
Grinding and Characterization of Scrap Rubbers Powders
14
http://jep.sagepub.com Plastics Journal of Elastomers and DOI: 10.1177/0095244307082487 2008; 40; 147 Journal of Elastomers and Plastics Regina C.R. Nunes Tatiana Weber, Aline Zanchet, Rosmary N. Brandalise, Janaina S. Crespo and Grinding and Characterization of Scrap Rubbers Powders http://jep.sagepub.com/cgi/content/abstract/40/2/147 The online version of this article can be found at: Published by: http://www.sagepublications.com can be found at: Journal of Elastomers and Plastics Additional services and information for http://jep.sagepub.com/cgi/alerts Email Alerts: http://jep.sagepub.com/subscriptions Subscriptions: http://www.sagepub.com/journalsReprints.nav Reprints: http://www.sagepub.com/journalsPermissions.nav Permissions: © 2008 SAGE Publications. All rights reserved. Not for commercial use or unauthorized distribution. at CAPES on April 15, 2008 http://jep.sagepub.com Downloaded from
Transcript of Grinding and Characterization of Scrap Rubbers Powders

http://jep.sagepub.com
Plastics Journal of Elastomers and
DOI: 10.1177/0095244307082487 2008; 40; 147 Journal of Elastomers and Plastics
Regina C.R. Nunes Tatiana Weber, Aline Zanchet, Rosmary N. Brandalise, Janaina S. Crespo and
Grinding and Characterization of Scrap Rubbers Powders
http://jep.sagepub.com/cgi/content/abstract/40/2/147 The online version of this article can be found at:
Published by:
http://www.sagepublications.com
can be found at:Journal of Elastomers and Plastics Additional services and information for
http://jep.sagepub.com/cgi/alerts Email Alerts:
http://jep.sagepub.com/subscriptions Subscriptions:
http://www.sagepub.com/journalsReprints.navReprints:
http://www.sagepub.com/journalsPermissions.navPermissions:
© 2008 SAGE Publications. All rights reserved. Not for commercial use or unauthorized distribution. at CAPES on April 15, 2008 http://jep.sagepub.comDownloaded from

Grinding and Characterization of ScrapRubbers Powders
TATIANA WEBER, ALINE ZANCHET, ROSMARY N. BRANDALISE
AND JANAINA S. CRESPO*
Grupo de Materiais Elastomericos, Centro de Ciencias Exatase Tecnologia, Universidade de Caxias do Sul – RuaFrancisco Getulio Vargas, 1130, Caxias do Sul95070-560, RS, Brazil
REGINA C. R. NUNES
Instituto de Macromoleculas Professora Eloisa Mano, UniversidadeFederal do Rio de Janeiro – Rio de Janeiro, RJ, Brazil
ABSTRACT: SBR and EPDM extruded profile scraps are ground underambient conditions for further utilization in recycling and reclaiming processes.The obtained powders (SBR-r and EPDM-r, respectively) are physically,thermally, and chemically characterized and the results are analyzed asfor its suitability for reuse methods. It is possible to obtain powderedSBR and EPDM rubber with irregular shape and high surface roughness.The grinding process has not deteriorated the material. The obtainedpowder is suitable for utilization in new formulations and in regenerationprocesses.
KEY WORDS: SBR, EPDM, powders, grinding, characterization.
*Author to whom correspondence should be addressed. E-mail: [email protected]
JOURNAL OF ELASTOMERS AND PLASTICS Vol. 40–April 2008 147
0095-2443/08/02 0147–13 $10.00/0 DOI: 10.1177/0095244307082487� SAGE Publications 2008
Los Angeles, London, New Delhi and Singapore
© 2008 SAGE Publications. All rights reserved. Not for commercial use or unauthorized distribution. at CAPES on April 15, 2008 http://jep.sagepub.comDownloaded from

INTRODUCTION
THE PROBLEM OF vulcanized rubber scraps, either industrial orpostconsumption, is of high importance nowadays. Contrary to
thermoplastics, vulcanized rubber, a thermoset material, cannot besoftened or remolded by heat. Vulcanization converts raw rubber, whichis basically a thermoplastic material, into a thermoset, resistant andelastic material. The vulcanization reaction involves a tridimentionalnetwork, where the polymer chains are interconnected. This processmakes rubber infusible, insoluble and more resistant to swelling inorganic solvents [1–5].
According to the International Rubber Study Group [6], in 2006 theworld consumption of virgin rubber, both natural and synthetic, reached21.5 million tons. It can be assumed that the production of residuesduring rubber processing is about 10% [7]. So, around 2 million tons ofrubber scraps are produced by year. There is a need to slow down theamount of scraps by process improvement, and/or to find alternatives toreutilizate these scraps in rubber processes.
The first step in any rubber reutilization process is the grinding of it.This is necessary for increasing the surface area of the rubber particleand producing a more uniform product [2,8]. This ground powder can beused in many recycling alternatives, such as flooring and play surfaces,as asphalt-rubber, as filler in new rubber compositions, in regenerationprocesses and in incineration or pyrolysis [1,2,5,9–15].
Grinding processes can be mechanical, at ambient temperature, orcryogenic. Ambient grinding produces a powder with irregular shapewith considerable surface roughness, and particle size from 10 to 30mesh (0.6–2.0mm), while cryogenic grinding produces a powder with afractured, relatively smooth surface, with particle size in the range of30–100 mesh (0.15–0.6mm) [1,2,16]. Particles with irregular shape andrough surface enhance particle-matrix adhesion in compression moldingapplications, as compared to particles of smooth surface and sphericalshape [16]. The powder produced at ambient milling has a larger surfacearea than the cryogenic ground rubber of similar size range [16,17].The advantages of ambient grinding are lower cost operation andflexibility in crumb size production. The crumb has better physicalproperties for reclaiming and reutilization in rubber compounds [1].Another advantage is the fact that generally a large surface area powderis desirable [16–18].
In scrap rubber recycling it is important to know the maincomposition of the scrap, if it is to be used in new formulations.
148 T. WEBER ET AL.
© 2008 SAGE Publications. All rights reserved. Not for commercial use or unauthorized distribution. at CAPES on April 15, 2008 http://jep.sagepub.comDownloaded from

There are many techniques used to do this determination, includingthermal, chemical and physicochemical methods, those being of differentfeasibility and sensitivity.
This work is part of a project directed to the reutilization of SBRand EPDM expanded profile scraps [19]. The first step of thisproject includes grinding the scraps under ambient conditions andcharacterization of the produced powder. Later on this powder isutilized in recycling (utilization as filler) and reclaiming processes[20]. The powder was physically, thermally, and chemicallycharacterized and the results analyzed as for its suitability forreuse methods.
EXPERIMENTAL
Materials
The SBR and EPDM extruded profile scraps used in this work weresupplied by CIAFLEX Industria de Borrachas Ltda. (Caxias do Sul, RS,Brazil). The scraps, of the order of 38.7 kg of SBR and 25.1 kg of EPDM,were collected from August 30 to September 18, 2004 according toASTM E 300-03 [21a].
Sample Grinding
As the scraps were heterogeneous in size and form, the initialprocedure was to cut them in a length around 10 cm with the aid of a beltsaw (self construction). After this procedure, the materials weresubmitted twice to agglutination, before and after milling in a two-rollmill (MH, model MH-600C). The use of the agglutinator aimed atincreasing the surface area; to this goal, two types of agglutinators,with different number of knifes (2 and 4) and operating speeds wereused. The higher speed agglutinator (MH, model MH-4) was used inthe end. Finally, the residue was milled in a knife mill. (Marconi, modelMA 580).
Sample Characterization
The powder obtained in the previously described process, respectivelySBR-r and EPDM-r, were characterized by physical, thermal andchemical methods.
Grinding and Characterization of Scrap Rubbers Powders 149
© 2008 SAGE Publications. All rights reserved. Not for commercial use or unauthorized distribution. at CAPES on April 15, 2008 http://jep.sagepub.comDownloaded from

Physical Characterization
The physical characterization of SBR-r and EPDM-r was carried outby (a) particle size distribution according to ASTM D 5644-96 [21b], byusing 20, 25, 28, 35, 48, and 65 mesh sieves; (b) total surface areadetermination, using a BET method, in an ASAP 2000, MicromeriticsInstruments Corporation; and (c) surface characterization, using aPhilips XL 30 Scanning Electron Microscope (SEM), with the samplesurfaces sputter-coated with Au and subsequently visualized bythe SEM.
Thermal Characterization
The thermal characterization was performed by thermogravimetricanalysis (TGA), in order to determinate the samples compositionand thermal degradation properties. The analysis were performedwith a Shimadzu TGA-50 thermogravimetric analyzer, from ambienttemperature until 8008C, with a heating rate of 108Cmin�1, in two runs,one under 50mLmin�1 N2 and another under 50mLmin�1 air flow.The analysis under air flow was carried out to determine the carbonblack content of the sample [21c].
Regarding the degradation properties, the thermogravimetric datawere analyzed using the Freeman–Carroll method [22], in a temperaturerange from 340 to 4508C for SBR-r and from 420 to 4708C for EPDM-r.In the Freeman–Carroll method, the degradation rate taken as weightloss as a function of time is considered to be dependent on temperatureand composition. Considering W as the remaining mass fraction in aTG curve that represents thermal degradation at a constant heatingrate, and assuming the reaction order to be equal to unity, thedegradation reaction can be described by:
ln�dW=dt½ �
W
� �¼ Ea
�1
RT
� �þ lnA ð1Þ
where,A is the pre-exponential factor;
Ea is the apparent activation energy;R is the universal constant of gases;T is the absolute temperature.
150 T. WEBER ET AL.
© 2008 SAGE Publications. All rights reserved. Not for commercial use or unauthorized distribution. at CAPES on April 15, 2008 http://jep.sagepub.comDownloaded from

The slope of the plot of ln([�dW/dt]/W ) versus �1/RT determinesthe apparent activation energy and the linear coefficient correspondsto the pre-exponential factor [23].
In order to evaluate if there are any residual sulfur and acceleratorspresent in the powder that could lead to further vulcanizationDifferential Scanning Calorimetry (DSC) was also carried out.The analysis was performed with a DSC-50 Shimadzu DifferentialScanning Calorimeter, under 50mLmin�1 N2 f low, heating run from20 to 3008C, at a 308Cmin�1 heating rate.
Chemical Characterization
The chemical characterization of the samples was done by thedetermination of crosslink density. The crosslink density [X ] wasobtained by a swelling experiment, using the Flory-Rehner equation(Equation 2) [24]. The method is based on fact that vulcanizedrubbers swell to equilibrium degrees when immersed in liquids.The Flory-Rehner equation relates the volume fraction of rubbernetwork in the swollen gel, defined by �r, and the crosslinkconcentration [16,25,26].
½X � ¼� lnð1� �rÞ þ �r þ ��2r� �
V0ð�1=3ro � �r=2Þ
ð2Þ
In Equation 2, � and V0 are, respectively, the rubber–solventinteraction parameter, and the molar volume of the solvent. The SBR/toluene interaction parameter was taken as 0.31, and toluene’s molarvolume, 105.91 cm3mol�1 [27].
Data fromEquation 2 were obtained from an adaptation of the swellingexperiment previously described by Bilgili et al. [16]. Around 1 g of thesample, weighed at 0.1mg precision, was immersed in toluene for 72 h inthe dark at 23� 28C. The samples were then centrifugated to remove thenonabsorbed toluene, and immediately weighed to find their swollenweight. Then, the samples were dried at 608C, under vacuum, for 12 h,cooled to room temperature in a desiccator and weighed to find the dryweight after swelling. The difference between the swollen weight and thedry weight yields the weight of toluene absorbed during swelling. Thevolume of the fillers is deducted from the volume of the samples to findthe rubber volume. The volume of swollen rubber is found throughthe volume of the rubber plus the volume of toluene absorbed during
Grinding and Characterization of Scrap Rubbers Powders 151
© 2008 SAGE Publications. All rights reserved. Not for commercial use or unauthorized distribution. at CAPES on April 15, 2008 http://jep.sagepub.comDownloaded from
the experiment. The relationship between the volume of swollen rubberand the initial volume of the rubber yields �r.
RESULTS AND DISCUSSION
Physical Characterization
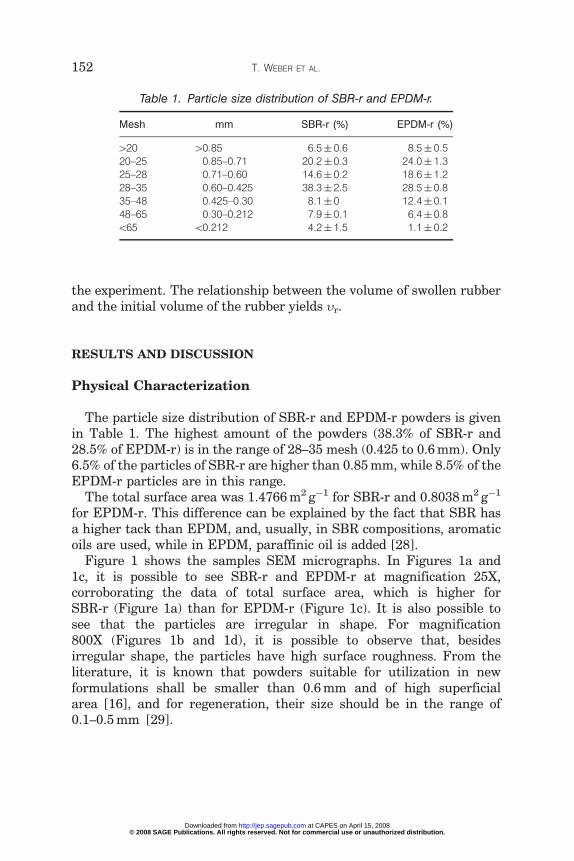
The particle size distribution of SBR-r and EPDM-r powders is givenin Table 1. The highest amount of the powders (38.3% of SBR-r and28.5% of EPDM-r) is in the range of 28–35 mesh (0.425 to 0.6mm). Only6.5% of the particles of SBR-r are higher than 0.85mm, while 8.5% of theEPDM-r particles are in this range.
The total surface area was 1.4766m2 g�1 for SBR-r and 0.8038m2 g�1
for EPDM-r. This difference can be explained by the fact that SBR hasa higher tack than EPDM, and, usually, in SBR compositions, aromaticoils are used, while in EPDM, paraffinic oil is added [28].
Figure 1 shows the samples SEM micrographs. In Figures 1a and1c, it is possible to see SBR-r and EPDM-r at magnification 25X,corroborating the data of total surface area, which is higher forSBR-r (Figure 1a) than for EPDM-r (Figure 1c). It is also possible tosee that the particles are irregular in shape. For magnification800X (Figures 1b and 1d), it is possible to observe that, besidesirregular shape, the particles have high surface roughness. From theliterature, it is known that powders suitable for utilization in newformulations shall be smaller than 0.6mm and of high superficialarea [16], and for regeneration, their size should be in the range of0.1–0.5mm [29].
Table 1. Particle size distribution of SBR-r and EPDM-r.
Mesh mm SBR-r (%) EPDM-r (%)
420 40.85 6.5� 0.6 8.5� 0.520–25 0.85–0.71 20.2� 0.3 24.0� 1.325–28 0.71–0.60 14.6� 0.2 18.6� 1.228–35 0.60–0.425 38.3� 2.5 28.5� 0.835–48 0.425–0.30 8.1� 0 12.4� 0.148–65 0.30–0.212 7.9� 0.1 6.4� 0.8565 50.212 4.2� 1.5 1.1� 0.2
152 T. WEBER ET AL.
© 2008 SAGE Publications. All rights reserved. Not for commercial use or unauthorized distribution. at CAPES on April 15, 2008 http://jep.sagepub.comDownloaded from

Thermal Characterization
It was possible to determine sample composition through thermalanalysis. The thermograms from which the composition of the sampleswas determined are in Figure 2. The first mass loss, at 2408C forSBR-r and at 2328C for EPDM-r is due to the degradation of the oilpresent in the samples. The second mass loss, at 4658C for SBR-r andat 4738C for EPDM-r, is due to the degradation of the elastomers.The third mass loss, at 7408C and at 7418C for SBR-r and EPDM-r,respectively, is due to the CO2 release from CaCO3 decomposition.From this value, the amount of CaCO3 present in the samples wascalculated.
For the determination of the carbon black content, data were obtainedfrom another TGA run, under an air flow instead of nitrogen. In thisthermogram, the mass loss at 5358C for SBR-r and at 5288C for EPDM-rwere due to carbon black decomposition [21c].
Results of the samples compositions are summarized in Table 2.
(a) (b)
(c) (d)
FIGURE 1. SEM micrograph of: (a)/(b) SBR-r and (c)/(d) EPDM-r. Magnification is 25(a) and (c); 800 (b) and (d).
Grinding and Characterization of Scrap Rubbers Powders 153
© 2008 SAGE Publications. All rights reserved. Not for commercial use or unauthorized distribution. at CAPES on April 15, 2008 http://jep.sagepub.comDownloaded from

100
80
60
40
20
0
100
80
60
40
20
0
Mas
s (%
)M
ass
(%)
0 100 200 300 400 500 600 700 800
Temperature (°C)
0 100 200 300 400 500 600 700 800
Temperature (°C)
0.1
0
−0.1
−0.2
−0.3
−0.4
−0.5
0.1
0
−0.1
−0.2
−0.3
−0.4
−0.6
−0.5
DT
G (m
g min
−1)D
TG
(mg m
in−1)
240°C22 %
465°C30.5 %
740°C12 %
741°C17 %
473°C22 %
232°C33 %
(b)
(a)
FIGURE 2. Thermogravimetric analysis of (a) SBR-r and (b) EPDM-r measured at108Cmin�1 in N2 heating rate.
154 T. WEBER ET AL.
© 2008 SAGE Publications. All rights reserved. Not for commercial use or unauthorized distribution. at CAPES on April 15, 2008 http://jep.sagepub.comDownloaded from

The kinetic parameters for the elastomers decompositions werecalculated from the DTG curves shown in Figure 2 and Equation 1,at temperature ranges from 340 to 4508C for SBR-r and 420 to 4708Cfor EPDM-r. The plots of ln([�dW/dt]/W ) versus �1/RT are inFigure 3. It is possible to see that the SBR-r curve has two inclinations,which correspond to butadiene (1) and styrene (2) fractions presentin SBR.
The obtained kinetic parameters for SBR-r and EPDM-r are inTable 3. These data show that EPDM-r needs higher activation energyto degrade than SBR-r and, having a higher pre-exponential factor, isalso more stable. The high weather aging resistance of EPDM resultingfrom the absence of unsaturation in the main chain makes it the moreutilized rubber for outdoor applications [28]. Extruded profiles used inthe automotive industry are the source of the utilized scraps, the EPDMprofiles being used in outdoor applications, while SBR is preferably usedindoors.
In Figure 4, DSC thermograms of SBR-r and EPDM-r are shown.There is no exothermic peak in the region of 2008C, showing that theamount of residual accelerators and/or sulfur is not sufficient to causesample vulcanization. The absence of this exothermic peak can also beexplained by the natural heating of the samples that occurs during thegrinding process. It is possible that during grinding there was furthersample vulcanization, since industrial and not postconsumption scrapswere utilized. The endothermic peak in the range of 1008C is due tosulfur melting (melting point 112.88C [30]).
Chemical Characterization
The crosslink density of SBR-r was determined as 9.67� 0.066�10�5mol cm�3, and that of EPDM-r, as 7.71� 0.34� 10�5mol cm�3.This result is in accordance with the fact that in EPDM
Table 2. Composition of the scraps obtainedby TG analysis.
SBR-r (%) EPDM-r (%)
Oil 22 33Rubber 30.5 22Carbon black 6.5 8.6CaCO3 27.3 29.5Others 13.7 6.9
Grinding and Characterization of Scrap Rubbers Powders 155
© 2008 SAGE Publications. All rights reserved. Not for commercial use or unauthorized distribution. at CAPES on April 15, 2008 http://jep.sagepub.comDownloaded from

−2
−2.5
−3
−3.5
−4
−4.5
−5
−5.5
−6−1.95
−1.74 −1.72 −1.7 −1.68 −1.66 −1.64 −1.62 −1.6
−2
−3
−4
−5
−6
−1.9 −1.85 −1.8 −1.75 −1.7 −1.65
In(−
dW/d
t)/W
In(−
dW/d
t)/W
−1/RT 104
−1/RT 104
(a)
(b)
2
1
FIGURE 3. Arrehnius plot of (a) SBR-r and (b) EPDM-r measured at heating rate of108Cmin�1 in N2.
156 T. WEBER ET AL.
© 2008 SAGE Publications. All rights reserved. Not for commercial use or unauthorized distribution. at CAPES on April 15, 2008 http://jep.sagepub.comDownloaded from

Table 3. Results obtained for the degradation of SBR-rand EPDM-r.
T DTG (8C)a Ea (kJmol�1)b ln Ab r b
SBR-r 340–450 64.71 7.67 0.99804102.55 14.41 0.99879
EPDM-r 420–470 217.75 32.96 0.99864
aMeasure on DTG curve.bDetermined using Freeman–Carroll method.
0.00
−1.00
−2.00
Peak
Onset
Endset
Heat
100.0 200.0 300.0
3.48 min105.54°C
93.40°C
121.67°C
−35.11 mJ−3.41 J/g
Peak
Onset
Endset
Heat
5.28 min95.44°C
96.66°C
127.94°C
−6.83 mJ−0.65 J/g
−3.00
−4.00
0.00
−2.00
−4.00
−6.00
Temperature (°C)
100.0000.0 200.0 300.0
Temperature (°C)
DSCmW
(a)
(b) DSCmW
FIGURE 4. Differential Scanning Calorimetry of (a) SBR-r and (b) EPDM-r measuredat 308Cmin�1 in N2 heating rate.
Grinding and Characterization of Scrap Rubbers Powders 157
© 2008 SAGE Publications. All rights reserved. Not for commercial use or unauthorized distribution. at CAPES on April 15, 2008 http://jep.sagepub.comDownloaded from

rubber the insaturation level available for crosslinking is lower thanin SBR.
CONCLUSIONS
1. It was possible to obtain powdered SBR and EPDM rubber suitablefor recycling processes with the utilization of a low cost process.The obtained powders have a particle size in the range of0.425–0.6mm, with irregular shape and high surface roughness.
2. On the basis of thermal methods, it was possible to quantify theadditives present in the powders. The knowledge of the composition isimportant for the utilization of the powders in new formulations.
3. The grinding process has not degradated the material.4. Due to the adaptation of the swelling experiment, it was possible
to determine the crosslink density of the powders, SBR-r havinga higher value than EPDM-r.
ACKNOWLEDGEMENTS
The authors are grateful to FAPERGS/Procoredes II (Case No.0518831) and CNPq for financial support; to CIAFLEX Industria deBorrachas Ltda. for supplying the SBR and EPDM scraps.
REFERENCES
1. Myhre, M. and MacKillop, D.A. (2002). Rubber Chemistry and Technology,75(3): 429.
2. Adhikari, B., De, D. and Maiti, S. (2000). Progress in Polymer Science,25(7): 909.
3. Tang, Y. (2003). US Patent No. 6,590,042 B1.
4. Costa, H.M., Nelson, M., Visconte, L.L.Y., Nunes, R.C.R. and Furtado, C.R.G.(2003). Polımeros: Ciencia e Tecnologia, 13(2): 125.
5. Ishiaku, U.S., Chong, C.S. and Ismail, H. (1999). Polymer Testing, 18(8): 621.
6. International Rubber Study Group: www.rubberstudy.com (accessed inMay 2007).
7. Schnecko, H. (1998). Macromolecular Symposia, 135(1): 327.
8. Klingensmith, W. and Baranwal, K. (1998). Rubber World, 218(3): 41.
9. Jang, J.W., Taek-Soo, Y., Oh, J.H. and Iwasaki, I. (1998). Resources,Conservation and Recycling, 22(1–2): 1.
158 T. WEBER ET AL.
© 2008 SAGE Publications. All rights reserved. Not for commercial use or unauthorized distribution. at CAPES on April 15, 2008 http://jep.sagepub.comDownloaded from

10. Nah, C. and Kaang, S. (1997). Journal of Polymer Engineering, 17(5): 323.
11. Gibala, D. and Hamed, G.R. (1994). Rubber Chemistry and Technology,67(4): 636.
12. Dierkes, W. (1996). Rubber World, 214(2): 25.
13. Yehia, A.A., Ismail, M.N., Hefny, Y.A., Abdel-Bary, E.M. and Mull, M.A.(2004). Journal of Elastomers and Plastics, 36(2): 109.
14. Kohler, R. and O’Neill, J. (1997). Rubber World, 216(2): 32.
15. De, D., Das, A., De, D., Dey, B., Debnath, S.C. and Roy, B.C. (2006).European Polymer Journal, 42(4): 917.
16. Bilgili, E., Arastoopour, H. and Bernstein, B. (2001). Powder Technology,115(3): 277.
17. Burford, R.P. (1981). Conservation & Recycling, 4(4): 219.
18. Rajalingam, P., Sharpe, J. and Baker, W.E. (1993). Rubber Chemistry andTechnology, 66(4): 664.
19. Weber, T. (2006). Master Dissertation, Universidade de Caxias do Sul,Brazil, 2006.
20. Zanchet, A., Dal’Acqua, N., Weber, T., Crespo, J.S., Brandalise, R.N. andNunes, R.C.R. (2007). Polımeros: Ciencia e Tecnologia, 17(1): 23.
21. American Society for Testing and Materials (a) Standard Practice forSampling Industrial Chemicals ASTM E 300-03. (b) Standard Test Methodfor Rubber Compounding Materials – Determination of Particle SizeDistribution of Recycled Vulcanizate Particulate Rubber ASTM D 5644-96.(c) Standard Test Method for Rubber from Synthetic Sources – CarbonBlack in Masterbatches ASTM D 5805-00.
22. Hatakeyama, T. and Quinn, F.X. (1994). Thermal Analysis, John Willey &Sons, Grain Britain.
23. Viletti, M.A., Crespo, J.S., Soldi, M.S., Pires, A.T.N., Borsali, R. andSoldi, V. (2002). Journal of Thermal Analysis and Calorimetry, 67(2): 295.
24. Flory, P.J. (1953). Principles of Polymer Chemistry, Cornel University,New York.
25. Levin, Y.V., Kim, S.H. and Isayev, A.I. (1997). Rubber Chemistry andTechnology, 70(4): 641.
26. Aprem, A.S., Mathew, G., Joseqh, K., Mathew, G. and Thomas, S. (1999).Kautschuk Gummi Kunststoffe, 52(9): 576.
27. Brandrup, J., Immergut, E.H. and Grulke, E.A. (1999). Polymer Handbook,4th edn, Wiley-Interscience Publication, New York.
28. Brydson, J.A. (1988). Rubbery Materials and Their Compounds, Elsevier,London.
29. Sekhar, B.C., Kormer, V.A., Sotnikova, E.N., Moronyuk, V.P., Trunova,L.N. and Nikitina, N.A. (1998). USP No. 5,770,632.
30. Weast, R.C. (1980). CRC Handbook of Chemistry and Physics, 60th edn,CRC Press, New York.
Grinding and Characterization of Scrap Rubbers Powders 159
© 2008 SAGE Publications. All rights reserved. Not for commercial use or unauthorized distribution. at CAPES on April 15, 2008 http://jep.sagepub.comDownloaded from




















