Information sharing policies based on tokens to improve supply chain performances
28
Int. J. Logistics Systems and Management, Vol. 14, No. 2, 2013 133 Copyright © 2013 Inderscience Enterprises Ltd. Information sharing policies based on tokens to improve supply chain performances Francesco Costantino, Giulio Di Gravio, Ahmed Shaban* and Massimo Tronci Department of Mechanical and Aerospace Engineering, University of Rome ‘La Sapienza’, Via Eudossiana, 18, 00184, Rome, Italy Fax: +39-0644585746 E-mail: [email protected] E-mail: [email protected] E-mail: [email protected] E-mail: [email protected] *Corresponding author Abstract: One of the most studied dynamics of supply chains is a phenomenon that has been named ‘the bullwhip effect’. What happens is that variations in customer demand are translated into wider and wider variations in orders issued by companies along the supply chain, affecting performances and increasing the level of complexity in transactions and relationships among partners. This paper introduces the opportunity of measuring the performance of a supply chain in case of disruption, proposing a progressive information sharing technique (token approach) in order to control bullwhip effect. This technique relies on dividing orders into two streams: the first stream transmits the value of the demand to the whole supply chain echelons whereas the second one includes the adjustments needed to keep a stable inventory for each partner of the network. To investigate the token approach, a simulation model is developed for a four-echelon supply chain where it is assumed that lead times for transferring information or materials are deterministic and suppliers have unlimited production and inventory capacities. Four different ordering policies are evaluated and the results analysed to identify general findings. Keywords: supply chain management; supply chain dynamics; BWE; bullwhip effect; supply chain performance; information sharing; ordering policy; orders variance; inventory level; inventory variation; inventory; simulation approach; tokens. Reference to this paper should be made as follows: Costantino, F., Di Gravio, G., Shaban, A. and Tronci, M. (2013) ‘Information sharing policies based on tokens to improve supply chain performances’, Int. J. Logistics Systems and Management, Vol. 14, No. 2, pp.133–160. Biographical notes: Francesco Costantino holds an MSc in Mechanical Engineering (2001), a Master in Engineering and Quality Management (2002), and a PhD in Engineering of Industrial Production (2005) at the University of Rome ‘La Sapienza’. From 2006, he is an Assistant Professor at the Department of Mechanical and Aeronautical Engineering at the same university for the scientific didactic sector ING-IND/17 (Mechanical Industrial Plants). Since 2005, he is the holder of the Chair of Industrial Plants for BS course in management engineering (Faculty of Information, Computer Science and Statistics Engineering – University of Rome ‘La Sapienza’). Since 2002, he is a
-
Upload
independent -
Category
Documents
-
view
2 -
download
0
Transcript of Information sharing policies based on tokens to improve supply chain performances

Int. J. Logistics Systems and Management, Vol. 14, No. 2, 2013 133
Copyright © 2013 Inderscience Enterprises Ltd.
Information sharing policies based on tokens to improve supply chain performances
Francesco Costantino, Giulio Di Gravio, Ahmed Shaban* and Massimo Tronci Department of Mechanical and Aerospace Engineering, University of Rome ‘La Sapienza’, Via Eudossiana, 18, 00184, Rome, Italy Fax: +39-0644585746 E-mail: [email protected] E-mail: [email protected] E-mail: [email protected] E-mail: [email protected] *Corresponding author
Abstract: One of the most studied dynamics of supply chains is a phenomenon that has been named ‘the bullwhip effect’. What happens is that variations in customer demand are translated into wider and wider variations in orders issued by companies along the supply chain, affecting performances and increasing the level of complexity in transactions and relationships among partners. This paper introduces the opportunity of measuring the performance of a supply chain in case of disruption, proposing a progressive information sharing technique (token approach) in order to control bullwhip effect. This technique relies on dividing orders into two streams: the first stream transmits the value of the demand to the whole supply chain echelons whereas the second one includes the adjustments needed to keep a stable inventory for each partner of the network. To investigate the token approach, a simulation model is developed for a four-echelon supply chain where it is assumed that lead times for transferring information or materials are deterministic and suppliers have unlimited production and inventory capacities. Four different ordering policies are evaluated and the results analysed to identify general findings.
Keywords: supply chain management; supply chain dynamics; BWE; bullwhip effect; supply chain performance; information sharing; ordering policy; orders variance; inventory level; inventory variation; inventory; simulation approach; tokens.
Reference to this paper should be made as follows: Costantino, F., Di Gravio, G., Shaban, A. and Tronci, M. (2013) ‘Information sharing policies based on tokens to improve supply chain performances’, Int. J. Logistics Systems and Management, Vol. 14, No. 2, pp.133–160.
Biographical notes: Francesco Costantino holds an MSc in Mechanical Engineering (2001), a Master in Engineering and Quality Management (2002), and a PhD in Engineering of Industrial Production (2005) at the University of Rome ‘La Sapienza’. From 2006, he is an Assistant Professor at the Department of Mechanical and Aeronautical Engineering at the same university for the scientific didactic sector ING-IND/17 (Mechanical Industrial Plants). Since 2005, he is the holder of the Chair of Industrial Plants for BS course in management engineering (Faculty of Information, Computer Science and Statistics Engineering – University of Rome ‘La Sapienza’). Since 2002, he is a

134 F. Costantino et al.
Lecturer of operations management, maintenance management and many masters. His research activity is focused on the analysis and design of industrial, organisational and network systems, with particular attention to risk management, environment and sustainability, supply chain management, methodologies of improvement (lean production and Six Sigma) for organisations. He is author of more than 60 national and international publications.
Giulio Di Gravio holds an MSc in Mechanical Engineering, a Master in Quality Management and Engineering and a PhD in Engineering of Industrial Production. He is an Assistant Professor of Quality Management at the Faculty of Engineering, University of Rome ‘La Sapienza’. His research activity is focused on the analysis and design of industrial, organisational and network systems, with particular attention to collaboration and coordination problems, information management, performance measurement, risk management and knowledge management. Furthermore, he is specialised in supply chain management, methodologies of improvement (lean production and Six Sigma) for organisations, definition of business and mission strategies, through the application of simulation and expert systems. He is author of more than 80 national and international publications.
Ahmed Shaban is an Assistant Lecturer in Industrial Engineering Department, Fayoum University, Fayoum, Egypt. He obtained his BSc in Industrial Engineering in 2006 with honour degree from Fayoum University, and MSc in Mechanical Design and Production in 2010 from Cairo University, Cairo, Egypt. Currently, he is conducting his PhD research in supply chain management at the University of Rome ‘La Sapienza’ Rome, Italy. His research interests are in the applications of AI in quality and operations management, logistics and supply chain management, and modelling and optimisation.
Massimo Tronci is Mechanical Engineer (Università degli Studi di Roma ‘La Sapienza’, 1982) and Doctor of Philosophy in energetics – engineering of energy sources – nuclear, conventional, and renewable (Università degli Studi di Roma ‘La Sapienza’, 1991). He is Full Professor of industrial mechanical plants since 2001 and Professor of the courses of industrial plants, operations management, quality management, and maintenance management at the Faculty of Engineering of the University of Rome ‘La Sapienza’. He is the President of the Italian Association of Industrial Mechanical Plants (Associazione Italiana dei Docenti di Impianti Industriali – AIDI).
1 Introduction
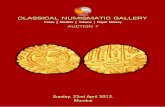
A supply chain is defined as a system of suppliers, manufacturers, distributors, retailers, and customers where raw material, financial and information flows connect participants in both directions (Fiala, 2005). The main target of a supply chain is to maximise the whole supply chain profit by keeping a high service level while maintaining low inventories levels at the different stages (Chopra and Meindl, 2004). In general, any supply chain is set to satisfy the demand of products (or services) of end-customers: information (orders) is transferred upstream to the different echelons while products fill downstream the inventories of the partners. As shown in the example in Figure 1 for a linear supply chain, manufactured products can be delivered to the end customer

Information sharing policies based on tokens to improve supply chain 135
following the chain in the downward direction while the demand flows between the two ends, from the customer through the various stages until the factory. For a healthy and efficient supply chain, the information and products flows in both directions should be aligned and balanced.
Figure 1 A simple serial supply chain (see online version for colours)
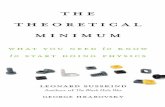
While the demand information moves upwards the supply chain as orders, it tends to be distorted and amplified (Forrester, 1958). This phenomenon of demand information amplification was defined later by Lee et al. (1997a, 1997b) as the bullwhip effect or whiplash effect. Since then, the bullwhip effect has been recognised and studied by many academics and market leaders such as Procter & Gamble and Hewlett-Packard (Lee et al., 1997a; Simchi-Levi et al., 1998). Figure 2 shows the stream of orders in a three-stage supply chain. The ordering patterns of the three companies are similar in the way of ordering where the variability of an upstream company is always greater than those of the downstream company (Lee et al., 1997a). The standard deviation σ of orders is the main indicator to measure the bullwhip effect (Moyaux et al., 2003) and it has proven to have a major concern for many manufacturers, distributors and retailers (Niranjan et al., 2011).
Figure 2 Distortion in demand information
Source: Moyaux et al. (2003)
Tangible and intangible elements in a supply chain can strongly reduce its performances due to the different perceptions and attitudes of the agents at the different levels of supply chain. A spiral of inefficiency tends to activate when a defect in visibility, for instance when an unexpected increase in order cycle affects competitiveness in the market, diminishes trustfulness among partners and in the integral vision. The more production, distribution and logistics are internationalised and externalised, the more the dynamics of partners to fulfil orders are difficult to understand. On the other hand, once orders are issued, organisations have limited possibilities of intervention and their control on the network tends to reduce: even if the visibility is complete, modifications in the short period are not always allowed and generally generate high costs, according to the level of flexibility and the reaction time of the system.

136 F. Costantino et al.
Without coordination, agents tend to increase decisional risks and generate confusion: resellers could push purchase orders if the demand signal is not clear or if there is any suspect of delays of insufficient deliveries; at the same time, production systems increase the duration of the operations to create buffers if any loss in yield or failures interrupt schedules. Without visibility and control, excessive and uncontrolled orders spread in the supply chain to face uncertainty. The real state of information is progressively hidden while these distortions and misperceptions do not allow prompt responses to irregularities and unexpected events.
The impact of the bullwhip effect is an extended increase in management costs with a consequent reduction of business performances:
• high levels of inventory to face unexpected variations of the demand with a related increase of immobilisation and stocking costs
• low service level to customers for unexpected stock-outs that, in the worst cases, can cause the cancellation of orders
• reduction of sales
• reduction of quality for the necessity to increase production rates to satisfy peaks of demand
• increase of costs for rescheduling, updating of production plans and reworking.
Lee et al. (1997a) explained with some practical examples that, even if the demand is stable, a supply chain will face the bullwhip effect in any case of misalignment between demand and supply. In the same way, a supply chain can experience bullwhip effect for a sudden reduction of its production capability, for example as a consequence of its suppliers’ disruption, even if the demand is constant.
Due to its complexity, every supply chain is inherently risky and it will experience, sooner or later, one or more unanticipated events that could interrupt normal flows of goods and materials (Blackhurst et al., 2005). Many authors indicated the bullwhip effect as a signal of possible disruptions and a variable to control in recovering normal behaviour (Rong et al., 2008).
Collaboration initiatives and coordination mechanisms have been proven to be of a significant impact on supply chain performances (Trapero et al., 2012). An inevitable endeavour of supply chain management is to promote information transparency that allows organisations to coordinate supply chain interactions efficiently in vibrant market conditions (Sujatha, 2011). Information sharing can improve coordination among partners as a mean to ensure that each partner takes actions that increase total supply chain profits and avoid actions that increase local profits but hurt total performances. In particular, information sharing of demand among partners was recognised as one of the most effective theoretical solutions in order to mitigate the bullwhip effect and its negative effects on supply chains (Agrawal et al., 2009; Chen et al., 2000; Kelepouris et al., 2008; Lee et al., 1997a; Niranjan et al., 2011).
The paper focuses mainly on these last topics to suggest an original information sharing approach with tokens in order to progressively share the value of demand and inventories adjustments among the different supply chain partners. After a literature review on the bullwhip effect and on the effect of information sharing (Section 2), a model based on tokens is presented, to investigate possible advantages of decentralised coordination systems (Section 3). To test the proposed strategy, a simulation model for a

Information sharing policies based on tokens to improve supply chain 137
four-echelon supply chain is presented (Section 4): four ordering policies are discussed and a comparison among them is conducted on the basis of bullwhip effect ratio, overall bullwhip effect, average instability period and average inventory level.
2 Literature review
Bullwhip effect is one of the key areas of research in supply chain management (Bayraktar et al., 2008). The preliminary studies on this topic have attempted to observe and clarify how this phenomenon happens. Forrester (1958) was the first who illustrated through systems dynamics the presence and impact of the bullwhip effect in a series of real case studies, followed by other early research studies that gave a major contribution to understand its causes, as in Blanchard (1983), Blinder (1982, 1986), and Kahn (1987). Sterman (1989) studied bullwhip effect at the Massachusetts Institute of Technology (MIT) through the ‘beer distribution game’, developed and played with students. He emphasised on the irrational behaviour of players or ‘misperceptions of feedback’ and indicated that an appropriate training for managers is required in order to get rid of bullwhip effect. Other researchers have continued this game-based study, developing computerised and web-based versions of the beer distribution game (Chen and Samroengraja, 2000; Jacobs, 2000; Machuca and Barajas, 1997).
Since then, two approaches have been used in modelling and investigating supply chain, analytical and simulation. The main difference between them is that the simulation approach does not aim at optimising the problems under study (Chan and Chan, 2009). In other words, simulation studies tend to identify the behaviour and performances of supply chains under certain conditions and to measure performances. Banks and Malave (1984) showed that simulation is a reliable tool to analyse the bullwhip effect mainly due to the possibility it gives to model uncertainty and complexity of both demand and inventory control systems. In particular, simulation models can be classified into discrete or continuous models. In discrete event simulation systems, the state variables change instantaneously at separated time points while in a continuous system the state variables change continuously with respect to time (Law and Kelton, 1991). The different states and actions of a supply chain, such as order placing, incoming shipments receiving and inventory updating, can be related to discrete events and implemented with objected-oriented simulation software (Merkuryev et al., 2002; Lee and Wu, 2006; Zhang and Zhang, 2007). The model parameters such as replication length, number of replications and warm-up period have a significant effect on the results. They should be set carefully to get a significant representation of the actual behaviour of the system so to run the model until a confidence interval with a specified level and precision is obtained for a set of a predetermined performance measures (Robinson, 2005).
Companies can effectively counteract the bullwhip effect by thoroughly understanding its underlying rational causes as well as the behavioural causes. In particular, Lee et al. (1997a, 1997b) identified five operational causes, clarifying in a descriptive way how to counteract in order to suppress bullwhip effect: demand forecasting, batch purchasing, lead times, supply shortages and price fluctuations. Furthermore, Chen et al. (2000) exhibited the relationship between the increase in variability and forecasting techniques, lead times and information. Saab and Correa (2005) adopted a numerical simulation approach to investigate whether specific solutions for handling bullwhip effect, suggested by selected authors in the relevant literature, are of general applicability or not. Other

138 F. Costantino et al.
studies considered the impact of supply chain disruptions on bullwhip effect as in Rong et al. (2008) and Bhattacharya and Bandyopadhyay (2010), including disruption causes like strikes, interrupted transhipments and deliveries, operative risks with high impact on production and consequent delayed deliveries. In all these cases, bullwhip effect is a commonly accepted measure to quantify the influence of the different ordering and recovery strategies, in particular in case of disruption (Blackhurst et al., 2005; Wilson, 2007).
A considerable effort has then been done in order to quantify and address the problem through two different streams of intervention that any single organisation can settle down: the selection of appropriate forecasting techniques and the definition of accurate ordering or replenishment policies.
On the first stream, Chen et al. (2000) used auto-regression AR(1) demand process for a two-echelon serial supply chain and derived analytically a lower bound of bullwhip effect, when the retailer uses moving average (MA) method to forecast lead time demand. Zhang (2004) compared two forecasting methods to measure the lead time demand, namely, MA and exponential smoothing (ES), in terms of their contribute to the effect. Sun and Ren (2005) studied the impact of three forecasting methods, MA, ES and minimum mean squared error. Reiner and Fichtinger (2009) developed a dynamic model in order to evaluate the improvement process in a supply chain under the various forecasting methods such as MA, mean squared error, regression model. They argued that the time series models perform better than the simpler regression models. Carbonneau et al. (2008) adopted three types of ANN models [back propagation, recurrence neural net (RNN) and support vector machine] to forecast distorted demand and compared their performance with the traditional methods.
On the other stream, Cachon (1999) investigated the performance of balanced ordering policies and recommended small batch sizes and long order intervals to reduce the supplier’s demand variability. Lee and Wu (2006) compared two replenishment approaches, namely, traditional replenishment policies and statistical process control (SPC)-based replenishment policy. They concluded that SPC-based policy had shown better reduction of variability than the traditional methods. Boute (2007) analysed the impact of replenishment policies and indicated that the supply chain cost can be reduced considerably if the echelons align them. Jakšič and Rusjan (2008) demonstrated that certain replenishment policies can induce bullwhip effect while others inherently lower demand variability. Su and Wong (2008) used ant colony optimisation algorithm to design a replenishment system for a two stage supply chain.
Information sharing among different companies has also been proposed by Lee et al. (1997a, 1997b) as an effective initiative and remedy for improving supply chain performance. Liao and Chang (2010) proved that sharing demand information reduces inventory cost; they also indicated that the reduction is higher for (s, S) than (R, Q) ordering policy. Some of the previous cited researches have considered the beneficial and negative effect of information sharing (Bhattacharya and Bandyopadhyay, 2010). In the context of bullwhip effect, Lee et al. (2000) discussed how information sharing can improve suppliers’ ordering decisions resulting in a reduction of inventory levels and cost savings. Cachon and Fisher (2000) proved analytically that information sharing can reduce demand uncertainties faced by the manufacturer, leading to better supplier replenishments and better allocations to the retailers. Pande and Collins (2007) studied the impact of both the level of IT implementation and inventory control model used by Indian retailing companies on the level of demand and supply efficiency. They concluded

Information sharing policies based on tokens to improve supply chain 139
that implementing high-tech IT would not solve the problem of efficiency and a centralised inventory control model will be needed to reduce the bullwhip effect. From a behavioural perspective, Croson and Donohue (2006) studied the bullwhip effect in the context of a simple, serial supply chain subject to information lags and stochastic demand. They conducted experiments using known distribution of demand and showed that sharing data of point of sales and inventory among players can reduce the impact. Kelepouris et al. (2008) studied how demand information sharing can help towards reducing order oscillations and inventory levels in upper nodes of a supply chain. Sohn and Lim (2008) have categorised the information sharing into three types, namely, decentralised policy, centralised policy and separated policy. Moreover, they emphasised that the selection of an appropriate information policy is essential as complete information sharing does not always produce best performances. Zhang et al. (2008) considered a two-member (vendor and buyer) system implementing (R, Q) replenishment strategy with multi-period, uncertain and price-sensitive customer demand, in order to compare the performance of vendor-managed inventory with decentralised system in terms of expected profit. Agrawal et al. (2009) analysed a two-echelon serial supply chain to study the combined impact of information sharing and lead time. They indicated that the lead time reduction is more beneficial in comparison to the sharing of information in terms of reduction of bullwhip effect and on-hand inventory. Azadeh et al. (2011) analysed the effect of four inventory policies on supply chain performance in multi-product mode; under three situations: sharing planned order information, sharing demand information, and no information sharing. Trapero et al. (2012) assessed the role of sharing market information obtained by the retailer on the supplier forecasting accuracy and hence supply chain performance, through a real serially linked two-level supply chain in UK. In their review paper, Bhattacharya and Bandyopadhyay (2010) argued that although there are a considerable number of research papers on information sharing, this area is still lacking new ideas towards a proper way of utilising information sharing.
3 The token approach
As indicated in the introduction, a distortion in the customer demand may occur along the supply chain: to overcome this problem, the information about the customer demand should be known and shared by all the supply chain members. Eliminating the bullwhip effect can be easily achieved: any company just has to order the same value of the market demand with a lot for lot ordering policy (Moyaux et al., 2007). Although this policy eliminates bullwhip effect, it could result in backlogs and hence low service level because it does not handle and align the variability in demand and inventory.
A possible strategy, inspired by Porteus (2000) and Moyaux et al. (2007), is presented, basing on a gradual information sharing and coordination approach using tokens to control, at the same time, demand and inventory. The strategy relies on dividing orders of partners into two streams: the first transmits the real value of the demand x(t) whereas the second one computes the required inventory adjustments yi(t) used by partners to control their inventories. The sum of the two quantities x(t) and yi(t) represents the order quantity Oi(t) of a downstream echelon i from an upstream echelon i + 1. Progressively increasing the level of information sharing, it will be shown how it is

140 F. Costantino et al.
possible to promptly react to variability and place balanced orders, controlling bullwhip effect in advance.
The amount of tokens yi(t) can be used to stabilise the inventory of an echelon i: the issue is ‘when to order’ this amount and ‘how much to order’. The main condition to order tokens is a change in the customer demand level. It is known that if the demand is stable, there is no need to order more because any increase may lead to higher inventory costs. In other words, if the customer demand is stable, the company orders only x(t) and thus there is no need to order tokens yi(t) from the upstream echelons. Anytime the demand increases, instead, the echelon i realises that the orders are changing (mean and standard deviation) and its inventory should be adapted and stabilised by a surplus quantity yi(t) to recover and avoid backlog. Therefore, the amount of tokens is a function of the demand change that can be mathematically expressed in equation (1) as follows:
( )0, if ( ) ( 1)
( ) ( 1) , if ( ) ( 1)( )
ii
x t x tx t x t x t x t
ty≤ −⎧
⎨ − − > −⎩=
α (1)
Information sharing using tokens is depicted in details in the following flowchart (Figure 3) where, at any time t, each echelon i of the supply chain receives the incoming shipment from the upstream echelon i + 1 and places them in its inventory. These shipments correspond to the order issued three periods before at t – 3 (one period for ordering lead time and two periods for transporting physical products). If there are previous backlogged products, echelon i will attempt to satisfy it as much as possible. After that, echelon i receives the order of echelon i, issued one period before at t – 1 and either fulfil it, if enough inventory Ii(t) is available, or put it in backlog, if the available inventory Ii(t) is less than the quantity needed. Finally, a new order is issued to raise the inventory position and meet the future demand.
According to this strategy, the order of each echelon will be the vector [x(t), yi(t)] where x(t) is the real customer demand and yi(t) is the amount of tokens required to stabilise the inventory. When echelon i receives the vector of order from echelon i – 1, it starts to fulfil the first part of the order x(t) then the second part yi(t), respectively. If there is enough inventory, the two streams x(t) and yi(t) are immediately satisfied. Instead, if the inventory is limited, it has to be used to fulfil first x(t) (to reduce at most the backlog of the demand) and then to fulfil at most the required amount of tokens to recover downstream inventories. In other words, if yi–1(t) is the amount of tokens of echelon i – 1 unsatisfied by echelon i, this value is transferred to the upstream echelon i + 1 until it finds the required amount of products to be sent back. Accordingly, equation (1) should be modified as shown in equation (2) to represent the actual amount of tokens that may be ordered by any echelon (see Figure 4).
( )1
0, if ( ) ( 1)( ) ( 1) , if (
( )( ) ( 1))i
i i
x t x ty
y x t x t x t xt
t t−
≤ −⎧⎨ + − − > −⎩
=α
(2)
The independency of each echelon in the supply chain is guaranteed and no centralised information system is required. In this paper, two triggering conditions of tokens (ordering rules), in addition to the main condition of demand change, are proposed and discussed. Furthermore, the two ordering conditions of tokens are combined with two different combinations of αi values to constitute four different ordering policies to evaluate.

Information sharing policies based on tokens to improve supply chain 141
Figure 3 Flowchart of the information sharing approach with tokens (see online version for colours)

142 F. Costantino et al.
Figure 4 Tokens transmitting among echelons
1( ) ( )i ix t x t−=Echelon
1i − Echelon i Echelon
1i +
1 ( )ix t−
1 ( )iy t− ( )iy t
3.1 Model explanation and validation
As for numerous studies (McCullen and Towill, 2002; Disney and Grubbström, 2004), a single product multi-echelon supply chain, composed of several independent organisations, is considered in this research. The adopted supply chain is a replication of the beer distribution game and consists of four partners: retailer, wholesaler, distributor, and factory. It is assumed that the lead time for ordering is one period of time and the product delivery lead time is two periods of time. It means that if an order is placed at time t = 0, it could be received at t = 3. Moreover, it is assumed that the inventories capacities of the supply chain partners are not limited and the supplier can fulfil any amount of raw materials needed by the factory with no capacity restrictions in satisfying demand. The assumptions of the model, despite their simplicity, have been widely recognised in literature as the most appropriate to test the bullwhip effect and properly identify only the distortions induced by a demand-production misalignment.
The approach can be validated by considering a deterministic step demand function, received by the first echelon in the supply chain (retailer), that doubles its value from 4 to 8 when the instability occurs at period 5 (see Figure 5). This demand pattern was adopted in order to evaluate the token approach as considered by Sterman (1989) and Moyaux et al. (2003).
Figure 5 A step function represents the customer demand at each period (see online version for colours)
0
2
4
6
8
10
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35
Uni
ts /T
ime
Perio
d
Time Periods
Customer Demand
The main condition for sending tokens, according to the equations (1) and (2), is a change in the demand value. As shown in equation (2), the required amount of tokens to stabilise echelon’s inventory depends on both the values of αi’s and demand variation. The only variable that can be controlled in order to achieve a certain inventory level is theαi value.

Information sharing policies based on tokens to improve supply chain 143
Given an initial inventory of 12 units, it is expected that after the demand rise to eight units/periods at t = 5, when the perturbation occurs, the inventory will decrease till backlog. Due to lead times, immediately after the change, the incoming shipments from the upstream echelons will be of four units and the incoming orders from the downstream echelons are of eight units. Therefore, it is expected that each time an order arrives from a downstream echelon four units will be added to the backlogged products. Thus, a misalignment between demand and supply is generated.
The amount of tokens yi(t) is devoted to get back the supply chain service level that will be achieved whenever the inventory of each echelon is recovered. The tokens travel upwards the supply chain in the direction of the factory in order to get more products to fill all the downstream inventories. However, the main problem to be considered in sending tokens is how much should be the right amount. According to the model assumptions, the total lead time required to receive the tokens from the last downstream echelon (supplier) at the first upstream echelon (retailer) is 12 periods. The following equations show the derivation for how much should be the value of αi in this case.
17
15
Expected backlog ( ) 48it
B t−
=
⎛ ⎞= =⎜ ⎟⎜ ⎟⎝ ⎠∑ (3)
where i = 1 represents the retailer. The result of equation (3) means that the amount of incoming shipments for the retailer at t = 17 should be greater than or equal to 48 units, depending on the required inventory level. Therefore, the amount of tokens to be sent upstream the supply chain whenever the demand changes should be greater than or equal to 48 units to recover the supply chain performances. The values of αi’s can be assumed to be the same for all the supply chain echelons as follows:
( )4
1
( ) ( 1) 48ii
x t x t=
⎛ ⎞− − =⎜ ⎟⎜ ⎟
⎝ ⎠∑α (4)
( )48
4 ( ) ( 1)i x t x t=
− −α (5)
Assuming the initial conditions, Ii(0) = 12 and αi = 3, the pattern of orders issued by each echelon in the supply chain and the corresponding inventory variation are exhibited in Figure 6 and Figure 7.
The effect of information sharing strategy on orders variability is very clear. The retailer increases its order amount only when the change occurs at t = 5. This increase in ordering is computed in the added tokens which yields an ordering amount equals to (8 + 12), where 8 represents the normal customer demand and 12 represents the amount of tokens required to cover the expected unsatisfied future demand. At time t = 6, the retailer starts again to follow the market demand by ordering only eight units per period. It is clear that as the information about the market demand moves up the supply chain, the amount of tokens is increased until it reaches 48 at the factory stage. Furthermore, the increase in ordering at the different partners does not happen at the same time, according to their lead times. The use of tokens succeeded to control the ordering variability at the upstream echelons of the supply chain: the perturbations happen only when a demand change is detected and thus the order amount is equal to the observed amount of customer demand.

144 F. Costantino et al.
Figure 6 The orders of the supply chain echelons in comparison with customer demand (see online version for colours)
04812162024283236404448525660
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35
Uni
ts /
Tim
e Pe
riod
Time Periods
Retailer Orders Vs. Customer Demand
Retailer OrderCustomer Demand
04812162024283236404448525660
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35
Uni
ts /
Tim
e Pe
riod
Time Periods
Wholesaler Orders Vs. Customer Demand Wholesaler OrderCustomer Demand
04812162024283236404448525660
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35
Un
its
/Tim
e P
erio
d
Time Periods
Distributor Orders Vs. Customer Demand Distributor OrderCustomer Demand
04812162024283236404448525660
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35
Un
its
/Tim
e P
erio
d
Time Periods
Factory Orders Vs. Customer Demand Factory OrderCustomer Demand

Information sharing policies based on tokens to improve supply chain 145
Figure 7 The inventory variation at each supply chain echelon (see online version for colours)
-60
-50
-40
-30
-20
-10
0
10
20
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36
Inve
ntor
y Le
vel
Time Periods
Retailer Inventory
Retailer Inventory
-60
-50
-40
-30
-20
-10
0
10
20
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36
Inve
ntor
y Le
vel
Time Periods
Wholesaler Inventory
Wholesaler Inventory
-60
-50
-40
-30
-20
-10
0
10
20
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36
Inve
ntor
y Le
vel
Time Periods
Distributor Inventory
Distributor Inventory
-60
-50
-40
-30
-20
-10
0
10
20
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36
Inve
ntor
y Le
vel
Time Periods
Factory Inventory
Factory Inventory

146 F. Costantino et al.
The results of inventory level variation in Figure 7 also conform to the expectation: the retailer is the last echelon to recover its inventory after 12 periods (at t = 17) from the beginning of the perturbation while the factory is the first one. This proves the significance of lead times as one of the important causes of the bullwhip effect (Lee et al., 1997a).
4 The simulation model
The deterministic demand function was adopted in order to validate and show how the strategy works. However, in reality the demand changes are frequent, unpredictable and the values are unexpected. To simulate a real situation, a stochastic demand function is used to test the token approach under four proposed ordering policies. It is assumed that the end customer demand arrives at the retailer in fixed time-intervals of 1 period and its size is a stochastic variable, following a normal distribution with μ = 6 and 2.=σ In other words, the customer demand at each time can be expressed mathematically as following in equation (6), where x(t) is the customer demand at time t, μ is the customer demand mean, σ is the customer demand standard deviation and n(t) is a random variable following the normal distribution of μn = 0, σn = 0. The generated values from the following equation (6) are rounded to the nearest integer.
( ) ( )x t μ n t σ= + (6)
The ordering policies will be evaluated considering their performance of two intervals of the simulation period. The first one, generated by the start-up conditions of the model, represents a typical situation of disruption: high levels of backlog occur and demand is not met so the supply chain needs to recover quickly at the lowest cost. The second interval is after a new stabilisation is reached and the backlog is cancelled: the variability in orders and inventory is reduced; production and demand patterns are aligned.
The model was implemented with an object-oriented package (SIMUL8) and the results of the four ordering policies were collected over 100 replications of a yearly timeline (52 periods).
4.1 Token ordering policies
Two ordering conditions combined with two different alternatives of the αi’s values are adopted as shown in Table 1. The first ordering condition for sending tokens relies on both the demand change (the main condition) and the inventory level: at any time t, echelon i has to send tokens if both x(t) > x(t – 1) and its inventory level Ii(t) ≤ μ. Assuming that the incoming shipment will be the minimum customer demand that may be sampled at any time, the minimum incoming shipment will be equal to μ – 3σ. Accordingly, the incoming shipment is about μ – 3σ units and on average the incoming order will be equal to μ. Therefore, the cut-off value of the inventory condition can be selected to be about μ units in order to recover stability in the supply chain as soon as possible. The second ordering condition depends on the information about the next incoming shipments from upstream supplier Qi(t + 1), the inventory level Ii(t), and the amount of backlog. Given that the amount Qi(t + 1) is known for echelon i, tokens will be ordered if Ii(t) + Qi(t + 1) ≤ μ where the ordering level μ represents the expected customer

Information sharing policies based on tokens to improve supply chain 147
demand at any time t. Moreover, if the first condition Ii(t) + Qi(t + 1) ≤ μ is satisfied but the second condition Bi–1(t) ≥ 2μ is unsatisfied, then echelon i has to send tokens so that the inventory would be recovered soon. The main difference between the two ordering policies is that the first one attempts to keep a positive inventory at a higher level, reducing the number of orders and the risk of backlog, while the second one keeps a positive inventory at a lower level but requiring more time to recover the supply chain stability.
While demand changes moves upstream the supply chain, inventories instabilities are expected to happen causing bullwhip effect. As the main function of tokens is to recover the inventories of the supply chain after changes has happened in the demand; the level of stabilisation changes with their amount. Tokens are ordered when demand changes are detected and also when the echelon’s inventory level is approximately less than μ (Table 1). Considering the expected demand change (x(t) – x(t – 1)) travelling upstream the supply chain equals to μ – (μ – 3σ) = 3σ, about 3σ × lead time (where lead time = 3) in
addition to the normal customer demand are to be ordered. Therefore, the sum 4
1 ii=∑ α
should be greater or equal to lead time in order to achieve inventory stability as soon as possible. For the two ordering conditions, two different combinations of αi’s are considered in order to test the effect of tokens under different αi’s values. The values of αi’s were selected based on a set of preliminary experiments, shown in Table 2, according to different preferences of stabilisation at specific inventory level. The total value is then divided among the different echelons of the supply chain, gradually increasing from the retailer to the factory. This tendency is designed to prevent the propagation of orders variability where the downstream echelons will send lesser amount of tokens than the upstream echelons. Furthermore, the small amount of tokens sent by a downstream echelon can be easily satisfied at the nearest upstream echelon which helps to reduce orders variability (see Figure 3). According to the adopted distribution for the two combinations, it is expected that the inventory levels at the downstream echelons will be less than the inventory levels at the upstream echelons. Table 1 Different ordering policies
Ordering policy
Tokens ordering conditions (TOC) x(t) > x(t – 1) (and)
Combinations of αi’s Retailer Wholesaler Distributor Factory
TOC1 Retailer Ii(t) ≤ μ 0.5 1.5 2.5 3.5 Wholesaler
TOC2 Distributor 0.5 1.0 2.0 3.0 Factory
TOC3 Retailer Ii(t) + Qi(t + 1) ≤ μor
Bi–1(t) ≥ 2μ
0.5 1.5 2.5 3.5 Wholesaler
TOC4 Distributor 0.5 1.0 2.0 3.0 Factory
4.2 Performance measures
In literature, the bullwhip effect has been analytically defined as the increase in orders variability due to customer demand information moving up the supply chain

148 F. Costantino et al.
(Lee et al., 1997a; Moyaux et al., 2007). It can be commonly quantified as the ratio between the variance of the orders issued by an echelon i and the variance of the customer demand (Zhang and Zhang, 2007; Bayraktar et al., 2008). To evaluate the strategies and compare the different ordering policies, the bullwhip effect of each echelon i is calculated and then the overall bullwhip effect is measured, according to the equations (7) and (8):
( )( )
( )( )i
iVar O t
BWEVar x t
= (7)
4
1i
i
Overall BWE BWE=
=∑ (8)
where BWEi is the bullwhip effect ratio, Var(Oi(t)) is the variance of the orders placed by an echelon i knowing that Oi(t) = x(t) + yi(t), and Var(x(t)) is the variance of the customer demand. In addition to this metric, the model is characterised by another performance measure. The period of transition between the two states (disruption and stabilisation) indicates how quickly an ordering condition will be able to recover the inventories of the supply chain at echelon i. According to the initial configuration of the system, the first period of transition is identified when all the echelons recover from backlog Bi(t) = 0 so that inventory level is at the same time Ii(t) > 0.
4.3 Comparison of results
Figure 8 represents one of the possible patterns of demand and order variability for each partner, according to the different token strategies. As shown, the progressive information sharing approach allows to manage the demand and the backlog with a conscious and coordinated behaviour of every actor in the supply chain, identifying an evolution of orders able to recover stability and exit the disruption.
The comparison among the policies, based on the equations (7) and (8), is reported in Table 2 (confidence level of 95%), Figure 9 and Figure 10. As expected, the rational use of tokens helps to manage and forecast the effect: during the first stage, while the token ordering conditions are verified, orders are amplified and shifted upstream, generating an amount of bullwhip effect that is fundamental to recover supply chain stabilisation. After the recovery, the demand and supply are aligned (with a shift in time due to information lead time) and the effect is reduced to a marginal value, as the token ordering conditions are applied only when a strong misalignment happens.
Confirming Moyaux et al. (2007), the bullwhip effect cannot be totally eliminated but it can be reduced by an accurate level of information sharing. The different performances of the policies are explained by the level of tokens introduced in the system: higher values of αi and less restrictive conditions of ordering increase the values of orders in the first stage while pushing towards a rapid recovery and deletion of the effect. In particular, when the token ordering conditions are switched-off, the bullwhip effect is null as the value of orders for each partner is equal to the customer demand thus cancelling their difference in variability.

Information sharing policies based on tokens to improve supply chain 149
Figure 8 Example of orders issued by each supply chain partner under different ordering policies, (a) TOC1 (b) TOC2 (c) TOC3 (d) TOC4 (see online version for colours)
0
3
6
9
12
15
18
21
24
27
30
33
1 4 7 10 13 16 19 22 25 28 31 34 37 40 43 46 49 52
Uni
ts /
Tim
e Pe
riod
Time Periods
Retailer Orders Vs. Customer Demand
Customer Demand
Retailer Order
0
3
6
9
12
15
18
21
24
27
30
33
1 4 7 10 13 16 19 22 25 28 31 34 37 40 43 46 49 52
Uni
ts /
Tim
e P
erio
d
Time Periods
Wholesaler Orders Vs. Customer Demand
Customer Demand
Wholesaler Order
0
3
6
9
12
15
18
21
24
27
30
33
1 4 7 10 13 16 19 22 25 28 31 34 37 40 43 46 49 52
Uni
ts /
Tim
e Pe
riod
Time Periods
Distributor Orders Vs. Customer Demand
Customer Demand
Distributor Order
0
3
6
9
12
15
18
21
24
27
30
33
1 4 7 10 13 16 19 22 25 28 31 34 37 40 43 46 49 52
Uni
ts /
Tim
e Pe
riod
Time Periods
Factory Orders Vs. Customer Demand
Customer Demand
Factory Order
(a)

150 F. Costantino et al.
Figure 8 Example of orders issued by each supply chain partner under different ordering policies, (a) TOC1 (b) TOC2 (c) TOC3 (d) TOC4 (continued) (see online version for colours)
0
3
6
9
12
15
18
21
24
27
30
33
1 4 7 10 13 16 19 22 25 28 31 34 37 40 43 46 49 52
Uni
ts /
Tim
e Pe
riod
Time Periods
Retailer Orders Vs. Customer Demand
Customer Demand
Retailer Order
0
3
6
9
12
15
18
21
24
27
30
33
1 4 7 10 13 16 19 22 25 28 31 34 37 40 43 46 49 52
Uni
ts /
Tim
e Pe
riod
Time Periods
Wholesaler Orders Vs. Customer Demand
Customer Demand
Wholesaler Order
0
3
6
9
12
15
18
21
24
27
30
33
1 4 7 10 13 16 19 22 25 28 31 34 37 40 43 46 49 52
Uni
ts /
Tim
e Pe
riod
Time Periods
Distributor Orders Vs. Customer Demand
Customer Demand
Distributor Order
0
3
6
9
12
15
18
21
24
27
30
33
1 4 7 10 13 16 19 22 25 28 31 34 37 40 43 46 49 52
Uni
ts /
Tim
e Pe
riod
Time Periods
Factory Orders Vs. Customer Demand
Customer Demand
Factory Order
(b)

Information sharing policies based on tokens to improve supply chain 151
Figure 8 Example of orders issued by each supply chain partner under different ordering policies, (a) TOC1 (b) TOC2 (c) TOC3 (d) TOC4 (continued) (see online version for colours)
0
3
6
9
12
15
18
21
24
27
30
33
1 4 7 10 13 16 19 22 25 28 31 34 37 40 43 46 49 52
Uni
ts /
Tim
e Pe
riod
Time Periods
Retailer Orders Vs. Customer Demand
Customer Demand
Retailer Order
0
3
6
9
12
15
18
21
24
27
30
33
1 4 7 10 13 16 19 22 25 28 31 34 37 40 43 46 49 52
Uni
ts /
Tim
e Pe
riod
Time Periods
Wholesaler Orders Vs. Customer Demand
Customer Demand
Wholesaler Order
0
3
6
9
12
15
18
21
24
27
30
33
1 4 7 10 13 16 19 22 25 28 31 34 37 40 43 46 49 52
Uni
ts /
Tim
e Pe
riod
Time Periods
Distributor Orders Vs. Customer Demand
Customer Demand
Distributor Order
0
3
6
9
12
15
18
21
24
27
30
33
1 4 7 10 13 16 19 22 25 28 31 34 37 40 43 46 49 52
Uni
ts /
Tim
e Pe
riod
Time Periods
Factory Orders Vs. Customer Demand
Customer Demand
Factory Order
(c)

152 F. Costantino et al.
Figure 8 Example of orders issued by each supply chain partner under different ordering policies, (a) TOC1 (b) TOC2 (c) TOC3 (d) TOC4 (continued) (see online version for colours)
0
3
6
9
12
15
18
21
24
27
30
33
1 4 7 10 13 16 19 22 25 28 31 34 37 40 43 46 49 52
Uni
ts /
Tim
e Pe
riod
Time Periods
Retailer Orders Vs. Customer Demand
Customer Demand
Retailer Order
0
3
6
9
12
15
18
21
24
27
30
33
1 4 7 10 13 16 19 22 25 28 31 34 37 40 43 46 49 52
Uni
ts /
Tim
e Pe
riod
Time Periods
Wholesaler Orders Vs. Customer Demand
Customer Demand
Wholesaler Order
0
3
6
9
12
15
18
21
24
27
30
33
1 4 7 10 13 16 19 22 25 28 31 34 37 40 43 46 49 52
Uni
ts /
Tim
e Pe
riod
Time Periods
Distributor Orders Vs. Customer Demand
Customer Demand
Distributor Order
0
3
6
9
12
15
18
21
24
27
30
33
1 4 7 10 13 16 19 22 25 28 31 34 37 40 43 46 49 52
Uni
ts /
Tim
e Pe
riod
Time Periods
Factory Orders Vs. Customer Demand
Customer Demand
Factory Order
(d)

Information sharing policies based on tokens to improve supply chain 153
Table 2 Order results (confidence level of 95%)
Average orders variance
Measure Lower limit Avg. Upper limit Lower limit Avg. Upper limit
TOC1 TOC2 Customer demand 1.9 2.0 2.1 1.9 2.0 2.1 Retailer order 3.0 3.1 3.2 3.0 3.1 3.2 Wholesaler order 6.3 6.7 7.0 5.3 5.5 5.8 Distributor order 15.3 16.6 17.9 11.4 12.2 13.0 Factory order 32.7 36.0 39.3 24.5 26.7 28.9 TOC3 TOC4 Customer demand 1.9 2.0 2.1 1.9 2.0 2.1 Retailer order 2.8 2.9 3.0 2.8 2.9 3.0 Wholesaler order 5.6 6.0 6.3 4.7 4.9 5.2 Distributor order 13.1 14.3 15.5 9.8 10.5 11.3 Factory order 24.2 26.5 28.8 18.7 20.3 21.8
Figure 9 Bullwhip effect ratio (see online version for colours)
02468101214161820
Retailer Wholesaler Distributor Factory
Ech
elon
's B
WE
valu
e
Supply chain partner
Bullwip effect values for different ordering conditions
TOC1
TOC2
TOC3
TOC4
Figure 10 Overall bullwhip effect (see online version for colours)
30.8
23.4 24.5
19.0
05101520253035
TOC1 TOC2 TOC3 TOC4
Ove
rall
bu
llw
hip
eff
ect
Ordering condition
Overall bullwip effect for different ordering conditions

154 F. Costantino et al.
Figure 11 Example of inventory level of each supply chain partner under different ordering policies (see online version for colours)
-35-30-25-20-15-10-505
10152025
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51
Inve
ntor
y Le
vel
Time Periods
Inventory behavior under the ordering condition TOC1
Retailer Inventory Wholesaler Inventory
Distributor Inventory Factory Inventory
-35-30-25-20-15-10-505
10152025
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51
Inve
ntor
y Le
vel
Time Periods
Inventory behavior under the ordering condition TOC2
Retailer Inventory Wholesaler Inventory
Distributor Inventory Factory Inventory
-35-30-25-20-15-10-50510152025
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51
Inve
ntor
y Le
vel
Time Periods
Inventory behavior under the ordering condition TOC3
Retailer Inventory Wholesaler Inventory
Distributor Inventory Factory Inventory
-35-30-25-20-15-10-50510152025
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51
Inve
ntor
y Le
vel
Time Periods
Inventory behavior under the ordering condition TOC4
Retailer Inventory Wholesaler Inventory
Distributor Inventory Factory Inventory

Information sharing policies based on tokens to improve supply chain 155
Table 3 Inventory after stabilisation
Inventory level (after stabilisation)
Measure Lower limit Avg. Upper limit Lower limit Avg. Upper limit
TOC1 TOC2 Retailer inventory 5.7 5.9 6.1 5.9 6.1 6.3 Wholesaler inventory 9.1 9.8 10.4 6.4 6.8 7.1 Distributor inventory 14.1 15.4 16.7 9.8 10.6 11.5 Factory inventory 15.4 16.9 18.3 12.9 14.1 15.3 TOC3 TOC4 Retailer inventory 3.6 3.9 4.2 3.9 4.2 4.6 Wholesaler inventory 8.3 9.2 10.1 4.6 5.2 5.7 Distributor inventory 9.9 11.2 12.5 7.4 8.4 9.3 Factory inventory 6.5 7.1 7.8 5.8 6.4 7.0
Table 4 Inventory during stabilisation
Inventory level (during stabilisation)
Measure Lower limit Avg. Upper limit Lower limit Avg. Upper limit
TOC1 TOC2 Retailer inventory –10.9 –10.4 –9.9 –11.3 –10.7 –10.2 Wholesaler inventory –8.6 –8.2 –7.7 –7.5 –7.0 –6.5 Distributor inventory –4.8 –4.5 –4.2 –4.7 –4.4 –4.0 Factory inventory –1.3 –1.1 –0.9 –1.4 –1.2 –1.0 TOC3 TOC4 Retailer inventory –11.0 –10.3 –9.6 –11.2 –10.6 –10.0 Wholesaler inventory –8.2 –7.7 –7.1 –7.3 –6.8 –6.3 Distributor inventory –4.6 –4.2 –3.9 –4.3 –4.0 –3.6 Factory inventory –1.6 –1.4 –1.2 –1.5 –1.3 –1.1
The resulting behaviour of the inventory for the same pattern is exhibited in Figure 11, given an initial inventory of 12 at each echelon with no further products in the pipeline. This condition avoids backlog for a very short period at the retailer while the other echelons progressively consume their inventory on the basis of the demand pattern. This phenomenon is in common for all the supply chain partners but it is clear that the downstream echelons recover the disruption more slowly than the upstream echelons due to the different lead times. In a general view, the ordering policies TOC1 and TOC2 recovery is faster but at an inventory level higher than TOC3 and TOC4 because of the differences in the variability of orders where the number of tokens depends on the inventory level. As shown, the first two policies takes three periods to recover after the normal flows of materials are re-established, that is three periods after the first order issued in disruption, is received. This effect is evident in Figure 11 where, after the backlog of period 2, 12 periods pass before the retailer receives the goods, according to the actual structure of supply chain lead times. Since then, where the inventory starts to increase, only three periods are needed to completely recover and reach the transition.

156 F. Costantino et al.
After the transition period, the time series have the typical oscillating shape of an order-to-demand pattern with only few distortions due to the orders of token that recover occasional backlogs. The same tendency can be identified for the second two policies, with respectively eleven and twelve periods of recovery, and more distortions after the disruption due to the lower average level of inventory. Expanding these results to the 100 replications of the simulation models, Tables 3 and 4 represents the values of inventory level, for the different agents and strategies, after the recovery and between the starting and the completion of the recovery. For the same observations, the time of recovery for TOC 1 and 2 are always between 2 and 4 periods while for TOC 3 and 4 are between 9 and 14 periods.
The best policy can be identified only through associating the cost structure of inventory and stock-out to the results identified and characterising the type of contracts that set the relationships among the partners of the supply chain. An appropriate customised policy with a specific ratio between backlog and inventory can so be designed acting on the parameters that most affect performances:
• setting the ordering condition to settle the period of transition and a general value of inventory
• adjusting the value of the inventory acting on the appropriate αi’s values.
5 Conclusions
One of the most common dynamics in supply chains is a phenomenon that has been named ‘the bullwhip effect’. What happens is that small variation in customer demand is translated into wider and wider variations in demand experienced by companies further back in the supply chain. This effect is remarkable even when supply chain disruption occurs, because its capability does not satisfy the demand, causing backlog problems. This research proposes an information sharing approach in order to identify an ordering policy able to reduce the bullwhip effect in disruption situation as well as in more stationary conditions. The proposed strategy relies on dividing placed orders into two streams, the first stream transmits the real demand information to the whole supply chain echelons whereas the second one includes the required inventory adjustments in order to keep a stable inventory. To investigate the approach, a single product four-echelon supply chain is considered where four ordering policies based on information sharing using tokens have been evaluated. The results showed as the proposed approach has succeeded to mitigate the bullwhip effect while the performances depend on the ordering condition: the comparison have shown the strict relationship between the amount of tokens in the systems and the level of bullwhip effect, along with the trade-off among the inventory level and the stabilisation period. Future research would analyse the behaviour of the information sharing approach under different supply and demand disturbances, in order to assess its stability also during extreme situations. The results of the simulation model, evaluating different scenarios, could be used to set target values for inventory and costs, putting the basis to build optimisation models that can determine the best parameters of the ordering policies. The proposed scheme of information sharing is the starting point to develop further coordination mechanisms, introducing new conditions of ordering and efficiently manage supply chains.

Information sharing policies based on tokens to improve supply chain 157
Simple strategies of information sharing can help supply chains to improve their performances, reducing misalignments between demand and orders or between capacity and demand. The balance between the variation of orders and demand represents a measurable signal of the capability of a supply chain to react to market evolution, identifying its level of flexibility and resilience also during unforeseen conditions. Through a formal control of bullwhip effect, agents can avoid irrational behaviours that create panic and generate risks in the network: they could be able to recognise demand patterns similar to past experiences and put in place standard reactions or, at least, apply the same best practices to different scenarios that can be described with the same misalignments.
An ordering strategy based on tokens, assuring a decentralised coordination system, can be easily implemented in any information sharing system of a supply chain. Adding a low-cost bit of information to the issue of an order, the level of coordination among the partners of a network naturally tends to increase. At a first stage, the support of a simulation system can help to test performance on past scenarios, to set targets of improvement and identify real long terms benefits that otherwise are hard to recognised. Visibility and coordination can be also extended to inventory and warehouse management process, to reduce levels of stock and contemporarily determine actions to avoid stock-outs. The implementation of vendor managed replenishment and other centralised strategies can be reached through a continuous improvement process that gradually involve partners, testing results and reviewing agreements basing on an objective performance. Through controlling the increasing added value of information and the consequent redesign of supply chain processes, organisations can finally act like a real extended enterprise.
Acknowledgements
The authors would like to thank the Editor Prof. Angappa Gunasekaran and anonymous reviewers for their useful comments and suggestions on an earlier version of this paper.
References Agrawal, S., Sengupta, R.N. and Shanker, K. (2009) ‘Impact of information sharing and lead
time on bullwhip effect and on-hand inventory’, European Journal of Operational Research, Vol. 192, No. 2, pp.576–593.
Azadeh, A., Allahverdiloo, M. and Shirkouhi, S.N. (2011) ‘A computer simulation model for analysing performance of inventory policy in multi-product mode in two-echelon supply chain’, International Journal of Logistics Systems and Management, Vol. 8, No. 1, pp.66–85.
Banks, J. and Malave, C.O. (1984) ‘The simulation of inventory systems: an overview’, Simulation, Vol. 42, No. 6, pp.283–290.
Bayraktar, E., Koh, S.C.L., Gunasekaran, A., Sari, K. and Tatoglu, E. (2008) ‘The role of forecasting on bullwhip effect for E-SCM applications’, International Journal of Production Economics, Vol. 113, No. 1, pp.193–204.
Bhattacharya, R. and Bandyopadhyay, S. (2010) ‘A review of the causes of bullwhip effect in a supply chain’, International Journal of Advanced Manufacturing Technology, Vol. 54, Nos. 9–12, pp.1245–1261.

158 F. Costantino et al.
Blackhurst, J., Craighead, C.W., Elkins, D. and Handfield, R.B., (2005) ‘An empirically derived agenda of critical research issues for managing supply-chain disruptions’, International Journal of Production Research, Vol. 43, No. 19, pp.4067–4081.
Blanchard, O.J. (1983) ‘The production and inventory behavior of the American automobile industry’, Journal of Political Economy, Vol. 91, No. 3, pp.365–400.
Blinder, A.S. (1982) ‘Inventories and sticky prices: more on the microfoundations of macroeconomics’, American Economic Review, Vol. 72, No. 3, pp.334–348.
Blinder, A.S. (1986) ‘Can the production smoothing model of inventory behavior be saved?’, Quarterly Journal of Economics, Vol. 101, No. 3, pp.431–454.
Boute, R.N. (2007) ‘Impact of replenishment rules with endogenous lead times on supply chain performance’, Quarterly Journal of Operations Research, Vol. 5, No. 3, pp.261–264.
Cachon, G.P. (1999) ‘Managing supply chain demand variability with scheduled ordering policies’, Management Science, Vol. 45, No. 6, pp.843–856.
Cachon, G.P. and Fisher, M. (2000) ‘Supply chain inventory management and the value of shared information’, Management Science, Vol. 46, No. 8, pp.1032–1048.
Carbonneau, R., Laframboise, K. and Vahidov, R. (2008) ‘Application of machine learning techniques for supply chain demand forecasting’, European Journal of Operations Research, Vol. 184, No. 3, pp.1140–1154.
Chan, H.K. and Chan, F.T.S. (2009) ‘Effect of information sharing in supply chains with flexibility’, International Journal of Production Research, Vol. 47, No. 1, pp.213–232.
Chen, F., Drezner, Z., Ryan, J.K. and Simchi-Levi, D. (2000) ‘Quantifying the bullwhip effect in a simple supply chain: the impact of forecasting, lead times, and information’, Management Science, Vol. 46, No. 3, pp.436–443.
Chen, F.R. and Samroengraja, R. (2000) ‘The stationary beer game’, Production and Operations Management, Vol. 9, No. 1, pp.19–30.
Chopra, S. and Meindl, P. (2004) Supply Chain Management: Strategy, Planning and Operation, Prentice Hall, Upper Saddle River, USA.
Croson, R. and Donohue, K. (2006) ‘Behavioral causes of the bullwhip effect and the observed value of inventory information’, Management Science, Vol. 52, No. 3, pp.323–336.
Disney, S.M. and Grubbström, R.W. (2004) ‘Economic consequences of a production and inventory control policy’, International Journal of Production Research, Vol. 42, No. 17, pp.3419–3431.
Fiala, P. (2005) ‘Information sharing in supply chains’, Omega – International Journal of Management Science, Vol. 33, No. 5, pp.419–423.
Forrester, J.W. (1958) ‘Industrial dynamics – a major breakthrough for decision makers’, Harvard Business Review, Vol. 36, No. 4, pp.37–66.
Jacobs, F.R. (2000) ‘Playing the beer distribution game over the internet’, Production and Operations Management, Vol. 9, No. 1, pp.31–39.
Jakšič, M. and Rusjan, B. (2008) ‘The effect of replenishment policies on the bullwhip effect: a transfer function approach’, European Journal of Operational Research, Vol. 184, No. 3, pp.946–961.
Kahn, J.A. (1987) ‘Inventories and the volatility of production’, American Economic Review, Vol. 77, No. 4, pp.667–679.
Kelepouris, T., Miliotis, P. and Pramatari, K. (2008) ‘The impact of replenishment parameters and information sharing on the bullwhip effect: a computational study’, Computers and Operations Research, Vol. 35, No. 11, pp.3657–3670.
Law, A.M. and Kelton, W.D. (1991) Simulation Modeling and Analysis, 2nd ed., McGraw-Hill, New York.
Lee, H.L., Padmanabhan, V. and Whang, S. (1997a) ‘The bullwhip effect in supply chains’, Sloan Management Review, Vol. 38, No. 3, pp.93–102.

Information sharing policies based on tokens to improve supply chain 159
Lee, H.L., Padmanabhan, V. and Whang, S. (1997b) ‘Information distortion in a supply chain: the bullwhip effect’, Management Science, Vol. 43, No. 4, pp.546–558.
Lee, H.L., So, K.C. and Tang, C.S. (2000) ‘The value of information sharing in a two-level supply chain’, Management Science, Vol. 46, No. 5, pp.62–43.
Lee, H.T. and Wu, J.C. (2006) ‘A study on inventory replenishment policies in a two-echelon supply chain system’, Computers & Industrial Engineering, Vol. 51, No. 2, pp.257–263.
Liao, T.W. and Chang, P.C. (2010) ‘Impacts of forecast, inventory policy, and lead time on supply chain inventory – a numerical study’, International Journal of Production Economics, Vol. 128, No. 2, pp.527–537.
Machuca, J.A.D. and Barajas, R.P. (1997) ‘A computerized network version of the beer game via the internet’, Systems Dynamics Review, Vol. 13, No. 4, pp.323–340.
McCullen, P. and Towill, D. (2002) ‘Diagnosis and reduction of bullwhip in supply chains’, Supply Chain Management: An International Journal, Vol. 7, No. 3, pp.164–179.
Merkuryev, Y.A., Petuhova, J.J., Landeghem, R.V. and Vansteenkiste, S. (2002) ‘Simulation-based analysis of the bullwhip effect under different information sharing strategies’, Proceedings of the 14th European Simulation Symposium, Dresden, Germany, pp.294–299.
Moyaux, T., Chaib-draa, B. and D’Amours, S. (2003) ‘Multi agent coordination based on tokens: reduction of the bullwhip effect in a forest supply chain’, AAMAS '03: Proceedings of the Second International Joint Conference on Autonomous Agents and Multiagent Systems, Melbourne, Australia.
Moyaux, T., Chaib-draa, B. and D’Amours, S. (2007) ‘Information sharing as a coordination mechanism for reducing the bullwhip effect in a supply chain’, IEEE Transactions on Systems, Man and Cybernetics Part C: Applications and Reviews, Vol. 37, No. 3, pp.396–409.
Niranjan, T.T., Wagner, S.M. and Aggarwal, V. (2011) ‘Measuring information distortion in real-world supply chains’, International Journal of Production Research, Vol. 49, No. 11, pp.3343–3362.
Pande, S. and Collins, T. (2007) ‘Strategic implementation of information technology to improve retail supply chain in India’, International Journal of Logistics Systems and Management, Vol. 3, No. 1, pp.85–100.
Porteus, E.L. (2000) ‘Responsibility tokens in supply chain management’, Manufacturing & Service Operations, Informs, Vol. 2, No. 2, pp.203–219.
Reiner, G. and Fichtinger, J. (2009) ‘Demand forecasting for supply processes in consideration of pricing and market information’, International Journal of Production Economics, Vol. 118, No. 1, pp.55–62.
Robinson, S. (2005) ‘Automated analysis of simulation output data’, in Kuhl, M.E., Steiger, N.M., Armstrong, F.B. and Joines, J.A. (Eds.): Proceedings of the 2005 Winter Simulation Conference, Vols. 1–4, pp.763–770.
Rong, Y., Snyder, L.V. and Shen, Z.J.M. (2008) ‘The impact of ordering behavior on order-quantity variability: a study of forward and reverse bullwhip effects’, Flexible Services and Manufacturing Journal, Vol. 20, Nos. 1–2, pp.95–124.
Saab, J. and Correa, H. (2005) ‘Bullwhip effect reduction in supply chain management: one size fits all?’, International Journal of Logistics Systems and Management, Vol. 1, Nos. 2–3, pp.211–226.
Simchi-Levi, D., Kaminsky, P. and Simchi-Levi, E. (1998) Designing and Managing the Supply Chain, Irwin/McGraw-Hill, New York.
Sohn, S.Y. and Lim, M. (2008) ‘The effect of forecasting and information sharing in SCM for multi-generation products’, European Journal of Operational Research, Vol. 186, No. 1, pp.276–287.
Sterman, J.D. (1989) ‘Modeling managerial behavior: misperceptions of feedback in a dynamic decision making experiment’, Management Science, Vol. 35, No. 3, pp.321–339.

160 F. Costantino et al.
Su, C.T. and Wong, J.T. (2008) ‘Design of a replenishment system for a stochastic dynamic production/forecast lot-sizing problem under bullwhip effect’, Expert Systems with Applications, Vol. 34, No. 1, pp.173–180.
Sujatha, R. (2011) ‘Role of intelligent agents in facilitating information flow in supply chain management’, International Journal of Logistics Systems and Management, Vol. 9, No. 2, pp.229–237.
Sun, H.X. and Ren, Y.T. (2005) ‘The Impact of forecasting methods on bullwhip effect in supply chain management’, Proceedings of the IEEE International Engineering Management Conference, 11–13 September, Vols. 1–2, pp.215–219.
Trapero, J.R., Kourentzes, N. and Fildes, R. (2012) ‘Impact of information exchange on supplier forecasting performance’, Omega – International Journal of Management Science, Vol. 40, No. 6, pp.738–747.
Wilson, M.C. (2007) ‘The impact of transportation disruptions on supply chain performance’, Transportation Research Part E: Logistics and Transportation Review, Vol. 43, No. 4, pp.295–320.
Zhang, A., Zhang, Z. and Guo, X. (2008) ‘Comparative study on decentralised inventory policy and vendor managed inventory with (r, Q) replenishment strategy’, International Journal of Logistics Systems and Management, Vol. 4, No. 1, pp.80–97.
Zhang, C. and Zhang, C.h. (2007) ‘Design and simulation of demand information sharing in a supply chain’, Simulation Modelling Practice and Theory, Vol. 15, No. 1, pp.32–46.
Zhang, X. (2004) ‘The impact of forecasting methods on the bullwhip effect’, International Journal of Production Economics, Vol. 88, No. 1, pp.15–27.