, magnet or grab and traversing machinery. The crab may support a fixed or slewing under hung jib or mast. The crane is normally operated from a cabin either suspended from the main girders or attached to the crab.
Goliath cranes
These cranes, also known as gantry cranes, have a bridge girder or girders mounted on vertical legs. The crane may be fixed, rail-mounted or on steer able wheels. The girders support a crab fitted with hoist and traversing motions. Such
Buildings & Factories
Mobile crane
Lorry loader

10 HELMET, April - June 2014
types of cranes are normally operated from an elevated cabin.
High pedestal and portal jib dockside cranes
Specifically designed for the rapid loading or unloading to / from ships, and barges of general or break bulk cargo, these cranes are usually mounted near a quay edge on rails or in a fixed position. The rails maybe at quay level or elevated to facilitate the movement of cargo and transport along the quay.
The elevated superstructure gives better visibility for the driver and improved clearance for the crane jib. Cranes of this type are characterized by their high hoisting, luffing and slewing speeds.
Manual / power operated light cranes
These are manual / power operated light cranes that can either be complete units or those from which the lifting appliance can be removed. The jibs/runways/tripods/shear legs maybe cantilevered, horizontal, movable or fixed.
Container handling cranes
These cranes are specifically designed for handling containers and incorporate a purpose built spreader in their construction.
Rail mounted low carriage cranes
Equipped with a derricking jib with or without the capability of travelling using their own power along with a suspended load, they are suitable for use at locations such as docks, shipyards, sidings and factories where railway tracks are readily available.
Selection of cranes
From understanding the various types of cranes available, it is now imperative that there needs to be a clear understanding of the purpose of lifting so as to select the right crane for the right load/purpose.
Buildings & Factories
Container handling crane
High pedestal jib crane Derrick crane
Selection of cranesSelection of crane plays a vital role in completing the operation safely and within the time frame. The following points need to be considered in the selection of cranes:
y Weights, dimensions and characteristics of loads
y Operational radii, speeds of various operations, heights of lifts and areas of movement
y Number, frequency and types of lifting operations
y Time for which the crane will be required or anticipated life expectancy for a permanently installed crane
y Site, ground and environmental conditions or restrictions arising from the use of existing buildings
y Space available for crane accesses, erection, travelling, operation & dismantling
y Any special operational requirements or limitations imposed
11HELMET, April - June 2014
It happened; it can happen again; prevent it
What happened?A residential apartment project, consisting of many towers, had reached the stage of structural completion and external painting works were being carried out. Two painters who were working in a hoist (Mast Climbing Work Platform - MCWP) on one of the faces of a tower came down at the end of the day’s work with a small quantity of paint left over in their paint buckets.
Their supervisor asked the workmen to use the remaining paint in some other location. Since the hoist operator had already left the site, the workmen went up the stairs to reach 13th floor and started painting the exterior of the tower using roller brushes attached with extended handles, overreaching from one of the balconies.
Even though, they had been provided with the recommended PPE (Personal Protective Equipment – Full Body Harness), the workmen decided to work without using the PPE.
While applying brush strokes to the wall, one of the workmen fell to the ground level and sustained multiple injuries.
Disclaimer: Accident details published in this magazine are collected from friendly sources, and being circulated with the only objective of learning from the incidents and to take preventive action. This does not represent incidents from any particular organization/site.
What went wrong?
Investigation findings revealed the following:
y Failure to control unauthorized work by the building in-charge
y Failure to communicate job specific hazards and control measures before starting work activities, which is one of the significant causes for many accidents
y Lack of control by the respective sub-contractor over his workmen
y Failure to comply with the permit to work system established for carrying out work at higher elevations
y Failure to use safety harness
How to prevent it?
y Entry control system shall be established by which following can be ensured
¾ No activity shall be carried out without the approval of the tower / block in-charge
¾ No activity shall be carried out without preparing the ’safe to start card‘ and workmen should be briefed about the ‘safe to start work card’
(Note: Safe to start work is the system by which the site engineer verifies whether the hazards at the workplace have been adequately controlled or not and authorizes the workmen to start work. Based on this card, they pre-brief the workmen before starting the activity)
y Door with lock system should be provided at each floor level entrance where work is completed or where the permission/ authorization has not been given by the concerned in-charge
y All external plaster / painting work should be carried out using MCWP, Rope Suspended Platform (RSP) or Scaffold
y Refresher training programs should be carried out frequently to sensitize the workmen about work at heights and understand the importance of using PPE
The fact remains that in the construction industry, over 60% of the workmen are unskilled / semi-skilled who are deployed in tasks such as housekeeping, manual excavation, floor cleaning and hence are prone to accidents when they are exposed critical activities. Therefore, it is very important to educate them on the hazards and control measures before embarking on each and every activity as also closely monitoring them.
Making mistakes is not a crime. Not learning from them / repeating them is criminal.
Buildings & Factories
12 HELMET, April - June 2014
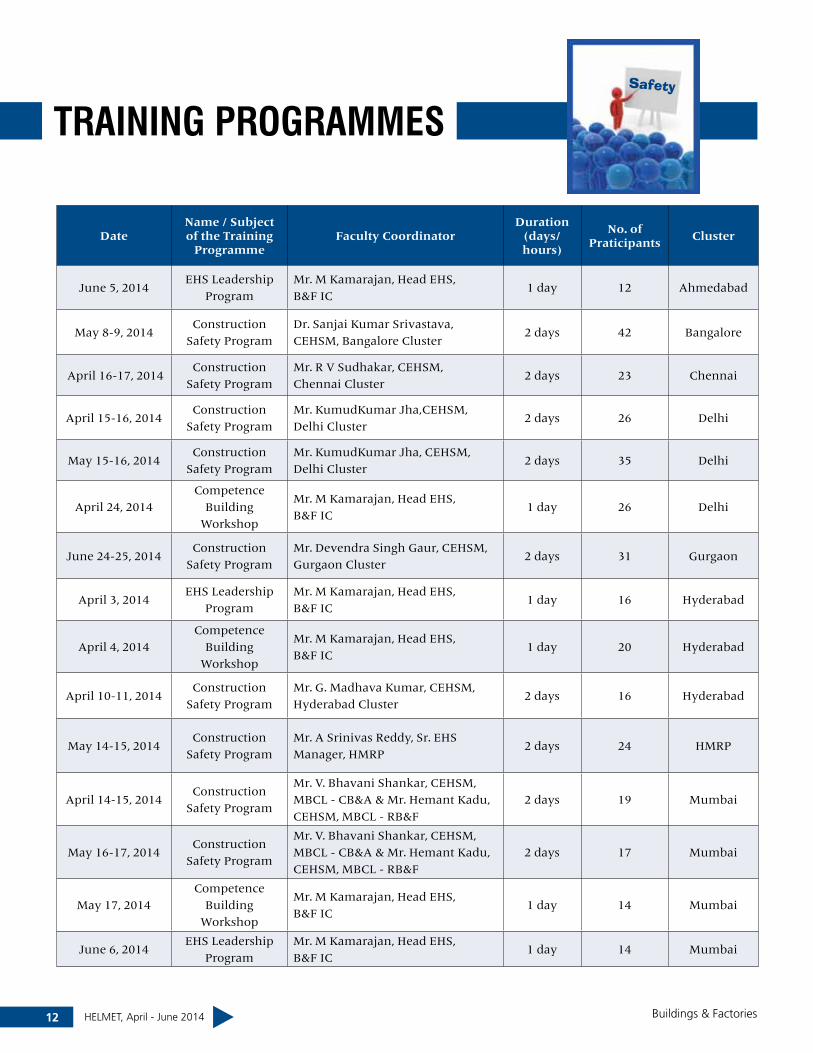
TRAINING PROGRAMMESSafety
DateName / Subject of the Training
ProgrammeFaculty Coordinator
Duration (days/hours)
No. of Praticipants Cluster
June 5, 2014EHS Leadership
ProgramMr. M Kamarajan, Head EHS, B&F IC
1 day 12 Ahmedabad
May 8-9, 2014Construction
Safety ProgramDr. Sanjai Kumar Srivastava, CEHSM, Bangalore Cluster
2 days 42 Bangalore
April 16-17, 2014Construction
Safety ProgramMr. R V Sudhakar, CEHSM, Chennai Cluster
2 days 23 Chennai
April 15-16, 2014Construction
Safety ProgramMr. KumudKumar Jha,CEHSM, Delhi Cluster
2 days 26 Delhi
May 15-16, 2014Construction
Safety ProgramMr. KumudKumar Jha, CEHSM, Delhi Cluster
2 days 35 Delhi
April 24, 2014Competence
Building Workshop
Mr. M Kamarajan, Head EHS, B&F IC
1 day 26 Delhi
June 24-25, 2014Construction
Safety ProgramMr. Devendra Singh Gaur, CEHSM, Gurgaon Cluster
2 days 31 Gurgaon
April 3, 2014EHS Leadership
ProgramMr. M Kamarajan, Head EHS, B&F IC
1 day 16 Hyderabad
April 4, 2014Competence
Building Workshop
Mr. M Kamarajan, Head EHS, B&F IC
1 day 20 Hyderabad
April 10-11, 2014Construction
Safety ProgramMr. G. Madhava Kumar, CEHSM, Hyderabad Cluster
2 days 16 Hyderabad
May 14-15, 2014Construction
Safety ProgramMr. A Srinivas Reddy, Sr. EHS Manager, HMRP
2 days 24 HMRP
April 14-15, 2014Construction
Safety Program
Mr. V. Bhavani Shankar, CEHSM, MBCL - CB&A & Mr. Hemant Kadu, CEHSM, MBCL - RB&F
2 days 19 Mumbai
May 16-17, 2014Construction
Safety Program
Mr. V. Bhavani Shankar, CEHSM, MBCL - CB&A & Mr. Hemant Kadu, CEHSM, MBCL - RB&F
2 days 17 Mumbai
May 17, 2014Competence
Building Workshop
Mr. M Kamarajan, Head EHS, B&F IC
1 day 14 Mumbai
June 6, 2014EHS Leadership
ProgramMr. M Kamarajan, Head EHS, B&F IC
1 day 14 Mumbai
Buildings & Factories

13HELMET, April - June 2014
Competence Building Workshop at Delhi Cluster
Construction Safety Program at Mumbai Cluster
Construction Safety Program at Bengaluru Cluster
EHS Leadership Program at Hyderabad Cluster
Buildings & Factories
14 HELMET, April - June 2014
Enhancing soft skills The art of attaching
This is a series of articles that provide tips on better utilization of various software that we use normally in our day-to-day work-life. It deals with the inclusion of different type of files in PowerPoint presentations.
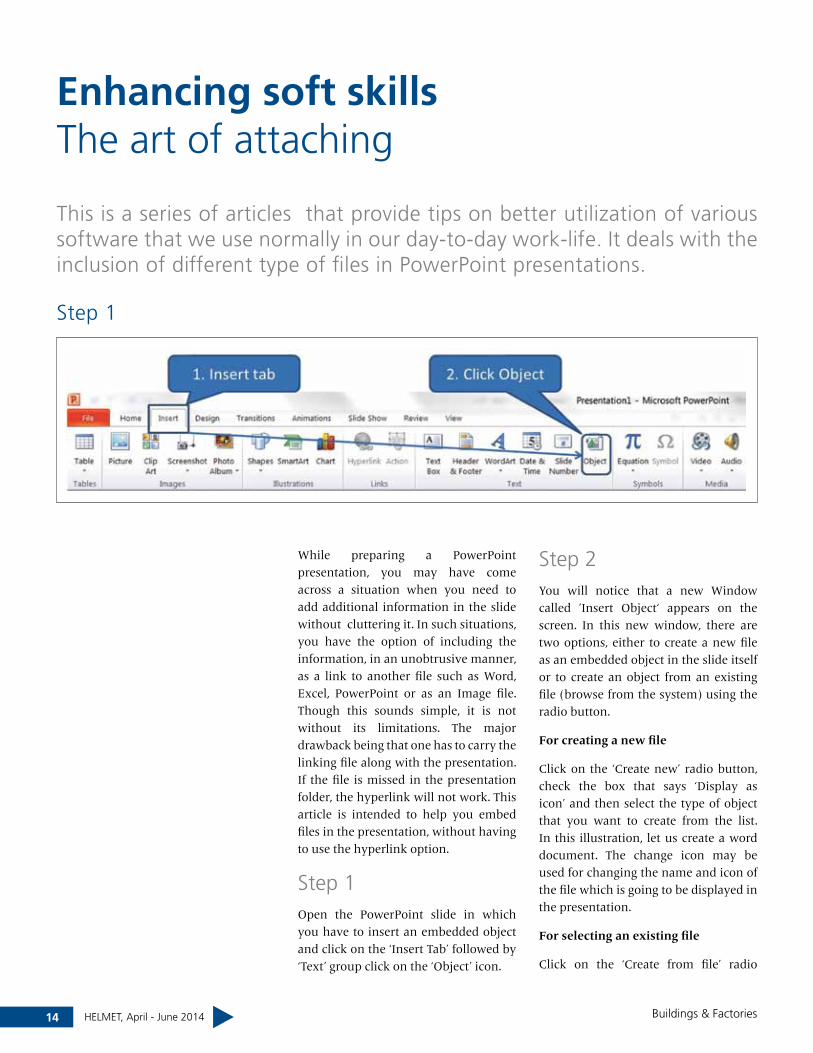
Step 1
While preparing a PowerPoint presentation, you may have come across a situation when you need to add additional information in the slide without cluttering it. In such situations, you have the option of including the information, in an unobtrusive manner, as a link to another file such as Word, Excel, PowerPoint or as an Image file. Though this sounds simple, it is not without its limitations. The major drawback being that one has to carry the linking file along with the presentation. If the file is missed in the presentation folder, the hyperlink will not work. This article is intended to help you embed files in the presentation, without having to use the hyperlink option.
Step 1Open the PowerPoint slide in which you have to insert an embedded object and click on the ‘Insert Tab’ followed by ‘Text’ group click on the ‘Object’ icon.
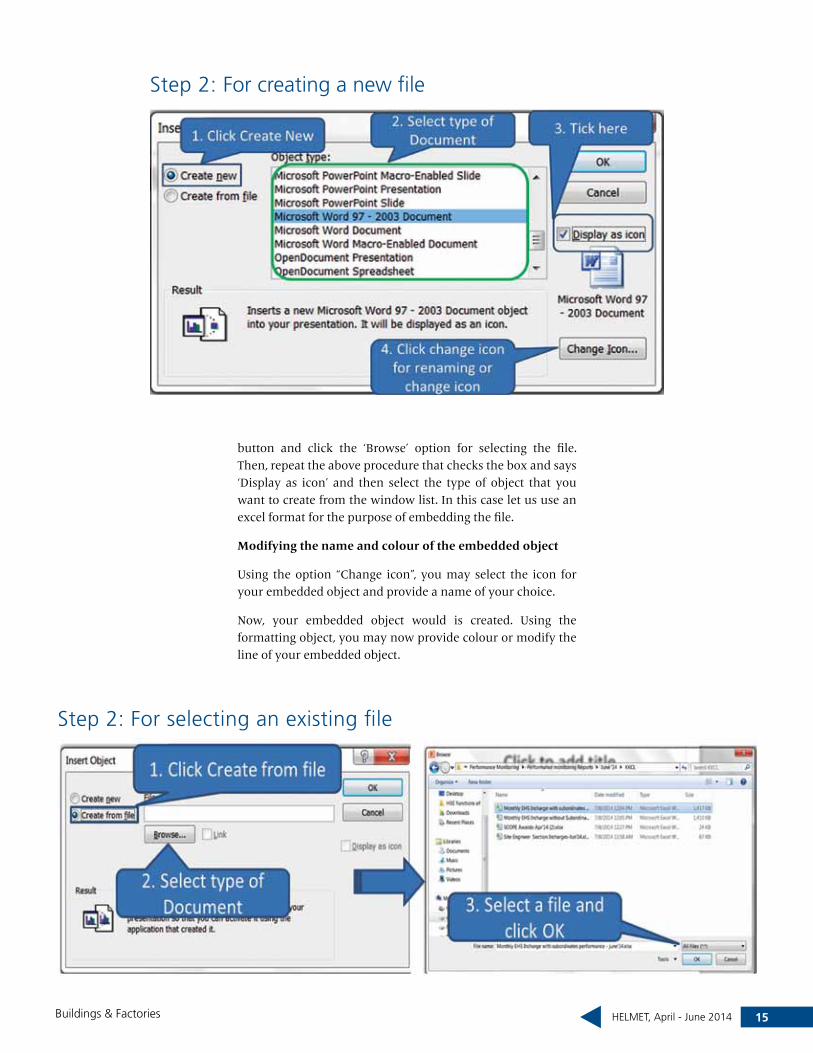
Step 2 You will notice that a new Window called ’Insert Object‘ appears on the screen. In this new window, there are two options, either to create a new file as an embedded object in the slide itself or to create an object from an existing file (browse from the system) using the radio button.
For creating a new file
Click on the ‘Create new’ radio button, check the box that says ‘Display as icon’ and then select the type of object that you want to create from the list. In this illustration, let us create a word document. The change icon may be used for changing the name and icon of the file which is going to be displayed in the presentation.
For selecting an existing file
Click on the ‘Create from file’ radio
Buildings & Factories
15HELMET, April - June 2014
Step 2: For creating a new file
Step 2: For selecting an existing file
button and click the ‘Browse’ option for selecting the file. Then, repeat the above procedure that checks the box and says ‘Display as icon’ and then select the type of object that you want to create from the window list. In this case let us use an excel format for the purpose of embedding the file.
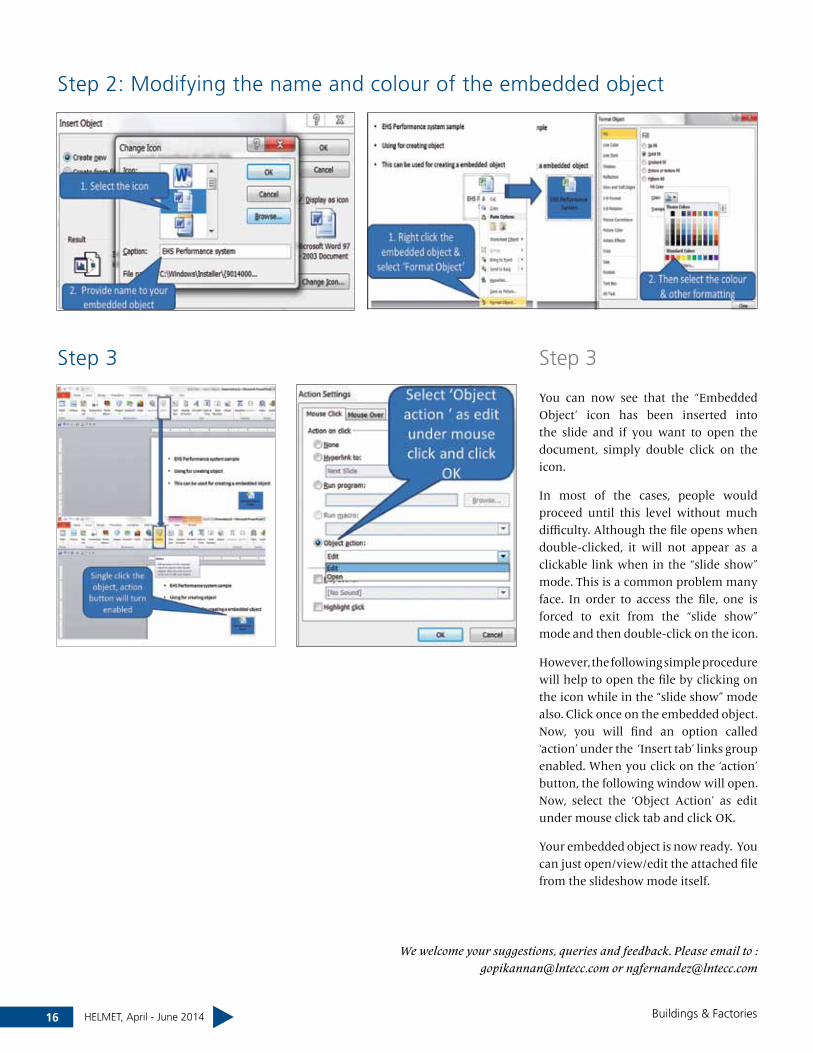
Modifying the name and colour of the embedded object
Using the option “Change icon”, you may select the icon for your embedded object and provide a name of your choice.
Now, your embedded object would is created. Using the formatting object, you may now provide colour or modify the line of your embedded object.
Buildings & Factories
16 HELMET, April - June 2014
You can now see that the “Embedded Object’ icon has been inserted into the slide and if you want to open the document, simply double click on the icon.
In most of the cases, people would proceed until this level without much difficulty. Although the file opens when double-clicked, it will not appear as a clickable link when in the “slide show” mode. This is a common problem many face. In order to access the file, one is forced to exit from the “slide show” mode and then double-click on the icon.
However, the following simple procedure will help to open the file by clicking on the icon while in the “slide show” mode also. Click once on the embedded object. Now, you will find an option called ‘action’ under the ‘Insert tab’ links group enabled. When you click on the ‘action’ button, the following window will open. Now, select the ‘Object Action’ as edit under mouse click tab and click OK.
Your embedded object is now ready. You can just open/view/edit the attached file from the slideshow mode itself.
We welcome your suggestions, queries and feedback. Please email to : [email protected] or [email protected]
Step 3
Buildings & Factories
Step 2: Modifying the name and colour of the embedded object
Step 3

17HELMET, April - June 2014
Three golds for Buildings & Factories!The Royal Society for the Prevention of Accidents (RoSPA) has adjudged the prestigious RoSPA Gold Award for Occupational Health & Safety to three projects of Buildings & Factories Independent Company for the year 2014.
Details of award-winning projects are:
The awards are given in recognition of efforts to develop and implement highly effective Environment, Health & Safety (EHS) systems & procedures and achieve outstanding performance in construction projects across the country.
The Royal Society for the Prevention of Accidents is a registered charity and has been at the heart of accident prevention in the UK and around the world for more than 90 years. The awards were presented on May 15, 2014 at Birmingham, United Kingdom.
Sl. No. Name of Project Business Unit Project Manager EHS Incharge Award
1CMRL Project,
ChennaiIT & IS
Mr. Hari Prasad Goddati
Mr. Sankara Subramanian Ts
ManianGold
2MSIL Proving
Ground at RohtakFactories
Mr. Chunduru Rajendra Prasad
Mr. Jesus T Daniel Gold
3Minerva Tower
Project, MumbaiElite Housing
Mr. Palwinder Singh
Mr. NasirHussian Khan
Gold
Mr. Errol Taylor, RoSPA Deputy Chief Executive presenting the award to Mr. Palwinder Singh, Project Manager, Minerva Project
Mr. Errol Taylor, RoSPA Deputy Chief Executive presenting the award to Mr. NasirHussian Khan, EHS Manager, Minerva Project
Buildings & Factories

18 HELMET, April - June 2014
Know your equipment!
Rope suspended platformFinishing works in a construction project is like the icing
on a cake! Considered very daunting, this task involves
massive scaffolds that can hamper site logistics (movement
of vehicles/ men). With the advent of newer technologies,
however, mechanization has helped reduce such hurdles
with innovative equipment such as the Rope Suspended
Platform (RSP).
Being an enabling equipment that offers vertical access to
external surfaces of building/structures, the RSP is generally
used for external walls finishing, painting, façade, cleaning
and renovation works. RSP is by far safer, more productive
and cost effective when compared to the traditional access
scaffolds.
How does it work?Suspension mechanism or roof support devices of RSP
are installed on an elevated rigid structure/floor with
counter weights. ‘Working wire rope’ and ‘safety wire
rope’ are suspended up to the ground level through the
rope guides in the suspension mechanism. The working
wire rope is fixed into the hoist motor gear box while the
safety wire rope is fixed into the safety device through
the cradle and the lower end of both wire ropes are tied
to heavy hammers (dead weights) 100 mm above the
ground.
When the ‘up’ button on the control panel is pressed,
both the hoist units will start climbing onto the working
Components1) Suspension mechanism or roof support devices
2) Counter weights
3) Cradle
4) Hoist motors with gear box
5) Control panel
6) Working wire rope
7) Safety wire rope
8) Safety device
Buildings & Factories

19HELMET, April - June 2014
wire ropes taking the cradle with them; similarly when
the ‘down’ button is pressed, both the hoist units will
crawl down on the working wire rope bringing the cradle
to the ground.
During ascent or descent, due to the asymmetric
rotation of the motors if the cradle inclination increases
a predefined angle (say more than 300), a safety device
will get activated and the cradle will stop. To rectify the
situation, one of the motors has to be selected through
the ‘selector switch’ on the control panel, and by
operating that motor ‘up’ or ‘down’, the cradle can be
brought to “0” deg. In case of a power failure to the drive
motors, the cradle can be brought to the ground level
manually by releasing the motor brakes simultaneously
inch by inch.
Devices that deliverSafety Device
The safety device is fixed on either ends of the cradle through which the safety wire rope passes and helps stop the movement of the cradle whenever inclination of the cradle exceeds 400. The device also prevents free fall of the cradle if the working wire rope snaps.
Over hoist /top limit switch
The limit switch prevents the overrun of the cradle and thereby hitting the suspension mechanism.
Overload limit switch
The limit switch prevents over loading of the cradle by sounding an alarm to the operator. The Over load limit switch is a recent development and is available only in recently procured RSPs.
Overload relay
Overload relay is provided to ensure the safety of electric hoist motors which will trip the power supply whenever the motor draws excess current.
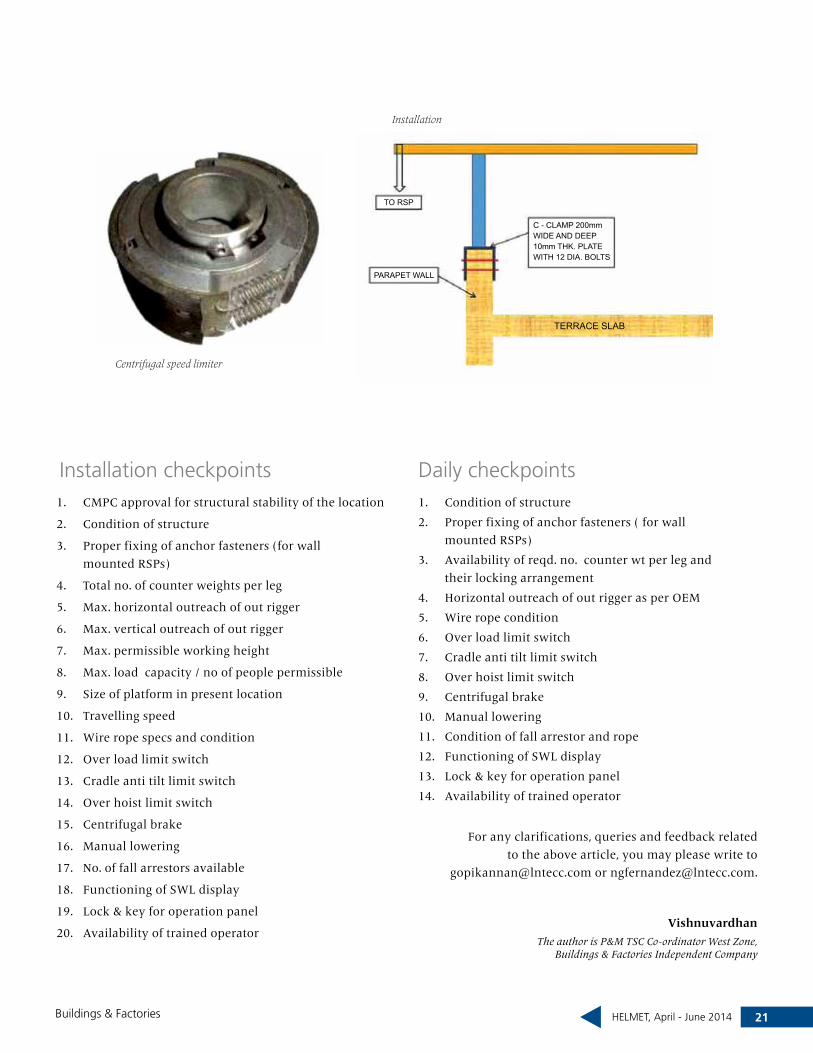
Centrifugal speed limiter
The centrifugal speed limiter restricts the platform movement beyond the specified speed of 15m/min and avoids free fall in the case of brake failures.
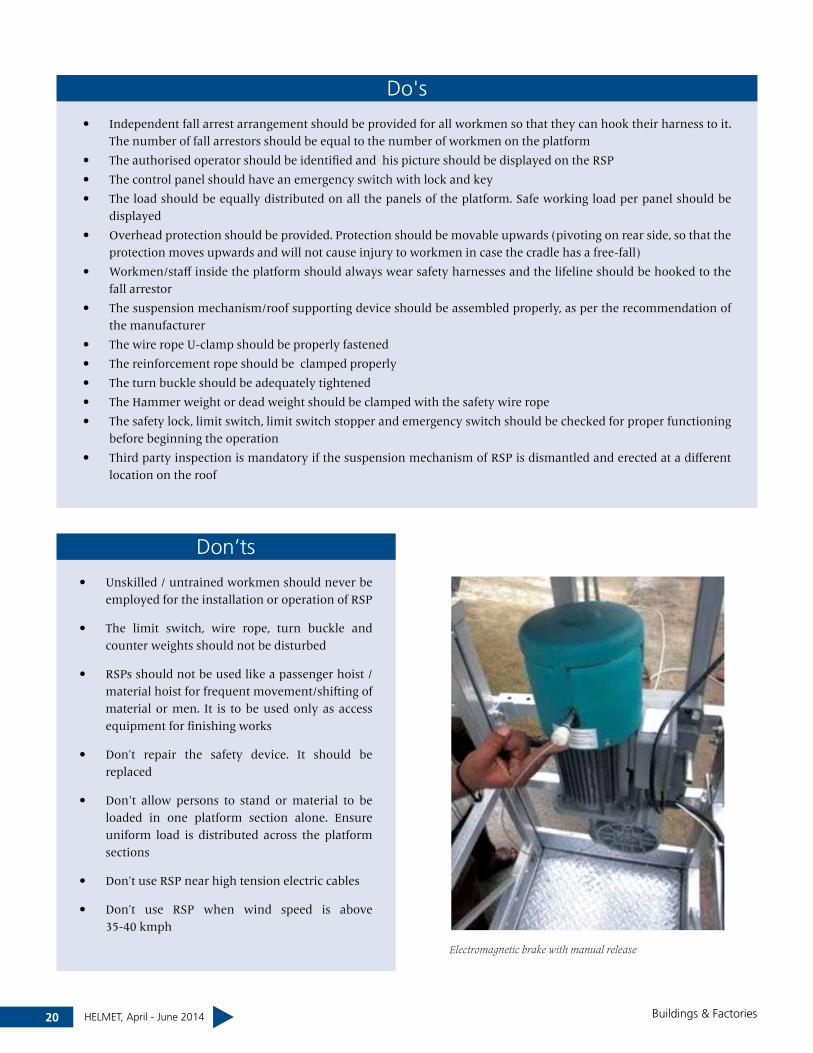
Electromagnetic brake with manual release
The hoist motor is provided with an electromagnetic brake as a primary holding device. A manual release mechanism helps the operator to lower the cradle to the ground level in case of a power failure.
Installation In case the RSP has to be installed on a parapet wall, it should be ensured that the parapet is of RCC with double layer rebar and should be at least 200 mm wide.
The amount of counter weights required varies based on the distance from the front to the rear leg which is indicated in a reference chart that is usually provided by the manufacturer.
Buildings & Factories
Safety Device
Overload limit switch
Safety Device Top limit switch Overload relay
20 HELMET, April - June 2014
Do's
y Independent fall arrest arrangement should be provided for all workmen so that they can hook their harness to it. The number of fall arrestors should be equal to the number of workmen on the platform
y The authorised operator should be identified and his picture should be displayed on the RSP
y The control panel should have an emergency switch with lock and key
y The load should be equally distributed on all the panels of the platform. Safe working load per panel should be displayed
y Overhead protection should be provided. Protection should be movable upwards (pivoting on rear side, so that the protection moves upwards and will not cause injury to workmen in case the cradle has a free-fall)
y Workmen/staff inside the platform should always wear safety harnesses and the lifeline should be hooked to the fall arrestor
y The suspension mechanism/roof supporting device should be assembled properly, as per the recommendation of the manufacturer
y The wire rope U-clamp should be properly fastened
y The reinforcement rope should be clamped properly
y The turn buckle should be adequately tightened
y The Hammer weight or dead weight should be clamped with the safety wire rope
y The safety lock, limit switch, limit switch stopper and emergency switch should be checked for proper functioning before beginning the operation
y Third party inspection is mandatory if the suspension mechanism of RSP is dismantled and erected at a different location on the roof
Don’ts
y Unskilled / untrained workmen should never be employed for the installation or operation of RSP
y The limit switch, wire rope, turn buckle and counter weights should not be disturbed
y RSPs should not be used like a passenger hoist / material hoist for frequent movement/shifting of material or men. It is to be used only as access equipment for finishing works
y Don’t repair the safety device. It should be replaced
y Don't allow persons to stand or material to be loaded in one platform section alone. Ensure uniform load is distributed across the platform sections
y Don’t use RSP near high tension electric cables
y Don’t use RSP when wind speed is above 35-40 kmph
Buildings & Factories
Electromagnetic brake with manual release
21HELMET, April - June 2014
Installation checkpoints1. CMPC approval for structural stability of the location
2. Condition of structure
3. Proper fixing of anchor fasteners (for wall
mounted RSPs)
4. Total no. of counter weights per leg
5. Max. horizontal outreach of out rigger
6. Max. vertical outreach of out rigger
7. Max. permissible working height
8. Max. load capacity / no of people permissible
9. Size of platform in present location
10. Travelling speed
11. Wire rope specs and condition
12. Over load limit switch
13. Cradle anti tilt limit switch
14. Over hoist limit switch
15. Centrifugal brake
16. Manual lowering
17. No. of fall arrestors available
18. Functioning of SWL display
19. Lock & key for operation panel
20. Availability of trained operator
Daily checkpoints1. Condition of structure
2. Proper fixing of anchor fasteners ( for wall
mounted RSPs)
3. Availability of reqd. no. counter wt per leg and
their locking arrangement
4. Horizontal outreach of out rigger as per OEM
5. Wire rope condition
6. Over load limit switch
7. Cradle anti tilt limit switch
8. Over hoist limit switch
9. Centrifugal brake
10. Manual lowering
11. Condition of fall arrestor and rope
12. Functioning of SWL display
13. Lock & key for operation panel
14. Availability of trained operator
For any clarifications, queries and feedback related
to the above article, you may please write to
[email protected] or [email protected].
Vishnuvardhan
The author is P&M TSC Co-ordinator West Zone, Buildings & Factories Independent Company
Buildings & Factories
Centrifugal speed limiter
Installation
TO RSP
PARAPET WALL
TERRACE SLAB
C - CLAMP 200mm WIDE AND DEEP 10mm THK. PLATE WITH 12 DIA. BOLTS
22 HELMET, April - June 2014
Diesel-powered cars generally have a better fuel economy than equivalent gasoline engines and produce less greenhouse gas (GHG) emission which is due to the higher energy per-liter content of diesel fuel and the intrinsic efficiency of the diesel engine. Petro diesel, due to its high density, results in higher GHG emissions per liter compared to gasoline.
Diesel is a liquid fuel used in internal combustion engines. It is produced from the fractional distillation of crude oil between 200ºC (392ºF) and 350ºC (662ºF) at atmospheric pressure. The quality of the diesel fuel is measured by its cetane number. A higher cetane number indicates that the fuel ignites more readily when sprayed into hot compressed air.
D i e s e lSAFETY
Buildings & Factories
23HELMET, April - June 2014
Environmental considerationsHigh levels of sulfur in diesel are harmful to the environment
as they use more advanced technologies, such as nitrogen
oxide (NOx) adsorbers, to reduce emissions. Moreover, sulfur
in the fuel is oxidized during combustion, producing sulfur
dioxide and sulfur trioxide. Further, in the presence of water
they rapidly convert to sulfuric acid which results in acid rain.
However, the process for lowering sulfur also reduces the
lubricity of the fuel, and hence a lubricant needs to be added.
Color & odor of dieselDiesel is yellow / brown. Low sulphur diesel fuels are colorless
to light yellow. Regular sulphur diesel fuels may be colorless to
yellow / brown and are usually dyed red for taxation purposes.
Odor of diesel is similar to Gasoline i.e. sweet, ether like.
Toxicology of dieselThe acute toxicity values of diesel are: oral LD50Rat 490 mg/kg,
Dermal LD50 Rat >2500mg/kg, Inhalation LC50 Rat >340mg/
m3 1h. The carcinogenic effect, as per ACGIH, is A3, which
means that it is confirmed as an animal carcinogen with
unknown relevance to humans.
Flash point and auto ignition point of dieselIn diesel engines, there is no ignition source (such as spark
plugs in gasoline engine), so diesel must have a high flash
point and low auto ignition temperature. The flash point is >52
°C (126 °F) and auto ignition temperature is 256 °C (493*F).
Case studyOn October 30th, 2013 a luxury bus hit a culvert and caught
fire. It was found that the design of the bus was faulty, with
the 300 liter main fuel tank between two front tires and two
supplementary fuel tanks behind the front tires.
As diesel has a high flash point, it got flashed immediately once
the tank hit the culvert and the bus was soon up in flames. The
tanks burned as they were made of hard poly carbonate, the
floor got fire as it was made of plywood instead of steel and
the seats burned as they were made of a highly inflammable
material. This has of course been subsequently contested by
the vehicle manufacturer.
Ms. K Subhashini
The author is Sr. EHS Engineer, Buildings & Factories Independent Company
UN numbers or UN IDs
Four digit UN numbers identify hazardous
substances (such as explosives, flammable liquids,
toxic substance, etc.). UN numbers range from
UN0001 to about UN3506 and are assigned by the
UN Committee of Experts on the Transport of
Dangerous Goods.
Class 1 Explosives
Class 2 Gases
Class 3 Flammable liquids
Class 4 Flammable Solids
Class 5 Oxidizing Substances and Organic Peroxides
Class 6 Toxic and Infectious Substances
Class 7 Radioactive Materials
Class 8 Corrosive Substances
Class 9 Miscellaneous
Buildings & Factories
24 HELMET, April - June 2014 Buildings & Factories
B&F IC bags three safety awards from National Safety Council (NSC) – IndiaBuildings & Factories Independent Company of Larsen & Toubro Limited, has bagged THREE Safety Awards from the National Safety Council – India (NSCI)under the Construction Awards Scheme 2013 in various categories.
The details of award winnings projects are:
Sl No Name of the project BU Project Manager EHS Incharge Level of award
1. TCS Project, Kochi IT&IS Mr. E. Arul Mr. M.R. DasShreshtha Suraksha Puraskar (2nd Level Award - Silver Trophy)
2.Godrej Garden City PH3
Project, AhmedabadAffordable &
Mass HousingMr. G. Suresh Mr. Shailesh Patel
Prashansa Patra (4th Level award)
3.The Address Wadhwa
Project, MumbaiElite Housing Mr. P. Dhananjaya Mr. IHL Kingston
Prashansa Patra (4th Level award)
Stringent evaluation process is adopted such as verification of the data provided in the application through the Client Organizationand presentation before the Awards Committee by senior representatives of the top short-listed contenders.
The following projects have received “certificate of appreciation”,
y CMRL – Koyambedu Depot Project, Chennai
y HCL Sholinganallur, Chennai
y DLF-MICO Project, Chennai
y Renault Nissan Project, Chennai
y Mall of India Project, Noida
y SNU Project, Dadri
y DIAL ATC Tower Project
y MSIL Proving Ground Project, Rohtak
y Century Textile Cement plant Project, Manikgarh
y UTCL – Rajashree Cement Plant –Line 4 Project, Malkhed
y ITC - Sonar Hotel Project, Kolkata
y Ahuja Tower Project, Mumbai
y Wadhwa BKC Project, Mumbai
These projects are awarded in recognition of excellent implementation of environment, health & safety (EHS) systems and procedures.
National Safety Council (NSC) is a tripartite body set up by Ministry of labour, Govt of India in 1966 constituting members from employees, employers & government.

25HELMET, April - June 2014
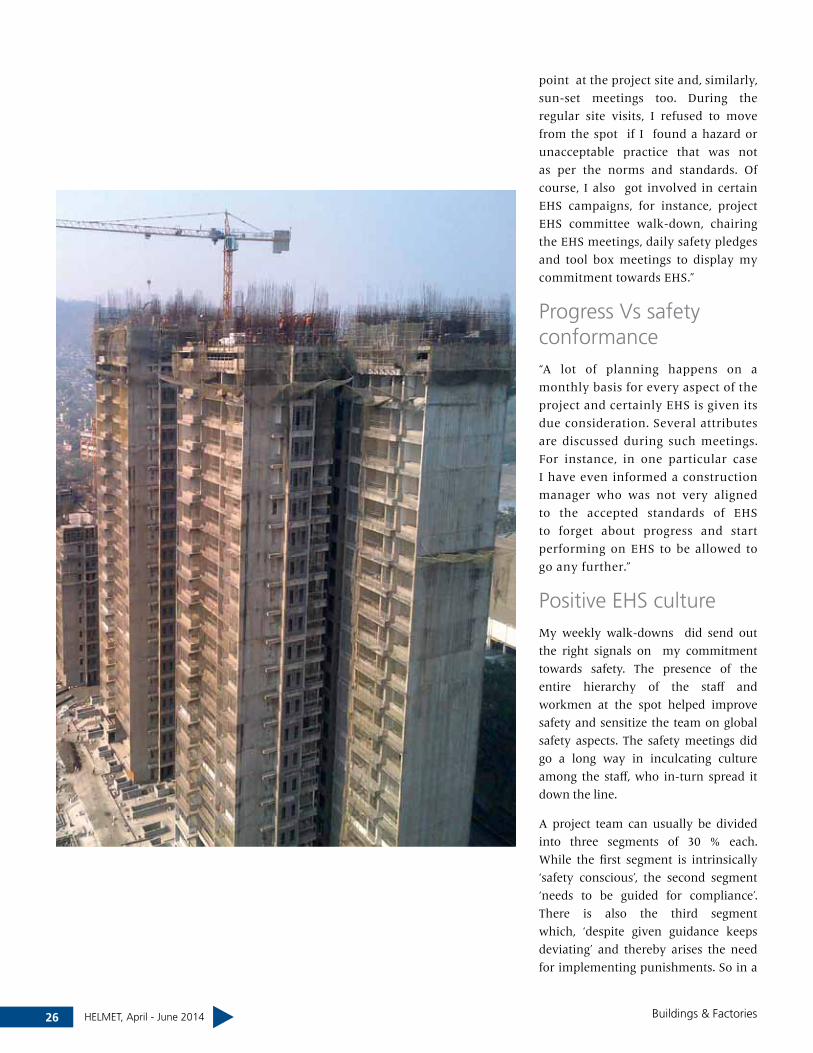
Wadhwa – The hi-rise in safe million man hours!
25 and going strong is what
Mr. P. Dhananjaya, Project Manager, of
The Address Wadhwa, articulates as he
shakes hands with the editorial team
of Helmet. That he is very methodical
in his approach is reflected in his
neatly organized cabin that has an
open door that bespeaks another trait
of his – easily approachable to those
who need him.
It is not every day that a hi-rise building
project spread across many acres and
consisting of several towers clocks 25
million LTI free safe man hours. The
editorial team of Helmet was excited to
understand what lay behind this great
achievement and decided to chat with
the steward who had spearheaded this
brilliant team feat!
The seeds of safety“I joined L&T in 1995 with the ITPL
Bangalore project and later moved
on to Hitech City, Hyderabad. Both
these were landmark projects that laid
a great emphasis on a positive EHS
culture. Following this, project exposure
in other significant projects such as
RPL Jamnagar gave me an excellent
opportunity to implement and practice
a good EHS culture.
I would say that safety essentially starts
with an attitude. Once this attitude is
cultivated among people by inculcating
discipline, it can be nurtured through
motivation.”
Out of the box practices“For me, every project is unique. In the
case of ‘The Address’, it was a long drawn
project that involved major scope of
work. And for a person who has worked
all along in IT projects, it was the first
residential project and hence thinking
‘out of the box’ came naturally to me.
To begin with, we implemented in just
one tower a method of external bracket
and enveloping the entire tower using a
safety net. Since it seemed to work very
well and the workmen felt safer, it was
soon replicated in other towers also.
Such innovations were implemented
for the first time in the Address project
and hence it became a model site that
attracted visits from many prospective
clients which also kept the team
motivated to aim at higher levels of
achievement.”
Cost implications“When it comes to EHS, I feel that
cost should never be a limitation.
The necessity of creating a safe work
culture should be done at any cost and
an ideal project manager, as a leader,
is responsible to develop and sustain
the EHS trend in a desired manner. For
instance, we had shifted to a temporary
office at the project site for a very short
period and there was limited approach
to the office. There was a general
feeling that pedestal supports and
overhead covers need not be put up.
But, as a project leader, I felt that the
safety of people approaching the office
was more important and implemented
the safety systems without any second
thoughts.”
Donning the EHS hat “Every meeting used to begin with
discussions on EHS and there were
regular sun-rise meetings at some
Buildings & Factories
When it comes to EHS, I feel that cost should never be a limitationMr. P. Dhananjaya, Project Manager, The Address Wadhwa
26 HELMET, April - June 2014 Buildings & Factories
point at the project site and, similarly,
sun-set meetings too. During the
regular site visits, I refused to move
from the spot if I found a hazard or
unacceptable practice that was not
as per the norms and standards. Of
course, I also got involved in certain
EHS campaigns, for instance, project
EHS committee walk-down, chairing
the EHS meetings, daily safety pledges
and tool box meetings to display my
commitment towards EHS.”
Progress Vs safety conformance“A lot of planning happens on a
monthly basis for every aspect of the
project and certainly EHS is given its
due consideration. Several attributes
are discussed during such meetings.
For instance, in one particular case
I have even informed a construction
manager who was not very aligned
to the accepted standards of EHS
to forget about progress and start
performing on EHS to be allowed to
go any further.”
Positive EHS cultureMy weekly walk-downs did send out
the right signals on my commitment
towards safety. The presence of the
entire hierarchy of the staff and
workmen at the spot helped improve
safety and sensitize the team on global
safety aspects. The safety meetings did
go a long way in inculcating culture
among the staff, who in-turn spread it
down the line.
A project team can usually be divided
into three segments of 30 % each.
While the first segment is intrinsically
‘safety conscious’, the second segment
‘needs to be guided for compliance’.
There is also the third segment
which, ‘despite given guidance keeps
deviating’ and thereby arises the need
for implementing punishments. So in a

27HELMET, April - June 2014Buildings & Factories
project management scenario, a mix of
carrot and stick theory works best.”
Key contributors to a positive EHS culture“The key contributors for developing
a positive EHS culture include
adoption of EHS best practices such
as those followed in other projects
and international best practices:
the implementation of 'safe to start
work' card system; EHS improvement
slip; raising the awareness among
workmen on EHS which improves
upward communication; method
statement/risk assessment for all
the activities; competency training
and assessment; daily safety
pledge; effective tool box talks;
comprehensive audit system; safety
walkthroughs and safety campaigns.”
Retention and training of workmen“Health and hygiene were the first steps
that were made mandatory at the site
for which a full time doctor initially
screened the workmen. Following this
stage, engineers and trade specific
experts screen them to ensure that only
the best get through. Following this, an
induction is held which is followed by
trade specific training.”
Access control system“Being located across several acres and
involving many towers, controlling
access was a great challenge, especially
with multiple agencies working at
the same site. In the Address project
however, biometric access systems
were installed to control access and
28 HELMET, April - June 2014
prevent unauthorized entry thereby
improving compliance towards access
control.”
Near miss reporting“There was an integral culture among
the project team to immediately report
near misses because we all understand
that such a system can go a long way
in preventing possible future potential
accidents. Investigations were carried
out systematically using the latest
analysis techniques to ensure that no
relevant data was missed out.”
Interface issues due to external agencies“L&T is looked upon as a leader in
setting EHS trends. With this added
responsibility on our shoulders, L&T’s
EHS team was highly motivated to
innovate and implement global EHS
practices.”
Taking EHS to the next level“The young and dynamic team at
this project will soon be leaders and
project managers in the future. With
this background of EHS culture, the
upcoming generation should be able
to easily surpass the current levels
and aim at reaching zero incidents
with impeccable systems and
mechanization processes.”
Interviewed by
Gopi Kannan. S N. Gabrial Fernandez
Buildings & Factories
29HELMET, April - June 2014Transportation Infrastructure
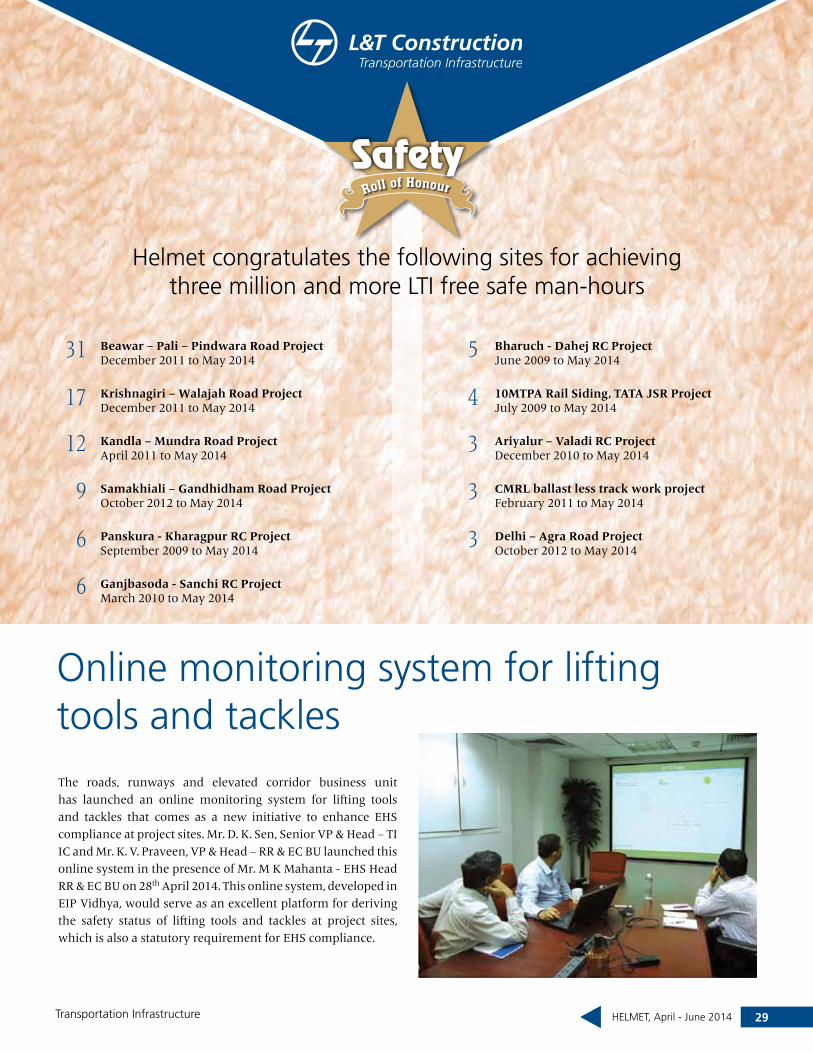
Online monitoring system for lifting tools and tackles
Beawar – Pali – Pindwara Road Project December 2011 to May 2014
Krishnagiri – Walajah Road ProjectDecember 2011 to May 2014
Kandla – Mundra Road ProjectApril 2011 to May 2014
Samakhiali – Gandhidham Road ProjectOctober 2012 to May 2014
Panskura - Kharagpur RC ProjectSeptember 2009 to May 2014
Ganjbasoda - Sanchi RC ProjectMarch 2010 to May 2014
Bharuch - Dahej RC ProjectJune 2009 to May 2014
10MTPA Rail Siding, TATA JSR ProjectJuly 2009 to May 2014
Ariyalur – Valadi RC ProjectDecember 2010 to May 2014
CMRL ballast less track work projectFebruary 2011 to May 2014
Delhi – Agra Road ProjectOctober 2012 to May 2014
31
17
12
9
6
6
5
4
3
3
3
Helmet congratulates the following sites for achieving three million and more LTI free safe man-hours
SafetyRoll of Honour
The roads, runways and elevated corridor business unit has launched an online monitoring system for lifting tools and tackles that comes as a new initiative to enhance EHS compliance at project sites. Mr. D. K. Sen, Senior VP & Head – TI IC and Mr. K. V. Praveen, VP & Head – RR & EC BU launched this online system in the presence of Mr. M K Mahanta - EHS Head RR & EC BU on 28th April 2014. This online system, developed in EIP Vidhya, would serve as an excellent platform for deriving the safety status of lifting tools and tackles at project sites, which is also a statutory requirement for EHS compliance.

30 HELMET, April - June 2014
Faridabad campus hosts railway SBG EHS conference
A two day conference for EHS personnel from project sites was organized at Railway SBG HQ, Faridabad on 21st& 22nd
April 2014. The program was inaugurated by Mr. D. K. Sen, Sr. V P & Head - Transportation Infrastructure IC, in presence of Mr. Rajeev Jyoti, Chief Executive- Railway Business, Mr. P. John Rajkumar, V P & Head - Railway Construction BU, Mr. Alok. C. Sharma, Head EHS - Railway Business, Mr. D. K. Nanda, Segment Head- Railway Construction BU, Mr. V. Mohanasundarm, Segment Head - Railway Systems BU and other senior colleagues of railway SBG. The workshop covered significant areas of EHS that included best practices and safety performance & achievement. Specific training programs such as behavior based safety, EHS legal requirement and railway construction safety were also covered apart from safety thrust areas for the year 2014-15 which is expected to greatly enhance the overall safety performance.
Transportation Infrastructure
Mr. D. K. Sen, Sr. V P & Head - TI IC addressing the gathering at the two day conference

31HELMET, April - June 2014Transportation Infrastructure
Reduce the risks of reversingReversing a vehicle is both a science and an art and needs not only precision but also forethought, perhaps precisely why several of the drivers inadvertently get into avoidable incidents while doing so. But when armed with the right sense of reversing, these people can enhance safety standards considerably.
It is a point to ponder that most of incidents that occur in the construction industry are due to vehicles and, more often than not, when reversing. Negligent reversing of vehicles results in not only injury to humans, but also damage to vehicles and equipment.
While this fact remains demoralizing, what is heartening is that many of these incidents can be avoided. Read on to understand and help others understand how to reduce the risks involved in reversing.
Plan ahead
It makes better sense to always plan ahead and drive into the project area in such as manner so as to ‘avoid reversing’ wherever possible. It also becomes the responsibility of the project planning personnel to plan the project site in such a manner as to avoid the need reversing as far as possible.
Regularly check the reversing alarm and reversing lamps
Making a mark
The reversing areas, if completely unavoidable, need to be clearly marked and made visible to the drivers.
Signalman support
Project sites can also consider employing a trained signalman / banks man, to keep the reversing area free from pedestrians and to guide drivers. While employing such signalmen, it is important to note that:
y The signalman / banks man must not perform any other task or activity while undertaking these duties
y A clear, fixed system of signaling is required
y He will need to stand in a safe position, from which to guide the reversing vehicle without being in its way
y He should wear very visible clothing, such as safety reflective jackets, and ensure that his signals are clearly seen.
y He should maintain eye contact with drivers / operators at all times.
Precaution is certainly better than cure
There are many aspects which may act as precaution that can deter the possibility of incidents while reversing. The first and foremost being speed. It is always better to reverse the vehicle at extremely low speed. People who do not need to be in reversing areas should be kept clear from the area with the help of signalman / banks man. Drivers should be instructed that if they lose sight of the signalman they should stop the vehicle immediately and always obey the signalman / banks man. Most importantly, the site layouts

32 HELMET, April - June 2014
Focussing on behaviour based safety
can be deliberately modified by increasing the area allowed for reversing which will reduce the risk caused by blind spots.
Vehicles should be fitted with reversing alarms and it is also important that the external side-mounted and rear-view mirrors be kept clean and in good condition. The reversing camera, if any, should be in operational condition with reversing alarms fitted.
Specific tips for safe reversing
y Where vehicles need to reverse up to structures / edges of excavation areas, it is mandatory to provide barriers / wheel stops / wedges to warn drivers when and where they need to stop.
y In case of simultaneous operations “SIMOP” risk assessment needs to be prepared and all control measures be implemented and monitored.
y Defensive driving training should be imparted to all drivers and re-training conducted periodically.
y Display of different case study / awareness posters on reversing incidents using different languages should be displayed at vantage points of the project sites.
Behaviour Based Safety (BBS) as an application of behaviour science research has proved that more than 90% of accidents at the work place are triggered by unsafe human behaviour which is also OHSAS 18001 compliance. The top management has identified
BBS as a proper tool for targeting ZERO incidents at the sites and hence increased the focus on BBS targeted and structured training programmes.
The BBS project is now an initiative to observe and correct unsafe behaviour at the workplace and has been launched recently at Ahmedabad Cluster of TIIC. The programme had an external faculty Mr. K. G. Vardarajan, safety expert who provided excellent insights on the subject. Inaugurated by Mr. Vivek Singh, Chief Project Officer, KMRP, the programme was coordinated by Mr. A. Chandra Sekhara Rao,Cluster EHS In-charge. About 22 staff members participated in the very beneficial programme and committed to work towards the transformation of BBS culture by adopting proactive steps to ensure safe behaviour of workmen at work sites.
y It is important that drivers / operators do not use mobile phones, music players or any other devices while driving / operating the equipment. Gadgets that could distract the attention of drivers / operators should be strictly prohibited at work site.
M K Mahanta
The author is Head - EHS Road, Runways & Elevated corridors, Transportation Infrastructure Independent Company
Transportation Infrastructure
33HELMET, April - June 2014
International accolades
TI IC has bagged the prestigious International Safety Awards for five Projects from British Safety Council – UK for the year 2014.
British Safety Council, a registered charity is one of the world’s leading professional bodies in Occupational Health, Safety & Environment (OHSE). The key areas of evaluation include significant continual improvement achieved during the award
period, leadership commitment and effective implementation of EHS Management Systems including risk assessment, EHS performance monitoring system and EHS objectives. The projects have been honored under the merit and pass category.
Name of the Project Cluster Project Manager EHS Incharge
Krishnagiri Walajahpet Road Project
Chennai Mr. J Jeeva David Mr. P.K.Behera
Samakhiali Gandhidham Road Project
Ahmedabad Mr. Suneel Joshi Mr. S C C Pattnaik
Kandla Mundra Road Project Ahmedabad Mr. Vivek Singh Mr. J S Prasad
CMRL Ballastless Track Work Project
Chennai Mr. S.Sundar Mr. R.Mohan
Rahuri-Daund Railway Electrification Project
Mumbai Mr. Santosh Kumar Chauhan Mr. D.Jaganathan
Transportation Infrastructure

34 HELMET, April - June 2014
Mr. R.Prabakaran, Dy. Project Director, Bathina express highway – Oman LLC receives the award during a function which was held at UK on 25th April 2014
Mr. S.Sundar, Project Manager, CMRL Track work, LLC receives the award during a function held at UK on 25th April 2014
Transportation Infrastructure 34 HELMET, April - June 2014

35HELMET, April - June 2014
TRAINING PROGRAMMESSafety
Date Training Program
Faculty coordinator
No. of participants Duration Location
February 3rd - 6th 2014
Scaffold Competence Building Program
Mr. P K Singh, Mr. N. S. Pawar, Mr. Sawant Mr. Dnyaneshwar B.
30 4 Days CSTI - Panvel
April 9th , 2014Railway construction safety training program
Mr. Alok Sharma Mr. Rajesh V.S
40 01 Day Sanchi
April 11th , 2014Safety Demonstration on hand held tools
M/s Bosch (External agencies)
36 03 hrs SGRP- Varsana
April 11th , 2014 Safety Demonstration on hand held tools
M/s Bosch (External agency)
30 03 hrs KMRP- Veedi
May 16th , 2014
Safety Demonstration on Gas cutting & welding activities
M/s Messer (External agency)
33 01 Day SGRP – Varsana
May 29th , 2014 EHS leadership training program
Mr. M K Mahanta 20 01 Day KIAL - Kannur
May 30th , 2014 EHS leadership training program
Mr. M K Mahanta 15 01 Day KWRP - Vellore
Transportation Infrastructure
EHS leadership training program - KWRP EHS leadership training program - KIAL

36 HELMET, April - June 2014
Are LPG cylinders a ticking bomb?
There seems to be an ironical pattern to most of the LPG related accidents because they are all invariably incidents that could have been averted simply by adhering to some simple safety guidelines. Perhaps what does not get to the attention of the media is the gross negligence of people who, in their hurry, forget to adhere to the minimum safety precautions for their own good. The imperative question is therefore, are LPG cylinders, a ticking bomb?
If you are only scanning for a quick answer, then the answer is ‘NO’ but don’t you want to find out why? While there is no refuting the fact that there are inherent dangers, simple precautionary steps can certainly prevent untoward incidents.
Transportation Infrastructure
37HELMET, April - June 2014
Starting rightLPG management starts right at the source i.e. when you purchase the cylinder:
y Always buy LPG cylinders from government authorized dealers only
y Check and ensure that the cylinder seal is intact at the point of home delivery. Do not accept the cylinder if the seal is broken
y Always use BIS approved appliances only (regulators and rubber tubes) that are bought from authorized LPG distributors
Check before use y Keep cylinders away from other
sources of heat
y Check the cylinder valve to ensure that the rubber ‘o’ ring is present to avoid leakage
y Never keep kerosene or other stoves on the floor where an LPG cylinder is in use
y Always store the LPG cylinder in an upright position at ground level in a well-ventilated place
y Always keep the gas stove on a platform above the cylinder level
y Check periodically for leaks, if any
y Avoid curtains on the windows near the gas stove
The environment y Always wear cotton clothes and
cotton aprons while cooking: never synthetic clothes such as silk or chiffon
y Do not keep electrical appliances such as the refrigerator inside the kitchen. Power fluctuations in such appliances can act as a source of fire in case of LPG leakage
y Do not place inflammable items near the flame
y Never leave your cooking unattended. The food or liquid from your cooking vessel could overflow and extinguish the burners, causing gas to leak.
In case of emergencies y Do not panic Immediately close the
regulator and burner knobs
Transportation Infrastructure
38 HELMET, April - June 2014
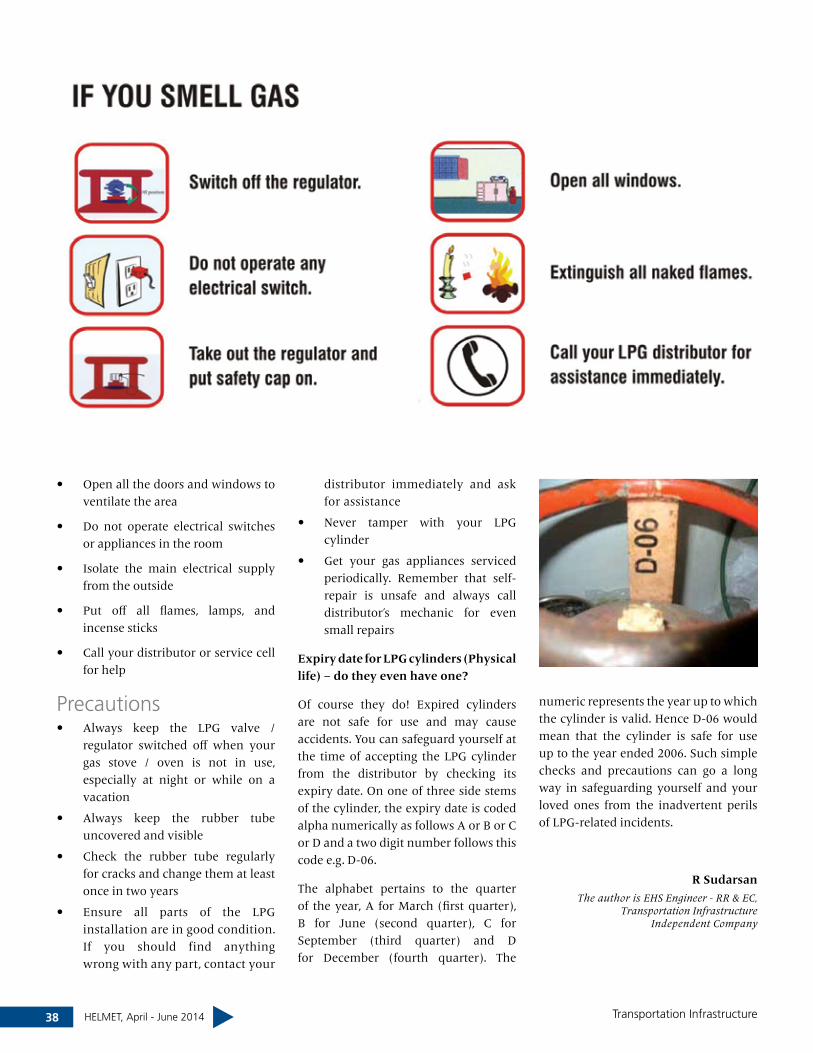
y Open all the doors and windows to ventilate the area
y Do not operate electrical switches or appliances in the room
y Isolate the main electrical supply from the outside
y Put off all flames, lamps, and incense sticks
y Call your distributor or service cell for help
Precautions y Always keep the LPG valve /
regulator switched off when your gas stove / oven is not in use, especially at night or while on a vacation
y Always keep the rubber tube uncovered and visible
y Check the rubber tube regularly for cracks and change them at least once in two years
y Ensure all parts of the LPG installation are in good condition. If you should find anything wrong with any part, contact your
distributor immediately and ask for assistance
y Never tamper with your LPG cylinder
y Get your gas appliances serviced periodically. Remember that self-repair is unsafe and always call distributor’s mechanic for even small repairs
Expiry date for LPG cylinders (Physical life) – do they even have one?
Of course they do! Expired cylinders are not safe for use and may cause accidents. You can safeguard yourself at the time of accepting the LPG cylinder from the distributor by checking its expiry date. On one of three side stems of the cylinder, the expiry date is coded alpha numerically as follows A or B or C or D and a two digit number follows this code e.g. D-06.
The alphabet pertains to the quarter of the year, A for March (first quarter), B for June (second quarter), C for September (third quarter) and D for December (fourth quarter). The
numeric represents the year up to which the cylinder is valid. Hence D-06 would mean that the cylinder is safe for use up to the year ended 2006. Such simple checks and precautions can go a long way in safeguarding yourself and your loved ones from the inadvertent perils of LPG-related incidents.
R Sudarsan
The author is EHS Engineer - RR & EC, Transportation Infrastructure
Independent Company
Transportation Infrastructure
39HELMET, April - June 2014Heavy Civil Infrastructure
Kakrapar Atomic Power Project February 2010 to May 2014
Badarpur Faridabad DMRC Project February 2012 to May 2014
Singoli Bhatwari HEP ProjectJune 2011 to May 2014
Sawalkote ProjectAugust 2011 to May 2014
DMRC – CMC1 Project July 2010 to May 2014
Subansiri Lower HEP ProjectMay 2011 to May 2014
DMRC CC 28 ProjectMay 2011 to May 2014
CMRL Elevated ProjectJune 2013 to May 2014
DMRC CC 27 ProjectOctober 2013 to May 2014
Kolkata RVNL Project August 2012 to May 2014
DMRC CC 05 ProjectSeptember 2013 to May 2014
43
17
10
10
9
7
6
5
4
4
3
Helmet congratulates the following sites for achieving three million and more LTI free safe man-hours
SafetyRoll of Honour
National fire service day 2014 celebration
National Fire Service Day 2014 was celebrated across all the projects on 14th April 2014. Fire safety awareness was increased among the workforce through structured training programs, fire-fighting demos and audio visual inputs.

40 HELMET, April - June 2014 Heavy Civil Infrastructure
The simple answer is ‘To protect people from electric shock’. But if that sounds too elementary, read on. When we use electrical appliances with metal bodies, we require protection against possible electric shock. If there is a fault current (leakage) inside the appliance, the whole metal case becomes ‘live’. If you happen to touch it, a current will flow through you to the earth which in other words is called an electric shock. To prevent electric shocks, we need to ensure that the system is properly earthed or 'grounded'. Then, even if you were to touch a faulty appliance, you will not get electrocuted!
Ever wondered why the earth pin is bigger on a three pin plug?
Still wondering why is the earth pin made bigger? It‘s as elementary as it is brilliant!
The earth pin on a plug is longer than the live and neutral pins. This means the earth pin is the first to connect and the last to disconnect.
y While inserting the plug, the earth connection is made before the current carrying contacts of the plug become live.
y While withdrawing the plug, the current carrying contacts shall separate before the earth connection is broken.
Thus, the earthing connection is always maintained to ensure safety.
There is also another reason. These days, many wall sockets have safety shutters (see image) on the live and neutral lines to prevent children from inserting conducting materials which may result in electric shock.
Insertion of a longer (earth) pin helps in opening the shutters and facilitating the insertion of the other two pins. These are called earth-pin operated shutters.
Though it is impossible to insert the plug into the socket upside down, one may try to insert the plug top in a misaligned position. For instance, trying to insert the earth pin into the phase socket with the other two pins further down out of the socket. Hence, the earth pin is made thicker so that even by mistake it cannot be inserted into the live or neutral hole of the socket. This prevents the earth pin from establishing an electrical contact with the live terminal.
This is called making the appliance idiot-proof!
Murali Krishnan The author is Asst. Manager - EHS
Heavy Civil Infrastructure Independent Company
41HELMET, April - June 2014Heavy Civil Infrastructure
28th April, 2014 was observed as ‘World Day for Safety and Health at Work’ across all projects. Training programs were conducted for employees and workmen with a view to spread awareness on chemical safety. Hazards and relevant safety precautions associated with storage and handling of chemicals at work were communicated to the workforce.
National safety week celebration
Celebration on world day for safety and health at work - 28th April, 2014
Mr. Suhas Y Patil (Manager - Civil) from Sahar Elevated Access Road Project was awarded by the client, GVK, with a certificate and trophy for his outstanding contribution towards Health, Safety and Environment in the project. This certificate and trophy was awarded on the eve of National Safety Week celebration.

42 HELMET, April - June 2014 Heavy Civil Infrastructure
TRAINING PROGRAMMESSafety
S No. Date Programme Location Day/Hours
1 14th Apr 2014FIRE DRILL for staff by
M/s Falcon, DNS.HMRL Project Half Day
2 15th Apr 2014 EHS Leadership Training Chennai HQ Half Day
3 16th Apr 2014 EHS Leadership Training Delhi Cluster Half Day
4 19th Apr 2014 EHS Leadership Training HMRL Project One day
5 22nd Apr 2014 EHS Leadership Training KAPP Project Half Day
6 14th May 2014 EHS Leadership Training DFCC Project Half Day
7 15th May 2014 EHS Leadership Training Mumbai Cluster Half Day
8 16th May 2014 EHS Leadership Training Kochi Metro Project Half Day
9 17th May 2014 EHS Leadership Training CMRL UG Project Half Day
10 21st May 2014 EHS Leadership Training Bhutan Project Half Day
11 23rd May 2014 EHS Leadership Training Kolkata cluster Half Day
12 27th & 28th May 2014Training on Construction EHS
RequirementsDelhi Cluster 2 Day
EHS Leadership Training - Chennai EHS Requirements - Delhi

43HELMET, April - June 2014Heavy Civil Infrastructure
Accolades for Heavy Civil IC
The Heavy Civil IC has bagged five prestigious International Safety Awards - 2014 from RoSPA (The Royal Society for the Prevention of Accidents) – UK. The awards have been given for organization’s individual occupational health and safety performance.
Awarded projects
y Kakrapar Atomic Power Project
y DMRC CC 06 project
y HMRL Project
y DMRC CC-27 project
y Chennai Metro Tunnelling project
Kakrapar Atomic Power Project bagged the prestigious Golden Shield (Sarvashreshtha Suraksha Puraskar) award from National Safety Council for 2013. This is the first time in the history of the Indian construction industry where the same project has been selected for this coveted GOLDEN SHIELD for two consecutive years.
CMRL U/G package L &T SUCG JV project has been awarded 4 STAR RATING EHS excellence award by CII (Confederation of Indian Industry) towards ‘Excellent Commitment in Environment Health and Safety Practices and Policies’ for 2013.
Heavy Civil IC has bagged five international safety awards - 2014 from British Safety Council (BSC)-UK for maintaining high standards in Occupational Health and Safety.
Awarded projects
y Mumbai Monorail project
y DMRC CC 06 project
y Kakrapar Atomic Power Project
y DMRC CC 28 project
y Chennai Metro Tunneling project
46 HELMET, April - June 2014 Water & Renewable Energy
Storm Water Drainage Project-Jabalpur September 2010 to June 2014
Sewerage Scheme in Hoshiarpur & JalandharDecember 2010 to June 2014
Hogenikkal Water supply & Fluorosis Mitigation Project PKG -5 July 2011 to June 2014
Underground Drainage & Water Supply Improvement Scheme- Nizamabad March 2008 to June 2014
Nellore Water Supply Improvement Scheme – Nellore February 2008 to June 2014
Nalgonda Underground Drainage & Water Supply Scheme – Nalgonda2007 to April 2014
Dhanbad Water Supply ProjectMay 2011 to June 2014
AREVA 125MW CSP Solar Thermal Plant - Total man hours achieved May 2012 to March 2014
LE120180-Civil Works - 1 × 125 MW Solar Thermal Power ProjectMay 2012 to March 2014
Trans Varuna Sewerage Works VaranasiNovember 2009 to June 2014
Godavari Drinking Water Supply Scheme – HyderabadNovember 2008 to April 2014
Dahej Water Supply Scheme-Miyagam Intake - 25 MGD & 50 MGDSeptember 2012 to June 2014
Rehabilitation of Bhagirathi WTP DelhiDecember 2011 to June 2014
13
6
5
4
4
4
4
4
4
4
3
3
3
Helmet congratulates the following sites for achieving three million and more LTI free safe man-hours
SafetyRoll of Honour
y Mr. S. Rajavel Executive Vice President & Head - Water & Renewable Energy launched online EHS management observation on 9th may 2014.
y Online CAT (Confirmation Action Taken) was launched on 28thMay 2014.
Online CAT (Confirmation Action Taken)
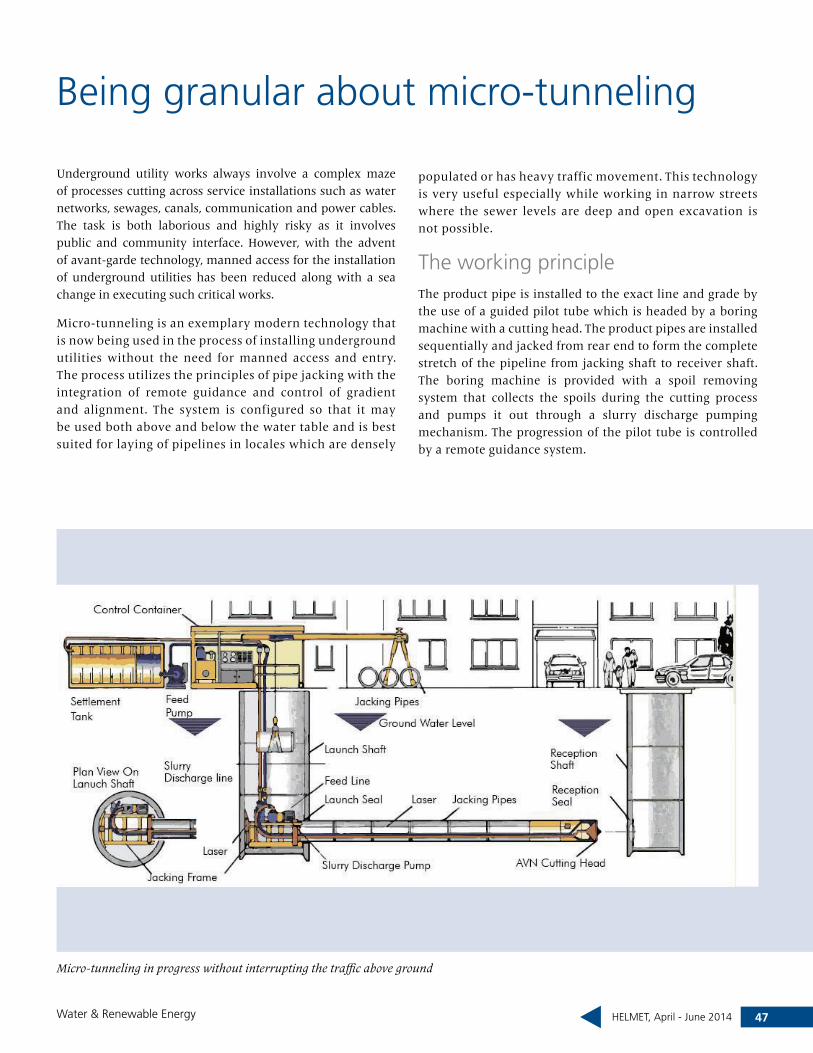
47HELMET, April - June 2014
Underground utility works always involve a complex maze of processes cutting across service installations such as water networks, sewages, canals, communication and power cables. The task is both laborious and highly risky as it involves public and community interface. However, with the advent of avant-garde technology, manned access for the installation of underground utilities has been reduced along with a sea change in executing such critical works.
Micro-tunneling is an exemplary modern technology that is now being used in the process of installing underground utilities without the need for manned access and entry. The process utilizes the principles of pipe jacking with the integration of remote guidance and control of gradient and alignment. The system is configured so that it may be used both above and below the water table and is best suited for laying of pipelines in locales which are densely
populated or has heavy traffic movement. This technology is very useful especially while working in narrow streets where the sewer levels are deep and open excavation is not possible.
The working principle The product pipe is installed to the exact line and grade by the use of a guided pilot tube which is headed by a boring machine with a cutting head. The product pipes are installed sequentially and jacked from rear end to form the complete stretch of the pipeline from jacking shaft to receiver shaft. The boring machine is provided with a spoil removing system that collects the spoils during the cutting process and pumps it out through a slurry discharge pumping mechanism. The progression of the pilot tube is controlled by a remote guidance system.
Being granular about micro-tunneling
Water & Renewable Energy
Micro-tunneling in progress without interrupting the traffic above ground
48 HELMET, April - June 2014
The sequence of operations
y Geotechnical studies
y Surveying
y Design and construction of jacking and receiver shafts
y Installation of jacking equipment/machineries in jacking shafts
y Tunneling operations
y Dismantling/moving out the machineries from shafts
Jacking and receiver shafts
y The design of the shafts depends on the type of tunnel and the equipment planned. The shape and size would vary according to the requirements of a particular job such as circular, rectangular, elliptical, etc.
y The surface condition including soil type and ground water table determines the method of construction of the shafts. For instance, trench boxes may be feasible for small conventional tunneling through stiff clay above the water table
y The shafts must be designed to withstand the extreme combinations of jacking pressures such as surcharge loads, machineries and people movement apart from hydraulic pressure due to ground water and slurry blow backs
y The provision for managing inadvertent effects caused by the vibrations of jacking machineries and outside traffic must be accommodated in the design
y The platform of the shaft should be able to accommodate the weights and vibrations from the jacking equipment
Construction of jacking shaft
Water & Renewable Energy
49HELMET, April - June 2014
Safe operating procedures
y Specific job training in micro-tunneling operations for engineers and workmen
y Implementation of an effective work permit system
y Being aware of emergency situations and conducting monthly mock drills on the identified emergency
y Assessment of the presence of existing underground utilities such as electrical, telephone lines, sewers that are within the range of the excavation
y Clearances to be obtained from the local authorities prior to taking up of the work
y Observation of proper traffic management procedures that suit site conditions
y All workmen to be provided with minimum PPE
y Proper ventilation to be maintained inside the shaft
y Working area to be hard barricaded (Reflectorized) in order to protect fall of men, machinery and vehicles
y Sufficient illumination for work at night
y Sloping, shoring or any suitable technique to be adopted to prevent collapse of soil
y Removed soil to be placed at a distance equal to the depth of shaft from the edge of the shaft
y Regardless of the surface and water table conditions, the shafts must always be provided with watertight excavation supports to prevent blow back of the pressurized slurry
y The walls and platform of the shaft must be pressure grouted to protect it from water seepage and slope collapse if the situation demands
y Proper access and egress arrangements to be provided with ladders/winch mechanism
y All electrical connections to be protected with RCCB
Pipe jacking
350mm jack pushing pipes ready for use at the tunneling
Water & Renewable Energy
50 HELMET, April - June 2014
Installation of jacking equipment
Jacking equipment and other machineries can be installed by using cranes. For shafts lower than 6m in depth, cranes must be operated from a distance equal to that of the depth of the shaft and a minimum of 6 m if the depth is greater.
y Only trained personnel should be deployed for signaling the crane operator ensuring that there is no movement of workmen within the swing area of the crane
y The exposed rotating parts of the crane must be shielded and ensured that the crane is equipped with reversing alarm
y No workman should be allowed to go inside the shaft to guide the crane operator for placing the machine/pipes, if necessary, the person should be properly trained before entry
y Noise protection equipment must be provided to the workmen based on the noise levels during jacking
y Air quality has is to be maintained in the shaft during the operation. If required, artificial breathing system must be provided to the people working inside the shaft
y Suitable control measures must be taken to protect the operators/workmen from injuries caused by vibration and heat
Tunneling operations
y Slurry pumped with great pressure during the process of tunneling must be contained properly
y The slurry pipe outlet must be secured to a fixed support
y Safe procedure for handling and securing of the pipes must be followed
y Grouting is to be done to fill the annular space between the outer surface of the pipelines and the drilled hole.
The following precautions must be taken to prevent hazardous effects due to the grouting operation:
1. Only skilled and experienced personnel must be deployed for the job because of the high risks involved if mishandled
2. PVC, latex or rubber gloves must be used for hand and wrist protection
3. Safety goggles must be worn for protection of eyes from high speed splatters from the nozzle
4. Breathing masks must be provided for protection against small sand particles/powder entering the airway of personnel
DismantlingAll the machinery must be taken out of the shaft with the help of cranes (crane to be operated from the specified distance) and shafts must be closed and properly identified by using reflective stickers/tapes to avoid fall of men/vehicles.
Jacking unit inside Jacking Shaft Jacking of pipe in progress
Water & Renewable Energy

51HELMET, April - June 2014
TRAINING PROGRAMMESSafety
DateName/Subject of the Training
ProgramTrainer Name
Duration (Days)
No. of Participants
22 & 23 April, 2014Construction Safety Program, Ahmedabad.
K S Sudheesh Kumar 2 26
29 & 30 May, 2014 EHS Review Meet, Chennai.K S Sudheesh Kumar, Mathivanan.P
2 19
12 & 13 June, 2014Construction Safety Program, Bhubaneswar.
K S Sudheesh Kumar & S.Anantha Prasann Venkatesh
2 26
20 & 21 June, 2014Construction Safety Program, Bangalore.
K S Sudheesh Kumar 2 20
Water & Renewable Energy
CSP training program at BLRO
EHS review meet at Chennai
CSP training program at BLRO
EHS review meet at Chennai
CSP training program at ABCO

52 HELMET, April - June 2014
6X660 MW UMPP Sasan September 2011 to May 2014
RE-Projects, Jalpaiguri under BRGF Scheme November 2012 to May 2014
765 kV Varanasi Kanpur TL Million June 2013 April 2014
400 KV D/C Quad Rasipalayam to Salem TLSeptember 2013 to May 2014
800 kV Nidhaura Agra TL May 2013 April 2014
JHTL Trans. Scheme under consultancy services to JSEB January 2013 to May 2014
4
2
2
Helmet congratulates the following sites for achieving one million and more LTI free safe man-hours
SafetyRoll of Honour
1
1
1
Power Transmission & Distribution
APDRP EHS passport was developed in Hindi for supervisors and sub-contractor workmen for spreading caution and awareness in APDRP works. The passport on do’s & don’ts exclusively for APDRP safety contains easy to understand graphics,safety pledge, pit excavation, pole erection, shut down activity, steel structure fitting, transformer erection, stringing, material handling and golden safety rules.
Developed APDRP EHS passport
53HELMET, April - June 2014Power Transmission & Distribution
A one day EHSOs meet was conducted at Mumbai cluster office on 2nd June 2014. Mr.N.Kalinagarajan, Cluster Operations Head (Mumbai Cluster) who presided over expressed the significance of positive work culture that focusses on safety.
He also expressed that the safety team is significant to the organization to ensure that new joinees or lateral entry staff are oriented towards L&T’s safety culture.
The programme convener was Mr.J.Johnson David, CEHSM – Mumbai & Nagpur Cluster and a team of eleven EHSOs participated in the programme.
A one day safety training program on Electrical & Instrumentation was organized at Nagpur on 22nd May 2014 in which 16 employees participated. Mr.Shivnesh Upadhaya, Project Manager (Kordi - Thermal Power Project) inaugurated the program in which Mr.J.Johnson David, CEHSM (Mumbai & Nagpur Cluster) and Mr.Manoj Pawar, EHS In-charge (Koradi Thermal Power Project) were the faculty members.
EHSO review meet
Training on Electrical & Instrumentation

54 HELMET, April - June 2014 Power Transmission & Distribution
The following projects of Power Transmission & Distribution (Domestic) have been awarded Annual EHS Rolling Trophy for the year 2013-14. Three projects were honoured as Winner and three projects were runners-up.
Annual EHS rolling trophy 2013
Sl. No. Project Name BU Project Manager EHS Incharge Award
Category
1E&I works at BSP Sinter Plant 3 (Industrial Sector)
E&I Mr. Probodh de Mr. R. Veeramani Winner
23X660 MW-Thermal Power Project Koradi
E&IMr. Shivneshkumar Upadhyay
Mr. Manoj Subhash Pawar
Runner
3 Biharsarif Sasaram TL Project TLMr. Ravish Kumar Prajapati
Mr. R Singadurai Winner
4400KV D/C Quad Barh - Gorakhpur TL
TL Mr. S K SazzadMr. Sukhen Nandy/Aswini Pradhan/Vineet Kumar
Runner
5 BRGF Jalpaiguri –PKG 1 EHV SS Mr. Nandalal Chandra Mr. Tara Pad Pramanik Winner
6765/400 KV Substation RRVPNL, PHAGI
EHV SS Mr. Dipankar BiswasMr. Manish Kumar Rathi / Thamotharan T
Runner

55HELMET, April - June 2014Power Transmission & Distribution
Confederation of Indian Industry (CII) Safety, Health and Environment (SHE) excellence award 2013
3X660 MW Koradi TPS Project, Koradi, Nagpur has been awarded the Appreciation award in the Service Sector at the 10th edition of CII’s (WR) Safety, Health and Environment (SHE) Excellence Award 2013.
The award ceremony was held on 30th April 2014 in Mumbai. The Award was received by Mr.D.P.Shinde – Segment Head E&I Projects (Power & Infra) from Mr.V.B.Sant – Director General – NSC (Mumbai)
Project Award Project Incharge EHS Incharge
3X660 MW TPS Project, Koradi, Nagpur
Appreciation Award Mr. Shivnesh Kumar
Upadhyay Mr. Manoj Pawar

56 HELMET, April - June 2014
1. 400 kV Quad D/C Brah Gorakhpur (Part-2)
TL has received a certificate of appreciation
from its client, Power Grid Corporation of
India Limited, for achieving two million safe
man-hours. The certificate was issued by
Mr. R. C. Yadav, Sr. Engineer, PGCIL to Project
Manager Mr. S. K. Sazzad
2. 3X660 MW Supercritical Thermal Power Plant
Project, Talwandi Sabo has been recognized with
a trophy as “Safety Champion“ by client SEPCO-1
for the period Jan-March 2014. The award was
received by Mr. L. N. Mohanty, (Project Manager) &
Mr. Anil Kumar, (Safety In charge) from Mr. Govinda
Rao. (HSE Manager, SEPCO-1). Mr. Parmod Kumar
(Safety Supervisor, L&T) has received a certificate
of appreciation for his valuable contribution in
maintaining safe working environment.
M/s. Talwandi Sabo Power Limited has also
recognized L&T’s PT&D IC for Best Safety
Conscious Company. The award was received by
Mr.L.N.Mohanty (Project Manager), Mr. Krishna
Kumar (Cluster EHS Manager-Delhi) and Mr. Anil
Kumar (EHS Engineer) from M/s Vedanta Group.
3. 4X600 MW JPL Tamnar Electrical Installation
site has been honored for the Overall Best Safety
Performance award from client, (Jindal). A memento
& certificate was issued by Shri. T. J. Reddy – ED
(Projects) to Project Manager Mr. D. Ramesh.
Client accolades / appreciation certificates
Power Transmission & Distribution
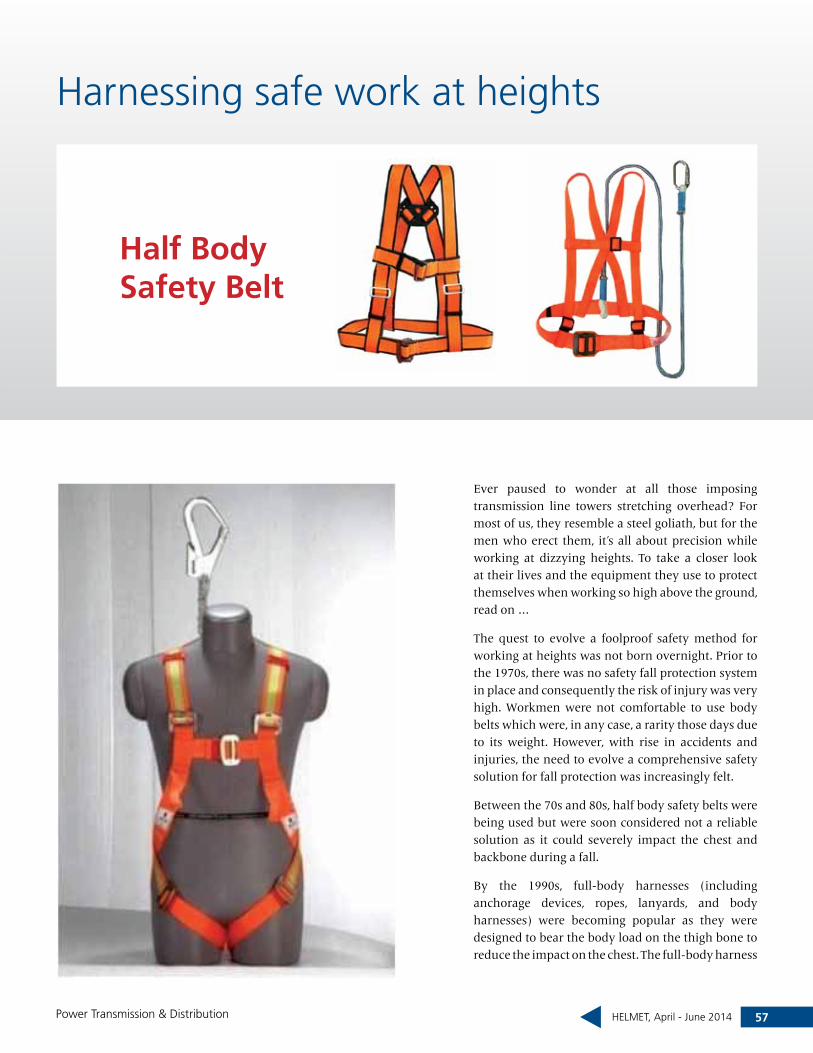
57HELMET, April - June 2014
Ever paused to wonder at all those imposing transmission line towers stretching overhead? For most of us, they resemble a steel goliath, but for the men who erect them, it’s all about precision while working at dizzying heights. To take a closer look at their lives and the equipment they use to protect themselves when working so high above the ground, read on …
The quest to evolve a foolproof safety method for working at heights was not born overnight. Prior to the 1970s, there was no safety fall protection system in place and consequently the risk of injury was very high. Workmen were not comfortable to use body belts which were, in any case, a rarity those days due to its weight. However, with rise in accidents and injuries, the need to evolve a comprehensive safety solution for fall protection was increasingly felt.
Between the 70s and 80s, half body safety belts were being used but were soon considered not a reliable solution as it could severely impact the chest and backbone during a fall.
By the 1990s, full-body harnesses (including anchorage devices, ropes, lanyards, and body harnesses) were becoming popular as they were designed to bear the body load on the thigh bone to reduce the impact on the chest. The full-body harness
Harnessing safe work at heights
Power Transmission & Distribution
Half Body Safety Belt
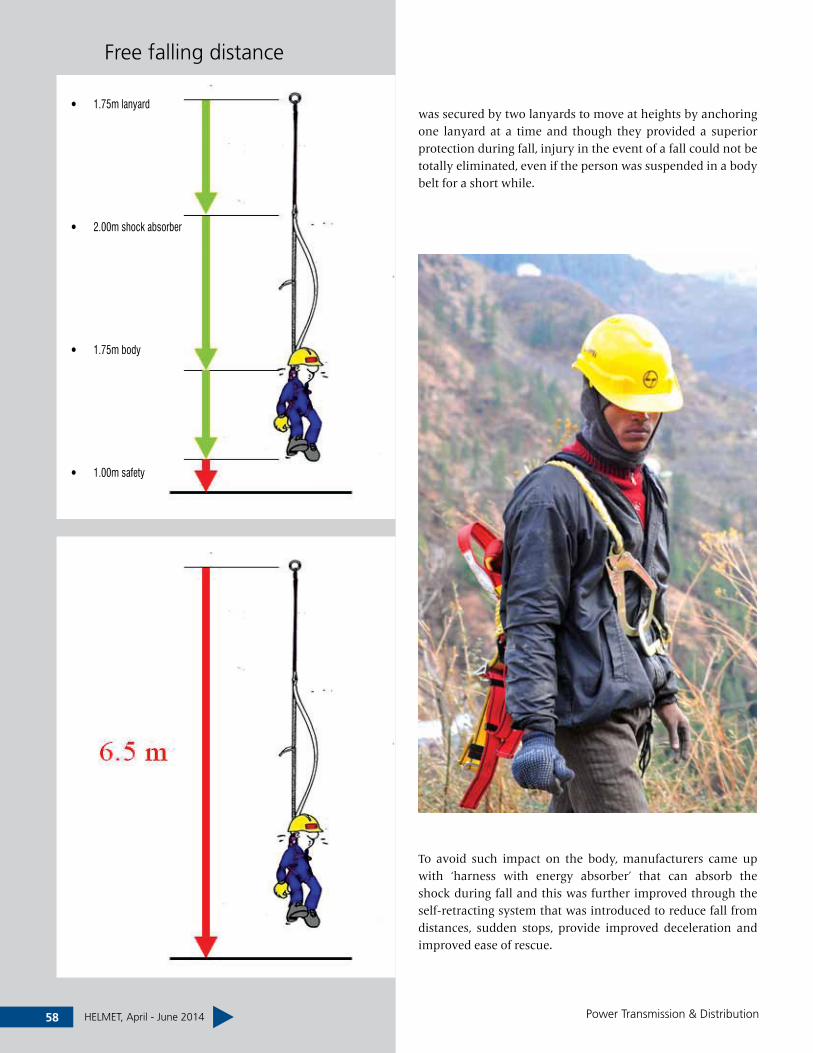
58 HELMET, April - June 2014
was secured by two lanyards to move at heights by anchoring one lanyard at a time and though they provided a superior protection during fall, injury in the event of a fall could not be totally eliminated, even if the person was suspended in a body belt for a short while.
y 1.75m lanyard
y 2.00m shock absorber
y 1.75m body
y 1.00m safety
Power Transmission & Distribution
Free falling distance
To avoid such impact on the body, manufacturers came up with ‘harness with energy absorber’ that can absorb the shock during fall and this was further improved through the self-retracting system that was introduced to reduce fall from distances, sudden stops, provide improved deceleration and improved ease of rescue.
58 HELMET, April - June 2014
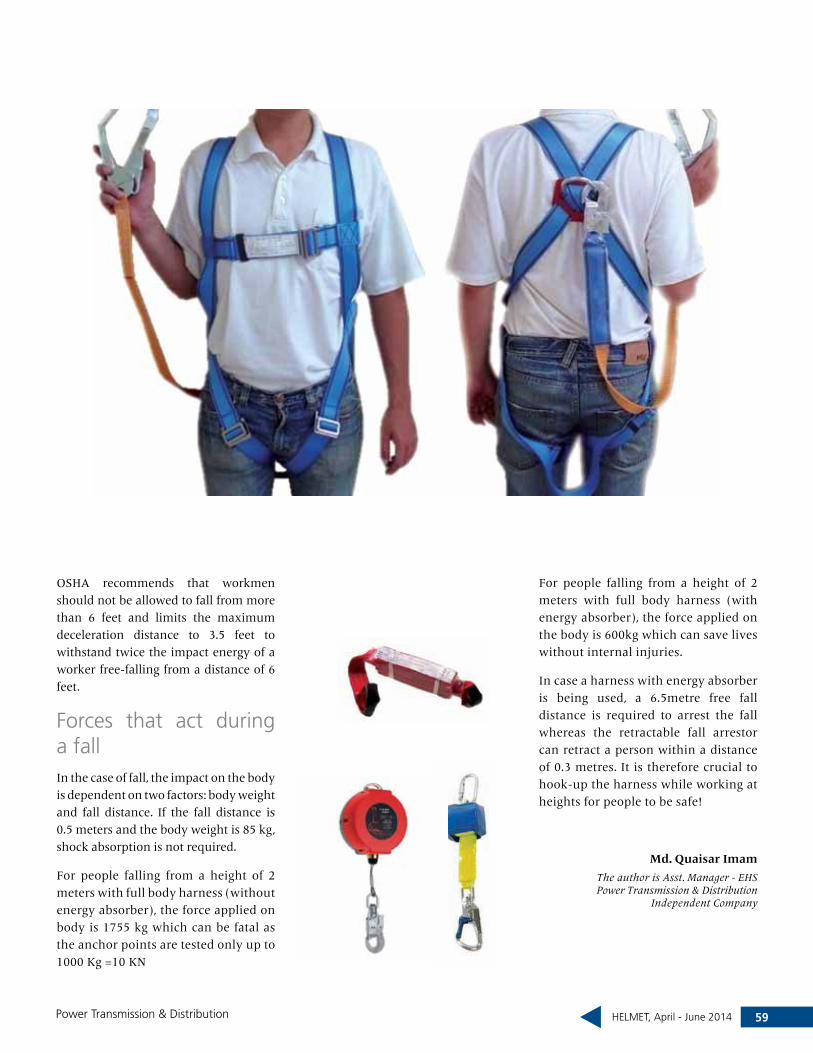
59HELMET, April - June 2014
OSHA recommends that workmen should not be allowed to fall from more than 6 feet and limits the maximum deceleration distance to 3.5 feet to withstand twice the impact energy of a worker free-falling from a distance of 6 feet.
Forces that act during a fallIn the case of fall, the impact on the body is dependent on two factors: body weight and fall distance. If the fall distance is 0.5 meters and the body weight is 85 kg, shock absorption is not required.
For people falling from a height of 2 meters with full body harness (without energy absorber), the force applied on body is 1755 kg which can be fatal as the anchor points are tested only up to 1000 Kg =10 KN
For people falling from a height of 2 meters with full body harness (with energy absorber), the force applied on the body is 600kg which can save lives without internal injuries.
In case a harness with energy absorber is being used, a 6.5metre free fall distance is required to arrest the fall whereas the retractable fall arrestor can retract a person within a distance of 0.3 metres. It is therefore crucial to hook-up the harness while working at heights for people to be safe!
Md. Quaisar Imam
The author is Asst. Manager - EHSPower Transmission & Distribution
Independent Company
Power Transmission & Distribution

60 HELMET, April - June 2014
PT&D (Domestic) bagged seven Prestigious British Safety Council International Safety Award 2014 for the assessment year 2013. Out of seven awards, two are honored with Merit & five are the in pass category (category of award: Pass 36 -Merit 48 – 59 & Distinction 60).
British safety council “International safety awards 2014”
British Safety Council (BSC) Award - 2014
Sl. Project BUAward
CategoryPM/CM EHSO
1 Talwandi Sabo Plant EHV SS, UPD & E&I Merit Mr. Laxmi Narayan MohantyMr. Alam Khan & Anil
2 Biharsarif Sasaram TL TL Merit Mr. Ravish Kumar Prajapati Mr. R Singadurai
3765 kV Sub-station PHAGI, RRVPNL
EHV SS, UPD & E&I Pass Mr. Dipankar Biswas Mr. Manish Kumar
4 3 x 660MW TPP KORADI EHV SS, UPD & E&I Pass Mr. Shivanesh Kumar Mr. Manoj S. Pawar
5 765 kV SS DHARMJAYGARH EHV SS, UPD & E&I Pass Mr. Sabyasachi Majumdar Mr. Rajendra Sahoo
6 765 kV Raipur Wardha TL TL Pass Mr. Naga Chaitanya Mr. Narottam Beura
7400/220 kV GMR Transmission Line
TL Pass Mr. Arun Kumar Singh Mr. Ravin, Sajith
Power Transmission & Distribution
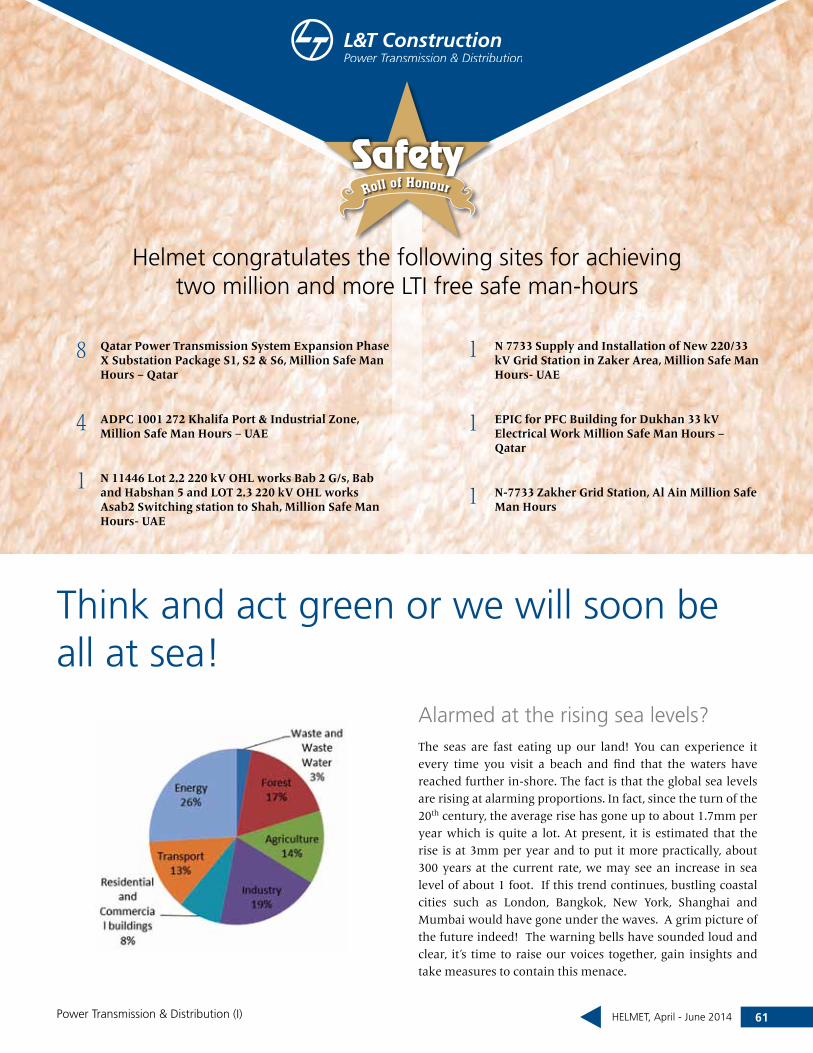
61HELMET, April - June 2014Power Transmission & Distribution (I)
Qatar Power Transmission System Expansion Phase X Substation Package S1, S2 & S6, Million Safe Man Hours – Qatar
ADPC 1001 272 Khalifa Port & Industrial Zone, Million Safe Man Hours – UAE
N 11446 Lot 2.2 220 kV OHL works Bab 2 G/s, Bab and Habshan 5 and LOT 2.3 220 kV OHL works Asab2 Switching station to Shah, Million Safe Man Hours- UAE
N 7733 Supply and Installation of New 220/33 kV Grid Station in Zaker Area, Million Safe Man Hours- UAE
EPIC for PFC Building for Dukhan 33 kV Electrical Work Million Safe Man Hours – Qatar
N-7733 Zakher Grid Station, Al Ain Million Safe Man Hours
8
4
1
1
1
1
Helmet congratulates the following sites for achieving two million and more LTI free safe man-hours
SafetyRoll of Honour
Alarmed at the rising sea levels?The seas are fast eating up our land! You can experience it every time you visit a beach and find that the waters have reached further in-shore. The fact is that the global sea levels are rising at alarming proportions. In fact, since the turn of the 20th century, the average rise has gone up to about 1.7mm per year which is quite a lot. At present, it is estimated that the rise is at 3mm per year and to put it more practically, about 300 years at the current rate, we may see an increase in sea level of about 1 foot. If this trend continues, bustling coastal cities such as London, Bangkok, New York, Shanghai and Mumbai would have gone under the waves. A grim picture of the future indeed! The warning bells have sounded loud and clear, it’s time to raise our voices together, gain insights and take measures to contain this menace.
Think and act green or we will soon be all at sea!
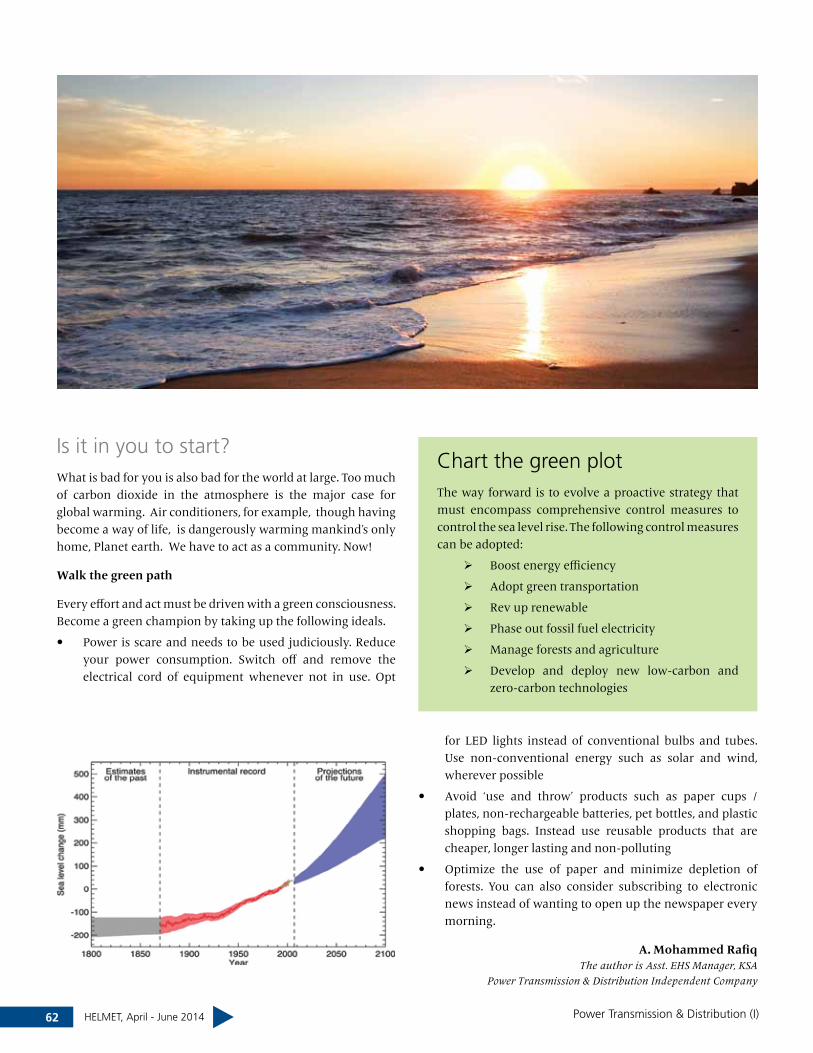
62 HELMET, April - June 2014
for LED lights instead of conventional bulbs and tubes. Use non-conventional energy such as solar and wind, wherever possible
y Avoid ‘use and throw’ products such as paper cups / plates, non-rechargeable batteries, pet bottles, and plastic shopping bags. Instead use reusable products that are cheaper, longer lasting and non-polluting
y Optimize the use of paper and minimize depletion of forests. You can also consider subscribing to electronic news instead of wanting to open up the newspaper every morning.
A. Mohammed Rafiq The author is Asst. EHS Manager, KSA
Power Transmission & Distribution Independent Company
Is it in you to start?What is bad for you is also bad for the world at large. Too much of carbon dioxide in the atmosphere is the major case for global warming. Air conditioners, for example, though having become a way of life, is dangerously warming mankind’s only home, Planet earth. We have to act as a community. Now!
Walk the green path
Every effort and act must be driven with a green consciousness. Become a green champion by taking up the following ideals.
y Power is scare and needs to be used judiciously. Reduce your power consumption. Switch off and remove the electrical cord of equipment whenever not in use. Opt
Chart the green plot The way forward is to evolve a proactive strategy that must encompass comprehensive control measures to control the sea level rise. The following control measures can be adopted:
¾ Boost energy efficiency
¾ Adopt green transportation
¾ Rev up renewable
¾ Phase out fossil fuel electricity
¾ Manage forests and agriculture
¾ Develop and deploy new low-carbon and zero-carbon technologies
Power Transmission & Distribution (I)
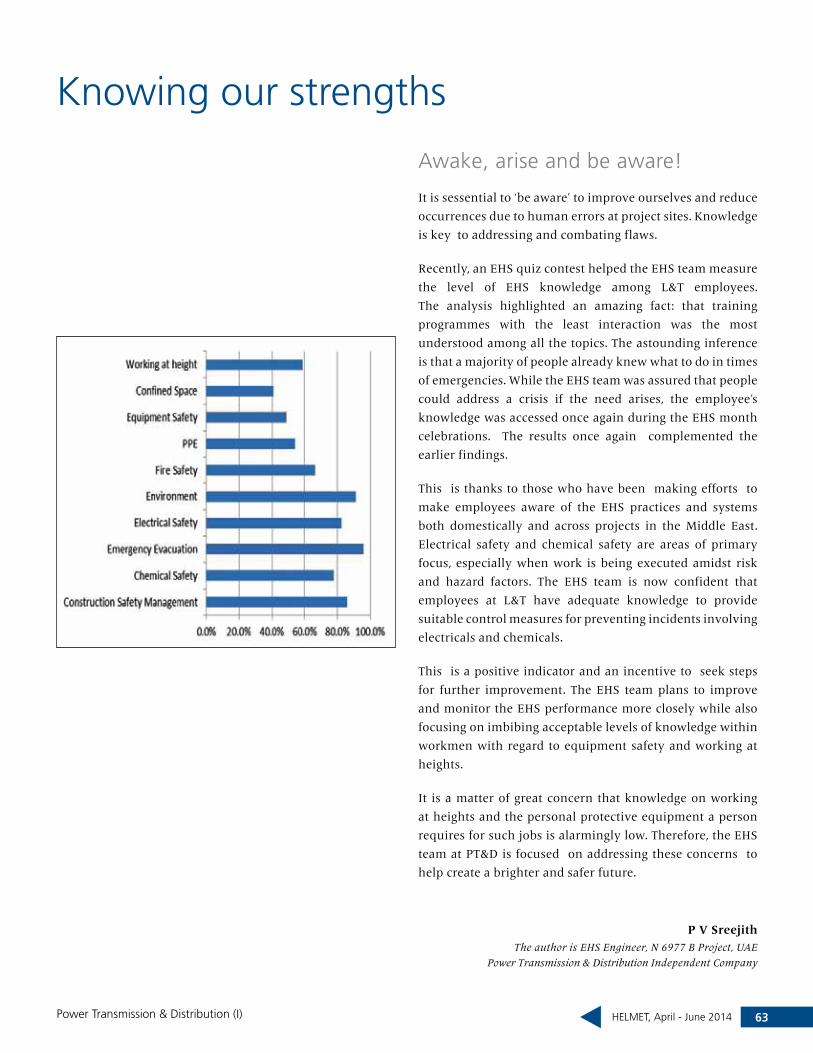
63HELMET, April - June 2014Power Transmission & Distribution (I)
Awake, arise and be aware!
It is sessential to ‘be aware’ to improve ourselves and reduce
occurrences due to human errors at project sites. Knowledge
is key to addressing and combating flaws.
Recently, an EHS quiz contest helped the EHS team measure
the level of EHS knowledge among L&T employees.
The analysis highlighted an amazing fact: that training
programmes with the least interaction was the most
understood among all the topics. The astounding inference
is that a majority of people already knew what to do in times
of emergencies. While the EHS team was assured that people
could address a crisis if the need arises, the employee’s
knowledge was accessed once again during the EHS month
celebrations. The results once again complemented the
earlier findings.
This is thanks to those who have been making efforts to
make employees aware of the EHS practices and systems
both domestically and across projects in the Middle East.
Electrical safety and chemical safety are areas of primary
focus, especially when work is being executed amidst risk
and hazard factors. The EHS team is now confident that
employees at L&T have adequate knowledge to provide
suitable control measures for preventing incidents involving
electricals and chemicals.
This is a positive indicator and an incentive to seek steps
for further improvement. The EHS team plans to improve
and monitor the EHS performance more closely while also
focusing on imbibing acceptable levels of knowledge within
workmen with regard to equipment safety and working at
heights.
It is a matter of great concern that knowledge on working
at heights and the personal protective equipment a person
requires for such jobs is alarmingly low. Therefore, the EHS
team at PT&D is focused on addressing these concerns to
help create a brighter and safer future.
P V Sreejith The author is EHS Engineer, N 6977 B Project, UAE
Power Transmission & Distribution Independent Company
Knowing our strengths
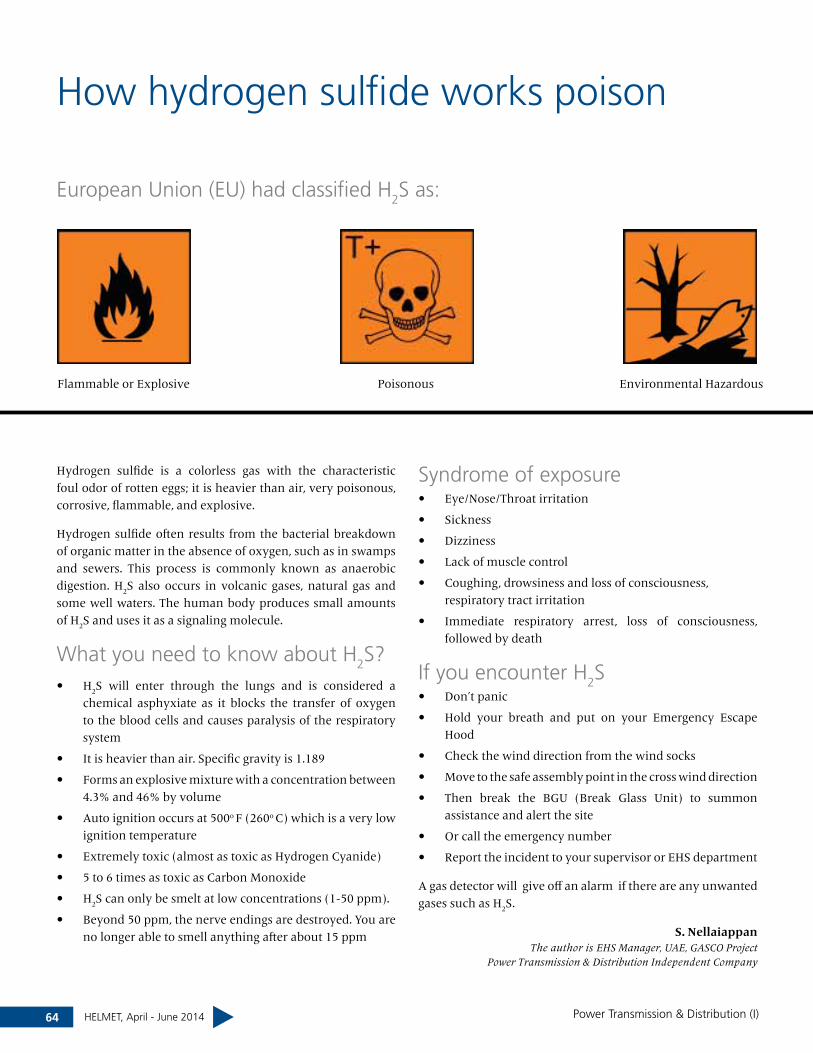
64 HELMET, April - June 2014 Power Transmission & Distribution (I)
Hydrogen sulfide is a colorless gas with the characteristic foul odor of rotten eggs; it is heavier than air, very poisonous, corrosive, flammable, and explosive.
Hydrogen sulfide often results from the bacterial breakdown of organic matter in the absence of oxygen, such as in swamps and sewers. This process is commonly known as anaerobic digestion. H2S also occurs in volcanic gases, natural gas and some well waters. The human body produces small amounts of H2S and uses it as a signaling molecule.
What you need to know about H2S? y H2S will enter through the lungs and is considered a
chemical asphyxiate as it blocks the transfer of oxygen to the blood cells and causes paralysis of the respiratory system
y It is heavier than air. Specific gravity is 1.189
y Forms an explosive mixture with a concentration between 4.3% and 46% by volume
y Auto ignition occurs at 500o F (260o C) which is a very low ignition temperature
y Extremely toxic (almost as toxic as Hydrogen Cyanide)
y 5 to 6 times as toxic as Carbon Monoxide
y H2S can only be smelt at low concentrations (1-50 ppm).
y Beyond 50 ppm, the nerve endings are destroyed. You are no longer able to smell anything after about 15 ppm
Syndrome of exposure y Eye/Nose/Throat irritation
y Sickness
y Dizziness
y Lack of muscle control
y Coughing, drowsiness and loss of consciousness, respiratory tract irritation
y Immediate respiratory arrest, loss of consciousness, followed by death
If you encounter H2S y Don’t panic
y Hold your breath and put on your Emergency Escape Hood
y Check the wind direction from the wind socks
y Move to the safe assembly point in the cross wind direction
y Then break the BGU (Break Glass Unit) to summon assistance and alert the site
y Or call the emergency number
y Report the incident to your supervisor or EHS department
A gas detector will give off an alarm if there are any unwanted gases such as H2S.
S. Nellaiappan The author is EHS Manager, UAE, GASCO Project
Power Transmission & Distribution Independent Company
How hydrogen sulfide works poison
European Union (EU) had classified H2S as:
Flammable or Explosive Poisonous Environmental Hazardous
65HELMET, April - June 2014
One day, when I was shopping at a mall, I saw an interesting garbage bin designed to resemble a basketball ring. Quite naturally, and as anticipated, people thought it was great fun in aiming their garbage at the ring and landing it inside the trash can. Then I realized that this was conceptualized on a particular theory - Nudge Theory. The theory is based on an indirect suggestion aimed to achieve non-forced compliance that can influence the motives and decision making of groups or individuals alike, at least as effectively – if not more effectively - than direct instruction, legislation, or enforcement.
An Australian writer, Mr. Andrew Hopkins’s concept, ‘the mindful organization’ refers to the shadow that describes leadership may apparently do little things which will have a big impact on the safety culture of an organization.
For instance, merely by his presence in some/any of EHS activities, workmen feel that they conform and comply to all EHS requirements. Another example of the Nudge Theory is, when starting a meeting, a project manager expresses, “safety is our number one priority, but let’s just get the EHS matters out of the way quickly and get on with other important stuff.” By simply using the word ‘but’ it becomes apparent that he actually means “Ignore what I just said.”
Human error is not the cause but the effectZero Harm
y It has been a constant debate whether the ‘zero harm’ objective is a useful concept or even a genuine goal. There is an increasing opinion that a realistic approach towards safety might give rise to achievable targets.
Conclusion
y To reiterate the importance of the Nudge Theory, the key is not to look merely at the outer cover but drill deeper in to a subject and ask probing questions that will reveal the purpose
y It is easy to change a culture when employees voluntarily agree to things that they deem necessary rather than things that are enforced upon them.
Nick Abalde
The author is EHS Manager, Dubai C4 Airport UAEPower Transmission & Distribution Independent Company
Nudge theory - a key element for improving safety culture
Practice what you preachThere are many ways to exercise the Nudge Theory:
y Management participation and commitment demonstration
y Any education system should encourage participation from all participants
y Information on noticeable bulletin boards, signage and facilities to emphasize an encouragement to comply
y A fair culture, where there is no blame game
y All analysis and data emphasize on the reasons behind it and the root cause on why the data and performance is required
Power Transmission & Distribution (I)
66 HELMET, April - June 2014 Power Transmission & Distribution (I)
Do you understand what it means: “Watch your thoughts, for they become words. Watch your words, for they become actions. Watch your actions, for they become habits. Watch your habits, for they become character. Watch your character, for it becomes your destiny.” In simple words it means - A sound mind is the key to an individual’s success both at work and life at large.
Organizations have a moral reasonability in ensuring that employees and workmen have a positive frame of mind and sound mental health that are imperative for a
healthy workplace. Poor mental health not only hurts the individual, it also reduces corporate profits. Therefore, it calls for commitment and engagement – right from the Board of Directors, management, finance, and human resources departments - to address this problem.
Several key issues have been shown to have a significant effect on employee mental health. Organizations need to consider all of these to create a mentally healthy workplace.
Workplace issues that affect mental health include:
y Stigma and discrimination
y Demand/control and effort/reward relationships
y Job burnout
y Harassment, violence, bullying and mobbing
y Substance use, misuse and abuse at work
The benefits of having good mental health in the workplace results in reduced Absenteeism
y Employee turnover (means reduced recruitment and retraining costs)
y Grievances
y Health costs
y Medical leave/disability
What’s on your mind?
67HELMET, April - June 2014Power Transmission & Distribution (I)
y Workplace injuries and accidents, and
y Work time loss
What can we do to encourage positive mental health?
y Encourage active employee participation and decision making
y Clearly define employees' duties and responsibilities
y Promote work-life balance
y Encourage respectful and non-derogatory behaviors
y Manage workloads
y Allow continuous learning
y Have conflict resolution practices in place
y Recognize employees' contributions effectively
There are more ways by which we can creative positivity:
y Assess psychological safety in workplace and develop a plan to address it.
y Develop a policy statement reflecting the organization’s commitment to making workplace mental health a priority. A policy demonstrates leadership and commitment.
y Explicitly include mental health and psychological safety in your occupational health and safety (OH&S) committee mandate.
y Develop policies and practices for curbing workplace harassment, violence and bullying. Review current policies and procedures and consider how they might be positively or negatively contributing to issues of violence and harassment.
y Provide education and training that ensures managers and employees know how to recognize hazards such as harassment, bullying, and psychologically unhealthy work conditions. This training provides concrete ways for co-workers to recognize and talk about mental health issues in general. Managers can additionally contribute to a positive work environment if they have the skills and knowledge to identify and respond to issues before they escalate.
y Educate all EHS committee members about the importance of mental health in the workplace.
y Ask the worker(s) on the EHS Committee to bring forward general workplace mental health issues that affect workforce rather than any individual's particular situation. Ensure that individual privacy and confidentiality is respected at all times.
y Develop substance abuse policies (i.e., use of illicit drugs at work, alcohol consumption at work, inappropriate Internet use, etc.) and make sure that all employees are aware of them.
Amit Om Prakash
The author is EHS Manager, QatarPower Transmission & Distribution Independent Company
68 HELMET, April - June 2014
Water supports life. Every facet of our existence depends on water. Agriculture, industry, households, recreation and the environment – all have to use water! Much of this need is met by fresh water which is scare. 97 percent of the water on the Earth is salt water and only three percent is fresh water. If that sounds astounding, read this! Slightly over two thirds of this quantity of fresh water is frozen as glaciers and polar ice caps. The remaining unfrozen fresh water is found mainly as groundwater, with only a small fraction present above ground or in the air.
What if I told you, you use 3,496 liters of water every day?It might sound strange, but you are about to discover that actually you eat loads of water, in fact you are addicted to it, and you don’t know it, yet.
Individual water consumption can be divided in three stages:
1. Domestic consumption which is 135 liters per day per head about 3.91% of 3,496 liters.
2. Production of the industrial products which is considered as virtual water consumption such as paper, cotton, clothes. This part amounts to 167 liters per day about 4.7% of 3,496 liters.
3. Food consumption which is considered as virtual water consumption which is 91.39% of 3,496 liters.
The domestic consumption can also be divided into:
y Bathing - Showering - 35%
y Flushing toilet - 30%
Water – The elixir of life
Power Transmission & Distribution (I)

69HELMET, April - June 2014
y Laundry - 20%
y Cooking - Drinking - 10%
y Cleaning - 5%
Now, it is imperative to understand why food consumption has the highest water virtual consumption level.
Consider red meat for instanceIn an industrial beef production system, it takes an average three years before the animal is slaughtered to produce about 200 kilos of boneless beef. During those three years of life, the animal consumes nearly 1300 kg of grains such as wheat, oats, barley, corn, dry peas, and other small grains. It also consumes 7200 kg of roughages such as pasture, dry hay and silage. The production of all the grains and roughages requires 3,060,000 liters of water. We also need to take into account 24,000 liters of water that it
drinks during the three years. And, can we forget the 7000 liters for servicing the farmhouse and for slaughtering processes? Therefore, in total, 3,091,000 liters of water is required for producing 200 kilos of boneless beef. This means, to produce 1 kilogram of boneless beef, we need 15,400 liters of water. All completely hidden in a big steak!
Fresh water is a renewable resource, yet the world's supply of groundwater is steadily decreasing. Although it is still unclear as to how much of natural renewal balances this usage and whether ecosystems are really threatened, water will still remain precious. Not just for drinking, but as food! So we need to do our part to conserve it.
Wellington Mohankumar
The author is Manager - EHS, UAEPower Transmission & Distribution
Independent Company
Power Transmission & Distribution (I)
y Coffee - 18,900 liters water per kilo
y Beef - 15,400 liters water per kilo
y Sheep - 10,400 liters water per kilo
y Pork - 6,000 liters water per kilo
y Goat - 5,500 liters water per kilo
y Chicken - 4,300 liters water per kilo
y Cheese - 3,180 liters water per kilo
y Rice - 2, 500 liters water per kilo
y Soya beans - 2,145 liters water per kilo
y Wheat - 1,830 liters water per kilo
y Sugar - 1780 liters water per kilo
y Barley - 1,425 liters water per kilo
y Maize - 1,220 liters water per kilo
y Apple - 822 liters water per kilo
Breakdowns to some water food consumption
To produce 1 kilogram of boneless beef, we need 15,400 liters of water
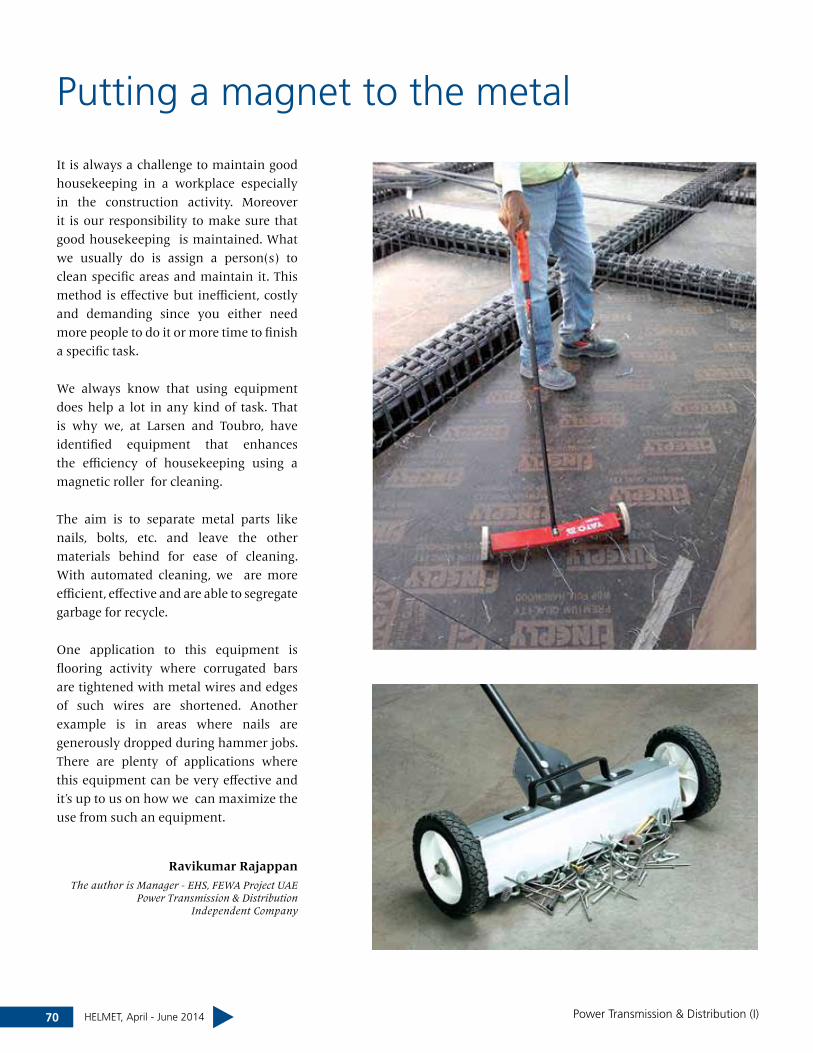
70 HELMET, April - June 2014 Power Transmission & Distribution (I)
It is always a challenge to maintain good housekeeping in a workplace especially in the construction activity. Moreover it is our responsibility to make sure that good housekeeping is maintained. What we usually do is assign a person(s) to clean specific areas and maintain it. This method is effective but inefficient, costly and demanding since you either need more people to do it or more time to finish a specific task.
We always know that using equipment does help a lot in any kind of task. That is why we, at Larsen and Toubro, have identified equipment that enhances the efficiency of housekeeping using a magnetic roller for cleaning.
The aim is to separate metal parts like nails, bolts, etc. and leave the other materials behind for ease of cleaning. With automated cleaning, we are more efficient, effective and are able to segregate garbage for recycle.
One application to this equipment is flooring activity where corrugated bars are tightened with metal wires and edges of such wires are shortened. Another example is in areas where nails are generously dropped during hammer jobs. There are plenty of applications where this equipment can be very effective and it’s up to us on how we can maximize the use from such an equipment.
Ravikumar Rajappan The author is Manager - EHS, FEWA Project UAE
Power Transmission & Distribution Independent Company
Putting a magnet to the metal

71HELMET, April - June 2014
Do you have a pressing question in mind on aspects of Environment, Health and Safety? You can now ask and clarify your concerns. L&T provides its employees and workmen opportunities to know about safe practices and methods through various communication platforms such as:
y Safety Committee Meetings
y Site Weekly EHS Meetings
y Monthly Review Meetings
y Toolbox Meetings
y Prior start to work meetings (DSTI)
y Open door to all employees to come and ask.
All these avenues offer the opportunity for an individual to ask questions and gain insights. The management also uses such methods to assess an employee’s attitude and mind set towards compliance to EHS.
Do your homeworkDoing your homework begins by clarifying what you want to know. This may sound obvious, but the more you dwell on significant issues, the better you will understand about the organization and the systems that will lead you to a more stronger set of questions. It is also advisable to be realistic and support your questions with facts.
Formulate your questionsOnce you have done your homework, frame your questions to ensure they appear informed and respectful. Always try to ask open-ended questions to draw people into a discussion. Providing an opportunity to demonstrate experience or having handled a particular situation is effective and brilliant. While there are no hard and fast rules on the number of questions you can ask, ideally you should prepare 6 to 8 on the assumption that at least half of them will be addressed.
While the questions you ask may be fairly specific, ask generic questions too.
y To what extent is the compliance to such procedures from each project or organization?
y To what degree does the senior management get involved in these programs?
y How does the EHS department capture the compliance of individuals?
The power of clarityClarifying by asking will give you a much greater appreciation because it shows that you are open to comply and proactively participate in accident prevention. It will provide you a better understanding on what you have to do and ensure a good performance. Do your research and ask quality questions that are thoughtful and focused. It will also reveal much about the health and safety challenges within the organization, and help you decide whether your team is really working safely.
P. V. Kaliappan
The author is Head of EHS Power Transmission & Distribution
Independent Company
y What are the main causes of accidents within the organization?
y For giving best performance award, how would I be evaluated?
y What is most challenging to implement?
Seek and ye shall know
Power Transmission & Distribution (I)

Printed at Nagaraj and Co. Pvt. Ltd., Chennai. Edited by Mr. Vinod Jacob Chacko for L&T Construction from L&T Construction Headquarters, Manapakkam, Chennai - 600 089. The views expressed in this magazine are not necessarily those of the Management. The contents of this magazine may not be reproduced without the written permission of the Editor. Not for sale. Only for circulation among employees of L&T Construction.
A perfect 10 from British Safety Council
Ten projects of B&F IC have bagged the prestigious “International Safety Award” with Merit from British Safety Council (BSC), one of the world’s leading professional bodies in Occupational Health, Safety & Environment (OHSE) for the year 2014.
Details of the award winning projects are:
The key areas of evaluation include significant continual improvement achieved during the award period, effective implementation of EHS Management Systems, Risk assessment,
EHS performance monitoring system, EHS objectives etc.
The awards were presented in a glittering function organized at London on April 25, 2014.
SL No Name of the Project Business Unit Project Manager EHS Incharge
1 Aditya Cement Plant Project, Rajasthan Factories Mr. S. K. Gill Mr. Amiya Dwivedi
2 DLF Maiden Heights Project, Bengaluru Elite Housing Mr. G. C. Sangameswarappa Mr. S. Rajkumar
3 IIT Project, Hyderabad IT & IS Mr. A.V.S.S.S. Kiran Mr. K Babu Rao
4 Mahatma Mandir Ph – II Project, Ahmedabad IT & IS Mr. MaulikKataria Mr. N. Sabari Raja
5 NISER Project, Bhubaneswar IT & IS Mr. V. Satyanarayana Mr. M. K. Bhadra
6 Planet SKS Project, Mangalore Elite Housing Mr. Madan Bhar Mr. R. P. Venkat Raman
7 TCS IT SEZ Project, Hyderabad IT & IS Mr. V. Ramesh Mr. DunnaGanapathi
8 Cognizant Project, Chennai IT&IS Mr. A. T. Lakshmanan Mr. S. Kamardheen
9 BKC ONE Wadhwa Commercial Project, Mumbai IT&IS Mr. O. V. Divakaran Mr. Yogesh Amarale
10 RG1A, Car park Project, Mumbai IT&IS Mr. Pankaj Tare Mr. Sukanta Bhattacharya
Mr. O.V. Divakaran, Project Manager, BKC Project, Mr. A.T. Lakshmanan, Project Manager, CTS Project & Mr. V. Bavanishankar, CEHSM, Mumbai Cluster are seen with certificates