
GRINDING EFFICIENCY IN THE AQUAFEED INDUSTRY ...
22
GRINDING EFFICIENCY IN THE AQUAFEED INDUSTRY Olivier Rousseaux [email protected] ASIA SALES DIRECTOR ISF – Sydney - 2009
-
Upload
khangminh22 -
Category
Documents
-
view
2 -
download
0
Transcript of GRINDING EFFICIENCY IN THE AQUAFEED INDUSTRY ...

GRINDING EFFICIENCY IN THE AQUAFEED INDUSTRY
Olivier [email protected]
ASIA SALES DIRECTOR
ISF – Sydney - 2009

INTRODUCTION
A] Parameters affecting grinding in the aquafeed industry Raw Materials / Grinding design
B] Main Mechanical parameters we can change for better result
C] Global solution
CONCLUSION
GRINDING EFFICIENCY IN THE AQUAFEED INDUSTRY
ISF – Sydney - 2009
CONTENT

ISF – Sydney - 2009
INTRODUCTION
IMPORTANCE OF THE GRINDING
GRINDING
SIZE REDUCTION
GRINDING
SIZE REDUCTION
GRINDING
SIZE REDUCTION
GRINDING
SIZE REDUCTION
• Surface area• Smoothen the process
– Dies blockage– Uniformity of the powder
• Quality of finished product– Gelatinization– Digestibility– Palatability

Which raw materials:Corn, Soya, cassava…Wheat bran, rice bran…Fish meal, feather meal…
Grinding designEither pre-grinding or post grinding systemEither 1 or 2 step(s) grindingUsing pulverizer or hammermill
A] PARAMETERS AFFECTING FINE GRINDING
A1] RAW MATERIALS
ISF – Sydney - 2009

ISF – Sydney - 2009
A] PARAMETERS AFFECTING FINE GRINDING
A2] RAW MATERIALS
a) Physical aspectsInitial size of the particles
� initial size, � capacity
b) Biological aspectsa) Moisture content
� Moisture content, � capacityb) Fat content
� fat content, � capacityc) Hardness
� hardness, � capacity
����BASICALLY , RAW MATERIALS have to be used as what they are

• 2 Steps grinding – Coarse grinding using hammermill (screen 3mm)– Fine grinding using pulverizer
• 1 Step grinding– Using hammermill (screen 0,7mm)– and special sifter (sieves 300µm to 600µm)
• In both cases, the particles size of the ground product matches the requirement… but at which cost
ISF – Sydney - 2009
A] PARAMETERS AFFECTING FINE GRINDING
A3] GRINDING SOLUTION / DESIGN

Pulverizer :�Needs a lot of aspiration�High aspiration means high moisture losses�High power consumption
Hammermill :�Need aspiration�Reasonable power consumption�Reasonable Moisture losses
Cost :�Electrical cost: easy to evaluate�Wearing parts cost: easy to evaluate�Moisture losses: difficult to evaluate
ISF – Sydney - 2009
A] PARAMETERS AFFECTING FINE GRINDING
A4] FACTS : HAMMERMIL vs. PULVERIZER

US$ 4 750SAVING / MONTH (IN US$/MONTH)
US$ 0.95DIFFERENCE
2.701.75TOTAL COST (IN US$/TON)4
-0,09 - Turbo sifter Screener: in US$/Tons
-0,06 - Counterbeater & Liner: in H26/Tons
-0,1 (assump. 5000 T/month)
Screener Cost (US$/Tons)
3 600 2 500 Screener/Liner Lifetime (Tons)
570 266 Total Screener / Liner Cost / mch
2 2 Number of Screen/liners
285 133 - Screener / Liner (US$/Pcs)
1,0 0,1 (assump. 5000 T/month)
Hammer Cost (US$/Tons)
3 600 5 000 Hammer Lifetime (Tons)
3 564 401 Total Hammer Cost/mch
72 152 Number of Hammers
50 2,6 - Hammer / Beater (US$/Pcs)
Spare Parts3
1,7 1,4 - Electric Cost (US$/Ton)
28 24 - in kWH/Ton
Electric Consumption2
4 10 Actual Cap (T/H)1
PulverizerHM StolzParameterNo.
HUGE SAVING
ISF – Sydney - 2009
A] PARAMETERS AFFECTING FINE GRINDINGA5] GRINDING COST : HAMMERMIL vs. PULVERIZER

In terms of fineness Still with pulverizer we could get very fine particle … something which is not required
Finer are the particles, higher is cost
Compromise: Hammermill + Pneumatic System + TurboSifter
ISF – Sydney - 2009
A] PARAMETERS AFFECTING FINE GRINDING
A6] COMPROMISE

Generally :�1500 rpm hammermills rotors are of about 1 400 mm diameter�3000 rpm hammermills rotors are of 650 to 700 mm diameter
Disadvantages of a 1500 rpm hammer mill vs. a 3000 rpm :�The size�Screen changing more difficult�Needs more important screen surface
Disadvantages of a 3000 rpm hammer mill vs. a 1500 rpm :�Noise
Fan makes more noise than hammermills, what ever its size
ISF – Sydney - 2009
B] EQUIPMENT DESIGN AFFECTING EFFICIENCYB1] HAMMERMILL : ROTOR SPEED
2,0 mm 2,5 mm 3,0 mm 3,5 mm 4,0 mm 5,0 mm 6,0 mm3000 570 593 612 626 637 647 6412900 559 591 620 645 665 695 7092800 549 592 630 665 696 745 7792700 542 594 643 688 728 798 8512600 537 599 658 712 763 852 9262500 534 607 675 740 800 909 10032400 534 616 694 769 839 968 10822300 535 628 716 800 881 1030 11632200 539 642 740 834 925 1094 12472100 546 658 766 870 971 1159 13322000 554 676 794 909 1019 1228 14201900 565 697 825 949 1069 1298 15111800 578 720 858 992 1122 1371 16031700 593 745 893 1037 1177 1445 16981600 610 772 930 1084 1234 1522 17951500 630 802 970 1134 1294 1602 18941400 652 833 1011 1185 1355 1683 19951300 676 867 1055 1239 1419 1767 20991200 702 904 1102 1295 1485 1853 22051100 730 942 1150 1354 1554 1941 23131000 761 983 1201 1414 1624 2032 2424
Speed Screen
Table giving medium size of particles in function of Screen size and rotor speed.
����� ROTOR SPEED, � PARTICLES SIZE
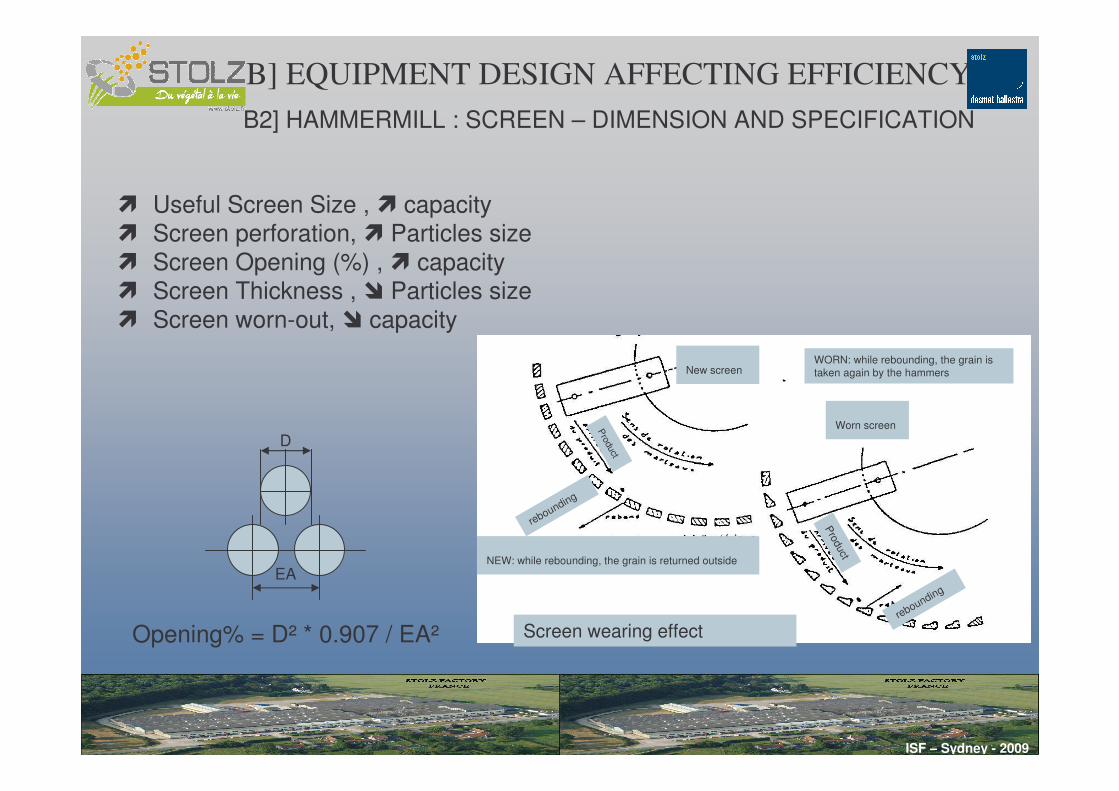
� Useful Screen Size , � capacity� Screen perforation, � Particles size� Screen Opening (%) , � capacity � Screen Thickness , � Particles size� Screen worn-out, � capacity
Opening% = D² * 0.907 / EA²
EA
D
ISF – Sydney - 2009
WORN: while rebounding, the grain is taken again by the hammers
NEW: while rebounding, the grain is returned outside
rebounding
Product
Product
Worn screen
New screen
rebounding
Screen wearing effect
B] EQUIPMENT DESIGN AFFECTING EFFICIENCYB2] HAMMERMILL : SCREEN – DIMENSION AND SPECIFICATION

How can you control the best quality?
A: no steel heat treatment or bad treatmentB: correct steel heat treatment + C Addition
1: new beater2: one side worn3: both sides worn
A: no steel heat treatment or bad treatment•concave wearing
B: correct steel heat treatment :•convex wearing
A: no steel heat treatment or bad treatment•Round shape wear
B: correct steel heat treatment :•Spoon shape wear
Beaters : Steel treatment and Wearing
ISF – Sydney - 2009
B] EQUIPMENT DESIGN AFFECTING EFFICIENCYB3] HAMMERMILL : BEATER
For Coarse Grinding (Screens 2 mm and more):• Air Flow of about 8500 m3/h for 1 m²• Air Pressure is of about 300 to 500 mm water column on the screen
For Fine Grinding (screen 1.5 mm and less): • Air Flow of about 5500 m3/h for 1 m²• Air Pressure of about 700 to 1000 mm water column on the screen
Air flow is made 2 main parameters:• Air flow : m3/h, …• Pressure: WC, bar
ISF – Sydney - 2009
B] EQUIPMENT DESIGN AFFECTING EFFICIENCYB4] AIR FLOW

AIR SPEED : �Air speeds:
�22-23 m/s through the destoner�4-6 m/s through the grid�2.5 to 3 m/s through the filtering media
AIR FLOW ACTIONS:�Generally little effect on the particle size�Enables product passing through the screen�Depending of the hammermill feeder design: Better heavy materials removal.�Will help reducing the T°increase of the ground product, avoiding down stream condensation
AIR FLOW REGULATION : �Allows a constant flow rate, whatever may be the pressure loss�From where, a better de stoning�Avoids any overload of the filtering media�Allows a progressive air flow increase, avoiding inopportunely emptying of the stone box
ISF – Sydney - 2009
B] EQUIPMENT DESIGN AFFECTING EFFICIENCYB5] AIR FLOW THROUGH HAMMERMILL & AIR JET FILTER

a) Mechanical handling b) Pneumatical handling
ISF – Sydney - 2009
B] EQUIPMENT DESIGN AFFECTING EFFICIENCYB6] GRINDING LINE DESIGN

The FeederDimension same as the grinding roomPneumatic MagnetHeavy particle remover
� Unique� Very advanced System
The GrinderLinerScreenBeatersCounters beaters
But also for safety reasonsTemperature controlAuto greasingScreen sliding
ISF – Sydney - 2009
C] GRINDING EFFICIENCY IN THE AQUAFEEDC1] HAMMERMILL : FEEDER + GRINDER

Material to be groundMaterial to be ground
Raw materialsRaw materials
Air flap
Feeder with variable speed
MagnetMagnet
Heavy particles separator
Air
Air inlet
- Stainless steel–Stone–Sand–Any high density particle
ISF – Sydney - 2009
Layer thickness adjustable
C] GRINDING EFFICIENCY IN THE AQUAFEEDC2] HAMMERMILL : FEEDER DESIGN

���� Counters beaters increase Flow rate and fineness
Counters beaters
ISF – Sydney - 2009
C] GRINDING EFFICIENCY IN THE AQUAFEEDC3] HAMMERMILL : BEATER & COUNTER BEATER

Step 1: Stop of feederStep 2: UnlockingStep 3: Pushing outStep 4: Change of screenStep 5: Pulling inStep 6: LockingStep 7: Start of feeder
Time = Maximum 3 MINUTES
���� SAVE POWER AND TIME
ISF – Sydney - 2009
C] GRINDING EFFICIENCY IN THE AQUAFEEDC4] HAMMERMILL : SCREEN REPLACEMENT

Rotor specially designedHigh speedClock rotation
Sieving drum rotatesLow speedClock rotationSequenced rotation
Compressed air @ 7barsWhen sieving drum could rotatesSequenced air pulsingCross contamination less
Main features
ISF – Sydney - 2009
C] GRINDING EFFICIENCY IN THE AQUAFEEDC5] TURBOSIFTER

Grinding line for shrimps feeds or fish feeds
ISF – Sydney - 2009
C] GRINDING EFFICIENCY IN THE AQUAFEEDC6] GLOBAL SOLUTION

ISF – Sydney - 2009




















