
el litigio estratégico por los pueblos indígenas afectados por ...
CORPORACIÓN MEXICANA DE INVESTIGACIÓN EN MATERIALES
COMIMSA
MAESTRÍA EN TECNOLOGÍA DE LA SOLDADURA INDUSTRIAL
INSPECCIÓN POR ULTRASONIDO
Patrícia Sheilla Costa
Saltillo
23 de Octubre de 2014
2
CONTENIDO
1. INTRODUCCIÓN ......................................................................................... 3
2. APLICACIONES .......................................................................................... 3
3. CONCEPTOS FUNDAMENTALES ............................................................. 4
3.1. Tipos de Ondas ........................................................................................ 6
3.2. Ondas Sonoras ......................................................................................... 7
3.3. Generación del ultrasonido ....................................................................... 9
3.4. Haz Ultrasónico ...................................................................................... 10
4. INSPECCIÓN POR ULTRASONIDO ......................................................... 10
4.1. Equipo .................................................................................................... 11
4.2. Técnicas de Inspección .......................................................................... 12
4.2.1. Acoplante ............................................................................................ 12
4.2.2. Métodos y técnicas de inspección ....................................................... 13
4.3. Ventajas y limitaciones ........................................................................... 17
4.4. Procedimientos ....................................................................................... 18
5. CRIPTÉRIOS DE ACEPTACIÓN Y RECHAZO ......................................... 18
5.1. AWS D1.1 ............................................................................................... 18
5.2. API 5L ..................................................................................................... 19
5.3. ASME IX ................................................................................................. 20
6. CONCLUSIÓN ........................................................................................... 20
7. REFERENCIAS ......................................................................................... 21
LISTADO DE TABLAS ..................................................................................... 22
LISTADO DE FIGURAS ................................................................................... 23
LISTADO DE ABREVIATURAS Y SIGLAS ...................................................... 24

3
1. INTRODUCCIÓN
La inspección por ultrasonido es un método de examen no destructivo en
el cual ondas de sonido son introducidas dentro de la pieza a ser examinada
para determinar discontinuidades internas, [1].
La detección y evaluación de las discontinuidades es posible porque la
velocidad del sonido en un determinado material es aproximadamente
constante, lo que hace posible la medición de la distancia, además, la amplitud
de un pulso de sonido refletado puede relatar el tamaño del reflector, [1].
El personal que lleva a cabo el ensayo debe de estar entrenados y
altamente calificados de acuerdo a los siguientes niveles, [1]:
- Nivel I: el personal con calificación nivel I debe de estar preparado para
realizar el ensayo, calibrar el equipo y evaluar los resultados según
instrucciones escritas;
- Nivel II: el personal con calificación nivel II debe de estar preparado
para realizar el ensayo, calibrar el equipo, interpretar y evaluar los resultados
de acuerdo a códigos y especificaciones. Además deben de tener la capacidad
de elaborar procedimientos y reportar los resultados del ensayo;
- Nivel III: el personal con calificación nivel III son responsables por
establecer las técnicas, interpretar los códigos y designar los métodos de
ensayo.
La inspección por ultrasonido requiere más entrenamiento y experiencia
que los demás métodos de ensayos no destructivos, pues las variables críticas
del ensayo son dependientes del conocimiento y habilidad del operador. Por
este motivo, grande parte de las especificaciones requiere técnicas ultrasónicas
recomendadas en la SNT-TC-1A o en la ANSI/ASNT CP-189, [2].
2. APLICACIONES
De acuerdo con sus características el ensayo por ultrasonido puede ser
utilizado en el examen de productos metálicos y no metálicos, tales como:
soldadura fría, fundiciones, planchas, tubos, plásticos, cerámicos, entre otros,
[1].

4
Es un ensayo aplicable en la detección de discontinuidades internas y
por eso es considerado un ensayo volumétrico. Sin embargo, es una de las
herramientas más efectivas para el aseguramiento y control de calidad.
El ensayo por ultrasonido es utilizado en uniones soldadas o brazadas
para detectar grietas, laminaciones, rechupes, poros, inclusiones de escoria,
fusión incompleta, penetración incompleta y todas las discontinuidades internas
en estos tipos de uniones. Sin embargo, el ultrasonido también puede ser
empleado para medir espesores y cuando se utiliza la técnica apropiada, es
posible detectar con buena precisión la posición, la profundidad y en algunos
casos el tamaño de la discontinuidad, [2].
3. CONCEPTOS FUNDAMENTALES
Para una mejor comprensión de los fenómenos que ocurren en el
ensayo por ultrasonido se citarán algunos términos y principios básicos de la
física que comprende la acústica, [3]:
a) Oscilación (ciclos): es el cambio periódico del comportamiento de un
cuerpo.
b) Onda: es una propagación de una oscilación y sucede cuando las
partículas de un material oscilan transmitiendo su vibración a la
adyacente.
c) Periodo (T): tiempo necesario para llevar a cabo una oscilación.
d) Frecuencia (f): es la inversa del período.
e) Amplitud (A): es la máxima desviación de oscilación.
f) Amortiguación o Atenuación: es el decremento en el tiempo de la
amplitud de una oscilación.
g) Velocidad de propagación: es la velocidad a la que se propaga la onda
que, en este caso, es la velocidad del sonido (C), que depende de las
propiedades del material que hace de medio.
h) Longitud de onda (λ): es la distancia entre dos puntos adyacentes de
condición de oscilación equivalente mirando en la dirección de
propagación. Si el fenómeno se propaga con una velocidad V entonces
se tiene que:

5
O teniendo en cuenta la frecuencia:
La Figura 1 presenta una onda senoidal arbitraria con algunas de sus
características principales.
Figura 1. Onda sinodal.
i) Frente de onda: Es el lugar geométrico en que los puntos del medio son
alcanzados en un mismo instante por una determinada onda. Dada una
onda propagandose en el espacio o sobre una superficie, los frentes de
ondas pueden visualizarse como superficies o líneas que se desplazan a
lo largo del tiempo alejándose de la fuente sin tocarse como ilustra la
Figura 2.
Figura 2. Frente de onda.

6
3.1. Tipos de Ondas
Las ondas se pueden propagar de distintas maneras, correspondiendo
cada una de ellas al movimiento de los elementos del medio, [3]:
a) Ondas longitudinales: ondas que el movimiento de las partículas en el
medio es paralelo a la dirección de propagación. Por ejemplo la
propagación en un resorte como ilustra la Figura 3. Estas son las ondas
más utilizadas en ultrasonido porque, además de propagarse en
cualquier medio, son fácilmente generadas y detectadas. Pueden ser
orientadas y localizadas en un haz concentrado y tienen alta velocidad.
Figura 3. Movimiento de un resorte.
b) Ondas Transversales: en este caso el movimiento de las partículas es
perpendicular a la dirección de la propagación de la onda, como por
ejemplo el agua ante una perturbación como ilustra la Figura 4.
Figura 4. Perturbación en la superficie de un líquido.
c) Ondas superficiales o de Raileigh: son ondas que se propagan sobre
las superficies de los sólidos de espesores relativamente gruesos
penetrando aproximadamente una longitud de onda. Estas tienen la
particularidad de que el movimiento de las partículas es una
7
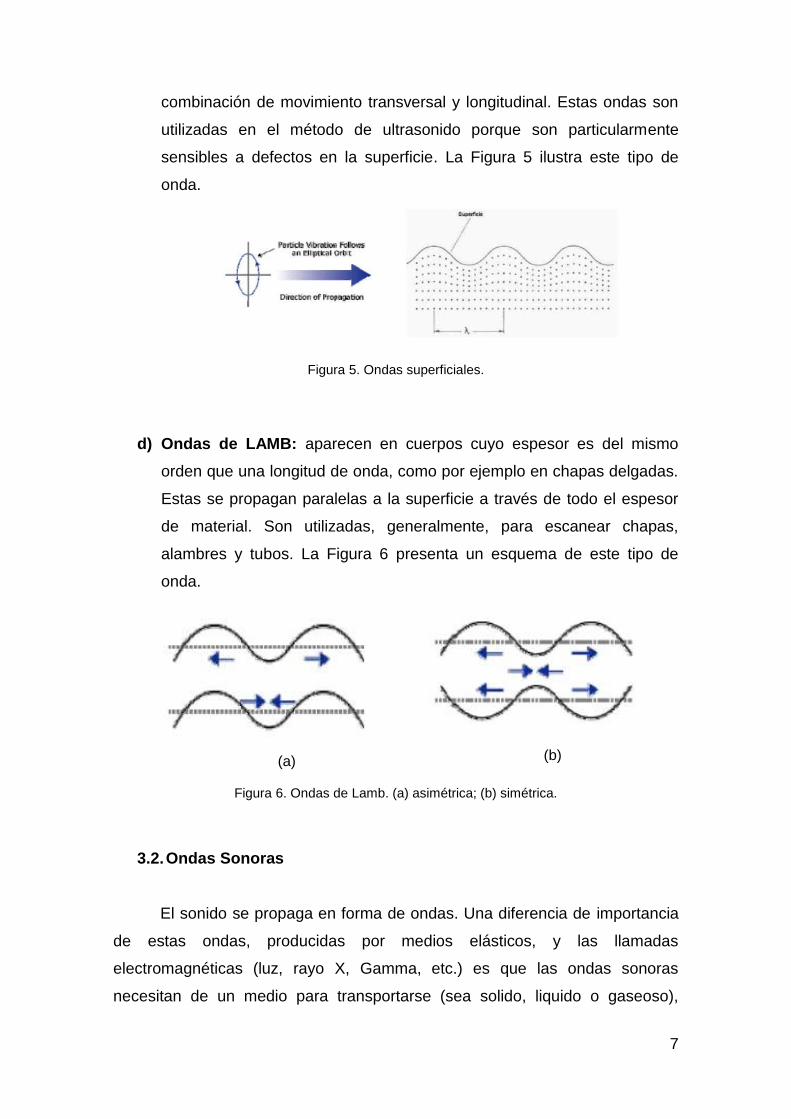
combinación de movimiento transversal y longitudinal. Estas ondas son
utilizadas en el método de ultrasonido porque son particularmente
sensibles a defectos en la superficie. La Figura 5 ilustra este tipo de
onda.
Figura 5. Ondas superficiales.
d) Ondas de LAMB: aparecen en cuerpos cuyo espesor es del mismo
orden que una longitud de onda, como por ejemplo en chapas delgadas.
Estas se propagan paralelas a la superficie a través de todo el espesor
de material. Son utilizadas, generalmente, para escanear chapas,
alambres y tubos. La Figura 6 presenta un esquema de este tipo de
onda.
(a)
(b)
Figura 6. Ondas de Lamb. (a) asimétrica; (b) simétrica.
3.2. Ondas Sonoras
El sonido se propaga en forma de ondas. Una diferencia de importancia
de estas ondas, producidas por medios elásticos, y las llamadas
electromagnéticas (luz, rayo X, Gamma, etc.) es que las ondas sonoras
necesitan de un medio para transportarse (sea solido, liquido o gaseoso),
8
mientras que las ultimas no. Ambas tiene propiedades en común: transportan
energía de un punto a otro del espacio.
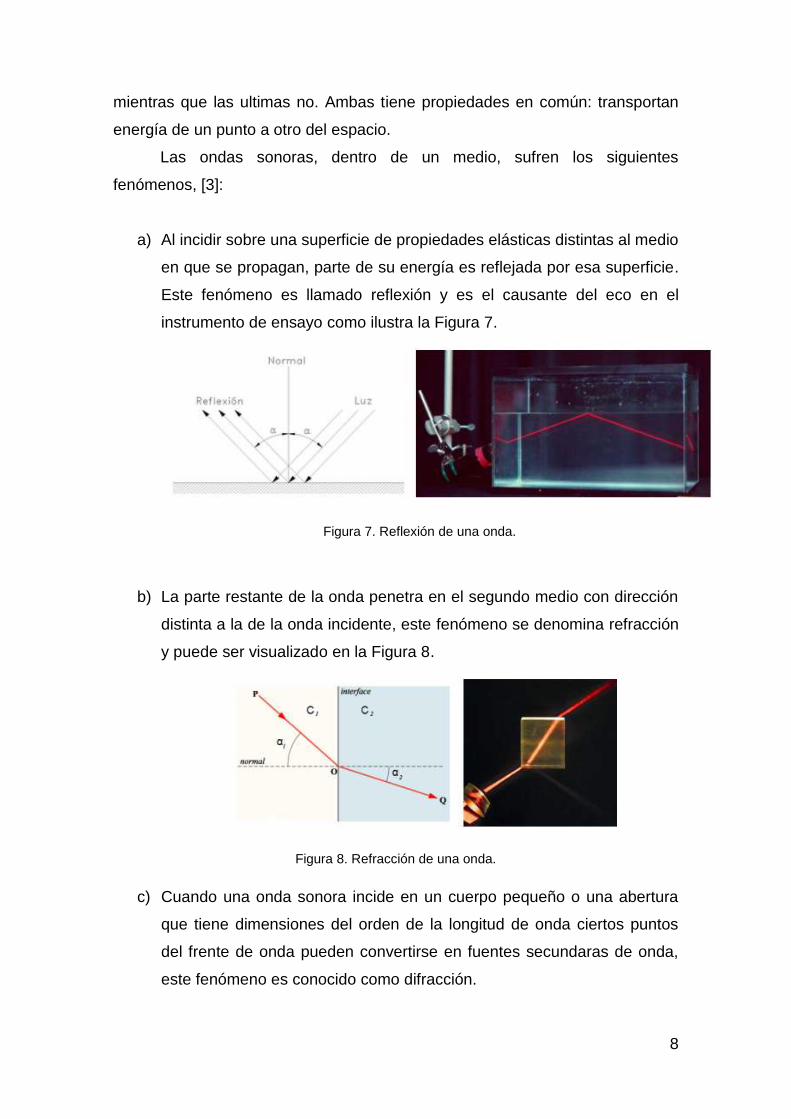
Las ondas sonoras, dentro de un medio, sufren los siguientes
fenómenos, [3]:
a) Al incidir sobre una superficie de propiedades elásticas distintas al medio
en que se propagan, parte de su energía es reflejada por esa superficie.
Este fenómeno es llamado reflexión y es el causante del eco en el
instrumento de ensayo como ilustra la Figura 7.
Figura 7. Reflexión de una onda.
b) La parte restante de la onda penetra en el segundo medio con dirección
distinta a la de la onda incidente, este fenómeno se denomina refracción
y puede ser visualizado en la Figura 8.
Figura 8. Refracción de una onda.
c) Cuando una onda sonora incide en un cuerpo pequeño o una abertura
que tiene dimensiones del orden de la longitud de onda ciertos puntos
del frente de onda pueden convertirse en fuentes secundaras de onda,
este fenómeno es conocido como difracción.

9
d) Cuando las ondas de sonido se originan simultáneamente desde
distintos puntos, ocurre un "solapamiento" de las diferentes ondas
creando el fenómeno de INTERFERENCIA el cual significa una onda
resultante distinta a las originadas. La Figura 9 ilustra el fenómeno.
(a)
(b)
(c)
Figura 9. Efecto de la interferencia. (a) onda resultante como suma de las amplitudes; (b) onda
resultante nula; (c) onda resultante com cambio de fase.
e) Parte de la energía acústica disminuye debido a las perdidas por fricción
convirtiéndose en calor, este es el fenómeno denominado como
absorción.
3.3. Generación del ultrasonido
Existen numerosos medios de producción de ondas ultrasónicas. El
concepto básico es el de la conversión de pulsos eléctricos a vibraciones
mecánicas y el retorno de vibraciones mecánicas a energía eléctrica. Ejemplo
de métodos para generación de ultrasonido son los procedimientos mecánicos,
que no son utilizados para los ensayos no destructivos, y el efecto
piezoeléctrico, [3].
El efecto piezoeléctrico es aprovechado casi universalmente para el
ensayo no destructivo de materiales. Los elementos utilizados son,
básicamente, una pieza de material polarizado con electrodos adheridos a dos
de sus caras opuestas. Entre los materiales más conocidos en la utilización de
cristales para los transductores se encuentran el Cuarzo, el Sulfato de Litio y
las Cerámicas sintetizadas, [3].
10
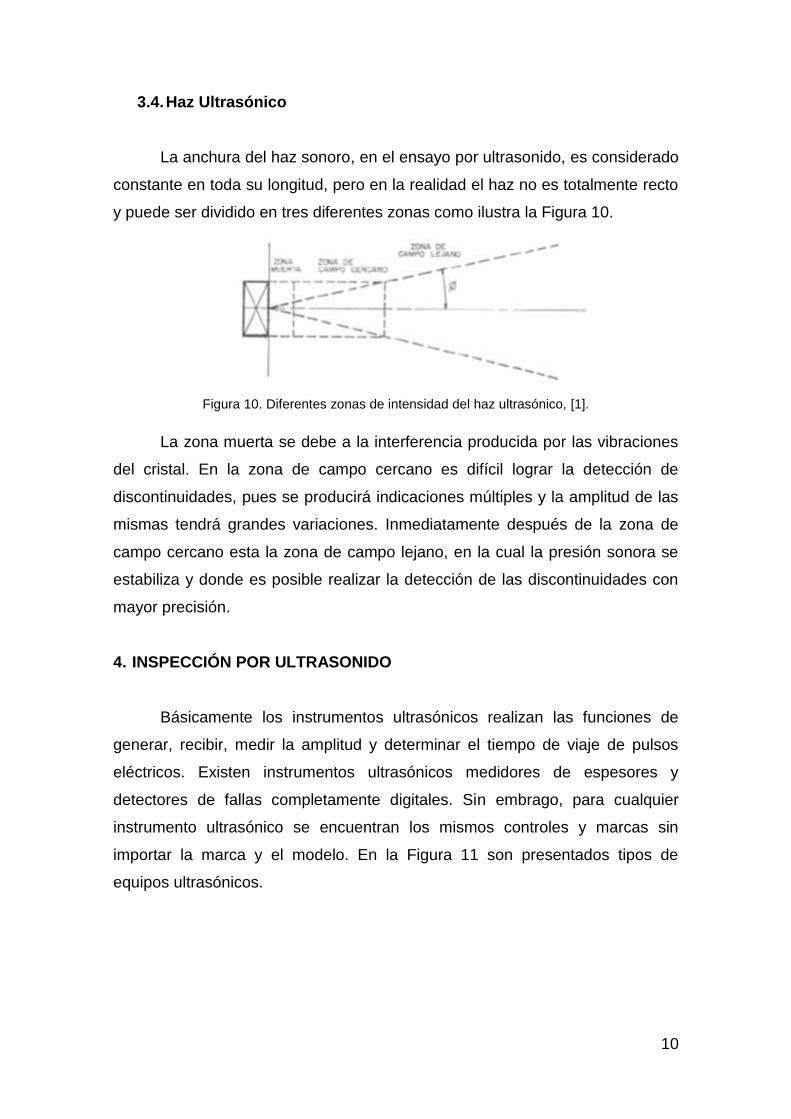
3.4. Haz Ultrasónico
La anchura del haz sonoro, en el ensayo por ultrasonido, es considerado
constante en toda su longitud, pero en la realidad el haz no es totalmente recto
y puede ser dividido en tres diferentes zonas como ilustra la Figura 10.
Figura 10. Diferentes zonas de intensidad del haz ultrasónico, [1].
La zona muerta se debe a la interferencia producida por las vibraciones
del cristal. En la zona de campo cercano es difícil lograr la detección de
discontinuidades, pues se producirá indicaciones múltiples y la amplitud de las
mismas tendrá grandes variaciones. Inmediatamente después de la zona de
campo cercano esta la zona de campo lejano, en la cual la presión sonora se
estabiliza y donde es posible realizar la detección de las discontinuidades con
mayor precisión.
4. INSPECCIÓN POR ULTRASONIDO
Básicamente los instrumentos ultrasónicos realizan las funciones de
generar, recibir, medir la amplitud y determinar el tiempo de viaje de pulsos
eléctricos. Existen instrumentos ultrasónicos medidores de espesores y
detectores de fallas completamente digitales. Sin embrago, para cualquier
instrumento ultrasónico se encuentran los mismos controles y marcas sin
importar la marca y el modelo. En la Figura 11 son presentados tipos de
equipos ultrasónicos.

11
(a)
(b)
Figura 11. Equipo para inspección por ultrasonido. (a) equipo para medición de espesores; (b)
equipo para detección de fallas, [4]
4.1. Equipo
La mayoría de las inspecciones por ultrasonido utilizan los siguientes
componentes, [2]:
a) un generador de señal electrónica que produce ráfagas de tensión
alterna;
b) un transductor que envía de que emite un haz de ondas ultrasónicas
cuando se aplica tensión alterna;
c) un acoplador para transmitir la energía ultrasónica desde el transductor
a la pieza de ensayo y viceversa;
d) un transductor receptor para convertir el sonido a tensión alterna (este
transductor puede ser el mismo que el transductor de envío);
e) un dispositivo electrónico para amplificar y cambiar la señal del receptor
transductor;
f) una pantalla o dispositivo indicador para caracterizar o grabar la salida
de la pieza de ensayo;
g) un temporizador electrónico para controlar la operación, y
h) una fuente de energía eléctrica.
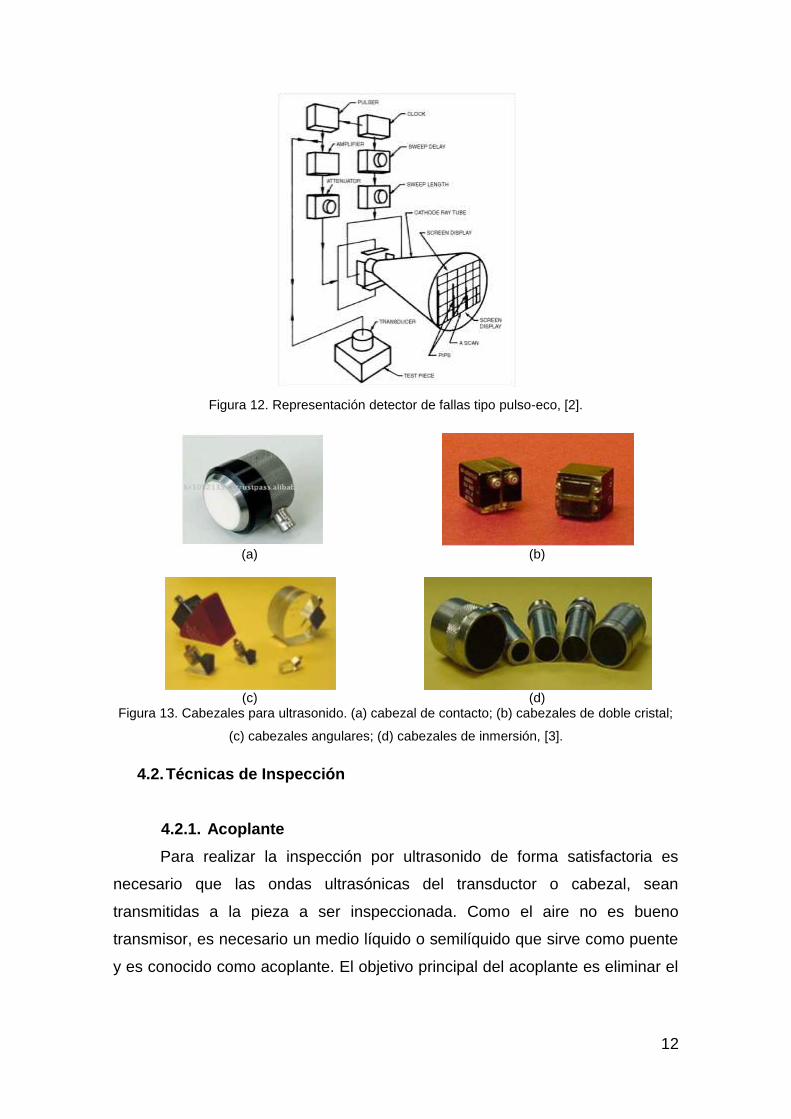
La Figura 12 presenta un esquema del detector de fallas por ultrasonido
y la Figura 13 presenta ejemplos de algunos cabezales o transductores.
12
Figura 12. Representación detector de fallas tipo pulso-eco, [2].
(a)
(b)
(c)
(d)
Figura 13. Cabezales para ultrasonido. (a) cabezal de contacto; (b) cabezales de doble cristal;
(c) cabezales angulares; (d) cabezales de inmersión, [3].
4.2. Técnicas de Inspección
4.2.1. Acoplante
Para realizar la inspección por ultrasonido de forma satisfactoria es
necesario que las ondas ultrasónicas del transductor o cabezal, sean
transmitidas a la pieza a ser inspeccionada. Como el aire no es bueno
transmisor, es necesario un medio líquido o semilíquido que sirve como puente
y es conocido como acoplante. El objetivo principal del acoplante es eliminar el
13
aire atrapado en el espacio entre las superficies del transductor y de la pieza
inspeccionada, [4].
Los acoplantes más comúnmente utilizados incluyen aceites de varios
grados de viscosidad, glicerina, pastas especiales, agua y grasas. Para la
inspección por inmersión, el acoplante más utilizado es el agua, pues es
económico, abundante y relativamente inerte, [4].
4.2.2. Métodos y técnicas de inspección
En la Tabla 1 son presentados los principales métodos y técnicas de
inspección.
Tabla 1. Métodos y técnicas de inspección por ultrasonido, [4].
Métodos de
Acoplamiento Técnicas de Inspección
Métodos de presentación
de información
Método de contacto
Técnica pulso-eco
Tipo A
Método de Inmersión Tipo B
Tipo C
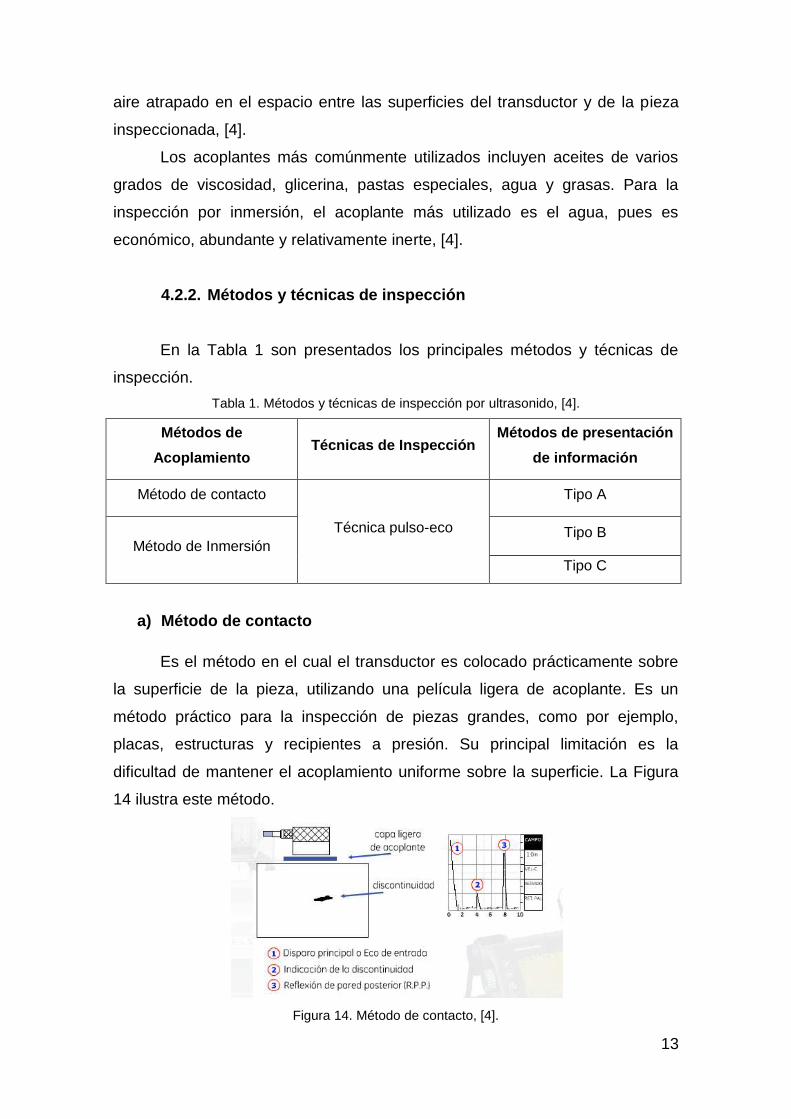
a) Método de contacto
Es el método en el cual el transductor es colocado prácticamente sobre
la superficie de la pieza, utilizando una película ligera de acoplante. Es un
método práctico para la inspección de piezas grandes, como por ejemplo,
placas, estructuras y recipientes a presión. Su principal limitación es la
dificultad de mantener el acoplamiento uniforme sobre la superficie. La Figura
14 ilustra este método.
Figura 14. Método de contacto, [4].

14
b) Método de inmersión
En este método el transductor está separado de la pieza por una
columna de acoplante (agua). Su principal ventaja es que con este método se
acomoda fácilmente sistemas automáticos de inspección. Tuberías,
soldaduras, barras roladas y lingotes pueden ser inspeccionados por este
método. Por otro lado, el tiempo para el ajuste del sistema de inspección puede
ser muy largo y se requiere el mantenimiento del acoplante. La Figura 15 ilustra
este método.
Figura 15. Método de Inmersión, [4].
c) Técnica pulso-eco
Esta técnica consiste en enviar un pulso acústico que viaja a través del
medio hasta que un cambio en la impedancia acústica provoca que sea
reflejado, ocasionando que regrese para posteriormente sea recibido. Esta
técnica se divide en tres modos de inspección:
Pulso-eco;
Picha y Cacha;
Transmisión a través.
En el modo pulso-eco se utiliza un solo transductor que envía y recibe el
pulso, por lo que requiere acceso a una solo superficie. La Figura 16 ilustra
este modo de inspección.

15
(a)
(b)
Figura 16. Modo de inspección Pulso-eco. (a) Pulso enviado; (b) pulso reflejado, [4].
En el modo Picha y Cacha se utilizan dos transductores, uno envía el
pulso (transmisor) y el otro lo recibe (receptor). Los dos transductores se
localizan en una misma superficie. La Figura 17 ilustra este modo de
inspección.
Figura 17. Modo de inspección picha y cacha, [4].
El modo de inspección de transmisión a través, también utiliza dos
transductores, un transmisor y un receptor, solo que en este caso se
encuentran localizados en superficies opuestas como ilustra la Figura 18.
Figura 18. Modo de inspección transmisión a través, [4].

16
d) Método de presentación tipo A
El método de presentación A, también conocido como barrido tipo A, es
la presentación más común en la mayoría de los instrumentos. La presencia de
discontinuidades es representada por ecos, picos, reflexiones o indicaciones
sobre la pantalla del equipo (Figura 19). Con esta presentación se puede
determinar la profundidad y magnitud de una discontinuidad y el espesor de un
material.
Figura 19. Equipos de presentación tipo A, [4].
e) Método de presentación tipo B
Cuando si quiere verificar la forma a lo largo de una discontinuidad se
puede utilizar el método de presentación tipo B (Figura 20), pues este muestra
la sección transversal del material que está siendo inspeccionado. En la
pantalla se tiene como referencia la superficie frontal y posterior de la pieza y
se obtienen los datos de la longitud y profundidad de las discontinuidades.
Figura 20. Presentación tipo B, [4].
17
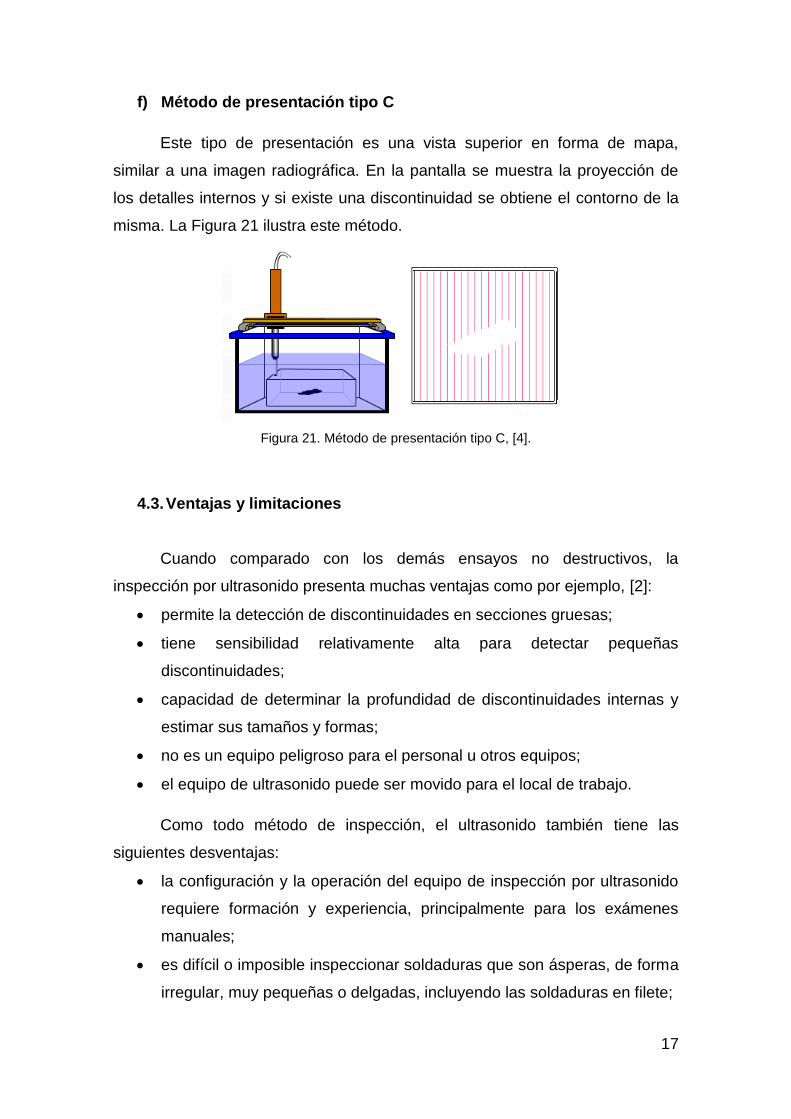
f) Método de presentación tipo C
Este tipo de presentación es una vista superior en forma de mapa,
similar a una imagen radiográfica. En la pantalla se muestra la proyección de
los detalles internos y si existe una discontinuidad se obtiene el contorno de la
misma. La Figura 21 ilustra este método.
Figura 21. Método de presentación tipo C, [4].
4.3. Ventajas y limitaciones
Cuando comparado con los demás ensayos no destructivos, la
inspección por ultrasonido presenta muchas ventajas como por ejemplo, [2]:
permite la detección de discontinuidades en secciones gruesas;
tiene sensibilidad relativamente alta para detectar pequeñas
discontinuidades;
capacidad de determinar la profundidad de discontinuidades internas y
estimar sus tamaños y formas;
no es un equipo peligroso para el personal u otros equipos;
el equipo de ultrasonido puede ser movido para el local de trabajo.
Como todo método de inspección, el ultrasonido también tiene las
siguientes desventajas:
la configuración y la operación del equipo de inspección por ultrasonido
requiere formación y experiencia, principalmente para los exámenes
manuales;
es difícil o imposible inspeccionar soldaduras que son ásperas, de forma
irregular, muy pequeñas o delgadas, incluyendo las soldaduras en filete;
18
discontinuidades superficiales son difíciles de detectar;
se necesita un medio acoplante para transmitir la onda ultrasónica del
transductor para la pieza a ser inspeccionada;
se requiere normas de referencia para calibrar los equipos y para
evaluar el tamaño de las discontinuidades;
4.4. Procedimientos
La inspección por ultrasonido debe ser realizada de acuerdo a un
procedimiento escrito. La inspección de soldaduras generalmente se hace
según códigos y especificaciones como por ejemplo el código estructural de la
AWS D1.1. Otros ejemplos son los códigos API 5L, para tuberías, y ASME
sección IX que incluye la calificación de procedimientos de soldadura y de
soldadures.
En estos códigos y especificaciones se encuentran los procedimientos y
calibraciones para las inspecciones por ultrasonido. Sin embrago, los criterios
de aceptaciones y rechazo de los códigos y especificaciones con de grande
importancia para saber si la pieza está dentro de los criterios de calidad
adoptados.
5. CRIPTÉRIOS DE ACEPTACIÓN Y RECHAZO
5.1. AWS D1.1
La sección 6.13 de la parte C del código AWS D1.1 (Structural Weld
Code - Steel), se refiere a la inspección por ultrasonido y en la parte D están
descritos los procedimientos de inspección según este código.
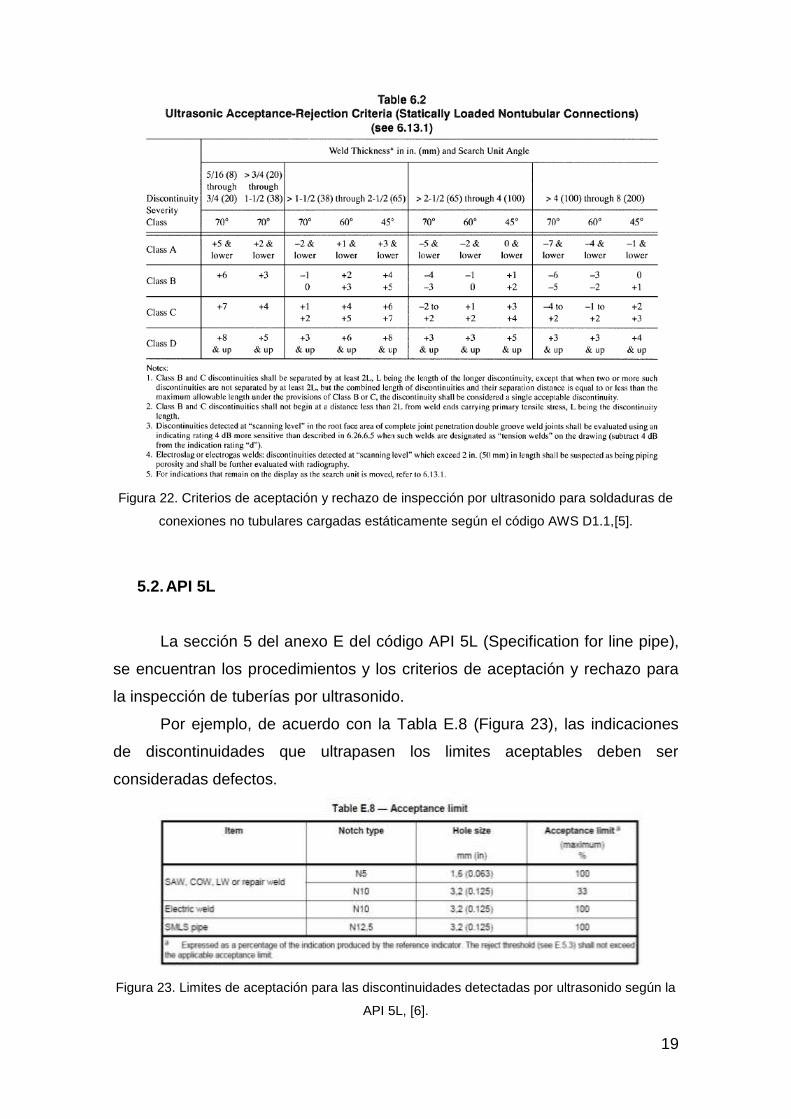
Por ejemplo, de acuerdo con la sección 6.13, los criterios de aceptación
para las soldaduras de conexiones no tubular con carga que están sujetas a
prueba por ultrasonido serán aceptables si cumplen con los requisitos de la
Tabla 6.2 de este mismo código. Esta tabla es presentada en la Figura 22.
Para otros tipos de conexiones y soldaduras hay otras tablas que
contienen los criterios de aceptación y rechazo para las inspecciones por
ultrasonido.
19
Figura 22. Criterios de aceptación y rechazo de inspección por ultrasonido para soldaduras de
conexiones no tubulares cargadas estáticamente según el código AWS D1.1,[5].
5.2. API 5L
La sección 5 del anexo E del código API 5L (Specification for line pipe),
se encuentran los procedimientos y los criterios de aceptación y rechazo para
la inspección de tuberías por ultrasonido.
Por ejemplo, de acuerdo con la Tabla E.8 (Figura 23), las indicaciones
de discontinuidades que ultrapasen los limites aceptables deben ser
consideradas defectos.
Figura 23. Limites de aceptación para las discontinuidades detectadas por ultrasonido según la
API 5L, [6].

20
5.3. ASME IX
En la sección QW-191.2 del código ASME IX son presentadas las
informaciones al respecto de la inspección de soldaduras por ultrasonido. E
acuerdo con QW 191.2.3 los criterios de aceptación para la calificación de
soldaduras de prueba son, [7]:
a) Todas las indicaciones caracterizadas como grietas, falta de fusión o
penetración incompleta son inaceptables sin tener en cuenta el tamaño.
b) Indicaciones superiores a 1/8 pulg. (3 mm) de longitud son considerado
relevantes, y son inaceptables cuando su longitudes exceden
(1) 1/8 pulg. (3 mm) para t hasta 3.8 pulg. (10 mm).
(2) 1/3t para t de 3/8 pulg. 2 1/4 pulg. (10 mm a 57 mm).
(3) 3/4 pulg. (19 mm) para t en 2 1/4 pulg. (57 mm), donde t es el
espesor de la soldadura con exclusión de cualquier refuerzo permisible.
6. CONCLUSIÓN
Aunque la inspección por ultrasonido es un método muy dependiente de
la experiencia del inspector, ella es frecuentemente aplicada en la industria
metal-mecánica, principalmente en la inspección de soldaduras, por ser un
método preciso para detectar discontinuidades internas en productos acabados
o semi-acabados.
21
7. REFERENCIAS
[1] U. C. de Venezuela, “Curso de ultrasonido basico.” Universidad Central de Venezuela, Ciudad de los Teques, p. 298, 2013. [2] C. R. L. Holdren, C. A. Lebowitz, R. D. McGuire, and P. I. Temple, “Welding Inspection and nondestructive examination,” in Welding Handbook, AWS, 2001, p. 58. [3] C. Rimoldi and L. M. Mundo, “Ensayo no destructivo por método de ultrasonido.” Universidad Nacional de La Plata, Buenos Aires, p. 41, 2013. [4] ILOG, “Ultrasonido Industrial.” ILOG. [5] AWS, Structural Weld Code - steel. 2000, p. 499. [6] API, Specification for line pipe. 2007, p. 168. [7] ASME, Welding, brazing and fusing qualifications. 2013, p. 386.

22
LISTADO DE TABLAS
Tabla 1. Métodos y técnicas de inspección por ultrasonido, [4]. ...................... 13
23
LISTADO DE FIGURAS
Figura 1. Onda sinodal. ...................................................................................... 5
Figura 2. Frente de onda. ................................................................................... 5
Figura 3. Movimiento de un resorte. ................................................................... 6
Figura 4. Perturbación en la superficie de un líquido. ........................................ 6
Figura 5. Ondas superficiales. ............................................................................ 7
Figura 6. Ondas de Lamb. (a) asimétrica; (b) simétrica. .................................... 7
Figura 7. Reflexión de una onda. ....................................................................... 8
Figura 8. Refracción de una onda. ..................................................................... 8
Figura 9. Efecto de la interferencia. (a) onda resultante como suma de las
amplitudes; (b) onda resultante nula; (c) onda resultante com cambio de fase. 9
Figura 10. Diferentes zonas de intensidad del haz ultrasónico, [1]. ................. 10
Figura 11. Equipo para inspección por ultrasonido. (a) equipo para medición de
espesores; (b) equipo para detección de fallas, [4] .......................................... 11
Figura 12. Representación detector de fallas tipo pulso-eco, [2]. ..................... 12
Figura 13. Cabezales para ultrasonido. (a) cabezal de contacto; (b) cabezales
de doble cristal; (c) cabezales angulares; (d) cabezales de inmersión, [3]. ..... 12
Figura 14. Método de contacto, [4]. .................................................................. 13
Figura 15. Método de Inmersión, [4]. ................................................................ 14
Figura 16. Modo de inspección Pulso-eco. (a) Pulso enviado; (b) pulso
reflejado, [4]. ..................................................................................................... 15
Figura 17. Modo de inspección picha y cacha, [4]. ........................................... 15
Figura 18. Modo de inspección transmisión a través, [4]. ................................ 15
Figura 19. Equipos de presentación tipo A, [4]. ................................................ 16
Figura 20. Presentación tipo B, [4]. .................................................................. 16
Figura 21. Método de presentación tipo C, [4].................................................. 17
Figura 22. Criterios de aceptación y rechazo de inspección por ultrasonido para
soldaduras de conexiones no tubulares cargadas estáticamente según el
código AWS D1.1,[5]. ....................................................................................... 19
Figura 23. Limites de aceptación para las discontinuidades detectadas por
ultrasonido según la API 5L, [6]. ....................................................................... 19

24
LISTADO DE ABREVIATURAS Y SIGLAS
ASTM - American Society for Testing and Materials (Sociedad Americana para
Pruebas y Materials)
ASME - American Society of Mechanical Engineers (Sociedad Americana de
Ingenieros Mecánicos)
API - American Petroleum Institute (Instituto Americano del Petróleo)
Copyright © 2022 FDOKUMEN



















