How The Elements are Composed.
20
Introduction Our world is made of elements and combinations of elements called compounds. An element is a pure substance made of atoms that are all of the same type. At present, 116 elements are known, and only about 90 of these occur naturally. Besides these there are so many compounds. In these compounds, some are organic and some are in-organic. Here we are talking about these elements, including their production. Nitrous oxide Figure: Nitrous oxide Nitrous oxide, commonly known as laughing gas, is a chemical compound with the formula N2O. It is an oxide of nitrogen. At room temperature, it is a colorless, non-flammable gas, with a slightly sweet odour and taste. It is used in surgery and dentistry for its anaesthetic and analgesic effects. It is known as "laughing gas" due to the euphoric effects of inhaling it, a property that has led to its recreational use as a dissociative anaesthetic. It is also used as an oxidizer in rocketry and in motor racing to increase the power output of engines. At elevated temperatures, nitrous oxide is a powerful oxidizer similar to molecular oxygen. Nitrous oxide gives rise to NO (nitric oxide) on reaction with oxygen atoms, and this NO in turn reacts with ozone. As a result, it is the main naturally occurring regulator of stratospheric ozone. It is also a major greenhouse gas and air
Transcript of How The Elements are Composed.

IntroductionOur world is made of elements and combinations of elements called compounds. An element is a pure substance made of atoms that are all of the same type. At present, 116 elements are known, and only about 90 of these occur naturally.
Besides these there are so many compounds. In these compounds, someare organic and some are in-organic.
Here we are talking about these elements, including their production.
Nitrous oxide
Figure: Nitrous oxide
Nitrous oxide, commonly known as laughing gas, is a chemicalcompound with the formula N2O. It is an oxide of nitrogen. At roomtemperature, it is a colorless, non-flammable gas, with a slightlysweet odour and taste. It is used in surgery and dentistry forits anaesthetic and analgesic effects. It is known as "laughinggas" due to the euphoric effects of inhaling it, a property thathas led to its recreational use as a dissociative anaesthetic. Itis also used as an oxidizer in rocketry and in motor racing toincrease the power output of engines. At elevated temperatures,nitrous oxide is a powerful oxidizer similar to molecular oxygen.Nitrous oxide gives rise to NO (nitric oxide) on reaction withoxygen atoms, and this NO in turn reacts with ozone. As a result,it is the main naturally occurring regulatorof stratospheric ozone. It is also a major greenhouse gas and air

pollutant. Considered over a 100-year period, it has 310 times moreimpact per unit weight (global warming potential) than carbondioxide according to the Environmental Protection Agency (EPA).
Production of Nitrous OxideNitrous oxide is most commonly prepared by careful heatingof ammonium nitrate, which decomposes into nitrous oxide and watervapour. The addition of various phosphates favours formation of apurer gas at slightly lower temperatures. One of the earliestcommercial producers was George Poe in Trenton, New Jersey.
Figure: Process of producing Nitrous oxide
NH4NO3 (s) → 2 H2O (g) + N2O (g)This reaction occurs between 170 and 240 °C, temperatures whereammonium nitrate is a moderately sensitive explosive and a verypowerful oxidizer. Above 240 °C the exothermic reaction mayaccelerate to the point of detonation, so the mixture must becooled to avoid such a disaster. Superheated steam is used to reachreaction temperature in some turnkey production plants.Downstream, the hot, corrosive mixture of gases must be cooled tocondense the steam, and filtered to remove higher oxides ofnitrogen. Ammonium nitrate smoke, as an extremely

persistent colloid, will also have to be removed. The cleanup isoften done in a train of three gas washes; namely base, acid andbase again. Any significant amounts of nitric oxide (NO) may notnecessarily be absorbed directly by the base (sodium hydroxide)washes.The nitric oxide impurity is sometimes chelated out with ferroussulfate, reduced with iron metal, or oxidised and absorbed in baseas a higher oxide. The first base wash may (or may not) react outmuch of the ammonium nitrate smoke. However, this reactiongenerates ammonia gas, which may have to be absorbed in the acidwash.
Other routesThe direct oxidation of ammonia may someday rival the ammoniumnitrate pyrolysis synthesis of nitrous oxide mentioned above. Thiscapital-intensive process, which originates in Japan, usesamanganese dioxide-bismuth oxide catalyst:
2 NH3 + 2 O2 → N2O + 3 H2OHigher oxides of nitrogen are formed as impurities. Incomparison, uncatalised ammonia oxidation (i.e. combustion orexplosion) goes primarily to N2 and H2O.Nitrous oxide can be made by heating a solution of sulfamicacid and nitric acid. Many gases are made this way in Bulgaria.
HNO3 + NH2SO3H → N2O + H2SO4 + H2OThere is no explosive hazard in this reaction if the mixing rate iscontrolled. However, as usual, toxic higher oxides of nitrogen areformed.Nitrous oxide is produced in large volumes as a by-product in thesynthesis of adipic acid; one of the two reactants used in nylonmanufacture. This might become a major commercial source, but willrequire the removal of higher oxides of nitrogen and organicimpurities. Currently much of the gas is decomposed before releasefor environmental protection.
Hydroxyl-ammonium chloride can react with sodium nitrite to produceN2O as well:
NH3OH+Cl− + NaNO2 → N2O + NaCl + 2 H2O
If the nitrite is added to the hydroxylamine solution, the onlyremaining by-product is salt water. However, if the hydroxylaminesolution is added to the nitrite solution (nitrite is in excess),then toxic higher oxides of nitrogen are also formed. Also, HNO3 canbe reduced to N2O by SnCl2 and HCl mixture:
2 HNO3 + 8 HCl + 4 SnCl2 → 5 H2O + 4 SnCl4 + N2
Sulfuric acid
Figure: Sulfuric acid
Sulfuric acid (alternative spelling sulphuric acid) is ahighly corrosive strong mineral acid with the molecularformula H2SO4. It is a pungent, colorless to slightly yellow viscousliquid which is soluble in water at all concentrations. Sometimes,it is dyed dark brown during production to alert people to itshazards. The historical name of this acid is oil of vitriol. Sulfuric acid is a diprotic acid and shows different propertiesdepending upon its concentration. Its corrosiveness on othermaterials, like metals, living tissues (e.g. skin and flesh) oreven stones, can be mainly ascribed to its strong acidicnature and, if concentrated, strongdehydrating and oxidizingproperty. Sulfuric acid at ahigh concentration can cause very serious damage upon contact, asit not only causes chemical burns via hydrolysis, butalso secondary thermal burns via dehydration. It burnsthe cornea and can lead to permanent blindness if splashed
onto eyes. Accordingly, safety precautions should be strictlyobserved when handling it. Moreover, it is hygroscopic, readilyabsorbing water vapour from the air.
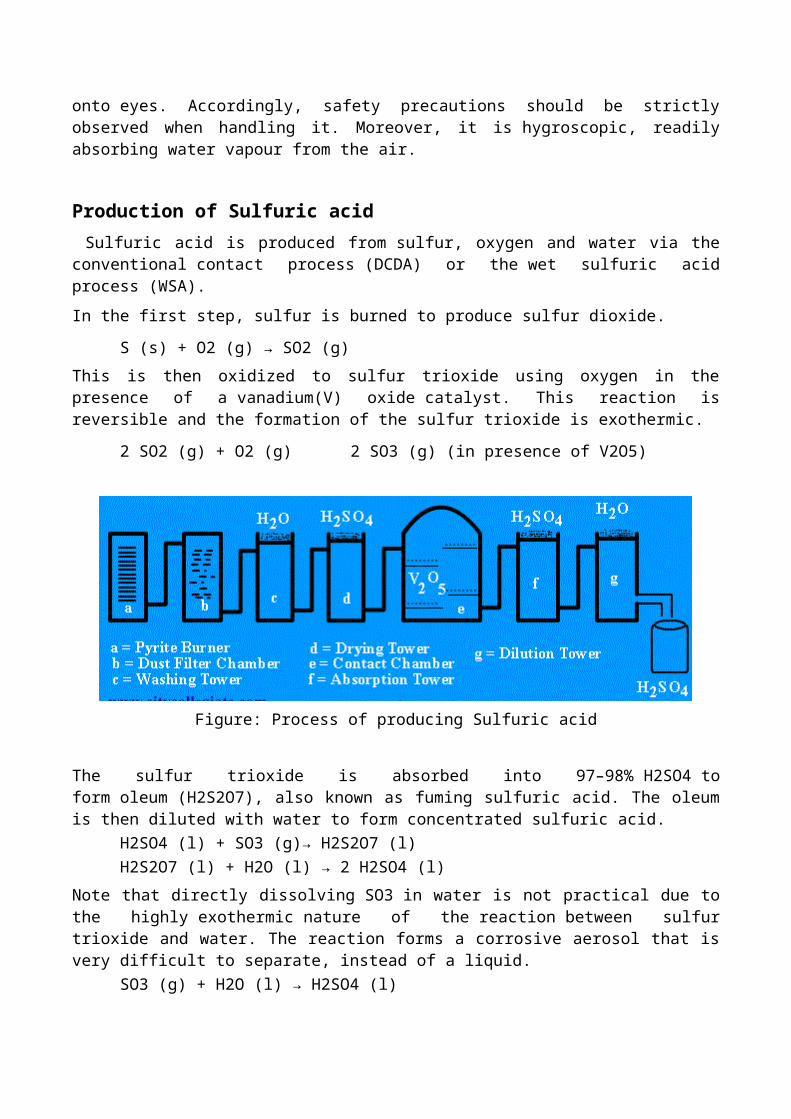
Production of Sulfuric acid Sulfuric acid is produced from sulfur, oxygen and water via theconventional contact process (DCDA) or the wet sulfuric acidprocess (WSA).In the first step, sulfur is burned to produce sulfur dioxide.
S (s) + O2 (g) → SO2 (g)This is then oxidized to sulfur trioxide using oxygen in thepresence of a vanadium(V) oxide catalyst. This reaction isreversible and the formation of the sulfur trioxide is exothermic.
2 SO2 (g) + O2 (g) 2 SO3 (g) (in presence of V2O5)
Figure: Process of producing Sulfuric acid
The sulfur trioxide is absorbed into 97–98% H2SO4 toform oleum (H2S2O7), also known as fuming sulfuric acid. The oleumis then diluted with water to form concentrated sulfuric acid.
H2SO4 (l) + SO3 (g)→ H2S2O7 (l)H2S2O7 (l) + H2O (l) → 2 H2SO4 (l)
Note that directly dissolving SO3 in water is not practical due tothe highly exothermic nature of the reaction between sulfurtrioxide and water. The reaction forms a corrosive aerosol that isvery difficult to separate, instead of a liquid.
SO3 (g) + H2O (l) → H2SO4 (l)
Wet sulfuric acid processIn the first step, sulfur is burned to produce sulfur dioxide:
S(s) + O2(g) → SO2(g)or, alternatively, hydrogen sulfide (H2S) gas is incineratedto SO2 gas:
2 H2S + 3 O2 → 2 H2O + 2 SO2 (−518 kJ/mol)This is then oxidized to sulfur trioxide using oxygenwith vanadium(V) oxide as catalyst.
2 SO2 + O2 → 2 SO3 (−99 kJ/mol) (reaction is reversible)The sulfur trioxide is hydrated into sulfuric acid H2SO4:
SO3 + H2O → H2SO4(g) (−101 kJ/mol)The last step is the condensation of the sulfuric acid to liquid97–98% H2SO4:
H2SO4(g) → H2SO4(l) (−69 kJ/mol)
Industrial production of Sulfuric acid The major use for sulfuric acid is in the "wet method" for theproduction of phosphoric acid, used for manufactureof phosphate fertilizers. In this method, phosphate rock is used,and more than 100 million tonnes are processed annually. This rawmaterial is shown below as fluorapatite, though the exactcomposition may vary. This is treated with 93% sulfuric acid toproduce calcium sulfate, hydrogen fluoride (HF) and phosphoricacid. The HF is removed as hydrofluoric acid. The overall processcan be represented as:
Ca5F(PO4)3 + 5 H2SO4 + 10 H2O → 5 CaSO4·2 H2O + HF + 3 H3PO4Ammonium sulfate, an important nitrogen fertilizer, is mostcommonly produced as a byproduct from coking plants supplying theiron and steel making plants. Reacting the ammonia produced in thethermal decomposition of coal with waste sulfuric acid allows theammonia to be crystallized out as a salt (often brown because ofiron contamination) and sold into the agro-chemicals industry.Another important use for sulfuric acid is for the manufactureof aluminium sulfate, also known as paper maker's alum. This canreact with small amounts of soap on paper pulp fibers to givegelatinous aluminium carboxylates, which help to coagulate the pulp

fibers into a hard paper surface. It is also used formaking aluminium hydroxide, which is used at water treatment plantstofilter out impurities, as well as to improve the taste ofthe water. Aluminium sulfate is made by reacting bauxite withsulfuric acid:
2 AlO(OH) + 3 H2SO4 → Al2(SO4)3 + 4 H2OSulfuric acid is also important in the manufactureof dyestuffs solutions.
Iron
Figure: Iron
Iron is a chemical element with the symbol Fe (from Latin: ferrum)and atomic number 26. It is a metal in the first transition series.It is the most common element (by mass) forming the planet Earth asa whole, forming much of Earth's outer and inner core. It is thefourth most common element in the Earth's crust. Iron's very commonpresence in rocky planets like Earth is due to its abundantproduction as a result of fusion in high-mass stars, where theproduction of nickel-56 (which decays to the most common isotope ofiron) is the last nuclear fusion reaction that isexothermic. Thiscauses radioactive nickel to become the last element to be produced
before collapse of a supernova leads to the explosive events thatscatter this precursor radionuclide of iron abundantly into space.Like other group 8 elements, iron exists in a wide rangeof oxidation states, −2 to +6, although +2 and +3 are the mostcommon. Elemental iron occurs in meteoroids and otherlow oxygen environments, but is reactive to oxygen and water. Freshiron surfaces appear lustrous silvery-gray, butoxidize in normalair to give hydrated iron oxides, commonly known as rust. Unlikemany other metals which form passivating oxide layers, iron oxidesoccupy more volume than iron metal, and thus iron oxides flake offand expose fresh surfaces for corrosion.
Production of Iron
Blast furnaceNinety percent of all mining of metallic ores is for the extractionof iron.[citation needed] Industrially, iron production involves iron ores,principally hematite(nominally Fe2O3) and magnetite (Fe3O4) ina carbothermic reaction (reduction with carbon) in a blast furnaceat temperatures of about 2000 °C. In a blast furnace, iron ore,carbon in the form of coke, and a flux such as limestone (which isused to remove silicon dioxide impurities in the ore which wouldotherwise clog the furnace with solid material) are fed into thetop of the furnace, while a massive blast of heated air, about 4tons per ton of iron, is forced into the furnace at the bottom.In the furnace, the coke reacts with oxygen in the air blast toproduce carbon monoxide:

Figure: Process of producing Iron
2 C + O2 → 2 COThe carbon monoxide reduces the iron ore (in the chemicalequation below, hematite) to molten iron, becoming carbondioxide in the process:
Fe2O3 + 3 CO → 2 Fe + 3 CO2
Some iron in the high-temperature lower region of the furnacereacts directly with the coke:
2 Fe2O3 + 3 C → 4 Fe + 3 CO2
The flux is present to melt impurities in the ore,principally silicon dioxide sand and other silicates. Common fluxesinclude limestone (principally calcium carbonate)and dolomite (calcium-magnesium carbonate). Other fluxes may beused depending on the impurities that need to be removed from theore. In the heat of the furnace the limestone flux decomposesto calcium oxide (also known as quicklime):
CaCO3 → CaO + CO2
Then calcium oxide combines with silicon dioxide to form aliquid slag.
CaO + SiO2 → CaSiO3
The slag melts in the heat of the furnace. In the bottom of thefurnace, the molten slag floats on top of the denser molten iron,and apertures in the side of the furnace are opened to run off theiron and the slag separately. The iron, once cooled, is called pig
iron, while the slag can be used as a material inroad constructionor to improve mineral-poor soils for agriculture.
Direct iron reductionSince coke is becoming more regulated due to environmentalconcerns, alternative methods of processing iron have beendeveloped. "Direct iron reduction" reduces iron ore to a powdercalled "sponge" iron or "direct" iron that is suitable forsteelmaking. There are two main reactions that go on in the directreduction process:Natural gas is partially oxidized (with heat and a catalyst):
2 CH4 + O2 → 2 CO + 4 H2
These gases are then treated with iron ore in a furnace, producingsolid sponge iron:
Fe2O3 + CO + 2 H2 → 2 Fe + CO2 + 2 H2OSilica is removed by adding a limestone flux, later.
Copper
Figure: Copper
Copper is a chemical element with thesymbol Cu (from Latin: cuprum) and atomic number 29. It isa ductile metal with very high thermal and electrical conductivity.Pure copper is soft and malleable; a freshly exposed surface has areddish-orange color. It is used as a conductor of heat and

electricity, a building material, and a constituent of variousmetal alloys.The metal and its alloys have been used for thousands of years. Inthe Roman era, copper was principally mined on Cyprus, hence theorigin of the name of the metal as сyprium (metal of Cyprus), latershortened to сuprum. Its compounds are commonly encountered ascopper(II) salts, which often impart blue or green colors tominerals such as azurite and turquoise and have been widely usedhistorically as pigments. Architectural structures built withcopper corrode to give green verdigris (or patina). Decorativeart prominently features copper, both by itself and as part ofpigments.Copper is essential to all living organisms as a trace dietarymineral because it is a key constituent of the respiratory enzymecomplex cytochrome c oxidase. In molluscs and crustacea copper is aconstituent of the blood pigment hemocyanin, which is replaced bythe iron-complex edhemoglobin in fish and other vertebrates. Themain areas where copper is found in humans are liver, muscle andbone. Copper compounds are used as bacteriostaticsubstances, fungicides, and wood preservatives.
PRODUCTIONMost copper is mined or extracted as copper sulfides fromlarge open pit mines in porphyry copper deposits that contain 0.4to 1.0% copper. Examples include Chuquicamata in Chile, BinghamCanyon Mine in Utah, United States and El Chino Mine in New Mexico,United States. According to the British Geological Survey, in 2005,Chile was the top mine producer of copper with at least one-thirdworld share followed by the United States, Indonesia andPeru. Copper can also be recovered through the In-situleach process. Several sites in the state of Arizona are consideredprime candidates for this method. The amount of copper in use isincreasing and the quantity available is barely sufficient to allowall countries to reach developed world levels of usage.
METHODS
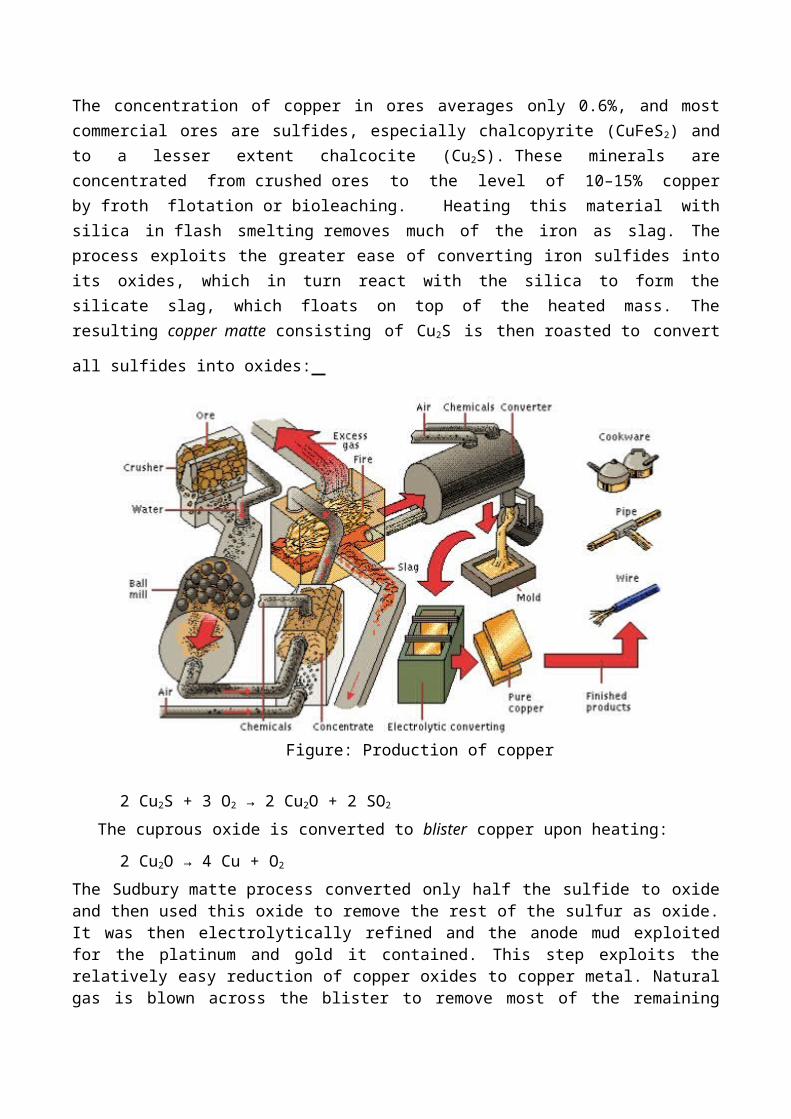
The concentration of copper in ores averages only 0.6%, and mostcommercial ores are sulfides, especially chalcopyrite (CuFeS2) andto a lesser extent chalcocite (Cu2S). These minerals areconcentrated from crushed ores to the level of 10–15% copperby froth flotation or bioleaching. Heating this material withsilica in flash smelting removes much of the iron as slag. Theprocess exploits the greater ease of converting iron sulfides intoits oxides, which in turn react with the silica to form thesilicate slag, which floats on top of the heated mass. Theresulting copper matte consisting of Cu2S is then roasted to convert
all sulfides into oxides:
Figure: Production of copper
2 Cu2S + 3 O2 → 2 Cu2O + 2 SO2
The cuprous oxide is converted to blister copper upon heating:2 Cu2O → 4 Cu + O2
The Sudbury matte process converted only half the sulfide to oxideand then used this oxide to remove the rest of the sulfur as oxide.It was then electrolytically refined and the anode mud exploitedfor the platinum and gold it contained. This step exploits therelatively easy reduction of copper oxides to copper metal. Naturalgas is blown across the blister to remove most of the remaining
oxygen and electrorefining is performed on the resulting materialto produce pure copper:
Cu2+ + 2 e– → Cu
POTASSIUM
Figure: Potassium
Potassium is a chemical element with symbol K (from Neo-Latin kalium) and atomic number 19. Elemental potassium is a softsilvery-white alkali metal that oxidizes rapidly in air and is veryreactive with water, generating sufficient heat to ignitethe hydrogen emitted in the reaction and burning witha lilac flame.
Because potassium and sodium are chemically very similar,their salts were not at first differentiated. The existence ofmultiple elements in their salts was suspected from 1702, and thiswas proven in 1807 when potassium and sodium were individuallyisolated from different salts byelectrolysis. Potassium in natureoccurs only in ionic salts. As such, it is found dissolvedin seawater (which is 0.04% potassium by weight), and is part ofmany minerals.Most industrial chemical applications of potassium employ therelatively high solubility in water of potassium compounds, such as
potassium soaps. Potassium metal has only a few specialapplications, being replaced in most chemical reactions with sodiummetal.
Potassium ions are necessary for the function of all living cells.Potassium ion diffusion is a key mechanism in nerve transmission,and potassium depletion in animals, including humans, results invarious cardiac dysfunctions. Potassium accumulates in plant cells,and thus fresh fruits and vegetables are a good dietary source ofit. Conversely, most plants except specialist halophytes areintolerant of salt, and sodium is present in them only in lowconcentration. This resulted in potassium first being isolatedfrom potash, the ashes of plants, giving the element its name. Forthe same reason, heavy crop production rapidly depletes soils ofpotassium, and agricultural fertilizers consume 95% of globalpotassium chemical production.
Commercial Production of POTASSIUM
Figure: Sylvite from New Mexico
Potassium salts such as carnallite, langbeinite, polyhalite,and sylvite form extensive deposits in ancient lakeand seabeds, making extraction of potassium salts in theseenvironments commercially viable. The principal source of potassium– potash – is minedin Canada, Russia, Belarus,Germany, Israel, United States, Jordan,and other places around the world.[43][44][45] The first mined depositswere located near Staßfurt, Germany, but the deposits spanfrom Great Britain over Germany into Poland. They are located in

the Zechstein and were deposited in the Middle to Late Permian. Thelargest deposits ever found lie 1000 meters (3000 feet) below thesurface of the Canadian province of Saskatchewan. The deposits arelocated in the Elk Point Group produced in the Middle Devonian.Saskatchewan, where several large mines have operated since the1960s, pioneered the use of freezing of wet sands (the Blairmoreformation) in order to drive mine shafts through them. The mainpotash mining company in Saskatchewan is the Potash Corporation ofSaskatchewan.[46] The water of the Dead Sea is used by Israel andJordan as a source for potash, while the concentration in normaloceans is too low for commercial production at current prices.
Figure: Mining and beneficiation waste heaps from potash mining inGermany, consisting mostly of sodium chloride.
Several methods are applied to separate the potassium salts fromthe present sodium and magnesium compounds. The most-used method isto precipitate some compounds relying on the solubility differenceof the salts at different temperatures. Electrostatic separation ofthe ground salt mixture is also used in some mines. The resultingsodium and magnesium waste is either stored underground or piled upin slag heaps. Most of the mined potassium minerals end up aspotassium chloride after processing. The mineral industry refers topotassium chloride either as potash, muriate of potash, or simplyMOP. Pure potassium metal can be isolated by electrolysis ofits hydroxide in a process that has changed little since Davy.Although the electrolysis process was developed and used inindustrial scale in the 1920s the thermal method by reacting sodiumwith potassium chloride in a chemical equilibrium reaction becamethe dominant method in the 1950s. The production of sodiumpotassium alloys is possible by changing the reaction time and theamount of sodium used in the reaction. The Griesheimer processemploying the reaction of potassium fluoride with calciumcarbide was also used to produce potassium.

Na + KCl → NaCl + K (Thermal method)2 KF + CaC2 → 2 K + CaF2 + 2 C (Griesheimer process)
Figure: Process of producing Ptassium
Reagent-grade potassium metal cost about $10.00/pound ($22/kg) in2010 when purchased in tonne quantities. Lower purity metal isconsiderably cheaper. The market is volatile due to the difficultyof the long-term storage of the metal. It must be stored under adry inert gas atmosphere or anhydrous mineral oil to prevent theformation of a surface layer of potassium superoxide. Thissuperoxide is a pressure-sensitive explosive thatwill detonate when scratched. The resulting explosion will usuallystart a fire that is difficult to extinguish.
Hydrogen

Figure: Hydrogen
Hydrogen is a chemical element with chemical symbol H and atomicnumber 1. With an atomic weight of 1.00794 u, hydrogen is thelightest element and its monatomic form (H) is the most abundantchemical substance, constituting roughly 75% of the Universe'sbaryonic mass. Non-remnant stars are mainly composed of hydrogen inits plasma state.
At standard temperature and pressure, hydrogen is a colorless,odorless, tasteless, non-toxic, nonmetallic, highly combustiblediatomic gas with the molecular formula H2. Most of the hydrogen onEarth is in molecules such as water and organic compounds becausehydrogen readily forms covalent compounds with most non-metallicelements.
The most common isotope of hydrogen is protium (name rarely used,symbol 1H) with a single proton and no neutrons. As the simplestatom known, the hydrogen atom has been of theoretical use. Forexample, as the only neutral atom with an analytic solution to theSchrödinger equation, the study of the energetics and bonding ofthe hydrogen atom played a key role in the development of quantummechanics.
Production
Hydrogen gas was first artificially produced in the early 16thcentury, via the mixing of metals with acids. In 1766–81, HenryCavendish was the first to recognize that hydrogen gas was adiscrete substance, and that it produces water when burned, aproperty which later gave it its name: in Greek, hydrogen means"water-former".

Industrial production is mainly from the steam reforming of naturalgas, and less often from more energy-intensive hydrogen productionmethods like the electrolysis of water. Most hydrogen is employednear its production site, with the two largest uses being fossilfuel processing (e.g., hydrocracking) and ammonia production,mostly for the fertilizer market
LaboratoryIn the laboratory, H2 is usually prepared by the reaction ofdilute non-oxidizing acids on some reactive metals suchas zinc with Kipp's apparatus.
Zn + 2 H+ → Zn2+ + H2Aluminium can also produce H2 upon treatment with bases:
2 Al + 6 H2O + 2 OH− → 2 Al(OH)−4 + 3 H2
Figure: Production of hydrogen gas by Kipp's apparatus method
The electrolysis of water is a simple method of producing hydrogen.A low voltage current is run through the water, and gaseous oxygenforms at the anode while gaseous hydrogen forms at the cathode.Typically the cathode is made from platinum or another inert metalwhen producing hydrogen for storage. If, however, the gas is to beburnt on site, oxygen is desirable to assist the combustion, and soboth electrodes would be made from inert metals. (Iron, forinstance, would ``oxidize, and thus decrease the amount of oxygengiven off.) The theoretical maximum efficiency (electricity usedvs. energetic value of hydrogen produced) is in the range 80–94%.
2 H2O(l) → 2 H2(g) + O2(g)
In 2007, it was discovered that an alloy of aluminiumand gallium in pellet form added to water could be used to generatehydrogen. The process also creates alumina, but the expensivegallium, which prevents the formation of an oxide skin on thepellets, can be re-used. This has important potential implicationsfor a hydrogen economy, as hydrogen can be produced on-site anddoes not need to be transported.
Industrial production of HydrogenHydrogen can be prepared in several different ways, buteconomically the most important processes involve removal ofhydrogen from hydrocarbons. Commercial bulk hydrogen is usuallyproduced by the steam reforming of natural gas. At hightemperatures (1000–1400 K, 700–1100 °C or 1300–2000 °F), steam(water vapor) reacts with methane to yield carbon monoxide andH2.
CH4 + H2O → CO + 3 H2This reaction is favored at low pressures but is nonetheless conducted at high pressures (2.0 MPa, 20 atm or 600 in Hg). This is because high-pressure H2 is the most marketable product and Pressure Swing Adsorption (PSA) purification systems work better athigher pressures. The product mixture is known as "synthesis gas" because it is often used directly for the production of methanol and related compounds. Hydrocarbons other than methane canbe used to produce synthesis gas with varying product ratios. One of the many complications to this highly optimized technology is the formation of coke or carbon:
CH4 → C + 2 H2
Consequently, steam reforming typically employs an excess of H2O.Additional hydrogen can be recovered from the steam by use ofcarbon monoxide through the water gas shift reaction, especiallywith an iron oxide catalyst. This reaction is also a commonindustrial source of carbon dioxide:
CO + H2O → CO2 + H2Other important methods for H2 production include partial oxidationof hydrocarbons
2 CH4 + O2 → 2 CO + 4 H2and the coal reaction, which can serve as a prelude to the shiftreaction above:
C + H2O → CO + H2

Hydrogen is sometimes produced and consumed in the same industrialprocess, without being separated. In the Haber process forthe production of ammonia, hydrogen is generated from natural gas.Electrolysis of brine to yield chlorine also produces hydrogen as aco-product.
Reference:o www.wikipedia.org
o www.sciencelearn.org.nz
o www.chemicalforums.com
o www.answers.com
o www.scientificamerican.com
o www.chemistrycentral.com