Industrial microbiology
159
Dr Diptendu Sarkar [email protected] FERMENTATION TECHNOLOGY Source: Fermentation Microbiology and Biotechnology By EMT Mansi et al Industrial Microbiology : An Introduction By MJ Waites Industrial Microbiology By HS Patel Food and Industrial Microbiology By Raveendra Reddy
-
Upload
khangminh22 -
Category
Documents
-
view
3 -
download
0
Transcript of Industrial microbiology

Dr Diptendu Sarkar
FERMENTATION
TECHNOLOGY
Source: Fermentation Microbiology and Biotechnology By EMT Mansi et al
Industrial Microbiology : An Introduction By MJ Waites
Industrial Microbiology By HS Patel
Food and Industrial Microbiology By Raveendra Reddy

2
What is fermentation?
Pasteur’s definition: “life without air”, anaerobe
red ox reactions in organisms
New definition: a form of metabolism in which the
end products could be further oxidized
For example: a yeast cell obtains 2 molecules of
ATP per molecule of glucose when it ferments it
to ethanol.
Fermentation takes place in the absence of oxygen,
when the electron transport chain is unusable. It is
used by the cell not to generate energy directly,
but to recycle NADH into NAD+ so that glycolysis
can continue, as long as glucose is present.

3
Techniques for large-scale production of microbial
products. It must both provide an optimum
environment for the microbial synthesis of the desired
product and be economically feasible on a large scale.
They can be divided into surface (emersion) and
submersion techniques.
The latter may be run in batch, fed batch, continuous
reactors
In the surface techniques, the microorganisms are
cultivated on the surface of a liquid or solid substrate.
These techniques are very complicated and rarely
used in industry

Fermentation and anaerobic
respiration enable cells to produce ATP
without the use of oxygen
• Most cellular respiration requires O2 to produce
ATP
• Without O2, the electron transport chain will
cease to operate
In that case, glycolysis couples with
fermentation or anaerobic respiration to
produce ATP
© 2011 Pearson Education, Inc.12/10/2019 4DS/ABBS/BTP401

Anaerobic respiration uses an electron
transport chain with a final electron acceptor
other than O2, for example sulfate
Fermentation uses substrate-level
phosphorylation instead of an electron
transport chain to generate ATP
© 2011 Pearson Education, Inc.12/10/2019 5DS/ABBS/BTP401
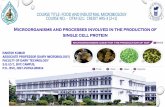
Fate of Pyruvate
12/10/2019 DS/NHCE/BTE 6

Types of Fermentation
Fermentation consists of glycolysis plus
reactions that regenerate NAD+, which can
be reused by glycolysis
Two common types are
alcohol fermentation and
lactic acid fermentation
In alcohol fermentation, pyruvate is
converted to ethanol in two steps, with the
first releasing CO2
Alcohol fermentation by yeast is used in
brewing, winemaking, and baking© 2011 Pearson Education, Inc.
12/10/2019 7DS/ABBS/BTP401

In lactic acid fermentation, pyruvate is
reduced to NADH, forming lactate as an end
product, with no release of CO2
Lactic acid fermentation by some fungi and
bacteria is used to make cheese and yogurt
Human muscle cells use lactic acid
fermentation to generate ATP when O2 is
scarce
© 2011 Pearson Education, Inc.12/10/2019 8DS/ABBS/BTP401

2 ADP 2 P i 2 ATP
Glucose Glycolysis
2 Pyruvate
2 CO22 NAD
2 NADH
2 Ethanol 2 Acetaldehyde
(a) Alcohol fermentation
2 H
Figure 9.17a
12/10/2019 9DS/ABBS/BTP401

(b) Lactic acid fermentation
2 Lactate
2 Pyruvate
2 NADH
Glucose Glycolysis
2 ADP 2 P i 2 ATP
2 NAD
2 H
Figure 9.17b
12/10/2019 10DS/ABBS/BTP401

11
What is fermentation techniques ?
In the submersion processes, the microorganisms
grow in a liquid medium
(Except in traditional beer and wine fermentation,
the medium is held in fermenters and stirred to
obtain a homogeneous distribution of cells and
medium. )
Most processes are aerobic, and for these the
medium must be vigorously aerated. All important
industrial processes (production of biomass and
protein, antibiotics, enzymes etc) are carried out by
submersion processes.

OPTIMIZATION OF
FERMENTATION PROCESS
12/10/2019 12DS/ABBS/BTP401

Introduction The function of the fermenter or bioreactor is to provide a
suitable environment in which an organism can efficiently
produce a target product—the target product might be
· Cell biomass
· Metabolite
· Bioconversion Product
The sizes of the bioreactor can vary over several
orders of magnitudes.
The microbial cell culture (few mm3), shake flask
( 100 -1000 ml), laboratory fermenter
( 1 – 50 L), pilot scale (0.3 – 10 m3) to plant
scale ( 2 – 500 m3) are all examples of
bioreactors.12/10/2019 13DS/ABBS/BTP401

Fermenter
14
The heart of the fermentation process is the fermenter.
In general:
• Stirred vessel, H/D 3
• Volume 1-1000 m3 (80 % filled)
• Biomass up to 100 kg dry weight/m3
•Product 10 mg/l –200 g/l
12/10/2019 DS/ABBS/BTP401

Types of fermenter
15
Simple fermenters (batch and continuous)
Fed batch fermenter
Air-lift or bubble fermenter
Cyclone column fermenter
Tower fermenter
Other more advanced systems, etc
The size is few liters (laboratory use) - >500
m3 (industrial applications)
12/10/2019 DS/ABBS/BTP401

1612/10/2019 DS/ABBS/BTP401

1712/10/2019 DS/ABBS/BTP401

Flow sheet of a multipurpose fermenter and
its auxiliary equipment
1812/10/2019 DS/ABBS/BTP401

Some important fermentation products
Product Organism Use
Ethanol Saccharomyces
cerevisiae
Industrial solvents,
beverages
Glycerol Saccharomyces
cerevisiae
Production of
explosives
Lactic acid Lactobacillus
bulgaricus
Food and
pharmaceutical
Acetone and
butanol
Clostridium
acetobutylicum
Solvents
-amylase Bacillus subtilis Starch hydrolysis
1912/10/2019 DS/ABBS/BTP401

Fermentation Process
Fermentation Raw Materials Production Microorganism
Fermentation
Product Purification
ProductEffluent Wastes
Downstream
Processing
Upstream Processing
12/10/2019 20DS/ABBS/BTP401
Upstream Processing

Upstream Processing
• Three main areas:
A) Producer microorganism
• This include processes for
• obtaining a suitable microorganism
• strain improvement to increase the
productivity and yield
• maintenance of strain purity
• preparation of suitable inocullum
B ) Fermentation media
C) Fermentation Process
12/10/2019 21DS/ABBS/BTP401

Downstream Processing
The processes that follows fermentation:
A) Cell harvesting
B) Cell disruption
C) Product purification from cell extracts
or the growth medium
12/10/2019 22DS/ABBS/BTP401

Types of Fermentation Process
1. Batch Fermentation
2. Continuous Fermentation
3. Fed batch
Batch reactors ,simplest type. Reactor is filled
with medium and the fermentation is allowed.
• Fermentation has finished, contents are
emptied for downstream processing.
• The reactor is then cleaned, re-filled, re-
inoculated and the fermentation process starts
again.
12/10/2019 23DS/ABBS/BTP401

Batch
Fermenter Continuous flow
Fermenter12/10/2019 24DS/ABBS/BTP401

Batch Fermentation Process
Dynamic processes that are never in a
steady state.
Often , the critical parameter is gas
exchange or balance between
respiration rate and oxygen transfer.
sterilized media components are
supplied at the beginning of the
fermentation with no additional feed
after inoculation.
12/10/2019 25DS/ABBS/BTP401

Batch Fermentation Process
cells are grown in a batch reactor,
they go through a series of stages:
Lag phase
Exponential phase
Stationary phase
Death phase
12/10/2019 26DS/ABBS/BTP401

Batch Fermentation Process
• Lag Phase
• microbial population remains constant as there is no
growth. However it is the period of intense metabolic
activity.
• Factors Influencing the Lag Phase
1. · Chemical composition of the fermentation media
influences the length of the lag phase.
2. Longer lag phase is observed if the inocullum is
transferred into a fresh medium of different carbon source.
3. · Age of the inocullum. If the inocullum is in exponential
growth phase, it will exhibit shorter lag in the fresh
medium.
4. · Concentration of the inocullum.
5. · Viability and morphology of the inocullum.12/10/2019 27DS/ABBS/BTP401

Batch Fermentation Process
Exponential Phase
· Cell divides with increasing frequency
till it reaches the maximum growth rate
(μmax).
· At this point logarithmic growth begins
and cell numbers or cell biomass
increase at a constant rate.
12/10/2019 28DS/ABBS/BTP401

Stationary Phase
· The specific growth rate of the microorganism
continues decelerating until the substrate is
completely depleted.
· Overall growth rate has declined to zero and
there is no net change in cell numbers/ biomass ie.
rate of cell division equals rate of cell death.
· Microorganisms are still metabolically active,
metabolizing intracellular storage compounds,
utilizing nutrients released from lysed cells and in
certain cases produce secondary metabolites.
Death Phase
· Cells die at constant rate and often undergo lysis.
12/10/2019 29DS/ABBS/BTP401

The generation time can be calculated from the
growth curve
12/10/2019 DS/ABBS/BTP401 30
•When growing exponentially by binary
fission, the increase in a bacterial
population is by geometric progression.
•If we start with one cell, when it
divides, there are 2 cells in the first
generation, 4 cells in the second
generation, 8 cells in the third
generation, and so on.
•The generation time is the time
interval required for the cells (or
population) to divide.

G (generation time) = (time, in minutes or hours)/n(number of
generations)
G = t/n
t = time interval in hours or minutes
B = number of bacteria at the beginning of a time interval
b = number of bacteria at the end of the time interval
n = number of generations (number of times the cell population
doubles during the time interval)
b = B x 2n (This equation is an expression of growth by binary fission
Solve for m:
logb = logB + nlog2
n = logb - logB
log2
n = logb - logB
0.301
n = 3.3 logb / B , G = t/n
Solve for G , G = t / 3.3 log b/B
12/10/2019 DS/ABBS/BTP401 31

Continuous flow Fermenter. Here the raw materials are trickled in at the
top of a column in which there are
immobilised micro-organisms or enzymes
present.
The product flows out the bottom in a pure
state.
It does not need to be separated from the
catalyst.
However this process can only be used for
reactions that are fast – possibly taking 10
minutes
12/10/2019 32DS/ABBS/BTP401

Fed-batch culture or Fermentation Fed-batch culture is, in the broadest sense, defined
as an operational technique in biotechnological
processes ,where one or more nutrients (substrates)
are fed (supplied) to the bioreactor during cultivation
and in which the product(s) remain in the bioreactor
until the end of the run.
It is also known as semi-batch culture.
In some cases, all the nutrients are fed into the
bioreactor.
The advantage of the fed-batch culture is that one can
control concentration of fed-substrate in the culture
liquid at arbitrarily desired levels ( in many cases, at
low levels).
No control over rate of reaction12/10/2019 DS/ABBS/BTP401 33

The types of bioprocesses for which fed-batch culture is
effective can be summarized as follows:
1) Substrate inhibition
2) High cell density (High cell concentration
3) Glucose effect (Crabtree effect)
4) Catabolite repression
5) Auxotrophic mutants
6) Expression control of a gene who has repressible
promoter in recombinant cell
7) Extension of operation time,
8) supplement of water lost by evaporation, and
decreasing viscosity of culture broth
12/10/2019 DS/ABBS/BTP401 34

Key Factor of Fermenter design The performance of any fermenter depends on
the following key factors:
· Agitation rate
· Oxygen transfer
· pH
· Temperature
· Foam production The design and mode of operation of a fermenter mainly
depends on the production organism, the optimal operating condition required for target product formation, product value and scale of production.
The design also takes into consideration the capital investment and running cost.
12/10/2019 35DS/ABBS/BTP401

Requirements of Bioreactors
There is no universal bioreactor.
The general requirements of the bioreactor are as follows:
A) The design and construction of bioreactors must keep sterility from the start point to end of the process.
B) Optimal mixing with low, uniform shear.
C) Adequate mass transfer, oxygen.
D) Clearly defined flow conditions.
E) Feeding substrate with prevention of under or overdosing.
F) Suspension of solids.
G) Gentle heat transfer.
H) Compliance with design requirements such as: ability to be sterilized; simple construction; simple measuring, control, regulating techniques; scale-up; flexibility; long term stability; compatibility with up- downstream processes; antifoaming measures.12/10/2019 36DS/ABBS/BTP401

Why control fermentations? Success of a fermentation depends on the
maintenance of defined environmental conditions for
biomass and product formation
Therefore many criteria or parameters need to be
kept in control
Any deviations from optimum conditions need to be
controlled and corrected by a control system
12/10/2019 37DS/ABBS/BTP401

PROCESS OPTIMIZATION THROUGH MONITOR
AND CONTROL
KEY OBJECTIVE:
Analyse process status
Establish optimum conditions
MONITOR ; Sampling, on-, off-line, state and control variables, sensors, gate-way
sensors, biosensors
MEASURE; Factors significant in sensing, measurement and display, data capture and
storage
CONTROL; Key variables controlled, state and control / process variables, levels of
process control, automatic control
12/10/2019 38DS/ABBS/BTP401

Control systemsA control system consists of three basic components
1. A measuring element (senses a process property and generates a
corresponding output signal)
2. A controller (compares the measurement signal with a pre-
determined desired value, the set point, and produces an output signal
to counteract any differences between the two
3. A final control element, which receives the control signal and
adjusts the process by changing a valve opening or pump speed
causing the controlled process to return to the set point
12/10/2019 39DS/ABBS/BTP401

CONTROL SYSTEMS - general
CONTROL BASED ON;
Event has occurred == FEED BACK CONTROL
Premise that an event will occur == FEED FORWARD
12/10/2019 40DS/ABBS/BTP401

Manual controlSteam valve to regulate the temperature of water flowing through
a pipe
Human operator instructed to control
temperature within set limits
Manual adjustment
of valve
Visual awareness
Steam
Valve
(Final control
element)
WaterPipe
Thermometer
EXPENSIVE
12/10/2019 41DS/ABBS/BTP401

Automatic controlSimple automatic control loop for temperature control
Controller
Signal to operate valve
Measured valve
Steam
Control
Valve
WaterPipe
Thermocouple
Set-point
12/10/2019 42DS/ABBS/BTP401

Automatic control systems
Can be classified into 4 main types
1. Two-position controllers
2. Proportional controllers
3. Integral controllers
4. Derivative controllers
12/10/2019 43DS/ABBS/BTP401

Automatic control
In complex control systems there are 3 different methods which
are commonly used in making error corrections
-proportional
-integral
-derivative
May be used singly or in combination
With electronic controllers the response to an error is represented
as a change in output current or voltage
12/10/2019 44DS/ABBS/BTP401

Temperature
controller
Pressure line
to valve
Hot
waterPressure
regulated
valve
Heating
Jacket
Water
outletThermocouple
A fermenter with a temperature-controlled
heating jacket
12/10/2019 45DS/ABBS/BTP401

Automatic controlProportional control
the change in output of the controller is proportional to the input signal
produced by the environmental change
Integral control
output signal of an integral controller is determined by the integral of the
error input over the time of the operation
Derivative control
when derivative control is applied the controller senses the rate of
change of the error signal and contributes a component of the output
signal that is proportional to a derivative of the error signal
12/10/2019 46DS/ABBS/BTP401

PROGRAMMABLE LOGIC
CONTROLLER / CHIP (PLC)
Each has an input section, output section and a central processing unit (CPU)
Input- connect to sensors
Output - connected to motors / valves etc.
CPU - provides and executes instructions
May be linked to a Management Information System (MIS) resulting in a database of
production data.
A Laboratory Information Management System (LIMS) can also be interfaced giving all
test data (e.g. info on tests carried out on all samples)
ADVANTAGE;
REPEATABILITY
TRACEABILITY
12/10/2019 47DS/ABBS/BTP401

COMPUTERS IN
FERMENTATION
3 Main areas of computer control;
LOGGING OF PROCESS DATA
Amount of data generated very great - need electronic capture
DATA ANALYSIS [Reduction of logged data]
Data reduction very significant - generates trends (e.g. graphs)
Makes analysis, management of data easier
LIMS is a good example of the benefits from this area
Predictive Modelling and Expert systems would be other examples
PROCESS CONTROL
12/10/2019 48DS/ABBS/BTP401

Printout
VDU
Data store
Graphic unit
Alarms
Clock
Dedicated
mini-computer
Mainframe
computer
Interface
Analogue to
digital converter
Meter
Reservoir
Analogue to
digital converter
Pump
Sensor
Computer-controlled fermenter with control loop
12/10/2019 49DS/ABBS/BTP401
COMPUTERS IN FERMENTATION
PROCESS CONTROL
Digital Set-point Control (DSC)
Computer scans set-points of individual controllers and takes corrective
action when deviations occur
Direct Digital Control (DDC)
Sensors interfaced directly with the computer
12/10/2019 50DS/ABBS/BTP401

CONTROL / PROCESS
VARIABLES
1. Temperature
2. Pressure
3. Vessel contents
4. Foam
5. Impeller speed
6. Gas Flow rates
7. Liquid flow
8. pH
9. Dissolved and Gas phase Oxygen
10. Dissolved and Gas phase Carbon Dioxide
11. General gas analysis
12/10/2019 51DS/ABBS/BTP401

12/10/2019 52DS/ABBS/BTP401

TEMPERATURE CONTROL
HEAT BALANCE IN FERMENTATION
Q met = Heat ---> Microbial metabolism
Q ag = " ---> Mechanical agitation
Q aer = " ---> Aeration
Q evap = " ---> Water evaporation
Q sens = " ---> Feed streams
Q exch = " ---> Exchanger / surroundings
UNDER ISOTHERMAL CONDITIONS;
Q met + Q ag + Q aer = Q evap + Q sens + Q exch
12/10/2019 53DS/ABBS/BTP401

FERMENTATION
MEASUREMENT /monitoring;
PHYSICAL (e.g Temperature, Pressure etc.)
CHEMICAL ( e.g. pH, Redox, Ions etc.)
INTRACELLULAR ( Cell mass composition, enzyme levels etc.)
BIOLOGICAL ( e.g. Morphology, cell size, viable count etc.)
12/10/2019 54DS/ABBS/BTP401

TYPICAL PARAMETERS -
Penicillin fermentation
(1) Feeding rate of substrate / precursor
(2) Biomass conc. per litre and per fermenter (mass)
(3) Penicillin conc. and mass
(4) Growth rate
(5) Fraction of glucose --> Mass
Maintenance
Product
(6) Respiration rate
(7) Oxygen demand
(8) Total broth weight
(9) Cumulative efficiency
(10) Elemental balance of P, N, S12/10/2019 55DS/ABBS/BTP401

Models
• Series of equations used to correlate data and predict behavior.
• Based on known relationships
• Cyclical nature of models, involves formulation of a hypothesis, then
experimental design followed by experiments and analysis of results
which should further advance the original hypothesis
• Conceptual, Empirical, and Mechanistic models
12/10/2019 56DS/ABBS/BTP401

Control of Physicochemical Parameters
A) Agitation:
Agitation of suspended cell fermentations is performed in order to mix
the three phases within a fermenter
liquid phase contains dissolved nutrients and metabolites
gaseous phase is predominantly oxygen and carbon dioxide
solid phase is made up of the cells and any solid substrates that may be
present.
Mixing should produce homogeneous conditions and promote
a) Nutrient transfer b) Gas transfer c) Heat transfer
Heat transfer is necessary during both sterilization and for temperature
maintenance during operation.
12/10/2019 57DS/ABBS/BTP401

12/10/2019 58DS/ABBS/BTP401
Control of Physicochemical Parameters
Automatic temperature control during the fermentation is
accomplished by injecting either cold or hot water into the outer
jacket and/or internal coils.
In some circumstances alternative cooling media may be used,
e.g. glycol.
A. Mass transfer
Transfer of nutrients from the aqueous phase into the microbial
cells during fermentation is relatively straightforward as the
nutrients are normally provided in excess.
12/10/2019 59DS/ABBS/BTP401

Control of Physicochemical Parameters
B. Transport of Oxygen
To prevent the risk of contamination, gases
introduced into the fermenter should be passed
through a sterile filter.
A similar filter on the air exhaust system avoids
environ-mental contamination.
Sterile filtered air or oxygen normally enters the
fermenter through a sparger system,
To promote aeration in stirred tanks, the
sparger is usually located directly below the
agitator.12/10/2019 60DS/ABBS/BTP401

Transfer of Heat in Bioreactors
To maintain a constant temperature in the
fermenter, heat is either supplied or
removed from the fermentation broth
during the course of fermentation.
In fixed bed microbial reactors heat
transfer takes place by natural convection
or phase change (evaporation-
condensation).
12/10/2019 61DS/ABBS/BTP401

12/10/2019 62DS/ABBS/BTP401

Heat Transfer Configurations:
The primary heat transfer configurations in
fermentation vessels are:
i. External jackets
ii. Internal coils
iii. External surface heat exchanger
The internal coils though provide better heat transfer
capabilities, but they cause problems of microbial film
growth on coil surfaces, alteration of mixing patterns
and fluid velocities.
12/10/2019 63DS/ABBS/BTP401

Stages of Downstream Processing
Stage Unit Operations
1. Separation of insolubles filtration, sedimentation,
extraction, adsorption
2. Isolation of Product extraction, adsorption, ultrafiltration, precipitation
3. Purification chromatography, crystallization, fractional precipitation
4. Polishing drying, crystallization
12/10/2019 64DS/ABBS/BTP401

Excipients
Substances added to final product to
stabilize it
Serum albumin
Withstands low pH or elevated temps
Keeps final product from sticking to walls of
container
Stabilize native conformation of protein
12/10/2019 65DS/ABBS/BTP401

Excipients cont’d
Amino acids
Glycine – stabilizes interferon, factor VIII, stabilizes against heat
Alcohols (and other polyols)
Stabilize proteins in solution
Surfactants
Reduces surface tension; proteins don’t aggregate, so don’t denature
12/10/2019 66DS/ABBS/BTP401

Final product fill
Bulk product gets QC testing
Passage through 0.22 m filter for final
sterility
Aceptically filled into final product
containers
Uses automated liquid handling
systems
12/10/2019 67DS/ABBS/BTP401

Freeze drying cont’d
Need to add cryoprotectors
Glucose or sucrose
Serum albumin
Amino acids
Polyols
Freeze drying can be done in many
steps
12/10/2019 68DS/ABBS/BTP401

Composition of biomass
69
Molecules
Protein 30-60 %
Carbohydrate 5-30 %
Lipid 5-10 %
DNA 1 %
RNA 5-15 %
Ash (P, K+, Mg2+, etc)
Elements
C 40-50 %
H 7-10 %
O 20-30 %
N 5-10 %
P 1-3 %
Ash 3-10%
Typical composition biomass formula: C1H1.8O0.5N0.2
Suppose 1 kg dry biomass contains 5 % ash, what is the amount
of organic matter in C-mol biomass?
12/10/2019 DS/ABBS/BTP401
Summary
• Why fermentations need to controlled
• How to control fementations
• Use of computers in control of bioprocesses
• Difference between manual and automatic control
systems
• Process variables that need controlling12/10/2019 70DS/ABBS/BTP401

MEDIA FOR INDUSTRIAL
BIOPROCESSES

Introduction
Properties of useful industrial microorganisms
Finding and selecting microorganism
Improving the microorganism’s properties Conquering the cell’s control systems…mutants,
feedback, induction etc.
Storing industrial micro-organisms – the culture collection
12/10/2019 72DS/ABBS/BTP401

Overview
Organism
Selection and
Improvement
Media
P
R
O
C
E
S
S
12/10/2019 73DS/ABBS/BTP401

What’s it all about?
Substrate
Organism
Process Product
MONEY
12/10/2019 74DS/ABBS/BTP401

What does the medium need to do?
Grow the microorganism so it produces
biomass and product, and should not
interfere with down stream processing.
Carbon and energy source +nitrogen source
+ oxygen + other requirements → biomass +
products + carbondioxide+ water + heat
Yield coefficient, Y= (Quantity of cell dry
matter produced) / (Quantity of carbon
substrate utilized)
12/10/2019 75DS/ABBS/BTP401

Media for Industrial Bioprocesses -
Crude and defined media:
Crude media is made up of unrefined agricultural
products e.g. containing barley.
Defined media are like those we use in the lab e.g.
minimal salts medium.
Crude media is cheap but composition is variable.
Defined media is expensive but composition is
known and should not vary.
Crude media is used for large volume inexpensive
products e.g. biofuel from whey.
Defined media is used for expensive low volume
products e.g. anticancer drugs.
12/10/2019 76DS/ABBS/BTP401

Media for Industrial Bioprocesses
Typical medium ingredients:
Carbon sources
Nitrogen sources
Vitamins and growth factors
Minerals and trace elements
Inducers
Precursors
Inhibitors e.g. KMS in beer medium
Antifoams
12/10/2019 77DS/ABBS/BTP401

Medium Need to Do....
Supply the raw materials for growth and product formation.
Stoichiometry ( i.e. biochemical pathways) may help us predict these requirements, but:
Ingredients must be in the right form and concentrations to direct the bioprocess to: Produce the right product.
Give acceptable yields, titres, volumetric productivity etc.
To achieve these aims the medium may contain metabolic poisons, non-metabolisable inducers etc.
12/10/2019 78DS/ABBS/BTP401

Medium Need to Do....
Cause no problems with:
Preparation and sterilisation
Agitation and aeration
Downstream processing
Ingredients must have an acceptable:
Availability
Reliability
Cost (including transport costs)
12/10/2019 79DS/ABBS/BTP401

Medium Can Be a Significant Proportion of
Total Product Cost
Elements of total product cost (%)
Raw materials costs range from 38-77% in the
examples shown12/10/2019 80DS/ABBS/BTP401

Crude and Defined Media
Defined media
Made from pure compounds
Crude media
Made from complex mixtures (agricultural products)
Individual ingredients may supply more than one
requirement
May contain polymers or even solids
Media can be loosely assigned two types
12/10/2019 81DS/ABBS/BTP401

Defined Media – Good Properties
Consistent Composition
Quality
Facilitate R and D
Unlikely to cause foaming
Easier upstream processing (formulation, sterilisation etc.)
Facilitate downstream processing (purification etc.)
12/10/2019 82DS/ABBS/BTP401

Defined Media – Bad Properties
Expensive
Need to define and supply all growth factors. Only mineral salts present
Yields and volumetric productivity can be poor:
Cells have to “work harder”…proteins etc. are not present
Missing growth factors…amino acids etc.
12/10/2019 83DS/ABBS/BTP401

Defined Media - Status
Main use is for low volume/high value added products, especially proteins produced by recombinant organisms
NOTE: Some “defined” media may contain small amounts of undefined ingredients (e.g. yeast extract) to supply growth factors.
12/10/2019 84DS/ABBS/BTP401

Crude Media – Good Properties
Cheap
Provide growth factors (even “unknown”
ones)
Good yields and volumetric productivity
12/10/2019 85DS/ABBS/BTP401

Crude Media – Bad Properties
Variability: Composition
Quality
Supply
Cost (Agri-politics)
Availability to organism
Unwanted components….iron or copper which can often be lethal to cell growth.
12/10/2019 86DS/ABBS/BTP401

Crude Media – Bad Properties
May cause bioprocess foaming
Problems with upstream processing (medium pre-treatment and sterilisation)
Problems with downstream processing (product recovery and purification)
12/10/2019 87DS/ABBS/BTP401

Crude Media - Status
In spite of the problems to be overcome,
the cost and other good properties
make crude media the choice for high
volume/low value added products.
More often used than defined media.
12/10/2019 88DS/ABBS/BTP401

Crude Media - Accessibility Problems
Plant cellular structure “wraps up” nutrients.
Alignment of macromolecules (e.g. cellulose, starch).
Solutions (pre-treatments):
Grinding.
Heat treatment (cooking, heat sterilization).
Chemical treatments.
12/10/2019 89DS/ABBS/BTP401

Crude Media - Accessibility Problems
Polymers (eg starch, cellulose, protein).
Solutions:
Find or engineer organisms with
depolymerase enzyme.
Pretreatments:
Chemical depolymerisation (heat and acid
hydrolysis).
Enzyme pretreatment.
12/10/2019 90DS/ABBS/BTP401

Typical Ingredients
NOTE: Crude ingredients often supply
more than one type of requirement, so,
for example the same ingredient may be
mentioned as a carbon source, nitrogen
source etc.
12/10/2019 91DS/ABBS/BTP401

Carbon Sources
Carbon sources are the major components of media: “Building blocks” for growth and product formation
Energy source
Easily used carbon sources give fast growth but can depress the formation of some products Secondary metabolites - catabolite
repression…large amounts of glucose can repress B galactosidase
12/10/2019 92DS/ABBS/BTP401

Carbon Sources – Carbohydrates:
Starch : Cheap and widely available:
Cereals
Maize (commonest carbohydrate source)
Wheat
Barley (malted and unmalted)
Potato
Cassava
Soy bean meal
Peanut meal
Sources may also supply nitrogen and growth factors
12/10/2019 93DS/ABBS/BTP401

Carbon Sources –Starch
Pre-treatments may be used to convert
starch to mono-and disaccharides:
Acid or enzymes
Malting and mashing
Grain syrups are available (pre-
treatment already carried out)
12/10/2019 94DS/ABBS/BTP401

Carbon Sources –Sucrose
Derived from sugar cane and beet
Variety of forms and purities
Molasses can also supply Trace elements
Heat stable vitamins
Nitrogen
12/10/2019 95DS/ABBS/BTP401

Carbon Sources – Lactose
Pure or whey derived product
Used as carbon source in production of penicillin at STATIONARY PHASE
Liquid whey
Cheap
Uneconomic to transport
Used for biomass and alcohol production
12/10/2019 96DS/ABBS/BTP401

Carbon Sources - Glucose
Solid or syrup (starch derived)
Readily used by almost all organisms
Catabolite repression can cause
problems
12/10/2019 97DS/ABBS/BTP401

Carbon Sources –Vegetable Oils
Olive, cotton seed, linseed, soya bean etc.
High energy sources
Increased oxygen requirement.
Increased heat generation.
Antifoam properties (see later).
12/10/2019 98DS/ABBS/BTP401

Nitrogen Sources - Inorganic
Ammonium salts
Ammonia
Nitrates
Yeasts cannot assimilate nitrates
12/10/2019 99DS/ABBS/BTP401
Nitrogen Sources - Organic
Proteins – completely or partially
hydrolysed.
Some organisms prefer peptides to amino
acids.
12/10/2019 100DS/ABBS/BTP401

Nitrogen Sources - Organic
8% nitrogen: Soybean meal.
Groundnut (peanut) meal.
Pharmamedia (cottonseed derived).
4.5% nitrogen: Cornsteep powder (maize derived).
Whey powder.
1.5-2% nitrogen: Cereal flours.
Molasses.
Highlight indicates sources of growth factors.12/10/2019 101DS/ABBS/BTP401

Vitamins and Growth factors
Pure sources expensive
Often supplied by crude ingredients:
Pharmamedia
Cornsteep powder
Distillers solubles
Malt sprouts
12/10/2019 102DS/ABBS/BTP401

Minerals and Trace Elements
Found in crude ingredients.
Use inorganic sources if necessary.
Inorganic phosphates.
Also act as buffering agents.
Excessive levels depress secondary
metabolite formation.
12/10/2019 103DS/ABBS/BTP401

Inducers
Enzyme substrates/inducers.
Example: starch for amylase production.
Non-metabolisable inducer analogues.
Higher unit cost but only need small amount.
e.g. ITPG for B galactosidase
12/10/2019 104DS/ABBS/BTP401

Precursors
Help direct metabolism and improve yields
Examples:
Precursor Organism Product
Glycine Corynebacterium
glycinophilum
L-Serine
Chloride Penicillium
griseofulvin
Griseofulvin
Phenylacetic
acid
Penicillium
chrysogenum
Penicillin-G
12/10/2019 105DS/ABBS/BTP401

Phenylacetic acid is the precursor of the penicillin G
side chain. Feeding Phenylacetic acid increases the
yield of penicillin x3 and directs production toward
penicillin G.12/10/2019 106DS/ABBS/BTP401

Inhibitors
Used to redirect the cells metabolism
Example: Glycerol production by yeast.
The method:
Set up a normal alcohol-producing fermentation
When it is underway add a nearly lethal dose of sodium sulphite
12/10/2019 107DS/ABBS/BTP401

What Happens.....
The sodium sulphite reacts with carbon
dioxide in the medium to form sodium
bisulphite
A key step in alcohol production is:
Acetaldehyde + NADH2 → Alcohol
12/10/2019 108DS/ABBS/BTP401

What Happens...
Acetaldehyde + NADH2 → Alcohol
Sodium bisulphite complexes and
removes acetaldehyde
12/10/2019 109DS/ABBS/BTP401

What Happens....
This leaves the cell with an excess of
NADH2
Dihydroxyacetone phosphate is used as
an alternative hydrogen acceptor:
NADH2
NAD
Dihydroxyacetone phosphate
Glycerol 3 Phosphate Glycerol
12/10/2019 111DS/ABBS/BTP401

Foaming problems and Antifoams
What Causes foam to form?
Aeration
Certain surface active compounds
(proteins):
In the medium
Product
12/10/2019 112DS/ABBS/BTP401
Problems caused by foam
Sub-optimal fermentation
Poor mixing
Cells separated from medium
Product denatured
Contamination
Loss of bioprocessor contents
12/10/2019 113DS/ABBS/BTP401

Dealing with foaming problems
Avoid foam formation
Choice of medium
Modify process
Use a chemical antifoam
Use a mechanical foam breaker
12/10/2019 114DS/ABBS/BTP401

Chemical Antifoams
Surface active
compounds which
destabilise foam
structure at low
concentrations
Part of the medium
and/or pumped in as
necessary
Can decrease oxygen
transfer to the
medium
12/10/2019 115DS/ABBS/BTP401

Desirable Antifoam Properties
Effective
Sterilisable
Non toxic
No interference with downstram
processing
Economical
12/10/2019 116DS/ABBS/BTP401

Antifoams - Examples
Fatty acids and derivatives (vegetable oils)
Metabolisable
Cheaper
Less persistant
Foam may reoccur : more has to be added.
Used up before downstream processing
12/10/2019 117DS/ABBS/BTP401

Antifoams - Examples
Silicones
Non metabolisable
More expensive
More persistant
Less needed.
Could interfere with downstream processing
Often formulated with a metabolisable oil
“carrier”
12/10/2019 118DS/ABBS/BTP401

Mechanical Foam Breakers
Fast spinning discs or cones just above the
medium surface
Fling foam against the side of the
bioprocessor and break the bubbles
Can be used with or without antifoams
12/10/2019 119DS/ABBS/BTP401

Ultrasonic Whistles
12/10/2019 120DS/ABBS/BTP401

DOWNSTREAM PROCESSING

What is Downstream Processing?
Downstream – ‘after the fermentation
process’
The various stages of processing that occur
after the completion of the fermentation or
bioconversion stage is called downstream
processing.
This includes separation, purification, and
packaging of the product.
12/10/2019 122DS/ABBS/BTP401

Stages in Downstream Processing
1) Removal of insoluble's
2) Product Isolation
3) Product Purification
4) Product Polishing
12/10/2019 123DS/ABBS/BTP401
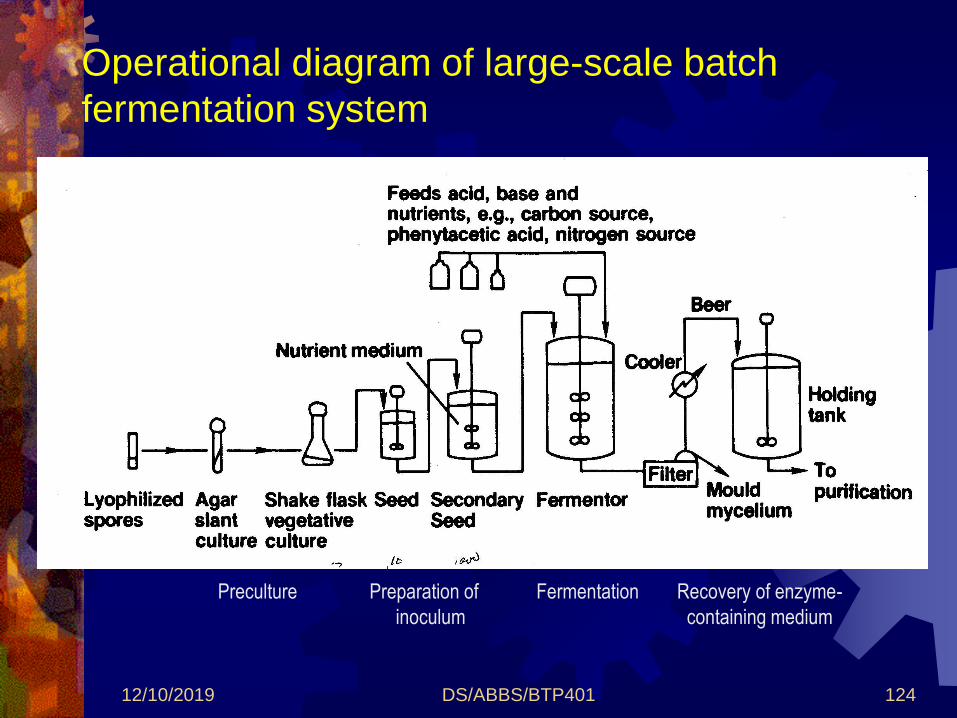
Operational diagram of large-scale batch
fermentation system
Preculture Preparation of Fermentation Recovery of enzyme-
inoculum containing medium
12/10/2019 124DS/ABBS/BTP401

Downstream Processing
Primary ‘unit operations’ of Downstream
Processing
Cell recovery/removal
Centrifugation
Dewatering
Ultrafiltration
Precipitation
Spray drying12/10/2019 125DS/ABBS/BTP401

Downstream ProcessingSecondary ‘unit operations’
Protein purification
Adsorption chromatography
Gel permeation chromatography
Protein processing
Immobilisation
Beading/Prilling
Protein packaging
Sterilisation
Bottling etc12/10/2019 126DS/ABBS/BTP401

Separation of cells and medium
Recovery of cells and/or medium (clarification)
For intracellular enzyme, the cell fraction is
required
For extracellular enzymes, the culture
medium is required
On an industrial scale, cell/medium separation
is almost always performed by centrifugation
Industrial scale centrifuges may be batch,
continuous, or continuous with dislodging
12/10/2019 127DS/ABBS/BTP401

Centrifugation
• use of the centrifugal force for the
separation of mixtures
• More-dense components migrate
away from the axis of the centrifuge
• less-dense components migrate
towards the axis.
12/10/2019 128DS/ABBS/BTP401

Industrial centrifuges
Tubular bowl Chamber Disc
12/10/2019 129DS/ABBS/BTP401

Properties of industrial centrifuges
Tube
High centrifugal force
Good dewatering
Easy to clean
Chamber
Large solids capacity
Good dewatering
Bowl cooling possible
Disc type
Solids discharge
No foaming
Bowl cooling possible
Limited solids capacity
Foams
Difficult to recover protein
No solids discharge
Cleaning difficult
Solids recovery difficult
Poor dewatering
Difficult to clean
12/10/2019 130DS/ABBS/BTP401

Centrifugation properties of different cell types
Bacteria
Small cell size
Resilient
Yeast cells
Large cells
Resilient
Filamentous fungi
Mycelial
Resilient
Cultured animal cells
Large cells
Very fragile
High speed required
Low cell damage
Lower speed required
Low cell damage
Lower speed required
High water retention in
pellet
Very susceptible to
damage12/10/2019 131DS/ABBS/BTP401

Removal of insoluble's
• capture of the product as a solute in a particulate-free liquid
• Example
separation of cells, cell debris or other particulate matter from fermentation broth containing an antibiotic.
12/10/2019 132DS/ABBS/BTP401

Typical operations
Filtration
• A mechanical operation used for the
separation of solids from fluids (liquids
or gases) by interposing a medium to
fluid flow through which the fluid can
pass, but the solids in the fluid are
retained.
12/10/2019 133DS/ABBS/BTP401

Filter media
two main types of filter media are
• solid sieve which
-traps the solid particles
• bed of granular materials
-retains the solid particles
12/10/2019 134DS/ABBS/BTP401

Points to be considered while
selecting the filter media:
• ability to build the solid.
• minimum resistance to flow the
filtrate.
• resistance to chemical attack.
• minimum cost.
• long life
12/10/2019 135DS/ABBS/BTP401

Flocculation
• process where a solute comes out of solution
in the form of flocs or flakes.
• Particles finer than 0.1 µm in water remain
continuously in motion due to electrostatic
charge which causes them to repel each other.
• Once their electrostatic charge is neutralized
(use of coagulant) the finer particles start to
collide and combine together .
• These larger and heavier particles are called
flocs.
12/10/2019 136DS/ABBS/BTP401
Product Isolation
• reducing the volume of material to be
handled and concentrating the
product.
• the unit operations involved
-Solvent extraction
-ultra filtration
-precipitation
12/10/2019 137DS/ABBS/BTP401

Cell disruption (for intracellular enzymes)
Sonication
Use of high frequency sound waves to disrupt cell walls and membranes
Can be used as continuous lysis method
Better suited to small (lab-scale) operations
Can damage sensitive proteins
Pressure cells
Apply apply high pressure to cells; cells fracture as pressure is abruptly released
Readily adapted to large-scale and continuous operations
Industry standard (Manton-Gaulin cell disruptor)
Enzymic lysis
Certain enzymes lyse cell walls
Lysozyme for bacteria; chitinase for fungi
Only useful on small laboratory scale
12/10/2019 138DS/ABBS/BTP401

Precipitation
• formation of a solid in a solution during a
chemical reaction.
• solid formed is called the precipitate
and the liquid remaining above the solid
is called the supernate.
• Use either liquid-liquid or solid-liquid
extraction process.
12/10/2019 139DS/ABBS/BTP401

Acetone Precipitation Protocol 1. Cool the required volume of
acetone to -20°C.
2. Place protein sample in acetone-
compatible tube.
3. Add four times the sample volume
of cold (-20°C) acetone to the
tube.
4. Vortex tube and incubate for 60
minutes at -20°C.
5. Centrifuge 10 minutes at 13,000-
15,000 x g
6. Decant and properly dispose of the
supernatant, being careful to not
dislodge the protein pellet.
.
Optional: If additional cycles of
precipitation are necessary to
completely remove the
interfering substance, then
repeat steps 2-5 before
proceeding to step 7.
7. Allow the acetone to evaporate
from the uncapped tube at room
temperature for 30 minutes. Do
not over-dry pellet, or it may not
dissolve properly.
8. Resuspend in appropriate
buffer.
12/10/2019 DS/ABBS/BTP401 140

TCA Precipitation Protocol
1.Add an equal volume of 20% TCA
(trichloroacetic acid) to protein sample.
2.Incubate 30 min on ice.
3.Spin in microfuge at 4 deg. For 15 min.
4.Carefully remove all supernatant.
5.Add ~300 ul cold acetone and spin 5
min at 4 degrees.
6.Remove supernatant and dry pellet.
7.Resuspend samples in desired buffer
12/10/2019 DS/ABBS/BTP401 141

Chloroform/Methanol Precipitation
1. To sample of starting
volume 100 ul
2. Add 400 ul methanol
3. Vortex well
4. Add 100 ul chloroform
5. Vortex
6. Add 300 ul H2O
7. Vortex
8. Spin 1 minute @ 4,0000 g
9. Remove top aqueous
layer (protein is between
layers)
10. Add 400 ul methanol
11. Vortex
12. Spin 2 minutes @
14,000g
13. Remove as much
Methanol as possible
without disturbing pellet
14. Speed-Vac to dryness
15. Bring up in 2X sample
buffer for PAGE
12/10/2019 DS/ABBS/BTP401 142

Product Purification
• To separate contaminants that resemble the product very closely in physical and chemical properties.
• Expensive and require sensitive and sophisticated equipment.
12/10/2019 143DS/ABBS/BTP401

Protein purification
Adsorption chromatography
Ion exchange chromatography – binding
and separation of proteins based on
charge-charge interactions
Proteins bind at low ionic strength, and are
eluted at high ionic strength
++
+
+
++
+ ++
+
-
- -
-
++
+
+
+
++
+
+
+-
- -+
Positively charged
(anionic) ion
exchange matrix
Net negatively
charged (cationic)
protein at selected pHProtein binds to matrix
12/10/2019 144DS/ABBS/BTP401

Liquid Column Chromatography Process
Purge Air from System with Equilibration Buffer
Pack Column with Beads (e.g. ion exchange,
HIC, affinity or gel filtration beads)
Equilibrate Column with Equilibration Buffer
Load Column with Filtrate containing Protein of
Interest in Equilibration Buffer
Wash Column with Equilibration Buffer
Elute Protein of Interest with Elution Buffer of
High or Low Salt or pH
Regenerate Column or Clean and Store
12/10/2019 145DS/ABBS/BTP401

Affinity chromatography
Binding of a protein to a matrix via a protein-
specific ligand
Substrate or product analogue
Antibody
Inhibitor analogue
Cofactor/coenzyme
Specific protein is eluted by adding reagent
which competes with binding
12/10/2019 146DS/ABBS/BTP401

Affinity chromatography
Matrix Spacer arm
Affinity
ligand
+
Active-site-bound enzyme
1. Substrate analogue affinity chromatography
Matrix Spacer arm
Antibody
ligand
+
Antibody-bound enzyme
2. Immunoaffinity chromatography
Protein epitope
Enzyme
12/10/2019 147DS/ABBS/BTP401

Gel permeation chromatography (GPC)
Also known as ‘size exclusion
chromatography’ and ‘gel filtration
chromatography’
Separates molecules on the basis of molecular
size
Separation is based on the use of a porous
matrix.
Small molecules penetrate into the matrix
more, and their path length of elution is longer.
Large molecules appear first, smaller
molecules later.12/10/2019 148DS/ABBS/BTP401

Gel Filtration Chromatography
12/10/2019 149DS/ABBS/BTP401

Crystallization
• process of formation of solid
crystals,precipitating from a
solution, melt or more rarely
deposited directly from a gas.
• chemical solid-liquid separation
technique, in which mass transfer
of a solute from the liquid solution
to a pure solid crystalline phase
occurs.12/10/2019 150DS/ABBS/BTP401

Process The crystallization process consists of two major
events, nucleation and crystal growth.
Nucleation is the step where the solute molecules
dispersed in the solvent start to gather into clusters,
on the nanometer scale, that become stable under
the current operating conditions.
These stable clusters constitute the nuclei.
Such critical size is dictated by the operating
conditions (temperature, supersaturation, etc.).
It is at the stage of nucleation that the atoms arrange
in a defined and periodic manner that defines the
crystal structure.
12/10/2019 DS/ABBS/BTP401 151

The crystal growth is the subsequent growth of the
nuclei that succeed in achieving the critical cluster size.
Nucleation and growth continue to occur
simultaneously while the supersaturating exists.
Supersaturation is the driving force of the
crystallization.
Once the supersaturation is exhausted, the solid–
liquid system reaches equilibrium and the
crystallization is complete.
Many compounds have the ability to crystallize with
different crystal structures, a phenomenon called
polymorphism.
polymorphism is of major importance in industrial
manufacture of crystalline products.
12/10/2019 DS/ABBS/BTP401 152

Product Polishing
• final processing steps which end
with packaging of the product in a
form ,that is stable, easily
transportable and convenient.
• Crystallization, desiccation,
lyophilization and spray drying are
typical unit operations
12/10/2019 153DS/ABBS/BTP401

lyophilization
• freezing the material
• reducing the surrounding pressure
and adding enough heat to allow
the frozen water in the material to
sublime directly from the solid
phase to gas.
12/10/2019 154DS/ABBS/BTP401

Processing:The fundamental process steps are:
Freezing: The product is frozen. This provides a
necessary condition for low temperature drying.
Vacuum: After freezing, the product is placed under
vacuum. This enables the frozen solvent in the
product to vaporize without passing through the liquid
phase, a process known as sublimation.
Heat: Heat is applied to the frozen product to
accelerate sublimation.
Condensation: Low-temperature condenser plates
remove the vaporized solvent from the vacuum
chamber by converting it back to a solid. This
completes the seperation process.
12/10/2019 DS/ABBS/BTP401 155

Downstream processing depends on
product use
1. Enzyme preparations for animal feed
supplementation (e.g., phytase) are not
purified
2. Enzymes for industrial use may be partially
purified (e.g., amylase for starch industry)
3. Enzymes for analytical use (e.g., glucose
oxidase) and pharmaceutical proteins (e.g.,
insulin) are very highly purified
12/10/2019 156DS/ABBS/BTP401

Fermentation
Culture supernatant
Centrifugation
to remove cells
Liquid preparation
to animal feed
market
Fermentation
Culture supernatant
Fermentation
Cell pellet
Intracellular fraction
Animal feed enzyme Analytical enzyme Therapeutic protein
Centrifugation
to remove cells
Centrifugation
to remove
medium
Protein
precipitation
Cell
lysis Centrifugation
Protein fraction
Protein
precipitation
Protein fraction
1 or 2 purification
steps
Semi-purified
protein 3-4 purification
steps
Homogeneous
protein
Sterile
bottling
To pharmaceuticals market
Lyophilisation
Bottling
To chemicals market
12/10/2019 157DS/ABBS/BTP401

References
12/10/2019 DS/ABBS/BTP401 158
1) Ladisch, Michael R. (2001). Bioseparations Engineering:
Principles, Practice, and Economics. Wiley. ISBN 0-471-24476-
7.
2) Harrison, Roger G.; Paul W. Todd, Scott R. Rudge and Demetri
Petrides (2003). Bioseparations science and engineering.
Oxford University Press. ISBN 0-19-512340-9.
3) Krishna Prasad, Nooralabettu (2010). Downstream Processing-
A New Horizone in Biotechnology. Prentice Hall of India Pvt.
Ltd, New Delhi. ISBN 978-81-203-4040-4.

12/10/2019 159DS/ABBS/BTP401

Final product fill cont’d
Freeze drying (lyophilization)
Yields a powdered product
Reduces chemical and biological
degradation of final product
Longer shelf life than products in
solution
Storage for parenteral products (those
administered intravenously or injected)
12/10/2019 160DS/ABBS/BTP401