Integral Construction - National Bus Trader
8
M any people take integral design in buses for granted. Others may not fully understand the value of inte- gral construction and how it shapes our industry. If you are a commercial coach operator, you should know that integral design is responsible for the durability and longevity of modern intercity coaches as well as their resale and residual value. Moreover, integral design is at least par- tially responsible for several coach improve- ments and passenger items such as high quality suspension, large underfloor com- partments and passenger safety. If you have converted a used coach into a motor home, it was integral construction that gave the coach the durability that allowed you to do this. Recently, we have seen a substantial increase in reader questions regarding inte- gral construction. Commercial operators are finding that shorter coaches are either not available or are not much less expensive than longer coaches. Hence, operators seeking an economical, smaller bus are faced with giving up the advantages of integral con- struction. In the conversion market, used professionally-converted coaches are now available at very economical prices. Poten- tial buyers are comparing a used integral coach to a non-integral but new factory RV with a similar price. With the appreciated help from several sources we were eventually able to track down the history and background of integral construction in two separate versions. Strangely, we found very little written on the subject of integral design in the past and ended up finding information in several dif- ferent locations. Hopefully, the following will help explain about integral construc- tion and its history for us non-engineers. Early Chassis Construction The Mack Brothers did build a motorized truck-type bus in 1902 which was used for sightseeing in New York. While this is cred- ited as being the first bus in North America, most of the early bus operators used auto- mobiles, and later stretched automobiles to transport passengers. It was not until 1920, when paved roads began to appear, that the 24 • National Bus Trader / February, 2005 Integral construction is a primary factor in the safety, durability and resale value of today’s modern coaches. Originally developed in the 1930s in two different versions, integral construction has been modified, improved and blended over the following years. This photo was taken on the Van Hool assembly line in Belgium and shows a coach with a wheelchair lift being built for sale in the United States. NBT. Integral Construction Rails, platforms, web frames and sleds by Larry Plachno
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of Integral Construction - National Bus Trader

Many people take integral design inbuses for granted. Others may notfully understand the value of inte-
gral construction and how it shapes ourindustry. If you are a commercial coachoperator, you should know that integraldesign is responsible for the durability andlongevity of modern intercity coaches aswell as their resale and residual value.Moreover, integral design is at least par-tially responsible for several coach improve-ments and passenger items such as highquality suspension, large underfloor com-partments and passenger safety. If you haveconverted a used coach into a motor home,it was integral construction that gave thecoach the durability that allowed you to dothis.
Recently, we have seen a substantialincrease in reader questions regarding inte-gral construction. Commercial operators arefinding that shorter coaches are either notavailable or are not much less expensive thanlonger coaches. Hence, operators seeking aneconomical, smaller bus are faced withgiving up the advantages of integral con-struction. In the conversion market, usedprofessionally-converted coaches are nowavailable at very economical prices. Poten-tial buyers are comparing a used integralcoach to a non-integral but new factory RVwith a similar price.
With the appreciated help from severalsources we were eventually able to trackdown the history and background of integral
construction in two separate versions.Strangely, we found very little written onthe subject of integral design in the past andended up finding information in several dif-ferent locations. Hopefully, the followingwill help explain about integral construc-tion and its history for us non-engineers.
Early Chassis Construction
The Mack Brothers did build a motorizedtruck-type bus in 1902 which was used forsightseeing in New York. While this is cred-ited as being the first bus in North America,most of the early bus operators used auto-mobiles, and later stretched automobiles totransport passengers. It was not until 1920,when paved roads began to appear, that the
24 • National Bus Trader / February, 2005
Integral construction is a primary factor in the safety, durability and resale value of today’s modern coaches. Originally developed in the 1930s in twodifferent versions, integral construction has been modified, improved and blended over the following years. This photo was taken on the Van Hoolassembly line in Belgium and shows a coach with a wheelchair lift being built for sale in the United States. NBT.
Integral Construction Rails, platforms, web frames and sleds
by Larry Plachno

bus industry as we know it started todevelop. In 1921, Fageol offered a vehiclespecifically designed as a bus. By 1922, youcould actually buy a chassis designed forbus use. By mid-decade, a bus chassis wasavailable designed for intercity bus service.Coast-to-coast intercity bus service was inau-gurated in September of 1928 by Pioneer Yel-loway Stages.
A chassis typically consists of front andrear axles plus wheels and brakes, a drivetrain (engine and transmission) plus steer-ing and sometimes a dash and some sys-tems. All of this is usually connected by twobeams which are called rails. In most cases,a chassis can actually be driven but wouldobviously not be legal on public roads. Theearly bus companies typically selected achassis from a manufacturer and then hada body builder build and place a body onthe chassis. Some of the larger bus compa-nies actually built their own bodies or at leastdid some of the construction work.
While there were only a limited numberof chassis builders, body builders were morenumerous and some were fairly local innature. There are reports of bodies surviv-ing one chassis and being placed on a sec-ond chassis, or a chassis getting a secondbody. However, these incidents became lessand less frequent as the the years went on.
Two different basic types of integral con-struction were initially developed in theearly years. Platform-type integral con-struction originated with the Pickwick NiteCoach while cage or web frame construc-tion developed from the aviation industry.In the early years these two types were fairlydistinct but in more recent times they havebeen modified and even combined.
Pickwick and Platform Construction
Founded in 1912, Pickwick Stages wasat one time the largest intercity coach oper-ator in the United States. Unlike many otherbus operators who used cheaper buses,Pickwick had very high standards. Thecompany regularly used the Pierce-Arrowcar chassis which was then stretched andfitted with oversize radiators. By 1924,
Pickwick had its own shop and was build-ing its own bodies.
In the late 1920s, Pickwick developed ahuge bus with two levels, 13 compartmentswith running water and folding berths, tworestrooms and a kitchen which came to becalled the Nite Coach. Dwight E. Austin,Pickwick’s vice president, took charge ofthe project. The resulting bus was 10 feethigh and nearly 35 feet long – about the sizeof the PD4104 which would be built in the1950s. However, in 1930 this was consid-ered huge. Any existing chassis was eithernot large enough or was too high off theground for what Dwight Austin wanted todo. The result was that Pickwick is cred-ited with the first real attempt to build upcomplete buses from purchased parts.Austin developed an early form of integralconstruction in order to build the NiteCoach.
Surviving records indicate that the NiteCoach had chassisless construction. Longi-tudinal beams were used under the coachto support the body and mount the axles.These beams circled in the rear to provideadditional support for the engine area andsafety in the event that the coach was struckfrom the rear. The Night Coach was innov-ative in many other areas including devel-oping a rear transverse engine and angledrive. However, the stock market crash of1929 severely limited the market for anupscale bus, and the Nite Coach was neversuccessful financially.
National Bus Trader / February, 2005 • 25
A typical chassis usually includes at least an engine, transmission, axles and wheels as well as asteering system. The various components are almost always joined to two beams or “rails” whichalso serve as a platform for mounting the body. Shown here is a Freightliner rear engine chassiswhich is designed for recreational vehicles. NBT.
Necessity proved to be the mother of invention when Pickwick developed an early version of inte-gral construction for their Nite Coach. Due to the size of the bus as well as the two passenger lev-els requiring a low floor, there was no suitable commercial chassis on the market. Since Pickwickhad done work on their own buses for years, they took the next step and developed an integral busthat met their requirements. DON COFFIN COLLECTION.

After the demise of the Nite Coach,Austin went on to develop a small busknown as the Utility coach which he built inEl Segundo, California. It had an angle drive,a transverse rear mounted engine, and car-ried 21 passengers. Its chassisless construc-tion was considered remarkable at that time.Unfortunately, the Utility Coach matchedthe Nite Coach in being pioneering but notvery profitable.
Austin joined Yellow Coach in 1934bringing along his ideas. By that time Yel-low Coach was already a part of GeneralMotors and based in Pontiac, Michigan.Austin was substantially responsible forhelping GM develop the Model 719 Super-coach which had a rear engine, underfloorluggage compartments and the start of GM’splatform-type integral construction.
Instead of a continuously moving assem-bly line, GM used the station method of con-struction at their plant in Pontiac. It startedwhen sub-assemblies were brought together
to create what GM called an “understruc-ture” which served as a platform on whichthe coach was built. This allowed some ofthe major systems to be installed (such aselectrical and air) in protected pipes and con-duits near the floor level. Eventually a sealerwould be applied to the understructure, anda chemically-treated plywood floor wouldbe installed.
The upper portions of the body, for bothparlor and transit coaches, were assembledin a different area and were called shells.These were then mated to the understruc-ture. At a following station, wheels and axleswere raised from pits in the floor and boltedto the understructure. From this point thecoaches rode on their own wheels throughthe remaining stations which included theinstallation of glass, seats and other interiorfinish items.
One of the things I find interesting is thatGM did not use tubular steel in the 1940sand 50s. Historical photos showing
production of the PD4104 and “Old Look”transit buses show that the upper bodieswere constructed form various type of steelbeams, including “T” beams. However, GM did use a lot of aluminum in their buses which cut down on both weight andcorrosion.
In 1977, GM introduced the RTS transitbus which used a new construction tech-nique which effectively joined five-foot sec-tions into one bus. This same technique waslooked at for highway coaches but provedimpractical for several reasons includingexcessive weight.
MCI developed a similar platform-typeconstruction but changed and improved itsomewhat. Much of this is credited to HarryZoltok, who ran MCI for quite some timeand had a great ability as a natural engineer.Like GM, MCI used a station system for pro-duction. Some people say that three piecescome together to make an MCI coach, butthe end result is similar to what GM usedwith a platform and an upper shell. At leastin modern times, MCI takes advantage ofweb frame type construction in the upperbody by using a tubular steel structure. MCIuses stainless steel in many areas which con-siderably increases longevity.
It is interesting that the traditional coachmodels best known for longevity and dura-bility were built using platform construc-tion. These include the venerable GMSilversides and PD4104 as well as the MCIMC-5A, MC-7, MC-8 and MC-9. I have notyet figured out whether the bigger buildersintentionally chose this method for a reasonor whether it was merely a coincidence.
One obvious advantage of platform-typeconstruction over web frame constructionis that platform construction starts as twoor more pieces which can be worked on eas-ier while they remain separate. With webframe construction, you immediately startout with a massive single frame.
26 • National Bus Trader / February, 2005
When Dwight Austin moved to GM, he began to perfect the platform-type integral constructionat Yellow Coach in Pontiac. One of his first efforts was the model 719 Yellow coach which was intro-duced in 1935. Known as the Supercoach, it introduced several improvements including a higherpassenger level, underfloor luggage compartments, and a rear engine. DON COFFIN COLLECTION.
Taken from a 1950s GM brochure, this photo shows platform-type con-struction as used on the PD4104. Close inspection reveals tubes and con-duits from front to rear for wires and other systems. MOTOR BUS SOCIETY.
Taken about 20 years later, this photo shows platform construction at MCIon what was probably an MC-8. This differs from GM’s earlier construc-tion in using both tubular steel and stainless. DON COFFIN.

Newer models at MCI have moved moretowards web frame construction. The F andG models, originally built in Mexico, aremore web frame than platform as are the Eand J models which go down a separateassembly line in Winnipeg.
The company that comes closest to theGM system today is Van Hool in Belgium.Van Hool originally developed integralconstruction in 1957 when they had a closecollaboration with Fiat. In fact their firstintegral coach was called the Van Hool-Fiat682.
Today, Van Hool uses a platform systemsomewhat similar to GM. However, theyhave improved on the old system with tubu-lar steel for the upper body framework andsubstantial use of stainless steel. Like mostintegral builders, Van Hool uses a stationsystem. However, what makes Van Hoolinteresting is that they run completely dif-ferent coaches down their line side by side.It would not be unusual to find a suburbanbus, an articulated bus and a double-deckernext to each other in production.
Van Hool’s reason for using the platformsystem is that they build both integral as wellas body-on-chassis buses. This allows themto build virtually identical upper body unitswhich can be mated to a bus chassis or com-pleted as an integral coach.
Web Frame or Cage Construction
A second type of integral constructionwas developed independently of the plat-form type of construction used by GM. Theoriginal idea apparently was derived fromearly aircraft monocoque construction wherecircular wooden strips were covered bycanvas. This concept was successfully trans-ferred to metal by aviation designers includ-ing Douglas Aircraft which introduced theirDC-1 in 1933.
William Bushnell Stout was primarily anaircraft designer and is best known for hiswork on the Ford Tri-Motor. In 1934 hehelped develop the PCC streetcar body forthe Pullman Car company. Soon after thathe began working on a plan to develop alightweight bus. Stout developed the con-
cept of a framework of welded metal tubescovered by a thin aluminum-alloy skin. Thetubular steel apparently provided the dualadvantages of maximum strength for min-imum weight while also being at leastsomewhat flexible and resilient. While theengineers usually call this web frame con-struction, some people have called thisframework a cage since it visually is similarin appearance to a bird cage.
Stout’s original design was for a 24-pas-senger bus which weighed only 6,000pounds. The upper web frame was so lightthat four men could lift it. A prototype ofStout’s bus was built by Gar Wood Indus-tries of Detroit, Michigan, a company thathad been active in building hydraulic partsand truck bodies. Stout searched for a com-pany to put the bus into regular productionbut was unsuccessful. Meanwhile, the pro-totype had impressed so many local busoperators that Gar Wood eventually agreedto put the bus into production in 1936.Approximately 175 buses were built in thefollowing two years. They had rear enginesand primarily used Ford gasoline power and
National Bus Trader / February, 2005 • 27
This photo was taken in 1940 and shows some of the early web frame integral construction. The location is the Hegewisch (Chicago) Aerocoach plantwhere the former Gar Wood models had just been put into production. Assembly starts at the far end of the plant with the web frame and continuesthrough various stations towards the camera. The two buses on the far left appear to be completed. MOTOR BUS SOCIETY.

running gear although Dodge or Chevroletengines were available. In 1937, a Gar Woodadvertisement stated, “It’s still the world’slightest and strongest, lowest priced rearengine coach.”
In 1939, Gar Wood sold their bus man-ufacturing business to the General Ameri-can Transportation Corp., a company thathad built and leased railroad cars. Due tothe aviation background of the frame struc-ture, the new bus was called an Aerocoach,and a new production line was set up inChicago in 1940. Although Aerocoach con-tinued to manufacture the Gar Wood buses,they correctly realized that the real marketwas for a larger coach. As a result, Aero-coach developed their Mastercraft series oflarger 29- and 33-passenger coaches usingthe same welded steel framework. Theselarger buses soon became more popularthan the smaller Gar Wood design. Whenproduction was suspended in 1943 becauseof the war, Aerocoach had built approxi-mately 250 coaches of the smaller Gar Wood
type and about 300 of the newer and largertype.
Aerocoach resumed production of thelarger type buses in 1944 but discontinuedthe smaller type. Several went to major busoperators including Trailways members. Anadditional 2,350 buses were built before pro-duction ceased in 1952. However, this typeof construction eventually became popularwith several bus builders.
Integral Construction in Europe
Integral construction first reached Europein the late 1930s. Carrosseries Besset S.A. ofAnnonay in the south of France was a well-known builder of bus bodies. In 1937, GarWood gave the company rights to build theirtubular steel integral coach under license.Several coaches were then constructed underthe Isobloc name. Most were built with aMatford V-8 gasoline engine although aGeorge Irat diesel engine was briefly avail-able. Production ceased because of the war,
but the company did resume productionafter the end of hostilities.
It was not until the 1950s that tubularsteel integral construction began to spreadto other European manufacturers. Earlyexamples were primarily scattered, smallercompanies with limited production. Nord-westdeutsche Fahrzeugbau GmbH in Wil-helmshaven, Germany built a few forwardcontrol buses with integral construction from1952 to 1955 powered by Ford gas and dieselengines. Metallwarenfabrik Theodor KlatteGmbH in Bremen, a newcomer to bus build-ing, offered a forward control bus in 1952and later developed a design with a rear, air-cooled Deutz diesel engine before discon-tinuing production in 1954. Krauss-MaffeiA.G. in Munich, undoubtedly a larger com-pany than the previous two, was known forits Maffei road tractors but got into busbuilding (for about two decades) starting in1946. They introduced their chassisless busin 1954. All of this was fairly revolutionaryin Europe because body-on-chassis front
28 • National Bus Trader / February, 2005
In addition to being the first bus to use web frame construction, the GarWood was also revolutionary from the standpoint of design and styling.Shown is one of the early Aerocoach buses. MOTOR BUS SOCIETY.
Aerocoach correctly decided that the market needed a larger bus and devel-oped their new Mastercraft series. Here is the prototype web frame for thelarger series developed by the Aerocoach engineers. MOTOR BUS SOCIETY.
The Kässbohrer company in Ulm, Germany was one of the pioneers inweb frame construction in Europe. This famous 1951 photo shows sixemployees holding the upper web frame structure on the new Setra toshow its light weight. DAIMLERCHRYSLER.
The first three S-8 coaches built from that web frame were lined up forthis photo in August of 1951. In addition to being the first significant pro-duction integral coaches in Europe, they were also the start of the Setraproduct line. DAIMLERCHRYSLER.

engine buses were still being built as late as1950.
The Kässbohrer Company (then KarlKässbohrer Fahrzeugwerke GmbH) in Ulm,Germany deserves credit for being one ofthe first European builders to recognize thevalue of integral tubular steel constructionand adopting it for regular production. By1951, Kässbohrer had already developed thetubular steel frame for a new model. Afamous photograph shows six employeesholding the frame to demonstrate how lightit was. Kässbohrer’s new model built fromthe frame was introduced to the public inMarch of 1952. This was the first substantialproduction model with integral construc-tion in Europe. The company called the con-cept “selbsttragend” or self-supporting fromwhich the Setra name was derived.
In later years the company wouldimprove on the concept in several ways. Iwas personally impressed by a hydraulic jigdeveloped by Kässbohrer engineers whichallowed the frame structure for differentmodel variations to be assembled in thesame jig.
To some extent, the tubular steel integralconcept gravitated back to North Americafrom Europe. Kässbohrer built the first Eaglebuses at their Ulm plant in the late 1950susing their primary Setra concept and pro-cedures. After being built in Belgium for awhile, Eagle production moved toBrownsville, Texas where the tubular steelframe showed the Setra influence. Whilenone of the integral bus builders I have vis-ited ever had a true powered assembly line,Eagle did use little rail carts to move their
partially-completed frame structures fromstation to station.
Likewise, Neoplan in Stuttgart, Germanyalso embraced the tubular steel frame con-cept. Some of this technology was trans-ported to Lamar, Colorado for the newlicensee in the United States. The similari-ties between the Stuttgart and Lamar plantsare interesting. Both used the station con-cept but actually ran production in lines withbuses nose to tail. As I recall, both also hadsome observation walkways above the pro-duction floor.
Prevost Car in Ste-Claire, Quebecdeserves credit for taking the tubular steel
frame concept and bringing it up to state-of-the art. Among other things, Prevost nowuses stainless steel to give their coaches alonger life with less problems from corro-sion. Prevost also uses the station conceptfor production with stations located oneither side of their plant. A moving platform,similar to a railroad transfer table, movesthe partially-completed coaches from sta-tion to station.
Sleds
At least a brief mention should be madeof sleds. Particularly in Europe, it is notunusual for one company to build an inte-gral coach but get the drive train and axles
National Bus Trader / February, 2005 • 29
In some cases, such asEagle and NeoplanUSA, web frame con-struction returned tothe United States fromEurope. Taken in thelate 1950s, this photoshows one of the origi-nal Golden Eagles builtat Ulm being tested onthe South German A8Autobahn betweenSalzburg and Munichprior to being shippedto Continental Trail-ways in the UnitedStates. Note theKässbohrer “K” on thenose under the “mus-tache.” The Kässbohrercompany photographerhad great luck this daybecause a Setra S-8 justhappened to be passingover the bridge as hecaptured the Eagle inhis camera. DAIMLER-CHRYSLER.
Prevost Car uses web frame construction for their coaches. Like most manufacturers, they use astation assembly system but have their stations located on both sides of this wide aisle at theirmodern production plant in Ste. Claire, Quebec. A transborder acts as a transfer table to movecoaches between the various stations. NBT.

from a major manufacturer. Both Scania andDAF in Europe offer components for thispurpose. They deliver a front section with afront axle and steering wheel and a rear sec-tion with a rear axle(s) and engine. Typically,these components are temporarily boltedtogether and arrive at the bus builder look-ing like a short chassis although any struc-tural members holding the componentstogether are temporary. Once the integralframe structure for the coach is built, thesecomponents are then slid underneath andconnected, which is why some people callthem sleds.
Chassis vs. Integral Construction
The two major differences between chas-sis construction and integral constructionare price and longevity. However, depend-ing on several factors, there may be otherdifferences including the quality of the sus-pension system or even the size of under-floor compartments. What with ongoingimprovements in body-on-chassis con-struction and so many differences in inte-gral construction, it is difficult to be veryspecific.
In general, a body-on-chassis bus is morepractical and economical in situations whereit is not being driven many miles and willwear out from age before it will wear outfrom use. An excellent example is school busoperations where a body-on-chassis bus isvery typical. In comparison, an integralcoach is more practical and economical insituations where the bus must be driven a
substantial number of miles and whereresidual value is important.
A study we did several years ago showedus that the best body-on-chassis buses couldbe economically driven up to 500,000 miles,but many fell short of that goal. In compar-ison, integral coaches typically can be eco-
nomically driven from one to three millionmiles depending on model, manufacturer,and quality of maintenance. Other major dif-ferences between the two types of vehiclesinclude the fact that the integral coach is typ-ically safer in the event of an accident and ismore likely to have better systems includ-ing suspension.
Differences in Construction
It would be a fairly safe bet that no twomanufacturers build their integral coachesexactly alike. While there have been twobasic types of integral construction, they areno longer totally separate and have beencombined and modified over the years. Onsome coaches the floor, side skins and roofcan be structural members, and on othersthe integrity of the platform may be critical.If you are a commercial coach operator, thismay be of little importance since you do notplan to modify the coach structure and areonly concerned with longevity and resalevalue.
However, those of you who plan to makemodifications to the coach structure for aconversion (to raise the roof and add a slide-out) are strongly cautioned to make sure youunderstand how the engineers designed thecoach before you start taking a torch or hacksaw to any structural member. Here are afew things we have heard over the years.
• If you alter a frame and do not trans-fer stress correctly, things can break – typi-cally while you are driving down the road.
• Be particularly careful when dealingwith stainless steel. Stainless reacts differ-
30 • National Bus Trader / February, 2005
Taken in the Van Hool plant in Belgium, this photo shows the start of work on the lower platformfor a C2045 coach which will be exported to the United States. Of all the manufacturers, Van Hoolprobably comes the closest today to the original General Motors construction procedure. However,Van Hool has improved the process by using stainless steel and tubular steel. NBT.
One of the major advantages of platform construction is that it is easier to do preliminary work onboth the platform and on the upper body structure while they are separate units. In this photo theGM production staff shows how easy it is to install wiring in an intercity coach body shell prior toits joining with the platform section. The photo was taken in 1948. My guess is that the body shellis a PD2903, but some reader may know more. MOTOR BUS SOCIETY.
ently than mild steel. It is not as strong asmild steel and can be more brittle. It is gen-erally not a good idea to weld two differenttypes of steel together. However, stainlesssure helps in reducing the rust problem.
• On most integral GM buses, the skinwas used as a structural member. Some yearsago an organization had the rivets on aPD4905 ground flat for aesthetic reasons.The coach had to be carried out on a flatbedin order to be put back together. Likewise,on many of the traditional MCI models, theskin or sidewall panels were also a struc-tural member.
• On newer coaches, the bonded sideglass actually adds to the strength of thecoach structure
• Extreme caution should be used whencutting into platform-type integral coaches.In many cases the floor, roof, and side skincan be a structural member. On some plat-form-type construction, the platform andtops can be fragile until they are joinedtogether but then seem to exhibit tremen-dous longevity. Possibly part of theirstrength is in their flexibility since severalpeople insist that web frame construction ismore rigid than platform construction.
• Eagles were always a favorite of theconversion crowd because the web framecarried most of the stress. The roof on an
Eagle is just like a hat – it just keeps the rainout.
• The expensive extruded aluminum bag-gage doors on the Eagle helped prevent bodytorque. In comparison, the traditional MCI,
Prevost and Setra have more strength in theirframe and less in their baggage doors.
• Many Neoplan coaches were builtwith a heavy tubular spine that runs abovethe luggage bay. This has the advantage ofputting less stress on the sidewalls but oftenrequired heavier luggage bay doors toreduce torquing.
What all of this goes to prove is that thereare as many variations to integral design asthere are coach manufacturers. However,integral design continues to be a major fac-tor in coach longevity, resale value, safetyand other factors in the bus industry.
We would like to offer our thanks to numer-ous individuals who helped us in research andfinding photos for this article. Included areRichard H. Phillippi of the Motor Bus Society,bus historian Don Coffin, Hugo de Roo from VanHool, Udo Surig from DaimlerChrysler andDave Millhouser from Setra and ABC. ❑
National Bus Trader / February, 2005 • 31
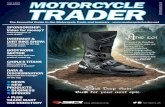
Taken at the MCI facility in Winnipeg, this shows a coach frame structure coming together withthe help of a fixture which helps maintain close tolerances. The front of the coach is on the far right.MCI uses stainless steel for longevity and tubular steel for strength. NBT.
Reprinted from theFebruary, 2005 issue of
National Bus Trader
9698 W. Judson RoadPolo, Illinois 61064
Phone: (815) 946-2341Fax: (815) 946-2347
Surf Over to our Web site at:www.busmag.com