
Genome structure of a Saccharomyces cerevisiae strain widely used in bioethanol production
Upload
independentCategory
view
2download
0
Fuel 122 (2014) 294–300
Contents lists available at ScienceDirect
Fuel
journal homepage: www.elsevier .com/locate / fuel
High solid fed-batch SSF with delayed inoculation for improvedproduction of bioethanol from wheat straw
0016-2361/$ - see front matter � 2014 Elsevier Ltd. All rights reserved.http://dx.doi.org/10.1016/j.fuel.2014.01.020
⇑ Corresponding author. Tel.: +420 220 445 051; fax: +420 224311082.E-mail address: [email protected] (L. Paulová).
L. Paulová ⇑, P. Patáková, M. Rychtera, K. MelzochInstitute of Chemical Technology Prague, Department of Biotechnology, Technická 5, 166 28, Prague 6, Czech Republic
h i g h l i g h t s
� SSF process with delayed inoculation eliminates problems related to typical SSF.� Gradual feeding of prehydrolysed medium enabled increase final ethanol concentration.� In fed-batch SSF with delayed inoculation ethanol yield from cellulose was 0.37 g/g.
a r t i c l e i n f o
Article history:Received 27 September 2013Received in revised form 19 November 2013Accepted 7 January 2014Available online 27 January 2014
Keywords:BioethanolWheat strawSaccharificationFed-batchHigh solid
a b s t r a c t
Simultaneous saccharification and fermentation (SSF) of lignocellulosic substrate is limited by lowglucose availability in the early stages of SSF, different temperature optima for enzymatic hydrolysisand fermentation, and low ethanol productivity. These were eliminated in this work by carrying outthe pre-saccharification step at the optimum temperature for cellulolytic enzymes. When inoculationwas delayed for 12 h (dSSF process), ethanol productivity was enhanced and the process was shortenedby 60% compared to SSF, while the final ethanol concentration remained the same. Increased loading ofacid-pretreated wheat straw in batch mode did not improve the ethanol concentration; although pre-concentration of substrate from 36% to 66% of wet solid enabled a 48% increase in glucose concentrationit negatively influenced fermentation. The fed-batch dSSF process, with gradual feeding of pre-hydroly-sed medium, carried out in two bioreactors, enabled us to increase the final ethanol concentration and toeliminate problems associated with high concentrations of inhibitors in batch mode and high viscosity ofthe medium.
� 2014 Elsevier Ltd. All rights reserved.
1. Introduction
Although bioethanol is mostly produced from starch and sugarraw materials, attention is increasingly being focussed on 2ndgeneration feedstocks, represented by several categories oflignocellulosic biomass [1].
In our work, wheat straw, the mostly abundant agrowaste inEurope, was exploited as a feedstock for bioethanol production.Although it is mainly reutilized in agriculture, i.e. 75% is returnedto the field to protect soil quality, and 8% is balled for beddingand animal feed or used for electricity co-generation, approxi-mately 17% of wheat straw can be exploited as a feedstock in bio-technology [2]. The annual estimates of wheat straw available forbioethanol production in Europe vary from 133 to 180 million tons[2,3].
Unfortunately, the economic potential for large scale produc-tion of 2nd generation bioethanol is limited and only four pilot
plants are currently operating in Europe [4]. Issues include the factthat about 20% of the final product price accounts for biomasspre-treatment [5] which, in the case of lignocellulose, is essentialbecause enzymatic hydrolysis of non-pretreated material providesless than 20% of the theoretical yield of fermentable sugars for themajority of feedstocks [6]. Another issue is the price of enzymes;although the gap between the price of amylolytic and cellulolyticenzymes has been considerably reduced, about 40–100 times moreenzyme, based on protein weight, is required to break down cellu-lose than starch [7]. Fermentation of lignocellulose hydrolysates isalso complicated by the fact that they contain both hexose andpentose sugars in relatively low concentrations and that most ofthe industrially used strains are able to utilize only hexoses; thishampers attainment of high ethanol concentrations in the process,compared to the fermentation of starch, even if the yield is close totheoretical. Although the use of recombinant strains that are ableto consume both hexose and pentose sugars has been reported[8–10], in most of these processes, the final concentration of etha-nol is below 4%, which is the minimum for economic distillation[11,12]. The amount of ethanol can be theoretically improved by

L. Paulová et al. / Fuel 122 (2014) 294–300 295
increasing the substrate loading [13,14], which can lead to an in-creased concentration of fermentable sugars and thus improvedethanol concentration. To reach an ethanol concentration higherthan 4% of dry mass, concentrations of fermentable sugars above20% are required from the lignocellulose biomass, as reported byHuang et al. [11]. However, in reality, productivity is constrainedby other problems. Pre-concentration of hydrolysate leads to areduction in free water and results in pasta-like slurries with highviscosities [14]. This is a challenge for mixing and increases ex-penses for pumping and handling [11]. Moreover, as is often re-ported for different types of biomass, at a high solid content,both conversion of cellulose [15] and ethanol yield [13,16,17] tendto decrease, which offsets any advantage of this approach. Pre-con-centration of sugar-derived inhibitors formed during pre-treat-ment of lignocellulose at high temperatures [18,19], combinedwith high pressure and low pH, mass transfer limitations [20],non-productive adsorption of enzymes [15] and low availabilityof free water are the main reasons for poor enzymatic hydrolysisof cellulose and reduced metabolic activity of ethanol producingstrains. This can be partly eliminated by the gradual controlleddosing of substrate into the bioreactor, which enables the use ofmore substrate compared to batch mode and at the same time re-duces the concentration of inhibitors in the bioreactor [21].
Several other modifications of cellulose ethanol technologyhave been reported to improve the process and eliminate prob-lems. One of them, simultaneous saccharification and fermentation(SSF) integrates hydrolysis of cellulose and fermentation of re-leased glucose in one vessel, thus reducing investment costs andprocessing time compared to separate hydrolytic and fermentationprocesses (SHF). SSF is also reported [13] to achieve increased ratesof cellulose hydrolysis by eliminating end product inhibition of cel-lulolytic enzymes, because the released glucose is instantly con-sumed by the microbial strain and thus does not accumulate inthe vessel [8]. However, this advantage is constrained by differenttemperature optima for hydrolysis and fermentation, potentialsensitivity of enzymes to released ethanol and limitations in avail-able carbon for the microbial population in the early stages of theprocess [22]. As reported [23–26] several problems of SSF can bereduced by integration of pre-hydrolysis step. Although most ofstudies use yeast (Saccharomyces cerevisiae or Kluyveromycesmarxianus) for fermentation, the results often differs, because theprocess is affected also by other factors (e.g. length of presacchari-fication step, enzyme dosing, type of material, solid content, meth-od of material pretreatment, presence of toxic compounds andsensitivity of ethanol producing strains toward it); e.g. Mesaet al. [26] found PSSF to be superior to SSF and SHF in ethanol yieldand volume of ethanol produced while Öhgren et al. [22] did notfind any improvement. Moreover, in many studies these processesare compared to SHF and SSF without optimization of length ofpre-saccharification step, which is one of the most important fac-tors influencing the process performance [26].
In our work, we have eliminated many of the above problemsby developing a fed-batch SSF process with delayed inoculation,where higher solid loadings and a gradual feeding of substrate, to-gether with pre-saccharification, is exploited.
2. Materials and methods
2.1. Hydrolysis of raw material and hydrolysate composition
Wheat straw hydrolysate used in this work was produced in acontinuous pilot plant by Pharmix Ltd., with a capacity of 1500 l/h.Acid hydrolysis of pre-milled wheat straw (provided by a local farm)was carried out at 230 �C and 3.1 MPa for 12 min using 0.6% nitricacid. The hydrolysate, which contained 57% cellulose and 43% lignin
on a dry weight basis (dry weight was 12%), was used to prepare cul-tivation medium; content of hydrolysate in medium is referred to asthe wet solid phase in this work. The composition of the wheat strawhydrolysate was analysed according to the NREL LaboratoryAnalytical Procedure [27].
2.2. Cellulolytic enzymes and enzymatic hydrolysis
Cellulase complex NS22086 (Novozymes A/S, Denmark) waskindly provided by Jan B. Kristensen, Dept. Biofuels, NovozymesA/S, Denmark. Enzymatic hydrolysis was carried out at 45 �C(pre-saccharification step in the dSSF process, enzymatic hydroly-sis in the SHF process) or at 30 �C (SSF process). Enzyme dosing was0.2 ml per 1 g of cellulose, corresponding to the plateau region of adose–response curve, to avoid limitations in enzyme availability.After sampling, the enzyme was inactivated (boiling for 5 min)and the concentration of released glucose was analysed by HPLC.
2.3. Microbial strain
Zymomonas mobilis CCM 2770 (Czech Collection of Microorgan-isms, Brno) was used for ethanol fermentation. It was stored at�70 �C in 30% glycerol solution.
2.4. Inoculum
A glycerol stock (1.5 ml) was thawed and used to inoculate anErlenmeyer flask with 150 ml of inoculation medium. It was grownas a shake culture for 24 h at 30 �C and 150 rpm, then transferredto the bioreactor to achieve a 10% inoculation ratio.
2.5. Culture media
Inoculation medium contained per liter 20 g of glucose, 5 gof yeast extract, 7.5 g of NH4Cl, 3.5 g of KH2PO4 and 0.5 g ofMgSO4.7H2O. The pH was adjusted to 5.5 prior to sterilization.
Cultivation medium contained, per liter, an amount of wheatstraw hydrolysate corresponding to 25–45 g of cellulose (specifiedseparately for each experiment in the following paragraphs), 5 gof yeast extract, 7.5 g of NH4Cl, 3.5 g of KH2PO4 and 0.5 g ofMgSO4�7H2O. The pH was adjusted to 5.5 prior to sterilization.
2.6. Development of delayed SSF (dSSF)
150 ml of cultivation medium (20 g/l cellulose) was enzymati-cally hydrolysed in a shake culture at 45 �C and 200 rpm usingNS22086 (dosing, 0.2 ml enzyme per 1 g of cellulose). After thepre-saccharification period, which lasted from 0 to 25 h, the flaskswere cooled to 30 �C (without enzyme inactivation) and inoculatedwith Z. mobilis (10% inoculation ratio). SSF was then carried out un-til a constant concentration of ethanol was achieved. Samples werewithdrawn regularly during the process.
2.7. Evaluation of dSSF in a bioreactor
The process was carried out in a Labfors bioreactor (Infors HT,Switzerland) with 1 l of cultivation medium (20 g/l cellulose),which was enzymatically pre-hydrolysed at 45 �C using NS22086(0.2 ml per 1 g of initial cellulose) and 300 rpm agitator speed.After 12 h of pre-saccharification, the bioreactor was cooled to30 �C (without enzyme inactivation) and inoculated with Z. mobilis(10% inoculation ratio). SSF was then carried out for 24 h. Sodiumhydroxide (10%) and sulphuric acid (10%) were used to maintainpH at a constant value of 5.5 during the whole process. Sampleswere withdrawn regularly.

296 L. Paulová et al. / Fuel 122 (2014) 294–300
2.8. Fed-batch dSSF
This process was carried out in two Labfors bioreactors (InforsHT, Switzerland). In the first bioreactor, the previously describeddSSF batch process was performed. The second bioreactor, contain-ing 2 l of cultivation medium (45 g/l cellulose) was used onlyfor enzymatic hydrolysis, which was performed at 45 �C usingNS22086 (dosing 0.2 ml/g cellulose) for 26 h. The pH was main-tained at 5.5 during saccharification, and the agitator speed wasset to 300 rpm. Immediately after exhaustion of glucose in the1st bioreactor, feeding of enzymatically hydrolysed medium fromthe 2nd bioreactor was initiated. The feeding rate was kept con-stant at 190 ml/h (this value was calculated based on the glucoseconsumption rate achieved in previous experiments to maintaina maximum ethanol production rate) for another 10 h. Sampleswere withdrawn regularly from both bioreactors.
2.9. Separate hydrolysis and fermentation (SHF)
To test the effect of increased solid content on the course ofenzymatic hydrolysis and on fermentation of released sugars,separate hydrolysis and fermentation experiments (SHF) were per-formed. Firstly, enzymatic hydrolysis of 150 ml of cultivation med-ium with a wet solid content of 36–66% (i.e. 25–45 g/l cellulose)was performed for 24 h in a shake culture at 45 �C and 200 rpmusing NS22086 (dosing 0.2 ml enzyme per 1 g of cellulose). Afterheat inactivation of enzymes, the flasks were cooled to 30 �C andinoculated with Z. mobilis (10% inoculation ratio). Fermentationwas then carried out for 24 h in a thermostatic bath (i.e. withoutshaking) at 30 �C.
2.10. Analyses
Concentrations of glucose, xylose and ethanol were determinedin culture supernatants by HPLC analysis (Agilent, Spain) usingPolymer IEX H+ column (Watrex Prague, Czech Republic) at 60 �Cand a refractive index detector (Agilent, Spain). A mobile phaseof 5 mM H2SO4 in demineralized water was used at a flow rate of0.5 ml/min, with an injection volume of 20 ll.
2.11. Calculations
Conversion of cellulose into glucose (Kglu/cel) was calculatedaccording to the following equation:
Kglu=cel ¼cglu
ccel� f � 100 ð%Þ ð1Þ
where cglu is the concentration of glucose released during enzy-matic hydrolysis (g/l), ccel is the initial concentration of cellulosein the cultivation medium (g/l) and f is the conversion factor (usedfor correction of water addition to one unit of hexosan during enzy-matic hydrolysis, i.e. f ¼ 162
180 ¼ 0:9).The yield of ethanol from cellulose (YEt/Cel) was calculated
according to the equation:
YEt=Cel ¼cet
cCelðg=gÞ ð2Þ
where cet is the concentration of ethanol produced in the process (g/l), and ccel is the initial concentration of cellulose in the cultivationmedium (g/l).
The ethanol production rate (ret) was calculated as follows:
ret ¼cetðiþ1Þ � cetðiÞ
tðiþ1Þ � tiðg=lhÞ ð3Þ
where cet(i+1) and cet(i) are the concentrations of ethanol in consecu-tive samples (g/l) and t(i+1) and ti are sampling periods (h).
3. Results and discussion
3.1. Development of delayed SSF
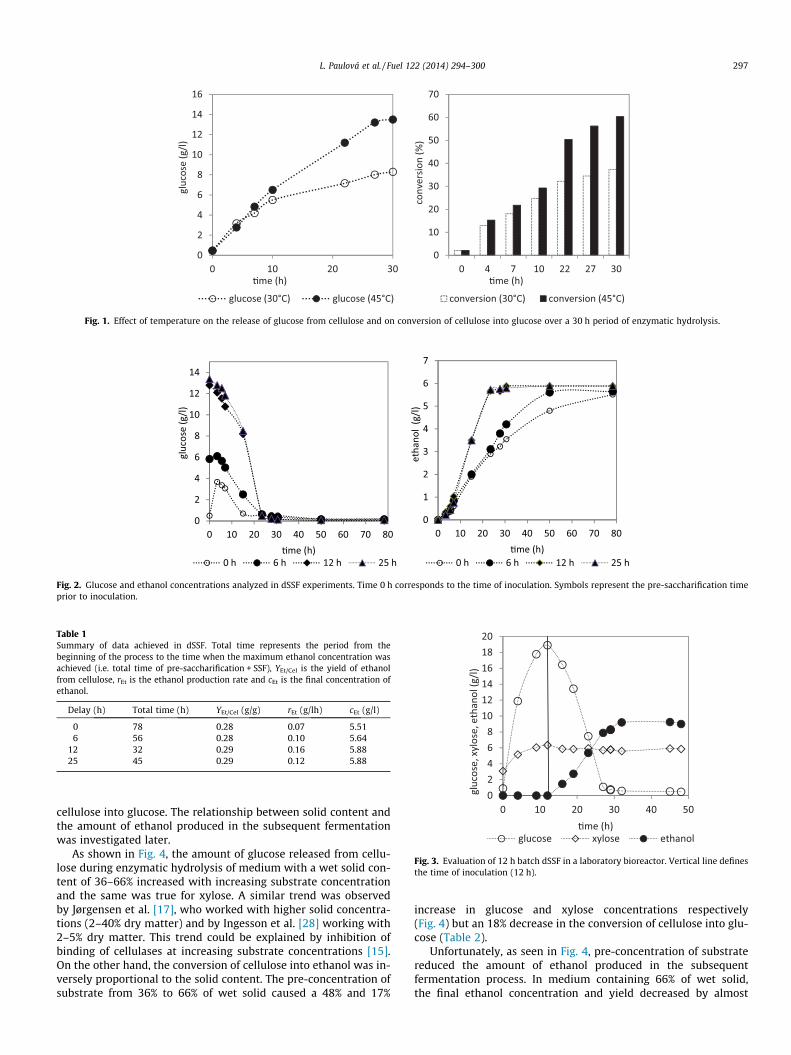
The purpose of the following experiments was to avoid limita-tions in SSF (mainly carbon deficiency at early stages of cultivation)and to increase the rate of enzymatic hydrolysis of cellulose intoglucose by integrating the pre-saccharification step, carried outat the optimum temperature for cellulolytic enzymes. When wecompared the activity of cellulolytic enzymes in an experimentperformed at their temperature optimum (45 �C) and at the tem-perature used in SSF (30 �C), we found that conversion of celluloseinto glucose decreased by almost 40% at the sub-optimal tempera-ture (Fig. 1).
Hence, integration of the pre-saccharification step (i.e. delay ofinoculation) into SSF at the optimum temperature for cellulolyticenzymes was investigated as a tool to combine the advantages ofboth SSF and SHF processes. Several dSSF experiments that in-cluded pre-saccharification lasting from 2 to 25 h (i.e. inoculationwas delayed for 2–25 h) were carried out and the results werecompared with a typical SSF (0 h pre-saccharification).
Although approximately the same final ethanol concentrations(Fig. 2) and the same yields of ethanol from cellulose (Table 1)were achieved in all experiments, the ethanol production rateand the length of the process differed considerably (Table 1). Inthe process with 12 h pre-saccharification a 2.3 times higher etha-nol production rate was achieved compared to SSF and the dura-tion of the process was reduced by 60%; the yield of ethanol wasslightly increased (Table 1). In 16 h pre-hydrolysis experimentsperformed by Öhgren et al. [22] using K. marxianus yeast, a slightpositive impact on ethanol productivity, but a negative impact onoverall ethanol yield was reported. In contrast, in work performedwith the same yeast by Garcia-Apparicio et al. [14], the SSF processwas superior to SHF, and SSF with 24 h pre-saccharification.
3.2. Evaluation of batch dSSF in a bioreactor
SSF, with a 12 h delayed inoculation, was then evaluated in alaboratory bioreactor. Since the cellulose concentration in themedium was increased to 33.3 g/l (44% of wet solid), the slurrywas very viscous, so the baffles were removed from the bioreactorto ensure good mixing and the sampling device was adapted byinstalling a sucking basket to avoid clogging in the early stages ofthe process. In this process, 9.24 g/l of ethanol were produced over32 h (Fig. 3) and an ethanol production rate of 0.29 g/l/h wasachieved. About 6 g/l of xylose was released from hemicellulose,but it was not consumed during the process. Although a good yieldof ethanol from cellulose (0.28 g/g) was obtained, the finalconcentration of ethanol was still too low for economic distillation[11]. As also observed by Öhgren et al. [22], the viscosity of thefermentation medium was considerably reduced during pre-saccharification.
3.3. Relationship between substrate concentrations, glucose released inSHF, and ethanol yield in the subsequent fermentation
In order to increase the final ethanol concentration achieved indSSF, we tried to increase the initial amount of cellulose in batch;this approach can also reduce both the amount of wastewater pro-duced in the process and the size of vessels used for ethanol pro-duction [14,22]. Firstly, only hydrolyses in cultivation mediumcontaining 36–66% w/v of wet solids (i.e. the amount correspond-ing to 25–45 g/l cellulose) were tested to observe the effect ofincreasing solid content on the rate of enzymatic hydrolysis, theconcentration of released glucose and the rate of conversion of
0
2
4
6
8
10
12
14
0 10 20 30 40 50 60 70 80
glucose(g/l)
�me (h)0 h 6 h 12 h 25 h
0
1
2
3
4
5
6
7
0 10 20 30 40 50 60 70 80
ethano
l(g/l)
�me (h)0 h 6 h 12 h 25 h
Fig. 2. Glucose and ethanol concentrations analyzed in dSSF experiments. Time 0 h corresponds to the time of inoculation. Symbols represent the pre-saccharification timeprior to inoculation.
0
2
4
6
8
10
12
14
16
0 10 20 30
glucose(g/l)
�me (h)
glucose (30°C) glucose (45°C)
0
10
20
30
40
50
60
70
0 4 7 10 22 27 30
conversion
(%)
�me (h)
conversion (30°C) conversion (45°C)
Fig. 1. Effect of temperature on the release of glucose from cellulose and on conversion of cellulose into glucose over a 30 h period of enzymatic hydrolysis.
0
2
4
6
8
10
12
14
16
18
20
0 10 20 30 40 50
glucose,xylose,ethanol(g/l)
�me (h)glucose xylose ethanol
Fig. 3. Evaluation of 12 h batch dSSF in a laboratory bioreactor. Vertical line definesthe time of inoculation (12 h).
Table 1Summary of data achieved in dSSF. Total time represents the period from thebeginning of the process to the time when the maximum ethanol concentration wasachieved (i.e. total time of pre-saccharification + SSF), YEt/Cel is the yield of ethanolfrom cellulose, rEt is the ethanol production rate and cEt is the final concentration ofethanol.
Delay (h) Total time (h) YEt/Cel (g/g) rEt (g/lh) cEt (g/l)
0 78 0.28 0.07 5.516 56 0.28 0.10 5.64
12 32 0.29 0.16 5.8825 45 0.29 0.12 5.88
L. Paulová et al. / Fuel 122 (2014) 294–300 297
cellulose into glucose. The relationship between solid content andthe amount of ethanol produced in the subsequent fermentationwas investigated later.
As shown in Fig. 4, the amount of glucose released from cellu-lose during enzymatic hydrolysis of medium with a wet solid con-tent of 36–66% increased with increasing substrate concentrationand the same was true for xylose. A similar trend was observedby Jørgensen et al. [17], who worked with higher solid concentra-tions (2–40% dry matter) and by Ingesson et al. [28] working with2–5% dry matter. This trend could be explained by inhibition ofbinding of cellulases at increasing substrate concentrations [15].On the other hand, the conversion of cellulose into ethanol was in-versely proportional to the solid content. The pre-concentration ofsubstrate from 36% to 66% of wet solid caused a 48% and 17%
increase in glucose and xylose concentrations respectively(Fig. 4) but an 18% decrease in the conversion of cellulose into glu-cose (Table 2).
Unfortunately, as seen in Fig. 4, pre-concentration of substratereduced the amount of ethanol produced in the subsequentfermentation process. In medium containing 66% of wet solid,the final ethanol concentration and yield decreased by almost
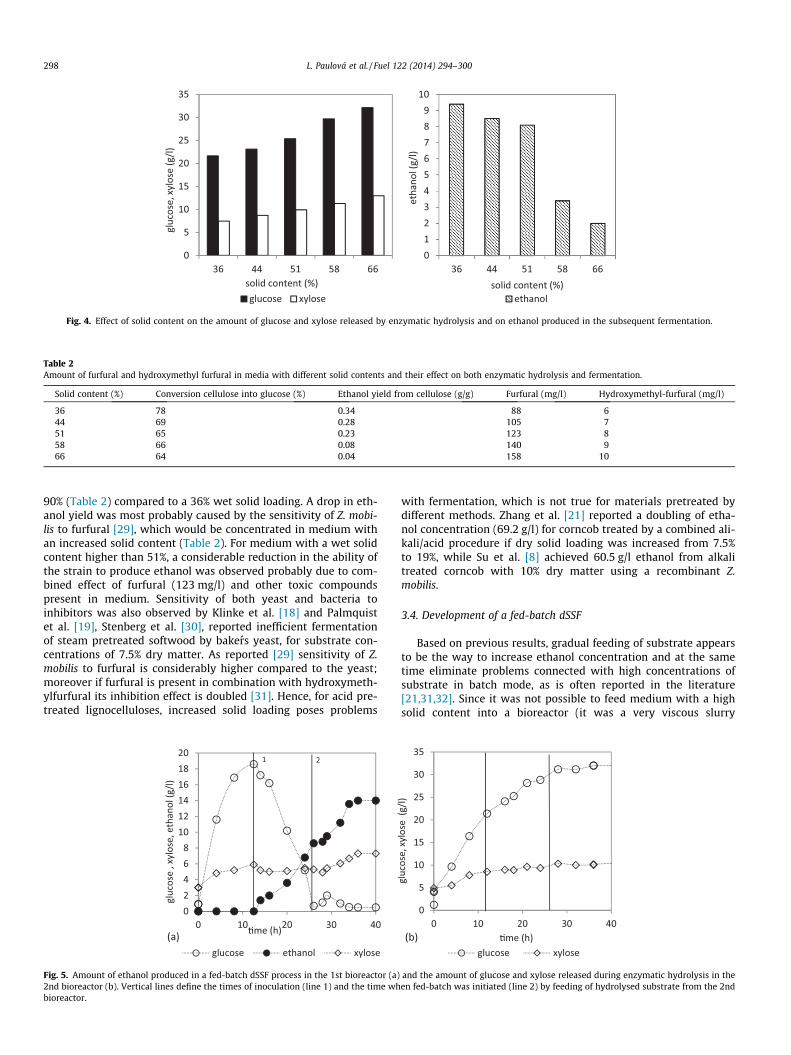
Table 2Amount of furfural and hydroxymethyl furfural in media with different solid contents and their effect on both enzymatic hydrolysis and fermentation.
Solid content (%) Conversion cellulose into glucose (%) Ethanol yield from cellulose (g/g) Furfural (mg/l) Hydroxymethyl-furfural (mg/l)
36 78 0.34 88 644 69 0.28 105 751 65 0.23 123 858 66 0.08 140 966 64 0.04 158 10
0
5
10
15
20
25
30
35
36 44 51 58 66
glucose,xylose
(g/l)
solid content (%)
glucose xylose
0
1
2
3
4
5
6
7
8
9
10
36 44 51 58 66
ethano
l(g/l)
solid content (%)ethanol
Fig. 4. Effect of solid content on the amount of glucose and xylose released by enzymatic hydrolysis and on ethanol produced in the subsequent fermentation.
298 L. Paulová et al. / Fuel 122 (2014) 294–300
90% (Table 2) compared to a 36% wet solid loading. A drop in eth-anol yield was most probably caused by the sensitivity of Z. mobi-lis to furfural [29], which would be concentrated in medium withan increased solid content (Table 2). For medium with a wet solidcontent higher than 51%, a considerable reduction in the ability ofthe strain to produce ethanol was observed probably due to com-bined effect of furfural (123 mg/l) and other toxic compoundspresent in medium. Sensitivity of both yeast and bacteria toinhibitors was also observed by Klinke et al. [18] and Palmquistet al. [19], Stenberg et al. [30], reported inefficient fermentationof steam pretreated softwood by bakers yeast, for substrate con-centrations of 7.5% dry matter. As reported [29] sensitivity of Z.mobilis to furfural is considerably higher compared to the yeast;moreover if furfural is present in combination with hydroxymeth-ylfurfural its inhibition effect is doubled [31]. Hence, for acid pre-treated lignocelluloses, increased solid loading poses problems
0
2
4
6
8
10
12
14
16
18
20
0 10 20 30 40
glucose,xylose,ethano
l(g/l)
�me (h)
glucose ethanol xylose
21
(a)
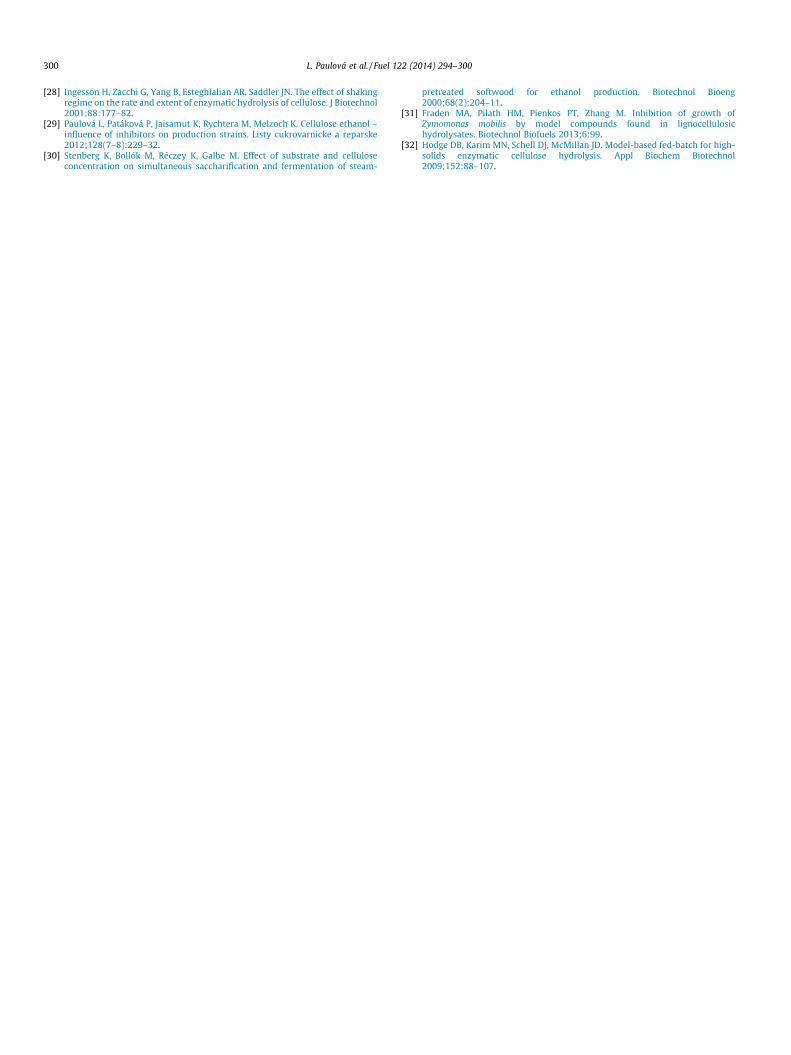
Fig. 5. Amount of ethanol produced in a fed-batch dSSF process in the 1st bioreactor (a)2nd bioreactor (b). Vertical lines define the times of inoculation (line 1) and the time whbioreactor.
with fermentation, which is not true for materials pretreated bydifferent methods. Zhang et al. [21] reported a doubling of etha-nol concentration (69.2 g/l) for corncob treated by a combined ali-kali/acid procedure if dry solid loading was increased from 7.5%to 19%, while Su et al. [8] achieved 60.5 g/l ethanol from alkalitreated corncob with 10% dry matter using a recombinant Z.mobilis.
3.4. Development of a fed-batch dSSF
Based on previous results, gradual feeding of substrate appearsto be the way to increase ethanol concentration and at the sametime eliminate problems connected with high concentrations ofsubstrate in batch mode, as is often reported in the literature[21,31,32]. Since it was not possible to feed medium with a highsolid content into a bioreactor (it was a very viscous slurry
0
5
10
15
20
25
30
35
0 10 20 30 40
glucose,xylose
(g/l)
�me (h)glucose xylose
(b)
and the amount of glucose and xylose released during enzymatic hydrolysis in theen fed-batch was initiated (line 2) by feeding of hydrolysed substrate from the 2nd

L. Paulová et al. / Fuel 122 (2014) 294–300 299
resembling pasta, which was not possible to pump), a process, car-ried out simultaneously in two bioreactors, was designed. In thefirst bioreactor, the previously described batch dSSF process, withan initial solid content of 44% wet weight, was carried out untilthe carbon source had been exhausted. In the second bioreactor,cultivation medium containing 58 % wet weight of solids wasfirstly enzymatically hydrolysed to release glucose from celluloseand at the same time decreasing the viscosity to enable pumping.After the glucose in the 1st bioreactor was exhausted, the feedingof hydrolysed medium from the 2nd bioreactor was started at arate of 190 ml/h (this rate was calculated based on data of previ-ously performed experiments to maintain a maximum ethanolproduction rate) and the fed-batch lasting for 10 h was initiated.As shown in Fig. 5, in the batch dSSF process (1st bioreactor),9.0 g/l of ethanol was produced within 26 h until all glucose wasconsumed. The ethanol yield from cellulose and the ethanol pro-duction rate in batch dSSF (duration 26 h) were 0.28 g/g and0.32 g/lh respectively. In the 2nd bioreactor, 31.2 g/l of glucosewas produced from cellulose in the same time period (Fig. 5), i.e.78% conversion of cellulose into glucose was achieved and the vis-cosity was considerably reduced. In a subsequent fed-batch pro-cess lasting for 10 h, the ethanol concentration and ethanolproduction rate were increased to 14.0 g/l and 0.41 g/lh respec-tively and the yield of ethanol from cellulose reached 0.41 g/g,which is close to the theoretical maximum. In total, in the fed-batch dSSF process (if batch and fed-batch phases were balancedtogether), the average ethanol production rate was increased to0.35 g/lh and the yield of ethanol from cellulose was 0.37 g/g. Inthe arrangement used in this experiment, the duration of thefed-batch was limited by the volume of the 1st bioreactor, but ifworking in larger volumes, the duration of fed-batch could be pro-longed and a higher final concentration of ethanol would beachieved.
4. Conclusion
An SSF process with delayed inoculation (dSSF) eliminatessome problems related to a typical SSF. An SSF process with a12 h delayed inoculation resulted in a considerably increased rateof ethanol production by eliminating the carbon limitation of Z.mobilis in the early stages of cultivation and overall shortenedthe duration of the process, although the final ethanol concentra-tion remained the same as in SSF. An increased solid content ofthe hydrolysate medium, prepared from acid hydrolysed wheatstraw, increased the amount of glucose released by enzymatichydrolysis, but conversion of cellulose into glucose was slightlydecreased. In contrast, pre-concentration of substrate stronglyinhibited Z. mobilis production of ethanol, probably due to thetoxic influence of furfural. Hence, a medium with a maximumwet solid content of 58% can be enzymatically hydrolysed usingNS22086 enzymes, while for fermentation, a maximum solid con-tent of 44% wet weight can be used. Gradual feeding of pre-hydrolysed medium enabled further improvement in the dSSFprocess. In the fed-batch dSSF, an ethanol production rate andethanol yield from cellulose of 0.35 g/lh and 0.37 g/g wereachieved respectively.
Acknowledgement
This work was preformed thanks to financial support of theprojects Kontakt ME10146 of Ministry of Education and BIORAFNo. TE01020080 of the Technological Agency of the CzechRepublic.
References
[1] Paulová L, Patáková P, Rychtera M, Melzoch K. Production of 2nd generationof liquid biofuels. In: Fang Z, editor. Liquid, gaseous and solidbiofuels. Rijeka: INTECH; 2013. p. 47–78.
[2] Bloomberg New Energy Finance 2001. Diversifying farmers income. How abioproduct industry will affect the EU27 agriculture sector; 2011.
[3] Kim S, Dale B. Global potential bioethanol production from wasted crops andcrop residues. Biomass Bioenergy 2004;26:361–75.
[4] Gnansounou E. Production and use of lignocellulosic bioethanol in Europe:current situation and perspectives. Bioresource Technol 2010;101:4842–50.
[5] Banerjee S, Mudliar S, Sen R, Giri B. Commercializing lignocellulosicbioethanol: technology bottlenecks and possible remedies. Biofuel BioprodBior 2010;4:77–93.
[6] Vancov T, Alston A-S, Brown T, Mcintosh S. Use of ionic liquids in convertinglignocellulosic material to biofuels. Renew Energy 2012;4(5):1–6.
[7] Agbor VB, Cicek N, Sparling R, Berlin A, Levin DB. Biomass pretreatment:fundamentals toward application. Biotechnol Adv 2011;1(29):675–85.
[8] Su R, Ma Y, Qi W, Zhang M, Wang F, Du R, et al. Ethanol production from high-solid SSCF of alkaline-pretreated corncob using recombinant Zymomonasmobilis CP4. Bioenery Res 2013;6:292–9.
[9] Sakamoto T, Hasunuma T, Hori Y, Yamada R, Kondo A. Direct ethanolproduction from hemicellulosic materials of rice straw by use of anengineered yast strain codisplaying three types of hemicellulolytic enzymeson the surface of xylose-utilizing Saccharomyces cerevisiae cells. J Biotechnol2012;158:203–10.
[10] Dellomonaco C, Fava F, Gonzales R. The path to next generation biofuels:successes and challenges in the era of synthetic biology. Microb Cell Fact2010;9(3).
[11] Huang R, Su R, Qi W, He Z. Bioconversion of lignocellulose into bioethanol:process intensification and mechanism research. Bioenery Res 2011;4:225–45.
[12] Wingren A, Galbe M, Zacchi G. Technoeconomic evaluation of producingethanol from softwood: comparison of SSF and SHF and identification ofbottlenecks. Biotechnol Prog 2003;19:1109–17.
[13] Olofsson K, Bertilsson M, Lidén G. A short review on SSF – and interestingprocess option for ethanol production from lignocellulosic feedstocks.Biotechnol Biofuels 2008;1:7.
[14] García-Aparicio MP, Oliva JM, Manzanares P, Ballesteros M, Ballestero I,Gonzáles A, et al. Second-generation ethanol production from steam explodedbarley straw by Kluyveromyces marxianus CECT 10875. Fuel 2001;90:1624–30.
[15] Kristensen JB, Felby C, Jorgensen H. Yield-determining factors in high-solidsenzymatic hydrolysis of lignocellulose. Biotechnol Biofuels 2009;2:11.
[16] Kim TH, Choi ChH, Oh KK. Bioconversion of sawdust into ethanol using dilutesulphuric acid-assisted continuous twin screw-driven reactor pretreatmentand fed-batch simultaneous saccharification and fermentation. BioresourceTechnol 2013;130:306–13.
[17] Jørgensen H, Vebe-Pedersen J, Larsen J, Felby C. Liquefaction of lignocelluloseat high-solids concentrations. Biotechnol Bioeng 2006;96(5):862–70.
[18] Klinke HB, Thomsen AB, Ahring BK. Inhibition of ethanol-producing yeast andbacteria by degradation products produced during pre-treatment of biomass.Appl Microbiol Biotechnol 2004;66:10–26.
[19] Palmqvist E, Grage HL, Meinander NQ, Hahn-hagerdal B. Main and interactioneffects of acetic acid, furfural and pu-hydroxybenzoinc acid on growth andethanol productivity of yeasts. Biotechnol Bioeng 1999;63:46–55.
[20] Yang M, Li W, Liu B, Li Q, Xing J. High-concentration sugars production fromcorn stover based on combined pretreatments and fed-batch process.Bioresource Technol 2010;101:4884–8.
[21] Zhang MJ, Wang F, Su RX, Qi W, He ZM. Ethanol production from high drymatter corncob using feed-batch simultaneous saccharification andfermentation after combined pretreatment. Bioresour Technol 2010;101:4959–64.
[22] Öhgren K, Vehmaanperä J, Siika-Aho M, Galbe M, Viikari L, Zacchi G. Hightemperature enzymatic prehydrolysis prior to simultaneous saccharificationand fermentation of steam pretreated corn stover for ethanol production.Enzyme Microb Technol 2007;40:607–13.
[23] de Souza CJA, Costa DA, Rodrigues MQRB, dos Santos AF, Lopes MR, AbrantesABP, et al. The influence of presaccharification, fermentation temperature andyeast strain on ethanol production from sugarcane bagasse. Bioresour Technol2012;109:63–9.
[24] Tan L, Tang Y-Q, Nishimura H, Takei S, Morimura S, Kida K. Efficient productionof bioethanol from corn stover by pretreatment with a combination ofsulphuric acid and sodium hydroxide. Prep Biochem Biotechnol 2013;43:682–95.
[25] Moreno AD, Ibarra D, Ballesteros I, González A, Ballesteros M. Comparing cellviability and ethanol fermentation of the thermotolerant yeast Kluyveromycesmarxianus and Saccharomyces cerevisiae on steam-exploded biomass treatedwith laccase. Bioresour Technol 2013;135:239–45.
[26] Mesa L, Gonzáles E, Romero I, Ruiz E, Cara C, Castro E. Comparison of processconfigurations for ethanol production from two-step pretreated sugarcanebagasse. Chem Eng J 2011;175:185–91.
[27] Sluiter A., Hames B.R., Ruiz R., Scarlata C.J., Sluiter J., Templeton D.W.,Crocker D. Determination of structural carbohydrates and lignin in biomass.NREL/TP-510-42618. CO: National Renewable Energy Laboratory Golden;2008.
300 L. Paulová et al. / Fuel 122 (2014) 294–300
[28] Ingesson H, Zacchi G, Yang B, Esteghlalian AR, Saddler JN. The effect of shakingregime on the rate and extent of enzymatic hydrolysis of cellulose. J Biotechnol2001;88:177–82.
[29] Paulová L, Patáková P, Jaisamut K, Rychtera M, Melzoch K. Cellulose ethanol –influence of inhibitors on production strains. Listy cukrovarnicke a reparske2012;128(7–8):229–32.
[30] Stenberg K, Bollók M, Réczey K, Galbe M. Effect of substrate and celluloseconcentration on simultaneous saccharification and fermentation of steam-
pretreated softwood for ethanol production. Biotechnol Bioeng2000;68(2):204–11.
[31] Fraden MA, Pilath HM, Pienkos PT, Zhang M. Inhibition of growth ofZymomonas mobilis by model compounds found in lignocellulosichydrolysates. Biotechnol Biofuels 2013;6:99.
[32] Hodge DB, Karim MN, Schell DJ, McMillan JD. Model-based fed-batch for high-solids enzymatic cellulose hydrolysis. Appl Biochem Biotechnol2009;152:88–107.
Copyright © 2022 FDOKUMEN




















