
Shrub expansion may reduce summer permafrost thaw in Siberian tundra
Upload
independentCategory
view
3download
0
A
dlTwocoodta©
K
1
pcmueirpiimnU
1d
Separation and Purification Technology 56 (2007) 175–183
Freeze/thaw induced demulsification of water-in-oil emulsionswith loosely packed droplets
Chang Lin, Gaohong He ∗, Xiangcun Li, Lin Peng, Chunxu Dong, Shuang Gu, Gongkui XiaoState Key Laboratory of Fine Chemicals, R&D Center of Membrane Science and Technology, Dalian University of Technology, Dalian 116012, PR China
Received 8 November 2006; received in revised form 23 January 2007; accepted 31 January 2007
bstract
Freeze/thaw treatment has been widely investigated for phase separation of oil-in-water (O/W) emulsions. However, it is a new application forestroying the inverted emulsions, water-in-oil (W/O) emulsions. In this study, freeze/thaw treatment was used to break the W/O emulsions withoosely packed droplets that were produced from the oils generally adopted as membrane phase in emulsion liquid membrane (ELM) process.he effects of emulsion system parameters and freezing conditions on demulsification performance were investigated. A near linear relationshipas observed between demulsification performance and water content (30–65%). Demulsification performance greatly increased with the increasef droplet size (2.7–7.3 �m), while it was slightly affected by oil type. Four freezing methods were employed including freezing in refrigerator,ryogenic bath, dry ice and liquid nitrogen. The best freezing method for water removal was freezing in cryogenic or dry ice, and its efficiency wasver 70% for all experimental systems with 60% water content regardless of droplet size and oil phase type. Furthermore, microscopic processf demulsification was monitored using optical microscope and the coalescence of droplets was simulated. From the experiments, the gradual
emulsification process induced by freeze/thaw was proven and a collision mechanism was proposed. Meanwhile, the volume expansion of waterurning to ice and interfacial tension of oil–water interface were determined as main driving forces of demulsification. The proposed mechanismnd driving forces can explain the influences of various parameters on demulsification performance well. 2007 Elsevier B.V. All rights reserved.n
tecsitmNbEcEq
eywords: Freeze/thaw; Demulsification; Coalescence; Stability; Crystallizatio
. Introduction
Water-in-oil (W/O) emulsions are made of water phase dis-ersed in immiscible oil phase. According to applications, theyan be divided into three groups: emulsion products, functionaledia of emulsion liquid membrane (ELM) processing, and
nwanted emulsions such as oil sludge and crude oil freshlyxploited. For the latter two groups, demulsification treatments necessary in order to reduce resource waste and prevent envi-onmental pollution, as well as to recycle the membrane (oil)hase and obtain the goal product in the internal water phasen ELM processing. Conventional demulsification techniquesnclude electrical, chemical, thermal, acoustic and mechanical
ethods [1,2]. Presently, the electrical [3–6] and chemical tech-iques [7,8] are widely applied and still extensively studied.nfortunately, in high-static electric treatment, it often works at
∗ Corresponding author. Tel.: +86 411 88993844; fax: +86 411 83633080.E-mail address: [email protected] (G. He).
a
stste
383-5866/$ – see front matter © 2007 Elsevier B.V. All rights reserved.oi:10.1016/j.seppur.2007.01.035
housands of voltage in order to meet the requirements of biglectrode-board and high current, easily causing a fire via shortircuit. With respect to chemical treatment, addition of demul-ifiers/chemicals makes emulsion system more complex, whichs undesirable for the subsequent refining or purification. In par-icular, in ELM separation [1,9–11], chemical method generally
akes it impossible for direct reuse of ELM membrane phase.amely, the added demulsifiers/chemicals must be removedefore the preparation of primary emulsion in the followingLM cycle, otherwise emulsifying will fail since the additivesan greatly decrease the stability of oil–water interface. By far, inLM process, the demulsification is still a difficult problem fre-uently encountered for continuous operation. Therefore, safend convenient physical demulsification techniques are desired.
Recently, freeze/thaw treatment is being developed to demul-ify W/O emulsions, which has been widely used to measure
he stability of inverted emulsion, i.e. oil-in-water (O/W) emul-ion [12–16]. In 1993 and 1994, Aronson et al. [17,18] reportedhe freeze/thaw induced breakage of highly concentrated W/Omulsions (water content, ϕ, is 90–95 vol.% that is higher than
176 C. Lin et al. / Separation and Purificatio
Nomenclature
D2,3 Sauter mean diameter (�m)Di diameter of droplet of identity i (�m)Dw dewatering ratio (%)g acceleration due to gravityH0 total height of emulsion sample sealed in tube
(mm)Hwat height of separated water (mm)n coefficient (vary from around 4–22, depending on
the structure of setting particles)Ni number of droplets of identityua velocity of counter flow of oil phase (m/s)ut Stokes settling velocity of a droplet (for low
Reynolds numbers) (m/s)utm settling rate of the droplets (in hindered settling
zone) (m/s)V0 volume of primary emulsion sample (ml)Vwat volume of separated water (ml)Xwat volume fraction of water in the primary emulsion
(%)
Greek letters�ρ density difference between oil phase and water
phaseϕ water content, i.e. volume fraction of the droplet
phase
d[WCathahwdo[sAras(dpseeae
seboctdse
2
2
snCFtDwmpm
2
(td[et2obswttsaNot
2
μ viscosity of the oil phase (N s/m2)
ense packing density of 74.05 vol.% [19]). In 1997, Hirai et al.20] introduced freeze/thaw treatment to demulsify exhausted
/O emulsion in ELM process. Moreover, in 2002 and 2003,hen and He [2,21] showed that this treatment can destroycomplex and tight W/O emulsion that was generated from
he pretreatment step of the used lubricating oil re-refinery andardly demulsified by conventional demulsification techniquess above mentioned. The maximal demulsification ratio was asigh as 90% under appropriate freeze/thaw conditions. Theseorks exhibited the efficiency of freeze/thaw method for theemulsification of W/O emulsions and investigated the effectsf freezing temperature and freezing time etc. on demulsification20,21]. In addition, a demulsification mechanism for the emul-ions with exceedingly dense packing droplets was developed byronson in the 1990s [17,18], which was described as the direct
upture of oil film following the formation of ice domains indjacent droplets and inversion of emulsions occurred in frozentate. However, for emulsions with loosely packed dropletsϕ < 74.05 vol.%), the demulsification mechanism, optimal con-itions of freeze/thaw and the relationships between emulsionroperties and demulsification efficiency are still unclear. Emul-ions with loosely packed droplets widely exist, both primary
mulsion and exhausted emulsion of ELM (ϕ = 50–60 vol.%) arexact examples [22–24]. Thus investigations on these aspectsre important to make freeze/thaw treatment use widely andfficiently.mtI4
n Technology 56 (2007) 175–183
In the present work, freeze/thaw instabilities of W/O emul-ions with loosely packed droplets were examined, the modelmulsions were produced from oils generally adopted as mem-rane phase in ELM process [22–25]. Microstructure changesf emulsion during freeze/thaw were monitored and coales-ence process of droplets was simulated in order to determinehe characteristics of demulsification process and the possibleemulsification mechanism. Furthermore, effects of emulsionystem parameters and freezing conditions on demulsificationfficiency were investigated.
. Experimental
.1. Chemicals
Organic reagents used as oil phases of model W/O emul-ions were analytical reagent grade. Petroleum ether (60–90) and-hexane were purchased from Shenyang Chemical Reagentsompany, kerosene from Tianjin Damao Chemical Reagentsactory, toluene from Tianjin First Chemical Reagents Fac-
ory and o-xylene from Shanghai Chemical Reagents Company.e-ionized water with a conductance of as low as 2.5 �s/cmas used as droplet phase of model W/O emulsion. A com-ercial nonionic surfactant Span80 (sorbitan monooleate) was
urchased from Tianjin Kermel Chemical Reagents Develop-ent Center and used to stabilize all model emulsions.
.2. Emulsion preparation
Emulsions were prepared using a high-speed shear emulsifierJRJ-300-I, Sample Model Co., Shanghai, China). The prepara-ion procedure was as follows: (I) preparing oil phase with aesired amount of Span80 dissolved in (18 mg/ml of Span80,26]); (II) dispersing de-ionized water in oil phase by shearmulsifier at about 1 000 rpm to make coarse emulsions; andhen (III) raising shear rate (2000–6000 rpm) to emulsify for0 min to produce submicron emulsions. The viscosities of allil phases containing Span80 were ≤2 cP, which were measuredy a viscometer (Brookfield LV-DV III, USA) at 20 ◦C. In thistudy, three groups of emulsion listed in Table 1 were preparedith different oil phase, shear rate and water content, respec-
ively. The shear rate was changed in a narrow range in ordero prepare emulsions with similar mean droplet size and dropletize distribution for the first and third groups, since water contentnd viscosity of oil phase affect droplet size to some extent [27].o phase separation and obvious change in droplet size werebserved for all model emulsions after being settled at roomemperature for at least 3 days.
.3. Microscopy and droplet size measurement
Droplet size distributions of emulsion samples were manually
easured from their photomicrographs (400× magnification)aken by using an optical microscope (XSP-2XC, Shang Guangnc., Shanghai, China) equipped with a Nikon camera (Coolpix500, Japan). Mean droplet sizes were then calculated by Eq.
C. Lin et al. / Separation and Purification Technology 56 (2007) 175–183 177
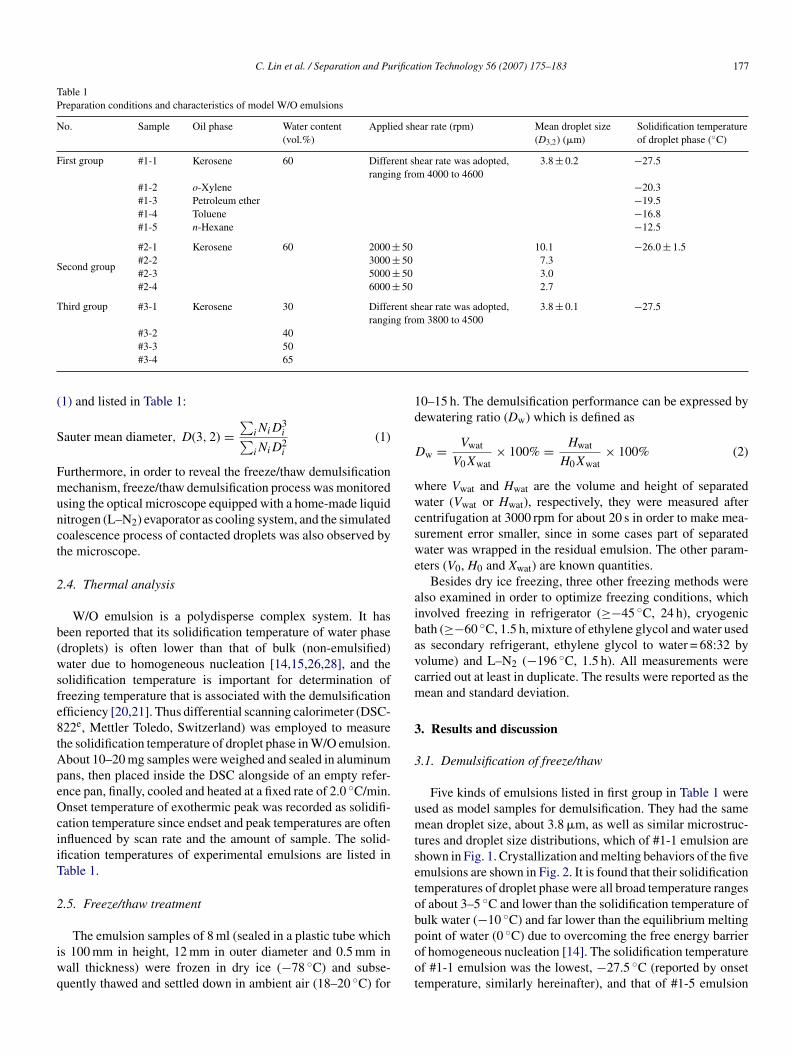
Table 1Preparation conditions and characteristics of model W/O emulsions
No. Sample Oil phase Water content(vol.%)
Applied shear rate (rpm) Mean droplet size(D3,2) (�m)
Solidification temperatureof droplet phase (◦C)
First group #1-1 Kerosene 60 Different shear rate was adopted,ranging from 4000 to 4600
3.8 ± 0.2 −27.5
#1-2 o-Xylene −20.3#1-3 Petroleum ether −19.5#1-4 Toluene −16.8#1-5 n-Hexane −12.5
Second group
#2-1 Kerosene 60 2000 ± 50 10.1 −26.0 ± 1.5#2-2 3000 ± 50 7.3#2-3 5000 ± 50 3.0#2-4 6000 ± 50 2.7
Third group #3-1 Kerosene 30 Different shear rate was adopted,ranging from 3800 to 4500
3.8 ± 0.1 −27.5
(
S
Fmunct
2
b(wsfe8tApeOciiT
2
iwq
1d
D
wwcswe
aibavcm
3
3
umtsetob
#3-2 40#3-3 50#3-4 65
1) and listed in Table 1:
auter mean diameter, D(3, 2) =∑
iNiD3i∑
iNiD2i
(1)
urthermore, in order to reveal the freeze/thaw demulsificationechanism, freeze/thaw demulsification process was monitored
sing the optical microscope equipped with a home-made liquiditrogen (L–N2) evaporator as cooling system, and the simulatedoalescence process of contacted droplets was also observed byhe microscope.
.4. Thermal analysis
W/O emulsion is a polydisperse complex system. It haseen reported that its solidification temperature of water phasedroplets) is often lower than that of bulk (non-emulsified)ater due to homogeneous nucleation [14,15,26,28], and the
olidification temperature is important for determination ofreezing temperature that is associated with the demulsificationfficiency [20,21]. Thus differential scanning calorimeter (DSC-22e, Mettler Toledo, Switzerland) was employed to measurehe solidification temperature of droplet phase in W/O emulsion.bout 10–20 mg samples were weighed and sealed in aluminumans, then placed inside the DSC alongside of an empty refer-nce pan, finally, cooled and heated at a fixed rate of 2.0 ◦C/min.nset temperature of exothermic peak was recorded as solidifi-
ation temperature since endset and peak temperatures are oftennfluenced by scan rate and the amount of sample. The solid-fication temperatures of experimental emulsions are listed inable 1.
.5. Freeze/thaw treatment
The emulsion samples of 8 ml (sealed in a plastic tube whichs 100 mm in height, 12 mm in outer diameter and 0.5 mm inall thickness) were frozen in dry ice (−78 ◦C) and subse-uently thawed and settled down in ambient air (18–20 ◦C) for
poot
0–15 h. The demulsification performance can be expressed byewatering ratio (Dw) which is defined as
w = Vwat
V0Xwat× 100% = Hwat
H0Xwat× 100% (2)
here Vwat and Hwat are the volume and height of separatedater (Vwat or Hwat), respectively, they were measured after
entrifugation at 3000 rpm for about 20 s in order to make mea-urement error smaller, since in some cases part of separatedater was wrapped in the residual emulsion. The other param-
ters (V0, H0 and Xwat) are known quantities.Besides dry ice freezing, three other freezing methods were
lso examined in order to optimize freezing conditions, whichnvolved freezing in refrigerator (≥−45 ◦C, 24 h), cryogenicath (≥−60 ◦C, 1.5 h, mixture of ethylene glycol and water useds secondary refrigerant, ethylene glycol to water = 68:32 byolume) and L–N2 (−196 ◦C, 1.5 h). All measurements werearried out at least in duplicate. The results were reported as theean and standard deviation.
. Results and discussion
.1. Demulsification of freeze/thaw
Five kinds of emulsions listed in first group in Table 1 weresed as model samples for demulsification. They had the sameean droplet size, about 3.8 �m, as well as similar microstruc-
ures and droplet size distributions, which of #1-1 emulsion arehown in Fig. 1. Crystallization and melting behaviors of the fivemulsions are shown in Fig. 2. It is found that their solidificationemperatures of droplet phase were all broad temperature rangesf about 3–5 ◦C and lower than the solidification temperature ofulk water (−10 ◦C) and far lower than the equilibrium melting
oint of water (0 ◦C) due to overcoming the free energy barrierf homogeneous nucleation [14]. The solidification temperaturef #1-1 emulsion was the lowest, −27.5 ◦C (reported by onsetemperature, similarly hereinafter), and that of #1-5 emulsion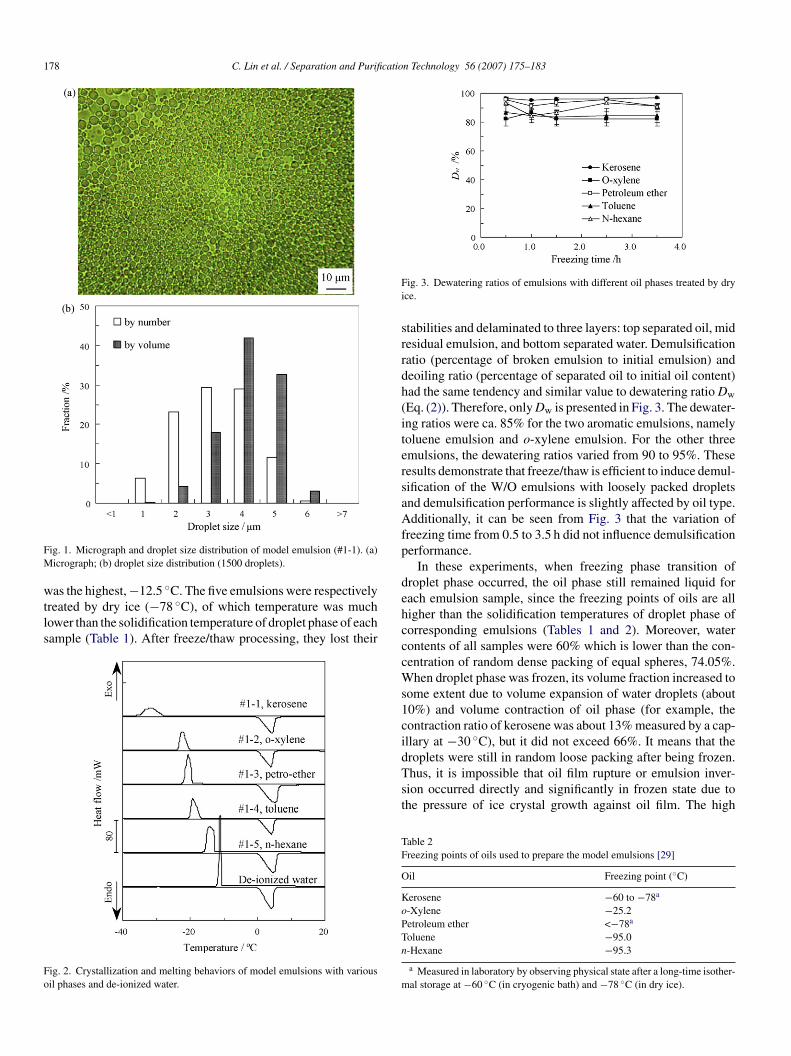
178 C. Lin et al. / Separation and Purification Technology 56 (2007) 175–183
FM
wtls
Fo
Fi
srrdh(itersaAfp
d
ig. 1. Micrograph and droplet size distribution of model emulsion (#1-1). (a)icrograph; (b) droplet size distribution (1500 droplets).
as the highest, −12.5 ◦C. The five emulsions were respectivelyreated by dry ice (−78 ◦C), of which temperature was muchower than the solidification temperature of droplet phase of eachample (Table 1). After freeze/thaw processing, they lost their
ig. 2. Crystallization and melting behaviors of model emulsions with variousil phases and de-ionized water.
ehcccWs1cidTst
TF
O
KoPTn
m
ig. 3. Dewatering ratios of emulsions with different oil phases treated by dryce.
tabilities and delaminated to three layers: top separated oil, midesidual emulsion, and bottom separated water. Demulsificationatio (percentage of broken emulsion to initial emulsion) andeoiling ratio (percentage of separated oil to initial oil content)ad the same tendency and similar value to dewatering ratio DwEq. (2)). Therefore, only Dw is presented in Fig. 3. The dewater-ng ratios were ca. 85% for the two aromatic emulsions, namelyoluene emulsion and o-xylene emulsion. For the other threemulsions, the dewatering ratios varied from 90 to 95%. Theseesults demonstrate that freeze/thaw is efficient to induce demul-ification of the W/O emulsions with loosely packed dropletsnd demulsification performance is slightly affected by oil type.dditionally, it can be seen from Fig. 3 that the variation of
reezing time from 0.5 to 3.5 h did not influence demulsificationerformance.
In these experiments, when freezing phase transition ofroplet phase occurred, the oil phase still remained liquid forach emulsion sample, since the freezing points of oils are alligher than the solidification temperatures of droplet phase oforresponding emulsions (Tables 1 and 2). Moreover, waterontents of all samples were 60% which is lower than the con-entration of random dense packing of equal spheres, 74.05%.
hen droplet phase was frozen, its volume fraction increased toome extent due to volume expansion of water droplets (about0%) and volume contraction of oil phase (for example, theontraction ratio of kerosene was about 13% measured by a cap-llary at −30 ◦C), but it did not exceed 66%. It means that the
roplets were still in random loose packing after being frozen.hus, it is impossible that oil film rupture or emulsion inver-ion occurred directly and significantly in frozen state due tohe pressure of ice crystal growth against oil film. The highable 2reezing points of oils used to prepare the model emulsions [29]
il Freezing point (◦C)
erosene −60 to −78a
-Xylene −25.2etroleum ether <−78a
oluene −95.0-Hexane −95.3
a Measured in laboratory by observing physical state after a long-time isother-al storage at −60 ◦C (in cryogenic bath) and −78 ◦C (in dry ice).

C. Lin et al. / Separation and Purifica
Fis
doe
3
mwehet
ttdolsfaoppditpgsdiTmscfaDoscfefiSwafsolbdot
ddizafec
ig. 4. Micrographs of freeze/thaw process of #1-1 emulsion. (a) Before freez-ng; (b) freezing; (c) after melted. The images represent a time/temperatureequence for a single field of view.
emulsification performances of the emulsions might dependn a different mechanism from that of highly concentrated W/Omulsion (>dense packing) described by Aronson [17,18].
.2. Mechanism of demulsification
In order to reveal the possible mechanism of demulsificaiton,icrostructure changes of emulsion during cooling and heatingere monitored directly by a microscope. Taking kerosene
mulsion (#1-1) as an example, when the fresh emulsion waseld at room temperature, the droplets were liquid and mostlyxisted in isolation as shown in Fig. 4a. On cooling, the phaseransition of water droplets took place in a short period. In
wt(a
tion Technology 56 (2007) 175–183 179
his period, a portion of droplets were frozen previously, athe same time the volume expansion of frozen droplets causedisarrangement of the emulsion system and a little coalescencef droplets since some droplets were quite close. Undercoolediquid/semisolid droplets constantly collided with the adjacentolid or liquid droplets. As a result, more and more dropletsroze together to form big ice domains due to coalescencend some droplets froze accompanied by partial contact withthers, namely partial coalescence (Fig. 4b). This experimentalhenomenon implies that inter-droplet collisions had greatlyromoted the film drainage and even ruptured the oil film imme-iately. The above observed statistic process of droplet freezings consistent with the DSC result which is a blunt peak ratherhan a sharp peak in cooling curve (Fig. 2). Blunt exothermiceak also indicates freezing phase transition of droplet phase isradual/statistic, not instantaneous in a polydisperse emulsionystem due to the dependence of solidification temperature ofroplets on droplet size [28]. On heating, the ice domains meltednto large water drops and the partially coalesced droplets fused.he droplet size distribution after freeze/thaw was obviouslyuch broader (Fig. 4c). In order to show a much clearer pre-
entation for coalescence, the coalescence process of partiallyontacted droplets was also simulated by a coarse model asollows. Two water drops were closely dropped in bulk oil usingn injector with 8# needle, and then were frozen in refrigerator.uring freezing, the two drops were made further close to eachther for partial contact. After the drops frozen completely, theimulated system was then carefully and speedily moved into ahamber that had been fixed on object stage of microscope andull filled with cold nitrogen gas supplied by home-made L–N2vaporator. The cold nitrogen gas prevented the frozen dropsrom melting. In this case, partial contact between the two dropsn frozen state was clearly observed with microscope (Fig. 5a).ubsequently, removing the cold nitrogen gas, the systemas then reheated by atmosphere. The coalescence started
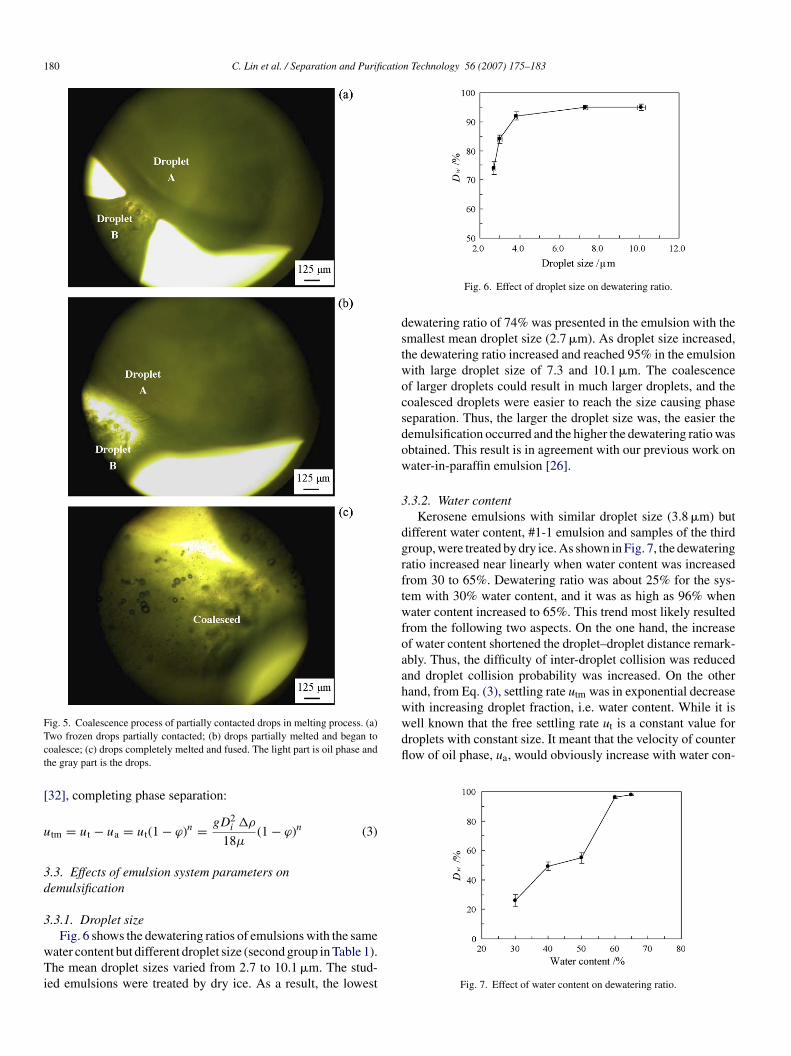
t the linkage point (Fig. 5b). Then the two drops graduallyused into one big drop (Fig. 5c) driven by interfacial tension,ince interfacial area reduction is a spontaneous process. Thebservations indicate that demulsification of the emulsion withoosely packed droplets is a gradual process and occurs inoth freezing and thawing processes. The collision behavior ofroplets is a key factor contributing to contact and coalescencef droplets as well as oil film rupture. Moreover, interfacialension promotes further coalescence in the thawing process.
The observation was undertaken in a plane, neglecting theroplet settling. In fact, droplets settled all the time due to theensity difference between oil and water phases (�ρ) in grav-tational field, and the gravity settling was in hindered settlingone since ϕ was higher than 10 vol.% [30]. This action mightlso promote the collision/coalescence of droplets. Moreover,or a real process of freeze/thaw induced demulsification of bulkmulsion, phase separation will follow the coalescence. Whenoalesced drops are larger than a certain size, their settling rates
ill remarkably increase due to the driven of�ρ, because the set-ling rate of droplet is proportional to square of droplet size (Eq.3)) [30,31]. The coalesced big drops can fast move to interface,nd deform and break due to capillary and gravitational forces
180 C. Lin et al. / Separation and Purification Technology 56 (2007) 175–183
Fig. 5. Coalescence process of partially contacted drops in melting process. (a)Tct
[
u
3d
3
wTi
dstwocsdow
3
dgrftwfoaahwith increasing droplet fraction, i.e. water content. While it iswell known that the free settling rate ut is a constant value fordroplets with constant size. It meant that the velocity of counterflow of oil phase, ua, would obviously increase with water con-
wo frozen drops partially contacted; (b) drops partially melted and began tooalesce; (c) drops completely melted and fused. The light part is oil phase andhe gray part is the drops.
32], completing phase separation:
tm = ut − ua = ut(1 − ϕ)n = gD2i �ρ
18μ(1 − ϕ)n (3)
.3. Effects of emulsion system parameters onemulsification
.3.1. Droplet size
Fig. 6 shows the dewatering ratios of emulsions with the sameater content but different droplet size (second group in Table 1).he mean droplet sizes varied from 2.7 to 10.1 �m. The stud-
ed emulsions were treated by dry ice. As a result, the lowest
Fig. 6. Effect of droplet size on dewatering ratio.
ewatering ratio of 74% was presented in the emulsion with themallest mean droplet size (2.7 �m). As droplet size increased,he dewatering ratio increased and reached 95% in the emulsionith large droplet size of 7.3 and 10.1 �m. The coalescencef larger droplets could result in much larger droplets, and theoalesced droplets were easier to reach the size causing phaseeparation. Thus, the larger the droplet size was, the easier theemulsification occurred and the higher the dewatering ratio wasbtained. This result is in agreement with our previous work onater-in-paraffin emulsion [26].
.3.2. Water contentKerosene emulsions with similar droplet size (3.8 �m) but
ifferent water content, #1-1 emulsion and samples of the thirdroup, were treated by dry ice. As shown in Fig. 7, the dewateringatio increased near linearly when water content was increasedrom 30 to 65%. Dewatering ratio was about 25% for the sys-em with 30% water content, and it was as high as 96% whenater content increased to 65%. This trend most likely resulted
rom the following two aspects. On the one hand, the increasef water content shortened the droplet–droplet distance remark-bly. Thus, the difficulty of inter-droplet collision was reducednd droplet collision probability was increased. On the otherand, from Eq. (3), settling rate utm was in exponential decrease
Fig. 7. Effect of water content on dewatering ratio.
C. Lin et al. / Separation and Purification Technology 56 (2007) 175–183 181
Fs
tetoqfittataFi−
3
oif[f
3
stAbtrdsftwa−f
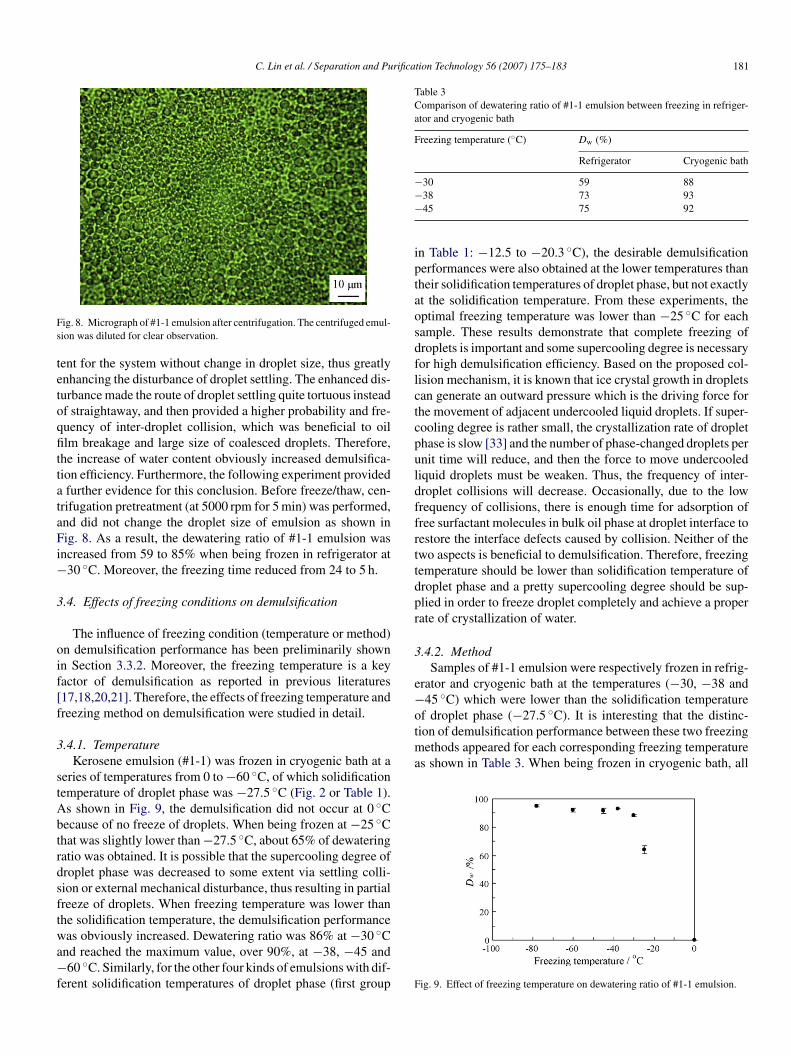
Table 3Comparison of dewatering ratio of #1-1 emulsion between freezing in refriger-ator and cryogenic bath
Freezing temperature (◦C) Dw (%)
Refrigerator Cryogenic bath
−30 59 88−−
iptaosdflctcpuldffrttdpr
3
e−of droplet phase (−27.5 ◦C). It is interesting that the distinc-tion of demulsification performance between these two freezingmethods appeared for each corresponding freezing temperatureas shown in Table 3. When being frozen in cryogenic bath, all
ig. 8. Micrograph of #1-1 emulsion after centrifugation. The centrifuged emul-ion was diluted for clear observation.
ent for the system without change in droplet size, thus greatlynhancing the disturbance of droplet settling. The enhanced dis-urbance made the route of droplet settling quite tortuous insteadf straightaway, and then provided a higher probability and fre-uency of inter-droplet collision, which was beneficial to oillm breakage and large size of coalesced droplets. Therefore,
he increase of water content obviously increased demulsifica-ion efficiency. Furthermore, the following experiment providedfurther evidence for this conclusion. Before freeze/thaw, cen-
rifugation pretreatment (at 5000 rpm for 5 min) was performed,nd did not change the droplet size of emulsion as shown inig. 8. As a result, the dewatering ratio of #1-1 emulsion was
ncreased from 59 to 85% when being frozen in refrigerator at30 ◦C. Moreover, the freezing time reduced from 24 to 5 h.
.4. Effects of freezing conditions on demulsification
The influence of freezing condition (temperature or method)n demulsification performance has been preliminarily shownn Section 3.3.2. Moreover, the freezing temperature is a keyactor of demulsification as reported in previous literatures17,18,20,21]. Therefore, the effects of freezing temperature andreezing method on demulsification were studied in detail.
.4.1. TemperatureKerosene emulsion (#1-1) was frozen in cryogenic bath at a
eries of temperatures from 0 to −60 ◦C, of which solidificationemperature of droplet phase was −27.5 ◦C (Fig. 2 or Table 1).s shown in Fig. 9, the demulsification did not occur at 0 ◦Cecause of no freeze of droplets. When being frozen at −25 ◦Chat was slightly lower than −27.5 ◦C, about 65% of dewateringatio was obtained. It is possible that the supercooling degree ofroplet phase was decreased to some extent via settling colli-ion or external mechanical disturbance, thus resulting in partialreeze of droplets. When freezing temperature was lower thanhe solidification temperature, the demulsification performance
as obviously increased. Dewatering ratio was 86% at −30 ◦Cnd reached the maximum value, over 90%, at −38, −45 and60 ◦C. Similarly, for the other four kinds of emulsions with dif-
erent solidification temperatures of droplet phase (first group F
38 73 9345 75 92
n Table 1: −12.5 to −20.3 ◦C), the desirable demulsificationerformances were also obtained at the lower temperatures thanheir solidification temperatures of droplet phase, but not exactlyt the solidification temperature. From these experiments, theptimal freezing temperature was lower than −25 ◦C for eachample. These results demonstrate that complete freezing ofroplets is important and some supercooling degree is necessaryor high demulsification efficiency. Based on the proposed col-ision mechanism, it is known that ice crystal growth in dropletsan generate an outward pressure which is the driving force forhe movement of adjacent undercooled liquid droplets. If super-ooling degree is rather small, the crystallization rate of droplethase is slow [33] and the number of phase-changed droplets pernit time will reduce, and then the force to move undercoolediquid droplets must be weaken. Thus, the frequency of inter-roplet collisions will decrease. Occasionally, due to the lowrequency of collisions, there is enough time for adsorption ofree surfactant molecules in bulk oil phase at droplet interface toestore the interface defects caused by collision. Neither of thewo aspects is beneficial to demulsification. Therefore, freezingemperature should be lower than solidification temperature ofroplet phase and a pretty supercooling degree should be sup-lied in order to freeze droplet completely and achieve a properate of crystallization of water.
.4.2. MethodSamples of #1-1 emulsion were respectively frozen in refrig-
rator and cryogenic bath at the temperatures (−30, −38 and45 ◦C) which were lower than the solidification temperature
ig. 9. Effect of freezing temperature on dewatering ratio of #1-1 emulsion.
182 C. Lin et al. / Separation and Purification Technology 56 (2007) 175–183
dfttpts(swiacdtrdtdteopofdwltgttdiaa
dsmr
F
dtLtiSssedde#b7ttc
4
sdituddt
dewso
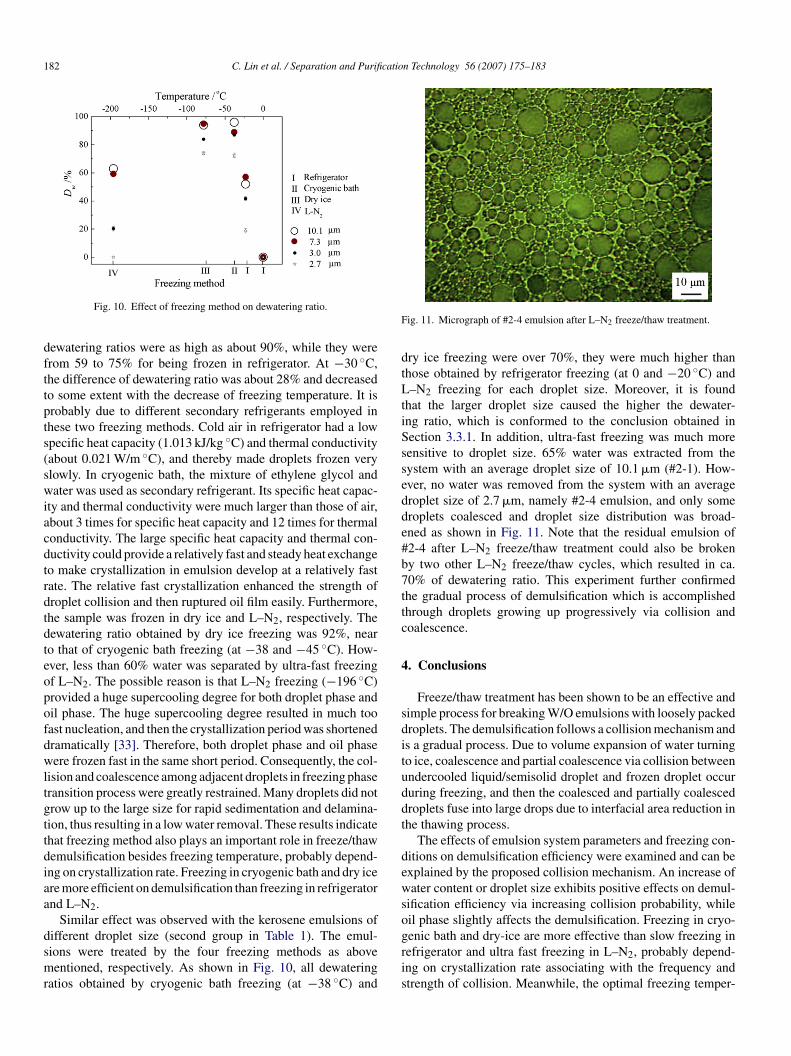
Fig. 10. Effect of freezing method on dewatering ratio.
ewatering ratios were as high as about 90%, while they wererom 59 to 75% for being frozen in refrigerator. At −30 ◦C,he difference of dewatering ratio was about 28% and decreasedo some extent with the decrease of freezing temperature. It isrobably due to different secondary refrigerants employed inhese two freezing methods. Cold air in refrigerator had a lowpecific heat capacity (1.013 kJ/kg ◦C) and thermal conductivityabout 0.021 W/m ◦C), and thereby made droplets frozen verylowly. In cryogenic bath, the mixture of ethylene glycol andater was used as secondary refrigerant. Its specific heat capac-
ty and thermal conductivity were much larger than those of air,bout 3 times for specific heat capacity and 12 times for thermalonductivity. The large specific heat capacity and thermal con-uctivity could provide a relatively fast and steady heat exchangeo make crystallization in emulsion develop at a relatively fastate. The relative fast crystallization enhanced the strength ofroplet collision and then ruptured oil film easily. Furthermore,he sample was frozen in dry ice and L–N2, respectively. Theewatering ratio obtained by dry ice freezing was 92%, nearo that of cryogenic bath freezing (at −38 and −45 ◦C). How-ver, less than 60% water was separated by ultra-fast freezingf L–N2. The possible reason is that L–N2 freezing (−196 ◦C)rovided a huge supercooling degree for both droplet phase andil phase. The huge supercooling degree resulted in much tooast nucleation, and then the crystallization period was shortenedramatically [33]. Therefore, both droplet phase and oil phaseere frozen fast in the same short period. Consequently, the col-
ision and coalescence among adjacent droplets in freezing phaseransition process were greatly restrained. Many droplets did notrow up to the large size for rapid sedimentation and delamina-ion, thus resulting in a low water removal. These results indicatehat freezing method also plays an important role in freeze/thawemulsification besides freezing temperature, probably depend-ng on crystallization rate. Freezing in cryogenic bath and dry icere more efficient on demulsification than freezing in refrigeratornd L–N2.
Similar effect was observed with the kerosene emulsions of
ifferent droplet size (second group in Table 1). The emul-ions were treated by the four freezing methods as aboveentioned, respectively. As shown in Fig. 10, all dewateringatios obtained by cryogenic bath freezing (at −38 ◦C) and
gris
ig. 11. Micrograph of #2-4 emulsion after L–N2 freeze/thaw treatment.
ry ice freezing were over 70%, they were much higher thanhose obtained by refrigerator freezing (at 0 and −20 ◦C) and–N2 freezing for each droplet size. Moreover, it is found
hat the larger droplet size caused the higher the dewater-ng ratio, which is conformed to the conclusion obtained inection 3.3.1. In addition, ultra-fast freezing was much moreensitive to droplet size. 65% water was extracted from theystem with an average droplet size of 10.1 �m (#2-1). How-ver, no water was removed from the system with an averageroplet size of 2.7 �m, namely #2-4 emulsion, and only someroplets coalesced and droplet size distribution was broad-ned as shown in Fig. 11. Note that the residual emulsion of2-4 after L–N2 freeze/thaw treatment could also be brokeny two other L–N2 freeze/thaw cycles, which resulted in ca.0% of dewatering ratio. This experiment further confirmedhe gradual process of demulsification which is accomplishedhrough droplets growing up progressively via collision andoalescence.
. Conclusions
Freeze/thaw treatment has been shown to be an effective andimple process for breaking W/O emulsions with loosely packedroplets. The demulsification follows a collision mechanism ands a gradual process. Due to volume expansion of water turningo ice, coalescence and partial coalescence via collision betweenndercooled liquid/semisolid droplet and frozen droplet occururing freezing, and then the coalesced and partially coalescedroplets fuse into large drops due to interfacial area reduction inhe thawing process.
The effects of emulsion system parameters and freezing con-itions on demulsification efficiency were examined and can bexplained by the proposed collision mechanism. An increase ofater content or droplet size exhibits positive effects on demul-
ification efficiency via increasing collision probability, whileil phase slightly affects the demulsification. Freezing in cryo-
enic bath and dry-ice are more effective than slow freezing inefrigerator and ultra fast freezing in L–N2, probably depend-ng on crystallization rate associating with the frequency andtrength of collision. Meanwhile, the optimal freezing temper-
rifica
atpUfcirw
A
f2
R
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[Chem. Eng. 32 (1954) 53.
C. Lin et al. / Separation and Pu
ture of cryogenic bath should be lower than the solidificationemperature of droplet phase in order to freeze droplets com-letely and achieve a proper rate of crystallization in emulsion.nder the appropriate freezing conditions, demulsification per-
ormance increased from 25 to 96% with the increase of waterontent from 30 to 65%, and increased from 74 to 95% withncreasing droplet size from 2.7 to 7.3 �m, and it was over 85%egardless oil phase component for the emulsions with 60%ater content.
cknowledgement
The authors gratefully acknowledge the financial supportrom the National Natural Science Foundation of China (No.0006001).
eferences
[1] R. Devulapalli, F. Jones, Separation of aniline from aqueous solutions usingemulsion liquid membranes, J. Hazard. Mater. B 70 (1999) 157–170.
[2] G. He, G. Chen, Lubricating oil sludge and its demulsification, DryingTechnol. 20 (2002) 1009–1018.
[3] T. Kataoka, T. Nishiki, Development of a continuous electric coalescer ofW/O emulsions in liquid surfactant membrane process, Sep. Sci. Technol.25 (1990) 171–185.
[4] J. Draxler, R. Marr, Design criteria for electrostatic demulsifiers, Int. Chem.Eng. 33 (1993) 1–7.
[5] G. Lu, Q. Lu, P. Li, Break-down of liquid membrane emulsion under highelectric field, J. Membr. Sci. 128 (1997) 1–6.
[6] H. Habaki, R. Egashira, G.W. Stevens, J. Kawasaki, A novel methodimproving low separation performance for W/O/W ELM permeation oferythromycin, J. Membr. Sci. 208 (2002) 89–103.
[7] G. Rios, C. Pazos, J. Coca, Destabilization of cutting oil emulsionsusing inorganic salts as coagulants, Colloids Surf. A 138 (1998) 383–389.
[8] Z. Zhang, G. Xu, F. Wang, S. Dong, Y. Chen, Demulsification byamphiphilic dendrimer copolymers, J. Colloid Interface Sci. 282 (2005)1–4.
[9] H. Tadashi, M. Michiaki, O. Takaaki, Continuous extraction of penicillinG with liquid surfactant membrane using Vibro Mixer, J. Membr. Sci. 93(1994) 61–68.
10] Q. Sun, Y. Deng, Synthesis of micrometer to nanometer CaCO3 particlesvia mass restriction method in an emulsion liquid membrane process, J.Colloid Interface Sci. 278 (2004) 376–382.
11] Y. Daia, T. Deng, S. Jia, L. Jin, F. Lu, Preparation and characterizationof fine silver powder with colloidal emulsion aphrons, J. Membr. Sci. 281(2006) 685–691.
12] L. Truong, C.R. Phillips, Freezing of oil water and oil saline emulsions,Environ. Sci. Technol. 10 (1976) 482–485.
[
[
tion Technology 56 (2007) 175–183 183
13] J.N. Coupland, Crystallization in emulsions, Curr. Opin. Colloid InterfaceSci. 7 (2002) 445–450.
14] S.A. Vanapalli, J. Palanuwech, J.N. Coupland, Stability of emulsions todispersed phase crystallization: effect of oil type, dispersed phase volumefraction, and cooling rate, Colloids Surf. A 204 (2002) 227–237.
15] P. Thanasukarn, R. Pongsawatmanit, D.J. McClements, Impact of fat andwater crystallization on the stability of hydrogenated palm oil-in-wateremulsions stabilized by whey protein isolate, Colloids Surf. A 246 (2004)49–59.
16] V. Rajakovic, D. Skala, Separation of oil-in-water emulsions by freeze/thawmethod and microwave radiation, Sep. Purif. Technol. 49 (2006) 192–196.
17] M.P. Aroson, M.F. Perko, Highly concentrated water-in-oil emulsions:influence of electrolyte on their properties and stability, J. Colloid InterfaceSci. 159 (1993) 134–149.
18] M.P. Aroson, K. Ananthapadmanabhan, M.F. Petko, D.J. Palatini, Originsof freeze-thaw instability in concentrated water-in-oil emulsions, ColloidsSurf. A 85 (1994) 199–210.
19] Z. Zhou, W. Cai, Y. Zhu, M. Ge, Crystallization, 1st ed., Zhejiang UniversityPress, 1997, pp. 144–145.
20] T. Hirai, S. Hariguchi, I. Komasawa, Biomimetic synthesis of calcium car-bonate particles in a pseudovesicular double emulsion, Langmuir 13 (1997)6650–6653.
21] G. Chen, G. He, Separation of water and oil from water-in-oil emulsion byfreeze/thaw method, Sep. Purif. Technol. 31 (2003) 83–89.
22] K. Kondo, M. Matsumoto, Separation and concentration of indium(III) byan emulsion liquid membrane containing diisostearylphosphoric acid as amobile carrier, Sep. Purif. Technol. 13 (1998) 109–115.
23] S.H. Lin, C.L. Pan, H.G. Leu, Liquid membrane extraction of 2-chlorophenol from aqueous solution, J. Hazard. Mater. 65 (1999) 289–304.
24] T. Kumaresan1, K.M. Meera Sheriffa Begum, P. Sivashanmugam, N. Anan-tharaman, S. Sundaram, Experimental studies on treatment of distilleryeffluent by liquid membrane extraction, Chem. Eng. J. 95 (2003) 199–204.
25] F. Li, Q. Su, M. Wang, Separatical technique of liquid membrane and itsapplication in terms of analysis, J. Mineral. Petrol. 19 (1999) 1:100.
26] C. Lin, G. He, X. Li, H. Liu, Demulsification of liquid paraffin W/Oemulsion by freezing and thawing, J. Chem. Ind. Eng. (China) 57 (2006)824–831.
27] C. Lin, G. He, G. Chen, Z. Tu, Stability of water-in-oil emulsion and itsliquid membrane, J. Chem. Eng. Chin. Univ. 18 (2004) 224–230.
28] D. Clausse, F. Gomez, C. Dalmazzone, C. Noik, A method for the charac-terization of emulsions, thermogranulometry: application to water-in-crudeoil emulsion, J. Colloid Interface Sci. 287 (2005) 694–703.
29] N. Cheng, Handbook of solutions, 2nd ed., Chemical Industry Press, Bei-jing, China, 1994, pp. 84, 141, 145.
30] Y. Long, T. Dabros, H. Hamza, Stability and settling characteristics ofsolvent-diluted bitumen emulsions, Fuel 81 (2002) 1945–1952.
31] J.F. Richardson, W.N. Zaki, Sedimentation and fluidization I, Trans. Inst.
32] Y.H. Kim, K. Koczo, D.T. Wasan, Dynamic film and interfacial tensions inemulsion and foam systems, J. Colloid Interface Sci. 187 (1997) 29–44.
33] J.W. Mullin, Crystallization, 3rd ed., Butterworth Heinemann, Oxford,2000, pp. 218.
Copyright © 2022 FDOKUMEN




















