Lean thinking implementation at a safari park
15
Lean thinking implementation at a safari park Denyse M. Julien and Benny Tjahjono Manufacturing Department, School of Applied Sciences, Cranfield University, Cranfield, UK Abstract Purpose – The purpose of this paper is to report on a research project at a safari park in Buckinghamshire, UK. The aim is to introduce lean principles to the park, to enable the park to increase profits through eliminating waste and improving the efficiency of key processes whilst concurrently increasing customer satisfaction. The research is based on a case study approach within the organisation over a period of three months. The project team worked together with management and staff to deliver tangible benefits to the park. Design/methodology/approach – The research is based on a case study approach within the organisation over a period of three months. The project team worked together with management and staff to deliver tangible benefits to the park. The team adopted a three stage approach linked by two decision points and used a variety of lean tools to help map the current state of practices in the park and to identify areas for improvement in the park’s processes. Findings – The project succeeded in identifying several key areas for improvement. The current situation across a range of customer facing processes is mapped and through detailed analysis and simulations, recommendations for improvements have been delivered to the management. The scope of the project is broad and so for the purpose of this paper, only one key area will be elaborated on, feed logistics. Feed logistics is the distribution network of feed throughout the park from receipt from the suppliers, the storage locations, through to the preparation areas and ultimately the animals. Originality/value – The project demonstrated that in fact the underlying philosophies and tools of lean thinking can be used with significant benefits to drive improvements in the unusual setting of a safari park. The successful application of lean thinking into a safari park proved to be an extremely unique opportunity to observe the impact of those principles in generating both tangible and intangible benefits to that organisation. In particular, as discussed in this paper, the simplification of the feed network and distribution for the park eliminated waste in the form of movement, time and inventory. Keywords Business process re-engineering, Process efficiency, Waste minimization, Animal feed Paper type Case study 1. Introduction Lean thinking is all about adding value, where value is defined by the customer. Whilst lean thinking has its roots in manufacturing, there are numerous examples of its impact on operations in other sectors in particular the service sector. Woburn safari park (WSP) falls into the leisure sector and as with other similar organisations the customer interface for many aspects of experience with WSP is at the park during the actual customer experience. This closeness to the customer should be viewed as an advantage to any organisation interested in understanding and meeting their customers’ expectations. However, as with other similar businesses such as theme The current issue and full text archive of this journal is available at www.emeraldinsight.com/1463-7154.htm The following individuals are part of the project team and their contribution to the work reported herein is gratefully acknowledged: Mr Bryn Sharp, Mr Gregory Se ´fe ´rian, Mr Maxime Brichet, Mr Pablo Dı ´az Gonza ´lez, Mr Rene ´ Madsen, Ms Sandra U. Ngueveu. Lean thinking implementation 321 Business Process Management Journal Vol. 15 No. 3, 2009 pp. 321-335 q Emerald Group Publishing Limited 1463-7154 DOI 10.1108/14637150910960585
Transcript of Lean thinking implementation at a safari park

Lean thinking implementationat a safari park
Denyse M. Julien and Benny TjahjonoManufacturing Department, School of Applied Sciences,
Cranfield University, Cranfield, UK
Abstract
Purpose – The purpose of this paper is to report on a research project at a safari park inBuckinghamshire, UK. The aim is to introduce lean principles to the park, to enable the park toincrease profits through eliminating waste and improving the efficiency of key processes whilstconcurrently increasing customer satisfaction. The research is based on a case study approach withinthe organisation over a period of three months. The project team worked together with managementand staff to deliver tangible benefits to the park.
Design/methodology/approach – The research is based on a case study approach within theorganisation over a period of three months. The project team worked together with management andstaff to deliver tangible benefits to the park. The team adopted a three stage approach linked by twodecision points and used a variety of lean tools to help map the current state of practices in the parkand to identify areas for improvement in the park’s processes.
Findings – The project succeeded in identifying several key areas for improvement. The currentsituation across a range of customer facing processes is mapped and through detailed analysis andsimulations, recommendations for improvements have been delivered to the management. The scopeof the project is broad and so for the purpose of this paper, only one key area will be elaborated on, feedlogistics. Feed logistics is the distribution network of feed throughout the park from receipt from thesuppliers, the storage locations, through to the preparation areas and ultimately the animals.
Originality/value – The project demonstrated that in fact the underlying philosophies and tools of leanthinking can be used with significant benefits to drive improvements in the unusual setting of a safaripark. The successful application of lean thinking into a safari park proved to be an extremely uniqueopportunity to observe the impact of those principles in generating both tangible and intangible benefits tothat organisation. In particular, as discussed in this paper, the simplification of the feed network anddistribution for the park eliminated waste in the form of movement, time and inventory.
Keywords Business process re-engineering, Process efficiency, Waste minimization, Animal feed
Paper type Case study
1. IntroductionLean thinking is all about adding value, where value is defined by the customer. Whilstlean thinking has its roots in manufacturing, there are numerous examples of itsimpact on operations in other sectors in particular the service sector. Woburn safaripark (WSP) falls into the leisure sector and as with other similar organisations thecustomer interface for many aspects of experience with WSP is at the park during theactual customer experience. This closeness to the customer should be viewed as anadvantage to any organisation interested in understanding and meeting theircustomers’ expectations. However, as with other similar businesses such as theme
The current issue and full text archive of this journal is available at
www.emeraldinsight.com/1463-7154.htm
The following individuals are part of the project team and their contribution to the work reportedherein is gratefully acknowledged: Mr Bryn Sharp, Mr Gregory Seferian, Mr Maxime Brichet, MrPablo Dıaz Gonzalez, Mr Rene Madsen, Ms Sandra U. Ngueveu.
Lean thinkingimplementation
321
Business Process ManagementJournal
Vol. 15 No. 3, 2009pp. 321-335
q Emerald Group Publishing Limited1463-7154
DOI 10.1108/14637150910960585

parks, the closeness can also potentially be very risky especially in a business thatdepends heavily on word of mouth recommendations to attract customers (Mielke et al.,1998; Braun and Soskin, 1999). The management at WSP were interested inimplementing lean thinking in the park as a part of the journey towards delivering ontheir stated mission to be financially secure whilst providing one of the UK’s premierleisure destinations and experiences.
2. Industrial contextConsumer demand for leisure products and services fluctuates with the changingeconomy like other non-essential household commodities. Personal disposable income(PDI) is one of the key measures for the consumption of these “products”. The PDI inUK increased by an estimated 12 per cent between 2001 and 2006 (based on 2001prices), exceeded by the growth of consumer expenditure, which grew by 14 per centduring the same period. These trends are expected to continue towards 2011 where PDIis projected to reach almost £878 billion and consumer expenditure over £836 billion(Mintel, 2006).
Day-out activities saw an estimated 492 million visits to over 7,000 attractions inUK in 2005. The days out market is currently highly weather-sensitive, with around 40per cent of all visits being taken in the months of July and August. With 47 per cent ofvisits initialised by asking friends or relatives for suggestions (Mintel, 2006),word-of-mouth is by far the most significant source of information for day outattractions to attract visitors. The day-out activities are spread out on different types ofattractions where Wildlife attractions and Zoos combined accounts for 7 per cent of thevisits. This number brings the total expected visitors to Wildlife attractions and Zoosin 2006 to 35 million. These visitors will be spread over nearly 500 Wildlife attractionsand Zoos but where the top ten attractions will attract nearly six million visitors alone.
2.1 Company backgroundWSP is part of the Woburn Estate, owned and run by the Duke of Bedford. The estatedates back to 1955 when Woburn Abbey was first opened to the public. Besides, WoburnAbbey and WSP, Woburn Estates consists of The Inn at Woburn, Woburn Golf andCountry Club and the 3,000 acre Woburn deer park located by Woburn Abbey(Woburn, 2005).
WSP opened in 1970 as the second safari park in UK. In 1972 the WSP had a recordattendance of 1,000,218 customers where as the number of customers in 2005 was449,402. Currently, there is a perception within the WSP senior management that themaximum number of visitors throughout the year should be no higher than 550,000 soas to not stress the animals (Woburn, 2005). From 1974, WSP was managed by a circusfamily, the facilities in the park were originally designed to last 25 years and duringthat time no attempt was made to renew the facilities. When the current managementtook over in 1993, apart from very low staff morale, the park was losing money and thefacilities needing replacement. The management have managed to turn the park aroundand the park is now profitable and employs 68 full time staff. Owing to the nature of thebusiness and the seasonal fluctuations about 200 seasonal staff are also engaged asneeded. 63 per cent of the revenue comes from the entrance, 18 per cent from cateringand 12-13 per cent from retail. Today, WSP is an award-wining attraction that makes avaluable contribution to conservation and research. The 121-hectare safari park offers
BPMJ15,3
322

customers a full day out providing fun, entertainment and a relevant educationalmessage. A day-out combines the excitement of the Safari Drive with the fun of takingthe Foot Safari around the Wild World Leisure Area. A day out allows meeting theanimals, enjoy the many demonstrations, keeper talks and feeding times.
The organisation of WSP follows a typical functional structure consisting of sevenareas: retail, education, animal collection, maintenance and facilities, leisure,administration, and catering. The current Chief Executive Officer believes there is asix-figure saving to be made by reducing overheads within the different departmentsin the park.
2.2 Project aim and objectivesThe aim of the project was to introduce lean thinking to WSP, to enable WSP toincrease profits through eliminating waste and improving the efficiency of keyprocesses whilst concurrently increasing customer satisfaction.
Several objectives were defined to achieve the overall aim of the project, they were:. Understand the relationship between customer expectations and value-adding
activities to direct focus appropriately.. Establish reference data that captures current processes and their associated
resource requirement. Identify and prioritise key processes.. Analyse key processes to determine the flow of value, information, and resource.. Propose and validate possible improvements to key processes that would
generate maximum benefits whilst having the shortest payback period.. Ensure improvement sustainability through obtaining employee buy-in and
knowledge management.
The list of deliverables as agreed on by the Cranfield team and the WSP managementteam were:
. Process maps including As-Is and To-Be states.
. Simulation models.
. Resource planning tool.
. Training documentation.
. Improvement proposals.
3. Literature review3.1 Lean definitionLean is not a set of tools. Instead, it is a philosophy of operation. Lean is about wasteprevention whilst focusing on value for the customer in a flexible and responsive wayto sustain and improve the business competitiveness. Although lean is a relatively newterm, the philosophy can be traced back to the factories of Ford in 1920s and later in theToyota Production System that developed from the 1950s until the present day(Bicheno, 2004; Womack and Jones, 1996; Womack et al., 1990).
By using different investigative techniques, mapping tools, visual control concepts andincentive plans, lean allows positive change to happen. When applied to administrativeprocesses for example, lean enables standardisation and waste elimination for a betterutilisation of available resource.
Lean thinkingimplementation
323

Womack and Jones (1996) describe five principles to create a lean manufacturingsystem. The five principles are:
(1) Specify value (what makes the customer happy?).
(2) Identify value stream (what is the sequence of processes from supplier tocustomer?).
(3) Create flow (make the value flow and never delay a value-adding activity; donot batch production but make “one-at-a-time”).
(4) Pull products through the system (only make what is required by the customer,when it is required).
(5) Perfect the system (continuously improve the system by reducing waste).
All lean initiatives begin by identifying what creates value for the customer.Understanding value and customer expectations is essential when improvingoperations. If value is not properly defined the result of improvement activities mightwell be making the wrong thing better, which in turn leads to an increase of waste.
Any operation or process consist of value adding and non-value adding activities. Allnon-value adding activities are to be considered as waste. Since not all non-valueactivities can be eliminated lean operates with two types of waste – Type 1 and Type 2.Type 1 wastes are activities that do not add value for the customer but that currently arenecessary to maintain operation, for example by assisting management to control andrun the business. Type 1 waste is easy to add but difficult to remove. The amount ofnecessary but non-value adding activities should be kept at a minimum and is normallyreduced by simplification. Type 2 waste creates no value for any stakeholder and shouldbe eliminated completely.
3.2 Lean toolsLean thinking uses a wide variety of powerful tools for standardisation andsimplification. A few of the tools that were used extensively during the project aredescribed in the following sections.
3.2.1 Process mapping. Once value is defined, mapping the process is essential tounderstand the value stream. Mapping the process creates a deeper understanding of theactivities in the process. The outcome is a map that can be used as a description of theactivities in the process – a standard or procedure to reduce variation in operations.Another very important outcome is a list of areas for improvement. The process of thecreation of the map will help employees question the normal procedures and in effectbe able to identify waste in current procedures. The benefits of process mapping whendone by the users of the process are many (Julien, 2005):
. It helps users to visualise the flow.
. Makes it possible to see waste and causes of waste.
. Provides a common understanding and language about processes.
. Forms the basis of an implementation plan.
. Creates buy-in from users which will ease implementation and help sustain thefuture situation.
BPMJ15,3
324

3.2.2 5S. Often a lot of time is wasted searching for missing or misplaced items.A messy manufacturing or service production site is prone to errors and delays andthe first step to improving activities and preparing for a flow production is to clean upthe work space. 5S is just about that – basic house keeping. In the following section the5Ss will be described briefly (Bicheno, 2004).
3.2.3 Sort. Throw out what is not used. Systematically, classify all items based onhow frequently they are used and store, respectively. If never used or in doubt, red tagit or throw it out. Repeat the sorting stage on a regular basis.
3.2.4 Simplify. Locate tools and materials where used. This minimises searchingand transport. Reduce number of items stored at workplace to the ones needed. Placeitems in an ergonomically way and reduce excessive movements.
3.2.5 Shine. Clean the work place at regular intervals and check while cleaning. Look outfor any abnormality and identify root cause. This helps prevent accidents and malfunction.
3.2.6 Standardise. Standardising is the bottom line of 5S. Only when the workplaceis sorted, simplified and swept does it become possible to create standards for doingthe right job right first time. This includes giving every tool its own place and buildingin mechanisms for mistake proofing.
3.2.7 Sustain. All employees must participate in 5S and it requires self discipline tosustain a clean functional workplace. All employees must therefore on a regular basisbe involved and participate in the 5S steps. The review of the 5S can be done byperforming house keeping audits and reviewing work standards.
Table I presents some examples of 5S as applied to different situations.
3.3 Application of lean thinking in the service industryLean enhances a more effective response to the needs of customers by providing fasterand more valuable services. In a very competitive environment, lean is usually thesolution to track costs while optimising some of the repetitive and wasteful steps, so asto obtain flexible and adaptive processes. When implementing lean it is essential toinvolve the staff mainly because they are the ones with the best understanding of theprocesses of the organisation, and because their involvement will help sustain thechanges made (Drew et al., 2004).
Although the lean philosophy can be transferred to the service industry, there aresome differences between service and manufacturing that are important to consider if
Table I.5S examples
Inventory Workplace Suppliers
Sort Throw out all dead andexcessive stock
Remove tools not used tocarry out operation
Select the best two in eachcategory and scrap the rest
Simplify Arrange stock in bestpositions
Arrange workplace soeverything is easy to reach
Cut all wasteful, duplicatetransactions
Shine Regularly review datedstock and ABC categorychanges
Keep the workplace cleanand tidy
Improve supplierperformance by cooperationand improvement projects
Standardise “Footprints” for location ofstock
Every item its own place Payment procedures
Sustain Audit ABC partclassification with regularintervals
Everybody participate andare responsible forcontinuous improvements
Audit performance
Lean thinkingimplementation
325

lean implementation is to be successful. One of these differences is the definition ofvalue (Bowen and Youngdahl, 1998). In a manufacturing context, the value of a productis often closely related to the specific functionality of the product and it is thereforerelatively easy to distinguish between value adding and non-value adding activities. Inthe service sector, however, the customer is – in many occasions and specifically inWSP – directly involved in the production of the service.
This has the effect that on top of the naturally large difference in customerexpectations the rapport between staff and customer has a significant impact on theadded value perceived by the customer.
Akama and Kieti (2003) measured the customer satisfaction at a wildlife safari inKenya by employing 29 attributes, of which 17 of them measuring the quality ofservice given by the staff. They clearly indicated the added value of the national park.Mayaka (2002), on his study at a wildlife national park in Cameroon, expressed similarfindings but focusing on the sustainability of the park.
A study at a Spanish-Mediterranean theme park was reported by Bigne et al. (2005).They analysed factors influencing customers’ satisfaction and tested these factorsin order to better understand the perceived value of the park, in the form of,e.g. excitement, pleasure, loyalty, etc. Mielke et al. (1998) developed an informationsystem to help visitors plan their visit by better estimating the queue length at eachattraction at two local theme parks in Virginia, USA. The system allows the themeparks’ staff to advise the customers as to minimise waiting time by following a specificattraction order, or even to avoid obstacles of a concern to handicapped customers.
4. MethodologyThe methodology upon which the study described in this paper is based was a casestudy, where WSP approached Cranfield University for assistance with looking forways to improve their overall performance. The case based methodology is ofparticular relevance in new or emerging situations where not much is known about theparticular area under study (Hartley, 1994). Case-based research is particularlyeffective at examining a phenomenon in the context of its real business environment(Yin, 2003). The novelty of the particular application to the faculty in the Department ofManufacturing combined with the need to have people on the ground to understand thebusiness context made it a good fit with the case-based approach.
The project approach consisted of first understanding the big picture in order to beable to have enough perspective before moving to a lower level of detail. Subsequently,the challenge was to focus on the key areas of improvement and to work out the mostfeasible solutions to achieve the aim of the project. The team undertook a methodologybased on the objectives split into three main stages as outlined in Figure 1, which arelinked by two decision points in collaboration with the WSP senior management team.
During the first stage, the departments of WSP were analysed to get a clearoverview of what is going on in the park and to identify each department’s majoractivities. This phase was the occasion to highlight the areas for potentialimprovements. Many semi-structured interviews and brainstorming sessions wereperformed during this stage of data gathering and process selection with employees ofWSP at all levels of the organisation. This helped the team to get a clear overviewabout the key areas, and to create maps for the most important activities.
BPMJ15,3
326

The WSP key measures of success were also obtained, these key measures reflect theparameters that the senior management wants to improve or, at least, to keep at thesame level. These key measures were used as decision criteria to determine the areason which to focus in the later stages of the project. During the meeting at the end ofStage 1 a matrix linking the key measures to 21 key processes identified was createdand used to help the team agree on the focus going forward given the limitation in time(Figure 2).
The output of this review meeting was an agreement to focus on entrancemanagement, customer flow, feed logistics, retail inventory management and resourceallocation within maintenance. Finally, the key factors to consider when investigatingthese five areas further were: internal customer service level, external customer servicelevel, number of man hours and profit.
In the second stage, the current state maps were produced for the five key processesidentified. The goal of this stage was to identify the waste in these activities in terms ofmoney, time, transportation and other parameters. To highlight the wastes differenttools were used depending on the activities each department was responsible for.A variety of tools and techniques were used including simulation, spreadsheets,integrated computer-aided manufacturing definition language diagrams, flowchartsand process charts. The findings were presented for validation to the staff concerned ata second review meeting. At this meeting it was decided in collaboration with WSPsenior management that the resource allocation section of the project be stopped. TheMaintenance Department had many constraints that made it difficult to include it inthe first wave, and it would potentially have a negative impact and perception on theinitiative.
In the final stage, the four areas were analysed more deeply in order to elaboratefuture state maps. Again, these areas are very different and the work was not
Figure 1.Project stages
Stage 1
• Objective 1:• 21 activities identified• Description of activities• Reference data• Resource requirements
• Objective 2:• Key success factors• Customer expectations• Value adding• Relationships
Stage 2
• Objective 3:• Analysis of key areas• As-is maps• Flow of value• Flow of information• Flow of resources
Stage 3
• Objectives 4 & 5:• Short term actions• Detailed analysis• To-be maps• Simulation experimentation• Quantified benefits• Sustainability• Recommendations
Decision pointMatrix analysis
Decision pointMeeting with Management
Lean thinkingimplementation
327

Figure 2.Decision matrix
Proc
esse
s/ac
tiviti
es
Dep
artm
ent
Edu
catio
nR
etai
lC
ater
ing
Adm
inis
trat
ion
Ani
mal
sM
aint
enan
ce
Key
WSP
fact
ors
Coefficient
Creative learning
Classroom expansion
InventorymanagementRetail functionsManagementSales revenueGrowth
Customer research
Booking systems
EntrancemanagementCompanycommunication
Customer flow
Events Management
Feed Logistics
Transportmanagement
Transportmanagement (cost)
Grounds maintenance
Enclosure monitoring(People and animals)
Water management
Animals welfaresystems
Health and safety
Resource allocation
Cus
tom
er s
ervi
ce le
vel
(int
erna
l)1 1 1 10 0 0 0 0
11113
33 3 3
3 3 3
33
3
3 3 3 33333
3
3
3 3 33 3
333
3
333
3
3
33 3
33
3 3 99 24
66
612
410
610
58 29
24
810
304
838
62
57
1
1 1111
11 1 1 1
1 111
11
11
1
11
1 1
11
1
1 11 1 1 1
111
111
11
11
11
11
1111
11
Cus
tom
er s
ervi
ce le
vel
(ext
erna
l)N
umbe
r of M
anho
urs
Per c
apita
spe
ndPr
ofit
Gue
st re
ffer
als
Staf
f ret
entio
nN
umbe
r of s
taff
/ani
mal
sB
rand
aw
aren
ess
Tot
al/a
ctiv
ity
Tot
al
BPMJ15,3
328

necessarily to find the solutions to the problems, but rather to developrecommendations to help WSP reach a leaner situation.
This paper will present the results from one key area; feed logistics. Feed logistics is themanagement and distribution of feed throughout the park from receipt from the suppliers,into the storage locations, through to the preparation areas and ultimately to the animals.
5. Feed logistics – current stateFeed logistics covers all the activities related to the feed acquisition, storage,preparation and distribution. There are two main areas of investigation within feedlogistics: the flow of feed from supplier to animal and the flow of information in theother direction (Figure 3).
The first flow has been called dispatch system. It includes all the movements,storage locations, transport and distribution of feed. The flow of information includesthe dietary demand of each animal, the requirements of each team based on thedemand of the animals in their area and the orders based on the aggregatedrequirements across all the teams.
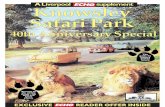
5.1 Downstream flow: dispatch systemThe dispatch network for the Animals Encounters area is presented in Figure 4. Whilstit is the simplest of all the networks that were mapped during the project, it illustratessome of the complexity that has developed in the systems over time. It shows thedispatching activity of the different types of food and their frequencies and movementswithin the park from supplier through to the end consumer – the different animals.
The suppliers deliver to three major warehouses on the park: Main warehouse,Antelope warehouse and Hay warehouse. The food is then dispatched to secondarywarehouses, which currently include encounters Carnivore store area; Rhinocerospreparation area; Giraffe preparation area and Elephant store area. From thesesecondary warehouses the teams provide the food to the animals they are responsiblefor. The dispatch process is performed according to different frequencies defined bythe animal requirements and constraints of WSP. Within the current dispatch system,different patterns have been identified in the food preparation; some of the teamsprepare the food in the warehouse, some in the secondary warehouses, some in thepreparation areas and some prepare the food directly in front of the animal. No properinventory control management is currently performed. Each employee is in charge of
Figure 3.Feed logistics flows
WSP Teams Animals
Dispatch system
Demand upstream information flow
Suppliers
Lean thinkingimplementation
329

visually checking the quantities in the different locations, and depending on the level ofstock, the decision of whether to re-order or not is taken.
5.2. Upstream information flowThe sequence for ordering feedstuff is as follows. Senior members of staff will monitorstock in the feed store on a weekly basis and draw up what is needed for the followingweek. If the animal teams do not send their requirements, the person in charge ofordering assumes that amount the required to be ordered is equal to the amountordered the week before. Orders are then brought to the Animal Head Office for theSecretary or Department Manager to give a code, work out which supplier for whichproduct and then place a phone or fax order. Stock delivered is cross-referenced usingthe purchase order. Invoices for each purchase are coded by the Department Manageror his secretary and charged to the relevant budget. Suppliers are chosen that can offerthe best price, discounts and availability.
The keepers are aware of animal requirements, this awareness and knowledge is notdocumented and is only held in the minds of staff. Currently, the concerned people havea clear knowledge of the animal requirements; however they do not have a systemcontaining all the information, the system is based on each member of staff’s individualknowledge. In order to understand the animal requirements and therefore the demand,the team has carried out an exhaustive documentation of the diets of the animals.
This information was gathered with spreadsheets provided to the team leaders ofthe different Animal teams. The information asked for each animal was: the productsprovided (.100 across the park), the frequency (.40 different diets), the quantity andthe measure that they use to prepare the feed (.25 measuring units used, scoops,handful, units, bunches, etc.).
Figure 4.Feed dispatch networkin the encounter area(current state)
Mainwarehouse
Encounters
Lorikeets
Monkeys
SeaLions
Fruit & Vegetable(Weekly -Thu)
Fruit & Vegetable(Weekly -Thu)
Suppliers
Fruit & Vegetable(Weekly – Thu)
Dry Food(Daily)
Fish(2 to 3 times / week)
Fish(Daily)
Fish(Monthly)
Dry Food(Weekly – Tue)
Meat?
Parrot Food(1/2 months)
Meat?
Fruit & Vegetable(Weekly -Thu)
Fruit & Vegetable(Weekly -Thu)
Antelopewarehouse
Parrot Food(Every 1 to 2 months
BPMJ15,3
330

Once the diets for each animal were gathered the team then consolidated therequirements for all the animals in the park and linked them with their respectivesuppliers and costs. No information with this level of detail previously existed withinthe park, with the analysis demonstrating that the park had seven key suppliers two ofwhich represent 65 per cent of expenditures.
The keepers do not perceive any added value to spending time on activities such ashandling of feed, administration tasks or warehouse management, the perception isthat time spent with the animals is more value adding.
6. Feed logistics – future stateThe work carried out and the recommendations made regarding the two main areas forimprovement identified will be presented in the following section. Specifically, thedispatch system and the feed requirements will be the main focus.
6.1 Dispatching improvementThree different scenarios were developed for the different parts of the on-sitedistribution networks. The grouping used was around very clear end consumers’(i.e. the animals and their teams of keepers) needs and locations in the park. Revisednetworks were created to demonstrate the reduction in complexity in movementsaround the park, along with their potential savings. The different proposals andrecommendations will allow animal collection staff to estimate the pay back period andto decide whether or not implement them. For continuity only Scenario 1 will bepresented which focuses on the animal encounters network.
In this scenario, feed for animal encounters is directly delivered to the animalencounters warehouse and the other two intermediate storage locations are bypassed(Figure 5). From the current state map, double handling from the primary warehouses
Figure 5.Feed dispatch network
in the encounter area(future state)
Encounters
Lorikeets
Monkeys
SeaLions
Fruit & Vegetable(Weekly -Thu)
Suppliers
Fruit & Vegetable(Weekly – Thu)
Fish(2 to 3 times / week)
Fish(Monthly)
Parrot food(1/2 months)
Meat?
Fruit & Vegetable(Weekly -Thu)
Fruit & Vegetable(Weekly -Thu)
Parrot food(Every 1 to 2 months
Dry food(Weekly – Tue)
Lean thinkingimplementation
331

to the animal encounter warehouse was identified. WSP staff is responsible for movingthe feed around the park once the supplier has delivered it. This scenario proposes thatthe intermediate warehouses are removed in order to reduce waste and also reduces thefootprint by having the suppliers deliver direct to the final location. The need to modifythe layout of animal encounters warehouse to accommodate the change, and also toeither invest in a fridge or to move the fridge of the main warehouse to animalencounters warehouse to be able to keep the fresh food, was also identified.
Some of the expected improvements and benefits would be the reduction of the dailydry food and fish transfers. In addition, the weekly delivery of fruit and vegetablesfrom the intermediate warehouse was pure waste as the supplier was also on a weeklydelivery pattern. The total savings calculated from simplifying the flow of materials inthis area alone was £4,663.41.
6.2 Upstream information flowThe goal here was to develop a system which provides better visibility to the keepers andthe animal department. The system was named the animal resource-planning (ARP) toolthat was designed using Microsoft Excel. The ARP is able to display and update the feedrequirements of all the animals (and therefore the demand), and also to plan and forecastthe resources required based on accurate information regarding demand, suppliers andcost (Figure 6). This system also displays the breakdown of cost by teams and animals andshould show the impact of changing the diets and number of animals.
The ARP tool combines three linked databases (Figure 7) covering the followinginformation flows:
(1) Teams and animal management – contains information about the number andtypes of animals in a sector, and also the teams responsible for that group ofanimals.
(2) Feed management – contains a list of feed products and their specifications thatare used to feed the animals. The information can be used to calculate the cost offeeding the animals.
Figure 6.Animal resourceplanning (ARP)
BPMJ15,3
332

(3) Feeding base – contains the feeding details within the park such as quantities,frequencies, weights and costs.
Different reports can be generated by running different queries to the databases. Thediets for every animal in the database can be produced, or grouped by species.Nutritional information on the feed products, i.e. the suppliers and which animalsconsume it, can also be generated. The tool also allows the management of the teams tolook at the teams, size and animals in their care. Overall, it has provided increasedvisibility across a number of dimensions that will facilitate the removal and reductionof waste. Some of the expected benefits would be:
. Reduction of inventory levels due to more accurate forecasts of requirements.
. Improved welfare of animals: diets are monitored and can be adjusted.
. Improved employee satisfaction: better understanding of tasks.
. Improved management of the Animal Collection Department. This tool improvesdecision-making through showing accounting visibility.
7. ConclusionThe key learning from this research project is that when focusing on customer value andelimination of waste across functional boundaries it is possible to produce large savingsand increase profit without affecting customer experience negatively. Therecommendations, tools and training material provided by the team can, if usedconsistently, empower management and staff of WSP to continuously improve processes
Figure 7.ARP databases
Feeding baseFeeding base
Management of teamsand animals
Management of teamsand animals
Product-suppliers-costs-nutrients
Product-suppliers-costs-nutrients
Lean thinkingimplementation
333

throughout the park and focus on value-adding activities. From the areas analysed in thisproject a potential annual bottom line improvement of £91,000 was identified.
Through the increased understanding of the processes and their relationshipsthroughout the park, it becomes possible to provide the right information at theright time to customers. A better understanding and a focus on value for the customerleads to improved scheduling of events and staffing, which combined with bettercustomer information enables the customers to enjoy a full day out at WSP completely,hence increase the external customer service level.
Mapping processes and value streams within WSP also increases theunderstanding of the internal customers (i.e. WSP staff) and their expectationswhich is the first step towards increasing the service level. Providing staff with anunderstanding of the entire value stream for the external customers creates anunderstanding on how staff internally can help each other in providing better service.This along with involvement of staff in implementing lean also increases employeesatisfaction and in effect staff retention.
Implementing lean principles at WSP has only just begun. Throughout the projectthe team has worked closely with WSP management and staff to initialise this journey.Through this process, the team has proven that lean principles can be appliedsuccessfully in the service industry.
During the project some of WSP management’s perceptions have been challengedby the findings in the four key areas analysed. The project has given WSP a greaterunderstanding of the “DNA” of the park, and the deliverables and recommendationswill help them improve customer experience as well as profitability.
References
Akama, J.S. and Kieti, D.M. (2003), “Measuring tourist satisfaction with Kenya’s wildlife safari:a case study of Tsavo West National Park”, TourismManagement, Vol. 24 No. 1, pp. 73-81.
Bicheno, J. (2004), The New Lean Toolbox: Towards Fast, Flexible Flow, PICSIE Books,Buckingham.
Bigne, J.E., Andreu, L. and Gnoth, J. (2005), “The theme park experience: an analysis of pleasure,arousal and satisfaction”, Tourism Management, Vol. 26 No. 6, pp. 833-44.
Bowen, D.E. and Youngdahl, W.E. (1998), “‘Lean’ service: in defense of a production-lineapproach”, International Journal of Service Industry Management, Vol. 9 No. 3, pp. 207-25.
Braun, B.M. and Soskin, M.D. (1999), “Theme park competitive strategies”, Annals of TourismResearch, Vol. 26 No. 2, pp. 439-43.
Drew, A., McCallum, B. and Roggenhofer, S. (2004), Journey to Lean: Making Operational ChangeStick, Palgrave Macmillan, Basingstoke.
Hartley, J.F. (1994), in Cassell, C. and Simon, G. (Eds), Case Studies in Organisational Research,Qualitative Methods in Organisational Research: a Practical Guide, Sage, ThousandOaks, CA.
Julien, D.M. (2005), “Lean manufacturing overview”, unpublished – notes from ConsultancyTools 2 module.
Mayaka, T.B. (2002), “Wildlife Co-Management in the Benoue National Park-Complex,Cameroon: A Bumpy Road to Institutional Development”, World Development, Vol. 30No. 11, pp. 2001-16.
BPMJ15,3
334

Mielke, R., Zahralddin, A., Padam, D. and Mastaglio, T. (1998), “Simulation applied to theme parkmanagement”,Proceedingsof the1998WinterSimulationConference, Vol. 1998, pp. 1199-203.
Mintel (2006), “Days Out – UK – April 2006, internet resource”, available at: http://reports.mintel.com/sinatra/reports/search_results/show&&type¼RCItem&page¼0&noaccess_page¼0/display/id¼173594 (accessed June 3, 2006).
Woburn, A. (2005),WoburnFiftyYears on:ACelebration ofOpening 1955-2005, Jarrold Publishing,Norwich.
Womack, J.P. and Jones, D.T. (1996), Lean Thinking: Banish Waste and Create Wealth in YourCorporation, Simon & Schuster Ltd, London.
Womack, J.P., Roos, D. and Jones, D.T. (1990) The Machine That Changed the World: TheMassachusetts Institute of Technology 5-Million-Dollar, 5-Year Report on the Future of theAutomobile Industry, Rawson Associates, New York, NY.
Yin, K. (2003), Case Study Research: Design and Methods, 3rd ed., Sage, Newbury Park, CA.
About the authorsDenyse M. Julien is a Senior Lecturer and the Course Director for MSc in ManufacturingConsultancy. She has been involved in research focusing on issues surrounding supply chainmanagement and managing manufacturing particularly at the approach to the development ofsupply chain strategies that balance value for both shareholders and customers. She hasextensive experience working for a large multinational company involved in the area of definingthe approaches to managing the supply network to guarantee the promised quality at the point ofconsumption. She was subsequently promoted into an internal consultant role implementing bestpractices in the area of materials handling across the various operating companies spanning theAsian, African and Oceania region. She has continued to develop on her interests in both SupplyChain Management and Quality Management and in particular the fusion of the two areas.
Benny Tjahjono is a Lecturer and the Director for Manufacturing Masters Programme. Hehas a strong academic, research and industrial background in modelling and analysis ofmanufacturing systems. He has been working closely with global companies such as Ford andRolls-Royce on a number of industrially funded projects associated with the decision makingprocess using discrete-event simulation. The companies have been able to gain benefits from theprojects which typically include inventory reduction, productivity improvements anddesign/redesign of production facilities, which all contributed to the improved competitivenessand persistent growth of the companies’ manufacturing operations. Benny Tjahjono is thecorresponding author and can be contacted at: [email protected]
Lean thinkingimplementation
335
To purchase reprints of this article please e-mail: [email protected] visit our web site for further details: www.emeraldinsight.com/reprints