Comparação do desempenho termoenergético de fachada de alvenaria tradicional com fachada ventilada
Upload
independentCategory
view
1download
0
FABRICACION TRADICIONAL DE UN ARCO.
VOLVER A TALLER DEL ARQUERO
Preguntas más frecuentes (PMF) sobre la construcción general de un arco. Última modificación: 12 de Diciembre de 1997
Otros grupos: rec.org.sca Escrito por: Rob McNeur <[email protected]> y Pip Sullivan [email protected] traducido al
español por Gustavo Olivares A. (con autorización del autor para traducirlo y distribuirlo)
Contenidos: Confección de un arco tradicional Tipos de madera Preparación de la madera Línea ideal de la beta y nudos en la madera Otras maderas aparte de madera de tejo y naranjo americano Arco corto Arco largo Labrando el arco El proceso inicial Labranza precisa Ajustando los culatines finales Extras opcionales Recurvar Enderezar Forma sencilla de respaldar con cuero Lectura recomendada Agradecimientos Pensamientos finales
Este no es realmente un PMF, sino un Po (preguntas ocasionales)
Fabricación tradicional de un arco
Este documento está hecho para dar guías en la construcción de su propio arco tradicional, principalmente en el estilo de pieza completa (en inglés, take-down = arco desmontable de dos piezas). Para aquellos interesados en los arcos tradicionales compuestos y/o recurvados, recomiendo la parte la sección turca-oriental de las PMF. (Me disculpo por la calidad del los gráficos ascii usados, pero no pude encontrar otra forma para representar algunos de los conceptos). Los arcos no desmontables (self-bows) son aquellos hechos totalmente de madera, ya sea de uno o dos paletas, usualmente unidas por el mango, dando una largo único.
Tipos de madera
Algunas de ellas son mejores para los arcos sencillos, otras para hacer láminas para arcos compuestos. (Se suponen que son las preferencias para el Hemisferio Norte, Inglaterra, Europa, etc. Algunas o todas ellas pueden estar disponibles, pero solamente algunas en los Estados Unidos) Tejo (por supuesto), naranjo americano, olmo, fresno (alguno de ellos), nogal americano, roble, abedul, algarrobo negro, nogal, cedro, enebro, mora, arce, etc. De las variantes de fresno en los Estados Unidos: arce fuerte: blanco, rojo, verde, texas y orgón. Fresnos débiles = negro, azul (ambos pueden ser adecuados para un arco). Las principales opciones para Nueva Zelandia y Australia incluyen: taw, rewarewa (probablemente), manuka/kanuka (árbol neozeolandés del té), naranjo americano, arrayán de Tazmania, eucaliptus manchado,

fresno alpino, fresno plateado. Regiones del Pacífico: bambú, chirimoyo (que es distinto al chirimoyo de Nueva Zelandia), palma negra.
Tratamiento de la madera
El principal criterio es que la madera debe ser tratada (secada) muy lentamente. Si lo adquirió en el comercio (de un aserradero) ha sido probablemente secado al horno. Esto regularmente está bien si se hace de la forma correcta, aunque a veces esto puede debilitar ligeramente la madera si se ha hecho rápidamente o un secado excesivo. La opinión general entre arqueros es que el secado por aire es lejos mejor (para algunas vigas como el naranjo americano no es recomendable el secado por horno). Sin embargo, es generalmente difícil adquirir madera ya adecuadamente secada sin tener tener que hacerlo personalmente (en un largo período de tiempo). Además la madera viene con la humedad adecuada a su región. Esto es especialmente relevante si la madera está importada, secada al horno en un lugar y usada en una región con mayor o menor humedad. Si está muy seca, (debajo del 10% de humedad) lo más probable es que la madera esté debilitada. Sin embargo, como la mayoría de las personal no tiene el equipamiento para probarlo, supondremos que generalmente la humedad es la adecuada.
Preparación
Idealmente, la madera debería estar en capas en vez de aserrada, preferante las paletas del arco debieran estar en capas de un leño/rama el cual es de 4-6 pulgadas de diámetro. Esto significa que es más probable que la madera siga la veta, mientras que al serruchar lo más frecuente es cortar a través de la veta. La mayoría de las paletas de arco siguen la veta de la madera, y es menos probable que se rompa, y más probable que sea fuerte. Si la veta corre a través de las paletas en cualquier ángulo, esto debilita al arco en cierto punto, y esta cantidad corresponde a la inclinación del ángulo de la veta. Usualmente la parte de la savia va al reverso del arco, particularmente en la tradicional sección “D” del longbow. La alineación de la veta no es tan crítica cuando se usa un limón, el cual es recomendable para principiantes.
Líneas ideales de la veta y nudos en la madera
(Nótese que las variaciones son perfectamente posibles, pero a mayor diferencia del ideal, lo más probable que una vez completado el arco será más débil y propicio a romperse al usarse o construirse).
Atrás anillos
|-------------------| |-------------------| |-------------------| |-------------------| |-------------------| |-------------------|
---------------------------------------------- ------------------------------------------- ----------------------------------------
-----
(exageración de las líneas de las vetas del arco en una vista lateral)
Vista posterior del arco ____________________ \__________________/ \________________/
\______________/ \____________/ Panza del arco
<---savia de la madera

La veta debe correr derecha a través del largo del listón de principio a fin. Si está chueca en relación a la tabla, debe modificarse el diseño para seguir la veta. Simpre, la parte trasera del arco debe seguir la línea de la veta y la frontal (la panza) del arco debe seguir la línea trasera (con el apropiado remate requerido). De esta forma, si hay más nudos en la madera, usted debe alterar el diseño para permitir más madera para rellenar y apoyar el nudo más debil de la madera (o “puntos”). Ejemplo, si la veta se sumerge en la paleta, entonces el arco debe ser moldeado para seguir la curva (desde el punto de vista de la veta)
(aquí el hundimiento de la veta se sigue en el arco, resultando en un arco con una curva en un brazo. Si no se hubiese seguido, la veta se rompería, debilitándose en este punto)
------\ /-------------------
------\\---//------------------- ------\\---//------------------- ------\\---//-------------------
\---/
Con paletas torcidas, lo mejor es unir dos piezas “hermanas” del mismo madero (ej dos piezas separadas una al lado de la otra del mismo madero – y la cual puede tener similares torceduras) y unirla al mango usanso una Z o EMPALME DE COLA DE PEZ (como se muestra abajo). Esto asegura que ambas paletas sean complementarias, incluso si están malamente torcidas.
Empalme -Z Empalme de cola de pescado
--------------------/-------------- /
/ /
/---------/ /
/ /
--------------------/-------------
-------------------/-------------- /
/ /
| \
\ \
--------------------\---------------
Esto puede hacerse si no es capaz de encontrar un pedazo entero de madera para hacer un duela completa. Dos mitades pueden unirse ya sea con las uniones ya sugeridas, de tal forma que la juntura esté en el mango del arco y entonces cubierta por el montaje del mango, etc.
Un par de consejos en el diseño de arcos
Una es del tipo longbow no desmontable (D-style), la otra para un arco no desmontable plano. Ninguna puede tomarse como “el” diseño, pero ambos son fácilmente modificables para acomodar diferentes clases de maderas, preferencias individuales, peso preferido, tiraje del arco, etc. Ambos arcos pueden “componerse” con un listón de cuero crudo, tela, cuerda fibrosa, nogal, etc, pero se hace preferentemente para ayudar a una rápida recuperación del enderezamiento y además provee alguna protección a la parte posterior del arco. Para

hacer esto, usted necesitará un cordel, lápiz, sierra, lija de mano y/o un cuchillo y/o raspadora, papel. Además se recomienda algo para evitar daño entre los bloques de madera mientras se componen. Los profesionales generalmente aceleran este proceso con sierras sin fin, pero surge la tendencia de desperdiciar muchas paletas hasta saber lo que se está haciendo.
Preparación inicial de la parte trasera del arco
Esta parte debe ser la que estuvo más cerca de la cáscara del árbol si puede ser determinado (ej: madera de savia - esto particularmente para el tejo). En muchos arcos, el reverso se hace de la parte con savia del tronco, con el grueso del arco en el núcleo del corazón de la madera. De usar la parte con savia o no, depende fundamentalmente del tipo de tronco que se está usando. La savia del tejo tiene propiedades que la hacen ideal para ser dejadas en el reverso del arco. Con muchas especies, toda la madera con savia es removida y el reverso del arco se convierte en la primera proyección de la madera dura (ver más abajo para ver una discusión más completa sobre maderas blancas). Si la parte con savia se ha dejado para formar el reverso del arco, debe ser adelgazada de tal forma que sólo llegue hasta un tercio del total de anchura del arco terminado. La mayoría de la fuerza del arco viene de la madera dura. Los arcos pueden ser totalmente hechos de madera de savia en muchas especies, pero ligeros cambios deben hacerse en los siguientes diseños para acomodar arcos de madera blancas. (Véase “Maderas distintas al tejo y naranjo americano” para más detalles). Antes de empezar a trabajar con la paleta, el reverso de ésta debe ser tratada hasta que todo el largo del reverso no tengo un solo nudo, ej: no hay anillos o “cueros” que se vean por atrás. Esto significa seguir la veta sin importar que torcedura ocurra en la veta y en la duela. Esto debe hacerse con herramientas, manualmente, en vez de una sierra, ya que puede ser la principal razón de debilitamiento en el arco terminado. Si los nudos son cortados en cualquier parte en el reverso del arco, esta será la parte con más probabilidad de partirse al momento del rompimiento. Una vez que el reverso está limpio hasta el mismo tamaño que el nudo, el arco puede ser escogido.
Maderas distintas al tejo y naranjo americano
(De: [email protected] (Stephen & KristaFraser)
Probablemente una de las preguntas más comunes que es escuchado es ¿Se puede hacer un arco de una madera que no sea tejo o naranjo americano?. Mi respuesta rápida : no sólo se puede, sino que, en algunos casos es preferible. Primeramente, las maderas blancas no necesitan mucha precaución en términos de madera de savia y madera de núcleo. Con el tejo y naranjo americano, la cáscara y resto de madera impura deben ser removida para producir un arco de buena calidad. Para el principiante esta es una tarea intimidante. Sin embargo, las maderas blancas no requieren tratamiento especial. Una vez seca, se remueve simplemente la corteza y la madera expuesta se convierte en el reverso del arco. Segundo, los troncos de tejo pueden costar US$120 ahora, mientras que mucha gente tiene la abilidad de ir y cortar su propio arce, fresno, roble blanco, abedul o mora por una pequeña suma o sin costo. Generalmente, uno puede sacar uno a dos paletas de un árbol de madera blanca. Yo, personalmente, me rehúso a cortar un árbol a menos que pueda sacar 5 arcos por lo menos. A veces toma un poco observar, como puede ser dos horas en contraposición a la semana o algo por el estilo que puede tomar ver el árbol “perfecto” de tejo – si es que tal cosa existe en realidad. Hablando de las virtudes de los arcos de maderas blancas, es que es imposible apreciarlos en su totalidad sin hablar previamente de los diseños de arcos y cómo pueden afectar el rendimiento. Si usted es una persona impaciente, y ya ha hecho su primer arco de alguna madera común de acuerdo a las dimensiones dadas en estas PMF, usted probablemente ha encontrado que el arco resultante a tomado una cantidad masiva o “aguatamiento”. Ambos términos se refieren a al monto en que el arco se encorva por la panza cuando el arco no está tenso. El seguimiento de la cuerda o “fijación” no es un gran problema a menos que la fijación sea extrema (todo sobre 3 pulgadas). Nuevamente, si usted fabricó un arco de madera blanca (madera común) de acuerdo a las dimensiones de estas PMF, usted habrá probablemente construído un arco entre 6 a 10 pulgadas de fijación. Fije arropes del arco en la velocidad de las flechas – un factor que es muy importante en la construcción de arcos. ¿Por qué? Porque a mayor velocidad de la flecha significa una trayectoria más plana y por lo tanto haciendo más fácil el apuntar a variadas distancias. Además, si usted es un cazador, apreciará la penetración de la flecha dentro del objetivo para asegurar un rápida, limpia muerte.

¿Entonces cómo podemos hacer que un arco de maderas blancas con el mismo peso, velocidad de disparo y tiraje como uno de calidad fina? Simple. Haga su arco más amplio en el caso del arco plano o más largo (en el caso del longbow). La mayoría de los arqueros están de acuerdo que las maderas blancas requieren un aumento del 20 al 30% de aumento en anchura o largo para equipararse en rendimiento y velocidad a un arco de madera fina. En el caso del arco plano, este aumento sólo se aplica a la máxima anchura del arco. En el caso del longbow, esto va para todo el arco. Aunque 67” es por lejos el largo base más eficiente, esto es prácticamente imposible si se hace un longbow del tipo D con una madera blanca. En mi experiencia, he encontrado que 79 pulgadas es un buen inicio. Una vez hecho, no he tenido que ajustar ningún otro aspecto o dimensión del arma. Con arcos planos de madera blanca, yo siempre uso 2 1/8 pulgadas en el punto más ancho de la manilla manteniendo la misma anchura y grosor como si fuera un arco con madera fina. Recuerde que estos incrementos se aplican solamente en la parte más extensa (en términos del arco plano) o todo el largo en el caso del longbow. No ajuste otra dimensiones... estos cambios harán el trabajo. A modo de revisión rápida, veamos las ventajas y desventajas de hacer arcos de “maderas blancas”. Ventajas: · Barato · Fácil adquisición · Más variedad · El exterior del árbol se convierte en el reverso del arco. No se requiere trabajo extra.
Desventajas: · Requiere paletas más amplias o largas · No es tan “prestigioso” como las maderas finas.
Cuando comparo mi arco con el resto de los arqueros, siempre sufro un pequeño ímpetu. Viene de saber que no gasté un peso en mi madera, que mis maderos no están bajo peligro como el resto, y que el arco en si es más fácil de trabajar. Esto me permite usar más tiempo para disparar, y menos para raspar
Arco plano
Vista superior
---------------------------------\ /------------------------------- ^ \ /
1+ | ----- 3/4" 7/8" ancho del agarre
| ----- v / \
------------------------------/ \------------------------------- <-------------------------------- -67"- --------------------------------->
3'' <-12"-><><-4">
Vista lateral
--------- e d c bab c d e

Posterior ---------------------------------------------------------------------- ------------------------------\ /--------------------------------- Guata \ /
(Nótese, el arco está dibujado para un largo de 67”, diseñado para un arrastre de 28”. Si su arco es más corto o más largo, cambie el largo total por 2” por cada 1” de modificación de arrastre (ej. Un arrastre de 26” da un largo de 63”). La sección del agarre (c-c) se mantiene, el resto (c-e) debe alterarse en proporción). Además el mango en el lado de la panza 8c-c) puede ser parte del arco en si, o también puede ser un segundo pedazo de madera pegado a la panza para dar el ancho necesario. Primero, trace una línea a través todo el largo del reverso, por la mitad del arco, usando una regla o una línea de cuerda. Marque la mitad del largo de la duela 33,5” de cada lado. (a) El amngo debe ser de 2” (a-b) en ambos lados, (dando un mango de 4” de largo b-b). De c-d (12”) la duela se mantiene del mismo ancho (1 y ¾ pulgadas de anchura total o 7/8 en ambos lados de la línea central). Desde d-e, la anchura del arco disminuye gradualmente en línea recta a un espesor final aproximado a 5/8” (5/16” en ambos lados de la línea central). Una vez que están marcados en el reverso, pueden ser moldeados y suavizados con lija, dando la forma bruta. Por el lado, el grosor del mango (b-b) debe ser aproximado a 1 5/8”, disminuyendo gradualmente hasta paroximadamente 1 ¼” en (c) y después disminuyendo hasta ¾” en (e). Una vez que la forma básica está completa, la panza puede ser trabajada hasta alcanzar el peso requerido usando herramientas más finas. La panza se mantiene plana por toda su extensión y la disminución hacia las puntas se mantiene constante. (Ver “labrando arcos” para detalles del trabajo del peso)
Longbow de una pieza
Vista superior
^ 5/8 amplio V
^ | |= 1 & 1/4" anchura del mango v
----------------------------------------------------------------------
<--------------------------------67"---------------------------------> <1><3">
Vista lateral
--------- c b a b c
Atrás ---------------------------------------------------------------------- ----------------------------------------------------------------------
Panza
Para marcar el arco, dibuje una línea del largo total del reverso, justo por el centro del arco, usando un regla o una línea de cuerda. Marque en la mitad del largo de la paleta 33,5” desde cada punta. (a) El mango debe ser de 1” desde (a-b) en la duela superior y 3” desde la suela inferior, (dando un mango de 4” b-b pero significando que la duela superior es 1” más larga que la de abajo). Desde b-b, el ancho debe ser aproximado

a 1 ¼” de amplitud (5/8 desde ambos lados de la línea central) y desde b-c el descenso es suave hasta llevar a 5/8” de amplitud (5/16” de ambos lados de la línea central) Una vez que están las marcas en el reverso, pueden moldearse (cortando fuera de la línea para permitir un poquito más de madera) entonces finalizando con lija y cepillador, dando la forma general. Desde el lado, el grosor del mango (b-b) debe ser alrededor de 1 ¼, disminuyendo gradualmente hasta un grosor de ½ en (c). Una vez terminado esta forma, la panza puede ser tratada para obtener el peso requerido usando herramientas más finas. Este estilo de arco tiene el centro de la panza manteniendo el alto y los lados de la panza completamente redondeados.
Reverso ----------------
\ / \ /
\ / \ /
------- Panza
(el reverso se mantiene recto, o ligeramente convexo siguiendo la línea natural de los anillos de las vetas y en los lados y el la panzase suponen que son redondeados a una forma "D" . La madera es cortada con lijadora, cuchillo, u otra herramienta hasta que el mango adecuado sea sea mantenido, asegurando siempre que la pendiente del mango se mantenga constante desde el mango hasta la punta.)
(Ver “Curvando arcos” para detalles sobre el trabajo del peso)
Curvando arcos
El proceso de curvado de arcos es aquel en que se busca alcanzar una tirada requerida con un peso requerido y asegurar que ambas paletas están balanceadas y asegurar que el “arco” de la tirada es parejo con respecto a cada una. La mayoría del trabajo aquí es remover simplemente madera que no encorve suficientemente, y NO removiendo madera de donde encorve demasiado. El resultado final es una arco que estira parejamente por todo su largo (la excepción usual es el mango, aunque en algunos arcos, incluso en el mango se estira ligeramente)
El proceso inicial
Inicialmente, la madera se raspa parejamente del largo de cada paleta del arco. Después que una pequeña cantidad de madera ha sido removida, descanse la paleta en el suelo, tome la otra punta de la paleta en una mano, agarre el centro del arco y presiónelo contra el mango. La idea es que las paletas comienzaen a doblarse parejamente. Una vez que ambas paletas se han doblado como 5-6 pulgadas hacia delante estando parado (vertical), estamos listos para un tillering más preciso. Los nocks iniciales se cortan a ½” del final de cada paleta, sesgando con un ángulo de 45 grados del reverso a la guata, usando algo como una escofina circular de 5/32”, un cochillo de bolsillo, o una hoja de 4mm de una sierra eléctrica.. Con práctica, las pruebas en el suelo pueden ser usadas para obtener algo así como 20-30 libras del tiraje deseado, pero cuando se empieza es recomendable ser un poco más cauteloso. (El chequeo del suelo es descansar una de las puntas de las paletas en el suelo y tomar la punta del mango de la paleta superior. Al presionar en el mango causa que la paleta sostenida al suelo se flexibilice, y la cantidad de flección es determinada por la cantidad de presión aplicado al mango.)
Tillering preciso

La manera más fácil de hacer esto es tener un palito de tiller y un par de cuerdas para arco. La primera cuerda es una muy pesada y muy larga de tal forma que el arco pueda ser encordado sin torcer el arco. La otra cuerda se usa más tarde una vez que el arco comienza a flectarse alrededor de una tirada de 12”. La otra alternativa es tener una polea pegada a la mesa de trabajo con el mango del arco apuntando al suelo o tablón, dispóngalo de tal forma que usted pueda sostener la cuerda y aún mantenerse lo suficientemente lejos para comparar el desarrollo de las curvaturas. Con una balanza de platillos, también puede usarse para determinar la tirada del arco. También es útil trazar las curvaturas requeridas en la muralla o en el papel de tal forma que el arco en formación tenga un punto de comparación. Mientras las curvaturas sean delineadas correctamente, esto ayuda a que ambas paletas sean perfectamente coincidentes cuando estén completas.
El palito para el tillering
/ /
| \
punta del palito para el tiller
/| /| /| /| /| /| /|
--/ --/ --/ --/ --/ --/ ---/ --
\ ----------
El palo se hace más largo de lo que usted tirará del arco, hasta 36” de largo es bueno, con ranuras cada una pulgada cortadas en ambos lados. Las ranuras finales deben ser redondeadas para no desgastar la cuerda. El palito se coloca en el centro del arco, introduciendo la cuerda en la ranura más cercana a él. Esto se usa tanto para mostrar el tiraje y también el cuánto (en largo) se ha tensado el arco. Si la base del palito se engancha a una balanza de platillos y la cuerda se tenza directamente en las ranuras, la presión hacia abajo del palito se muestra como el tiraje en la balanza. (La cuerda debe ser dejada tranquila en relación al palito para chequear el tiraje). También, La cuerda puede ser deslizada en cualquiera de las ranuras para mantener el arco en un estado curvado mientras usted puede ver y comprobar la curva que surge. También es útil trazar la forma del arco en el muro/suelo para varios librajes para comprobar forma/flexibilidad. Esta es una importante precaución si usted planea hacer varios arcos distintos. Una vez que la primera cuerda (la más larga) se ha colocado, el arco se coloca en el palito y la cuerda tirada hasta que el arco tenga una pequeña curva constantemente. De la primera vez que el arco es doblado, la curvatura debe ser hecha desde una muy pequeña hasta el estado final deseado, fleccionándola ligeramente en cada etapa. Una vez que comienza a doblarse, no debe ser tirado a un libraje mayor que el diseñado originalmente. (De hecho, debe ser trabajado para un libraje mayor que el presupuestado ya que probable que pierda un par de libras en la terminación). Una vez que los nocks del arco se han alcanzado curvatura de 12-14” en comparación a su estado original, la cuerda original puede reemplazar a la más larga y ser usada para pruebas. La panza del arco debe mostrar la unión del crecimiento de los anillos en la mitad del arco a medida que se fabrica, y éstas deben correr suavemente hasta las puntas como la suave progresión del adelgazamiento. Mientras la panza del arco es puesta en el palito y tirado suavemente, mire bien ambas paletas. Si ambas no curvan parejamente, marque las partes que no se doblan adecuadamente, saque el palito y trabaje para reducirla un poco más. Si estas son las áreas que se doblan demasiado, no toque estas áreas a menos que ambos lados ya hayan sido trabajados para que la curva sea más pareja. Ambas paletas deben desarrollar la misma curva, de tal forma que debe ser bastante constante y pareja desde el mango a los nocks. Para cada etapa, y cada vez que el arco ha sido probado, chequee la curvatura de las paletas. Compruebe, obtenga uniformidad, entonces pruebe el tiraje del arco. Entonces dispare con el arco en diferentes distancias varias veces (10-15), para ejercitar la madera. Esto permite a la madera debilitarse lentamente y ser posible doblarla. Una vez que las curvas son parejas, tome la cuerda en la ranura siguiente del palito y repita el procedimiento hasta obtener el libraje deseado. El libraje final debe alrededor de 2 a 4 libras más alto que lo deseado. Terminaciones más los tiros iniciales del arco causarán que éste baje 2 a 4 libras de tal forma que se logra el

libraje esperado. Cuando el arco esta listo, es preferible pegarle una delgada capa de madera por el reverso del mango, diseñado para un agarre más cómodo. Una vez que el arco está pulido, puede ser sellado con un polímero decente o similar a prueba de agua, sellador y protector. Luego ajustar los nocks y el mango como se indicó. Si se desea, se puede componer el mango con una lámina antes de pegar el mango. Esta lonja aumenta ligaramente el libraje. Una vez que el arco ha logrado el tiraje deseado, NUNCA debe ser extendido más hallá de su libraje. Al hacerlo, se arriega grandemente a astillar el arco. Entonces, no lo preste a otro arquero sin supervizarlo cuidadosamente.
Poner los nocks finales
Los nocks finales pueden ser cortados a ½” delante de cada paleta, inclinado a un ángulo de 45 grados desde la parte posterior de la panza, usando una raspadora circular de 5/32”, un cuchillo de bolsillo o un diente de 4mm de una sierra eléctrica. Debe tenerse cuidado de mantener limpio el reverso del arco porque no necesariamente se logra el corte o funciona al poner los nocks. Al hacerlo es probable que se corten las vetas, debilitando las paletas. Como un alternativa, muchos longbows se equipan con nocks de asta o de cuernos, deslizado sobre la punta de cada paleta y fijados con pegamento. Esto ayuda a proteger a la madera de la raspadura y también es muy decorativo. Para hacerlos, tome una asta o cuerno de hasta 4” de largo y de ½”-3/4” por la base. Al final de la paleta debe tomar la forma de un cono de alrededor de ½” de mader, y la base del nock de cuerno taladreada para que quepa. Pula o corte los nocks dentro del cuerno, entonces esparza un buen pegamento para maderas a prueba de agua al final de la paleta y deslice los cuernos formados, manteniéndolos firmemente en posición hasta que el pegamento se seque. También como alternativa para cortar nocks, es posible hacer un nudo firme alrededor de los puntos para nocks y pegarlos aquí. La cuerda se desliza entonces sobre las puntas y se ubica por el nudo del nervio.
Opciones
El arco completado puede tener el mango forrado en cuero, cuerda o algo similar si se desea. Un rosaflechas (o descanso) de madera o cuero puede ser montado en el mango del arco. Generalmente el cuero, hueso o una concha puede ponerse dentro del mango o pegada en la superficie externa del mango para proteger a la madera del roce de la flecha. El rosaflecha (= descanso de la flecha) es un pequeño molde triangular de cualquier material en el cual la flecha descansa mientras se apunta y dispara. Algunos arqueros prefieren que la flecha descance sobre la punta del dedo índice, otros el rosaflecha.
Recurvado
Recurvar usualmente aumenta significantemente el libraje del arco, sin necesitar una tirada mayor. Recurvar es doblar las puntas de las extremidades (o todo la extremidad) hacia atrás. Si esto se hace mientras la madera está húmeda o caliente, la madera mantendrá la curvatura cuando no esté tensa, haciendo el arco incluso más flexive cuando se tira. Los recurvados pueden ser hechos de distintas formas. Una es pegar más capitas de madera en las puntas del arco con un ángulo igual a la duela originalmente. Ejemplo:
Reverso de la paleta del arco
__ / /
) ( -------------------------- / /
/ / ------------------------/--/
(Al pegar este agregado se da un efecto recurvador instantáneo dando un tiraje ligeramente mayor a la flecha, pero no es la forma ideal)

Panza del arco
El método normal para recurvar un arco es mantener el área a ser recurvada sobre el pito de una tetera de agua por algún tiempo, de tal forma que el vapor ablande las fibras de la madera. Después de un rato (20 minutos a más) las fibras de la madera se habrán ablandado lo suficiente para que la paleta sea lo suficientemente flexible. Haga la forma deseada (generalmente ayudándose de algo curvo para dar la forma querida) y entonces permitir en secado y enfriamiento lento. Asegúrese que ambas paletas sean recurvadas del mismo tamaño, una vez más comprobando que la curvatura de ambas paletas sea la misma siempre. Cualquier diferencia al flectarse las paletas pondrá un presión mayor y desbalanceada en cualquier parte del arco, posiblemente de afectos fatales (para el arco).
Enderezamiento
Las paletas hechas de troncos enroscados como el naranjo americano, puede ser enderezado con una cuidadosa aplicación de calor de una estufa a gas si se puede prevenir que el leño se consuma, con una protección de cera, grasa o algo similar. Este método también se usa para corregir arcos que han desarrollado curvaturas o remolinos durante el uso. Cuidadosamente y lentamente calentado el arco , éste reblandece un poco y puede moldearse a la forma deseada y volver a enfriar lentamente. Todo el arco debe ser calentado al mismo tiempo, no en etapas, por lo que esto puede hacerse con una cañería con ambos extremos tapados, y el calor aplicado a la cañería, en vez de hacerlo directamente al arco. Mientras que la madera no se recaliente ni se queme, debería recobrar su línea recta y recobrar la mayoría (si no todo) el libraje perdido. Esto no será, por supuesto, permanente pero realza grandemente la vida efectiva del arco.
Cómo componer fácilmente el arco con cuero crudo. (De: “I.Priesnall” [email protected] )
Acabo de encontrar una buena fuente de cuero crudo para componer arcos en la tienda de mascotas local. Venden huesos de mascar para perros que son como de 18 pulgadas de ancho, compuestos de un tubo con un nudo en cada extremo, dando una idea de hueso de fémur usado. He preguntado en otras tiendas de mascotas por estos grandes huesos y están preparadas para ordenarlos para mi. La primera tarea es elegir un buen material. Estos huesos son de un tipo de color piel sucio. Evite aquellos con fallas obvias, como salpicaduras, y trate de elegir aquellos con una coloración pareja. Son trasnparentes, de tal forma que se ve la superficie afeada, pero no he tenido problemas, incluso en las zones muy delgadas del material. Para despegarlo, usted debe remojar todo el hueso en agua fría por dos días. Los nudos de los extremos entonces pueden ser deshechos fácilmente. Mis huesos consisten en una sola pieza de cuero crudo de alrededor de 36 pulgadas, 6” de ancho, enrollado en un tubo y empaquetado con retazos de cuero de alrededor de 6 a 11 pulgadas. Una vez que las piezas de cuero han sido separadas y mientras aún están mojadas (ahora son de una suciedad más blanca), puede tocar la superficie. El lado del pelo está bien, pero la parte interior puede ser un poco áspera. Uso un regla de acero y la paso por tod la superficie un par de veces. Esto remueve muchos pedacitos sueltos. Después ponga el cuero en un baño de agua fría con dos onzas (un escazo puñado) de soda de limpieza por galón y disuélvalo. Déjelo 24 horas para desengrasar el cuero. Saque el pellejo del baño, límpielo bien con un chorro de agua y luego enrróllelo en un saco húmedo por 24 horas. Esto suministra la suficiente humedad para trabajar, pero sin dejarlo mojarlo. He compuesto arcos con este cuero. Los arcos con paletas son más fáciles porque su reverso es ligeramente curvo, por lo que lo veré primero. El mejor pegamento es el de cuero. Funciona como por un encanto. Ponga un puñado de gránulos de pegamento en un viejo tiesto metálico y déjelo reposar por la noche juesto con el agua fría suficiente para cubrilo. Si no tiene un tiesto para pegamento, cubra la base de la cacerola con mármol o guijarro para que pueda liberar la base durante el cocido. Llene el espacio entre el tiesto y el platillo con agua y caliente toda la mezcla hasta que el pegamento sea líquido. Adelgace con agua para obtener una consistencia de jarabe. Revuelva bien. Saque la cuchara del pegamento y mire los borbotones. Si sube con salpicaduras, está muy delgada. Si no fluye fácilmente - muy gruesa. Un delgado y consistente flujo es lo

adecuado. Tome su arco y limpie el reverso con lija fina para dar una superficie libre de grasa. Yo generalmente lo limpio varias veces con un trapo mojado en acetona para asegurarme realmente que está libre de grasa. Ayuda si el arco está algo curvo antes de componerlo. Ate una cuerda firmemente en la punta del nock, use un destornillador o una palanca para hacer un nudo en la mitad de la cuerda y tuerza la palanca como 2” de torción. Desate la palanca de la cuerda. Monte el arco en un tornillo de banco con el reverso curvado apuntando hacia arriba. Tan pronto como el arco esté limpio y libre de grasa, dibuje una sueva estela de pegamento caliente en la superficie para sellarla y aparejarla. Permita que el pegamento que escurre se seque y fije (durante la noche). Mientras tanto, usted puede cortar el cuero usando un cuchillo. Hágalo en una superficie limpia porque no querrá ensuciar no darle aspereza mientras esté mojado el cuero. No apriete el cuero al ejustarlo al arco, porque éste al secarse se encoge. Lo ideal es que la piel esté unida, preferentemente bajo el mango. Yo uso una juntura como la siguiente:
\\ .. \\
____________\\_________
donde el rebalse es de 0,3” a 0,4”. Lo he hecho de dos formas: la forma correcta, donde usted corta en ángulo del cuero húmedo usando un cuchillo afilado antes de componer. Y la forma tonta: componer la mitad del arco. Después de un día, retome el pagodo en la juntura y componga el otro lado del arco, usando un generoso rebalse del cuero de 1 pulgada. Cuando la compostura esté seca, usted puede moler/lijar el sobrante, dejante un asuperficie lisa. Componer el arco es una operación sencilla. Tenga todo listo antes de empezar. Asegúrese que el pegamento esté tibio y escurra como jarabe. Dibuje una suave línea en el reverso del arco, orpimiendo los lados. Ponga el cuero para respaldar en su lugar, desde el centro y suavemente hacia el final de las paletas. Pege las junturas. No se preocupe si el pegamento se seca inmediatamente: la humedad del cuero causa que se hince y forma una unión. Ahora tome un retazo, de mínimo 2 pulgadas de ancho (como el de los primeros auxilios) y, comenzando del mango, vende el arco y compóngalo firmemente. Cubra con el vendaje una pulgada. Asegúrelos firmemente con una cuerda. Sólo para asegurarse, yo generalmente recubro sobre con otro vendaje. Contenga su impaciencia. Remueva el vendaje después de 48 horas. Nuevamente agarre las junturas y los nocks con cuerda. Permita que el arco se seque por lo menos una semana. Un mes es mejor. Entonces remueva el poste y la cuerda que se usó para tensionar el arco y doblarlo. La tabla ahora está dura como un clavo. Cuidadosamente saque el exceso usando un cuchillo de garfio (como los usados en carpas). Las puntas ásperas pueden ser pulidas con Surform, y el ajuste final se hace con un rebajador de rayos, hecho para un cortado fino. Permita que curar el arco durante otro mes más antes de terminarlo. Yo lijo la superficie de las tablas con papel de lija, dando una superficie muy suave, antes de decorar y barnizar el arco. Yo uso barniz para yates. Varias capas, lijando entre capas. Ponga particular atención a los lados y junturas, donde la lluvia puede colarse. Usted también puede usar la misma técnica para otras partes del arco. Ya que mi último arco fue de solamente 3mm de ancho en la terminación de los nocks, moldeé nocks de una tabla con una veta delgada, doblado sobre una fina pieza de un listón de madera, para luego pegarla y asirla. Componer un arco plano (de un tronco o listón) es similar, pero he encontrado que usar un distribuidor de presión en la forma de tira de aluminio con una sección de forma T. Lo pongo con el área más plana en contacto el reverso vendado, entonces ato todo firmemente con una cuerda. Tenga la precaución que, una vez barnizado, el listón de respaldo queda casi transparente. Entonces usted puede ver la veta de la madera a través del respaldo. ¡Puede ver además cualquier burbuja e imperfección en su técnica de pegado! He encontrado que un respaldo de un listón es inmensamente fuerte. También se recupera rápidamente: cuando está suelto, usted puede ver al arco volver a tomar su conformación normal. Tiene un inconveniente, que es relativamente pesado y no mejora el tiro del arco. Pero por otro lado, es como una armadura de placas, y protege al arco contra brusquedades y raspaduras, a la vez que otros arqueros pueden “hacer un intento” con el orgullo y diversión de uno.

OUTDOOR SPORTS
Now you can shootTHE NEW
AmericanFLAT BOW
HEN the white man provided the AmericanIndian with a cheap trade musket in place ofhis native bow and arrow, he saved himself agood deal of grief, for had the red man de-
veloped his weapon along a logical path he might have arrivedat an approximation of the bow we now know as the "semi-Indian," "flat," or "American" bow. With such a bow he couldhave shot with accuracy at a hundred yards (about the extremeaccurate range of the long rifle), and could have delivered ar-rows faster than any frontier scout could load his rifle.
Any home workman, equipped with ordinary tools, can readilybuild the most modern and most efficient bow yet designed. Thebest material for the amateur is the imported wood known as"lemonwood." It can be worked almost entirely by measure-ment, without much regard to the grain. California yew andOsage orange probably make a better bow, but not for theinexperienced builder.
Lemonwood can be had from most dealers in archery sup-plies, either in the rough stave or cut to approximate outline.The price ranges from about $1.75 to $3. In ordering youshould be careful to say you need a wide stave for a flat bow.
The dimensions given are for a bow 5 ft. 8 in. long with aweight (the archer's term for the strength of a bow) of from45 to 50 lb. at a draw of from 27 to 28 in. This combination issuitable for the average man. When new the bow will draw5 lb. or more above these figures. For clearness, only the upperlimb of the bow is shown on the drawings. The lower limb issimilar but slightly stronger. It should be 7/16 by 1½ in. at apoint 14¼ in. below the center line; 3/8 by ¾ in. at a point24¾ in. below the center; and 3/8 by 9/16 in. (instead of 3/8 by½ in.) at a point 1 in. from the very end.
The stave, as it comes from the dealer, has been shellackedor varnished to prevent checking. Remove this coating fromthe back—the side away from the archer as the bow is held inposition to shoot. Plane and sandpaper the wood just enoughto provide a smooth surface. Stretch a fine piece of unkinkedcopper wire tightly down the center line of the stave, mark dotsat regular intervals, and connect the dots, using a long T-squareor other straightedge and a sharp, hard pencil.
Lay out cross lines as shown on the drawing and mark thewidths by dots. Connect these dots with straight lines, giving arough idea of the back of the bow. Since the sharp shouldersand angles are unsightly, change them free-hand to gracefulcurves along one side, then trace paper templates in order toreproduce the curves on the opposite side.
With drawknife, spokeshave, and finally a pocketknife orscraper and garnet paper, work to the lines marked on the back,keeping the cuts at right angles to the surface of the back.
Run straight lines along the edges of the stave from the center
Bows are among the oldest weaponsin the world, yet an amazing thing wasonly recently discovered about them.Through mathematical analysis, labo-ratory investigation, high-speed pho-tography, and painstaking field tests,it was found that the famous Englishlong bow, after which practically alltarget bows are patterned, does nothave the most efficient shape. Its beau-tifully rounded limbs are a delight tothe eye, but the best cross section fora bow is something much simpler—justa plain rectangle. This discovery ledto the development of the modernAmerican flat bow, one easily madevariety of which is described here.
49OUTDOOR SPORTS
wThe completed bow bendsperfectly, shoots far,and hits hard. RobinHood himself never hadso scientific a weapon.This illustration showsthe bow drawn back al-most to the "ful l draw"

50
At left are the back and side views of the upper limb and handleof the flat bow. Above are sketches showing how the handle andnocks are finished and how a shooting tab, tiller, and peg are made
AMATEUR CRAFTSMAN'S CYCLOPEDIA
The tiller serves to hold the bow bent forinspection during construction and, as itwill be used often, should be carefully andaccurately made.
The string for tillering must be farstronger than the one ultimately used forshooting—at least 60 strands of No. 20linen thread. Lay up twenty strands 18in. longer than the bow, stretch themsmoothly, and wax them together. Maketwo more sets and tie the three together.With the tied ends over a hook twist eachof the three groups of thread individuallyto the right and have an assistant hold thetwist in. Now take all three and lay themround each other to the left, as if makingrope. The right-hand twist makes themgrip one another and cling together. Putthe string under tension and rub thorough-ly with beeswax. Work it round and com-pact by rubbing with a small piece ofleather held between the fingers. Tie apermanent loop (bowline) at one end and
use a timber hitch to fastenthe lower end to the bow.
Later you will need ashooting string, and becausea breaking string endangersnot only the bow but thearcher and bystanders as well,it is better for a beginner tobuy a few strings. When oneof these becomes frayed, takeit apart, study the make-up,read a bit on the subject, andtry to make one yourself.You will soon be able to pro-duce a creditable string.
The notches at the ends ofthe bow, or "nocks" as anarcher calls them, are bestput in with a small round file.At the side, near the back,the nocks are half round,slanting across the side to-ward the grip and flaringslightly to give room for thestring to change direction asthe bow is drawn. Theyshould not extend across theback of the bow as this wouldseriously weaken the bow tip.
Slip the loop down overthe upper tip, draw the stringdown the bow, and fasten itat the lower nock with a tim-ber hitch. Have the stringabout 3 in. shorter than thelength of the bow, that is,measuring from nock to nock.
out to the tips to markthe thickness of the bow,following the dimensionson the drawing. Both edgesof the stave should bemarked. Now mark theprofile of the riser at thegrip, dipping it boldly intothe run of the belly ateach side of the handle.If the stave did not comewith a piece glued on toform the handle, you will,of course, have to cut asuitable block of hardwoodabout ½ by 1 by 8 in.and glue it on.
Set the bow in the vise,belly up, and shave off thewood above the lines justdrawn. For the deeperpart of the cut near thetips, a drawknife may be used with caution;but nearer the handle where the cut is shal-low, a spokeshave and small block plane aresafer. When the bow has been worked to arectangular cross section over its wholelength, except at the riser, which is rounded,you are ready to test it for curve.
This work has probably consumed an eve-ning, and you are obliged to lay the bowaway until you have more spare time. Be-fore you do so, rub the whole bow with shel-lac to prevent any possible checking orabsorption of water.
You now need what is known as a "tiller"for testing the bow, as well as a temporaryor working bowstring and a shooting tab forprotecting the fingers. The tiller is a pieceof scrap wood about 7/8 by 3 by 30 in.,notched at 2- or 3-in. intervals as shown tocatch the bowstring and notched at one endto fit over the handle of the bow. As the tillermay be used later on the finished handle, it isjust as well to pad the end jaw with leather.
Using an old T-square to mark the lines showing the height of thebelly of the bow. The vise is faced with removable wooden jaws

Testing the curve of the tillered bow on a grid-iron chalked on the floor. In circle: Using aspokeshave to cut the belly down to guide lines
Place the bow in the vise and have anassistant pull carefully on the lower tipwhile you pull the upper and slip the loopin place in the nock. Do not push on thelimbs, for a breaking bow nearly alwaysthrows splinters forward with murderousforce. The string is likely to stretch con-siderably, and you wil l have to adjust thetimber hitch several times before you holdthe bow bent to any great depth.
S soon as you have a bend of some 5or six in. in the bow, place the tiller
on the handle and hold the bow, back down,on the floor, steadying it with your toes.Then pull the string up a few notches onthe tiller with both hands. Have your as-sistant ready with a piece of chalk to markany section which does not bend evenly,or the whole bow must contribute to theshot to obtain the utmost efficiency.
Let the bow down, unbrace it—that is,slip the loop out of the upper nock—andreplace in the vise for scraping at thespots marked by the chalk. To make surethat the whole section is reduced evenly,rub the part to be scraped with soft pen-cil lead. By scraping the marks away, youremove a thin layer of wood and will notrisk reducing one side more than the other.
Flat bows bend in a different arc thanordinary long bows—practically a perfectarc, slightly flattened in the center oppositethe grip. So slight is this flattening thatthe radius of the curve of each limb shouldbe the same as the length of the draw—inthis case 28 in. If a template like thaton the following page is laid on the floorand the bow worked down carefully untilit fits neatly within the arcs, you are prac-tically sure to produce a bow which willgive flat trajectory, good distance, andlittle jar. Do not keep the bow at fulldraw more than a few seconds at a time.
Generally speaking, the bend should show first in the center of the limbs, then
in toward the grip, and lastly in the thirdof the limbs nearest the tips. Allowing thetips to bend too early in the work weakensthem excessively and produces what areknown as "whip ends."
Finally the corners of the limbs arerounded slightly to lessen the danger ofdenting. Draw a line 1/16 in. each side ofthe back corners and 3/32 in. from thebelly corners and round only to these lines.Sand with No. 6/0 garnet paper until fairlysmooth and rub on a good coat of shellac.
The bow is now ready to shoot for thefirst time. Although it is not essential, a
good practice in breaking in a new bowis to select arrows considerably heavierthan those to be used later. If heavy ar-
arrows are available, use them for about200 shots, as this works the bow downwithout permitting it to recoil too sharply.Bitch hunting arrows 3/8 in. in diameter
OUTDOOR SPORTS
Especial care and delicacy arerequired in trimming down thetips or ends of the limbs wherethe bow is narrow. The bestsafeguard is to test the bendfrequently by using the tiller
Slight reductions are made with theblade of a penknife or a steel scraper.The wood is first marked with softpencil so no spots will be overlooked
51
are about the right weight for this purpose;otherwise use cheap birch target arrows.They can be obtained from archery dealersor sporting goods stores for so little thatit hardly pays to attempt to make them.Besides the shooting tab to protect thefingers, an arm guard or "bracer" is neededto prevent the bowstring from bruising theleft forearm. The conventional bracer ismade of heavy leather, but a piece offiber or thin, narrow strip of hardwood maybe tied on to serve the purpose.
Now tiller the bow again. It will havelost weight and changed shape slightly,and will need further correction.
Glue on a thin piece of white pine toround out the back of the bow. Taper itin gracefully to meet the back of the bow,and round it into the sides. A serviceablegrip is made by serving the bow with crab
line, chalk line, or braided trolling line. Thetotal length of the grip should be about 4.in., the winding occupying 3¼ in. of thisspace and the balance being covered byleather circlets. The upper circlet has aprojection at the left of the bow; thisserves as an arrow plate and prevents ar-rows from wearing the wood as they leavethe bow. Use rather thick leather so itmay be whittled away from the undersideto a thickness equal to the string binding.The outer edge is trimmed to a featheredge and the ends thinned to make a neatjoint; then the leather is dampened, gluecoated, and bound in place with narrowstrips of cloth until dry. As soon as theleather is dry, shellac the whole handle.The cord may then be painted as suits thebowyer's fancy, and another coat of shel-lac applied to protect the color.
LUSH, velvet, leather, and gimp braidare also used to pad handles, but cord
affords a firm grip and is very durable.Once the new bow has been well tested
and has proved itself satisfactory it shouldbe cleaned carefully. Remove all toolmarks and thoroughly sand it with the fin-est garnet paper. Thin some white shellacabout fifty percent with alcohol, turn alittle on a soft, lintless cotton cloth, andrub the bow briskly until the shellac hasdried and a surface begins to show. It wi l lbe necessary to work a short section at atime and to go over the whole bow severaltimes to build up a shellac surface. Smoothlightly with very fine paper or steel wooland rub with furniture or piano polishuntil a dull gloss finish results. This meth-od builds up a surface so thin that it wi l lnot crack with bending, yet thoroughlywater resistant and beautiful to the eye.A bow carefully waxed and polished aftereach field day soon takes on a fine luster,and the surface becomes toughened.
I f , after a month or so of regular shoot-ing, the bow is found too strong for com-fort, it can be reduced to suit.
So far as the making of various typesof arrows, bowstrings, bracers, quivers,targets, and other archery tackle is con-cerned, there are several excellent hand-books and a variety of booklets that givedetailed information.
Keep the bow unbraced when not in use.Hang it from a peg or lay it on a shelf oracross a pair of pegs supporting the middlethird of the bow. A good bow rack can bemade by driving sharp-pointed finishingnails from which the heads have been
A
P

Wrapping the grip with crab line. The lineis clove-hitched to a convenient nail or hook
clipped part way into a plaster wall andslipping over them dowels in which a holehas been bored. The holes in the dowelsshould be a close fit. If the nails aredriven at a slight upward angle and thedowels are cut to fit the wall closely, theeffect will be that of wooden pins set in theplaster. If the nails alone were used, theiron would corrode and leave unsightlymarks on the bow.
SHELF, too narrow to accumulateother impedimenta and with a raised
edge, makes an excellent place to lay abow. It can be provided with a backboardbearing pegs for hanging other tackle.
If you must keep your bow in a steam-heated apartment during the winter, placeit in the coolest dry room. Hot, dry heatsoon makes a bow brittle. When storingthe bow, wrap it from end to end in a stripof woolen cloth, such as an old spiral leg-ging before slipping it into a bow case. Itshould be inspected from time to time,warmed occasionally, and strung and bentat intervals during the off season. In short,it should have about the same considera-tion that you give your rifle or your golfequipment.
A flat bow stave with handle riser glued on,as purchased from dealer; and the knots usedat upper and lower ends of the bowstring
52
A

Tom Jennings of S. & J. Archery checks the weight oi a finished laminated recurve bow with spring scaleand graduated base board. Glass and core lamination thicknesses largely determine weight of each bow.
114

How to Makea Recurve Bow
The knowledge gained through the experience of making yourown bow makes this more than just a prideful accomplishment.
SOONER or later the enthusiastic archer gets a yen to make his own bow.His reasons may be economical or experimental, but whatever they are,
his skill as a craftsman should be equal to his enthusiasm or his venture intobow-making could prove dismal and costly. It's one thing to get a slat or staveof lemonwood and whittle out a simple bow that will perform to a fair degreeof satisfaction, but the beginner who attempts to make a laminated recurvebow is tackling the most difficult project in the critical field of bow-making.There are so many variables and pitfalls in the construction of a laminated bowthat to turn out a successful job on the first try is an achievement in itself. Yet,the thrill of accomplishment and the knowledge gained through this experiencemake it a worthwhile venture, even if it takes two tries to succeed.
Today's modern bow is made up of laminations of wood and Fiberglas, thewood serving as a neutral core or spacer between two laminations of Fiberglas.Actually it is the Fiberglas that does the work of the bow, carrying 88 percentof the load while the wood core carries only 12 percent. As you increase thespacing between the two Fiberglas laminations by using a thicker core, youautomatically increase the strength of the bow by the square. Thus, if youdouble the thickness of the core, you increase the weight of the bow four times.Since the thickness of the laminations is measured in thousandths of an jnch,it is easy to see how just a few thousandths of an inch more thickness in thecore can make a bow too heavy for your use.
There are several woods that are suitable for bow-making, among themhickory, Osage orange, yew and lemonwood. However, maple is the most com-mon core wood used in glass-faced and backed bows because it is a consistentlyhard dense wood, very straight-grained, and readily available in good cleargrades. The beginner is wise to use maple rather than some of the other woodswhich are tricky to handle because of knots and twisty grain patterns.
To make things easier for the beginner, there is a bow kit available that con-
Core laminations are cut from same block ofhard maple in order to insure matched limbs.
Kit contains all materials needed for mak-ing laminated recurve bow in weight desired.

Glue up risen and base core laminations; dampunit to straight bar to insure good glue lines.
tains all the necessary woods, Fiberglas andglues to make a custom, 5-foot 6-inch re-curve bow. The wood sections and Fiber-glas strips are of uniform thickness andthe wood is cut from matched sections ofhard maple wood of the finest quality. Thekit, which sells for $24.95, is put out byS. & J. Archery, 10945 Burbank Blvd.,North Hollywood, Calif., makers of customSmithwick bows, and provides all the nec-essary materials to make a custom bow, asshown in the photos in this chapter.
Before making a bow, however, it is agood idea to acquaint yourself with theanatomy of a bow and the terms used todenote its various parts. As shown in thediagram on this page, the bow, when heldvertically, has an upper and lower limb,each extending from the central handle orgrip. The smooth ledge cut into the upperpart of the grip on the side where thearrow will travel is called the arrow rest orplate. The side of the bow facing awayfrom the archer is called the back, whilethe side facing the archer is called the bellyor face. The belly portions on either endof the handle that taper inward towardthe limbs are called the fadeouts or dips.At the end of each limb is a string groovewhich is called the nock, known respec-tively as the upper and lower nock. Thebowstring has a reinforced center sectioncalled the serving; the little ball of stringlocated opposite the arrow plate and used
After glue has dried, clean off edges of bow as-sembly and lay out curve it is to be cut down to.
116
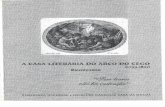
Use a bond saw or jig s aw to cut out this curve,taking care not to cut into fade-out lamination.
117
to take the guesswork out of nocking thearrow is called the nocking point.
To make the custom bow shown in thephotos, you will need the following ma-terials, all of which are supplied in the bowkit mentioned above, and can be purchasedas a unit or as separate items:
The thicknesses of the glass and corelaminations determine to a large extent theweight of the finished bow and should becarefully selected with that in mind. It ispractically impossible to draw up a formulathat will give you the correct thicknessesfor any specific weight bow because of themany other factors that can affect yourbow weight. For instance, your bow weightwill be affected also by the length of thebow, the design and amount of recurve,its width and taper, and the type wood usedin the core. A long center-section riser

will shorten the working limbs and in-crease the weight of the bow, while ashorter grip section will allow you longerworking limbs and thus lighten the bow.It takes very little to add or subtract 10pounds from the weight of a bow and, forthis reason, anyone building a laminatedbow of his own design can never be surewhat weight it will be until he can actuallytest the bow.
Bow makers make many bows and do aconsiderable amount of experimenting be-fore they establish a standard of operationfor any one bow, and because this has beendone with the Smithwick Custom Bow, itis possible to order a bow kit for the weightbow you wish to make. The kit will thenhave laminations of the correct thickness togive you the right basis from which to start.Even then, the success of your ultimateweight goal will depend on how skillfullyyou shape and taper the limbs. Once thebillet or roughed-out bow is completed,you cannot add any more weight to it. Youcan only take weight off.
As a general rule, the following lamina-tion thickness specifications will, if appliedto the bow design shown, produce a bowthat will correspond closely to the desiredweight you wish to achieve: for a 50 lb.bow: .175-inch core, .050-inch back glassand .060-inch belly glass; for a 40 lb. bow:.175-inch core, .042-inch back glass and.048-inch belly glass; for a 25-30 lb. bow:.160-inch core, .040-inch back glass and.045-inch belly glass.
The lighter 25-30 lb. bow is usually alady's bow and requires additional changesin the tapering of the billet to bring theweight down without reducing the thick-ness of the limbs too much. This is becausethere is a ratio between the thickness andthe width of the limbs where the bow givesthe best performance.
With all your materials laid out, youare now ready for the first step in makingyour bow. This step consists of gluing theriser blocks to the core laminations. How-ever, before applying any glue, it is a goodidea to assemble the component parts dryand familiarize yourself with the positioneach piece occupies so that there will beno mistakes when the glue is applied. Oncethe glue has been applied, you must joinand clamp the pieces together withoutdelay in order to get a perfect bond. Tomake sure that the pieces are positionedproperly, mark the center line across theside edge of each piece. When all units areassembled, the center lines should coincideto form a straight line across the edge ofthe risers.
In this first step, you glue together onlythe three riser blocks, the fade-out lamina-tion, and one pair of core laminations. Thepair of core laminatioris are laid end to endunder the riser blocks to form a con-tinuous 6-foot long core as shown in thediagram. This core comes in two sections;in order to assure perfectly matched upperand lower limbs, two 36-inch lengths ofcore lamination are cut from the same 36-
Taper fadeout into base lamination. Extreme caremust be taken to avoid gouging base lamination.
End of fadeout blends into base lamination. Whendone right, there won't be any detectable ridge.
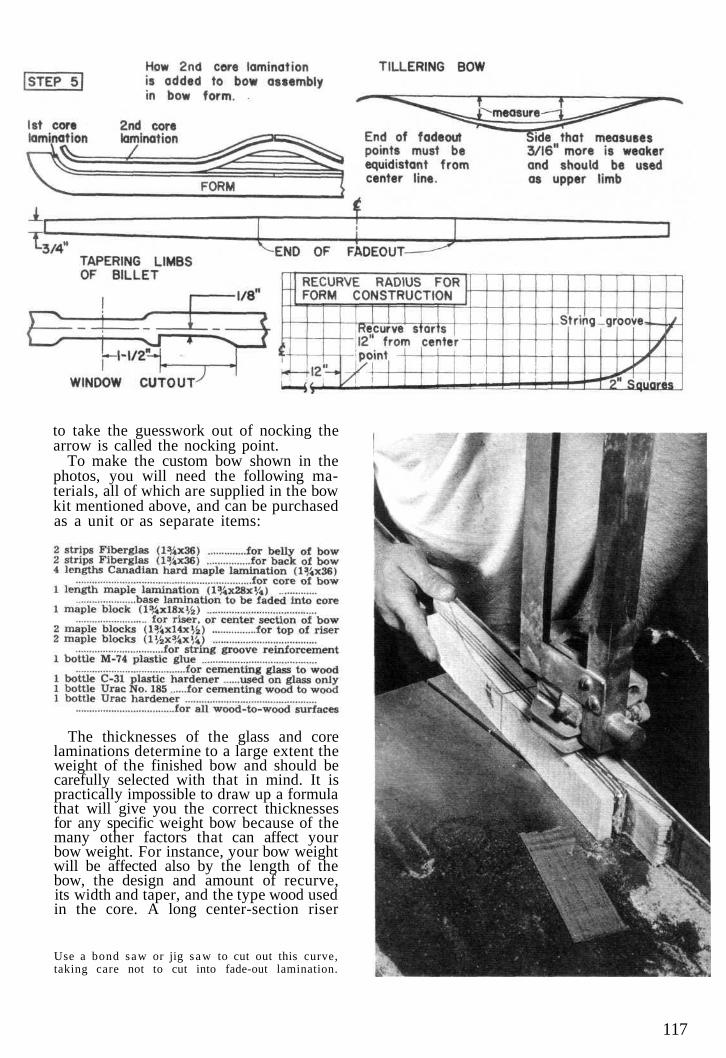
Glue second pair of core laminations, Fiberglasfacings to bow assembly and secure to bow form.
Inner-tube strips or tape can be used to secureassembly to bow form to establish recurve shape.
inch long block of hard maple. The twopieces, coming from the same section ofwood, are as closely matched in grain andwood characteristics as is possible toachieve. This is true also of the second pairof core laminations which are glued to theassembly in another operation.
The wood portions can be cemented to-gether with any good wood glue, such asurea-base glues or Elmer's Glue. The gluesupplied with the kit is Urac No. 185, whichis used with a Urac hardener. Apply theglue evenly with a 1-1/2-in. brush to bothsurfaces being joined and clamp the as-sembly firmly between blocks and astraight bar of wood or metal. The straightbar is important for insuring good gluelines. Use enough clamps to distribute thepressure evenly along the entire area being

Glued bow assembly is clamped to steel form anddried in heating chamber in professional set-up.
Howard Hill dries his bows with heat of a blowtorch directed into improvised drying chamber.
glued. Allow 24 hours drying time, the firstsix hours at at least 100 degrees Fahrenheit.A closed car in the summer sun will usuallyget at least this hot. Another trick is towrap the glued assembly in a sheet ofcanvas that has been treated for water-proofing and let this lie in the direct sun.The heat will build up in the canvaswrapping to a very high degree. HowardHill improvises a drying chamber bywrapping a length of 10-inch stovepipewith asbestos, closing it off at both ends,but leaving a small enough opening at oneend through which to direct the heat of ablowtorch.
While the assembly is drying, make awooden form for shaping the billet. Thisform should be bandsawed out of a 2-inchthick solid wood block that is seven incheswide and 70 inches long. In the absence ofsolid wood, plywood can be used by lam-inating two lengths of 3/4-in. and onelength of 1/2-in. plywood together to buildup the 2-inch thickness required. Cut theform out to the shape shown in the diagram,making sure that both ends of the form cutout are identical in shape. The best wayto assure this is to make a template, fromheavy cardboard or thin sheet metal, of onehalf of the desired shape, then trace thisonto the form block, first on one end of theblock and then, flopped, on the other endof the block. The form, when cut out,should be perfectly square to insure a firmeven base for clamping the glued lamina-tions. After cutting out the recurve con-tour, draw a line on the form parallel to
After drying by heat at recommended temperature, bindings are taken off and billet is removed fromform. Billet will have taken recurve shape. Clean and square up both sides of the billet by sanding.

this shape and spaced three inches fromit and cut away the excess wood along thisline. The precision and evenness withwhich you make this form will determinethe quality of your finished bow to a greatdegree.
After the bow assembly has dried, cleanthe excess glue off both sides of the risersection and then lay out the curve it is tobe cut down to as shown in diagram (StepNo. 3). Since both sides of the riser sectionfadeouts are the same shape and equallydistant from the center line, a half tem-plate can be used in both positions to tracethe curve onto the riser section. The fade-out must be a very gradual curve into thebase or core lamination. This is essential tothe final tiller of the bow.
Use a band saw or jig saw to cut out thiscurve but do not cut into the fade-outlamination. The gradation of the fadeoutis too critical an operation to be done witha saw. It should be done by careful sand-ing, preferably using a drum sander, untilthe fadeout gradually blends into the corelamination. Be very careful not to cut intothe core lamination or leave even theslightest ridge at the end of the fadeout.Cutting into the core lamination willweaken the bow at that point, while leav-ing a ridge will stiffen the limb, add to thebow's weight, and interfere with the bow'sperformance.
The next step is to glue the second pair ofcore laminations to the bow assembly. Thisoperation is performed in the bow form inorder to establish the recurve shape. The
Cover outer Fiberglas surfaces with masking tapefor protection and to facilitate marking layout
Using a flexible tape measure or rule, establishthe center of the bow, taking care to be precise
Now draw two center lines on the bow. one crosswise and the other lengthwise. All measurements shouldbe very carefully made as even a slight error will be reflected in the accuracy of the finished bow.

Measure exact distance from, center to end ofeither fadeout. Mark off equal distance other limb.
Mark off bow tips for required width, then layout limb tapers from end of fadeout to bow tip.
best way to do this is to set the two stripsend to end and secure them together tempo-rarily with masking tape across their out-er surfaces. Then apply glue to the innersurfaces of both strips and the back surfaceof the bow assembly. Now join the lamina-tions together, centering the taped jointwith the center line on the riser section andlining it up with the center line on the bowform. Do this in the form, using a C-clampon the center line to clamp the assembly tothe form. Then, starting at the center pointand using loops cut from an old inner tube,numerous clamps or masking tape, securethe laminations firmly to the form. To facil-itate removal of the billet from the form,wax paper should be placed between theform and the laminations. Also, because therubber loops and tape, when tightly woundaround the assembly, exert most of thepressure on the edges of the laminationsand very little in the middle, a spacer strip,consisting of "a strip of wood 1/16 in. thickand 1/8 inch narrower than the laminations,should be laid along the top of the billetand centered to leave a 1/16-in. marginalong each side before the tape or rubber
loops are wound around the assembly. Thisspacer strip will equalize the pressure ex-erted over the entire surface and insure agood glue line. No glue is applied to thisspacer strip.
As you work your way toward the bowtips, the laminations will be forced downinto the form and will take the shape of thecurve cut into the form. Do this along bothends, securing the entire length, then setthe form into a hot place to dry. Becauseextreme heat may melt natural rubber,loops preferably should be cut from oneof the synthetic-type tubes which are moreheat resistant. Dry the billet at no less than100 degrees F. When the glue dries, thelaminations will retain the shape of theform. Clean off the excess glue from thesides of the core and, with No. 1/2 grit sand-paper, clean off any wax that might havetransferred to the core from the wax paper.
The next step is to apply the Fiberglasto the bow assembly. The Fiberglas is ob-tained in two thicknesses, the heavier stripsbeing used on the belly of the bow and thelighter ones on the back. Rough the sidesof the glass to be glued (either side can be
122

Cut away the excess limb. Clean and iacethe edges up to the layout lines, round-ing Fiberglas slightly with a mill file.
Having determined which is to be the up-per limb and which the lower, lay out thehandle and sight window and cut to shape.
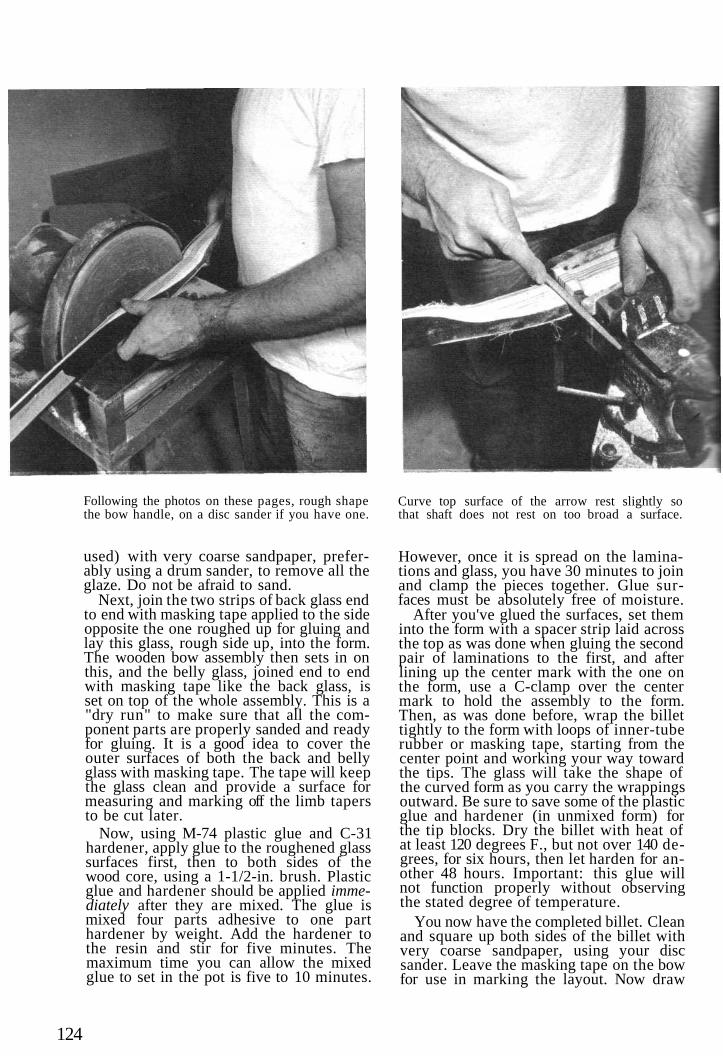
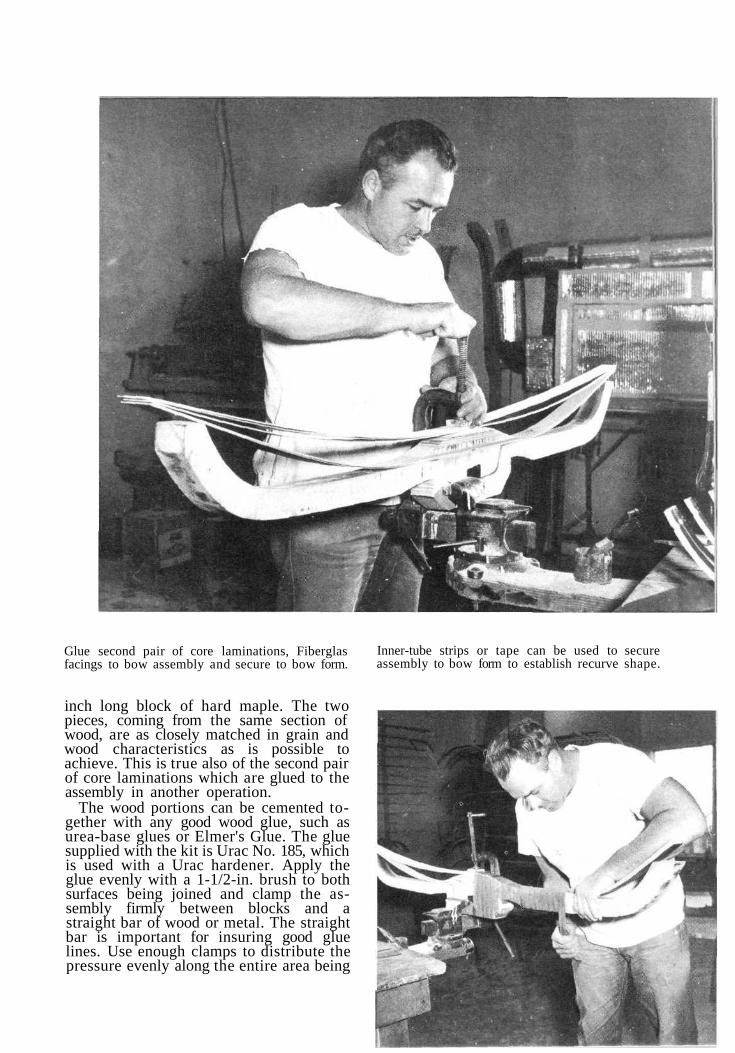
Following the photos on these pages, rough shapethe bow handle, on a disc sander if you have one.
Curve top surface of the arrow rest slightly sothat shaft does not rest on too broad a surface.
used) with very coarse sandpaper, prefer-ably using a drum sander, to remove all theglaze. Do not be afraid to sand.
Next, join the two strips of back glass endto end with masking tape applied to the sideopposite the one roughed up for gluing andlay this glass, rough side up, into the form.The wooden bow assembly then sets in onthis, and the belly glass, joined end to endwith masking tape like the back glass, isset on top of the whole assembly. This is a"dry run" to make sure that all the com-ponent parts are properly sanded and readyfor gluing. It is a good idea to cover theouter surfaces of both the back and bellyglass with masking tape. The tape will keepthe glass clean and provide a surface formeasuring and marking off the limb tapersto be cut later.
Now, using M-74 plastic glue and C-31hardener, apply glue to the roughened glasssurfaces first, then to both sides of thewood core, using a 1-1/2-in. brush. Plasticglue and hardener should be applied imme-diately after they are mixed. The glue ismixed four parts adhesive to one parthardener by weight. Add the hardener tothe resin and stir for five minutes. Themaximum time you can allow the mixedglue to set in the pot is five to 10 minutes.
However, once it is spread on the lamina-tions and glass, you have 30 minutes to joinand clamp the pieces together. Glue sur-faces must be absolutely free of moisture.
After you've glued the surfaces, set theminto the form with a spacer strip laid acrossthe top as was done when gluing the secondpair of laminations to the first, and afterlining up the center mark with the one onthe form, use a C-clamp over the centermark to hold the assembly to the form.Then, as was done before, wrap the billettightly to the form with loops of inner-tuberubber or masking tape, starting from thecenter point and working your way towardthe tips. The glass will take the shape ofthe curved form as you carry the wrappingsoutward. Be sure to save some of the plasticglue and hardener (in unmixed form) forthe tip blocks. Dry the billet with heat ofat least 120 degrees F., but not over 140 de-grees, for six hours, then let harden for an-other 48 hours. Important: this glue willnot function properly without observingthe stated degree of temperature.
You now have the completed billet. Cleanand square up both sides of the billet withvery coarse sandpaper, using your discsander. Leave the masking tape on the bowfor use in marking the layout. Now draw
124
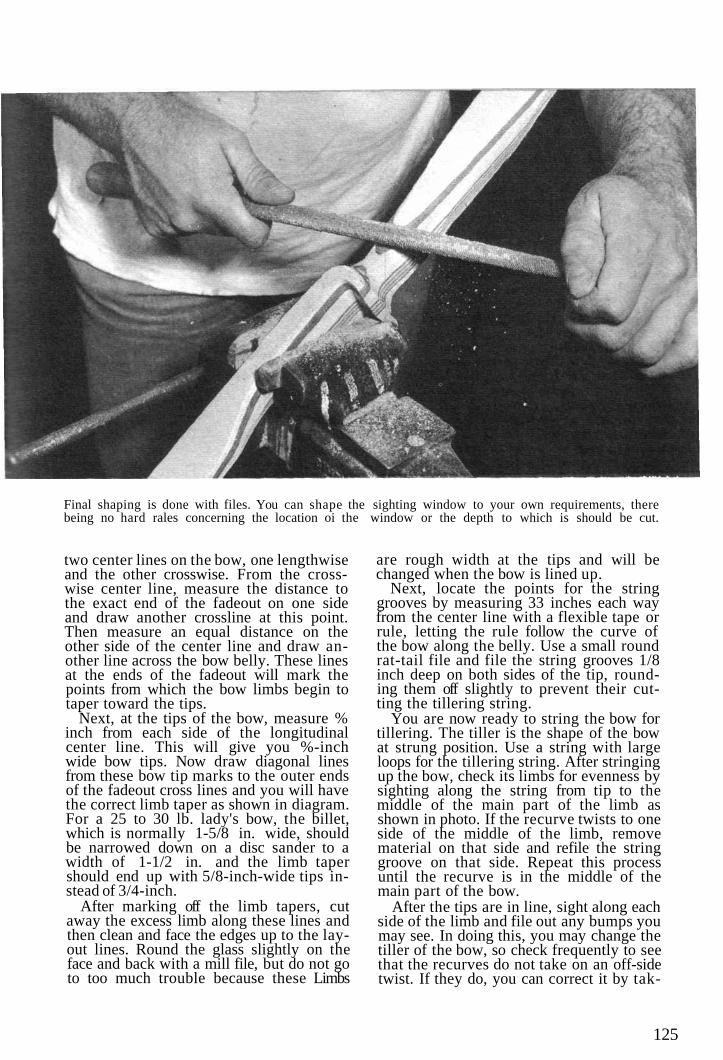
Final shaping is done with files. You can shape the sighting window to your own requirements, therebeing no hard rales concerning the location oi the window or the depth to which is should be cut.
two center lines on the bow, one lengthwiseand the other crosswise. From the cross-wise center line, measure the distance tothe exact end of the fadeout on one sideand draw another crossline at this point.Then measure an equal distance on theother side of the center line and draw an-other line across the bow belly. These linesat the ends of the fadeout will mark thepoints from which the bow limbs begin totaper toward the tips.
Next, at the tips of the bow, measure %inch from each side of the longitudinalcenter line. This will give you %-inchwide bow tips. Now draw diagonal linesfrom these bow tip marks to the outer endsof the fadeout cross lines and you will havethe correct limb taper as shown in diagram.For a 25 to 30 lb. lady's bow, the billet,which is normally 1-5/8 in. wide, shouldbe narrowed down on a disc sander to awidth of 1-1/2 in. and the limb tapershould end up with 5/8-inch-wide tips in-stead of 3/4-inch.
After marking off the limb tapers, cutaway the excess limb along these lines andthen clean and face the edges up to the lay-out lines. Round the glass slightly on theface and back with a mill file, but do not goto too much trouble because these Limbs
are rough width at the tips and will bechanged when the bow is lined up.
Next, locate the points for the stringgrooves by measuring 33 inches each wayfrom the center line with a flexible tape orrule, letting the rule follow the curve ofthe bow along the belly. Use a small roundrat-tail file and file the string grooves 1/8inch deep on both sides of the tip, round-ing them off slightly to prevent their cut-ting the tillering string.
You are now ready to string the bow fortillering. The tiller is the shape of the bowat strung position. Use a string with largeloops for the tillering string. After stringingup the bow, check its limbs for evenness bysighting along the string from tip to themiddle of the main part of the limb asshown in photo. If the recurve twists to oneside of the middle of the limb, removematerial on that side and refile the stringgroove on that side. Repeat this processuntil the recurve is in the middle of themain part of the bow.
After the tips are in line, sight along eachside of the limb and file out any bumps youmay see. In doing this, you may change thetiller of the bow, so check frequently to seethat the recurves do not take on an off-sidetwist. If they do, you can correct it by tak-
125

String grooves, 1/8 inch deep, are filed into bothsides of each bow tip using small rat-tail file.
Glue tip blocks to bow tips over string grooves;Fiberglas should be well roughened before gluing.
Shape bow tips to the contour of the bow limbs.File string grooves into tips with rat-tail file.
Finishing off the bow, file string grooves alongthe recurve cm belly side of each of the limbs.
ing off sufficient material from the side towhich the limb twists to even out the limb.
Before the handle can be shaped out, youmust determine which limb will be theupper limb, since the upper limb should beweaker than the lower limb. This is becausewhen drawing the bow, you will be exert-ing more palm pressure below the centerline on your grip, as well as putting moretension on the lower half of the bow stringdue to having two fingers below the nockof the arrow and only one above it. Toequalize this, the lower limb of the bowshould be a little stiffer than the upperlimb, and you determine this by measuringthe distance between the bow string andthe limb curve at the point of the fadeouton both limbs. The points along the limbsat which you take this measure should be
equidistant from the center line of the bow.The weaker limb should then measure 3/16inch more between limb face and stringthan the stronger limb and this limb shouldbe used as the upper limb. If it measuresless than 3/16 inch, you can lighten the limbby rounding the face glass slightly.
Having tillered the bow and determinedwhich is to be the upper limb, you can nowmark the handle for the grip and windowcutout as shown in diagram, lining it up sothat the window cutout is on the upperlimb. Cut out the handle as shown in photoswith files and disc sander; round out thehandle and sight window to the desiredshape as shown in diagram. You can shapethis to your own taste, there being no hardand fast rules concerning the location ofthe sight window and the depth to which it
126

String the bow and check thelimbs foi evenness by sighting along the bowstring fromtip to tip. If recurve tendsto twist to one side, correc-tion can be made by removingadditional material from sideto which limb twists, refilingstring groove on that side.
should be cut. However, it should not becut to a depth greater than 1/8 inch fromthe longitudinal center line as shown. Thissight window should be cut on the left sideof the bow (as bow is seen by archer whenshooting) for right-handed shooters, on theopposite side from that shown in the dia-gram for left-handed shooters. File a slightcurve into the top surface of the arrow restso that the shaft does not rest on too broada surface when shooting.
Filially, cement the tip blocks to the bowtips over the string grooves. Finish off thetips by shaping them down to the contourof the bow limbs and filing the stringgrooves into them with a rat-tail file.
Your bow is now ready for sanding andpainting. Sand to a fine smoothness andpaint with clear varnish or lacquer.
SOME FINAL TIPS:1. When removing masking tape, strip
from center of bow out toward tips so asnot to lift any glass splinters along theedges. Use care.
2. When filing bow, always file towardglass to avoid chipping.
3. Before any clamping, always have a"dry run" before applying glue.
4. Remember, you must use heat to curethis glue right.
5. Glass surfaces to be glued must beroughed thoroughly.
6. Extreme care should be used in fade-out to avoid gouging base lamination orhave fadeout end too abruptly.
7. Do not get impatient to shoot bow be-fore it is finished. •
127
Making a Flight BowFew flight bows are commercially produced, and the construction of
his own record-making bow is the dream of many an ambitious archer

THE flight bow is the ultimate in thebowyer's field. Many flight bows are
made, shot once and then abandoned. Or,they may shatter during that single useand go into discard that way. Just thesame, flight bows serve a valid purpose inthe archers' world, for they are somewhatlike the Formula cars in international rac-ing—paving the way for future develop-ments based on their performance.
To make a record-setting flight bow isthe aim and dream of many a bowyer—agoal all too seldom realized. Because flightbows are the final word in bowyery theyare seldom, if ever, commercially pro-duced. You just cannot go into yournearest tackle shop and buy a flight bowYou may be able to have one made foryou, if you're lucky, but essentially theflight bow is a personal thing. It conformsto you and to your ideas. It may be theresult of months of planning and days ofwork and when once it's finished, you willbe faced with the decision as to whether ornot you'll overdraw just once, in the biggamble which may—or may not—pay off.
For these reasons, any plans for a flightbow must be offered somewhat diffidently.They are the end product of someone else'sthinking—not yours—and they may notembody the ideas and principles which you,as a bowyer, feel are necessary for suc-cess. However, the bow which resultedfrom these particular plans is a lovelything, light in the hand, sweet in per-formance with no harshness on the hand.Surprisingly enough, there seems to beno drastic stacking up at the end of thedraw and there is comparatively littlepinch. However, since all good flightshooting today is done by means of thehook, the matter of finger-pinch is rela-tively unimportant.
The plans have been designed by FrankBilson, one of England's foremost archers,and in his capacity as head of the YeomanBow Company, a liveryman of the Wor-shipful Company of Bowyers. These thenare the plans and specifications of theYeoman Flight Bow (Copyright 1960)
Many flight bows, following the prec-edent established by the Turkish and Per-sian bowyers, carry the big siyahs, or ears,which impart additional impetus and cast.Now siyahs were developed long beforeour new synthetics and it is our contentionthat using modern fiberglass, it is no longernecessary to incorporate them in flight bowdesign. Since the siyah is not an integralpart of the limb-arcs, it is slow moving inrelationship to the bow itself. Thus, withthe materials available today, i.e. those

Elongated view of the bow shows powerful curveswhich impart cast; retain smoothness in shooting.
Here the bow is braced. Comparison shows way inwhich power is converted within bow when braced.
Ornamental nock beautifies bow. Thin strips ofplastic strengthen any inherent weakness in bow.
View of the braced bow, showing a part of upperlimb cut away to form "semi-center shot" section.
With center-shot device, force of the string isexerted down center of bow with greatest effect.
This is a view of the finished handle of a goodtarget bow. Also shown is laminated handle riser.
110

The "feather" arrow rest is seen above. This isgreat aid to efficient use of plastic fletchings.
After taking laminated bow from clamps, excessglue must then be removed from handle and limbs.
which inherently do the work formerlygiven to the siyah, the addition of the earsresults in a lowered performance.
Dr. Paul Klopsteg has advanced thetheory that the ideal bow for cast wouldbe based on the principle of the uncoilingarc. These plans are adaptations of histheory using fiberglass both for the back-ing and the facing in the two limbs.
MATERIALSFor a 48" bow you will need the fol-
lowing materials:Four (4) Maple Laminations24-1/2"xl-7/8"
The taper on these should run from .68thousandths of an inch down to .45. Anadditional .15 thousandths will give you,in your finished bow, an increased drawweight of approximately 20 pounds. There-after the draw weight increase is partiallynullified by the mass increase.
One (1) Handle Riser. This should beof any good hardwood, with walnut beinga good choice. 8-1/2" in length, the risertapers at both ends.
Four (4) Fiberglass Strips 24-1/4"xl-7/8"Personally I prefer Bo-tuff, but any similarmaterial can be used. Get strips whichmeasure .40 thousandths in thickness.
Twelve (12) C-clamps. Glue. Urac-185by preference. One (1) Former. See in-structions which follow. Rubber wrapping.Thin plywood battens. Grease-proof pa-per.
INSTRUCTIONSThe former is cut according to the scale
shown. Your material is any block ofsufficient length and thickness, free fromknots and twists. The basing line, alongwhich the inch-stations are located, shouldbe perfectly flat. If a block of sufficientthickness is not available, you can makeone by gluing sheets of plywood together
in order to get the right dimension. Thewidth must be a minimum 1-3/4" and it maybe advisable to have it an inch wider. Sincethis is a one-step glue-up, you can use thespare width to place brads, in order to holdthe materials in position.
When the former is cut, you can routout the excess material along the base lineso that the jig follows the working area.This is not essential, but unless you areusing extra large C-clamps, it will facili-tate the clamping. Be sure that the work-ing surface is absolutely flat and free fromsplintering.
Cover the former with two layers of yourgrease-proof paper, holding it in positionwith Scotch tape or thumb tacks. This willkeep the bow from sticking to the jig withany expressed glue.
Prepare the fiberglass and the lamina-tions carefully. The pair of lams whichwill be on the back of the bow will havea 1/2" overlap at the center and accord-ingly must be feathered or chamfered toform a smooth overlay. Set up your seriesin a dry run, clamping as you go so thatwhen you are ready to glue you will knowwhat you are doing.
With the backing down and the first pairof lams, you are ready to set the handleriser. Since this block will come abovethe line of the bow belly the lams and glasswill not meet over it and they must befeathered down to lie as smoothly as pos-sible.
Having finished your dry run, you willnow do your actual gluing up. There aresix surfaces to be covered—the insides ofthe glass and both sides of the laminations.Make sure that with the latter the taperruns along the outside of the pairs and thatthe flat sides are together. If you are usingUrac-185, work carefully in a room withas low a temperature as you can manage.

A wheel with lamb's wool buffer is used here toapply final glossy finish to the nock of the bow.
French curve would come in handy to mark curva-ture of handle riser, but other ways can be used.
If French curves are unavailable then cut yourown patterns in reverse and use them for marking.
Finish the bow with series of coats of plastic-based elasticized varnish, to protect from wear.
Shaft (left) and footing (center) are used whenyou decide to make your own target arrow (right).
Successive stages show how the gradual roundingof the shaft is done with planes and sandpaper.
112

Being a heat-curing adhesive, the lowerroom temperature will give you more timeto finish the work.
Once your glue is applied, thoroughlybut not too thickly, cover your glass-lam-ination sandwich with more grease-proofpaper. Over this lay a strip of rubberwrapping, 2" wide and running slightlylonger than your bow. Now take yourbattens and lay them along the surface, inthe place of the more conventional pres-sure blocks.
Apply your clamps, working out alongboth limbs from the center and puttingminimum pressure on at first. When allthe clamps are in place go back to thehandle and increase the pressure on eachin turn. Don't attempt to tighten thembeyond hand pressure since this will glue-starve your joinings.
Now set your bow aside in a warm, dryplace. The ideal temperature is just above80° and it should be maintained for at leastfive days. By that time the glue shouldhave made a specific weld, but rememberthat Urac and other urea-based adhesivesmake a firmer bond as times passes.
The limbs of the bow should now be re-duced according to the profile given here.The best method is to cut With a hack saw,the blade having been turned flat so as togive you a firm guide as you cut. Makethe cut 1/16 wider than the profile andfinish by rounding both back and facetoward the core. During this process youshould tiller the bow, as you wouldany other, remembering that if your lami-nations have been tapered correctly and
your gluing-up done with equal pressuresdown along both limbs, the curves shouldneed very little fixing.
Lay out the arrow rest on your handleriser, remembering that the view givenhere is from the back of the bow. Removethe wood with a draw shave and finish offwith a file. The handle can then be cov-ered with leather.
Nocks are cut with a file, rounding themin carefully so as to avoid any friction onthe string. At the throat of the nocks,bring a groove down the back of the re-curve so that the string will lie there whenthe bow is braced. Due to the working ofthese curves the string will not entirelyclear them until the bow is nearly at fulldraw. It is vitally important that thesenocks are exactly in the center of the re-curves, since to off-center them in anyway will cause twist and may easily ruinyour bow.
This finished bow is designed to take atwenty-four inch arrow and will give youjust about 45 pounds at full draw. Youmay want to overdraw it, to gain that extrafew yards, but it is not a course that canbe recommended. Far better to practiceuntil you are sure that you are getting themaximum flight from your arrow beforeyou experiment with overdrawing. Asnapping or shattering bow is not only dan-gerous but it represents the waste of allyour time and energy spent in making it.
Psychologically, too, careful handling isgreatly to your advantage, because gettinggradually used to your bow will imbue youwith the confidence you need. •
Now comes the fined partof making your arrow. Itis finished by a carefulsanding of the shaft Itcalls for meticulous andtime-consuming work, butit's still a pleasure tomany archers who desirea set of matched arrows.
113

By Sam Brown
Hunting game with bow and •*• -*- arrow packs a real wallop. There's a thrill in seeing an arrow go winging toward its mark. Even a close miss is fun. So many sportsmen have adopted this sport that some states have exclusive bow-and-arrow hunting reserves where firearms are prohibited.
A bow for hun t i n g should be as shor t as prac t ica l , r a n g i n g in length from 4 ft. 8 in. to 5 ft. 6 in. It should be a plain bow, able to stand a lot of knocking around.
36

The drawing weight need not be excessive; you can bring down the toughest game in the country, including moose, bear and wild boar, with a 45 to 50-1b. bow and a steel broadhead arrow. Most hunters prefer a flat or semiflat bow. The demountable type of semiflat bow described here is popular because of ease of transportation, and the knockdown handle in no way affects smooth, fast shooting. If this is your first bow, by all means make it of lemonwood, as this compact and nearly grainless wood permits mechanical shaping without any regard to grain structure. If you want the best, however, use osage orange or boam. Yew is good, too, although a little too soft for rough usage. All bow woods except lemonwood require careful following of the grain.
Start by roughing out the back of the bow. Osage orange is perfect in this respect; just peel off the bark, and the remaining layer of sapwood, about Via in. thick, is just right. Yew and boam have more sapwood and will require trimming down. This can be done best on a band saw as in Figs. 1 and 2, mounting the stave on a guide board and then saw-
37

• - • • . - . - . . : • - ; -
ing on a line the required distance away from the heartwood. Pins holding the stave should be a snug drive fit in holes drilled squarely across the chord of the grain, as indicated in Fig. 1, If there is too much heartwood, it can be trimmed down with the same setup. Where there is just a little extra wood on the heart side, a planer head in the drill press will remove it in a jiffy, Fig. 3. In the absence of power tools, the staves can be trimmed with a drawknife. The first stage of cutting gives you a flat stick about % by lx/z in. with a thin layer of white sapwood on the back as shown in Fig. 5. Here you can see why it is easy to work with lemon wood; you have no sap-wood to worry about, and the compact grain permits ripping and jointing to straight lines. All the other woods will be crooked, the back of the bow following every dip and curve in the grain. After band-sawing, smooth up the back of the bow -with drawknife and scraper, following the grain. Fig. 4 shows table of net sizes for bows of different woods.
On the back of the stave, draw the outline shown in Fig. 5, band-saw to shape and taper the belly side as in Fig. 6. You will cu t ac ross tKo g ra in to some e x t e n t in both operations, but it is only on the back of bow that you positively must follow the grain. Glue the handle riser in place, Fig. 8, and then band-saw it both ways to the shape shown in Fig. 7. Both limbs of the bow are treated in the same way except that the upper limb should be 2
in. longer than the lower one, as in Fig. 9. The demountable feature is accomplished
by fitting the limbs of the bow inside a metal tube. You can buy telescoping tubes for this purpose, or you can make your own. Fig. 14 shows the general nature of the assembly. The short inside tube is pinned to the lower limb and the long outer tube is pinned solidly to the upper limb, the lower limb being a slide fit inside the outer tube, where it is held rigidly by means of a setscrew. Making your own telescoping tube is just a matter of turning and boring, Fig. 12, and then squeezing the assembled tubes in a vise as in Fig. 13, to get the required oval section. It is advisable to heat the work, otherwise the steel may crack at the shoulder portion. The original fit of the round tubes should not be too snug.
Figs. 10 and 11 show the final stage of shaping the bow, rounding off the belly with a drawknife or coarse and fine rasps. Osage orange may be so knotty as to require entire shaping by filing. Whenever you run into a knot, leave a little extra wood to compensate for the natural weakness caused by the defect. Finish off the limbs by scraping with a hook scraper or a p i ece of b r o k e n glass .
As you work down the belly side, tiller the bow frequently as shown in Fig. 15, checking its drawing weight, and more important, the bend of the limbs. Some workers tiller against a -wall and use a grid of pencil lines to check for equal bending.
38

However, good results can be obtained by eye inspection alone, and by noting if the string tends to pull off to one side as you pull it back. The bow should be rigid through the handle, and almost rigid the full length of the handle riser. Starting at the end of the handle riser, the limbs should bend in a graceful arc. Go slow at this stage; it is very easy to remove too much wood and ruin the bow. If you get a little under the poundage you want, cut an inch off both limbs and try it again. Get the pull about 5 lbs. more than you want; it will let down about that much after you have used it a few hours. If the bow is much too heavy throughout, make a fast dip immediately beyond the handle riser to get a thinner section, and then taper gradually to the tips. Nocks should be of the plain type cut into the wood as in Figs. 16 and 17. Fig. 18 shows the finished bow at the handle.
There are two kinds of hunting arrows: blunts and broadheads. The blunt points, details A, B and C of Fig. 19, can be made from cartridge cases
dous hitting power. They will bowl over a rabbit or knock a squirrel out of a tree. The need for the blunt point is obvious; you can imagine what happens to a sharp steel broadhead when you wham it into a tree trunk, or worse, a high tree limb.
Steel broadheads are needed for both small and big game. With sharp-cutting edges, even a 40-lb.
39

bow will send one of these shafts right through a two-point buck. The smallest practical head is the lancet shown at D, Fig. 19. This is made by slotting a regular bullet-type arrow head, and then soldering the notched steel head into the slot as in Figs. 20, 21 and 22. Easiest type to make in any size of broadhead is the tang-and-sleeve style shown at E and explained in Fig. 20. The step-by-step operation in making a broadhead, style F, is shown in Figs. 23 to 28. If you use .30-cal. ball cartridge cases, it will be necessary to have a tang on the broadhead for needed strength. With a sleeve of thicker copper or steel tubing, the split ends of tube alone will hold the head, which can be made a simple,
triangular shape without tang. Old power hacksaw blades furnish good steel for heads. All of the styles shown can be purchased readymade if desired. Fletching of shafts follows standard practice except that the feathers are preferably of the low, long triangular style as shown in Fig. 25. Complete construction kits including heads, cut feathers and birch shafts can be purchased at a nominal cost and provide an ideal method of working. The diameter of shafts will depend somewhat on the pull of your bow. If the pull is 40 lbs. or under, %e, or n/32-in. shafts are plenty heavy. Bows pulling over 45 lbs., especially when big broad-heads are used, must have %-in. shafts to stand up under the terrific impact.
Holes in Window Screen Mended by Easily-Made Patches Small holes in window screens can be
mended by easily-made patches cut from ordinary screen wire, thus making it un
necessary to replace the entire screen. To make a patch, cut a piece of screen a little larger than the hole to be mended. Next, pull two strands from each side of the cut piece, and bend up the projecting wires at a right angle as shown. Place the patch over the hole, push the wire ends through the screen and fold them inward to secure the patch. For a tight seam all around, tap the folds lightly with a hammer, using a block of wood as a support.
H. S. Siegele, Emporia, Kas.
Sticking of Stamps Avoided When Carried in Pocket
I find that when carrying loose postage S t a m p s i n m y p o c k e t o x p u ™ : L h c y w i l l n o t stick together if I first rub the gummed surfaces lightly over my hair. The thin oil film deposited on the stamps from the hair will last indefinitely and keep the stamps ready for use without interfering with the adhesive.
George K. McKeowan, Painesville, Ohio.
40

OR LEATHER
a perfect fifty-four or take your archery with a dash of small game hunting, you will find keen enjoyment in this ancient sport. Making the tackle is simple.
Size of tackle: The first thing to know is what size of bow and length of arrow to use. This de- pends entirely on your physique, and particularly your reach. If your reach is 64 in., you can use an arrow 25 to 26 in. long, with a bow not less than 5 ft. 3 in. from tip to tip, Fig. 5. The weight of the bow, that is, the number of pounds pull required to draw it, depends on your muscular develop- ment. Most men can draw a 50 to 60-lb. bow, but a 35 to 40-lb. bow is the best weight for general shooting, and good scores can be made with the 25 and 30-pounders.
The long bow: The long bow has a deep or ELL. @ SIDE BACK "stacked" body, which is generally recognized as
438 POPULAR MECHANICS

the nocks 1 in. from each end, Fig. 3, using a round file, Fig. 2. Make a bowstring from upholsterer's twine, as shown in Fig. 1, and brace the bow as in Fig. 6. When the bow is braced the height of the string from the center of the bow should be about equal to the width of the hand and thumb with the latter stuck out as in Fig. 28. You can now "tiller" it to check the bend of both limbs, a t the same time measuring the weight with a spring , scale, as shown in Fig. 10. Bend the bow gradually. Take off a shaving here and there to equalize the bend. Take your time. You can always take off more wood, but you can't put it back on again. The bow should be quite stiff for a distance of about 6 in. a t the center, and should then curve evenly to the tips. The beginner's most common fault is to make the bow "whip ended," Fig. 9. Besides checking the curvature, sight down the bow as you work and note if the string cuts the center of the belly, as in Fig. 7. If it throws off to the side, your bow has a turn in it. This can be corrected by taking off wood opposite the turn.
If desired, you can back your bow with red or black fiber attached with waterproof glue before the shaping is started. In- stead of cutting plain nocks, you may decide to purchase and fit a set of cow-horn tips, or, you may want to turn them from col- orful plastic. It will be noted, Fig. 3, that plain nocks are not cut across the back of the bow as this would weaken the wood. The groove in horn or plastic tips, however, is let into the back.
The flat bow: The flat bow is easier to make than the long one
MARCH, 1941 439

and can be 3 or 4 in. shorter for the same length arrow. The same general method of bandsawing is used, Fig. 8, but the belly side is only lightly rounded off. Typical sections of a 40-lb. flat bow are given in Fig. 11. The handle riser can be the same or of a contrasting wood to the bow itself. The narrow plate, which prevents wear, is inlaid, using a .%-in. disk of %-in. plastic.
Self arrows: A "self" arrow is one made from a single piece of wood. The simplest way to make self arrows is to buy a con- struction kit, which includes the Kc-in. dowel sticks, feathers and heads. Birch is the best wood to use. The various parts and dimensions of the arrow are shown in
Fig. 12. First put on the head. A number of different ones can be purchased, but for average target work the brass parallel pile head is most satisfactory. Cut the tenon on the end of the shaft by turning on a lathe, Fig. 14. If you are careful, the head will be a drive fit and will hold securely. If the head is a bit loose, anchor it with a few punch taps as shown in Fig. 16. Cut the arrows to the required length and then cut the noclrs. Plain nocks can be cut easily by running the shafts over a circular saw, as in Fig. 13. The nock should be across the grain. If you want more strength at the nock, insert a thin slip of fiber or plastic. Aluminum or molded-plastic nocks are
POPULAR MECHANICS

very attractive and are fitted by t enon ing the end of the shaft the same as in fitting the head.
Fletching is the hard part of arrow making. However, if you use one of t h e jigs shown in Figs. 17 and 19, you will be able to turn out good work a t a fair rate of speed. Turkey feathers can be p u r c h a s e d al- r e a d y cut , or you can strip your own feathers by grasping the the top and bottom members. The upper vane a t the tip and pulling outward, as ring is removable, being a press fit over shown inFig. 15, afterwardcutting the vane the three spacing dowels. to the required shape. The one-feather Footed arrows: Footed arrows are more fletching jig shown in Figs. 17 and 18 is decorative and more durable than self ar- built around a paper clip. A disk of ply- rows. The footing is made from any tough wood, which slips over the shaft, is drilled hardwood, and is slotted for a distance of with three small holes to supply an index- 5% in., Fig. 20. Shafts are usually Port ing head, and is prevented from slipping by Orford cedar o r Norway pine, and are ta- means of a piece of spring wire. One feath- pered to fit the slot in the footing. Perfect er at a time is clamped by the paper clip tapering of the shafts can be done by the and pressed into position. Any type of ad- circular-saw method shown in Figs. 21 and hesive can be used. Celluloid cement has 24. The taper should be made with the flat the advantage of quick drying and the of the grain. The shaft is assembled to the ability to anchor on lacquer, thus allowing footing with waterproof glue and the as- the shafts to be painted previous to fletch- sembly is then clamped or wrapped with ing. Waterproof glue on bare wood is the twine or rubber strips as in Fig. 22. Other most 'durable. In the three-feather jig, than a special tenoning jig, the best method the feathers are held between metal plates, of rounding the footing to match the rest one plate of each set fitting into grooves in of the shaft is by turning, Fig. 23. Nocks
MARCH, 1941 441

POI WII Dl Ff

REPEATING CROSSBOW
By Austin H. Phelps
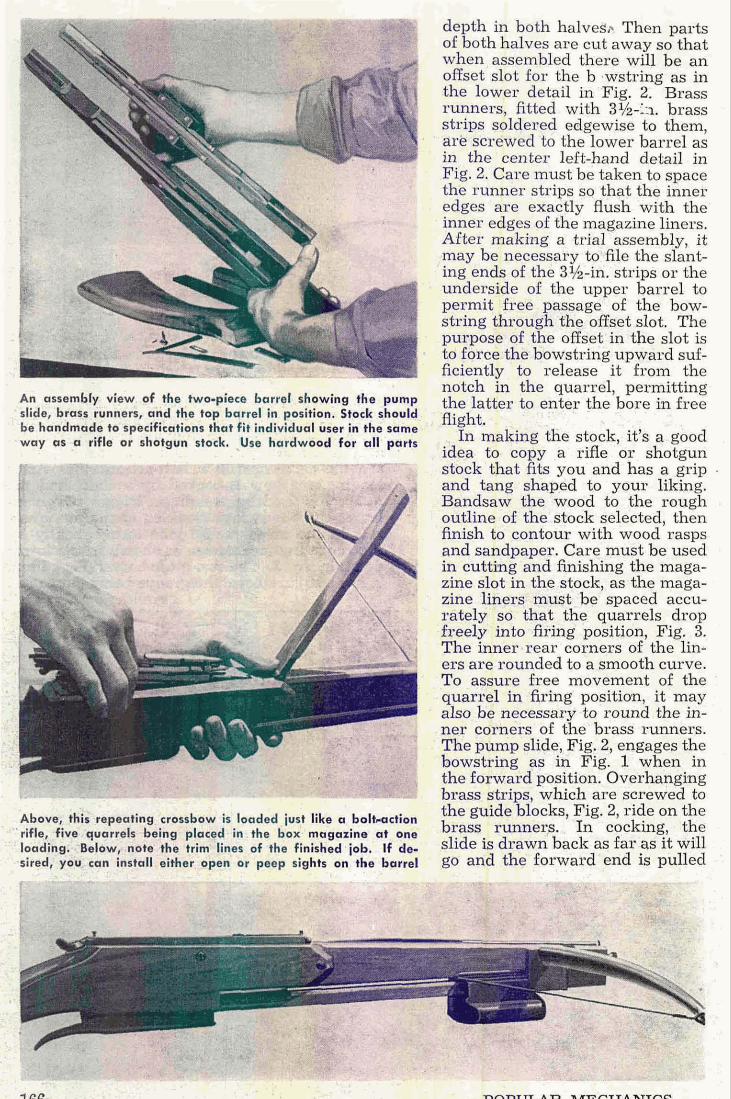

down slightly so that the en% of, the biasKstripj: .on the,$lide engage the ends df -the .-em. .Thii movemelit -locks the'slide in hring position and a. groove cut 'acros the rear end of the slide engages the trigger sear,. as shown by dot- ted lines in the lower detail, Fig.-3.
ance: Practice quarrels should be blunt pohkd. ' .
arrb.rrnm rnrr -I nn
TRIGGER SQUEEZES SLIDE DOWNWARD


Lectura recomendada.
The Traditional Bowyers Bible - Volume 1 & Volume 2, Volume 3 Bois d'Arc Press, P.O.Box 233, Azle, Texas 76098
tel.: (817)237-0829. about $25-$29 each (si usted desea ser un arquero serio, ¡estos definitivamente valen la pena!)
"Longbow - A social and military history", by Robert Hardy, "The book of the longbow" by R. Elmer and C.A. Smart, published by
Doubleday. "Native American Bows" by T.M. Hamilton, edited by Nancy Bagby, published by
George Shumway, York, Pennsylvania, 1972.
"Building Robin Hood's Longbow" by Jelen Maciek, a 2-part article from the US magazine "Traditional Archery", 1985.
"Basic Bows" by A.S. Clarke, a 2-part article published in the July/August and September/October 1986 issues of the Australian archery magazine
"Archery Action".
Damos un agradecimiento a las siguientes personas por su ayuda
[email protected] (Lyn and John Clark) [email protected] (Adam Karpowicz)
[email protected] (Stephan Melin) [email protected] (Eric Kriley)
[email protected] (Stephen Fraser) [email protected] (Ian Priestnall)
Pensamientos finales.
Si usted desea hacer unos pocos arcos como estos, asegúrese de tener un acceso a una chimenea o basurero. El proceso tiende a generar mucho desperdicio de madera (en paletas rotas etc. J ).
Esta es una sección del PMF para alt.arquery. Es mantenida por mi en el siguiente dirección de email: [email protected]. Comentarios, polémicas, etc. En las PMF son bienvenidas y dirigidas a mi. Comentarios específicos de alguna sección pueden ser enviados ya sea a mi o la persona responsable de la sección. Si usted desea ver esta sección publicada en otro grupo, por favor envíeme una petición por email para hacerlo. Si usted puede acceder al grupo, entonces lo publicaré cada vez que publique
Esto fue traducido por Gustavo Olivares A. Traté de hacerlo manteniendo el espíritu del texto en inglés. Para cualquier duda escriba por favor a [email protected]
Terry Trier [email protected]
Copyright © 2022 FDOKUMEN