Environmental Impact Reduction in Discrete Manufacturing: Examples for Non-Conventional Processes
8
Procedia CIRP 6 (2013) 27 – 34 2212-8271 © 2013 The Authors. Published by Elsevier B.V. Selection and/or peer-review under responsibility of Professor Bert Lauwers doi:10.1016/j.procir.2013.03.003 The Seventeenth CIRP Conference on Electro Physical and Chemical Machining (ISEM) Environmental Impact Reduction in Discrete Manufacturing : Examples for Non - Conventional Processes K . Kellens a , W . Dewulf a,b , B . Lauwers a , J. - P . Kruth a , J . R. Duflou a, * a Department of Mechanical Engineering, KU Leuven , Celestijnenlaan 300A , 3000 Leuven , Belgium b Group T Leuven Engineering College, Andreas Vesaliusstraat 13 , 3000 Leuven, Belgium * Corresponding author. Tel.: +32 - 016 - 322 - 845 ; fax: E - mail address : Joost.Duflou@mech.kuleuven.be . Abstract Since discrete part manufacturing processes are still no t well documented in terms of their environmental impact, potential optimisation measures are often not recognized. This keynote presents a structured overview of environmental improvement measures at machine tool as well as process chain level. Each categ ory of measures is accompanied with at least one example within the field of non - conventional ma nufacturing processes. Keywords: Energy and Resource Efficiency; Environmental Impact; Improvement Measures, Manufacturing Processes 1. Introduction T he industrial sector is responsible for around 25 .3 % of the total energy consumption in Europe ( F igur e 1) [1]. At world scale, the industrial energy demand represents 27.9% of the total energy consumption [2]. Fig. 1. EU27 - Energy consumption in 2010 , after [1] Driven by (1) more stringent regulatory mandates, (2) competitive economic advantages and (3 ) proactive green behavior, a trend towards environmentally benign manufacturing can be observed in recent years [ 3 ]. Nevertheless, discrete part manufacturing processes , especially non - conventional processes, are still not well documented in terms of thei r environmental impact [ 4 ]. I n consequence , potential environmental optimisation measures are often not recognized and improved machine tool design in terms of ecological footprint reduction has only been targeted for a few common processes such as milling and turning . Furthermore , the current trend towards more energy intensive, advanced processes, including non - conventional and micro/nano processing techniques [5], is expected to enlarge the impact of the manufacturing sector. Figure 2 illustrates this by means of the electrical energy requirements for a representative set of manufacturing processes. In order to deal with the lack of thorough environmental analysis of manufacturing processes, the CO 2 PE! - Cooperative Effort on Process Emissions in Manufact uring Initiative [ 6 ] has been launched in 2009 . This initiative has as objective to coordinate international efforts aiming to document and analyze the overall environmental impact for a wide range of available and emerging manufacturing processes with r espect to their direct and indirect emissions and to provide guidelines to improve these. The next section offers a short description of methods to collect life cycle inventory (LCI) data, of discrete part manufacturing processes. Furthermore, a structured overview of environmental improvement measures at machine tool as well as process chain level Available online at www.sciencedirect.com © 2013 The Authors. Published by Elsevier B.V. Selection and/or peer-review under responsibility of Professor Bert Lauwers
Transcript of Environmental Impact Reduction in Discrete Manufacturing: Examples for Non-Conventional Processes

Procedia CIRP 6 ( 2013 ) 27 – 34
2212-8271 © 2013 The Authors. Published by Elsevier B.V.Selection and/or peer-review under responsibility of Professor Bert Lauwersdoi: 10.1016/j.procir.2013.03.003
The Seventeenth CIRP Conference on Electro Physical and Chemical Machining (ISEM)
Environmental Impact Reduction in Discrete Manufacturing:Examples for Non-Conventional Processes
K. Kellensa, W. Dewulfa,bff , B. Lauwersa, J.-P. Krutha, J. R. Dufloua,*aDepartment of Mechanical Engineering, KU Leuven, Celestijnenlaan 300A, 3000 Leuven, Belgium
bGroup T Leuven Engineering College, Andreas Vesaliusstraat 13, 3000 Leuven, Belgium* Corresponding author. Tel.: +32-016-322-845 ; fax: .E-mail address: [email protected] .
Abstract
Since discrete part manufacturing processes are still not well documented in terms of their environmental impact, potentialoptimisation measures are often not recognized. This keynote presents a structured overview of environmental improvement measures at machine tool as well as process chain level. Each category of measures is accompanied with at least one examplewithin the field of non-conventional manufacturing processes.
© 2013 The Authors. Published by Elsevier B.V. Selection and/or peer-review under responsibility of Professor Bert Lauwers
Keywords: Energy and Resource Efficiency; Environmental Impact; Improvement Measures, Manufacturing Processes
1. Introduction
The industrial sector is responsible for around 25.3%of the total energy consumption in Europe (Figure 1) [1].At world scale, the industrial energy demand represents27.9% of the total energy consumption [2].
Fig. 1. EU27 - Energy consumption in 2010, after [1]
Driven by (1) more stringent regulatory mandates,(2) competitive economic advantages and (3) proactivegreen behavior, a trend towards environmentally benign manufacturing can be observed in recent years [3]. Nevertheless, discrete part manufacturing processes,especially non-conventional processes, are still not welldocumented in terms of their environmental impact [4].
In consequence, potential environmental optimisation measures are often not recognized and improvedmachine tool design in terms of ecological footprint reduction has only been targeted for a few common processes such as milling and turning. Furthermore, the current trend towards more energy intensive, advanced processes, including non-conventional and micro/nanoprocessing techniques [5], is expected to enlarge theimpact of the manufacturing sector. Figure 2 illustratesthis by means of the electrical energy requirements for arepresentative set of manufacturing processes.
In order to deal with the lack of thoroughenvironmental analysis of manufacturing processes, the CO2PE! - Cooperative Effort on Process Emissions in Manufacturing Initiative [6] has been launched in 2009. This initiative has as objective to coordinateinternational efforts aiming to document and analyze theoverall environmental impact for a wide range of available and emerging manufacturing processes withrespect to their direct and indirect emissions and toprovide guidelines to improve these.
The next section offers a short description of methods to collect life cycle inventory (LCI) data, of discrete part manufacturing processes. Furthermore, a structured overview of environmental improvementmeasures at machine tool as well as process chain level
Available online at www.sciencedirect.com
© 2013 The Authors. Published by Elsevier B.V.Selection and/or peer-review under responsibility of Professor Bert Lauwers

28 K. Kellens et al. / Procedia CIRP 6 ( 2013 ) 27 – 34
Fig. 2. Electrical energy requirements for manufacturing processes [5] is presented. Each category of measures is accompanied with at least one example within the field of non-conventional manufacturing processes.
2. LCI data collection
Life cycle inventory (LCI) data can be obtained in different ways, starting from theoretic calculations until detailed process measurements and analysis. While Abele et al. [7] describe theoretic equations to calculate the energy and resource consumption for a wide range of production processes, Overcash et al. [8] propose a generic methodology to gather unit process life cycle inventory data using rules of engineering and industrial practice. Within the CO2PE! framework, Kellens et al. [9] developed a methodology, summarized in Figure 3, for systematic analysis of manufacturing unit processes and for deriving life cycle inventory data from this procedure.
Fig. 3. CO2PE! Methodology for systematic analysis and improvement of manufacturing unit process life cycle inventory [9]
While the functional unit and system boundaries are set during the goal and scope definition, the real data collection effort occurs based on industrial measurements and comprises four different studies. First, a time study is performed in order to identify the different use modes of the process and their relative importance. Then power, consumables and emission studies are performed for all different use modes on machine tool as well as sub-unit level.
Duflou et al. [10] present a comparison of the previously mentioned methods as well as the available LCI data in commercial databases. The authors observed large discrepancies on the energy demand and related environmental impact of discrete part manufacturing processes obtained by different assessment methods. While theoretical calculations often result in large underestimations, most records on manufacturing processes in commercial LCI databases show significant space for improvement.
In the field of non-conventional manufacturing processes, examples of in-depth environmental process analysis are, for example, available for selective laser sintering and melting (SLS/SLM), electrical discharge machining (EDM) and CO2 laser cutting processes [11,12,13,14]. Figures 4, 5, 6 and 7 present the relative share of the different environmental impact creating factors for these processes as quantified by means of respectively the ReCiPe Europe H/A (Fig 4, 5 and 6) and the Eco-Indicator 99 H/A (Fig 7) assessment methods.
Fig. 4. Distribution of the environmental impact for a representative PA2200 SLS build (layer thickness = 0.12 mm, build height = 0.4 m and build volume = 0.05 m³, powder refresh rate = 50%) [11]
Fig. 5. Distribution of the environmental impact for a stainless steel (X5CrNi18-10) SLM build (layer thickness = 0.03 mm, product weight = 409 gram, production time = 4 hours) [12]

29 K. Kellens et al. / Procedia CIRP 6 ( 2013 ) 27 – 34
Fig. 6. Distribution of the environmental impact for 1 hour of EDM roughing (copper electrode, hard metal workpiece) [13]
Fig. 7. Distribution of the environmental impact for 1 hour of CO2 laser cutting on a 5kW laser cutting machine tool (St37-2 workpiece) [14]
While the electrical energy consumption is the dominant factor for the environmental impact caused by CO2 laser cutting processes, significant contributions of the created waste flows and required process consumables (process gases, compressed air and dielectric fluid) can be observed for SLS, SLM and EDM processes.
3. Improvement Measures
As shown in Figure 8, from organizational point of view, manufacturing activities can be divided into five levels, starting from unit process up to global supply chain level. While Duflou et al. [15] provide a comprehensive overview of the state of the art in energy and resource efficient manufacturing for all of these manufacturing levels, this keynote focuses on environmental improvement measures at unit process (e.g. standalone machine tools) as well as multi-machine tool level (e.g. process chain level).
Among others, lists of potential improvement measures at machine tool and process chain level can be found in [16,17,18]. Furthermore, the draft ISO14955 standard on environmental evaluation of machine tools [19] provides guidelines to quantify the energy consumption of processes and lists energy efficiency improvement measures for material removal (cutting) and forming processes. As indicated by Posselt et al. [20], machine tool builder and operator perspectives should be combined in order to increase the energy and resource efficiency in manufacturing.
Fig. 8. Different levels of a manufacturing system In general, three main categories of improvement
measures can be identified: (1) process and machine tool selection; (2) optimized machine tool design; and (3) optimized process control. While categories 1 and 3 are mainly controllable by the process planner or the machine tool operator, the original equipment manufacturer (OEM) or machine tool builder has a dominant influence on the machine tool design. Figure 10 presents an overview of 12 improvement measure sub-categories which are described and clarified with practical examples at machine tool as well as multi-machine tool level in the next sections.
3.1. Process selection
Figure 2 shows the trend towards more energy intensive processes [5] (driven by the need to machine more precise and high quality parts): processing less material with more energy. Therefore, as long as the technological (e.g. cut quality) and economical (e.g. machine tool availability and cost per functional unit) feasibility of the process is guaranteed, a proper process selection allows pragmatic optimisation from environmental point of view. Figure 9 illustrates some alternative processes for sheet metal cutting.
Fig. 9. Process selection as major degree of freedom influencing environmental impact

30 K. Kellens et al. / Procedia CIRP 6 ( 2013 ) 27 – 34
Fig. 10. Overview of improvement measure categories at unit process and multi-machine tool level
Within the EU-project Integ-Micro, a comparison has been performed between micro EDM and micro milling, two processes implemented on a Sarix SX200 platform (Figure 11) [21,22].
Fig. 11. Sarix SX200 platform (micro EDM) with additional high speed milling spindle (WZL, RWTH Aachen) [21,22]
Figure 12 shows the results of power measurements performed for both machining modes. Due to the slower material rate in case of micro EDM, the specific energy consumption (J/mm3) is still higher, but the obtained accuracy and precision is better. Therefore, a combined strategy is proposed, where roughing operations are performed by milling, while finishing is done using micro-EDM, giving the same accuracy and surface quality compared to a complete EDM operation [22].
Fig. 12. Comparison of power levels for micro EDM and micro milling implemented on the same machine tool platform (Sarix SX 200)
3.2. Optimal machine tool capacity
Taking into account that the fixed power consumption (e.g. non-loaded machine tool power) of machine tools is mainly determined by their maximum capacity, proper selection and use (e.g. near to their maximum capacity) of machine tools within a process category can significantly reduce the total energy demand. Figure 13 presents the total machine tool power during cutting mode in function of the required laser output for 7 different CO2 laser cutting machine tools [23]. Potential power savings up to 50% can be observed by optimizing the machine tool capacity choice.

31 K. Kellens et al. / Procedia CIRP 6 ( 2013 ) 27 – 34
Fig. 13. Power consumption in cutting mode in function of the laser output level for 7 different CO2 - laser cutting machines [23]
3.3. More efficient machine tool components
An obvious opportunity to reduce the energy and resource demand, and related environmental impact, of manufacturing processes is the use of more efficient
Available Technologies ally yields energy savings up to a few
percent of the total machine tool consumption. Another example in this category can be found in
better sealed process chambers for selective laser sintering processes (SLS). This measure can significantly reduce the total nitrogen demand, which, as shown in Figure 4, represents approximately 22% of the total environmental impact of SLS [11,12].
3.4. Change of technology
Much higher energy and resource savings can be obtained by shifting from the conventional process technology to other, more innovative, alternatives. An example of such technological shift can be found in the replacement of CO2 laser systems by fiber or diode lasers. First analysis indicates that, next to the higher laser source efficiency (12% for CO2 and 25% to 30% for diode and fiber lasers), reduced cooling requirements and faster cutting speeds may lead to a reduction in energy demand up to factor 5 [24]. Another technology change is the movement from hydraulic driven systems towards hybrid or even fully electric systems [25,26].
For EDM processes, the dielectric represents approximately 23% (see Figure 6) of the total environmental impact [13]. Therefore, the use of jets to provide the required dielectric in the gap between tool electrode and workpiece, instead of immersing both in the dielectric tank, forms a technological improvement. Furthermore, a replacement of the hydrocarbon oil dielectrics by water-based (plain water, water mixed with organic compounds, de-ionized water...) or gaseous (dry-EDM) dielectrics could help to further reduce the
environmental impact and related human health risks [13,27,28].
3.5. Electrical energy and material recovery
Another opportunity to improve the energy and resource efficiency of machine tools is the recovery of waste streams. An example of electrical energy recuperation can be found in kinetic energy recovery systems (KERS) [29].
From material resource point of view, an improved recycling methodology, using different grades, for polymer laser sintering processes is proposed by Dotchev et al. [30].
At multi-machine tool level, Tekkaya et al. [31] showed the potential of reusing aluminium AA6060 chips as input for direct hot extrusion processes.
3.6. Energy and material cascading
Another way to treat waste streams is energy/material cascading. An example of energy cascading is the thermal down-flow of heat by utilizing the heat in multiple processes [32]. The quality, often expressed as exergy, of the energy flow decreases after each utilization step. Another example of energy cascading can be found in a recently patented internal system for the recovery of heat losses of laser cooler systems [33]. Paraskevas et al. [34] present examples of cascading of industrial metal waste streams.
3.7. Integrated versus central peripherals
For peripherals such as, for example, supply systems for compressed air, steam, metal working fluids and process gases, an optimized supply scenario can provide significant environmental benefits. Typically, three different supply alternatives can be distinguished: point of use generation (e.g. at machine tool scale), local generation (e.g. limited group of machine tools) and plant generation (e.g. central generation). For automotive applications, Yuan et al. [35] illustrated that local generation of compressed air is preferable from economic as well as energy point of view.
3.8. Selective actuation of sub-units
An effective and easy to implement measure to reduce the electrical energy consumption is selectively switching off non-continuously required sub-units. Nowadays, machine tool builders start to implement
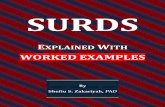
- , with reduced sub-unit activities and faster re-activation, in their process control systems, resulting in energy savings up to 66% during standby modes [36,37]. Figure 14 shows the potential
32 K. Kellens et al. / Procedia CIRP 6 ( 2013 ) 27 – 34
of Fanuc CO2 laser sources [36]. Similar implementations are nowadays available in EDM equipment [37].
Fig. 14. Power levels of different modes for Fanuc CO2 laser sources [36]
3.9. Reduction of standby energy
Energy consumption during standby (idle) modes often represents a significant share of the total energy demand of manufacturing processes [23]. As energy represents power consumption over a certain time period, the standby energy can be reduced by lowering the standby power demand as well as limiting the duration of standby activities. While the first can be obtained by selectively switching off non-required sub-units (Section 3.8), the latter can be achieved by optimized production planning (Section 3.11). Examples can be found in increasing the machine tool utilization as well as (temporary) switching off non-required machine tools.
3.10. Optimized process parameters
From operator perspective, environmental aware process parameter selection can further limit the energy and resource consumption and related environmental impact. Examples of the potential of improved process parameter settings for non-conventional machining processes are higher material removal rates (MRR) for EDM processes [13] and well selected combinations of nesting efficiency and layer thickness for SLS processes [11].
3.11. Optimized production planning
Depending on the production mode, the energy and resource demand of machine tools and process chains is rather dynamic. Therefore, environmental aware production planning could result in relevant energy savings. Although commercial production planning software still does not include these aspects, various
approaches have been proposed in scientific literature [e.g. 38,39,40].
3.12. Limitation of peak consumption
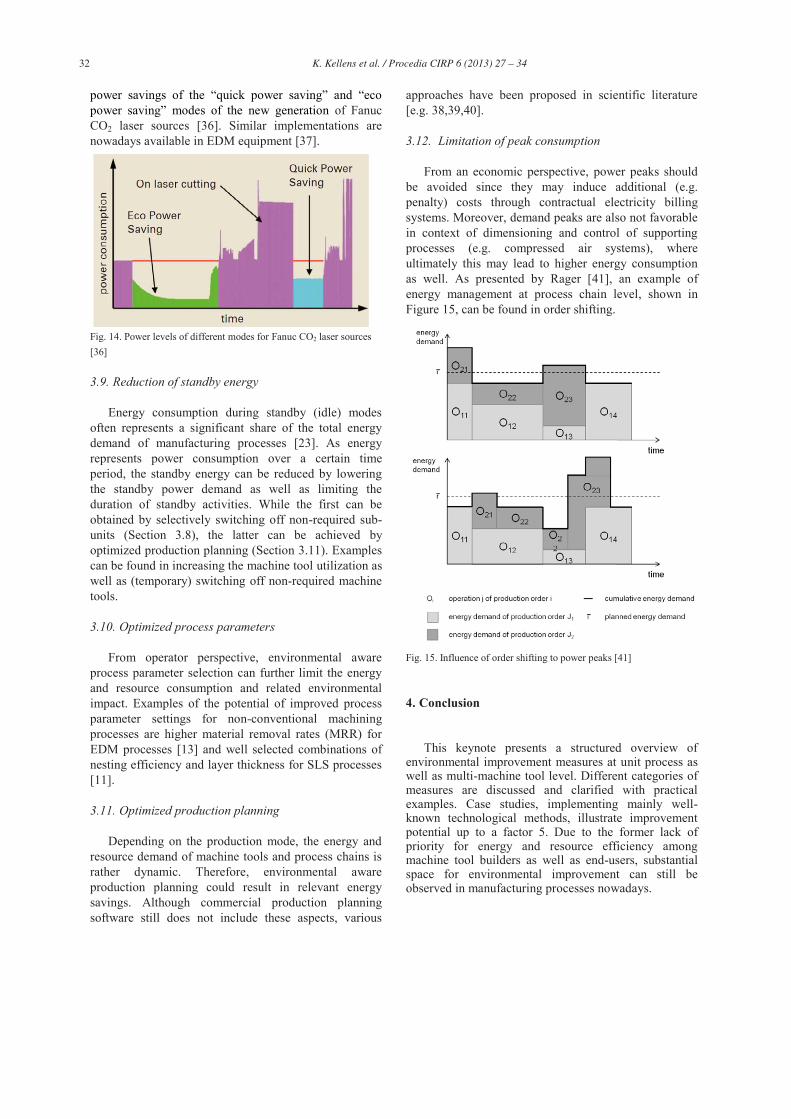
From an economic perspective, power peaks should be avoided since they may induce additional (e.g. penalty) costs through contractual electricity billing systems. Moreover, demand peaks are also not favorable in context of dimensioning and control of supporting processes (e.g. compressed air systems), where ultimately this may lead to higher energy consumption as well. As presented by Rager [41], an example of energy management at process chain level, shown in Figure 15, can be found in order shifting.
Fig. 15. Influence of order shifting to power peaks [41]
4. Conclusion
This keynote presents a structured overview of environmental improvement measures at unit process as well as multi-machine tool level. Different categories of measures are discussed and clarified with practical examples. Case studies, implementing mainly well-known technological methods, illustrate improvement potential up to a factor 5. Due to the former lack of priority for energy and resource efficiency among machine tool builders as well as end-users, substantial space for environmental improvement can still be observed in manufacturing processes nowadays.

33 K. Kellens et al. / Procedia CIRP 6 ( 2013 ) 27 – 34
Acknowledgements
The authors acknowledge the support of the Institute for the Promotion of Innovation through Science and Technology in Flanders (IWT-Vlaanderen) through its PhD grant N°091232, the European Commission (EU project Integ-Micro - nr. 214013-2), the European Fund for Regional Development (EFRO - Europees Fonds voor Regionale Ontwikkeling) and the Agentschap Ondernemen (Flemish government) through the D2 project 476.
References
[1] Energy balance sheets 2009-2010, 2012. Eurostat statistial books, European Commission, ISBN: 978-92-79-19514-3
[2] International Energy Agency, Key World Energy Statistics 2012, available online, http://www.iea.org, last accessed 04/01/2013
[3] Gutowski, T., Murphy, C., Allen, D., Bauer, D., Bras, B., Piwonka, T., Sheng, P., Sutherland, J., Thurston, D., Wolff, E., 2005. Environmentally benign manufacturing: Observations from Japan, Europe and the United States, Journal of Cleaner Production 13, p. 1
[4] Duflou, J.R., Kellens, K., Dewulf, W., 2011. Unit process impact assessment for discrete part manufacturing: A state of the art, CIRP Journal of Manufacturing Science and Technology 4, p.129
[5] Gutowski, T., Dahmus, J., Thiriez, A., 2006. Electrical energy requirements for manufacturing processes, Proceedings of the 13th CIRP conference on Life Cycle Engineering, Leuven, p. 623
[6] CO2PE! Initiative, Cooperative Effort on Process Emissions in Manufacturing, website and data tool: www.co2pe.org
[7] Abele, A., Anderl, R., Birkhofer, H., 2005. Environmentally-Friendly Product Development Methods and Tools (Chapter 3), ISBN1-85233-903-9
[8] Overcash, M., Twomey, J., Isaacs, J., 2009, Manufacturing Unit Process Life Cycle Inventories (uplci), Gaithersburg, p. 30
[9] Kellens, K., Dewulf, W., Overcash, M., Hauschild, M., Duflou, J.R., 2012. Methodology for Systematic Analysis and Improvement of Manufacturing Unit Process Life Cycle Inventory, Part 1: Methodology Description, International Journal of Life Cycle Assessment 17, p. 69
[10] Duflou, J.R., Kellens, K., Renaldi, Guo, Y., Dewulf, W., 2012. Critical Comparison of methods to determine the energy input for discrete manufacturing processes, CIRP Annals Manufacturing Technology 61, p. 63
[11] Kellens, K., Renaldi, Dewulf, W., Duflou, J.R., 2013, Environmental footprint modeling of selective laser sintering processes, submitted for publication in Rapid Prototyping Journal
[12] Kellens, K., Yasa, E., Renaldi, Dewulf, W., Kruth, J.P., Duflou, J.R., 2011, Energy and Resource efficiency of SLS/SLM processes, Keynote 22nd Solid Freeform Fabrication Symposium (SFF) 2011, Texas, p. 1
[13] Kellens, K., Renaldi, Dewulf, W., Duflou, J.R., 2011. Preliminary Environmental Assessment of Electrical Discharge Machining, Proceedings of the 18th CIRP conference on Life Cycle Engineering, Braunschweig, p. 377
[14] Duflou, J.R., Kellens, K., Devoldere, D., Deprez, W., Dewulf, W., 2010, Energy related environmental impact reduction opportunities in machine design: case study of a laser cutting machine, Int. Journal of Sustainable Manufacturing 2, p. 80
[15] Duflou, J.R., Sutherland, J.W., Dornfeld, D., Herrmann, C., Jeswiet, J., Kara, S., Hauschild, M., Kellens, K., 2012. Towards Energy and Resource Efficient Manufacturing: A Processes and Systems Approach, CIRP Annals Manufacturing Technology 61, p. 587
[16] Zein, A., Li, W., Herrmann, C., Kara, S., 2011. Energy Efficiency Measures for the Design and Operation of Machine
Tools: An Axiomatic Approach, Proceedings 18th CIRP LCE conference, Braunschweig, p. 274
[17] Cecimo Self-Regulatory Initiative (SRI), 2012. online: www.cecimo.eu/ecodesign-eup/selfregulation.html
[18] Eco Machine Tool, 2012. Task 6 Report Improvement Potential,online: www.ecomachinetools.eu/typo/reports.html
[19] ISO 14955 Environmental evaluation of machine tools Part 1: Design methodology for energy-efficient machine tools
[20] Posselt, G., Kellens, K., Thiede, S., Renaldi, Herrmann, C., Dewulf, W., Duflou, J.R., 2013. Combining Machine Tool Builder and Operator Perspective towards Energy and Resource Efficiency in Manufacturing, Proceedings 20th CIRP LCE conference, Singapore
[21] Garzon, M., Adams, O., Veselovac, D., Blattner, M., Thiel, A., Kirchheim, A., 2012, High speed micro machining processes analysis for the precision manufacturing, Proceedings 5th CIRP Conference on High Performance Cutting, p. 609
[22] Vanderauwera, W., Garzon, M., Aerts, T., Klocke, F., Lauwers, B., 2011, Comparison of Micro-milling and Micro-EDM Operations, Proceedings of the 9th Int. Conference on Multi-Material Micro Manufacture, p. 285
[23] Duflou, J.R., Kellens, K., Renaldi, Dewulf, W., 2011. Environmental performance of sheet metal working processes, Key Engineering Materials 473, p.21
[24] Rodrigues, G., Cuypers, M., Fallahi Sichani, E., Kellens, K., Duflou, J.R., 2013, Laser cutting with direct diode laser, Proceedings of Lasers in Manufacturing, 13-16 May, Munich
[25] Kellens, K., Dewulf, W., Duflou, J.R., 2011. Environmental analysis of the air bending process, AIP Conference Proceedings 1353, p. 1650
[26] Thiriez, A., Gutowski, T., 2006. An environmental analysis of injection moulding, IEEE Symposium, Scottsdale, p.195
[27] Leao, F., Pashby, I., 2004. A review on the use of environmentally-friendly dielectric fluids in electrical discharge machining, Journal of Materials and Processing Technology 149, p. 341
[28] Abbas, N.M., Solomon, D.G., Bahari, F., 2007. A review on current research trends in electrical discharge machining, Int. Journal of Machine Tools and Manufacture 47, p. 1214
[29] Jarvis, A., 2009. KERS in machine tools, MS Report, UC-Berkeley
[30] Dotchev, K., Yussof, W., 2009, Recycling of Polyamide 12 based powders in the laser sintering process, Rapid Prototyping Journal 15, p. 192
[31] Tekkaya, E.A., Schikorra, M., Becker, D., Biermann, D., Hammer, N., Pantke, K., 2009. Hot profile extrusion of AA6060 aluminium chips, Journal of Materials Processing Technology 209, p. 3343
[32] Hayakawa, N., Wakazono, Y., Kato, T., Suzuoki, Y., Kaya, Y., 1999. Minimizing energy consumption in industry by cascade use of waste energy, Energy Conservation, IEEE Symposium 14, p.795
[33] Wahl, E., Vincke, K., Himmelsbach, M., 2011. Recovery of energy from laser machining system, US patent application publication US2011/0024401
[34] Paraskevas, D., Kellens, K., Renaldi, Dewulf, W., Duflou, J.R., 2013. Sustainable metal management and recycling loops: life cycle assessment for aluminium recycling strategies, Proceedings 20th CIRP LCE conference, Singapore
[35] Yuan, C., Zhang, T., Rangarajan, A, Dornfeld, D., Ziemba, B, Whitbeck, R., 2006. A decision based analysis of compressed air usage patterns in automotive manufacturing, Journal of Manufacturing Systems 25, p. 293
[36] Fanuc Laser C series, datasheet, online: www.fanuc.co.jp /en/product/catalog/pdf/LASER_C(E)_v24_s.pdf
[37] Deiss, C., Eco Machine FI 440 cc, AgieCharmilles [38] Herrmann, C., Thiede, S., Kara, S., Hesselbach, J., 2011. Energy
oriented Simulation of Manufacturing Systems Concept and application, CIRP Annals Manufacturing Technology 60, p. 45
[39] Weinert, N., Chiotellis, S., Seliger, G., 2011. Methodology for Planning and Operating Energy-Efficient Production Systems, CIRP Annals Manufacturing Technology 60, p. 41

34 K. Kellens et al. / Procedia CIRP 6 ( 2013 ) 27 – 34
[40] Rahimifard, S., Seow, Y., Childs, T., 2010. Minimising
Embodied Product Energy to support energy efficient manufacturing, CIRP Annals Manufacturing Technology 59, p. 25
[41] Rager, M., 2008, Energieorientierte produktionplanung analyse, konzeption und umsetzung, dissertation, University of Augsburg