Fluid Flow and Heat Transfer in Air Jet Impingement in Food Processing
10
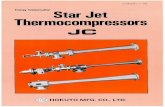
Further reproduction without permission is prohibited Concise Reviews in Food Science Fluid Flow and Heat Transfer in Air Jet Impingement in Food Processing A. SARKAR, N. NITIN, M.V. KARWE, AND R.P. SINGH ABSTRACT: Air impingement technology is gaining popularity in food-processing operations such as baking, freez- ing, drying, and toasting. In this article, physical characteristics of impinging jets, such as turbulent mixing in the free jet region, stagnation, boundary-layer formation, recirculation, and their interactions with food products in terms of heat and mass transfer have been reviewed. The discussion includes experimental methods used for mea- surement of heat and mass transfer for single and multiple slot and circular jets. Procedures used for measurement of heat-transfer coefficient such as lumped sensor method, micro-calorimetric approach, and use of flux sensors are presented. Typical qualitative and quantitative flow-field studies using planar visualization and laser Doppler anemometry have been reviewed. Numerical modeling of air impingement systems is discussed with special consid- eration of problems arising in food-processing systems. Keywords: air impingement, heat transfer, flow field, numerical modeling Introduction I n the modern food industry, there is an increasing demand for rapid processing of foods in applications such as freezing, thaw- ing, and baking. Much research has been conducted to accelerate rates of food processes, resulting in many commercial applications. A new and promising development to reduce processing time is that of air impingement systems. In impingement systems, jets of fluid impinge on the surface of a product at high velocities (10 to 50 m/s). Air impingement systems have been used in various industrial applications such as textile and paper drying, electronic cooling, and glass quenching. The advantage of jet impingement technol- ogy over the use of conventional technologies in these applications is the higher rate of heat transfer associated with impinging jets. The application of jet impingement technology for cooking purpos- es was developed by Smith (1973) for ovens. Since then, food in- dustry has used the technology for faster processing rates and re- duced cooking times in processes such as baking, freezing, toasting, and drying (Midden 1995; LujanAcosta and others 1997; Borquez and others 1999; Moreira 2001; Nitin and Karwe 2001). In some cas- es, faster operations help in better moisture retention in foods, thus improving product quality (Li and Walker 1996; Ovadia and Walker 1998; Wahlby and others 2000). A detailed list of food-processing applications based on jet impingement is listed in Table 1. Various shapes of nozzles are used to generate jets in impingement food- processing systems. Some of the typical shapes are arrays of slot (Figure 1e) and circular nozzles (Figure 1a and 1b). Nozzles are ei- ther short (orifice type; Figure 1c) or long (finger type; Figure 1d). Though the application of the impingement process has been gaining popularity in the food industry, there is a lack of under- standing of the inherent transport phenomena associated with such systems. This includes measurement and prediction of heat and mass-transfer rates for jet impingement applications of food systems, interaction of the jet’s flow pattern with the product de- pending on product shape and surface roughness, effect of non- uniform heating or cooling of the product because of spatial varia- tion of heat-transfer coefficients, and developing optimal parameters for equipment design. Various researchers have carried out comprehensive studies on heat transfer and flow in air impingement for non-food applica- tions (Gardon and Cobonpue 1962; Gardon and Akfirat 1965; Mar- tin 1977; Polat and others 1989; Huber and Viskanta 1994a, 1994b). There have been few studies focused on mass transfer related to jet impingement system (Martin 1977; Sparrow and Lovell 1980; Angi- oletti and others 2003). Most of the mass-transfer results for food dehydration using jet impingement are derived from empirical correlation between heat and mass-transfer coefficients (Martin 1977). In this article, major studies in the field of jet impingement re- MS 20030705 Submitted 12/16/03, Revised 1/5/04, Accepted 2/4/04. Authors Sarkar and Singh are with Dept. of Biological and Agricultural Engineering, One Shields Ave., Univ. of California, Davis, CA 95616. Authors Nitin and Karwe are with Dept. of Food Science, Rutgers Univ., New Brunswick, N.J. Direct inquiries to author Sarkar (E-mail: [email protected]). Figure 1—Nozzle designs for circular and slot jets
-
Upload
independent -
Category
Documents
-
view
3 -
download
0
Transcript of Fluid Flow and Heat Transfer in Air Jet Impingement in Food Processing

Further reproduction without permission is prohibited
Conc
ise Re
views
in Fo
od Sc
ience
Fluid Flow and Heat Transfer in Air JetImpingement in Food ProcessingA. SARKAR, N. NITIN, M.V. KARWE, AND R.P. SINGH
ABSTRACT: Air impingement technology is gaining popularity in food-processing operations such as baking, freez-ing, drying, and toasting. In this article, physical characteristics of impinging jets, such as turbulent mixing in thefree jet region, stagnation, boundary-layer formation, recirculation, and their interactions with food products interms of heat and mass transfer have been reviewed. The discussion includes experimental methods used for mea-surement of heat and mass transfer for single and multiple slot and circular jets. Procedures used for measurementof heat-transfer coefficient such as lumped sensor method, micro-calorimetric approach, and use of flux sensors arepresented. Typical qualitative and quantitative flow-field studies using planar visualization and laser Doppleranemometry have been reviewed. Numerical modeling of air impingement systems is discussed with special consid-eration of problems arising in food-processing systems.
Keywords: air impingement, heat transfer, flow field, numerical modeling
Introduction
In the modern food industry, there is an increasing demand forrapid processing of foods in applications such as freezing, thaw-
ing, and baking. Much research has been conducted to acceleraterates of food processes, resulting in many commercial applications.A new and promising development to reduce processing time isthat of air impingement systems. In impingement systems, jets offluid impinge on the surface of a product at high velocities (10 to 50m/s).
Air impingement systems have been used in various industrialapplications such as textile and paper drying, electronic cooling,and glass quenching. The advantage of jet impingement technol-ogy over the use of conventional technologies in these applicationsis the higher rate of heat transfer associated with impinging jets.The application of jet impingement technology for cooking purpos-es was developed by Smith (1973) for ovens. Since then, food in-dustry has used the technology for faster processing rates and re-duced cooking times in processes such as baking, freezing, toasting,and drying (Midden 1995; LujanAcosta and others 1997; Borquezand others 1999; Moreira 2001; Nitin and Karwe 2001). In some cas-es, faster operations help in better moisture retention in foods, thusimproving product quality (Li and Walker 1996; Ovadia and Walker1998; Wahlby and others 2000). A detailed list of food-processingapplications based on jet impingement is listed in Table 1. Variousshapes of nozzles are used to generate jets in impingement food-processing systems. Some of the typical shapes are arrays of slot(Figure 1e) and circular nozzles (Figure 1a and 1b). Nozzles are ei-ther short (orifice type; Figure 1c) or long (finger type; Figure 1d).
Though the application of the impingement process has beengaining popularity in the food industry, there is a lack of under-standing of the inherent transport phenomena associated withsuch systems. This includes measurement and prediction of heatand mass-transfer rates for jet impingement applications of food
systems, interaction of the jet’s flow pattern with the product de-pending on product shape and surface roughness, effect of non-uniform heating or cooling of the product because of spatial varia-tion of heat-transfer coefficients, and developing optimalparameters for equipment design.
Various researchers have carried out comprehensive studies onheat transfer and flow in air impingement for non-food applica-tions (Gardon and Cobonpue 1962; Gardon and Akfirat 1965; Mar-tin 1977; Polat and others 1989; Huber and Viskanta 1994a, 1994b).There have been few studies focused on mass transfer related to jetimpingement system (Martin 1977; Sparrow and Lovell 1980; Angi-oletti and others 2003). Most of the mass-transfer results for fooddehydration using jet impingement are derived from empiricalcorrelation between heat and mass-transfer coefficients (Martin1977).
In this article, major studies in the field of jet impingement re-
MS 20030705 Submitted 12/16/03, Revised 1/5/04, Accepted 2/4/04. AuthorsSarkar and Singh are with Dept. of Biological and Agricultural Engineering,One Shields Ave., Univ. of California, Davis, CA 95616. Authors Nitin andKarwe are with Dept. of Food Science, Rutgers Univ., New Brunswick, N.J.Direct inquiries to author Sarkar (E-mail: [email protected]).
Figure 1—Nozzle designs for circular and slot jets

Concise Reviews in Food Science
Air impingement in foods . . .
search are reviewed. Although most of the studies in this area arefocused on non-food applications, they do provide a key insight ofphysical phenomena related to jet impingement. This review aimsto relate these physical phenomena to food-processing applica-tions. Furthermore, the review discusses flow and heat-transfercharacteristics of impingement systems, qualitative and quantita-tive measurements, some of the unique challenges in numericalmodeling, and potential of future research in this area with a focuson food applications.
Introduction to jetsJets can be broadly classified as submerged or nonsubmerged.
When the medium of the jet is the same as the surrounding medi-um, it is classified as a submerged jet. Submerged jets can be divid-ed into 2 categories, free jets and impinging jets. The majority ofindustrial applications involve impinging jets. In impinging jets, ajet of liquid or gas coming from a nozzle and impinges on a desiredsurface, whereas in free jets, there is not a target surface for im-pingement. Jets are further classified based on Reynolds number(NRe = �vD/�, where v is jet velocity at exit; � is the fluid density; Dis characteristic dimension of jet, which is nozzle diameter for circu-lar jets or twice the nozzle width for slot jets; and � is viscosity), as lam-inar (NRe < 3000) or turbulent (NRe > 3000) flow, and geometry of thenozzle and slot (Figure 1e) or circular jets (Figure 1a and b). Further-more, impinging jets can be classified as confined and unconfinedjets, depending on the exit conditions.
Flow field in a submerged, turbulent jetIn this review we focus our discussion on submerged turbulent
air jets, commonly used in food applications such as baking andfreezing. Extensive research efforts have been directed to developa complete understanding of the flow field of impinging jets, spe-cifically, single and multiple jets. The major motivation for theseefforts has been to characterize the effect of flow field and its asso-ciated turbulence on thermal and mass-transport processes.
Single jetBased on the pioneering work by Gardon and Akfirat (1965), the
flow field of an impinging jet has been classified into 3 regions, thefree jet region, the stagnation region, and the radial flow or wall jetregion (also known as lateral spread region; Figure 2). The free jet
region is further classified into 3 subregions: the potential core re-gion, developing flow region, and developed flow region. The poten-tial core region is the part of the flow where there is no vorticity in thejet. Vorticity is introduced in the flow because of the free shear be-tween the impinging jet and the stagnant air. As a result, the jettends to become turbulent, and the potential core is eroded. Asshown in Figure 3, the turbulence level increases along the lengthof the flow, and the peak turbulence shifts toward the jet centerline.The rate of energy dissipation and the length of the potential coreare largely dependent on the shape of the nozzle, exit velocity,length of nozzle, and the sharpness at nozzle exit (Martin 1977;Jambunathan and others 1992; Polat 1993). This region of mixing iscalled the developing flow region, which eventually manifests asthe developed flow region (Figure 2). The turbulence in the free jetregion and associated dissipation of energy is an important factor
Figure 2—Fluid flow under impinging jets (adapted fromSarkar and Singh 2003)
Figure 3—Schematic distribution of velocity and turbulencein an axis-symmetric jet (adapted from Gardon and Akfirat1965).
Table 1—Examples of foods processed using jet impinge-ment technology (adapted from Ovadia and Walker 1998)
Food products processed injet impingement oven Type of processing
Pizzas BakedSausage BrownedCocoa beans RoastedPeanuts RoastedDinner rolls BakedQuiche BakedFruit pies BakedCookies BakedMuffins BakedReady-to-eat cereals Toasted

Conc
ise Re
views
in Fo
od Sc
ienceAir impingement in foods . . .
contributing to heat transfer in the jet further downstream (stagna-tion and wall jet).
The impinging jet behaves as a free jet up to a distance of about1 to 1.5 nozzle dia from the impinging surface (Gardon and Akfirat1965). After this, the deceleration of the impinging jet begins as thejet enters into the stagnation region. In the stagnation region, thereis impingement and deflection of the jet. In this region, the axialvelocity decreases rapidly, and the static pressure rises. In the ra-dial flow region, the negative pressure gradient causes rapid in-crease in the radial velocity just after stagnation and later followedby a drop in velocity (Marcroft 1999). This drop in velocity is becauseof the wider area available for the same mass of material to flowand because of the viscous drag at the wall. In case of a confined jetflow, the radial flow zone eventually develops into a recirculationregion (Jambunathan and others 1992). According to the works byVickers (1959) and Gardon and Akfirat (1966), impingement flowsare essentially turbulent in regimes of Reynolds number (NRe)above 2000 to 3000.
To characterize the flow field of single jet impingement, bothquantitative and qualitative approaches have been used. Thequalitative approach is based on the flow pattern visualization,using smoke wire method for flat plate geometry (Popiel and Trass1991; Viskanta 1993), concave and convex surface geometries (Cor-naro and others 1999). Recently, Sarkar and Singh (2003) used he-lium-filled air bubbles as tracer particles for 2-dimensional flow-field visualization. Flow visualization studies demonstratedfeatures in the flow that affect the heat-transfer coefficients suchas turbulence in free jet, stagnation, boundary-layer formation, andrecirculation. These features can be observed in Figure 4 and 5.These types of flow visualization studies are relatively inexpensivecompared with actual quantitative measurements. The results ofthese studies are useful in improving design of impingement sys-tems and testing faults in existing designs. For example, Sarkar andSingh (2003) noted that in spite of increasing velocities, the bound-ary layer near the wall did not change significantly beyond a limit-ing velocity. Thus, beyond this limiting velocity there will be no sig-nificant increase in heat transfer, and the equipment will beuneconomical because of high-flow requirements. The limitationof qualitative measurement is that it is not useful in determiningactual values, and hence, Sarkar and Singh (2003) were unable todetermine the numerical values of this limiting velocity. This iswhere quantitative flow-field studies become important.
Quantitative determination of the flow field of a single imping-ing jet was carried out using hot wire anemometry (Gardon and
Akfirat 1965; Sugiyama and Usami 1979) and Pitot-tube-basedmeasurements (Stoy and Ben-Haim 1973). These measurementsgive point velocities at discrete observational points and are inva-sive in nature. More recently, noninvasive, optical, approachesbased on LDA (laser Doppler anemometry; Durst and others 1981)or PIV (particle image velocimetry; Adrian 1991) have been devel-oped to quantitatively measure the flow field. PIV technique allowsthe study of the entire flow field if suitable tracer particles and lightsources are available compared with point measurement with LDAsystems. Marcroft and Karwe (1999) have used LDA to measure theflow field of a single jet impinging on a flat surface for a nozzle exit-to-product distance (H/D ratio, where H is the distance from noz-zle exit to impingement surface) of 5. A typical flow field of impingingjet at 10 mm from the target plate is shown in Figure 6. In addition,PIV techniques have been applied to free and wall-bounded jetflows (Hsiao and Sheu 1996; Gogineni and other 1999; Nakabe andothers 2001).
Flow field in turbulent multiple submerged jetsThe flow field in multiple impinging jets has the same character-
istics, that is, free jet region, stagnation, and radial flow region, asdescribed for the single impinging jets. Single jet approximation ofmultiple jets can be made in a few cases, but for most practicalapplications there are significant differences in the flow field ofmultiple jets compared with a single jet. These differences are be-cause of 3 possible interactions between surrounding jets, whichare characteristics of multiple jet configuration only. First, there canbe interaction between surrounding jets in the mixing domain be-fore impingement. The possibility of this interaction will depend onnozzle-nozzle spacing (S). Secondly, 2 adjacent jets may interactlaterally after impingement. In such cases, interaction between thelateral jets can lead to strong “upward jet fountains” (Saripalli 1983;Slayzak and others 1994). The 3rd type of jet-jet interaction occursif the jets are asymmetrical and exhaust ports are not between jets.In these cases, the spent air flowing toward the exhaust interactswith the impinging jets on its path. This is known as cross flow (Polat1993). Interaction effects are generally a drain on the energy of thejet.
According to Polat and Douglas (1990) and Polat (1993), if crossflow is absent, the jet-jet interaction effect depends on the nondi-mensional jet-to-jet distance (S/H ratio) and H/D ratio. A large S/H ratio reduces the effect of the interactive fountain but at thesame time reduces the effect of impingement because the jets aremore widely spaced. Saad and others (1992) and Polat and Dou-glas (1990) have suggested various S/H ratios, depending on the jet
Figure 4—Turbulence in free jet region and stagnation inair impingement at H = 76 mm and NRe of 46300 for singlecircular jet (adjusted to view tracer particles at high ve-locities) (adapted from Sarkar 2002).
Figure 5—Boundary-layer formation and recirculation be-cause of confinement in air impingement at H = 76 mm andNRe of 46300 for single circular jet (adjusted to view tracerparticles at low velocities) (adapted from Sarkar 2002).

Concise Reviews in Food Science
Air impingement in foods . . .
type and H/D ratio of the system. Results from Saad (1981) indicatethat for H/D ratios in the range of 6 to 8, S/H ratios range from 1 to1.5 for slot jets cause minimal undesirable interaction. Circular jetstend to have greater amount of cross flow and are hence more dif-ficult to design. If cross-flow effects are present, then the designfactors that help to reduce adverse effect of cross flow are the num-ber of nozzle arrays between exhausts and location of exhaust. Thedesign of exhaust is a complicated issue and often requires de-tailed quantitative measurements or numerical simulation. Typi-cally, exhaust-from-top designs reduce cross flow; however, theseand related topics need further investigations.
The majority of studies on the flow field of multiple-jet impinge-ment for turbulent regimes (NRe, approximately 25000) have beenconducted using nonsubmerged water jets (Saripalli 1983; Slayzakand others 1994). Selection of water for flow visualization and LDAstudies reduces the challenges of seeding the air flow and requireslow velocities to create the desired level of turbulence, but the flowinteraction with the surrounding air can be significantly different.As a result, direct extrapolation of results of these studies for sub-merged air jet impingements cannot be drawn.
Only few quantitative studies on flow field have been reportedusing submerged multiple air jet systems. One of the comprehen-sive flow-field studies (Marcroft and Karwe 1999) using submergedair multiple jets configuration has been conducted using the tech-nique of LDA. This technique was used to map the velocity field for3 and 4 jets configuration. Figure 6 and 7 show the details of veloc-ity contours at a distance of 10 mm from the impingement plate for3 and 4 jets configuration, respectively. The results showed that theaxial velocity contours for multiple submerged air jets configurationshow similar trend in the free mixing and the stagnation region asdiscussed for single jet configuration (Marcroft 1999). In additionto the characteristics of the velocity field for a single jet, the mea-sured velocity profiles also showed the negative (upward) velocityregions in the lateral flow regime. These negative velocity regions
occur because of the interaction between the adjacent jets, whichcause flow reversal in the lateral flow regime of the multiple jets.These negative velocity regions are important in describing theheat-transfer characteristics of multiple jets (Marcroft 1999) be-cause of increased turbulence in the jets near the plate. For mea-surements made close to the flat plate, the magnitude of maximumnegative velocity in these regions was almost 50% of the maximumjet velocity measured near the nozzle exit. The magnitude of thisnegative velocity will depend on the nozzle-to-nozzle spacing, ve-locity of the jets, and nozzle-to-plate spacing. Similar results of jetinteraction causing reverse flow have been shown (Saripalli 1983;Slayzak and others 1994) using water jets. Both these studies pro-vide evidence of the formation of the “interaction fountain,” that is,the reverse flow in between the adjacent impinging jets (as shownin Figure 8).
Most of the studies for flow field are mainly based on flat targetplate geometry, except for a few qualitative studies for cylindricalgeometries (Cornaro and others 1999). Few quantitative and pre-dictive approaches have been developed to study the interactionof impinging jets with different surface geometries and the pres-ence of multiple objects under different jets, which is typical in anyfood-processing system. Understanding of these factors and theireffect on flow field in food-processing systems is a subject of futureresearch.
Heat-transfer characteristics of impinging turbulentjets
Single jet. In general, the heat-transfer coefficient for a single jetimpinging on a flat surface shows a sharp maximum in the stagna-tion region of the jet. This is often an intriguing aspect of fluid flowwith stagnation. The peak heat transfer is at a location where themagnitude of velocity is actually zero. The reason for this high heattransfer is the high deceleration in flow resulting in a sharp gradi-ent in thermal boundary. The effect of this sharp gradient can beexplained by Eq. 1, which defines convective heat-transfer coeffi-cient (h). For the stagnation region, the numerator is large becausethere is a sharp gradient at the fluid-surface interface, and the de-
Figure 6—Contours of constant axial (Uz) velocity for 3 jetsimpinging on a flat plate. Measurements made in a plane10 mm from flat plate.
Figure 7—Contours of constant axial (Uz) velocity for 4 jetsimpinging on a flat plate. Measurements made in a plane10 mm from flat plate.

Conc
ise Re
views
in Fo
od Sc
ienceAir impingement in foods . . .
nominator is small because the surface very quickly comes to a tem-perature close to the air temperature. This results in a very highheat-transfer coefficient.
(1)
where T is temperature, y is vertical position, and k is thermal con-ductivity of air. This high heat-transfer coefficient is a major benefitof air impingement systems over traditional convection systems. Asthe flow develops downstream in the lateral direction, the boundarylayer grows thicker, resulting in relatively milder gradients at theflow-wall interface. This results in a decline in heat-transfer coeffi-cients along the length of the flow. The magnitude of the maximumheat-transfer coefficient and the extent of its decline along radialflow are shown to be a function of NRe, H/D (Gardon and Akfirat1965; Martin 1977), nozzle type, and the temperature conditions.Sarkar and Singh (2003) have noted peak maximum heat-transfercoefficients of about 150 to 250 W/m2K at stagnation point, drop-ping to about 30% to 40% of the stagnation value within 5 cm fromstagnation for air impingement in freeze-thaw conditions. Theseconvective heat-transfer coefficients are high when compared withother convective food-processing applications. For example, in airblast freezing and thawing applications of foods, Mannapperuma(1989) noted heat-transfer coefficients only on the order of 30 to 40W/m2K. Heat-transfer coefficients in modern household refrigera-tors with air circulation are even lower (less than 15 W/m2K; Ander-son and others 2004b). Anderson and others (2004a) have notedthat for sausages, the thawing times using air impingement were upto 10 times shorter than that under thawing in a domestic refriger-ator at 3 °C to approximately 5 °C. According to some manufactur-ers, impingement ovens can reduce cooking time by 80% in certaincases (HCI 2002). Although it is generally accepted that impinge-ment systems offer rapid rates of heat transfer, technical data com-paring impingement to other conventional systems are relativelyrare.
Gardon and Akfirat (1965) have studied the effect of jet exit NRe
and H/D ratios on heat-transfer coefficients (expressed nondimen-sionally as Nusselt number NNu = hD/k) in impinging jets. Thestudy was carried out at NRe of about 3000. Interestingly, the resultsindicate that the heat-transfer coefficients do not always peak atstagnation. This result is because heat transfer in turbulent flowsis higher than laminar flows. Thus, if the plate is close to the nozzle
exit and the jet is not fully developed (in other words, the potentialcore is not completely decayed), the flow at stagnation may be lam-inar. The laminar flow becomes turbulent downstream, resulting inpeak heat-transfer coefficients where the flow transitions from lam-inar to turbulent. This characteristic was noted for H/D ratios of 6or lower (Figure 9). On the other hand if H/D ratios were 8 or greaterthe energy of the jet decayed because of the turbulence in free jetregion causing lower heat-transfer coefficient. Thus, highest stag-nation heat-transfer coefficients can be achieved at H/D ratio of 6for design and operating conditions similar to those used in theirstudy.
Although the highest peak stagnation heat transfer is achievedat H/D ratio of 6, the drop in the heat-transfer coefficient along thesurface of the product (z direction) is steeper in case of smallernozzle to plate spacing (Gardon and Akfirat 1965; Martin 1977).Thus, the optimum H/D ratio for high and uniform heat transfer(which is of major importance in food processing) is achieved for H/D ratios in the range of 6 to 8.
Studies by Donaldson and others (1971) and Khan and others(1982) have also shown that heat flux associated with turbulentimpinging jet is significantly higher than those associated with lam-inar flow for same jet exit conditions. Sarkar and Singh (2003) haveextended the observations of Gardon and Akrifat (1965) to im-pingement in freeze-thaw conditions. Kataoka and others (1987),conducted a detailed study focused on the effect of turbulence onheat transfer for 2-dimensional jets. They showed the role of large-scale eddy structures in enhancement of the stagnation point heat-transfer coefficient in turbulent flow. This also indicates the un-steady nature of heat-transfer process associated withimpingement systems. The shedding of these eddy structures atthe laminar-to-turbulent transition causes off-stagnation peaks.
Studies for short H/D ratios (between 0.25 and 1) have shownconsiderable potential for cooling applications in electronic pack-aging industry (Huber and Viskanta 1994b, Lytle and Webb 1994).These studies also indicate sharp multiple peaks in heat-transfercoefficients away from stagnation point as may be expected forshort H/D ratios. Lateral distance from stagnation point (z) is usu-ally nondimensionally expressed as z/D ratios. Huber and Viskanta(1994b) have shown that NNu at z/D ratio of 0.5 was up to 20% high-
Figure 9—Lateral variation of local heat-transfer coeffi-cients between a plate and an impinging 2 dimensional airjet at different nozzle to plate distances (H/D) ratios atvarious nondimensional distances from the stagnationpoint (z/D ratio) (using data from Gardon and Akfirat 1965)
Figure 8—Schematic diagram of reverse flow (“interactionfountain”) in multiple jet configurations

Concise Reviews in Food Science
Air impingement in foods . . .
er than the stagnation NNu for H/D ratio of 0.25 at NRe of 10300.Additionally, because the mixing boundary layer (the shear layer)does not develop, the jet does not lose its energy in the free jet re-gion resulting in high heat-transfer coefficients downstream. AtNRe of 10300, for H/D ratios of 0.25, NNu dropped by less than 5% ofstagnation values at z/D ratios of 0.5, whereas it dropped by 40%for H/D ratio of 6, which may be prevalent in several food-process-ing applications. Use of very short H/D ratio (less than 1) is rare inthe food industry, mainly because of the wide variability in productsize and shape, but it may be an interesting possibility with appro-priate design considerations.
In addition to the preceding factors, the geometry of the nozzleand jet outlet conditions also affect the heat-transfer coefficientassociated with jet impingement. Several researchers (Hollworthand Berry 1978; Colucci and Viskanta 1996) have directed their ef-forts to characterize the difference in heat-transfer rates for differ-ent nozzle geometries. Colucci and Viskanta (1996) have studiedthe effect of orifice (short nozzles) and longer nozzles on local heat-transfer coefficients. The results of both studies demonstrate high-er rates of heat transfer at the stagnation point for nozzle jet geom-etry compared with orifice jets.
Studies have also been done to compare slot and circular (orround) jets. Martin (1977) has developed empirical correlations forheat and mass transfer in single jet impinging system. Sarkar andSingh (2003) have developed correlations for spatial variation ofNNu for 2 H/D ratios for impingement in freeze-thaw conditions forboth circular and slot jets. The results show that round jets tend tohave a sharper peak heat-transfer coefficient at stagnation, mainlybecause free shear dissipation is less in circular jets. According toresults by Sarkar and Singh (2003) for impingement thawing, peakheat transfer in circular jets was about 10% to 40% higher than cir-cular jets at similar NRe and H/D ratios. However, slot jets tended toproduce more uniform heat-transfer coefficients. Heat-transfercoefficients dropped to about 60% to 75% of stagnation point val-ues at z/D ratios of 4 for circular jets. This drop for slot jets was inthe order of 75% to 85% of stagnation point values at similar NRe andH/D ratios. Thus, circular jets result in higher, but relatively nonuni-form, heat-transfer coefficients as compared with slot jets.
Multiple jetsMost of the factors of importance for single jets are also impor-
tant for multiple jet arrangements. Other factors that affect heattransfer in an array of multiple jets are jet-jet mixing before im-pingement, interaction of the jets following impingement (wall jetinteraction), cross flow, nozzle-nozzle spacing, and nozzle arrange-ment in the array. These effects often interact with each other mak-ing the heat-transfer characteristics of multiple jets complex.
A primary aim of a proper design of multiple jet systems is toreduce jet-jet interactions before and after impingement and re-duce the effect of cross flow. Studies by Goldstein and Trimmers(1982) and Slayzak and others (1994) on impinging liquid jets showthe formation of a secondary maximum in heat-transfer coefficientsbetween impinging jets away from stagnation, thus indicating thatjet-jet interactions are not always detrimental to net heat transfer.This maximum may be attributed to the increased turbulence be-cause of interaction fountains between jets as observed by Marcroftand Karwe (1999). Goldstein and Behbahani (1982) have shownthat the formation of such secondary peaks is reduced with an in-crease in the distance between the nozzle and impingement plate.Thus, to achieve maximum average heat-transfer coefficients formultiple jets, S/H ratios, and H/D ratios must be optimized in tan-dem.
Multiple slot jets are usually symmetric, and exhaust openings
may be located in between jets. Hence in slot jets, cross-flow effectsare minimal and S/H ratios and H/D ratios can be optimized. Re-sults from Saad (1981) indicate that for H/D ratios in the range of 6to 8, S/H ratios from 1 to 1.5 for slot jets help to achieve the highestoverall heat-transfer rates. The presence of cross flow makes suchoptimization for circular jets difficult, and published research onthis topic is limited.
It has been shown by several researchers (Metzger and Korstad1972; Florschuetz and others 1981) that cross-flow effects are, ingeneral, detrimental to the magnitude and uniformity of heattransfer to a varying extent. Cross-flow effects can be reduced byproper exhaust arrangements and arrangement of nozzle in arrays.Improper exhaust design may lead to the accumulation of spent airinside the flow field and increased cross-flow. On the other hand,excessive exhaust (as in unconfined jets) may result in reduction inefficiency because of increased energy requirements. Anotherimportant consideration is to maintain uniform pressure in the ple-num arrangement so that all the jets are at uniform velocity.
Thus, for multiple jets there is a complex interaction of severalfactors affecting heat transfer. This makes optimization of all thefactors rather difficult through experimentation, as it would needa large number of experiments. Advances in computational fluiddynamics (CFD) to simulate flow fields and heat transfer make itpossible to study these interactions through simulation studies asdiscussed later in this article.
Experimental approaches for heat-transfermeasurements
Traditionally, the lumped capacitance technique has been usedto determine average convective heat-transfer coefficients for con-vective food-processing applications at high NRe. In this technique,a transducer representing the product is made of high thermal con-ductivity material and a temperature sensor is placed at its centerto determine the change in temperature. The transducer is sup-posed to be at thermal equilibrium at any time. The transient heat-transfer curve is then used to evaluate the convective heat-transfercoefficient. This technique has been applied to impingement bak-ing systems (Nitin and Karwe 2001). Although useful to obtain anaverage estimate, this technique when applied to air impinge-ment applications in food processing has limitations because of thespatial variations of heat-transfer coefficients. This method givesonly an average heat-transfer coefficient. To study the effect ofspatial variation of heat transfer on localized hot and cold spots,more rigorous methods are needed.
Use of liquid crystals provides a way of studying spatial variationof heat-transfer coefficients under impinging jets (Goldstein andTrimmers 1982; Baughn 1995; Mesbah and others 1996; Lee and Lee2000). However, liquid crystals work only in temperature range of –10 °C to 110 °C. Hence, it is difficult to use liquid crystals for freez-ing or baking applications as freezing temperatures can be as low as–40 °C and baking temperatures as high as 250 °C. Also, for a largertemperature range, the temperature resolution of liquid crystalsystems decreases.
The method of using micro-calorimeters (Westknemper 1961;Donaldson and others 1971) has been applied to various heat-transfer applications. Donaldson and others (1971) developed amethod for studying heat transfer under heated impinging jetsconsisting of calorimeter disks (micro-calorimeters) (Figure 10). Thesetup consisted of thin copper disks (0.0015-inch thickness) thatacted as calorimeters. These disks were flush mounted on polyure-thane foam insulation. The disks were placed in 0.188-inch diaholes punched on a 0.0015-inch thick copper plate and insulatedalong the circumference. The copper plate was attached to polyure-

Conc
ise Re
views
in Fo
od Sc
ienceAir impingement in foods . . .
thane foam insulation. The system was placed under a hot imping-ing jet, and the rate of heat transfer was studied by analyzing thesystem with lumped capacitance technique by assuming that theplates behaved as micro-calorimeters. This technique with somemodifications has been applied for heat-transfer measurements inair impingement applications in the freeze-thaw range (Sarkar andSingh 2003). But, the method of using such lumped capacitancetechniques may have significant uncertainties because of changingboundary conditions (Butler and Baughn 1996; Sarkar and Singh2003). Use of only a short initial part of the time-temperature curvein calculations for heat-transfer coefficient can reduce this error toan extent.
Local heat flux gages can also be used to measure the local heat-transfer coefficient. Heat flux gages can be used for different geo-metric shapes without much disturbance to the flow field of imping-ing jet. The accuracy of the heat flux gage measurement is affectedby the conductivity difference between the flux gage and the sub-strate. For larger difference in conductivity, the measurement canhave error in the range of 20% (Deo and Karwe 1998).
Another useful approach to measure the spatial variation of heattransfer is to use naphthalene film on the surface of model object.Because of mass transfer with impinging isothermal jet, naphtha-lene film is sublimated from the target surface. Using a well-knownheat/mass-transfer analogy, local convective heat-transfer rates canbe calculated (Sparrow and Lovell 1980, Angioletti and others 2003).This technique reduces the conduction errors associated with ther-mal measurements and provides a direct experimental measure-ment of surface mass-transfer rates. The accuracy of this tech-
nique is limited by the accuracy in measurement of the mass ofnaphthalene.
Using different experimental strategies, heat-transfer measure-ments for jet impingement systems have been carried out to devel-op empirical correlations under different jet geometries, exit con-ditions, and nozzle-to-plate spacing. Limited efforts have beendirected to measure heat transfer for different product geometries,using multiple jets or for multiple products being processed simul-taneously in a typical food-processing environment. Table 2 givessome representative empirical correlations to estimate heat-trans-fer coefficients. This table is not comprehensive because of thewide variety of possible system configurations. Because such rela-tionships are empirical in nature, selection of appropriate correla-tions should be made with care.
In addition to developing empirical correlations to predict heat-transfer rates for jet impingement system, efforts need to be fo-cused on developing numerical simulations for more rigorous pre-dictive abilities to model the heat-transfer rates. The difficulties inmodeling appear when developing comprehensive solutions forturbulent flow field and its associated conjugate heat-transfer prob-lem. In addition to these challenges, there is a need to developsolutions for mass-transfer rates in addition to heat-transfer stud-ies. Combined heat and mass-transfer measurement and simula-tions will help in developing comprehensive predictive strategiesfor food applications based on jet impingement processing.
Challenges in modeling impingement flowThe flow and heat transfer in the impingement system is essen-
tially turbulent and will follow the turbulent time-averaged Navier-Stokes equations for incompressible flows (Eq. 2 through 4).
Continuity:
(2)
Momentum:
(3)
Energy:
(4)
Where, Ui and Uj are the mean velocity components; xi and xj arethe directional components; P is the mean pressure components;ui and uj are the turbulent velocity components; T is the mean tem-perature; � is the turbulent temperature fluctuation; t is time; � isthe density of the flow; � is the kinematic viscosity of the fluid; k isthe thermal conductivity of the fluid. Cv is the specific heat at con-stant volume for the fluid, and Cp is the specific heat at constantpressure for the fluid.
The turbulent flow equations have the problem of closure, whichhas been investigated for more than 50 y (Tennekes and Lumley1972) because there are more unknowns than equations as a resultof the presence of the time averaged turbulent correlation terms(�uiuj� and �uj�� ). Many methods have been suggested to find solu-tions to these equations by suggesting suitable turbulence models(Pope 2000). One of the most popular models is the k-� model thatsuggests 2 more equations for the turbulent kinetic energy (k) andthe turbulent dissipation rate (�) and some closure terms for these
Figure 10—Heat transfer measurement setup (adapted fromSarkar and Singh 2003)

Concise Reviews in Food Science
Air impingement in foods . . .
equations (Launder and Spalding 1972). From these equations, tur-bulent viscosity terms can be estimated, which can then replacethe time-averaged turbulent correlation terms. The closure coeffi-cients for the k-� coefficients were developed on the basis of freeshear turbulent length scales. Using k-� model, various research-ers have modeled the flow field and heat-transfer coefficient forimpinging jet flow. Patankar and others (1977) modeled the flowfield of a turbulent impinging jet using the 2-equation standard k-� model. The results of the study indicated good agreement withthe earlier reported experimental data. Catalano and others (1989)have used similar approach to model the flow field for a 2-dimen-sional jet in a confined cross-flow system. Polat and Douglas (1990)have used k-� model to compute the flow field and heat transfer fora single 2-dimensional jet impingement on a flat plate. For food-processing applications, Hu and Sun (2000), Verboven and others(2000a and b), Hu and Sun (2001), and Mirade and others (2002)have used the standard k-� model for solving problems related tomeat chilling, blast freezing, and convection ovens using differentCFD solvers.
In addition to standard k-� model, several variants of k-� modelhave been proposed to improve the prediction of wall heat transferfor turbulent flows. Some of these modifications include near walltreatment for turbulent jets (Chieng and Launder 1980); othersinclude variants such as low Reynolds number k-� model (Seyedeinand others 1994). These near wall surface modifications becomesignificantly critical for nozzle to jet spacing less than 2.5, indicat-ing the sharp transition in turbulent structure on impinging thesurface. Accurately predicting surface heat transfer for turbulentflows has been a significant challenge as different variants anddifferent models result in significantly different predictions. Some
of the models tend to overpredict the surface heat-transfer coeffi-cient (for example, low-Reynolds number k-� model) and sometend to underpredict the surface heat-transfer rates comparedwith experimental measurements. The challenges in accurate pre-diction of surface heat-transfer coefficient have been because oflimitations of the turbulent models in accurately modeling turbu-lent length scales and anisotropy associated with turbulence.
Other than the preceding 2-equation turbulent models, someresearchers have proposed using the renormalization group theory(RNG) as a modification to standard k-� model. The k-�-RNG modelgives reasonably good results for impingement applications in casesof rough walls (Laschefski and others 1996; Lee and Lee 2000).Some recent research (So and others 1997) shows that the k-�-RNGmodel has certain limitations for smooth wall situations, where theeffect of the viscous sublayer is significant, or when transitional do-mains are involved. However, some simple calculations done in ourpreliminary studies indicate that food impingement systems can beassumed to be completely rough on the basis of criteria outlined bySchlichting (1979) (roughness Reynolds number, based on rough-ness dimension of >80). Hence, the k-�-RNG model can provide clo-sure to the turbulent Navier-Stokes equations, although further re-search needs to be done to verify how well the solution will work.
The use of the k-�-RNG model to study impingement freezing offoods raises additional issues such as the phase change in the prod-uct, which requires a more complex solution routine for heat trans-fer inside the product and more challenging boundary conditionsat the interface between the solid food and the fluid flow.
Calculation of the flow field and freezing in a simple meat-freez-ing case under laminar conditions has been done by Moraga andMedina (2000), using the SIMPLE solution algorithm (Patankar
Table 2—Correlations for spatial variation of heat-transfer measurement in air impingement systems
Source Jet type Remarks Representative numerical expression
Jambunathan Single circular jets Heat-transfer coefficient correlationsand others impingement under were developed based on a wide(1992) room conditions range of published literature data
suitable for steady heat transfer inimpingement conditions
Martin (1977) Slot and circular single Heat-transfer coefficients determinedjets and arrays at from mass-transfer coefficientsconstant air tempera- using similarity in heat and massture of 40 °C imping- transfer. Useful for unsteady stateing on porous surface applications in temperature rangeinitially at 25 °C of 25 °C to 40 °C
Sarkar and Singh Single and double slot Heat-transfer coefficients determined(2003) and circular jets for using micro-calorimeters. Useful for
impingement of air unsteady state applications in temp-at 25 °C on surface erature range of –40 °C to 25 °C
For single round nozzle:
K and n are constants to be determinedgraphically
For single round nozzle:
where, 2.5 � r/D � 7.5; 2 � H/D �12; 2000 � H/D � 400000
,

Conc
ise Re
views
in Fo
od Sc
ienceAir impingement in foods . . .
1980) for solving the discrete form of the flow and the conductionheat transfer including phase change considerations. This studyindicates the possibility of applying CFD in air impingement appli-cations, where the presence of turbulence, singularity at stagna-tion, and the possibility of transitional flows pose interesting chal-lenges.
Direction of future research in air impingement foodprocessing
The basic physical phenomena involved in air impingementsystems have attracted considerable research interest. However,further research is required to improve the efficiency of such sys-tems in food processing. Single jets have been studied extensive-ly in non-food areas but not for food-processing systems. In caseswhere temperature conditions in food and non-food applicationsare similar, data from non-food applications may be used to deter-mine optimum conditions for food processing. However, impinge-ment data in certain temperature regimes typical to food applica-tions are limited (that is, freezing, thawing, and baking). Researchdata available in cases of multiple jets are also limited. For multiplejets, the extension of experimental information from 1 researchstudy to another is difficult (even for similar temperature condi-tions) because of the complex interaction among jets. This is espe-cially true for multiple circular jets, where cross-flow effects are sig-nificant. Numerical simulation of impingement systems isimportant because it is difficult to develop standard guidelines thatare universally applicable to all designs. Numerical simulationsmay be used to design, evaluate, and improve individual systems.Furthermore, because of the conjugate nature of the flow and heattransfer in impingement systems, numerical simulation should bedone for the conjugate problem. This requires solving the externalfluid flow as well as internal and external heat transfer using CFD.Such studies for food systems are limited and are being consideredonly recently. Future research should emphasize the application ofCFD to design and optimize food air impingement systems. Suc-cessful application of simulation techniques requires careful vali-dation to confirm the accuracy of the techniques. This requiresexperimental study of fluid flow and heat transfer in impingementsystems in conjunction with CFD. Research is also lacking regard-ing studies on impingement combined with other heat-transfermethods such as microwaves, radiofrequency waves, infraredheating, and cryogenic freezing with atomized liquefied gases.
Conclusions
Air impingement technology produces high heat-transfer coef-ficients that are considerably higher than those obtained with
existing forced air convection techniques. As a result, processingtimes are significantly reduced. These high heat-transfer coeffi-cients allow impingement systems to be used successfully in pro-cesses where rapid external heat transfer is desired. Proper designof air impingement systems requires obtaining uniform heat-trans-fer coefficients. This may be achieved in single and multiple jet im-pingement by adjusting factors such as nondimensional nozzle toproduct distances (H/D ratios) in the range of 6 to 8, using turbu-lent jets usually with exit Reynolds number (NRe) greater than10000 and by using jet configurations that produce least turbu-lence in the free stream before impingement. Peak heat-transfercoefficients are typically higher in circular jets but overall heat-transfer coefficients are more uniform in slot jets. Multiple jet sys-tems result in additional design issues related to jet-jet interaction,cross flow, and exhaust. Proper nozzle spacing (S) and exhaust ar-rangements can resolve these issues. Multiple slot jets, being sym-metrical, have fewer issues with cross flow. The complex interac-
tions of the various factors require heat-transfer coefficient mea-surement, flow-field studies, and numerical simulation of impinge-ment systems for improved designs. In general, techniques thatcan measure spatial variation of heat-transfer coefficients are use-ful. For flow-field study of impingement systems, optical nonintru-sive techniques are most desirable.
ReferencesAdrian RJ. 1991. Particle-imaging techniques for experimental fluid mechanics.
Ann Rev Fluid Mech 23:261–304.Anderson BA, Sarkar A, Singh RP. 2004a. Air impingement freezing and thawing
of foods [Abstract]. In: 9th Intl. Conference on Engineering and Food Book ofAbstracts; 2004 Mar 8–11; Montpellier, France. Intl. Assoc. for Engineeringand Food. Abstract nr 960.
Anderson BA, Sun S, Erdogdu F, Singh RP. 2004b. Thawing and freezing of select-ed meat products in household refrigerators. Int J Refrig 27(1):63–72.
Angioletti M, Di Tommaso RM, Nino E, Ruocco G. 2003. Simultaneous visualiza-tion of flow field and evaluation of local heat transfer by transitional imping-ing jets. Int J Heat Mass Transf 46:1703–13.
Baughn JW. 1995. Liquid crystal methods for studying turbulent heat transfer. IntJ Heat Fluid Flow 16(5):365–75.
Borquez R, Wolf W, Koller WD, Spiess WEL. 1999. Impinging jet drying of pressedfish cake. J Food Eng 40(1/2):113–20.
Butler RJ, Baughn JW. 1996. The effect of the thermal boundary condition ontransient method heat transfer measurements on a flat plate with a laminarboundary. J Heat Transf 118(4):831–7.
Catalano GD, Chang KS, Mathis JA. 1989. Investigation of turbulent jet impinge-ment in a confined crossflow. AIAA J. 27(9110):1530–5.
Chieng CC, Launder BE. 1980. On the calculation of turbulent heat transportdownstream from an abrupt pipe expansion. Numer Heat Transf 3:189–207.
Colucci DW, Viskanta R. 1996. Effect of nozzle geometry on local convective heattransfer to a confined impinging air jet. Exp Thermal Fluid Sci 13:71–80.
Cornaro C, Fleischer AS, Goldstein RJ. 1999. Flow visualization of a round jetimpinging on cylindrical surfaces. Exp Thermal Fluid Sci 20(2):66–78.
Deo IS, Karwe MV. 1998. Effect of dimensions and thermal properties of heat fluxgage on local heat flux. Proc ASME Heat Transf 5:361–5.
Donaldson CDP, Snedeker RS, Margolis DP. 1971. A study of free jet impinge-ment. Part 2. Free jet turbulent structure and impingement heat transfer. JFluid Mech 45(3):477–512.
Durst F, Lehmann B, Tropea C. 1981. Laser Doppler system for rapid scanning offlow fields. Rev Sci Instr 52(11):1676–81
Florscheutz LW, Truman CR, Metzger DE. 1981. Streamwise flow and heat trans-fer distributions for jet array impingement with cross flow. J Heat Transf102:337–42.
Gardon R, Akfirat J. 1966. Heat transfer characteristics of impinging two-di-mensional air jets. J Heat Transf 88:101–8.
Gardon R, Akfirat JC. 1965. The role of turbulence in determining the heat trans-fers characteristics of impinging jets. Int J Heat Mass Transf 8:1261–72.
Gardon R, Cobonpue J. 1962. Heat transfer between a flat plate and jets of airimpinging on it. Int Dev Heat Transf; 1962 Jan 8-12; London, England. NewYork: ASME. p 454–60.
Gogineni S, Visbal M, Shih C. 1999. Phase-resolved PIV measurements in a tran-sitional plane wall jet: a numerical comparison. Exp Fluids 27(2):126–36.
Goldstein RJ, Behbahni AI. 1982. Impingement of a circular jet with and withoutcross flow. Int J Heat Mass Transf 25:1377–82.
Goldstein RJ, Timmers JF. 1982. Visualization of heat transfer from arrays ofimpinging jets. Int J Heat Mass Transf 25(12):1857–68.
[HCI] Heat and Control Inc. 1999. Impingement cooking (focus on ovens anddryers). Food Engr 74(2):48.
Hollworth BR, Berry RD. 1978. Heat transfer from arrays of impinging jets withlarge jet-to-jet spacing. J Heat Transf 100:352–7.
Hsiao FB, Sheu SS. 1996. Experimental studies on flow transition of a plane walljet. Aeronaut J 100(999):373–80.
Hu Z, Sun DW. 2000. CFD simulation of heat and moisture transfer for predictingcooling rate and weight loss of cooked ham during air-blast chilling process.J Food Eng 46(3):189–98.
Hu Z, Sun DW. 2001. Effect of fluctuation in inlet airflow temperature on CFDsimulation of air blast chilling process. J Food Eng 48(4):311–6.
Huber AM, Viskanta R. 1994a. Impingement heat transfer with a single rosettenozzle. Exp Thermal Fluid Sci 9:320–9.
Huber AM, Viskanta R. 1994b. Heat transfer to a confined impinging array of jetswith spent air exits. J Heat Transf 116:570–6.
Jambunathan K, Lai E, Moss MA, Button BL. 1992. Review of heat transfer data forsingle circular jet impingement. Int J Heat Fluid Flow 13(2):106–15.
Kataoka K, Sahara R, Ase H, Mihata I. 1987. Role of large-scale coherent struc-tures in impinging jet heat transfer. J Chem Eng 20:71–6.
Khan A, Hirata MM, Kasagi N, Nishiwati N. 1982. Heat transfer augmentation inan axisymmetric impinging jet. Int Heat Transf Conf 3:363–8.
Laschefski H, Cziesla T, Biswas G, Mitra NK. 1996. Numerical investigation ofheat transfer by rows of rectangular impinging jets. Numer Heat Transf30(A):87–101.
Launder BE, Spalding DB. 1972. Mathematical models of turbulence. New York:Academic Press. 169 p.
Lee J, Lee SJ. 2000. Effect of nozzle configuration on stagnation region heattransfer of axisymmetric jet impingement. Int J Heat Mass Transf 43(18):3497–509.
Li A, Walker CE. 1996. Cake baking in conventional, impingement and hybridovens. J Food Sci 61(1):188–91, 197.

Concise Reviews in Food Science
LujanAcosta J, Moreira RG, SeyedYagoobi J. 1997. Air-impingement drying oftortilla chips. Drying Technol 15(3/4):881–97.
Lytle D, Webb BW. 1994. Air jet impingement heat transfer at low nozzle-platespacings. Int J Heat Mass Transf 37(12):1687–97.
Mannapperuma JD. 1988. Thawing of foods in humid air [D Phil thesis]. Davis,Calif.: Univ. of California, Davis. 225 p. Available from: Univ. Microfilms, AnnArbor, Mich.; AAT8903729.
Marcroft HE. 1999. Measurement of velocity distributions in a jet impingementoven using laser doppler anemometry [MSc thesis]. New Brunswick, N.J.: Rut-gers Univ. 96 p. Available from: Rutgers Univ. Library.
Marcroft HE, Karwe MV. 1999. Flow field in a hot air jet impingement oven. PartI. A single impinging jet. J Food Proc Preserv 23(3):217–33.
Martin H. 1977. Heat and mass transfer between impinging gas jets and solidsurfaces. Adv Heat Transf 13(1):1–60.
Mesbah M, Baughn JW, Yap CW. 1996. The effect of curvature on the local heattransfer to an impinging jet on a hemispherically concave surface. In: Proc. ofthe 9th Intl Symposium on Transport Phenomena in Thermal-Fluids; 1996 Jun25-28; Singapore. Singapore: Pacific Centre of Thermal-Fluids Engineering.2:795-800.
Metzger DE, Korstad RJ. 1972. Effects of cross flow on impingement heat transfer.J Eng Power 94:35–42.
Midden TM. 1995. Impingement air baking for snack foods. Cereal Foods World40(8):532–5.
Mirade PS, Kondjoyan A, Daudin JD. 2002. Three-dimensional CFD calculationsfor designing large food chillers. Comp Electr Agric 34(1/3):67–88.
Moraga NO, Medina EE. 2000. Conjugate forced convection and heat conductionwith freezing of water content in a plate shaped food. Int J Heat Mass Transf43(1):53–67.
Moreira RG. 2001. Impingement drying of foods using hot air and superheatedsteam. J Food Eng 49(4):291–5.
Nakabe K, Fornalik E, Eschenbacher JF, Yamamoto Y, Ohta T, Suzuki K. 2001. Inter-actions of longitudinal vortices generated by twin inclined jets and enhance-ment of impingement heat transfer. Int J Heat Fluid Flow 22(3):287–92.
Nitin N, Karwe MV. 2001. Heat-transfer coefficient for cookie shaped objects ina hot air jet impingement oven. J Food Proc Eng 24(1):51–69.
Ovadia DZ, Walker CE. 1998. Impingement in food processing. Food Technol52(4):46–50.
Patankar SV. 1980. Numerical heat transfer and fluid flow. New York: Hemi-sphere Pub. Corp. 197 p.
Patankar SV, Basu DK, Alpay SA. 1977. Prediction of the three dimensional ve-locity field of a deflected turbulent jet. J Fluids Eng 99:758–62.
Polat S. 1993. Heat and mass transfer in impingement drying. Drying Technol11(6):1147–76.
Polat S, Douglas WJM. 1990. Heat transfer under multiple slot jets on a perme-able moving surface. AICHE J 36(9):1370–8.
Polat S, Huang B, Majumdar AB, Douglas WJM. 1989. Numerical flow and heattransfer under impinging jets: a review. In: Tien CL, editor. Annual review ofnumerical fluid mechanics heat transfer. Vol. 2. Washington, D.C.: Hemisphere
Publ. Corp. p 157–97.Pope SB. 2000. Turbulent flows. New York: Cambridge Univ. Press. 771 p.Popiel CO, Trass O. 1991. Visualization of a free and impinging round jet. Exp
Thermal Fluid Sci 4(3):253–64.Saad NR, Polat S, Douglas WJM. 1992. Confined multiple impinging slot jets
without cross flow effects. Int J Heat Fluid Flow 13(1):2–14.Saripalli KR. 1983. Visualization of multijet impingement flow. AIAA J 21(4):483–
4.Sarkar A. 2002. Study of heat transfer under impinging jets for freeze-thaw con-
ditions [MSc thesis]. Davis, Calif.: Univ. of California, Davis. 104 p. Availablefrom: Library Univ. of California.
Sarkar A, Singh RP. 2003. Spatial variation of heat-transfer coefficient in airimpingement applications. J Food Sci 68(3):910–6.
Schlichting H. 1979. Boundary-layer theory. 7th ed. New York: McGraw-Hill. 817p.
Seyedein SH, Hasan M, Mujumdar AS. 1994. Modeling of single confined turbu-lent slot jet impingement using various k-e turbulent models. Appl Math Mod18:526–37.
Slayzak SJ, Viskanta R, Incropera FP. 1994. Effects of interaction between adja-cent free-surface planar jets on local heat-transfer from the impingementsurface. Int J Heat Mass Transf 37(2):269–82.
Smith DP, inventor. 1973 Mar 30. Cooking apparatus. U.S. patent 3,884,213.So RMC, Sarkar A, Gerodimos G, Zhang J. 1997. A dissipation rate equation for
low-Reynolds-number and near-wall turbulence. Theor Comput Fluid Dyn9(1):47–63.
Sparrow EM, Lovell BJ. 1980. Heat transfer characteristics of an obliquely im-pinging circular jet. J Heat Transf 102:202–9.
Stoy RL, Ben-Haim Y. 1973. Turbulent jets in a confined crossflow. J Fluids EngTrans ASME 95(4):551–6.
Sugiyama Y, Usami Y. 1979. Experiments on flow in and around jets directednormal to a cross flow. Bull JSME 22:1736–45.
Tennekes H, Lumley JL. 1972. A first course in turbulence. 1st ed. Cambridge,Mass.: MIT Press. 300 p.
Verboven P, Scheerlinck N, De Baerdemaeker J, Nicolai BM. 2000b. Computa-tional fluid dynamics modeling and validation of the isothermal flow in aforced convection oven. J Food Eng 43(1):41–53.
Verboven P, Scheerlinck N, De Baerdemaeker J, Nicolai BM. 2000b. Computa-tional fluid dynamics modeling and validation of the temperature distribu-tion in a forced convection oven. J Food Eng 43(2):61–74.
Vickers JFM. 1959. Heat-transfer coefficients between fluid jets and normalsurfaces. Ind Eng Chem Res 5(8):967–72.
Viskanta R. 1993. Heat transfer to impinging isothermal gas and flame jets. ExpThermal Fluid Sci 6:111–34.
Wahlby U, Skjoldebrand C, Junker E. 2000. Impact of impingement on cookingtime and food quality. J Food Eng 43(3):179–87.
Westknemper JC. 1961. On the error in plug in type calorimeters caused by sur-face temperature mismatch. J Aeronaut Sci 28(11):907–8.
Air impingement in foods . . .




![Jet [Novela] Biblioteca](https://static.fdokumen.com/doc/165x107/6321c71564690856e108db2b/jet-novela-biblioteca.jpg)