sheet_4_solution.pdf - Thermo 1 (MEP 261) Thermodynamics ...
Upload
independentCategory
view
7download
0
ERG İNŞAAT TİCARET VE SANAYİ A.Ş.
Pİ MAKİNA FABRİKASI
Adres: Konya Yolu 23. Km Gölbaşı/ANKARA
Tel: 0-312-4840800 (10 Hat)
Fax: 0-312-4841436
www.pimakina.com.tr
……………………….
…………..………………ÜNİVERSİTESİ
………….. Mühendisliği

ANKARA
2005
iÇERİK
1. GENEL BİLGİLER
1.1. Firma Hakkında Genel Bilgi ve Firmanın Tarihçesi
1.2. Sermaye Yapısı
1.3. Sektördeki Yeri
2. ORGANİZASYON YAPISI
2.1. Firmanın Organizasyon Şeması
2.2. Organizasyon Şemasındaki Birimler ve İşlevleri
2.3. Personel Hakkında Genel Bilgi
2.4. Firmadaki Mühendisler ve Endüstri Mühendisinin
İşlevleri
3. TESİS YERLEŞİMİ
4. ÜRETİM
4.1. Üretim Sistemi
4.2. ÜretimProsesi ve Alt Sistemler
4.3. Fabrikanın Ürettiği Ürünler
4.4. Üretim Kapasitesi
4.5. Temel Hammaddeler
4.6. Makina ve Teçhizat
5. ÜRETİM PLANLAMA
5.1. Üretim Planlama Prosesi
5.2. Değişken Üretim Hızına Göre 3 Aylık Üretim Planı
6. ZAMAN ETÜDÜ VE STANDART ZAMAN
7. BİLGİ AKIŞI
8. TEDARİK SİSTEMİ
9. STOK SİSTEMİ
10. KALİTE
1

10.1. Kalite Politikası
10.2. Kalite Kontrol Labaratuarı
10.3. İstatistiksel Teknikler
10.4. İç Tetkik
11. BAKIM FAALİYETLERİ
12. FABRİKANIN ERGONOMİK AÇIDAN DEĞERLENDİRİLMESİ
12.1. Aydınlatma, Havalandırma, Isıtma, Gürültü ve Nem
12.2. Çalışma ve Dinlenme Sürelerinin Düzenlenmesi
12.3. Üretim Hızı Nedeniyle Yorgunluk ve Gerilim
13. BİLGİ-İŞLEM
14. MALİYET HESABI
15. EĞİTİM
16. PAZARLAMA
17. YATIRIM
SONUÇ VE DEĞERLENDİRME
EKLER
2
1. GENEL BİLGİLER
1.1 Firma Hakkında Genel Bilgi ve Firmanın Tarihçesi:
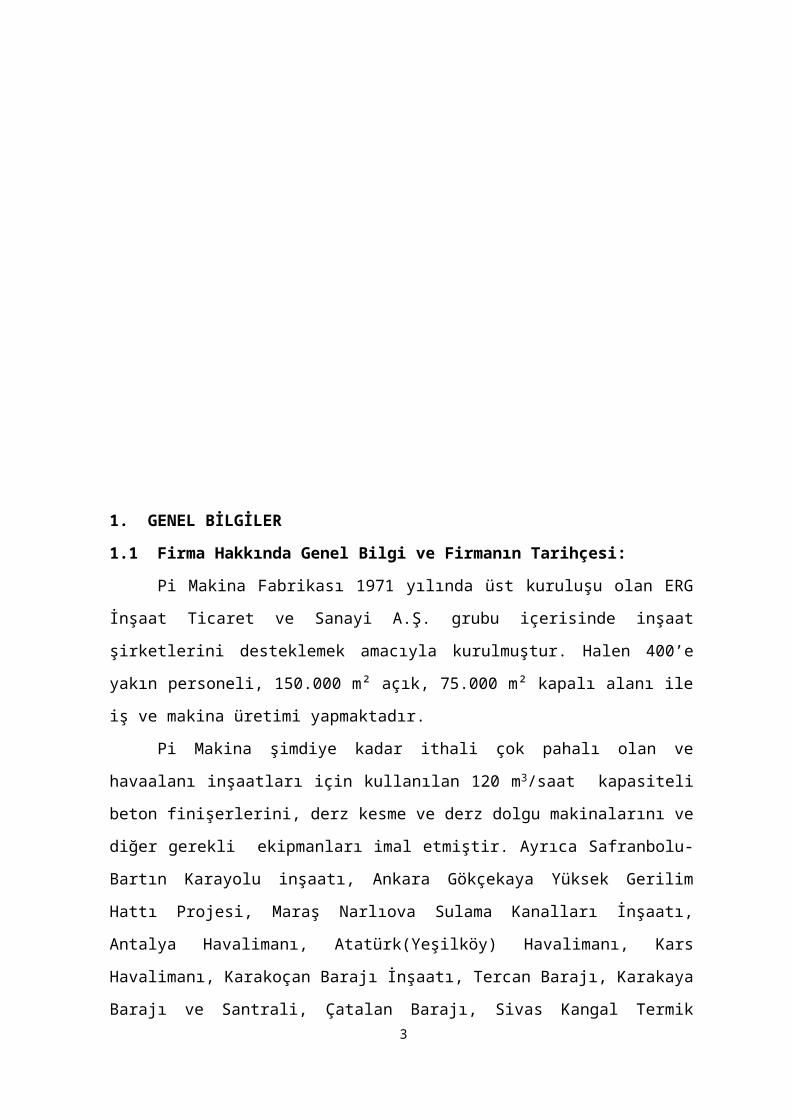
Pi Makina Fabrikası 1971 yılında üst kuruluşu olan ERG
İnşaat Ticaret ve Sanayi A.Ş. grubu içerisinde inşaat
şirketlerini desteklemek amacıyla kurulmuştur. Halen 400’e
yakın personeli, 150.000 m² açık, 75.000 m² kapalı alanı ile
iş ve makina üretimi yapmaktadır.
Pi Makina şimdiye kadar ithali çok pahalı olan ve
havaalanı inşaatları için kullanılan 120 m3/saat kapasiteli
beton finişerlerini, derz kesme ve derz dolgu makinalarını ve
diğer gerekli ekipmanları imal etmiştir. Ayrıca Safranbolu-
Bartın Karayolu inşaatı, Ankara Gökçekaya Yüksek Gerilim
Hattı Projesi, Maraş Narlıova Sulama Kanalları İnşaatı,
Antalya Havalimanı, Atatürk(Yeşilköy) Havalimanı, Kars
Havalimanı, Karakoçan Barajı İnşaatı, Tercan Barajı, Karakaya
Barajı ve Santrali, Çatalan Barajı, Sivas Kangal Termik3

Santrali, Bingöl Karlıova Termik Santrali projeleri de
yapılan işler arasındadır.
Günümüzde birçok iş ve inşaat makinasının imalatını
yapan firma bunların yanında baraj daimi teçhizatına dahil
cebri boru, orifis, baraj kapakları vb. özel imalatlarını da
yapmaktadır. Ayrıca Artvin’de Çoruh nehri üzerinde yapılmakta
olan Deriner Barajının yapımını tamamen üstlenmiştir.
Firma mamullerini T.C. Karayolları, Köy Hizmetleri, DSİ,
Orman Bakanlığı, Milli Savunma Bakanlığı, Kara, Hava ve Deniz
Komutanlıkları, Belediyeler gibi birçok kuruluşa
pazarlamaktadır.
Firma ve mamulleri TSE kalite uygunluk ve TSE imalat
yeterlilik belgelerine 90’lı yıllarda ISO 9001 Kalite Güvence
Sistem Belgesini eklenmiştir. 2003 yılında da ISO 9001:2000
Kalite Yönetim Sistemi’ne geçilmiştir.
1.2. Sermaye Yapısı: Firma, Anonim Şirketi (A.Ş.) statüsünde
olup ödenmiş sermayesi 6.700 milyar TL’dir.
1.3. Sektördeki Yeri: Hedef; inşaat ve makina sektöründe
sürekli lider olabilmektir. Siparişe dayalı üretim
yapıldığından zamana bağlı olarak üretim hacminde düşmeler ve
yükselmeler görülmekte, ürün çeşitliliği çok fazla olduğundan
da maliyetler yüksek çıkmaktadır. Bu durum rekabet konusunda
dezavantaj oluşturmasının yanında firmaya farklı pazarlarda
rekabet edebilme gücü vermektedir. Fabrika üst kuruluşu olan
ERG İnşaat A.Ş. nin yapımını yürüttüğü Deriner Barajı için
özel malzeme ve ekipman üretimi yanısıra yurtiçive yurt
dışından alınan siparişler doğrultusunda beton santralleri,
4
kırma eleme tesisleri ve beton pompaları imalatlarına öncelik
vermiş şu anda imalatın %90’ını bu ürünler oluşturmaktadır.
2.2. Organizasyon Şemasındaki Birimler ve İşlevleri:
Genel Müdür:
Görevleri; fabrikanın finansman durumunu, para ihtiyacı ve
nakit hareketlerini yönlendirmek, maliyet analizlerini
değerlendirerek maliyetlerin izlenmesini sağlamak ve gerekli
tedbirlerin alınması için teşebbüslerde bulunmak, üretilen
malların en iyi şekilde pazarlanmasını temin edici
faaliyetleri koordine etmek ve yönlendirmek, bütün birimlerin
çalışmalarını yönetmek, kontrol etmek ve personelin mesleki
bakımdan yetişmesi için gerekli tedbirleri almaktır. Genel
Müdür Yardımcıları, Finans Müdürü, Muhasebe Müdürü, İkmal
Müdürü, Fabrika Müdürü ve bunlara bağlı tüm personelden
yönetim kurulu başkanına karşı sorumludur.
Genel Müdür Yardımcısı (İdari):
Mamullerin piyasaya aktarılması ve satışı ile ilgili
bilgilerin toplanması, değerlendirilmesi, müşterilerin
ürünlerin nitelik ve fiyatlarına karşı tepkilerinin tespit
edilmesi, ilân ve reklam hazırlıklarının yapılması ve
geliştirilmesi ile ilgili aştırmaların yürütülmesi, şirketin
finansman faaliyetlerini etkileyebilecek iş hayatı ve
ekonomik koşulları sürekli takip etmek ve değerlendirilmesini
sağlamak, fabrikanın her türlü ihracat ve ithalat işlerinin
sağlıklı bir şekilde yürütülmesini sağlamak, fabrikanın borç
ve alacaklarının takip edilmesini, alacakların zamanında
tahsili için teşebbüslerde bulunulmasını sağlamakla
5
görevlidir. Genel Müdüre karşı Finans Müdürü, Muhasebe
Müdürü, İkmal Müdürü, Pazarlama Müdürü’nden sorumludur.
Genel Müdür Yardımcısı (Teknik):
Fabrika üretim programlarını hazırlamak ve faaliyetlerin bu
programa ve bütçeye uygulanarak yürütülmesini sağlamak,
üretim faaliyetlerinin aksatılmadan ve sürekli olarak
yürütülebilmesi için fabrikanın makina donanımı, enerji ve
personel yönünden düzenli bir şekilde koordinasyonunu
sağlamak, imalat, proje ve kalite kontrol arasındaki düzenli
iş akışını sağlamak, personelin meslekî ve idarî sahada
yetişmesi için gerekli tedbirleri almak, çalışma saatleri,
fazla mesai, izinler ve sağlık işlerinin mevzuat ve şirketin
yönetmeliklerine göre yürütülmesini sağlamak, şirket
yönetmelikleri, yönetim kurulu kararları ve Genel Müdürün
talimatlarını birimlere ve personele duyurmak, gereğinde
dahili genelgeler çıkarmakla görevlidir. Genel Müdüre karşı
Kalite Kontrol Müdürü, Bilgi İşlem Müdürü, Proje Müdürü, ARGE
CAD/CAM Müdürü, Fabrika Müdürü ile Eğitim ve Dokümantasyon
Şefinden sorumludur.
Finans Müdürü:
Kalite sistemi ile ilgili parasal kaynakların teminini
koordine etmek ve sorumluluk alanına giren konularda
düzeltici ve önleyici faaliyetlerin uygulanmasını sağlamakla
yükümlüdür.
Muhasebe Müdürü:
6
Muhasebe defter ve belgelerinin mevzuat ve talimatlara uygun
olarak tutulmasını, aylık hesap durumu ve yönetim
raporlarının zamanında çıkarılmasını sağlamak, yıllık malî
bilanço ve gelir tablosunu hazırlamak, fabrikanın ve sevk
edilen ürünlerin sigorta işlerinin, personelin icra, avans,
fon, kesinti, tayin, terfi, nakil, işe alma, işten çıkarma,
izin, emeklilik vb. işlemlerinin yürütülmesini sağlamakla
görevlidir.
İkmal Müdürü:
Türkiye pazarından temin edilecek malzemenin en kaliteli ve
en uygun fiyatlarla temin edilmesi, mal temini sırasında
gereken durumlarda tedarikçilerle sözleşme yapılması, imalat
başmühendisliği ve diğer birimlerden gelen malzeme
taleplerinden ambarda mevcudu bulunmayanlar için teklif
alınması, değerlendirilmesi, birimi personelinin özlük
işleri için teklifte bulunulması, ürün ve hizmet temin edilen
tedarikçilerin sicil kartlarının tutulması ve ürünlerin
onaylı tedarikçilerden alınması için gerekenin yapılmasını
sağlamakla görevlidir.
Pazarlama Müdürü:
Fabrikada üretilen mamullerin dış piyasaya satışı ile ilgili
bilgilerin toplanmasını, bu bilgiler üzerinde inceleme ve
değerlendirme yapılmasını, müşterilerin mamullerin nitelik ve
fiyatlarına karşı tepkilerinin tespit edilmesi, rakip
mamullerin fiyat ve özellikleri ile dağıtım kanalları, arz
olanakları ve bunlarla ilgili gelişmelerin izlenmesi,
mamullerin fiyat ve talep esnekliklerinin saptanması ve fiyat
7
politikasının belirlenmesinde kullanılması, sözlü ve yazılı
olarak teklif istenen mamuller için teklif mektuplarının
hazırlanması, gönderilmesi ve sonuçlarının takip edilmesini
sağlamakla görevlidir.
Fabrika Müdürü:
Kuruluşun müşteri isteklerini karşılama durumunun
değerlendirilmesi, satın alınacak ürün ve hizmetlerin
planlanması, ürün temin edilen tedarikçilerin ön
değerlendirmelerinin yapılması, yarı mamuller ve bitmiş
ürünlerin uygun yöntemlerle tanımlanması ve
izlenebilirliğinin sağlanması, üretim programlarının
yapılması ve değişikliklerinin gerçekleştirilmesi, iş
makinaları ve tesisler için müşteri şikâyetlerinin
değerlendirilmesi ve yapılacak işlemlere karar verilmesi,
personelin eğitim ihtiyaçlarının belirlenmesi ve kuruluş içi
eğitimlerin gerçekleştirilmesi, iş için gerekli malzeme
kullanımında azami ekonominin sağlanması yönünde bütün
tedbirlerin alınmasını sağlamakla görevlidir.
Kendisine bağlı İmalat Başmühendisliği ile Ambar, Servis ve
Yedek Parça Hizmetleri, İdarî Hizmetler, Yardımcı İşletmeler
Şefliklerinin iş ve işlemlerini koordine etmek, bağlı
personelinin genel değerlendirmesini yapmak görevleri
arasındadır.
Kalite Kontrol Müdürü:
Görevleri; girdi, yarı mamul ve bitmiş ürünler için yapılan
kalite kontrollerinin düzenlenmesi, kalite kontrol için
yapılan muayene ve deney sonuçlarına göre tespit edilen her
8
türlü sorunla ilgili birimleri bilgilendirmek, kalite kontrol
bölümü ile ilgili makina ve cihazların tamir ve bakımlarının
yapılmasını sağlamak, uygun olmayan bitmiş ürünleri
tanımlamak ve tamir edilen bitmiş ürünlerin kontrolünü
sağlamak, imalat ile ilgili girdilerin sağlandığı
tedarikçilerin ön değerlendirmesine gerekli ise
tedarikçilerin yerinde tetkiklerine katılmaktır.
Proje Müdürü:
İmalatın en uygun kalite ve maliyette yapılmasını sağlamak
için proje çalışması yapmak, imalata ait detay ve komple
resimlerin, açılım, ince detay, kalıp, şablon ve özel takım
çizimlerinin hazırlanarak malzeme cinsi ve miktarı ile
birlikte İmalat Başmühendisine ulaşmasını sağlamak, imalata
esas olan konularda yayınlanan standartların takip edilerek
imalatın bu standartlara uygun yapılmasını sağlamak, imalat
sırasında gerekli görülen ve tatbikatı sonucu olumlu netice
veren maliyeti kaliteden ödün vermeden azaltan
değişikliklerin tetkik edilerek gerekirse tasarım tadilatına
gidilmesini sağlamak esas görevleri arasındadır.
Bilgi İşlem Müdürü:
Şirkete, sistemde bulunan doküman ve verilerin
yedeklenmesini, manyetik ortama yüklenmesini, saklanmasını
sağlamak, şirkette yapılan işlerden, otomasyonuna gereksinim
duyulanların analizlerini yaparak programların yazılmasını,
veri tabanlarının yaratılmasını ve depolanmasını, gerekli
test ve kontrollerin yapılmasından sonra oluşturulan
programları uygulamaya koyup kontrol edilmesini, bilgisayar
9
ve elektronik iletişim işlemlerinin uygun koşullarda
yürütülmesini sağlamakla görevlidir.
AR-GE ve CAD/CAM Müdürü:
Görevleri; yeni teknoloji uygulamalarının belirlenmesini ve
tatbikini sağlamak üzere ARGE çalışmaları yapmak ve bu
çalışmaların sonucunda imalat tipleri üzerinde gerekirse yeni
teknolojileri uygulatmak, imalat projelerini bilgisayar
destekli tasarım (CAM) resimleri haline ve daha sonra da
bilgisayar destekli üretim (CAD) resimleri haline getirmek,
imalat tezgahlarına aktarılmasını ve uygun takımların
seçilmesini sağlamak, Proje Bürosu’ndan gelen teknik
resimlerin malzeme miktar ve özellikleri ile ilgili listeler,
gerekli olan alet, kalıp, takım gibi ihtiyaçların
detaylarının sağlanabilmesi için birimler ile çok yakın
işbirliği içinde olmaktır.
Eğitim ve Dokümantasyon Şefi:
KYS ile ilgili hazırlanan ve kontrol edilen dokümanları
çoğaltmak, dağıtmak, değişiklikleri yayınlamak, geçersiz
ve/veya yürürlükten kalkan dokümanları toplamak, KYS için
gerekli işlemlerin yer aldığı tüm alanlarda dokümanları
bulundurmak,dış kaynaklı dokümanları kontrol edip
güncellemek, birimlerden gelen dokümanları arşivlemek,
gerektiğinde arşive ulaşmak, eğitim işlemlerini hazırlayıp
yürütmek görevleri arasındadır.
İmalat Başmühendisi:
10
Görevleri; tüm işlemlerin kontrollü şartlar altında
gerçekleştirilmesini sağlamak, teçhizatın planlı bakımının
programlanmasını yapmak, Genel Müdür İdari Yardımcısı’ndan
gelen Sipariş Bilgi Formu’na uygun olarak İŞ EMRİ’ni
açmak/kapatmak, üretilen makina ve tesislerin Sicil
Kartlarını hazırlamak, personelin eğitim ihtiyaçlarını
belirlemek ve kuruluş içi eğitimlerin gerçekleştirilmesini
sağlamaktır.
Üretim Planlama ve Kontrol Mühendisi:
İş programlarının öngördüğü miktar ve standartta, teknik
spesifikasyonlara uygun özellikte mal üretebilmesi amacı ile
planlar hazırlamak, iş için gerekli malzeme kullanımında
azami ekonominin sağlanması yönünde tüm tedbirleri almak,
tezgah ve işyeri yükleme programlarını hazırlamak, devam eden
işlerin programa göre durumunu takip etmek, biten işin
siparişinin kapanması için gerekli işlemleri yapmak ve ilgili
evrakları düzenleyerek diğer birimlere ulaştırmakla
görevlidir.
Ambar Şefi:
Ambardaki malların en iyi şekilde muhafazasını, ambarın temiz
ve düzenli şekilde tutulmasını sağlamak, ambalajlı olarak
veya partiler halinde gelen girdileri etiketlemek, tüm
girdilerin ambara ve stok alanlarına taşınması, depolanması
ve korunmasını sağlamak, Malzeme İstek Formlarına uygun
olarak malzeme çıkışlarını yapmak, girdilerin gruplarına göre
kalite kontrollerini yapmak/yaptırmaktan sorumludur.
11
İmalat Şefleri:
İmalat Başmühendisliğinden gelen işlerin zamanında
yetiştirilmesini sağlamak, imalatın kaliteli olması için
gerekli kontrolleri yapmak, meydana gelecek arıza ve
problemlerde ön tedbirleri almak ve bu konu ile ilgili İmalat
Başmühendisliğini haberdar etmekle sorumludur.
Bakım Şefi:
Tezgahların periyodik bakımlarını yapmak, ilgili kayıtların
tutulmasını sağlamak, sorumluluk alanına giren konularda
düzenleyici ve önleyici faaliyetlerin uygulanmasını
sağlamakla yükümlüdür.
Servis ve Yedek Parça Hizmetleri Şefi:
Görevleri; iş makinaları ve tesisler ile ilgili olan müşteri
şikayetlerini almak, yedek parça ile ilgili siparişlerin
alınmasını, tekliflerin verilmesini ve ilgili kayıtların
saklanmasını sağlamak, iş makinaları ve tesisler ile ilgili
servis taleplerini almak, yedek parçalarla ilgili müşteri
şikâyetlerini almak, değerlendirmek ve yapılacak işlemlere
karar vermek, bitmiş ürünlerin dağıtımını sağlamaktır.
İş Hazırlama Şefi:
Satın alınacak ürün ve hizmetlerin planlanması, yarı mamuller
ve bitmiş ürünlerin uygun yöntemlerle tanımlanması ve
izlenebilirliğinin sağlanması, üretim programlarının
yapılması ve değişikliklerin gerçekleştirilmesi, Proje
Bürosu’ndan gelen teknik resimlerin malzeme miktar ve
12
özellikleri ile ilgili listeler, gerekli açılım, şablon,
kalıp, takım gibi ihtiyaçlarının detaylarının sağlanabilmesi
amacıyla Proje Bürosu ile çok yakın işbirliği içinde imalata
hazırlık yapmak ve şablon, kalıp, resim vb. hazırlamak,
sipariş alınan makinalaraın malzeme sipariş listelerini
hazırlayarak teminini yapmak ve açılan iş emirlerinin kayıt
altına alınmasını sağlamakla görevlidir.
İdari Hizmetler Şefi:
Oryantasyon eğitiminin koordinasyonunu yapmak, günlük araç
giriş-çıkışlarını düzenlemek, günlük temizlik ve bahçe
düzenlemelerini yaptırmak, personelin eğitim ihtiyaçlarını
belirlemek ve kuruluş içi eğitimleri sağlamakla görevlidir.
Yardımcı İşletmeler Şefliği:
İmalatın kalitesini etkileyecek yardımcı hizmetlerin doğru
zamanda uygulanmasını sağlamak, vinç, kazan ve kompresörlerin
bakım planının yapılmasını, bakımın uygulanmasını ve
kayıtlarının tutulmasını sağlamakla görevlidir.
2.3 Personel Hakkında Genel Bilgi:
Üst Yönetim : 13 Usta Yardımcıları :
19
Müdür Yardımcıları : 2 Büro Elemanları : 3
Mühendisler : 14 Satınalma : 2
Şefler : 13 Ambar Memuru : 6
Teknikerler: : 23 Santral Memuru : 2
Teknik Ressamlar : 9 Sağlık Memuru : 1
Muhasebe Personeli : 8 Güvenlik Görevlisi : 10
13
Sekreterler : 4 Hizmet Görevlisi : 6
Operatörler : 4 İşçiler : 17
Formenler : 17 Şoförler : 9
Ustabaşı : 23 Aşçılar : 7
Ustalar : 130 Bahçıvanlar :
3
2.4. Firmadaki Mühendisler ve Endüstri Mühendisinin
İşlevleri:
Firmada 9 makina mühendisi, 1 uçak mühendisi, 1
metalurji mühendisi, 1 endüstri mühendisi, 1 elektrik
mühendisi, 1 bilgisayar mühendisi olmak üzere 14 mühendis
çalışmaktadır.
Endüstri mühendisinin fabrikadaki sorumlulukları şöyledir:
Üretim planlama ve kontrol mühendisi olarak yapılacak
imalatın akışını ve imalat sürelerinin belirlenmesini
imalat baş mühendisi ile birlikte yürütür.
Kalite yönetim sisteminin kurulması, işletilmesi ve
güncellenmesinde görevlidir.
ISO 9000’in gereği olan yönetim temsilciliğini
yürütmektedir.
3. TESİS YERLEŞİMİ
Pİ Makina Fabrikası, Ankara’nın güneyindeki Gölbaşı
ilçesinde, Ankara-Konya
karayolu’nun hemen yanında yer almaktadır. Ankara’ya uzaklığı
23 km’dir. Firmada tesis veya fabrika planlama birimi
bulunmamaktadır.
Firma şu anda imalatını bir tesisle sürdürmektedir.
Mevcut tesis; 214
idari bina, 3 üretim holü, 1 ambar, 2 yemekhane, 1 sosyal
hizmetler binası ve 1 revirden oluşmaktadır. Fabrikanın
yerleşim planı EK-1’de gösterilmiştir.
Fabrikanın konumunu tesis yerseçimi açısından
değerlendirecek olursak;
Belirtilen konumu itibariyle fabrika dahilinde pazara
ulaşma ve ürün iletme konusunda herhangi bir problem
yaşanmamaktadır. Siparişlerinin büyük bir kısmını
yurtdışından alan Pİ Makina Fabrikası, ihracat aşamasında
Türkiye’nin orta noktasında bulunmasının avantajını
kullanmaktadır. Doğu ve Kuzeydoğu’da Türki Cumhuriyetlere;
Güneydoğu’da Arap ülkelerine, Kuzeybatı’da Balkanlara
ihracat yapan firma pazarının tam ortasına yerleşmiştir.
Ayrıca Türkiye karayollarının kesiştiği önemli bir geçiş
noktasındadır.
Yan sanayi açısından tesisin yeri dezavantaj sayılabilir.
Yurt içindeki tedarikçilerine oldukça uzak konumda bulunan
fabrika bunun zorluğunu yaşamaktadır. Fakat tedarikçiler
tek bir bölgede yoğunlaşmadığından tesis yer seçimi
esnasında bu durum gözönüne alınmış olsa da aynı
sorunlarla karşılaşılması muhtemeldir.
Personel açısından firma oldukça avantajlıdır. Ankara’da
bulunan çok sayıda teknik okul sayesinde firmada kalifiye
personel sıkıntısı yaşanmamaktadır.
Fabrika kullanılan su ve elektrik bedelleri herhangi bir
teşvik vs. indirimi olmaksızın tam olarak tahsil
edilmektedir. Fabrika şehir merkezine diğer fabrikalara
nazaran daha yakın olduğu, herhangi bir sanayi bölgesi vs.
kapsamına girmediği için enerji bedeli oldukça yüksektir.
15
Özellikle yan sanayi ve enerji konusunda bazı
dezavantajları bulunan tesisin, tesis yer seçimi kararları
alındığı süreçte mevcut bölgedeki teşvik kredilerinden
yararlanmış olması bu sonuçları doğurmuştur.
4. ÜRETİM
4.1. Üretim Sistemi:
Pİ Makina Fabrikası’nda siparişe dayalı üretim sistemi
uygulanmaktadır. Üretilen iş makinası ve tesislerin yüksek
maliyetli olması aynı zamanda stoğa elverişsiz olması
nedeniyle en avantajlı sistem budur. Ürün çeşitliliğinin
yüksek, üretim miktarlarının düşük olduğu sistem kesikli
üretim sistemi olarak da adlandırılabilir.
Makina donanımı ve atölye düzenlemesi proses esaslı
olarak yapılmıştır. Makinalar özelliklerine göre
gruplandırılmışlardır. Gelen iş, değişik makinalarda,
değişik sıralarda rota ihtiyacına göre işlem görmektedir.
Üretim sistemi, fiziksel düzenlemesi açısından karmaşık iş
akışlı atölye tipindedir.
Bu üretim sistemi; esnek üretimi sağlayan tezgah, makina
ve personelin kalifikasyonunu gerektirmektedir. Bu nedenle
genel amaçlı ekipman ve fonksiyonel yerleşim sağlanmıştır.
Sistemin dezavantajı yüksek ürün çeşitliliğinin oluşturduğu
karmaşa ve düşük üretim hacminden kaynaklanan yüksek birim
maliyetlerdir.
4.2. Üretim Prosesi ve Alt Sistemler:
Fabrikada üretim prosesi üç temel bölüme ayrılmaktadır;
16
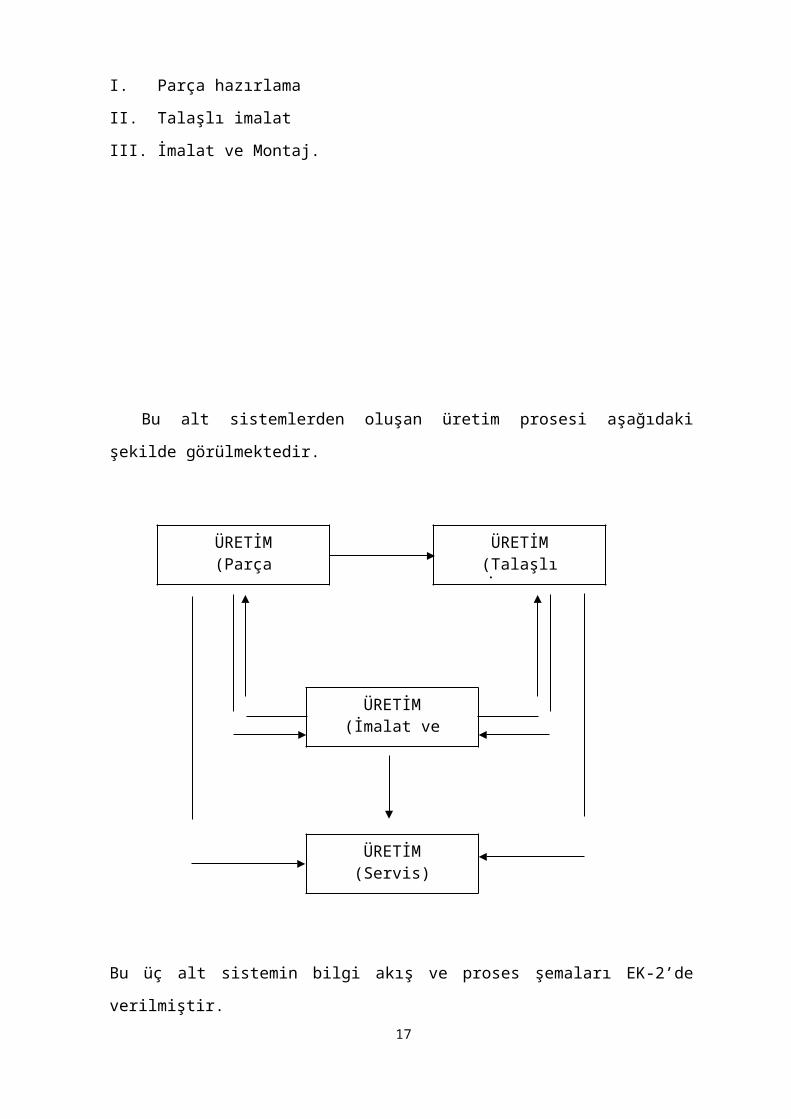
I. Parça hazırlama
II. Talaşlı imalat
III. İmalat ve Montaj.
Bu alt sistemlerden oluşan üretim prosesi aşağıdaki
şekilde görülmektedir.
Bu üç alt sistemin bilgi akış ve proses şemaları EK-2’de
verilmiştir.17
ÜRETİM(Parça
Hazırlama)
ÜRETİM(Servis)
ÜRETİM(İmalat veMontaj)
ÜRETİM(Talaşlıİmalat)
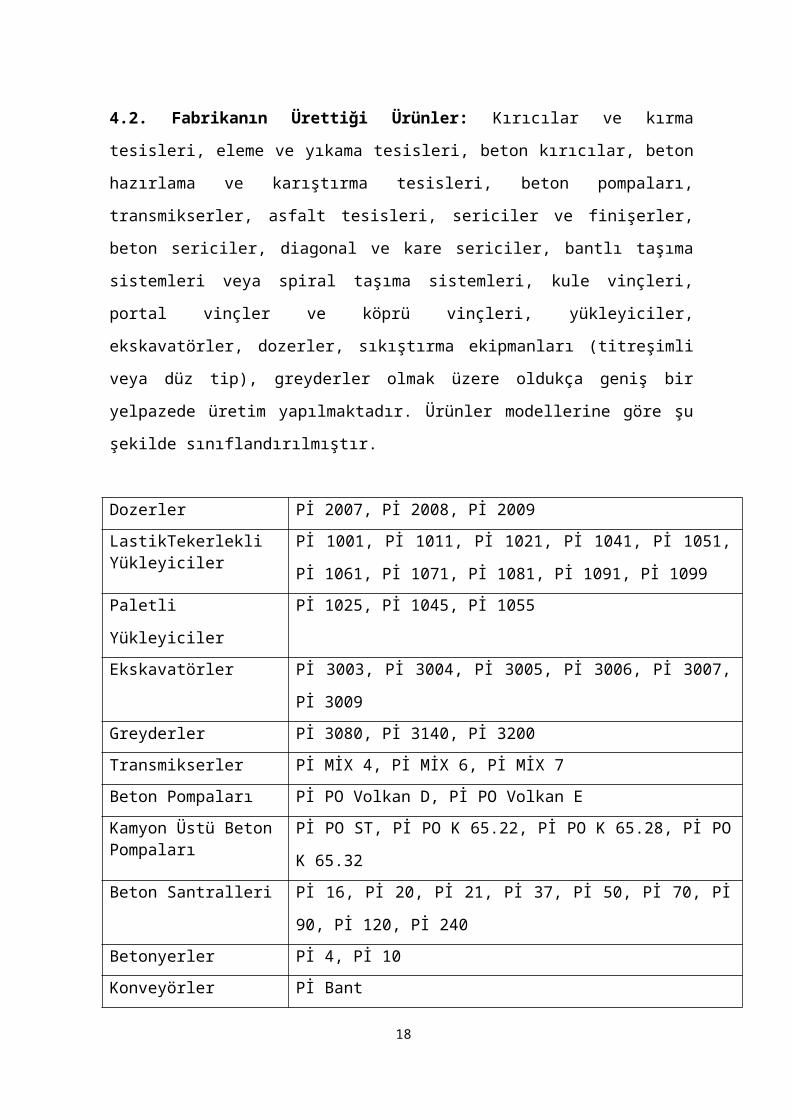
4.2. Fabrikanın Ürettiği Ürünler: Kırıcılar ve kırma
tesisleri, eleme ve yıkama tesisleri, beton kırıcılar, beton
hazırlama ve karıştırma tesisleri, beton pompaları,
transmikserler, asfalt tesisleri, sericiler ve finişerler,
beton sericiler, diagonal ve kare sericiler, bantlı taşıma
sistemleri veya spiral taşıma sistemleri, kule vinçleri,
portal vinçler ve köprü vinçleri, yükleyiciler,
ekskavatörler, dozerler, sıkıştırma ekipmanları (titreşimli
veya düz tip), greyderler olmak üzere oldukça geniş bir
yelpazede üretim yapılmaktadır. Ürünler modellerine göre şu
şekilde sınıflandırılmıştır.
Dozerler Pİ 2007, Pİ 2008, Pİ 2009LastikTekerlekliYükleyiciler
Pİ 1001, Pİ 1011, Pİ 1021, Pİ 1041, Pİ 1051,
Pİ 1061, Pİ 1071, Pİ 1081, Pİ 1091, Pİ 1099Paletli
Yükleyiciler
Pİ 1025, Pİ 1045, Pİ 1055
Ekskavatörler Pİ 3003, Pİ 3004, Pİ 3005, Pİ 3006, Pİ 3007,
Pİ 3009Greyderler Pİ 3080, Pİ 3140, Pİ 3200Transmikserler Pİ MİX 4, Pİ MİX 6, Pİ MİX 7Beton Pompaları Pİ PO Volkan D, Pİ PO Volkan EKamyonaÜstübBetonPompaları
Pİ PO ST, Pİ PO K 65.22, Pİ PO K 65.28, Pİ PO
K 65.32Beton Santralleri Pİ 16, Pİ 20, Pİ 21, Pİ 37, Pİ 50, Pİ 70, Pİ
90, Pİ 120, Pİ 240Betonyerler Pİ 4, Pİ 10Konveyörler Pİ Bant
18
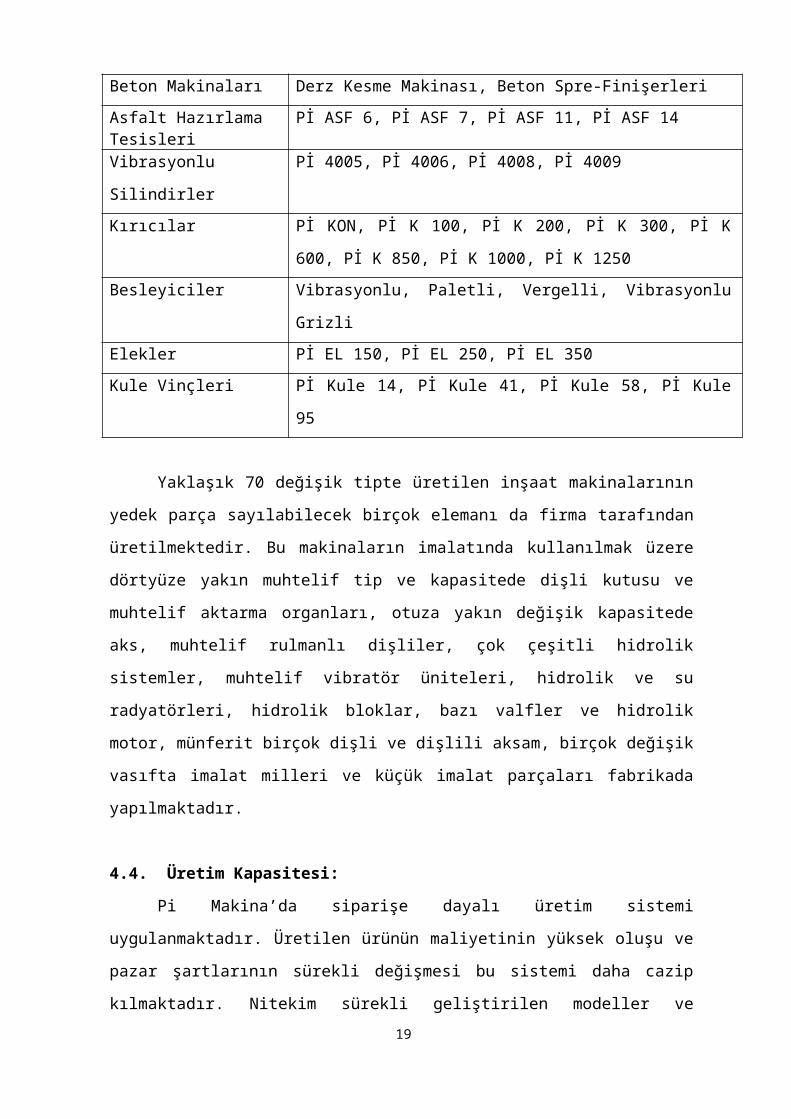
Beton Makinaları Derz Kesme Makinası, Beton Spre-FinişerleriAsfaltaHazırlamaTesisleri
Pİ ASF 6, Pİ ASF 7, Pİ ASF 11, Pİ ASF 14
Vibrasyonlu
Silindirler
Pİ 4005, Pİ 4006, Pİ 4008, Pİ 4009
Kırıcılar Pİ KON, Pİ K 100, Pİ K 200, Pİ K 300, Pİ K
600, Pİ K 850, Pİ K 1000, Pİ K 1250Besleyiciler Vibrasyonlu, Paletli, Vergelli, Vibrasyonlu
GrizliElekler Pİ EL 150, Pİ EL 250, Pİ EL 350Kule Vinçleri Pİ Kule 14, Pİ Kule 41, Pİ Kule 58, Pİ Kule
95
Yaklaşık 70 değişik tipte üretilen inşaat makinalarının
yedek parça sayılabilecek birçok elemanı da firma tarafından
üretilmektedir. Bu makinaların imalatında kullanılmak üzere
dörtyüze yakın muhtelif tip ve kapasitede dişli kutusu ve
muhtelif aktarma organları, otuza yakın değişik kapasitede
aks, muhtelif rulmanlı dişliler, çok çeşitli hidrolik
sistemler, muhtelif vibratör üniteleri, hidrolik ve su
radyatörleri, hidrolik bloklar, bazı valfler ve hidrolik
motor, münferit birçok dişli ve dişlili aksam, birçok değişik
vasıfta imalat milleri ve küçük imalat parçaları fabrikada
yapılmaktadır.
4.4. Üretim Kapasitesi:
Pi Makina’da siparişe dayalı üretim sistemi
uygulanmaktadır. Üretilen ürünün maliyetinin yüksek oluşu ve
pazar şartlarının sürekli değişmesi bu sistemi daha cazip
kılmaktadır. Nitekim sürekli geliştirilen modeller ve19
müşterinin özel isteklerine göre üretim gibi avantajlar bu
sistemin uygulanması sonucu elde edilmiştir.
Fabrika tek vardiya olarak haftada 6 gün çalışmaktadır.
Bu normal mesai şartlarında yıllık üretim kapasitesi; 250 iş
makinası ve 10000 ton çelik konstrüksiyonu olarak
hesaplanmıştır. Alınan siparişler doğrultusunda 2004 ve 2005
yıllarında imalat kapasitesi tamamen dolu olmakla birlikte
tezgah ve personel faydalı kullanım oranlarının (FKO) %80
civarında olduğu yapğılan zaman etüdlerinde tesbit
edilmiştir. Dolayısıyla fabrikanın faydalı kullanım
oranlarının düşük olması kapasitenin yüksekolmasına rağmen
imalat hızının düşmesine nedenolmaktadır. Siparişlerin
arttığı ve üretimin yoğunlaştığı dönemlerde fazla mesai
uygulaması yapılarak imalata devam edilir.
Pi Makina genellikle üst şirketi olan ERG İnşaat A.Ş.
için üretim yaptığı ve ihale yoluyla makina sattığı için son
3 yılın üretim miktarlarının ve bu dönemlere ait fiyatların,
fiyat analiz bilgilerinin stajerlere verilmesi firma
yetkililerince uygun bulunmamıştır.
4.5. Temel Hammaddeler:
- Saclar
- Profil Malzemeler
- Döküm Malzemeler
- Çelik Borular
- İmalat Çelikleri
4.6. Makina-Teçhizat:
20
Pİ Makina Fabrikasında hem talaşlı hem de talaşsız
imalat yapılmaktadır. Üretime yardımcı olan mevcut holler;
parça hazırlama holü, imalat-montaj komple tesis imalat holü,
imalat-montaj iş makinaları imalat holü, revizyon holü,
boyahane, kumlama, piston imalat holü ve talaşlı imalat holü.
Fabrikada mevcut olan bu hollerde kullanılan tezgah tip ve
sayıları aşağıda verilmiştir.
Parça Hazırlama Holü:
1 adet boru bükme tezgahı 1 adet CNC oksijen
kesme tezgahı
1 adet kaynak robotu 1 adet kumlama
tezgahı
4 adet radyal matkap 4 adet redresör
kaynak makinesi
1 adet optik oksijen tezgahı 1 adet bükme
silindirik (roundo)
2 adet silindirikkolonlu matkap 14 adet trajo kaynak
makinası
3 adet vals (bükme silindiri) 1 adet daire testere
34 adet gazaltı kaynak makinası 1 adet giyotin makas
1 adet hidrolik daire testere bileme tezgahı 2 adet hidrolik
daire tezgahı
4 adet hidrolik pres 1 adet kombine makas
2 adet yatay başlıklı testere 1 yatay şerit testere
İmalat-Montaj Komple Tesis İmalat Holü:
2 adet gazaltı kaynak makinası 1 adet hidrolik pres
21
2 adet redresör kaynak makinası 1 adet silindirik
kolonlu matkap
İmalat-Montaj İş Makinaları İmalat Holü:
1 adet abkant 1 adet el makası
1 adet daire testere 1 adet gazaltı kaynak
makinası
1 adet eksantrik pres 1 adet giyotin makas
1 adet punta kaynak makinası 2 adet silindirik
kolonlu matkap
1 adet seyyar plazma kaynak makinası 1 adet tık tık kesme
makinası
1 adet seyyar plazma kesme makinası 1 adet trafo kaynak
makinası
Revizyon Holü:
3 adet gazaltı kaynak makinası 1 adet punta kaynak
makinası
1 adet redresör kaynak makinası 1 adet giyotin makas
1 adet kollu mekanik makas 1 adet silindirik
kolonlu matkap
1 adet hidrolik pres 1 adet kenet makinası
3 adet trafo kaynak makinası
Boyahane:
2 adet seyyar boya makinası
Kumlama:
22
2 adet elle kumlama makinası 1 adet otomatik
kumlama makinası
Piston İmalat Holü:
1 adet hortum kesme makinası 1 adet hortum taşlama
makinası
1 adet silindirik kolonlu matkap 2 adet hortum presi
1 adet redresör kaynak makinası
Talaşlı İmalat Holü:
3 adet azdırma 4 adet CNC torna
2 adet dik işleme merkezi 1 adet dik planya
1 adet düz konik dişli 1 adet fellow
1 adet planya 1 adet nümerik torna
1 adet lepleme tezgahı 1 adet kontrol
tezgahı
1 adet konik helis dişli açma tezgahı 3 adet freze
2 adet radyal matkap 1 adet satıh taşlama
tezgahı
1 adet redresör kaynak makinası 1 adet silindirik
kolonlu matkap
2 adet matkap bileme tezgahı 18 adet torna
5 adet yatay delik tezgahı 2 adet silindirik
taşlama tezgahı
23
2 adet takım bileme tezgahı 1 adet takım dizme
tezgahı
1 adet yatay şerit testere
5. ÜRETİM PLANLAMA
Fabrikada üretim planlama ile ilgili herhangi bir paket
program kullanılmamaktadır. Üretim planları üretim planlama
ve kontrol mühendisi, imalat baş mühendisi ve iş hazırlama
şefi tarafından siparişler doğrultusunda kısa vadeli olarak
hazırlanmaktadır. Üretim planlama aşamasında bilgisayar
ortamında MS Project programından faydalanılmaktadır.
5.1. Üretim Planlama Prosesi:
Ürün bilgilerini içeren sipariş bilgi formuna göre imalat
başmühendisi tarafından iş emirleri hazırlanır ve ilgili
birime gönderilir.
Bu iş emirleri üretim takip formuna kaydedilir.
İş emirleri ve genel üretim programı formuna göre imalat
başmühendisi ile üretim planlama ve kontrol mühendisi
tarafından “Genel Üretim Programı” yapılır.
Ayrıntılı iş emri bilgilerini içeren iş emri üretim
programı hazırlanır ve ilgili şefliklere gönderilir.
Proje bürosundaki teknik ressamlar tarafından ürün
bilgilerini ve ilgili üretim birimlerini içeren iş emri ve
proje listesine göre arşivden orjinal projeler çıkarılır.
Teknik resimler çoğaltılır, düzeltilir, uygunolmayanlar
tekrar çizilerek proje müdürü tarafından onaylanır.
Hazırlanan teknik resimler iş hazırlama şefliğine
gönderilir.
24
İş hazırlama Şefliği bu resimler ve iş emirleri ile “Genel
Üretim Listesi” ve “Malzeme Listesini” hazırlar.
Malzeme ve hizmet ihtiyacı belirlenir. Bu listeler imalat
baş mühendisliğince onaylanır.
İş hazırlama şefliği talaşlı imalat planını hazırlayarak,
planlama bilgilerini talaşlı imalat şefliğine iletir.
Ar-Ge CAD/CAM müdürlüğü tarafından CAD/CAM programı
hazırlanır ve talaşlı imalat şefliğine gönderilir.
Parça hazırlama ve imalat-montaj planları da genel üretim
listesine göre hazırlanarak ilgili şefliklere planlama
bilgileri ve gerekli teknik resimlerle birlikte iletilir.
İlgili imalat şefi, imalat şefliği üretim programını
yaparak ekipleri görevlendirir.
5.2. Değişken Üretim Hızına Göre 3 Aylık Üretim Planı:
Firmada siparişe göre üretim yapıldığı için kilit nokta
müşteriden gelen taleptir. Değişen talep miktarı stoklar
sabit seviyede tutulup üretim hızı değiştirilerek
dengelenmeye çalışılır.
Değişken üretim hızına göre planlamanın en önemli yararı
stoklama maliyetlerinin düşürülerek belirli bir düzeyde
kalamasına olanak vermesidir. Dezavantajı ise üretim hızını
talep miktarına göre ayarlayabilmek için yapılan fazla mesai,
ikinci vardiya, işe alma ve işten çıkarmaların yaratacağı
parasal ve hukuki sorumluluklardır.
Aşağıda şu an yapımı devam etmekte olan beton santralinin
komple tesis imalat grubundaki (kesim, imalat, kaynak, boya)
3 aylık üretim planı yapılmıştır. Üretim planı yapılırken
25
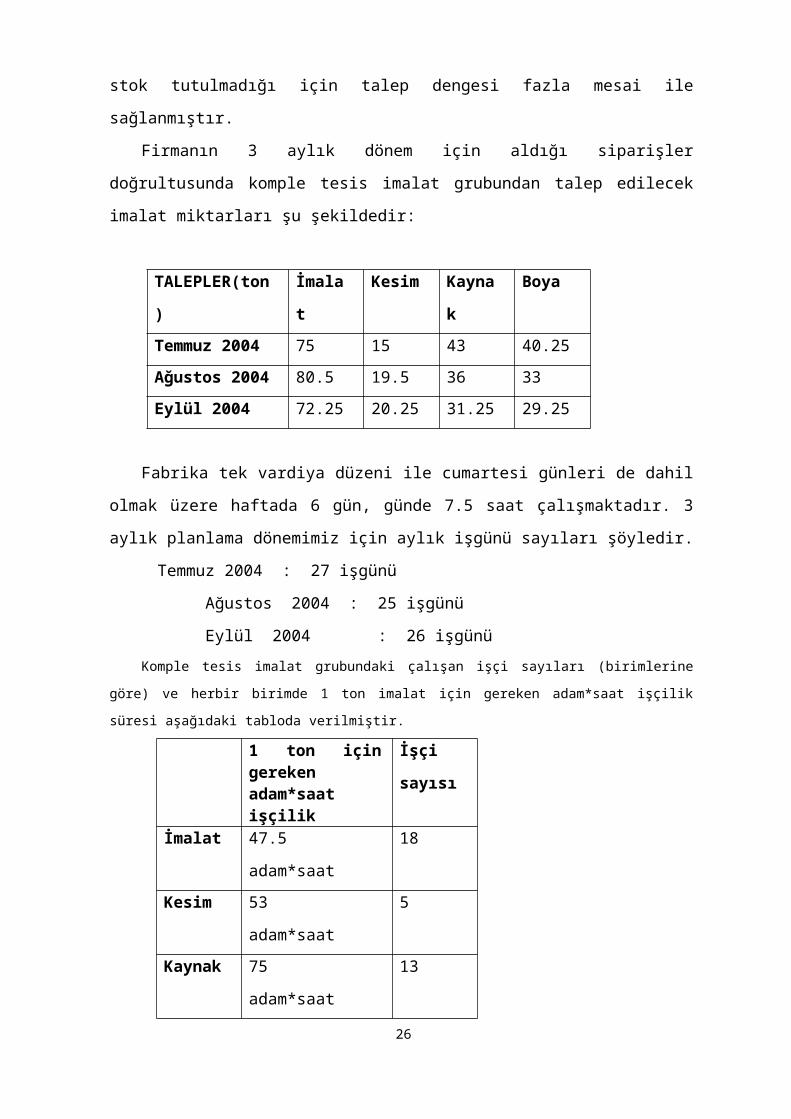
stok tutulmadığı için talep dengesi fazla mesai ile
sağlanmıştır.
Firmanın 3 aylık dönem için aldığı siparişler
doğrultusunda komple tesis imalat grubundan talep edilecek
imalat miktarları şu şekildedir:
TALEPLER(ton
)
İmala
t
Kesim Kayna
k
Boya
Temmuz 2004 75 15 43 40.25Ağustos 2004 80.5 19.5 36 33Eylül 2004 72.25 20.25 31.25 29.25
Fabrika tek vardiya düzeni ile cumartesi günleri de dahil
olmak üzere haftada 6 gün, günde 7.5 saat çalışmaktadır. 3
aylık planlama dönemimiz için aylık işgünü sayıları şöyledir.
Temmuz 2004 : 27 işgünü
Ağustos 2004 : 25 işgünü
Eylül 2004 : 26 işgünüKomple tesis imalat grubundaki çalışan işçi sayıları (birimlerine
göre) ve herbir birimde 1 ton imalat için gereken adam*saat işçilik
süresi aşağıdaki tabloda verilmiştir.
1 ton içingerekenadam*saatişçilik
İşçi
sayısı
İmalat 47.5
adam*saat
18
Kesim 53
adam*saat
5
Kaynak 75
adam*saat
13
26

Boya 45
adam*saat
10
Bu verilere göre 3 aylık üretim planı şu şekilde
oluşmaktadır:
İmalat:
A : Aylık üretim ihtiyacı (ton)
B : Aylık adam*saat işçilik ihtiyacı (A*47.5)
C : Aylık çalışılan gün sayısı
D : İşgücü başına aylık çalışma saati (C*7.5)
E : Mevcut aylık adam*saat çalışma süresi (D*18)
F : Aylık adam*saat fazla mesai ihtiyacı (B-E)
G : İşgücü başına aylık fazla mesai süresi (F/18)
Ay A B C D E F G Temmuz 75 3562.5 27 202.5 3645 - - Ağusto
s
80.5 3823.7
5
25 187.5 3375 448.7
5
25
Eylül 72.2
5
3432 26 195 3510 - -
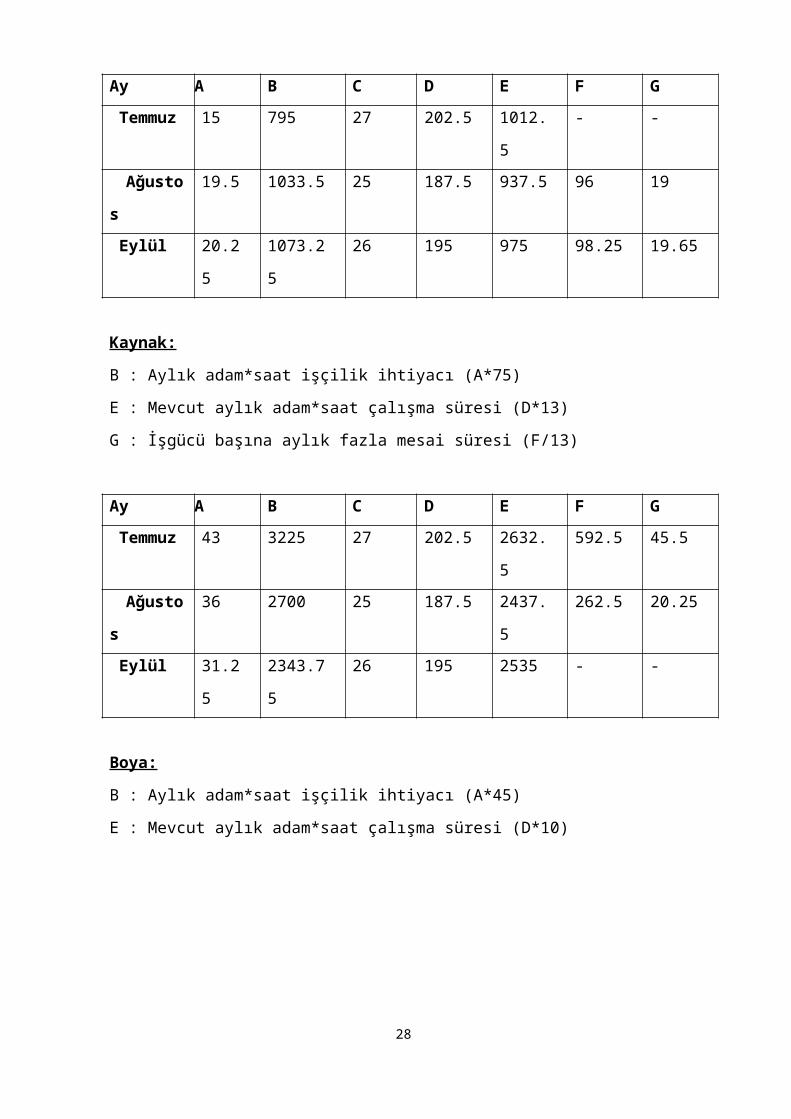
Kesim:
B : Aylık adam*saat işçilik ihtiyacı (A*53)
E : Mevcut aylık adam*saat çalışma süresi (D*5)
G : İşgücü başına aylık fazla mesai süresi (F/5)
27
Ay A B C D E F G Temmuz 15 795 27 202.5 1012.
5
- -
Ağusto
s
19.5 1033.5 25 187.5 937.5 96 19
Eylül 20.2
5
1073.2
5
26 195 975 98.25 19.65
Kaynak:
B : Aylık adam*saat işçilik ihtiyacı (A*75)
E : Mevcut aylık adam*saat çalışma süresi (D*13)
G : İşgücü başına aylık fazla mesai süresi (F/13)
Ay A B C D E F G Temmuz 43 3225 27 202.5 2632.
5
592.5 45.5
Ağusto
s
36 2700 25 187.5 2437.
5
262.5 20.25
Eylül 31.2
5
2343.7
5
26 195 2535 - -
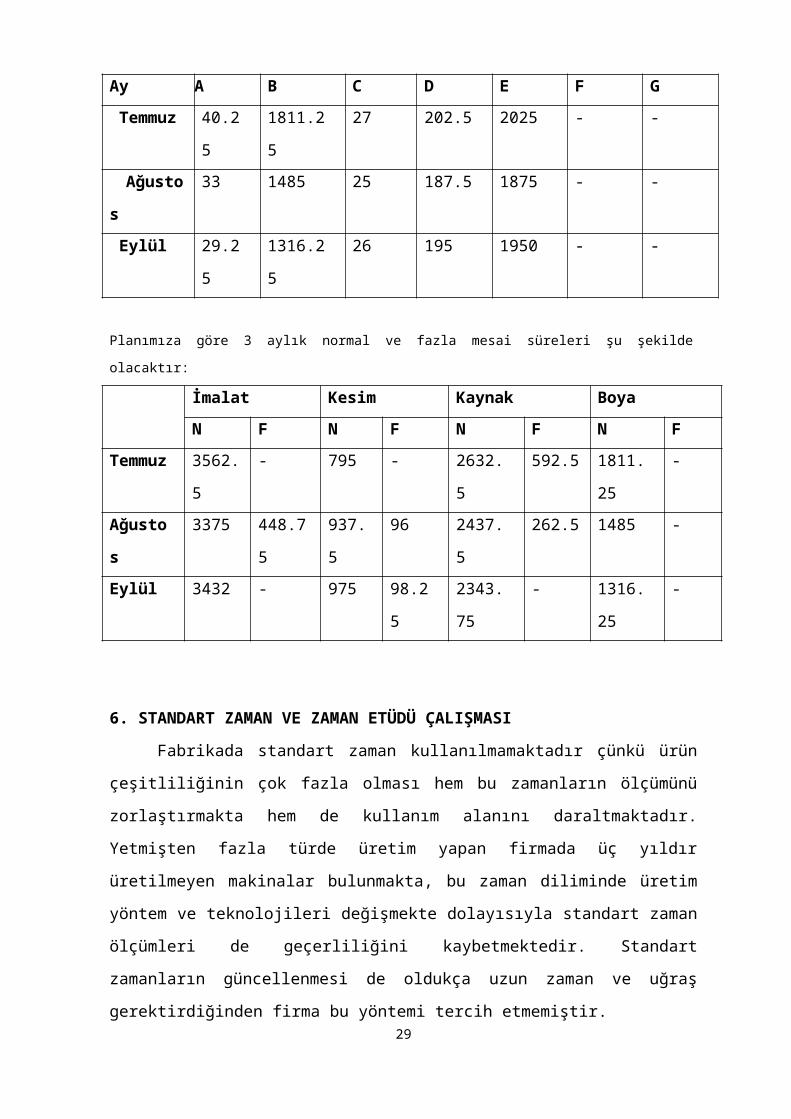
Boya:
B : Aylık adam*saat işçilik ihtiyacı (A*45)
E : Mevcut aylık adam*saat çalışma süresi (D*10)
28
Ay A B C D E F G Temmuz 40.2
5
1811.2
5
27 202.5 2025 - -
Ağusto
s
33 1485 25 187.5 1875 - -
Eylül 29.2
5
1316.2
5
26 195 1950 - -
Planımıza göre 3 aylık normal ve fazla mesai süreleri şu şekilde
olacaktır:
İmalat Kesim Kaynak BoyaN F N F N F N F
Temmuz 3562.
5
- 795 - 2632.
5
592.5 1811.
25
-
Ağusto
s
3375 448.7
5
937.
5
96 2437.
5
262.5 1485 -
Eylül 3432 - 975 98.2
5
2343.
75
- 1316.
25
-
6. STANDART ZAMAN VE ZAMAN ETÜDÜ ÇALIŞMASI
Fabrikada standart zaman kullanılmamaktadır çünkü ürün
çeşitliliğinin çok fazla olması hem bu zamanların ölçümünü
zorlaştırmakta hem de kullanım alanını daraltmaktadır.
Yetmişten fazla türde üretim yapan firmada üç yıldır
üretilmeyen makinalar bulunmakta, bu zaman diliminde üretim
yöntem ve teknolojileri değişmekte dolayısıyla standart zaman
ölçümleri de geçerliliğini kaybetmektedir. Standart
zamanların güncellenmesi de oldukça uzun zaman ve uğraş
gerektirdiğinden firma bu yöntemi tercih etmemiştir. 29
Sipariş ve teslim sürelerinin belirlenmesi için
karşılaştırma ve tahmin metodu kullanılmaktadır. Gelen
siparişe üretim karakteristiği açısından en çok benzeyen
ürünler geriye dönük olarak taranır ve en yakın zamanda
teslim edilen siparişle karşılaştırılır. Farklı noktalarda
tahmin devreye girerek yaklaşık bir teslim süresi tespit
edilir ve güven aralığı da eklenerek müşteriye bildirilir.
Aşağıda stajım esnasında Talaşlı İmalat bölümündeki torna
makinasında mil tornalama operasyonunun standart zamanını
tespit etmek için yaptığım zaman etüdü çalışması
bulunmaktadır.
Seçilen İşin Elemanlarına Ayrılması:
1. Parçanın malzeme sepetinden alınıp makinaya bağlanması
2. Yüzey temizleme
3. Alın tornalama
4. Punta deliklerinin açılması
5. Ölçme-kontrol
6. Parçanın sökülmesi ve malzeme sepetine geri bırakılması
İşin elemanları ve akışı bu şekilde belirlenerek zaman
etüdü tekniği uygulanmak üzere ölçümler yapılmıştır. Toplanan
veriler Z2 formunda görülmektedir:
30
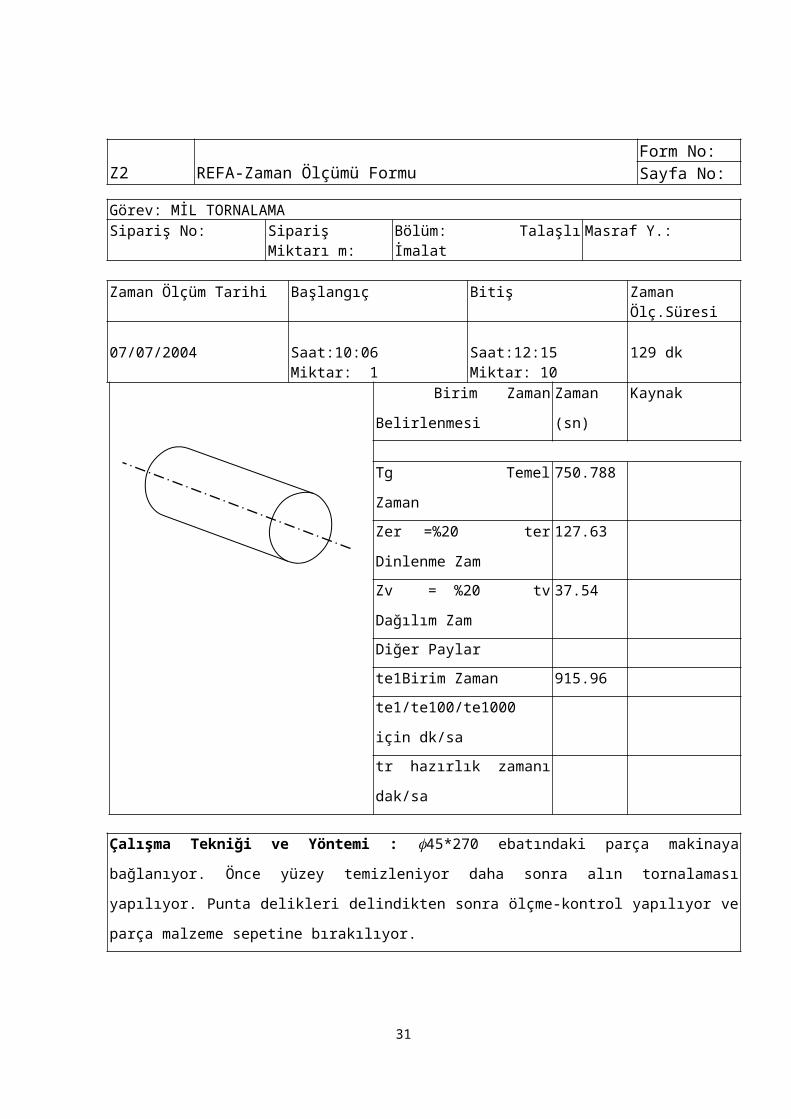
Z2 REFA-Zaman Ölçümü FormuForm No:Sayfa No:
Görev: MİL TORNALAMASipariş No: Sipariş
Miktarı m: Bölüm: Talaşlıİmalat
Masraf Y.:
Zaman Ölçüm Tarihi Başlangıç Bitiş ZamanÖlç.Süresi
07/07/2004 Saat:10:06Miktar: 1
Saat:12:15Miktar: 10
129 dk
Birim Zaman
Belirlenmesi
Zaman
(sn)
Kaynak
Tg Temel
Zaman
750.788
Zer =%20 ter
Dinlenme Zam
127.63
Zv = %20 tv
Dağılım Zam
37.54
Diğer Paylarte1Birim Zaman 915.96te1/te100/te1000
için dk/satr hazırlık zamanı
dak/sa
Çalışma Tekniği ve Yöntemi : 45*270 ebatındaki parça makinaya
bağlanıyor. Önce yüzey temizleniyor daha sonra alın tornalaması
yapılıyor. Punta delikleri delindikten sonra ölçme-kontrol yapılıyor ve
parça malzeme sepetine bırakılıyor.
31
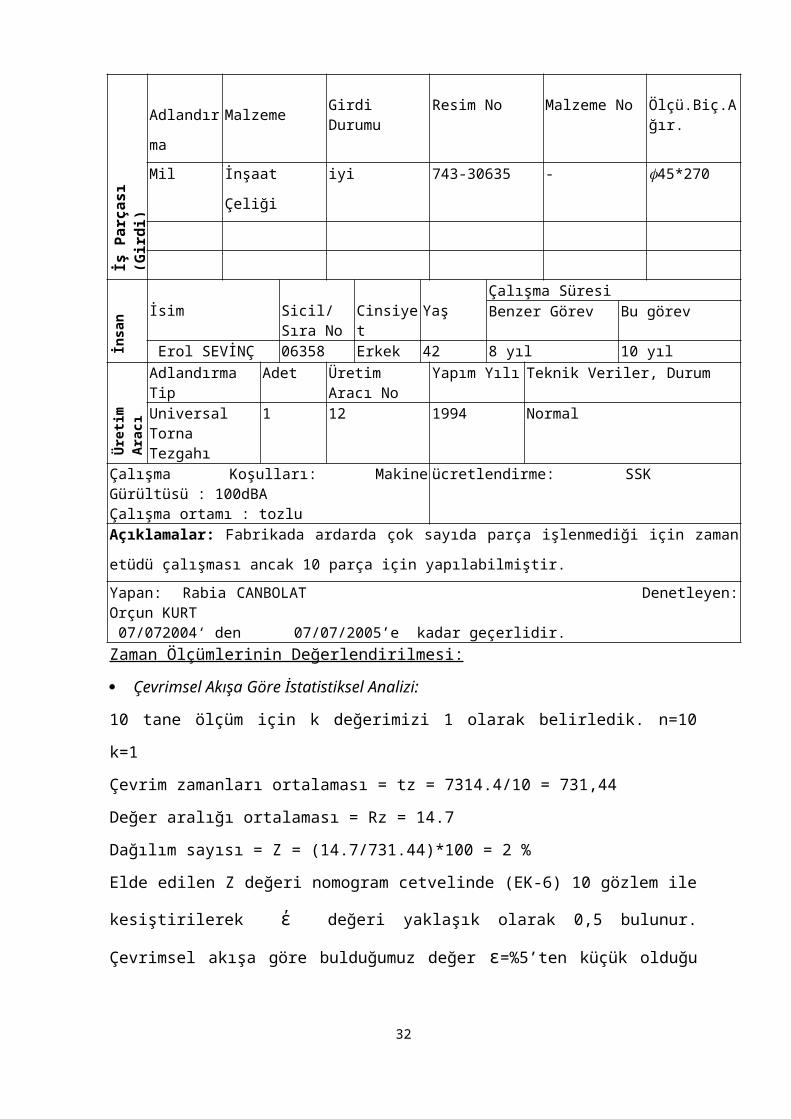
İş P
arça
sı(Gir
di)
Adlandır
ma
Malzeme GirdiDurumu
Resim No Malzeme No Ölçü.Biç.Ağır.
Mil İnşaat
Çeliği
iyi 743-30635 - 45*270
İnsan İsim Sicil/
Sıra NoCinsiyet
YaşÇalışma SüresiBenzer Görev Bu görev
Erol SEVİNÇ 06358 Erkek 42 8 yıl 10 yıl
Üretim
Aracı
AdlandırmaTip
Adet ÜretimAracı No
Yapım Yılı Teknik Veriler, Durum
UniversalTornaTezgahı
1 12 1994 Normal
Çalışma Koşulları: MakineGürültüsü : 100dBA Çalışma ortamı : tozlu
ücretlendirme: SSK
Açıklamalar: Fabrikada ardarda çok sayıda parça işlenmediği için zaman
etüdü çalışması ancak 10 parça için yapılabilmiştir.Yapan: Rabia CANBOLAT Denetleyen:Orçun KURT 07/072004‘ den 07/07/2005’e kadar geçerlidir.Zaman Ölçümlerinin Değerlendirilmesi:
Çevrimsel Akışa Göre İstatistiksel Analizi:
10 tane ölçüm için k değerimizi 1 olarak belirledik. n=10
k=1
Çevrim zamanları ortalaması = tz = 7314.4/10 = 731,44
Değer aralığı ortalaması = Rz = 14.7
Dağılım sayısı = Z = (14.7/731.44)*100 = 2 %
Elde edilen Z değeri nomogram cetvelinde (EK-6) 10 gözlem ile
kesiştirilerek έ değeri yaklaşık olarak 0,5 bulunur.
Çevrimsel akışa göre bulduğumuz değer ε=%5’ten küçük olduğu
32
için gözlemlerimiz sayıca yeterli ve kabul edilebilirdir.
Güven aralığımız %99,5dir.
Tek Akış Dilimlerine Göre İstatistiksel Analiz:
1.Akış Dilimi: Rz=(88,0-82,1) = 5,9
2.Akış Dilimi: Rz=(244,3-283,3) = 6
3.Akış Dilimi: Rz=(35,3-33,6) = 1,7
4.Akış Dilimi: Rz=(337,2-325) =12,2
5.Akış Dilimi: Rz=(25,9-22,7) = 3,2
6.Akış Dilimi: Rz=(22,3-20,3) = 2
Akış Dilimleri İçin Dağılım Sayısının (Z Değerinin)
Belirlenmesi:
1.Akış Dilimi : Z = (5,9/84,42)*100 = 6,99
2.Akış Dilimi : Z = (6/240,9)*100 = 2,49
3.Akış Dilimi : Z = (1,7/34,18)*100 = 4,97
4.Akış Dilimi : Z = (12,2/342,95)*100 = 3,56
5.Akış Dilimi : Z = (3,2/24,06)*100 = 13,30
6.Akış Dilimi : Z = (2/21,26)*100 = 9,41
Akış dilimleri için bulunan dağılım sayısı (Z) değerlerini,
ilgili akış dilimlerindeki çevrim sayıları ile kesiştirilerek
epsilon değerleri bulunur.
1.Akış Dilimi : ε =%1,52.Akış Dilimi : ε =%0,63.Akış Dilimi : ε =%1,24.Akış Dilimi : ε =%0,85.Akış Dilimi : ε =%36.Akış Dilimi : ε =%2,3
33
Bulduğumuz έ değerlerini tek akış dilimleri için belirlenen
ε=%10 hata payı ile karşılaştırdık sonuçta; tüm akış
dilimlerinin %90 güvenilirliği sağladığı sonucunu bulduk .
Bu iş için dinlenme zamanı payı, dinlenme payları
tablosundan %17 olarak hesaplanmıştır. Dağılım zamanı oranı
Zv ‘nin %5 olduğu kabulü ile dinlenme ve dağılım zamanları şu
şekilde hesaplanır.
tg = 750.788
ter = Zer x tg = 0,17 x 750,788 = 127,63
tv = Zv x tg = 0,05 x 750,788 = 37,54
İşin standart zamanı:
te = tg + ter + tv = 750.788 + 127,63 + 37,54 = 915,96
7. BİLGİ AKIŞI
Fabrika içerisinde bölümlerarası iletişimin düzenli ve
sistematik olarak sağlanabilmesi için doküman ve belgelerin
dolaşımı 5 ayrı server aracılığıyla yapılmaktadır. Elektronik
ortamda hazır bulundurulan form ve rapor formatları sayesinde
bilginin detaylı ve düzgün iletilmesi sağlanmaktadır.
Fabrikada dolaşıma giren bir mamul veya yarımamul için ise
bilgi iletimi şu formlarla yapılmaktadır:
Sevk Pusulası: Malzemelerin fabrikaya girmesi veya fabrikadan
çıkması için gerekli olan tanıtım formudur. Bu pusulalar
sayesinde fabrikanın almış ve satmış olduğu malzemelerin
kayıtları tutulmaktadır.
İş Emri: Üretimin sağlanabilmesi, üretim için harcanacak olan
maliyetlerin hesaplanması ve üretimde gerekli olan
malzemelerin ambarda tespiti için kullanılan önemli bir
34

komuttur. Bu iş emri formları bu iş emrini veren birim
tarafından doldurulur ve bu işle ilgilenecek olan birimlere
dağıtılır.
Stok Kartları: Ambarda, ambar sorumlusu tarafından mevcut
olan malzemelerin kolayca hazırlanabilmesi ve diğer
birimlerin de ambardan malzeme talep ettiklerinde malzemenin
stok durumunu kolayca öğrenebilmeleri amacıyla kullanılan bir
komuttur.
Teknik Resim: Üretilecek olan ürünün Auto Cad programı ile
kağıda dökülmüş halidir.
Fabrikada bölümlerarası resmi bilgi akışı ve aynı
zamanda genel proses şu şekildedir:
35

YÖNETİMİN GÖZDEN GEÇİRMESİ
BAKIM EĞİTİM
SATIŞ
ÜRETİM PLANLAMASATIN ALMA
TASARIM ve GELİŞTİRMEKALİBRASYON
TEDARİKÇİ DEĞERLENDİRME
ÜRETİM
MÜŞTERİ MEMNUNİYETİNİ DEĞERLENDİRME
MÜŞTERİ ŞİKAYETLERİNİ DEĞERLENDİRME
DÜZELTİCİ FAALİYETLER
ÖNLEYİCİ FAALİYETLER
YÖNE
TİM
SO
RUM
LULU
ĞUKA
YNAK
YÖ
NETİ
Mİ
ÜRÜN
GE
RÇEK
LEŞT
İRM
EÖL
ÇME,
ANA
LİZ
VE
İYİL
EŞTİ
RME
PROSESLERİN GEÇERLİLİĞİ
Rutin
Yeni Ürün
İÇ TETKİK
8. TEDARİK SİSTEMİ
Kuruluş politikası satınalınan ve kaliteyi doğrudan
etkileyen ürün ve hizmetlerin belirlenen şartlara uygun
36
olmasını sağlamaktır. Tedarikçiye ve satınalınan ürüne
uygulanan kontrolün tipi ve içeriği, satınalınan ürünün,
sonraki ürün gerçekleştirilmesine olan etkisine bağlıdır.
Tedarikçiler kuruluş şartlarını karşılayan ürün sağlama
yeteneğine göre değerlendirilir ve seçilir. Değerlendirme ve
seçme kriterleri belirlenmiş olup değerlendirme sonuçları ile
ilgili kayıtlar saklanır.
Satınalma siparişlerinde ihtiyaç duyulan ürün veya
hizmetin açık bir tanımı, ilgili standart veya
spesifikasyonun tanımı bulunur. Bu bilgiler tedarikçiye
gönderilmeden önce, yeterlilik açısından gözden geçirilir.
Satınalınan ürünün belirlenen şartları karşılamasını
sağlamak için gerekli kontroller uygulanır. Alınan ürünler,
tedarikçinin yerinde doğrulanmamaktadır.
Firma, üretimde kullandığı boru, profil vb bazı
malzemeleri ülkemizin önde gelen sanayi kuruluşlarından ihale
ve teklif yoluyla temin etmektedir. Bunun dışında motor,
aşınmaya dayanıklı sac ve diğer bazı parçalar için yurtiçinde
yeterli kalitede üretim yapılmadığından dolayı ithalat yoluna
gidilmiştir. Yurtiçinde üretilen motor gibi ana parçalarda CE
işareti olmamasından dolayı firma İtalya, Almanya, Amerika ve
İsveç’ten parça ithal etmektedir. İthalat tutarları gizli
bilgi kapsamında olduğu için staj raporunda sunulamamıştır.
Firmanın yurtiçinden ve dışından satınaldığı parça ve
yarımamulleri fabrikada üretmek için herhangi bir girişimi ve
yatırımı yoktur. Bu durum fabrikanın ürün çeşitliliğinin çok
fazla olması ve bu yatırımların tutarının getireceği karı
karşılayamamasından kaynaklanmaktadır.
37
Firmadaki malzeme tedarik/satınalma süreci şu
şekildedir:
Birimler Malzeme İstek Formu’yla malzeme talebini İkmal
Müdürlüğüne yaparlar.
Malzeme ve hizmet bilgileri kontrol edilerek ihtiyaç
onaylanır.
Malzemenin stok durumu kontrol edilir, stok yeterli ise
ihtiyaç stoktan karşılanır.
Stok yetersiz ise tedarikçilerden teklif istenir.
Alınan teklifler değerlendirilerek tedarikçi seçilir ve
sipariş verilir.
Eğer hizmet ihtiyacı varsa aynı şekilde tedarikçilerden
teklif istenir, alınan teklifler değerlendirilerek
tedarikçi seçilir.
Sipariş edilen malzeme fabrikaya ulaştığında ilk kontrolü
yapılır. Muayene ve deney durumuna göre A veya B grubu
olarak ayrılır. A grubu girdiler ilk kontrolün ardından
depolanır. B grubu girdiler ise Kalite Kontrol Müdürlüğü
tarafından numune alınıp muayene ve deneyi yapıldıktan
sonra ambara gönderilir.
Malzeme veya hizmet için kalite değerlemesi yapılarak
tedarikçi değerlendirme sistemine işlenir.
Firmada tedarikçi değerlendirme prosesi şöyledir: İkmal
Müdürlüğü tarafından ham ve yarı mamul temin edilen
tedarikçiler belirlenir. Her tedarikçi için bir sicil kartı
ve üçer aylık performans değerlendirme formları tutulur. Bu
formlarda tedarikçiden istenilen ve gerçekleşen sipariş
miktarları karşılaştırılarak programa uyum notu ve gelen
siparişin kontrolünden sonra kabul edilen miktar baz alınarak
38
ürün kalitesi notu verilmektedir. Programa uyum notları şu
şekilde hesaplanır;
Zamanında teslim = 100
1-2 günlük gecikme = 80
3-7 günlük gecikme = 60
7 günden çok gecikme = 20
Bu aşamadan sonra her tedarikçi için performans notu
hesaplanır. Bu değerlendirme için programa uyum notu (P) ve
ürün kalitesi notu (K) kullanılır.
Performans Notu = 0.7 K + 0.3 P
Performans notu belirlenen tedarikçilerden notu 70’in
üzerinde olanlar tedarikçi listesinde tutulmaya devam edilir.
Notu 60-70 arasında olanlar için öncelikle sağladığı ham veya
yarı mamulün tek kaynağı olup olmadığına bakılır. Eğer tek
kaynaksa tedarikçi uyarılarak ürün kalitesi ve programa
uyumunu arttırması istenir. Tek kaynak değilse potansiyel
tedarikçi listesine alınarak ilk etapta tercih dışı
bırakılır. Her tedarikçi için değerlendirme sonuçları ve
sistem notu tedarikçi sicil kartlarına işlenir. EK-3’te
tedarikçi sicil kartı ve tedarikçi performans değerlendirme
formlarının örnekleri sunulmuştur.
Bu sistem sayesinde imalatta kullanılan ham ve yarı
mamullerin zamanında temin edilmesi ve tedarikçilerin sürekli
kontrol altında tutulması sağlanır.
9. STOK SİSTEMİ
Fabrikada stok kontrol ve planlama birimi
bulunmamaktadır. Siparişe dayalı üretim yapıldığından dolayı
39
amaç minimum stokla dolayısıyla da minimum stok maliyeti ile
üretim yapmak ve talebi karşılamaktır.
Özellikle yüksek maliyetli ithal parçalar siparişin
ardından temin edilmektedir. Aynı şekilde fabrikada üretilen
malzemeler için de her an üretim imkanı bulunduğundan stok
tutulmamaktadır. İkmal müdürlüğüne bağlı olarak çalışan
ambarda stokların minimum düzeyde tutulmasına
çalışılmaktadır. Ambar Şefliği her ayın sonunda çok
kullanılan ve kullanımı devam edecek olan parçaları belirler
ve 1 aylık ihtiyacı karşılayacak miktarda sipariş vererek
stokta tutar.
10. KALİTE
Kalite yönetim sistemi çerçevesinde, hedeflerle yönetim
anlayışıyla kuruluşun ilgili fonksiyonlarında kısa ve uzun
dönemli ölçülebilir ve kalite politikası ile tutarlı kalite
hedefleri belirlenmiş olup kalite yönetim sisteminin
etkinliğinin bir göstergesi olan hedeflere yaklaşım derecesi
belirli aralıklarla izlenmektedir. Kalite hedefleri
ölçülebilir ve kalite hedefleri ile tutarlıdır.
10.1. Kalite Politikası
Pİ Makina Fabrikası’nın kalite politikası:
Müşteri ihtiyaç ve beklentilerini karşılayarak müşteri
memnuniyetini sağlamak
Gelişmiş teknolojiyi kullanarak üretim yapmak
Zamanında ve kaliteli üretim yapmak
Kalite yönetim sisteminin etkinliğini sürekli
iyileştirmektir.
40
Firmada TSE-EN ISO 9001:2000 Kalite Yönetim Sistemi
uygulanmaktadır.
Firmadaki kalite istatistikleri hata miktarlarının
tespiti ile tutulmaktadır.. Bu nedenle ham ve yarı mamullerin
fabrikaya girişinden ürünün çıkışına kadar farklı üretim
aşamalarında ürün birçok kez kontrol edilir
Dışarıdan alınan ham ve yarı mamuller fabrikaya girişte
A ve B olarak iki gruba ayrılır. A grubu mamuller çelik
çubuki profil gibi ara malzemeler olup fabrikaya girişinde
ambar memurları tarafından kontrol edilmektedir. Mamulun
türüne göre partinin tamamı kontrol edilmekte veya numune
analizi yapılmaktadır. Bu gruptaki mamullerin pekçoğu temin
edildikleri taşeron firmaların yeterliliği ve sahip oldukları
kalite standartları nedeniyle A grubu girdi olarak
tanımlanmıştır.
B grubu mamuller ise sac,mikrometre, kumpas gibi
genellikle ölçüm ve kontrolde kullanılan veya ürün kalitesini
direkt etkileyen malzemelerdir. Bu gruptaki mallar fabrikaya
girişte ambar memuru tarafından kontrol edildikten sonra
kalite kontrol labaratuarında eldeki doküman ve kalite
planlarında belirtilen istatistiklere (ölçü, ebat, malzeme
cinsi…vb) göre değerlendirilir.
10.2. Kalite Kontrol Labaratuarı:
Labaratuarda bulunan belli başlı cihazlar;
Spektrometre: Kimyasal analiz yapan bu cihaz malzemenin
içindeki elementleri ağırlık yüzdesi olarak gösterir.
41
Sertlik Cihazı: Isıl işlemden gelen parçaların sertliklerini
Brinel ve Rockwell cinsinden belirler. 1 adet sabit ve 1 adet
seyyar sertlik ölçme cihazı bulunmaktadır.
Nikon Mikroskop: Kaynaklı numuneler ve döküm parçalarıniç
yapı muayeneleri için kullanılır.
Labaratuarda kalibrasyon, ultrason, sıvı penetrant
testleri, röntgen gibi pekçok farklı yöntem kullanılmaktadır.
Ağustos 2004’den itibaren yeni alınan makinalarla malzemeler
üzerinde tahribatlı muayeneler de yapılacaktır.
Kalibrasyon: Kalite kontrol labaratuarındaki cihaz ve
malzemeler yılda 1 kez kalibre edilmektedir. Gerekli belge ve
referans cihazlara sahip tek kuruluş olması nedeniyle
kalibrasyon işlemini TAI(Türk Havacılık ve Uzay Sanayi)
yapmaktadır.
Ultrason: Tahribatsız muayene yöntemi olan ultrason tekniği
ile sac kalınlığının ölçümü ve kaynak iç hatalarının tespiti
yapılmaktadır. Eğer herhangi bir çatlak, cüruf veya birleşme
hatası var ise tespit edilir. Tespit edilen hata tolerans
payının dışındaysa hurdaya gönderilir.
Sıvı Penetrant Yöntemi: Kaynak parçalarının yüzeyinde oluşan
hataların tespitinde kullanılan bir tekniktir. Eğer çatlak
çok derin değilse taşlama ile düzeltilir, onarılamayan
parçalar hurdaya gönderilir.
10.3 İstatistiksel Teknikler:
Girdi, yarı mamul ve bitmiş ürün karakteristiklerini
belirlemek için yapılan muayene ve deneylerde Kalite
Planlarında belirlenen örnekleme yöntemleri kullanılır. Yarı
mamul ve bitmiş ürünlerde hata ve hurda değerleri 3 aylık, 6
42
aylık ve yıllık olarak hesaplanır. Kalite hedeflerine ulaşma
derecesini belirlemek için bitmiş üründeki hata, onarım ve
hurda oranı değerleri bulunur. Bitmiş üründe, ürün tipine
göre hata türleri, pareto diyagramı kullanılarak 3 aylık, 6
aylık ve yıllık olarak hesaplanır. Müşteri şikayetlerinin
değerlendirilmesinden sonra, ürün tipine göre hata türleri
üçer aylık dönemler için pareto diyagramı kullanılarak
belirlenir. En çok görülen hata türleri ve şikayet nedenleri
ile ilgili olarak Düzeltici Faaliyet İstek Formu veya
Önleyici Faaliyet İstek Formu doldurulur ve Kalite Gözden
Geçirme Komitesine iletilir. Kalite Gözden Geçirme Komitesi
tarafından hataların tekrarını önlemek amacıyla en çok
görülen hata ve şikayet türlerinin nedenlerinin araştırılması
için sebep-etki diyagramları kullanılır. Hataya neden olan
faktörlerin giderilmesi için gerekli işlemler ve düzeltici
faaliyetler uygulanır.
10.4. İç Tetkik:
Firmada , kalite yönetim sisteminin planlanmış
düzenlemelere, TS EN ISO 9001’in şartlarına ve oluşturulan
kalite yönetim sistemi şartlarına uyup uymadığını, etkin
olarak uygulanıp uygulanmadığını ve sürdürülüp
sürdürülemediğini saptamak amacıyla belirli aralıklarla iç
tetkikler gerçekleştirilir.
Tetkikler, tetkik edilecek alanların ve proseslerin önem
ve durumları dikkate alınarak her birim ve fonksiyon yılda en
az iki defa tetkik edilecek şekilde programlanır. Tetkikler,
eğitilmiş ve tetkik edilen faaliyetlerden doğrudan sorumlu
43
olmayan personel tarafından, dokümante edilmiş prosedüre göre
gerçekleştirilir.
Tetkikin ilk aşamasında hazırlanan dokümanların TS EN
ISO 9001’in şartlarını karşılama durumu, ikinci aşamasında
uygulamaların dokümante edilmiş sisteme uygunluğu
değerlendirilir. Her iki aşamada tetkike yardımcı olması için
kontrol listeleri kullanılır. Tetkik sonunda tetkik
hakkındaki bilgileri, saptanan uygunsuzlukları ve ilgili
düzeltici faaliyetleri içeren bir rapor hazırlanır ve tetkik
edilen alandan sorumlu yöneticinin bilgisine sunulur. İlgili
yönetici saptanan uygunsuzluk veya gözlemlerle ilgili
düzeltici faaliyete karar vermek ve belirlenen süre
içerisinde faaliyeti gerçekleştirmekten sorumludur. Düzeltici
faaliyetlerin yerine getirilmesi ve etkinliği takip
tetkikleri ile doğrulanır ve kaydedilir.
11. BAKIM FAALİYETLERİ
Firmadaki bakım faaliyetleri; periyodik(koruyucu) bakım
ve arıza nedenli bakımlar olmak üzere ikiye ayrılır.
Koruyucu bakım yılda bir kez yapılmaktadır. İmalat
başmühendisi, bakım şefi, fabrika müdürü ve yardımcı
işletmeler şefi tarafından makina, teçhizat ve tesis
listeleri güncellenir. Bu listelere göre bakımı yapılacak
makina, teçhizat ve tesislerin bakım periyotları belirlenir.
Bu bilgiler ışığında bakım şefi ve yardımcı işletmeler
şefliğinin ortak çalışması ile “Yıllık Bakım Planı”
hazırlanır. Makina ve teçhizatlar için; bakım şefi,
formenler(bakım), ustabaşılar(bakım) ve ustalar(bakım)
44
nezaretinde, tesisler için; yardımcı işletmeler şefi, ustalar
ve işçiler nezaretinde bakım yapılır.
Bakım faaliyetleri teçhizat sicil kartlarına ve yıllık
bakım planına işlenerek kayıtları tutulur.
Eğer herhangi bir makina, teçhizat veya tesiste arıza
nedeniyle bakım gerekiyorsa öncelikle arızanın kuruluş içinde
giderilebilecek kapsamda olup olmadığı kontrol edilir. Arıza
kuruluş içinde giderilemiyorsa ilgili servis gibi yetkili ve
güvenilir bir kuruluştan hizmet satınalınır. Eğer arıza
fabrika içinde giderilecekse makina/teçhizat bakım şefliğine
iletilir. Onarımı tamamlandıktan sonra kalite kontrol birimi
tarafından proses geçerliliği ve tezgah onayı yeniden
alınarak imalata geri gönderilir.
12.FABRİKANIN ERGONOMİK AÇIDAN DEĞERLENDİRİLMESİ
Fabrikada iş kazası istatistikleri tutulmamaktadır.
Aşırı gürültü toz vs. gibi kötü çalışma koşullarından
kaynaklanan meslek hastalıklarına çok nadir olarak
rastlanmaktadır.
12.1. Aydınlatma, Isıtma, Havalandırma, Gürültü, Nem:
Şirkette ürün şartlarına uygunluğu sağlamak için gerekli olan
çalışma ortamı belirlenir ve bu ortamın sürekliliği sağlanır.
ERG A.Ş.de;
1. Fabrika Üretim Holleri
2. İdari Bina ve Ofisler
3. Kalite Kontrol ve Kalibrasyon Labaratuarı
olmak üzere üç farklı çalışma ortamı mevcuttur. Bu ortamların
ısı, gürültü ve aydınlatma değerleri şöyledir.
45
12.1.1. Fabrika Üretim Holleri: Fabrika üretim hollerinde
ısıtma tavandan yapılmaktadır. Tavanlarda onar metre arayla
ısıtma boruları bulunmaktadır. Bu borular personel ve malzeme
hareketlerine uygun şekilde tasarlanmıştır. Atölyelerde
ölçülen sıcaklık seviyesi ortalama 26,5 Co ve ortalama nem
oranı 24,1dir. Uygun görülen sıcaklık seviyesiyle
karşılaştırdığımızda buradaki sıcaklığın daha yüksek olduğunu
görüyoruz. Bu durumu fabrikanın havalandırma sisteminin
yetersiz kalması ile açıklayabiliriz. Buradaki havalandırma
sistemi boruları iki amaçla kullanılmaktadır. Birincisi
kaynak makinalarından çıkan zararlı gazları toplamak için her
bir kaynak makinasının başına konmuş olanlarla boyahanede
oluşan tozları atmak amacıyla yerleştirilmiş olan
havalandırma boruları, ikincisi de atölyelerin genel havasını
düzeltmek amacıyla her bir kolona yerleştirilmiş olan
havalandırma cihazlarıdır. Ancak bu havalandırma sistemi
atölyeler için yeterli olmamakta ve havasız olan atölyeler
çalışanları olumsuz etkilemektedir. Atölyelerde aydınlatma,
tavanda beşer metre aralıklarla yerleştirilmiş olan lambalar
ve günışığı ile yapılmaktadır. Aydınlatma açısından
standartlar sağlanmaktadır.
Atölyelerde ölçtüğümüz ortalama gürültü seviyesi ise 76.3
dB’dir. En yüksek ve en düşük gürültü düzeyi arasındaki fark
yaklaşık 10 dB’dir. Gürültü seviyesi standart aralıklarda
olup çalışma ortamı üzerinde negatif etkisi yoktur.
12.1.2. İdari Bina ve Ofisler: İdari bina ve ofislerde ısıtma
kalorifer sistemi ile sağlanmaktadır. Bu sistem idari bina ve46
ofislere yeterli ısıyı sağlamaktadır. Ölçülen yaklaşık
sıcaklık değeri 21 Co dir. Yazın bu çalışma ortamlarında
ısının daha da artmasıyla bozulan bu sıcaklık dengesi
odalarda mevcut olan klimalar sayesinde normal haline
getirilmektedir. Ölçülen gürültü seviyeleri çalışma ortamına
uygun düzeydedir.
Aydınlatma ise oda büyüklüklerine göre yeterli sayıda
yerleştirilen floresan lambalar ile sağlanmaktadır.
Aydınlatma sistemi tasarlanırken kullanılacak ışığın
sağladığı faydalara göre bir aydınlatma sistemi seçilmiştir.
Floresan seçilmesi ve bu lambaların maskelenmesi bilgisayar
kullanılan ortamda daha rahat çalışılmasını sağlamaktadır.
12.1.3. Kalite Kontrol ve Kalibrasyon Laboratuvarları: Kalite
Kontrol ve Kalibrasyon Laboratuvarlarında tozdan ve titreşim
kaynaklarından uzak özel bir çalışma ortamı oluşturulmuştur.
Isıtma çalışma ortamını negatif etkilemeyecek şekilde
yapılmaktadır. Laboratuvar ortamındaki yaklaşık ısı 20 Co ,
yaklaşık nem oranı ise % 45 RH olarak ölçülmüştür.
Havalandırma sistemi Laboratuvar ortamını korumak için
yeterlidir. Gürültü seviyesi 70 dB, aydınlatma ise ortalama
20 W/m² olarak ölçülmüştür.
12.2. Çalışma ve Dinlenme Süreleri:
Fabrika sabah 08:45, akşam 17:45 arasında olmak üzere
tek vardiya olarak çalışıyor. Günde sadece 1 kez 12:30-13:15
arasında 45 dakikalık öğle yemeği için ara veriliyor. Bu
durum çalışanları oldukça kötü etkiliyor. Ara dinlenme
verilmemesi işçilerin daha çok yorulmasına, işten sıkılmasına
47
ve kopmasına neden oluyor. Yorgunluk sonucu işçiler makina
başında daha çok duraksıyor ve iş kaybı yaşanıyor.
12.3. Üretim Hızı Nedeniyle Yorgunluk ve Gerilim:
Fabrika siparişe göre üretim yaptığı için sık sık fazla
mesai ile talep dengelemesine gidiliyor. Yukarıda
belirtildiği gibi uzun süre ve dinlenmesiz çalışan işçiler
için fazla mesai dönemleri ile birlikte işin temposu oldukça
yorucu ve yıpratıcı hale geliyor.
13. BİLGİ İŞLEM
Fabrikada bilgisayarlar 3 temel amaçla kullanılmaktadır.
- iletişim ve bilgi transferi
- çizim ve tasarım
- NC/CNC makinaları
Tüm bilgisayarlarda standart işletim sistemi olarak MS
Windows 98/2000 kullanılmaktadır ve MS office mevcuttur.
Fabrikada bilgisayarlar Network Ağ Sistemi “LAN“ ile
birbirine bağlanmıştır. Bu sistem mevcut işlerin daha kolay,
daha hızlı yapılabilmesi, bilgi depolamanın daha güvenilir ve
kolay olması, iletişimin daha hızlı ve planlamanın daha
etkili olması amacıyla kurulmuştur.
Fabrikadaki üretim hollerinde kullanılmakta olan sayısal
denetimli tezgahların çalışabilmesi için bilgisayar desteğine
ihtiyacı vardır. Bu amaçla 2 boyutlu çizimleri 3 boyutlu hale
dönüştüren “unigraphics”programı kullanılmaktadır.
48
Teknik bürolarda Auto Cad çizim programının 2000LT
versiyonu kullanılmaktadır.
Fabrikada server kısıtlaması mevcuttur yani tüm birimler
5 ayrı server’dan sadece kendileri ile alakalı olan kısımları
kullanabilmektedir.
Değişen dosyalar için bilgi işlem bölümü tarafından
haftalık back-up uygulanmaktadır. 6 ayda bir de full back-up
yapılmakta ve bu kayıtlar back-up teyplerinde
yedeklenmektedir.
14. MALİYET HESABI
İşçilik Giderlerinin Maliyete Yansıtılması:
Direkt İşçilik: Üretimin herhangi bir aşamasında çalışan ve
puantaj veren personel ücretleridir. Brüt ücret, brüt fazla
mesai, brüt görev tazminatı, SSK işveren hissesi ve işsizlik
sigortası işveren hissesi toplamları direkt işçilik ücreti
maliyetini oluşturmaktadır. Aylık olarak grupların direkt
işçilik maliyeti tutarları belirlenir ve aylık çalışma
saatlerine bölünerek TL/saat cinsinden işçilik maliyeti
bulunur.
Endirekt İşçilik: Üretimle ilgili sayılan fakat üretim maliyetine
doğrudan katılmayan işçiliklerdir. Mühendisler, teknisyenler,
teknik ressamlar, sekreterler, büro görevlileri ve temizlik
işçileri bu kapsamdadır.
Genel Üretim Giderleri: Genel üretim giderleri maliyetleri
birbirinden çok farklı nitelikte birçok maliyetin
49

birleşmesiyle oluşur. Bunların bir kısmı sabit, bir kısmı
değişken maliyetlerdir.
Sabit Giderler: Endirekt malzeme olarak temizlik malzemeleri,
endirekt işçilik kapsamında sürekli personel ücretleri,
ikramiye giderleri, SSK işveren payları, işsizlik sigortası,
kıdem tazminatı, personel taşıma (servis) ücretleri, yemek
ücretleri, dışarıdan sağlanan fayda ve hizmetlerden bina,
taşıt ve diğer sigortalar, vergi, resim ve harç giderleri ile
amortismanlar dahildir.
Değişken Giderler: Üretim amaçlı küçük demirbaş, tamir bakım
malzemesi, büro demirbaşları, kırtasiye, fazla mesai
ücretleri, sergi, fuar, reklam vs. giderlerdir.
Grup bazında bütçelenen giderler daha sonra grup
içindeki bölümlere pay edilmektedir. Anahtar katsayılar ile
bölümlere yıllık gider dağılımı yapılır. Bundan sonra
bölümlere merkezi hizmet ve yardımcı bölüm gider payları da
yüklenerek dağıtılacak genel üretim gideri tutarı belirlenmiş
olur. EK-4’de Pİ-PO 180 Beton Pompasının yedek parçasının
maliyet cetveli verilmiştir.
15. EĞİTİM
Fabrikada eğitimden sorumlu birim Eğitim Hizmetleri ve
Dokümantasyon Şefliği “EDO”dur. Eğitimler genellikle mesleki
konularda ve ISO 9001 Kalite Sistemi üzerinde
yoğunlaşmaktadır. Ayrıca göreve yeni başlayan personel için
oryantasyon eğitimi yapılır. İdari hizmetler şefliği eğitim
verilecek personelin çalışacağı birime göre tanıması, bilmesi
50
gereken yerleri gezdirerek fabrika ve birim hakkında
bilgilendirir.
Pİ Makina’da eğitimler, eğitim ihtiyaçlarına göre Aralık
ve Haziran aylarında olmak üzere yılda 2 kez düzenlenen
eğitim ihtiyaç formları ile EDO’ya bildirilir. EDO, imalat
baş mühendisi, yönetim temsilcisi ve fabrika müdürünün
bilgisi dahilinde gelen istekleri değerlendirir. Eğitim
ihtiyaçları kuruluş içinde karşılanabileceği gibi kuruluş
dışından hizmet olarak da satınalınabilir. Buna göre kuruluş
içi ve dışı eğitim planları yapılır. Kuruluş dışından hizmet
satınalımı sözkonusu olduğunda karar hizmet istek formu ile
genel müdür onayına sunulur. Bundan sonra eğitimin uygulaması
vardır. Eğitim tarihinden 2 gün önce eğitim çağrı formları
personele dağıtılır. Eğitimin ardından personelin almaya hak
kazandığı sertifika vs. personelin siciline işlenir. EK-5’de
Kuruluş İçi Eğitim Planı, Oryantasyon Eğitimi Katılım Formu
ve Eğitim İhtiyaç Formu örnekleri bulunmaktadır.
16. PAZARLAMA
Firma mamullerini T.C. Karayolları, Köy Hizmetleri, DSİ,
Orman Bakanlığı, Milli Savunma Bakanlığı, Kara, Hava ve Deniz
Komutanlıkları, Belediyeler gibi birçok kuruluşa
pazarlamaktadır. Ayrıca alınan ihale ve siparişlere göre
havaalanı ve baraj inşaatları başta olmak üzere pek çok
projede yer almaktadır.
Firma iş makinası ihracatını ise genellikle Ortadoğu
ilkelerine yapmaktadır. Suriye, Irak, Birleşik Arap
Emirlikleri, Rusya, Kazakistan, Özbekistan, Azerbeycan vb.
ihracatın en yoğun olarak yapıldığı ülkelerdir.
51
Firmada pazar araştırmalarını ve müşteri potansiyelini
İdari Genel Müdür Yardımcısına bağlı Pazarlama Müdürlüğünün
yurt içi ve yurt dışı pazarlama sorumluları tarafından
yapılmaktadır. Yurt dışında gerçekleştirilen fuar
organizasyonlarına katılınarak, internet sitesi ve sektöre
yönelik dergilere verilen reklamlarla firma tanıtımı
yapılmaktadır.
Siparişe göre üretim yapılan firmada üretim süreci
siparişin firmaya gelişi ile başlar. Sipariş bilgisi
değerlendirilerek eksik, belirsiz veya çelişkili ibare
olmamasına dikkat edilir. Daha sonra ürün için tasarım ve
geliştirme faaliyetine gerek olup olmadığına karar verilir.
Tasarım ve geliştirme faaliyetine gerek varsa önce
yapılabilirliği araştırılır ve tasarım-geliştirme süresi
belirlenir. Eğer tasarım-geliştirme faaliyetine gerek yoksa
direkt öngörülen teslim süresi müşteriye bildirilerek
müşterinin onayı alınır. Ürün satış sözleşmesi hazırlanır,
onaylanır ve ürün bilgileri üretim planlamaya iletilir.
Firmada müşteriden geri dönüşüm alabilmek için her
ürünün ardından müşteriye “Müşteri Memnuniyetini Belirleme
Formu” gönderilir. Form doldurulduktan sonra servis
personelince teslim alınır. Formlar incelenir,
değerlendirilir ve bu doğrultuda özet raporlar hazırlanır.
Müşteri memnuniyet raporlarına göre yönetimin gözden
geçirilmesi, düzeltici veya önleyici faaliyetlerin
uygulanması kararlarına varılabilir. Eğer müşteriden gelen
bir şikayet sözkonusu ise şikayet bilgileri servis
personelince fabrika müdürlüğüne iletilir. Fabrika
müdürlüğü şikayetin nedenini belirler. Eğer şikayet sebebi
52

ürünün kalitesi ise şikayete konu olan ürün fabrikaya
getirilerek, fabrikaya getirilmesi mümkün değil ise servis
elemanı gönderilerek hatanın nedeni, arızanın giderilip
giderilemeyeceği belirlenir. Sonuca göre arıza giderilir eğer
arıza giderilemiyorsa müşterinin isteğine göre yeni bir ürün
gönderilir veya ürünün bedeli ödenir. Eğer şikayet sebebi
servis, fiyat veya teslimatsa önce müşterinin haklı olup
olmadığı belirlenir, daha sonra düzeltici faaliyetler
uygulanır.
17. YATIRIM
Pİ Makina Fabrikası ileriye yönelik ARGE projeleri
dahilinde 6x6 askeri kamyon tasarımı, üst kuruluşu olan ERG
İnşaat ve Ticaret A.Ş. de mevcut baraj imalatını takiben yeni
inşaat projelerini gerçekleştirmek için çalışmalarına devam
etmektedir.
Ayrıca fabrika genelinde iç ve dış eğitimlerle kalifiye
iş gücüne sahip olmak için insana ve daha kaliteli ve
zamanında üretim yapabilmek amacıyla da yeni tezgah ve
programların alınması ile teknolojiye de yatırım
yapılmaktadır.
18. PERSONEL ALIMI
Pi Makina Fabrikasında personel alımı aşağıda açıklandığı
şekilde Standart İşletme Prosedürü ile tanımlanmıştır:
1 AMAÇ :
53
Bu prosedürün amacı, personel istihdamı ve özlükhakları için bir yöntem oluşturmaktır.
2 KAPSAM :
Bu prosedür, ERG A.Ş.’nin makina fabrikasındaçalıştıracağı personel alımı ve özlük haklarınıkapsar.
3 SORUMLULUK :
3.1 Personel ihtiyacının belirlenmesinden,iş başvurusundabulunan adaylarla öngörüşmenin yapılmasından ilgiliBölüm Yöneticileri sorumludur.
3.2 Personel alımı duyurusunun yapılmasından ve İşBaşvuru Formunun alınmasından İnsan KaynaklarıŞefi sorumludur.
3.3 İş Başvuru Formlarının değerlendirilmesinden İnsanKaynakları Şefi ve ilgili Bölüm Yöneticilerisorumludur.
3.4 Personel alımı ihtiyacının onaylanmasından vepersonel alımında son kararın verilmesinden GenelMüdür sorumludur
4 İŞLEM DETAYI :
4.1. Personel Özellikleri :
4.1.1 Genel Şartlar :* 18 yaşını bitirmiş olmak,* Haysiyet kırıcı, yüz kızartıcı bir suçtan mahkumolmamak,* – Erkek adaylar için – Askerlik hizmetini yapmışolmak veya yapmış sayılmak, (İstisnaî durumlarsaklıdır.)* Görevini yapmasına mani akıl hastalığı veya vücutsakatlığı olmamak,* En az ilkokul mezunu olmak,* Atanılacak görevde sınav yapılacaksa bu sınavdabaşarılı olmak.
4.1.2 Özel Şartlar : * İlgili Görev Tanımında belirtilen niteliklereuygun olmak.
4.2 Personel Alımı :54
4.2.1 İhtiyacın Belirlenmesi :Birim Yöneticileri, bölümlerinde ihtiyaç duyduklarıpersonel sayısını ve aranan özellikleri belirler veGenel Müdür onayı alıdıktan sonra durumu İnsanKaynakları Şefine bildirirler.
4.2.2 Duyurunun Yapılması :İşe alınma ile ilgili duyurular, İnsan KaynaklarıŞefine ihtiyaç bildiren birimlerden gelen taleplerbir araya toplanarak İş ve İşçi Bulma Kurumunailetilir veya bu yolla sonuç alınamıyacağıanlaşılırsa gazete ilânı ile yapılır.
4.2.3 Başvuruların alınması :İşe bavurmak isteyenler tarafından İş Başvuru Formudoldurulur. Başvurular İnsan Kaynakları Şefinetelefon, faks veya e-mail ile yapılabilir.Başvurular İnsan Kaynakları Şefliği tarafındandeğerlendirilir ve uygun bulunan başvuru sahiplerigörüşmeye çağrılır.
4.2.4 Başvuruların Değerlendirilmesi ve Seçimi :İnsan Kaynakları Şefi ve ilgili Birim Yöneticisitarafından başvuru sahipleri ile ön görüşme yapılır.Görüşmeler sonucu aranılan kriterlere uygun bulunanbaşvuru sahibi ile ilgili İş Başvuru Formu onayalınmak üzere karar Genel Müdüre iletilir.
4.2.5 Karar :Genel Müdür tarafından yapılan görüşmeler ve ihtiyaçdurumu değerlendirilerek nihâî alım kararı verilirve işe girişi yapılmak üzere dosya İnsan KaynaklarıŞefliğine gönderilir.İşe kabul kararı, başvuru sahibine yazılı veya sözlüolarak bildirilir ve belirli bir gün için başvurusuistenir. Bu başvuru sırasında, beraberinde getirmesiistenen ve 4.3.1 maddesinde belirtilen evraklaristenir.
4.3 Personelin İşe Başlaması :4.3.1 İstenen Belgeler :
* Nüfus kimlik cüzdanı fotokopisi,* Askerlik durumunu gösterir belge veya fotokopisi,
55
* Sağlık raporu,* Cumhuriyet Savcılığından alınacak sabıka kaydıbelgesi,* Öğrenim belgesi aslı veya onaylı fotokopisi,* -Varsa- Sürücü Belgesi fotokopisi* 6 adet 4.5 x 6 cm boyutunda resim,* Uzman ve meslek sahibi olanlardan – varsa – bağlıoldukları oda, teşekkül vb. kayıt belgesi onaylıörneği,* Vergi karnesi – varsa –,* Daha önce sigortalı çalışmışsa sigorta sicil kartıfotokopisi,* Hizmet ve referans belgeleri,* Çalıştığı yer/lerden alacağı kümülatif vergimatrahı ve gelir vergisi tutarını gösteren belge,* – Varsa – sağlık cüzdanı.Tüm evraklarını teslim eden yeni şirket personeli,evrak tesliminden 1 gün sonra işe başlatılır.
4.3.2 Oryantasyon Eğitimi:İşe başlayan personele kuruluşun, fabrika birimleriile personelin çalışacağı birimler ve genelkuralları içeren oryantasyon eğitimi İdarîHizmetler Şefi tarafından verilir.
İşe başlayan personelin oryantasyon eğitimi sonucu7 gün içerisinde Eğitim ve Dokümantasyon Şefliğineİdarî Hizmetler Şefi tarafından iletilir.
4.4 Deneme Süresi ve Personel Alımının Kesinleşmesi:İlk olarak hizmete alınan personel, iki aylıkdeneme süresine bağlıdır. Bu süre sonunda BölümYöneticisince, başarılı olduğu İnsan KaynaklarıŞefi’ne yazılı olarak bildirilenlerin kesinatamaları yapılır. Denemede geçen süre,yükselmelerde hesaba katılır. Başarısızlarıngörevle ilişikleri kesilir, çalıştığı süreninücreti dışında ücret ödenmez.
5 Yukarıda anılan maddeler dışında kalan durumlarda ERG
İnşaat Ticaret ve Sanayi A.Ş. nin 28.04.2001 tarihli
Personel Yönetmeliği madde ve hükümleri uygulanır.
56

19. PERSONEL PERFORMANS DEĞERLENDİRME
Her 6 ayda bir bölüm amirleri tarafından, kendisine
bağlı personele ekte verilen Personel Performans
Değerlendirme Formları düzenlenir. Bu değerlendirmelerde
personelin hem Kalite Yönetim Sistemine hemde işe karşı olan
yeterlilikleri gözönüne alınır. İnsan Kaynakları Şefi
tarafından Personelin bu dönem içereisinde kullandığı izinler
de bu forma eklenerek Personel Performansı belirlenir. Buna
bağlı olarakta bir sonraki dönem için personelin ücret
dağılımları ayarlanırken diğer taraftanda eksik görülen
konularda eğitim alıp almayacağı belirlenir.
SONUÇ VE DEĞERLENDİRME
Pi Makina Fabrikası’nda yaptığım 25 günlük stajım
esnasında okulda aldığım teorik bilgilerin pratik
uygulamalarını gördüm.
Stajım süresince çalıştığım üretim planlama ve kontrol
biriminin genel işleyişinin
yanısıra firmanın organizasyonel yapısını, üretim sürecinin
öncesini, üretimi destekleyen yapıları ve fabrikadaki kalite
faaliyetlerini inceleme fırsatım oldu. Ayrıca “üretim
planlama ve kontrol mühendisi” ve “yönetim temsilcisi”
ünvanları ile görev yapan endüstri
mühendisinin çalışma alanı, sorumlulukları ve görevleri
hakkında fikir edindim.
Siparişe dayalı üretim sistemini uygulayan ve çok yüksek
ürün çeşitliliği ile üretim yapan fabrikada bu durumun
yarattığı farklılıklar, avantajlar ve dezavantajları görerek
57
bu faktörlerin üretimin planlanması, üretim süreci ve
pazarlamaya olan etkilerinin gözlemlemiş oldum.
EKLER
EK-1 : Fabrika Yerleşim Planı
EK-2 : a) Üretim (Parça Hazırlama) Prosesi
b) Üretim (İmalat ve Montaj) Prosesi
c) Üretim (Talaşlı İmalat) Prosesi
EK-3 : a) Tedarikçi Sicil Kartı
b) Tedarikçi Performans Değerlendirme Formu
EK-4 : Yedek Parça Maliyet Cetveli
EK-5 : a) Kuruluş İçi Eğitim Planı
b) Oryantasyon Eğitimi Katılım Formu
c) Eğitim İhtiyaç Formu
EK-6 : Nomogram Cetveli
58
Copyright © 2022 FDOKUMEN