
izrada i karakteristike poroznih filterskih cevi od aktivnog uglja ...
8
1 IZRADA I KARAKTERISTIKE POROZNIH FILTERSKIH CEVI OD AKTIVNOG UGLJA DESIGN AND CHARACTERISTICS OF POROUS SINTERED ACTIVATED CARBON FILTER OLIVERA DIMČIĆ, TECHNOCON FILTER D.O.O., BEOGRAD, DEJAN RADIĆ, MAŠINSKI FAKULTET, BEOGRAD, BILJANA DIMČIĆ i DUŠAN BOŽIĆ, INSTITUT ZA NUKLEARNE NAUKE „VINČA“, BEOGRAD Dve osnovne tehnike kojima se ostvaruje pritisak u procesu sinterovanja prahova aktivnog uglja i veziva jesu toplo presovanje i ekstruzija, mada se, ređe, može koristiti i proces brizganja. Tehnika koja je u ovom radu korišćena za izradu poroznih filtarskih cevi, jeste toplo presovanje. Optimalni procesni parametri definisani su kroz niz laboratorijskih istraživanja, na uzorcima manjih dimenzija, čija su svojstva detaljno ispitana. Na osnovu rezultata tih istraživanja, definisana je geometrija alata potrebnog za dobijanje ispreska standardnih dimenzija. Istraživanja su pokazala da se neznatnim korigovanjem procesnih parametra, prevashodno temperature, određene tokom laboratorijskih istraživanja, može dobiti proizvod standardnih dimenzija koji se može koristiti za filtraciju vode za piće. U radu su prikazani i rezultati primene ovih filterskih cevi u prečišćavanju vode za piće. Ključne reči: toplo presovanje; filter; aktivni ugalj Two basic techniques are used in the process of pressure sintering of active carbon powders and binders. Those are hot pressing and extrusion, though, rarely, injection molding process can also be used. The technique used for making porous filter tubes in this paper is hot pressing. The optimal process parameters are defined through a series of laboratory research on samples of small dimensions, the properties of which have been thoroughly investigated. Based on the results of these surveys, the authors defined the geometry of the tools needed for production of porous sintered carbon filters (tubes) with standard dimensions. Studies have shown that the minor adjusting of process parameters, mainly temperature, determined in laboratory studies, can result in the product of standard dimensions, which is mostly used for drinking water filtration. This paper also presents the results of the application of these filter tubes in drinking water filtration. Key words: hot pressing; filter; active carbon
-
Upload
khangminh22 -
Category
Documents
-
view
6 -
download
0
Transcript of izrada i karakteristike poroznih filterskih cevi od aktivnog uglja ...

1
IZRADA I KARAKTERISTIKE POROZNIH FILTERSKIH CEVI OD AKTIVNOG UGLJA
DESIGN AND CHARACTERISTICS OF POROUS SINTERED ACTIVATED
CARBON FILTER
OLIVERA DIMČIĆ, TECHNOCON FILTER D.O.O., BEOGRAD,
DEJAN RADIĆ, MAŠINSKI FAKULTET, BEOGRAD,
BILJANA DIMČIĆ i DUŠAN BOŽIĆ, INSTITUT ZA NUKLEARNE NAUKE „VINČA“, BEOGRAD
Dve osnovne tehnike kojima se ostvaruje pritisak u procesu sinterovanja prahova aktivnog uglja i
veziva jesu toplo presovanje i ekstruzija, mada se, ređe, može koristiti i proces brizganja. Tehnika koja je u ovom radu korišćena za izradu poroznih filtarskih cevi, jeste toplo presovanje.
Optimalni procesni parametri definisani su kroz niz laboratorijskih istraživanja, na uzorcima manjih dimenzija, čija su svojstva detaljno ispitana. Na osnovu rezultata tih istraživanja,
definisana je geometrija alata potrebnog za dobijanje ispreska standardnih dimenzija. Istraživanja su pokazala da se neznatnim korigovanjem procesnih parametra, prevashodno temperature, određene tokom laboratorijskih istraživanja, može dobiti proizvod standardnih
dimenzija koji se može koristiti za filtraciju vode za piće. U radu su prikazani i rezultati primene ovih filterskih cevi u prečišćavanju vode za piće.
Ključne reči: toplo presovanje; filter; aktivni ugalj
Two basic techniques are used in the process of pressure sintering of active carbon powders and binders. Those are hot pressing and extrusion, though, rarely, injection molding process can also
be used. The technique used for making porous filter tubes in this paper is hot pressing. The optimal process parameters are defined through a series of laboratory research on samples of
small dimensions, the properties of which have been thoroughly investigated. Based on the results of these surveys, the authors defined the geometry of the tools needed for production of porous sintered carbon filters (tubes) with standard dimensions. Studies have shown that the
minor adjusting of process parameters, mainly temperature, determined in laboratory studies, can result in the product of standard dimensions, which is mostly used for drinking water
filtration. This paper also presents the results of the application of these filter tubes in drinking water filtration.
Key words: hot pressing; filter; active carbon
2
1. UVOD
Nedostatak vode za piće je jedan od najvećih problema sa kojima se današnjica susreće. Iz tog razloga, sve više se posvećuje pažnja razvoju novih materijala i metoda za prečišćavanje zagađenih voda. Zahvaljujući svom najvažnijem svojstvu, velikoj specifičnoj površini, aktivni ugalj spada u najviše korišćene materijale za fizičko - hemijsko i mehaničko prečišćavanje pijaće vode. Do sada je aktivan ugalj najčešće korišćen kao filterski medijum u vidu nasutog granulata. Međutim, razvojem tehnika metalurgije praha, omogućena je proizvodnja filtera u vidu sinterovanih cevi koji su se u praksi pokazali mnogo kvalitetnijim.
Tehnika presovanja prahova aktivnog uglja primenjuje se još od sredine prošlog veka i do pre 10–ak godina bila je jedina metoda kojom se ostvarivala densifikacija polaznog materijala za prečišćavanje pijaće vode [1]
Proces toplog presovanja blokova od aktivnog uglja započinje mešanjem polaznih prahova aktivnog uglja i veziva. Mešavina se dozira u zagrejani čelični kalup i pritiska, pa se naknadno zagreva. Dobijena porozna čvrsta forma se hladi i na kraju izbija iz kalupa kao finalni proizvod. Ukoliko je potrebno, proizvod se seče na potrebnu veličinu, a zatim pakuje ili montira u odgovarajuće filterske sveće.
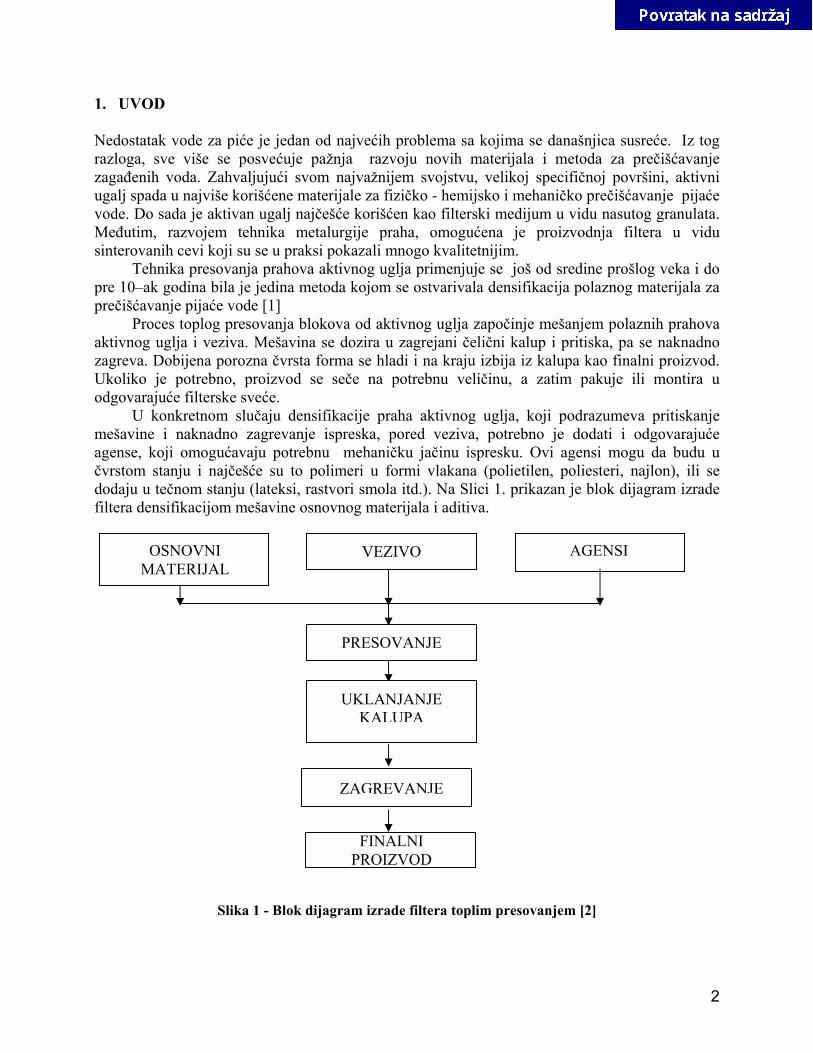
U konkretnom slučaju densifikacije praha aktivnog uglja, koji podrazumeva pritiskanje mešavine i naknadno zagrevanje ispreska, pored veziva, potrebno je dodati i odgovarajuće agense, koji omogućavaju potrebnu mehaničku jačinu ispresku. Ovi agensi mogu da budu u čvrstom stanju i najčešće su to polimeri u formi vlakana (polietilen, poliesteri, najlon), ili se dodaju u tečnom stanju (lateksi, rastvori smola itd.). Na Slici 1. prikazan je blok dijagram izrade filtera densifikacijom mešavine osnovnog materijala i aditiva.
Slika 1 - Blok dijagram izrade filtera toplim presovanjem [2]
OSNOVNI MATERIJAL
VEZIVO AGENSI
PRESOVANJE
UKLANJANJE KALUPA
ZAGREVANJE
FINALNI PROIZVOD
3
Osnovni parametri toplog presovanja koji utiču na karakteristike ispreska su temperatura, vreme i primenjeni pritisak. U cilju osvajanja kompletne tehnologije proizvodnje filtera od aktivnog uglja, izvedena je serija eksperimenata koja je obezbedila dovoljan broj optimalnih vrednosti parametara bitnih za ovaj proces. Predmet ovog rada biće opis i analiza eksperimentalnih vrednosti neophodnih za uspešnu proizvodnju sinterovanih filtarskih ispresaka od aktivnog uglja, koje su predstavljale veoma bitnu empirijsku osnovu za proces izrade gotovih sinterovanih filtarskih cevi. Takodje, prikazani su i rezultati dobijeni primenom proizvedenih blokova od aktivnog uglja u filtraciji vode.
2. EKSPERIMENT
Kao polazni materijal za izradu sinterovanih ispresaka na osnovi aktivnog uglja, korišćeni su prahovi aktivnog uglja proizvođača Amersack Corp, Guatemala, veličine čestica od 180–400 µm i polietilena proizvedenog u HIP Pančevu, veličine čestica 10 – 15 µm.
Nakon određivanja optimalnih parametara toplog presovanja u toku laboratorijskih istraživanja [3,4,5], pristupilo se izradi poroznih filterskih cevi od aktivnog uglja.
Toplo presovanje je izvršeno na uređaju INSTRON, uz odgovarajuću adaptaciju za dvostrano kompaktiranje praha (korišćenje hidraulične dizalice; grejača za telo i pritiskača alata). Temperatura presovanja je bila u intervalu od 135 do 170°C, a pritisak na tim temperaturama je iznosio 10 MPa. Vreme toplog presovanja mešavine je 5 min.
Završne operacije su se sastojale iz sečenja finalnog proizvoda na tačnu dimenziju, pomoću strugarskog noža i produvavanja komprimovanim vazduhom, da se uklone najsitnije čestice, zaostale posle sečenja u poroznom proizvodu.
Tako dobijena porozna cev od sinterovanog aktivnog uglja je iskorišćena za filtraciju vode. Instalacija za filtraciju vode se sastoji od sledećih elemenata:
• Sud, zapremine 50 l, u kojem se nalazi nefiltrirana voda, • Centrifugalna pumpa, • Filter sa aktivnim ugljem, • Sud, zapremine 50 l, u koji se prihvatala filtrirana voda.
U cilju komparativne analize izvršena su dva eksperimenta U toku prvog eksperimenta korišćen je filter sa nasutim granulama aktivnog uglja, dok se u toku drugog eksperimenta koristio porozni sinterovani blok od aktivnog uglja (porozna cev) istog kvaliteta.
Dimenzije filtera u oba slučaja su iste, i iznosile su: • Spoljašnji prečnik, D= 80 mm, • Unutrašnji prečnik, d = 32 mm, • Visina, H = 250 mm.
Instalacija, kao i procesni parametri, su isti tokom oba eksperimenta. Protok vode kroz filterske patrone je 4 l/min, a pritisak je 0,2 MPa. 3. REZULTATI I DISKUSIJA Na osnovu rezultata laboratorijskih istraživanja, pre svega vrednosti nasipne gustine mešavine i činjenice da u toku hlađenja toplo presovanih cilindara nije došlo do promene njihovih dimenzija, projektovan je alat za kompaktiranje (Slika 2). Delovi alata su izrađeni od alatnog čelika,

4
termički tretiranog i kaljenog, sa kvalitetnom površinskom obradom (brušenje i poliranje), kako čeonih površina oba pritiskača i spoljašnje površine trna, tako i unutrašnje površine tela alata.
Slika 2 – Delovi alata potrebni za ciklus toplog presovanja mešavine
Proizvodnja cilindričnih poroznih blokova izvršena je na uređaju za mehanička ispitivanja
tipa „Instron“ na kojem se mogao dobiti finalni proizvod potrebne visine. Oko tela alata i gornjeg pritiskača su stavljeni grejači, dok se donji pritiskač zagrevao indirektno, preko grejne ploče. Na ovaj način je obezbeđeno homogeno zagrevanje mešavine pri čemu se ne sme zanemariti ni predaja toplote prahu od strane trna koji se nalazi u telu alata i koji je već zagrejan na potrebnu temperaturu. Pošto je Instron uređaj sa jednostranim dejstvom sile, da bi se obezbedila homogenija gustina duž celog proizvoda, korišćena je dodatna hidraulična presa (dizalica). Za izbijanje ispresovane porozne cevi (zajedno sa trnom i donjim pritiskačem) iz tela alata, korišćena je čelična šipka prečnika potrebnog da prođe kroz otvore na grejnoj ploči i mostu.
Šematski prikaz procesa kompaktiranja mešavine na osnovi aktivnog uglja je prikazan na Slici 3. Hlađenjem komprimovanim vazduhom, još u toku izbijanja proizvoda, omogućeno je veoma brzo očvršćavanje kapljica polietilena, a time i vezivanje čestica aktivnog uglja. Da bi se izbeglo potpuno lepljenje neporozne mase za trn (intenzivirano kad je polietilen potpuno očvrsnuo) izbijanje treba izvršiti u vremenskom periodu kada je ovaj polimer još uvek u plastičnom stanju. U suprotnom, pri izbijanju već očvrsle cevi, dolazilo je do oštećenja njenog unutrašnjeg zida. S druge strane, oštećenja kod cevi su se javljala i prilikom izbijanja kada je vezivo bilo još uvek u tečnom stanju, zbog nedovoljne mehaničke čvrstoće cevi da se suprostavi dejstvu određenog pritiska.
Primenom navedene metode presovanja i korišćenjem vrednosti osnovnih parametara toplog presovanja kojima su dobijeni porozni cilindri optimalnih karakteristika (t = 130°C, p = 10 MPa i τ = 5 min) [3,5], uspešno je kompaktirana pripremljena mešavina u poroznu cev. Međutim, pri ovim uslovima presovanja, proces vezivanja čestica aktivnog uglja polietilenom nije u potpunosti izvršen, što se odrazilo na erozivnost unutrašnjeg sloja cevi.
Na osnovu dobijenih rezultata utvrdjeno je da odlučujući uticaj na kvalitet ispreska ima vreme presovanja, koje je na datoj temperaturi i upotrebljenom pritisku, bilo isuviše kratko da omogući vezivanje svake čestice aktivnog uglja termoplastičnim polimerom. Ovakav ishod eksperimenta je bio i očekivan, imajući u vidu dimenzije cevi u odnosu na cilindar, kao i okruženje (prisutne pore) u kome je trebalo inicirati prelazak polietilena u tečno stanje (o ovome je diskutovano u analizi rezultata toplog presovanja cilindara [3,5]). Produžetkom vremena na 20min, pri nepromenjenim ostalim parametrima toplog presovanja (temperatura i pritisak), dobijena je porozna cev traženih osobina.
TELO ALATA
GORNJI PRITISKAČ
DONJI PRITISKAČ
5
a) b) c) d)
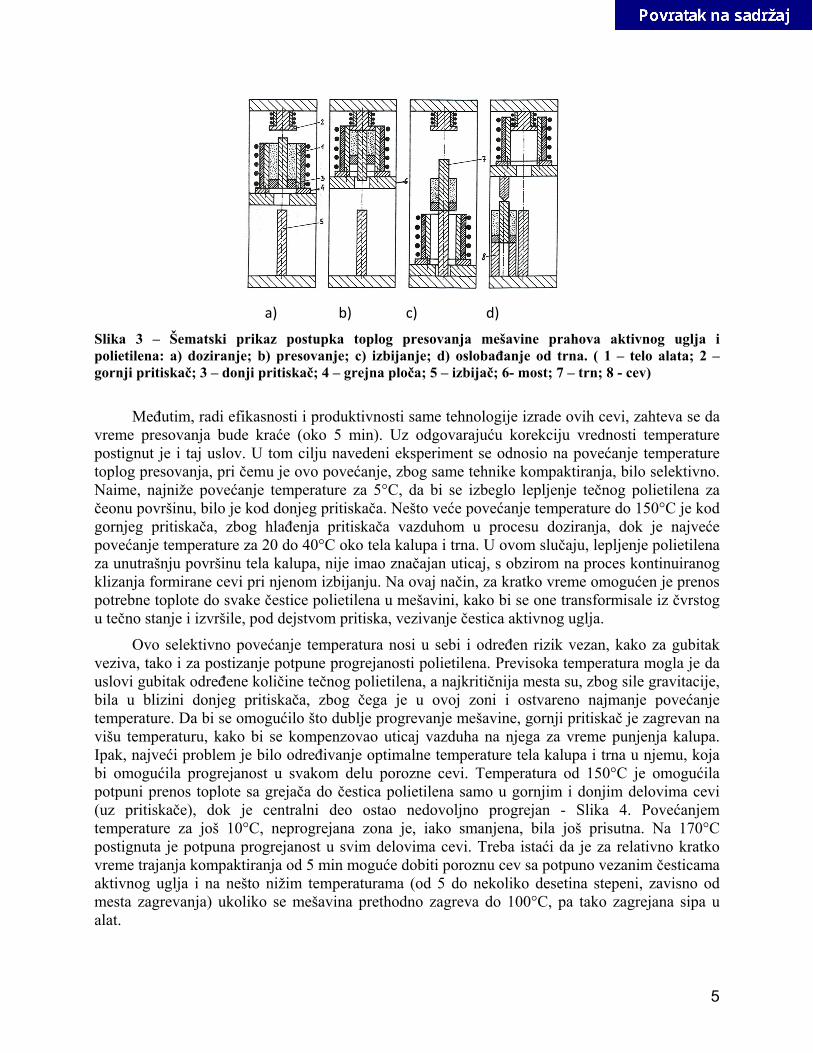
Slika 3 – Šematski prikaz postupka toplog presovanja mešavine prahova aktivnog uglja i polietilena: a) doziranje; b) presovanje; c) izbijanje; d) oslobađanje od trna. ( 1 – telo alata; 2 – gornji pritiskač; 3 – donji pritiskač; 4 – grejna ploča; 5 – izbijač; 6- most; 7 – trn; 8 - cev)
Međutim, radi efikasnosti i produktivnosti same tehnologije izrade ovih cevi, zahteva se da vreme presovanja bude kraće (oko 5 min). Uz odgovarajuću korekciju vrednosti temperature postignut je i taj uslov. U tom cilju navedeni eksperiment se odnosio na povećanje temperature toplog presovanja, pri čemu je ovo povećanje, zbog same tehnike kompaktiranja, bilo selektivno. Naime, najniže povećanje temperature za 5°C, da bi se izbeglo lepljenje tečnog polietilena za čeonu površinu, bilo je kod donjeg pritiskača. Nešto veće povećanje temperature do 150°C je kod gornjeg pritiskača, zbog hlađenja pritiskača vazduhom u procesu doziranja, dok je najveće povećanje temperature za 20 do 40°C oko tela kalupa i trna. U ovom slučaju, lepljenje polietilena za unutrašnju površinu tela kalupa, nije imao značajan uticaj, s obzirom na proces kontinuiranog klizanja formirane cevi pri njenom izbijanju. Na ovaj način, za kratko vreme omogućen je prenos potrebne toplote do svake čestice polietilena u mešavini, kako bi se one transformisale iz čvrstog u tečno stanje i izvršile, pod dejstvom pritiska, vezivanje čestica aktivnog uglja.
Ovo selektivno povećanje temperatura nosi u sebi i određen rizik vezan, kako za gubitak veziva, tako i za postizanje potpune progrejanosti polietilena. Previsoka temperatura mogla je da uslovi gubitak određene količine tečnog polietilena, a najkritičnija mesta su, zbog sile gravitacije, bila u blizini donjeg pritiskača, zbog čega je u ovoj zoni i ostvareno najmanje povećanje temperature. Da bi se omogućilo što dublje progrevanje mešavine, gornji pritiskač je zagrevan na višu temperaturu, kako bi se kompenzovao uticaj vazduha na njega za vreme punjenja kalupa. Ipak, najveći problem je bilo određivanje optimalne temperature tela kalupa i trna u njemu, koja bi omogućila progrejanost u svakom delu porozne cevi. Temperatura od 150°C je omogućila potpuni prenos toplote sa grejača do čestica polietilena samo u gornjim i donjim delovima cevi (uz pritiskače), dok je centralni deo ostao nedovoljno progrejan - Slika 4. Povećanjem temperature za još 10°C, neprogrejana zona je, iako smanjena, bila još prisutna. Na 170°C postignuta je potpuna progrejanost u svim delovima cevi. Treba istaći da je za relativno kratko vreme trajanja kompaktiranja od 5 min moguće dobiti poroznu cev sa potpuno vezanim česticama aktivnog uglja i na nešto nižim temperaturama (od 5 do nekoliko desetina stepeni, zavisno od mesta zagrevanja) ukoliko se mešavina prethodno zagreva do 100°C, pa tako zagrejana sipa u alat.

6
Slika 4 – Izgled poprečnog preseka ispreska u zavisnosti od temperature kalupa i trna.
Vrednost pritiska presovanja nije menjana i iznosila je 10 MPa, kao i prilikom presovanja
cilindara. Iako je za ovu dimenziju sinterovanog proizvoda tehnika konvencionalnog presovanja (bilo da se radi o jednostranom, bilo o dvostranom kompaktiranju) u načelu nepovoljna (odnos H/D je kod cevi i nešto viši od 3), dobijena je porozna cev veoma homogene gustine. Nešto niže vrednosti gustine, postignute u sredini i oko sredine cevi, slika 5, nisu imale uticaja na postojanost proizvoda. S obzirom da se radi o poroznom, a ne visokogustom sinterovanom ispresku, kod kojeg su visoke vrednosti i homogenost gustine od presudne važnosti za finalne osobine, može se reći da je ovom tehnikom kompaktiranja ostvaren željeni cilj, a to je porozna cev od aktivnog uglja prikazana na Slici 6.
Slika 5 - Šematski prikaz vrednosti gustina (u g/cm3) u delovima cevi
Slika 6 – Porozna cev na osnovi aktivnog uglja dobijena toplim presovanjem
Dobijene cevi su mogle na jednostavan način da se skraćuju, sečenjem strugarskim nožem.
Osim što je na ovaj način definisana tehnologija izrade ovih cevi, ostvarena je i značajna produktivnost u slučaju potrebe za kraćim, poroznim cevima. Sečenje cevi, zahteva njihovo čišćenje od ugljene prašine koja se u ovom procesu stvara, što se lako rešava produvavanjem komprimovanim vazduhom.
t = 170°C
t = 150°C
t = 160°C
7
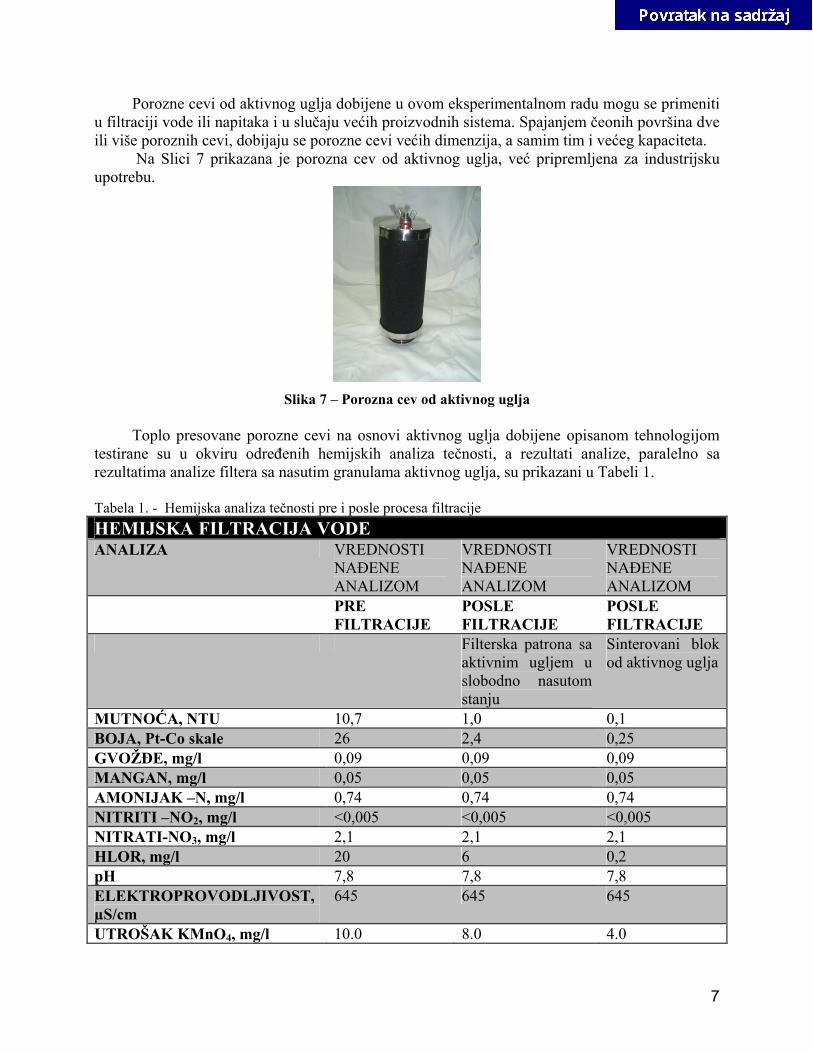
Porozne cevi od aktivnog uglja dobijene u ovom eksperimentalnom radu mogu se primeniti u filtraciji vode ili napitaka i u slučaju većih proizvodnih sistema. Spajanjem čeonih površina dve ili više poroznih cevi, dobijaju se porozne cevi većih dimenzija, a samim tim i većeg kapaciteta.
Na Slici 7 prikazana je porozna cev od aktivnog uglja, već pripremljena za industrijsku upotrebu.
Slika 7 – Porozna cev od aktivnog uglja
Toplo presovane porozne cevi na osnovi aktivnog uglja dobijene opisanom tehnologijom
testirane su u okviru određenih hemijskih analiza tečnosti, a rezultati analize, paralelno sa rezultatima analize filtera sa nasutim granulama aktivnog uglja, su prikazani u Tabeli 1.
Tabela 1. - Hemijska analiza tečnosti pre i posle procesa filtracije HEMIJSKA FILTRACIJA VODE ANALIZA VREDNOSTI
NAĐENE ANALIZOM
VREDNOSTI NAĐENE ANALIZOM
VREDNOSTI NAĐENE ANALIZOM
PRE FILTRACIJE
POSLE FILTRACIJE
POSLE FILTRACIJE
Filterska patrona sa aktivnim ugljem u slobodno nasutom stanju
Sinterovani blok od aktivnog uglja
MUTNOĆA, NTU 10,7 1,0 0,1 BOJA, Pt-Co skale 26 2,4 0,25 GVOŽĐE, mg/l 0,09 0,09 0,09 MANGAN, mg/l 0,05 0,05 0,05 AMONIJAK –N, mg/l 0,74 0,74 0,74 NITRITI –NO2, mg/l <0,005 <0,005 <0,005 NITRATI-NO3, mg/l 2,1 2,1 2,1 HLOR, mg/l 20 6 0,2 pH 7,8 7,8 7,8 ELEKTROPROVODLJIVOST, µS/cm
645 645 645
UTROŠAK KMnO4, mg/l 10.0 8.0 4.0
8
Iz tabele 1 se jasno može uočiti da su oba filtera smanjili vrednosti: mutnoće, boje, hlora i organskih materija. Filtracijom u oba slučaja nije došlo do smanjenja vrednosti: gvožđa, mangana, amonijaka, nitrata, i nitrita. Vrednosti elektroprovodljivosti i pH ostale su nepromenjene.
Rezultat hemijske analize je očekivan i dobijene vrednosti su u potpunoj saglasnosti sa onima koje se dobijaju posle filtracije pomoću aktivnog uglja [6]. Iako su oba filtera imala uticaja na iste elemente, iz Tabele 1 jasno se mogu uvideti bolje vrednosti kvaliteta vode, nakon filtracije poroznim sinterovanim blokom od aktivnog uglja u odnosu na filter sa aktivnim ugljem u slobodno nasutom stanju. 4. ZAKLJUČAK 1. Porozna cev od sinterovanog aktivnog uglja može se dobiti jednom jednostavnom tehnikom, toplim presovanjem.
2. Pritisak toplog presovanja je 10 MPa, vreme kompaktiranja 5 min, a temperatura u opsegu od 135°C do 170°C.
3. Hemijska analiza filtrirane vode potvrdila je uspešnost tehnologije izrade poroznih cevi od aktivnog uglja. Pokazala je efikasnost aktivnog uglja u uklanjanju organskih materija, boje i hlora, i takođe, dala potvrdu boljih karakteristika filtera u formi sinterovanog bloka u odnosu na filter sa granulama aktivnog uglja. Na osnovu ovih rezultata, može se potvrditi opravdanost primene filtera u formi poroznih cevi od aktivnog uglja u filtraciji vode.
LITERATURA [1] Standard matrix® filter, KX Industries, L.P., www.kxindustries.com/, 2007. [2] Porous filter structure and process for the manufacture thereof, W. C. Chen, R. V. Repetti, J. Slovak, www.freepatentsonline.com/5928588, 1999. [3] Olivera Dimčić, Uticaj procesnih parametara mešanja i densifikacije prahova aktivnog uglja i polietilena na karakteristike sinterovanih filtara namenjenih za prečišćavanje vode za piće, Doktorska disertacija, Mašinski fakultet Univerziteta u Beogradu, 2009. [4] Dimčić, O., Dimčić, B., Božić, D., Radić, D., Kvantitativna analiza distribucije čestica polietilena u prahu aktivnog uglja (Quantitative Analysis in the Activated Carbon Matrix Powder), Zbornik radova sa 21. medjunarodnog kongresa o procesnoj industriji "Processing 2008", SMEITS, Subotica, 04.-06.06.2008., strane 1-7 (broj rada 25). [5] Dimčić, O., Dimčić, B., Božić, D., Radić, D., Tehnologija proizvodnje i svojstva sinterovanih filterskih cevi od aktivnog uglja (Manufacturing technology and properties of sintered carbon block filters), Zbornik radova sa 22. medjunarodnog kongresa o procesnoj industriji "Processing 2009", SMEITS, Sava Centar, Beograd, 10.-12.06.2009., strane 1-9 (broj rada 04). [6] J.C. Crittenden, Water Treatment: Principles and Design, 2nd, ed. J. Wiley and Sons, Inc., New Jersey, 2005.




















