hydrodynamic thrust bearing study
253
HYDRODYNAMIC THRUST BEARING STUDY BY Christopher Miles McCulloch Ettles A thesis submitted for the degree of DOCTOR OF PHILOSOPHY of the University of London and 'also for the DIPLOMA OF IMPERIAL COLLEGE July, 1965 Mechanical Engineering Department, Imperial College, London, S. W. 7.
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of hydrodynamic thrust bearing study

HYDRODYNAMIC THRUST BEARING STUDY
BY
Christopher Miles McCulloch Ettles
A thesis submitted for the degree of
DOCTOR OF PHILOSOPHY
of the
University of London
and 'also for the
DIPLOMA OF IMPERIAL COLLEGE
July, 1965
Mechanical Engineering Department, Imperial College, London, S. W. 7.

-1-
ABSTZACT
The pressure generation of parallel surface bearings
has been investigated experimentally using dynamic instru-
mentation mounted in the moving surface. It was found that
when the pads were truly flat and parallel a negative pressure
was generated which was approximately proportional to the
inverse square of film thickness.
A complete reversal of pressure generation was
shown as the film thickness was successively decreased. This
is shown to be due to increasing thermal distortion of the
pads. It is shown that useful loads are carried on a
wedge shaped film produced by thermal distortion.
Appropriate theory has been developed for the
infinitely wide case which includes the density and viscosity
wedge effects, variations of film shape, frictional genera-
tion and conduction to the bearing solids. Fair agreement
was obtained between theory and experiment after suitable
treatment for side leakage.
The problem of transfer of heat and velocity
across the bearing groove has been studied. This phenomenon
has been shown to exert a strong influence on bearing
performance.

-2-
ACKNOWLEDGEMENTS
I should like to offer my particular thanks to the following:-
To Dr. A. Cameron, my supervisor, for his continual sound
advice.
To Joseph Lucas Industries Ltd., for generous financial and
technical assistance, and to many of the staff of this
company for their advice and help.
To the Department of Scientific and Industrial Research for
a Research Studentship grant.

-3-
LIST OF CONTENTS
Abstract 1 Acknowledgements 2
List of Contents 3
List of Figures 6
Chapter 1 •
1.1. Introduction 12
1.2. Literature survey 13
1.3. Nomenclature 22
Chapter 2. Initial Theory
2.1. The viscosity wedge 24
2.2. The thermal wedge 29
2.3. Comparison of mechanisms 30
Chapter 3. Apparatus
3.1. Requirements 32
3.2. Measurement of rotor surface temperature 33
3.3. Measurement of film thickness 40
3.4. Measurement of film pressure 41
3.6. First testbearing 45
3.6. Test rig 47
3.7. Calibration 56
3.8. Test procedure 61
Chapter 4. Experimental Results
4.1. Pressure transducer outputs 72
4.2. Analysis of wedge size 85
4.3. Measurement of boundary inlet pressure 91
4.4. Measurement of parallel surface
pressure generation 94
4.5. Comment on results 103

-4-
LIST OF CONTENTS
Chapter 5. Theory
5.1. Requirements and assumptions 110
5.2. Frictional generation 112
5.3. Theoretical results ' 113
5.4. Treatment for side leakage 116 5.5. Agreement of theory and experiment 120
Chapter 6. Mass and Heat Flow in the Bearing Groove
6.1. General
6.2. Boundary layer formation
127
127
6.3. Thermal effects in boundary layer 131 6.4. Varying viscosity boundary layer 132 6.5. Comment on leading edge ram results 135 6.6. Hot oil carry-over 138 6.7. Comment on results of heat carried over • • 139
Chapter 7. Second Test Series
7.1. Procedure 146
7.2. Results 146
7.3. Comment on experimental results 159
7.4. Theory 163
7.5. Practical Implications of results 177
Chapter 8. Conclusions 180 APPENDICES
Appendix 1. Bibliography 186 Appendix 2. • .• 4, 4., •• •1, • •. • Initial theOry , Appendix 2.1. Setting up 190 Appendix 2.2. Integration of (A2.9) 193 Appendix 3.
A3.1. Test oil data 198

-5-
A3.2. Pressure transducer calibration 200
A3.3. Capacitance gauges calibration 201
A3.4. Rotor thermocouple calibration 204
Appendix 4. Theory
A4.1. Setting up 205
A4.2. Frictional generation and conduction 209
A4.3. Solution 214
A4.4. Computer programme 216
Appendix 5. Heat and mass transfer in groove
A5.1. Solution of varying viscosity boundary
layer 220
A5.2. Thickness of varying viscosity boundary
layer 223
A5.3. Velocity ram pressure 224
A5.4. Viscous ram pressure in 45° chamfer 226
A5.5. Hot oil carry over 227
Appendix 6. Analysis of pad distortion
A6.1. Thermal bending 232
A6.2. The effect of asymmetrical temperature
distribution 235
A6.3. Direct expansion 238

-fi-
LIST OF FIGURES AND TABLES
2.1. Temperature distributions 24
2.2. Variation of non-dimensional pressure large range 27
2.3. /I It It - small range 28
3.1. Conductive lubricant thermocouple 34k
3.2. Output of 3.1 34
3.3. Surface thermocouple 35
3.4. Capacitance probe 41
3.5. Pressure sensitive bolt 42 3.6. Piezo electric pressure transducer 43
3.7. Rotor ' 44
3.8. Rotor 44
3.9. First test bearing 46
3.10. Test housing and shaft 48
3.11. View of test housing and shaft 50 3.12. View of test housing and shaft 50 3.13. Hydraulic circuit 52 3.14. General view of test machine 53
3.15. Recording equipment 53
3.16. Calibration bearing 56
3.17. Effect of bearing high spot 59
3.18. Firstspecimen test record . . . -.....-......-...-. 62
3.19. Specimen oscillograms. Test 4J 65 3.20. li II II Test 81 66 3.21. II II Test 5N 68,69
3.22. n Test 26P 70
3.23. Pressure developed in'first test series . 64
3.24. Modifications to bearing 63

-7-
LIST OF FIGURES AND TABLES
Table 4.1. Experimental readings 73,74
4.1. Pad Temperature 75,76
4.2. Typical pressure transducer output 72
4.3.(a) Analysis of pressure transducer
output 81
(b) Crystal surface elemental areas 81
Table 4.2. Sample numerical analysis 80
4.4. Observed and true pressure curves 83
for a circular transducer with
D/rc = 0.8
4.5. Variation of attenuation ratio with D/rc 85
4.6.(a) Analysis of capacitance trace 87
(b) Integration of capacitance 87
4.7. Evaluation of wedge amplitude 89
4.8. Model for evaluation of capacitance side 90
leakages
4.9. Change in flux lines due to presence 90
of chamfered edge
4.10. Correction for side leakage 89
4.11. Position of D relative to end of
Amax
internal wedge 93
4.12. Measurement from transducer outputs 93
4.13. Analogue for the solution ofpbouridary
pressure field 95
4.14a, b. Measurement of parallel surface 97,98
pressure generation
4.15. Parallel surface pressure generation 99
960 RPM.

-8-
LIST OF FIGURES AND TABLES
4.16.
4.17.
Parallel surface pressure generation 1610 11 11 II 11 2180
RPM
RPM
100
101
4.18. " It it . it ri 3670 RPM 102
4.19. Effect of pad temperature profile 103
4.20. Effect of three dimensional pad
temperature 105
4.21. Effect of decreasing film thickness 106
4.22. Idealised temperature distribution 107
5.1. Film temperature 110
5.2. Computer solutions for temperature and
pressure 114
5.3. Effect of trailing edge temperature drop. 115
5.4. Effect of conduction to bearing solids 115
5.5. Shape and mesh size of analysed area 118
5.6. Hypothetical dimensionless film thickness 118
5.7. Dimensionless pressure 118
5.8. Variation of side leakage factor along
radius p3 117
5.9. Correlation between theory and
experiment 960 RPM 122
5.10. Correlation between theory and
experiment 1610 RPM 12.3,124
5.11. Correlation between theory and
experiment 2180 RPM 125
5.12. Correlation between theory and
experiment 3670 RPM 126

-9-
LIST OF FIGURES AND TABLES
6.1. Adoption of standard boundary layer
profile 128
6.2. Propagation of an exit profile by
Wittings method 130
6.3. Formation of thermal boundary layer 131
6.4. Assumed variation of viscosity through
thermal layer 133
6.5. Comparison of isoviscous and non-iso-
viscous velocity profiles 133
6.6. Effect of viscosity profile and vis- cosity ratio on boundary layer .... 134
Table 6.1. Theoretical and experimental
correlation 136
Table 6.2. of leading edge pressures 137
6.7. Effect of speed and film thickness on
hot oil carry over
Groove width: 0.145 inches 142
6.8. (Same). Groove width: 1.58 inches 143
6.9. Cooling fins on rotor 145
Tables 7.1. General test data
7.2. General test data
7.1. Test bearing with three pads
7.2. (Same)
7.3. Pad temperature distribution
1610 RPM
7.4. Pad temperature distribution
3670 RPM. 151
7.5. Pressure transducer output 960 RPM 152,153
removed .
960 and
1610 and
147
148
149
149
150

-10-
LIST OF FIGURES AND TABLES 155
156
157
7.6.
7.7.
7.8.
Pressure transducer output 1610 RPM II II 11 2180 RPM n n n 3670 RPM
7.9. Pressure generation with boundary field
subtracted 1610 RPM 158
7.10. p2 and p3 transducer outputs 160
7.11. Correlation of theoretical and measured
distortion 162
7.12. Distorted bearing shape 164
7.13. Functions for temperature variation
along pad 166
7.14. Specimen computer results 168,169
7.15. Hypothetical film shape 171
7.16. Side leakage factor 171
7.17. Correlation of theory and experiment 960 RPM 174
7.18. 11 1610 RPM 175
7.19. IT 11 11 2180 RPM 176
7./0. Distortion of tongue type bearing 177
7.21. Insulation of trailing edge 178

-11-
APPENDICES
A2.1.
Table
Temperature distribution
A.1. Values of M/(J,1/ and
integrals
190
196,197
A3.1. Test oil data 198,199 A3.2. Pressure transducer calibration 200 A3.3. Capacitance gauge calibration 201
A3.4. Rotor thermocouple calibration 204
A4.1. Film temperatures 205
A4.2. Film temperature profile 206
A5.1. Axes for boundary layer 220
A5.2. Deflection of boundary layer 224
A5.3. Distribution of velocity and temper-
atures in groove 227
A5.4. Functions of t = 0:-(y/ b t)i 228
A5.5. Comparison of standard velocity
profiles 228
A5.6. Solution of thermal layer equation 230
A6.1. Thermal bending of circular pad and
backing 232
A6.2. Case for asymmetrical temperature
distribution 236
A6.3. Differing distortion with symmet-
rical and asymmetrical temperat-
ure distribution 237

-12-
CHAPTER 1
1.1. Introduction
Of the various types of hydrodynamic thrust bearing,
the parallel surfacc bearing has been of both practical and
academic interest for many years. The original equations of
Osborne Reynolds inherently specify a converging film for
load carrying capacity. The parallel surface bearing ipso
facto should have no load carrying capacity. Yet this
bearing has been in use since the last century.
The use of the parallel surface bearing long pre-
ceded any research as to its mode of action. For many years
the multiple collar thrust bearing was in use for marine
thrust blocks and for taking up thrust in gear trains. Design was on an arbitrary basis of 50-60 psi. This
bearing was superseded in 1905 by Michell's tilting pad bear-
ing although the parallel surface bearing continued to be
used for many years in marine applications.
The parallel surface bearing remains in use today
for many smaller applications due to its simplicity of
manufacture, yet the mechanism of load carrying remains
unclear. "Six theories have been put forward in past
literature as to this mechanism. These are described
in the next section but may be listed as
1. Fogg, Thermal expansion of lubricant
2. Swift, Thermal expansion of bearing
3. Salama, Long-wave indulations of bearing surface
4. Cameron, The "viscosity" wedge.
J. Lewicki, Leading edge ram pressure.
6. Harrison, Chamfer at edge.
Recent work by Dowson and Hudson (23) showed that
the parallel surface bearing should generate a negative load

-13-
The work described in this thesis was undertaken
to investigate the mode of action of the parallel surface
bearing and to correlate results with new or existing theory.
1.2. Literature survey
The parallel surface bearing was first described by Beauchamp Tower (33) in 1891.
Two contributors to the discussion of a paper bv.
Newbigin (1) 1914 described improvements they had carried
out on the multiple collar thrust bearing. de Ferranti
found that a pressure of 500 p.s.i. could be carried on
multiple collar bearing at moderate speeds if there was
equal load sharing using a spring system. Loads of up to
1000 p.s.i. could be carried after cutting "deep" Oooves
in the face of the bearing. Gibson reported a similar
improvement in a marine thrust block after the cutting of
seven large radial grooves in the face of the originally
plane horse shoe type bearing.
In 1919 Harrison (34) suggested that pressure was
generated by chamfer on the pad edges, but gave no quantitative
data to support this.
In 1946 Fogg (2) reported his now classical
experiments on parallel thrust surfaces. Fogg found that
plairwrings had a very poor load carrying capacity and cut
two small sharp edge radial grooves to improve oil flow
to the bearing. An unexpectedly high load carrying
capacity resulted which was comparable to Michell pads.
Very high rotative speeds were used. Fogg used sharp
edged grooves to reduce any taper effect at the leading
edge, but found later that radiused grooves had no effect
on performance. Fogg gave a tentative theory that load
was carried by thermal expansion of the lubricant in the
film, showing that a 100°C rise through the film would be
equivalent to a 10% taper.

-14-
It is worth noting that Fogg later measured the
temperature distribution in the pads and found less than
3°C rise circumferentially. He also found that throttling
of the radial grooves at the outer edge was essential.,
to good bearing performance although the pressurisation
contributed negligibly to load carrying.
In the discussion to this paper Swift made the
first suggestion that load was carried by thermal distortion
of the bearing -Co form a wedge. Fogg discounted this
explanation since the bearing immediately supported a re-
applied load. Bower(disc.) reviewed the leading chamfer concept.
Cameron and Wood (3) gave the first quantitative
treatment of Fogg's "thermal wedge" theory, assuming the heat
conducted through the bearing solids was negligible and
that the temperature was constant across the film. Viscosity
and hence heat generation and expansipn were allowed to vary
with length, giving an asymmetric pressure distribution with
the maximum pressure towards the leading edge. In 1947
Shaw (4) gave a less advanced treatment of the thermal
wedge, using a linear temperature rise. He found that
approximately 10% of the equivalent Michell load could be
carried provided the film temperature rise was sufficiently
clear.
A similar result was found by Cope (5) in 1949.
Cope reduced the Navier Stokes equations by omitting various
terms thought to be negligible in hydrodynamic lubrication.
He nevertheless neglected change of lubricant properties
across the film. Cope fonnd that a high load could be
carried by the thermal wedge mechanism provided that

-15-
(1) There was a small variation of viscosity with temperature
(2) The lubricant had a high coefficient of cubical
expansion
(3) The film thickness was small.
A similar analysis was presented by Charnes, Osterle
and Saibel (6) in 1952. In 1953 they re-derived the energy
equation to include the flow work terms (7).
In 1950 Selma (8) discounted Fogg's and Swift's
explanations as secondary effects. He presented a theory
of load carrying as a result of long-wave undulations
(macro-roughness) produced by machining of the surfaces.
Salama assumed cavitation in the diverging portions of
the film and applied similar boundary conditions to those
used for journal bearings. He was able to obtain correlation
of theory and experiment using carefully produced wave-
forms on the bearing surface. Salami's theory failed to
explain the operation of flat lapped bearings which he
attributed initially to micro-roughness. He concluded
that the function of radial grooves was only to supply lub-
ricant and to cool the bearing surfaces.
In 1951 Cameron (9) considered the effect of
variation of viscosit52, across the lubricant film for contra-
rotating discs. He showed that if there was also a
temperature gradient in the direction of motion, a load could
be carried. In 1958 he applied a similar treatment to the
parallel surface thrust bearing (10). Cameron assumed that
the bearing was at constant temperature (corresponding to
Fogg's experimental finding (2)) and that the surface
-16-
temperature of the rotor rose along the film. A linear
temperature profile through the film was assumed. Cameron
found that with such a viscosity distribution in the film-
a load could be carried, and coined the term "viscosity
wedge". He showed that the viscosity wedge was more
powerful than the thermal wedge mechanism.
(In a subsequent treatment (21) in 1960, Cameron
showed that negative pressures were more likely. This is
described later).
In 1955 Lewicki (11) gave an analysis for the
generation of pressure at the leading edge of a slider from
the viscous ram effect. He attributed the lift of parallel
surface bearings to this pressure effect at the leading
edge. In 1957 he computed the effect of leading edge ram
on the conventional inclined plane bearing (12). From
Lewicki's theory, the pressure in a parallel slider should be
maximum at the leading edge and attenuate to slightly less
than zero at the trailing edge.
This was shown to be untrue in a well conducted
series of experiments by Kettleborough (13) in 1955, who
gave the first measurements of film pressure in the
parallel surface bearing. Kettleborough used a steel ring
bearing (4k" outer diameter, 24" internal diameter) divided
up into a number of segments by grooves 3/16" wide by au
deep. Loading was limited to 130 p.s.i. The number of
grooves was varied from 0, 2, 3, 4, 5, 6. Kettleborough
found that four grooves gave the best results in terms of
film thickness and friction. Tests were carried out at
a moderately slow speed but performance was found to
improve at a higher speed. Kettleborough found that although
pad temperature was much greater than the bulk oil temperature,
circumferential variation in temperature was low. This

-17-
confirmed Fogg's result(2). Film pressuresin the four pad
bearing were measured from six tapping holes in each of four
pads. The attainment of equilibrium of the pressure gauge
was very slow. Kettleborough found that, in spite of care-
ful lapping, the pressure generated varied widely from point to point due to local surface irregularities.
The explanation of the results in terms of the
thermal wedge was qualitative„ since the actual temperature
rise through the film was unknown although the pad temperature
rise was "not significant".
In 1957 Hunter and Zienkiewicz (14) considered the
effect of variation of temperature through the thickness of
the film. The two dimensional energy equation was used
to calculate the temperature in a parallel film, with itera-
tion between the velocity and temperature profiles until
equilibrium had been reached. Two examples were evaluated,
both with the boundary plates at constant temperature.
(Cameron (10) had previously considered a rising rotor
temperature with a linear temperature profile in the film).
In the first example both boundary plates were
maintained at the same temperature as the incoming oil.
An overall positive pressure generation was found with a
negative loop near the leading edge. In the second
example the moving boundary was maintained at a constant • ecual
temperature approximatelyATO the mean temperature of the oil
between the plates. The static boundary was maintained at
the oncoming oil temperature. With these modifications the
pressure generation was wholly positive. The effect of
neglecting density variation was found to be small. In.

-18-
1960 Hunter and Zienkiewicz continued this work to consider
the effect of temperature variation across converging
films (15).
Two examples were considered. In case (a) the
bearing temperatures were allowed to vary but the film was assumed adiabatic and the condition 11'/ y = 0 applied to at both surfaces. A somewhat unrealistic temperature
distribution resulted showing that this condition was un-
likely in practice. In case (b) this condition was dis-
carded and both solids were maintained at a constant
temperature equal to that of the oncoming oil. Both cases
gave lower pressures than the solution which allowed
variation of viscosity with length only.
In a review paper on the 1957 Conference on
Lubrication and Wear, Christopherson (16) made two important contributions. Christopherson calculated that the
change of rotor surface temperature was likely to be small
for both journal and thrust bearings compared to the
change of temperature on the static boundary, a fact confirmed
experimentally by Dawson (17) in 1965 for a journal bearing.
Christopherson also postulated that "in assessing
inlet temperatures to a pad due account must be taken of
that portion of oil supply which has already passed through
the previous pad". This mixing of hot oil in the groove
between pads can lower the inlet viscosity to a pad by a factor
of 6 below that of the oil supplied to the housing. At
the time of writing this problem has received only
arbitrary treatment from Sternlicht (18) in 1962 who
gave experimental figures for "groove mixing temperature"
in thrust bearings. This paper was concerned with the
design of pivoted thrust bearings. Sternlicht assumed
that groove mixing temperature was a function of load

-19-
only, neglecting speed or size of groove. Chapter 6 in this thesis is concerned with this problem.
In 1957 Cole (19) reported experiments on the
poweziLoss of parallel surface. bearings at high speeds.
Little detail was given except that load was limited to
90 p.s.i. at 162 feet/sec.
Since the thermal and viscosity wedge mechanisms
apparently failed to account for the performance of the
parallel surface bearing, Swift's explanation of thermal
distortion (2) was revived qualitatiVely . by variou4 authors,
Michell (20) in 1950, Cameron (21) in 1960, and Neal (22) in 1961.
A major advance was made in 1963t1py Dowson and
His 4604% (23) who carried out a thermo-hydrodynamic
analysis of the infinitely wide parallel surface bearing.
The reduced energy equation for two dimensional flow was
used for the solution of film temperatures. Heat flow into
the solids was considered, assuming the temperature dis-
tribution in the bearing solid to be linear with depth.
Continuity of heat flux at the interface was given by
k(a ay) = ksteel( Dy). An approximate analytical
solution was given for the temperature rise of the moving
surface. A computer solution was obtained by iteration
between Reynolds equation for flow, the energy equation for
temperature distribution, and the heat conduction equations
for interface temperatures. Two hypothetical cases were
solved, both giving an entirely negative pressure distribu-
tion. Thus the temperatures of the bearings
solids exert a primary influence on pressure generation.
If one surface is assumed to be at constant temperature,
a temperature rise on the rotor will produce a positive

--20 -
pressure, while a temperature rise on the bearing will
produce a sub-ambient pressure. This is shown in Chapter
2 of this thesis. Neal (24) in 1963 gave more details of his work
described in (22). In an experimental investigation of
parallel surface bearin gs he showed that the load carrying
capacity could be accounted for by distortion of the pad
surfaces. Neal calculated the approximate deflected form
and showed quantitative agreement with a pure Reynolds
solution for an equivalent infinitely wide pad. Variations
of density and viscosity were apparently neglected, both
along and through the film.
In the discussion to Neal's paper, Ettles confirmed
the results of both Dawson (23) and Neal (24). He described
tests on a pressurised parallel surface bearing shown in
Figure 3.16 of this thesis. The bearing contained three
pressurising pockets and for reasons of loading, three
grooves were cut in between each pair of pockets. This gave
six small unpressurised parallel lands around the bearing.
Pressure was measured with five piezo electric crystals
embedded`in the rotor surface. Ettles found that at large
film thicknesses, a negative pressure was produced under
the parallel lands which became increasingly negative as
the film thickness was lowered.
Further reduction of film thickness gave a ragged
approximately ambient pressure distribtion which became
positive-negative at the limiting film thickness. Ettles
proposed that at large film thicknesses distortion was too
-21-
small to cause any appreciable wedge effect and Dowson's conditions prevailed. The reduction of film thickness
would give higher temperatures and greater distortion which would become increasingly effective as the film thickness was lowered.

-22-
3.1. Nomenclature
a Slotte's constant = m, power in boundary (t+a)
layer theory
B Bearing length wedge length. inches.
c Specific heat Btu/lb°F.
C Slotte's constant CC
d Distortion ratio /h1
h Film thickness inches
H Pad thickness inches
J Mechanical equivalent of heat Btu/in.lb.
k Thermal conductivity Btu/in.sec°F.
K Constant; = 2UBt r / /yoh2Jc adiabatic temp. rise
L 8kB/pUh2c, approx. ratio conducted/convected heat
Slotte's constant; mass flow rate lb./sec.
M Dimensionless variable in pressure generation theory
N Speed, R.P.M.; viscosity ratio 2s/ 12r,
Pr Prandtl number c g/k
q Heat flux Btu/in2.sec.
Volumetric flow rate in3./sec.
Re Reynolds number 7)Uh/fg
t Temperature °C
T = (t°C + a), Slotte's temperature
u Dimensionless velocity u/U
U. Boundary velocity ins/sec.
v Dimensionless temperature variable
X Dimensionless length x/h

3-
x direction of motion
, perpendicular to film
across film
Dimensionless temperature variable
Distortion; boundary layer thickness, inches
Difference
72 Viscosity, Reyns lb sec/in2
G Dimensionless temperature variable
(p Dimensionless variable in pressure generation theory
Dimensionless pressure variable
p Density lb/in3
cr Jr , /Sratio (thermal layer/boundary layer) t 9' Shear stress lb/in2
Dimensionless temperature variable Slope, radians
Subscripts
b Quantity in pad
s 11 in "free stream"
o at trailing edge , quantity in outer plate
1 at leading edge
at rotor surface
at thermal boundary layer , total quantity
in inner plate

-214-
CHAPTER 2. Initial Theory
2.1. The viscosity wedge
The initial theory of the tapered wedge, as treated
in textbooks, is based on the solution of the simplified
*e744461444 equation dp/dx = tu/ ay2. Such a solution is
available analytically and serves to show the relative
influence of each parameter qualitatively. More complex
solutions involving energy, variable viscosity and side
leakage become so unwieldy that when read, the original
purpose is.sometimes almost lost. To clarify such questions
as the relative strengths of the viscosity wedge, tapered
wedge and density wedge, an initial analysis is given based
on simple assumptions.
Calculations made by Christopherson (16 ) treating
the pad as a moving heat source on the surface of the rotor
indicated that the rotor surface temperature was approximately
constant. Computer solutions by Dowson and Hudson (23 )
considering heat transfer into the bearing solids tended to
confirm this. Dowson and Hudson also found that the heat
generation from an isoviscous film gave a rising temperature
along the pad, which for this analysis will be taken as linear.
Accordingly, the temperature distributions in the bearing will
be taken as in Figure 2.1.
B
4tl Fig: 2.1. Film temperatures
152 ////////////
Et
,:Iiz ...a_ t x T R ( CONSTANT)

-25-
A further assumption is made, allowing the temperature to vary
linearly through the thickness of film. Such an assumption
clearly contravenes considerations of energy, but could be
considered applicable for a lightly loaded case. The
detailed calculations are shown in Appendix 2. The temperature
and hence the viscosity can be expressgd at all parts of the
film. For this use is made of Slotte's temperature-viscosity
relationship:
C (A2.1) (t°C + a)m
The expression for viscosity in terms of x and y is used in the
solution of the stress equation:
51.2 bu _ n a 2u 4. u dx 73; y by2 Y ay
The use of this equation adopts those assumptions used in the
derivation of Reynolds equation. This equation was also used
by Zienkiewicz ( 14) and by Cameron ( 10). The solution of
the equation gives an expression for velocity u (eqn. A2.4) in
terms of 12) y,m and oewhere pc= f(x,T0,Tr, i t). The dx
oil flow Q was found by performing the integral
dy, giving;
0
12 Q = - 12h3
+ h pu1 - U2) + (A2.5) rzp:dx. 0
M and 0 are both comparatively large expressions in v and m,
where v = f(To ,Tr , At,x). If tr to and A t —•- a,
or if- m 0, equation (A2.5) reduces to the classical
equation:

ive parameters governing A
To Vo = 1 - and Vb = 1 - Tr
are
-26-
h3 4'22 + (U + U )12 = 12! .dx 1 3 2
M and 0 are both functions of x and will vary
with x. Putting M and 0 as those values of M and
where dp/dx = 0, the flow Q can also be expressed as:
Q = h [R(U1 - U2) + U 1]
If the bearing is parallel, h = 1-7 and the expression for dp/dx becomes:
12 i - U 2 ) dx h2
MM 01
(A2.9)
To obtain the press ure generated, equation (A2.9)
must be integrated with respe ct to x. The expressions for M and 0 were too complex to integrate analytically and numerical methods were used. The pressure generated can be
expressed as
Q
(U, - U2)T_.B p = 12)Zr. h2
Tr
t is a pressure parameter found by integration. The effect-
To + AT Tr
The values of A
generation. The
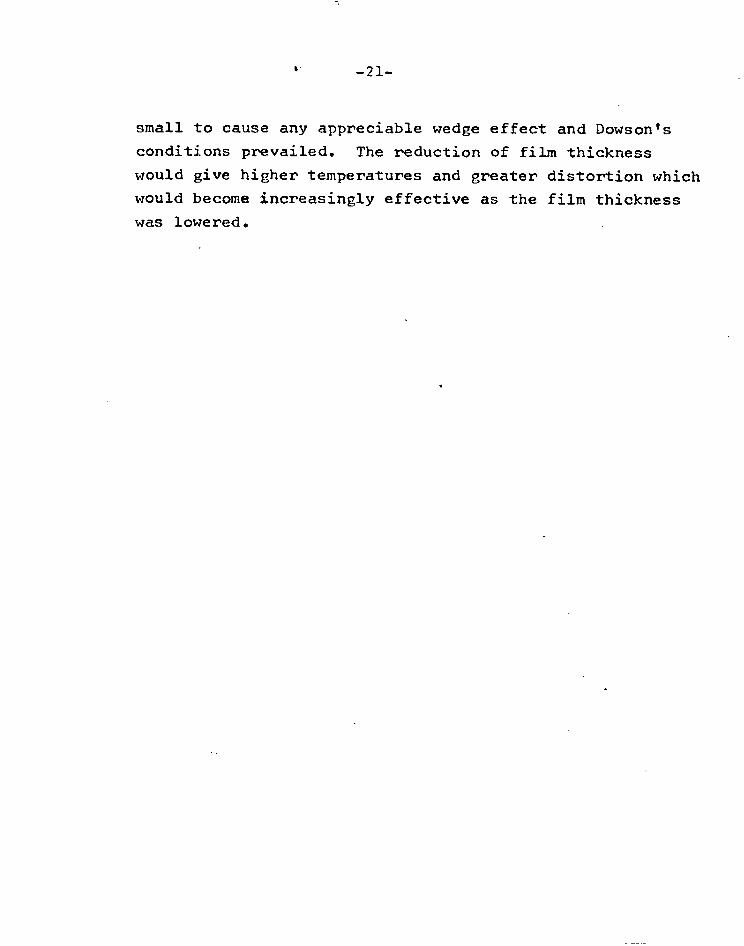
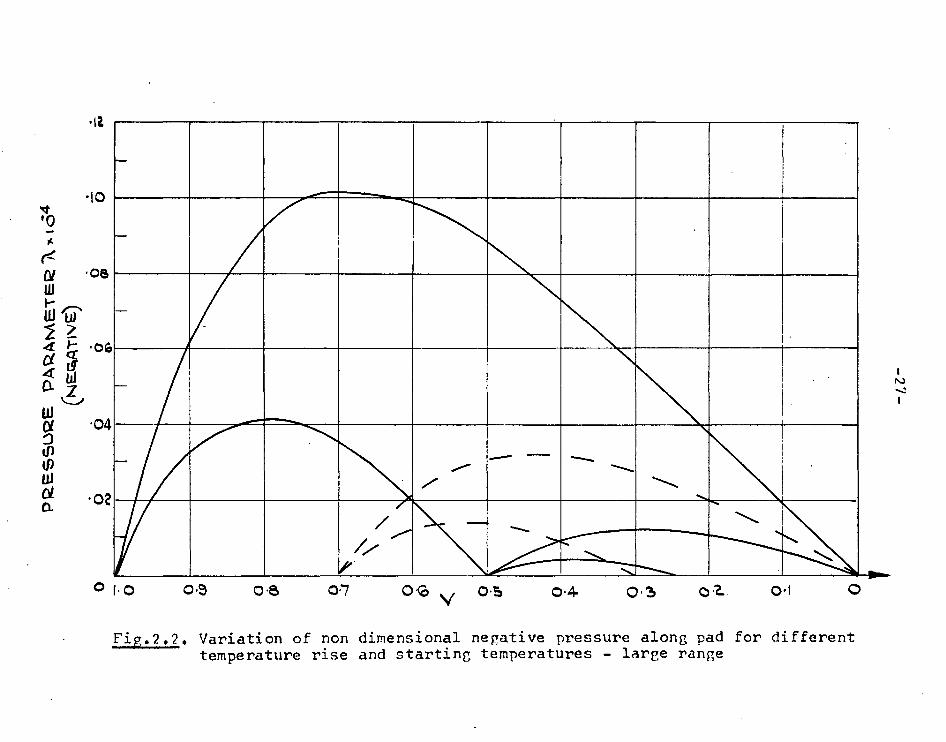
Figures 2.2 and 2.3
a wide range of the
values of (Vo - Vb)
parabolic in form.
expressed as:
are negative, giving a negative pressure varxes liearly patameter V = 1 - Tb/Tr A aiong the pad, and
show the local variation of pressure for
parameters Vo and (Vo - Vb). For small
the pressure generation is nearly
The maximum pressure A max can be
.11
.10 '0
A
01 •0e.
„
4 cr }- 06 4 W tg- 4
0/ .04
En
.02
0 1.0 0,9 0.6
0.7
0.6V 0.S
04
0.3
OZ
0.1 0
Fig.2.2. Variation of non dimensional negative pressure along pad for different temperature rise and starting temperatures - large range

14.0
120
a 10 0 tu I-
ac a 8.0 tu Ot
tP IP ld 6.0 a ct
4.0
2.0
•
_ • eiNeabolic hot:Ats,
• • ----___.
_
/7
-- 7 _ ___ -_, -.„ -.,
/ //
..-•- ..-- — , -.......
N N \ \ • ,
_
e /
/ /
.--- --- — , ,,
7\ N \
\ \
iik,
//
,4"-- „.._.
- ---- _ ... . ..... •
\ "T '•••.
....... \
0.10 0.20 0 18 0.16 014 0 .12 0.10 o•80 o•G0 0.40 0 20 Fip,.2.3. Variation of non dimensional negative pressure along padt 7111
for different temperature rise and starting temp. small r nge Ta

.-29-
.1.80 + 1.05V o = (2.5 x 5 Vo) C10.(Vo - Vb)x 10-4
The parameter having the greatest effect is At. This is demonstrated in Table 2.1 which shows the effective maximum
pressure P where p = 12 )2z,,UB(P)/h2 for varying To and varying
At. Tr
50
To
30 40
50 60
70
Li . t 13 makx x 18
5 -4.5 -3.5
-2.5 -1.5
-0.5
Tr
50
To
40
at
0
5 10 15 20
P, pax
x 16" 0
-
-7.05
-10.4135
-14.21
TABLE 2.1 the
The primary importance of these results isthat/
pressure generated is negative, and that for a given speed,
viscosity and initial temperatures, the pressure is pro-
portional to 4t/h2.
Positive pressures were found by Cameron ( 10), who assumed the temperature rise in the film to be effective on
the rotor surface and not on the pad. The positive pressures are a result of the term (az /ay)being of opposite sign in the stress equation
d n 2 u L y2 y ay
2.2. The thermal wedge Reduction of the full Reynolds equation for a parallel
bearing, of infinite width yields:

-30—
p s
ax 2 ax h2 'ax The governing assumptions are that the film i4siziviscous, that
the temperature varies linearly in the direction of motion,
and that the density varies linearly with temperature. Direct_
integration an solution for the integration constants yields;
P = 1.111. In - 1)x/B 13
‘112 ln/ot
Where I 2 111 A / the ratio of exit to entry
densitys. /is usually close to unity and the pressure genera-
tion is nearly parabolic in form. The value of maximum
pressure can be given by
p = 6 2 x .129(1 -/6/)
2.3. Comparison of mechanisms
To obtain the comparative strength of the separate
mechanisms of viscosity wedge, density wedge and tapered wedge,
a hypothetical case is considered, with the temperatures and
film thicknesses as shown:
Take
U = 300 ins/sec
B = 2 ins
(4t = 5°C)
Effective temperature = 34°C ( =
Effective temperature rise = 2.5°C
sec 33%
_ 2 • 2.4x 'or I 11.11..
Ag 1,[1,1
18.8 microreyns)
The contribution of each pressure generating
mechanism is, listed below for Lit = 5°C and 41t = 10°C•

- 31-
4t = 5°C At = 10°C
Tapered wedge, Pmax = 6 tUB/h2 x .043 2760 o 2910
Dmax = Viscosity wedge'. 12 ri rUB /h2 A max x -171 -346
Density wedge' . nmax 61? UB/h2 x 'A max + 8 + 14 =
Later calculations showed that the individual mech-anisms cannot be calculated separately and superposed, although the example does show the comparative strength of each mechanism. The viscosity wedge does not have an appreciable effect in tapered bearings unless the temperature rise along the pad is large.

-32-
CHAPTER 3. Apparatus
3.1. Requirements
The most widely used type of parallel surface bearing
consists essentially of a circular plate with a number of
radial grooves leading from a central recess. The ends of
the grooves are often restricted to maintain the whole bearing
full of lubricant. This type of bearing was selected for
investigation. The size was initially specified as 44 inches
outer diameter with a 24 inch diameter internal recess and
six radial grooves, i" wide x 3/16" deep, restricted at the
outer radius.
The success of such a project depends primarily on
instrumentation. Calculations in Chapter 2 have shown that
the viscosity wedge mechanism is dependent on temperature
variations on the bearing surfaces. Measurement of pad
temperature presents no difficulties, but the temperature of
the rotor surface must be known, and the confirmation of
a major assumption, that "the rotor surface remains constant,
would be desirable.
Pressure generated in the film is required. For
known temperature and film thickness conditions, the
exnerimental pressure generation is the most suitable parameter
for correlation with theory. From previous work, the pres-
sures developed can be expected to be low for a fluid film
bearing, and overall negative pressures are possible.
Accurate measurement of film thickness is needed.
Generally, pressures vary as the inverse square or cube of
film thickness and good correlation of theory and experiment,
is largely dependent on accurate measurement of film
thickness. A reliable means of measuring pad distortion is

-33-
required since Neal ( 24) has shown evidence that parallel
surface bearings might carry a useful load by distorting to give a wedge shaped film. This distortion could be relatively small compared to the film thickness.
Since the measurement of rotor surface temperature is essential, a commitment is all ready made for the use of slip rings. The mounting of the remainder of the instrumenta-tion in the rotor has several advantages. Less transducers would be needed since each would give a continuous record
along one radius. This would be particularly valuable for
film thickness transducers. The instrumenting and calibrat-ing of successive bearings is not necessary. The usual method of measuring pressure by tappings in the pads has severe
limitations of space, since otOry a few points in the pad can be instrumented, and the rate of response can be low.
Accordingly the instrumentation was designed to be mounted in the rotor face.
Development of instrumentation
3.2. Measurement of rotor surface temperature
Several methods were considered for measuring the temperature change on the rotor surface. A response time of the order of0.2 milliseconds or less is required. The natural
choice of a thermo electric method had the difficulty that
the junction would have to be made sufficiently small and
close to the surface to give the fast response time required. The possibility was considered of a conductive lubricant to form the junction as in F-igure 3.1.

pad
rY//////i///////iil \\\\\\\\N\\\ rotor
\\\\\\\
constantin
Fig. 3.1. Conductive lubricv ant thermocouple.
Yoas 0.2
0.1
1 /00 °C 0
Fig.3.2.0utput of 3.1
-34-
' A constantin wire
is cemented into the rotor with the tip ground flush
with the rotor surface. The conducting lubricant forms the junction of a constantin-steel thermo-
couple. This method was attempted using a saturated solution of sodium nitrate
mixed into glycerine.
The voltage out-
put shown in Figure 3.2 was obtained. The thermo-
electric output was swamped by the electrode potential effect between the two metals. After several minutes at con-
stant temperature the output dropped sharply due to polarisa- tion or passivity. The use of the electrode potential effect
in measuring temperature was considered, but results were
not reproduceable due to passivity. It was apparent that this would also occur with other electrolytes and
metal pairs and this method was abandoned.
A second method was considered using a similar arrangement as a temperature-resistance transducer. A
short element of high resistance is mounted perpendicular to the film. Temperature variations at the surface alter the overall resistance of the element. Normal strain gauge
equipment would be sufficiently sensitive to detect these
changes of resistance. The heat flow characteristics of this

a thermocouple, the
-35-
arrangment were investigated theoretically, but it was
thought too-impractical Tor actual use.
The thermocouple arrangement shown in F. re 3.3
was eventually used. A disc
of copper .001 inches thick forms
the junction between the tip of
the constantin wire and the
of the rotor. A response time of 0.05 milliseconds was cal-
culated for a junction of this
thickness. Considerable
development work was necessary
on the best method of making such
principal difficulty being the deposition of copper with
good adhesion over the non conducting ring. The following
techniques for depositing thin films of copper were
attempted.
Mechanical: Metal spraying
Vacuum evaporation
Vacuum "sputtering"
Chemical: Electrol ess precipitation
Electroplating.
A short account of each method is given.
Vacuum evaporation
It was found possible to deposit a film approximate-
ly 10 x 10-6 inches thick, of apparently good adhesion.
Attempts to produce a thicker film for better mechanical
strength were unsuccessful, probably due to large differences

-36--
in stress in successive layers of the copper. Cyanide
copper electroplating was used to build up an initial thin
evaporated layer. Surface grinding to give the circular
junction was unsuccessful. Peeling of the copper film
occurred, leaving the indentations- blank.
Experiments were continued using an electron
bombardment cleaning technique. Evaporation of aluminium
was attempted to give a surface on which copper plating
could take place. Although copper could be successfully
plated on steel in this way, it was found impossible to
plate samples of the non-conductor (epoxy resin) holding an
initial conducting surface of evaporated aluminium.
Vacuum sputtering was investigated but had to be
discarded due to the necessarily high temperature of the
target.
Chemical methods
A chemical method was then used similar to the
process for silvering mirrors. Composite samp.esof resin
and steel were prepared. After cleaning and sensitising
in a solution of stannous chloridey- the samples were soaked
in a mixture of ammoniacal silver nitrate and formaldehyde,
the latter acting as a reducing agent. Although adequate
deposition occurred on samples of non-conductor, the
metal failed to deposit on the non-conductor in the
presence of steel or copper.
Further attempts to deposit a thin film of metal
on the non-conducting section were made using an electroless
nickel catalytic reduction technique. This process involves

-37-
the reduction of nickel cations in solution to give metallic
nickel. Activation of the surface of non-conductor was
necessary using palladium chloride. Nickel deposition on
samples of the resin alone did not take place, but success
was obtained with samples of the resin mounted on steel.
However, using the solution concentrations recommended, nickel
deposition on successive test pieces was inconsistent. In-
creasing the solution strengths gave a film of nickel in each
case. When the test pieces were cyanide copper plated to
the necessary thickness, peeling sometimes occurred during
the subsequent grinding operations.
Some thermocouples were made in a test block using
this technique and were found to have a satisfactory output
and response time. To overcome the poor nickel steel ad-
hesion, attempts were made to mask off the steel section of the
thermocouple during nickel plating. The nickel on the non-
conductor was then masked and that on the steel masking
chemically removed with the masking itself, exposing the steel
surface which was cleaned and plated in the normal way.
Serious consideration was given to the practical use of this
method but the dimensions of the thermocouple were too small
for accurate positioning of the masking pclint. Due to the
poor mechanical strength of the thermocouples it was decided
that this process could not be used in the thrust bearing due
to possible damage to the mating surfaces should the copper
discs be dislodged.
Metal spraying
Investigations were made into the use of metal
spraying for forming the thermocouple junction. Test blocks
were constructed with indentations 1/16 inch diameter and
0.005 inches deep milled at the wire tips. The surface of

-38-
the blocks were covered with a thick layer of copper from a
spray gun. The surface was then ground to give copper discs
of the required thickness (0.001 inches) embedded in the steel.
Shot blasting of the surface before spraying was necessary to
give the good adhesion required.
Static calibration in an oil bath gave the expected
output of 5.3 mV per 100°C, but expansion of the resin caused
lifting of the copper and separation of the wire tip from
the copper disc. Investigations were made into methods of
reducing the coefficient of expansion of the resin. Simple experiments were made
proved disappointing. To
was decided to reduce the
by using a wire of nearly
This proved successful in
but the response time was
powder fillers, but these
overcome this fault in design it
amount of resin present to a minimum
the same diameter as the hole.
preventing rupture by expansion,
found to be considerably less than
using ceramic
for those made by plating. The reason for this was revealed
when the test surface was ground below the level of the wire
tip. The shot blasting necessary to give a good adhesion
to the copper spray had caused severe abrasion of the wire
tip and surrounding resin. This resulted in the copper-
constantin interface bein,g some 0.004 inches lower than the
copper-steel interface.
To reduce this relative displacement of the copper-
constantin interface, the wire tip was copper plated to a
thickness of 0.005 inches together with the surrounding
steel. This left an annular ring of insulation still
visible. Shot blasting and copper spraying were used to
fill this ring. Subsequent tests showed the response time to be improved. Times of one millisecond were obtainable.
Response times were measured for a range of copper disc

-39-
thicknesses. Further grinding below the level of the thermo-
couple showed that the displacement of the copper-constantin
interface still took place to the extent of 0.002-0.003 inches.
Further thermocouple test blocks were constructed using a lower
degree of shot blasting to reduce this effect but satisfactory
adhesion of the copper could not be obtained.
Thermocouples constructed in this way appeared to
have adequate output and mechanical strength at the expense
of a fast response rate. Insufficient time was available for
further development work and it was decided to incorporate this
design in the thrust bearing test rig. To test the thermo-c
couples for mechanical strength and fatigue properties, a
fresh block of thermocouples were subjected to fluctuating
pressures between 0-4,600 psi. This was done by mounting
the thermocouples in a pressure vessel situated between a
high performance diesel injector pump rotating at 2000 RPM
and the injector. The thermocouples were unaffected by 136
hours running, equivalent to•2 x 107 pressure cycles at a
temperature of 90°C.
Two methods were used for the measurement of
response time. Two electrodes from a high tension coil were
discharged over the thermocouples, but in spite of elaborate
screening, inductive pickup swamped the thermoelectric output.
The most convenient method was to drop particles of molten
fluxless solder onto a clean surface containing the thermo-
couples, the output being connected to a memory oscilloscope.
To check the validity of this method, a second method of res-
ponse testing was devised in which a steady 4 amp heating
current was passed through the junction. The surface of
thermocouple was cooled with a jet of water. A rapid action
relay was used to disconnect the heating current and connect

-40-
the thermocouple to the recording equipment. The rate of
cooling was observed and the response time calculated from
this. The values obtained with this method were within 20%
of those for the first method.
Five steel-constantin thermocouples were constructed
in the rotor surface using the copper plating and spraying
technique already described. The thermocouples were spaced
30 degrees apart on different radii.
3.3. Measurement of Min thickness
A capacitance method of film thickness measurement
was used. Five electrodes were mounted in the rotor so that
the capacitance between the electrode tips and the bearing
could be measured, the oil film acting as the dielectric. The
measured capacitance varies inversely as the film thickness.
The electrode must be insulated from the rotor, but
mounted in such a way that there is no movement through
differential expansion or when subjected to oil film pressure.
The design shown in Figure 3.4 was used. Shoulders
to support the electrode were avoided since these could lead
to differential expansion. A rod of the same steel as the
rotor passes straight through the thickness of the rotor. The
rod is surrounded by a steel tube for electrical screening.
"Araldite" was originally used as the insulating material, but
the ground resin surface was not satisfactory. This was
replaced with Nylon 66 at the two ends of the rod and tube.
The nylon was bonded to the steel by heating the articles to
285°C, and dipping in a fluidised bed of Nylon powder. De-
flection of this system under axial pressure is negligible. It

was necessary to relieve the tip
of the electrode by 0.0006inches to prevent large values of cap-acitance which were outside the
range of the capacitance measur-ing apparatus.
The presence of a relatively large volume of Aral-dite may not be recommended due to the large coefficient of ex-
pansion of the resin. During
testing one electrode moved down byran estimated 1.2 x'10'"ins. whilst the rotor was running at 65°C. Thereafter a limit of 55°C was adhered to when possible.
The transducers were calibrated with the bearing in situ. This led to errors due to a high spot on the pad, which gave a false datum for zero film thickness. More reliable calibration points were obtained by clamping a small lapped block against the rotor surface, using shims of various , sizes to give a known film thickness.
Objections have been found with the capacitance system, in that it is sensitive to entrained dirt and air, and that the dielectric constant of the lubricant can change with temperature. Hence, very fine fall flow filtration lwas used (10 microinches), together with an oil of almost unvarying dielectric constant (0.065% change per ° C)..
3.4. Measurement of film pressure
Several types of pressure transducers were con-sidered for measurement of pressure from the rotor face, but all
Pad NN„.,„\_„..\\\\.\.1 Rotor
,
\\\\\ ___Rylon 66
Screen Fig. 3.4. Capacitance
gauge
\\\\\\\\\
\\\\\Wy

Pad .\\\ \\\
FiR.375. Pressure sensitive belt.
-42-
types required considerable deflection or change of volume to register pressure. Even in the most rigid type available,
a substantial area of the oil film would have to be evacuated
to allow deflection of the sensor. Inertia and viscous flow
effects would cause a less than true pressure to be recorded.
Originally a device shown in Figure 3.5. was considered.
A bolt of the same material
as the rotor is inserted from the
back. so that the tip is flush with
the lubricated surface. A high resistance bakelite strain gauge
is wrapped around the tip to
measure the axial deflection. The remainder of the annular gap is
filled with epoxy resin. The sur-face of the rotor immediately sur-
rounding the tip is subjected to the
same pressure and also deflects. The relative deflection
between the bolt tip and rotor is sufficiently small to be
negligible. In the construction of this transducer continual
difficulty was experienced in-wrapping the strain gauges around
the bolt tip (0.20 inches diameter). Special jigs were made
to bend the gauges but these proved ineffective.
An alternative transducer was designed using a piezo-
electric crystal. This design is shown in Figure 3.6. A
barium titinate crystal 0.010 inches thick is cemented to a
steel base, and both ground to a diameter of 0.118 inches. The
base is supported in elements of alumina using very thin film
of epoxy resin. The crystals were silvered on both sides and

lum-
ina
(Rotor)
Plated copper Crystal
electric pressure transduce
less than 3%. The electrical
3.6.Piezo
-43-
fixed to the base with conducting cement. The top of the
ceramic ring was coated with a silver
whole top surface copper plated
to a depth of 0.030 inches.
Cyanide plating was initially
used due to the presence of
the steel, followed by ac id
plating which gives more
even deposition near surface irregularities. The top sur-
face was subsequently ground
back to give a copper 'button'
thickness of 0.020 inches. It
was calculated that the effect
of this diaphragm is to reduce
the pressure on the crystal by
preparation and the
output is obtained between the body of the rotor (earth)
and the 16 B.A. threaded element screwed into the back of the
crystal support.
Three conductive cements were tried. "Ecobond 58C"
and nHysol" gave very weak bonds. A type "FSP 49" from
Johnson Matthey Ltd. proved satisfactory. The completed transducers were situated in the body of a bolt, which
could be mounted flush with the rotor surface.
The transducers were unaffected by a temperature
of 120°C. The natural frequency was measured and found to
be 175 Kc per second. The output, with sufficient insulation, was calculated to be 50 volts at 3000 psi. The
maximum allowable pressure on the crystal is 3,300 psi. A

-Lot-
,e rotor, aSsemLled in test housing.
80
TRANSDUCER RADII
D 135 2) i•ss 3) 1 -75 4) I. 9 5 5) 'an 5
Fir,. 3.3. Potor nomenclature.

-45-
cathode follower was made to maintain the high degree of insulation necessary. This was mounted between the slip
rings and recording oscilloscope. Five piezo electric
transducers were mounted in the rotor face, spaced 30 degrees
apart on different radii.
Since the piezo electric characteristic is exhibited
only under fluctuating pressures above a certain frequency,
dynamic calibration was necessary, using a hydrostatic bearing
with supply pockets at known pressure.
The rotor
The completed rotor is shown in Figures 3.7 and 3.8.
The transducers are mounted on radii of 1.35, 1.55, 1.75,
1.95, 2.05 inches, spaced at 30 degrees. Each transducer is referred to as C1, C2 C5 1 Pl, p2 t1' t2 ts.
ps, or
3.5. First test bearing
The test bearing is shown in Figure 3.9. This
consists of a one inch thick circular plate 44 inches outside diameter with a 24 inch diameter central recess, inch deep. Six radial grooves, inch by 3/16 deep lead from the recess,
to within 4 inch from the outer diameter. The leading and
trailing edges of the pads were chamfered at 45°, the chamfer
being 0.020 inches long. The pads were covered by 0.020 inches
of tie based babbit. Four pads were each instrumented with
nine copper-constantin thermocouples, spaced on radii 1, 3, 5, with four thermocouples in each back face to obtain the temperature gradient through the pad.
The thermocouples were cemented in place with
silver loaded epoxy resin to provide good thermal contact and
positive earthing. The leads were fed to miniature 18


-47-
channel connector blocks. Four thermocouples were mounted
in grooves between pads to measure the inlet oil temperature.
These were partially affected by conduction from the pads and were not used during tests.
3.6. Test rig
A full size assembly drawihg of the test housing and
shaft is shown in Figure 3.10. The rotor and bearing are
mounted in a housing which is free to rotate on trunnions for
the measurement of friction. The hydrostatic calibrating
bearing is shown in position. The bearing is loaded against
the rotor face by a 2 inch diameter tapered piston. The load-
ing piston is supplied from an independent pump-motor set,
feeding from the main lubricant circuit. The thrust is taken
up by an angular contact 45 mm duplex thrust bearing. The housing can be run fully flooded if necessary, and a scroll
seal protects the slave bearing from excess lubricant.
The main oil flow enters the bearing central recess
and escapes via the radial grooves through the bottom of the housing to a drip tray. The duplex and roller bearings are lubricated by an oil jet at 10 gallons/hour tapped from the main lubricant circuit. An initial design was constructed using the dgplex bearing only, without the supporting roller bearing. This design failed due to seizure of the thrust
bearing from misalignment of the housing.
To allow access to the instrumentation, the rotor is mounted on a separate inner shaft which can be completely
withdrawn from the housing. Arrangements were made so that
this shaft could be mounted between centres for the correction


-49-
of rotor 'swash' by lapping of the rotor abutment shoulder.
A 26 contact plug mounted in the driving coupling allows
separation of the instrumentation leads. The inner shaft
is located and locked by a 20° taper.
Connections to the transducers were protected by a cover plate with seals. Miniature coaxial cable was used
for the pressure and capacitance transducers, the earths being linked at both ends and connected to the rotor. P.V.C. covered constantin wire was used
with a covered steel return wire To find the temperature gradient the rotor, two copper-constantin
on the mean radius to half depth
pectively. These thermocouples
for the surface thermocouple,
common to all thermocouples. through the thickness of thermocouples were inwitirte4 and one eight depth res-were affected by slip-
ring noise and heating which could be compensated for with the
surface thermocouples. All leads'were held in place on the
rotor surface by clamps and epoxy resin to prevent failure by fatigue. The remaining space in the hollow shaft was filled with a thermo-setting synthetic rubber solution to prevent
fatigue and possible alteration of cable capacitance from movement or varying pressure.on the leads.
The shaft was driven by a hollow splined coupling
containing the leads plug. The driving shaft was belt driven from a countershaft. The end of the driving shaft, also shown on Figure 3.10, holds an 8 inch Tufnol degree marker disc with metal inserts every 200. The signal from an induc-tance pick up (not shown) could be use,1 as,a time and
position scale. Figures 10.11 and 10.12 show general views
of the test housing and shaft. A second inductance pick-
up can be seen mounted near the disc which operates one every

-50-
Fig. 3.11. View of test housing and shaft
Fig 3.12. View of test housing and shaft

-51-
revolution. This was used as an oscilloscope trigger.
The pickup can be moved through five 300 stations to vary the
point of triggering for each transducer. Part of the
slipring unit may be seen at the extreme end of the shaft.
The housing, drive and countershafts were dynamically
balanced after assembly of the instrumentation. Test oil
data is given in Appendix 3.1.
Other mechanical equipment
Arrangements for loading and oil supply to the
bearing are shown in Figure 3.13. A general view of the
test machine is shown in Figure 3.14.
Electrical and recording equipment
A simplified block diagram of recording equipment is
shown in Figure 3.15. The bearing rotor thermocouples were
taken via connectors to a 49 way selector switch. The
selected signal was fed to a direct reading temperature in-
dicator calibrated for copper constantin thermocouples. This
instrument contained a cold junction which was not fully com-
pensated for changes of room temperature. To check accuracy,
two constant temperature references were arranged in vacuum-
flasks. Thermocouple measurements of these temperatures
were compared with calibrated mercury thermometers and the
necessary correction found. This was usually less than 3°C.
Self-generated heat in the sliprings gave rise to
a thermal E.M.F. which interfered with measurement of rotor
surface temperature. To compensate for this, a steel-
constantin junction was arranged to rotate in air. Comparison
of the apparent and true air temperatures enabled the rotor
surface temperatures to be calculated.

ti -1-1-1 Di
Lin TAC-10 GENERATOR
2=1 REbt)c_TION
CONTROL_ PANEL- SPEED Lu slatcAN-r Lo r:ND PREsseer 6E-450204G; R.P.m. GIRCutl PR MOSS "r4t444 TV MR 0 - ZOO 0 - 1600 INLET TEMP
CO OLIKGR WATER
:4
COO Lee
If-
SLIPCaNqc. N J
j-1 N
O pREssustE . -as o•20 0 /0/:k./1-1a.
put.se
DAMPER Puese5tmze RIELeASE
L a A b GoNTRoL
Agt SoTTLE
FuLt. 110W FicrER Jo M/Rco inicilES
Q;LooNIC PRESSOLLE 47:20 -So o • GO
MEc.uRX S EEL
JET PRESSURE
o
F-1. 3 .13 UYDRPOLIC CIRCUIT

F. M. SZKE
BEARINIG Zyr02 A‘R. REP. 5UNc_T,
SLIPRiNS I—EADS Ii
4 9 THERMOCOUPLE
Skasi m C.6I 1
TEMP, ttNitiCAT002.
DEC,czEE T170 GGER
0 0
MoNcr01204G1 osc.ILLoScOPE
• • •
„/„.. FILM 1-44ILILNESS LENDS
ol,C.ILL ,AT0;1
Oc•CLLOSCo3 /4>E CAMERA
CAT•44oDe Po Z
QR. "TEMP. •
PRESSURE -rRANSEWC612.
-53-
Fig. 3.14. General view of test machine.
Fir. Recording equipment.

-54-
The piezo electric transducer outputs were fed via
short lengths of cable to a cathode follower and thence to a
monitoring oscilloscope. The capacitance output from the
film thickness transducers was measured using a Southern Instruments frequency modulation capacitance measuring
system. Leads from the transducers were terminated at
five coaxial plugs, the oscillator being connected to each in turn. The output from the frequency modulation system
was fed to the second tube of a monitoring oscilloscope.
The pressure and film thickness signals were fed to an identical second oscilloscope where pbotographs of the
output signals could be taken. These signals could be re-
placed by the degree matter output (with suitable amplification) and a double exposure of the film gave a superimposed time scale.
Sliprings
Experiments were made on a set of mercury slip
rings constructed in the laboratory. These proved Unsuitable
and a commercial 22 channel slipring set was used. This was
obtained from ICynmore Engineering Ltd. and consisted of silver discs and silver-carbon brushes with micrometer
brush adjustment. Air cooling was necessary. The slip
rings were very sensitive to contamination and both shop air
and air from a separate compressor proved unsuitable. Bottled
air gave the best results, although the sliprings -continued
to behave erratically. Noise of approximately 10 kc
frequency would sometimes swamp signals, and if this failed
to disappear on adjustment of brush pressure, the test had to be abandoned.

-55-
Carbon dust would sometimes short channels or lower
inter-channel resistance. Stripping and cleaning in benzene
was necessary when this occurred. Soldered connections
on the rotating terminals were liable to fatigue. Running
in was necessary at the start of each test, the brush
pressure being increased until the noise level was acceptable. This usually required one hour's running.

3.7. Calibration
Fig.3.16. Calibrating bearing.
Pressure transducers
Due to charge leakage within the crystals, this
type of transducer does not respond to static pressures.
Calibration was performed using a hydrostatic bearing with
pockets containing lubricant at a known pressure. This
calibration bearing with three supply pockets is shown above.
The bearing was supplied by a 3000 psi 100 gal/hour specially
constructed portable power pack. This is just visible to
the left of Figure 3.14. (Extra grooves had to be cut between
pads to allow a greater pocket pressure to be obtained for
a given load. This gave two anpressurised lands between
pockets. The pressure generation of these lands is dis-

-57-
cussed in the literature survey, Chapter 1).
A second low pressure lubricant flow was supplied to
the grooves between pads to maintain these grooves full of
oil. The calibration graphs for each transducer are given in Appendix 3.2. The two transducers nearest the outer
radius were found to be slightly temperature sensitive.
This could be compensated by empirical formulae.
The output of each transducer was found to be:
Transducer mV per p.s.i.
PI. 12.7
P2 14.3
p3 11.8
P4 12.3/ 1 + 0.0065(t4 - 33)
Ps 11.7/ 1 + 0.014(t5 - 40)
Errors in measured pressure during testing were
estimated to be 5-10%.
Film thickness transducers
These transducers were initially calibrated with the
test bearing in situ. A constant load was applied and the
oil film thickness varied using the hydrostatic supply. The
unequal length of supply channels within the bearing caused
the oil film to be slightly canted. The rotor was turned
by hand until the relevant transducer came under a land.
The change of capacitance between confronting the land and
the nearest large groove was noted for each value of film
thickness. The local value of film thickness was
evaluated from the readings of three large dial gauges which
contacted the back of the bearing. Zero film thickness was
established after several minutes at constant loadc
and no oil flow.

-58-
The calibration was performed over a range of
temperature to allow for any possible relative expansion of
the gauges, but no temperature dependence was found.
The scatter obtained was considered acceptable and
the best curve drawn through eac*et of points. Later some
values of film thickness became suspect and it was noticed
that there was a correlation between capacitance, film
thickness and the angle of the rotor at which the measurements
were taken. The position of the transducer was moved relevant o, oo or to a fixed pointer to be at + 120°, + 60°, 0° from
the pointer. The capacitance curve for each angle of setting
is shown in Figure 3.17. There are clear indications that
a high spot on the bearing gave a false datum for zero film
thickness and that the effect of this on accuracy was
dependent on the position of the transducer relative to the
high spot. This postulate was confirmed by using a small
lapped block separated from the rotor by shims of known
thickness. The shimmed points lie, as shown in Figure
3.17, close to the curve of maximum capacitance. A curve
through these shimmed points was taken as the calibration
curve.
This method of establishing zero film thickness with
the test bearing in situ was used by Neal ( 24) and Kettle-
borough ( 13). The presence of high spots of unknown
position and height could seriously affect film thickness
measurements. Calibration curves for individual transducers
are shown in Appendix 3.3.
Since the first test bearing had grooves only
slightly larger than the electrode, allowance had to be made

. Shimmed points
-59-
r'L.M
Fig. 3.17. Effect of bearing high spot.
for the slightly lower capacitance change with this bearing.
Capacitance curves for the first test bearing, taking account
of groove capacitance, are shown in Appendix 3.3.
Film thicknesses larger than 3.5 x 10-3 inches were
found using logarithmic plots of capacitance against the in-
verse (h + d) where d is the estimated set back of the
gauge. d was found from the known curves using pF x (h + d)
= constant. Film thickness was estimated from measurements
of signal os-cillograms (shown in section 3.9). These were
necessarily smaller than the oscilloscope scfeen. Maximum
errors in film thickness measurement were estimated to be
15%.
Rotor surface thermocouples
The temperature indicator was used to measure the
E.M.F. between the surface thermocouples and a cold junction.
To compensate for slipring E.M.F., the thermocouple outputs
were compared with the output of a reference junction fixed to
the shaft which measured apparent atmospheric temperature. .:The

-60-
rotor was heated with jets of oil at known temperature. Since
the temperature indicator was calibrated for copper-constantin,
a conversion coefficient was used. During calibration the
room temperature was varied between 14-31°C to find the effect.of different metal junctions in the circuit.
An expression for rotor surface temperature involving
the rotor surface reading, the air (reference) reading and
the true air temperature was found. This is shown plotted
in Appendix 3.4 and gave reproducible results. Maximum
error in measurement was estimated to be 1.0°C.
Torque transducer
Torque on the housing was measured using a spring steel beam and dial gauge arrangement. This was calibrated
in situ to allow for the effect of oil pipes and leads to the
housing... Manufacturers of the slave bearing gave the bearing
coefficient of friction as 0.001, effectfOre on the pitch
diameter of the balls. This slave torque which was usually
of the order 3-5% of the total was subtracted from the
measured torque. Errors were estimated to be 5%.
Main oil flow
The "viscosity compensated" float of the rotameter
was found to give false readings. TlOw was measured from
measurement of the pressure drop in the circuit between
a point . upsteeam of the tappings for the load pump and
slave lubricator, and a point close to the bearing. A relation-
ship was derived in the form
Flow = K(Qp/viscosity) x temperature coefficient.

-61-
The necessity of a temperature coefficient, which was
usually nearly unity,was attributed to the effect of tempera-
ture on pipe diameter, since in Poiseuille flow A p d4
Errors in oil flow measurement were estimated to be 5-10%.
Pad temperatures
• The accuracy of the temperature indicator was
checked after each set of readings against reference
temperatures, whose temperature in turn was measured by mercury
thermometers accurate to 1/5 degree. The temperature•in-
dicator scale could be read to the nearest 0.1°C. Errors in
absolute measurement of pad temperature were estimated to
be less than 0.5°C, and in relative measurement to be of
the order 0.10C.
3.8. Test procedure
Oil and cooling water supplies were turned on.,_
The formation of an oil film was checked by turning the
rotor by hand. The driving motor was switched on and the
speed gradually increased until the running speed had been
attained. A light load was applied and the next hour used
to run in the sliprings until the noise level was acceptable.
Successive loads were applied until the limiting rotor
temperature was reached.
Levelling of the bearing to obtain a parallel film
was often necessary using three set screws mounted on the
housing. This was a simple procedure since the 360° out-
put of any capacitance transducer could be observed on the
monitor screen. The bearing position was adjusted until
the capacitance output was flat.

Test No. 1'7 NI Speed: I Goo
Inlet
27.0 Thermocouple correction
17
C
Surface Temp.
1111 Back Temp.
„C1 e 402 C
WO 4. 33Z
-62- PARALLEL SURFACE BEARINGS Date: 24. 24 Fa .64
44. Rotor Surface TI GIS T2 640 T3G,G•es T4661 , T561:7 s T6( Air) 34.9
45. Rotor, Centre 4 G.4 46. Rotor, Back 4 G 147. Ref. Temp. 17 Merc. ao Error 5.0 48. Ref. Temp. Merc. Error 49. Ref. Temp.57.3 Merc. 4.0;3 Error 3.0 Air Temp. 24.1 Oil Flow Upstream, psi. 88.8
Inlet 56.9 Friction 2.o•6 Load 174 Oil Inlet temp. 2.2.9
Figure 3.18. Specimen Test Record

-63-
Fifteen minutes was allowed after each film
thickness setting for the establishment of equilibrium.
Pad and rotor temperatures and general test data were
recorded on test record sheets as in Figure 3.18. Oscillo-
grams were then taken of each pressure and film thickness
transducer signal. Since the outputs were identical for
each pad, most films were taken with the sweep at six
times shaft speed so that each output was superimposed.
Specimens of test oscillograms are shown in Section 3.9.
3.9. Initial tests
The first tests were made with the bearing surface
diamond faced. Quite different pressure distributions were
obtained from pad to pad. This effect was greatly improved
by lapping of the bearing to within two bands flatness.
Three series of tests were performed. The first
series was with the bearing as shown in Figure 3.9. For
the second (N) series, a circumferential
three pads as in Figure 3.24k.
For the third (P) series,
alternate pads marked 'R' were
removed by milling to depth of • inch.
Specimen oscillo-
grams for each series of
tests are shown in Figures
3.19 - 3.22. Results of
the first test series will
be described qualitatively
since determination of
pressure was not sufficient-
ly accurate.
groove was cut around

-64-
Three sides of the pad are subject to the
(nominally) constant groove pressure, whilst the outer radius
boundary is open to atmosphere. The changing boundary
pressure affects the pressure field within the pad, such that
a transducer at constant radius would experience a pressure
change shown in Figure 3.23. The form of the pressure
change was found using a
conductive paper analogue,
with aluminium paint elec-
trodes as the pad boun-
daries. As the film
thickness was decreased,
it was observed that the
pressure became increas-
ingly asymmetric. Sub-
traction of the experi-
mental pressure from the
theoretical curve (symme-
trical) gave a largely negative pressure generation which was
attributed to the viscosity wedge mechanism.
Figure 3.19 shows the superimposed pressure and
film thickness signals for each transducer, and the 360°
signal for p3 and C3. The degree marker output is
superimposed showing 20° intervals, the subdivisions being
10°. The crystal of transducer p5 was inadverte4y mounted
with opposite polarity. This gave a signal of opposite
polarity. Performance was not affected.
Test 4J was run at a large film thickness where
the asymmetric effect is barely detectable. Test 81
(Figure 3.20) was run at the limiting film thickness where

•
C30.0755 pF/mm C20.188 pF/mm C10.118 pFs/mm,
p31.47 psi/mm p20.780 psi/mm p10.890 psi/mm f.
C30.118 pF/mm p32.90 psi/mm C50.118 pF/mm p52.65 psi/mm
•!
- C40.118pF/mmi p42.54psi/mm
Test No. 4J. Groove pressure: 25.9 psi Speed: 2180 RPM Mean Rotor Temp:44.60C Mean film thickness: 6.16 x 10-3 At (radius 3):3.7°C
Figure 3.19. .Specimen oscillogram, First Test Series

bb
'4N
C 0.188 pF/mm p32.90 psi/mm 3
C20.333 pF/mm C10.333 pF/mm p22.41 psi/mm pl 0.890 psi
JJJ,AR,
C3 0.188 pF/mm
p3 4.52 psi/mm
Test No. 81 Speed: 1610 RPM Mean Film Thickness: 2.43 x 10-3
C5 0.333 pF/mm
p5 3.83 psi/mm
Groove pressure: 33,8 psi Mean Rotor Temp: 47:40C At b (radius 3): 5.0°C
C4 0.333pF
p4 3.87 psi
Figure 3.20: Specimen Oscillogram, First Test Series

-67-
the effect was more marked. The viscosity wedge contribution
was measured by subtracting the experimental and theoretical
curves but this proved inaccurate due to the dominant effect
of the unequal boundary pressures. Circumferential grooves
were cut as in Figure 3,24 to give nominally equal pressure around the pad. The results for this second series of tests
are given in Chapter 4. A specimen oscillogram for this
test series is given in Figure 3.21, and for the following
test series in Figure 3.22. Pressure signals were analysed by tracing a 10 x magnified image.
In spite of levelling of the bearing to produce an
apparently parallel film, it was observed that some pads gave
a slightly different pressure generation than others. This effect was greatest at the lowest values of film thickness.
It is shown in the following chapters that pressure generation
is primarily dependent on temperature, since temperature
either directly affects pressure through the viscosity wedge
mechanism, or gives distortion and a wedge shaped film.
For each test the pressure generation of each pad could be
identified from 360° oscillograms with the degree marker output
superimposed. One pad was selected for study and extra
thermocouples added. All results given are for this pad.
Examples of the difering pressure generation can
be seen in tests 5N and 26P, (Figures 3.21, 3.22) which
represent cases slightly worse than average. This differing
pressure distribution was attributed to a different
temperature distribution and different distortion from pad
to pad. Such an effect probably occurs in other thrust
bearings but would only be detectable with this type of
instrumentation. Differing numbers of thermocouple holes and
assymetric positioning of a large number of leads and potting

_-_CvpF/mm 0.188 ' pvpsi/mm 2.74
0.188 0.78
••••••••••••••••
Mho
0.188 -1-99.
0.188
-68-
360° Leading Edge Trailing Edge 60°
Capacitance Capacitance Capacitance Capacitance Pressure Pressure Pressure Pressure
•••••ogrooft
JI
C DF/mm 0.188 0.188 0.188 0.188 pilpsl/mm 0.89 0.89 0.89 0.89
cvpF/mm 0.188 0.188 0.188 0.188 p3,psi/mm 2.90 2.90 0.723 0.723
Figure 3.21. Specimen Oscillagram. Test 5N (Continued over):

aftm••••.....
00110.11.11.0 ....••••••••••
C_pF/mm
p5,psi/mm
0.188 0.188
2.58 2.58
-69-
360o Leading. Edge Trailing Edge 600
Capacitance Capacitance Capacitance Capacitance Pressure Pressure Pressure Pressure
0.188 0.188 0.188 0.188 CLopF/mm
pLopsi/mm 2.52 1.27 1.27 1.27
Figure 3.21. Specimen Oscillogram Test 5N

- 1 -='-'77-'77"'-'1. •
rs,
H "
c °
.F7v7;-.7-x."' • r
1
C3 ,360° 0.600
-----------C '360o pF/mm 0.600
C2'360o C1'360o 0.600 0.600
Figure 3.22. Specimen Oscillogram, Test 26P
-70-
•
p4,3600 p3 ,360° p2,360 p1,360° psi/mm 1.87 22.7 18.1 20.7
MM..NM,1
i•
p4,60o p3,60o p2,600
psi/mm 5.91 6.95 5.74
I
p15 60°
6.55
\L„

-71-
resin on the back o1 the bearing would be partially responsible for this.
Figure 3.20 serves to show an unexpected characterist
is of the capacitance gauges. It was observed that below a certain film thickness at each speed, the gauges would indicate a large divergence or divergence-convergence in the film. For the case shown, pl, p2, p3 give normal signals. This effect is attributed to cavitation occurring in the
sharp edged recess at the tip of the electrode, since it was
not apparent in a later series of tests which gave a largely
positive generation under the pads. At large values of capacitance considerable signal noise was observed. This was attributed to the sliprings and to the necessity due to
space restriction of using cables and connections to the transducers that were not recommended by the manufacturers.
General values of film thickness could be obtained but
distortion could be measured for only a few tests.

(a) entry pressure
Exit pressure
6o° (C)
-72-
Chapter 4. Experimental Results
Tables and Graphs. A film thickness value was evaluated from
each of the five capacitance transducers, and the mean value
taken as the operating film thickness. Thermally induced
dishing of the complete bearing plate gave a difference in
film thickness of up to 0.4 x 10-3 inches between the inner
and outer radii of the pad. The readings of torque were
corrected for slave bearing friction... Figure 4.1 shows the
variation of pad temperature along radius p3, the radius
selected for thegretical study. Referring to the tables(cter)i
can be seen that the opposing rotor surface, tends to be
hotter than the pad. At -the slowest speed the pad and rotor
temperatures are approximately the same, but the rotor becomes
progressively hotter with increasing speed, being some 15°C
higher than the mean pad temperature at 3700 R.P.M.
Fig. 4.2. Typical pressure transducer output.
4.1. Pressure Transducer Output
(a) General
A typical pressure transducer output is shown in
Fig. 4.2. This shows several points of interest. Prior
to entry into the film, the pressure rises sharply to a peak
(a) which coincides approximately with the leading edge of the

N SERIES
N SERIES TEST RESULTS
CALCULATION SHEET
Nominal Speed 2200 rpm. Rotor Surface Temperatures °C
Test Speed Ambient Torque No. ins x 10-3 rpm
pressure in.lb. lb/in2
Oil Flow gpm
Hous-ing Inlet TempOC
t i AtJi t1 t2 t3 t4
1N 9.34 2190 8.0 17.4 1.06 20.7 24.0 1.2 31.9 34.1 35.4 35.7 2N 6.55 2190 14.8 19.3 0.97 20.4 27.8 2.0 35.2 37.6 pgil 39.1 3N 4.78 2190 21.7 20.5 0.94 21.0 32.3 2.6 39.0 41.6 43.2 43.1 4N 3.50 2185 26.2 22.1 0.94 21.8 36.4 2.9 41.3 45.1 46.4 45.1- 5N 2.69 2185 27.9 23.7 0.91 21.8 3(1.5 3.4 44.8 48.5 50.1 48.3 6N 2.13 .2180 29.4 25.0 c.s 21.8 41.9 4.6 46.7 50.9 52.5 50.9 Nominal Speed 3700 rpm.
1914 8.06 3700 7.9 15.5 1.29 28.3 32.2 1.3 42.6 45.6 47.7 48.8 2014 6.37 3690 13.0 17.7 1.27 28.6 35.3 2.5 47.3 50.1:52.7 53.7 21N 5.48 3670 .16.0 18.8 1.24 28.5 37.6 3.0 50.1 52.3 55.2 55.6 2214 4.68 3650 19.3 19.3 1.23 28.7 38.7 4.4 51.4 54.b 57.4 57.8 23N 4.10 3640 22.0 20.4 1.23 28.5 41.8 4.0 52.2 55.8 59.2 59.0
Table 4.1.(a). Experimental readings.

CALCULATION SHEET N SERIES TEST RESULTS
NOMINAL SPEED 960 RPM
TEST NO. h ins x
Speed 10-3 RPM
Ambient pressure lb/in2
Torque in.lb.
Oil flow gpm
Housing t inlet temp 0C
41tb tl t2 t
3 t4
7N 6.78 962 14.8 17.1 0.96 20.2 23.7 1.2 24.9 25.9 26.6 26.0 8N 3.76 962 26.2 23.1 0.86 20.2 28.2 1.0 27.9 29.3 29.9 29.0 9N 1.29 962 32.5 28.1 0.80 20.2 35.7 3.0 36.5 38..3 39.4 40.2
10N 1.03 962 35.4 32.9 0.75 20.4 37.7 4.0 39.4 41.3 42.4 41.7 .
11N 0.78. 962 35.0 39.2 0.82 21.0 43.0 4.0 43.2 45.4 46.8 46.4
NOMINAL SPEED 1620 RPM
12N 8.50 1625 10.4 15.3 1.05 21.1 24.2 0.7 29.4 29.9 31.5 31.9 13N . 5.84 1625 18.7 18.2 0.99 21.5 27.8 1.6 33.2 34.7 35.8 35.7 14N 4.38 1620 23.8 20.4 0.96 21.9 30.9 1.8 35.6 37.5 38.5 38.2 15N 2.93 1620 29.0 23.1 0.94 22.5 35.2 2.4 38.5 40.6 41.9 41.4
16N 2.43 1620 30.6 24.2 0.97 22.7 37.9 2.4 40.6 42.9 43.4 43.8 17N 1.55 1620 31.2 27.7 0.99 22.9 41.9 4.0 44.9 47.7 49.3 48.7
18N 1.09 1620 34.2 32.8 0.94 23.3 47.4 5.1 50.2 53.4 55.1 55.8
Table 4.1.(b). Experimental Readings.

0 B
0.8 06 0,4 0 2 962 RPM .
DEG
RE E
S CEN
TIG
RA
DE, 54
52
50
48
46
44
42
40
38
Fig.4.1.a. Variation of surface and back temperature for radius p3
40
38 ui
ce.‘t 36
w 34 U tn T 32 oc w 0 BO
28
26
24
22
20
,•--_• 111 ,.....
1 9 N • -7" - 0- -0- - - -o, - \ o,
SW "-AD-- 4........._
• c. • 0,,
/ 0 -0 - _
7N • _ - - - - ri - . 0.11, ,
I . . i i
sp...----0 4....,410
4/ 11 N '‘..\•
. \ b\
ffr illl 4
ii/ ION
---,io, \ .
- - --o. I\
No.
i ' ' •
. 0.8 0.6 0 ,4 0.2 0 962 RPM. -
30
//,49----1110-, t5 W. •
...., .*.
• \
if- -/-0- -0
mob
. \
41--
N--.• ......
‘ %
/o-- 14 o- - - - _,... s., ,r,
---..- ......, --, •
0 - -... ,....--..r,,, IS N ai ------• ----.• N--0- --.
0. „
P-Jt-re- 12N
.----4-o - - - -I ----0 .-ND-ear.,
I I I . I 08 0.6 04 13,2 o
1620 R.P.M. B.
18N
111.--..,..
• •
‘0
ei...... ‘ 17 ti • ‘
• \do \
,
7
-- 0
• .......
• 16 t4 • -.....
•.,.._.
—o— -,
I . . I i 0.8 0.6 0 4 0.2 0
1620 R.P.M. z. 34
- 7 5
• FRONT FACE
O BACK FACE
38
SG
34
32
• 40 0
tlgr 38
2 w
tow 34 w oc
60 32
30
28
26
24
22
20
50
48
DEG
REE
S C
EN
TIG
RA
DE,
46
44
42
40
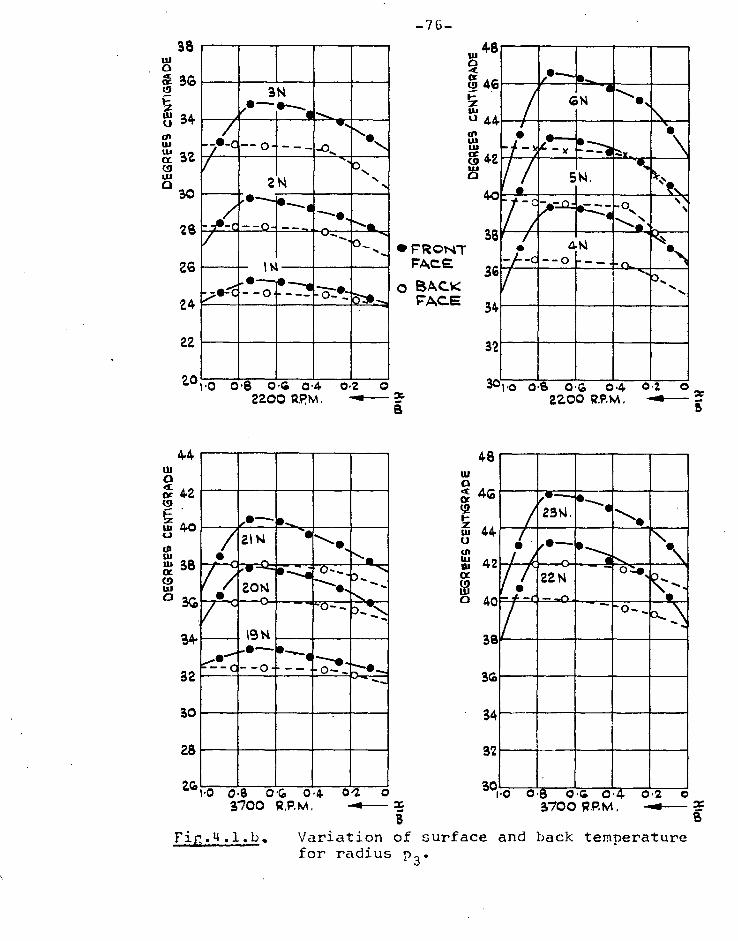
38 w 0 sfr 361
wu 34
to ICE' 32. w o 30
28
26
24
22
1.0 0.8 0 6 0.4 .2 o
/0 3N "h.-,
I *-----
/ • -,,,
•
2 N .. /-4,----4, 4
-.-C--O- - - -- -__ w....,
lk,, 0_ /
IN '-o_..,
....,,. 0 ----•
1.--111*--.
/ 614
e...... •.,s
\ • - -
• 41 -x--- 4:-.4. \
514. N •
/ 1
0
• 4W \
-...'s
w 48 0
w46 zu, U 44 U' us Eir9 42 c
40
38 • FRoNT
FACE 36 o BACK
FACE 34
32
2,0 .0 0.8 0.6 0.4 o 2 0
44 w a or 42
= w 40 co W• 38 OC
BG
34
32
30
28
4E
0 g 4
/". 2 w 4 us W 4 et
0 4
3
3
3
3
-76-
2200 RPM. B 22.00 R.P.M.
--A....".
A•
nd ob.,...._
w.,,,,
Iii-. w.,.. ....., 0.........
/6 /-0 t of
IP -0- --4- 20N
- --0‹
—c ( 7
0
1914
-0-
--"0-- c,....k..„.
w..........- - a-
el--1,-,-- .---- ___ - -
--e0-
,...... -0_
S
D • --......... 23N, 4/1\•
i• 2 •...........e......... 4\ /•/0--0
sdo • 22N . -
0- --(3--(' --o-,asq\ a
a
4
2
a 1.0 0. 0.6 O. 0.2 26.0 0.6 06 0.4 0.2 0 3700 R.P.M. 3700 RPM , x
Fig.4.1.b. Variation of surface and back temperature for radius p3.
-77-
pad. The pressure then drops'equally sharply (b) to below
the groove (ambient) pressure. A gradual rise and fall of
pressure occurs between (b) and the trailing edge, after
which the pressure rises sharply to the ambient groove
pressure (d).
A subsequent quantitative study of the leading edge
peaks (Chapter 6) showed that this sudden increase in pressure was partly due to a velocity ram effect at the leading edge.
The rotor surface emerging from the previous pad causes a
boundary layer formation within the groove, in which an in-
creasing quantity of oil is caused to travel with the rotor.
A proportion of this boundary layer is deflected by the lead-
ing edge of the next pad, causing an impulsive pressure
in this region.
A further contributory factor was the 45° chamfer
on the pad edge, which in spite of the very high angle of
convergence, can act as a normal tapered wedge.
Strong evidence was forthcoming of a second smaller
wedge in the leading section of the nominally parallel pad.
This "internal" wedge almost certainly results from local
thermal distortion as a result of comparatively large
temperature gradients at the leading edge, since the leading
edge is heated by dissipation heat from the body of the pad
and swept by colder oil in the groove.
Thus the three effects of velocity ram, 45° chamfer
and internal wedge contribute to a relatively high boundary
inlet pressure at the actual start of the parallel film.
These effects operate in the opposite sense at the trailing
edge. The true entry and exit boundary pressures are marked
on Fig. 4.2.
For an infinitely wide pad with an isoviscous and

-78- constant density film, the pressure would drop linearly be-
tween these two points, as shown. The effect of finite
width is to cause a non linear pressure drop due to the
effect of . ambient pressure at the sides of the pad.
The difference between this curve and the transducer output
was taken as the parallel surface pressure generation from
the density and viscosity wedge effects.
To determine the generated pressure it is necessary
to know both the entry and exit pressure of the
transducer concerned and the variation of boundary pressure
around the pad. From these boundary pressures the isoviscous
pressure field within the film can be found.
To find the boundary pressures it was necessary to
to consider in detail the flow and pressure conditions
in the groove.
b) Numerical analysis of experimental pressure curves
A typical transducer output across the groove is
shown in Fig. 4.3a. This was obtained by tracing a (x 10)
magnified image of the oscillograph film. The scale in the
x direction was found from the superimposed degree marker
output.
The crystal voltage output at any point can be
assumed to be the integral of the varying pressure over the
sensitive area of the crystal. Since the size of the
crystal is large compared to the size of the groove, there
will be an appreciable and variable difference between
true and apparent pressures from'point to point. This
difference was found to be particularly marked near the peak
of the curve. Since in some cases the inlet boundary pressure /was

-79-
effectively at this peak, it was necessary to find the
degree of attenuation by tracing out the curve of true
pressure. A numerical method was adopted as follows.
The crystal was divided across a diameter into
seven incremental areas of constant width (Fig. 4.3b). The
ratio of successive areas referred to the smallest area was
1.00, 1.66, 1.95, 2.05 (centre), 1.95, 1.66, 1.00. Twelve stations of the same incremental length were. marked off
in the x direction, starting from the groove centre (origin).
The signal height was measured in millimetres x 100 at each
station, relative to an arbitrary base line bb. These
values are recorded in row (d) of the calculation sheet
(Table 4.2). The true pressures p1, p2, p3 must at first be predicted, and the true pressures p_i, p_2, p_3 were
assumed symmetrical about the centre 0. The true
pressures in row (e) are multiplied by a waling factor to
give row (f) which is subsequently multiplied by 1.66, 1.95,
2.06, (the ratio of successive crystal areas) to give
rows g, h, i. Hence when the centre of the crystal was
at station 0, the crystal output would be proportional to
the summation of incremental pressure x incremental area
over the whole surface. This summation -3f, -2g, -lh, 0i,
lh, 2g, 3f (shown in the Table) sh6uld give the observed
value 2300. The actual ram 2357 is written in row (c)
and the residual +57 in row (b).
The centre of the crystal was then moved to station
(1), where all pressures were assumed known except'4(f),
which was found by making the summation equal to the observed
value. The true pressures 0 —,•-11 were thus found by
marchine through eight elements. The first run
gave approximate values only. A smooth curve, marked

TABLE (4.2). Numerical solution for a true pressure curve
a. Station -3 -2 -1 0 1 2 3 4 5 6 7 8 9 10 11 b. Residual OD OW +57 +1 -7 -14 164 -40 -57 -133 -325 c. Summation 2357 2631 3053 3716 4526 5260 5753 5867 5485
d. Observed - 2300 2630 3060 3730 4590 5300 5810 6000 5810 4590 32201500 e. Calc.(true)1790 2020 2200 2300 2400 2700 3300 3880 5350 7220 7400 6300 5100 3500 1500
f. .0886(1.00) 159.......179 195 204 212 239,0.292 344 474 639 655 558 452 310 133 g. 1.66 - 297 324 339 352 397 485 571 786 1061 1088 927 750 514 h. 1.95 - 380 398 414...°.466 570 671 925 1245 1776 1090 882 i. 2.05 ~418"435 490 598 706 974 1310 1342 1145
b. Residual +55 +8 +12 +26 -8 +48 +59 +2 -171 c. Summation 41/1 2355 2638 3072 3756 4582 5348 5859 6002 5639 MOD
d. Observed •110 2300 2630 3060 3730 4590 5300 5810 6000 5810 4590 3220 1500 e.(Calc.(true)17702000 2180 2320 2390 2710 3320 3930 5550 7320 7550 6550 5120 17861670
f. .0886(1.00) 157 177 193 206 212 240 294 348 481 649 669 580 454 335 148 g. 1.66 294 320 342 352 398 488 577 799 1078 1111 963 755 556 - h. 1.95 376 402 414 468 573 678 938 12 64 1303 1131 885 MEI
i. 2.05 422 435 492 604 714 987 1330 1370 1188
(A) Solution (2), (B) Solution (3).

-81-
j/////// /ii i
SECOM) SOLUTION
/ / /
ESsuRE rn.
‘4(/// / / / //
70
NO P2 m 90
50 FIRST SOLUTION
TRANSDUCER OUTOUT
b Ii 9 7 5 5
Fi7.4.3.a. Analysis of pressure transducer output
DIRECTION
MOTION
INCREMENT
LENGTH
. Crystal surface elemental areas.

-82-
"first solution" was drawn through these points and the smoothed
values examined for residuals, as shown in the top half of
the Table. The residuals were redistributed and a second
curve "Solution (2)" was drawn. This curve was also
examined for residuals and found to be within the accuracy
required.
This numerical method of smoothing by the use of
residuals was used in favour of an analytical method. Such
a method could involve the solution of seven simultaneous
equations for stations 3-9 in which the pressure at each
station was expressed in terms of the central pressure and the
three adjacent pressures on either side. This would
have involved the solution of eight (7 x 7) matrices for each
case, and the boundary pressures p1,2,3 and 1)10,11,12 would
have to be assumed and iterated until a smooth curve was
obtained. The described numerical method was found to be
quicker.
A total of ten entry and trailing pressure signals
were analysed for the test series and 2200 R.P.M. These
analyses showed some common results.
(a) The true pressure rise pt (Fig. 4.3a) from the central
groove pressures was.approximately 1.40 of the signal rise
Ps (b)The position in the x direction of max pressure was
very nearly coincident for the signal and the true pressure.
(c) Approximatdiy 50-60% of the pressure rise occurred in
the chamfer before the film was reached.
This analysis gave strong evidence for the existence
of thermally induced wedges at inlet and outlet. It was

-83-
PAD
TRUE PRESSURE CURVES,
OBSERVED PRESSURE.
0 oc w
WI
7
0
Fig. 4.4. Observed and true pressure curves for a cir-cular transducer with D/rc = 0.8.

-84-
thought possible that these wedges were caused by excess
cutting around the immediate perimeter of the pad during
the tapping process. Examination of the bearing under an
optical flat showed the interference lines to be quite
straight across the whole surface, indicating that these
inlet wedges were not a permanently machined feature. The
capacitance transducer signals were closely examined to deter-
mine the extent and magnitude of these inlet wedges.
Rapid analysis of inlet pressure
The numerical analysis was found too lengthy to
apply to every experimental case. A more rapid graphical
method was evolved. The true pressure rise in the chamfer
and internal wedge was assumed parabolic p = Pmax(1 x2/D2),
and an examination of a range of experimental results showed
that the pressure subsequent to the peak could also be
formalised into a number of different standard curves. These
standard curves subsequent to the peak are shown in Figure
4.4. The variables affecting the 44-,tenuation ratio
( max ',max indicated' true) are the relative transducer size . Dire and the form of curve after the peak. The outputs
of a circular transducer with D/rc = 0.8 are superimposed
on Figure 4.4. In this case the attenuation factor at pax is the same for curves 1, 2, 3 and larger for curves 4 and
5. Numerical solutions were obtained for values of D/rc = 0.6, 0.8, 1.0 and analytical solutions for values greater
than 1.2.

— _ ---. 4._ ...... ,
--.... ..,..0 -..&
..... 1,,,e- ...,
ss. .
cs, -..:.
N.,
1.o Attenuation Ratio
08
0.6
0.4
o2
I 8
Fir. 4.5. Variation D/r
/4 / 2 /o o e of attenuation ratio
06 P/r with c
-85-
The results are summarised in Figure 4.5, showing
the variation of attenuation factof, with Dire This ratio
D/rc was found for the four transducers in each test
(4 x 23), allowing the true peak inlet pressures to be.
calculated. Knowledge of this true maximum pressure
will enable correlation of theory and experiment for
the treble system of the velocity ram and the external and
internal wedges.
The pressure gradient in the approaches of the
trailing edge wedges are comparatively lower, and it may be
assumed that the transducer does show the true exit peak
pressure directly.
Analysis of wedge size
To attempt correlation of theoretical and
experimental pressures in the inlet region it is necessary
to know the amplitude and length of the internal wedge
which is apparent at the start of the parallel pad.
Direct measurement of this wedge size is

-86-
again affected by the relative sizes of wedge and trans-
ducer. A typical capacitance transudcer output across the
groove is shown in Figure 4.6a. For a truly parallel film the signal (curve (a)) remains flat until the edge of the
circular transudcer reaches the start of the 45° chamfer. This position was termed the cut-off point. 'Due to the presence of the wedge, the experimental curve (b) begins to
rise before the cut-off point is reached.
A similar 'marching' type numerical solution could
be used for this analysis, particularly since the six
starting values of capacitance are known at m = mo. Such
an analysis would give the shape of the wedge as well as
the amplitude. However it is known from classical theory that provided hl and ho are fixed, the pressure generation within the film is not greatly affected by the inter-connect-
ing profile (e.g. linear, parabolic, exponential). For these experimental cases, since the pressure rise in the
internal wedge was only approximately one third of the
total pressure rise, it was considered sufficiently accurate to obtain h
1 ocx/B° and h assuming an inter-connecting exponential
film h = ho e . The incremental capacitance was - postulated as m = mo —kx/B B. (Figure 4.6b).
Considering the circularity of the probe, the total capacitance can be expressed as
or
C = m A o o
x=B
+ f
x=0
x=B
2m1 .dx
C = m A o o e -Kx/13 2 2 (r Cr + x B) )2.dx
x=0

//
TRANSDUCER k- OUTPUT g- m
0 iL I
Ma
CID')
Fig.4.6a. Analysis of capacitance trace.
Fig.4.6b. Integration of capacitance.
- et x/8 ma moe

-88-
The variables involved are relative wedge size
p = B/r and the experimentally measured ratio mc /m o. The
amplitude of the wedge is governed by 0( since
h1/ho = -2" . The integral was evaluated either by
series expression or numerically for six values of p
between 0.06 and 0.96 for each value of p. The results
are shown graphically in Figure (4.7) which enables the value
of h1/ho to be found from the known parameters of p = B/r
and mc /m o. Both these can be obtained from the capacitance
transducer output curve, although the measurement of B is
approximate. For tests at high film thickness Amax nearly
coincides with the end of the wedge and B is better
measured from the experimental pressure trace.
The effect of capacitance side leakage.
The initial analysis showed the size of wedge
to decrease with decreasing film thickness. The'opposite
effect would be expected. The length of wedge B remained
approximately constant at 0.070 inches.
A large scale model of the transducer and the
opposing groove edge was set up as in Figure 4.8. The
probe, a 6" diameter disc, was separated from the simulated
pad by insulating blocks of negligible area. There was
found to be a difference in capacitance between the cut
off point and the centre of the pad when the same film
thickness was maintained in each case. The drop in
capacitance due to the presence of the chamfered groove
is shown below. (Over).

0
SID E
LEA
KA
GE
20
30
0
-89-
VALUtoc 0-5 o.6 0.5 0 4 0-B 0.2 0.1
0.20
040
0• BD_doll!'
A..0 ca--,.00
.„11111111111111edgerd
_
—
o W n —I 1.0 .:r ›'
—
I I I
V be°
1 I I I
COP V
I
0 0
i I I I
Fir. 4.7. Evaluation of wedge amplitude.
100
96
92
O
88 2 0
a 54.
80 2-4. 2.2 2.0 1.5
gm-no hi filo t•G
1.2 0
-Oa -04 .06 -08 RATIO kip .7. h + SET BACK
-15o Fir,. 4.10. Correction for side leakage.

FLUX LINES. BEARING
-90-
CA PAC ITANCE BRIDGE.
1 1 1 1 ////////////////////7/////7//7///////
Tip. 4.8. Model for evaluation of capacitance side leakage.
TRANSDUCER ROTOR
Fir. 4.9. Change in flux lines due to presence of chamfered edge.

-91-
h inches % Drop h/D
0.080 0.5 .013.
0.160 0.6 .027
0.220 0.9 .037
0.370 1.8 .062
These results are plotted in Figure 4.10 which
shows the correction which must be added to the
experimental ratio mc/mo before obtaining hl/ho.
The application of this method in practice showed
that in effect these wedges were too small to be measured
with this size of transducer, since the measured ratio
mc /mo was found to be of the order 0.98.
The analysis was only sufficiently accurate to show
that these wedges did exist, being approximately 0.070
inches long, with an amplitude ratio hl/ho increasing to
approximately 1.02 as the general film thickness was
decreased. A theoretical consideration gives the same order
of figures.
Due to this uncertainty in the magnitude of the
'internal' wedge, the correlation of theory and experiment
for pressure generation in the groove was restricted to
the contributions of the velocity ram and inlet chamfer
(Chapter 6).
4.3.The measurement of boundary inlet pressure
The pressure change through the leading edge region
can be considered as one of the family of curves in Figure 4.11. The pressure rises under the influence of the internal
wedge, reaching a peak at approximately the point where the

-92-
pad becomes parallel. Thereafter the pressure falls away
due to side leakage from the pad and the negative influence
of the viscosity wedge. This arrangement can be treated
analytically as a partially tapered film, with an
exponential shaped inlet of length B and a following parallel
portion of length A. The subsequent pressure drop in the region A can be treated by varying the lengths ratio A/B.
From solutions obtained with simple theory it was shown that the position of Amax remains very close to the end of the inlet wedge, except when A/B is very small.
The position of Amax for some values of A/B were:
A/B
2.0 0.05
1.0 0.07
0.5 0.12
0.0 0.39
Variation of h1/ho has little effect on the values of Ti/B.
These values are plotted in Figure 4.11. The analysis of
the experimental inlet pressure curves showed that Amax (true) and pmax (indicated) occur in very nearly the same
position. For tests at large film thicknesses, the
pressure gradient in the parallel section is low with
a/b = 2-6-3 = A/B. For these cases the length B can be
found directly from the experimental pressure outputs.
was found to be substantially constant with varying pad
temperature, although the wedge amplitude hi/ho would tend
to increase with temperature difference. The boundary
inlet pressure was found by marking offthe length b on
each transducer trace, as in Figures 4.12a, b.
The following values of B were measured for each
transducer path.

(a)
(b)
-93--
A Z B
=-13
II/111111/ I
r1g.4.11. Position of pmax relative to end of internal wedge.
Fir.4.12. Measurement from transducer outputs.

-94-
Transducer Wedge length ins.
p1 .065
P2 .088
P3 .087
P4 .071
4.4. Measurement of parallel surface pressure generation
The previous three sections have been devoted to
correlation and measurement of the factors which give a vary-
ing boundary pressure around the parallel pad. These boundary pressures have a direct effect on the pressure
within the pad boundary. Any deviation from this pressure
was taken as the effect of viscosity or density wedge.
Thus as a first requirement it is necessary to evaluate the
boundary pressure field, from which the transducer output
can be subtracted as shown in Figure 4.2.
Taking a simple form of Reynolds equation;
3 3
757' 2
rh • a x
+ 7E -12) (11 = 5U 75-7i - T
Assuming h and are constant
)213 0
)x2 )z2
The equation for pressure thus becomes Laplacian. The
solution of this type of equation is most conveniently
performed either by relaxation or by the use of a conductive
paper analogue. The latter method was selected due to the
large number of tests to be analysed. An analogue of the
same principle was used by Kingsbury (25 ) for the solution
of a tapered wedge with side leakage. In this case Kings-

-95-
bury used an electrolytic tailkt of varying depth to allow
for the variation of h.
The circuit used for the evaluation of the boundary
field is shown in Figure 4.13.
Fir. 4.13. Analogue for the solu-tion of boundary pressure field. A (x 10) plan of the pad was cut from
conductive paper (resistance 550 ohms per square). Voltages proportional to the boundary inlet pressures were fed into
the pad from terminals at each end of the transducer path.
The terminals were painted on with three coats of conductive
aluminium paint. The inner and outer radii were assumed to
be at constant pressures. The analogue was supplied from
a 5v. d.c. supply via a specially constructed potentiometer
from which the ten separate input voltages were taken.
The usual null-deflection method for plotting
equipotential lines was found most time consuming and a
high resistance voltmeter was used to find the drop in
potential along each transducer path.' This gave a voltage
error of less than i% from the null deflection method.
The entry and exit pressures for each transducer
were corrected for the radial pressure drop down the supply
groove. The pressures were converted into equivalent
voltages, which were set and checked before measurement.

-96-
The voltmeter was connected to each trailing terminal in
turn, and the voltage change measured down each transducer
path. This voltage curve was then reconverted to pressure
and the pressure decay curve between entry and exit was
plotted on each transducer output as in Figure 4.2.
The analysis of alternate tests at 1620 R.P.M. is shown in Figures 4.14a7 b. The boundary inlet pressure
becomes progressively lower than pmax. The transducer curve gradually departs from the boundary field pressure '
as the film thickness is decreased. This is to be expect-
ed from theory derived in Chapter 2 in which the viscosity
wedge pressure is shown proportional to Atb
Considering
the assumptions of constant film thickness of viscosity
pressure field Laplacian, the effect of dishing of the
bearing plate would be small at large film thicknesses.
The viscosity however will vary in the same magnitude for
all tests. This discrepancy should be shown in those tests
where the influence of viscosity wedge could be expected
to be small. However there is reasonable agreement of
transducer and boundary field pressure tests of large film
thickness (EG test 12N). This indicates the order of
accuracy in obtainin,g the parallel surface pressure
generation, although at large film thicknesses the method
does involve the subtraction of two equal order quantities.
The parallel surface pressure generation for the 23 tests
performed at four different speeds is shown in Figures
4.15 to 4.18.
It can be appreciated that this interference of
unequal boundary pressures is unavoidable in practice.
Nevertheless the author is unaware of any published work
in which these have been measured experimentally.
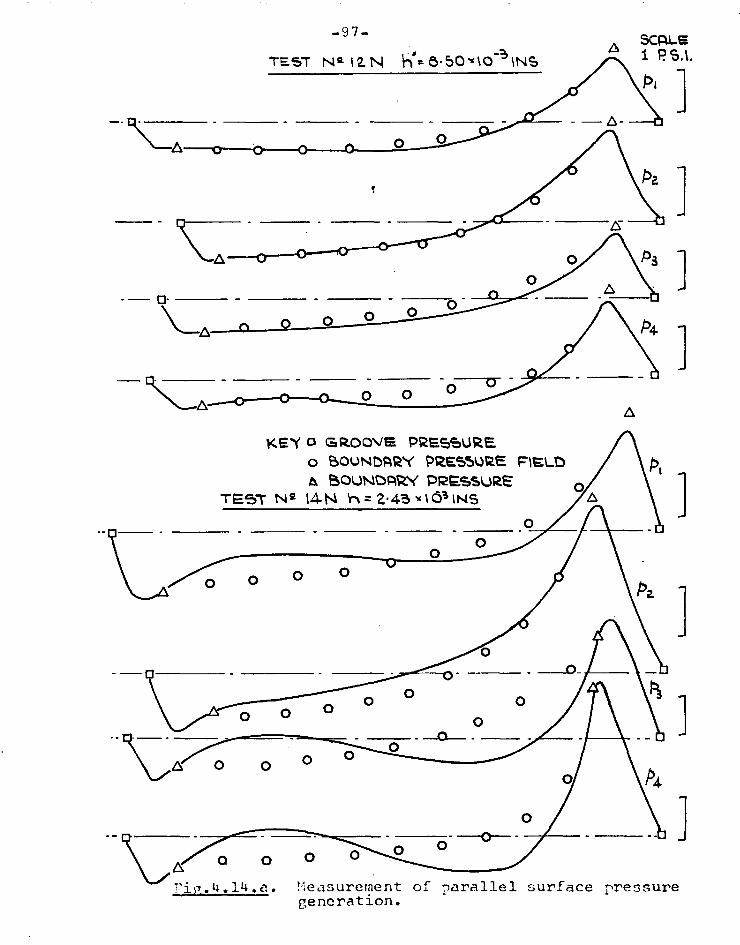
-97-
TEST N Q 12 N ha= 8-50'410-3 INS SCALE 1 P 5.1.
Pi
KEY D GROOVE PRESSURE o BOUNDARY PRESSURE FIELD A BOUNDARY PRESSURE
TEST N2 14-N h = 2 43 It 161 iNS
0 O
0 0 0
0
A 0 0 0
Neasurement of parallel surface pressure generation.

-98- ❑ GROOVE PRESSURE TEST 142 l6 N h = 2-4.3 X 163 INS 0 BOUNDARY PRESSURE FIELD
A BoUNDAW PRESSURE
4.14.b. Measurement of parallel surface pressure generation.

LESS 'NM...10.15
I.-. . (.0.007/1'....
/
•-.......... , ...., \
\ • \
N . \ \
2 ; .7, .
\ •...
% ‘ ` - ,
b ., doe
1-0
05
0
-0.5
-1.0
-99- 1-0
0.5
O
-1-0
710% .6-78
8N h = 3.76
5
0 77.... ... ..'.
/. %
'''. ...
. . A \
A • A . it„ .. . , \
` 4 .- ,
9N h=1-2.9
......
1
I' ''.....
,00 .•,4\
, f f
P., / \1/4
11 ....... IA
—.2„.".7-• /
A' r I A
1i..... 1
/ 1 I
I
I I,
I S I
I
,
a I ‘,......,
I
C iv .- N -.,--:- .4.
---11 ........ 4
I % I ‘../
I -% `.If %. . k x \
' \ / -
• % i.. .'"
\
t
1 \„... /
ION h= 1.0B
-10
10
5
0
-5
-10
- Is
-20
5
0
-5
-10
1 I N h.12, 0.78 Fig. 4.15. Parallel surface pressure generation 960 RPM.

•••• .0*
•••••... 1 .
14 N h=4.36
0 / •-...._ •
'%. .i.
\\
' •
• \
‘•
• ‘ 4
N ... .•
• •
..,v .,11
•••
.• ..' :
! s..,
4
2
0
-2
-A.
—(0 16 N hfr- 2.4S
-100-
-2 KEY 13N h=5-84 Pi
[12t.1 1,08.50 LE5STHANI Pa 0.2-6 PS).
" 4r. .... \y ...•
\ .,..
......
'ft....,
•
‘•••,......t
0
\ ‘• , %
\ • .
.• 0
ISN h= 2.93
2
0 O
1 .4 '• ,,„: ...... -"I , ........ di
2 P.SL •
4
2
0
-2
-4-
-6
la
8
4
0
—4
- 8
-12
• • •
....'•:-:\l' •
\ •
/ I/
\ NN.• •
..,.%, ."... ..a.... .4..
, t.•- - .....: , . . • , , , \. \ I:
. . \
.. . .... II /: .., , , ik. , ...-. ....,
la P5.1.
8
4
0
4
-8
-la
- 16 17 N N In:=1.0V
Fig. 4.16. Parallel surface pressure generation 1610 RPM.

—101- 4.
LE$S 141*-4 0.1 S
IN h= 9 54-
0
-2
-4.
4 P.S.1.
0
N 1-17-a..5S
..01.•••••••
. - •
5 tit ‘-‘t-- 4.75
,...- .- ... c.:".-'
..... ..7".N.N:N.N.cL0 1 ei
41v h=3.50
a
0
2
-4
4
2
0
-2
6
-6 -6
.. 4°- ""
SII
.
-.• % ..4% %,. %...
\\‘ /...."'-'"-.—"•.-1-...—........:zzsNs)
\0,
V •
N.
. -__ , i
. .
5 NI h= 2.G9
, - , t
\ \
i.,-- • \
k , N
N \N \ • ‘ •...„..,
N h=2,43
a
0
-a
6 RS.1.
4.
a
0
-2.
-4
Fig. 4.17. Parallel surface pressure generation 2180 RPM.

I•••• 4. ....
2,...c ••••••
Ss. N • oi#
.....„/
2
0
-102-
0
2
jY
19 N h 6•0(2,
...••••••
2.0 N
2
2
0
-2
2
0
-a NA 11=5.413
2 ZaN hz4.Q03
0
23 Ni 11=4.10 KEY
Fir. 4.18. Parallel surface pressure generation 3670 RPM.

-103-
4.5. Comment on results
A point of major significance is that the pressures
developed are predominantly negative. This corresponds
with the initial theory in Chapter 2 which predicts negative
pressures. It is in complete opposition to fact, in that parallel surface bearings are observed to run and support
useful loads. It would appear that the mechanisms of
density wedge and leading edge ram which have been given
to explain the operation of these bearings are overshadowed
by the viscosity wedge mechanism.
The characteristic shape of the pressure generation,
as shown by those tests at large and medium film thicknesses,
is shown below (Figure 4.19). Transducer p3 is selected.
Fig.4.19.Effect'of pad temperature profile. The pressure reaches a maximum negative point at
some one third of the pad length and then rises to give a
positive pressure in the trailing region. The initial
theory developed in Chapter 2 indicated a totally negative
pressure approximately parabolic in shape. The
difference may be explained qualitatively by consideration
of the true temperature variation along the pad. The
initial theory assumed a linear rise in temperature and
a consequent continuous drop of viscosity along the film.
In practice however the temperature was observed to rise

-104
to a maximum at x/B 2/3 and then to fall to a lower
temperature than inlet at the extreme trailing edge. This
could cause a reversal in the drop of viscosity, and hence
a positive pressure.
The'reason for this fall in pad temperature could be that both ends of the pad are swept by cold oil. This
would explain a drop of temperature towards the trailing
edge, but would fail to explain the significant fact that
the immediate trailing edge temperature is lower than the
leading edge, when the opposite effect would be expected.
An explanation for this fact is offered in Chapter
6 involving the diffusion of the hot layer of exit oil,
such that by the time the leading edge is reached,hotter
elements of oil have diffused vertically to sweep the leading edge, reducing the heat transfer and resulting in a
higher temperature than at the trailing edge, although both
temperatures ere considerably above that of the bulk of
the oil entering the groove.
Regardless- of the cause of this temperature drop,
the effect is to approximately halve the magnitude of
negative pressure. It may be remarked here that the
contribution of the density wedge is in opposition in both
positive and negative pressure regions to the viscosity wedge
mechanism.
The effect of three dimensions
The pressure generation previously considered has
been for transducer p3 near the centre of the pad. Pressures
at other radii show the same characteristic of passing from

approx. constan temp.
-105-
negative to positive, but do so at different points along
the pad. The test 16N is reproduced below to show this
effect.
RS). 2 rising
temp. \
i`
• ' \
0
-2 Fig. 4.20(b).
Effect of 3-dimensional pad
!Gm h-2-4-3 temperature.
This difference in transition may again be explained in terms
of the temperature change along the path of each transducer.
Examination of the pad temperature field shows that point
aT = 0 changes with radius as in Figure 4.20b. The point ax of zero pressure for each transducer corresponds approximately
to that point where .)x = 0.
Thus the pad temperature distribution has a primary
effect on the generation and distribution of pressure.
Two causes may be given for this shape of temperature
distribution. The change of temperature radially along the trailing edge is greater than that along the leading edge. The temperature rise along the leading edge is very
small. A particle of oil travelling through the film
will experience greater frictional generation at increasing
radii where both U and L are larger. This would cause the exit temperature to be higher towards the outer radius, and in turn tend to cause the observed temperature
distribution.
Secondly, the design of the bearing is such that
cooling is more effective on the inner radius than the outer
rig.4.20(A.
1 N. N
...N.6‘.,
\
N i \ .!
... -w •... i......,

(d)
rig.4.21.Effect of decreasing film thickness.
-106-
radius. The deep recess in the centre
of the bearing plate exposes a relative-
ly large area on the inner radius of
the pad to the incoming cool oil. This
oil will tend to be swept around the
inner side of the pad by the rotor
retaining nut acting as an impeller. The
outer radius is less effectively cooled
by a shallow groove in which the oil
will tend to be relatively stagnant.
This unequal cooling will tend to dis-
place the line of = 0 to that ob-
served, and hence affect the pressure
generated.
(a)
The effect of decreasing film thickness
The effect of decreasing film
thickness is to produce a definite
change of shape in the pressure generated,
although the pad temperature distribution
which induced the initial viscosity wedge
shape remained the same throughout,
altering only in magnitude. This change
is most effectively shown in the tests
at the slowest speed (Figure 4.15). At
slow speed the frictional generation is
lower and allows the pad closer to the
rotor before the 'limiting temperature
is reached.
The changes of pressure genera-
tion are shown schematically in Figure
4.21. The figure relates to transducer
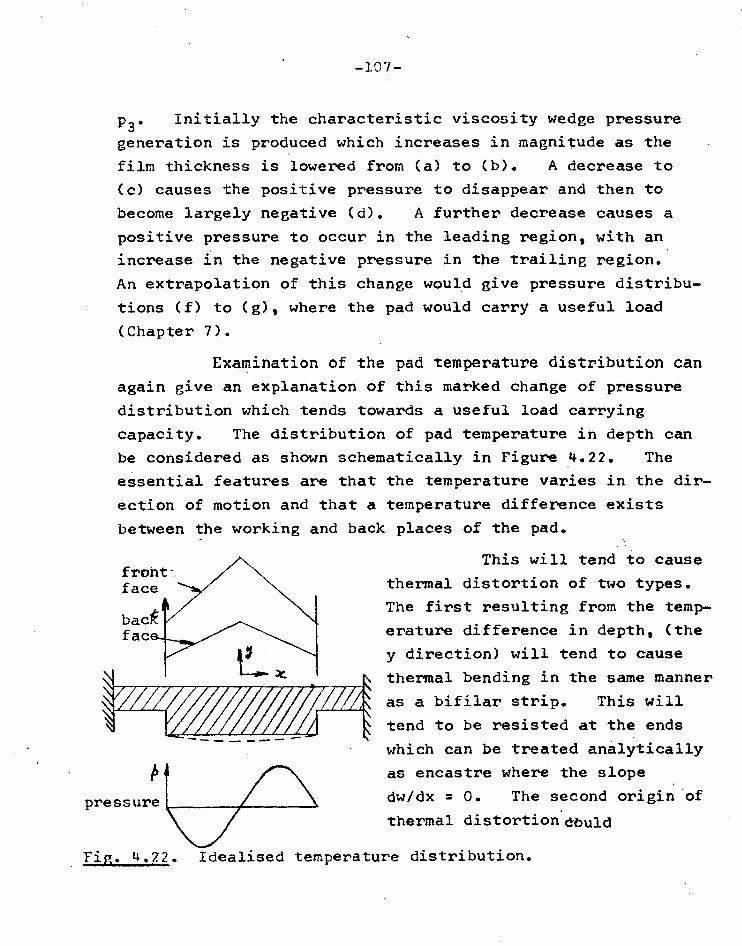
-107-
p3. Initially the characteristic viscosity wedge pressure
generation is produced which increases in magnitude as the
film thickness is lowered from (a) to (b). A decrease to
Cc) causes the positive pressure to disappear and then to
become largely negative (d). A further decrease causes a
positive pressure to occur in the leading region, with an
increase in the negative pressure in the trailing region.
An extrapolation of this change would give pressure distribu-
tions (f) to (g), where the pad would carry a useful load
(Chapter 7).
Examination of the pad temperature distribution can
again give an explanation of this marked change of pressure
distribution which tends towards a useful load carrying
capacity. The distribution of pad temperature in depth can
be considered as shown schematically in Figure 4.22. The
essential features are that the temperature varies in the dir-
ection of motion and that a temperature difference exists
between the working and back places of the pad.
This will tend to cause
thermal distortion of two types.
The first resulting from the temp- back fac= erature difference in depth, (the
y direction) will tend to cause
\ thermal bending in the same manner
4//7 A as a bifilar strip. This will
tend to be resisted at the ends 1
which can be treated analytically
as encastre where the slope
dw/dx = 0. The second origin of
thermal distortion dbuld
Fig. 4.22. Idealised temperature distribution.
pressure

-108-
be from the temperature change in the x direction. Considering
the expansion of metal in the x and y direction only, the
expansion in the direction y. will be greater than in the
central portion of the pad than at the edges. This direct
expansion in the y direction was termed fibre expansion, and
results in a distorted shape of the same form as the
temperature profile which induces it. The same expansion in
the y direction causes longitudinal strains which was termed
thermal bending distortion. Subsequent calculations (Section
7. 4) showed that both contributions to distortion were of
the same magnitude.
The shape of film resulting from such distortions is
shown in Figure 4.22. This is of converging-diverging shape,
which in the absence of the viscosity wedge would tend to
produce a positive-negative pressure generation. The fact
that the pad temperature profile remains substantially the same
shape throughout the tests, altering only in magnitude,
(Figure 4.1) indicates that this distortion is always present.
The distortion fails to take effect until the film thickness
is sufficiently low)when there is high frictional generation.
This would give increasing temperature differences and increas-
ing distortion. The geometric wedge action becomes more
powerful than the opposing viscosity wedge until a complete
reversal of pressure generation has taken place. An order of
magnitude analysis can show this effect qualitatively.
Assuming At c.4 1/h
I
2
hi 1 Pviscosity wedge tix h3
Now

-109- For small slopes,
1 oc T7-75 lope Pgeometric wedge
distortion c4 t 1 Now slope o< ho h0 2
Then pgeometric wedge o4
oc h
Thus the geometric wedge becomes increasingly dominant as the film thickness is decreased. This would
tend to explain the change in shape of the pressure genera-
tion as the fill thickness is progressively lowered (Figure
4.21).
Thus it would appear that "parallel" surface bearings
operate to produce a negative load when the pad is truly
parallel, but that the pad distorts to carry the useful load often observed in practice.
The dominant effect of temperature is evident in
all aspects of the parallel surface bearing, both in producing
the negative pressure when the pad is truly parallel and in
producing the distortion for the pad to support a positive
load.
In this range of experiments the process of change
from negative to positive load was taken as far as (e) in
Figure 4.21, corresponding to test 11N. Further experiments
with a modified bearing, allowing a greater degree of pad
distortion, demonstrated the whole change from negative load
to a useful positive load (Chapter 7). An analysis in-
cluding the wedge effect gives fair quantitative agreement
with results.
0
1

-110-
CHAPTER 5. Theory
5.1. Reeuirements and assumptions
The initial theory derived in Chapter 2, whilst use-
ful in indicating important parameters, requires some re-
finements to treat the experimental case. The temperature
rise along the pad is non linear and can be matched quite closely with the polynomial Tb = To + Atb (1.38x5/8 - 1.82x8).
The effect of frictional generation must be considered, part-
icularly since temperatures exert the primary influence on
pressure in the absence of a wedge. The assumption of an
adiabatic film gives an unrealistically high temperature rise,
sometimes of the order 200°C, and hence heat conduction into
the bearing solids must be considered. In addition the
effects of density wedge and tapered wedge should be incorporat-
ed as the bearing appears to operate on the tapered wedge when
taking a useful load.
To account for frictional generation the temperature
profile is assumed parabolic between Tb and Tr. The rotor
temperature Tr is again assumed constant. Figure 5.1 shows the
T/1Tb
, T
1,4 / /I x
1 <Jr Tr , /5-- ,.- r" .,-- ..-- ., ../
2S
Fig.5.1. Film tempetatures.

-111- postulated fill temperatures.
The solution for pressure follows closely on the
lines of the solution in Chapter 2. An expression is
obtained for temperature and hence viscosity at all parts of
the film. This expression is substituted into Reynolds
equation and a solution obtained for velocity u in terms
of dp/dx and other film variables. The solution of
velocity is integrated to obtain flow Q in terms of dp/dx.
The expression for dp/dx is integrated to obtain the local
pressure p. Detailed calculations are shown in Appendix 4.
During the solution for velocity u, it becomes
necessary to choose the power m in Slotte'srelation. This
power should preferably be a whole number since numerical
integration or complex analytical integration at this early
stage would make the eventual solution for pressure most
unwieldy. The power m is ideally 2.5 for the oil used, and
taking m = 2 gives a mean error of 2.5% in viscosity over
the range 200C - 500C in which most tests were run.
To incorporate the effect of density wedge, the
mass flow m = /)Q is taken as constant rather than the
volumetric flow Q. The mass flow can be expressed as
fiQ M flIFIra®
/7hU(1+M) =ARU(14-R)
when dp/dx = 0, (A4.4)
where 0 and M are large functions of temperature.
Film thickness variations c an be allowed for:
if expressed in terms of x. A suitable expression
is h = h1 (1 - d-f(x)), or h = h1 g(x). (A4.5). The integral
for pressure is;

[12 2 rUB 'ix' (1+M).dx1
h12 [g(x)j 2®
P =
x
K f dx' ..(A4.6) [g(x) p
-112-
All variables in the integral can eventually be expres-
sed in terms of LSt, x and the basic data to, tr, AtB. A
computer programme was written to perform the necessary inte-
gration and calculation of , the dimensionless pressure.
This programme, in Autocode suitable for the Eliot 803 com-
puter, is shown in Section A4.4.
5.2. Frictional generation
The film centre line temperature rise /St is required
for the evaluation of the integral variables. Detailed cal-
culations are shown iru section A4.2. The heat generated
is obtained in terms of a mean viscosity and equated to.the
heat conducted to the bearing solids plus the heat converted,
This heat balance yields a cubic equation for temperature rise
when Slotte's m = 2. To assist in the solution of this cubic
equation, the power m is temporarily taken as unity, giving
a quadratic equation in Zit for which an approximate solution
is easily obtained. This approximate solution is substituted
into the more accurate cubic equation and refined successively
by Newton's method of approximations. Five refinements
generaly gave convergence within eight significant figures.
Approximately half the computer programme is concerned
with the evaluation and refinement of At. This is used toget-
her with the basic data to, t r, B to evaluate 0 and 6 and hence M and ® . The integration is performed numerically
using Weddle's six strip formula for values of x' from
0(0.1) 1.0. Each integration for a certain value of x' required evaluation of the integral variables in steps of one
-113-
sixth between x' = 0 and x' = x', a total of 70 evaluations
for each case. The solution for Lit was given at each
value of x. Each case required approximately 21 minutes of
computer time.
5.3. Theoretical results
Figure 5.2 shows a typical set of computed values of
X • The contribution of density wedge increases with de-
creasing film thickness due to a greater film temperature
rise. The effect of increasing film temperature rise is to
increase the magnitude of positive pressure in the trailing
region. The generated pressure (p = 12 )2rUB/h2 x A ) can be summarised for all cases with a power law for p or max' p at x' = 0.3:
Speed R.P.M. 960 Amax = - 10.7h -2.03
1620 Amax = - 14.2h-1.74
2200 Amax = - 17.3h-1.625
3700 Amax = - 21.1h-1.65
where units of p and h are psi and ins x 10-3
respectively. In general the maximum pressure is some 40%
of that predicted by the initial: theory (Chapter 2) using
At3 as the linear pad temperature rise.
The pressure developed was found to be most sen-
sitive to the drop in temperature in the trailing region of
the pad. For the series fl tests this drop varied from 0 to
1.08 Llta below the leading edge temperature. An initial
value of r0..,133was obtained by averaging all 23 tests. Sub-
sequent examination of experimental pressures showed that only
the middle band of tests at each speed was useful for
correlation since measurement of experimental pressure was •

74---: T
i
(-o.4)
m— pi-- : \
l•/ 3,` i • 1
1 ,
•\
I I xis
1
_ .9 - •
. C. .5 .4 -2 .1
_/
/
_
3
/
Dimensionless pressure
0.61 A%151
10 PAD
0.5 TEMP:
0
-0.5
0.4
0
04
0$
1-2.
5
4
10
8
A tec 4-
2
0
//4/
.-------'-..--..."---s.-'.".. f
0
3 oc
1.0 8 .6 xf4- //3
o 1.0 •co4 2 . /13
0
TESTS- 1--Cos; 2,18o R.M. TESTS "7-TIN Zepikp.M. TENAQ..AT042.w RAE' PILIvl
Fig.5.2. Computer solutions for temperature and pressure.

-115-
difficult at high film thickness and distortion considerably altered the pressure at low film thickness. A figure of 0.44 temperature drop was found for those tests for which reasonable agreement could be expected.
In subsequent tests described in Chapter 7, the
temperature drop was taken as 1.38 for 960 R P M and 0.76
for other speeds. A special hypothetical case was evaluated
for temperature drops of 0.44, and 1.38, all other
data being constant. The results are given in Figure 5.3 and show the marked effect of this temperature drop on the
pressure developed.
O4, , ,
s 016
1.b8 I
Imo ta.
.1. ,... ... .. .. - ....._
o •
0a3
•
r. ab)484_
t..t.,.,„,"
WITH
1
-co,....,,c04 47=5.3
i
X x103 •E3
.4
0
0
.45 -3 x
-2 • 4 to =37•q t t. =43-4 0 Atz=2.4 1-1 al! 4
=1Gto -'8
PAD
0 TEMP.
to :-- 35.5 tr 3t3•0 Ate 2.7 h =OAS N =9`00
Fi2.5.3. Effect of trail-inn edge temperature drop.
Fig. 5.4. Effect of conduction to bearing solids.

-116-
The computed values for temperature rise are
shown below those for pressure. The effect of considering
conductivity to the bearing solids does not become pro-
nounced until low film thicknesses are reached. The input
parameter L = 8kB/pUh2C corresponds approximately to the
ratio of conducted/convected heat. The adiabatic isoviscous
temperature rise K, the actual temperature rise and the parameter L are tabulated below for some specimen tests.
Test 1N 6N 9N 10N 11N
K,(adiabatic) °C: 1.13 23.1 21.3 28.7 41.1
Actual rise oC: 1.60 7.28 4.32 4.40 4.40
.048 2.18 5.80 9.10 15.8
The effect of neglecting conductivity is shown in
Figure 5.4. The low value of film thickness makes this a
somewhat extreme case. Tests at higher film thicknesses
are not affected to such a degree. The curve marked
At = 5.3 shows dimensionless pressure considering conduc-
tion to both bearing solids. The remaining three curves
show the effect of allowing greater temperature rises along the centre line of the film until the full adiabatic case is reached. Consideration of conduction lowers the
effect of density wedge.
5.4. Treatment for side leakage
All solutions were for conditions measured along
transducer radius (3), and assumed an infinitely wide pad.
A three dimensional solution would require postulates of
the temperature field in three dimensions which in'turn
depends on external fractures affecting the three dimensional
heat transfer from the pad.
The distribution of temperature within the pad,
which na$ a direct effect on pressure, is discussed in
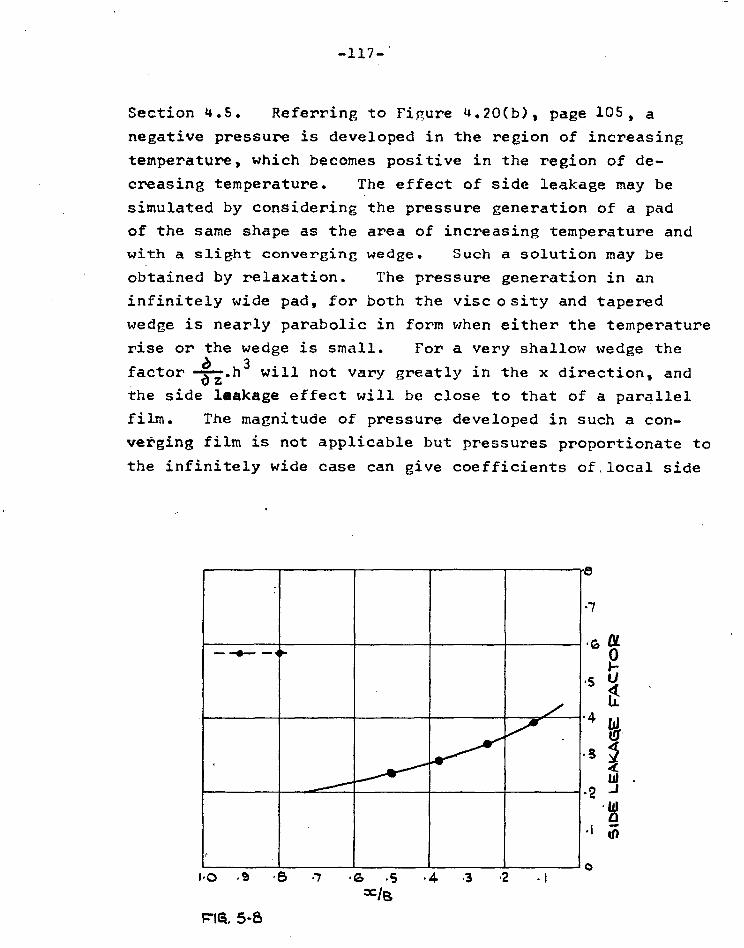
-117-
Section 4.5. Referring to Figure 4.20(b), page 105, a
negative pressure is developed in the region of increasing
temperature, which becomes positive in the region of de-
creasing temperature. The effect of side leakage may be
simulated by considering the pressure generation of a pad
of the same shape as the area of increasing temperature and
with a slight converging wedge. Such a solution may be
obtained by relaxation. The pressure generation in an
infinitely wide pad, for both the viscosity and tapered
wedge is nearly parabolic in form when either the temperature
rise or the wedge is small. For a very shallow wedge the
factor-Irz.h3 will not vary greatly in the x direction, and
the side leakage effect will be close to that of a parallel
film. The magnitude of pressure developed in such a con-
verging film is not applicable but pressures proportionate to
the infinitely wide case can give coefficients of.local side
."7
G 0
.s
4
.3 1
W 2 J
a 4 ji
O
1.0 .9 .8 .6 •5 4 .3 .2
F. 5-8

Shape & mesh size of anal-ysed area.
,.....„„,, "414VorftpW ‘144,
Ax 10
27 47) 48 Mil 49
Gil. 73 111
Pig65 54 141
1.07
pit. 1.06
.06 .1s 1,3
1.04
i4- p2 1.03
.(32 pi
1.01
1.00
1.02
-118-
1.00 1.01 1.02 1.03 1.04 1.03
1.00 1.01 1.02 1.03 1.04
1.00 1.01 1.02 1.03 Fig.5.6. Hypothetical
1.00 1.01 1.02 dimensionless film thickness. H
1.00 1.01
1.00
Fig.5.7. Dimensionless pressure.
I.06 1.07 1.08
1.06 i•OG
1.04 i.OS
1.03 1.04
i.02 1.03
1.01
1.00 4.01
1.00

-119-
leakage. These coefficients are applied to the infinitely
wide case of the parallel film solution.
Plotting of those points where the pressure changes
sign within the film yields a shape close to that shown in
Figure 5.5. The area is divided by an 8 x 8 mesh, giving
21 internal mesh points. One series of mesh points lies
directly on the radius p3. Figure 5.6 shows the hypothetical
film thickness values. The film thickness along p3 is set
to decrease linearly by 5%. To allow for dishing of
the whole bearing plate, the film thickness is set to increase
linearly with radius by 8%.
Relaxation solution
Setting Reynolds' equation into cylindrical co-
ordinates, assuming constant density and viscosity:-
6 r 3
a. 3 ap a h + -r-, - -57(h . ag ) = 611 -
Non-dimensionalising:
r = r'R, 8. = G'6, h = Hho
• A4 AR a2
A 4Jr a Froii3 + 1 rH3 bx r 49 ,
a ro d r r' 62 L Q
putting H3 = X, substituting finite difference formulae , and
rearranging yields the basic relaxation equation for each
point:
U = 27r RN.rt
p = 12 2 R2N /6h02
gives

-120-
A X1 1 o (rr'F) + A 2X2 + 1 A X33o CrirtF) + A X 3 4 4
- X (X11o rir'F + X2 + X3r3roF + X4) - 2 ,2 c
a )H
o d ro — = Residual o
-12 where F = [a6/b j , and a and b are dimensionless mesh
lengths.
Figure 5.7 shows the values of )1 obtained for
the relaxed net work. Those values in brackets are for an
initial coarse three point net work. Comparing the values of
pressure along p3 with an infinjtely wide solution of the
same wedge size gives the side leakage factors shown in
Figure 5.8. The factor drops by 50% over the length of the
pad.
The side leakage coefficient for the positive pres-sure area is larger and this results in a discontinuity of
the theoretical pressure curve for the whole length of pad.
Since the pressures are low in this region of discontinuity,
the actual discontinuity in the theoretical pressure is not so pronounced, and a fair curve can be drawn through all
points. This affect is shown in Figure 5.9, which shows
all theoretical points.
5.5. Aszreement of theory and experiment
Figures 5.9 to 5.12 show the agreement between
computed theory and experimentally measured pressures. As
suspected in Section 4.5, the basic shape of theoretical
pressure remains approximately the same through each range
of tests. The experimental pressures tend to a complete
reversal of this shape. The difference between theory and
experiment at low film thicknesses strongly suggests the

-121-
formation of a converging-diverging film.
For film thicknesses above 2 x 10-3 inches, the
film can be considered effectively parallel. Fair agree-
ment was obtained for those tests where the boundary field
pressure was not very close to the actual transducer output.
The following chapters deal with conditions in
the groove between pads and describe tests and results on
a bearing in which thermal distortion is greater than in
the tests already discussed.

3.76 0
-122-
Theory 8 N
0
[ * —,
"rhCON
.
.../.
.,..... ,--. .... ..,,E W•t% t .
's,
—
%
—
—
\
".... Ie
....-
0
/ \
/ .
/fr
/
/
•
.‘ ....0
4.0
PS.I
20
0
- 2
IIN.
to:0.78
0 THEORETICAL POINT.
0 THEORETICAL. POINT
IS
P5J. 75
0
-10
ao 0
hg1.29,
ION
h:1.03
P3.1.
0
- 20
Th.e..ons 0
0
0 THEORETICAL POINT
Fin.5.8. Correlation between theory and R
experiment 960 PM.

Ex.11.r.
Thew, y
P.S.I. 0
13 N.
hz 6.64
_ Exa. ...... -...,
...s.
- -- ..-
....-... /
2
14N,
hg4.361(103
---- ..... --,. -...„
Extl.C.
-
-.,
The.ork.6 --.. -...._ -
RS,I,
3
0
3
-6
161.4
Iv-Z.93063
_ The-0N -
•••••• - .../ /Exit,
-.., _ _
_ _
-----I ........ ....1
6
PS,1. 3
0
N -3 11:243 x10
-123-
Fig. 5.10. Correlation between theory and experiment 1610 RPM.

20
15
10 P.S.I.
5
0
-5
-10
-124-
_ Thcot
.,................/4 .-- -_
_ --.. ---
Ott. --.... .., ..., ...... --. -- --
17N
h&I•55%10
18N
K21.09)(10-3
30
25
20
15 P.S.1.
10
5
0
-5
-10
-IS
-20
-25
_ Theory
1-
)
_
_ --... ...-
rig. 5.10. Correlation between theory and experiment 1610 RPM.

Pm •
4 P.S.I.
a 0
-a 4
4N
11:3.50
-
_
...L... " '.... .-
-
-•.
•...,, ..., ...•"°'
P.S.1. 4
2
0
-2
-4
N
11:: 2.69
I0
0
-5
-I0
a 1
-125-
3N
4.78 0
P.S.1 GN
h: 2.13
Fig.5.11. Correlation between theory and experiment 2180 RPM.

.t
2-
2
tl.
-
PS,' 23 14.
hr. 4,10
-126-
4
2
0
22N
h=468
-2
-4
Fig. 5.12. Correlation between theory and experiment 3670 RPM.

-127-
CHAPTER 6. Mass and Heat Flow in the Bearing Groove
6.1. General
Two important practical effects are evident from
consideration of flow in the groove between pads. It can
be shown that a considerable proportion of the exit (convected) heat is carried to the next pad- This transfer of hot oil can lower the pad inlet viscosity by some large unknown factor
from the viscosity of the oil being pumped into the housing. This effect constitutes one of the major unknown factors in bearing design today, and applies to all types of oil fed
grooved hydrodynamic bearings.
A second effect of a groove is to impart a stagna-tion or ram pressure at the leading edge of the pad. Sub-
sequent calculations show that for the example of a 12 inch
mean diameter turbine thrust collar operating at synchronous
speed, a ram pressure of approximately 110 p.s.i. is produced
at the leading edge.
6.2. Boundary layer formation
Knowledge of the velocity field in the groove is
necessary for the solution of both the hot oil carry over
and velocity ram effects. As a first criterion it is nec-essary to establish whether the flow is laminar or turbulent.
The outflow of oil from the back of a pad could be considered
analogous to a liquid-into-liquid jet, with the rotor surface being the centre line of the jet of velocity U. Andrade
( 26) has reported that for such a jet, flow is laminar for
efflux Reynolds numbers of up to 30. The majority of oil
bearings operate below this figure. It is also likely that
the flow remains laminar throughout the groove.' The critical
length Reynolds No, Rex for transition from laminar to tur-
bulent flow on a flat plate is usually taken as 10g. Using

-128-
the groove width as the dimension, this value is rarely ex-ceeded in practice. Hence in the analysis, the flow is assumed laminar throughout the groove.
Oil enters the groove (Figure 6.1) with a velocity profile primarily governed by the wedge ratio hi/ho.
Re-roiz.
F7I61.
At some point distant from the pad exit, the standard boundary layer profile will be adopted. If this distance of change to the standard profile can be shown to be very small, then the usual.steady state boundary layer techniques can be used to find the whole velocity field. With this object in view, the propagation of a typical exit protile was found using a finite difference method developed by
Witting (27 ).
Witting's method for propagation of a boundary layer profile
The following assumptions are adopted:
1. The flow is laminar and incompressible.
2. The problem is two dimensional. 3. Viscous forces are negligible.
These assumptions_ lead to the boundary layer equations:

-129-
u 4. v = _ 9 e) 2u 6x ay /0 dx a y2
.?4u , v 0. -57c ay - (dp/dx) is taken as zero in the groove. Expressing the para-meters in non dimensional form:
x* = x/ho y* = y /Re/h, u* = u/U, v' = v die/U
where Re includes the dimension ho, and using the continuity
equation to eliminate v:
u--- au au u 12_ a x by w;.dy = (in dimensionless form)
o eu eu rY 2u a 2u 2 ;14—FT,F).dy u and hence a y2
The right hand side of this equation contains only
derivatives and integrals with respect to y and can be evaluated for a known initial profile. However the evaluation Of au/ ax requires particular care due to certain singular-
ities exhibited by the boundary layer near the wall. At the wall the velocity is zero in both directions due to the
no slip condition and both terms of the equation assume the undeterminate form 0/0. Furthermore, at the wall the inertia terms are zero and hence ( a 2u/ ay2) = 0. Witting
assumes a polynomial for the velocity profile and develops an iterative method for the solution of the propagated profile.
Example
Take U = 1000 in/sec. ins.
= = 2 x 10-3 = 6.65 x 10-6 Reyns.
= 0.032 lb/in3 .
whence Re = 25.

o•c. 0 0./ o 2 0.3 0,4 0,5 biMENSioNLESS VCLocrne
Fig. 6.2. Propagation of an exit profile'by Witting's method.
N G'S I' succ S _wces Divrtk PAD FROM
c% rr %), 'NAP 11.6 11 EsArr 0% % :02
3 to 4 ' Oq S ' G
gla .7 t4 8 ' CI .3° .36 10
.....,_ ........ .........
sultry::: IC C c . , .."-"•,„
Z.% 1 ).• • . . 4 4. ...;,...... PRop 3 ‘°
... ...% %,„%,‘ ,, 4...
4 , 1Z
10
.4%...„.........
4\ .!'` \
• $ ‘
4. %\
12
I0
Co
0
PAD
/ / //
/.0 o.q
FIL
M T
HIC
KN
ESS

-131-
An outlet profile of u* = (y/h)1/3 was assumed. This is arbitrary but corresponds to a relatively large value of hi/ho. Figure 6.2 shows the successive profiles obtained using the finite difference method. The choice of
mesh size was governed by the accuracy required. As the curvature of the profile decreased, larger mesh lengths could be used. The following values of mesh length were used for
the ten propagations:
uo - u3 0.01 (x/h) u3 - u6 0.03 (x/h)
u6 u10 0.06 (x/h)
TOTAL 0.36 (x/h)
Figure (2.6) shows that the final profile, which is almost linear, is reached after the very short distance 0.36 (x/h). This indicates that the standard boundary layer pro-file is formed very close to the pad exit. Since the groove
length is normally at least 100 x h$ the effect of the
particular shape of the exit profile can be neglected.
6.3. Thermal effects in boundary layer
The boundary layer will grow in thickness along the
groove as more static fluid is entrained by the moving
rotor. The layer of hot exit oil will also expand into the boundary layer, but at a slower rate.
TOKUNCIPS vitocMV
PAT) . /....._ —
h r!
1___•_ x 120 -rack
•
/ / /1/ 1111.
14411114AAL To voi OiliS
U
Fig. 6.3. Formation of thermal boundary layer.

•1
-132-
It is shown in standard boundary layer theory, that
the growth of boundary layer thickness over a flat plate is
given by bb 5.0(X/Re)2 where S* = i/h, X = x/h and Re contains h. The value of the coefficient is dependent on the particular polynomial derived for the velocity profile.
The origin of X can be taken as the pad exit. For flow over a hot plate it can be shown that the ratio of velocity and
thermal thickness is given by cr = g/crt = 1/Pr1/3, where
Pr is the Prandtl number c/g/k. The Prandtl number for the
oil used is of the order 3000, and hence cr is generally less
than 0.10. Since at the origin 6.* = dr* = 1, the thermal thickness in the groove may be approximated by:
at = 6 — 1)132,-1/3 + 1.
6.4. Varying viscosity boundary layer
If the rotor surface is assumed to be at constant temperature, there will be a large variation of viscosity through the thermal layer from r to the viscosity of the sup-ply oil 7 s (Figure 6.3).
Since the velocity gradient is maximum in the sur-face region, it might be expected that the velocity profile would be influenced by this varying viscosity which can change by a factor of six through the thermal layer.
A full derivation of the varying viscosity boundary layer is given in Appendix A5.1. The viscosity varies
through the thermal layer in some unknown way which will be partially dependent on the degree of frictional heating in the pad. Two different expressions for viscosity were
assumed, (Figure 6.4.), and the condition a/ a y( rt•au/ ay) = 0

1."6. 2. 3 4-
Flei.G4 Assumed variation of viscosity through thermal layer.
tzu
-133-
i I SOVISC-OLIS
0 MERMAL
L.04%tate. O
RoTDR Su FZFAP-M,
tb
1
I
\ VISC.cetry
114 FLoV4c6C, \
fi 1 \ ' s 0./ Iscpcs
Via?
0 2 4 .C. t-C)
Comparisow,of isoviscous and non-isoviscous velocity profiles.
16
8
4
applied in the thin thermal layer.
It was assumed that this condition, which implies
negligible inertia forces, could be applied in a thin region close to the wall. The corresponding condition for the iso-viscous boundary layer derivation is ( e2u/y2)o O. The solution for velocity in this region was -matched with a polynomial expression for velocity above the thermal layer.
Figure 6.6 shows the derived velocity profiles for = .091 and viscosity ratios of N s 2, 4, 6. For each
ratio; the profile was evaluated for the two different viscosity profiles shown in Figure 6.4. Figure 6.6. shows that the boundary layer thickness increases with increasing N, but that the whole velocity profile is not greatly affected by the choice of viscosity profile,- particularly at lower values of N. It is interesting to note that within the thermal layer, the velocity is not greatly affected by either N or the manner inwhich viscosity varies. This fact could be
extremely useful when considering the thermal transport effects

14h
ah
of toh
pi 0 1- 0 of
6h L
111 4h
4
h
-134-
I
KEY PROFiLE 0 .1)
N = a 0 • 1.4 7_ 4. 0 n 1.4 . co A A
n I • 0
. A
1 !t
•
El
8% el \
\
.
itk •
. 0 A ,ea
... is a .... NA. A Ntx . ..
. .
. • A 0 A a .
0 0.2. 0.4 0.6 0.8 10
INFig. 6.6. Effec trof viscosity profile and viscosi ratio on boundary layer.
-135-
in the analysis of hot oil carryover, since interation between the temperature, (viscosity) and velocity fields would not be necessary.
The derivation of the velocity ram pressure at the extreme leading edge of the pad is described in full in Appendix A5.3. The additional pressure rise from the 450 chamfer is included. A tentative correlation of theoretical pressure rise with experimental results is given in Tables 6.1 and 6.2. The experimental values were obtained directly from the transducer outputs at the start of the nominal parallel film. The correlation cannot take into account the effect of the small thermally induced wedge in the leading edge region described in Section 4.2, since the capacitance transducer was too large to measure this accurately. Such a wedge would tend to increase the ram pressure and hence the theoretical values, which take no account of this wedge, should be slightly lower than the experimental figure.
Tests were carried out with two different groove
widths. The first (N) test series was with an effective groove width of 0.145 inches. For the second (P) series, three
of the six pads were removed, giving an effective width of 1.580 inches between pads.
The agreement for tests with a small groove (0.145 ins
could be affected by the following factors:
a) The negative pressure influence exerted by the viscosity m! wedge in the main portion of the pad.
b) The higher pressure gradient in this series would lower velocities in the boundary layer, thus affecting the ram
pressure.
c) The parabolic temperature exit profile would not be ,
greatly attenuated over this sort distance, giving lower

-136-
Leading edge pressures for radius p2
First bearing: Groove width 0.145 ins.
Theoretical Pressures Test Film Viscosity Velocity Viscous Total Expt.
Thickness Ratio Ram Ram Theory Pressure ins x 10-3 psi psi psi psi
960 RPM. Stagnation Pressure = 1.01 psi
N7 6.78 1.43 0.48 1.16 1.64 0.86 N8 3.76 1.75 0.49 2.15 2.64 1.91 N9 1.29 2.86 0.51 4.80 5.31 2.29 N10 1.03 3.26 0.51 5.35 5.86 2.41 N11 0.78 3.77 0.51 5.97 6.48 5.30
1610 RPM. Stagnation pressure = 2.81 psi
N'12 8.50 1.71 1.18 1.05 2.23 1.43 N13 5.84 2.18 1.24 1.46 2.70 N14 4.38 2.48 1.27 1.90 3.17 2.40 N15 2.93 2.87 1.30 2.71 4.01 2.92 N16 2.43 3.01 1.11 3.10 4.41 2.58 N17 1.55 3.72 1.33 4.22 5.55 3.12 N18 1.09 4.64 1.33 4.99 6.32 4.43
-2180 RPM. Stagnation pressure = 5.15 psi
N1 9.34 2.25 1.98 0.99 2.97 1.22 N2 6.55 2.71 2.13 1.43 3.56 1.95 N3 4.78 3.18 2.20 1.86 4.06 N4 3.50 3.74 2.26 2.38 4.64 2.96 N5 2.69 4.12 2.30 2.87 5.17 2.81 N6 2.13 4.55 2.32 3.43 5.75 2.83
3670 RPM. Stagnation pressure = 14.5 psi
NIS 8.06 2.43 4.65 1.21 5.86 2.03 N20 6.37 2.96 5.01 1.41 6.42 2.96 N21 5.48 3.22 5.19 1.58 6.77 2.62 N22 4.68 3.48 5.38 1.83 7.21 3.86 N23 4.10 3.72 5.50 2.17 7.67 4.27
TABLE 6.1

-137-
Second Bearing. Groove width 1.58. ins. Theoretical Pressures
TEST Film Viscosity Velocity Viscous Thickness Ratio Ram Ram ins x 10-3 N psi psi
960 RPM. Stagnation pressure = 1.01 psi
Total Theory psi
Expt. Pressure psi
2P 3.31 1.29 0.43 2.40 2.83 3.30 3P 2.67 1.39 0.43 2.91 3.34 3.48 4P 1.62 1.54 0.44 4.78 5.22 4.52 SP 0.99 1.78 0.44 7.34 7.78 6.00 6P 0.77 1.93 0.44 8.86 9.30 9.80 1610 RPM. Stagnation pressure = 2.81 psi 11P 9.40 1.25 1.15 0.95 2.10 2.92 12P 6.08 1.53 1.17 1.50 2.67 3.54 13P 3.65 1.71 1.19 2.67 3.86 4.81 14P 2.45 1.80 1.20 4.06 5.26 5.24 15P 1.90 2.09 1.20 4.98 6.18 5.39 16P 1.60 2.22 1.21 5.62 6.83 6.93 17P 1.19 2.47 1.21 6.95 8.16 10.35 2180 RPM. Stagnation pressure = 5.15 psi 20P 5.64 1.56 2.11 2.13 4.24 3.48 21P 4.29 1.76 2.13 3.01 5.14 5.76 22P 3.38 2.03 2.15 3.26 5.41 6.95 23P 2.40 2.37 2.16 4.15 6.31 7.10 24P 1.50 2.65 2.18 6.40 8.58. 9.40 25P 1.27 2.76 2.18 7.28 9.46 13.6 3670 RPM. Stagnation pressure = 14.5 psi 28P d.85 2.27 5.59 1.52 7.11 9.4 29P 4,83 2.52 5.74 2.25 7.99 10.7 30P 3.53 2.76 5.83 3.12 8.95 12.1 31P 2.86 2.86 5.86 3.86 9.72 12.2
TABLE 6.2

-138-
viscosities in the thermal layer than expected. This would
also tend to reduce velocities.
In the second series of tests with a much larger
groove (1.580 ins.), factors (b) and (c) would not be so
effective. The negative pressure influence of the
viscosity wedge is shown in those tests at large film thick-
ness. At tests of medium film thickness were pad distortion
counteracts the viscosity wedge, agreement is good.
It can be seen that changing film thickness has
little effect on the velocity ram pressure, which for design
purposes could be taken as 0.4 x stagnation pressure or
peel ram 0.4/2U2/2g.
The generation of ptessure at the leading edge is particularly important with parallel surface bearings, since
this is effectively the only source of positive pressure when
the film is actually parallel. The leading edge chamfer
is beneficial to lift and could be the main source of load
carrying capacity before distortion takes place to carry the load. A shallow chamfer on the leading 20% of the pad would
assist load carrying during the heating process. Such a
chamfer could be made by hand scraping or by cold forming on
such items as crankshaft thrust washers.
6.6. Hot oil carry over
The complete solution of heat and mass transfer in
the groove is clearly a most complex problem. For a full
solution, a complete thermohydrodynamic analysis of both the
pad and groove together is required, since both systems inter-act. The full details of an approximate analysis is given
in Appendix 5.5. This gives fair agreement with experimental
results.

-139-
The primary assumptions are that the rotor remains at constant temperature and that the temperature profile
at any point can be represented by a simple power law. Fric-
tional heating above the rotor temperature is neglected,'
and the exit oil is assumed to be all at the rotor temperature.
Conduction from the rotor is allowed for.
The predicted values of pad inlet temperature for
alternate tests are given in Tables 6.3 and 6.4. Thermal
boundary layer theory indicates that the temperature profile is nearly linear close to the rotor surface, and hence experi-
mental values are taken as the mean of the pad leading edge and
rotor temperatures i.e. i(to + tr).
The analysis gives the proportion of heat carried
over in the form tm/41t„ where 41t = tr is and tm = pad
mean inlet temperature. For an infinitely small groove, the
factor tm/At would be unity. The theoretical and experimental percentages of heat carried over are plotted in Figures 6.7 and 6.8. These figures show the effect of
speed and film thickness on the degree of hot oil carry
over.
6.7. Comment on results of heat carried over
A most interesting geiteill result is that the quantity of heat carried over is high, between 70% and 95%. Further-
more, this quantity is not greatly effected by speed, film
thickness or groove width. The effect of neglecting any frictional generation within the pad that is higher than the rotor temperature becomes less pronounced with the larger groove, where better agreement is obtained.
Such excess frictional generation would give an approximately parabolic temperature profile, such as con-sidered in Chapter 5, and is largely responsible for the dis-crepancies with the smaller groove.

•
-14C)-
Results: Hot oil carry over
and tm/dt 2 S*
E.-(1-1/2611)al
From solution f:
lT 0.5 + t
0.145
X a f(as cf) = -
Groove length:
Pr.Re
ins.
= a+1
Speed Test Film 3. tm/At Predic/ed Experimental RPM No h x 10 inlet C Inlet 0C ins 960 N7 6.78 .698 24.2 24.8
N9 1.29 .695 32.8 37.0 N11 0.78 .740 39.0 44.2
1610 N12 8.50 .723 '28.6 27.9 N14 4.38 .691 33.4 34.7 N16 2.43 .673 36.6 40.7 N18 1.09 .688 45.2 51.3
2180 N1 9.34 .750 30.7 29.1 N2 6.55 .733 33.0 32.7 N4 3.50 .691 37.6 40.8 N6 2.13 .660 41.0 46.4
3670 N19 8.06 .754 41.3 38.9 N21 5.48 .715 45.5 45.0 N23 4.10 .705 47.7 48.8
Table 6.3. Correlation of predicted and experimental
inlet temperatures. Groove length = 0.145 ins.

Results: Hot oil carry over
tm/41t Predicted inlet °C
Experimental inlet °C
Groove length: 1.580 ins. Speed RPM
Test NO
Film 3. h x 10- ins 960 1P 5.12 .701 28.4 28.8
3P 2.67 .732 30.0 30.7 SP 0.99 .852 34.3 35.0 7P 0.75 .870 37.1 38.1 9P 0.72 .883 40.5 41.4
1610 12P 6.08 .683 31.0 31.4 14P 2.45 .725 34.0 34.9 16P 1.60 .761 37.1 38.8 18P 0.89 .833 41.4 43.0
2180 20P 5.64 .618 31.9 33.0 22P 3.38 .692 35.4 36.7 24P 1.50 .755 41.5 43.5 26P 0.91 .813 45.7 47.1
3670 28P 6.85 .691 41.0 40.4 30P 3.53 .681 43.9 45.2
Table 6.4. Correlation of predicted and experimental inlet temperatures.
Groove length 1.580 ins.

100
90
- 80
of • 70
of
O Go >- 01
so
• 40
30
A • kg:,
3s
-..
6,0*
0-., ••••.. ..... Twit a...
et o 36
13 4153. 044--
0%0
-- =To eGo ,......b, _-.... !Gip
.
Er asP• :=7-0.... Zr.----*
GROOVE VV1OT14
SPEED TNE012.s< . 960 0
MAO A
2160 0
3670 V
0.1451tos
EXPT. • • a • ,
N.)
CPS 077 1,5 2.0 4 M 71-41CKNS it4c3)6,10-3 Fin. 6.7. Effect of speec ana tiim thickness on hot oil carry over,
groove width: 0.145 inches. zr
4.• •

100
90 2
Di so a. 1
1.0 7o 0
oi
4 GO
JU
50 0
40
30
e),„ `-• 960
`'..... '"'.0 '4"4` .....,
•
*"....N%
0 ‘6....i.ko
E.
.., %Ge. -.RI ‘<- ...„,. .....,...
'''''.... I .... q0
p .., ........ ......
•••• o 46..""" -..... .......
..... --...--- -... s--.. -..,
--... '..."
,,......... - --...
— biro6321r
--.• =
.-7
A IZOON E \N 1 DM
Spew) -r-44EDR4 - 960 0
1610 A
al SO 0 3670 V
, .
1 , 660 DNS
GI( PT • • • V
. 5 077 f 1.5 a 3 4 6
8 FILM TI-IICKMESt, INS .4 IC53
Fig. 6.8. Effect of speed ondfilm thickness on hot oil carry over, groove width 1.58 inaes.

-144-
Increasing speed lowers the hot oil carry over slightly, but decreasing film thickness results in more heat being transported. The most striking result is that the attempt to decrease the hot oil carry over by greatly in-
creasing the groove width is quite ineffective. This. result gives justification for the assumption used in the
analysis of both pad and groove that the rotor surface tempera-
ture remains approximately constant. The poor degree of heat
dissipation in the groove is largely inherent from this fact, together with the high Prandtl number of lubricating oils.
Hot oil carry over
the experimental measurement
leading edgVitil the trailing
The leading edge is swept by
thermal layer. This effect
pressure in the rear portion
offers an explanation for
of a higher temperature at the
edge of a pad (Section 4.5).
hot oil deflected upwards from the aids the generation of positive
of the parallel pad.
The degree of hot oil carry over may be found using
this analysis, although the value of rotor temperature for any
given set of conditions remains unknown. Such an analysis
would be governed by basic design of the complete bearing
arrangement.
The rotor runs at a higher temperature than the pads,
and cooling of the rotor is likely to be more effective in
improving bearing performance than cooling the pads. This
would directly increase the pad inlet viscosity and hence the
load carrying capacity. A simple method of rotor cooling
for rotors which run fully immersed in lubricant is shown in
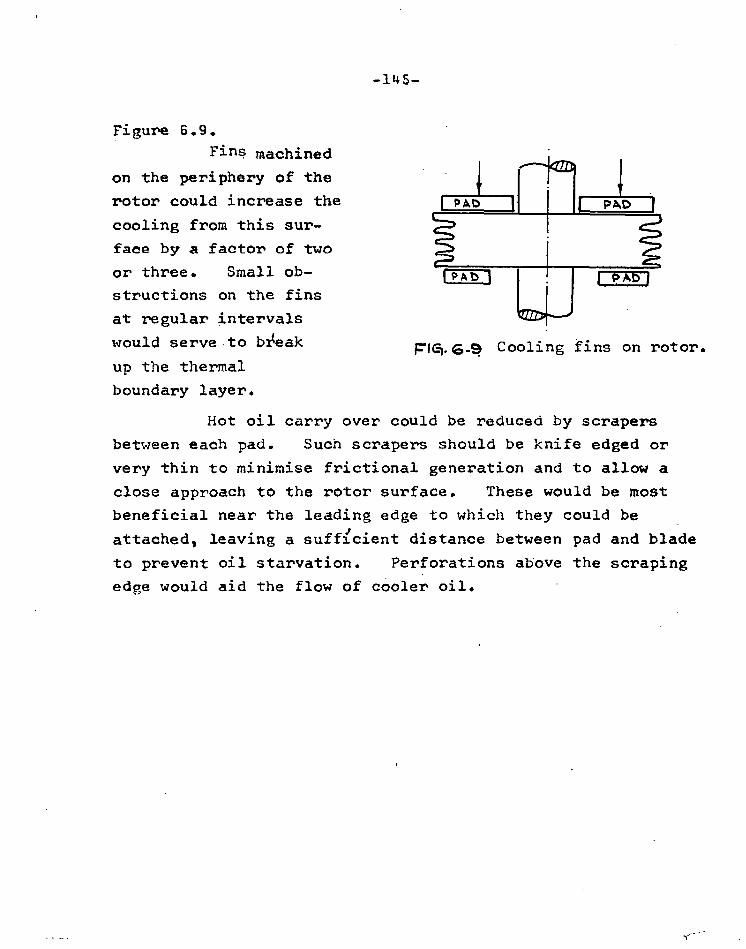
-145-
Figure 6.9.
Fins machined
on the periphery of the
rotor could increase the
cooling from this sur-
face by a factor of two
or three. Small ob-
structions on the fins
at regular intervals
would serve.to bx(eak
up the thermal
boundary layer.
Pet- G* Cooling fins on rotor.
Hot oil carry over could be reduced by scrapers
between each pad. Such scrapers should be knife edged or
very thin to minimise frictional generation and to allow a
close approach to the rotor surface. These would be most
beneficial near the leading edge to which they could be
attached, leaving a sufficient distance between pad and blade
to prevent oil starvation. Perforations above the scraping
edge would aid the flow of cooler oil.

-146-
CHAPTER 7. Second Test Series
7.1. Procedure
The bearing used in the N test series was modified by removing alternate pads. Photographs of this modified bear-
ing are shown in Figures 7.1 and 7.2. The object of the
modification was to increase the temperature differences and
hence distortion within the bearing, and to find the change in
hot oil carry over for a much larger groove.
The experimental procedure of testing and recording
was as described in Section 3.8. Tests were run at four
different speeds.
7.2. Results
The results are given as follows:
Tables 7.1 and 7.2 give general test data, some specific pad
temperatures, rotor' surface temperatures and estimated distortion
The pad surface temperatures were of the same general
form between to and Atb except that slightly different ex-
pressions were used to describe the shape. Figures 7.3 and
7.4 show the two dimensional temperature field on radius (3)
for some sample tests. Figures 7.5 to 7.8 inclusive give the
pressure transducer outputs for each test. Since a useful load
could be. carried (subject to certain conditions), the actual
pressure generated by all mechanisms was thought to be of more
interest than treatment of these pressures to subtract the
boundary effects. However a sample of the generated pressures
and boundary field subtracted is shown in Figure 7.9 for
1610 RPM. Further results or treatment of results are given
during the discussion.

CALCULATION SHEET P SERIES TEST RESULTS NOMINAL SPEED 960 RPM
TABLE 7.1
TEST Ins Speed Ambient Torque Oil Nous- to 4tb t1 t2 t3 t 4 Distortion NO x10-3 RPM press. in.lb. Flow ing ins x 10-6
kt psi gpm inlet
temp°C 1P 5.12 962 29.2 11.7 1.33 25.9 28.1 0.7 28.9 29.4 29.8 29.4 8.0. 8.9 2P 3.32 962 36.5 14.1 1.22 25.9 28.9 1.7 29.9 30.1 30.9 30,1 14.4 14.5 3P 2.68 962 37.3 15.5 1.16 25.8 29.8 2.1 30.8 31.5 32.1 31.9 18.0 17.8 4P 1.64 962 38.7 19.3 1.12 25.9 32.2 2.6 32.5 33.3 34.5 33.8 23.5 23.7 5P 1.02 962 34.4 23.2 1.13 25.6 34.2 2.7 34.4 35.8 36.4 36.6 27.0 27.3 6P 0.78 962 34.1 25.8 1.14 25.9 35.5 2.7 36.7 37.6 38.0 38.4 27.9 29.8 7P 0.77 962 33.5 28.2 1.13 25.8 37.4 2.0 37.9 38.8 39.5 39.8 27.8 31.9 8P 0.76 962 33.2 30.8 1.13 25.8 38.3 2.3 39.5 40.6 41.2 41.4 29.0 32.4 9P 0.75 962 32.7 31.2 1.13 25.8 40.4 1.8 41.4 42.4 42.8 43.1 31.3 37.5
NOMINAL SPEED 1620 RPM 11P 9.40 1620 14.4 12.6 1.41 25.4 27.6 1.3 28.2 29.2 30.1 29.6 11.1 10.7 12P 6.11 1620 26.2 13.4 1.38 26.1 29.5 1.6 32.2 33.3 33.9 32.6 15.4 15.9 13P 3.65 1620 37.5 18.7 1.23 26.2 31.. 7 2.7 34.3 35.6 36.7 35.9 23.8 24.6 14P 2.48 1620 42.4 22.1 1.17 26.5 32.9 3.7 35.2 36.9 38.0 37.2 30.4 30.6 15P 1.92 1620 42.9 23.4 1.12 25.9 34.6 4.6 37.7 39.2 39.8 39.6 37.2 36.8 16P 1.62 1610 44.4 24.8 1.11 26.1 37.0 5.4 38.8 40.6 41.5 41.4 44.3 44.2
617P 1.21 1610 44.9 26.9 1.10 26.4 39. 45.6 41.3 43.3 44.4 440 49.3 5.00 18P 0.91 1610 44.2 29.1 1.11 26.7 41.6 5.2 42.2 44.4 44.9 45.2 50.5 5.29 19P 0.78 1600 43.2 32.8 1.13 27.0 43.4 5.0 45.8 47.6 48.5 486 53.1 57.3

CALCULATION SHEET P SERIES TEST RESULTS TABLE 7.2
NOMINAL SPEED 2180 RPM
TEST Speed Ambient Torque Oil Hous- tl t t3 t4 Distortion NO. insx10
-3 RPM pressFe in,lb. Flow ing 2 ins x 10-6
lb/in gpm inlet temp 0C
20P 5.64 2200 27.4 18.8 1.40 26.8 31.6 2.2 32.7 34.3 35.2 35.0 22.9 23.9
21P 4.29 2190 31.5 19.6 1.23 25.1 32.0 3.0 34.6 36.0 37.3 36.9 29.1 30.6
22P 3,39. 2190 35.6 20.2 1.25 26.5 34.0 3,3 37.6 39.3 40.6 40.1 30.0 31.4
23P 2.40 2185 39.7 22.2 1.20 27.0 37.4 5.2 41.1 43.1 44.1 43,6 45.346.1
24P 1.52 2170 41.2 23.8 1.19 27.2 40.8 7.0 44.2 46.1 47.4 47.4 59.5E0. 1
25P 1.29 2170 41.4 25.8 1.19 27.5 43.2 7.3 45.6 47.2 48.3 48.9 66.868 .8
28P. 0.93 2170 41.3 27.4 1.18 27.0 44.3 8.1 48.1 49.8 50.6 51.4 70.5 71.6
27P 0.85 2170 41.2 28.4 1.19 27.9 45.8 7.8 48.5 50.2 51.4 51.9 72.2 74.1
NOMINAL SPEED 3700 RPM
28P 6.85 3680 17.0 19.0 1.44 29.8 34.8 2.7 44.0 46.0 47.7 47.7 23.5 24.3
29P 4.83 3610 25.6 20.7 1.40 30.0 37.4 3.6 46.1 48.5 50.1 50.6 35.3 37.3
30P 3.53 3680 31.4 22.3 1.34 30.0 40.0 4.9 47.6 50.4 52.7 53.0 45.5 48.1
31P 2.86 3670 34.3 23.2 1.28 30.2 41.9 5.9 49.0 51.7 54.7 54.5 53.8 5559
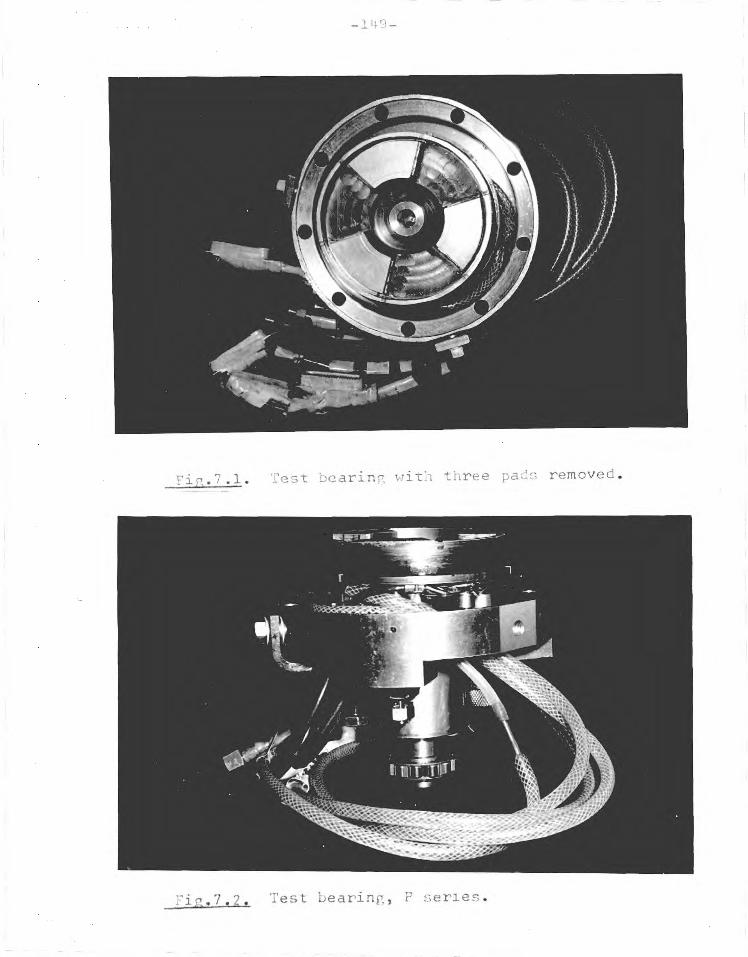
FiR.7.1. Test bearincT, with three pads removed.
Test bearing, series.

12.0° . • • . BA Ck SURFACE POINTS 0
INTEllittisbtottre Polv4T5
U 0
• • • szARtNag ir.lgtpArJa PONTS •
lkcrr4012. ItUAL'-rt0111/44
1Lerre R._
likerett I8P h= cp-se 42
a. 38 2 F-
34 34
30
26 • , ,
Fig.7.3. Pad temperature distribution, 960 and ld?.01oRPUM. aG" °C. 9Go statA as•bsc. 26
9P h
tt

TgERmocOuPLe S TAT toN.S,
SO
4-Ce
1-4 (.11
42.
- 3+
BACK SURFACE PC:ANIT 0
• I SITERMEIJIATE P INT% CS
BEARINGS SLR Pcorrs •
So
31 P 1-1=-2.1ESG
7 Rtrrocz= s4-
42
38
2e3PG.ss zo-roz.-4:7•7
34
•• • • . •
R.0-roll DtRECTIo1J
k
Z ZOO E Pm 2,-7 • 36-7 cb R PM SO° Fig. 7.4. Pad temperature distribution, 2200 and 3670 RPM.
30 30
• • • • •
X 20°

• rt
•
SO
ao
I0
0
PRE
SSUR
E P.
. S.!.
10
.../A
,v. ,;........... -__./ -... ___ . _.,-- „,/
,• ; , , •,„.. -,
IP, h.=.5.12 A 1
(LEAD
...., / ..----...-
ef,---. / ,..----'- -
..,. f
i% • -
i'i ij
2/2: A1=3.31
(TRA4 to
6
4
2
-2
-4
.152
PeE
SSuR
E P.
4
2
O
-2
-4
(LEAD
5
0
5 eY
t 02
- Ps ,., P4"
=P.
r
-10
-3P, Ar.2•61
1.........7- \
if „.....- .-- 4N\ \
/ 1 / 1 ,,, / ‘1 •
\ _,• • ...... I
I 6R /v.077
.\./
Fig.7„5„ Pressure transducer output, 960 RPM.
(map 30
ao
10
0
10
.0e...........N.
/ / ''' - -
\ ..
. 0 / \-
ii N.i
t ...../ .\ ......../ 1.- . -5/3 /7:: 0-99 — I • • A
CLEAli)

/ / e '
.....•".
•• • •••
• I
•••••.•‘
i I
/ /
0--... / \
SI •
1
1 1
/ ,--
•
''. ‘ • 1 ,1 '_• 1
li! .ti
I• i
/ I
, i
. /
..... /---‘. .'
%
, I i . i
lao
ex)
40
0
-So
PATV SWEPT BY TROISIDuC.EZ
-153-
too so Go 4o 20 o
-2o
7 P ht--075
,•• .0 • ‘
/ \
if. •.• 1
/ ....."1. • ..,.......... . %
J .ify•-•• ./
6P h=o75
too
80
Go
40
ao
0
-2o
9 P 11=0772
Fig. 7.5. Pressure transducer output, 960 RPM.

A
. ... 4.. ..... ,...,...
1 ,
1 t
,... .........„._
P h=9.40
\r
„.....),\.1
...----
% ' •N ....../. i
13 P h= 5.65
r N
I
f li
1
1
tf'
/ /
,
...•
\ \
i / i: I; . , .°Th
\
‘`.
J
•,i
1SP \-1%--
\ Vi
i .50
, , \? v 1
/ .
I,' 0
\ 1
)
14.1:5 11=2,4'5 •
.-, . 4
/ / / .
I . \ x ‘ ` 14 , t ti 1 la,
J ,\ 1
I
F ,/ , •
', „ . . . '-t I
Iiiri \ '....."
I
/(P h r•-• V GO
0
-5
to
0
5
5
5
Fig. 7.6. Pressure transducer output, 1610 RPM.
,0
5
0
4
-a
10
-154-
d.
0
-4 10
5
0
2.1) =-G.0

I ki
........ • / ‘
I / /', I '
..., /' , /1
S t
. %
k
k I:
li /
1
• ' \
\
nis
'
•
Go
4.0
0
-2o
18P tt 0.59
.--.
e / / •\ ‘ I 1
I /......,..,
/ i
I / I,1 1 ,ok.
• 1N\
j.v
ft I .
Wt 1;1 4/1/
1 V-.
/
125
l00
75
5o
25
0
-25
- so
PATI-1 SWEPT BY TRA.NSIbucEfe
-155-
-20
Go
40
20
0
..--- /
\.... • / , ,
f1
/
, -- .— ,- . \ ., LA lk
v • .v., ',-...--
17P hff-I•9
19 P h=O.7e,
Fig. 7.6. Pressure transducer output 1610 RPM.

-156-
20P hx5.G4-
f '‘
4 V% ,...41
...,
..._,/
22P h-4 .5.56
, ..... -... N..
A...
/
/
/
)
... .
\ .., /.
.....,
21P h=4.29
I' ti
..... A\ ,,..
rri.
, , v- ..................... --- ---- ) -\ .
/*-\\
/ / ,
/ A 1
/
I
1 I I
I
' 1
' \ \ 1
1 1 a 3
.
I .1
ird
)\ I I i 1 i
i I t
; r--,„
, ,„ *qv/
!„../
to
10
-to 23P h= 2.40
24 P h!1•50 25P kc Fib?. 7.7. Pressure transducer output 2180 RPM.
15
I0
5
0
-5
15
10
5
0
-5
-10
40
BO
ao
10
-10
40
30
0
-5
15
10
5
0
-5
15
10
5
0
-s
Va

..#• •• , / I / ,, It
.. .. . _
I #
/ '
•\
‘ ... t
/ . . • .
. . /,.
kr
/ ..„./.
. . ...te .
2GP hzocil
teN I
/ \
i• - -, 1
1 / // ' •
r /,' •
/,1 / /1
10
\ s ;7 \, ! 27 P h=0.83
100
8o
GO
40
2o
0
-do
-40
100 -157-
80
Go
4,6
2.0
a
-20
-40
—10
-5
0
aelP h.=- G-85 i!
II\ //h.
,,,, i \ ••• 4 .,.•ii
/ • \ "It.
."' ig. ...s.../a
• er ••.' . .......- _...•
3oP h=3.52. A II
0
• r
j_
0--".
i i • '1 '
. . . - - .. ..."•.....4'
i
2P h= 4433 • t
/I 4 .
• _,
\--e---- -••
31P 1.1=. 2•86 n A
rif\\ / : '
i'h•
...._./
2,. Is
to
5
20
'S
10
5
0
-5
20
(0
0
-10 Fig. 7.8. Pressure transducer output 3670 RPM.

4
2
P.51, 4
2
0 -'0
142 h = 2.48 V3P h = 3.65
-158-
-2
4 p h = 9.40
..—
••
p.• •... ....
4... •..a. re. ;,.. •••,.
..% ". / .s. .... .. .... ..' S % \
° , 4. I `% '• c„„ • --• - • , .„,,
...... / .
- \ /
.. s•-..,_....-,
P h = 6.11
..-
- .... ''" ....
‘ ••••• ..... ....
/ .--
/ •
s ,. N'• ..
• .. ............/.......
.N.•
.1. ... •. ... ... •. , 1
.
I
... \. •...„.
I0
5 3
0 -3
-5
/ /
N. N.
i
f - - .... •
\ /.'''..- ...,•.‘
ti 1. % \
1 s..... 1
. \ / ..••••-......
9`
..- -..„. / N
)
/ /
I 4
/ I
/ I
3 /11,/ ' '7, 1
i v.; \ ‘ I . I
I , ‘
a ‘.,'"---.. % \ % k1,,,..11
I.
G \ I
6
0
-3
15 P h = 1.92 P h = 1.62 • Fig.7.9. Pressure generation with boundary field subtracted
1610 RPM

-159-
7.3. Comments on experimental results
The removal of three pads to give greater circum-
ferential temperature differences and greater pad flexibility
was successful in allowing useful loads to be carried. A
larger number of tests werq performed at each speed than in
the previous series, to show the transition from negative to
positive load. This transition is best shown in Figure 7.10
which shows individual pressure transducer outputs as the film
thickness was successively lowered. Subsequent calculation's
show that the maximum degree of convergence produced by
distortion was of the order 10%. This figure could have
been exceeded in the absence of delicate instrumentation.
An analysis of distortion in Section 7.4 shows that
thermal distortion is always present, even in the most
lightly 'loaded' cases, but at large film thickness the
degree of convergence is too small to be effective and the
viscosity wedge mechanism predominates. Although the dis-
tortion alters by a mean factor of only 4 through each series
of tests,reduction of film thickness through an order of
magnitude increases the angle of oonvergence, and the
converging wedge mechanism begins to operate in opposition
to the viscosity wedge until fully positive loads are carried.
Temperature differences within the pad produce a con-
vergingadiverging film with the minimum film thickness
approximately 60% from the leading edge. A change of
the shape of pressure generation with speed is evident from
Figure 7.10. A similar change of shape was found by Neal
( 24)- Increasing speed gives a greater negative pressure
in the trailing section, although the distorted shape remains
approximately the same. This may be accounted for by the
decreased temperature drop in the trailing edge as the speed


-161-
is increased. Such a temperature drop exerts a positive
pressure influence in the trailing region.
This decrease of temperature drop may be accounted
for by consideration of hot oil carry over. The proportion
of heat transferred remains approximately constant with
speed (Figure 6.8), but the temperature difference tr-ts
increases with speed and the leading edge is swept with hotter
oil. Hehce this effect of changing pressure shape with
speed can be attributed to poorer cooling of the leading edge
with increasing speed, rather than better cooling of the
trailing edge at slow speed.
The effects of high local temperature gradients at
both ends of the pad are evident in the slight pressure drop
in the leading region (increasing temperature in direction
of motion) and the more pronounced, local pressure rise at
the extreme trailing edge.
Measurement of distortion
Pad distortion could be found from measurement of
deflection of the capacitance output as the transducer
traversed the pad. Corrections were made for the slight change
of dielectric constant with temperature. At large film
thicknesses distortion was too small to be recorded,
but became easier to measure as the film thickness was reduced
due to the inverse relationship between capacitance and film
thickness. Below a certain film thickness the capacitance
transducers gave reliable estimates of film thickness only
at the leading edge, due to the cavitation
phenomenon mentioned in Section 3.9. Hence only a certain
number of tests in each speed range were suitable for
measuring distortion.
Figure 7.11 and the accompanying Table shows the

DISTORTION VALUES
Test TmaxoC
3P 1.5 14P 2.8 15P 3.2 21P 2.6 22P 2.8 23P 4.0 30P 4.5 31P 5.1
C2 (Expt)
.018
.020
It noisy channel
1
.020 .037
-162-
08 0
tP 2 oc,
04
.0E
I I I I
KE.f 0 C2
A C_3 0 C.4.
..-- -.. .., - — -... ..... -.... r. ., .--- -... .... ---, cs ,---.... ce
A
A •
A 7.7
///°// ,..e./...,
./
Z -:
• 0 . :7
I
CI
I i I 2 4 6 5 A t TEMPERATURE DIFFEIZENCE cc
me x TPROUW-1 TWICKNESS oF PAD
FIGURE 7.11. Experimental distribution of distortion in pad
Distortion ins x 10-3 C3(Expt)(Theory) C4 (Expt)
.020 .018 .017 .029 .030 .024 .038 .037 - - - .018
.027 .030 .018
.043 .045 . .030
.045 .046 .029
.060 .054 .054

-163-
measured values of distortion which are plotted against
Atmax, the maximum temperature difference through the
thickness of the pad. It can be seen that maximum dis-
tortion occurs along C3 which lies closest to the centre of
the pad.
An analysis for distortion is given in Section 7.4_
The calculated values of distortion for radius C3 are given
in Figure 7.11 and show good agreement with experimental
values.
7.4. Theory
Calculation of distortion
Full details for the calculation of thermal dis-
tortion are given in Appendix 6. The strain at all directions
is assumed to be act, or ex = ez = e = x t. Strains
ex and e I which act in the plane of the oil film, are re-
placed by equivalent stresses and the deflection evaluated
for the resulting bending moments. The restriction of
thermal bending of the pads by the remainder of the bearing
plate was found to be small. Distortion for the third strain
e was found assuming free expansion. In general, thermal
bending was responsible for only one third of the total
distortion. Elastic distortions were neglected, since
the highest recorded film pressure was of the order 150 psi.
Ettles and Cameron (28) found that elastic distortions
in thrust bearings were usually negligible compared to
thermal distortions.
Figure 7.12 shows the distorted shapes for alternate
tests. The form of distortion is almOst parabolic about the
minimum film thickness, which occurs approximately 60% from the

-10
TRAIL. 0
10 A 0 ao
40
I 1 11 1 ill
41 .6 •4 .2
P
3e...,....----------''
-71,
9P
LEAD
eGo RPM
1 •8 •6 .4.
2.0 O
tO
m 40
z
Ili
-lo
TR.A‘L. 0 LEAD
Glo la PM 13P
ISP
153P
Go
23P asp
a-7P
• G LEAD
au:a0 RPM
-164-
-20 TRAIL.
10 $ qn 40 Z
z 60
Fig. 7.12. Distorted bearing shape.

-165-
leading edge. An important aspect of these results is that
the distortion is small compared to the film thickness. The
maximum degree of convergence reached was of the order 10%.,
A tenfold increase in distortion would put the bearing on an
equal rating with conventional thrust bearings. Methods
of attaining this higher degree of distortion and of
avoiding the diverging portion are discussed in the
conclusions to this Chapter.
Theoretical evaluation of pressure generation
The general method developed in Section 5.1 allows
for variations ,in film thickness. The solution for pressure
requires the integration of equation (A4.6) for the dimension-
less pressure A , where p = 12 L.,t1B/h2i x x*
and A - m 2.dx* K 1
o cg(x)j
tex)3 3 0.dx
where the variation of film thickness is expressed as
h = h ex). The expression
g(x) = (1 - -- 1—(1.82x*3/4 - 1.86x*) hi
was found to closely represent the distorted film shapes.
The temperatu're variation along the pad was represented by
t
where f(x)
f(x)
Figure 7.13 shows the agreement of these expres-
sions with the mean experimental points for each speed.
These expressions for temperature and film_
thickness were used in the computer programme shown in
= tfo Zitbf(x)
= 1.489x*5/8 - 2.869x*7 for N = 960 RPM
= 1.456x*5/8 - 2.216x*7 for remaining' speeds.

1.0
•Z
TRAIL 0
-166-
----.*NN\
•
.6 •G •Z
•-
4.,..1.489%.-
MEAN EXP. 1bGo "R.PM.
1
Wa
POINTS
,
2•869x.7 _
• —
1
1.0
•5
i(x) .2
TRAIL
-2
—
-1.4
(LEAD) %I
. .
_, , .
..,
0
.
1.456xda ".2'21G1
2200 RPM MEAN ;cot° RPM E%P. POINTS 1.
yx).
0 4
w
1..EAD)oc'
Fill. 7.13. Functions for temperature variation along pad.

N SERIES
Amax = - 10.7h- 2.03
P SERIES
+ 80.3h-2.77
-167-
Appendix A4.4. for the evaluation of X . The solutions of
dimensionless pressure are shown in Figure 7.14.
At large film thicknesses when the film can be taken as
effectively parallel, an overall positive pressure is generat-
ed. This is due to the greater temperature drop at the
trailing edge for this series of tests. This particular
effect has been demonstrated in Figure 5.3.
The increasing effect of distortion is clearly
shown. The viscosity wedge effect initially resists the
development of negative pressure in the trailing edge, but
this is overcome as the distortion increases. The
maximum generated pressure can be summarised for each case
with a power law. The tests for 3670 RPM have been omitted,
since the limiting temperature was reached before any sig-
nificant positive pressure was generated. The expressions for
the N series test results are included for comparison.
SPEED
960
1610
2180
where units
The rapidly
thickness is
h is raised.
is primarily
'thickness.
- 14.2h-1-74 +140h-3-11
Amax17.3h-1.625
+201h-3'2°
of p and h are psi and
increasing effect of distortion as the film
reduced can be seen in the high power to which
A close correlation of theory and experiment
dependent on accurate measurement of film
Amax
ins x 10-3 respectively.
Sample results of film temperature rise are shown
overleaf. Conduction to the bearing solids becomes of
major importance at low film thickness. Conduction limits the
temperature rise to an apparent maximum value at each speed.
At low values of film thickness the proportion of heat
removed by convection can be as low as 5%.

-168-
.6 .2
'X a
.2 -t
Fig. 7.14. Specimen computer results.
.,, sp
. \
..., P G P "s..
... -..
-BP IP
LEAD
ZGO RPM,
, a. .....m..pp OP
• •
/
/ r7P
N ‘ •
• • 1GP •
..... I 4 P ... -.. -4...i..
— ..... Q. P
LEAD
16t0 RPM.
11%104
TRAIL 0
2
TRAIL 0
-2
27c,
/ /
16". 26P\ \ \ A
\
/
/ /
/
/
..." • -
2SP
'—i--417.". N.
\ \
• • • 23P
... 22 P •
•
. -.
'4.... __ ...." /
I
• ,:
•E1 •6 .2 Xfs 0
LEAD
2150 RP.M.
to A -3
TRAIL 0

At 6C 4
2
0
. ..›...si.o2
• 1
960 R P.m. S • 1714‘ -es t
. .... ., .* / --..
N. _
e 2. ite \
. \`
1610 RPM, 41-o
0 . 1.0 8
-169-
1.0 •8 .6 4 •2. 0
Figure 7.14. Specimen computer results: Film temperature rise
Treatment for side leakage
All solutions were for conditions measured along transducer radius (3) and assumed an infinitely wide pad. The same problems for a full three dimensional

-170-
solution apply to this series of tests as for the last
series, except that the additional information of the full
film shape is required.
The side leakage effect was simulated by calculating
the pressure generation of a pad with a slightly converging
film and of finite dimensions. This solution was obtained
by relaxation arid compared with the infinitely wide case to
obtain local side leakage or attenuation factors.
The pressure generation from the relaxation case differs quantitatively from the actual case due to the
additional action of the viscosity and density wedges.
However the same coefficients of side leakage will apply
to each case.
An additional factor is that the areas of positive and
negative pressure changed with changing film thickness. These
areas could be found from the pressure transducer outputs.
Figures 7.17, 7.18, 7.19 show the positive and negative
areas for each test. The equivalent theoretical solution
was obtained by making the pressure on appropriate mesh
points equal to zero. Solutions were evaluated by hand
for the three different cases shown in Figure 7.15.
Inspection of the successive areas of positive and
negative pressure shows that the positive pressure area is
approximately parabolic in shape and of nearly constant length
equal to 0.75 of the pad length. The main change in shape
occurs at the outer edge, the zero pressure contour
expanding to the outer radius as the film thickness is
decreased. (Figures 7.17, 7.18, 7.19).
The pad was divided into a 6 x 8 mesh, and given a

I/ --
-- o6i to4 t-- t ,1/404. k lea
Lot 01.4- 1511'
,
0 tooS lop I o k
to t0 1°1
01- \es--
%.6 ‘13%'-".
1 1
S
-171-
l4"(POT14ETICAL FILM "rt4t0(.14E-S5 tO'
To--
---‘ •
\•••'"
10
to OM* sW aar* 16'
PE*" o$, op
VALUES OF 10 S 2E20 RIACWS Ps
6
i'l.---
--\ ei ---
Nr. , t-
s
oc X •,‘ 10C ZERO RADIUS
• '0 '- '0 0 /0 st,
0 )e. 4 ro
Y -A -r \ k
VALUES OF 'N 4105 B ZERD 1290:AUS C.
0 ---
rig.7.15. Hypothetical film shape. • ToP BC:4•1141)ARY
, KEY
1
01•12..A ReituS A - u 13 ,
,, . c
RANOS RA• ESA
I ZERO -
0 ,,
I
it • •
. /
?
I
I
I
.s tr
I
I
.6 a
I
I L
I
I 0,8
SID
E L
EAK
AGE
F AC
TO
R
.5
rao
•lo
50
bios
443
3o
?-o
(0
O 0.4- o.G. Fig. 7.16. Side leakage factor.

-172-
hypothetical film shape as in figure 7.15. The distortion
was assumed parabolic in the direction of motion, and the
amplitude of distortion was assumed maximum on the central
radius, changing parabolically to zero distortion on the
inner and outer radii. An overall increase in film thickness
of 10% from the inner to the outer radius was superimposed to
allow for dishing of the bearing plate. The assumed film
thickness at each mesh point is shown'in Figure 7.15. The
outer boundary of the positive pressure area was then assumed
to be at radius A (i.e. outer radius), radius B and radius
C. The solutions for dimensionless pressure A are shown
for each case. The side leakage factor for radius p3 is
shown below in Figure 7.16, this will naturally vary depending
on the effective position of the zero pressure contour.
For each experimental case, the mean position of
the outer boundary was found, and Figure 7.16 used to find
the side leakage factor. This was multiplied into the
infinitely wide (computer) solution to produce a theoretical
pressure for the practical case.
Three further points require explanation:
1) A similar solution was evaluated for the negative pressure
area, where the side leakage factor was found to be 0.91.
Since this area was proportionately much wider than the
positive pressure area, the curve of side leakage factor
becomes discontinuous in the region of zero pressure. How-
ever the pressures themselves are low in this region and
the discontinuity of the theoretical pressure curve is
not too great. A fair curve is shown in the correlation
of theory with experiment, Figures 7.17, 7.18, 7.19.
2) The relaxation solution was evaluated using the equation
and methods in Section 6.4.

-173-
3) The effect of boundary pressure around the perimeter of the pad was found using the analogue described in Section 4.4. This was added to the theoretical generation, to
produce a total theoretical pressure generation under the
pad along radius p3.
Correlation of theory and experiment
The theoretical pressure, treated for side leakage,
is compared with the transducer outputs in Figures 7.17, 7.18,
7.19. The contribution of the.boundary pressure field is
included.
In general the agreement is acceptable, particularly
as the theoretical pressure is strongly dependent on the film
thickness. In general Amax K x h-3, hence any errors in
measurement of film thickness are magnified.
The area of positive pressure is larger than that
predicted by theory. This could be due to a smaller trailing
edge distortion, or to the point of minimum film thickness
being further towards the trailing edge. Only in one test,
27P, is cavitation predicted.
The sharp pressure drop immediately beyond the
leading edge-suggests that the temperature gradient is
greater at the leading edge than estimated. In some cases,
This sharp pressure drop radically affects the agreement
of theory and experiment. A similar mechanism is evident
from the sharp pressure rise at the extreme trailing edge.
These sharp temperature gradients over a small distance at the
pad edge could exist without greatly altering the film shape.
This effect, which can only be reliably detected with
dynamic instrumentation in the rotor, probably occurs in all
other types of hydrodynamic bearing with a groove containing
cold lubricant. Agreement with theory is better at
higher degrees of distortion, where this effect at the

-174- 40
0
4o
2.o
0
20 .....
4 47 ei
..•• N
1 _
___ ..... ... ..c.if zi
___
it
GP 1.1= o•781
N /
/
A \
a
iti
i
1.
1
I /
/ 1410 -
--
. -
<1 A.7
Ai
X I 1
$r/ / iA / i
-
; • a .1./
/ / \
lek 4', 0/1 0/ •••.,
1 1 A / •
1••!=- 0 775
40
0
210
0
ao 45P= 0.76
7 P h =0.77 eo
TRAIL.
Fip. 7.17. Correlation of theory and experiment.960 RPM.
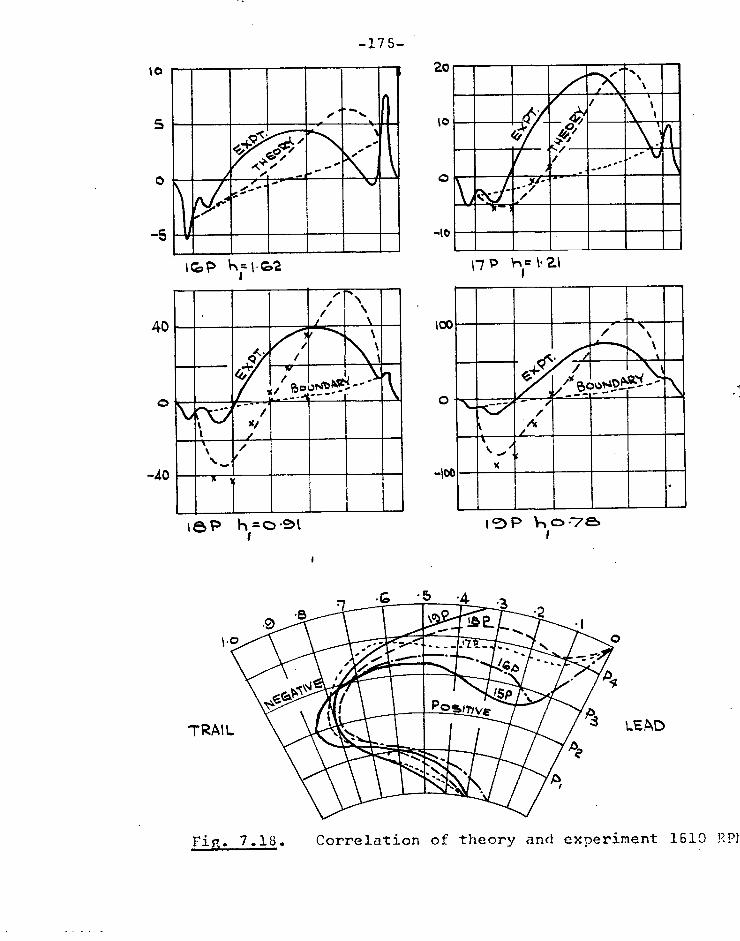
-le
Zo
to
O
40
0
-40
-175-
..- e ... ....
N %
.•• ..,"*.. l*C
7 . 0 / ...e. , 40 -r----
\ 44 I• ...• • .•
....- ... ---
1CoP 1-‘.1.62
I /
\ \ 1
40
74/ i
1 \
i'v V' bouNt...ro ....- t - -
it
/ Iv /
1t • .../
/
x ig
le3P
e...... N I
\
\1
jr „,.•-•0 449
40
4 , A./
/ % 1
%
\ - _ / 4--
17 P Inc 1.2.1
..- ” /
• \
1
t:15fC'/ I bOtbSC)1154.1—
1 tic / 1
\ / ..... IC 1
1 P c) 77
to
5
0
5
100
0
LEAD
Fig. 7.18. Correlation of theory and experiment 1610 RPI

-175-
40
-20
0
100
0
-100
....... 14 / /
• \
/( 6Dr ,. -
e or ./•`.-
2A- P hi- 1 52
.v/ ,010-•-•
axe • \
e Ci. %
1
_,... /
/V /
1 • ....... w
2.00 P h=o•93
/ „Or•-•
X
I I 50'
...... ..- -/
N N._/
/
Jr ri
2S P 11=1- 2.9
, \ lY 4,7 \
\
4r+0
1 -........\
... / /Y X
., /
It .,4
27 P 0-85
10
-(0
100
0
10
Fig. 7.19. Correlation of theory and experiment 2180 RPM.

/ /// // / rIS
P.Iacl. -7-20 Distortion of tongue type bearing.
-177-
leading edge is not so pronounced.
7.5. Practical implications of results
1) From the experimental evidence it is now clear that
"parallel" surface bearings operate by thermal distortion.
This evidence consists of measured values of distortion
(which agree with calculated values), and of the complete
change of generated pressure as the film thickness is lowered.
This process of change is perhaps better shown by the N series
tests.
2) A greater degree of distortion is required for the parallel surface bearing to be on a par with conventional thrust bearings The plain rectangular groove is not very effective in pro- ducing or allowing distortion. In general, a large number of pads is to be avoided since, for a given film thickness, the frictional generation would be lower. This would resQlt in
lower temperature gradients and hence less distortion. The
overall thickness of the pad and backing plate is not
critical, since any gain in thermal bending with a lower thickness would be lost with decreased fibre distortion.
Greater use could be made of thermal bending..
The machining of 'under cut
cooling grooves as in Fig-
ure 7.20 would allow far great-
er thermal bending. The deflection of such a canti-
lever is given by
.42 w 5 12 H Act
max
Although this tongue type,of
bearing could give adequate

-178-
distortion, the complexity of machining these grooves could
preclude its use, since a principle attraction of the
parallel surface bearing is its simplicity. It has been
suggested by Hall ( 29) that Michell pads with a line pivot
do not tilt at all, but operate purely by thermal distortion
as in Figure 7.20.
3) The shape of film induced by thermal distortion is not
optimum, since a negative wedge exists in the trailing
region. This could be reduced by insulating the back of the
pad from the cooling oil, as in Figure 7.21.
4) The sequence of events
during starting is not
yet clear, particularly
when starting under load.
The bearing responded quick-
ly to changes.of load, in
that there was a rapid
partial recovery of film
thickness after an increase
of load.
INSULATIOIX
, , , , , , , f , , ,
FiA."7-21 Insulation, of trailing edge
When starting from cold, the film thickness might
drop to a very low value. This would give high frictional
generation which would be rapidly adsorbed into the body of
the pad. At such a low film thickness, only a small degree
of distortion is required to form a wedge and the film
thickness would consequently rise. The use of boundary
additives in the lubricant would help to prevent scuffing
during starting. The instrumentaton was cons.„sidered too

-179-
delicate to try any transient tests of this nature. The
incorporation of a wedge in the leading section of the pad
by cold forming or scraping would aid load carrying during
and after starting.
5) Since the main criterion of successful operation is the
forming of a converging film by distortion, materials with a
higher coefficient of expansion such as bronze should be used
for the pad.
-180-
Chapter 8. Conclusions
Conclusions drawn from this work are divided into the following
sections:-
INSTRUMENTATION: MODE OF ACTION OF THE PARALLEL SURFACE
BEARING: DESIGN: CONDITIONS IN THE BEARING GROOVE:
FURTHER WORK. •
8.1. Instrumentation
1. Dynamic instrumentation mounted in the moving surface has
several advantages over static instrumentation mounted in each
successive bearing.
2. Piezo electric crystal transducers appear to be suitable
for measuring film pressure from the moving surface. High
crystal insulation is necessary, and the surface deflection
must be very small.
3. Capacitance transducers for the measurement of film
thickness are relatively simple to manufacture and position
but care must be taken to avoid movement from differential
expansion. Entrained dirt and air and cavitation can
interfere with the capacitance signal. An inductance system
would not be subject to these disadvantages, except for
metallic particles in the film, but would not be suitable for
dynamic mounting due to the layer of white metal of unknown
and probably varying thickness. Calibration of dynamic
gauges with the bearing in situ is not recommended due to
possible high spots on the bearing.
8.2. Mode of action of parallel surface thrust bearings
1. Six effects or theories have been put.forward in

-181-
past literature to explain the action of parallel surface
bearings (Section 1.1). All these effects are present in
the bearing to a greater or lesser extent, and contribute or
detract from,load carrying.
2. When the pad is truly flat and parallel, Dowson's pre-
dictions of negative pressure generation (23) are confirmed.
This may be confirmed qualitatively from Cameron's viscosity
wedge theory (10) using the condition that the temperature
rise on the bearing is greater than the temperature rise
on the moving surface.
3. In practice the density wedge effect is small compared
to the viscosity wedge effect, due to conduction to the
bearing solids. The large film temperature rises
necessary for a strong thermal wedge action are not attained.
In general terms, the film becomes increasingly non-adiabatic
as the film thickness is lowered.
4. The pressure ram at the leading edge is significant in
providing load carrying capacity. This could be one cause
of better performance at high speeds.
5. When the pad is flat and parallel, the form of the pad
temperature change in the direction of motion has a direct
effect on pressure generated. The sharp fall of temperature
at the trailing edge to below the leading edge value gives
a positive pressure loop in this region.
6. The change from negative to positive load with decreasing
film thickness has been demonstrated experimentally.
7. It is clear that useful loads are supported by a wedge
film produced by thermal distortion of the pads. Distortion
is always present in an operating parallel surface thrust
bearing. The distortion becomes increasingly effective as

-182-
the film thickness is lowered. Since temperature, dis-
tortion and film thickness are inter-related, (Section 4.5)
For an isoviscous system: p.411-4 approximately.
For a practical system: poch-3 approximately.
8. Temperature, or temperature differences,are of great
importance in parallel surface bearings, since temperature
differences directly affect both viscosity wedge pressures
and distortion.
9. When the pad is distorted and developing an overall
positive pressure generation, high temperature gradients at
each end of the pad still exert a pronounced local
viscosity wedge effect. These local effects tend to cancel
out as far as load carrying capacity is concerned.
10. Salama's theory of long wave undulation (8) is applic-
able in general terms only in that the shape of pressure
generation can vary from pad to pad as a result of slightly
differing individual film shapes. This could be produced
by varying temperature distribution as well as slightly
different degrees of initial flatness.
8.3. Design
1. Obtaining maximum distortion should be the main criterion
of design. In general terms, high distortion results
from large teTperature differences within the bearing. For
a given design high temperature differences (and high
temperatures) can be obtained by operating at high speeds.
2. The converging-diverging film obtained from symmetrical
grooves is not optimum for load carrying. Insulation of
the trailing edge (Fig. 7.21) could reduce the degree of
divergence.
-183-
3. More use could be made of thermal bending effects,
compared to direct expansion. A tongue bearing (Figure 7.20)
would have a high degree of bending distortion and could have
a performance similar to a tapered land bearing.
4. A relatively small number of large radial grooves is
necessary. Kettleborough (13) found the optimum number of
grooves to be four. A relatively large groove area at
the expense of pad area is desirable. A ratio of groove/total
area of 30 - 50% might give the best results. This
requires investigation. Grooves should be at least half as
deep as the bearing plate. This gives negligible restriction
of thermal bending. Deep grooves would give larger tempera-
ture differences. End restriction of the grooves prevents
oil starvation, and maintains cold oil in contact with the
pad edges, increasing distortion. Materials with a high
coefficient of expansion should be used.
5. The parallel surface bearing adjusts quickly to changes
of load, confirming Fogg's finding (2, Author's replies).
The sequence of events in starting from cold under load is
not clear. A taper at the leading edge would aid starting
and load carrying. The taper should be sufficiently
large so as not to be removed by small amounts of wear.
6. With design for maximum distortion an arbitrary design
figure of 100 psi could be used, which could be increased
for very high speeds.
8.4. Conditions in bearing groove
1. A relatively large quantity of heat can be carried across
the bearing groove to enter the next pad. This results in
the inlet viscosity to the pad being lowered by some unknown

-184-
amount from the viscosity of the lubricant supplied to the
housing.
2. The temperature of the oncoming oil is largely dependent
on the rotor surface temperature, which can be assumed appmx-
imately constant. - The negligible effect on heat carried over
of increasing the groove width by an order of magnitude tends
to confirm this assumption.
3. The leading edge ram effect can contribute to load carry-
ing. For design purposes the velocity ram could be taken
as approximately 0.4 x stagnation pressure.
4. Removal of the thermal layer would give a substantially
improved bearing performance, but would be difficult in
practice due to the high thermal inertia of the rotor.Rnife-
edged scrapers (Section 6.7) would remove part of the
thermal layer although partial reheating of the new lubricant
adjacent to the surface would be inevitable. Cole (19)
reported that supplying lubricant to a channel cut in the
leading edge of pad reduced pad temperatures. Rotor temperatures were not measured. Supplying excess lubricant
in this way would tend to deflect the thermal layer.
8.5. Further work
The following suggestions are put forward for
further work.
1. An investigation of the sequence of events during
starting under load.
2. An order of magnitude increase in distortion would give
parallel surface bearings a performance equal to conventional thrust bearings. Research is required into design methods
-185-
of increasing distortion whilst maintaining the basic
simplicity of the bearing.
3. A complete thereto-hydrodynamic analysis of the pad-groove
system. Hot oil carry over is at present one of the major
unknown factors in bearing design.

-186-
APPENDIX I.
BIBLIOGRAPHY
1. "The problem of the thrust bearing". H.T. Newbigin. I.C.E. Proc. V196, 1913-14.13t.II,p.223.
S.Z. de Ferranti, Discussion, p. 253.
J.M. Gibson, Correspondence, p. 257.
2. "Fluid film lubrication of parallel thrust surfaces". A. Fogg. I.M.E. Proc. 1946. V55, p. 49.
H.W. Swift, Discussion, p. 57.
3. "Parallel surface thrust bearing". A. Cameron and W.L. Wood. VIth International Congress of Applied Mechanics. Paris, Sept. 1946. Subsequently published in ASLE TRANS. Vol. 1, No.2, Oct. 1958, p. 256.
4. "An analysis of the parallel-surface thrust bearing". .M.C. Shaw. Trans. A.S.M.E. V69, 1947, p. 381.
5. "The hydrodynamical theory of film lubrication". W.F. Cope. Proc. Roy. Soc. V197. 1949, p. 201.
6. "On the solution of the Reynolds equation for slider bearing lubrication -VI, The parallel surface slider bearing without side leakage". Charnes, A., Osterle, F. Saibel, R. Proc. Roy. Soc., V214, 1952, p. 1133.
7. "On the energy equation for fluid film lubrication". Charnes, A., Osterle, F., Saibel, R. A.S.M.E. Trans V75, 1953, p. 1133.
8. "The effect of macro-roughness on the performance of parallel thrust bearings". M.E. Salama, I. M.E. Proc. 1950, V163, p. 149.
9. "Hydrodynamic lubrication of rotating discs in pure sliding, A new type of oil film formation". A. Cameron. J. Inst. Pet. V37, 1951, p. 471.
16. "The viscosity wedge". A. Cameron. A.S.L.E. Trans. Vol.1, No. 2, 1958,p.245.
-187-
11. "Theory of hydrodynamic lubrication in parallel sliding". W. Lewicki. The Engineer. V200, 1955, p. 939.
12. "Hydrodynamic lubrication of piston rings and commutator brushes". W. Lewicki. The Engineer. V203, 1957, p. 84.
13. "Tests on parallel-surface thrust bearings". C.F. Kettleborough. Engineering. V180, Aug.Sth 1955, p. 174.
14. "Temperature distribution within lubricating films be-tween parallel bearing surfaces and its effect on the pressures developed". W.B. Hunter and O.C. Zienkiewicz. I.M.E. London. 1957, p. 135.
15. "Effect of temperature variation across the lubricant films in the theory of hydrodynamic lubrication". W.B. Hunter and 0.C. Zienkiewicz. Journal Mech. Eng. Science. Vol. 2, p. 52, March 1960.
16. "'A review of hydrodynamic lubrication with particular reference to the Conference Papers". D.G. Christopherson. Proc. Conf. Lub. Wear. I.M.E. London. 1957, p. 9.
17. Authors Replies. D. Dowson. Proc. Conf. Lub. Wear. London, 1965. Unpublished at time of writing.
18. "New charts simplify design of pivoted thrust bearings". B. Sternlicht and E. Arwas. Product Engineering. V33, n8, April 16th, 1962. p. 124.
19. "Experimental investigation of power loss in high speed plain thrust bearings". J.A. Cole. Proc. Conf. Lub. Wear. I.M.E. London, 1957, p. 158.
20. Lubrication. A.G.M. Michell. Blackie and Son Ltd. 1950, p. 126.
21. "New theory for parallel surface'thrust bearing". A. Cameron. Engineering. V190, 1960, p. 904.

-188- 4
22. "A University's research for Industry". P.B. Neal, J.F. Wallis, J.P. Duncan. Engineering. V191, 1961, p. 434.
23. "Thermo-hydrodynamic analysis of the infinite-bearing., Part II., The parallel-surface bearing". D. Dowson and J.D. Hudson. Proc. Conf. Lub. Wear. I.M.E. Paper 5, 1963.
24. "Film lubrication of plane-faced thrust bearings". P.B. Neal. Proc. Conf. Lub. Wear. I.M.E. Paper 6, 1963.
C.M.M. Ettles, Discussion, p. 150.
25. "On problems in the theory of fluid film lubrication, with an experimental method of solution". A. Kingsbury. Trans. A.S.M.E., V53, 1931, p. 59.
26. "The velocity distribution in a liquid-into-liquid jet, Part 2, The Plane jet". E.N. Andrade. Proc. Phys. Soc. V51, 1939, p. 784.
27. "Verbesserung des Differenzenverfahrens von H. G8rtler zur Berechnung Laminarer Grenzschichten". H. Witting. Z.A.M.P. V4, 1953, p. 376.
28. "Thermal and elastic distortions in thrust bearings". C. Ettles and A. Cameron. Proc. Conf. Lub.'Wear. I.M.E. paper 7, 1963.
29. "Some characteristics of conventional tilting-pad thrust bearings". D. de Guerin and L.F. Hall. Proc. Conf. Lub. Wear. I.M.E. London, 1957, p. 142.
30. "Boundary layer theory". H. Schlichting. McGraw-Hill Book Co. Inc: 4th Edition, 1962.
31. "Theory of hydrodynamic lubrication". O. Pinkus and B. Sternlicht. McGraw-Hill Book Company. 1961.
32. "Strength of materials, Part II. Advanced theory and problems". S. Timoshenko. D. Van Nostrand Inc. 3rd Edition,l966.
-189-
33. 4th Report of the Research Committee on Friction. B. Tower. I.M.E. Proc. 1891, p. 111.
34. Trans. Cambridge Phil. Soc. W.J. Harrison, Vol. 22, 1919, p. 373.

-190-
APPENDIX 2. Initial theory
ITT
r a /////// //
e-' t
////1///11/ J 1/11/1/ ..141-11 ROTOR
TR. (CONSTANT)
FIG. A 2-1 Initial assumptions
The rotor temperature is constant = T r
The pad temperature rises linearly from Tt to Tr + La t
The temperature profile through the film is linear
Temperatures are expressed as T = t°C + a for convenience in the use of Sloth's temperature viscosity relation
_ C C
(t + m Tm
For the oil used C = .204, t = °C, a = 12, m = 2.5, = Reyns.
Then bearing temperature TB = T,(1 x A t) B.T1
and film temperature T = Tr - *(TR TB)
/1
T y

-191-
B. ' tx„ A substituting TB) T = Tr h T El - 1(1 - --
Lf,
R TTT
put [1 — —"-td(1 + At)] TR
and och = V
Substituting into Slotte's relation,
C ( A . 2 . 1) - « Y )m Trm(1
now C
Trrn SO
'Z r
(2.2)
( 1 - oc y ) m
(2.2) is an expression for viscosity at all parts of the film.
Pressure generation
Taking the same stress equation12 = y.
2u au or
()2„u mar )u dx (1 - coty)m• ?y2 (1 - °{y)m+1.4) y
Solving for u,
(2.3)
dx L 65,2 ay' cY
Substituting the general expression for viscosity, eqn. (2.2)
u - (1 - acy)n1+2 SIP C 1 ( 1 - 404 y ) m + 1
+ C2
(2.4)
(m+2) a.2 R dx (m + 1)
The constants C1 and C2 can be found using the boundary con-
ditions
at rotor surface y = 0, u = Ul

Q
-192-
at pad surface y = h, u = U2 from which
(m+1)(U1-U2 ) (m+1) [1 - (1 - ..(h)m+2.] dp
Cl = r
L(1 '<h)m+1 1-1n L(1 -och)/11+1-1](m+2) 2R0(2.dx
1 g.2 Cl C2 = U1 -
(m+2) 0( 2 2R dx (m+i)
The integral/ u.dy will give the oil flow Q
Q= rh
0
u.dy h
Q = [ (1 - pc y)m+3
.dxA2 4. C1 (1-0<y)m+2 - C2(1-o4y)
(m+3)(m+2) 0 3/R oc (m+2) (m+1) 0<
Substituting och = V gives
dp 1 _ y )m+3.j dx • 424
3 Tom-I-3)(m0.2)
ci ['( 1- 11)"2 - .4- a 0( [71 - (1 - Y )] co< (m+2) (m+1)
Substituting C1 and C2 gives a formidable algebraic relation which can be reduced to an expression:
Q - h 3 s_12 + h [m(Ui - U2 ) + Ifd (2.5) 12 2R'dx 6-4)
where
0
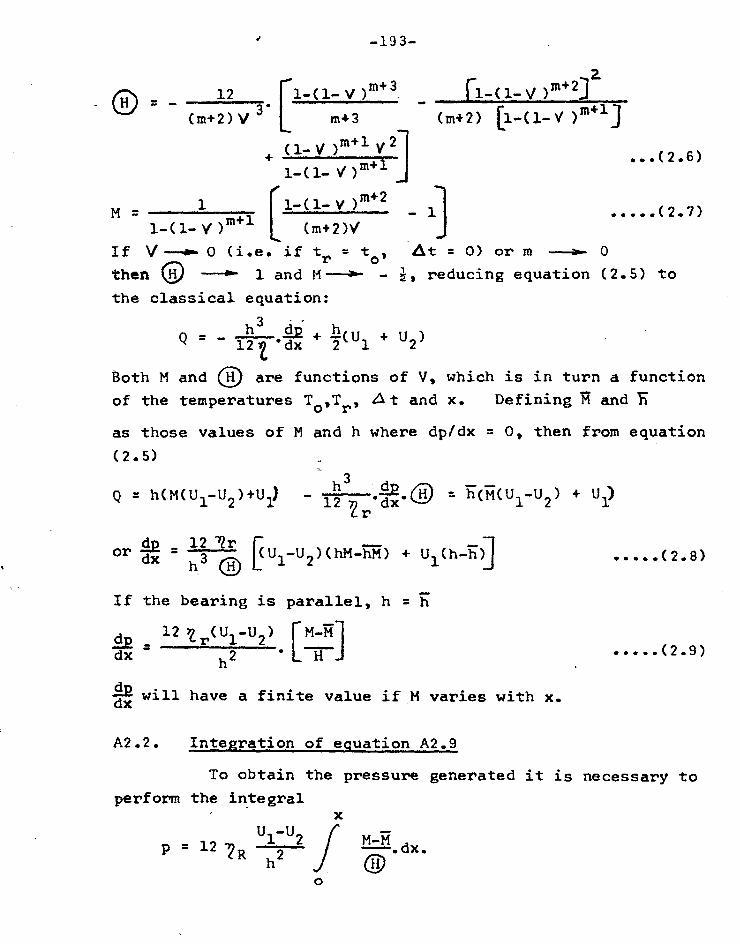
-193-
+
1
v )rn+1
i s
U2)
reducing
•••(2•6)
(2.7)
= 0) or m 0 equation (2.5) to
1•••(1.. V )M+1
1-(1- V )m+2 M
) 1a4.1
If 0 (i.e. then 0 1 the classical equation:
h3
(m+2)V if tr = to, Ll,t
and Pi -
+ S12 1-1(U = - + 12t 'dx 2' 1
Both M and 0 are functions of V, which is in turn a function of the temperatures To,Tr, At and x. Defining 11 and E
as those values of M and h where dp/dx = 0, then from equation (2.5)
Q = h(M(U1-U2)41y h3 aP
12 21:dx. = h(M(U1-U2 ) +
12 72r or IR = dx h3 ® F U1-U2)(hM-hM) + U1 (h-Rd
(2.8)
If the bearing is parallel, h =
12 )z r(U3.-U2) [M-Fi ] d h2
dx will have a finite value if M varies with x.
(2.9)
A2.2. Integration of equation A2.9
To obtain the pressure generated it is necessary to perform the integral
= - [1-(1- V )m+3 11-(1- V )ra+23 m43 (m+2) [1-(1-Y )ff)m+1]
(m+2) V 3. 2- 12

U -U TrB Then p = 12 1h22. At
vo
-194-
Now M and 0 are functions of V where
_ x Lit) Tr IPT1
TB- so dx = r .dV
At
The limits of integration are:
when x = x v = v
; whenx= Ov= 1 - = v
Tr 0
V =
or p = 12 U1-U2 TrB.
where A is a pressure parameter
A= r 0
dv - 0
or A = J1 - 2
13 may be determined from conditions at the end of the pad since p = 0 at both x = 0 and x = B. The integration was too
cumbersome to perform analytically, and use was made of the
Weddle six strip formula for numerical integration:

-195-
I = 177;2 5fl f2 ef3 f4 * 5f5 * f J where f represents the function to be integrated. This numerical formula is most accurate, the errors of the 6th dif-ference being at the eight or ninth significant figure of the evaluated integral. The integrals were evaluated to seven significant figures. Now
x /it v = 1 - -- L(1 + Tr 6 T 1 and varies between the limits:
when x = 0 V= V = 1 - Tr
Ti + pt.
x=B V = 1 ( R
Hence V decreases linearly with x. A typical experimental range of V is from 0.2( V 0) -'''411' 0.1( V B).
1 Values of® and6lwere evaluated for
= 0(0.01)0.10, 0.10(0.02)0.20, 0.20(0.05)1.00
and the integrals Jl and J2 were evaluated in each case from v = v to v = 0. These integrals were used to find the value of A for different spans of V (i.e. V - V) for a range
of different starting values ( V0). Table A.1 shows a range of values of MI® , V® and the corresponding integrals
J1 and J2 to v = zero. Sample values of A for v = 0,
vB = 0.20 are shown in a fifth column. The values of X are negative, giving a negative pressure generation. Figures 2.2 and 2.3 in the main text show the variation of local film pressure for a wide range of the parameters V/ 0 and ( vo - vB). For small values of ( V - VB) the pressure
generation is nearly parabolic in form.

-196-
Table A.1.
negative
1 V o
negative
J1 J2
v = .20--4P- 0
x 104
(neg.)
0 1.00000 .500000 .0000000 .0000000
.01 1.01255 .507766 .0050388 .0100628
.02 1.02553 .517103 .0101606 .0202524 4.361
.03 1.03843 .525859 .0153768 .0305725
.04 1.05207 .535013 .0206784 .0410232
.05 1.06534 .544031 .0260793 .0516137
.06 1.07999 .553901 .0315605 .0623329 10.540
.07 1.09468 .563870 .0371587 .0782159
.08 1.10918 .573828 .0428386 .0842255
.09 1.12592 .585045 .0486360 .0954042
.10 1.13981 .594862, .0545370 .1067395 13.124
.12 1.17200 .617099 .0666550 .1298393
.14 1.20534 .640353 .0792191 .1536090 11.539
.15 1.22294 .652638 .0856995 .1657782
.16 1.24051 .665012 .0922668 .1780588
.18 1.27633 .690483 .1058781 .2033162 5.031
.20 1.31671 .718904 .1199007 .2291547 0
.25 1.42359 .795596 .1577449 .2976279
.30 1.54591 .884721 .1996,868 .3717708
.35 1.6871 .989089 .246497 .4525315
.40 1.85434 1.113949 .2989567 .5409687
.45 2.04289 1.257704
.50 2.26911 1.431735 .4254442 .7457726
.55 2.53771 1.640881
.60 2.85917 1.894033 .5900459 1.0005084
.65 3.24602 2.201979

-197-
TABLE A.1 continued negative negative
1 M J V ® ® 1 J
2
.70 3.71431 2.578530 .8116838 1.32E9769
.75 4.28276 3.040025
.80 4.97274 3.605318 1.1170668 1.7567163
.85 5.80362 4.292248
.90 6.79952 5.122304 1.5484769 2.3395698
.95 7.96140 6.099260
1.00 9.28125 7.21875 2.1611595 3.1388640

-198-
Appendix 3.1. Test Oil Data
200°F 250°F 100°F 150°F
Thermal conductivity 0.079 0.078 0.077 0.075
B.T.U./ft.hr.°F
Specific heat 0.44 0.47 0.50 0.52
B.T.U./11).°F
Dielectric constant 2.256 2.215 2.178 2.138
2.3x1013 Resistivity 3.5x1013
ohm cms.
'2.4x1012 4.7x1011
Density .0313 .0307
lb/in 3
.0300 .0292
Viscosity curve shown overleaf

-19 9 -
AS
40
tr? 35 2 >••
of 0 so
U
25
3 20 f)
15
I0
5
0
Go 70 ao 30 .40 TEMP,
Fin. A3.1. Test oil viscosity.
Sd

• P I a P2 o P3 •
a
00/0.
. .
. "
I./
.."'" .
4
0
3
0
4
3 IA 1-• 0 0 0 4-
2 'rft-
.J 0
O
.200-
5
50 100
1 5 0 Zoo 25,0 500 350
P.S.I.
o P4 • ps
o
•
•
•
.00
i
50 100 IS0 Stoo 2.So 3O 350 Fi5z.A3.2.Pressure transducer calibra-
tion.

-201-
1
Wes( • •
, . I yv • LINE 0 ---
-14 60 -- - - - - - 6o }\
i• \ A ,\A
ACCEPTED COIZVE
0 V +
+ /Q0 SI-IIMMED
\'',..\ ` \\ \, •\
k......'. . **•••„ -..,-..,. -..A -- - -
--, -- -. _-... _
CI
I0
8
6
4 LL 0
a 2
0
AN k.IL1412 POSITIoN OF TRANSDUCERS
2 3 4 5 6
FILM THICKNESS )410
10
1) a 4
0 a 2
0
i • 11:2\r \`. \\\
‘\. wk• CURVE ACCEPTED
.44.0
a
Ns:•• lt.., ..--..
-...
C2
I 2. 3 4 FILM It•-,1$1(10 Fig.A3.3.capacitance gauge calibration.

a CII 4 IL 0 V
4
2
10
8
0
10
8
0
-202-
&
' ... CURVE•
_..
ACCEPTED
'....7"...... ........
......„,.. ------......
C3
o
2 5
F Kis.% Ti4tC.K.14E-SS t hicU ES x 103
d .\* t . \d. V
\iks
AC C.UIZNE
cEPTED
\ .4.,k \`‘.
.
\• No • %.4 Ill -
s.--. Iii ..... --
a
C4
3 4. 5 FILM T4itcKNEss iNsicioS Fig. A3.3 Capacitance
gauge calibration.
P I C
o F A
RA
DS
4
2

A
4 IL 4 0
10
8
IO
8
2
-203-
•
\ .
\ \ N C-LiVJE.
ACCEPTED
N \ .
A%• %*--........
..... -..,A
Cs
a 3 4 FILM Ti-IICKNIESS NS 0/
CALIBUATtot4 uSE WITH
C.t.)12•IGS FIRST TEST
Pai2 SWAIZNei
KEY Cl Ca
C3 C4._
— — — cs ______
c3
CI NA
\ -
....,N: .......4p6it
2 3 FILM TI-Itc.Kniess INS Ictos
Fi ci.A3.3. Capacitance gauge calibration.
PI c
o FA
RA
DS
4.
2

2s
ao
a
S
w tf. cr
to 2 w
ol
0 1- 5
0
•
Rotor thermocouple calibration.
KEY A P PENDN • MGNILSRION4 R.OTOR, A 141EATINI
• COoLIMail AIR REF
3- 4 TEMP=
TEMP-1'0'84S [4 Mrs+ 0-4(REF TEMP -16g
A
•
• •
• \'‘
•
. • .
. •
• .
5 l0 IS Zo 2s so (Zo-rosz - Ref) R.EANNG = A DA PLOTTED AS pl,+ O.4 C TREF- is)
35

/ / / / ///Tr
-205-
APPENDIX 4. Theory
A4.1. Setting up
FICA. A4-I . Film tempera- tures.
Initial assumptions
The rotor temperature is constant = Tr
The pad temperature rises according to the polynomial
Tb = TI iltb(138x5/8 - 1.82x8)
The temperature profile between Tb and Tr is parabolic.
Temperatures are expressed as T = toC + a for convenience in use of Slottes temperature-viscosity relation:
(t + a)m -Tm =
.10

-206-
The temperatures within the film are shown in Figure A4.2. The maximum temperature rise Q t occurs along the centre of the film. It is necessary to have an expression for viscosity at all parts of the film before applying the stress equation.
A4.2 Film temperature profile.
Now T = Tr - y/h(Tr -Tb ) + att(4y/h- 4y2/h2) where LItt
At - i(TEr t)
Rearranging
]
lit - 2Tb + 2Ti )
TB-4 6t-2T L ) Y.—( 2 4
T= T [1 - 1(1 + r h Tr h 2 Tr T ' ' y2] 1 b ; 4 tit - 2T4 ) or T = Tr [1 - acy - where 0 i =
h"'-'0. 4' --- m
• Tr
4 A t 2T + 2'1' Hence as in Appendix 2
/r - (1 - acy -7 2 )m
and
= 12(
4) h Tr ...(A4.1)

m - 2$y) m E r( 0e + 2A y) (1 04 y /3y2)M+1 - (1 - y y2 )m+1
-207-
Substituting for '? and 47 in the Stress equation
.1.2 _ _ 2u u dx a y
stp . t r v 2.,"
m 2 r( co' + 2P y) u 2
+ .. „ (A4.2) dx (.3._ ocy,_ /,3y2 )m• ay (1- of y ... /3 y2 )m+1* ay
Solving for velocity u
- 11.2 ‘1 1, dx•Y + C1)(1 - ce y- A y2 )Mdy + C2
2 Taking M = 2 and expanding (1 - 0( y - A y. ) 2 gives
uZr dx = 1_12(1_2_23.y 3ee + y4 ( =„2_2/3 ) 50e/c3 .y6/32)
, 2 1 3 2 „ I 4 n Ty + C1ky-y + —y ( pc -2p ) + y cp + 5 /3 2 ) + C 2 3
The integration constants C1 and C2 can be found using the boundary conditions
y = u = U1 • y = h u = U2
putting = 8 = (1 + Tb 4 At - 2T1
Tr
4 „elt - 2Tb + 2T1) h2 = = T

-208- Then
(121,V2Q41(n2 26142nA 1.,(23 -fr(U2-111) dx- 7 4'- - ' 3-- 6- C - I 1 2 i 1 2 .
h(1-6,+-3(fi -26)+2G6*- ) , ..G.4-1(2-26)+106+16.) 5 3 5 C2 x U = 'r 1
The integral u.dy will give the oil flow Q
h Q = f u&dy
0
FiR 1 [.. 3 1 4 1 5 2 dx. -172Y 2*( bc -2/3 )4.13--6762a. +714-2.17
h
/3 2 111 o
1-2-y Co< -2N+rdy 20e/3 +-arly /3 0
1 4 2 5 6 a + ]h h
S.12-113r-6 20 .44.2-(g2- 15“ 2.1,)+190 dx T +
1 1 1 1!---01+--(02 -2(0+-06+1 + C1h2 31 12 10 306 + C2h
Substituting C1 and C2 gives a large algebraic expression
which can be expressed as
h 3 .12 - 12 2 r•dx*-`1
where
+ h 1 - U 2 )M
1 1 2 -26)+11.4?“4762) 0 = -12 (t--68+7017(0
(i-40401-26)+496462)(i-443+1-7(9?-26)+7+4562 ) (1-01+ 3((02-26)+i864462 )
...(A4.2)
7r
TrQ
1 3 2y2 -1,-57 24x
426
2y

flow Q. Put
Ul = U, U2 = 0.
(T) m , 122r.dx• +/ohU(1 + M) = /31J(1 + F)
-209-
M = (1 - 1 -9 + 12 (0
2 - 26) + 1-1096 + 10 62) 3
(1 - 1 + -(92 1 - 26) + i06 + -62 ) 3 5
To incorporate the effect of density wedge the mass flow
m = /0 Q must be taken as constant rather than volumetric
when 2 = 0
12 7rU a „, ="1 - + 17) 0 h2 fah
...(A4.4)
whence 5_12 dx
allowing h to vary with x, put h = h1 (1-d.f(x)) or h = h1 g(x)
where d 6 h1
...(A4.5)
)(
h1
2 [I x'
(x)]2()dxt_ e Le x), (l+m) r 1
3 dx] j 1+M r
o
x'
P = 12 DUB
[ (x)..1 /410 -1
...(A4.5) where x' = x/B.
The constants i;[(7,q (1 + I-71) = K may be determined
by assuming p = 0 at x = B. Before Q, 6 and hence M, 6H can be determined the frictional temperature rise Lt must
be evaluated.
A4.2. Frictional generation and conduction
The shearing of the oil film will produce a pro-
gressive rise in temperature in the x direction. Some
heat generated will be conducted into the bearing solids,
the remainder will be lost by convection. The heat losses
then

-210-
affect the viscosity which in turn affects the heat generated.
a. Heat generated
Work is done on the fluid by the shear stress r and the fluid either does or receives work against the pressure
gradient dp/dx. Since the pressures generated are comparative-
ly low and operating viscosities are generally high, the flow
work term is less than 5% of the first, using typical figures,
and is neglected.
Heat generated (Q =
For unit width dQ = dx U tr -1) x * hJ
x'
Qx BU2 ,)( BU2 .' hJ Lx dx 2 hJ mean.x ...(A4.7)
The heat generated at x = x is dependent on the pre-
vious viscosity, considered as 7) mean. Calculations show
that '9 can be taken as .2 m = x 4- 0.43( - )2!x) with mean 2
an error of not greater than 2.5% between Lit = 0 - 15°C.
b. Conducted heat
Referring to Figure A4.2
aT
il
4 At, Effective gradient at pad and rotor = ---1 ay y=0,11 h
a Heat conducted dOcond T k.2 dx.-45.-5 = 8k.dx. LI-0/h
from film -
put x' = x/B and assume At' = x'.( L t')max
= 8kB'At'maxxdx dQcond

-211--
Then total heat conducted from film between x' = 0 and x' = x'
Qcond = 4kB Atimaxx 42:/h ...(A4.8)
c. Convected heat
The difference in convected heat between x' = 0 and x' = xl is:
Qconv = [1 2(Tb +T r 3 ) + At' - i(To+TRd 2 /
At' mad
then
Qconv
d.
since TB =
I 421-11. C
To
2 .
+ AtB.f(xl)
AtB .
f(xt) 3 2
Heat balance
...(A4.9)
Heat generated between = Heat lost by conduc- + Difference in
x' = 0, x' = x' tion between x' = 0, convected heat
x' = x' between x' = 0,
x' = x'
whence
liAttmax)02 le /3Uhc [
[ At f(x') + 2x'41t' = BU
2k + B 3 max] hJ 'me and h 2
*
Rearranging gives an equation for 4 t'max
'max.Lx2 41tBf(x') max 3 K ymx' ...(A4.10)
where L and K are the parameters
L = 8RB K - 21th Q r.
/olUh2C Ah2JC
K is the adiabatic temperature rise and L approximates to the
ratio conducted/convected heat. Now 2m = 0.572 x + 0.43 ?0
will itself be affected by Z‘tmax and hence must be expressed
in terms of this variable. The viscosities 2 x and 9 so are governed by the mean temperatures at x' = x and x' = 0
respectively. These temperatures are:

-212-
• 2 T, Tx(mean) = 1(Tr+Tb) +ti Tr
+.,) 4 2 Tr Lit
TI ]To(mean) = 1(TI+Tr) = Tr [1(1 + T-.) r
Using Slotte's temperature-viscosity relationship
Zr. 2r lx - -T
$ II = C
r 4. _1 ) + 2 3 T
.411 M Tr r
The solution of equation (A4.10) for At' is max dependent on the power of m in Slotte's relation. Taking m = 1 will give a quadratic which can be solved for an
approximate value. This value can be used with Newton's
method of approximations to solve the cubic equation when m is
given the value 2. The use of m = 2 gives accuracy over
a wider range of temperature. Expressing Slotte's constants
P(1 +T m
TR
Cl C2 (t°C + a1)
1 (t°C + a2)2
1, equation (A4.10) can be rearranged as:
_ (B2 - 4AC)1 2A 2A
= [.667Lx3 + 0.44x dropping the points
as
F
For m =
•Lltmax
.where A
B = (tr+to+2a1+f(x)iltB)(05Lx2+0.333x)+1xLtB T f(x) 287Kx2 3
/(1+—T1) r.
[
1 Ay c,_,_0.430Kx 4. 1-1 "8"" i To
(1 + -f--) r
%Et
C =-(tr+to+2a1+f(x)atb
0.570KxTr
This solution will give an approximate value of be refined by Newton's method of approximations.
states that if ax3 + bx2 + cx + d = 0 and x1 is
max which can This method
one known

f(x1) X2 = X1 f( 1) ...(A4.12)
.6tn+1 =- n 3M(GIt)2 + 2B'a t + C' n . n
A'(4tn)3 + Bt(6tn)2 + Cl6tn + D' ...(A4.13)
-213-
approximate solution, a further approximate solution may be
obtained from:
Each further solution may be used in equation (A4.12) until them is satisfactory convergence between xn and xn+1. The solution
of Atmax i in equation (A4.10) for m = 2 may be expressed as:
where ,
A' = 2 [Lx4cr + 3-lc3 0-1
B'1 = [-J,c3V + 141tB.f(x).cr x2 + 2 -ax 2 V - 0.43Kx3or/ id
C' = [Lx2f + I AtBf(x) V x + 3x4E - 0.43Kx2 V /
D' = [i AtBf(x)E - 0.57Kx 0.43Kxi/ /4d
where
C' = 4 9T 2 r
T
Tb 2(1 + --)/3Tr r
T132 Tr'
1(1 + T-2) 2 r
Three iterations were found to give convergence
within 1%. The computer programme contained instructions
for eight iterations. The centre line temperature rise 41t
is required. This may be obtained from at' max
tp
E = 4(1
=

-214-
Lit = x1 -41trtnax At6f ( x ) ...(A4.14)
Knowing 41t, Q and 6 may be found and hence M and 0 , allow-
ing a solution for pressure by the integration of equation
(A4.6). For parallel films the film thickness function g(x),
where h = g(x), may be taken as unity (Equation (A4.5). The
variation of density with x is required. The density-
temperature relation for the oil used is
= 0.03190 - 2.461 x 10-5(t°C - 15.6) lb/in3 ...(A4.15)
where tm = mean film temperature at x
tm = 2(t1 + tr) + 17-.41Ib.f(x) + iilT ...(A4.16)
A4.3. Solution
The solution for pressure requires the integration of
equation (A4.6) for the dimensionless pressure A , where
p = 12 zrUB/h1 x A and
x' : x'
A . 1 + M
[g( xi.3 2.dx' K I 1
[g(x)] 3 p0 .dx?
o o The constant K was found by integration between x' = 0
where A = 0. The six strip formula by Weddle was used (Section A2.2). Each integration requires the solution of
At at seven equally spaced points, giving Q and 15, and
(Also g(x) for non parallel filmns).
A was evaluated at x 0(0.1) 1.0 for each experimental case.
The computer programme for the Elliot 803 is given
in the following pages. The input for each case was:
thence M,

-215-
D(J) tr D(J + 1) A tB DCJ + 2)
+ 3) a1 D(J + 4)- a2 + 5) d D(J + 6) L D(J + 7)

-216-
A4.4. Computer Programme
SETS J11;1-1NLil SETV A(6)ZC1)PQ3(9)CD(312)E(9)F(2)GC16)RT(7)U(7)SVC6)WC2) SETT SQRT SE 17', 21 17)TITLE
• VISCOSITY WEDGE PLUS THERMAL WEDGE PLUS TAPERED WEDGE CUTAWAY 1)J=1 4)READ D(J) J=J-1-1 JU:IP UNLESS J=3 1)L4 J=1
15)H=5 11=0 L=0 1=C 2)CYCLE A0=0:.166666667:1 SUDR REPEAT AO JU1IP 510 6)1=0 CYCLE A0=0:.01666667:0.1 (Set cycles of x in steps of SUDR 5 1/6th) REPEAT AO JUiiP L10 7)1=0 CYCLE A0=0:.03:333333:0.2 SU R 5 REPEAT AO JUMP G10 6)1=0 CYCLE A0=0:.05000000:0.3 SUDR IZEPEAT AG JU,,P 5)1=0 CYCLE A0=0:.06666667:0.4 SUER 5 REPEAT AO JUiP 513 10)1=0 CYCLE A0=0:.03333333:0.5 SUDR 5 REPEAT AO
JURP 018 11)1=0 CYCLE A0=0:.10000000:0.6 SUER 5 REPEAT AO JUHP G13 • 1?)1:=0

-217-
CYCLE A0=0:.11666667:0.7 SUUR 5 REPEAT AO JUI:P L.,13 13)1=0 CYCLE A0=0:.13333333:0.3
5 REPEAT AO JUNI' 013 14)1=0 CYCLE A0=3:.13000000:0.9 SUBT-', 5 REPEAT AO Ja.P L10 5)01=AO'AO 02=1:31eEl B1=82 ,81 D1=51*A0 52=Sf]Ri AU D3=ST B2 (Evaluate 03=SRT B3 f(x), pad 03=033 *B2 temp.) „Ulf) IF i' , 9L20 01=2.86931 D3=1.410933 C=33—B1 JU1:P L,21 20)D1=2.216<-31 B3=1.456*83 C=63—B1 V 21)Q0=DCJ)+DCJ+1) A2=2e;DCJ-1-4) Q0=CIO — A2 Ci 1=DCJ-1-2)*C Q2=q0-1-Q1 C,O=A0A0 G3=Q0*.5 Q3=D(J+7)*Q3 (214=A0/3 Q3=C3+eg c13-ci3',tcl2 c5=0,4tel 1 c3-Q3-1-015 15=Q0*Dc3-1-3) Q5=.287tcZ Ci6=DCJ) —D(J-1-4) Ci7=DCJ+1)—DCJ+4) CiO=CIOM Gi 8=i+Q8 Q3=.50Q8 Q5=Q5/Q0
Q4=. 25*C-1 1 Q5=A0*D(3=3) Q5=.43*Q5
4 (Find variables .10 5130,C' for At'
max,
Slotte m=1)
GO=2*Q3 -- Ct5=g5/Q3 Q4=CR4 —Q5 Ci4=Q4*Q2 . c,s6=Ao*G7 G6=Q6*6(3-1-3) Q6=.57.Q6 G4=Q4 —G6 05=00*A0 G5=Q5*Dcd4.7) G5=.667*G5 Q6=.444*00 05=05+06 Ci6=4*G5 Q6=q6-q4
Q7=G7—G6 Q7=SQRT q7 Q7=Q7/Q5 Q7=.50Q7 Q6=G3/Q5 q6=.5*Q6 Q6=G7—Q6 E9=c16 U=DCJ1-1)+DCJI-5) M=Q0*Q0 Q1=9*G1 G1=4/Q1 G2=0(3+2) *C G3=DCJ)+0(3+5) Q-4=Q3-1-02 C-15=Q4/Q0 Q5=14-C-i5 cl6=2. ,,Q5 Q7=3*Q0 c6=c16/Q7 G4=Q5e,Q5 04=.25*Q4 Q7=c13 /GO Q7=14.Q7 G7= 0,7 ci7=Q7*G7 Q0=AO*A0 Ci3=Q0.6 A0 C-15=Q0*Q0 Q8=Q5*G1 U=Q3 4sOCJ-1-7) Q9=C13 0G1 Q9=.66666667*G9 08=Q3-1-C2,9 0;9=0,3 *0,6 0,9=0,9*0(3+7) C;10=.5,02 Q-10=Q101 Ci10=C.10*Q0 C,11=0,0 *0,6 Q11=.6666.660*G11.
:(First value be
max
(Find
1\
G 12=.43-1-j) 6il2=C112,:'Q3 Ci12=C;12Cil C'; 12-C'
rr
0,9=11 C9=6i9-C 12 MO=DCJ-1-7)0,0 C;10=010 ; C4 C1 11=.500,2 Q11=Q11,;,Q6 (Find
-Q11=1-111*A0 C e sp i for
Q12=C-1,4*A0 refinement of
Q12=.66666667112 t'max) C113=.43DCJ-1-3) C-113=Q134'u cil3=Q136 0,13=13/c17 Q10=010-1-Cil1 Q10.--C,10-W2 6i10=010-Q13 Ci ll=.5*02 Q11=M1tGA Q12=.57*DCJ+D) Q12=Q120A0 Q13-.43*DCJ+3) cil3=M3A0 Q13=Q14 Ci1:3=C113/017 • Q11=Q11-Q12 Cill=011-0113 D6=Q2 00.0(J)+0(J1-5) 1-31=DC,J+1)+DCj+5) 1734=U [315=c6 88=Q10 =0
3)E1=E9*E9 02=01 E9 2`2='2 *u4 E3=El*D5 E4=B8E9 E5=011 (Refine E(6-E2+E3 t )
.E6=E6q-E4 r;ax
EC=E6+E5 E7=3B4 E7=E7o01 E0=55 *2 Er3=E8*E9 E7=E7.4-E0 07=07+05 E7=E6/E7 E9=E9-E7
JUMP UNLESS ic=8C;3
E9=EDA0 (Find A t) •
E9=E8-FES) JUilP UNLESS I=5u19
PRINT E9,8 LIFE 19)2=09
ZO=D(J)+DCJ-1-1) zo=z0/2 z1.-C/6 2:1=Z1.9DCJI-2) Z zo--R.66666667 variation) 1=21+ZO
(Density
Z1=Z1+Z0 Z1=Z1-15.6 Z1=Z141.00002461 Z1=.03190-Z1 Z1=1/Z1 VC1)=Z1 Q5=06-DO
fr,-;):(f;171 Q6 C16=Q6/B1 G6?-11-Q6 C17=06+Da (Evaluate Q7=Q7/91 Q7=1-Q7
G u=6,606 4
00=0,7,',017 m1=2*Q7 Q11-u-c1 11 Q12=Q6/6 012=.16666667-Q12 Q13=Q11/20 Q12=C1124-G,13 (Evaluate M, 0,13=Q9/15
) 12=012 +G 13 Q13=Q10/42 C1 12=0,12+G13 Q13=Q6*.666666666 0:13=-5-013 Q14-Q1 1 /4 C1 13=C1134,Q14 C1 14=.4Q9 013=Q134-0114 Q14=C1 10/6 GT3=Q13+M4 Q14=1-Q6 0,15=Q11/3 Q14=0,14-1-Cil5 Q15=Q9/2_

B=B+A3 2=0+U4 B=B+A5 D=S+U6 B=0/20 D=D A1=5";:,V1 A3=8*V3 A5=50/5 B=V0i-A1 (Weddle D=B+V2 S=3.4-A3 B=B-1-V4' B=D+A5 13=BiN6 3=0/20 P=B Q=C +D JUMP IF M%1C16 S=Q/P PRINT S,8 LINE 16)F2=St- P F2=b2—F2
PRINT F2,8 (Print LINES 2 L=L+1
.H=H+1 JUMP UNLESS L=10 .GN J=J+8 N=N4-1 TITLE
(RETURN).
TEST NO. PRINT N,2 LINES 4 JUMP UNLESS J=3130)15 STOP START 17_
Integration)
-219- C114=Ci 14+Q 15. M5=M0/5 C714=M4+0,15 (2115=c4 /3 C15=.5—c)15 c116.-11/12 ci15=c115-i-c;16 0116=ci9/10 cii5=Q154-ci.16 cii6=MO/30 (2,15=c115-1-0,16 TC 1) =M5/Q14 i(I)=—Tct) u(1)=Tc1)4:M3 ucl)-G12-1-u(1) u(1)=uCI) ,,12
icI)=TCD/uci) UCI)=1/uCI) Vc1)=ucIpo./CI) 'u0=A0*A0 tjo=u0,,U0 UO=WO*1:86 U1=SQRT AO W2=SC]RT 411 U1=WI*W2 W1=W1*1.82 411=41 1—U0 W1=DCJI-8)1 NO=1—U1 W1=WO*WO 412=1,11 *U0 TCI)=T(I)/W1 UCI)=UCI)/W1 VCI)=VCI)/W2
1=1+1' EXIT 18) N=11+1 Al=2T1 A3=6 *T3 A5=5 *T5 B=TO+A1 B=C-FT2 B=B+A3 B=3+T4 D=B+A5 B=B+T6 B=B/20
Al=13U1 A3=6 *U3 A5=5*U5 B=U0-1-A1 B=B+U2
(Film thick-ness
variation)
(Weddle Integration)

Isoviswo R 6opog
s 114 ER1A13 -
+1, 0 Lir(ER
StliirACX
FIG. A S-1
-220-
APPENDIX 5. Mass and heat transfer in groove
A5.1. Solution of the varying viscosity boundary layer
A boundary layer
of thickness S will be formed in the groove, with a layer of hot oil, thickness
GC ti adjacent to the rotor
surface.
Put e= 6-/S
From reasons in text, es-
will generally be small, of
the order 0.05 - 0.15. An
excellent approximation for the
isoviscous velocity profile was obtained by Polhausen (Schlicht-
ing -(.30) p. 243), who assumed a polynomial:
u* = ay* 4- by-.„2 + cy*3 + dy*4 where u* = u/U, y* = yAr
Applying the conditions:
1) ( aviA/ ay*) ,= 0
2) ( 0)0/ yfel)]. = 0
3) 21,1*/ Dy*2)0 0.
4) (u*)1 = 1 yields u* = 2y* - 2y*3 + y*4 ...(A5.1)
For the variable viscosity case in Figure A5.1,
the viscosity varies through the thermal layer by a factor N,
where N = 2 sr Condition (3) implies that inertia
forces are negligible at the rotor surface. For a viscosity gradient at the rotor surface, this condition could be
modified to the full term y( 2 au/ cry) = 0. However
with typical viscosity gradients this leads to negative
velocities in some parts of the boundary layer. In general
the thermal layer is very thin and a solution for velocity

-221
can be obtained if the condition a/ 3/( E 4)1.1/ 3y) = 0 can be
extended for a small distance from the surface to include the
thermal layer.
The viscosity varies through the thermal layer in some
unknown way, but it can be shown that the viscosity ratio N,
which can be found experimentally, has a greater influence on
boundary layer formation than the actual shape of the
visoosity profile.
Considering the thermal layer only, with the rotor
surface as origin, consider two possible viscosity profiles,
plotted in Figure (6.4)
(1) 1 + oc (1 - r/rt)2
(2) k
whence N = 1-* 4,c' 1 + cx(1 - r/rt)
6
All velocities and distances are cons idered dimensionless i.e.
u* = u/U, r* = r/R, y* = y/S . The prime * is omitted for
brevity. blow within the thermal layer
a/ a r(i au/ a r) = 0
• • • 3u/ 3r = A'.1/t
u=A7-".dr
Substituting the first viscosity profile
u= Afl + 0((1 - r/rt).dr + C
then u = A(r - 043St (1 - r/rt))+ C
put r = rw uSt = A.r + C
r = 0 1 = -4A oc re / 3) + C
It will be shown that A = 2u* ,St • • C = u* at L1
2 S

-222-
Hence list = 1/(1 + 26t(1 + oc/3)
for profile (1)
u t = 1/(1 + 26;t(1 + 007)
for profile (2)
Values of u*(St for the two profiles, with rt = 0.1 and varying
viscosity ratio are shown below.
(1) (2)
N me u* u* St St 2 1 .790 .814 3 2 .750 .795 4 3 .714 .777 5 4 -..682 .760 6 5 .652 .745
For profile (1) For profile (2)
au/ a r = A(1 +,.<(1 - r/rt)2) au/ Or = A(1 + oc (1 - r/rt)
6)
. . . a Yu ,)o = A( 1 + ) = p
for both profiles
and ( u—) r (st A.
The original Polhausen. conditions may now be
applied to the remaining (isoviscous) portion of the boundary
layer, provided that the two separate profiles are matched
for slope and value at St. Shifting the origin such that
r = 0 at tl let the polynomial be
u = u st + ar + br2 + cr3 + dr4
Then au/ ar = a + 2br + 3cr2 + 4dr3
and e2u/ er2 = 2b + 6cr + 12dr2

-223-
Condition Equation
(uo = u 6t)
a+b+c+d=-u et
a + 2b + 3c + 4d = 0
2b + 6c + 12d = 0
2b =
a = A
Solving yields A = 2u dt (required for solution
in thermal layer) and
u = u st [i. - 2r + 2r3
The two profiles in and above the thermal layer are
now continuous.
A5.2. Thickness of varying viscosity boundary layer
The thickness of the boundary layer is not yet known.
The application of boundary layer theory, for example by Schlich
tine (30), p. 241 gives the boundary layer thickness as
= (2K/s)2( xi? U)2
1 where s = f f(1 - f),dy
K = f'(0)
where f is the dimensionless velocity polynomial, Expressing
S and x non dimensionally as 6* = cr/h, X = x/h, the
boundary layer thickness becomes,
6.* = (1 -or)-1(2K/s)1(X/Re)1
where the viscosity of Reynolds number corresponds to 2 r-Evaluating the integral 's' over the whole boundary layer? and
expressing the boundary layer thickness as 6 = D(X/Re)2
1.
2. (
ul =
au/ = 0
3. ( 2u/ar2)1 = 0
4. ( a2u/ ar2)o = 0
5. ( 1.1/ er)o = A

-224-
the coefficients for the two viscosity profiles, with a typical value of rt = 0.1, are
N
1
D(1)
-
D(2)
-
(= 5.83 ./TT) Disoviscous 6.83
2 9.6 9.5 8.26 2 11.2 11.7 10.1 4 13.6 13.5 11.6 5 15.4 15.12 13.0 6 16.916.6 14.3
The thickness coefficient for the isoviscous
boundary layer using the free stream viscosity )2 s is in eluded for comparison in a third column.
The complete viscosity profiles for N = 2, 4, 6 are
plotted in Figure 6.6 for the two different viscosity profiles.
Figure 6.5 compares the isoviscous profile with the profiles for varying viscosity. The isoviscous solution for thickness gives a good approximation for the 99% thickness of the vary-
, ingviscositycasesi.e.,6*F5.83(X*./7)Uh)2. It can be shown that for a range of 'vanes of r and N, S*g110 1.16S*.
t 99
A5.3. Velocity ram pressure
Consider the control
volume 1, 2, 3, 4, 5 in
Figure A5.2. Assuming)
1. = ty = 3/26-99
2. The rate of momentum 'Li
transfer through
1-2 can be found
using the iso-
viscous solution.
3. The velocity pro-
file at entry to the
/ / / i / / /5
Ale
F-1. A 5.2

-225-
film is given by t1 = (1 -(y/h))
4. p12 = p23 = 0. 5. A total force F acts on 4-5 in the x direction.
Equating forces and momentum in the x direction
A M = M12 - M45 - 7 15' 'ex + F
2 ,112.dy 4.Ef u2.dy r.3 S/2 + F
Evaluating integrals, OM = /OU2h (0.183 X* - 0.333.) /g
Shear stress term: if /7= 2 , then using velocity
solution for profile (1), it can be shown that
= 2U 2s/ C(1 + ar + 20 (1 + *03))
whence shear stress term T = 2.58U ?s/ El + d + 26 (1 + oc/3)) Then F = Am + T.
known but A
as y = y/
form p/p
The form of the pressure profile on 3-4 is not
0J P454 = F. Expressing distance non dimensionally Ly, let the expresson for ram pressure be of the = 1 + a; + by2 + 43 + 44, applying the conditions
at y ly, p = 0
= 0
F =
dp/dy = 0 d2 p/dy2 = 0
dp/dy = 0
p/p0 = 1 - 6;2 ty
p.dy = 0.6
A3 + 8y
ply =
A4 - 3y
0.9499Po
at y gives
now
whence p0 4-7U2(0.203-0.370/5* 9V U
.2.87 1+Cf +2cr(1+-!--)] 3

-226-
A5.4. Viscous ram pressure in 450 chamfer
h = 110 + —17(h1 - 110)
h or h = ho(l+mx/B) where m = ho-- 1
Then using —2 d 6Lii~dx c h3 = 020 ifus,
6lly l+mT/B 1 dx h2 l+mx/B)3 (l+mx/B)
Integrating with respect to x
= 6U 71 B 1 (l+mi/B)
mh2 [(1+mx/B) 2(1+mx/B)2
0
p
i he / / / --.,--- I
+
/7i/
put x = Bs
whence C = P = 0
l+mx/B 1
2(1+m)2 (l+m) put 7 = 0, x 0
whence 6Ut B1 po. ) I'max 2
.mho (1+m)2 l+m
Sternlicht (31) gives a solution for high angle sliders
which indicates that the use of simple theory gives errors
of the order liDyq. This is adequate for an approximate
correlation of results. Tables 6.1, 6.2 shows results
for two different groove widths. Fair agreement is attained
for the larger groove.

-227-
A5.5. Hot oil carry over
Approximate analysis
P.1G. 45-3 Distribution of velocity and temperature
in groove. Assumptions:-
1. The rotor remains at constant temperature.'
2. The temperature profile can be represented at any point
by the expression t = Lit(1 - yi st)a, where 'a' varies
with x. A family of curves for different values of
'a' is shown in Figure A5.4.
3. The principle of conservation of heat will be applied as:
Heat flow Heat flow Heat considered
in groove from pad from rotor.
4. Velocity profiles at entry and exit are linear.
5. The temperature through the film at exit is constant, i.e.
a = 0.
6. A simpler standard velocity profile, u* = 1 - 1.5y*+ 0.5y*3
will be used, which compares well with Polhausen's
solution u* = 1 - 2y* + 2y*3 - y*4. See Figure AS.S.

, 0 Lor=i-I•ski to,z3 ips )44 ett.1-2e42.-r-
lal\L\9•-
.2 .4 .6 •8 1.0 u*
0 .2 .4 •Go TEMP.
1.0
.4
-2
Gh
5h
4h
3h
0
-228-
FICA. A 6-4 Functions of FIGI• A5-5 Comparison of
t = 1-(y/ t ) a standard velocity profiles.
Solving for power 'a
Putting t = 4t(1 - y/ 5t )a where 6t = tr tinlet tr is and 0 = 1 - 1.5y* + 0.5y*3, then S* = 4.64(X/Re0
1) Heat flow in groove past any line AA', Qf
Qf =,Pc St
0
dt ut.dy = .ocU Atf (1-1.5y/E -0.5y3/63 )
0
(1-y/ S t )a .dy Evaluating the integral
cr 1.5 cr2 3 64 Qf =?cdtUha a+1 (a+1)(a+2) . (a+1)(a+2)(a+3)(a+4)
or Qf = p c dtUh (S*.f(e, cr) (1)

-229-
2) If heat .conducted. from rotor surface = Qc
Qc = k.x(-577) = k4attp3X o
It can be shown that E and 6* increase approximately as x2, then -a- * =
3 s t
s a(x)2 t(x) hence
Qc = k AtX(a/ S t) (2)
3) Heat outflow from pad, 00
Q0 = 0.5fUch At (3)
From assumption (3)
Qf = Qo Qc
Then pc AtUh *5*f (a, ) = 0.5,0Uch At + kAtXai St
X a f(a,tr) = [0.5 + Pr . Re V'
0r, cc*, X, Pr, Re, St are known. pq can be found by iter-
ation using Figure A5.6 in which f(a, o ) is plotted as a
function of a and cr.
Entry of oil into pad
Since 6 = 20h 200h, the oil entering the
following pad will be moving at a velocity very nearly U.
Let Tm be the mean entry temperature, then
ih
0.5h tm = hits,/ (1 - yi t)a.dy
2 (5* whence --12 = t 1 - (1 - 1/2 6*)a+1
At (a+1)
since [a) is known, tm can be found. Then entry temperature

100
w
1•0
0 1 •001
10
I- Ca, cY)
PIGt. A5.6 SOLUTION FOR FUNCTION [g - .3•Cr4 as I (at) (a42) (b.1.00.4:1)6,3A3W244
•01 .a
-230-
VALUES .oe c)
0o .
Cr
0 b

-231-
into next pad
tentry = tinlet + tm
Correlation between theory and experiment is shown
in Tables 6.3 and 6.4 for two different groove widths.

TEMP.
-232-
APPENDIX 6. Analysis of pad distortion
Two origins of distortion are considered. The
first is thermal bending of the bifilar type produced by
longitudinal stresses. The second is 'fibre' or free
expansion in the thickness of the pad. The analyses of both types follow.
A6.1. Thermal bending
A circular pad (or
inner plate) is considered
mounted in a solid circular
backing (outer plate).
The inner plate
has a partially restraining
edge moment Mb constant over
the whole surface and a vary-
ing thermally induced bend-
ing moment.
The deflection from
each of these bending moments
may be superposed. Pi AG-I
Thermal bending of circular pad and backing.
Inner plate
Assume the strain at all points is o< t, i.e.
ex = ez = at.
Consider a stress f to produce this strain, fx = f = f.
Then e = e = f) = ac t x z t
Whence f = EcKt/(1 )
Assume a linear temperature gradient
t/21t = y/H Hence f = Exy6t/( 1- > )1-i

H -233-
Then total force = f.dy = EceditH/2(1-)2)
Now distance of centroid from Neutral Axis = H/6
Hence bending moment M = Evc 4tH2/12(1 - y )
If At is this function of x, At = Atmax(1 - 2b- )
EacH241t
(x,z) = (12(1 - max - Then M 2b (A6.1)
For a plate subjected to two equal perpendicular bending moments
, d2w r dx dx2 D(1 + y )
(For small deflectio9)
Where r = local radius of curvature
C slope
w = deflection D = flexural rigidity, EH3/12(1 - V 2)
'24 1 E <4112 A tmax (1 7E) dx • D(1 + ) 12(1 - ) Hence
(A6.2)
Integrating twice for deflection gives two integration con-
stants which are both zero since p • = 0 and wo = 0.
Rearrangement gives
vl, ac Atmax x2 x3
H 2 12b
(A6.3)
The negative deflection due to the partially restraining edge
moment Mb must now be considered. Applying equation (A6.2) for a constant bending moment Mb gives
Mb.x2 2D(1 V ) (A6.4)
Mb is not yet known.
Outer plate
Timoshenko (32 ) gives a general relationship

-234-
for plate theory (p. 94, equation 90)
d d "cc x x 111) 15 (A6.5)
where V = shearing foi,ce at any section due to applied load.
Ettles and Cameron ( 28) found that, in general, thermal
distortion was much greater than elastic distortion in thrust
bearings. Hence taking V = 0, and integrating twice;
9V F1.x/2 + F2/x
now SU = 0 at x = a, hence Fi X2)
(x (A6.6)
For a bending moment acting along a radius, Timoshenko gives the relation (P. 93)
M= Do dx [AC +
where Do = flexural rigidity for outer plate
hence if M0(x) = bending moment in outer plate
2 _2 1 F1
Mo(x) c Do [1 + Ay) + 9 ( 1 - )
o putting x = b, Mb = D
2
F1
2 [(1 + ay)
- b2) (A6.7)
The integration constant F1 may be found by equating the slopes of the two plates at x = b
Flb a2 -I- (1 - --2- of
max 3) = .4b
whence
F1 3 a Atinax( ___ a 2 2' H ‘‘b' -
-1 (A6.6)
The deflection w may now be found using equations (A6.3), (A.6.4), (A6.7), (A68 ). Substituting the following values
for the variables:

-235-
a 1.5 ins.
b
0.75 ins. OC 1.2 x 10-5 per °C
E = 30 x 106 p.s.i.
= 0.3 H.=, 1.0 inches. Ho = inch. hence D. = 2.75 x 10 lb in
Do
= 0.342 x 106 lb in
and putting x = b to find wt, the edge deflection
wt = 0.248 x 10-5 6 tmax inches (A6.9)
N.B. The distortion without the restraining bending moment
Mb is only 14% greater. The distorted shape is almost
parabolic.
Form of distorted shape
Value x/b % distortion parabolic point
(Centre) 0 0 0
0.2 5 4
0.4 18 16
0.6 39 36
0.8 67 64
(Edge) 1.0 100 100
A6.2. The effect of asymmetrical temperature distribution
To find if the form of distortion is radically
altered with an asymmetrical temperature distribution, the
following simpler case is considered for comparison purposes only.
1. The pad is not subject to edge restraint.
2. The problem is two dimensional.

-236-
3. The temperatures on the front and back faces may be
represented by the expressions:
tf = tfo + Qtb(1.69x* - 2.19x*7)
to = Litu(3.42x* - 2.92)0
2)
where x# = x/t
through the pad is linear
is proportional to
If the temperature profile
and assuming that the bending moment
temperature difference, then
Stress f = Eoct
f = Etx(tf - tu)y/H
H Force = f f.dy
F = j Eoc H(tf - tu )
Then bending moment about
neutral axis
M = FH/6 = EaH(ti-tu)/12 ..(A6.1)
Using the relation
M = -EI d2w/dx2 and integrat-
ing twice yields an expres-
sion for deflection w. The
integration constants may be
integrated by putting w = 0 at x Ol t
The expression for deflection becomes
Fig.A6.2. Case for asymmetrical temperature
distribution

-237-
ocx2 w = H fl Atb(0.282x*-0.0304x*7)- tu(0.570x*-0.243x*
2))
m/x a— (-2t fl-0.252 Atb + 0.327 iatu) (A6.11)
Proceeding in the same way for a symmetrical
temperature distribution At = AtMdX (1 - ) gives
w = - — 01 t2 A -- Lat (1) 2 - 1 x*3 5
max 12 12) (A6.12)
The two deflection curves (A6.11) and (A6.12) are
compared for a particular case P18. Substituting approp-
riate values gives the two deflection curves shown in
Figure A6.3.
.4 0 7- 11) Z• 0 1
0
J•02
• 03
As-04° , '
F Differing distortion with symmetrical and asymmetrical temperature distribution.

-238-
A6.3. Direct expansion
If the strain at all points is N: t, then
ex = ez = e = « t. The effects of the longitudinal
strains ex, ez have been considered in sections A6.1,
A6.2. Referring to Figure A6.2, the total local dis-
tortion relative to the neutral axis is given by
=
H rI e .dy = a f t.dy
iH
put t = to H + I(tf - t u)
whence E = 0: H(Itf 8 + u) 8
Expressing the temperatures as functions of x:
tf = tfo + 4tbg(1)
to = Atug(2)
and substituting H = 1.0 inches
oc = 12 x 10-6 ins/°C.
gives 6 = 4tbf(1) + lAtuf(2) + 4.5tfo ins x 10-6
where the evaluated functions are, for 960 RPM
...(A6.1
x* f(1) f(2)
(Lead) 0 0 0
.2 2.61 0.53
.4 3.92 1.22
.6 4.45 1.49
.8 2.02 1.33
Equation (A6.13) gives total deflection relative to the
neutral axis, and hence gives finite values of distortion
at the leading and trailing edges. For finding the film
shape, distortion relative to the leading edge is required.

-239-
Examination of the experimental temperature distribution showed
that the temperature profile at the edge of the pads was non
linear. The thermal distortion at the edges was estimated
to be
Leading edge So = 2.4t10 ins x 10-6
Trailing edge t = 2.0 Lltu ins x 10-6
Hence the distortion relative to the leading edge may be
written
S = Atbf(1) + lltuf(2) + 2.1tfo (A6.14)
and at the trailing edge gt = 2.0 A tu - 2.4tfo
The distortions from thermal bending and direct expansion
are superposed. Complete distortion curves for alternate
tests are given in Figure No.(7.12) and values of leading
and trailing edge distortion for each test are given in
Tables 7.1 and 7.2.

Copy 2

Paper 7
THERMAL AND ELASTIC DISTORTIONS IN THRUST-BEARINGS
By C. Ettles, B.Sc. (Eng.)*, and A. Cameron, M.Sc., Ph.D. (Associate Member)*
The various distortions that affect the performance of thrust pads are studied. Equations are derived for elastic deflections assuming a circular thrust pad centrally pivoted with a conical pressure distribution. The thermal distortions are also analysed and these, under normal operating conditions, are found to be much larger than the elastic deflections. A design method is advanced which enables the minimum film thickness to be calculated.
This analysis is applied to some experimental data for the thrust-bearings of the Grand Coulee dam and for a ship. The agreement is most satisfactory. Arising from these considerations some modified pad construc-
tions are suggested as a means of limiting pad thermal distortion.
•
INTRODUCTION AND OBJECT A NUMBER of recent papers on thrust-bearings have considered the distortions the pads suffer under load (e.g. Baudry (')t and de Guerin and Hall (2) but do not give any theoretical analysis of the results. Other papers concern themselves with the mathematical analysis of distortion without attempting any correlation with prac-tical results. In this paper the authors study all the pos-sible significant distortions both elastic and thermal of thrust pads and attempt a quantitative solution of the problem, leading to a generalized method of design.
Surprisingly enough, despite the great technical im-portance of thrust pads, this type of analysis has never (as far as the authors can find) been carried out before. In order to simplify the analysis centrally loaded pads are considered. This has a further advantage that it emphasizes the importance of distortion, as without it no load is carried, and allows an important class of bearings to be subjected to quantitative analysis and hence to design methods.
The authors have been able to test their conclusions using some experimental data obtained on big thrust-bearings.
The equations giving the various distortions are all contained in Appendix 7.1. The MS. of this paper was received at the Institution on 30th
August 1962. * Lubrication Laboratory, Mechanical Engineering Department,
Imperial College, London. References are given in Appendix 7.111.
Notation B b C1, C2, C3 D - D1,
D2 , D3
E
G H h K,, K2 L M p
Q1, Q2, Q3
S r
w U X x cc1
8 '1
Pad span in direction of motion, in. Support radius, in. Constants. Flexural rigidity, EH3/12(1— v2), lb.in. Constants. Young's modulus, lb/in2. Strain. Modulus of rigidity, lb/in2. Pad thickness variable. Film thickness, in. Constants. Pad breadth, in. Bending moment, lb.in. Pressure, lb/in2. Constants. Outer radius, in. Stress, lb/in2. Temperature difference, degC. Surface speed, in./sec. Load, lb. Deflection, in. Shear force, lb. Deflection parameter. Radius, in. Linear coefficient of expansion per degC. Shear strain. Overall deflection centre to edge, in. Mean film viscosity, lb sec/in2.

58
V
T
Subscripts max
0
Poisson's ratio (0.300). Shear stress, lb/in2:- Shape, radians.
Maximum. Inner section. Outer section.
C. ETTLES AND A. CAMERON
3 2
/ // / / / / / / / / / / / / / /
RUNNER
EFFECT OF PAD DISTORTION The simplest and most popular method of pad support is shown in Fig. 7.1.
Load is transmitted through a circular button in a recess in the back of the pad. The load is applied on a spherical protrusion on the back of the button, leaving the pad free to tilt to its optimum position.
Assuming initially that the pad distorts to a spherical shape, consider the three pad profiles shown in Fig. 7.2.
For given conditions of load, speed, viscosity and bearing dimensions there is an optimum degree of pad curvature to obtain the greatest film thickness at the minimum point. The optimum profile (2) has a greater film thickness than profiles (1) and (3) which have a lesser and greater degree of distortion respectively (Raimondi (3)). Hence it is desirable to design a pad such that the distortion obtained at the running design condition approximates to profile (2). For a given pad configuration, decrease in minimum film thickness requires a decrease in pad curvature to retain the optimum profile. However, in practice a decrease in film thickness from increasing load results in increased curvature giving profile (3). Hence the bearing becomes progressively more unsafe as the load is increased beyond profile (2). For spherical films Raimondi gives the optimum degree of distortion as 0.60 of the minimum film thickness.
ELASTIC DEFLECTION The following simplifying assumptions are made in the calculations of distortion:
(1) The pad is circular and of uniform thickness H. (2) The oil film pressure distribution is symmetrical
about the centre and conical in form.
LOAD
\\\\\\\ \\\\\\\\\\\\\\\\\N
RUNNER
Fig. 7.1
Fig.- 7.2
(3) The pad is supported along a narrow annulus of radius b.
(4) The pad is assumed to be elastically homo-geneous. The distortions are elastic.
The validity of these assumptions will be discussed later. Equations are derived for deflection w at any point relative to the annulus radius b where w has origin. In the deflection calculations the effect of a variable button radius (b) is taken into account. It can be seen that for (b/r) nearly equal to unity, the pad will distort to a concave form, for (b/r) nearly equal to zero a convex form will result. At one intermediate value the deflections at the edge and the centre will be equal and overall distortion will be minimum. Deflection downwards is considered positive (Fig. 7.3). The deflection at radius b is taken as zero. Four typts of elastic distortion are considered.
(1) Pure bending. (2) Shear. (3) Differential pressure bending. (4) Fibre crushing.
These are considered in turn. After considering elastic distortions the most important thermal effects will be treated.
Pmax
b
Fig. 7.3

THERMAL AND ELASTIC DISTORTIONS IN THRUST-BEARINGS 59
(1) Pure bending In Appendix 7.1 the expression for a conical load on a circular pad radius r of thickness H supported by a rigid annulus of radius b is given in two parts where the radius x is less or greater than b. For (bIr) ratios in the region of 0.5, bending will tend to give positive deflections both at the centre and the edge. For lower values the bending moment at radius b can be sufficient to produce a negative deflection at the centre. For large values of (bIr) the loading outside b is small compared to that inside b, resulting in a negative deflection at the edge.
In practice the thickness of the pads is made approxi-mately 0.25 of the pad diameter. Experimental data were available for pads having this' Hlr ratio (see Fig. 7.4), which is a typical value. For plates of this thickness the effect of shear deflection must be considered.
The expressions for bending deflection are: x greater than b
7,0 =
pniaxr4 r ix
r
) 2
K1— b 2
D [k 0 K2]
where .
= 0.015 62 02 = 0.0112 02+0.0417 ln
+0.0104-0.004 44 03
rx2 b 2 b K2 = 0.04171n (-2 ) +0.004 44 G) —0.004 42
+0.0104
EH' —v2) D 12(1 — (flexural rigidity);
v = Poisson's ratio. x less than b
Pmaxr r /b2—x2\ 2° — D LQ1 Q2- r 2 pa
where
Qi -= 0-0156 (14 — 0.004 44 ( 7.) 5
Q2 = 0.0156 (r-b) 4 —0.004 44 (b) 5
Q3 = 0.0313+0.04171n (1+0.0112 (-12
(2) Shear The expressions giving shear deflection are produced in Appendix 7.1 and are: x greater than b
[(x3 b3)-F 1 ln (x2 b21 — HG 6r2 4 b 2.672-2 x less than b
W
prna.r2 r(b2—x2) (b3—x3)1 HG L 2-67/.2 6r3
The effect of shear is to produce a positive deflection at all - points. For pads of standard thickness the effect of shear
can exceed that due to bending.
0-87 0.50 0.17 1.00 11,1.2-57 0.33 0.33 0.67. vaid
1101"4111111/4 01101W414rAW
AP 4W
(3) Differential pressure bending A third type of deflection is considered resulting from the differential pressure applied to both sides of the pad. One side of the pad is subjected to a continuous distributed pressure which is counteracted on the reverse side by a 0-50 load on a line of radius b. The distributed pressure will
0.67 cause a lateral expansion to take place on the surface 0.33 giving convex curvature of the pad. This will result in a
positive deflection at the edges and a negative deflection at the centre. The expressions for deflection derived in 0-87 Appendix 7.1 are: x greater than b
For I-11r = 0.513; v = 0.300; w = px maxr
Fig. 7.4. Elastic distortion of a conically loaded plate with ring support at radius b
prn„„H2r2 [ tx2-21,2) (x3 —1,3 b3)] 0.0137 r 0 005 18
x less than b
w --Pmaxii2r2 [0.0137 (b2 -2x2) 0.005 18 (b3-3
x311
V
(4) Fibre crushing A fourth type of deflection is considered in simple crushing of the longitudinal fibres by the direct effect of oil film pressure. The maximum effect is at the centre, being the point of maximum applied pressure. The effect falls progressively to zero at the edge. Relative to the surface
w=

Amax = 1500 lb/in2
6,
6 in(=2r)
60 C. ETTLES AND A. CAMERON
at radius b, this results in a positive deflection at the centre and a negative deflection at the edge. Deflection due to fibre crushing is : x greater than b
w tx—b\ 2E Pm" r
x less than b H Ib—x\
= 2Epmaxl r The combined effect of these deflections can be reduced
to dimensionless form as shown in Fig. 7.4. A non-dimensionless deflection X is defined as
w E r Amax
The deflected surface of the pad is shown in dimensionless form for various values of (b/r). It can be seen that the magnitude of the support rig radius has considerable effect on the overall distortion. Fig. 7.4 is drawn for an (H/r) ratio of 0.513, experimental data being available for this value.
Selecting as an example a value of (b/r) = 0.33, the relative magnitude of the different types of deflection are shown in Table 7.1.
The last three types of deflection can be taken as thick-plate effects. It can be seen that they form a major part of the deflection.
Fig. 7.6 shows the elastic deflections of a specific case shown in Fig. 7.5, which may be taken as typical. Fig. 7.6 is of some interest since it shows the conditions at starting. When the bearing is started, the pads will be at a uniform cold temperature and hence unaffected by thermal distor-tion. Assuming that an oil film forms under the pad, in the critical stages of starting the deflections will be only of elastic origin. Raimondi has shown that a concave pad profile on a centrally pivoted pad is relatively far less efficient than a convex profile. Fig. 7.6 shows that use of a (b/r) ratio of more than 0.5 will result in a concave profile during starting, leading to possible failure. A (b/r) ratio of 0.5 is to be avoided since this gives approximately equal deflection at the edge and the centre, resulting in very low lift. The best ratio appears to be 1/3 which provides sufficient but not excessive deflection at the edge.
The necessary assumption of line contact at the annular support radius b leads to discontinuities of slope in a small
Table 7.1. Relative magnitude of different types of deflection
OIL FILM PRESSURE
Fig. 7.5
region x = B. This assumption will have little effect in areas remote from x i= b.
THERMAL DISTORTION The friction of the oil film between the pad and the rotor produces heat, a small portion of which flows into the pads producing a temperature difference between the front and back. This thermal gradient results in convex distortion. The assumptions of temperature distribution in the pad are shown diagrammatically in Fig. 7.7.
The temperature difference is assumed maximum at the centre reducing linearly to half this maximum value at the edge of the pad. If the temperature difference is assumed constant the equations (discussed later) show the rim deflection is greater by only 20 per cent. Little information is available as to the form of the temperature profile through the pads. Elementary heat transfer theory would give this to be linear. However, it is possible that there is a metallurgical effect at the babbit—steel interface giving a discontinuous profile at this point (Barratt (4)). Moreover the pads can be considered 'thick', with heat conduction taking place from the sides. These two effects
(xIr) 0.83 0-50 0.17 0.17' 0.50 0.83 1.00 0.67 0-33 0 0.33 0'57 1.00 3 i I I I 1 I I i I I 1
VA LU ES(bl 0
". 0 0
.F:
z 5
Centre, per cent 0
Edge, per cent la
Bending —133 b.10
60 0
Shear +173 41 Differential pressure — 27 13 Fibre crushing . + 87 —14 15
100 100
5
0.5 0.33
017
0.0
Fig. 7.6. Elastic distortion only

BACK
5
10
DEFL
ECTI
ON
— in
. x 1
O
15
a At At = 10 degC. (4,-)
0.83 0.50 0.17 017 0.50 0.83 1.00 0.67 033 0 0-33 0.67 1'00
VALUES (b/r)
1.00 0.83 067
060
0.33
0.17
0.00
b At At = 20 degC.
THERMAL AND ELASTIC DISTORTIONS IN THRUST-BEARINGS 61
Fig. 7.8 shows the effect of three different thermal gradients on the specific example shown in Fig. 7.6. The curves drawn show the effect of both thermal and elastic distortion. Fig. 7.8c would give the most realistic case for a medium-speed turbine bearing. For (b/r) = 1/3 and taking the temperature difference from front to back of the pad to be 30 degC, the various distortions at the centre and the edge may be tabulated (Table 7.2). The sign convention is that a positive distortion means the pad surface has moved away from the counter face, i.e. the oil film has got thicker.
(x/ 0
r) 0.83 0.50 0.17 0.17 0.50 .83 1.00 0.67 0.33 0 0-33 0-67 1.00 LI I i i t I I I I i r
VALUES (olr)
0
Fig. 7.7. Assumed distribution of temperature difference
could cause the profile to be non-linear, a fact confirmed by Warner (5), who measured pad temperature at three points through the thickness of the pad, one point being in the babbit metal. Warner joins these points to give a profile approximately cubic'in form. For the purpose of calculating thermal distortion a parabolic gradient has been assumed. Although this choice is arbitrary, the effect on thermal distortion is small. A linear gradient gives a rim deflection of only 2 per cent greater, while a -5
) cubic profile gives a deflection some 8 per cent less. Two types of thermal distortion are considered, first that due
0 0 to induced bending moments, which is by far the larger, and secondly direct expansion of the pad thickness.
Two thermal distortions are considered: z 5 0
(1) thermal gradient distortion; (2) direct pad expansion. LL w 10
The expressions for them are derived in the appendix and merely listed here.
15
(1) Thermal gradient distortion
x greater than b wo
W - H [0.500 ( r2 ) 0 0943 ( x3 r311] -5-
- 0
-17 0.33
0-50 0-67 0.83 1.00 0-83 0.50
a dt,„a x2 b
„r2 2 Too o•e7 0.33
017
_
VALUES (bIr)
x less than b -
a dt,„a„r2 7 0 0 W - -
H [0.500 ( 2r2x2) -0.0943 (--b3-1 1 2.2 E _ x - . I _
5 _
. (2) Direct pad expansion 01-
x greater than b , , - LL Lo
W . a d t
4in „,„H /x -
r b\ 0 10_
k ) _ _
0-67 0.50 0.33
0.17
0-0
x less than b 15 a dtma jl
4 e At At = 30 degC.
Fig. 7.8. Elastic and thermal distortion

62
C. ETTLES AND A. CAMERON
Table 7.2. Distortions at the centre and the edge
Position Distortion, in. x 10 -4
Elastic Thermal Total
Centre . 0.2 —1.2 —1.0 Edge . 2.0 6.8 8.8 '
It can be seen that distortion from thermal origins forms the major part of pad distortion. The overall deflection of some 1 x 10 -3 in. for b/r = 0.33 is large as applied to its effect on pressure generation when com-pared with the minimum film thickness which will be of approximately the same order. The expressions for the six different types of thermal and elastic distortion have been grouped together in Table 7.5 in Appendix 7.1.
DEVIATIONS FROM THEORETICAL ASSUMPTIONS
Tilting of the pad has been neglected in calculations of distortion. Tilt of the pad causes a small shift in minimum film thickness from the centre towards the trailing edge. The point of maximum temperature difference undergoes a similar shift. The maximum film pressure would also occur at the trailing side of the centre but the resultant of the film pressure must pass through the centre for centrally pivoted pads. When considering a pad with maximum pressure and temperature difference displaced from the centre the problem becomes unsymmetrical and more difficult to handle. It is known that the point of maximum temperature is not far from the centre (d'Achkov (6)). A slight displacement of, say, 4r, would have little effect on the edge deflection of the pad.
The temperature difference between the centre and edge of the pad results in hoop stresses which would tend to distort the surface of the pad. Calculations have shown this distortion to be of a second order effect and hence it has been neglected. Deflection of the opposing rotor surface has been neglected. The rotor would also be sub-ject to thermal and elastic distortions to give a convex shape when viewed from the pads. Assuming the pads remained flat, this convexity would tend to give a spherical film with the axis normal to the film and passing through the pivot. However, the effect of rotor distortion on bearing performance would be small compared to the effect of pad distortion for the following reasons.
The deflected shape of the rotor, would tend to parabolic rather than spherical form. The pads would lie along a part of the deflected curve remote from the origin where the increase of deflection with increasing rotor radius would be approximately linear. Hence, although the pads would tilt inwards, the relative deflection of the rotor surface when viewed from the pads would be small. Moreover this distortion would be partly neutralized by the effect of film pressure on the rotor surface under the pads. This would tend to produce a concave depression in the opposite sense to the overall rotor deflection.
Pads of circular form have been considered rather than a square or sector shape owing to the comparative ease with which circular-plate theory can be applied. Trans-formation of the results for square or sector shaped pads for design purposes is dealt with in the next section. However, any deviations from the circular form will naturally take place at the pad edges where both tempera-ture difference and pressure are low compared to that in the centre of the pad, hence the overall effect on deflection values will be low, especially for rectangular or sector shaped pads of approximately square shape.
DESIGN METHOD It has been shown that conditions at starting dictate a (b/r) value of 1/3 as the best compromise for adequate elastic deflection. Use of a larger value would give lower thermal distortion when running, but conditions at starting would be unsafe, leading to possible seizure. The following design method is thus restricted to pads for which (b/r) = 0.33, although it is relatively simple to rework the method for other (b/r) values. The only published computations for a pad whose surface is dis-torted in both directions are those of Raimondi who assumes the surface is spherical.
Purday (7) has shown that calculations of the load-carrying capacity of the pad are more sensitive to the correct estimation of the amount of distortion S between the edge and centre of the pad than to the shape of this profile between the centre and the edge. This design method assumes the path to be spherical in order that Raimondi's data on spherical films can be applied. Any deviations from a spherical film will produce second order effects only.
Raimondi's computations are shown in Fig. 7.9. The
0.06
0.01
2 3 4 5 DISTORT ION 6/hmin MINIMUM FILM THICKNESS
Fig. 7.9. Performance characteristics for centrally pivoted pad with spherical crown
0.05 j
%E
• 3• " 0.04
a 0.03
2 0.02

THERMAL AND ELASTIC DISTORTIONS IN THRUST-BEARINGS 63
optimum point R corresponding to profile (2) in Fig. 7.2 lies at 8/hmin = 0.6 where 8 is the overall deflection between the centre and the edge. Selecting the design point P at 8/hmin = 0.5 gives a margin of safety against overloading. The optimum point R is reached at approxi-mately 20 per cent overload. Thereafter the film becomes progressively more unsafe as 8 increases and hmin de-creases. The design method is then as follows.
The selected design point is 8/hmin = 0.5 and from Fig. 7.9
- 0 060 . n UB2 Whmix,
L 2
. (7.1)
SO
8 = 0-1224/77UB
W 2L
. . (7.2) • In Table 7.5 of Appendix 7.1 the total bending and thermal distortions are given. If a value of b/r = 1/3 is put into them, the overall distortion between centre and edge 8 is
max n, 8 - 0.116Pr4
0-259P
maxr2 P 0 50 --ax
H + EH3 EH 2
+0.405 a dtmaxr
+ 0.250« d tnia„H (7.3)
This formula has been derived for circular pads of radius r. If rectangular pads of the same area (of dimensions B and L) are used, then
BL =' 7r r2 . (7.4) The loading has been assumed to be conical so the total load
W = 3lrr2Pmax . . • (7.5) Using equations (7.2)-(7.5) and rearranging gives a
• quartic equation in H 2L U)
H4 (0•25a dtmax- 1.5 B BLE)-H3 (0.122 jn
+H2 (0.247 -T+ 0.128a Zlt„,„„BL) +0.0353 -EWBL = 0 . . (7.6)
Of the parameters in this expression, the load W, length B, width L, Young's modulus E, coefficient of thermal expansion a, speed U are all 'external' variables. The viscosity can be taken as being the mean viscosity over the whole pad area, whence the only unknown is the peak temperature rise d t max. In the absence of comprehensive theoretical or experimental data on this point, it- is necessary to use approximate empirical formulae based on the small quantity of experimental resulfs available. Theoretical results (Sternlicht (8)) indicate that dtmgx is approximately dependent on load and speed only, being independent of bearing size, etc. Fig. 7.10 shows some unpublished experimental results obtained for a 4f in. pitch-circle-diameter centrally pivoted bearing (Ettles (9)). Expressing dtmax as a function of p and U thus :
dtr,„„„ = Ap„,-E-BU"
100 200 300 400 500 600 AVERAGE PRESSURE- lb/ in2
Fig. 7.10. Change of maximum temperature difference with average pressure for centrally pivoted bearings
Using the results in Fig. 7.10 the coefficients A, B and power n become
d tmg. = 0.045p,„+ 20 EP." X 10-8 . (7.7) where titnia;, is the peak temperature, °C; U the runner velocity, in./sec; and paw the average pressure, lb/in2 (= W/LB, load/area).
Hence if equation (7.7) is now inserted into equation (7.6) the quartic can be expressed entirely in external variables.
As an example of the use of this method a typical case can be analysed. Consider a bearing having the following specification: Design load W 4500 lb; average pressure pavg 500 lb/in2 with B = L = 3 in.; runner speed U 1200 in./sec; hence dtma. = 0-045pm,, +2.0 U2.75 X 10 - 8 '= 28.4 degC; Young's modulus E 30 x 106 lb/in2; thermal expansion of steel, a = 1 x 10-5 per degC.
The inlet groove temperature is say 160°F (71°C) and adding fdtma„ gives 85°C as the effective temperature. Viscosity of oil at 85°C = 2.0 x 10-6 reyns (reyns = poises x F45 x 10-5) whence the design equation (7.6) becomes, after using equation (7.7), substituting these values and rearranging:
H4 - 10 .11/3 + 7.94H2+ 1.47 = 0 The solution of this quartic can be achieved most easily graphically and then refined by successive approxima-tions. It is usual to find that the optimum H is about of r the effective pad radius (given by 7772 = BL).
The solution to this particular equation gives H = P02 in.
The minimum film thickness hmin is obtained directly from equation (7.1) or (7.2) recalling that 8/hmin = 1/2, which was put into equation (7.6). Also the effect of over and under designing the pad thickness has been investi-gated as well as the effect of 50 and 100 per cent overload. These are obtained by inserting known values of H into equation (7.3) using equation (7.7) to obtain dt, the value of pnia„ being obtained from equation (7.5). Having ob-tained 8, the value of hmin is obtained from Fig. 7.9. The value of (8/1/„,,) controls the size of the load variable (Whmin2/7lUB2L), hence kmn appears on both sides of
I w 20 X w
10 0
w
Itr 4/ a.
40 an 0
0 30
z • •

64 C. ETTLES AND A. CAMERON
the equation. To sufficient accuracy it is possible to write
Whmin2 8 8 - for - < 0.3 uB2L, 5hmin hmin
/87iUB2L\ 113 k 5W
Whmin2
and for 0.3 < - < 1, - 0 06 (constant). hmin n UB2L For larger values of 8/hmin successive approximations are
the fastest way to find hmin. The fact that over a range of 8/hmin between 0.3 and 1 the load variable is constant permits a considerable uncertainty in 8 to occur before the oil thickness is affected. This is a fortunate chance as the -calculation of 8 is clearly attended by a number of un-certainties. The values for the various degrees of over-loads and changes in pad thickness are calculated out, and listed in Table 7.3.
COMPARISON WITH EXPERIMENTAL DATA Little experimental data are available which are sufficiently comprehensive to check both pad distortion and film thickness predictions. A notable exception is a series of tests carried out on' the thrust-bearing of a large hydro-electric generator at the Grand Coulee dam (ro). Fourteen film thickness gauges were used to obtain a detailed conception of pad distortion. The dimensions of it were as follows : Outer diameter 96 in.; inner diameter 39 in.; pad included angle 39.8'; H 7.125 in. (steel backing only); b 7.7 in.; U 420 in./sec; W 1.39 x 106 lb; 71 2.44 x 10-6 reyns; dtma„, 8.5 degC.
Theoretical results computed by the methods described above are compared with these experiments.
The quantity 81 refers to the distortion along the mean pad radius. The circumferential length of the pad at this radius is 24.4 in., which is somewhat less than the effective diameter (2r) of 29.2 in. at which the degree of distortion is predicted. The experimental value of distortion at this radius r from the pad centre is given by 82.
Theoretical Elastic distortion -0.09x 10-3 in. Thermal distortion 1.14 x 10-3 in. Total distortion 1.05 x 10-3 in. Minimum film thickness 2.63 x 10-3 in.
Experimental 81 = 0.08 x 10 -3 in. 82 = 1.14x 10-3 in.
hmin = 2.70x 10-3 in. The (b/r) ratio for this bearing is 0.53, which gives rise to a small negative elastic deflection. The bearing was `jacked up' before starting. This would obviate any possible effects from the concave distortion which would occur during starting. Use of the design equation for (b/r) = 0.53 gives the required thickness of the pad as
Table 7.3. Values of hmir , and 8, in. x 10-3
65 per cent thickness
Design thickness
135 per cent thickness
Design load: h,„,„ 0.93* 0.93t 0.91 6 0.83 0.46 0.35
50 per cent overload: hmin 0.57 0.64 0.66 6 1.17 0.65 0.48
100 per cent overload: h„,,,,
8 0.32 1.53
0.47 0.85
0.51 0.63
* Point P (Fig. 7.9). t Point S (Fig. 7.9).
7.0 in. compared to the actual figure of 7.125 in., which is close to the optimum. Calculation of minimum film thick-ness is in good agreement with that obtained experi-mentally.
A second series of tests have also been analysed, which were carried out on the main thrust-bearings of a ship at sea (ix). Tests were made at increasing speed, the final run being at high load and bearing speed. Accurate measurement of film thickness was difficult. The bearing dimensions were: outer diameter 31 in.; L 7.75 in.; b 2.375 in.; H 1.59 in. under button and H 2.30 in. outside button.
Experimental and theoretical results are as given in Table 7.4.
The satisfactory agreement between theory and experi-ment in these two sets of results gives confidence that the analysis presented here may be used for the design of other sets of thrust-bearings. It is hoped that the publica-tion of this paper will bring forth other data which will further check this work.
MODIFICATION TO PAD CONSTRUCTION The calculations of pad distortion serve to show that thermal distortion is of major importance when con-sidering pad performance. The degree of thermal distor-tion can become very large at high loads and speeds. In cases where the size of the bearing or thickness of the pad is restricted it may be necessary to reduce the temperature difference between the front and back of the pads. The following suggestions are advanced to improve the perfor-mance of heavily loaded bearings.
(1) Fig. 7.11. A (b/r) ratio of 0.5-0.8 is used with an annular pocket P positioned in the centre of the pad. To avoid the starting difficulties which would normally be associated with (b1r) ratios of that magnitude, the central
Table 7.4. Experimental and theoretical results
pmax , lb/in2 . . U, in./sec . . n, lb seclin2 x 10-6 .
75 154 5.37
218 256 3.69
327 290 2.43
558 349 2.72
564 376 2.40
hmin (theoretical), in. x 10- 3 . . 1.37 1.25 0.95 0.89 0.87
hmin (experimental) in. x 10-3 . . 1.18 0.82 0.69 0.62 0-70
giving hmin -

LOAD
K
THERMAL AND ELASTIC DISTORTIONS IN THRUST-BEARINGS 65
\\\\ \\\\\\\\\\\\\\\\\:\,„
RUNNER
Fig. 7.11
pocket is sufficiently pressurized during the starting period to give a convex deflection in the central part of the pad. This deflection pressure is gradually relaxed as thermal conditions reach equilibrium. Inspection of Fig. 7.8c will show that the overall deflection of the pad is less at these higher values of (b/r).
(2) Fig. 7.12. Cooling galleries are placed near the rubbing surface of the pad to reduce the temperature difference from front to back. This will also increase the flow of heat from the lubricant film and so make the whole system run cooler.
(3) Fig. 7.13. A (b/r) ratio of 0.33 is used together with a fabricated pad consisting of a thin plate A which is supported by a rigid layer of insulating material K. This is in turn supported by the backing B of normal pad thick-ness. The layer of insulation will reduce the heat conducted to the backing B, thus reducing the overall distortion. Alternatively the back of a normal pad arrangement could be covered with an insulating material, making the film more adiabatic. This method is probably the easiest to apply to existing thrust-bearing installations.
The calculations of thermal distortion rest on certain given temperature distributions within the boundaries of the pad. These assumptions have been based on what is thought to be realistic conditions in thrust pads. If, for a certain design, the temperature distribution is known to be different from those assumed here, the expressions for distortion can be re-evaluated by following the methods shown in Appendix 7.1.
A few simple modifications are given below. The overall distortion 8 from the thermal gradient effect is given as
0.405 a At
MaXr 2
//////////////////// Fig. 7.13
this expression should be multiplied by 1.02. For a cubic gradient multiply by 0.92. If the temperature difference At is uniform over the whole pad area, the expression should be multiplied by 1-23. If the temperature dif-ference is assumed uniform, distortion from thermal fibre expansion is nil.
ACKNOWLEDGEMENTS The authors would like to thank Joseph Lucas and Co., Birmingham, for a grant to one of them, also General Electric Co., Schenectady, for facilities for working during the summer vacation and permission to use some of their data. Their thanks are also due to Mr R. A. Baudry of Westinghouse Brake Co. for additional data on the Grand Coulee dam.
APPENDIX 7.1 DERIVATION OF EXPRESSIONS FOR THERMAL AND
ELASTIC DISTORTIONS
Elastic deflections Bending deflection Referring to Fig. 7.5 the shear force V at radius x is given by
where
dx 1.x 7:1;c °c) = Integrating twice gives the value of slope tfr
4 = —Pmax (21n x —1) — —x D 16 24 45r .1 21 x+ C
-x- l +C 2
now
(Tirnoshenko section (r2.))
V [x_r2 1 x2
= p „,„,„ for outer section
D = flexural rigidity — EH' 12(1 —v2)
d [1 d -1 V P.ax rx r2 1 x21
(7.8)
For a linear gradient through the thickness of
LOAD
dw the pad Now = —
p max x4 r 2 x2 1 , x5 1 C w = x-FC3
(7.9)
(7.10)
(7.11)
log ° D IT1— 24(log x-41-225rj — 4 —C2
. . For inner section
V = Pm..[x ; cd
and
x rL3_ 1 4,_Dix,_D2 = P
D m
NINEMMiMIEN
• • • • • • • • • • Id
\\\.\\\\\\\\\\\\\ \\\\\\\-\ RUNNER
Fig. 7.12
1 16 45r p„,a„ rf._ x5 l _Dix2 wi = x i-D3 log D 1.64 225r.1 4 —D2
5

Fig. 7.14
66 C. ETTLES AND A. CAMERON
Boundary conditions for solution of constants. We have four conditions
(1) = Ott , (2) Mob = (3) Mr =_0
'(4) rG=0at x =0 Applying condition (4) to equation (7.10)
D2 = 0 Applying condition (1) to equations (7.8) and (7.10) we obtain
C1b2+2C2 —D1b2 = —Pm" {r2b2 (2 In b — 1)1 (7.12) 12
Applying condition (2) For outer section
Pmax = [f, (21n x-1)- 1-1+ +. D 16 24 45rj 2 x
Now M = D rct+v ax] putting v = 0.300
then M = —p,,,,„[0.2063x2 —r20.1083 log x — 0-0391r2 —0•0956x3fr]
2CD
+0.65C3D 0.7x2 (7.13)
Put x = b in equation (7.13), giving an equation (7.14).
For inner section = _P.a. r.,2_ x4 i+Dix
D [16 45rj 2 . . (7.15)
M = D r fr- +v cix x ] putting v = 0.300
M = [0.2063x2 — 0.0956x3/r] +0.65DI Put x = b, giving equation (7.16).
Applying condition (3) Putting x = r in equation (7.10)
M = —P...r2[0.0816 —0.1083 In r] +0.65CiD —0.7 C2D
now = 0 Hence
0.65C1-0.7 C2 = Pm" r2 [0 0816-0.1083 In r] C2 D Equating equations (7.14) and (7.16) we obtain
r 2b2 C1b2 -1•078C2 —D1b2 = p„„„ [0 1670 ln b +0.0448]
. . . (7.18) Now we have the equations (7.12), (7.17) and (7.18) which can
be solved for C1, C2, D1. The deflection constants C3, D3 can be found by putting x = b in equations (7.9), (7.11) when w = 0.
Incorporating the constants C1 , C2, C3, D1, D3 in the original equations (7.8), (7.10) we obtain the dimensionless form:
Outer section P.a.r4
W [(x/r)21C1 — (b/r)2K2] K1 = 0.015 62(x/r)2 —0.0112(b/r)2 + 0.0417 In (r x)
+0.0104 —0.004 44(47)3 K2 = 0.0417 In (rxIb2 )+0.004 44(1402-0.004 44(b/r)3 +0.0104
Inner section w = p„,„,„r4 _n 1 2 —x2 \
\b r2 Qi = 0.015 62(x/04 -0.004 44(x1r)5 Q2 = 0.015 62(b/r)4-0.004 44(b /r)5 Q3 = 0.0313+0.04171n (b/r)+0.0112(b/r)2
Shear defleition (Fig. 7.14)
7 = 3 V= shear stress
3 V Shear strain y = T IG = 2 HG
Deflection of abed = y dx = 3 V dx
Therefore = z y dx = b
For outer plate _ 3 p„,„„ = b x r2 1_x21 dx — HG x_x 2 6 x 3r1
10 _ p„,,,„r2 [(x3 —b3 ) 1 (I (x2 —b2)1 1n HG 6r3 +4 b 2.67r2
Inner section
w =
Apply a stress S in plane x to neutralize this strain.
Then S — vP (1 — v) Assume S varies linearly to zero through pad thickness. Considering
SH Fig. 7.11, force =
Moment about centre plane = SH H pH2 2 6 (1—v)12
p = p,„ax(1—xlr) M = vH2p„,„„(1-4r)
r (1-012
Fig. 7.15
,„ 2 HG 3P... r
dx
ix2 _ \ 15 2 HG 9r/j.
Therefore deflection from (x) < b p,„„„r2 f(b2—x2) (b. — x3 )1 HG 2.67r2 6r3 j
Differential pressure deflection (Fig. 7.15)
The load p in the z-direction on one side only produces strains =
(7.17) ex = e, = F
Put
Then

Fig. 7.16
Fig. 7.17
Apply a corrective stress S = Eat (1 — v) Area of element = s dh
Moment of element = sh dh
-t THERMAL AND ELASTIC DISTORTIONS IN THRUST-BEARINGS 67
Now M„ = D Ec-114 +/L 1 dx x c10_,_ 0 rh2Pm.. 1 i x) _ Then K(1 —x/r) dx -1- v x = (1 — v)12D k r) —
Solving for 0 and integrating (c-tt-' = —0) we obtain dx
W — Pm"I12r2 [0 0137 (x2—b2) 0 005 18 (x3r-3b3)] D . r2
Fibre crushing (Fig. 7.16) Assume p varies linearly to zero through pad thickness.
Pm.. Total deflection = 2E — H Then deflection is:
H Ix —b\ w 2EPm" r
to = H \ 2E Pm" (br )
Thermal deflections Temperature gradient (Fig. 7.17) Assumptions: (1) Temperature gradient through thickness of
parabolic form t = At (;71 )2 (2) Temperature difference At is maximum at centre, reducing linearly to half at pad edge
At = Atmax (1 — r) 2 (3) Effect of babbit neglected
where centroid of stress distribution is at 0.75H, 0.25H above centre plane. Hence moment M about centre plane
— 0-25EaH2LIt„„.. x M 3(1 —v) (1-2r)
put M = K (1-1 2r
Now M = D dx x 4-v1
Solving for 0 in terms x and K (constant) we obtain Kx
— (1 +OD dw putting 0 = -- dx and integrating.
Outer plate
Inner plate
Table 7.5
Outer section Inner section
Bending
P4 w = Rxr)2Ki _GbyK2]
PmDxr4 {111 w = —H2 + (V T2x2)H31 K1 = 0.015 62 (12 -0-0112 ( .)2+0.0417 ln (f) r x
+0.0104-0.004 44 (13 r
K2 = 0.0417 ln 0) +0.004 44 (1.)2 —0.004 42 (b.)3
+0.0104 EH3 D=
x 4 Hi. = 0.015 62 (.-,) —0.004 44 M5
H2 = 0.015 62 (12r)4 —0.004 44 03 r
H3 = 0-0313+0.0417 In (7.) +0.0112 02 r
12(1 — v2)
Shear pr..xr2 r(x3 —b3) 1 x (x2 —b2 )1 p.a.r2 r(b3 —x3) —x3)] w = ca w = HG I. 6r3 +41n b 2.67r2 I HG I. 2.67r2 6r3
Differential pressure pm,„H2r2 3 0 005 18 b3)1 — P max *+2r2 b2 —x2 [0 0137 ) 0.005 18 W (b3 r2x3)] ( r2 [0 0137 (x2r-2 b2) w —
(X r-3 D Dri
Fibre crushing H rx-b1 _ H i b — xl
w = —2E P'"' I_ r f w — 2E P'" k r )
Thermal gradient «titm,,xr2 x2 —b2 0.0943 —b3)] (x3 azItm'xr2 [0 500 (b2r-2X2) 0 0943 (—b3--1] w = w= [0 500 ( r2 ) H r3 H 7-3
Thermal fibre expansion
— aAtma .H Ib—x\ to aAtm „,„11 x —rb) to — 4 ( 4 kr/
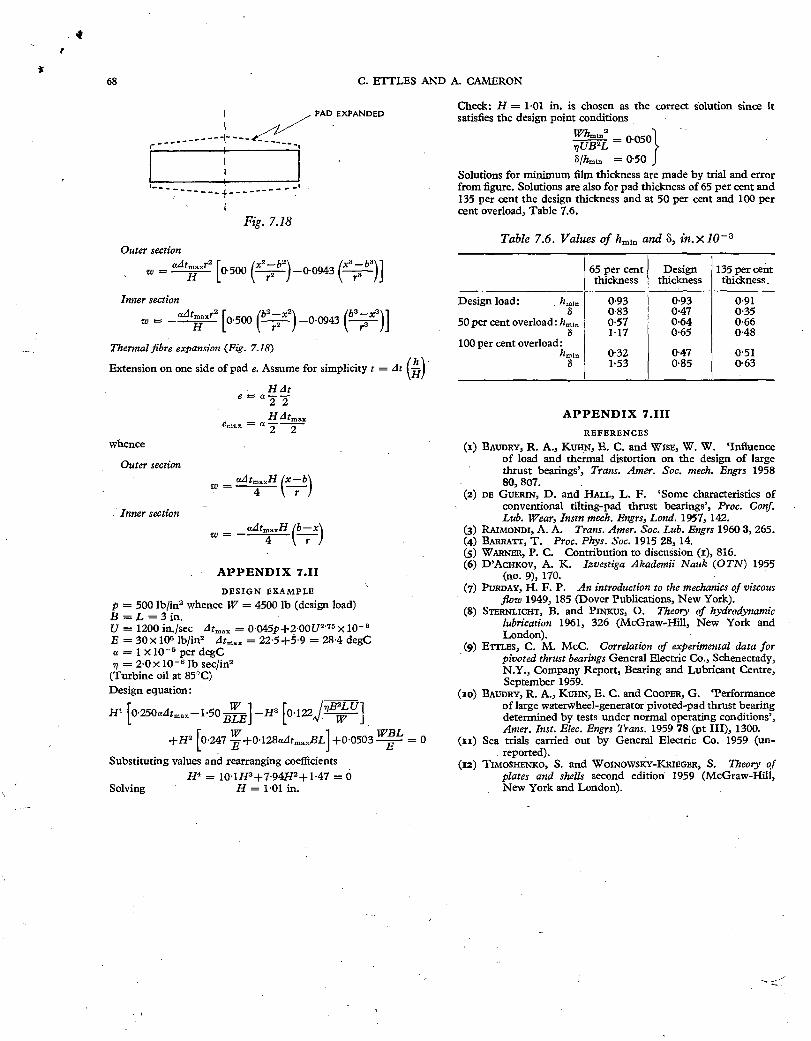
PAD EXPANDED
------- ----
--- 7 ------.-------- - -1 .
Fig. 7.18
Outer section adt,„„r2 (x2 1,2) (x5 --3.b311
w = [0 500 0 0943 H r. r /.1
Inner section
z o - aLjt IL2 [0.500 (b2 -2 x2)
0 0943 (b3 r-3 x3 )1 H r
Thermal fibre expansion (Fig. 7.18)
Extension on one side of pad e. Assume for simplicity t = dt (Pi)
H dt e - a 2 y
H dtmctx emax = a 2 2
whence
Outer section
nB2LU1 H4 [0•250adt,a, -1.50 -1/3 [0.1224/ ) W J
+H2 [ BLE
0.247 -w+0•128adtma,,BL1 +0.0503 WBL
Substituting values and rearranging coefficients H4 = 10.1113+7.94H2+1.47 =
Solving H = 1.01 in.
Inner section
w ad t„,a ,,H ix -1,1 4 kr/
adt„m „H 112- x\ w - 4 kr/
APPENDIX 7.11 DESIGN EXAMPLE
p = 500 lb/in2 whence W = 4500 lb (design load) B = L = 3 in. U = 1200 in./sec dtmax = 0.045p +2.00 U2'75 X10-8 E = 30 x 105 lb/in2 dtmax = 22.5+5.9 = 284 degC a = 1 X10-5 per degC
= 2.0 X 10-6 lb sec/in2 (Turbine oil at 85°C) Design equation:
68 C. ETTLES AND A. CAMERON
Check: H = 1.01 in. is chosen as the correct solution since it satisfies the design point conditions
Whnil"2 - o 050 nU1321, 8/h„,i„ = 0.50
Solutions for minimum film thickness are made by trial and error from figure. Solutions are also for pad thickness of 65 per cent and 135 per cent the design thickness and at 50 per cent and 100 per cent overload, Table 7.6.
Table 7.6. Values of hinin and 8, in. X /0-3
65 per cent thickness
Design thickness
135 per cent thickness
Design load: h,„",1 0.93 0.93 0.91 S 0.83 047 0.35
50 per cent overload: h,„1„ 0.57 0.64 0.66 3 1.17 0.65 0.48
100 per cent overload: h,,,h, 0.32 0.47 0.51
S F53 0.85 0.63
APPENDIX 7.111 REFERENCES
(I) BAUDRY, R. A., KUHN, E. C. and WISE, W. W. 'Influence of load and thermal distortion on the design of large thrust bearings', Trans. Amer. Soc. mech. Engrs 1958 80, 807.
(2) DE GUERIN, D. and HALL, L. F. 'Some characteristics of conventional tilting-pad thrust bearings', Proc. Conf. Lub. Wear, Instn mech. Engrs, Lond. 1957, 142.
(3) RAIMONDI, A. A. Trans. Amer. Soc. Lub. Engrs 1960 3, 265. (4) BARRATT, T. Proc. Phys. Soc. 1915 28, 14. (5) WARNER, P. C. Contribution to discussion (i), 816. (6) D'Ammov, A. K. Izvestiga Akadernii Nauk (OTN) 1955
(no. 9), 170. (7) PURDAY, H. F. P. An introduction to the mechanics of viscous
flow 1949, 185 (Dover Publications, New York). (8) STERNLICHT, B. and Przlxus, 0. Theory of hydrodynamic
lubrication 1961, 326 (McGraw-Hill, New York and London).
(9) ETTLES, C. M. McC. Correlation of experimental data for pivoted thrust bearings General Electric Co., Schenectady, N.Y., Company Report, Bearing and Lubricant Centre, September 1959.
(Jo) BAUDRY, R. A., KUHN, E. C. and COOPER, G. 'Performance of large waterwheel-generator pivoted-pad thrust bearing determined by tests under normal operating conditions', Amer. Inst. Elec. Engrs Trans. 1959 78 (pt III), 1300.
- 0 (ii) Sea trials carried out by General Electric Co. 1959 (un- reported).
(12) TIMOSHENKO, S. and WOINOWSKY-KRIEGER, S. Theory of plates and shells second edition 1959 (McGraw-Hill, New York and London).