Les matériaux composites
24
Les matériaux composites
Transcript of Les matériaux composites

Les matériaux composites

Sommaire
I Historique du matériaux
II Structure chimique du matériau
III Domaine d'application du matériau
IV Caractéristique
V Traitement possible
VI Types de procédés
VII Couts estimatifs liés au matériau
VIII Evolution de la recherche sur le matériau

I Historique du matériaux
- Un matériau composite est constitué de l'assemblage de deux matériaux de natures différentes, se complétant et permettant d'aboutir à un matériau dont les performances sont supérieures à celles des composants pris séparément. Un matériau composite est constitué dans le cas le plus général d'uneou plusieurs phases discontinues réparties dans une phase continue.La phase discontinue, appelée renfort ou matériau renforçant, est habituellement plus dure avec des propriétés mécaniques supérieures à celles de la phase continue, appelée matrice.
Le premier matériau composite naturel utiliser a été le bois, ensuite le torchis qui est utilisé habituellement dans la construction pour l'isolation et avec un prix faible
Parmi les premiers composites fabriqués par l'Homme, on trouve également les arcs mongols (2 000 ans av. J.-C.) ; leur âme en bois était contrecollée de tendon au dos et de corne sur sa face interne.
1823 : Charles Macintosh crée l'imperméable avec du caoutchouc sur des tissus comme le coton.
1892 : François Hennebique dépose le brevet du béton armé (le composite utilisé en construction) avec le béton qui forme la matrice et l'acier qui forme le renfort.
En fonction de la forme des renforts, les composites sont classés en deux grandes classes :

• les composites à fibres : constitués de fibres continues ou discontinues (fibres coupées ou courtes). Leur orientation permet de moduler les propriétés mécaniques du matériau et d'obtenir des matériaux isotropes ou anisotropes .
• les composites à particules : les particules sont généralement utilisées pour améliorer certaines propriétés des matériaux.
II Structure chimique du matériau
Il existe plusieurs type structure chimique pour les matériaux composites afin de permettre de les utilisés avec des caractéristiques particulières et unique.
Les composites naturels :
o le bois est un composite à base d'une matrice en lignine et de renforts en fibre de cellulose
o l'os est un composite à base d'une matrice en collagène et de renforts en apatite
Les composites artificiels :
o les matériaux rigides communément appelés « fibre de verre » et« fibre de carbone » sont des composites respectivement de fibres de verre et fibres de carbone et de diverses résines rigides (notamment époxyde)

o le Micarta est un composite de fibres (initialement coton ou papier) imprégnées à haute pression avec des résines phénoliques durcissant telles que la Bakélite
o les panneaux de bois agglomérés comme le contreplaqué utilisé en menuiserie, construction, ébénisterie
o les cloisons de plaques de plâtre, très utilisées dans le bâtiment hors intempéries
o le béton armé en génie civil est un composite de béton et d'acier
o le GLARE, composé principalement d'aluminium et de fibre de verre, est utilisé en aéronautique
o l'acier damassé était un composé de plusieurs feuilles d'acier de nuances différentes
III Domaines d'application du matériau
Dans le domaine industriel, les matériaux composites ont différents domaines d'application :
• Electricité et électronique.
• Bâtiment et travaux publics.
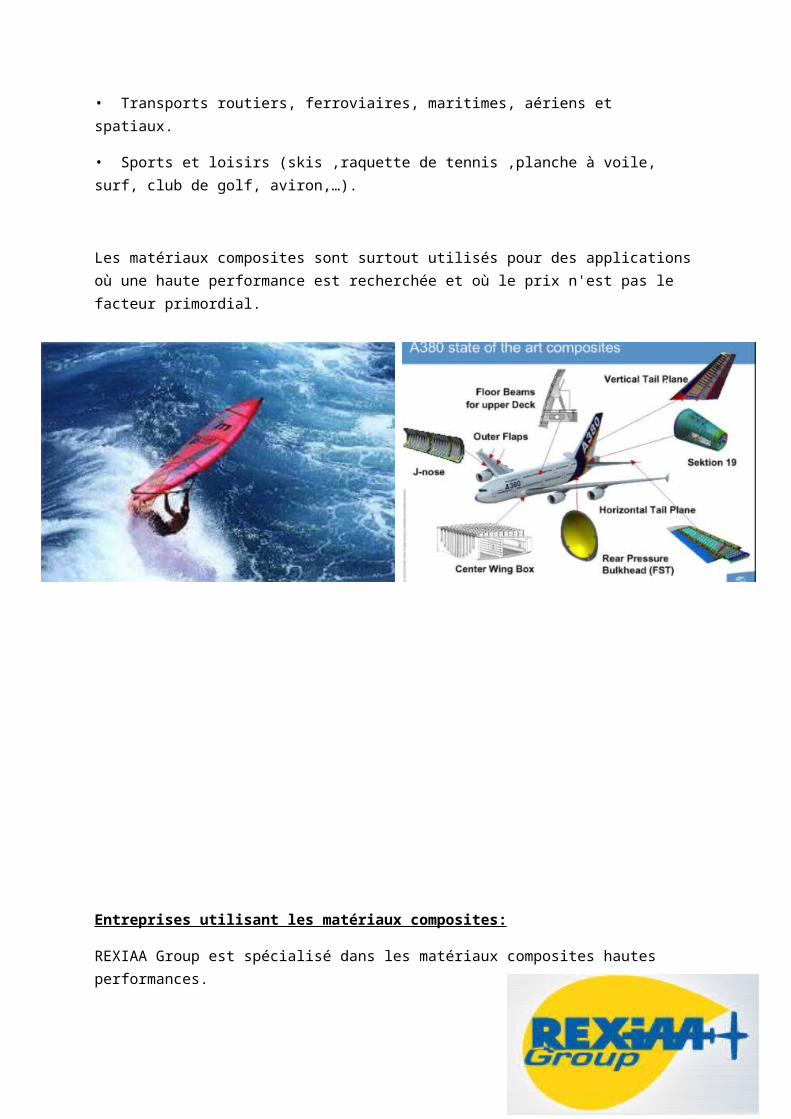
• Transports routiers, ferroviaires, maritimes, aériens et spatiaux.
• Sports et loisirs (skis ,raquette de tennis ,planche à voile, surf, club de golf, aviron,…).
Les matériaux composites sont surtout utilisés pour des applicationsoù une haute performance est recherchée et où le prix n'est pas le facteur primordial.
Entreprises utilisant les matériaux composites:
REXIAA Group est spécialisé dans les matériaux composites hautes performances.

Le rapport poids/volume/résistance des matériaux
composites offre des réponses performantes et innovantes
pour les besoins de l'aéronautique, mais aussi pour des secteurs
comme les transports terrestres, le sport et la compétition, le luxe... Nous travaillons les fibres de verre, de carbone, de kevlar, hybrides, les mousses structurales... Et, nous vous proposons la solution technologique la plus adaptée en fonction de vos exigenceset des volumes à produire.
REXIAA Group - Z.I. des Listes - rue Pierre Antoine Rouvet 63500 IssoireTél : 04 73 89 71 00 / Fax : 04 73 55 16 74
FORMULAIRE de CONTACT
Moyens
Laboratoire de réception matériaux.Chambres froides grande capacité.Ateliers composites spécifiques.Salle grise.GPAO gestion production assistée par ordinateur.Découpe automatisée des renforts (dont technologie GERBER
avec dérouleur et marquage jet d'encre).Optimisation du placement de fibres (dont logiciel cutworks, fibersim).Positionnement laser LPT et SL.Salles de drapage climatisées (température, surpression, hygrométrie).Machines d'injection RTM.Presses chauffantes grandes dimensions.Étuves.Autoclaves grande capacité.Centrales de refroidissement.Découpes jet d'eau à commande numérique 5 axes.Détourages CN.Centres d'usinage à commande numérique 3, 4 et 5 axes.

Salles de collage climatisées.Cabines de peinture.Contrôle non destructif (CND)Contrôle ultrasons.
Basée en Auvergne, AIRTM est votre spécialiste pour les matériaux composites hautes performances. Nous regroupons les savoir-faire, les compétences et les moyens des sociétés AIRFLO et 2TM pour mieux vous servir. Nous réalisons et intégrons vos ensembles et sous-ensembles structuraux pour :- l'aéronautique,- l'industrie,- l'automobile. Nous assurons également l'intégration et la réparation de pièces complexes d'aérostructures composites et/ou hybrides.
AIRTM - 17 avenue Jean Jaurès 63500 IssoireTél : 04 73 54 36 84 / Fax : 04 73 54 02 88
FORMULAIRE de CONTACT

Péchiney a développé des matériaux composites réfractaires pour le coulage en toute
sécurité d'alliage très corrosif aluminium/lithium (Al/Li) à l'état liquide.
La société française aéronautique Dassault Aviation emploie unmoule et de l'outillage en matériau composite dans le développement de l'avion de chasse Rafale.

Pendant les grands prix 1994 et 1995, l'équipe de Formule 1 Benetton-Renault a conçu un bouclier thermique unique fait encomposite carbone. Cela permit à Michael Schumacher de gagnerdeux fois le titre de champion du monde et d'offrir à son équipe technique le championnat du monde des constructeurs de voiture pendant ces deux années.

IV Caractéristique
Composition d'un matériau composite
Le renfort: armature, squelette, il assure la tenue mécanique (résistance à la traction et rigidité). Souvent de nature filamentaire (des fibres organiques ou inorganiques).
La matrice: lie les fibres renforts, répartie les efforts (résistance à la compression ou à la flexion), assure la protection chimique. Par définition, c'est un polymère ou une résine organique.
En plus de ces deux constituants de base, il faut rajouter : une interface qui assure compatibilité renfort-matrice, qui transmet lescontraintes de l'un à l 'autre sans déplacement relatif. Bonne adhérence en couche fine (m). Des produits chimiques entrent

aussi dans composition du composite, l'interphase etc. ... qui peuvent jouer sur le comportement mécanique, mais n'interviennent pratiquement jamais dans le calcul de structure composite.
Les principaux renforts:
Résistance spécifique : comparaison avec lesmatériaux traditionnels

Rigidité spécifique : comparaison avec lesmatériaux traditionnels
V Traitement possible
Matrices

Résines thermodurcissables
Durcissement définitif lors du cycle de polymérisation :
transformation irréversible
Résines époxy notamment
Résines thermoplastiques
Polymères mis en forme par chauffage et durcissement
au cours du refroidissement : transformation réversible
-� Autres matrices
� -Métalliques
� -Céramiques
Le recyclage des matériaux composites n'est pas encore une réalité industrielle. Néanmoins, les voies de valorisation sont connues :
La valorisation matière
Cette valorisation va permettre, par broyage, de produire une chargepour de nouveaux composites ou des fibres ré incorporables dans le béton ou les revêtements routiers.
La valorisation énergétique
Les matériaux composites sont dirigés vers des installations d'incinération des déchets, offrant ainsi des possibilités de valorisation énergétique.

VI Types de procédés
Moulage au contact
Le moulage au contact est un procédé entièrement manuel de mise en forme de plastiques renforcés, à température ambiante et sans pression. Ce procédé est le premier à avoir été employé pour le moulage des résines polyesters insaturées renforcées.
Description
Comme la plupart des procédés de mise en forme des matériaux composites, il nécessite l'utilisation d'un moule[1] généralement en composite verre/résine[2] et relativement onéreux[3], pour l'obtention d'un stratifié.Concernant le mode opératoire, on distingue les étapes suivantes :
nettoyage, cirage (enduction avec un agent de démoulage) et lustrage du moule pour assurer le démoulage ultérieur ;
pour une pièce de série, le gelcoat[4] est la plupart du temps déposé avant l'opération de stratification qui débute une fois celui-ci « amoureux » ou « pégueux » (en cours de polymérisation : assez dur pour que les renforts n'y pénètrent pas, mais assez visqueux pour adhérer avec la stratification) ;
des couches de renforts (sous forme de mats ou de tissus, de 25à 45 % en poids) et de résine liquide catalysée sont déposées successivement sur le moule ; chaque couche imprégnée de résineest déposée manuellement [à l'aide d'un rouleau (« ébulleur »),d'un pinceau, d'une brosse ou d'une raclette] jusqu'à obtentionde l'épaisseur finale désirée. L'élimination des inclusions d'air (ébullage) est une étape essentielle. Pour cette technique de moulage, la seule pression exercée est celle faitepar l'opérateur (qualifié) ;
après durcissement par polymérisation de la résine (cette réaction chimique peut être accélérée par chauffage), la pièce est démoulée et détourée (étape de finition de la pièce nécessaire).
Les résines utilisées sont de type polyester, et dans certains cas époxyde, vinylester, phénolique, etc. ; elles sont chargées et additivées.

Exemple d’application: élaboration d’une coque de bateau

Moulage par projection simultanée
Evolution du moulage au contact, la différence réside dans l'application du verre et de la résine au moyen d'un matériel constitué d'un coupeur de roving (fil de verre) et d'un pistolet projetant la résine polyester formulée. L'ensemble fonctionnant par air comprimé. On obtient une amélioration de la cadence, mais il s'agit encore de petites séries. Les pièces fabriquées sont de grandes dimensions comme des containers, des piscines...
Le moule, enduit d'un agent de démoulage, reçoit la couche de surface (gel-coat), puis On opère avec un pistolet qui projette simultanément, de la fibre de verre coupée et de la résine catalyséesur un moule ouvert. Ensuite une imprégnation manuelle, à l'aide de rouleaux ébulleurs, est nécessaire. On procède par couches successives jusqu'à obtention de l'épaisseur souhaitée. La polymérisation se fait à température ambiante. Après durcissement dela résine, la pièce est démoulée et détourée.

Moulage par injection RTM
Le moulage par injection de résine liquide RTM (Resin Transfert Molding) est un procédé manuel ou semi-automatisé qui s'effectue entre moule et contre moule rigides.
Les renforts, sous forme de mats, tissus ou préforme sont placés dans l'entrefer du moule. Le moule est alors solidement fermé et la résine catalysée injectée à l'intérieur sous faible pression (1.5 à 4 bars).
Infusion
Le moulage par injection de résine liquide RTM (Resin Transfert Molding) est un procédé manuel ou semi automatisé, qui s'effectue

entre moule et contre moule rigides. Les renforts sous forme de mats, tissus ou préforme (verre grande diffusion ou carbone haute performance) sont placés dans l'entrefer du moule; le moule est alors solidement fermé et la résine formulée (polyester insaturée ouépoxy) est injectée à l'intérieur sous faible pression (1 à 5 bars).
Plusieurs techniques sont associées à ce procédé, notamment le RTM eco, pour lequel le vide est utilisé pour la fermeture du moule, et baisser les contraintes dues à l'injection, donc réduire le coût, alléger l'outillage ou augmenter les performances. Les applications sont, pour la grande diffusion des bacs, des capotages.... pour la haute performance, des raquettes de tennis, des poutres structurantes d'avion....
Moulage par enroulement filamentaire
Procédé automatisé limité au moulage des pièces de révolution (tube,cône, réservoir, silo...). Pour les thermodurcissables, les renfortssous forme de rovings sont enroulés autour d'un mandrin, après passage dans un bain de résine catalysée. Pour les thermoplastiques,les renforts pré-assemblés de matrice thermoplastique sont enroulés autour d'un mandrin. L'enroulement proprement dit s'effectue sur un moule mis en rotation.
Le système de guidage de la nappe se déplace le long du mandrin par un mouvement de va-et-vient. Le réglage de cette vitesse de déplacement par rapport à la vitesse de rotation du mandrin permettra d'obtenir soit un enroulement circonférentiel (mèches déposées perpendiculairement à l'axe du mandrin), soit un enroulement hélicoïdal. Le système de guidage de la nappe peut lui-même être animé d'un mouvement de rotation autour du mandrin : on a alors un enroulement satellite. La part de la main d'oeuvre est réduite, les cadences importantes, mais l'investissement est élevé et seule la surface interne est lisse.
Moulage par pultrusion

Procédé de moulage automatisé permettant la réalisation en continu de profilés rectilignes ou courbes de section constante.
Des renforts (rovings, mats ou tissus en bandes) tirés par un banc de traction et orientés dans la longueur du profilé sont successivement imprégnés de résine et mis à la forme désirée par passage au travers de filières régulées en températures.
Compression SMC
Le SMC (Sheet Molding Compound) est un semi produit thermodur constitué de nappe de fils coupés ou continus (mats ou rovings), imprégnés entre pellicules par une formulation de résine polyester chargée.
Une presse permet de comprimer à une température comprise entre 140 et 160 °C et une pression allant de 50 à 100 bars, le SMC.
Injection BMC
Le BMC (Bulk Molding Compound) est un semi produit préparé dans un malaxeur à base de résine polyester insaturée catalysée, de charges et d'adjuvants divers, renforcée par des fibres de verre coupées.
Une presse permet l'injection sous forte pression (150 à 180 bars) et à grande vitesse du BMC dans un moule fermé régulé en température(150 à 160 °C)
http://www.compositec.com/compositec-promotion/moulage-par-injection-rtm

VII Couts estimatifs liés au matériau
Fibres de verre
Utilisé dans plus de 95%des composites
Prix bas (environ 3 €/kg)
Grande déformation à rupture
Rigidité insuffisante dans certaines pièces de structure
Fibres de carbone
Très bonnes caractéristiques mécaniques
Prix élevé(20 €/kg)
Allongement à rupture insuffisant
Aramides
Kevlar (DuPont de Nemours)

Tenue à l’impact(applications balistiques)
Absorption des vibrations,amortissement
Prix élevé
Fibres naturelles
Lin, chanvre, sisal…
Alternative intéressante aux fibres de verre car elles peuvent être brûlées
Ces fibres se travaillent très facilement avec les technologies du textile (tissage)
La reproductibilité de leurs caractéristiques physiques n’est pas parfaitement maîtrisée

VIII Evolution de la recherche sur le matériau
Les techniques à moule ouvert (hand lay-up et projection) continuent à se développer moins bien que les autres. Ceci affecte les petites entreprises et/ou celles qui produisent des pièces uniques ou de petites séries avec peu d'automatisation. Ce secteur ne représente plus que 23% des composites.
La production de pales d'éoliennes est souvent externalisée vers d'autres régions, mais la demande de pales plus longuespourrait être une opportunité pour les composites à fibres de carbone.
La construction navale souffre d'une chute de la demande enEurope de l'Ouest. Cette industrie utilise beaucoup les techniques à moule ouvert, mais l'automatisation y progresse.
Les procédés en moule fermé – le RTM Resin Transfer Moulding, l'infusion – ont mieux tenu le coup, notamment parce qu'ils se substituent aux techniques en moule ouvert et parce qu'ils s'adressent à des séries plus petites que les SMC/BMC.
Ce secteur se développe plus vite que les autres, à 13%/an; il représente en Europe 10% de l'ensemble. La technique

fait l'objet de nombreuses améliorations et développements notamment pour des productions plus rapides de grandes séries pour l'automobile.
Les procédés en continu de fabrication de panneaux sont en légère croissance. Les producteurs sont fortement automatisés pour de larges volumes. La pultrusion, qui n'a jamais représenté un grand secteur en Europe, a perdu 8% essentiellement à cause du ralentissement du secteur de la construction et du génie civil.
La fabrication de tubes et réservoirs est ralentie et donc les procédés de centrifugation et d'enroulement filamentaire ont vu leur production réduite.
Les TP renforcés de fibres longues (LFT) et les GMT (Glass Mat Thermoplastics) ont connu une croissance de 6% et s'ouvrent de nouvelles applications en dehors de l'automobile.
La répartition des secteurs utilisateurs est relativement stable dans le temps en Europe.