engineering microscale magnetic devices for next-generation
239
ENGINEERING MICROSCALE MAGNETIC DEVICES FOR NEXT-GENERATION MICROROBOTICS By CAMILO VELEZ CUERVO A DISSERTATION PRESENTED TO THE GRADUATE SCHOOL OF THE UNIVERSITY OF FLORIDA IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF DOCTOR OF PHILOSOPHY UNIVERSITY OF FLORIDA 2017
-
Upload
khangminh22 -
Category
Documents
-
view
3 -
download
0
Transcript of engineering microscale magnetic devices for next-generation

ENGINEERING MICROSCALE MAGNETIC DEVICES FOR NEXT-GENERATION MICROROBOTICS
By
CAMILO VELEZ CUERVO
A DISSERTATION PRESENTED TO
THE GRADUATE SCHOOL OF THE UNIVERSITY OF FLORIDA IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF
DOCTOR OF PHILOSOPHY
UNIVERSITY OF FLORIDA
2017

© 2017 Camilo Velez Cuervo

To my parents, the real reason all this is possible

4
ACKNOWLEDGMENTS
I gratefully thank the guidance, support, and mentorship from my great advisor,
Professor David Arnold. He is the vision of the team and the direction of this work. I
thank my committee members Drs. Jon Dobson, Carlos Rinaldi and Jack Judy. I
specially thank my partners and friends at lab: Dr. Alexandra Garraud, Nicolas Garraud,
Xiao Wen, Keisha Castillo, Yuzheng Wang and the old crew: Drs William Patterson,
Oniku Ololade, Shashank Sawant, Rob Carrol and Bin Qi. Thanks to all Professors and
colleagues at IMG. Very special thanks to the staff of University of Florida’s Research
Service Centers (RSC) at the Herbert Wertheim College of Engineering. I also thanks
colleagues and friends from UF Dr. Isaac Torres-Díaz, Lorena Maldonado-Camargo, Dr.
Fan Ren and David Whitney. And external colleagues: Drs. Ron Pelrine, Annjoe Wong-
Foy, and Allen Hsu at SRI International, Dr. Jonas Henricksson from Femto-Tools AG
and Dr. Johann Osma and German Yamhure for given me the opportunity to mentor
future engineers.
I want to acknowledge funding support from the Defense Advanced Research
Project Agency (DARPA) under AFRL Contract #FA8650-15-C-7547 (the views,
opinions and/or findings expressed are those of the author and should not be
interpreted as representing the official views or policies of the Department of Defense or
the U.S. Government) and the University of Florida Office of Research.
Finally, thanks for the support from my family and Alicia Otálora, Carlos Escobar
(many ideas were born with them), el Corillo (Specially Veronica Negron), Diana
Escobar and Diana Shao and all my friends at Gainesville.
5
TABLE OF CONTENTS
page
ACKNOWLEDGMENTS .................................................................................................. 4
LIST OF TABLES ............................................................................................................ 8
LIST OF FIGURES .......................................................................................................... 9
LIST OF ABBREVIATIONS ........................................................................................... 15
TERMS AND SYMBOLS ............................................................................................... 16
ABSTRACT ................................................................................................................... 18
CHAPTER
1 INTRODUCTION .................................................................................................... 21
1.1 Purpose & Objectives .................................................................................... 24 1.1.1 Research Purpose .............................................................................. 24 1.1.2 Research Objectives ........................................................................... 26
1.1.3 Research Methodology ....................................................................... 27 1.2 Dissertation Overview ................................................................................... 28
2 BACKGROUND ...................................................................................................... 31
2.1 Microrobotics ................................................................................................. 32
2.1.1 Books About Microrobotics ................................................................. 34 2.1.2 Review Papers in Microrobotics .......................................................... 40
2.2 Understanding Magnetostatics ...................................................................... 41
2.2.1 Classification of Magnetic Materials .................................................... 41 2.2.2 Magnetic Model of Ferromagnetic Materials ....................................... 47
2.2.3 Demagnetization Corrections for Ferromagnetic Materials ................. 51 2.2.4 DC Demagnetization (DCD) ................................................................ 55 2.2.5 Stray Magnetic Field Characterization ................................................ 57
2.2.6 Single Magnet Simulation ................................................................... 60 2.2.7 Magnetic Pole Boundary Simulation ................................................... 64 2.2.8 Checkerboard Pattern Simulation ....................................................... 66
2.3 Summary ....................................................................................................... 68
3 MAGNETIC FORCES AT SMALL SCALE .............................................................. 69
3.1 Relevant Forces for Microrobotics ................................................................. 69 3.1.1 Forces Interacting at Long Ranges ..................................................... 70 3.1.2 Surface and Contact Forces ............................................................... 72

6
3.1.3 Hydrodynamic Forces ......................................................................... 74 3.1.4 Actuation Forces ................................................................................. 76
3.2 Theoretical Analysis of the Magnetic Forces ................................................. 77
3.2.1 General Expression for the Magnetic Force ........................................ 78 3.2.2 Specific Cases for the Magnetic Force ................................................ 81
3.3 Analytical Solution of the Force Between Two Magnets ............................... 84 3.4 Diamagnetic Levitation .................................................................................. 86 3.5 Direct Measurement and Microscale Mapping of NanoNewton to
MilliNewton Magnetic Forces ............................................................................... 92 3.5.1 Measuring Magnetic Forces at Microscale .......................................... 93 3.5.2 Experimental ....................................................................................... 94 3.5.3 Results and Discussion ....................................................................... 97
3.6 Summary ..................................................................................................... 100
4 SELECTIVE MAGNETIZATION ............................................................................ 102
4.1 Patterning Magnetic Fields .......................................................................... 102 4.2 Selective Magnetization Process ................................................................ 109
4.2.1 COMSOL Simulation ......................................................................... 110 4.2.2 Magnetization Mask Machining and Model Validation ....................... 113 4.2.3 Variations on the Selective Magnetization ........................................ 115
4.3 Summary ..................................................................................................... 118
5 MICROROBOT FABRICATION: BOTTOM-UP APPROACH ................................ 119
5.1 Magnetic Assembly and Cross-Linking of Nanoparticles for Releasable Magnetic Microstructures ................................................................................... 120
5.2 Results and Discussion ............................................................................... 124 5.3 Experimental Methods ................................................................................ 133
5.3.1 Magnetization Mask Fabrication ....................................................... 133
5.3.2 Substrate Magnetization ................................................................... 135 5.3.3 Nanoparticle Synthesis and Phase Transfer ..................................... 135
5.3.4 Nanoparticle Assembly ..................................................................... 137 5.3.5 Analysis of Nanoparticle Assemblies ................................................ 137 5.3.6 Nanoparticle Crosslinking ................................................................. 138
5.3.7 Structure Release ............................................................................. 138 5.4 Summary ..................................................................................................... 139
6 MICROROBOT FABRICATION: TOP-DOWN APPROACH ................................. 140
6.1 The Magnetic Substrate .............................................................................. 142
6.2 Machining the Magnetic Substrate .............................................................. 146 6.3 Adapting Selective Magnetization for Microrobot Bases ............................. 150
6.3.1 Improving Magnetization: Simulations ............................................... 151 6.3.2 Improving Magnetization: Field Selection .......................................... 154
6.4 The Magnetization Mask ............................................................................. 155 6.4.1 Mask Fabrication Exploration ............................................................ 155

7
6.4.2 Low Aspect Ratio Magnetization Mask ............................................. 158 6.4.3 High Aspect Ratio Magnetization Mask ............................................. 159
6.5 Characterization of Microrobot Bases ......................................................... 163
6.6 Summary ..................................................................................................... 170
7 ADDING FUNCTIONALITY TO MICROROBOTS: END EFFECTORS ................ 171
7.1 End-effector Design and Fabrication ........................................................... 173 7.1.1 Design Considerations ...................................................................... 173 7.1.2 Fabrication ........................................................................................ 175
7.2 Fabrication Results ..................................................................................... 180 7.2.1 Magnetic Attachment and (Lack Of) Self-alignment .......................... 180 7.2.2 Supporting Tethers and Sacrificial Layer .......................................... 182
7.2.3 End Effector Materials ....................................................................... 183 7.2.4 End Effector Tips............................................................................... 184
7.3 End Effector Testing .................................................................................... 186
7.4 Summary ..................................................................................................... 190
8 ADDING FUNCTIONALITY TO MICROROBOTS: ELECTROPERMANENT MAGNETS ............................................................................................................ 192
8.1 Electropermanent Magnet ........................................................................... 193 8.2 Sub-millimeter Electropermanent Magnets for Microgripper ....................... 195
8.2.1 Experimental Results ........................................................................ 196 8.2.2 Simulation Results ............................................................................ 198
8.3 Axisymmetric Sub-millimeter Electropermanent Magnet ............................. 202 8.3.1 Simulations of the Axisymmetric EPM ............................................... 202
8.3.2 Fabrication of the Axisymmetric EPM ............................................... 204 8.3.3 Characterization of the Axisymmetric EPM ....................................... 205
8.4 Summary ..................................................................................................... 209
9 CONCLUSIONS ................................................................................................... 210
9.1 Summary of Research Contributions .......................................................... 210
9.2 Future Work ................................................................................................ 212 9.2.1 Selective Magnetization .................................................................... 213 9.2.2 End Effectors .................................................................................... 216
9.3 Final Conclusions ........................................................................................ 217
REFERENCES ............................................................................................................ 220
BIOGRAPHICAL SKETCH .......................................................................................... 239

8
LIST OF TABLES
Table page 2-1 Magnetic properties of some commercial soft ferromagnetic materials. ............. 46
3-1 Comparison of actuation forces. ......................................................................... 77
7-1 End effector material properties. ....................................................................... 173
7-2 Thickness measurement of each material in the end effector. ......................... 183

9
LIST OF FIGURES
Figure page 1-1 Global robotics industry. ..................................................................................... 21
1-2 Potential global markets for microrobotics .......................................................... 23
1-3 NSF awarded grants for microrobotics. .............................................................. 24
1-4 Selective magnetization concept. ....................................................................... 26
1-5 Modeling methodology concept diagram ............................................................ 28
1-6 Research and document description. ................................................................. 30
2-1 Genealogy tree for microrobotics ........................................................................ 34
2-2 History of publications related with microrobotics ............................................... 34
2-3 Periodic table of elements illustrating their magnetic behavior at 273K .............. 43
2-4 Measured magnetization curves of different types of magnetic materials .......... 46
2-5 Material properties comparison for some soft ferromagnets ............................... 47
2-6 Coordinate system for the calculation of the magnetic field in a point P ............. 49
2-7 Experiment to validate the simulation model of a spherical magnet ................... 51
2-8 Coordinate system representation used to calculate the demagnetization ......... 54
2-9 Example of demagnetization correction .............................................................. 55
2-10 Schematic of the DC demagnetization measurement procedure........................ 56
2-11 DCD in plane and out of plane of an example material ...................................... 57
2-12 State of the art of submillimeter magnetic field measurement techniques .......... 58
2-13 Magneto optical imaging (MOI) measurement technique ................................... 59
2-14 Scanning hall probe measurement technique..................................................... 59
2-15 NdFeB magnet characterization ......................................................................... 60
2-16 Analytical solution of the Bz field produced by a bar magnet .............................. 61
2-17 Magneto optical images of a single NdFeB magnet at different heights ............. 62

10
2-18 Stray magnetic Bz field measurements using magneto optical images ............... 63
2-19 Bx, By and Bz reconstructions from single axis magneto optical images ........... 64
2-20 Magnetic properties of the substrate measured using VSM ............................... 65
2-21 Finite element simulation of the magnetic field generated by the tape ............... 66
2-22 Analytical solution of the Bz produced by a checkerboard pattern ...................... 67
2-23 Comparison between COMSOL simulation (using magnetization curve) ........... 67
3-1 Scaling analysis for forces interacting at long range ........................................... 72
3-2 Scaling analysis for surface forces ..................................................................... 73
3-3 Scaling analysis for hydrodynamic forces ........................................................... 76
3-4 Interpretation of the magnetic force and magnetic torque at microscale ............ 81
3-5 Magnetic force expressions based on the behavior ............................................ 84
3-6 Analytical solution for the force between two cuboidal magnets ......................... 85
3-7 3D representation of the analytical solution for the magnetic force .................... 86
3-8 Stray magnetic field of an array of magnets ....................................................... 89
3-9 Analytical solution to calculate the diamagnetic force ......................................... 90
3-10 Representation of the magnetic force density .................................................... 92
3-11 Direct magnetic force measurement mechanism ................................................ 95
3-12 Micromagnet characterization............................................................................. 95
3-13 Magneto-optical image measurements of the magnetic field (Bz) ....................... 96
3-14 Force measurements at a different scan height above the test sample. ............. 98
3-15 Comparison of analytical model and force measurements ................................. 99
3-16 Magnetic field gradient limits detected by the proposed technique................... 100
4-1 Three different types of permanent magnet power generation technology ....... 104
4-2 First magnetization mechanism by passing current .......................................... 105
4-3 Schematic diagrams of the thermomagnetic patterning process ...................... 107

11
4-4 Sketch of the irradiation induced intermixing .................................................... 108
4-5 Schematic of selective magnetization process ................................................. 110
4-6 Selective magnetization process simulation ..................................................... 111
4-7 Simulations of the stray magnetic field comparison at 50 µm ........................... 112
4-8 Low aspect ratio magnetization mask ............................................................... 113
4-9 Magneto-optical images of the selectively magnetized sample ........................ 114
4-10 Measurement/simulations at 50 μm above the substrate ................................. 115
4-11 Zero-base magnetization experiment description ............................................. 116
4-12 Zero-base magnetization experiment.. ............................................................. 117
4-13 Inclusion of a soft magnetic back plate during the magnetization ..................... 117
4-14 Comparison between manually assembled micro-robot ................................... 118
5-1 A method is presented to batch-fabricate magnetic microstructures ................ 120
5-2 Schematic of fabrication process ...................................................................... 124
5-3 Magnetically assembled iron oxide nanoparticles............................................. 127
5-4 Time dependence of the line height for different volume fractions.................... 128
5-5 Calculation of number of particles per cross section versus time ..................... 129
5-6 Number of particles per unit of length ............................................................... 129
5-7 Schematic of the crosslinking process on iron oxide nanoparticles .................. 131
5-8 Examples of released structures free-floating in water ..................................... 131
5-9 Superimposed snap-shots of a single microstructure translated ...................... 132
5-10 Rotation of a microstructure by rotating the magnetic field (TOP) .................... 133
5-11 Microfabrication process for the selective magnetization mask ........................ 134
6-1 Diamagnetic levitated robots ............................................................................ 141
6-2 Bz field magneto optical image measurement of a 2x2 magnets array ............. 142
6-3 Comparison off magnetic properties commercial available thin film ................. 143

12
6-4 Magnetic characterization comparison for SRI and BJA magnets .................... 144
6-5 Magnetization characterization at different temperatures ................................. 145
6-6 DCD at different temperatures .......................................................................... 146
6-7 Successful dicing of the BJA NdFeB material................................................... 147
6-8 Sample comparison before and after polishing................................................. 148
6-9 Optical microscopy image of the BJA magnet surface ..................................... 149
6-10 Optical profilometer image of polished and unpolished magnet ....................... 150
6-11 Set of materials to take into consideration for the magnetization mask ............ 152
6-12 Selective magnetization simulation model ........................................................ 153
6-13 Selective magnetization simulation model, double mask .................................. 154
6-14 DC magnetization of lines, varying the applied magnetic field. ......................... 155
6-15 (Top) Mask fabrication initial exploration with a batch of four robots per mask 156
6-16 Magneto optical images measured at 50 µm .................................................... 157
6-17 Modeling the log aspect ratio mask .................................................................. 158
6-18 Model and fabrication of double side mask ...................................................... 159
6-19 Laminated mask approach ............................................................................... 160
6-20 Finding the right external magnetic field ........................................................... 161
6-21 Magneto optical image of a selectively magnetized samples ........................... 162
6-22 3D simulation of the laminated mask (double mask) ........................................ 163
6-23 Magneto optical image of the selective magnetization of BJA substrates ........ 164
6-24 MOI measures .................................................................................................. 165
6-25 Fabrication of nine micro-robots per batch ....................................................... 166
6-26 MOI characterization of samples from the same batch (280 µm thickness) ..... 166
6-27 Scanning hall probe measurements ................................................................. 167
6-28 Diamagnetic force measurement using a microbalance ................................... 169
13
6-29 Characterization of batch fabricated robots at SRI ........................................... 169
7-1 Comparison between fabricated end effector ................................................... 172
7-2 Microfabricated end effector assembled on a magnetic base ........................... 175
7-3 Cross section schematic and layer thicknesses ............................................... 176
7-4 End effector fabrication schematics .................................................................. 178
7-5 Fabrication recipe for hybrid (Nickel + SU-8) end effector ................................ 179
7-6 Fabrication recipe for hybrid (Nickel + SU-8) end effector ................................ 180
7-7 Three designs of magnetic attachment to the magnetic base .......................... 181
7-8 End effectors assembly tests ............................................................................ 182
7-9 Examples of end effectors fabricated in the second generation ....................... 183
7-10 Released end effectors fabricated in four different techniques ......................... 184
7-11 Fabrication of different tools and resolutions .................................................... 185
7-12 Three examples of end effector tips made in nickel .......................................... 185
7-13 Hybrid end effector tips made of nickel and SU-8 ............................................. 186
7-14 Top view of nickel end effector mounted on magnetic bases ........................... 187
7-15 Pick and place testing using end effectors coated with SBS ............................ 188
7-16 Sequence of the end effector entering and leaving a droplet ........................... 189
7-17 Sequence demonstrating the proof of concept of µEDM .................................. 190
8-1 Concept of switchable magnets. ....................................................................... 193
8-2 Concept of electropermanent magnet .............................................................. 194
8-3 EPM schematics. A)EPM configurations in the on/off states ............................ 196
8-4 Magnetic field measurements for EPM fabricated with two materials ............... 198
8-5 NdFeB 1500 µm x 2000 µm x 500 µm EPM magnetic field .............................. 199
8-6 COMSOL simulation results for a NdFeB EPM ................................................ 200
8-7 Simulation of the beam stress and deflection when the EPM is “on”. ............... 201

14
8-8 Operational concept of the conventional and new axisymmetric EPM ............. 202
8-9 Example EPM configuration yielding maximum latching force on/off ratio ........ 203
8-10 2D axisymmetric COMSOL simulation ............................................................. 204
8-11 Fabrication of the EPM core ............................................................................. 205
8-12 Magnetization curve (VSM) of two EPM core configurations ............................ 206
8-13 Stray magnetic field (MOI) for ON and OFF states of the EPM ........................ 207
8-14 EPM magnets after applying different reverse magnetic fields ......................... 208
8-15 MOI from the fully assembled EPMs (with ferromagnetic plates) ..................... 209
9-1 Fabrication process for magnetization mask to enhance the contrast .............. 214
9-2 Cross section of a 3D simulation of the Bz field ................................................ 215
9-3 Bz field simulations for three configurations ...................................................... 216

15
LIST OF ABBREVIATIONS
µEDM micro electro discharge machining
CAGR compound annual rate
DCD DC demagnetization
EPM electro permanent magnet
FEM finite element models
MEMS micro electro mechanic systems
MOI magneto optical image
SBS styrene-butadiene-styrene
SHPM scanning Hall probe microscope
VSM vibrating sample magnetometer

16
TERMS AND SYMBOLS
B
magnetic flux density field
extB
external magnetic flux density field
0B
additional (bias) external magnetic flux density field
d differential
F
magnetic force
m magnetic scalar potential.
H
magnetic field
applH
applied external magnetic field in VSM measurements
ciH intrinsic coercivity
rH remanent coercivity
m
dipole magnetic moment
M
magnetization field
rM remanent magnetization
sM saturation magnetization (or remanent magnetization in some cases)
Bn extB
unitary vector (direction of scalar external magnetic flux density)
Mn M
unitary vector (direction of scalar saturation magnetization)
N Symmetrical tensor containing the demagnetization coefficients
xxN demagnetization coefficients in x coordinate (analogous for yy and zz)
magnetic flux
electrical conductivity

17
T
torque
0µ permeability of free space
rµ relative permeability
µ material permeability (rµµµ 0)
V volume
m material susceptibility

18
Abstract of Dissertation Presented to the Graduate School of the University of Florida in Partial Fulfillment of the Requirements for the Degree of Doctor of Philosophy
ENGINEERING MICROSCALE MAGNETIC DEVICES FOR NEXT-GENERATION
MICROROBOTICS
By
Camilo Velez Cuervo
August 2017
Chair: David Arnold Major: Electrical and Computer Engineering
This dissertation focuses on engineering advancements to solve technological
challenges in the field of microrobotics. Like colonies of ants or bees, it is conceivable
for coordinated “swarms” of small-scale robots to together solve complex tasks, such as
micro/nanomanufacturing, biomedical treatments (e.g., direct cell manipulation, minimal
invasive medicine, theranostics, etc.), monitor and maintenance of structures, or
surveillance and information security. In the last few years, researchers have
demonstrated significant advancements along this theme, including locomotion
(magnetic, flaying, swimming), multiple robot manipulation, chemical actuation, and
human in-vivo experimentation. This sci-fi idea has even been promoted in the general
public by films like Fantastic Voyage (20th Century Fox - 1966) and the recent Big Hero
6 (Walt Disney – 2014). However, to fully realize this futuristic vision, the microrobot
units must be made smaller, smarter, cheaper, and more capable than anything seen
before.
To address some of these challenges, this research focuses on (1) the
development of batch-fabrication strategies for scalable manufacturing of magnetic

19
microrobots and (2) development of magnetic mechanisms to enhance the functionality
of microscale robots. These efforts are unified by the micro-engineering of magnetic
fields, structures, and devices at sub-millimeter dimensional scales.
In a first thrust, a batch-fabrication process denoted “selective magnetization” is
developed to produce complex magnetic field patterns by “imprinting” permanent
magnetic films/substrates with alternated microscale poles. Two examples illustrate the
utility of the process for microrobotics: 1) a bottom-up approach, using magnetically
driven assembly of magnetic nanoparticles for potential roll-to-roll manufacturing of free-
floating microscale magnetic microrobots; and 2) a top-down approach, for mass
production of diamagnetically levitated millimeter-scale robots to be used in high speed
microfactories.
In a second thrust, two magnetic strategies are explored in an effort to enhance
the functionality of microrobots (magnetic or non-magnetic robots): 1) magnetically
attached end effectors, which are used to demonstrate nanoscale precision
manipulation of micron size objects; and 2) sub-millimeter electropermanent magnets,
which are magnet assemblies that can be used as electronically switchable magnetic
actuators.
Ultimately, this research contributions are: a design a methodology, that can help
future researcher in academia to continue building the field of magnetic microrobotics; a
selective magnetization technology, that can be potentially used by industry to fabricate
better and more functional magnetic devices at nano and micro scale; a novel magnetic
force sensing technique at microscale, that can be used by researchers looking to
enhance characterization capabilities in the microsystems field; a fabrication process for

20
free floating magnetically responsive microstructures, that can potentially be used by
researchers in biomedical applications; a fabrication technique for batch production of
levitated microrobots with detachable end effectors, that can be used in new
manufacturing and micropositioning technologies; and a proof of concept of the
microfabrication of electropermanent magnets, that can be used to enhance functionally
in the next generation of microrobots.

21
CHAPTER 1 INTRODUCTION
Robotics is nowadays a driving force for a new industrial revolution. It is
recognized itself as an industry that is in the early stage of fundamental changes for
humanity. In a 2016 report from BCC research [1], robotics was a $ 26 B worldwide
industry with a 4% compound annual growth rate (CAGR) projected to 2021 (global
distribution of robotics industry in Figure 1-1). Robotics have direct impact in other
industries such industrial manufacturing, military, healthcare, domestic services,
professional services, security and even entertainment.
Figure 1-1: Global robotics industry.
In the Roadmap for US Robotics [2], Presented to the congress in November 7
2016 (inspired in the report presented in 2009 under the Obama administration to
launch the National Robotics Initiative in 2011, which allocated $70 M and the National
Robotics Initiative 2.0 that will allocated $30M-$45M in 2017 to advancing robotics
research), it was clearly stated that restructuring U.S. manufacturing (a sector that
represents 12% of U.S. GDP) is essential to the future of economic growth of the
5.3 5.3 5.3 6.6
8.5 9.1 10.011.9
5.4 5.4 5.6
7.54.9 5.0 5.1
5.6
0
5
10
15
20
25
30
35
40
45
2014 2015 2016 2021
Mar
ket
by
regi
on
[$
Bill
ion
s]
Year
North America Asia-PacificEurope Plus Other markets
$ 24 B $ 25 B $ 26 B
$ 32 B4% CAGR 2016-2021

22
country. It also was emphasizing that Robotics is a key transformative technology that
can revolutionize this manufacturing. Within manufacturing, robotics represents a $8 B-
industry in the U.S. that is growing steadily at 9% per year and that in the last 5-6 years
have introduced ~600,000 jobs.
The roadmap also established that for the next 15 years the advances in micro
and nano-scale sciences will be able to develop safe, provably-correct designs for any
product line to contribute to this manufacturing industry. It also confirmed the necessity
for integration of MEMS, low-power VLSI, and nano-technology to enable sub-mm
(micro-nano robotics) self-powered robots. Two main technology drivers were defined
for sub-mm robotics:
1) Healthcare/Biomedical: Where there is a need for creating, new or improving
existing medical procedures and devices for micro-scale interventions, where
micro/nano-manufacturing for micro/nano-robots for drug delivery, therapeutics and
diagnostics is required. As an example, robotic surgery equipment manufactory is today
a $2.8 B industry in USA, with 12.1% annual growth, projected growth of 14.1% to 2021,
catalogued as a quality growth industry and generating ~$394 M in profits. This industry
is comprised by 30% neurosurgical robots, 23% orthopedic surgery robots, 12%
steerable robotic catheters and 35% to other robots [3]. This shows the potential fertile
soil of microrobotics in this in healthcare and biomedical.
2) Manufacturing: Where the next generation of high-value products relaying on
embedded computers, advanced sensors and microelectronics requires micro/nano-
scale assembly, for which labor-intensive manufacturing with human workers is no
longer a viable option. Research and development of new mechanisms and actuators

23
for new manufacturing techniques to make it possible to fabricate truly microscale
robotic elements and incorporate techniques such as massively parallel assembly via
self-assembly.
These two technology drivers (healthcare/biomedical and manufacturing) where
micro-nano robotics could find niche, do not only have local impact in United States
markets, they have created global markets in Europe and Asia Pacific. Based on reports
by BCC research [1], [4], [5] the healthcare/biomedical technology driver could find a
potential market in minimally invasive medical devices as well as in medical robotics
and computer assisted surgery. In 2016, the former one was a $ 4 B worldwide market
of 11.8% CAGR for 2021. By the other hand, looking manufacturing technology driver,
the potential market is in the industrial robotics that in 2016 was a $ 15 B worldwide
market with a 2.7% CAGR for 2021. Micro-nano robotics is shyly appearing in any of
those reports and that is the big opportunity for this emerging field. Figure 1-2
represents the global potential markets that microrobotics could pursue in the near
future.
Figure 1-2: Potential global markets for microrobotics: A) Surgical robotics and B) industrial robotics.
2.7 2.7 2.7 3.0
5.6 6.0 6.4 7.4
2.9 2.9 3.03.92.5 2.5 2.5
2.4
2014 2015 2016 2021
Year
Global industrial robotics market
North America Asia-Pacific
Europe Plus Other markets
3.15.4 4.40.1
0.2
3.6
0.7
1.2
5.9
0.1
0.1
7.9
0
5
10
15
20
25
2015 2016 2021
Mar
ket
by
regi
on
[$
Bill
ion
s]
Year
Global surgical robotics market
North America Asia-Pacific
Europe Plus Other markets
$ 14 B$ 14 B $ 15 B
$ 17 B2.7% CAGR 2016-2021
$ 3.5 B
$ 4.0 B
$ 6.8 B
11.8% CAGR 2016-2021
A B

24
This promising perspective of the global markets are one of the many
justifications to push the boundaries of micro-nano robotics field. It is a reality that
penetrating the market with microrobotics is ambitious and still distant in the future, but
it is an emerging field the requires interdisciplinary research. As an encouraging
example of research efforts in the field of microrobotics, it is presented a record of
awarded grands in USA by the national science foundation (NSF) in Figure 1-3 [6]. A
total of $14.4 M since 1998 has been invested in projects related with microrobotics.
Note: data for year 2017 is only available up to June.
Figure 1-3: NSF awarded grants for microrobotics.
1.1 Purpose & Objectives
1.1.1 Research Purpose
The purpose of this doctoral dissertation is to advance the field of micro-nano
robotics and deepen the understanding of relevant physical phenomenon at small
scales. This document will mainly focus on robots with micrometer scale feature sizes
(therefore only microrobotics appears in the title) and their interactions with magnetic
fields.
0.07
0.0
6 0.3
8
0.6
0
0.40
0.24
0.6
9
0.03
0.41
2.29
1.4
1
0.4
0
1.3
2
2.10
0.7
7
1.68
1.47
0.06
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
19
97
19
98
19
99
20
00
20
01
20
02
20
03
20
04
20
05
20
06
20
07
20
08
20
09
20
10
20
11
20
12
20
13
20
14
20
15
20
16
20
17
20
18
Mill
ion
do
llars
[$]
Year
NSF total awarded to microrobotics
$ 14.4 M
25
Researchers in the Interdisciplinary Microsystems Group (IMG) at the University
of Florida, led by Professor David Arnold, have identified that methods to fabricate
magnetic structures with complex magnetic field patterns at the micro scale are of
fundamental importance for the advancement of magnetic microrobots. One of the core
technologies under research presented in this document, is a technique of batch-
patterning complex magnetic pole shapes (with alternating orientation) on magnetic
materials. At least one of the dimensions for the magnetic materials (also called
substrates) is in the microscale range. Substrates could be magnetic tapes with
thickness below 10 µm (for the magnetic part of the tape) or thin, bulk magnets with 400
µm thickness. The intended pattern sizes range from millimeter to micrometers,
depending on the application. These magnetic patterns will be fundamental parts of
more complex microsystems.
The technique being explored in this research is called selective magnetization.
Figure 1-4 depicts the technique concept. The main idea of selective magnetization is to
use a magnetization mask, with the desired patterns, to concentrate external magnetic
field and flip the magnetization of the magnetic material underneath the patterns in the
mask (like a magnetic stamp process). This method is important to the magnetic, MEMS
(micro electro mechanical systems), and microrobotic communities because it expands
the usage of permanent magnetic materials in microsystems by creating complex
magnetic field patterns.

26
Figure 1-4: Selective magnetization concept.
1.1.2 Research Objectives
The general objective of this dissertation is to study the creation of complex
magnetic field patterns at microscale, and the usage of such patterns in the fabrication
and functionality of microrobots. The modeling describing the magnetic behavior and
fabrication of the magnetic structures must fulfill the geometric necessities of
microsystem fabrication.
There are two specific objectives, grouping designated tasks governing the
research conducted in this dissertation:
First, to provide strategies and demonstrate processes for batch fabrication of
magnetic microrobots, using selective magnetization as a fundamental technology.
Designated tasks are: to demonstrate feasibility of patterning complex magnetic field
patterns, to model and validate the selective magnetization process, to propose and
execute fabrication techniques for multiple magnetic structures in a batch process,
propose a technique for particle capturing at the boundary of magnetic poles, and
generate diamagnetically levitating micro-robot bases.
Bext Bext
Magnetic layer (initial state)
NO Magnetized
MagnetizedUP
Magnetized DOWN
Magnetizationmask
Strong magnetization
Reverse magnetization
Selectively magnetized pattern
Bext
Bext

27
Second, to suggest mechanisms to enhance functionality of microrobots, in terms
of interaction with the objects to be manipulated. These mechanisms could be
implemented over existing microrobotic platforms. Designated tasks are: to prove
feasibility of a magnetically detachable end effector, to stablish a batch fabrication
procedure of end effectors for microrobotics, and to propose alternatives for
microfabrication of electropermanent magnets.
1.1.3 Research Methodology
A diagram in Figure 1-5 is presented as a general methodology for this research.
The proposed path to elaborate a simulated model is to start from understanding the
theory behind some specific natural phenomena or physical behavior. Next, elaborate a
theoretical model that describes a simple configuration of this phenomena. Then, use
this theoretical model to start the designing process, i.e. selection of components or
identifying general constraints in the problem. After, it is possible to elaborate a
simulation model that combines the theoretical model and de designed variables. The
objective of a simulation tool is to improve the design, therefore, better design
constraints and an iteration process will lead to a more accurate simulation. It is
important to have in mind that simulation is not the ultimate goal. With the design and
the simulation results, then it is possible to fabricate a prototype. Testing or measuring
this prototype will generate important information to validate or feedback the simulation
model. This work believes that multiple iterations on this loop will generate more
accurate results each time and will reduce time in future designs.

28
Figure 1-5: Modeling methodology concept diagram.
1.2 Dissertation Overview
Chapter 1 of the dissertation (Introduction) presents an overview of the potential
that microrobotics have in the global industry of robotics, as a justification for the
importance of the work presented in this document. It also explains the objectives
research contributions of the conducted research.
A detail analysis of the state of the art of microrobotics and magnetostatics at
small scale is presented in Chapter 2 (Background). Magnetostatics is fundamental to
develop validated models (analytical and numeric) that can predict the stray magnetic
fields of complex patterns
It is fundamental to elaborate the theoretical bases of magnetic forces at
microscales. Magnetic forces will be the physics governing the mobility mechanism for
the selected microrobots (diamagnetic levitated) and governing the fabrication principle
for the bottom-up approach (magnetic nanoparticle collection). Chapter 3 (Magnetic

29
forces at small scale) will explain the concepts and present and alternative solution to
the problem of measuring magnetic forces at small scales.
And overview of magnetic field patterning at microscale and a description of the
selective magnetization process is presented in Chapter 4 (Selective magnetization).
The chapter will also include description of a simulation model for the selective
magnetization process, fundamental to interpret the changes in variables involved in
this process and predict the stray magnetic fields of the fabricated complex patterns.
The micro-nanorobotics community (as a subset of the microsystems and
nanotechnology communities) considered two fabrication approaches: 1) the bottom-up
and 2) top-down [7]. Both approaches will be exemplified in this dissertation for
fabricating microrobots using magnetic field patterns. 1) A bottom-up approach,
centered in the idea of magnetically assemble nanoparticles onto the interface boundary
of magnetic patterns, then crosslinking the particles for later release them as magnetic
microrobots. This project will be presented in Chapter 5 (Microrobot fabrication: bottom-
up approach). 2) A top-down approach of microrobot fabrication will be addressed in
Chapter 6 (Microrobot fabrication: top-down approach) by demonstrating a batch
fabrication technique for diamagnetic levitated robots. The selective magnetization
technique will be used in this approach.
Once the microrobots are fabricated, it is time to give them additional
functionality. A first approach will be providing exchangeable/replaceable end effectors
with different “tools” to perform variety of tasks. The mechanism to attach every end
effector with the microrobot will be by using magnetic patterns. The fabrication
procedures will be presented in Chapter 7 (Adding functionality to microrobots: end

30
effectors). A second approach will be designing a complex magnetic pattern that can
turn on/off the external magnetic field. Such magnetic pattern is called electropermanent
magnet and will be explained and demonstrated in Chapter 8 (Adding functionality to
microrobots: electropermanent magnet).
Figure 1-6 presents a summary of the content of this document and how each
chapter is related with the specific objective for this research. This figure compress the
main spirit of this work. Remarks of the wok conducted in this document and a
summary of the accomplishment will be presented in Chapter 9 (conclusions).
Figure 1-6: Research and document description.
Magnetically
detachable
end effectors
Electro-
permanent
magnets
Background
Magnetostatics
Nanoparticle
assembly
Bottom-up
Diamagnetic
levitation
Top-down
Micro-magnetic
field patterns
MicrorobotsAdding
functionality
Chapters
Specific Objectives
Concepts
Selective
magnetization
Modeling
Multiphysics
Simulations
Validation
Magnetic
forces

31
CHAPTER 2 BACKGROUND*
This chapter is design for future students and researchers exploring the field of
microrobotics for the first time. The goal of this chapter is to lead the reader through the
brief history of microrobotics and point in the direction of the leaders of the field (in the
humble opinion of the writer). This literature review will cover the most important books
wrote about microrobotics and the review papers that summarize the work of many
research groups in the last 30 years across the world. This review is by any means
comprehensive, and many other authors should be included in the future, but it is a
starting point for the reader to discover the “big players” in this field that is still in its
infant stage.
This chapter also aims to illustrate some theoretical concepts of magnetostatics
and the modeling of magnetic materials at the microscale. Magnetostatic problems area
commonly simulated nowadays using finite element modeling These
modeling/simulation approaches are common topics in most of the modern magnetic
theory textbooks, but there are some important details that need to be considered when
modeling structures in the microscale domain, such as material magnetic
characterization (and corresponding demagnetization corrections). This chapter will
cover a simplified analytical model to evaluate the magnetic B field generated by
permanent magnets, as well as soft magnetic materials in the presence of external
magnetic fields. The model will be validated, demonstrating the accuracy and
* This section contains excerpts from reference [8] and [9]. Reprinted (adapted) with permission from C. Velez, I. Torres-Díaz, L. Maldonado-Camargo, C. Rinaldi, and D. P. Arnold, “Magnetic Assembly and Cross-Linking of Nanoparticles for Releasable Magnetic Microstructures / Supporting information,” ACS Nano, vol. 9, no. 10, pp. 10165–10172, 2015. Copyright 2015 American Chemical Society

32
possibilities of this research. A description of the importance of pole boundaries will be
also presented and described through simulations.
The magnetostatics section is divided in in seven sub-sections: 1) Classification
of the magnetic materials by interpretation of their material properties. 2) Introduction to
modeling magnetostatics. 3) Demagnetization correction for ferromagnetic materials, 4)
DC demagnetization will be mentioned. 5)Techniques used at University of Florida for
measuring stray magnetic fields and visualization of magnetic micropatterning will be
presented.6) Simulation methods and validations used as fundamental block for
modeling magneto static problems with finite element approach (single magnet). 7)
Simulation of magnetic pole boundaries. 8) Simulation of alternated magnetic pole
patterns in the form of a checkerboard.
2.1 Microrobotics
Since the first mention of small scale machines (called today microrobots) in
1959 by Richard Feynman [10], [11], numerous fields of applications for micro/milli
robotic systems have emerged such as minimal invasive medicine [12], bioengineering
[13], and microassembly [14]–[16]. Inspired by Feynman some visionaries such as A.M.
Flynn [17] and W. Trimmer [18], envisioning creating complex machines with sizes and
abilities of insects. Advances to achieve those goals were only possible by the progress
in the field of microsystems (MEMS), in microfabrication technologies [19] and specially
by using silicon as mechanical material [20].
Most of researchers working in the field of microrobotics, recognize their
inspiration in the founding works of R.S. Fearing [21], F. Arai and T. Fukuda [22], that in
the International conference on Intelligent robots and systems (ICIRS) on 1995, set the
fundamentals of micromanipulation and adhesive forces at microscale. Another

33
important founder in the 90’s was S. Fatikow who author or coauthor some of the first
books in the field.
A generation of researchers in the decade of 00’s brought exiting applications
and could be easily be named “parents” of the current research groups. During this
decade researchers in Europe leans towards biological applications and magnetic
actuation mechanisms (B. Nelson, M. Sitti, and O. Schmidt), meanwhile American
researchers lean towards enhance mobility in air and ground and industrial applications
(R. Pelrine, K. Pister, R. Wood, and D. Rus).
The decade of 10’s is still in its peak and many new groups have sprout, bringing
new challenges and facing interesting new problems. Each researcher in this generation
is working to develop new technologies and open new frontiers, therefore they could be
called the Progeny generation. Figure 2-1 depicts a genealogy tree with the most
important contributors in the field of microrobotics. This three is by any means extensive
(is a subjective representation based on visibility) and represents a starting point for
networking and research in the field. This tree will continue growing to become strong
and deliver impactful research.
Ronald S. FearingUC Berkeley
Biomimetic millisystems
Kristofer PisterUC BerkeleySmart dust
Metin SittiMax Planck Institute
Microrobotics
Robert WoodHarvard
Microrobotics
Kirstin PetersenCornell University
Bio insp. robot
Eric DillerUniversity of Toronto
Microrobotics
Bradley NelsonETH Zürich
Microrobotics
Lixin DongMichigan State University
Nanorobotics
Jake J. AbbottUniversity of Utah
Telerobotics
Fumihito AraiNagoya University
Micro/Nano Robotics
Toshio FukudaNagoya University
Intelligent Robotics
Sarah BergbreiterUniversity of Maryland
Microrobotics
Yves BellouardEPFL
Micromanufacturing
David CappelleriPurdue
Microrobotics
Igor PaprotnyUniversity of Illinois
Microrobotics
Sergej FatikowUniversität Oldenburg
Intelligent Robotics
Oliver SchmidtIFW DresdenMicromotors
Daniela RusMIT
Robotics
Sámuel SánchezMax Planck Institute
Nanorobotic biosensor
Richard FeynmanMicro-nano technology
William TrimmerBelle Mead Research
MEMS
1st generation(60’s and 80’s)
2nd generation(90’s)
3rd generation(00’s)
4th generation(10’s)
InspirationAlumni (PhD/postdoc)
Movie
Ron PelrineSRI internationalMicrofactories
Stephane RegnierUniversity of Paris VI
Microrobotics
Fantastic voyage1966
Big Hero 62014
Michaël GauthierFemto-ST
Micromanipulation
A.M. FlynnMIT
Mobile robots

34
Figure 2-1: Genealogy tree for microrobotics, containing the most cited researchers in the field.
Searching publications by “microrobotics” in google scholar (up to June 19th
2017) will result in 7.672 references, including patents and citations. A historical
representation of this references in Figure 2-2, will show an increasing trend
demonstrating the potential growth of the field. The field of microrobotics is in an infancy
stage and it can be proven by comparing number of references published in 2016 in
better stablished areas such as nanotechnology (74.100), MEMS (28.800), and
Robotics (~52.600). The field of nanorobotics have comparative numbers than
microrobotics, with a total of 5.790 references.
Figure 2-2: History of publications related with microrobotics (academic papers, references, citations). Source: Google Scholar.
2.1.1 Books About Microrobotics
If the reader is new to the field of microrobotics, two suggestions are offered: The
first (and most important) suggestion is to start familiarizing with the field by reading [23]
[24]. These references are two parts of the tutorial about robotics in the small (Part I:
557
0
100
200
300
400
500
600
196
5
197
0
197
5
198
0
198
5
199
0
199
5
200
0
200
5
201
0
201
5
202
0
Pu
blic
atio
ns
Year
Total references: 7.672
Source: Google ScholarSearch: Microrobotics
Include: Patents and citations
References in 2016:"MEMS" ≈ 28.800"Nanotechnology" ≈ 74.100"Robotics" ≈ 52.600

35
Microrobotics and Part II: Nanorobotics) published in IEEE Robotics & Automation
Magazine, prepared by Bradley Nelson’s research group. This is a very useful, clear
and introductory tutorial that summarizes the most important topics to be considered
when studying the field, such as scaling effects, forces, microfabrication,
micromanipulation, nature inspiration, power constraints, imaging and assembly.
The second suggestion is Chapter 18 in the Springer Handbook of robotics [25],
it is a guide into the micro and nano robotics world describing scaling, actuation
mechanisms (electrostatics, electromagnetics, piezoelectric), sensing techniques
(optical, electron and scanning probe microscopy), basic techniques in micro/nano
fabrication and microassembly. A classification of the microrobots based on their
functionality is presented and specific emphasis in bio-microrobotics is made. A general
description of nanorobotics with special emphasis on manipulation techniques is made.
After following these two introductory suggestions, the reader is ready to go in
depth into the field. Beneath, a list of books directly related to microrobotics (published
in English) and a brief comment on the content of each books. As mentioned before, the
microrobotics is a field that is in its infancy and probably many books will be written in
the future. Four groups of books will be presented: 1) Academic oriented books, 2)
books collecting papers about selected topic, and 3) conference proceeding books.
Academic oriented books
Researchers in Europe (specially France), have been leading efforts to structure
the field of microrobotics along books suitable for the academic environment. The
following three books could be perfectly used as text books in courses dedicated to
microrobotics. Each book presents a diverse perspective (mechanical, manipulation or

36
assembly). The constant in these books is the careful and meticulous explanation of
every angle of the topic.
Microrobotics: Methods and applications [26] (one of the favorite books of the
author of this dissertation), is a very complete book from the mechanical engineering
perspective of microrobotics. It is constantly supported by mathematical analysis and is
divided in three parts: Part I - Prerequisites. It explains the fundamental concepts of
linear elasticity and kinetics. Part II - Core technology. It makes descriptions of the
applied physics (scaling effect, adhesion forces, material structure and properties), the
flexures, actuators and sensors. Part III - Implementation, applications and prospects. It
describes state of the art microfabrication techniques and applications (and
technologies) that are driving the microrobotic field to the future.
Microrobotics for Micromanipulation [27] is a pedagogical book that covers the
principles of micromanipulation, from the perspective of the physics of the microworld
and the strategies of micro handling. It also includes the fundamentals of the actuation
mechanisms for the microrobotics (piezoelectric, electrostatic, thermal and magnetic)
and the overall architecture of a micromanipulation system. Class exercises and
projects on different topics, are an important inclusion of this book.
Even though, Robotic microassembly [28] is a compilation of documents from
different authors, it is carefully edited to present microassembly in the form of a
coherent book. It starts from modeling of microworld by describing the impact of
vacuum, liquids and roughness in the overall force analysis at microscale. A second
section dedicated to handling strategies at small scales, describes micro handling, self-
assembly and micromanipulation (in dry and wet environments). And a third section

37
called robotic and microassembly, is dedicated to industrial MEMS structures. It
evaluates strategies for 3D microassembly, high-yield automated procedures and micro
solder applications.
Micro-nanorobotic manipulation systems and their applications [7] offers a clear
explanation about the boundaries between the micro and nano world and describes
fabrication techniques using the top-down and bottom-up approaches. It describes the
physics at small scale by always pointing differences in both worlds. It dedicates a
section to the technologies and materials that enable research in both worlds and
explains in detail manipulation under optical and electron microscope. It evaluates the
complexity of manipulation and motility of three systems at small scale: bacteria flagella,
cells, and carbon nanotubes.
Intracorporeal Robotics [29] uses a simple classification to present this topic: the
scale size. It starts by describing principles, scientific issues and applications for
intracorporal millirobots, followed by paradigms, methods and devices used in
microrobotics. It has a special chapter dedicate by devices manipulating objects
bridging the micro and nano world (such as cells) and finalizes by defining the scientific
challenges for biomedical nanorobotics.
A special mention should be made to Microsystem Technology and Microrobotics
[30], to be the first book (to our acknowledge) dedicated to microrobotics. Its
introduction presented a worldwide analysis of the present and future of microsystems
(called microsystems technology –MST- in the book) and, even though, many of the
techniques available at the 90’s had evolved, it is still a reference point for studying

38
microrobotics. The book described the actuation principles and sensing mechanisms,
containing numerous examples.
Selected topics
Selected topics in micro/nano-robotics for biomedical applications [31], is an
effort to document research results in the biomedical field using micro/nano robotics.
The introduction of this book presents a clear description of the challenges presented to
the field of microrobotics in the future. In a systemic approach, four examples were
presented: biomedical image analysis, a programing a capsule robot to navigate in the
gastro-intestinal tract, optical tweezers for cell manipulation and catheter surgery
assisted by robots. In a device approach, the book presented alternatives to solve the
power problem in microrobots (towards autonomous systems) by the integration of fuel
cells and energy harvesting mechanism. The inclusion of a piezoelectric sensor was
also commented. Two examples were presented of applications using nanorobot, a
cooperative scheme for drug delivery and cancer target therapy.
Micro- and Nanomanipulation Tools [32], specially focus on manipulation of
biological elements such as cells (mechanic, magnetic, and optic manipulation),
bacteria, DNA, and organic molecules. It presents examples of manipulation for plant
pathology and untethered tools for surgery. It also presents non-biological examples of
manipulation techniques in optical induced electro-kinetics, nanomaterial manipulation,
scanning probe microscopes, atomic force microscopy, Industrial tools for
micromanipulation, scanning electron microscope, and magnetic helical structures.
Automated Nanohandling by Microrobots [33] is based on the assumption that
the primordial function of microrobots is the manipulation of object at nanoscale. It
evaluates diverse topics such as the trends, automation and problems of nanohandling,

39
the problem of controlling microrobots, tracking and imaging objects inside scanning
electron microscopes, characterization and handling of cells and nanotubes and
nanomaterials’ testing and modification.
Not all chapters in Advanced Mechatronics and MEMS Devices [34] are
dedicated to microrobotics, but it contains certain topics of interest to the microrobotics
community such as: microscale sensors (force-torque and elasticity), piezoelectric end-
effectors, miniaturization of micromanipulation tools, digital microrobotics, micro gripping
and bioinspired (biomimetic) microrobots.
Conference proceedings
Microrobotics : Components and Applications [35], is a proceedings book for one
of the first official conferences in the field of microrobotics. It is important because the
design and control methodology for microrobots was not well stablished. Important
contributors such as S. Fatikow, T. Fukuda, and F. Arai presented some of their first
work at this conference.
Small-Scale Robotics [36], is the proceeding of the first international workshop on
microrobotics at the International Conference on Robotics and Automation (ICRA). An
introduction on small scale presented examples of robots bridging the gap between
millimeter a micrometer fabrication. The main topic of this workshop was the mobility of
the microrobots and magnetically actuated was the predominate mechanism described
by the presenters. Six device examples were presented by different groups.
Two additional book chapters dedicated to microrobotic applications are of
interest: An applications in medicine (locomotion of legged microrobot in gastrointestinal
tract) could be found in section V of [37] and the simultaneous control of multiple
microrobots [38].

40
2.1.2 Review Papers in Microrobotics
If the reader is new to the field, it will be very useful to know in which direction
start looking for information. After considering books in the topic, the next logical step is
to search for review papers. At least 18 review papers have been written about topics
related to microrobotics. A brief description of the most important review papers is
presented below, by grouping the papers in three groups: 1) Actuation principles, 2)
biological applications, and 3) problematics in the field.
1) A first group of papers is traying to describe research efforts in the field of
microrobotics by presenting the trends and technologies [15] and describing the
actuation principles [39]. Two main principles are mainly discussed: Swimming and
Flying.
For swimming microrobots, magnetic actuation is one of the most important
mechanisms of locomotion, as mentioned before. This statement is demonstrated by
[40]. A subset of microrobots with magnetic locomotion technique but using rotating
fields and helical shapes is presented by [41].
For flying, a very comprehensive review of aerial robots (drones) is presented in
[42]. Three specific classification of flying microdrones is presented: micro unmanned
air vehicles (µUAV), micro air vehicles (MAV), nano air vehicles (NAV) and pico air
vehicles (PAV). It is important to highlight, that names in this classification are highly
influenced by marketing strategies and do not represent real dimensions.
2) A second group of review papers is entirely dedicated to biological/biomedical
applications. The environment of microrobots dedicated to these applications is mainly
liquid and it has its own special characteristics. Evidently, the mobility of the microrobots
in these environments requires special attention [43]. And untethered mobile
41
alternatives are desired [13]. New bio-inspired swimming microrobots arise [44], as well
as hybrids combining microfabricated structures with living bacteria [45]. Despite these
advances, most of the microrobots in biological applications remain to be manipulated
using magnetic fields [46]. Two specific goals are in mind in microrobots for biomedical
applications: the minimal invasive medicine [12] and theranostics (the fusion of
diagnostics and therapy) [47], that leans towards the usage of nanorobots instead of
microrobots.
In a side note and going in the direction of nanorobots, it is important to highlight
a review paper about the usage of carbon nanotubes in the field of nanorobotics [48].
3) The third group of papers is dedicated to describe solutions for two of the most
pressing problems for microrobotics: power and functionality. The problem of power
sources at small scales (with special orientation to remote sensors) is presented in [49]
and electrochemistry is presented as one of the alternative for solution [50]. The
problem of functionality is partially addressed by researchers in the neighbor field of soft
robotics. There is a recent interest in soft robotics because of the versatility and low
power consumption of these robots [51] [52]. This interest transcends into the
microrobotics field [53] making soft robotics an enabling technology for future
applications.
2.2 Understanding Magnetostatics
2.2.1 Classification of Magnetic Materials
The minimum magnetic unit in nature is defined as the magnetic dipole (can be
interpreted as a pair of charges or and equivalent small current loop). Not all elements
in nature respond the same way to an external magnetic field because each element
has an associated dipole magnetic moment ( m
in units of A·m2). This is the

42
fundamental unit to evaluate magnetic properties in materials. In the analysis of
elements more complex than dipoles, it is possible to consider the magnetization M
as
the measurement of the net magnetic dipole moments per unit of volume ( V ) as in
[54]:
V
m
VM i i
0
lim
2-1
For most of the applications involving homogeneous and isotropic materials (it
will be clear later that those materials are called diamagnetic and paramagnetic), their
magnetization will have a linear behavior in the presence of and external magnetic field
H
. This relationship is expressed as HM m
, were m is defined as the material
magnetic susceptibility. H
and M
are expressed in units of A/m.
It is possible to make a rough classification of every element (or materials) based
on their susceptibility ( m ). If 0m then the material is considered diamagnetic,
meaning that their internal magnetic dipoles will orient in antiparallel direction of any
external magnetic field. If 0m the material is considered paramagnetic, meaning that
their internal dipoles will align in parallel direction with the external magnetic field.
Another important property for materials is the relative permeability rµ defined as
m1 (some authors instead use µ , the material permeability as rµµµ 0). This
property is mainly used to characterize materials with non-linear behavior in presence of
external magnetic field. Those non-linear materials that have a net magnetic moment at
the atomic level and a strong coupling between neighboring moments are called
ferromagnetic. If the coupled neighboring moments are equal but aligned antiparallel to

43
each other (no net magnetic moment, therefore magnetization is zero), the material is
considered antiferromagnetic. Figure 2-3 shows the periodic table of elements with this
magnetic classification. It is important to notice that at room temperature (273 K) there
are only four ferromagnetic elements (iron, cobalt, nickel and gadolinium) and one
antiferromagnetic (Chromium).
Figure 2-3: Periodic table of elements illustrating their magnetic behavior at 273K. Adapted from © DoITPoMS, University of Cambridge, https://doitpoms.admin.cam.ac.uk/tlplib/ferromagnetic/printall.php.
Ferromagnetic materials are of special interest for this document. Their
magnetization curve( M
vs H
) sometimes present two values at each H
and its
interpretation depends on its prior state of magnetization. This behavior is called
hysteresis. The magnetization hysteresis curve will highlight two important properties:
remanence and intrinsic coercivity. The first property is evaluated without the presence
Po At Rn84 85 86
Ra88
Ac89
Gd64
Fe26
Co27
Ni28
FerromagneticParamagnetic
Antiferromagnetic
Diamagnetic
Cr24
Magnetism at temperature = 273K
H1
He2
Unknown

44
of external magnetic field ( H
=0) where the ferromagnetic material will present a
remanent magnetization ( rM ) that is called remanence. The sign of the remanence can
be either positive or negative depending on the previous magnetization direction, but
the positive and negative remanences generally have equal magnitude. The second
property is evaluated when the applied external magnetic field is in opposite direction of
the material’s magnetization. The internal magnetization of the material will change
direction if the external field is high enough ( M
will switch from positive to negative or
vice versa). The value of the external magnetic field to switch magnetization is called
intrinsic coercivity (ciH ).
Based on the intrinsic relative permeability, coercivity and remanence,
ferromagnetic materials can be classified in two groups: hard and soft ferromagnetic
materials. Hard ferromagnetic materials (also called permanent magnets) are
characterized for high intrinsic coercivity, high remanence and low relative permeability.
They retain the magnetic field and are very difficult to demagnetize (only by high
temperatures, large demagnetizing magnetic fields, mechanical stress, or chemical
damage). Soft ferromagnetic materials have lower intrinsic coercivity and remanence,
but they generally present very high permeability. This means that they will magnetize
very easily in the presence of an external magnetic field, achieving a maximum
magnetization value called saturation magnetization sM .
A special magnetic classification called superparamagnetic occurs for particles
with nanometer diameter. Because of their reduced volume, these particles can
spontaneously reverse their own magnetization due to thermal fluctuations even in the
absence of external magnetic field. Therefore, in a time-average sense,

45
superparamagnetic particles have zero intrinsic coercivity and zero remanence, but act
as ferromagnets in the presence of external magnetic fields. The external magnetic field
provides enough energy to overcome the thermal fluctuations in order to align the
magnetic moments with the field direction.
A comparison of magnetization curve of materials with different magnetic
classification is made by measuring their magnetic moments at different external fields
using vibrating sample magnetometer (VSM) (ADE Technologies EV9). The measured
moments are divided by the volume of each sample to obtain the magnetization. Figure
2-4 compares measurements made for following materials: diamagnetic (pyrolytic
graphite), paramagnetic (aluminum), hard-ferromagnetic (nickel coated NdFeB magnet,
grade N42 and reference B111 from K&J magnetics Inc.), and soft-ferromagnetic (AISI
1018 mild/low carbon steel). Superparamagnetic particles are also compared (iron
oxide nanoparticles embedded in a polystyrene matrix from Corpuscular Inc.), although
they were measured using superconducting quantum interference device (SQUID)
magnetometer (Quantum Design).

46
Figure 2-4: Measured magnetization curves of different types of magnetic materials. A) Full scale and B) Zoom-in into µ0M to compare diamagnetic, superparamagnetic and paramagnetic materials.
Because of the nature of the research reported in this document, it is of special
interest the magnetic properties of soft ferromagnetic materials. Using information of
commercial soft magnetic materials available in COMSOL library, Table 2-1 is created.
For uniformity, the table reports the relative permeability when the external field is 1 µT
(called µri). Tis field was chosen (~0 T) to guaranty data points in all materials. It also
reports the saturation magnetization (µ0*Ms in units of Tesla) when the external field is 3
T (~∞). It also presents the electrical conductivity of the materials (σ, in units of MS/m),
although this property will not be used during this document.
Table 2-1. Magnetic properties of some commercial soft ferromagnetic materials.
Material 1 µr [--] µ0*Ms [T] σ [MS/m]
Low carbon steel 1006 3882 2.1 8.4
Low carbon steel 1008 1221 2.1 8.4
Low carbon steel 1010 2119 2.1 8.4 Low carbon steel 1018 835 2.0 8.4
Metglas Nano Finemet 50 Hz 87031 1.2 0.8 Nickel Steel Molypermalloy (Alloy 79) 65709 0.8 1.7
Nickel Steel Permalloy Oriented 41882 1.1 1.7 Nickel Steel Mumetal 80% Ni 79518 0.7 1.7
Alloy Powder Core Ferrite 1229 0.4 1 µS/m Nickel Steel Supermalloy 445540 0.8 1.7
A B
-0.0015
-0.0010
-0.0005
0.0000
0.0005
0.0010
0.0015
-3.0 -2.0 -1.0 0.0 1.0 2.0 3.0
µo·M
[T]
µo·H field [T]
Soft ferromagnetic
Hard ferromagnetic
Superparamagnetic
Paramagnetic
Diamagnetic-3.0
-2.0
-1.0
0.0
1.0
2.0
3.0
-3.0 -2.0 -1.0 0.0 1.0 2.0 3.0
µo·M
[T]
µo·H field [T]
Soft ferromagnetic
Hard ferromagnetic
Superparamagnetic
Paramagnetic
Diamagnetic

47
Silicon Steel NGO Arnon 7 3333 1.5 2.1 1 µr measured at 1 µT / 2 µ0*Ms measured at 3 T
Figure 2-5 is a graphic representation of the magnetic properties of commercial
available soft ferromagnets (data obtained from COMSOL library). Each element is
allocated corresponding to its material properties, where the x axis represents the
saturation magnetization in units of Teslas, they y axis represents the relative
permeability, and the diameter of the marker represents the electrical conductivity.
Figure 2-5B represents a zoom- in view of the material properties for selected low-
carbon steels.
Figure 2-5: Material properties comparison for some soft ferromagnets in COMSOL library. A) Full list of materials and B) zoom in to low carbon steels.
2.2.2 Magnetic Model of Ferromagnetic Materials
Numerous applications related with magnetic phenomena require the usage of
hard ferromagnetic materials. Having a theoretical model that can predict the magnetic
field produced by a hard magnet with any geometry will be ideal. Although, because of
the nature of the physics in magnetism, the resulting equations (individual solutions of
the Maxwell’s equations) will be extremely complicated. The most common approach to
recreate the stray magnetic field of any shape is by using finite element models (FEM).
A B

48
A fundamental step, whenever using numerical methods is to validate the
simulations. To this goal, it is always recommended to solve a very simple problem (with
the most basic geometries) and to compare the analytical solution with the simulation
results. This step will give the researcher the confidence to explore further complicated
geometries, assuming accurate results. To the purpose of this dissertation, the
validation will be done by calculating the stray magnetic field produced by a sphere of
hard ferromagnetic material and compare the results with a COMSOL simulation.
Simulation and analytical model will be both compared with measurements of the
magnetic flux density to obtain a full validation of our models.
This problem requires the solution of Maxwell’s equations where there is no time
variation. This leads to cancel (neglect) the time-dependent terms in the equations. It
will also be of interest to consider a current-free problem where only the magnetic
component of the equations remains, narrowing the set of equations to a theory called
magnetostatics ( 0 H
and 0 B ). This theory also includes the constitutive
equation (from the Sommerfeld convention):
)(0 MHµB
2-2
where B
is the magnetic flux density in Tesla, H
is the magnetic field strength in A/m,
M
is the magnetization in A/m and AmTµ /104 7
0 is a constant representing the
permeability of free space. Further results will be derived based on theory from [54]–
[56].
The problems that will be solved ahead will be using the charge model as a
method to analyzing the magnetic field. Therefore, by using one of the propositions for
calculus, where the irrotational vector filed can be written as the gradient of a scalar-

49
valued function, another important term arises: the scalar potential m . This final term
will be useful to describe the magnetic field as:
mHH
0 2-3
By substituting Equation 2-2 and 2-3 into 0 B
(from Maxwell’s equations) the
magnetostatic Poisson equation can be obtained:
Mm
2 2-4
The Poisson equation is the fundamental part of the charge model and it is used
to find the magnetization field of a ferromagnetic material in any point of the space. The
problem with this differential equation is the enormous complexity of its solution for
complex geometries. As mentioned before, this is the main reason why it is necessary
to use finite element models (simulations) to predict magnetic fields of complicated
structures. A schematic of the sphere to be analyzed is presented in Figure 2-6. Figure
also depicts the selected coordinated system and conventions to calculate the magnetic
flux density in the point P.
Figure 2-6: Coordinate system for the calculation of the magnetic field in a point P near a spherical permanent magnet.

50
The assumptions are: the sphere of radius a, uniformly magnetized with
saturation magnetization sM (could also be interpreted as remanent magnetization) in
the direction z , the sphere is made of isotropic permanent magnet material and it is
suspended in free space. For a better solution of the problem it is necessary to
represent the Laplace equation (specific case of Poisson equation when 02 m ) in
spherical coordinates. This solution can be found in [54]. The solution of the magnetic
flux density can be calculated for two values of radius ( ar and ar ). Those two
values represent the field inside the sphere and the field outside the sphere respectively
in Equation 2-5.
arrr
aMµ
arzMµ
B
s
s
)sin()cos(23
1
3
2
3
3
0
0
2-5
An experimental setup is installed to measure the magnetic flux density of a
permanent magnet sphere and compare the results with preliminary COMSOL
simulations and the theoretical model presented before. A NdFeB sphere with 2”
diameter, grade N42 from K&J magnetics was measured using a gaussmeter (F.W.
Bell, series 9950) and a micro positioner. The material magnetization of the sphere is
estimated to be sM =926 kA/m, based on vendor specifications and by measuring the
maximum B field in the surface of the sphere, that should be sMµ0)3/2( (~776 mT).
Comparative results are presented in Figure 2-7 and show very good agreement. The
positioning error of the hall probe is calculated to be ~200 µm (probably the error in the
position of the sensor inside the probe).
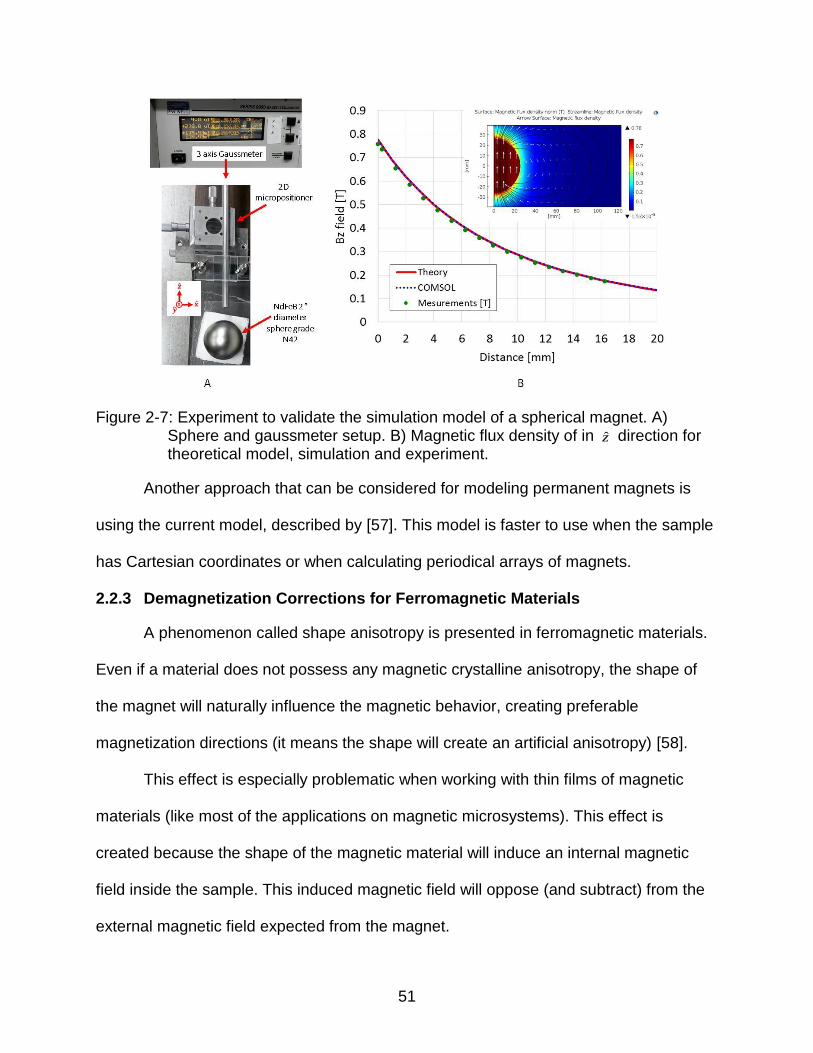
51
Figure 2-7: Experiment to validate the simulation model of a spherical magnet. A) Sphere and gaussmeter setup. B) Magnetic flux density of in z direction for theoretical model, simulation and experiment.
Another approach that can be considered for modeling permanent magnets is
using the current model, described by [57]. This model is faster to use when the sample
has Cartesian coordinates or when calculating periodical arrays of magnets.
2.2.3 Demagnetization Corrections for Ferromagnetic Materials
A phenomenon called shape anisotropy is presented in ferromagnetic materials.
Even if a material does not possess any magnetic crystalline anisotropy, the shape of
the magnet will naturally influence the magnetic behavior, creating preferable
magnetization directions (it means the shape will create an artificial anisotropy) [58].
This effect is especially problematic when working with thin films of magnetic
materials (like most of the applications on magnetic microsystems). This effect is
created because the shape of the magnetic material will induce an internal magnetic
field inside the sample. This induced magnetic field will oppose (and subtract) from the
external magnetic field expected from the magnet.

52
A way to understand this phenomenon is by representing the hard ferromagnet
using the charge model. It is easy to observe that north and south magnetic poles are
represented as a collection of positive and negative charges, respectively. Using this
convention, the stray magnetic field H
will create flux lines outside of the magnet
starting from positive charges and ending in negative ones. It is only logical that inside
the magnet the magnetic field will create the same lines from positive charges to
negative ones. The resulting H
lines inside the magnet are called demagnetization
field and are in opposite direction of the magnetization of the material.
It is very important to account for this demagnetization field (correcting the
measurement) whenever a material (with a shape different than a sphere) is being
characterized. Otherwise the resulting values will not represent the real properties of the
material and will lead to design or simulation errors. It is important to remember that one
of the goals is to use the correct measurement of magnetic properties as an input for
simulation models.
To have a correct demagnetization correction, the first step is measuring the
magnetization curve of the material using a magnetometer. The magnetization curves of
all the ferromagnetic materials described below were measured using a vibrating
sample magnetometer (VSM) (ADE technologies) with maximum applied fields of 2.26
T. This technique reveals the average distribution of the magnetization of the bulk
sample. To calculate the total internal magnetic field of a sample ( H
) including the
demagnetization, it is necessary to use the formula [59]:

53
MNHH appl
2-6
where applH
represents applied magnetic field by the VSM and M
is the magnetization
measured by the instrument. According to this notation, N is a symmetrical tensor [58]
[59] that contains the demagnetization factors: xxN ,
yyN and zzN . All other non-diagonal
factors are =0. These demagnetization factors will be related to the geometry of the
sample; every factor will be related with the corresponding coordinate axis (x y and z)
and 1 zzyyxx NNN . Calculating each demagnetization factor is not an easy task,
each sample geometry will have different set of equations for its calculation. This
dissertation focus on magnets with a prism geometry and their demagnetization factors
can be found in [60].
Consider a cuboidal magnet (rectangular prisms) as shown in Figure 2-8, with edge
dimensions in the x, y, and z directions of a2 , b2 and c2 . The magnet is subjected to a
magnetic field in the z direction. For thin samples with square area, i.e. ba , a term
acp / is created for simplification. According to [61] the calculation of zzN leads to :

54
p
121)+(p
3
2
3p
2
3p
)p2(12)+(p
3p
)p2(1
2)+(p
1arctan2
12)+(p
1-2)+(plnp1+2ln
p
2
1-2)+(p
1+2)+(pln
p
1-p=
2
3/232
2
2
2
2
2
2
p
p
N zz
2-7
Figure 2-8: Coordinate system representation used to calculate the demagnetization coefficients. Reprinted from A. Aharoni, “Demagnetizing factors for rectangular ferromagnetic prisms,” J. Appl. Phys., vol. 83, no. 6, p. 3432, 1998., with the permission of AIP Publishing [60].
Based on this geometry (square shape in xy plane), the other two
demagnetization factors (xxN and
yyN ) are equal and can be calculated by
2/)1( zzyyxx NNN (because all factors should sum 1). The use of these theoretical
factors has been compared with observations of the saturation process in prisms by
[62].
An example of the demagnetization correction process, for an isotropic
ferromagnetic material of Pt/Co alloy (platibalt after 700ºC annealing for 40min) is
presented in Figure 2-9. It is important to notice how the out and in plane
measurements before correction present the shape anisotropy (they look very different),
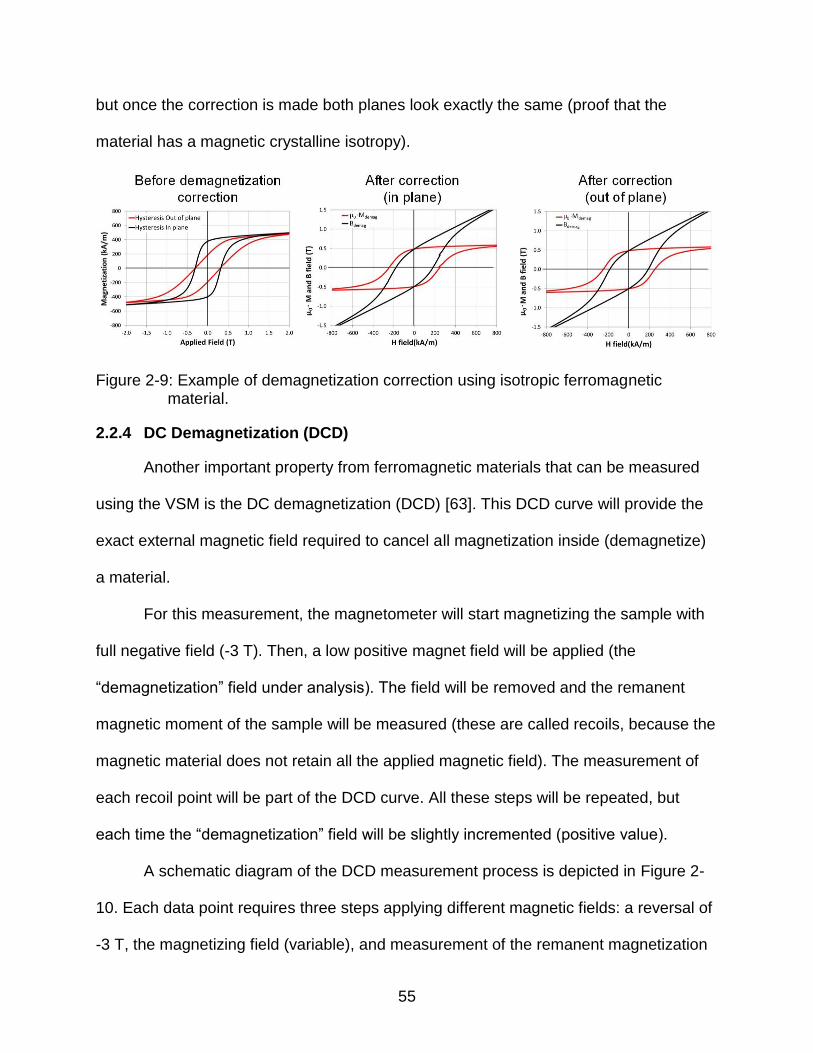
55
but once the correction is made both planes look exactly the same (proof that the
material has a magnetic crystalline isotropy).
Figure 2-9: Example of demagnetization correction using isotropic ferromagnetic material.
2.2.4 DC Demagnetization (DCD)
Another important property from ferromagnetic materials that can be measured
using the VSM is the DC demagnetization (DCD) [63]. This DCD curve will provide the
exact external magnetic field required to cancel all magnetization inside (demagnetize)
a material.
For this measurement, the magnetometer will start magnetizing the sample with
full negative field (-3 T). Then, a low positive magnet field will be applied (the
“demagnetization” field under analysis). The field will be removed and the remanent
magnetic moment of the sample will be measured (these are called recoils, because the
magnetic material does not retain all the applied magnetic field). The measurement of
each recoil point will be part of the DCD curve. All these steps will be repeated, but
each time the “demagnetization” field will be slightly incremented (positive value).
A schematic diagram of the DCD measurement process is depicted in Figure 2-
10. Each data point requires three steps applying different magnetic fields: a reversal of
-3 T, the magnetizing field (variable), and measurement of the remanent magnetization

56
at 0 T. In the example, 3 different data points were marked (for external fields equal to
0.2 T, 0.32 T and 0.4 T).
Figure 2-10: Schematic of the DC demagnetization measurement procedure.
Figure 2-11 illustrate an example of DCD curve for a hard ferromagnet (Pt/Co
platibalt) in plane and out of plane. As mentioned in the previews section, it is important
to correct the demagnetization of the material in any magnetization curve (including
DCD), to account for the geometry of the sample.
The DCD curve is important because it enables the determination of the
remanent coercivity ( rH ) which represents the required applied field at which the
measured remanent magnetization changes sign. One of the hypothesis of this work is
that the remanent coercivity is tightly related with the optimal external magnetic needed
to obtain a successful selective magnetization. Later in this document, the DCD curve
will be an input in the simulations to calculate the optimal external magnetic field to
-0.3
-0.2
-0.1
0.0
0.1
0.2
0.3
0.0 0.2 0.4 0.6 0.8 1.0
μ0 ·M
DC
D[T]
μ0·H field [T]
-0.3
-0.2
-0.1
0.0
0.1
0.2
0.3
-1.0 -0.5 0.0 0.5 1.0
μ0·M
fie
ld [
T]
μ0·H field [T]
Remanent coercivity: Hr=0.32 T
DCD curve
recoilsμ0·M
DCD
Magnetization curve
Demagnetization field = 0.4 T
Demagnetization field = 0.2 T
Demagnetization field = 0.32 TSteps in each
data point:
1) µ0·Hexternal = -3 T (Reversal)2) µ0·Hexternal = 0.32 T (demagnetization)3) µ0·Hexternal = 0 T (recoil)

57
generate the selectively magnetization and the resulting stray magnetic fields produced
by the successfully magnetized samples.
Figure 2-11: DCD in plane and out of plane of an example material. Before and after demagnetization correction.
2.2.5 Stray Magnetic Field Characterization
As mentioned by Patterson [64], the measurement of stray magnetic fields
produced by ferromagnetic materials is especially challenging at the microscale and
represents a technology gap that must be addressed by the MEMS community.
Professor David Arnold’s group at University of Florida have developed two
instrumentation systems with two different principles have been developed to enable the
visualization and quantification of the stray magnetic field at micro scale: The magneto
optical image (MOI) system and the scanning Hall probe microscope (SHPM).
Figure 2-12 illustrate the state of the art of the submillimeter magnetic field
measurement techniques (adapted from [64]), comparing each technique by its spatial
resolution in meters (x axis), the magnetic field sensitivity in Teslas (y axis) and the
frame scan time in seconds (color code). An ideal technique for magnetic fields in

58
microrobotics will have a spatial resolution between 10-7 to 10-3 and minimizing the field
sensitivity and the frame scan time.
Figure 2-12: State of the art of submillimeter magnetic field measurement techniques. Adapted from information on [64].
MOI is a technique that uses a magneto-optical indicator film as a lens for
reflective polarizing light microscope to image and quantify variations on the intensity in
a stray magnetic field. The magneto-optical indicator film leverages the Faraday effect
of a light wave crossing through special materials in the presence external magnetic
fields. The Faraday effect is a rotation of the plane of polarization, which is (to first
order) proportional to the field intensity and the film’s thickness, with the proportionality
constant known as the Verdet constant [65]. The fabricated MOI equipment, presents
field resolution between ±50 µT to ± 1 mT, field range between ±5 mT to ±230 mT,
spatial resolution of 4 µm, and average frame scan time in the order of few seconds.
Figure 2-13 illustrate the technique and presents an example image.

59
Figure 2-13: Magneto optical imaging (MOI) measurement technique. Reprinted from W. C. Patterson, N. Garraud, E. E. Shorman, and D. P. Arnold, “A magneto-optical microscope for quantitative measurement of magnetic microstructures,” Rev. Sci. Instrum., vol. 86, no. 9, p. 94704, 2015, with the permission of AIP Publishing [65].
On the other hand, the SHPM uses a Hall sensor/probe as a gaussmeter
mounted on 3D micropositioning stage for raster scanning magnetic fields in space and
reconstruct the image computationally. The main advantages of the technique are the
accuracy (electrical characterization), the high magnetic field range (>2 T) and high
spatial resolution. Unfortunately, because the rastering nature of the technique, the
drawback is the long scan time. The system built with this technique provides a range of
operation and resolution that can be adjusted by changing the currents in the hall probe.
The system also has a spatial resolution of 1.6 µm, raster scan resolution of 0.3 µm,
and average scan speed of 0.7 points per second. Figure 2-14 depicts the SHPM
technique and provides an example image [64].
Figure 2-14: Scanning hall probe measurement technique.
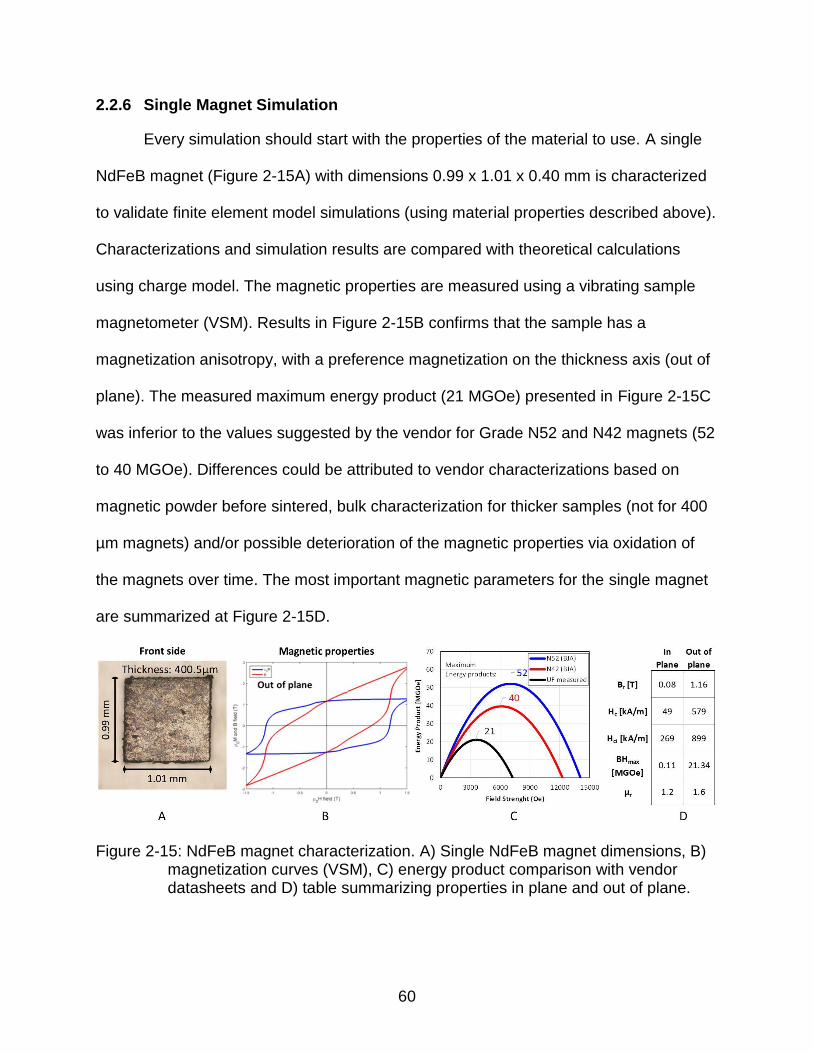
60
2.2.6 Single Magnet Simulation
Every simulation should start with the properties of the material to use. A single
NdFeB magnet (Figure 2-15A) with dimensions 0.99 x 1.01 x 0.40 mm is characterized
to validate finite element model simulations (using material properties described above).
Characterizations and simulation results are compared with theoretical calculations
using charge model. The magnetic properties are measured using a vibrating sample
magnetometer (VSM). Results in Figure 2-15B confirms that the sample has a
magnetization anisotropy, with a preference magnetization on the thickness axis (out of
plane). The measured maximum energy product (21 MGOe) presented in Figure 2-15C
was inferior to the values suggested by the vendor for Grade N52 and N42 magnets (52
to 40 MGOe). Differences could be attributed to vendor characterizations based on
magnetic powder before sintered, bulk characterization for thicker samples (not for 400
µm magnets) and/or possible deterioration of the magnetic properties via oxidation of
the magnets over time. The most important magnetic parameters for the single magnet
are summarized at Figure 2-15D.
Figure 2-15: NdFeB magnet characterization. A) Single NdFeB magnet dimensions, B) magnetization curves (VSM), C) energy product comparison with vendor datasheets and D) table summarizing properties in plane and out of plane.

61
Knowing the magnetic properties of the permanent magnet, it is possible to
predict the stray magnetic field produced in the surroundings. This task is just the
implementation of the theory available in textbooks using the charge model. Derivations
from Furlani 2001 [54] theory were implemented to obtain the expression for the z
component of the B field outside of a cuboidal magnet. A MATLAB code was created to
solve the book example for a magnet with dimensions: a=10 mm, b=20 mm and
c=10mm and sM =8.0x105 A/m. The Bz field was evaluate at z = 0.5 mm and z = 2 mm
and the results can be observed in Figure 2-16.
Figure 2-16: Analytical solution of the Bz field produced by a bar magnet and comparison with literature result. Reprinted from Permanent Magnet and Electromechanical Devices: Materials, Analysis, and Applications, First Edition, E. P. Furlani, Chapter 4 Permanent Magnet Applications, p. 217, Copyright 2001, with permission from Elsevier (Academic Press) [54].

62
Using a magneto optical image technique, developed by our group and
presented in [65], it was possible to evaluate and quantify the Bz field produced by this
single NdFeB magnet at different heights from above the surface (Figure 2-17).
Evaluated fields are compared with two models: 1) finite-element simulations (COMSOL
Multiphysics) using independent measured magnetization curves of the NdFeB material
and 2) an analytical solution assuming ideal magnetization [57] using the current model.
Figure 2-18 shows the comparison between measured, simulated, and theoretically
predicted Bz field, along the centerline of the magnet at increasing z heights. The tight
agreement of all three techniques confirms accuracy of the measurements.
Figure 2-17: Magneto optical images of a single NdFeB magnet at different heights.

63
Figure 2-18: Stray magnetic Bz field measurements using magneto optical images of an NdFeB square magnet and comparison with analytical solution and finite element modeling. Source: [64].
An additional reconstruction of the full vector B-field from a series of single axis
measurement images was made. First, Bz is measured in multiple planes above the
sample surface using the magneto optic measuring system. Then, because the vector
field is incompressible, the Bx and By components are reconstructed by calculating the
gradient of Bz with respect to x and y, and integrating the new dBz values in the z
direction. The continuous functions for Bx and By are converted into a discrete numerical
form to make them part of the measurement system’s post processing options and
finally are compared with the finite element model. The right side of Figure 2-19 depicts
the reconstructed Bx and By components of the field and the directly measured Bz.
Representations are calculated at a slice in the x-y plane 200 µm above the surface of
the magnet. Simulations show good agreement with the reconstruction of each field
component.

64
Figure 2-19: Bx, By and Bz reconstructions from single axis magneto optical images. Bz field measurements using magneto optical images of an NdFeB square magnet and comparison with finite element modeling (left side).
2.2.7 Magnetic Pole Boundary Simulation
After modeling a single pole magnet (previous section), the next logical step is to
model the boundary between two magnets: the first one magnetized up ( z direction)
and the second one in parallel but with opposite direction ( z
). Such case is presented,
for example, in perpendicular media recording; were specific areas of a thin magnetic
layer (e.g. films, substrates, tapes) are magnetized out of plane, in opposite direction of
the original magnetization of the layer. The interest of this configuration lies in the high
magnetic field and high magnetic gradient produced at this pole boundary. As it will be
explained later in Chapter 3, higher magnetic gradients correspond to high magnetic
forces.

65
To understand this behavior, a 2D magneto static finite-element simulation was
used to estimate the stray magnetic field at a magnetic pole boundary in a magnetic
substrate [66]. The simulation was made with COMSOL Multiphysics version 5.1, using
“Magnetic Fields, No Currents (mfnc) as the physics [67], [68]. A 2D cross section was
recreated with an air domain (17.5 µm height and 15 µm length) surrounding the
magnetic substrate (Hi8MP video cassette tape). The substrate domain was designed
with thickness and length of 1.75 µm / 15 µm and divided in two even ferromagnetic
segments with opposite magnetizations (as representation of two ideal magnetic poles
magnetized with opposite directions). As shown in Figure 2-20, the magnetization of the
substrate material was defined using demag-corrected magnetization curves measured
using VSM. Figure 2-21 presents the resulting B, M and H fields near the boundary.
Simulation of the field along the measurement line depicted in Figure 2-A was used to
generate Figure 2-21B and Figure 2-21C.
Figure 2-20: Magnetic properties of the substrate measured using VSM (second quadrant of hysteresis loop) and used as input for finite element model simulations. Dashed line represents the µ0M field and solid line represents the B field.
0.00
0.01
0.02
0.03
0.04
0.05
-75 -55 -35 -15
µ0 M
and B field [T]
H field [kA/m]
B
µ0∙M
Bµ0M
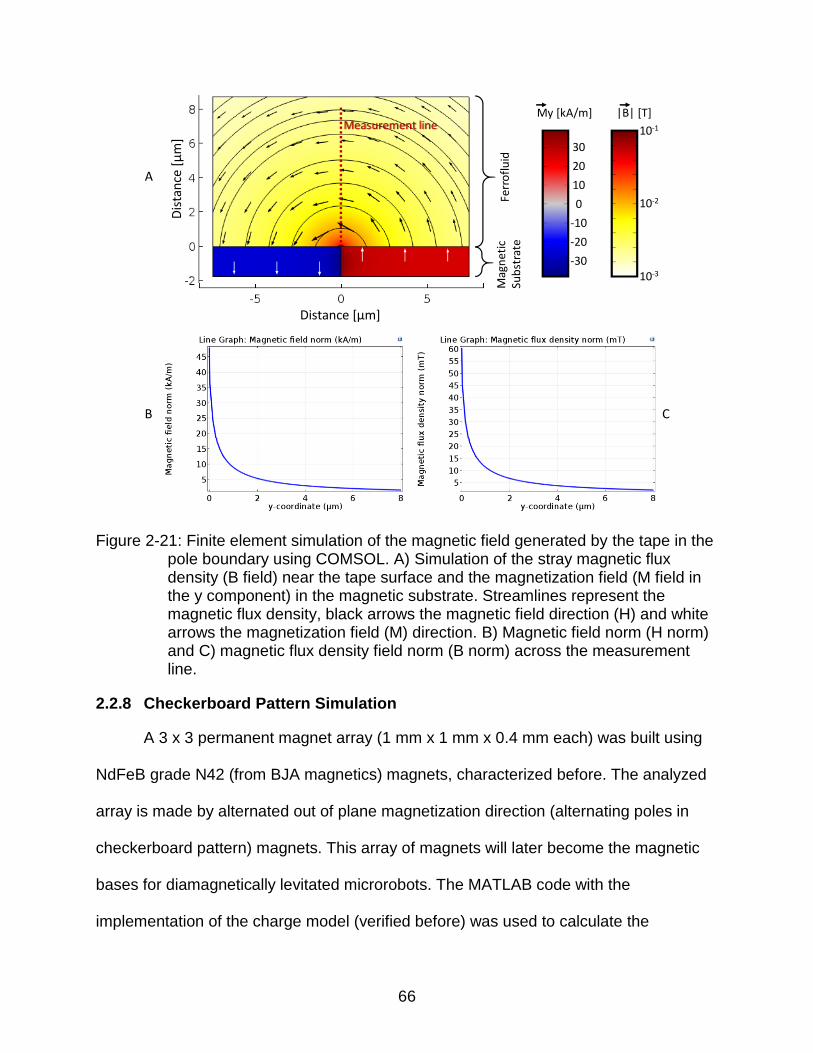
66
Figure 2-21: Finite element simulation of the magnetic field generated by the tape in the pole boundary using COMSOL. A) Simulation of the stray magnetic flux density (B field) near the tape surface and the magnetization field (M field in the y component) in the magnetic substrate. Streamlines represent the magnetic flux density, black arrows the magnetic field direction (H) and white arrows the magnetization field (M) direction. B) Magnetic field norm (H norm) and C) magnetic flux density field norm (B norm) across the measurement line.
2.2.8 Checkerboard Pattern Simulation
A 3 x 3 permanent magnet array (1 mm x 1 mm x 0.4 mm each) was built using
NdFeB grade N42 (from BJA magnetics) magnets, characterized before. The analyzed
array is made by alternated out of plane magnetization direction (alternating poles in
checkerboard pattern) magnets. This array of magnets will later become the magnetic
bases for diamagnetically levitated microrobots. The MATLAB code with the
implementation of the charge model (verified before) was used to calculate the
Distance [µm]
Dis
tan
ce [
µm
]
Mag
net
ic
Sub
stra
teFe
rro
flu
id
My [kA/m]
30
20
10
0
-10
-20
-30
|B| [T]
10-1
10-2
10-3
Measurement line
A
CB

67
analytical solution of the stray magnetic field in the surroundings. The concept of
superposition of magnetic fields was necessary to generate a solution for the array. An
example solution is presented in Figure 2-22.
Figure 2-22: Analytical solution of the Bz produced by a checkerboard pattern of 1mm ×
1 mm × 0.4 mm magnets with sM = 1,051 kA/m and calculations at z = 100
µm from magnets surface.
Additionally, a 3D COMSOL simulation was made using measured magnetic
properties of the materials. The result yielded a solution in good agreement with the
theoretical (charge) model, as can be observed in Figure 2-23. The results are
calculated at 50 µm from the surface of the magnet array.
Figure 2-23: Comparison between COMSOL simulation (using magnetization curve) and analytical model (charge model using saturation magnetization) for the magnetic field of the checkerboard pattern with 1 mm x 1 mm x 0.4 mm magnets.

68
2.3 Summary
This chapter presented a background of microrobotics. The most important
researchers in the field were introduced, the main books written to the date of this
dissertation were discussed and a list of the review papers was suggested as
introductory material to explore this field. A demonstration about the infancy of the field
was made, by comparing number of publications in 2016 with related fields.
An introduction to magnetostatics was made, providing tools for solving problems
in this field and to design magnetic microsystems that uses magnetic materials. The
used methodology is based on the acknowledge of the theoretical model, the magnetic
properties of the materials involve (characterization), the construction of a simulation
model, the fabrication and testing of a device and a final validation of the proposed
models. This process is always iterative. Because of this methodology, an accurate
simulation model was created and validated with the theoretical models and
experiments.

69
CHAPTER 3 MAGNETIC FORCES AT SMALL SCALE*
This chapter aims to discuss the relevant forces at small scale, that ultimate will
govern the locomotion of microrobots and the interaction with surrounding objects and
environment. This chapter is divided in five sections. The first section is a description of
all the forces presented at small by dividing them by the type of interaction with the
environment. The second section is the theoretical analysis of the magnetic force. The
third section presents an analytical solution for the forces exerted by two permanent
magnets. Section forth is dedicated to diamagnetic levitation. Finally, section five will
describe a novel implementation of a direct magnetic force measurement technique,
proposed for this research.
3.1 Relevant Forces for Microrobotics
Even though the laws governing physical behavior at the microscale are the
same as the macroscopic world, the relative importance of various physical laws can
dramatically change at small scales. For microrobotics, the interest relays on the forces
acting on a structure and they depend on the surrounding environment. However, the
importance of the forces in microrobotics is not entirely related to dimensions (size
scale) but also by the context of application (environment and application). Four
scenarios will be described to present the forces for microrobotics: 1) Forces interacting
at long range, 2) Surface and contact forces, 3) Hydrodynamic forces, and 4) Actuation
forces.
* This section contains extracts from reference [69]. Special thanks to Nicolas Garraud for their contribution on this chapter.

70
Presenting a proper explanation and a mathematical derivation of each of the
possible forces at microscale is beyond the scope of this document. The intention is to
introduce the reader to each force, present some relevant references that discuss more
carefully each force and in some cases use the scaling theory proposed by Trimmer in
[18] to compare the magnitude of forces to understand their importance. The following
analysis is limited for scale sizes between 10 nm and 1 mm. For analysis of forces
around the nanometer scale it is recommended to follow the work of nanorobots
presented by [24] and the study of forces in scanning probe microscopy by [70]. Only
the magnetic forces will be discussed in detail in the next section, for the relevance of
this force for the research projects described in this document.
3.1.1 Forces Interacting at Long Ranges
In this document, the expression “long range” means forces that start interacting
at the surfaces of the object and disappear several size-scale of the object under
analysis (interactions far from the object are the interest). The three forces that interact
in the long range are the gravitational force, the electrical (electrostatic) force and the
magnetic force. It is common to find the electric and magnetic forces named
electrophoresis and magnetophoresis, respectively (per the etymology, phoresis -
φόρησις - in ancient Greek that means “the act of bearing”).
A descriptive comparison of these three forces is presented in [23] and
summarized in Figure 3-1, where the force over the weight (assuming Earth’s gravity) of
an element is plotted at different sizes. The thought experiment considers how to lift
(against gravity) a sphere of conductive material of radius r (this will be the main
variable for scaling) and density ρ = 6.72×103 kg/m3 (as a fictional example). One way is
by using electrostatic (capacitive) force produce by an infinite plate, made of the same

71
material of the sphere, and potential difference U = 100 V. Another way is by using
magnetic force with a cylindrical permanent magnet of radius 4r and height 8r. Both, the
sphere and the cylinder are permanent magnets with magnetization M = 1.1×106 A/m in
the same direction (aligned). The distance between the sphere and the actuation
mechanism is αr, with dimensionless value of 1 or 0.1 (to evaluate the importance of the
sphere’s proximity to the actuation mechanism).
The gravitational force is one of the most important forces in the macroworld, but
often becomes minimized in the microworld. It is observed in the figure that the
magnetic force quickly surpasses gravity when r is below 1 m. The electrostatic force
surpasses gravity below ~100 µm. The electrostatic force surpasses the magnetic force
when r is below ~1 µm. This is a very important result because it presents the magnetic
forces as the strongest forces in the most common scales of operation of the
microrobots (1 µm to 100 mm). This analysis motivates specific focus on magnetic
forces.
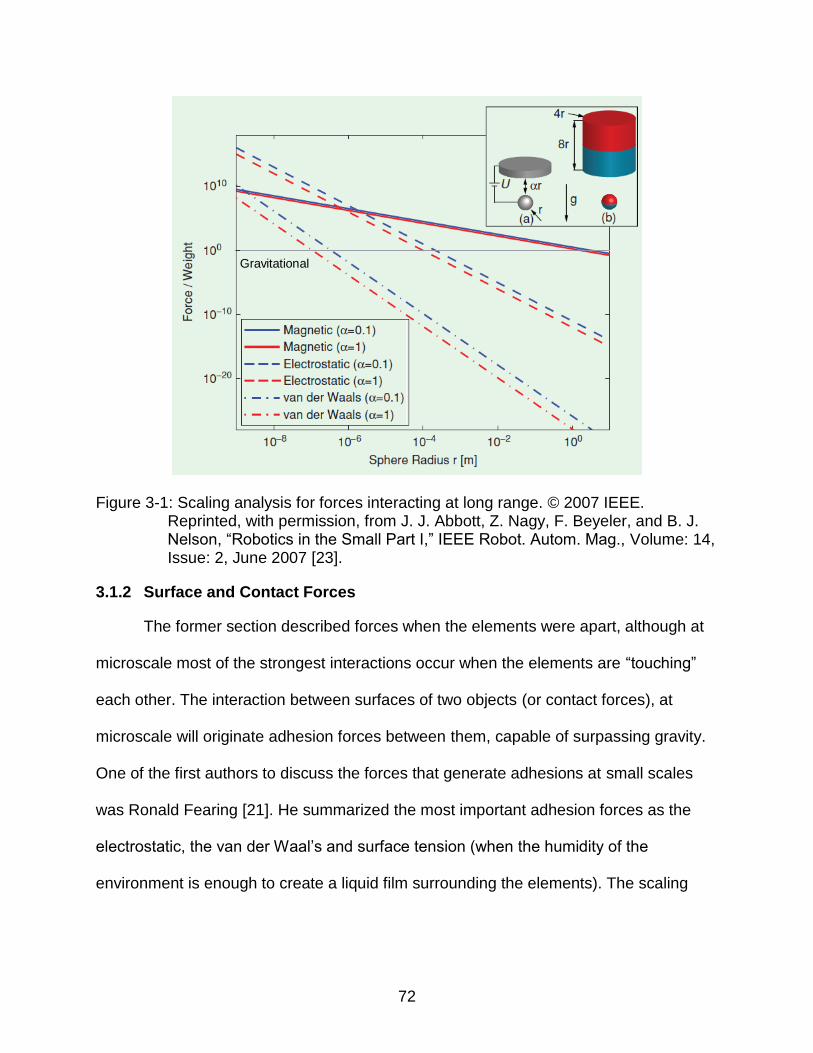
72
Figure 3-1: Scaling analysis for forces interacting at long range. © 2007 IEEE. Reprinted, with permission, from J. J. Abbott, Z. Nagy, F. Beyeler, and B. J. Nelson, “Robotics in the Small Part I,” IEEE Robot. Autom. Mag., Volume: 14, Issue: 2, June 2007 [23].
3.1.2 Surface and Contact Forces
The former section described forces when the elements were apart, although at
microscale most of the strongest interactions occur when the elements are “touching”
each other. The interaction between surfaces of two objects (or contact forces), at
microscale will originate adhesion forces between them, capable of surpassing gravity.
One of the first authors to discuss the forces that generate adhesions at small scales
was Ronald Fearing [21]. He summarized the most important adhesion forces as the
electrostatic, the van der Waal’s and surface tension (when the humidity of the
environment is enough to create a liquid film surrounding the elements). The scaling
Gravitational

73
analysis of the surface forces is presented in Figure 3-2A. Even though the figure is
extracted from [71], it is an adaptation of the original analysis made by Fearing.
Figure 3-2: Scaling analysis for surface forces. A) Force versus object radius. © 2006 IEEE. Reprinted, with permission, from Z. L. Z. Lu, P. C. Y. Chen, and W. L. W. Lin, “Force Sensing and Control in Micromanipulation,” IEEE Trans. Syst. Man Cybern. Part C Appl. Rev., vol. 36, no. 6, pp. 713–724, 2006 [71]. B) Force per unit area versus surface separation distance. Republished with permission of CRC Press, from Microrobotics : methods and applications, Y. Bellouard, first edition 2010; permission conveyed through Copyright Clearance Center, Inc [26].
Once again it is observed that the gravity diminishes with the reduction of the
scale. The surface tension is higher than the van der Waal’s forces, but scales at the
same rate (it is more difficult to separate wet surfaces than dry surfaces). Meanwhile the
electrostatic is weaker than the van der Waal’s below 1 mm but reduces faster. These
ratify the importance of the surfaces forces and how dominant they are in the
microscale. Of special interest in microscale are the van der Waal’s forces [72]. They
describe intermolecular forces and the importance increases when the objects have
dimensions below 10-7 m (as demonstrated in Figure 3-2). These forces became so
Forc
e [
N]
Forc
e p
er
unit a
rea [
µN
/m2]
10-14
10-12
10-10
10-8
10-6
10-4
10-2
10-4
10-2
100
102
10-6 10-5 10-4 10-3
Object radius [m] Surface separation distance [m]
10-9 10-8 10-7
A B

74
strong that manipulations objects at small scale became very challenging [73] (e.g.
when manipulate sub-micron size objects, releasing the object is very complicated).
A later analysis of the surface forces (with a more mechanical engineering
perspective) was made in Chapter 4 of Microrobotics Methods and Applications [26].
Additional experimental analysis of the physical phenomena made by Gauthier et al.
[74], separated these types of forces in two separated groups: 1) The surface forces
(non-contact), including the van de Waals, the electrostatic and capillary forces (as a
special form of the surface tension). 2) The contact forces, which includes the pull-off
force, as the force necessary to break the contact surface between two objects.
It is necessary to mention that from the perspective of the damage these surface
forces inflicted in objects, a different field of engineering emerged called microtribology
[75]. The force per unit of area is more relevant in this cases, as shown in Figure 3-2B.
In this example the analysis is made for two atomically-smooth SiO2 surfaces in close
proximity (surface sizes consider infinite compared with proximity). Instead of scaling
the size of the object it was scaled the distance between surfaces. This plot confirms
the importance of the capillary forces and how difficult result to overcome them. It also
illustrates how close the three forces became when reducing the scale (keeping the
charge constant). For this document purposes (and microrobotics in general) it
becomes more important to control and mitigate the effects generated by those forces.
3.1.3 Hydrodynamic Forces
Because many of the applications of microrobotics are in liquids, it is very
important to mention the forces experimented by objects in fluids at microscale. One of
the most complete descriptions of these types of forces is presented in [76]. It is evident
that the form and shape of the object affect the forces but for a dimensional analysis it is

75
possible to simplify the object as a sphere. In the field of microfluidics these spheres are
described as particles or even as “cells,” and the scaling analysis is made by changing
the particle diameter.
The main forces discussed in microfluidics are the buoyancy (capability to float
an object against the gravity), the Brownian (a random movement produced by random
collision of molecules of the fluid with the suspended particles), the Stokes’ drag (a
force that oppose the particle movement), and the lift (results in a velocity perpendicular
to the streamlines and is divided in two types: shear gradient-induced lift and boundary
layer lift).
Figure 3-3 presents a comparison of the hydrodynamic forces adapted from [76],
were a particle is moved by a magnetic force. As described by [77] the magnetic
actuation on particles is very common in these field, which is why it is included in the
figure. The selected velocity is 1 mm s−1 and channel width and depth of 100 μm. As
mentioned before, the gravitational force is once again present in the analysis, but in
fluidics, it is converted into the buoyancy force. It is important to mention that the
buoyancy and the magnetic force scales at the same rate, but magnetic force is
stronger. And is also important to show how the magnetic force became smaller than
the drag force for particles smaller than 1 µm. Finally, it is interesting how Brownian
forces are not problematic in the microscale but gain influence in the nanoscale.

76
Figure 3-3: Scaling analysis for hydrodynamic forces. Reproduced from M. Hejazian, W. Li, and N.-T. Nguyen, “Lab on a chip for continuous-flow magnetic cell separation,” Lab Chip, vol. 15, no. 4, pp. 959–970, 2015 ( http://dx.doi.org/10.1039/C4LC01422G) with permission of The Royal Society of Chemistry [76].
3.1.4 Actuation Forces
Another perspective to analyze the forces at microscale is regarding the
actuation mechanisms (actuators) for object positioning. It generally involves nanometer
positioning or displacement techniques. An analysis of these actuation forces was made
in Chapter 18 of the Springer Handbook of Robotics [25]. In this analysis, the three main
actuation forces are electrostatic, magnetic (electromagnetic) and piezoelectric. It also
mentioned that additional forces used in the field are thermomechanical, phase change,
shape memory, magnetostrictive, electrorheological, electrohydrodynamic and

77
diamagnetism. Table 3-1 summarizes the actuation mechanisms that generate forces at
micro-nano scale and comments on the efficiency, the speed of actuation (on/off
commuting) and the power density required to actuate each mechanism. Each
characteristic is represented in the table with arrows denotating if is very high, high,
medium or low (e.g. Electromagnetic has high efficiency speed and power density
compared with others). The table shows electrostatic, electromagnetic and piezoelectric
are preferable actuation forces because their high efficiencies at high speeds.
Table 3-1. Comparison of actuation forces. Adapted from [25].
Method Efficiency Speed Power density
Electrostatic ↑↑↑ ↑ ↓ Electromagnetic ↑ ↑ ↑
Piezoelectric ↑↑↑ ↑ ↑
Thermomechanical ↑↑↑ ↔ ↔ Phase change ↑↑↑ ↔ ↑ Shape memory ↓ ↔ ↑↑↑ Magnetostrictive ↔ ↑ ↑↑↑
Electrorheological ↔ ↔ ↔ Electrohydrodynamic ↔ ↔ ↓
Diamagnetism ↑ ↑ ↑
↑↑↑ Very high ↑ High/Fast ↔ Medium ↓ Low
3.2 Theoretical Analysis of the Magnetic Forces
As mentioned before, the magnetic forces have great importance in the
microworld because their strength and the ability to use them for remote actuation. This
section will present magnetic forces using a differential analysis, due to the convenience
to use them on application were finite element model simulations are required. For
simplicity, no theoretical analysis of the stray magnetic field will be presented in this
section. This section was conceived thanks to the fundamental collaboration of Nicolas
Garraud.

78
3.2.1 General Expression for the Magnetic Force
Magnetism theory textbooks often start to analyze magnetic forces using the
magnetic dipole pair. Before 1988, there was a discrepancy among physicists about the
equation that models the magnetic force generated by this magnetic dipole pair. The
differences originated in the model for the dipole itself. The electric current loop model
leads to the force )( BmF
, where F
is the magnetic force, m
is the dipole magnetic
moment and B
is the magnetic flux density. If instead, the charge model is selected as
the magnetic model for the dipole then the resulting force will be BmF
)( . Timothy
Boyer [78] contributed to clarify the discrepancy in 1988, which is explained below.
Boyer highlights that differences between one or the other equation should be
considered depending on the specific application. But as a general analysis, he
proposed to expand the term )( Bm
using the vector identity to obtain:
mBmBBmBmBm
)()()()()( 3-1
Boyer explained that from Equation 3-1 the terms: mBmB
)()( will be negligible
in most of the applications, because a dipole should not have any space dependence
for m
(assumption that m
is independent of the spatial derivative because the dipole
definition). Later on in 1990 Vaidman [79] reinforce this concept and explained that in
term )( Bm
of Equation 3-1, a replacement could be made following Ampere’s law
as )( BJ
, with J as a current density. Therefore, if a specific problem does not
involve electric current, this term could be reduced as well. This leads us to consider
that for general purposes the dipole magnetic force where no external currents are
considered can be expressed in both ways BmBm
)()( .

79
In the doctoral dissertation [80], the author presents analytical models,
experiments and simulations to analyze both equations in the problem of calculating the
diamagnetic levitation force and the levitation height for a diamagnetic material
suspended over an array of magnets. In her conclusions, the most accurate model was
)( BmF
obtained from the current model.
No additional literature presenting substantial information related to the
comparison between these two models was found. Therefore, in this document the
magnetic force (in the magnetic particle assembly and in the diamagnetic levitation
problem) will be described using the current model in the form:
)( BmF
3-2
In a broader analysis of the force for elements more complex than dipoles, it is
possible to consider the magnetization M
as the measurement of the net magnetic
dipole moments per unit of volume ( V ) as in [54]:
V
m
VM i i
0
lim
3-3
In a differential analysis, the magnetization of a material with multiple magnetic
moments (m
) of the same magnitude and direction, in a differential of volume ( dV )
could be defined as dVMm
. Therefore, a differential of force ( Fd
) can be
interpreted from Equation 3-2 as )( BdVMFd
and because of the scalar nature of
dV we obtain:

80
dVBMFd )(
3-4
It is very important to make the following analysis, based on Equation 3-4: If we
imagine that the magnetization vector M
is in the same direction of B
, then the force
will be applied in the direction of the magnetic field gradient, B
.
Another important concept to consider is the magnetic torque [81]. A derivation of
the torque experienced by a magnetic material in an external magnetic field can be find
in Chapter 3.4 of [54]. Because the torque will not be used for any of the specific
applications covered in in this dissertation, the author refrains to present the full
derivation on this chapter. It is important to mention that the general formula for the
torque is obtained from the current model and it is always calculated in uniform external
magnetic fields (where 0 B
), to simplify the analysis. In its differential form, the
torque ( Td
in units of Nm) is presented as:
dVBMTd )(
3-5
Equation 3-4 and 3-5 are fundamental to understand the role of magnetism at
small scales (i.e. microrobotics). In an interpretation of them, the behavior of magnetic
objects at microscale can be summarized in the following two sentences (Figure 3-4): 1)
The object that experience an external magnetic field gradient, will feel an attraction and
will tend to be displaced towards the direction of the gradient (force). 2) The object in
the presence of a constant magnetic field will tend to rotate and align its magnetic
moment with the direction of the field (torque).

81
Figure 3-4: Interpretation of the magnetic force and magnetic torque at microscale.
3.2.2 Specific Cases for the Magnetic Force
Returning to the analysis of the magnetic force. Using Equation 3-4 as a general
expression for the force it is possible to obtain equivalent simplified equations for
several groups of problems, if the magnetization is interpreted based on its behavior
(non-linear, linear and constant) and its direction (aligned or not aligned with the
external field). These simplified equations are very useful in finite element model
simulations like COMSOL. Therefore, the following cases are presented:
Linear and not aligned
For most of the applications involving homogeneous and isotropic diamagnetic or
paramagnetic materials, their magnetization will have a linear behavior and can be
expressed as HM m
, were m is the material magnetic susceptibility and H
is the
field strength inside the material. This magnetic field is a vector and has its own
direction. If B
represents the magnetic flux density in the direction of the magnetic
source, then the force will be expressed as:
Magnetic Force
Magnetic Torque
dVBMFd )(
dVBMTd )(
Equation Action Direction
Displacement
Rotation
Gradient of the magnetic field
Align with the magnetic field
B
M
M
Interpretation
B

82
dVBHFd m )(
3-6
Linear and aligned
If the magnetization of the material is aligned with the applied magnetic field
(assumption in most of the cases), then the Sommerfeld convention can be used and
the field strength can be expressed in terms of the flux density using the permeability of
free space ATmµ /104 7
0
by the expression 0µ
BM m
and obtaining:
dVBBµ
Fd m )(0
3-7
It is important to remember that the dot product of two vectors
(2222
BBBBBBBBBBBB zyxzzyyxx
) is a scalar and the gradient operator (of
a scalar) result in a vector, as defined by:
zBBBz
yBBBy
xBBBx
BB zyxzyxzyxˆˆˆ)(
222222222
3-8
dVBµ
Fd m2
0
3-9
Constant and not aligned
In some applications when calculating the force over ferromagnetic materials, it is
common to search for expressions that consider the material when the magnetization
saturates at a constant value (referred as saturation magnetization sM ). In this case the
magnetization becomes MsnMM ˆ
, were Mn is the unitary vector describing the
direction of this scalar saturation magnetization. The force expression is then:

83
dVBnMFd Ms )ˆ(
3-10
Constant and aligned
Most of the multiphysics simulations over super paramagnetic nanoparticles
assume that the magnetization of the particles aligns instantaneously with the external
magnetic field (sometimes this is a very rough approximation). In these cases, it is
possible to describe the external magnetic flux density vector as the norm and direction
of the unitary vector: BnBB ˆ
and if the field and magnetization are aligned then
MB nn ˆˆ . Therefore, BMnBnMBM sBBs
ˆˆ because 1ˆˆ BB nn and the force
expression simplifies as:
dVBMFd s
3-11
Nonlinear and not aligned
Not all the ferromagnetic applications consider the saturation magnetization of
the material. Most of the times, the magnetization behavior of a material is presented by
a magnetization function (hysteresis curve in case of permanent magnets). When this
happens, the magnetization is represented as a vector function of the external magnetic
field )(HMM
. This case is the one that should be considered in most of the finite
element model simulations where is desired to include measured properties of
materials. The general force equation became:

84
dVBHMFd ))((
3-12
Nonlinear and aligned
Finally, when the magnetization vector function is aligned with the external field,
the dot product of them can be simplified as BHMnBnHMBM BB
)(ˆˆ)(
because MB nn ˆˆ and 1ˆˆ BB nn . The expression for the force in this case is:
dVBHMFd
)( 3-13
The following figure (Figure 3-5) summarizes the expressions of the magnetic
force based on the direction and behavior of the material magnetization in an external
magnetic field.
Figure 3-5: Magnetic force expressions based on the behavior and direction of the magnetization of the material.
3.3 Analytical Solution of the Force Between Two Magnets
In the previous section the force generated by an external magnetic field over a
magnetic object was explained, but in some applications, the magnetic field is produced
by another magnetic object. An example of this case is the force between two cuboidal
magnets. The solution is not trivial, it is related to the relative position of both magnets
and in most cases, it is better to use finite element model to compute that force.
dVBHm )(
dVBµ
m2
0
dVBnM Ms )ˆ(
dVBM s
dVBHM ))((
dVBHM
)(
Linear Constant Non linear
Not Aligned
Aligned
mFd

85
In 1984 Akoun and Yonnet [82] provided a 3D analytical solution for this problem
and experimental verification showing astonishing match. A later solution for the force
between two cylindrical magnets was presented by [83]. These generic calculations
were used to generate a “map” of the magnetic force in the space, by fixing the position
of one of the magnets and calculate the force in each point of the space meanwhile the
other magnet is displaced [84]. Based on these calculations, Robertson et al. [85], [86]
created a public framework for calculating forces between magnets and create a 2D plot
of these forces as a function of the position of one of the magnets. Using this
framework, a simplified case of one magnet separating from other in x axis is presented
in Figure 3-6.
Figure 3-6 Analytical solution for the force between two cuboidal magnets. Magnets displacement in x axis only.
Advancing the understanding of the magnetic forces, the following experiment
was made: If the moving magnet is orders of magnitude smaller (almost as a
“differential” magnetic volume) than the fixed one, then it is possible to raster it through

86
the entire area of the big magnet and obtain a 3D representation of the magnetic force.
Figure 3-7 illustrate this concept by calculating the magnetic force between a 3 mm × 3
mm × 0.4 mm NdFeB magnet (grade N42) and a 150 µm x 150 µm x 8 µm CoPt magnet
(not shown in the figure). The magnet separation is 296 µm. Because the superposition
of magnetic fields, this technique is useful to estimate the forces generated by
multipole-arrays of magnets. As it will be demonstrated later in section 3.5, these results
not only provide a better understanding of the array of magnets, but also serve as a
proof of concept for an alternative “force measurement” method. The forces between
two magnets can be used to characterize magnetic constructions at micro scales, such
as microrobots.
Figure 3-7: 3D representation of the analytical solution for the magnetic force between two cuboidal magnets when one magnet is one order of magnitude bigger that the other. Magnet separation is 296 µm.
3.4 Diamagnetic Levitation
Because of its curiosity, repulsive forces generate by magnetic fields over
diamagnetic materials are of high interest. According to Jiles [87], “Diamagnets are
solids with no permanent net magnetic moment per atom…Diamagnetism leads to very
weak magnetization which opposes the applied magnetic field”. A priori analysis of this

87
statement will lead to think that it is trivial to use these repulsive forces to suspend
(levitate) a magnet over a diamagnetic material or vice versa. Unfortunately, it is not.
The first set back is theoretical. For many researchers, levitating a magnet
appears to be a violation of the Earnshaw theorem [88]. In 1839 Earnshaw
demonstrated mathematically that a stable free suspension of a collection of particles
with the characteristics of a permanent magnet in vacuum is not possible. Earnshaw
proved that a configuration consisting of bodies that attract or repel one another with a
force proportional to the inverse square of the distance between them is always
unstable. The stability will come with the addition of other attractive or repelling forces
such as induced by currents. In a personal interpretation of this theorem, this will be true
if we are trying to find a stable state (suspension) in a configuration of only particles (or
permanent magnets) with the same characteristics. (In a satirical note: it is important to
recognize the limitations of the time when this paper was published and the fact that it is
trying to explain the constitution of the luminiferous ether).
An expanded theory of the possibilities and the conditions for free levitation was
given by Braunbeck [89], where it was stated that stable levitation is indeed possible
when a diamagnetic material is involved because the introduction of repulsive forces
that balance the attractive forces of the magnet. With this premise in mind, several
attempts to pursue diamagnetic levitation have been made. A complete history of
diamagnetic levitation can be found in [90], [91] where the concept has been used in
applications as diverse as sensors for structural monitoring in civil engineering [92],
energy harvesting [80], microfabricated rotors [93], biomedical applications [94],

88
acceleration sensors [95] and even to levitate frogs [96] (very iconic and controversial
research that won the IG Nobel Prize in 2000).
Although many of the elements in the periodic table are diamagnetic (copper,
gold, silver), not all are used for diamagnetic levitation. The two commonly used
materials for levitation are bismuth and pyrolytic graphite [97], because they are the
materials with the highest magnetic susceptibility at room temperature, with
10-16.6 -5m and 10-40.9 -5m respectively [98]. There are four configurations
to obtain diamagnetic levitation:
1) By levitating the diamagnetic material on top of an array of magnets with
alternated poles [95], [99], [100]. A variation of this technique is to use a single magnet
with selectively magnetized regions to obtain multiple poles [101].
2) By levitating a magnet using the diamagnetic material and additional magnets
to balance the forces (also called assisted levitation) [102], [103], [104].
3) An assisted levitation but replacing the balancing magnets by electric coils to
induce magnetic fields [105], [106].
4) To levitate the magnet over the diamagnetic material without balancing forces
[107], [108]. It is important to recognize the first to demonstrate the feasibility of levitate
a magnet over diamagnet without balancing forces was Pelrine in [109]. This technique
was used to fabricate levitated microrobots [110]. The microrobot is an array of cuboidal
magnets with alternated magnetic poles (checkerboard pattern), such as the one
presented in Figure 3-8.

89
Figure 3-8: Stray magnetic field of an array of magnets intended for diamagnetic levitation. Simulation obtained in COMSOL.
Using the charge model presented in section 2.2.6 (Figure 2-16) it is possible to
calculate the stray magnetic field produced by the array of magnets to be levitated as
microrobots. Additionally, following analysis on section 3.2.2 to calculate the magnetic
forces, the diamagnetic force can be understood by considering the magnetization of
the diamagnetic material always aligned with the applied magnetic field and with a linear
behavior for any applied field (negative susceptibility m ). Therefore, a differential
expression of such forces will be described by Equation 3-9: dVBµFd m
2
0 )/(
.
This analytical solution was experimentally confirmed by [80].
An analytical model is then created to predict the diamagnetic force produced by
the array of magnets, levitating on top of a diamagnetic surface. An example with
Mz
[MA/m]Bz
[T]
Black arrows represents B and white arrows represents M

90
magnets 3x3 NdFeB magnets (1 mm x 1 mm x 0.4 mm) with remanent magnetization
~1,051 kA/m over a pyrolithic graphite surface (4.8 mm x4.8 mm x 2.4 mm) with
susceptibility 51041 m was modeled. The parameters involved in the levitation will
be: the thickness and susceptibility of the diamagnetic material, the order of the
magnetic poles (+-+ or -+-), thickness, size and magnetic properties (remanence
magnetization) of the magnets. Figure 3-9 present a comparison of a magnetic array
reducing all parameters in half, the reference sample is the array called (- + -). This
model is a powerful tool to predict trends in the behavior of the magnetic force and will
be used later in this document.
Figure 3-9: Analytical solution to calculate the diamagnetic force. Sample is a 3 x 3 magnet array with alternated poles. Variation of all the parameters involve in the model.
0.01
0.1
1
10
100
1000
0 0.2 0.4 0.6 0.8 1
Dia
mn
etic
Fo
rce
[µN
]
Distance [mm]
- + -
+ - +
Half diam. thick.
Half susceptibility
Half thickness
Half magnetization
Half size

91
A more versatile model is desired, therefore finite element models (COMSOL)
were used to calculate the diamagnetic force, three steps are required. 1) Calculate the
quasistatic solution of the stray magnetic field (as in Figure 3-8). 2) Generate a map of
the magnetic force density in the space surrounding the magnets. This could be
obtained by calculating 2
0 )/( Bµm
on each point of the space, using the magnetic
susceptibility of the diamagnetic material. The force density units are N/m3. 3) Integrate
the force density values in the volume corresponding to the diamagnetic material. This
method simplifies the computational burden of the diamagnetic force, enabling the
calculation of diamagnetic forces in complex magnetic patterns.
Figure 3-10 illustrates the technique by presenting a cross section of the
magnetic force density generated by the magnets. To calculate the force generated by
the magnets suspended over block of pyrolithic graphite, it is only necessary to
integrate this force density function over the volume occupy by the pyrolytic graphite. As
hypothetical example, the diamagnetic force (if they were touching each other) between
and array of magnets and a block of pyrolytic graphite (5 mm x 5 mm x 2.5 mm), with
susceptibility 4104 m , will be 1.8 mN.
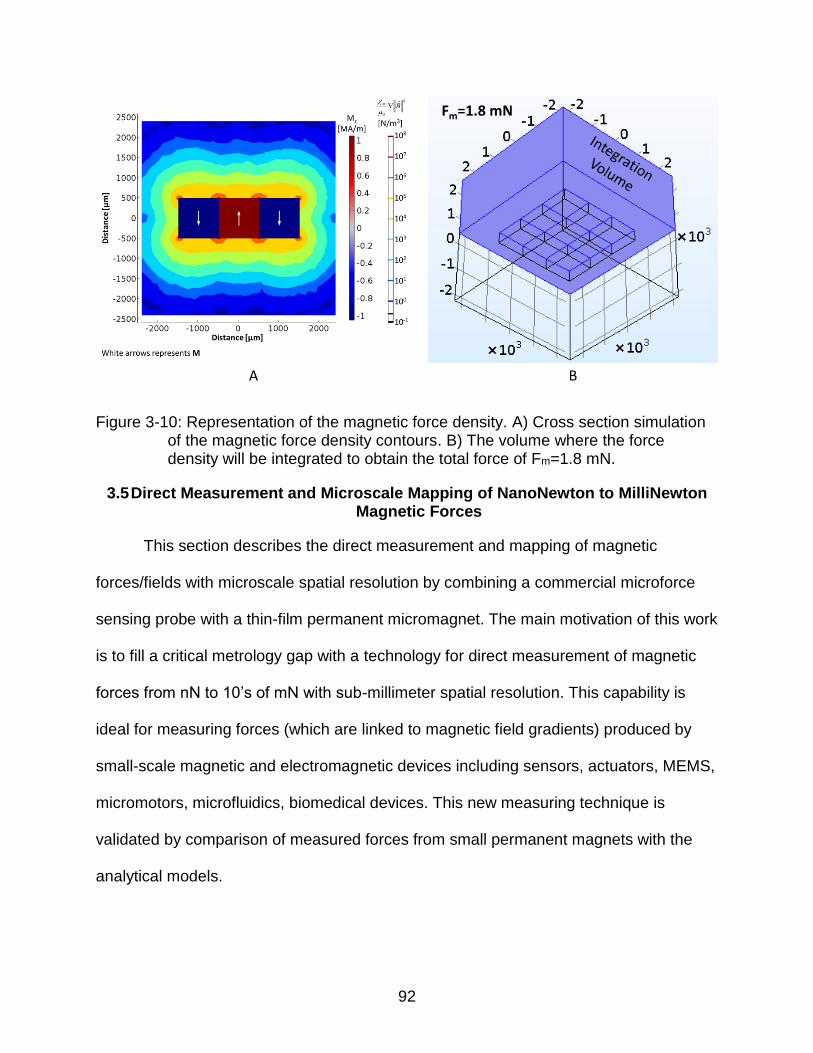
92
Figure 3-10: Representation of the magnetic force density. A) Cross section simulation of the magnetic force density contours. B) The volume where the force density will be integrated to obtain the total force of Fm=1.8 mN.
3.5 Direct Measurement and Microscale Mapping of NanoNewton to MilliNewton Magnetic Forces
This section describes the direct measurement and mapping of magnetic
forces/fields with microscale spatial resolution by combining a commercial microforce
sensing probe with a thin-film permanent micromagnet. The main motivation of this work
is to fill a critical metrology gap with a technology for direct measurement of magnetic
forces from nN to 10’s of mN with sub-millimeter spatial resolution. This capability is
ideal for measuring forces (which are linked to magnetic field gradients) produced by
small-scale magnetic and electromagnetic devices including sensors, actuators, MEMS,
micromotors, microfluidics, biomedical devices. This new measuring technique is
validated by comparison of measured forces from small permanent magnets with the
analytical models.
Fm=1.8 mN
A B

93
3.5.1 Measuring Magnetic Forces at Microscale
Ongoing technological advancements in microscale devices motivate the need
for magnetic force metrology at small spatial scales. Atomic force microscopy (AFM)
provides force sensing capability with sub-micron spatial resolution [111] and two
variants of scanning probe microscopy are capable of measuring forces produced by
magnetic fields: magnetic force microscopy (MFM) [112]–[121] and magnetic resonance
force microscopy (MRFM) [122]. While these techniques are well suited for measuring
forces at the micrometer and nanometer length scales, they are generally limited to
forces on the order of ~1 nN or smaller [123].
For measurements of larger forces in the nN to N range, microfabricated
microelectromechanical systems (MEMS) force-sensing approaches are well suited
[70], [124], [125], [126]. Contact-based microscale force measurements have been
made using vision-based (optical) [127], [128], [129] and capacitance sensing
mechanisms [130], [131]. However, non-contact magnetic force sensing at the
microscale has not been widely explored, but rather forces are inferred from magnetic
field measurement methods using Hall probe [132] or magneto-optical imaging (MOI)
[133] techniques. To infer forces from magnetic field measurements it is necessary to
calculate the magnetic field gradient (as described in Equation 3-4), which requires
multiple scans at different heights (at least two). Furthermore, noise and/or resolution
limitations in the measurement of B
can lead to significant errors in calculating the
gradient, and hence force, especially if the field gradients are small. Therefore, in
certain applications a direct force measurement is desired to decrease the
measurement time and potentially increase the accuracy.

94
This work reports the combination of a microforce capacitive sensing probe
(FemtoTools FT-S1000) [131] with a microfabricated permanent magnet as a sensing
probe yielding uniaxial magnetic force mapping capabilities at any point in space, with
microscale spatial resolution and nanometer positional accuracy. A similar construction
for sensing forces using MEMS devices and magnetic materials was previously
explored,[134], [135] but not intended as a force mapping tool. To validate the
construction of the proposed magnetic force sensing technique, an analytical model of
the force between two magnets was implemented and compared with experimental
measurements.
3.5.2 Experimental
As shown in Figure 3-11, an L10 CoPt micromagnet [136] (~150 µm x 150 µm x 8
µm) with out-of-plane magnetization serves as the “probe magnet” and is attached to a
microforce sensing probe (FemtoTools FT-S1000) [131]. The force probe is factory
calibrated to sense forces in the z-direction in a ±1000 µN range with 50 nN resolution
and cross-axis rejection factor of >30. The micromagnet is detached from the silicon
substrate on which it was formed and glued on the end tip of sensing probe using UV-
curable glue. The micromagnet is oriented such that attractive or repulsive forces acting
on the magnet are directed along the sensing direction of the force probe (along the
probe shank). The probe is then rastered at different vertical heights (from 25 µm to 200
µm) above a magnetic sample via a micromechanical testing station (FemtoTools FT-
MTA02) that facilitates a three-dimensional scanning range of 26 mm and minimum
step size of 1 nm in all three directions. Microforce sensing probes can be exchanged in
order to extend the force range from ±100 µN (5 nN resolution) up to 100 mN (5 µN

95
resolution). This means that the proposed technique can potentially measure magnetic
forces ranging from 5 nN to 100 mN.
Figure 3-11: Direct magnetic force measurement mechanism and overall experimental schematic. Force range 5 nN to 100 mN and displacement range of 26 mm in xyz.
The size, shape, magnetization direction, and material properties of the probe
micromagnet determine the magnitudes of the forces on the force sensor, as well as the
spatial resolution of the measurement. Figure 3-12A shows the micromagnet topology
as measured using an optical profilometer (Bruker Contour GT-I). Measurements of the
stray magnetic field at the surface of the micromagnet are made using a MOI method
(Figure 3-12B) [133]. The magnetization curves (Figure 3-12C) are measured using a
vibrating sample magnetometer (VSM) (ADE Technologies EV9) evidencing: Br=0.65 T,
Hc=405.8 kA/m, Hci=726 kA/m, BHmax=52 kJ/m3 and remanent magnetic moment
m=74 µemu.
Figure 3-12: Micromagnet characterization. A) Optical profilometer analysis. B) MOI measurements of the micromagnet Bz field and cross section values. Inset is
Raster directions
Force sensing probe
Micro MagnetM
M
Micromechanical testing station(FT-MTA02)
Microforce sensing probe(FT-S1000)
z
x
y
Force sensor with glued magnet
Force sensing probe
Micro magnet
-13.9 µm
-7.8 µm
Height
Dimensions: 148.6 µm x 146.0 µm x 8.0 µm
Optical profiler measurements
-1.0
-0.8
-0.6
-0.4
-0.2
0.0
0.2
0.4
0.6
0.8
1.0
-2.0 -1.5 -1.0 -0.5 0.0 0.5 1.0 1.5 2.0
Mag
net
izat
ion
: µ
0·M
(T)
Applied Field: µ0·H (T)
Hysteresis Out of plane
Hysteresis In plane
Cross section
-10
-5
0
5
10
Bz field [mT]
0 200 400 600 800 1000
X distance [µm]
0
200
400
600
800
1000
1200
Y d
ista
nce
[µ
m]
Micro magnet
0
12
Bz
Fiel
d [
mT]
6
A B C

96
a microscope image of the micromagnet. C) Magnetization curves for material out of plan and in-plane.
To create an “interesting” test sample for field mapping purposes, a 3 mm ×
3 mm x 0.4 mm N52 grade NdFeB magnet (BJA - Bob Johnson Associates, Inc.) was
used, exhibiting preferential out-of-plane magnetic properties, measured by VSM to be
Br=1.16 T, Hci=899 kA/m, BHmax=170 kJ/m3. The magnet sample was mechanically
polished to a surface roughness (Ra) of ~20 nm and then selectively magnetized using
the procedures described in Chapter 4 and by Velez, et al. [137] to imprint stripe-like
alternating negative and positive poles in the out-of-plane direction (perpendicular
magnetization). In brief, the magnet was initially magnetized upwards at 7 T and then
selectively reversed (downwards) using a 1-mm-thick low-carbon steel sheet (ASTM
A108) magnetizing mask subjected to a 1.5 T reversal field. The result of this process is
a patterned magnetic substrate where the imprinted poles have an estimated
magnetization of 0Mr=0.27 T. The stray magnetic field (Bz) generated by the
selectively magnetized test sample was characterized using magneto-optical image
(MOI) measurements at three different heights: 0 µm, 50 µm and 300 µm (Figure 3-13).
Figure 3-13: Magneto-optical image measurements of the magnetic field (Bz) produced by the 3 mm x 3 mm x 0.4 mm selectively magnetized test sample at different measurement heights. Comparative cross section plot (right).
2.5
2
1.5
1
0.5
00 0.5 1.511.5 0.51
X distance [mm]
Y d
ista
nce
[m
m]
0 µm from sample
Cross section
150 µm from sample
300 µm from sample
-200
-150
-100
-50
0
50
100
150
200
-1.5 -1 -0.5 0 0.5 1 1.5
Bz
fie
ld [
mT]
X distance [mm]
0 µm150 µm300 µm
Dimensions: 3 mm x 3 mm x 400 µm
0 50 150100150 50100B field [mT]
200200
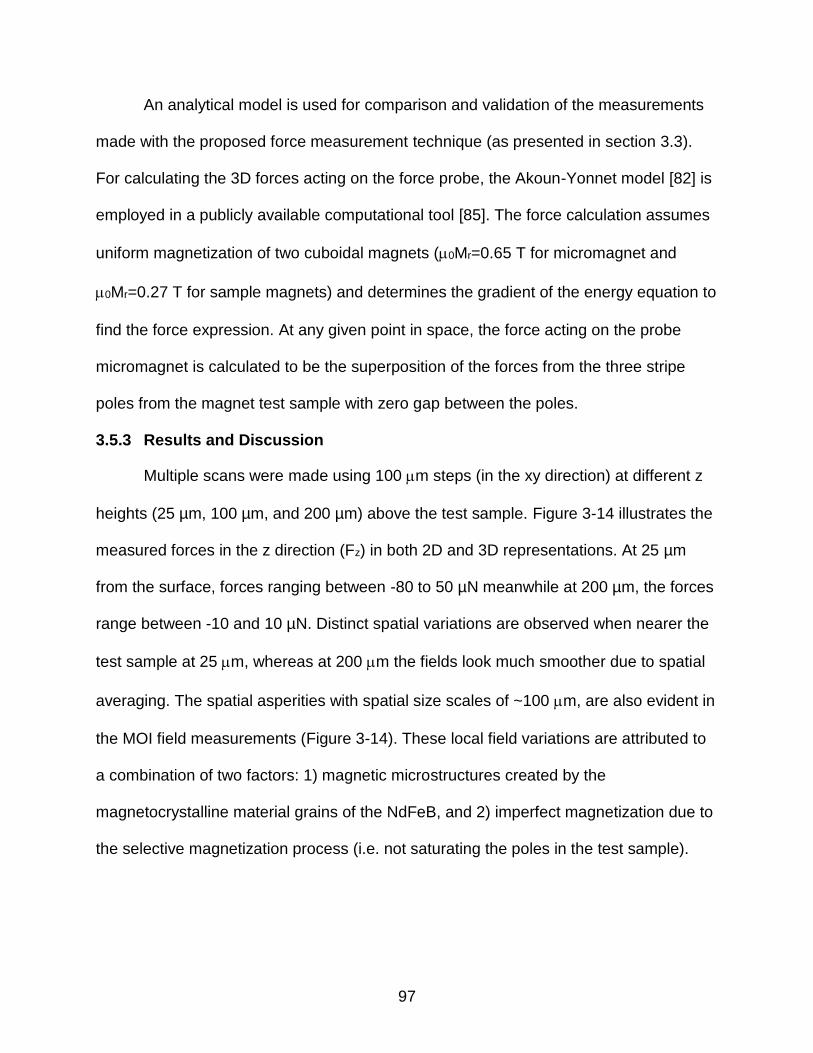
97
An analytical model is used for comparison and validation of the measurements
made with the proposed force measurement technique (as presented in section 3.3).
For calculating the 3D forces acting on the force probe, the Akoun-Yonnet model [82] is
employed in a publicly available computational tool [85]. The force calculation assumes
uniform magnetization of two cuboidal magnets (0Mr=0.65 T for micromagnet and
0Mr=0.27 T for sample magnets) and determines the gradient of the energy equation to
find the force expression. At any given point in space, the force acting on the probe
micromagnet is calculated to be the superposition of the forces from the three stripe
poles from the magnet test sample with zero gap between the poles.
3.5.3 Results and Discussion
Multiple scans were made using 100 m steps (in the xy direction) at different z
heights (25 µm, 100 µm, and 200 µm) above the test sample. Figure 3-14 illustrates the
measured forces in the z direction (Fz) in both 2D and 3D representations. At 25 µm
from the surface, forces ranging between -80 to 50 µN meanwhile at 200 µm, the forces
range between -10 and 10 µN. Distinct spatial variations are observed when nearer the
test sample at 25 m, whereas at 200 m the fields look much smoother due to spatial
averaging. The spatial asperities with spatial size scales of ~100 m, are also evident in
the MOI field measurements (Figure 3-14). These local field variations are attributed to
a combination of two factors: 1) magnetic microstructures created by the
magnetocrystalline material grains of the NdFeB, and 2) imperfect magnetization due to
the selective magnetization process (i.e. not saturating the poles in the test sample).

98
Figure 3-14: Force measurements at a different scan height above the test sample.
Figure 3-15 shows a comparison between the micromagnetic force
measurements (performed with 50 µm step size for maximum resolution) and an
analytical calculation [85]. The measurements show good general agreement with the
force model and prove the concept of direct magnetic force measurement.
25 µm from sample 100 µm from sample 200 µm from sampleM
agn
etic
Fo
rce
[µm
]
y coordinate [µm] x coordinate [µm]
x coordinate [µm]
y co
ord
inat
e [µ
m]
Mag
net
ic F
orc
e [µ
m]
Mag
net
ic F
orc
e [µ
m]
Mag
net
ic F
orc
e [µ
m]

99
Figure 3-15: Comparison of analytical model and force measurements at 100 µm tip-surface distance and 50 µm step size.
The limits of the proposed technique are calculated by hypothetically varying the
micromagnet size by changing the edge length from 1 µm to 1 mm, while keeping the
magnet thickness constant at 8 µm and assuming a constant out of plane magnetization
of the magnetic material (rM =426 kA/m). The force equation )( BmF
, reduced in
one dimension to dBz/dz=Fz/(V·Mr), where V is the volume of the micromagnet. Figure
3-16 shows the range of measurable field gradients (dBz/dz) versus magnet size. The
red region indicates the maximum and minimum possible force resolvable by the
microforce sensor platform using different probes (5 nN to 100 mN). The purple region
indicates the max and min force by the specific probe used in the results presented here
(50 nN to 1 mN). The field gradient range obtained from the fabricated magnet (150 µm
(a) (b)
30
20
10
0
-10
Magnetic Force [µN]
403020100
-10-20
Mag
ne
tic
Forc
e [
µN
]
Magnetic Force [µN]
30
20
10
0
-10
-20
-30
3D View
4020
0-20-40
Mag
ne
tic
Forc
e [
µN
]
An
alyt
ical
mo
de
l
-1 0 0.5 1
-1.5
Dis
tan
ce [
mm
]
Distance [mm]
1.5-0.5-1.5
-1
-0.5
0
0.5
1
1.5M
eas
ure
me
nt
-1 0 0.5 1
-1.5
Dis
tan
ce [
mm
]
1.5-0.5-1.5
-1
-0.5
0
0.5
1
1.5
Top View

100
edge length) is also highlighted from 0.7 T/m to 13,500 T/m). This plot highlights the
tradeoff between spatial resolution and field gradient resolution.
Figure 3-16: Magnetic field gradient limits detected by the proposed technique as a function of the micromagnet edge length. The equipment, the probe and the fabricated magnet detection ranges are highlighted.
3.6 Summary
This chapter described the relevant forces at small scale and highlighted the
importance of magnetic forces for microrobotic applications. The magnetic forces were
explained and a set of equations intended to be used in simulation models were
derived. The diamagnetic levitation was explained and calculated for a set of
simulations. A magnetic force sensing technique for force range of ±1000 µN with 50 nN
resolution and with a minimum step size of 50 µm has been demonstrated. The
actuation principle is by attaching a micromagnet (~150 µm x 150 µm x 8 µm) to a
commercial micro-force measuring probe (FemtoTools FT-S1000) and controlled by a
micromechanical testing station (FemtoTools FT-MTA02). Resulting magnetic forces
dB
z /d
z -
Ma
gne
tic
fie
ld g
rad
ien
t [T
/m]
Magnet edge length [µm]
10-2
10-1
100
101
102
103
104
105
106
107
108
109
1010
100 101 102 103
Calculations for fixed 8 µm thick magnet
Fab
rica
ted
m
agn
et

101
measured using this method were compared with the analytical solution of the forces
between two magnets (with one fixed and the other raster the surface). Measurements
and an analytical model present a good agreement.

102
CHAPTER 4 SELECTIVE MAGNETIZATION*
This chapter contextualize some of the techniques used nowadays by
researchers to solve the problem of creating magnetic field patterns at small scale. An
alternative technique called selective magnetization (briefly described in Chapter 1) will
be presented as a batch fabrication process for magnetic patterns. A simulation model
for the process will be presented and experimental results will confirm the existence of
an ideal reversal magnetic field for this process.
4.1 Patterning Magnetic Fields
The use of permanent magnets in MEMS (micro electro mechanical systems)
has been amply discussed by [138] and can track its origins back to the 1990’s with the
first implementations of micromotors [139]–[142]. Later on an extensive review on the
fabrication methods for integrating magnetic materials in MEMS was made by [143].
One important application of permanent magnets in microsystems is as part of
microscale power generators [144], and energy harvesting systems [145]. More recently
these power sources with permanent magnets as driving mechanism, have found
specific applications in bioengineering as energy generators for implantable medical
devices [146], powering biomedical sensors [147], and biomedical devices [148].
The use of permanent magnetic materials in MEMS was originally restricted to a
single magnetization direction, i.e. the entire magnet is “poled” in only one direction. In
contrast, at the macroscale, much more complex, three-dimensional magnetic field
arrangements are typically used to create desirable magnetic field patterns, such as
* This section contains excerpts from reference [8].

103
Halbach arrays [149]. These arrangements generally enable stronger magnetic fields
and/or field gradients, which enhance device-end effect performance. The ability to
create complex magnetic field patterns with sub-millimeter or even micrometer features
in MEMS can significantly broaden the utility of magnetic materials, and also enable
new microscale device architectures.
Previous attempts for creating complex magnetic structures (patterning) with sub-
millimeter features began with machining permanent magnets, individually magnetizing,
and assembling them [150]–[152]. Due to the high attractive forces between magnetic
poles the assembly is troublesome; furthermore, the lack of batch processing makes
large-scale manufacturing difficult. A more recent alternative is the inkjet-print of micro-
magnets [153], but this approach still requires additional permanent magnets to
guarantee a certain field orientation.
The solution presented in this work is to pattern (magnetically) permanent
magnet layers by “writing” magnetic poles with desired shape and orientation. As
mentioned by [144] and [154], this magnetic patterning is still one of the ongoing
challenges with this technology. For instance, Figure 4-1 shows three types of power
generation and all of them relay on the fabrication of complex magnetic shapes and
magnetized pole patterns that are difficult to integrate in a batch fabrication process.
Another example is the complex magnetic pattern for inertial rotation-based generators
presented in [147].

104
Figure 4-1: Three different types of permanent magnet power generation technology. Blue sections represent regions where pole patterns are required. © 2007 IEEE. Reprinted, with permission, from D. P. Arnold, “Review of microscale magnetic power generation,” IEEE Transactions on Magnetics, vol. 43, no. 11, pp. 3940–3951, 2007 [144].
The five mechanisms that are mainly used for magnetic micro-patterning are
described below. This literature review describes these mechanisms and presents the
most relevant work up to date.
First, poles can be created by generating spatially varying magnetic fields with
current-carrying conductors. This mechanism, published in 1998 by [155], proposed a
magnetization feature based on the magnetic field generated by passing current in a
conductor (Figure 4-2). The magnet was made out of plastiform flexible NdFeB and the
magnetized poles had minimum size of 42 mm (inner length for each one of the 6
segments in the ring). Magnetic flux densities were measured using a Hall effect
gaussmeter.

105
Figure 4-2: First magnetization mechanism by passing current. A) Schematic representations of single and double-sided axial field multipole magnetizing fixture. Reprinted from C. D. Riley, G. W. Jewell, and D. Howe, “The design and analysis of axial field multipole impulse magnetizing fixtures,” J. Appl. Phys., vol. 83, no. 1998, pp. 7112–7114, 1998, with the permission of AIP Publishing [155]. B) Magnetizing fixture used to multi-pole magnetize magnet plates of dimensions 50 X 50 X h mm3 with a pole pitch of 1 mm. Reprinted from J. Magn. Magn. Mater., vol. 270, Author(s), Töpfer, B. Pawlowski, H. Beer, K. Plötner, P. Hofmann, and J. Herrfurth, “Multi-pole magnetization of NdFeB magnets for magnetic micro-actuators and its characterization with a magnetic field mapping device”, pp. 124–129, Copyright 2004, with permission from Elsevier [156].
In [156], [157], the magnetization of 0.5 mm thick NdFeB magnets with 1 mm
pole pitch was reported. Poles were obtained by using pulse magnetization using wire
windings. Remanent induction of the patterns was measured using Hall probe scanning
and magnetic field reconstruction was made by software.
Using a configuration of wire windings and a soft ferromagnetic magnetizer, [158]
[159] present a planar micro-generator. A 8 mm diameter and 0.5 mm thickness disk
made of SmCo5 was magnetized with 15 pairs of poles. No direct measurement of the
magnetic fields generated by the magnet was documented. So far all groups working
with windings recognize that scalability below 1 mm is an issue.
A B

106
In the second mechanism, the composition of the magnetic material is modified
in order to locally change the coercivity of the material. If the material has predefined
areas with lower coercivities than others, then all the material can be strongly
magnetized in one direction and after, the field can be switched to a negative value
greater than the coercivity of sections with higher coercivity, but less than that of the
areas with lower coercivity.in order to create pole patterns. This mechanism was
presented by [160]. The entire permanent magnet was electrodeposited, but the regions
with different coercivity were generated by using patterned electrodes (with the desired
shape of the poles) that will alter the current conditions during the electrodeposition.
The current changes induce chemical modification of the magnet composition, therefore
the coercivity alterations. Poles of 450 µm were generated and the stray fields were
measured using a Hall probe.
The third mechanism to magnetize patterns on a permanent magnet is the
thermomagnetic patterning [161]. This method aims to reduce the coercivity of the
magnet by increasing the temperature locally, using laser irradiation through a mask. If
this heating process is done in the presence of external magnetic field (in the opposite
direction of the magnet’s magnetization), then the segments exposed to the laser will
change the orientation of their magnetization. This process is illustrated in Figure 4-3.
NdFeB films with thickness of 4 µm were magnetized with 50 µm pitch [162]. Scanning
Hall probe microscopy was used to measure the stray magnetic fields of the patterned
structures [162]. One drawback of this technology is the depth of magnetization
reversal, which was estimated to be 1.1 ± 0.2 µm. Later on, in [163] this depth was

107
increased to 1.3 µm. Thermomagnetic patterning has been mainly used in microfluidic
[163], particle capturing applications [164], [165], and cell capturing [166], [167].
Figure 4-3: Schematic diagrams of the thermomagnetic patterning process. Reprinted from F. Dumas-Bouchiat, L. F. Zanini, M. Kustov, N. M. Dempsey, R. Grechishkin, K. Hasselbach, J. C. Orlianges, C. Champeaux, A. Catherinot, and D. Givord, “Thermomagnetically patterned micromagnets,” Appl. Phys. Lett., vol. 96, no. 10, pp. 3–6, 2010., with the permission of AIP Publishing [161].
In order to increase the magnetization depth, a variation of the thermomagnetic
patterning was made by [168]. The external magnetic DC field was applied by an array
of permanent magnets and the heat process was conducted by laser beam scanning
(speed of 12m/s). A 4.5 µm thick NdFeB/Ta magnet over glass was magnetically
patterned with features between 70 µm and 100 µm. Magnetic flux density of the
patterns was measured using a Hall element.
The fourth mechanism relays on ion implantation or irradiation for patterning
magnetic films. This mechanism pertains the change in magnetization of selected areas
using ion irradiation or implantation results in a reduction of the magnetic anisotropy

108
[169]–[174]. The mechanism is explained in figure Figure 4-4. This mechanism, has a
bottom-up approach and it is more suitable for nanoscale magnetic patterning, but
because it’s relevance in the field it worth to be mentioned. Depth and size of the
magnetized patters are still in the order of hundreds of nanometers, and is a useful
technique for patterning thin magnetic films.
Figure 4-4: Sketch of the irradiation induced intermixing at the upper and lower Co/Pt interface. Reprinted from J. Magn. Magn. Mater., vol. 320, no. 3–4, J. Fassbender and J. McCord, Magnetic patterning by means of ion irradiation and implantation, pp. 579–596, Copyright 2008, with permission from Elsevier [169].
Lastly, in the fifth mechanism the magnetic fields can be shaped using soft-
magnetic magnetizing heads to selectively magnetize poles into magnetic layers. This
mechanism does not involve wire windings or altering physical properties of the magnet,
instead it uses ferromagnetic magnetized heads to imprint patterns on magnets. This
method was originally proposed by [175] [176] to pattern a SmCo magnet. Eight poles
were magnetized in a disk of 9.5 mm diameter and 0.5 mm thickness. A Hall sensor
measures the magnetic field. Dr Arnold’s group at University of Florida has continued
working on improving this method by varying the magnetization mask according to the
needs of the application. A laser and mechanical machined Hiperco50 mask (with 200
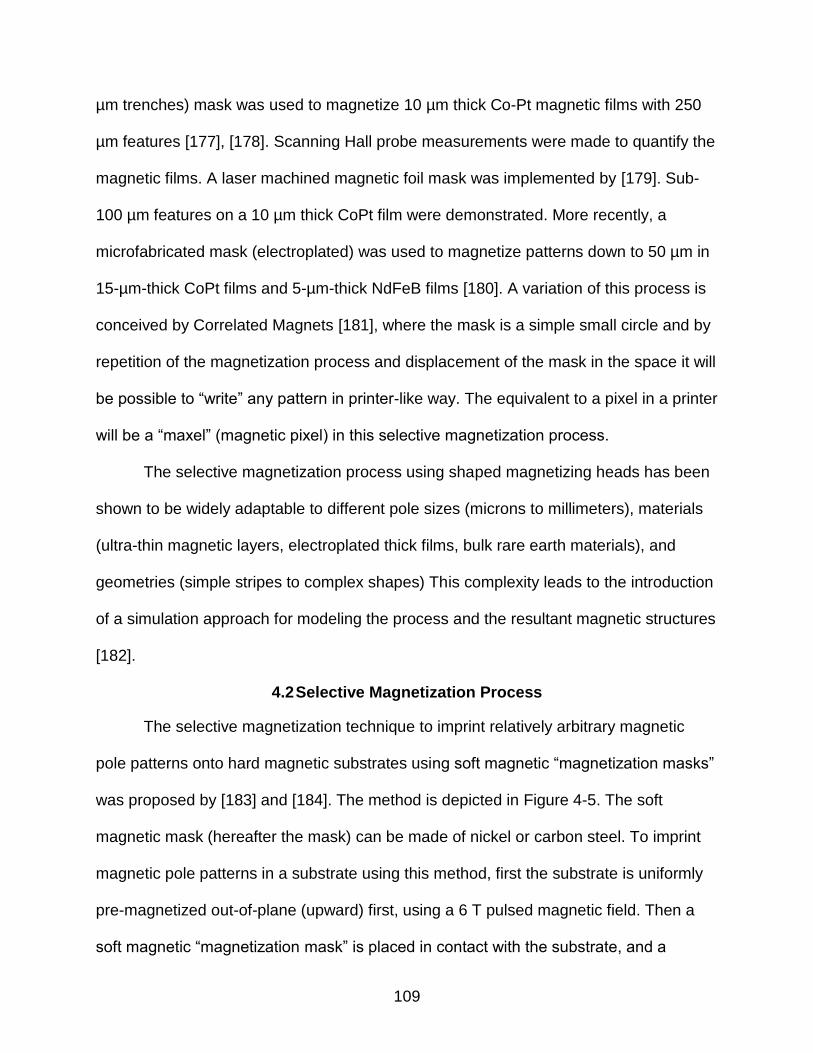
109
µm trenches) mask was used to magnetize 10 µm thick Co-Pt magnetic films with 250
µm features [177], [178]. Scanning Hall probe measurements were made to quantify the
magnetic films. A laser machined magnetic foil mask was implemented by [179]. Sub-
100 µm features on a 10 µm thick CoPt film were demonstrated. More recently, a
microfabricated mask (electroplated) was used to magnetize patterns down to 50 µm in
15-µm-thick CoPt films and 5-µm-thick NdFeB films [180]. A variation of this process is
conceived by Correlated Magnets [181], where the mask is a simple small circle and by
repetition of the magnetization process and displacement of the mask in the space it will
be possible to “write” any pattern in printer-like way. The equivalent to a pixel in a printer
will be a “maxel” (magnetic pixel) in this selective magnetization process.
The selective magnetization process using shaped magnetizing heads has been
shown to be widely adaptable to different pole sizes (microns to millimeters), materials
(ultra-thin magnetic layers, electroplated thick films, bulk rare earth materials), and
geometries (simple stripes to complex shapes) This complexity leads to the introduction
of a simulation approach for modeling the process and the resultant magnetic structures
[182].
4.2 Selective Magnetization Process
The selective magnetization technique to imprint relatively arbitrary magnetic
pole patterns onto hard magnetic substrates using soft magnetic “magnetization masks”
was proposed by [183] and [184]. The method is depicted in Figure 4-5. The soft
magnetic mask (hereafter the mask) can be made of nickel or carbon steel. To imprint
magnetic pole patterns in a substrate using this method, first the substrate is uniformly
pre-magnetized out-of-plane (upward) first, using a 6 T pulsed magnetic field. Then a
soft magnetic “magnetization mask” is placed in contact with the substrate, and a

110
reversal (downward) magnetic field pulse is applied (in the order of hundreds of mT).
The high permeability of the magnetization mask concentrates the magnetic flux in the
poles of the mask, thereby flipping the magnetization down in those areas. In the other
regions (between the poles underneath the air gaps of the mask), where the fields are
weaker, the magnetization remains in the original upward orientation.
Figure 4-5: Schematic of selective magnetization process. Magnetic tape is strongly magnetized. up (6 T). Then the magnetization mask is placed on top of the substrate, and a reverse magnetic field is applied. This reversal field selectively reverses the direction of the magnetization on the substrate, only in the areas underneath the mask.
The mask can be optimized by simulating feature sizes, separation between
structures, materials, and mask thickness. Every parameter variation involve in the
magnetization process can be simulated by using finite element method in COMSOL
Multiphysics.
4.2.1 COMSOL Simulation
The selective magnetization process is modeled using COMSOL Multiphysics
using a 2D simulation. The finite-element method is used to solve the magneto-quasi-
static Maxwell equations, following the methods reported in [182]. The experimentally
measured nonlinear magnetic properties of the substrate and mask materials
(magnetization curves) are used in the simulations.

111
Simulations are divided in two consecutive and dependent steps: first, the
application of the reversal magnetic field (Figure 4-6, top row), followed by second, the
stray field generated by the remanent magnetization in the substrate after selective
magnetization (Figure 4-6, bottom row). In the first step, the substrate is initially
considered uniformly magnetized up, and the simulation models the fields during the
peak of the downward selective reversal pulse. The result of this first step is then used
to calculate the conditions for second step. Following Samwel,, et al. [185], the
remanent magnetization at every point in the substrate is calculated using the DCD
curve. The DCD curve relates the peak field from step one to the resultant residual
magnetization used in step two. Step two of the simulation computes the stray fields for
the selectively magnetized substrate (with the magnetizing mask no longer present).
Figure 4-6: Selective magnetization process simulation (during magnetization – top row) and stray B field generated by the magnetic substrate after selective magnetization (after magnetization – bottom row). The M field inside the magnetic substrate and the mask.
Bext = 100 mT Bext = 400 mT Bext = 700 mT
Air
Magnetic substrate
0 0.5 1-0.5-1
-0.8-1
-0.6-0.4-0.2
00.20.40.60.8
1
Distance [mm]
After magnetization
During magnetization
-40
-20
0
20
40
M field [kA/m]
B field [mT]
-150
-50
0
50
150
100
-100
Air
Air Air
Magnetic substrate
Mask
Air

112
The sensitivity of the magnetization process with respect to the reversal B field
amplitude is evident in simulations shown in Figure 4-7, comparing reversal fields of 100
mT, 400 mT, and 700 mT. Figure 4-7 shows the profile of the predicted Bz stray fields at
50 µm above the surface of the substrate for the same three cases. For the 400 mT
case, the simulations indicate that it is possible to selectively reverse the substrate
through its entire thickness, as compared to the thermomagnetic patterning [161], [163],
which was limited to ~1 μm in depth. This case also yielding the strongest magnetic
stray field contrast. These simulations suggest there exists an ideal (optimal) reversal
magnetic field at which the substrate sections underneath the mask reverse without
affecting the magnetizations of the remaining substrate. Consequently, a parametric
series of simulations and experiments are conducted, varying the reversal B field from
50 to 1100 mT in order to determine the optimal field.
Figure 4-7: Simulations of the stray magnetic field comparison at 50 µm above the substrate for three reversal magnetic fields.

113
4.2.2 Magnetization Mask Machining and Model Validation
Figure 4-8 shows the magnetizing mask used in this section and the resulting
pole pattern of a selectively magnetized substrate. The mask has a simple stripe pattern
and is conventionally machined (using Sherline CNC) from AISI 1018 mild/low carbon
steel (relative permeability μr=102) with the feature size (line/space) of 1 mm and
feature depth of 0.6 mm. The magnetic substrate for selective magnetization is a flexible
iron oxide material with 0.57 mm thickness, remanence of Br=180 mT, and coercivity of
Hci=125 kA/m (μ0Hci=0.16 T).
Figure 4-8: Low aspect ratio magnetization mask. A) Schematic of the magnetization mask (gray) over magnetic substrate (orange). Red dashed lines represent the simulation line and the images taken using magneto optical images at 50 μm of the surface (shown late). B) Magnetization mask. C) Magnetized pattern on flexible iron oxide observed using magnetic viewer paper.
Magnetization fields from 100 mT to 1000 mT are applied using a pulse
magnetizer on independent samples. Magneto-optical images of each sample are taken
[65] using a 250 mT saturation magneto-optical indicator film at 50 μm above the
surface of the substrate. Figure 4-9A presents an example 3D representation of the field
pattern after magnetization, and Figure 4-9B presents the average measurement of the

114
Bz field across the feature line (average of 1240 profiles). Figure 4-9C shows the
average Bz field (measured at 50 m) generated by samples experimentally magnetized
at 88 mT, 411 mT, and 926 mT. The values Bmin and Bmax defined in this figure
correspond to the fields measured in the center of the mask pole and air gap,
respectively.
Figure 4-9: Magneto-optical images of the selectively magnetized sample (at 411 mT) taken at 50 μm above the surface. A) Magneto optical topographical view of the Bz field. B) Magneto optical image of the Bz field and average profile along the x axis. C) Bz field profiles for samples magnetized with different external magnetic fields.
Figure 4-10A compares Bz field simulation and experimental values. The
maximal values of Bmax and Bmin were 45 mT and -23 mT, measured on sample
magnetized with 411 mT. The results show the simulations accurately predict the
general trends of the fields. However, there is some discrepancy in the absolute field
magnitudes; the simulations under-predict the measurements. Discrepancies in the
magnitude of the B fields between simulation and measurements can be attributed to
experimental inaccuracies in the magneto-optical measurements; underestimation of
the B fields generated by the mask during simulations; or oversimplifications in the
simulation model (e.g. only permits magnetization in the z-direction).

115
Figure 4-10: Measurement/simulations at 50 μm above the substrate for different reversal fields during magnetization. A) Bmax and Bmin B) B-field contrast.
As an overall figure of merit for the magnetization process, the magnetic contrast
is defined as [186]: C=(Bmax-Bmin)/(Bmax+Bmin). Figure 4-B shows a comparison between
the B field contrast from simulations and the experimental measurements. These results
confirm the existence of an optimal external magnetic field value at which the contrast is
maximized (~500 mT in this case). A contrast difference between simulations and
measurements is on the order of 29%.
4.2.3 Variations on the Selective Magnetization
To improve the selective magnetization procedure and make it viable for
magnetic substrates with high intrinsic coercivity and remanence (such as NdFeB)
some variations of the process were considered. It is necessary to remark that none of
the following configurations were used in future experiments, although they show
important learning lessons for future applications.
The intention of this set of experiments is to compare the selective reversal
magnetizations (were the initial state of the substrate is fully magnetized up) with two
techniques where the magnet has no initial magnetization (zero-base magnetization).

116
One sample will be magnetized in one step and the other sample will be magnetized in
two steps with opposite field direction, as depicted in Figure 4-11.
Figure 4-11: Zero-base magnetization experiment description. Inset represents the cubical soft magnetic mask used for magnetization.
For this experiment, we used a 3 mm x 3 mm x 0.4 mm NdFeB diced magnet
(magnetic properties described before in Chapter 2) and a cuboidal mask of iron oxide
of 1 mm x 1mm x ~1 mm. We demagnetize samples by rising the temperature to
327ºC. The applied magnetic field was selected from DCD measurements. Magnetized
samples were measured using MOI technique. Figure 4-7 compares the field
measurements of the three samples with a COMSOL 3D simulation of an ideal square
fully magnetized in a middle of the 3 mm x 3 mm substrate. We shifted all results to the
same field level for comparison. Results were very encouraging because showed the
possibility to increase the magnetic field amplitude by simply selectively magnetize the
substrate that is originally demagnetized.

117
Figure 4-7: Zero-base magnetization experiment. A) MOI images of three different magnetized samples, measured at 500 µm from surface and B) Bz field cross section plot for samples and COMSOL simulation (shifted at the same level).
Another variation that was considered during the reversal magnetization process
was the inclusion of a soft magnetic back plate (same material of the magnetization
mask). Unfortunately, this experiment didn’t show significant improvement, as can be
observed in Figure 4-13. The back plate increases the resulting maximum stray
magnetic field, but also increases the minimum magnetic fields reducing significantly the
contrast.
Figure 4-13: Inclusion of a soft magnetic back plate during the magnetization.
Another experiment performed in the search of alternatives for increasing the
magnetic field generated by the selectively magnetized sample was the inclusion of a
A B

118
soft magnetic back plate. The hypothesis was that the plate could close the magnetic
flux lines in one side (top side of the checkerboard) and enhance the stray magnetic
field in the opposite side (bottom side). A manually assembled checkerboard pattern
was used for this experiment and a soft ferromagnetic back plate with similar
dimensions (thickness ~140 µm) of the magnet array was machined. Figure 4-14
presents the comparison of the magnetic field generated by the manually assembled
checkerboard array with and without back plate (measured using the MOI). Even though
the field is relatively stronger with back plate, the results were inconclusive and lower
than expected (it was intuitively expected to double the fields).
Figure 4-14: Comparison between manually assembled micro-robot with and without back plate and picture of the micro-robot with the back plate.
4.3 Summary
A process for imprinting magnetic pole patterns on permanent magnets was
proposed called selective magnetization. The fabrication process was modeled using
simulations and validated with experiments showing very good agreement and the
potential to be used in the microfabrication of magnetic microsystems such as
microrobots.

119
CHAPTER 5 MICROROBOT FABRICATION: BOTTOM-UP APPROACH*
By the time the research reported in this chapter was conducted, the idea of
working on the microrobotics field was not contemplated by the researchers related with
this project. Later involvement in this field, reveals that the product of our work (called
releasable magnetic microstructures in this chapter) is in fact another form of
microrobots. The fabrication approach presented here is called bottom-up (piecing
together of elements to give origin a more complex system), because uses the physics
of nanostructured materials to conform structures with micrometer dimensions and
observe the behavior in the macro world.
This chapter describes a versatile method to fabricate magnetic microstructures
with complex two-dimensional geometric shapes using magnetically assembled iron
oxide (Fe3O4) and cobalt ferrite (CoFe2O4) nanoparticles. Magnetic pole patterns are
imprinted into magnetizable media, onto which magnetic nanoparticles are assembled
from colloidal suspension into defined shapes via the shaped magnetic field gradients.
The kinetics of this assembly process are studied by evaluation of the microstructure
features (e.g. line width and height) as a function of time, particle type, and volume
fraction. After assembly, the iron oxide particles are crosslinked in situ, and
subsequently released by dissolving a sacrificial layer. The free-floating magnetic
structures are shown to retain their patterned shape during manipulation with external
magnetic fields. Figure 5-1 summarize the intention of this research.
* This chapter is entirely based on reference [66]. Reprinted (adapted) with permission from C. Velez, I. Torres-Díaz, L. Maldonado-Camargo, C. Rinaldi, and D. P. Arnold, “Magnetic Assembly and Cross-Linking of Nanoparticles for Releasable Magnetic Microstructures / Supporting information,” ACS Nano, vol. 9, no. 10, pp. 10165–10172, 2015. Copyright 2015 American Chemical Society.

120
Figure 5-1: A method is presented to batch-fabricate complex, free-floating magnetic microstructures from magnetic nanoparticle feedstocks. Magnetically patterned substrates using selective magnetization technique are used to assemble the nanoparticles into complex geometric shapes. Particles are then crosslinked in situ, creating rigid magnetic microstructures that are released as free-floating structures for external magnetic manipulation.
5.1 Magnetic Assembly and Cross-Linking of Nanoparticles for Releasable Magnetic Microstructures
Magnetically directed and self-assembly of magnetic micro/nanoparticles in one,
two, and three dimensions[187] is of increasing interest owing to the unique stimuli-
responsive behavior of the resultant micro/nanostructures. For example, in sensors and
electronics,[188] assembly of magnetic nanoparticles into microstructures is desirable to
tailor the properties of the structure (e.g. photoelectrical activity,[189] surface
morphology,[190] electrochemical response,[191] surface enhanced Raman scattering

121
[192] or surface plasmon [193]). For microelectromechanical systems (MEMS),[194]
structural characteristics of the assembled microstructures and the mechanical
deformation of the structures in the presence of magnetic fields can be used for
manipulation and actuation. In the biomedical field, there is interest in microstructures
fabricated with magnetic nanoparticles for targeted delivery of therapeutic agents and
for more effective diagnosis techniques that extend the limits of molecular
diagnostics.[195] Magnetic nanoparticle assembly has also been used in photonics for
obtaining periodic structures, designed to have a strong interaction with light.[196], [197]
In the above examples, externally applied magnetic fields are used to drive the
assembly of the particles. Methods for magnetically-directed assembly can be generally
classified as colloidal-assembly techniques and surface-patterning techniques. In the
former, magnetic dipole-dipole interactions are used to drive the assembly of particles
(typically microparticles) in suspension, while in the latter, magnetic media with a pre-
determined field gradient pattern is used to drive assembly of particles (typically
nanoparticles) onto a surface.
The formation of magnetically-directed colloidal superstructures with multipole
symmetry, consisting of paramagnetic and diamagnetic microparticles assembled
mediated by induced dipole-dipole interactions in a magnetic nanoparticle suspension,
has been demonstrated.[198] Depending on the relative sizes and induced dipole
moments of the constituent particles, a variety of shapes have also been
demonstrated.[199]–[201] However, it is not possible to generate complex asymmetric
shapes using this approach, and the structures reported thus far do not retain their
shape once the magnetic field is removed,[202] except when fixing them to the

122
substrate. Magnetic dipole-dipole interactions have also been used to drive colloidal
assembly of superparamagnetic microparticles into chain-like structures.[203], [204]
Crosslinking of the microparticles using complementary DNA strand hybridization and
by chemical means has been reported to yield microparticle chains that retain their form
once the magnetic field is removed.[205] These structures can also be manipulated
using applied magnetic fields, in order to actuate their rotation and vibration,[204] and
applications in mixing of microfluidic systems have been reported.[206] However, this
method of magnetically-directed assembly and crosslinking appears limited to formation
of linear structures and lacks control over the length of the resulting linear aggregates.
Thus, it would seem that current methods of colloidal magnetically-directed assembly
are limited to particles with high degree of symmetry or to chain-like aggregates, and
the current methods are difficult to extend to obtaining structures with complex
asymmetric shapes.
For more complex shapes, the use of patterned magnetic media templates to
drive the assembly of magnetic particles from solution to the surface of the media has
also been reported. Experiments have demonstrated assemblies with micron[207] and
sub-micron feature sizes,[208]–[212] and simulations have indicated that assembly for
such small structures occurs in millisecond time scales.[213], [214] Most commonly, a
magnetic pattern is recorded in magnetic recording media (e.g., magnetic tape or a hard
drive surface) using a magnetic write head.[215] The resulting magnetization pattern
then generates magnetic field gradients that capture particles from solution, resulting in
linear or bit-like patterns.[216] These patterns can be transferred to a polymer film
substrate, which can be lifted-off and used, for example, as a diffraction grating.[217]

123
Although these techniques are promising, to date the complexity of the patterns of
assembled magnetic particles has generally been limited to the geometry of the
magnetic bit of the respective recording medium.[217] Furthermore, although basic
shapes can be obtained using this method, they are confined to a surface or film, and
fabrication of free-floating magnetic microstructures has not been demonstrated using
these techniques.
In this contribution, we report a method that combines the potential of
magnetically-directed assembly of magnetic nanoparticles on a substrate with in situ
nanoparticle crosslinking to obtain releasable free-floating complex magnetic
microstructures. The magnetic field gradient patterns required to drive magnetic
nanoparticle assembly into complex shapes are obtained using a selective
magnetization technique to imprint relatively arbitrary magnetic pole patterns onto hard
magnetic substrates using soft magnetic “magnetization masks”.[183] By chemical
crosslinking, the magnetically assembled structures retain their shape after release from
the substrate even in the absence of a magnetic field. They can also be manipulated
through applied magnetic stimulus, enabling control of their translational and rotational
motion in suspension, and their deformation, depending on their shape and degree of
crosslinking. By changing the polymer linkers in combination of selected drug molecules
a magnetically-triggered drug release mechanism can be envisioned, as reported
recently[210], [218]–[222].The reported method is a simple, low cost, and scalable route
to generating free-floating magnetically assembled complex microstructures of
crosslinked magnetic nanoparticles. Furthermore, refinement of the selective
magnetization and crosslinking steps should enable generating structures with sub-

124
micrometer features. Finally, the process flow could conceivably be adapted for
continuous, e.g. roll-to-roll, fabrication of the magnetic microstructures.
5.2 Results and Discussion
The fabrication method of magnetic microstructures is illustrated schematically in
Figure 5-2, where magnetic nanoparticles are assembled via the magnetic fields from a
magnetically patterned substrate (in this case a Hi8MP video cassette tape). The
particles preferentially assemble in the higher magnetic gradient regions at the
boundaries of the magnetic poles, allowing for the generation of complex two-
dimensional shapes.
Figure 5-2: Schematic of fabrication process: (from left) Coating of the selective magnetized tape with sacrificial layer. Magnetic assembly of the particles over the magnetic patterns. Crosslinking of nanoparticles on substrate with PEI. Dissolution of sacrificial layer and releasing of magnetic structures.
Both iron oxide (Fe3O4) and cobalt ferrite (CoFe2O4) nanoparticles were used in
this work, in an effort to explore how different magnetic relaxation mechanisms may
influence the assembly process [187], [203], [223], [224]. During the assembly process,

125
particles will translate and rotate as they respond to the magnetic field gradient
generated by the magnetic pole pattern. The iron oxide nanoparticles used in this study
respond to magnetic fields through internal dipole rotation, known as Néel relaxation,
whereas the cobalt ferrite nanoparticles used in this study respond to magnetic fields by
rigid body rotation, known as Brownian relaxation. We expected possible differences in
the rate of assembly of the Néel and Brownian particles due to the differences in
magnetic torques and the corresponding hydrodynamic translation/rotation coupling.
However, as will be seen upon discussion of our results, there were no measurable
differences in the assembly rates of the two types of nanoparticle.
The iron oxide and cobalt ferrite nanoparticles were each synthesized by thermal
decomposition.[225], [226] The hydrodynamic diameter distributions were obtained by
dynamic light scattering (DLS) using a Brookhaven Instruments 90Plus/BIMAS. For the
analysis, oleic acid coated nanoparticles were suspended in toluene and then filtered
with 0.1 mm PTFE filter syringes prior to measurement. Typical number-weighted
hydrodynamic diameters for the oleic acid coated particles used in the experiments
were 19 ± 3.9 nm iron oxide and 20 ± 3.3 nm for cobalt ferrite.
The particle’s core diameter distribution was determined by fitting the diameter
histograms measured by TEM (JEOL 200CX microscope, operating at 120 kV
acceleration voltage) to a lognormal size distribution, indicating the particles had narrow
size distributions, with average core diameters of 17 ± 5.6 nm for iron oxide and 13 ±
2.9 nm for cobalt ferrite.
Some of the iron oxide nanoparticles were transferred to the aqueous phase by
cleavage of the oleic acid double bond to obtain nanoparticles with surface carboxylic

126
acid groups. The resulting nanoparticles were now colloidally stable in aqueous media
and possessed reactive carboxylic acid groups that were subsequently used to crosslink
the structures. After transferring the particles to the aqueous phase, the particle
hydrodynamic diameter remained practically the same, confirming that there was no
particle aggregation.
Equilibrium magnetization measurements at 300 K for aqueous nanoparticle
suspensions, made using an MPMS-3 superconducting quantum interference device
(SQUID) magnetometer (Quantum Design), demonstrated superparamagnetic behavior
in the samples. By fitting the data to the Langevin function using the procedure
suggested by Chantrell,[227] the average magnetic diameter was 8 ± 5.2 nm for iron
oxide and 13 ± 3.3nm for cobalt ferrite, while the volume fraction (ϕ) of magnetic
nanoparticles in the stock solutions were determined to be 0.19% and 0.14%,
respectively. After transferring the iron oxide nanoparticles to the aqueous phase, the
average magnetic diameter was 9 ± 4.5 nm, and the magnetic volume fraction (ϕ) in the
stock solution was 0.062%.
The poles in the magnetic tape were created by a selective magnetization
technique using soft magnetic “magnetization masks”.[184] A magnetization mask
(hereafter mask) was fabricated by electroplating 45-µm-thick Ni structures on a silicon
wafer. Different shape and size structures were included in the mask, as shown in
Figure 5-3. However, detailed analysis focused on 175-µm-wide squares and 150-µm-
wide crosses with minimum edge-to-edge distance between structures of 225 µm. It is
important to remark that the magnetic mask can be reused, thereby reducing fabrication
time and cost associated with lithography steps. A magnetic reversal field of ~200 mT

127
was used to generate the magnetization pattern in the magnetic tape substrate.
Because experimental measurement of the resultant microscale magnetic field
gradients is quite difficult, simulations[67] were used to estimate orders of magnitude of
the magnetic field and magnetic field gradient in a typical boundary between two
opposing magnetic poles.
Figure 5-3: Magnetically assembled iron oxide nanoparticles and crosslinked microstructures over the magnetic tape substrate before release.
The kinetics of the assembly process and the resultant microstructural features
were studied for three process variables: (1) assembly time, (2) volume fraction of the
particles in suspension, and (3) iron oxide vs. cobalt ferrite nanoparticles. Figure 5-4
shows the average deposited line height as a function of time for different volume
fractions and particle types. As expected, the line height increases with increasing
collection time and increasing particle concentration. The line height is greater for the
iron oxide particles (Figure 5-4A) as compared to the cobalt ferrite particles (Figure 5-
4B) under all conditions tested. This observation was initially unexpected, considering
that iron oxide exhibited a smaller magnetic core diameter than the cobalt ferrite (8 ± 5.2
nm vs. 13 ± 3.3 nm). Because of their larger magnetic core diameter, the cobalt ferrite
particles would experience a larger magnetic force during assembly. However, the two

128
particles have unequal hydrodynamic diameters, so additional analysis was performed
to estimate the number of particles collected.
Figure 5-4: Time dependence of the line height for different volume fractions. A) Iron oxide nanoparticles with Néel relaxation mechanism and B) cobalt ferrite nanoparticles with Brownian relaxation mechanism.
Figure 5-5 shows the number of particles assembled per unit length as a function
of assembly time for different volume fractions and particle types. The roughness of the
substrate and the detection limits of the profilometer caused significant statistical
variation in the data. The most reliable results were generated by samples with larger
numbers of particles accumulated on the substrate, e.g. the experiments with maximum
collection time (105 s) and maximum volume fractions of particles in solution (0.19% for
iron oxide and 0.14% for cobalt ferrite). Figure 5-6 further illustrates these maximal
cases for direct comparison between the two particle types. It is worth noting that the
order of magnitude of number of particles collected is the same for both particle
relaxation mechanisms. However, the iron oxide particles exhibit a larger line height
because the core diameter is greater than the cobalt ferrite particles (17 nm vs. 13 nm).
-0.1
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1.E+01 1.E+02 1.E+03 1.E+04 1.E+05L
ine
hei
gh
t [µ
m]
Collection time [s]
0.14
0.028
0.015
0.0031
0.0021
-0.1
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1.E+01 1.E+02 1.E+03 1.E+04 1.E+05
Lin
e h
eig
ht
[µm
]
Collection time [s]
0.19
0.035
0.018
0.0048
0.0025
101 102 103 104 105
A
1.0
0.9
0.8
0.0
Lin
e h
eig
ht
[µ
m]
Collection time [s]
Iron Oxide
fv (% v/v)
101 102 103 104 105
B
Collection time [s]
Cobalt Ferrite
0.1
0.2
0.3
0.4
0.5
0.6
0.7
1.0
0.9
0.8
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7fv (% v/v)

129
Figure 5-5: Calculation of number of particles per cross section versus time, parametric with the suspension’s volume fraction for: A) iron oxide particles and B) cobalt ferrite particles.
Figure 5-6: Number of particles per unit of length. A) Volume fraction dependence (time=105 seconds) and B) time dependence (for cobalt ferrite ϕ = 0.14% and iron oxide ϕ = 0.19%).
As was pointed out earlier, we expected possible differences in the rate of
assembly of nanoparticles with Néel (iron oxide) vs Brownian (cobalt ferrite) relaxation
mechanisms. However, the results of Figure 5-6 indicate that particles with either
relaxation mechanism are captured at essentially the same rate. Consequently, it was
1.E+02
1.E+03
1.E+04
1.E+05
1.E+06
1.E+07
1.E+01 1.E+02 1.E+03 1.E+04 1.E+05
Par
ticl
es p
er u
nit
of
leg
th [
#·µ
m-1
]
Collection time [s]
0.19
0.035
0.018
0.0048
0.0025
101 102 103 104 105
A
107
106
105
102
104
103
Par
ticl
es p
er u
nit
of
leng
th
[#·µ
m-1
]
Collection time [s]
Iron Oxide
fv (% v/v)
1.E+02
1.E+03
1.E+04
1.E+05
1.E+06
1.E+07
1.E+01 1.E+02 1.E+03 1.E+04 1.E+05
Par
ticl
es p
er u
nit
of
leg
th [
#·µ
m-1
]
Collection time [s]
0.19
0.035
0.018
0.0048
0.0025
1.E+02
1.E+03
1.E+04
1.E+05
1.E+06
1.E+07
1.E+01 1.E+02 1.E+03 1.E+04 1.E+05
Par
ticl
es p
er u
nit
of
leg
th [
#·µ
m-1
]
Collection time [s]
0.19
0.035
0.018
0.0048
0.0025
1.E+02
1.E+03
1.E+04
1.E+05
1.E+06
1.E+07
1.E+01 1.E+02 1.E+03 1.E+04 1.E+05
Par
ticl
es p
er u
nit
of
leg
th [
#·µ
m-1
]
Collection time [s]
0.14
0.028
0.015
0.0031
0.0021
101 102 103 104 105
B
107
106
105
102
104
103
Collection time [s]
Cobalt Ferrite
1.E+02
1.E+03
1.E+04
1.E+05
1.E+06
1.E+07
1.E+01 1.E+02 1.E+03 1.E+04 1.E+05
Par
ticl
es p
er u
nit
of
leg
th [
#·µ
m-1
]
Collection time [s]
0.14
0.028
0.015
0.0031
0.0021
fv (% v/v)
1.E+02
1.E+03
1.E+04
1.E+05
1.E+06
1.E+07
1.E+01 1.E+02 1.E+03 1.E+04 1.E+05
Par
ticl
es p
er u
nit
of
leg
th [
#·µ
m-1
]
Collection time [s]
0.14
0.028
0.015
0.0031
0.0021
1.E+02
1.E+03
1.E+04
1.E+05
1.E+06
1.E+07
1.E-03 1.E-02 1.E-01 1.E+00
Par
ticl
es p
er u
nit
of
leg
th [
#·µ
m-1
]
Volme fraction: f (%v/v)
Fe3O4 100,000s
CoFe 100,000s
10-3 10-2 10-1 100
A
107
106
105
102
104
103
Par
ticl
es p
er u
nit
of
leng
th
[#·µ
m-1
]
Volume fraction: f [%v/v]
1.E+02
1.E+03
1.E+04
1.E+05
1.E+06
1.E+07
1.E+01 1.E+02 1.E+03 1.E+04 1.E+05
Par
ticl
es p
er u
nit
of
leg
th [
#·µ
m-1
]
Collection time [s]
Fe3O4: f= 0.19%
CoFe: f= 0.14%
101 102 103 104 105
B
107
106
105
102
104
103
Collection time [s]
1.E+02
1.E+03
1.E+04
1.E+05
1.E+06
1.E+07
1.E-03 1.E-02 1.E-01 1.E+00
Par
ticl
es p
er u
nit
of
leg
th [
#·µ
m-1
]
Volme fraction: f (%v/v)
Fe3O4 100,000s
CoFe 100,000sCobalt Ferrite: 105 seconds
Iron Oxide: 105 seconds
1.E+02
1.E+03
1.E+04
1.E+05
1.E+06
1.E+07
1.E-03 1.E-02 1.E-01 1.E+00
Par
ticl
es p
er u
nit
of
leg
th [
#·µ
m-1
]
Volme fraction: f (%v/v)
Fe3O4 100,000s
CoFe 100,000sCobalt Ferrite: Φv = 0.14 %
Iron Oxide: Φv = 0.19 %

130
decided to carry out subsequent experiments demonstrating crosslinking and release
solely with the iron oxide nanoparticles.
To demonstrate fabrication of free floating structures, an assembly experiment
was conducted using the iron oxide nanoparticles that had been transferred to the
aqueous phase (ϕ = 0.062%) and an assembly time of 19 hr. The resulting structures
had typical line height and width of 230 80 nm and 3.9 1 µm, respectively. After
assembly, the carboxylic acid groups present on the nanoparticle surface were
crosslinked with the primary amines present in branched polyethylenimine (PEI).[228]–
[231] A schematic of the process from phase transfer to crosslinking is shown in Figure
5-7. Structure release was achieved by dissolving an underlying sacrificial layer of
polydimethylglutarimide-based resist added before particle assembly. Figure 5-8
illustrates the results by showing free-floating structures and demonstrating the
successful crosslinking of particles forming a structure. Additional magnetic
characterization of the resulting free-floating structures demonstrated that structures
have superparamagnetic properties similar to those of the nanoparticles used in their
formation. Superparamagnetic behavior is desirable because micrometric-size
structures will be magnetized in the presence of external fields (higher susceptibility
than counterpart paramagnetic structures) but structure agglomeration and unwanted
structure-structure interaction in the absence of magnetic field will be prevented due to
the absence of residual magnetization.

131
Figure 5-7: Schematic of the crosslinking process on iron oxide nanoparticles, starting from the formation of the oleic acid after particle thermal decomposition. The cleavage of the double bond in the oleic acid creates a terminal carboxylic group that can be used to crosslink particles using a poly-amine such as PEI, via EDC chemistry.
Figure 5-8: Examples of released structures free-floating in water after crosslinking iron oxide nanoparticles with 25kDa PEI.

132
The free-floating magnetic microstructures were shown to retain their geometric
shape, even under response to an applied magnetic field. Figure 5-9 illustrates the
displacement of one of those structures in the presence of an applied magnetic field
generated by a permanent magnet. The displacement of the structure was in the
direction of higher field gradient, due to magnetic forces exerted on the magnetic
nanoparticles within the structure.[232] In other experiments the direction of the applied
magnetic field was changed, and the microstructures were shown to move along
different axes (rotate and flip) depending on the direction of magnetic field rotation, as
illustrated in Figure 5-10. These observations demonstrate the potential utility of these
structures that can be remotely actuated, and retain their shape after the magnetic field
is removed.
Figure 5-9: Superimposed snap-shots of a single microstructure translated towards a magnetic field generated by a permanent magnet (images extracted from video). Structure made of iron oxide nanoparticles.

133
Figure 5-10: Rotation of a microstructure by rotating the magnetic field (TOP). Microstructure flipping produced by the change of direction of the rotation in the magnetic field (Bottom). Images extracted from video. Structure made of iron oxide nanoparticles.
5.3 Experimental Methods
5.3.1 Magnetization Mask Fabrication
The mask is manufactured using micromachining techniques as described by
[233], using photolithographic patterns and 45 µm electrodeposited and polished Nickel.
Figure 5-11 depicts the microfabrication process followed for the fabrication of the
magnetization mask. The first step is to remove the native oxide from a Si 100 wafer
using BOE. Then clean it using nitrogen and Asher (Power of 300 W for 300 s with
600 sccm O2 at 1200 mtorr). Then sputter (KJL CMS-18) an adhesion-promoter layer of

134
TI (30 nm), an electroplating seed layer of Cu (30 nm), and a protective layer of Ti (30
nm) to avoid oxidation. A positive photolithographic process is conducted using KMPR
1025 (static 300 rpm by 10 s / 3000rpm by 30 s / 12 min soft bake at 100ºC) and
exposition of the mask using MA6 (157.4 s at 4.1 mW/cm2). 2 min post bake at 100ºC
are recommended. Photoresist development using 1.38% of TMAH solution
(AZ300MIF) for 30 min. Additional Asher treatment (100 W for 120 s with 10 sccm of O2
at 25 mtorr). The photoresist thickness was confirmed at 45.6 µm.
Right before the electroplating, the Ti is etched using 1:1 solution of HF 49% and
Di water for 30 sec. A commercial Ni plating bath (Techni Nickel "S“) is used under
constant agitation at 100 rpm at room temperature. The conditions on the power supply
are: current 10.56 mA and 1.3 V for 4 hours. (30 mA/cm2 for an estimated area of
0.35cm2). Mechanical polish (microcut silicon carbide P2400/ micromesh AO1200 /
Alumina powder 0.05 µm and 20 N of force) was conducted to planarize the final mask.
Figure 5-11: Microfabrication process for the selective magnetization mask.
135
5.3.2 Substrate Magnetization
Using the methods described by Garraud et al.,[183] a nickel magnetization
mask (hereafter the mask) is used to create the desired magnetic patterns (shapes) on
a magnetic substrate (Hi8MP video cassette tape). The mask was optimized by
simulating the magnetization process using the finite element method in COMSOL
Multiphysics in order to minimize magnetic field interference between structures. Size,
separation between structures and mask thickness were simulated. To imprint the
geometric shapes of the mask as magnetic pole patterns in the tape, a selective
magnetization method reported by Oniku et al.,[184] was used. In this method, first a
tape is uniformly pre-magnetized out-of-plane (6 T, upward), then the mask is placed in
contact with the tape to apply reverse (downward) magnetic field pulse. Patterns were
generated using reversal fields of 200 mT, which yielded the best results.
5.3.3 Nanoparticle Synthesis and Phase Transfer
Two different magnetic nanoparticles representing two different relaxation
mechanisms were studied: iron oxide nanoparticles with predominant Néel relaxation
mechanism (i.e. magnetic dipole alignment with the applied field without physical
particle rotation) and cobalt ferrite with predominant Brownian relaxation mechanism
(i.e. particle physical rotation due to magnetic dipole alignment).
Iron oxide nanoparticles were synthesized by thermal decomposition of an iron-
oleate precursor as described by Park et al.[225] An iron-oleate was prepared by mixing
sodium oleate (72 mmol) and iron (III) chloride hexahydrate in 3:1 molar ratio with water
(36 mL), hexane (84 mL) and ethanol (48 mL). The mixture was kept at 70 °C for 4 hr
under reflux and further washed with water to remove unreacted reagents. Thermal
decomposition of the iron-oleate in a high boiling point solvent in presence of oleic acid

136
yielded iron oxide nanoparticles coated with a monolayer of oleic acid and narrow size
distributions. Trioctylamine was used as the solvent and the temperature maintained at
345 °C for 1 hr. After synthesis, magnetic nanoparticles were suspended in chloroform
and precipitated with acetone to remove the excess of solvent and free oleic acid, and
finally dried at room temperature to remove excess solvent.
Cobalt ferrite nanoparticles with predominant Brownian relaxation mechanism
were synthesized by thermal decomposition of organo-metallic precursor at 320 °C in
the presence of oleic acid using 1-Octadecene as solvent.[226]. The iron/cobalt oleate
was prepare using a 2:1 molar ratio of iron (III) chloride hexahydrate to cobalt (II) in a
mixture of 50 mL of deionized water, 100 mL of hexane and 50 mL of ethanol at 67 °C
under reflux condenser during 4 hours., and then aged for 3 days. 1-Octadecene was
used as the solvent and the temperature maintained at 320 °C for 3 hr. After synthesis,
the reaction product was washed using the same procedure was for iron oxides
nanoparticles.
The as-synthesized iron oxide and cobalt ferrite nanoparticles were soluble only
in organic solvents due to oleic acid coating their surface. In order to crosslink the
nanoparticles in their magnetically assembled patterns, a reactive group is necessary
on the particle surface. Furthermore, most applications of interest require particles that
are compatible with an aqueous environment. Therefore a phase transfer procedure
described by Wang et al.[234] was used to cleave the double bond in the oleic acid
chain, simultaneously transferring the particles to the aqueous phase and introducing a
reactive carboxylic acid group on the outer surface of the nanoparticles. In a typical
procedure, dried particles (100 mg) were suspended in toluene (10 mL) and mixed with

137
a mixture of ethyl acetate/acetonitrile, 1:1 volume ratio (8 mL), and a solution of sodium
periodate (6 mL of NaIO4 0.28 molar). The mixture was placed under ultrasound for 20
min, and the product was magnetically decanted to remove excess solvent. For particle
assembly over the magnetized substrate, a stock solution was prepared by suspending
particles in water (10 mL). This procedure is equally effective for iron oxide and cobalt
ferrite nanoparticles, although only the results for the iron oxide nanoparticles are
reported herein.
5.3.4 Nanoparticle Assembly
The patterned substrate was immersed in a suspension of magnetic
nanoparticles and after a specified assembly time, the substrate was removed from the
particle suspension, washed with water at the same pH of the particle solution, and
dried at room temperature. Serial stock dilutions of 1:1 / 1:5 / 1:10 / 1:50 and 1:100 were
prepared in order to study the effect of nanoparticle volume fraction on the assembly
process.
The volume fraction was calculated from the measured magnetization curve
using superconducting quantum interface device (SQUID). Particles were collected over
independent substrates (for different relaxation mechanism and different volume
fraction), during: 32s / 100s / 316s / 1,000s / 10,000s and 100,000s.
5.3.5 Analysis of Nanoparticle Assemblies
The microstructural features of the assembled structures were evaluated by
optical profilometry measurements. An optical profilometer (Contour GT-I, Bruker) was
used to measure the hill-like profile of the collected nanoparticles over the substrate.
Post-processing analysis converted the 3D-profile map into a series of cross-sections.
From this, the average line widths (at the base of the hill) and average line heights were
138
calculated for different experimental conditions. Each experimental condition was
analyzed using cross-sections from 5 different square microstructures. Using these
averaged profiles, it was possible to estimate the number of particles collected by unit of
length.
5.3.6 Nanoparticle Crosslinking
For the nanoparticle crosslinking, iron oxide nanoparticles in the water phase,
described before, were assembled for 19 hr by immersing the tape in a particle
suspension. A gentle wash process with deionized water over the inclined surface was
necessary after assembly to remove free particles from the surface. Once the particles
were deposited, a solution of branched polyethylenimine (PEI, 25wt% and molecular
weight of 2.5 kDa), was used to crosslink the carboxylic acid groups present on the
nanoparticle surfaces with the primary amines in the polymer chains, using 1-ethyl-3-[3-
dimethylaminopropyl] carbodiimide hydrochloride (EDC) chemistry (0.03 mmol). To
catalyze the reaction, N-hydroxysulfosuccinimide (Sulfo-NHS) was added to the solution
at an EDC: Sulfo-NSH (0.1 molar ratio). The reaction was carried out by adding this
solution on top of the substrate containing magnetically assembled microstructures and
the reaction was allowed to occur for 1 hr. A final rinse with deionized water and acetic
acid was used to remove free polymer (process described in Figure 5-2).
5.3.7 Structure Release
In order to release structures the magnetizable tape was coated with a 350 nm-
thick sacrificial layer of LOR 3B (polydimethylglutarimide based resist), after the
selective magnetization step. After magnetic assembly and crosslinking of nanoparticles
on top of the sacrificial layer, this underlying sacrificial layer was dissolved in AZ300
MIF developer (tetra-methyl ammonium hydroxide), releasing the magnetic

139
microstructures into solution. Samples were very gently agitated to accelerate
dissolution of the LOR 3B layer.
5.4 Summary
A fabrication technique to obtain free-floating magnetic microrobots by in situ
crosslinking of magnetically assembled nanoparticles (bottom-up approach) was
demonstrated. Complex two-dimensional geometric shapes were obtained by using a
selective magnetization technique to define structure boundaries. Squares and crosses
were obtained with external dimensions of 175 µm and 150 µm, respectively, with
boundary line dimensions of 230 80 nm in height and 3.9 1 µm in width. The
magnetic microstructures were successfully released from the substrate and retained
their shape in suspension during manipulation with external magnetic fields.

140
CHAPTER 6 MICROROBOT FABRICATION: TOP-DOWN APPROACH
The University of Florida collaborated with the company SRI International in a
project called: “Levitated Microfactories for High Speed Adaptive Microassembly”. This
project is under the umbrella of the DARPA’s Atoms to Product (A2P) program. The
A2P program is looking to develop technologies and processes to assemble nanometer-
scale pieces, whose dimensions are near the size of atoms, into systems, components,
or materials that are at least millimeter-scale in size.
The “Levitated Microfactories for High Speed Adaptive Microassembly” project
focuses on assembling micron-sized (~10-6 m) feedstocks into at least millimeter scale
(~10-3 m) components (micron to millimeter), using a revolutionary microfactory concept
developed by SRI International [110]. A microfactory is a platform for displacement and
accurate positioning of swarms of small-scale robots.
Figure 6-1 shows the schematic of the microfactory with an inset picture of the
levitated robots and the magnetic force patterns generated by the platform to
manipulate each robot. Diamagnetic levitation was explained in Section 3.4.
The state of the art for these diamagnetic levitated robots, as developed by SRI
International, combines two parts: (1) A manually assembled/glued square magnets
forming a magnetic base. The simplest magnetic base is composed by a 2x2 magnet
array. Each magnet has the opposite magnetic orientation of its immediate neighbors
and the same magnetic orientation of its diagonal neighbor, forming a magnetic
checkerboard pattern. (2) The manually bent end effectors made of 0.005 inch thick
(chemically etched) stainless steel [235], which are glued or simply rested on top of the
magnetic bases.

141
The contribution of University of Florida researchers in this project is to develop a
batch fabrication technique for the robots to operate under the microfactory platform
provided by SRI International. This dissertation will continue considering each robot as
an integration of two parts, therefore the fabrication of the magnetic bases will be
presented in this chapter, meanwhile the fabrication of the end effectors will be
discussed in Chapter 7.
Figure 6-1: Diamagnetic levitated robots. A) Schematic of diamagnetic levitated robot system; actual board uses two layers each for x and y offset by 0.5 mm (four trace layers total; two not shown for clarity); colors on robot indicate vertical magnetization polarity in these “checkerboard” arrays B) Magnetic force patterns on robot due to trace currents; x and y motion is obtained by phasing traces while vertical z force is adjusted using trace current amplitude. © 2007 IEEE. Reprinted, with permission, from R. Pelrine, A. Hsu, A. Wong-Foy, B. McCoy, and C. Cowan, “Optimal control of diamagnetically levitated milli robots using automated search patterns,” in 2016 International Conference on Manipulation, Automation and Robotics at Small Scales (MARSS), 2016, pp. 1–6 [236].
A
B

142
A manually assembled 2x2 SRI microrobot (using 1 mm x 1 mm x 0.4 mm
NdFeB magnets of from BJA magnetics) was characterized using magneto optical
image technique. Figure 6-2 presents the topological surface of the measured field at
500 µm and compares cross sections of the Bz field at different heights of the magnet
array surface.
Figure 6-2: Bz field magneto optical image measurement of a 2x2 magnets array. A) 500 µm from the array surface and B) comparison at different heights.
6.1 The Magnetic Substrate
The most important part of the levitated microrobot is the magnetic base. One of
the goals of this project is to fabricating this magnetic base from a single magnet (this
magnet will be called substrate). Therefore, choosing the right magnetic material is
fundamental for the evolution of this project. Several commercial materials and
fabrication process were evaluated to find the thinnest magnet possible (bellow 500 µm)
with the highest energy product. Figure 6-3 shows a comparison for four vendors that
could offer magnets with this thickness. Unfortunately, none of the companies offering
high energy product materials (solid lines in the figure) guarantee that those magnets

143
could be micromachined to target the project needs. Based on our exploration, only one
company offers the fabrication capabilities to create machinable magnetic materials,
with high energy product, with thicknesses of ~400 µm: BJA magnetics.
Figure 6-3: Comparison off magnetic properties commercial available thin film magnetic materials. Selected vendors: Arnold Magnetics, Daily Magnetics, Risheng Magnetics and K&J Magnetics.
BJA magnetics produces their N42 grade NdFeB “micro-magnets” by sintered
the magnetic elements using strip casting. They pulverize the strips (using a 600 grit
grinding wheels) to obtain bigger and uniform grain size powders in the order of
hundreds of microns. Finally a process called hydrogenation disproportionation
desorption recombination (HDDR) is used to obtain an isotropic powder with grainsizes
around ~0.3 µm [237]. The mechanism to compact this powder into the final shape of
the magnet (sintering, pressing, etc.) was not disclosed by the vendor.
A custom-made batch of magnets with sizes of 10 mm x 10 mm x 0.4 mm was
used for this project. This material will be called substrate hereon. The magnetization
curve for this material was measured using a vibrating sample magnetometer (VSM).
Measurements corroborate the magnetic grade of the material (N42). Figure 6-4

144
compares the magnetization of the magnets used by SRI (1 mm x 1 mm x 0.4 mm BJA
magnetics) in the manually assembled robots with the new custom-made batch
magnets provided by BJA magnetics. The energy product of the magnets used in the
batch fabrication process of the micro-robots is 39.6 MGOe, whereas the magnets
provided by SRI before this project was 21.3 MGOe (possibly due to aging).
Figure 6-4: Magnetic characterization comparison for SRI and BJA magnets. A) Out of plane magnetization and B field curves. B) Energy product curves.
It was of interest of this project to measure magnetic properties of the BJA
substrate at different temperatures. The reason was based on the success of heat-
assisted magnetic recording [238] to enhance the local magnetization of a material, by
reducing the coercivity after increasing the temperature locally. It was intended to
evaluate viability of this technique during the selectively magnetization process, to
improve the final magnetization pattern. Two sets of measurements were performed: (1)
The remanent magnetization recoils and (2) the DC demagnetization curves.
For the magnetic recoils (1), the cycle was: Sample was fully magnetized, the
temperature was raised, the magnetization was measured, and then the temperature
was reduced to room temperature and the remanent magnetization was again
After demagcorrection
A B

145
measured. Additionally, the hysteresis loops were measured at different temperatures,
and it was observed that the maximum temperature for the substrate to be expose
before magnetic degradation is 47ºC. Higher temperatures will generate more than 5%
reduction (i.e. considered to be irreversible) on the remanent magnetization, as shown
in Figure 6-5.
Figure 6-5: Magnetization characterization at different temperatures. A) Remanent magnetization recoils and B) hysteresis loops.
By using this information, a second set of measurements was conducted: (2) the
DC-demagnetization curves (DCD explained in section 2.2.4). The DCD curves were
measured at different temperatures, to understand the effect of temperature on the
remanent coercivity (field which Mr(H)/H changes sign). The remanent coercivity is very
important for the selectively magnetization process. This value is related with the
reversal magnetic field to be applied for generating the selectively magnetized patterns.
At room temperature, the BJA substrate remanent coercivity is 1.5 T. By
evaluating the remanent coercivity at different temperatures, it was discovered that the
remanent coercivity was reduced only by 227 mT by raising the temperature above
47ºC (maximum temperature before reducing 5% in the coercivity).
5% reduction @ 46.85ºC
Sample: 3 mm x 3 mmEnvironment: Argon
A B

146
Figure 6-6 presents the DCD measurements at different temperatures making
emphasis on the remanent coercivity. Because the reduction in remanent coercivity
(227 mT) is not significant (only 15% of the NdFeB remanent coercivity at room
temperature), this technique proves to be not cost effective for this project goal,
therefore was not further considered.
Figure 6-6: DCD at different temperatures. A) DCD demagnetization curves at different temperatures. B) Remanent coercivity fields at different temperatures. Data extracted from the DCD curves.
6.2 Machining the Magnetic Substrate
Two steps were necessary to guarantee batch fabrication of magnetic bases
using the same substrate (monolithic fabrication): dicing the substrate in individual
bases after fabrication (singulated) and polishing the surface.
A semiconductor dicing saw (from ADT) was used to singulated the substrate.
The dicing blade was a hubbed resin bond diamond blade. 2.250” X .750” X .007" Thick,
325 mesh with 40-60 µm grit size (reference CA-007-325-030-H from Dicing
Technologies). The parameters used to set up the dicing were: blade thickness of
178 µm, blade exposure of 762 µm, rotation speed of 15 -18 kRPM, feed rate of
Remanent Coercivity
Remanent Coercivity
5% reduction @ 47ºCis 227 mT difference in Hr
DC demagnetization at different temperatures
A B

147
0.1 mm/s. Magnetic substrates were successfully diced in 9 squares of 3 mm x 3 mm
each. The use of a dicing saw proved to generate repetitive and reliable dimensions
with very tight tolerances (Dicing lines ~214 µm wide kerf and 422 µm deep). Figure 6-7
shows the results of the dicing process for the magnetic substrate.
There are two caveats of this technique. (1) The substrate is constantly exposed
to water. This could generate oxidation on the surface which may require removal via
polishing. (2) If the substrate is magnetized before singulation, multiple residual
particles will accumulate on the edges or each base. It is necessary to thoroughly clean
bases with adhesive tape to eliminate any debris.
Figure 6-7: Successful dicing of the BJA NdFeB material, producing 9 magnetic bases per substrate.
The next important step to guaranty good levitation of the micro-robots is the
polishing of the magnetic layer before magnetization. Polishing is mainly necessary on
the side facing the diamagnetic board. Because the levitation is of only tens of microns,
any particle or surface roughness will be critical and will reduce the motion of the robots.
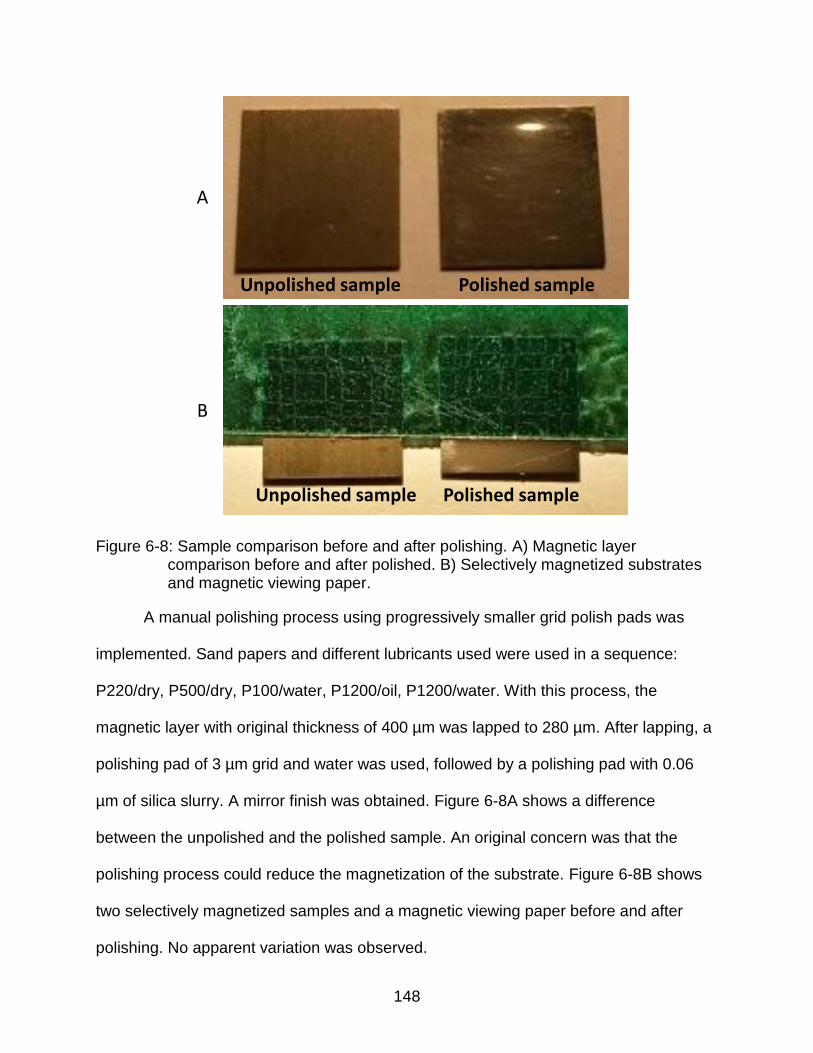
148
Figure 6-8: Sample comparison before and after polishing. A) Magnetic layer comparison before and after polished. B) Selectively magnetized substrates and magnetic viewing paper.
A manual polishing process using progressively smaller grid polish pads was
implemented. Sand papers and different lubricants used were used in a sequence:
P220/dry, P500/dry, P100/water, P1200/oil, P1200/water. With this process, the
magnetic layer with original thickness of 400 µm was lapped to 280 µm. After lapping, a
polishing pad of 3 µm grid and water was used, followed by a polishing pad with 0.06
µm of silica slurry. A mirror finish was obtained. Figure 6-8A shows a difference
between the unpolished and the polished sample. An original concern was that the
polishing process could reduce the magnetization of the substrate. Figure 6-8B shows
two selectively magnetized samples and a magnetic viewing paper before and after
polishing. No apparent variation was observed.
Unpolished sample Polished sample
Unpolished sample Polished sample
A
B

149
Some magnetic imperfection over the surface of the magnet were observed
during the magneto optical image of the selectively magnetized samples, even after
polishing. These imperfections were originally attributed to material roughness;
therefore, roughness characterization was conducted. Results are presented in Figure
6-9 showing microscopy images of the surface and cross-section (after cleaving).
Figure 6-9: Optical microscopy image of the BJA magnet surface, top view and cleaved cross section. Magneto optical image at the surface of a selectively magnetized sample (similar image for polished and unpolished samples).
Magneto optical images of a selectively magnetized sample were taken before
and after polishing and magnetic fields remain almost the same (right image in Figure 6-
9). This confirms that the magnetic imperfections were not produced by the material
roughness and suggest that the selectively magnetization process is not completely
magnetizing the poles on the substrate. This gives evidence that there is still room for
improvement on the selective magnetization process.
To accurately evaluate the effectiveness of the polishing, two samples (polished
and unpolished) were analyzed using an optical profilometer (Bruker, Contour GT-I).

150
The unpolished sample has an average Ra=770 nm (surface roughness), while the
polished sample Ra=20. Results presented in Figure 6-10.
Figure 6-10: Optical profilometer image of polished and unpolished 3 mm × 3 mm magnet (BJA).
From these results, it is concluded that NdFeB magnets grade N42 provided by
BJA, are the best candidates to be a substrate in the mass fabrication of magnetic
bases for levitated microrobots. To the date of this research, this is the material that
offers higher magnetic energy product, lower thickness and better qualities for
machining.
6.3 Adapting Selective Magnetization for Microrobot Bases
As explained in Chapter 4 of this document, selective magnetization is a
technique to reverse the magnetization of selected areas of a magnet by “imprinting”
magnetic patterns using a magnetization mask meanwhile a reversal field is applied.
This process is ideal for the batch fabrication of the robot bases with checkerboard
magnetic patterns, because it will eliminate the manual assembly of individual 1 mm x
1 mm square magnets. Manual assembly is difficult and time consuming due to
attractive and repelling forces of the magnets.

151
6.3.1 Improving Magnetization: Simulations
The selective magnetization process was simulated using COMSOL multiphysics
(2D quasi-static simulations in COMSOL), as described in section 4.2.1. These
simulations provide a fast evaluation mechanism for different design parameters. The
first parameter to be evaluated is the mask material. Different soft ferromagnetic
materials will have different saturation magnetization. A higher saturation magnetization
will produce a higher magnetic field underneath the mask during the reversal
magnetization. The hypothesis is that higher magnetic field under the mask will result in
an increase of magnetic contrast (defined as C=(Bmax-Bmin)/(Bmax+Bmin)), therefore the
magnetic patterns quality will be improved.
During section 4.2.1. Carbon steel was used to magnetize flexible iron oxide (at
0.5 T). The saturation magnetization of the carbon steel was not a limiting factor, but the
magnetic substrate (NdFeB) requires a high reversal magnetic field of ~1.5 T. By
simulating the magnetization process at different reversal fields and measured the peak
magnetic field underneath a simple 1 mm x 1 mm square mask, it is possible to
compare the effectiveness of different mask materials. Figure 6-11, compares the
magnetic field produced underneath masks fabricated with 2V permendur,
supermendur, low carbon steel 1018, and permalloy. The magnetic properties for these
various materials were from the COMSOL library and/or measured in the laboratory.
The reversal magnetic fields used during selective magnetization are highlighted.

152
Figure 6-11: Set of materials to take into consideration for the magnetization mask fabrication.
Although it is possible to increase the reversal magnetic field underneath the
mask by selecting a different material such as supermendur or 2V permendur rather
than carbon steel, the reality is that this increment (9% for 2V permendur and 6% for
supermendur) does not worth the extra cost and difficult machinability of these two
materials for this project. Therefore, carbon steel will continue to be the designated
material for the mask.
Variations on the mask thickness were also simulated. The magnetic contrast will
be used as figure of merit. Figure 6-12 confirms that it necessary to fabricate thicker
masks to increase magnetic fields. Increasing the fields will generate better magnetic
patterns with sharper edges. Simulations indicated that a minimum aspect ratio (mask
pole height / pole width) of 3 is necessary for achieving good magnetic contrast.

153
Figure 6-12:Selective magnetization simulation model. A) COMSOL simulations of Bz field generated by a magnetization mask, parametric with thickness. B) Contrast calculation for different mask thickness (at the middle section of the magnet).
Another important parameter that was simulated was the importance of using
one magnetization mask in comparison with two aligned magnetization masks (beneath
and underneath the magnetic substrate). Comparative simulations are presented in
Figure 6-13A. Double mask showed better performance in terms of magnetic contrast
underneath the patters. It is easy to appreciate how strong and uniform is the magnetic
field (across the thickness of the magnet) when using double mask. A numeric
comparison of the magnetic field at the center of the magnet is presented in Figure 6-
13B. Double mask generates a higher magnetic contrast underneath the mask features.
Field dependency with mask thickness
minmax
minmax
BB
BBC
Last machined mask thickness
Mas
k th
ickn
ess
A B

154
Figure 6-13: Selective magnetization simulation model, double mask. A) Simulation comparison for single and double mask with magnet on the middle. B) Comparison of the magnetic field along the center of the magnet for single and double mask. External applied field Bext= 1. 5 T.
6.3.2 Improving Magnetization: Field Selection
The following steps will describe variation process for the selective magnetization
procedure and experiments conducted after selecting carbon steel as material for the
magnetization mask. To have a better control over the applied magnetic field and to
reduce Eddy currents during the magnetization (that could potentially reduce the total
magnetization of the sample), we proposed to use DC magnetic field instead of a pulse
magnetizer. We used a vibrating sample magnetometer (VSM – ADE technologies) to
generate the external reversal field.
Considering the DC-demagnetization curve of the substrate for the magnetic
bases (NdFeB), we compared three reversal fields (1 T, 1.5 T and 2 T). A magnetization
mask with stripe-like patterns and pole width of 1 mm was used for the experiment.
Figure 6-14 present MOI measurements of the substrate after selective magnetization
of the three reversal fields, confirming that ~1.5 T will be the best reversal field to obtain
Bext = 1.5 T Dt= 1 mm Single mask over magnet
Double mask: Magnet in the middle
Bext =1.5 T \ Dt =1mm
Single
Double
-3
-2
-1
-1.2
-1.4
-1.6
-1.8
-2.2
-2.4
-2.6
-2.8
By
fiel
d [
T]
-3 -2 -1 0 1 2 3Distance [mm]
Mask
Magnet
Dt
Dt
Magnet
Mask
Mask
Single mask over magnet
Double mask: Magnet in the middle
2.5
2.0
1.5
1.0
|B|[T]
Mask
Magnet
Dt
Dt
Magnet
Mask
Mask
Single mask over magnet
Double mask: Magnet in the middle
Mask
Magnet
Dt
Dt
Magnet
Mask
Mask
Single mask over magnet
Double mask: Magnet in the middle
Mask
Magnet
Dt
Dt
Magnet
Mask
Mask
Single mask over magnet
Double mask: Magnet in the middle
-3
-2
-1
0
1
2
-5 -4 -3 -2 -1 0 1 2 3 4 5Distance [mm]
Dis
tan
ce [
mm
]
Double maskSingle mask
Mask
Magnet
Dt
Dt
Magnet
Mask
Mask
Single mask over magnet
Double mask: Magnet in the middle
BA

155
magnetic pole patterns of the same size and fields with the same absolute value
(symmetric magnetization pattern with positive magnetic field equal to the negative
magnetic field).
Figure 6-14: DC magnetization of lines, varying the applied magnetic field. MOI measurements at 500 µm from surface.
6.4 The Magnetization Mask
6.4.1 Mask Fabrication Exploration
The most important job is to fabricate the magnetization mask. This should be
accomplished after defining geometry parameters, magnetization mask material and
reversal field to be applied during the selective magnetization process. The mask
fabrication is a critical step towards obtaining multiple magnetic bases from a single
magnetic substrate (batch-fabrication). The first set of magnetization masks was
designed to magnetize four robots (each one as an array of 3x3 alternated poles of
1 mm side) in the same substrate.
2 T 1.5 T 1 T
Magnetizing lines: Measures at 500 µm from surfaceX displacement [µm]Y
dis
pla
cem
ent
[µm
]

156
Figure 6-15: (Top) Mask fabrication initial exploration with a batch of four robots per mask. Mask design alternatives using different commercial CNC end mills and drill bits. (Bottom) Final machined masks.
As presented in the top row of Figure 6-15, four variations were made on the
mask: Mask 1_1 was designed with squares made with a 1/64” commercial end mill;
Mask 1_2_1 and Mask 1_2_2 were made with simple circles using 1/32” end mill and
1mm drill bit respectively, and Mask 1_3 was made with simple circles using 1/64” end
mill. All masks were made from the same material (AISI 1018 mild/low carbon steel).
Top row on Figure 6-15 shows schematics and bottom row presents pictures of the
resulting masks.
Mask 1_1 Square structures
Mask 1_2_1 End-mill circle structures
Mac
hin
ed m
ask
pic
ture
Mask 1_2_2 Drill-bit circle structures
Mask 1_3 Small circle structures

157
Figure 6-16: Magneto optical images measured at 50 µm of magnetized samples. Samples magnetized using the same field (1.5 T) and four different masks. Bz comparison for substrates at similar height (200 µm) but different mask. The manually assembled 2x2 magnet array was also measured and compared (SRI sample in green).
Samples were magnetized using different masks. The substrates in this
experiment were 4.9 mm x 4.9 mm x 0.7 mm NdFeB magnets. The reversal magnetic
field was 1.5 T. Individual 3x3 bases were not diced for this experiment. Figure 6-16
summarizes the stray magnetic field (Bz) measured using magneto optical images at
50 µm from surface. Additional measurement (200 µm from surface) of a manually
assembled magnetic base was included for comparison (2x2 magnet array sample
provided by SRI – line in green). The results look promising; Bz fields are in the same
order of magnitude for most of the masks (except small 1/64” circles mask that remains
lower).
X 10-3
Squares
Circles 1 mm
Circles 1/32”
Circles 1/64”
SRI 2x2 (@250 µm)@250 µm
Mask 1_1 Square structures
Mask 1_2_1 End-mill circle structures
Mask 1_2_2 Drill-bit circle structures
Mask 1_3 Small circle structures
X 10-3
Squares
Circles 1 mm
Circles 1/32”
Circles 1/64”
SRI 2x2 (@250 µm)@250 µm
Squares
Circles 1mm
Circles 1/32”
Circles 1/64”SRI @250 µm
X 10-3
Squares
Circles 1 mm
Circles 1/32”
Circles 1/64”
SRI 2x2 (@250 µm)@250 µm
Mask 1_1 Square structures
Mask 1_2_1 End-mill circle structures
Mask 1_2_2 Drill-bit circle structures
Mask 1_3 Small circle structures
X 10-3
X 10-3
Squares
Circles 1 mm
Circles 1/32”
Circles 1/64”
SRI 2x2 (@250 µm)@250 µm
Mask 1_1 Square structures
Mask 1_2_1 End-mill circle structures
Mask 1_2_2 Drill-bit circle structures
Mask 1_3 Small circle structures
X 10-3
X 10-3
Squares
Circles 1 mm
Circles 1/32”
Circles 1/64”
SRI 2x2 (@250 µm)@250 µm
Mask 1_1 Square structures
Mask 1_2_1 End-mill circle structures
Mask 1_2_2 Drill-bit circle structures
Mask 1_3 Small circle structures
X 10-3
X 10-3
Squares
Circles 1 mm
Circles 1/32”
Circles 1/64”
SRI 2x2 (@250 µm)@250 µm
Mask 1_1 Square structures
Mask 1_2_1 End-mill circle structures
Mask 1_2_2 Drill-bit circle structures
Mask 1_3 Small circle structures
X 10-3
500 µm
Bz
fiel
d [
mT]
Distance [µm]
Circles 1/64”Squares
Circles 1/32” Circles 1 mm

158
6.4.2 Low Aspect Ratio Magnetization Mask
The aspect ratio of the mask will be designated as the thickness over feature
length. If a square with 1 mm side and 1 mm depth is machined, then the aspect ratio
will be 1. A square patter mask was selected to complain with the specifications of the
microfactory base. Differing from design in Figure 6-15, all the robots have the same
magnetic pattern. Resulting magnetic square poles at individual bases should have
1 mm side. A total of 9 magnetic bases (3 mm x 3 mm) can be fabricated in the selected
10 mm x 10 mm substrate. Robot distribution over a substrate is presented in Figure 6-
17A. With this distribution, it will take 22 substrates to fabricate 200 robots.
As mentioned in section 6.3.1, it was clear that the next step was to design and
fabricate a double side magnetization mask. Technical drawings were made using solid
works. Figure 6-17B shows the desired pattern and the 3D model of one side of the
mask.
Figure 6-17: Modeling the log aspect ratio mask. A) Desired pattern for batch fabrication of 9 micro-robots per substrate. B) 3D representation of the magnetization mask to generate the desired pattern.
The complete mask was designed as sandwich of two identical patterned masks,
made of carbon steel (AISI 1018 mild/low carbon steel - ASTM A108). All mask features
(a) (b)A B

159
are 1 mm depth (feature in the mask will have an aspect ratio of 1). In the middle, a zinc
spacer was designed to align the magnetic layer. Figure 6-18A shows and explosion
schematic of the mask. The three parts of the mask and the magnetic layer will hold
together using three wood alignment pins. This mask was machined using a Sherline
2000 CNC and 1/64”-two flutes end mills. Figure 6-18B shows the final machined mask
disassembled.
Figure 6-18: Model and fabrication of double side mask. A) Schematic of the double side magnetization mask used to produce 9 micro-robots. B) Fabricated magnetization mask (disassembled).
6.4.3 High Aspect Ratio Magnetization Mask
As mentioned in Figure 6-12, the higher the aspect ratio of the mask the better
magnetic field quality will be generated during the reversal magnetization. With this
premise in mind, it is necessary to fabricate different magnetization masks, but this
raises a fabrication problem. It is very complicated to machine carbon steel with high
aspect ratios using dimensions smaller than 1 mm. Commercial end-mills smaller than
1/64” are limited to 1 mm length.
Zinc spacer
(a) (b)A B

160
A laminated design was proposed to obtain high aspect ratios: Use the CNC or
laser cut to machine individual layers out of 1 mm thick carbon steel sheets (two
different designs of layers, one with 6 x 1 mm3 poles and other with 3 x 1 mm3 poles to
create the checkerboard). This process will generate perfect square shape angles in the
features and the most important, controllable aspect rations higher than 10. After three
layers are machined, they will be glued together in rows (6/3/6 pole layer) and three
rows will be glued with a 300 µm spacer between them, as shown in Figure 6-19. This
fabrication concept was originally tested using laser cur over stainless steel (easier to
machine) and then implemented in carbon steel using CNC. As shown in Figure 6-19C,
the saturation magnetization of stainless steel is lower than the carbon steel.
Figure 6-19: Laminated mask approach. A) 3D design of the mask and CNC program to produce every layer of the mask. B) Laser machined stainless steel mask C) VSM measurement comparison of low carbon steel (CNC), stainless steel (laser cut) and NdFeB (BJA) magnet.
The optimal reversal magnetic field for the high and low aspect ratio masks are
different. Both high aspect ratio masks (stainless steel and carbon steel) were used to
magnetize individual magnetic bases (3 mm × 3 mm x 0.4 mm). Variations on the
reversal magnetic field were made to find the optimal magnetization (higher contrast).
A
CNC program to machine
both parts of mask
B
-2.5
-2.0
-1.5
-1.0
-0.5
0.0
0.5
1.0
1.5
2.0
2.5
-2.0 -1.5 -1.0 -0.5 0.0 0.5 1.0 1.5 2.0
µo·M
[T]
µo·H field [T]
Low Carbon Steel
Stainless Steel
NdFeB (BJA)
C

161
For these two masks the best external magnetic field was selected as 1T, as shown in
Figure 6-20.
Figure 6-20: Finding the right external magnetic field used during the selective magnetization. Stainless steel and carbon steel masks.
A comparison of three substrates magnetized with the fabricated masks is
presented in Figure 6-21. Contrary to expectations, the high aspect ratio did not provide
significant improvement over the low aspect ratio mask. Even though the shape of the
Stainless steel (laser cut) Low carbon steel (CNC)
-100
-80
-60
-40
-20
0
20
40
60
80
100
-1 -0.5 0 0.5 1
B f
ield
[m
T]
Distance [mm]
Bext = 1.6 T
Bext = 1.4 T
Bext = 1.2 T
Bext = 1.0 T
-100
-80
-60
-40
-20
0
20
40
60
80
100
-1 -0.5 0 0.5 1
B f
ield
[m
T]
Distance [mm]
Bext = 1.5 T
Bext = 1.3 T
Bext = 1.0 T

162
magnetization pattern was improved, the absolute values of the magnetic fields
produced by the selectively magnetized arrays were not significantly different.
Figure 6-21: Magneto optical image of a selectively magnetized samples using each of the machined masks. Measured at 500 µm from magnet surface. S1 corresponds to low aspect ratio carbon steel, S2 is the high aspect ratio, laser cut stainless steel, and S3 is the high aspect ratio CNC machined.
To understand the discrepancy between the results using low and high aspect
ratio masks, it was necessary to generate a 3D simulation model (2D simulations have
been used so far), as depicted in Figure 6-22. We simulated the magnetic fields
generated between two (aligned) high aspect ratio masks, separated by an air gap of
400 µm, in a constant external magnetic field of 1 T over the z-axis (to simulate pulse
magnetizer and VSM). Under these circumstances we observed that the difference of
magnetic field between exposed and unexposed areas (by the mask) was only 600 mT.
Generating a very low magnetic contrast ~0.2. We then noticed that unexposed areas
were experiencing very high fields contributing to reversing the overall magnetization of
the sample.
To overcome these difficulties and to increase the magnetic contrast during the
selective magnetization process, results in a task that exceeds the scope of this project.
Future development on this specific area will be described at the end of this dissertation
in Chapter 9. To advance with the batch fabrication of magnetic bases, the only
-50-40-30-20-10
01020304050
-1.2 -0.8 -0.4 0 0.4 0.8 1.2
B f
ield
[m
T]
Distance [mm]
UF 1stUF 2ndUF 3th
S1: Low aspect ratio
carbon steel
S2:High aspect ratio
stainless steel
S2:High aspect ratio
carbon steelS1
(1.0 T) (1.5 T) (1.5 T)
S2S3

163
magnetization mask that will be used hereafter is the double side low aspect ratio
presented in Figure 6-18.
Figure 6-22: 3D simulation of the laminated mask (double mask) under permanent external B field. External field = 1 T. A) Perspective view, B) horizontal cross section in the middle of the air gap, and C) Bz field measurement.
6.5 Characterization of Microrobot Bases
Using selective magnetization process to create magnetic bases (at 1 T reversal
field), the following results are presented: Figure 6-23 shows the magnetization of the
BJA magnetic layer using the machined double mask. Two magneto optical image
techniques were used: A) and B) were obtained using magneto optical (MO) sensor of
38 mT saturation field in the “Minimo” magnetic camera (Matesy). These pictures show
a manually assembled 3x3 magnetic bases, a selectively magnetized base, and the
entire substrate (10 mm x 10 mm x 0.4 mm) before being singulated. The images are
crisper and the magnetic poles are well defined, because the magnetic sensor saturates
at magnetic fields lower than the produced by the magnets. This images confirms that
the selectively magnetization process is not fully magnetizing the alternated poles.
Figure 6-23C is using the magneto optical image developed in Dr. David Arnold’s group
[133]. The advantage of this technique is that the intensity of the magnetic field can be
quantified. The magneto optical image taken at 500 µm from the substrate was
A B C

164
superpose over the micrograph image of the substrate to demonstrate the success of
selectively magnetization process.
Figure 6-23: Magneto optical image of the selective magnetization of BJA substrates. A) Comparison between manually assembled and selectively magnetized bases. B) Selectively magnetized substrate containing 9 robots (before dicing). C) In house magneto optical image, superpose over a micrograph of the magnetic substrate.
By quantifying the stray magnetic field from the magneto optical image, a
comparison between manually assembled micro-robots and selectively magnetized
micro-robots is presented in Figure 6-24. These measurements show the B field peaks,
obtained from the selectively magnetized samples (~50 mT maximum) are about 50%
weaker than the manually assembled robot (~100 mT maximum).
Manually assembled robot
Selectively magnetized robot
Selectively magnetized BJA substrate(10 mm x 10 mm)
Magneto Optical Image
1 mm
North pole South pole
Magnetic Layer
A B C

165
Figure 6-24: MOI measures. Assembled and selectively magnetized levitated micro-robot’s comparison. Measurements at 600 µm.
Two batches of magnetic bases were fully produced. A ~280 µm and a ~400 µm
thick batches, with 9 bases each. Figure 6-25 shows the fabrication results. The
fabrication process can be summarized in the following steps:
• Lapping one side of a commercial 10 mm x 10 mm x 0.4 mm NdFeB magnetic substrate, to obtain a designated thickness.
• Polishing the lapped side to obtain mirror finish.
• Fully magnetize the substrate up (7T).
• Reverse magnetization using low aspect ratio, carbon steel double side mask (1.2 T).
• Substrate singulation into nine micro-robot bases using dicing saw.
• Manually cleaned, separation and packaging.
Manually assembled 3x3 magnets micro-robots
Magnetized and not diced (double mask)
500 μm 500 μm
Measurement
MOI measurements at 600 μm
Measurement
-200 -150 -100 -50 0 50 100 150 200B field [mT]
Manually assembled
Selectively magnetized

166
Figure 6-25: Fabrication of nine micro-robots per batch. A) None polished magnetic base after dicing, with a magneto optical image (MOI) inset of one of the base. B) Singulated and polished robots ready for shipping.
The stray magnetic field of each base was measured using magneto optical
imaging technique and presented in Figure 6-26, for evaluation of the process
reproducibility.
Figure 6-26: MOI characterization of samples from the same batch (280 µm thickness). A) Images obtained at 500 µm from surface. B) Quantification of the B field cross section for all robots in the batch.
3 mm
A B
400 μm thick
280 μm thick
MOI inset
1 3 5
A
C
E
A1 A3 A5 C1 C3 C5 E1 E3
Measurement height: 500 µm
BA

167
An additional stray magnetic field characterization technique was used to validate
results: scanning hall probe. Figure 6-27 depicts an example of this characterization
technique by comparing a manually assembled robot with a batch-fabricated one.
Scanning hall probe confirms that selective magnetization of 280 µm thick substrates
generates patterns with only ~39% of the magnetic field strength of the manually
assembled patterns.
Figure 6-27: Scanning hall probe measurements of manually assembled and selectively magnetized sample.
The final goal of the micro-robots is the diamagnetic levitation of their own
masses plus a payload. In this order of ideas, we studied the diamagnetic force
generated for three samples: a manually assembled robot, a selectively magnetized
X displacement (mm)
B f
ield
(mT)
Man
ual
ly a
ssem
ble
d S
RI s
amp
le
(sen
sor
at s
urf
ace)
Max field139.8 mT
Min field-140.7 mT
Plot line
X displacement (mm)
B f
ield
(mT)
Sele
ctiv
ely
mag
net
ize
sam
ple
(sen
sor
at s
urf
ace
)
Max field54.5 mT
Min field-51.2 mT
280 µm thickness

168
400 µm thick robot and a 280 µm thick robot. We used a combination of a microbalance
(Explorer 2, Ohaus) and a polished pyrolytic graphite as a sensing mechanism, as a
variation of experiment conducted by [239]. Each sample was attached to a glass and
plastic sample holder facing the graphite and connected the holder using a stiff brass
beam with a 3D micro positioner (build on house with Newport DC servo controllers). By
cautiously lowering the magnet on top of the graphite, the repelling diamagnetic
levitation force will push the graphite away and we will register this force as weigh in the
balance. Figure 6-28 illustrate the experiment and results.
Figure 6-28C compares measurements of the magnetic force with COMSOL
simulations and charge model calculations (as presented in section 3.4). A factor of
0.35 and 2.8 (simulation and analytic model) are used arbitrarily to compensate
variations on material properties for the specific samples. Differences in the slope of the
manually assembled base compared with models are attributed to instrumentation error.
It is clear from Figure 6-28C that the force produced by the manually assembled
base is higher than its own weight (red curve). On the other hand, the force produced by
400 µm thick selectively magnetized bases is slightly smaller than their own weights,
and therefore it won’t levitate. Similar behavior occurs with the 280 µm thick bases, but
the produced force is considerably lower. Enhancing the magnetic field produced by the
selective magnetization will increase the diamagnetic force and overcome the weight of
the magnet making the micro-robot levitate.

169
Figure 6-28: Diamagnetic force measurement using a microbalance. A) General assembly, B) close-up of sample holder and C) force measurement results.
Although the selectively magnetized fields and the diamagnetic forces are
weaker than the manually assembled counterparts, experiments conducted using SRI
microfactory (Figure 6-29) verify that this technique can in fact fabricate microrobots to
perform assisted levitation (diamagnetic levitation biased by an additional external
magnetic field) and assisted magnetic sliding (using the microfactory platform to
displace bases, achieved by controlled electric currents and diamagnetic layer).
Figure 6-29: Characterization of batch fabricated robots at SRI. Left, assisted levitation and right, assisted sliding.
Glass
3 axis micro-
positioner
Scale (resolution μg)
Measurement assembly:
Sample holder
arm
pyrolytic graphite
ScaleSample
Sample holder arm
A B C
Dash lines: Magnetic base weight
Levitation region for 400 µm thick bases
10
100
1000
0 200 400 600 800
Dia
mag
net
ic F
orc
e [µ
N]
Distance [µm]
SimulationAnalyticManually assem.UF_400µmUF_280µm

170
6.6 Summary
A batch fabrication of monolithic magnetic bases for microrobots was
successfully obtained. Selective magnetization was used to imprint alternated magnetic
pole patterns in a machinable NdFeB substrate, producing 9 microrobots per batch.
Two types of magnetization mask were explored (low and high magnetization) showing
similar results among them. The diamagnetic repelling force of bases with two thickness
(400 µm and 280 µm) was measured showing that the thicker base produced higher
force. Enthought the fabricate bases don’t self-levitate, they were capable of assisted
levitation (external magnetic field bias) and operation in sliding mode (lateral movement
using microfactory platform).

171
CHAPTER 7 ADDING FUNCTIONALITY TO MICROROBOTS: END EFFECTORS*
A common challenge for microrobotic platforms is adding more functionality [13]
and the need of fixturing and gripping strategies [241] to better interact with external
micro-parts. Most of the strategies used to address this problem rely on some form of
microgrippers [242], [243], [244] that are very difficult to customize because of the
system complexity. However, there are many microrobotic manipulation tasks that do
not require grabbing, such as dispensing droplets and micropositioning, which are the
target of this work.
The primary solution for enabling multi-functional interactions in macroscale
robotics is the use of end effectors. An end effector is the protrusion of a robot intended
to interact with the environment and perform a task. This end effector can be fixed or
replaceable, and translating this concept to the field of micro/milli robotics is of high
interest. In small scales, there is the same need for simple, task-specific end effectors
[245] that can be exchangeable for addressing different tasks (i.e. pick and place,
scanning surfaces) or interacting with objects with different properties (i.e. solids,
liquids, different sizes). Fabrication techniques capable to create end effectors with
micrometer resolution features will bridge the gap between millirobots and micro-part
assembly. Exchangeability is also desirable in case of damage or part wear.
Wafer-level microfabrication is desirable for realization of hundreds or thousands
of microrobots that can complete complex tasks by working in parallel, such as
“microfactory” or “swarm” concepts. Because magnetic actuation is fairly common for
* This section contains excerpts from reference [240].

172
micro/milli robots [40], [46], [246] and based on the successful advances in functionality,
complexity and reproducibility developed by SRI International [110], [235], the end
effectors developed here are designed for compatibility with these magnet-array
microrobot platforms operating under the diamagnetic levitation principle. However, the
general concepts presented here could be modified for other microrobotic platforms.
Previews attempts of end effectors used by SRI international in their levitated
microrobots were described at [247]. Those attempts included tungsten wires
(electrochemically etched), polyamide (photolithography) and a combination of
polyimide and soft elastomer styrene-butadiene-styrene -SBS- (dip-coated). The former
one used to increase the surface area upon contact and the pick strength of the end
effector. In Figure 7-1, commercial end effectors are compared with an electroplated
end effector fabricated following procedures described in this chapter. The primary
parameter for maintaining the microrobot’s levitation is that the mass of the end effector
should be <5% of the robot’s mass.
Figure 7-1: Comparison between fabricated end effector (Copper) and commercially available end effectors: tungsten wire, polyamide and a combination of polyamide and SBS elastomer [247].
A microfabrication process for batch production of magnetically attached
(exchangeable) end effectors for micro/milli robots is describe in this chapter. The end
effectors make use of soft ferromagnetic materials to enable interchangeable and

173
adjustable attachment to magnetic bonding surfaces on robotic bases. The end
effectors have overall dimensions in the millimeter scale (8 mm and 7 mm length), but
employ microstructured tools (eight shapes) for manipulation of objects below 10 µm
with micro and nano scale precision. Three materials—copper, nickel and SU-8—are
used for forming the end effector body, and nickel is used as the magnetic attachment
material in all cases. An additional fabrication method called hybrid produced end
effectors with nickel body and tips made of SU-8. The end effectors are assembled onto
diamagnetically levitated microrobot bases in order to demonstrate the versatility of the
exchangeable end effector technology.
7.1 End-effector Design and Fabrication
7.1.1 Design Considerations
A first goal for the end effector is to enable task-specific function, while
minimizing the weight (payload) of the end effector. Another long-term goal is to provide
for multiple functionalities (electrical, mechanical, thermal, etc.), so three types of
materials are considered for the main end effector body: a non-magnetic metal (copper),
a ferromagnetic material (nickel), and a dielectric material (SU-8 photo-patternable
epoxy). A comparison of each material’s Young’s modulus, density and weight (based
on end effectors fabricated for 3x3 and 4x4 magnets arrays) is presented in Table 7-1.
Even though SU-8 is the lighter material, it also has a lower Young’s modulus, making it
less rigid and potentially mechanically unstable for long thin end effectors.
Table 7-1. End effector material properties.
Material Young's modulus
[GPa] Density [g/cm3]
Mass (3x3) [μg]
Mass (4x4) [μg]
Nickel 220 8.9 140 283
Copper 117 8.9 140 284
SU-8 2 1.2 19 38

174
In the case of the SRI microrobots, the stray fields from the magnetic base are
used to attach end effectors without affecting the properties or function of the robot
base. Since the microrobot base is an array of permanent magnets, soft ferromagnetic
nickel is incorporated in the end effector enabling it to easily and reversibly snap onto
the base. To enable attachment to other types of microrobots, permanent magnet
materials could be used instead of nickel.
The microfactory concept involves multiple robots, potentially working in close
proximity to one other and even co-manipulating the same part. To avoid unwanted
attractive forces between magnetic bases, the end effectors are designed with shanks
that protrude at least 2 mm away from the base. Additionally, in order to manipulate
objects smaller than 10 µm, finely shaped, high-precision end effectors are required
(~10 µm). Together, these requirements demand fabrication of long, slender structures,
which can be prone to bending. Consequently, the mechanical robustness of the long
end effectors is a key area for investigation. Figure 7-2 shows an end effector (nickel)
magnetically attached to the magnetic base (here, a 2 x 2 array of permanent magnets).
End effectors are designed to have the center of mass at the same x and y position as
the center of mass of the magnetic base. Two sizes of end effectors are developed: 7.1
mm and 8.6 mm in overall length (for 3 x 3 and 4 x 4 magnet bases with 2 mm shank).

175
Figure 7-2: Microfabricated end effector assembled on a magnetic base. A) Schematic of the assembly. B) Fabricated microrobot. Body made of ~2.6 µm thick nickel. Close-up of the end effector tip to show the interaction surface with 17 µm diameter.
7.1.2 Fabrication
Two generations of end effectors were proposed: In the first generation, the end
effector (containing magnetic attachment features) and the tip are fabricated in the
same material. In the second generation, the end effector and the tip are fabricated with
different materials, therefore it will be called hybrid.
First generation: Single material for end effector and tip
To enable heterogeneous integration of multiple materials (one for magnetic
attachment, the other for the main structure), a two-step fabrication process is used.
The first step employs electroplating to form the nickel magnetic attachment structures,
and the second step forms the shank and tool tip. Figure 7-3 shows cross-section
schematics of the three different materials.
Nickel magnetic attachment
Manually assembled magnetic base
1 mm
Nickel end effector
17 μm
Tip
B
End effector body
Magnetic base
Magnetic attachment
A

176
Figure 7-3: Cross section schematic and layer thicknesses of the three different end effector types: copper, nickel and SU-8 (not drawn to scale).
For the first step, a seed layer of Ti/Cu (100 nm/50 nm) is sputtered (Multi-
Source RF and DC Sputter System CMS-18, Kurt J. Leskar), 9.5-µm-thick photoresist
(AZ9260) is patterned using a first lithography mask, and a ~2.5 µm nickel layer is
electroplated using a commercial bath (Nickel Sulfamate RTU, 33 mA/cm2 current
density, nickel anode). The Ti layer serves as adhesion layer between the Cu and the Si
during the electroplating and also serves as a sacrificial layer during the releasing step.
In the second step, the process flow depends on the material. For the Cu and Ni
structures electroplating is again used, so it is necessary to sputter a second seed layer
of Ti/Cu (100 nm/50 nm) on top of the existing features. An ~8-µm-thick photoresist
(AZ9260) is photo-patterned with a second lithography mask, and the metal (Cu or Ni) is
electroplated. Cu uses a solution of copper (II) sulfate pentahydrate and sulfuric acid
(10 mA/cm2 current density, copper anode). Ni uses the same bath conditions as

177
before. Alternatively, the SU-8 end effectors are made by spin coating OmniCoatTM
(MicroChem) and a ~10 µm layer of SU-8 over the sample, followed by lithographic
patterning. For all three materials, the final structures are released from the substrate by
dissolving the Ti/Cu seed layer in a bath of ammonium hydroxide saturated with copper
sulfate (blue etch) [etches Cu] followed by hydrofluoric acid (HF) [etches Ti].
Second generation: Hybrid materials for end effector and tip
For the second generation of end effectors the fabrication process is divided in
two main layers (therefore 2 lithography masks): (1) The first layer form a nickel end
effector body that was electroplated. (2) The second layer is intended to produce the
tips and tethers that support the end effectors and it was fabricate by spin coating SU-8.
Both layers were produced following procedures described in the first generation
of end effectors, except for the structure release were different sacrificial layers were
used. Two sacrificial layers were compared during this generation: Titanium and LOR
3A (polymeric lift off resist by MicroChem). A cross section comparison of both
sacrificial layers before releasing is presented in Figure 7-4A. The reason to eliminate Ti
as a sacrificial layer, is to avoid using hydrochloric acid and improve the quality of the
produced structures (prolonged exposures to HCl will swallow the SU-8). A polymeric
sacrificial layer will also speed up the releasing process and increment the yield of the
produced structures.
It is important to mention that second generation of end effectors will not have
additional magnetic attachment structures because the entire body is made of nickel,
simplifying the fabrication and reducing one lithographic mask. Cross section and top
view schematics of the end effector after release are presented in Figure 7-4B. Final

178
recipe used to produce the first layer of end effectors (second generation) is presented
in Figure 7-5 and the second layer is presented in Figure 7-6.
Figure 7-4: End effector fabrication schematics. A) Cross section schematic of the materials for the end effector body (no SU-8), before releasing. Comparisons of two sacrificial layers: Ti and LOR. B) Schematic of the hybrid end effectors after release, were the tip is made of SU-8 and the body of nickel.
BA
Cu seed layer Nickel SU-8
Hybrid end effector:
Nickel - electroplated
Cross section
Top view
Nickel - electroplated
SU-8

179
Figure 7-5: Fabrication recipe for hybrid (Nickel + SU-8) end effector with LOR as a sacrificial layer. First layer: the nickel electroplated end effector body.
Substrate Name: A2P_EE_M2_01
Material / Type / Orientation: Silicon / N type / <100>
Wafer Diameter / Thickness: 100 mm / 500 µm
PO# / Lot: PO# 437422 / Lot 3115
1Step Procedure Parameter Value
1.1 Si Wafer cleaning PRS 3000 bath at 70ºC for 3 minutes in solvent bench
Triple water rinse in solvent bench
Ni blow
BOE etch for 30 sec in acid bench
Water rinse in acid bench
Ni blow
Asher treatment for: 300 w, 300 s, O2 at 600 sccm, ~1200 mtorr (Anatech Barrel SCE600)
1.2 Coat LOR 3A layer (aprox 700nm) Dispense dinamic, covering 90% of wafer in Laurel spinner - Manual mode
Spread during dispense at 600rpm, Aceleration: 130 (as soon as dispensed change step)
Spin for 45 sec, 600rpm, Aceleration: 145
Bake for 30min in Despatch oven at 170ºC
1.3 Seed layer deposition (Cu) Mount wafer and glass slide (half area protected with kapton tape) in sputter holder
Deposit 200 nm of Cu using sputter deposition- (KJL CMS-18 Multi-Source) Dwell time (s) 417
Source 3
Measure seed layer thickness using profilometer over glass slide (Dektak 150) Thickness (nm)
1.4 AZ9260 [+] patterning (~ 10 µm) HMDS treatment (hot plate 3 min / HMDS 30 s / hot plate 2:30 min / out side 30 s)
Spin coat ~10 µm AZ9260 using recipe LP_9260_10.13 / Tall ring (Suss Delta 80 spinner)
Mask name: Bake for 3 min in hot plate at 112ºC. Rehydrate for 24 min
A2P_EE_M2_L1 Expose mask, hard contact, Algap=50 µm and wec =0 (Karl Suss MA6) Lamp (mW/cm^2) 7.1
Time (s) = Dose(mJ/cm^2) / Energy (mW/cm^2) => Dose @ 10 µm = 720 mJ/cm^2 Expose time (s) 101.41
Prepare 3:1 (H2O:AZ400K) solution (75 ml DI: 25 ml AZ400K) at room temperature
Develop AZ400K (4:1) solution for 5:30 min under agitation Develop time (m) 5:30
Stop process immersing in DI water for 30sec, stir
Asher treatment for: 300 w, 180 s, O2 at 300 sccm, ~1200 mtorr (Anatech Barrel SCE600)
Measure photoresist thickness using profilometer on test area (Dektak 150) Thickness (µm)
1.5 Ni electroplating (~2.5 µm) Prepare Nickel Sulfamate RTU (Techni nickel S) over hotplate: 100 rpm / 54ºC / temperature probe
Connect nickel electrode in the positive (+) terminal
Prepare power supply for 33 mA/cm^2 current density (DuPR10-.1-.3) Area (cm^2)
Current (mA) = Current density (mA/cm^2)* Area (cm^2) Set current (mA)
Remove Cu oxide usign 1:10 (HCl:H2O) 30 s under agitation
Rinse with water for 1 min
Ni blow
Assemble wafer in the holder and connect to negative (-) terminal
Turn on current in the power supply
Measure pH: 3-4.5 (Optimal: 3.8) pH
Insert wafer in the bath and electroplate for 20 min Time (m) 20
Deposition rate = ~0.65µm/min @ 33 mA/cm^2 Current m. (mA)
Voltage m. (V)
Measure pH pH
Remove sample and turn off current in the power supply
Rinse with water
Strip photoresist with acetone
Isopropanol (IPA) rinse
Ni blow
Measure Ni thickness using profilometer on test area (Tencor AS500) Thickness (µm)
2Step Procedure Parameter Value
2.1 Si Wafer cleaning PRS 3000 bath at 70ºC for 3 minutes in solvent bench
Triple water rinse in solvent bench
Ni blow
Asher treatment for: 300 w, 300 s, O2 at 600 sccm, ~1200 mtorr (Anatech Barrel SCE600)
Bake for 3 min in hot plate at 112ºC. Rehydrate for 24 min
2.2 Coat OmniCoat HMDS treatment (hot plate 3 min / HMDS 30 s / hot plate 2:30 min / out side 30 s)
Dispense static, covering 90% of wafer in Headway spinner
Spin for 15 sec, 500rpm
Spin for 30 sec, 3000rpm
Bake for 1 min in Wenesco hotplate at 200ºC
2.3 SU-8 2005 [-] patterning (~ 6 µm) Dispense SU-8 2005 static, covering 90% of wafer in Headway spinner
Spin for 15 sec, 500rpm
Spin for 30 sec, 3000rpm
Mask name: Soft bake for 5 min in HS61 hotplate at 95ºC (no Al foil)
A2P_EE_M2_L2 Expose mask, hard contact, Algap=50 µm and wec =0 (Karl Suss MA6) Lamp (mW/cm^2) 7.3
Time (s) = Dose(mJ/cm^2) / Energy (mW/cm^2) => Dose @ 6 µm = 110-140 mJ/cm^2 Expose time (s) 31
Post exposure bake for 3 min in HS61 hotplate at 95ºC (no Al foil)
Develop using SU-8 developer for 2 min under agitation Develop time (m) 2:00
Stop process rinsing IPA for 10sec
Hard bake for 15 min in oven (Despatch) at 150ºC
Measure photoresist thickness using profilometer on test area (Dektak 150) Thickness (µm)
2.4 Structure releasing Develop OmniCoat using AZ 300 mif developer for 30 sec under agitation
Rinse with water 2 min
Asher treatment for: 100 w, 60 s, O2 at 600 sccm, ~1200 mtorr (Anatech Barrel SCE600)
Etch Cu using Ammonium hydroxide saturated with copper sulfate (blue etch) 2 min under agitation
Rinse with water for 2 min
Ni blow
Etch LOR using AZ 422 mif, room temp, no agitation, for at least 1 hour. Full release will take 6 h. Releasing time (h) 6:00
Rinse with water
Asembly to final robots
End effector level (electroplating)
Tip level (SU-8)

180
Figure 7-6: Fabrication recipe for hybrid (Nickel + SU-8) end effector with LOR as a sacrificial layer. Second layer: the spin coated SU-8 tip.
7.2 Fabrication Results
7.2.1 Magnetic Attachment and (Lack Of) Self-alignment
In order to evaluate a possible self-alignment behavior between the end effectors
and the magnetic base, three types of magnetic attachment designs were considered:
full nickel layer, lines of nickel on the magnetic field high gradients (produced by the
boundary of the magnets at the base with opposite magnetic poles), and crosses of
nickel on the corners of the magnets intersections. Figure 7-7 illustrates all the
combinations of magnetic attachment evaluated (with additional layer of SU-8
representing the end effector). All three designs and all combinations of materials and
thickness withstand the weight of the magnetic bases without detaching from the end
effector (meaning the robot base could be lifted up by the end effectors). It was also
possible to detach the end effectors without causing damage to the structures, by
Substrate Name: A2P_EE_M2_01
Material / Type / Orientation: Silicon / N type / <100>
Wafer Diameter / Thickness: 100 mm / 500 µm
PO# / Lot: PO# 437422 / Lot 3115
1Step Procedure Parameter Value
1.1 Si Wafer cleaning PRS 3000 bath at 70ºC for 3 minutes in solvent bench
Triple water rinse in solvent bench
Ni blow
BOE etch for 30 sec in acid bench
Water rinse in acid bench
Ni blow
Asher treatment for: 300 w, 300 s, O2 at 600 sccm, ~1200 mtorr (Anatech Barrel SCE600)
1.2 Coat LOR 3A layer (aprox 700nm) Dispense dinamic, covering 90% of wafer in Laurel spinner - Manual mode
Spread during dispense at 600rpm, Aceleration: 130 (as soon as dispensed change step)
Spin for 45 sec, 600rpm, Aceleration: 145
Bake for 30min in Despatch oven at 170ºC
1.3 Seed layer deposition (Cu) Mount wafer and glass slide (half area protected with kapton tape) in sputter holder
Deposit 200 nm of Cu using sputter deposition- (KJL CMS-18 Multi-Source) Dwell time (s) 417
Source 3
Measure seed layer thickness using profilometer over glass slide (Dektak 150) Thickness (nm)
1.4 AZ9260 [+] patterning (~ 10 µm) HMDS treatment (hot plate 3 min / HMDS 30 s / hot plate 2:30 min / out side 30 s)
Spin coat ~10 µm AZ9260 using recipe LP_9260_10.13 / Tall ring (Suss Delta 80 spinner)
Mask name: Bake for 3 min in hot plate at 112ºC. Rehydrate for 24 min
A2P_EE_M2_L1 Expose mask, hard contact, Algap=50 µm and wec =0 (Karl Suss MA6) Lamp (mW/cm^2) 7.1
Time (s) = Dose(mJ/cm^2) / Energy (mW/cm^2) => Dose @ 10 µm = 720 mJ/cm^2 Expose time (s) 101.41
Prepare 3:1 (H2O:AZ400K) solution (75 ml DI: 25 ml AZ400K) at room temperature
Develop AZ400K (4:1) solution for 5:30 min under agitation Develop time (m) 5:30
Stop process immersing in DI water for 30sec, stir
Asher treatment for: 300 w, 180 s, O2 at 300 sccm, ~1200 mtorr (Anatech Barrel SCE600)
Measure photoresist thickness using profilometer on test area (Dektak 150) Thickness (µm)
1.5 Ni electroplating (~2.5 µm) Prepare Nickel Sulfamate RTU (Techni nickel S) over hotplate: 100 rpm / 54ºC / temperature probe
Connect nickel electrode in the positive (+) terminal
Prepare power supply for 33 mA/cm^2 current density (DuPR10-.1-.3) Area (cm^2)
Current (mA) = Current density (mA/cm^2)* Area (cm^2) Set current (mA)
Remove Cu oxide usign 1:10 (HCl:H2O) 30 s under agitation
Rinse with water for 1 min
Ni blow
Assemble wafer in the holder and connect to negative (-) terminal
Turn on current in the power supply
Measure pH: 3-4.5 (Optimal: 3.8) pH
Insert wafer in the bath and electroplate for 20 min Time (m) 20
Deposition rate = ~0.65µm/min @ 33 mA/cm^2 Current m. (mA)
Voltage m. (V)
Measure pH pH
Remove sample and turn off current in the power supply
Rinse with water
Strip photoresist with acetone
Isopropanol (IPA) rinse
Ni blow
Measure Ni thickness using profilometer on test area (Tencor AS500) Thickness (µm)
2Step Procedure Parameter Value
2.1 Si Wafer cleaning PRS 3000 bath at 70ºC for 3 minutes in solvent bench
Triple water rinse in solvent bench
Ni blow
Asher treatment for: 300 w, 300 s, O2 at 600 sccm, ~1200 mtorr (Anatech Barrel SCE600)
Bake for 3 min in hot plate at 112ºC. Rehydrate for 24 min
2.2 Coat OmniCoat HMDS treatment (hot plate 3 min / HMDS 30 s / hot plate 2:30 min / out side 30 s)
Dispense static, covering 90% of wafer in Headway spinner
Spin for 15 sec, 500rpm
Spin for 30 sec, 3000rpm
Bake for 1 min in Wenesco hotplate at 200ºC
2.3 SU-8 2005 [-] patterning (~ 6 µm) Dispense SU-8 2005 static, covering 90% of wafer in Headway spinner
Spin for 15 sec, 500rpm
Spin for 30 sec, 3000rpm
Mask name: Soft bake for 5 min in HS61 hotplate at 95ºC (no Al foil)
A2P_EE_M2_L2 Expose mask, hard contact, Algap=50 µm and wec =0 (Karl Suss MA6) Lamp (mW/cm^2) 7.3
Time (s) = Dose(mJ/cm^2) / Energy (mW/cm^2) => Dose @ 6 µm = 110-140 mJ/cm^2 Expose time (s) 31
Post exposure bake for 3 min in HS61 hotplate at 95ºC (no Al foil)
Develop using SU-8 developer for 2 min under agitation Develop time (m) 2:00
Stop process rinsing IPA for 10sec
Hard bake for 15 min in oven (Despatch) at 150ºC
Measure photoresist thickness using profilometer on test area (Dektak 150) Thickness (µm)
2.4 Structure releasing Develop OmniCoat using AZ 300 mif developer for 30 sec under agitation
Rinse with water 2 min
Asher treatment for: 100 w, 60 s, O2 at 600 sccm, ~1200 mtorr (Anatech Barrel SCE600)
Etch Cu using Ammonium hydroxide saturated with copper sulfate (blue etch) 2 min under agitation
Rinse with water for 2 min
Ni blow
Etch LOR using AZ 422 mif, room temp, no agitation, for at least 1 hour. Full release will take 6 h. Releasing time (h) 6:00
Rinse with water
Asembly to final robots
End effector level (electroplating)
Tip level (SU-8)
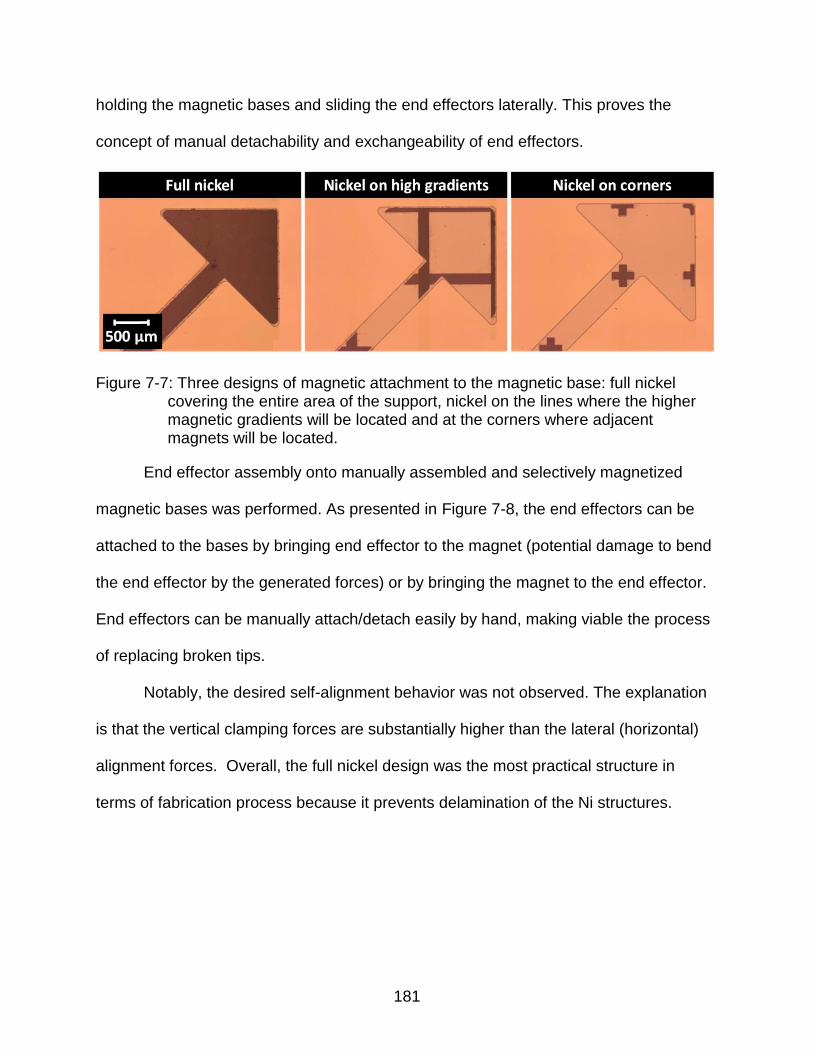
181
holding the magnetic bases and sliding the end effectors laterally. This proves the
concept of manual detachability and exchangeability of end effectors.
Figure 7-7: Three designs of magnetic attachment to the magnetic base: full nickel covering the entire area of the support, nickel on the lines where the higher magnetic gradients will be located and at the corners where adjacent magnets will be located.
End effector assembly onto manually assembled and selectively magnetized
magnetic bases was performed. As presented in Figure 7-8, the end effectors can be
attached to the bases by bringing end effector to the magnet (potential damage to bend
the end effector by the generated forces) or by bringing the magnet to the end effector.
End effectors can be manually attach/detach easily by hand, making viable the process
of replacing broken tips.
Notably, the desired self-alignment behavior was not observed. The explanation
is that the vertical clamping forces are substantially higher than the lateral (horizontal)
alignment forces. Overall, the full nickel design was the most practical structure in
terms of fabrication process because it prevents delamination of the Ni structures.

182
Figure 7-8: End effectors assembly tests. A) Attachment by bringing end effector to magnet or magnet to end effector. B) Attachment strength to manually assembled and selectively magnetized magnetic base. C) Replacement/detachability of broken end effector.
7.2.2 Supporting Tethers and Sacrificial Layer
Variations on the end effectors design were made to include tethers with notches
to support the structures during the releasing step. These variations were made when
introducing hybrid materials (SU-8 and nickel) for the second generation of end effector.
In this second generation of end effectors it was also evaluated a polymeric sacrificial
layer instead of the titanium. By using LOR (lift off resist) it was possible to reduce the
releasing time and enhance the fabrication yield. Figure 7-9 compares samples with
both sacrificial layers and the usage of the tethers before releasing. Thicknesses of
2 mm x 2 mm manually assembled magnetic base
3 mm x 3 mm selectively magnetized base
Nickel end effector
1st generation
Copper end effector
1st generation
2 mm x 2 mm manually assembled magnetic base
3 mm x 3 mm selectively magnetized base
Nickel end effector
1st generation
Copper end effector
1st generation
Broken end effector
End effector replacement
A
B
C
Bring end effector to magnet
Bring magnet to end effector
Remove debris Replace end effector
Attachment to manually assembled base
Attachment to selectively magnetized base

183
each material involved in the fabrication of the second generation of end effectors were
measured using profilometer (Tencor AS500) and presented in Table 7-2.
Figure 7-9: Examples of end effectors fabricated in the second generation. A) Using Ti and B) LOR as sacrificial layer. Unreleased structures.
Table 7-2. Thickness measurement of each material in the end effector.
Material Ti sacrificial layer LOR sacrificial layer
Nickel 13 µm 11 µm SU-8 6 µm 6 µm
SU-8 + Nickel 18 µm 16 µm Seed layer 243 nm 262 nm
7.2.3 End Effector Materials
Examples of fully fabricated end effectors in the four proposed techniques are
presented in Figure 7-10, with an example end effector array (before releasing)
demonstrating a batch microfabrication process. Cu and Ni successful resulted in rigid
structures that can protrude over 2 mm without bending with the weight of the beam
itself (as shown in Figure 7-2). However, end effector deformation (curling) was
observed in SU-8 structures during structure release. It is feasible to obtain successful
end effectors made of SU-8, but they may require much thicker structural layers.
Tethers
Ni
LOR Ni +SU-8
SU-8
100 µm
LOR sacrificial layer before releasing
B
Ni
Ti
Ti sacrificial layer before releasing
Tethers
A
100 µm
SU-8
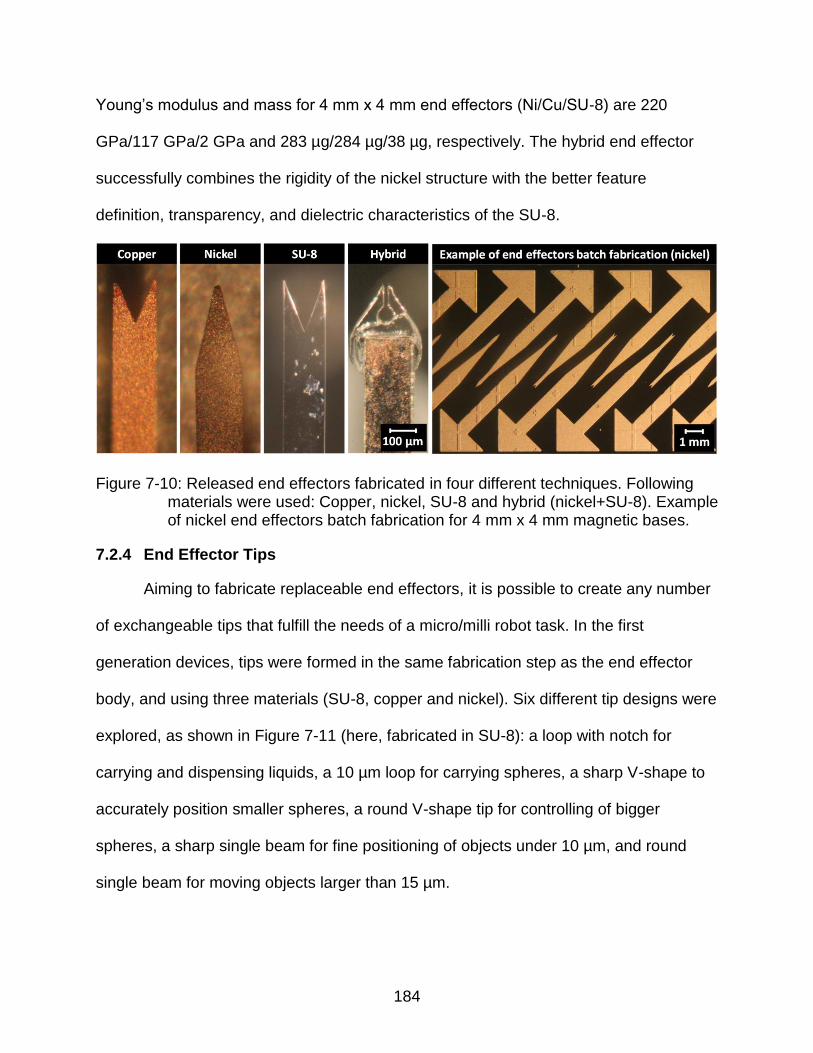
184
Young’s modulus and mass for 4 mm x 4 mm end effectors (Ni/Cu/SU-8) are 220
GPa/117 GPa/2 GPa and 283 µg/284 µg/38 µg, respectively. The hybrid end effector
successfully combines the rigidity of the nickel structure with the better feature
definition, transparency, and dielectric characteristics of the SU-8.
Figure 7-10: Released end effectors fabricated in four different techniques. Following materials were used: Copper, nickel, SU-8 and hybrid (nickel+SU-8). Example of nickel end effectors batch fabrication for 4 mm x 4 mm magnetic bases.
7.2.4 End Effector Tips
Aiming to fabricate replaceable end effectors, it is possible to create any number
of exchangeable tips that fulfill the needs of a micro/milli robot task. In the first
generation devices, tips were formed in the same fabrication step as the end effector
body, and using three materials (SU-8, copper and nickel). Six different tip designs were
explored, as shown in Figure 7-11 (here, fabricated in SU-8): a loop with notch for
carrying and dispensing liquids, a 10 µm loop for carrying spheres, a sharp V-shape to
accurately position smaller spheres, a round V-shape tip for controlling of bigger
spheres, a sharp single beam for fine positioning of objects under 10 µm, and round
single beam for moving objects larger than 15 µm.

185
Figure 7-11: Fabrication of different tools and resolutions (~10 µm) at the tip of the end effectors: Loop (with/without notch), V shape (sharp/round) and single beam (sharp and round).
Additional geometries were designed for the second generation of end effectors,
including liquid handling capabilities in a pen-like shape, a ~7 µm loop with a notch and
a fork to better manipulation of spherical objects. Examples of the designs fabricated in
nickel are presented in Figure 7-12. The smallest tip diameter obtained with nickel end
effectors was 4.7 µm.
Figure 7-12: Three examples of end effector tips made in nickel: A pen-like shape to dispense liquids, a loop with a notch to transport small spheres and a fork for positioning objects.

186
Successful hybrid end effectors were fabricated and released. Three
configurations of SU-8 and nickel were tested and represented in Figure 7-13: (1) Were
the SU-8 is totally contained inside the boundaries of nickel structure, forming 3D
structure (Out-plane circle). (2) The SU-8 has a conformable shape surrounding the
nickel structure (fork and sharp V-shape). (3) The active section of the tip is fabricated
in SU-8 and is protruding from the nickel (liquid handling and square). The minimum tip
diameter obtained in the SU-8 section of the hybrid tip was 3.8 µm. This result confirms
an improvement on feature size resolution between first and second generation of end
effectors.
Figure 7-13: Hybrid end effector tips made of nickel and SU-8. The SU-8 can be positioning in three configurations: Totally contained inside the nickel structure (Out of plane circle), conforming the nickel structure (fork and sharp V-shape) and with the active section protruding from the nickel (liquid handling and square).
7.3 End Effector Testing
First generation nickel end effectors were magnetically attached to magnetic
bases, creating a fully assembled levitated microrobot. End effector tips were dip-coated

187
in styrene-butadiene-styrene (SBS) following procedures in [247] to enhance adhesion
with objects to be manipulated. To facilitate the process, the SBS was dissolved in
toluene before dip coating. After coating the toluene is evaporated at room temperature.
Figure 7-14 illustrates the usage of the end effectors to manipulate a 10 µm gold wire A)
and a 1005-package surface mount technology (SMT) resistor (1 mm x 0.5 mm). For
demonstration purposes, the end effectors were mounted with the cooper seed layer
facing up in Figure 7-14A and the nickel facing up Figure 7-14B therefore the difference
in color. The functionality of the end effectors was unaltered when flipping the end
effectors.
Figure 7-14: Top view of nickel end effector mounted on magnetic bases and manipulating objects. A) Sharp single beam tip carrying 10 µm diameter gold wire. Seed layer facing up. B) Sharp V shape tip carrying a SMT resistor. Nickel facing up. Adhesion is enhanced by using SBS polymer (elastomer).
The assembled levitated microrobots with nickel end effectors were successfully
tested using the SRI microfactory platform, proving that there was no deleterious
electromagnetic interference between the driving platform and the end effectors, nor
interference with the levitation of the magnetic base. End effectors were successfully
used to manipulate a nickel square test piece (150 µm x 150 µm x 11 µm) and transport
it to a sticky surface as presented in Figure 7-15.
2 mm 2 mm
1.4 mm x 1.4 mm magnets on bot sticking out
Adhesive polymer coating
1 mm
Picked 1 x 0.5 mm SMT resistor
Limit of polymer coating
10 m diameter gold wireMagnetic
base
End effector
A B
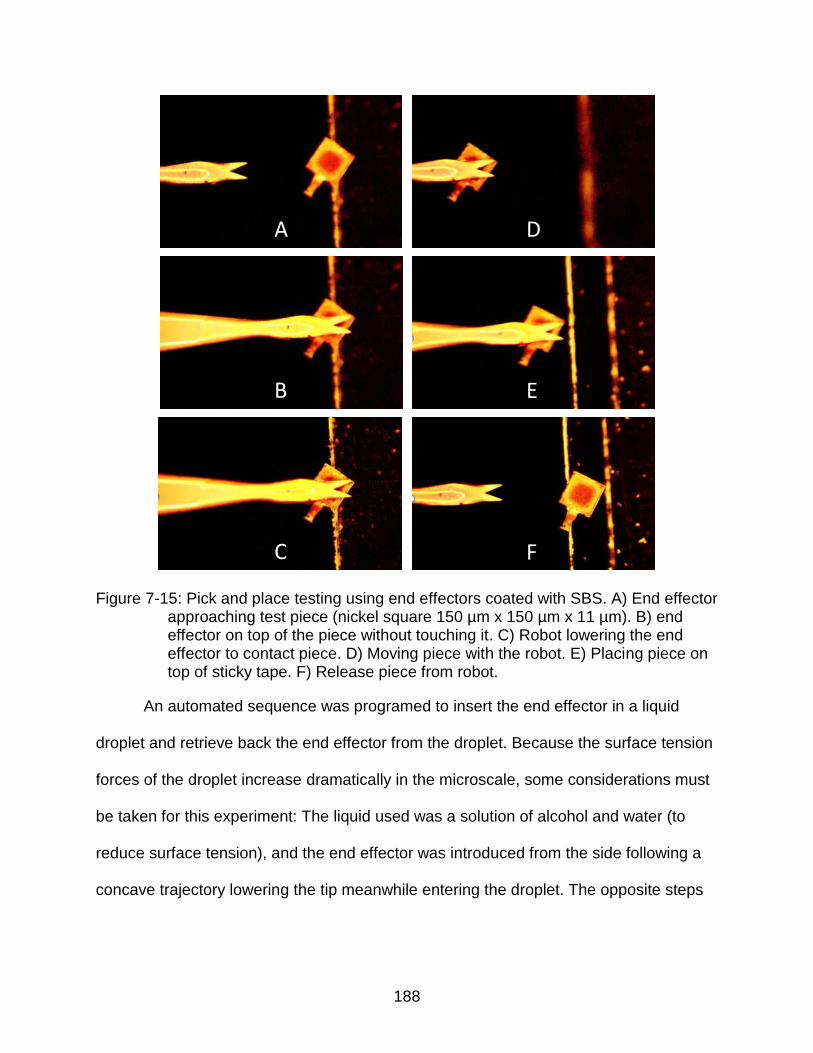
188
Figure 7-15: Pick and place testing using end effectors coated with SBS. A) End effector approaching test piece (nickel square 150 µm x 150 µm x 11 µm). B) end effector on top of the piece without touching it. C) Robot lowering the end effector to contact piece. D) Moving piece with the robot. E) Placing piece on top of sticky tape. F) Release piece from robot.
An automated sequence was programed to insert the end effector in a liquid
droplet and retrieve back the end effector from the droplet. Because the surface tension
forces of the droplet increase dramatically in the microscale, some considerations must
be taken for this experiment: The liquid used was a solution of alcohol and water (to
reduce surface tension), and the end effector was introduced from the side following a
concave trajectory lowering the tip meanwhile entering the droplet. The opposite steps
A
B
C
D
F
E

189
were followed to retrieve the end effector. Clips from a video demonstrating the
procedure were organized in a sequence presented in Figure 7-16.
Figure 7-16: Sequence of the end effector entering and leaving a droplet solution of alcohol and water (for reducing surface tension).
Another interesting application for the end effectors is the possibility to use them
for micro electro discharge machining (µEDM) [248], [249]. By connecting in series, the
electrically conducive end effectors (nickel or copper) to a high voltage circuit ended in a
conductive thin film layer (gold-coated polyamide tape), the circuit could only be closed
if the pointy tip of the end effector reach the film layer (Figure 7-17). Right before
touching the film, the end effector will discharge energy used to create an eroding spark
that will consume the gold layer. The precision, position and direction of the erosion are
dependent on the microrobot positioning and electrical circuit. µEDM is beyond the
scope of this dissertation. The experiment reported at Figure 7-17 was conducted as a
proof of concept at SRI laboratories but experiment conditions were not shared with
researches at University of Florida for confidentiality reasons.

190
Figure 7-17: Sequence demonstrating the proof of concept of micro electro discharge machining (µEDM) using nickel end effectors.
7.4 Summary
Herein we demonstrate successful batch fabrication of two generations of
detachable/exchangeable end effectors. The first generation made of Cu, Ni and SU-8
had thickness between 10-13 µm and minimum tip diameter of 4.7 µm. The second
hybrid generation is fabricated on Ni with SU-8 tips were 6 µm thick and minimum tip
diameter of 3.8 µm. The Cu and Ni end effectors prove more robust than the SU-8. Fully
assembled microrobots are achieved by attaching the end effectors to magnetic bases
Polyimide tape coted in gold
End effector
V
µEDM
Displacement of the robot
Gold removed

191
using nickel attachment structures embedded in the end effector bodies. This magnetic
attachment can withstand the weight of ~12 mg (magnetic base of 2x2 magnets) when
lifting the robot by the end effector. End effectors are entirely fabricated using standard
microfabrication techniques, therefore demonstrating the possibility of batch fabrication
of hundreds of interchangeable end effectors in the same lot. Eight different end effector
tips (tools) with micrometer scale features are successfully implemented, demonstrating
the potential of having multiple exchangeable tools designed for specific tasks.
The end effectors fully assembled on levitated microrobots proved to be useful
for manipulated objects at milli-scale (gold wire and SMT resistors), further tests must
be conducted to demonstrate manipulation of objects at the micro-scale. Fabricated
robots also proved to have a straightforward interaction with the microfactory platform
(no electromagnetic interference), and no interference with the levitation.

192
CHAPTER 8 ADDING FUNCTIONALITY TO MICROROBOTS: ELECTROPERMANENT MAGNETS*
Electropermanent magnets (EPM) can play an important role on microgrippers,
microrobot end-effectors, microfluidic systems, mechanobiology, MEMS and actuators.
This work describes the simulation, fabrication, and experimental demonstration of the
smallest reported EPM and subsequent simulation as an actuator for microgrippers.
Highly miniaturized EPMs— a NdFeB EPM (900 µm x 2000 µm x 500 µm) and a flexible
iron oxide EPM (790 µm x 1000 µm x 500 µm, one order of magnitude smaller than
state of the art)—are fabricated using precision dicing and microassembly of bulk
magnetic materials. The stray fields from the as-fabricated EPM devices are measured,
demonstrating a 15x ratio for the fields between the “on” and “off” states. Additionally,
theoretical and simulation models predict the function as actuation mechanism in
microgrippers.
A second section of this chapter will describe the fabrication of sub-millimeter
axisymmetric electropermanent magnets (EPMs), introducing for the first time a
fabrication technique for EPM that involves flexible magnets and bonded magnetic
powders. Two different bonded magnets were investigated: NdFeB and SmCo,
obtaining magnetic field on/off ratios of 2.8 and 4.6 respectively. Compared to magnet
assembly, the fabricated axisymmetric EPM provides: 1) symmetric magnetic field along
the magnetization axis, as opposed to the asymmetric fields in the transverse direction,
2) a path for future microfabrication, and 3) an alternative for mass production using roll-
to-roll process.
* This section contains excerpts from reference [250]. Special thanks to Catlin Beker, Zahira Gonzalez,
Lars Tatum and Dr. Johann Osma for their contribution on this chapter.
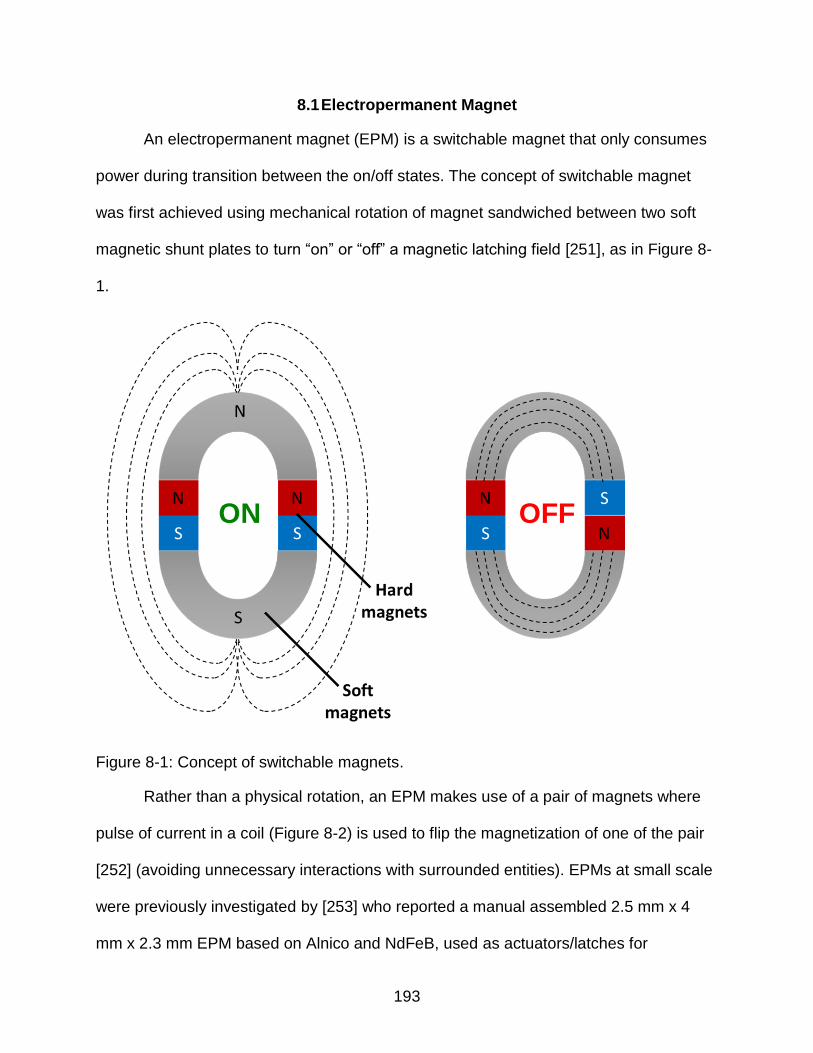
193
8.1 Electropermanent Magnet
An electropermanent magnet (EPM) is a switchable magnet that only consumes
power during transition between the on/off states. The concept of switchable magnet
was first achieved using mechanical rotation of magnet sandwiched between two soft
magnetic shunt plates to turn “on” or “off” a magnetic latching field [251], as in Figure 8-
1.
Figure 8-1: Concept of switchable magnets.
Rather than a physical rotation, an EPM makes use of a pair of magnets where
pulse of current in a coil (Figure 8-2) is used to flip the magnetization of one of the pair
[252] (avoiding unnecessary interactions with surrounded entities). EPMs at small scale
were previously investigated by [253] who reported a manual assembled 2.5 mm x 4
mm x 2.3 mm EPM based on Alnico and NdFeB, used as actuators/latches for
ON OFF

194
microrobots and programmable matter. Padovani et al. [254] presented a 3.2 mm x 4
mm x 3.6 mm EPM application for the control of a droplet inside a microfluidic system
and generated a magnetic field of 50 mT.
Figure 8-2: Concept of electropermanent magnet. The EPM will remain in the designated state in the absence of electrical currents.
There are multiple application drivers for miniaturization of this component such
as actuators/latches for microrobots and programmable matter [3], ferrofluid droplet
manipulations in microfluidic devices [4], and more. This work focus is the permanent
magnet array and explores a novel axisymmetric EPM fabrication technique that is
amenable to miniaturization, building on the design principles previously proposed by
the authors in [5].
ON OFF

195
8.2 Sub-millimeter Electropermanent Magnets for Microgripper
Microgrippers [243] have been used for precise manipulation and assembly of
microscale elements and the most common actuation mechanisms are electrostatic
[255], electro-thermal expansion[256], thermos-magnetically[257], piezoelectric [242],
[258] and magnetic [241], [259]. Magnetic actuation results very attractive for the ability
to generate high forces through remote actuation. A previously reported magnetically
actuated microgripper [260] used a permanent magnet on one side of the gripper and a
ferrite on the other side (reverting the ferrite to attract them). A pulsed external magnetic
field on the surrounding environment is required. This work proposes an alternative
actuation mechanism to build a microgripper by using a magnet that can be remotely
turned on/off.
This work explores the feasibility of employing an EPM as an on/off microgripper
as shown in Figure 8-3. By placing the EPM at the end of a cantilever (top jaw of the
gripper) and an iron foil in front (bottom jaw). When the EPM is switched “off”, there is
no magnetic force and the gripper is open; when the EPM is switched “on”, the
magnetic force between the EPM and iron foil will bend the cantilever and close the
jaws of the gripper.

196
Figure 8-3: EPM schematics. A)EPM configurations in the on/off states. Magnetization on Magnet 1 (left) is fixed and Magnet 2 (right) is switching magnetizations. B) Schematic representation of microgripper configuration using EPM and C) on/off actuation.
8.2.1 Experimental Results
EPM Fabrication
An order-of-magnitude size down-scaling of EPMs using semiconductor dicing
technology (ADT dicing saw) is proposed. Two magnetic materials (hard ferromagnets)
were machined: (1) NdFeB magnets 650 µm x 1000 µm x 500 µm (thick/width/depth),
with remanence of Br=1.16 T, and coercivity of Hci=899 kA/m (μ0Hci=1.13 T), and (2)
flexible iron oxide magnets 540 µm x 500 µm x 500 µm, with remanence of Br=180 mT,
and coercivity of Hci=125 kA/m (μ0Hci=0.16 T). Two iron foils (soft ferromagnets) were
machined, with 125 µm of thickness, covered the magnets to conduct the magnetic flux.
Two EPMs were successfully assembled with the two magnetic materials as
presented in the insets of Figure 8-4. Each EPM consist of two magnets of the same
size and material, in between two iron foils. The NdFeB EPM was 900 µm x 2000 µm x
500 µm, and the flexible iron oxide EPM was 790 µm x 1000 µm x 500 µm. EPMs were
manually assembled and the switching magnet was mechanically rotated to change
on/off states. This consideration was made as initial approach to constraint the problem
Magnet 1
Magnet 2Magnet 1
Magnet 2c
cc
c
Iron
Iron
OFF state
ON state
Lb
Wb
Hb
EPM
Iron
foil
Gap
distance
OFF state
ON state
Microgripper
Iron
Iron
OFF
(a) (b)A B C

197
analysis to the magnetostatic domain and to focus on the behavior of the magnetic
materials without considering external currents.
A test bench with computer interface platform was built using a commercial Hall
effect sensor (SSE49) to measure the magnetic flux density ( B
field) produced by the
EPM after fabrication. According to these measurements, calculations for using a
single-turn solenoid and a straight wire circuits were made to generate the necessary
field to electrically switch the state of the EPM.
Measurement of EPM magnetic fields
The measured magnetic fields for each EPM are shown in Figure 8-4 for on/off
states. As expected, the NdFeB EPM presented a larger magnetic flux density at the
surface during “on” state (2.7 mT) in comparison with the iron oxide EPM (0.75 mT). On
the other hand, the NdFeB EPM presented lower on/off ratio (9) than the flexible iron
oxide (15). It is strongly suspected that the “off” state magnetic field of the iron oxide
EPM is in the resolution limits of the measurement system therefore, future
measurements of the magnetic fields with higher resolution equipment are suggested.

198
Figure 8-4: Magnetic field measurements for EPM fabricated with two materials: NdFeB (900 µm x 2000 µm x 500 µm) and flexible iron oxide (790 µm x 1000 µm x 500 µm). Insets present pictures of both fabrications (depth for both pictures is 500 µm).
According to the measured fields, the necessary current to invert the
magnetization direction of the flexible iron oxide magnet, when using a single-turn
solenoid of 750 µm radius and a straight wire circuits were calculated (currents of 187 A
and 895 A respectively). Future work will be dedicated to evaluate the strategies to
generate such currents and to flip the magnetization direction of the magnets.
8.2.2 Simulation Results
Three sets of finite element model simulations were implemented using
COMSOL® Multiphysics. (1) A 2D magnetostatic simulation predicted the stray
magnetic field generated by the EPM at on/off states. (2) By placing an iron foil in front
of the magnet and change the separation, it is possible to estimate the total force
generated by the EPM at each state (on/off) as a function separation. (3) Knowing the
2.70 mT
0.75 mT0.30 mT
0.05 mT0
1
2
3
4
5
NdFeB Flexible Iron Oxide
Ma
gn
etic
fie
ld [
mT
] ON OFF
1000 µm
790 µm
900 µm
2000 µm

199
force generated by the magnet it is possible to simulate the gripper deflection towards
the iron foil.
Magnetic Field Simulation
Simulations of the stray magnetic B
field at on/off states for the strongest EPM
(NdFeB) are presented in Figure 8-5 Simulations include an iron foil in front of the EPM
and two independent configurations with different EPM-foil separations were evaluated:
1 mm and 0 mm separation. Figure 8-6A summarizes simulation results for the “on”
state of the EPM at multiple separations. The maximum force when the EPM is “on” and
separation is 1 mm (microgripper will change from open to close) is ~686 mN. When the
EPM is “on” and separation is 0 mm (microgripper is touching the surface) the magnetic
force is ~881 mN.
Figure 8-5: NdFeB 1500 µm x 2000 µm x 500 µm EPM magnetic field lines simulation for “on” and “off” states when the distance between the EPM and the iron foil is zero.
ON STATE OFF STATE
10-8
10-7
10-6
10-5
10-4
10-3
10-2
10-1
|B| [T]
-300
-200
-100
0
100
200
300
|My| [kA/m]

200
Figure 8-6: COMSOL simulation results for a NdFeB EPM (540 µm x 1000 µm x 500 µm) at “on” state: A) Magnetic force vs gap distance. B) Beam displacement vs applied magnetic force.
Microgripper Mechanical Simulation
The beam dimensions were chosen considering the size and weight of the EPM
and the desire deflection produced by the magnetic force at 1 mm of distance. Using the
force values simulated above, it is possible to simulate the mechanical response of
cantilever beam by applying different point force loads at the tip of the beam.
Considering the EPM dimensions, the beam height and thickness were
constrained to 800 µm and 300 µm respectively. Considering the possibility of having
symmetrical beams (jaws) in the microgripper and each one bending half the separation
gap, an analytical solution for bending the beam 500 µm was found. The beam length is
obtained by solving Equation 8-1, the maximum deflection equation ( max ).
IE
LF
Si
bEPM
3
3
max
8-1
where EPMF is the magnetic force made by the EPM at “on” state, bL is the length
of the beam, SiE is the Silicon young’s modulus and I is the moment of inertia (
0
0.2
0.4
0.6
0.8
1
0 0.5 1 1.5 2 2.5 3
Magn
etic
fo
rce
[N]
Gap distance [mm]
0
200
400
600
800
0 0.2 0.4 0.6 0.8 1
Bea
m d
efle
ctio
n [
µm
]
Applied force [N]
Expected
deflection
A B
Selected
gap

201
12/3
bb HWI ). An appropriate length of ~8.6 mm was calculated to meet the desire
requirements. Thus, the beams with those dimensions are expected to suffer a
deformation of 500 µm when a magnetic force of 674 mN is applied. Simulations
confirmed the beam deflection as shown in Figure 8-7. Additionally, beam deflection
simulations for all forces calculated under section III. A. (Magnetic field simulation) for
different EPM separations were made and presented in Figure 8-6B.
Figure 8-7: Simulation of the beam stress and deflection when the EPM is “on”.
The weight of the EPM was considered for the beam deformation analysis. The
weight of each iron foil was 22.62 mg and each NdFeB magnet was 2.79 mg, thus, the
total EPM mass was 50.84 mg equivalent to a weight force of ~499 µN, which is
negligible compared to the magnetic forces acting on the beam. The deflection of the
beam due to the weight of the EPM was simulated to be 0.37 µm and also confirmed by
calculations.
Maximum
displacement:
~ 506 µm
0 100 200 300 400 500
Von Mises stress [MN/m2]
Y Distance [mm]
Z D
ista
nce
[m
m]

202
8.3 Axisymmetric Sub-millimeter Electropermanent Magnet
A design and fabrication of sub-millimeter axisymmetric electropermanent
magnets (EPMs) will be presented in this section. Figure 8-8 shows the operation
principle of the traditional EPM, and compares the conventional (transversal field [252]–
[254]) vs. the new (axisymmetric field) architectures. The axisymmetric architecture
aims to generate stray B fields and latching forces along the axis, using two concentric
permanent magnets and two soft magnetic cap plates.
Figure 8-8: Operational concept of the conventional and new axisymmetric EPM architectures showing the ON and OFF states.
8.3.1 Simulations of the Axisymmetric EPM
Using 2D simulations in COMSOL Multiphysics, the B fields and latching forces
of both architectures are studied as a function of several design variables: outer radius,
permanent magnet aspect ratio and radius ratio, and cap plate thickness. For this
investigation, the following materials were assumed: grade N52 NdFeB as fixed inner
magnet, grade 5 Alnico for the outer switching magnet, and mild/low-carbon steel (AISI
1018) for the cap plates. The cap plate thickness was found to be an important variable
for tuning the on/off latching force ratio Figure 8-9 shows the final proposed dimensions

203
as a function of the magnetic layer thickness (T). These dimensions were selected to
maximize the on/off latching force ratio for a given cap plate thickness.
Figure 8-9: Example EPM configuration yielding maximum latching force on/off ratio
Simulations of the stray magnetic field of the optimal EPM evidence ~10x
difference in B field near the EPM poles in the on/off states (Figure 8-8A). Figure 8-8B
shows the magnitude of the on/off B-fields along the central axis with and without the
cap plates. Additional modeling is used to predict the latching force to a semi-infinite
steel plate. Figure 8-8C shows how the on/off latching force ratio can be tuned by
changing the thickness of the cap plates. Simulations of the new configuration
(dimensions used in Figure 8-9) suggest an on/off force ratio of 450, with the ability for
tuning this ratio from 1 up to 784, for sizes between 8 mm3 and 34 mm3, respectively.
These results suggest the new axisymmetric design may afford hundred-fold higher
latching force ratio than conventional EPM architectures in 1/10th the volume.
OFF configuration ON configuration
Co
nve
nti
on
al(T
ran
sver
sal)
New
(Axi
sym
met
ric)
(a) (b)

204
Figure 8-8: 2D axisymmetric COMSOL simulation. A) B field norm contour plots. B) Comparison of on/off fields for EPM with and without cap plates. C) Latching force generated by different EPM’s (on and off states) vs. thickness of the steel plates.
Simulations and optimization of sub-millimeter axisymmetric electropermanent
magnets (EPMs) predicting a latching force on/off ratio of 784 with total volume of 34
mm3. Compared to conventional architectures, the axisymmetric design provides: 1)
better performance in a smaller form factor, 2) symmetric magnetic field along the
magnetization axis, as opposed to the asymmetric fields in the transverse direction, 3) a
path for future microfabrication, and 4) large tunability of the magnetic field on/off ratio
(therefore the force) as a function of design variables (e.g. radii and thickness).
8.3.2 Fabrication of the Axisymmetric EPM
The concentric magnets on the EPM are fabricated by punching ~1 mm diameter
holes (using a cutting cannula) on flexible iron oxide (switching magnet) magnetic
substrate, previously demagnetized. Bonded magnets (fixed magnet) are fabricated on
these holes using permanent magnet powder as the magnetic material and
cyanoacrylate glue as bonding agent (applied on both sides), following technique
described in [261]. Finally, a ~2 mm cutting cannula is aligned to punch the outer ring.
The resulting assembly (called EPM core) is presented in Figure 8-11. Two different
bonded magnets were analyzed: NdFeB (6 µm) and Sm2Co17 (~15 µm). EPM cores are
1.E-01
1.E+00
1.E+01
1.E+02
1.E+03
1.E-03
1.E-02
1.E-01
1.E+00
1.E+01
1.E-01 1.E+00 1.E+01
on
/off
fo
rce
ra
tio
Forc
e (
N)
Steel Thickness [mm]
OnOffForce Ratio
101
100
10-1
10-2
10-3
10-1 100 101
103
102
101
100
10-1
Forc
e [
N]
On
/off
fo
rce
ra
tio
Steel thickness [mm]
CBA

205
magnetically characterized by using vibration sample magnetometer (VSM) and
magneto optical images (MOI). A pulse magnetizer is used to switch the EPM cores
from ON state (pulsing 7 T in the axial direction) to OFF state (by pulsing -700 mT for
SmCo or -440 mT for NdFeB EPMs). Mild/low-carbon steel (AISI 1018) plates are milled
and glued to the EPM core to finish the EPM.
Figure 8-11: Fabrication of the EPM core. A) Top view and B) cross section. C) Frontal view of the EPM including caps.
8.3.3 Characterization of the Axisymmetric EPM
A switchable 2.1 mm diameter and 0.8 mm thickness EPM was fabricated using
the proposed technique. Magnetic characterization of the EPM cores using VSM (Figure
8-12), showed that the SmCo EPM presented higher remanence (µ0Mr = 117 mT) and
lower intrinsic coercivity (Hci=210 kA/m) than the NdFeB EPM (75 mT and 252 kA/m).
Bonded magnet
Flexible magnet
2.1
mm
0.9
mm
Bonded Flexible
A
B
0.8
mm
2.1 mm
Bondedmagnet
Flexible magnet
2.8 mm
3.1
mm
Carbon Steel
C

206
Figure 8-12: Magnetization curve (VSM) of two EPM core configurations: with NdFeB and SmCo as bonded magnets.
MOI characterization (Figure 8-13) of the ON and OFF states demonstrate that it
exists a reversal magnetic field capable to switch the magnetization of only one of the
concentric magnets (flexible iron oxide) without switching the fix magnet (bonded
magnet). Cross section measurements of the B field suggest that the average ON/OFF
ration of the magnetic cores for the SmCo (27.3 mT/-6 mT) and NdFeB (23 mT/8.3 mT)
EPM cores are 4.6 and 2.8 respectively. These are fundamental advances in the small-
scale fabrication of EPMs and an important demonstration of the working principle for
the axisymmetric EPM design.

207
Figure 8-13: Stray magnetic field (MOI) for ON and OFF states of the EPM. A)Two configurations with different bonded magnets are measured: NdFeB and SmCo. B) Cross section measurement over the X axis.
Different reverse magnetic fields were applied to each sample of NdFeB and
SmCo EPM and MOI measures were made. A full magnetization of (7 T) was always
applied before the reversal field (Figure 8-14A). Post processing treatment from MOI
data was made to calculate the magnetic flux (in units of nWb). For this calculation, the
outer diameter of the EPM was manually selected for each image (constant diameter
through all images). The integral of the magnetic flux density field (through the selected
circular area) was used to define the magnetic flux. A plot of the magnetic flux as a
function of the reversal magnetic field for each sample is presented in Figure 8-14B.
This plot demonstrates that it exists a reversal magnetic field that cancel completely the
magnetic flux of the EMP. This is a prove of concept of the feasibility of obtaining an
“off” state from the EPM. This reversal magnetic field to turn the EPM off is 430 mT for
the NdFeB sample and 300 mT for the SmCo sample.
SmC
oN
dFe
B
-1.0 -0.5 0.0 0.5 1.0
X [mm]
Bz [mT]
50
0
-50
-1.0
-0.5
0.0
0.5
1.0
ON OFF
100
-100
Y [
mm
]
-80
-60
-40
-20
0
20
40
60
80
-1.0 -0.5 0.0 0.5 1.0
Bz
[mT]
X [mm]
SmCo-ONSmCo-OFFNdFeB-ONNdFeB-OFF
A B

208
Figure 8-14: EPM magnets after applying different reverse magnetic fields. SmCo and NdFeB samples were fully magnetizing before each test. Magnetic flux density calculated from MOI data. MOI of EPM magnets (inset).
Fully assembled EPMs with the caps were used to measure the magnetic flux in
the on and off state (by applying the reversal magnetic field found below). Carbon steel
plates proved to be a bad choice because their dimensions generate leakage magnetic
fields that interfere with the accuracy of the measurement. Instead, 150 µm thick film
made of steel, was used to create the plates. The film was laminated (top and bottom of
the magnet) before punching the EPM. This technique self-align the core of the EPM
with the plates and guaranty the same diameter. Figure 8-15 illustrates the result of the
magnetic flux measurements for the fully assembled EPM. The proof of concept of a
EPM that can be turned “on” and “off” was demonstrated and magnetic flux on/off ratio
of ~2 were achieved for both samples (NdFeB and SmCo).
Future efforts should be made to optimize the reversal field value for the fully
assembled EPM and to maximize the on/off ratio.
-100
-50
0
50
100
0 200 400 600 800 1,000
Ma
gne
tic
flu
x [n
Wb
]
µ0·H field [mT]
NdFeBSmCo
300 mT
430 mT
0.0·Hc 0.75·Hc 1.0·Hc 2.0·Hc 3.0·Hc
SmCo
NdFeB
Bz[mT]30
-30
-20
-10
0
20
10

209
Figure 8-15: MOI from the fully assembled EPMs (with ferromagnetic plates). Calculation of the on/off magnetic flux ratio.
8.4 Summary
This work demonstrates successful design of a microgripper based on EPM
actuation using NdFeB magnets to obtain higher magnetic field. It also demonstrates
the fabrication of the two smallest EPM reported to date, a NdFeB EPM (900 µm x 2000
µm x 500 µm) and a flexible iron oxide EPM (790 µm x 1000 µm x 500 µm. The
structure generates an estimate magnetic field on/off ratio of 9 and 15 respectively.
Future magnetic field measurements with higher resolution are required to confirm this
ratio. An application of the EPM as a microgripper is demonstrated using finite-element
model simulations. These promising results validate a future microfabrication path of
such microgrippers and enable the technology advance towards smaller scales.
A novel axisymmetric configuration of EPM was proposed. A fabrication
technique that enables the batch microfabrication of this components was also
demonstrated. Two fully assembled EPM (SmCo and NdFeb) with magnetic flux on/off
ratio of ~2 were achieved.
Sm
Co
Nd
Fe
B
-1.0 -0.5 0.0 0.5 1.0
X [mm]
-1.0
-0.5
0.0
0.5
1.0
ON OFF
Y [
mm
]
Bz[mT]
30
-30
-20
-10
0
20
10
ON OFF
ON/OFF
NdFeB 34 nWb -18 nWb 1.9
SmCo 40 nWb -20 nWb 2.0
Magnetic Flux
210
CHAPTER 9 CONCLUSIONS
The presented work advanced the field of microrobotics by developing of a
micro-magnetic field pattern fabrication process called selective magnetization. The
process imprinted pre-designed mili/micro-scale patterns on hard magnetic thick films.
This process was modeled via the finite-element method to solve the magneto-quasi-
static Maxwell equations using the measured nonlinear magnetic properties of the
materials (magnetization curves) and successfully validated using experimental
characterization with two techniques: magneto-optical imaging and a scanning hall
probe. The model predicted the general trends observed in the experimental results.
Using the selective magnetization process, two applications were demonstrated
in this work: 1) the magnetic assembly of nanoparticles (bottom-up) for the manufacture
of releasable magnetic microstructures and 2) the batch fabrication of diamagnetic
levitated microrobots (to-down). Selective magnetization proved to be fundamental
enhancing both sub-millimeter fabrication approaches: Bottom-up and top-down.
Solutions for two fundamental problems in the field were presented: 1) A
successful batch fabrication process of microrobots, to counteract the low throughput of
manually assembled robots. 2) The creation of exchangeable end effectors and
magnetic actuators, to counteract the lack of functionality.
9.1 Summary of Research Contributions
A selective magnetization process was successfully implemented, with the
versatility to create complex magnetic field patterns to be used in nano/micro
application. The technology core is the magnetization mask. Three different alternatives
to produce these masks were presented: 1) A microfabricated nickel mask, with 150 µm

211
feature size, successfully magnetizing magnetic recording media. 2) A low aspect ratio
(0.6), with 1mm feature size, fabricated using end mill machining and successfully
magnetizing flexible iron oxide and NdFeB magnets, and 3) a high aspect ratio (10),
with 1 mm feature size, laser machined that successfully magnetized NdFeB.
Using selective magnetization, a novel fabrication technique was demonstrated
to obtain free-floating magnetic microrobots by in situ crosslinking of magnetically
assembled nanoparticles. Microrobots with square and cross shape were obtained with
external dimensions of 175 µm and 150 µm, respectively, with boundary line
dimensions of 230 80 nm in height and 3.9 1 µm in width. The magnetic microrobots
were successfully released from the substrate retaining their shape in suspension
during manipulation with external magnetic fields.
Additionally, using selective magnetization, a process was successfully
implemented to fabricate 9 diamagnetically levitated microrobots per batch. The
millimeter-scale robots utilized a checkerboard magnetic pole pattern imprinted into a
400-m-thick NdFeB substrate. Fabricated microrobots were capable of assisted
levitation (external magnetic field bias) and operation in sliding mode (lateral movement
using microfactory platform).
A magnetic force sensing technique for force range of ±1000 µN with 50 nN
resolution and with a minimum step size of 50 µm was also demonstrated. Resulting
magnetic forces measured using this method were compared with the analytical solution
of the forces between two magnets (with one fixed and the other raster the surface).
Measurements and an analytical model present a good agreement. The results
212
demonstrate this technology could be a valuable contribution to close the technological
gap for microscale magnetic force sensing.
Next, magnetically detachable/replaceable end effector were developed. A
fabrication recipe for these end effectors was created and successfully standardized
(over 4” wafer) to produce structures with nickel body and SU-8 tip tools. End effectors
accomplished the manipulation of objects at microscale and were successfully used to
perform micro-electro discharge machining (µEDM) with the microrobots.
Finally, the usage of electropermanent magnets as actuators for microrobot was
successfully demonstrated, by designing an EPM-based microgripper. The two smallest
EPM reported to date in literature were fabricated: a NdFeB EPM (900 µm x 2000 µm x
500 µm) and a flexible iron oxide EPM (790 µm x 1000 µm x 500 µm). Furthermore, a
novel axisymmetric configuration of EPM was proposed (leading to the filing of a patent)
and a fabrication technique that enables the batch microfabrication of this components
was also demonstrated.
9.2 Future Work
There is always room for improvement in research. It was fortunate that most of
the individual efforts described in this dissertation successfully demonstrated a proof of
concept of the respective technology. However, each effort has the potential for follow-
on work (especially in the emerging, infant-stage field of microrobotics). For example, in
the case of electropermanent magnets, it was demonstrated that the configuration of
magnets in the axisymmetric EPM can be magnetized to turn on/off the external
magnetic flux. Despite that, a full microfabrication of the EPM should be pursued in
future research projects. Another example is the work conducted with the bottom-up
approach of fabricating releasable magnetic structures can be continued by exploring

213
biomedical applications for the technique. What if before releasing, the structures are
coated with some medicine and they are remotely manipulated after release (i.e. using
magnetic resonances images MRI), to be used as drug delivery mechanism into cells,
tumors or damaged tissue.
9.2.1 Selective Magnetization
From all the topics covered in this document (and because of its broad relevance
and applicability), the one requiring special discussion of future work is the selective
magnetization process. Future work towards enhancing the selective magnetization
process must address alternatives to increase the magnetic fields (therefore
diamagnetic force) produced by selectively magnetized bases and make them levitate.
The alternative hypothesis to solve the problem is: during the reversal magnetization,
the magnetic field experienced by the substrate under the unexposed areas (magnetic
mask) is so high (between 1 T and 1.5 T), that the material start to demagnetize and
loose magnetic field. This problem is observed either using pulse magnetizer or VSM.
An alternative solution is to reduce the magnetic field in the unexposed areas.
One way to do it is to follow developments by the company called Correlated Magnetics.
This company has produced devices called PolyMagnets (cm size selectively
magnetized NdFeB magnets). They use a fabrication procedure [181], were they induce
magnetic field on a single ferromagnetic tip by driving current trough a coil and
magnetizing an individual square (pixel like). By displacing the tip in x and y and
repeating the magnetization they will “imprint” any designated pattern.
An alternative could be to combine Correlated Magnetics’ approach the selective
magnetization propose in this dissertation. To fabricate a magnetization mask in the
form of a C-shape transformer (like the one proposed by Figure 9-1), with a 450 µm

214
gap. The rationale is that an electric current pulse will generate a concentrated
magnetic field only under the mask patterns, reducing the external magnetic field in the
areas without the presence of a magnetization mask, leading towards the selective
magnetization of the substrate.
Figure 9-1: Fabrication process for magnetization mask to enhance the contrast during magnetization.
A proof of concept of the proposed C-shape transformer with a coil (transformer
configuration with the magnet substrate to be magnetized placed in the air gap) was
simulated. This configuration will potentially increase the field underneath the mask but
keep almost 0 T field everywhere else. A cross section of the 3D COMSOL simulations
are presented in Figure 9-2. The current and number of wire loops was selected so the
field in the gap was ~1.5 T.
Gap for substrate: 450 µm
Coil
Gap for substrate: 450 µm

215
Figure 9-2: Cross section of a 3D simulation of the Bz field generated by a coil and the mask.
As a control simulation, a laminated C shape core with no pattern was also
simulated. Figure 9-3A compares the Bz fields observed at the air gap in: the control
simulation (coil and core), the mask under surrounding external field (external field) and
the coil, the core and the mask (coil and mask). The results showed that by using a coil,
the field outside the patterns can be dramatically reduced by ~750 mT, and therefore
the magnetic contrast can be enhanced. Figure 9-3B presents the minimum and
maximum fields obtained and the calculated contrast superimpose over the DC
demagnetization curve of substrate. These results are encouraging because the
contrast was immediately duplicated. Further investigation is required to find the right
conditions to maximize the magnetizations of the patterns.
Top view
Top view: Zoom in, mask Bz [T]
Distance [mm]

216
Figure 9-3: Bz field simulations for three configurations. A) A block of steel with no pattern is simulated as a baseline (coil and core) and the two magnetization techniques are compared. B) Max and min fields comparison over BJA DC demagnetization curve.
By observing Figure 9-3A a new concern arises: The separation between poles
in the mask during reversal could affect the contrast. Three peaks can be observed in
the figure, the ones at the sides observe a contrast of ~0.8 meanwhile the one in the
middle has a contrast of ~0.4. A minimum separation between features in the mask
could exist to maximize contrast. If this is true, a single reversal magnetization will not
be enough to solve the problem. Multiple masks with the minimum separation between
poles should be aligned and used at different times to magnetize the designated patter
and obtain levitation.
9.2.2 End Effectors
For future fabrications of end effectors, the authors suggest to make the following
modifications on the process: (1) Use LOR as a sacrificial layer, this will improve the
quality of the resulted structures and reduce fabrication time. (2) Use AZ 422 MIF for
dissolving the LOR sacrificial layer. Other commercial stripper or developers (such as
A B

217
AZ 312 mif or PG remover) might etch the copper seed layer or detach the SU-8 from
the nickel. (3) Eliminate Ti as a protective material in the seed layer (replace this step
by etching the copper oxide using a 1:10 solution of hydrochloric acid and water), this
will prevent the peeling of end effectors during electroplating. (4) Avoid using magnetic
attachment structures, it was proven that these structures will not generate a self-
alignment of the end effector and not having them will simplify the process. (5) Fabricate
the body of the end effectors in nickel. As show before, the nickel offered magnetic
adhesion to the robot bases and high stiffness to support objects. (6) Keep two
separated steps for end effectors and tips but fabricate the tips by electroplating nickel
or copper (depending on the application). This will improve the adhesion between end
effector and tip, increasing yield and making the tethers more robust. (7) Invert the order
of the layers. Electroplate the tips first (smaller feature size) and then electroplate the
end effector body (bigger feature size). This will guaranty that the surface of the tip (the
one in direct contact with manipulated objects) will be flatter and smother.
In a broader vision of future work on end effectors, it is relevant to remember that
their functionality is totally dependable on the applications. New applications will require
different tools, therefore is necessary to continue improving this technology to create
alternatives that are more customizable by the end user. An interesting direction of this
concept is making the body end effector with the planar fabrication technologies
presented here, but using micro-nano scale 3D printing (i.e. Nanoscribe technlogy) for
creating the final tips.
9.3 Final Conclusions
Microrobotics is a ~30 years old field that technologically is still in its infancy
stage. Many physical phenomenon at the micro/nano level are not fully understood and

218
technical/technological challenge remain unsolved. Even though there are many and
fantastic potential applications (mainly in industrial manufacturing, military and
bioengineering) they still need more momentum to be considered opportunities for the
industry or governments and invest full steam in their development. It is the time for the
research community to take advantage of this fertile soil, numerous questions to solve
and infinite opportunities to explore. Microrobotics is living now the prophesy of Richard
Feynman that drove the semiconductor industry, fortify the microsystems community
and exploit in the nanotechnology potential: There's Plenty of Room at the Bottom.
The research presented in this dissertation, advanced another step towards the
realization of the dreams associated with microrobotics providing clever engineering
solutions to tackle technological two challenges: the batch fabrication of microrobots
and their functionality. The vehicle to advance this step is name “selective
magnetization”, a technique so versatile that proved to be useful to fabricate structures
with the two existing approaches: bottom-up (assembly nanoparticles into free floating
microrobots) and top down (machining centimeter magnets into levitated microrobots).
The importance of this work relays in the link between academia and industry.
Any technology looking to impact industry in a certain stage, necessary requires
advances in batch fabrication and that was precisely the direction of this work.
Contributions made in this research can potentially be used by industry to fabricate and
test (with the magnetic force measuring technique) better and more functional magnetic
devices at nano and micro scale.
This research carries the hope that the fabricated microrobots themselves can be
used in two scenarios: the free floating magnetically responsive microstructures, can

219
potentially be used by researchers in biomedical applications for drug delivery or even
theranostic applications, where is required precise remote manipulation of cell-size-
structures. By the other hand, the levitated robots are very close to contribute
manufacturing and 3D positions of complex devices with sub-micron accuracy.
Detachable end effectors will be indispensable to give customization and versatility to
the final customer.
The other inspiring technology brought by this research is in the direction of
functionality. The presented proof of concept of the microfabricated electropermanent
magnet, could inspire the research community with the idea of “digital micro magnets”.
This component is an actuator that could enhance the microrobots by giving them
“smart” tools.
The author of this dissertation, firmly believes that the true potential of
microrobotics will come when the advances in electronics start bridge the gap between
the promises of the micro/nano world and functionality of the meter scale world. And
that is the reason this research contributed towards the functionally of the next
generation of microrobots. Ultimately, humanity will continue pushing the limits of the
small scale, and only connecting the dots between independent technologies (i.e. the
nano – micro gap) we will be able to deliver the promises and vision to create enhanced
human-size products starting from atoms.

220
REFERENCES
[1] J. Wilson, “Robotics: Technologies and global markets,” 2016.
[2] Robotics_Technology_Consortium, “A Roadmap for US Robotics, From Internet to Robotics,” 2016.
[3] N. Petrillo, “IBISWorld US - Industry, Company and Business Research Reports and Information,” 2015. [Online]. Available: http://clients1.ibisworld.com/reports/us/industry/default.aspx?entid=4074. [Accessed: 11-Jun-2017].
[4] A. Mcwilliams, “The Market for Minimally Invasive Medical Devices,” 2016.
[5] A. Kumar, “Medical robotics and computer assisted surgery: the global market,” 2017.
[6] National Science Foundation, “NSF Award Search: Advanced Search.,” 2017. [Online]. Available: https://www.nsf.gov/awardsearch/advancedSearch.jsp. [Accessed: 11-Jun-2017].
[7] T. Fukuda, F. Arai, and M. Nakajima, Micro-nanorobotic manipulation systems and their applications, vol. 9783642363. 2013.
[8] C. Velez, W. C. Patterson, and D. P. Arnold, “Simulation and experimental validation of a selective magnetization process for batch-patterning magnetic layers,” in Journal of Physics: Conference Series, 2015, vol. 660, pp. 3–7.
[9] C. Velez, I. Torres-Díaz, L. Maldonado-Camargo, C. Rinaldi, and D. P. Arnold, “Magnetic Assembly and Cross-Linking of Nanoparticles for Releasable Magnetic Microstructures / Supporting information,” ACS Nano, vol. 9, no. 10, pp. 10165–10172, 2015.
[10] R. Feynman, “Infinitesimal Machinery,” J. Microelectromechanical Syst., vol. 2, no. 1, pp. 4–14, 1993.
[11] R. P. Feynman, “There’s (still) plenty of room at the bottom,” Applied Thermal Engineering, vol. 61, no. 2, pp. 22–36, 1960.
[12] B. J. Nelson, I. K. Kaliakatsos, and J. J. Abbott, “Microrobots for Minimally Invasive Medicine,” Annu. Rev. Biomed. Eng., vol. 12, no. 1, pp. 55–85, 2010.
[13] M. Sitti, H. Ceylan, W. Hu, J. Giltinan, M. Turan, S. Yim, and E. Diller, “Biomedical Applications of Untethered Mobile Milli/Microrobots,” Proc. IEEE, vol. 103, no. 2, pp. 205–224, 2015.
[14] M. Probst, K. Vollmers, B. E. Kratochvil, and B. J. Nelson, “Design of an Advanced Microassembly System for the Automated Assembly of Bio-Microrobots,” Proc. 5th Int. Work. MicroFactories, IWMF 2006, pp. 1–6, 2006.
[15] R. D. D. Souza, S. Sharma, A. Jacob, and A. Al Hashimi, “Microrobotics : Trends And Technologies,” Am. J. Eng. Res., vol. 5, no. 5, pp. 32–39, 2016.

221
[16] J. Agnus, N. Chaillet, C. Clévy, S. Dembélé, M. Gauthier, Y. Haddab, G. Laurent, P. Lutz, N. Piat, K. Rabenorosoa, M. Rakotondrabe, and B. Tamadazte, “Robotic microassembly and micromanipulation at FEMTO-ST,” J. Micro-Bio Robot., vol. 8, no. 2, pp. 91–106, 2013.
[17] A. M. Flynn, “Gnat Robots (And How They Will Change Robotics),” 1987.
[18] W. S. N. Trimmer, “Microrobots and micromechanical systems,” Sensors and Actuators, vol. 19, no. 3, pp. 267–287, 1989.
[19] J. Fluitman, “Microsystems technology: objectives,” Sensors Actuators A Phys., vol. 56, no. 1–2, pp. 151–166, 1996.
[20] K. E. Petersen, “Silicon as a mechanical material,” Proc. IEEE, vol. 70, no. 5, pp.
420–457, 1982.
[21] R. S. Fearing, “Survey of sticking effects for micro parts handling,” Proc. 1995 IEEE/RSJ Int. Conf. Intell. Robot. Syst. Hum. Robot Interact. Coop. Robot., vol. 2, pp. 212–217, 1995.
[22] F. Arai, D. Ando, T. Fukuda, Y. Nonoda, and T. Oota, “Micro manipulation based on micro physics-strategy based on\nattractive force reduction and stress measurement,” Proc. 1995 IEEE/RSJ Int. Conf. Intell. Robot. Syst. Hum. Robot Interact. Coop. Robot., vol. 2, pp. 236–241, 1995.
[23] J. J. Abbott, Z. Nagy, F. Beyeler, and B. J. Nelson, “Robotics in the Small Part I,” IEEE Robot. Autom. Mag., vol. 14, no. September, pp. 111–121, Jun. 2007.
[24] L. Dong and B. J. Nelson, “Robotics in the Small Part II,” IEEE Robot. Autom. Mag., no. September, pp. 111–121, 2007.
[25] B. J. Nelson, L. Dong, and F. Arai, “Micro/Nanorobots,” in Springer Handbook of Robotics, B. Siciliano and O. Khatib, Eds. Berlin, Heidelberg: Springer Berlin Heidelberg, 2008, pp. 411–450.
[26] Y. Bellouard, Microrobotics : methods and applications. CRC Press, 2010.
[27] N. Chaillet and S. Regnier, Microrobotics for Micromanipulation. Hoboken, NJ, USA: John Wiley & Sons, Inc., 2013.
[28] M. Gauthier and S. Régnier, Robotic Microassembly. IEEE Press, 2011.
[29] M. Gauthier, N. Andreff, and E. Dombre, Intracorporeal Robotics. ISTE - Wiley, 2014.
[30] S. Fatikow and U. Rembold, Microsystem Technology and Microrobotics. Springer-Verlag Berlin Heidelberg GmbH, 1997.
[31] Y. Guo, Selected topics in micro/nano-robotics for biomedical applications. Springer, 2010.
[32] Y. Sun and X. Liu, Micro- and Nanomanipulation Tools. Wiley-VCH, 2015.
[33] S. Fatikow, Automated Nanohandling by Microrobots. Springer, 2007.

222
[34] D. Zhang, Advanced Mechatronics and MEMS Devices. Springer, 2013.
[35] A. Sulzmann, “Microrobotics : Components and Applications,” in Proceedings of the SPIE, 1996, vol. 2906.
[36] I. Paprotny and S. Bergbreiter, Small-Scale Robotics. Springer, 2013.
[37] E. Bruno, S. Oussama, K. Frans, E. B. Siciliano, O. Khatib, and F. Groen, Springer Tracts in Advanced Robotics Volume 21 Springer Tracts in Advanced Robotics, Volume 21., vol. 15. Springer, 2006.
[38] B. R. Donald, C. G. Levey, I. Paprotny, and D. Rus, “Simultaneous Control of Multiple MEMS Microrobots,” in Springer Tracts in Advanced Robotics: Algorithmic Foundations of Robotics VIII, Springer, 2001, pp. 69–84.
[39] J. Breguet, S. Johansson, W. Driesen, and U. Simu, “A review on actuation principles for few cubic millimeter sized mobile micro-robots,” 10th Int. Conf. New Actuators (Actuator 2006), pp. 374–381, 2006.
[40] T. Xu, J. Yu, X. Yan, H. Choi, and L. Zhang, “Magnetic actuation based motion control for microrobots: An overview,” Micromachines, vol. 6, no. 9, pp. 1346–1364, 2015.
[41] K. E. Peyer, S. Tottori, F. Qiu, L. Zhang, and B. J. Nelson, “Magnetic helical micromachines,” Chem. - A Eur. J., vol. 19, no. 1, pp. 28–38, 2013.
[42] M. Hassanalian and A. Abdelkefi, “Classifications, applications, and design challenges of drones: A review,” Prog. Aerosp. Sci., no. November 2016, 2017.
[43] H. Ceylan, J. Giltinan, K. Kozielski, and M. Sitti, “Mobile Microrobots for Bioengineering Applications,” Lab Chip, 2017.
[44] K. E. Peyer, L. Zhang, and B. J. Nelson, “Bio-inspired magnetic swimming microrobots for biomedical applications.,” Nanoscale, vol. 5, no. 4, pp. 1259–72, 2013.
[45] M. M. Stanton and S. Sánchez, “Pushing Bacterial Biohybrids to In Vivo Applications,” Trends Biotechnol., vol. xx, pp. 2–5, 2017.
[46] L. Zheng, L. guo Chen, H. bo Huang, X. peng Li, and L. lei Zhang, “An overview of magnetic micro-robot systems for biomedical applications,” Microsyst. Technol., vol. 22, no. 10, pp. 2371–2387, 2016.
[47] I. L. Sokolov, V. R. Cherkasov, A. A. Tregubov, S. R. Buiucli, and M. P. Nikitin, “Smart materials on the way to theranostic nanorobots: Molecular machines and nanomotors, advanced biosensors, and intelligent vehicles for drug delivery,” Biochim. Biophys. Acta - Gen. Subj., no. in-press, 2017.
[48] L. Dong, A. Subramanian, and B. J. Nelson, “Carbon nanotubes for nanorobotics,” Nano Today, vol. 2, no. 6, pp. 12–21, 2007.
[49] A. Dewan, S. U. Ay, M. N. Karim, and H. Beyenal, “Alternative power sources for remote sensors: A review,” Journal of Power Sources, vol. 245. 2014.

223
[50] J. G. S. Moo, C. C. Mayorga-Martinez, H. Wang, B. Khezri, W. Z. Teo, and M. Pumera, “Nano/Microrobots Meet Electrochemistry,” Adv. Funct. Mater., p. 1604759, 2017.
[51] M. Wehner, R. L. Truby, D. J. Fitzgerald, B. Mosadegh, G. M. Whitesides, J. A. Lewis, and R. J. Wood, “An integrated design and fabrication strategy for entirely soft, autonomous robots,” Nature, vol. 536, no. 7617, pp. 451–455, 2016.
[52] D. Rus and M. T. Tolley, “Design, fabrication and control of soft robots,” Nature, vol. 521, no. 7553, pp. 467–475, 2015.
[53] L. Hines, K. Petersen, G. Z. Lum, and M. Sitti, “Soft Actuators for Small‐ Scale Robotics,” Adv. Mater., 2016.
[54] E. P. Furlani, Permanent Magnet and Electromechanical Devices: Materials, Analysis, and Applications. Academic Press, 2001.
[55] E. Y. Tsymbal, “Section 6: Magnetostatics,” 2015.
[56] J. M. Camacho and V. Sosa, “Alternative method to calculate the magnetic field of permanent magnets with azimuthal symmetry,” Rev. Mex. Fis. E, vol. 59, no. 1, pp. 8–17, 2013.
[57] G. Xiao-fan, Y. Yong, and Z. Xiao-jing, “Analytic expression of magnetic field distribution of rectangular permanent magnets,” Appl. Math. Mech., vol. 25, no. 3, pp. 297–306, 2004.
[58] M. Getzlaff, Fundamentals of magnetism. Springer, 2008.
[59] a. Smith, K. K. Nielsen, D. V. Christensen, C. R. H. Bahl, R. Bjørk, and J. Hattel, “The demagnetizing field of a nonuniform rectangular prism,” J. Appl. Phys., vol. 107, pp. 1–8, 2010.
[60] A. Aharoni, “Demagnetizing factors for rectangular ferromagnetic prisms,” J. Appl. Phys., vol. 83, no. 6, p. 3432, 1998.
[61] A. Aharoni, “‘Local’ Demagnetization in a Rectangular Ferromagnetic Prism,” Phys. Status Solidi, vol. 229, no. 3, pp. 1413–1416, 2002.
[62] A. Aharoni, L. Pust, and M. Kief, “Comparing theoretical demagnetizing factors with the observed saturation process in rectangular shields,” J. Appl. Phys., vol. 87, no. 9, pp. 6564–6566, 2000.
[63] B. C. Dodrill, “Measurements with a VSM,” 2015.
[64] W. C. Patterson, “Of magnetic imaging system experiments and micro electro-mechanical systems ‘of mise and MEMS,’” Doctoral dissertation, University of Florida, 2015.
[65] W. C. Patterson, N. Garraud, E. E. Shorman, and D. P. Arnold, “A magneto-optical microscope for quantitative measurement of magnetic microstructures,” Rev. Sci. Instrum., vol. 86, no. 9, 2015.

224
[66] Camilo, Velez, Isaac, Torres-Díaz, Lorena, Maldonado-Camargo, Carlos, Rinaldi, D. P, and Arnold, “Magnetic Assembly and Cross-Linking of Nanoparticles for Releasable Magnetic Microstructures,” ACS Nano, vol. 9, no. 10, pp. 10165–10172, Oct. 2015.
[67] O. D. Oniku, A. Garraud, E. Shorman, W. C. Patterson, and D. P. Arnold, “Modeling of a Micromagnetic Imprinting Process,” in Tech. Dig. Solid-State Sensors, Actuators, and Microsystems Workshop (Hilton Head 2014), 2014, pp. 187–190.
[68] R. Bjørk, C. R. H. Bahl, a. Smith, and N. Pryds, “Comparison of adjustable permanent magnetic field sources,” J. Magn. Magn. Mater., vol. 322, no. 22, pp. 3664–3671, 2010.
[69] C. Velez, R. E. Carroll, and D. P. Arnold, “Direct measurement and microscale mapping of nanoNewton to milliNewton magnetic forces,” AIP Adv., vol. 7, no. 5, pp. 56809-1-56809–6, May 2017.
[70] S. Fahlbusch and S. Fatikow, “Force sensing in microrobotic systems-an overview,” 1998 IEEE Int. Conf. Electron. Circuits Syst. Surfing Waves Sci. Technol., vol. 3, pp. 259–262, 1998.
[71] Z. L. Z. Lu, P. C. Y. Chen, and W. L. W. Lin, “Force Sensing and Control in Micromanipulation,” IEEE Trans. Syst. Man Cybern. Part C Appl. Rev., vol. 36, no. 6, pp. 713–724, 2006.
[72] S. Alvo, P. Lambert, M. Gauthier, and S. Régnier, “A van der Waals Force-Based Adhesion Model for Micromanipulation,” J. Adhes. Sci. Technol., vol. 24, no. 15–16, pp. 2415–2428, 2010.
[73] C. Kian Ti, “Control of micromanipulation in the presence of van der Waals force,” National University of Singapore, 2003.
[74] M. Gauthier, N. Chaillet, S. Régnier, and P. Rougeot, “Analysis of forces for micromanipulations in dry and liquid media,” J. Micromechatronics, vol. 3, no. 3, pp. 389–413, 2006.
[75] K. Komvopoulos, “Surface engineering and microtribology for microeleetromechanical systems,” Wear, vol. 200, pp. 305–327, 1996.
[76] M. Hejazian, W. Li, and N.-T. Nguyen, “Lab on a chip for continuous-flow magnetic cell separation,” Lab Chip, vol. 15, no. 4, pp. 959–970, 2015.
[77] A. Garraud, C. Velez, Y. Shah, N. Garraud, B. Kozissnik, E. G. Yarmola, K. D. Allen, J. Dobson, and D. P. Arnold, “Investigation of the capture of magnetic particles from high-viscosity fluids using permanent magnets,” IEEE Trans. Biomed. Eng., vol. 63, no. 2, pp. 372–378, 2016.
[78] T. H. Boyer, “The force on a magnetic dipole,” Am. J. Phys., vol. 56, no. 8, pp. 688–692, 1988.
[79] L. Vaidman, “Torque and force on a magnetic dipole,” Am. J. Phys., vol. 58, no. 10, pp. 978–983, 1990.

225
[80] C. S. Siyambalapitiya, “Model and Validation of Static and Dynamic Behavior of Passive Diamagnetic Levitation for Energy Harvesting,” University of South Florida, 2012.
[81] J. J. Abbott, O. Ergeneman, M. P. Kummer, A. M. Hirt, and B. J. Nelson, “Modeling magnetic torque and force for controlled manipulation of soft-magnetic bodies,” IEEE Trans. Robot., vol. 23, no. 6, pp. 1247–1252, 2007.
[82] J.-P. Akoun, G.; Yonnet, “3D analytical calculation of the forces exerced between two cuboidal magnets,” Magn. IEEE Trans., vol. MAG-20, no. 5, pp. 1962–1964, 1984.
[83] J. S. Agashe and D. P. Arnold, “A study of scaling and geometry effects on the forces between cuboidal and cylindrical magnets using analytical force solutions,” J. Phys. D. Appl. Phys., vol. 42, pp. 099801–099801, 2009.
[84] H. Allag, J. P. Yonnet, and M. E. H. Latreche, “3D analytical calculation of forces between linear halbach-type permanent-magnet arrays,” 2009 8th Int. Symp. Adv. Electromechanical Motion Syst. Electr. Drives Jt. Symp. ELECTROMOTION 2009, no. July, pp. 1–3, 2009.
[85] W. Robertson, B. Cazzolato, and A. Zander, “Parameters for optimizing the forces between linear multipole magnet arrays,” IEEE Magn. Lett., vol. 1, 2010.
[86] W. Robertson, B. Cazzolato, and A. Zander, “A public framework for calculating the forces between magnets and multipole arrays of magnets,” Unpublished, pp. 1–6, 2010.
[87] D. C. Jiles, Introduction to Magnetism and Magnetic Materials, Second. Chapman & Hall/CRC, 1990.
[88] S. Earnshow, “On the Nature of the Molecular Forces which Regulate the Constitution of the Luminiferous Ether,” Transactions of the Cambridge, Philosophical Society, vol. 7. pp. 97–112, 1842.
[89] W. Braunbek, “Freischwebende Körper im elektrischen und magnetischen Feld,” Zeitschrift für Phys., vol. 112, no. 11–12, pp. 753–763, 1939.
[90] G. Kustler, “Diamagnetic levitation - Historical milestones,” Rev. Roum. Des Sci. Tech. Electrotech. Energ., vol. 52, no. 3, pp. 265–282, 2007.
[91] M. D. Simon and A. K. Geim, “Diamagnetic levitation: Flying frogs and floating magnets (invited),” J. Appl. Phys., vol. 87, no. 9, pp. 6200–6204, 2000.
[92] F. Barrot, “Acceleration and Inclination Sensors Based on Magnetic Levitation . Application in the Particular Case of Structural Health Monitoring in Civil Engineering,” École Polytechnique Fédérale de Lausanne, 2008.
[93] H. Bleuler, R. Moser, and J. Sandtner, “Diamagnetic suspension system for small rotors,” J. Micromechatronics, vol. 1, no. 2, pp. 131–137, Jan. 2001.
226
[94] H. Chetouani, B. Delinchant, and G. Reyne, “Efficient modeling approach for optimization of a system based on passive diamagnetic levitation as a platform for bio-medical applications,” COMPEL Int. J. Comput. Math. Electr. Electron. Eng., vol. 26, no. 2, pp. 345–355, 2007.
[95] F. Barrot, J. Sandtner, and H. Bleuler, “Acceleration Sensor Based on Diamagnetic Levitation,” IUTAM Symp. Vib. Control Nonlinear Mech. Struct., pp. 81–90, 2005.
[96] M. V Berry and A. K. Geim, “Of flying frogs and levitrons,” Eur. J. Phys., vol. 18, no. 4, pp. 307–313, 1997.
[97] R. D. Waldron, “Diamagnetic levitation using pyrolytic graphite,” Rev. Sci. Instrum., vol. 37, no. 1, pp. 29–35, 1966.
[98] H. D. Young and F. W. Sears, University physics. Extended version with modern physics. Addison-Wesley Pub. Co, 1992.
[99] G. Küstler, “Extraordinary levitation height in a weight compensated diamagnetic levitation system with permanent magnets,” IEEE Trans. Magn., vol. 48, no. 6, pp. 2044–2048, 2012.
[100] R. Moser, F. Barrot, J. Sandtner, and H. Bleuler, “Optimization of Two-Dimensional Permanent Magnet Arrays for Diamagnetic Levitation,” Int. Conf. Magn. Levitated Syst. Linear Drives, pp. 1–5, 2002.
[101] G. Küstler, “Diamagnetic levitation of pyrolytic graphite over monolithic NdFeB magnet,” Electron. Lett., vol. 50, no. 18, pp. 1289–1290, 2014.
[102] C. Emil, “Permanent Magnet Levitation Stabilized by Diamagnetic Materials: A case-study,” in Sixth International Conference on Computational Electromagnetics : CEM 2006, 2006, vol. 146, p. 633.
[103] M. Boukallel, J. Abadie, E. Piat, and A. Savary, “Levitated micro-nano force sensor using diamagnetic materials magnetic materials,” Proc. IEEE Int. Conf. Robot. Autom., pp. 3219–3224, 2003.
[104] D. B. Wilmink, “Theoretical and experimental investigations into magnetic levitation systems,” University of Adelaide, Australia, 2015.
[105] A. Minhaj, H. Fahad, H. Emdadul, O. Farrok, and M. Mynuddin, “Design and Construction of a Magnetic Levitation System Using Programmable Logic Controller,” Am. J. Mech. Eng., vol. 4, no. 3, p. 8, 2016.
[106] M. B. Khamesee, N. Kato, Y. Nomura, and T. Nakamura, “Design and control of a microrobotic system using magnetic levitation,” IEEE/ASME Trans. Mechatronics, vol. 7, no. 1, pp. 1–14, 2002.
[107] H. B. Profijt, C. Pigot, G. Reyne, R. M. Grechishkin, and O. Cugat, “Stable diamagnetic self-levitation of a micro-magnet by improvement of its magnetic gradients,” J. Magn. Magn. Mater., vol. 321, no. 4, pp. 259–262, 2009.

227
[108] E. Cazacu and I. Nemoianu, “Estimation of the influence terms involved in static diamagnetic levitation,” Rev. Roum. Des Sci. Tech. Electrotech. Energ., pp. 283–290, 2007.
[109] R. E. Pelrine, “Room temperature, open-loop levitation of microdevices using\ndiamagnetic materials,” IEEE Proc. Micro Electro Mech. Syst. An Investig. Micro Struct. Sensors, Actuators, Mach. Robot., pp. 1–4, 1990.
[110] R. Pelrine, A. Wong-Foy, B. McCoy, D. Holeman, R. Mahoney, G. Myers, J. Herson, and T. Low, “Diamagnetically levitated robots: An approach to massively parallel robotic systems with unusual motion properties,” Proc. - IEEE Int. Conf. Robot. Autom., pp. 739–744, 2012.
[111] H.-J. Butt, B. Cappella, and M. Kappl, “Force measurements with the atomic force microscope: Technique, interpretation and applications,” Surf. Sci. Rep., vol. 59, no. 1–6, pp. 1–152, 2005.
[112] F. A. Ferri, M. D. A. P. Da Silva, and E. M. Junior, “Magnetic Force Microscopy : Basic Principles and Applications,” At. Force Microsc. - Imaging, Meas. Manip. Surfaces At. Scale, 2012.
[113] T. Göddenhenrich, U. Hartmann, and C. Heiden, “Generation and imaging of domains with the magnetic force microscope,” Ultramicroscopy, vol. 42–44, no. PART 1, pp. 256–261, 1992.
[114] P. Grütter, D. Rugar, and H. J. Mamin, “Magnetic force microscopy of magnetic materials Sample,” Ultramicroscopy, vol. 47, pp. 393–399, 1992.
[115] U. Hartmann, “Magnetic force microscopy,” Russ. Chem. Rev., vol. 68, no. 3, pp. 165–170, 1999.
[116] U. Hartmann, T. Göddenhenrich, and C. Heiden, “Magnetic force microscopy: Current status and future trends,” J. Magn. Magn. Mater., vol. 101, no. 1–3, pp. 263–270, 1991.
[117] H. J. Hug, B. Stiefel, P. J. A. van Schendel, A. Moser, R. Hofer, S. Martin, H.-J. Güntherodt, S. Porthun, L. Abelmann, J. C. Lodder, G. Bochi, and R. C. OHandley, “Quantitative magnetic force microscopy on perpendicularly magnetized samples,” J. Appl. Phys., vol. 83, no. 11, pp. 5609–5620, 1998.
[118] M. R. Koblischka and U. Hartmann, “Recent advances in magnetic force microscopy,” Ultramicroscopy, vol. 97, no. 1–4, pp. 103–112, 2003.
[119] B. Moskowitz, “Magnetic Force Microscopy Techniques and Applications University of Minnesota,” in International Conference on Rock Magnetism and its Earth Science Applications, 2008.
[120] A. Schwarz and R. Wiesendanger, “Magnetic sensitive force microscopy,” Nano Today, vol. 3, no. 1–2, pp. 28–39, 2008.

228
[121] J. J. Sáenz, N. García, P. Grütter, E. Meyer, H. Heinzelmann, R. Wiesendanger, L. Rosenthaler, H. R. Hidber, and H. J. Güntherodt, “Observation of magnetic forces by the atomic force microscope,” J. Appl. Phys., vol. 62, no. 10, pp. 4293–4295, 1987.
[122] J. A. Sidles, J. L. Garbini, K. J. Bruland, D. Rugar, O. Zger, S. Hoen, and C. S. Yannoni, “Magnetic resonance force microscopy,” Rev. Mod. Phys., vol. 67, no. 1, pp. 249–265, 1995.
[123] Y. Martin and H. K. Wickramasinghe, “Magnetic imaging by ‘force microscopy’ with 1000 ?? resolution,” Appl. Phys. Lett., vol. 50, no. 20, pp. 1455–1457, 1987.
[124] Q. Liang, D. Zhang, G. Coppola, Y. Wang, S. Wei, and Y. Ge, “Multi-dimensional MEMS/micro sensor for force and moment sensing: A review,” IEEE Sens. J., vol.
14, no. 8, pp. 2643–2657, 2014.
[125] Y. Wei and Q. Xu, “An overview of micro-force sensing techniques,” Sensors Actuators, A Phys., vol. 234, pp. 359–374, 2015.
[126] R. J. J. J. Wood and R. S. S. S. Fearing, “Flight Force Measurements for a Micromechanical Flying Insect,” Proc. 2001 IEEE/RSJ Int. Conf. Intell. Robot. Syst. Expand. Soc. Role Robot. Next Millenn. (Cat. No.01CH37180), pp. 355–362, 2001.
[127] D. J. Cappelleri, G. Krishnan, C. Kim, V. Kumar, and S. Kota, “Toward the Design of a Decoupled, Two-Dimensional, Vision-Based μN Force Sensor,” J. Mech. Robot., vol. 2, no. 2, p. 21010, 2010.
[128] D. J. Cappelleri, G. Piazza, and V. Kumar, “Two-dimensional, vision-based µN force sensor for microrobotics,” {IEEE} Int. Conf. Robot. Autom., pp. 1016–1021, 2009.
[129] Y. H. Anis, J. K. Mills, and W. L. Cleghorn, “Vision-based measurement of microassembly forces,” J. Micromechanics Microengineering, vol. 16, no. 8, pp. 1639–1652, 2006.
[130] S. Muntwyler, F. Beyeler, and B. J. Nelson, “Three-axis micro-force sensor with tunable force range and sub-micronewton measurement uncertainty,” Proc. - IEEE Int. Conf. Robot. Autom., pp. 3165–3170, 2010.
[131] F. Beyeler, S. Muntwyler, and B. J. Nelson, “A Six-Axis MEMS Force – Torque Sensor With Micro-Newton and Nano-newtonmeter Resolution,” J. Microelectromechanical Syst., vol. 18, no. 2, pp. 433–441, 2009.
[132] P. Ripka and M. Janosek, “Advances in Magnetic Field Sensors,” IEEE Sens. J., vol. 10, no. 6, pp. 1108–1116, 2010.
[133] W. C. Patterson, N. Garraud, E. E. Shorman, and D. P. Arnold, “A magneto-optical microscope for quantitative measurement of magnetic microstructures,” Rev. Sci. Instrum., vol. 86, no. 9, pp. 1–10, 2015.

229
[134] L. Wang, M. Dkhil, A. Bolopion, P. Rougeot, S. Régnier, and M. Gauthier, “Simulation and Experiments on Magnetic MicroForces for Magnetic MicroRobots Applications,” in International Conference on Manipulation, Manufacturing and Measurement on the Nanoscale (3M-NANO), 2013, no. 26–30 August, pp. 15–20.
[135] G. Hwang, I. A. Ivan, J. Agnus, H. Salmon, S. Alvo, N. Chaillet, S. Régnier, and A. M. Haghiri-Gosnet, “Mobile microrobotic manipulator in microfluidics,” Sensors Actuators, A Phys., vol. 215, pp. 56–64, 2014.
[136] O. D. Oniku, B. Qi, and D. P. Arnold, “Electroplated thick-film cobalt platinum permanent magnets,” J. Magn. Magn. Mater., 2016.
[137] C. Velez, W. C. Patterson, and D. P. Arnold, “Simulation and experimental validation of a selective magnetization process for batch-patterning magnetic layers,” J. Phys. Conf. Ser., vol. 660, pp. 3–7, 2015.
[138] N. M. Dempsey, “Hard Magnetic Materials for MEMS Applications,” in Nanoscale Magnetic Materials and Applications, 2009, pp. 661–680.
[139] T. M. Liakopoulos, W. Zhang, and C. H. Ahn, “Micromachined Thick Permanent Magnet Arrays on Silicon Wafers,” IEEE Trans. Magn., vol. 32, no. 5, pp. 5154–5156, 1996.
[140] H. Guckel, K. J. Skrobis, T. R. Christenson, J. Klein, S. Han, B. Choi, E. G. Lovell, and T. W. Chapman, “Fabrication and testing of the planar magnetic micromotor,” J. Micromechanics Microengineering, vol. 1, no. 3, pp. 135–138, 1991.
[141] C. H. Ahn, Y. J. Kim, and M. G. Allen, “Planar variable reluctance magnetic micromotor with fully integrated stator and coils,” J. Microelectromechanical Syst., vol. 2, no. 4, pp. 165–173, 1993.
[142] B. Wagner, M. Kreutzer, and W. Benecke, “Linear and rotational magnetic micromotors fabricated using silicon technology,” in Proceedings IEEE Micro Electro Mechanical Systems, 1992, pp. 183–189.
[143] D. P. Arnold, N. Wang, and S. Member, “Permanent Magnets for MEMS,” J. Micromechanical Syst., vol. 18, no. 6, pp. 1255–1266, 2009.
[144] D. P. Arnold, “Review of microscale magnetic power generation,” IEEE Trans. Magn., vol. 43, no. 11, pp. 3940–3951, 2007.
[145] R. L. Harne and K. W. Wang, “A review of the recent research on vibration energy harvesting via bistable systems,” Smart Mater. Struct., vol. 22, no. 2, p. 23001, 2013.
[146] A. Amar, A. Kouki, and H. Cao, “Power Approaches for Implantable Medical Devices,” Sensors, vol. 15, no. 11, pp. 28889–28914, 2015.
[147] E. Romero, R. O. Warrington, and M. R. Neuman, “Energy scavenging sources for biomedical sensors,” Physiol. Meas., vol. 30, no. 9, pp. R35–R62, 2009.
[148] E. Romero, Powering Biomedical Devices. Academic Press, 2013.

230
[149] K. Halbach, “Design of permanent multipole magnets with oriented rare earth cobalt material,” Nucl Instrum Methods, vol. 169, no. 3, pp. 1–10, 1980.
[150] K. Yamaguchi, T. Fujita, Y. Tanaka, N. Takehira, K. Sonoda, K. Kanda, and K. Maenaka, “MEMS Batch Fabrication of the Bipolar Micro Magnet Array for Electromagnetic Vibration Harvester,” J. Phys. Conf. Ser., vol. 557, p. 12033, 2014.
[151] F. Herrault, B. C. Yen, C. Ji, Z. S. Spakovszky, J. H. Lang, and M. G. Allen, “Fabrication and Performance of Silicon-Embedded,” J. Micromechanical Syst., vol. 19, no. 1, pp. 4–13, 2010.
[152] B. a Peterson, W. C. Patterson, F. Herrault, D. P. Arnold, and M. G. Allen, “Laser-Micromachined Permanent Magnet Arrays With Spatially Alternating Magnetic Field Distribution,” in PowerMEMS, 2012, pp. 2–5.
[153] P. Chen, Y.-Y. Huang, G. Bhave, K. Hoshino, and X. Zhang, “Inkjet-Print Micromagnet Array on Glass Slides for Immunomagnetic Enrichment of Circulating Tumor Cells,” Ann. Biomed. Eng., 2015.
[154] S. Merzaghi, C. Koechli, and Y. Perriard, “Development of a hybrid MEMS BLDC micromotor,” IEEE Trans. Ind. Appl., vol. 47, no. 1, pp. 3–11, 2011.
[155] C. D. Riley, G. W. Jewell, and D. Howe, “The design and analysis of axial field multipole impulse magnetizing fixtures,” J. Appl. Phys., vol. 83, no. 1998, pp. 7112–7114, 1998.
[156] J. Töpfer, B. Pawlowski, H. Beer, K. Plötner, P. Hofmann, and J. Herrfurth, “Multi-pole magnetization of NdFeB magnets for magnetic micro-actuators and its characterization with a magnetic field mapping device,” J. Magn. Magn. Mater., vol. 270, pp. 124–129, 2004.
[157] J. B. Tracy and T. M. Crawford, “Magnetic field-directed self-assembly of magnetic nanoparticles,” MRS Bull., vol. 38, no. 11, pp. 915–920, Nov. 2013.
[158] P. A. Gilles, J. Delamare, and O. Cugat, “Rotor for a brushless micromotor,” J. Magn. Magn. Mater., vol. 242–245, no. PART II, pp. 1186–1189, 2002.
[159] H. Raisigel, O. Cugat, and J. Delamare, “Permanent magnet planar micro-generators,” Sensors Actuators A Phys., vol. 130–131, pp. 438–444, 2006.
[160] F. M. F. Rhen, E. Backen, and J. M. D. Coey, “Thick-film permanent magnets by membrane electrodeposition,” J. Appl. Phys., vol. 97, no. 11, p. 113908, 2005.
[161] F. Dumas-Bouchiat, L. F. Zanini, M. Kustov, N. M. Dempsey, R. Grechishkin, K. Hasselbach, J. C. Orlianges, C. Champeaux, A. Catherinot, and D. Givord, “Thermomagnetically patterned micromagnets,” Appl. Phys. Lett., vol. 96, no. 10, pp. 3–6, 2010.

231
[162] M. Kustov, P. Laczkowski, D. Hykel, K. Hasselbach, F. Dumas-Bouchiat, D. O’Brien, P. Kauffmann, R. Grechishkin, D. Givord, G. Reyne, O. Cugat, and N. M. Dempsey, “Magnetic characterization of micropatterned Nd–Fe–B hard magnetic films using scanning Hall probe microscopy,” J. Appl. Phys., vol. 108, no. 6, p. 63914, 2010.
[163] O. Osman, S. Toru, F. Dumas-Bouchiat, N. M. Dempsey, N. Haddour, L.-F. Zanini, F. Buret, G. Reyne, and M. Frenea-Robin, “Microfluidic immunomagnetic cell separation using integrated permanent micromagnets,” Biomicrofluidics, vol. 7, no. 5, p. 54115, 2013.
[164] N. M. Dempsey, D. Roy, H. Marelli-Mathevon, G. Shaw, a. Dias, R. B. G. Kramer, V. Cuong, M. Kustov, L. F. Zanini, C. Villard, K. Hasselbach, C. Tomba, F. Dumas-Bouchiat, D. Le Roy, H. Marelli-Mathevon, G. Shaw, a. Dias, R. B. G. Kramer, L. Viet Cuong, M. Kustov, L. F. Zanini, C. Villard, K. Hasselbach, C. Tomba, and F. Dumas-Bouchiat, “Micro-magnetic imprinting of high field gradient magnetic flux sources,” Appl. Phys., vol. 104, no. 26, p. 262401, 2014.
[165] L. F. Zanini, N. M. Dempsey, D. Givord, G. Reyne, and F. Dumas-Bouchiat, “Autonomous micro-magnet based systems for highly efficient magnetic separation,” Appl. Phys. Lett., vol. 99, no. 23, p. 232504, 2011.
[166] L. F. Zanini, O. Osman, M. Frenea-Robin, N. Haddour, N. M. Dempsey, G. Reyne, and F. Dumas-Bouchiat, “Micromagnet structures for magnetic positioning and alignment,” J. Appl. Phys., vol. 111, no. 7, p. 07B312, 2012.
[167] J. Pivetal, D. Royet, G. Ciuta, M. Frenea-Robin, N. Haddour, N. M. Dempsey, F. Dumas-Bouchiat, and P. Simonet, “Micro-magnet arrays for specific single bacterial cell positioning,” 10th Int. Conf. Sci. Clin. Appl. Magn. Carriers 10-14 June, 2014, Dresden, Ger., vol. 380, no. 0, pp. 72–77, 2015.
[168] R. Fujiwara, T. Shinshi, and E. Kazawa, “Micromagnetization patterning of sputtered NdFeB/Ta multilayered films utilizing laser assisted heating,” Sensors Actuators A Phys., vol. 220, pp. 298–304, 2014.
[169] J. Fassbender and J. McCord, “Magnetic patterning by means of ion irradiation and implantation,” J. Magn. Magn. Mater., vol. 320, no. 3–4, pp. 579–596, 2008.
[170] E. Menéndez, M. O. Liedke, J. Fassbender, T. Gemming, A. Weber, L. J. Heyderman, K. V. Rao, S. C. Deevi, S. Suriñach, M. D. Baró, J. Sort, and J. Nogués, “Direct Magnetic Patterning due to the Generation of Ferromagnetism by Selective Ion Irradiation of Paramagnetic FeAl Alloys,” Small, vol. 5, no. 2, pp. 229–234, 2008.
[171] D. G. Merkel, L. Bottyán, F. Tanczik, Z. Zolnai, N. Nagy, G. Vértesy, J. Waizinger, and L. Bommer, “Magnetic patterning perpendicular anisotropy FePd alloy films by masked ion irradiation,” J. Appl. Phys., vol. 109, no. 12, pp. 1–7, 2011.
[172] B. D. Terris, D. Weller, L. Folks, J. E. E. Baglin, a. J. Kellock, H. Rothuizen, and P. Vettiger, “Patterning magnetic films by ion beam irradiation,” J. Appl. Phys., vol. 87, no. 9, p. 7004, 2000.

232
[173] C. Vieu, J. Gierak, H. Launois, T. Aign, P. Meyer, J. P. Jamet, J. Ferre, C. Chappert, V. Mathet, and H. Bernas, “High resolution magnetic patterning using focused ion beam irradiation,” J. Chem. Inf. Model., vol. 53, pp. 1689–1699, 2013.
[174] Y. G. Wang and Y. Z. Huang, “Magnetic Patterning of Co/Pt Multilayers by Ga+ Ion Irradiation,” J. Electron. Mater., vol. 38, no. 3, pp. 468–474, 2008.
[175] D. P. Arnold, S. Das, J. Park, I. Zana, J. H. Lang, and M. G. Allen, “Microfabricated High-Speed Axial-Flux Multiwatt Permanent-Magnet Generators—Part II: Design, Design , Fabrication , and Testing,” Ieee Trans. Microelectromechanical Syst., vol. 15, no. 5, pp. 1351–1363, 2006.
[176] I. Zana, F. Herrault, D. Arnold, and M. Allen, “Magnetic patterning of permanent-magnet rotors for microscale motor/generators,” in Tech. Dig. 5th Int. Workshop on Micro and Nanotechnology for Power Generation and Energy Conversion Apps. PowerMEMS 2005, 2005, no. 404, pp. 0–3.
[177] O. Oniku, R. Regojo, Z. Kaufman, W. C. Patterson, and D. P. Arnold, “Batch Patterning of SubMillimeter Features in Hard Magnetic Films Using Pulsed Magnetic Fields and Soft Magnetizing Heads,” IEEE Trans. Magn., vol. 49, no. 7, pp. 4116–4119, Jul. 2013.
[178] B. a. Peterson, O. D. Oniku, W. C. Patterson, D. Le Roy, a. Garraud, F. Herrault, N. M. Dempsey, D. P. Arnold, and M. G. Allen, “Technology Development for Short-period Magnetic Undulators,” Phys. Procedia, vol. 52, pp. 36–45, 2014.
[179] O. D. Oniku, P. V. Ryiz, A. Garraud, and D. P. Arnold, “Imprinting of fine-scale magnetic patterns in electroplated hard magnetic films using magnetic foil masks,” J. Appl. Phys., vol. 115, no. 17, p. 17A718, 2014.
[180] A. Garraud, O. D. Oniku, W. C. Patterson, E. Shorman, D. Le Roy, N. M. Dempsey, and D. P. Arnold, “Microscale magnetic patterning of hard magnetic films using microfabricated magnetizing masks,” in 2014 IEEE 27th International Conference on Micro Electro Mechanical Systems (MEMS), 2014, pp. 520–523.
[181] M. D. Roberts, L. W. Fullerton, D. P. Machado, D. Mize, and K. Loum, “Magnetic structure production,” US 8648681 B2, 2014.
[182] O. D. Oniku, A. Garraud, E. E. Shorman, W. C. Patterson, and D. P. Arnold, “Modeling of a micromagnetic imprinting process,” in Tech. Dig. Solid-State Sensors, Actuators, and Microsystems Workshop (Hilton Head 2014), 2014, pp.
187–190.
[183] A. Garraud, O. D. Oniku, W. C. Patterson, E. Shorman, D. Le Roy, N. M. Dempsey, and D. P. Arnold, “Microscale magnetic patterning of hard magnetic films using microfabricated magnetizing masks,” in MEMS 2014, 2014, pp. 520–523.
[184] O. D. Oniku, P. V. Ryiz, A. Garraud, and D. P. Arnold, “Imprinting of fine-scale magnetic patterns in electroplated hard magnetic films using magnetic foil masks,” J. Appl. Phys., vol. 115, no. 17, p. 17A718, May 2014.

233
[185] E. O. Samwel, P. R. Bissell, and J. C. Lodder, “Remanent magnetic measurements on perpendicular recording materials with compensation for demagnetizing fields,” J. Appl. Phys., vol. 73, no. 3, pp. 1353–1359, 1993.
[186] E. Peli, “Contrast in complex images.,” J. Opt. Soc. Am. A., vol. 7, no. 10, pp. 2032–2040, 1990.
[187] Q. Dai and A. Nelson, “Magnetically-responsive self assembled composites.,” Chem. Soc. Rev., vol. 39, no. 11, pp. 4057–66, Nov. 2010.
[188] A. N. Shipway, E. Katz, and I. Willner, “Nanoparticle Arrays on Surfaces for Electronic , Optical , and Sensor Applications,” ChemPhysChem, vol. 1, pp. 18–52, 2000.
[189] M. Chirita and I. Grozescu, “Fe 2 O 3 – Nanoparticles , Physical Properties and Their Photochemical And Photoelectrochemical Applications,” Chem Bull Politeh. Univ Timsisoara, vol. 54, no. 68, pp. 1–8, 2009.
[190] G. K. Kouassi and J. Irudayaraj, “Magnetic and Gold-Coated Magnetic Nanoparticles As a DNA Sensor Magnetic and Gold-Coated Magnetic Nanoparticles As a DNA Sensor,” Society, vol. 78, no. 10, pp. 3234–3241, 2006.
[191] S. Qu, J. Wang, J. Kong, P. Yang, and G. Chen, “Magnetic loading of carbon nanotube/nano-Fe3O4 composite for electrochemical sensing,” Talanta, vol. 71, no. 3, pp. 1096–1102, 2007.
[192] J. L. Gong, Y. Liang, Y. Huang, J. W. Chen, J. H. Jiang, G. L. Shen, and R. Q. Yu, “Ag/SiO2 core-shell nanoparticle-based surface-enhanced Raman probes for immunoassay of cancer marker using silica-coated magnetic nanoparticles As separation tools,” Biosens. Bioelectron., vol. 22, no. 7, pp. 1501–1507, 2007.
[193] J. Wang, A. Munir, Z. Zhu, and H. S. Zhou, “Magnetic Nanoparticle Enhanced Suface Plasmon Resonance Sensing and Its Application for the Ultrasensitive Detection of Magnetic Nanoparticle-Enriched Small Molecules,” Anal. Chem., vol. 82, no. 16, pp. 6782–6789, 2010.
[194] J. Kim, S. E. Chung, S.-E. Choi, H. Lee, J. Kim, and S. Kwon, “Programming magnetic anisotropy in polymeric microactuators.,” Nat. Mater., vol. 10, no. 10, pp. 747–52, Oct. 2011.
[195] D. F. Emerich and C. G. Thanos, “The pinpoint promise of nanoparticle-based drug delivery and molecular diagnosis.,” Biomol. Eng., vol. 23, no. 4, pp. 171–84, Sep. 2006.
[196] A. Yethiraj, J. H. J. Thijssen, A. Wouterse, and A. Van Blaaderen, “Large-Area Electric-Field-Induced Colloidal Single Crystals for Photonic Applications,” Adv. Mater., vol. 16, no. 7, pp. 596–600, 2004.
[197] L. He, Y. Hu, H. Kim, J. Ge, S. Kwon, and Y. Yin, “Magnetic assembly of nonmagnetic particles into photonic crystal structures.,” Nano Lett., vol. 10, no. 11, pp. 4708–4714, Nov. 2010.
234
[198] B. B. Yellen and G. Friedman, “Programmable Assembly of Heterogeneous Colloidal Particle Arrays,” Adv. Mater., vol. 16, no. 2, pp. 111–115, Jan. 2004.
[199] R. M. Erb, H. S. Son, B. Samanta, V. M. Rotello, and B. B. Yellen, “Magnetic assembly of colloidal superstructures with multipole symmetry.,” Nature, vol. 457, no. 7232, pp. 999–1002, Feb. 2009.
[200] Y. Yang, L. Gao, G. P. Lopez, and B. B. Yellen, “Tunable Assembly of Colloidal Crystal Alloys Using Magnetic Nanoparticle Fluids,” ACS Nano, vol. 7, no. 3, pp. 2705–2716, 2013.
[201] M. Wang, L. He, and Y. Yin, “Magnetic field guided colloidal assembly,” Mater. Today, vol. 16, no. 4, pp. 110–116, 2013.
[202] A. F. Demirörs, P. P. Pillai, B. Kowalczyk, and B. a Grzybowski, “Colloidal assembly directed by virtual magnetic moulds.,” Nature, vol. 503, no. 7474, pp. 99–103, Nov. 2013.
[203] S. Biswal and A. Gast, “Mechanics of semiflexible chains formed by poly(ethylene glycol)-linked paramagnetic particles,” Phys. Rev. E, vol. 68, no. 2, p. 21402, Aug. 2003.
[204] S. L. Biswal and A. P. Gast, “Rotational dynamics of semiflexible paramagnetic particle chains.,” Phys. Rev. E. Stat. Nonlin. Soft Matter Phys., vol. 69, p. 41406, 2004.
[205] D. Li, S. Banon, and S. L. Biswal, “Bending dynamics of DNA-linked colloidal particle chains,” Soft Matter, vol. 6, p. 4197, 2010.
[206] S. L. Biswal and A. P. Cast, “Micromixing with linked chains of paramagnetic particles,” Anal. Chem., vol. 76, no. 21, pp. 6448–6455, 2004.
[207] L. F. Zanini, N. M. Dempsey, D. Givord, G. Reyne, and F. Dumas-Bouchiat, “Autonomous micro-magnet based systems for highly efficient magnetic separation,” Appl. Phys. Lett., vol. 99, no. 23, p. 232504, 2011.
[208] B. B. Yellen, O. Hovorka, and G. Friedman, “Arranging matter by magnetic nanoparticle assemblers.,” Proc. Natl. Acad. Sci. U. S. A., vol. 102, no. 25, pp. 8860–8864, Jun. 2005.
[209] Y. Sahoo, M. Cheon, S. Wang, H. Luo, E. P. Furlani, and P. N. Prasad, “Field-directed self-assembly of magnetic nanoparticles,” J.Phys.Chem.B, vol. 108, no. 11, pp. 3380–3383, 2004.
[210] S. Singamaneni, V. N. Bliznyuk, C. Binek, and E. Y. Tsymbal, “Magnetic nanoparticles: recent advances in synthesis, self-assembly and applications,” J. Mater. Chem., vol. 21, no. 42, p. 16819, 2011.
[211] L. He, Y. Hu, X. Han, Y. Lu, Z. Lu, and Y. Yin, “Assembly and Photonic Properties of Superparamagnetic Colloids in Complex Magnetic Fields,” Langmuir, vol. 27, pp. 13444–13450, 2011.

235
[212] O. Kruglova, P.-J. Demeyer, K. Zhong, Y. Zhou, and K. Clays, “Wonders of colloidal assembly,” Soft Matter, vol. 9, no. 38, p. 9072, 2013.
[213] X. Xue and E. P. Furlani, “Template-assisted nano-patterning of magnetic core-shell particles in gradient fields.,” Phys. Chem. Chem. Phys., vol. 16, no. 26, pp. 13306–17, Jul. 2014.
[214] X. Xue and E. P. Furlani, “Analysis of the Dynamics of Magnetic Core–Shell Nanoparticles and Self-Assembly of Crystalline Superstructures in Gradient Fields,” J. Phys. Chem. C, vol. 119, pp. 5714–5726, 2015.
[215] J. Henderson, S. Shi, S. Cakmaktepe, and T. M. Crawford, “Pattern transfer nanomanufacturing using magnetic recording for programmed nanoparticle assembly.,” Nanotechnology, vol. 23, no. 18, p. 185304, May 2012.
[216] L. Ye, B. Qi, T. Pearson, Y. Cordeau, O. T. Mefford, and T. M. Crawford, “Real time monitoring of superparamagnetic nanoparticle self-assembly on surfaces of magnetic recording media,” J. Appl. Phys., vol. 115, no. 17, p. 17B513, May 2014.
[217] L. Ye, B. Terry, O. T. Mefford, C. Rinaldi, and T. M. Crawford, “All-nanoparticle concave diffraction grating fabricated by self-assembly onto magnetically-recorded templates,” Opt. Express, vol. 21, no. 1, pp. 1994–1998, 2013.
[218] Q. A. Pankhurst, J. Connolly, S. K. Jones, and J. Dobson, “Applications of magnetic nanoparticles in biomedicine,” J. Phys. D. Appl. Phys., vol. 36, pp. R167–R181, 2003.
[219] J. Dobson, “Magnetic Nanoparticles for Drug Delivery,” Drug Dev. Res., vol. 67, pp. 55–66, 2006.
[220] T. Hoare, B. P. Timko, J. Santamaria, G. F. Goya, S. Irusta, S. Lau, C. F. Stefanescu, D. Lin, R. Langer, and D. S. Kohane, “Magnetically triggered nanocomposite membranes: A versatile platform for triggered drug release,” Nano Lett., vol. 11, no. 3, pp. 1395–1400, 2011.
[221] C. Sun, J. S. H. Lee, and M. Zhang, “Magnetic nanoparticles in MR imaging and drug delivery,” Adv. Drug Deliv. Rev., vol. 60, no. 11, pp. 1252–1265, 2008.
[222] C. S. Brazel, “Magnetothermally-responsive nanomaterials: Combining magnetic nanostructures and thermally-sensitive polymers for triggered drug release,” Pharm. Res., vol. 26, no. 3, pp. 644–656, 2009.
[223] I. Torres-Diaz, a Cortes, Y. Cedeño-Mattei, O. Perales-Perez, and C. Rinaldi, “Flows and torques in Brownian ferrofluids subjected to rotating uniform magnetic fields in a cylindrical and annular geometry,” Phys. Fluids, vol. 26, no. 1, p. 12004, 2014.
[224] Y. Min, M. Akbulut, K. Kristiansen, Y. Golan, and J. Israelachvili, “The role of interparticle and external forces in nanoparticle assembly.,” Nat. Mater., vol. 7, no. 7, pp. 527–538, 2008.

236
[225] J. Park, K. An, Y. Hwang, J.-G. Park, H.-J. Noh, J.-Y. Kim, J.-H. Park, N.-M. Hwang, and T. Hyeon, “Ultra-large-scale syntheses of monodisperse nanocrystals.,” Nat. Mater., vol. 3, no. 12, pp. 891–895, Dec. 2004.
[226] A. P. Herrera, L. Polo-Corrales, E. Chavez, J. Cabarcas-Bolivar, O. N. C. Uwakweh, and C. Rinaldi, “Influence of aging time of oleate precursor on the magnetic relaxation of cobalt ferrite nanoparticles synthesized by the thermal decomposition method,” J. Magn. Magn. Mater., vol. 328, pp. 41–52, Feb. 2013.
[227] R. Chantrell, J. Popplewell, and S. Charles, “Measurements of particle size distribution parameters in ferrofluids,” IEEE Trans. Magn., vol. 14, no. 5, pp. 975–977, Sep. 1978.
[228] A. López-Cruz, C. Barrera, V. L. Calero-DdelC, and C. Rinaldi, “Water dispersible iron oxide nanoparticles coated with covalently linked chitosan,” J. Mater. Chem., vol. 19, no. 37, p. 6870, 2009.
[229] X. Wang, L. Zhou, Y. Ma, X. Li, and H. Gu, “Control of aggregate size of polyethyleneimine-coated magnetic nanoparticles for magnetofection,” Nano Res., vol. 2, no. 5, pp. 365–372, Mar. 2010.
[230] H. H. P. Yiu, S. C. McBain, Z. a D. Lethbridge, M. R. Lees, and J. Dobson, “Preparation and characterization of polyethylenimine-coated Fe3O4-MCM-48 nanocomposite particles As a novel agent for magnet-assisted transfection.,” J. Biomed. Mater. Res. A, vol. 92, no. 1, pp. 386–392, Jan. 2010.
[231] S. A. Madison and J. O. Carnali, “pH Optimization of Amidation via Carbodiimides,” Ind. Eng. Chem. Res., vol. 52, no. 38, pp. 13547–13555, Sep. 2013.
[232] M. Varón, M. Beleggia, T. Kasama, R. J. Harrison, R. E. Dunin-Borkowski, V. F. Puntes, and C. Frandsen, “Dipolar magnetism in ordered and disordered low-dimensional nanoparticle assemblies.,” Sci. Rep., vol. 3, p. 1234, Jan. 2013.
[233] A. Garraud, O. D. Oniku, W. C. Patterson, E. Shorman, D. Le Roy, N. M. Dempsey, and D. P. Arnold, “Microscale magnetic patterning of hard magnetic films using microfabricated magnetizing masks,” in Proceedings of the IEEE International Conference on Micro Electro Mechanical Systems (MEMS), 2014, pp. 520–523.
[234] M. Wang, M.-L. Peng, W. Cheng, Y.-L. Cui, and C. Chen, “A novel approach for transfering oleic acid capped Iron Oxide Nanoparticles to water phase,” J. Nanosci. Nanotechnol., vol. 11, no. 4, pp. 3688–3691, 2011.
[235] A. Hsu, A. Wong-Foy, B. McCoy, C. Cowan, J. Marlow, B. Chavez, T. Kobayashi, D. Shockey, and R. Pelrine, “Application of micro-robots for building carbon fiber trusses,” in 2016 International Conference on Manipulation, Automation and Robotics at Small Scales, MARSS 2016, 2016, pp. 1–6.
237
[236] R. Pelrine, A. Hsu, A. Wong-Foy, B. McCoy, and C. Cowan, “Optimal control of diamagnetically levitated milli robots using automated search patterns,” in 2016 International Conference on Manipulation, Automation and Robotics at Small Scales (MARSS), 2016, pp. 1–6.
[237] R. S. Sheridan, A. J. Williams, I. R. Harris, and A. Walton, “Improved HDDR processing route for production of anisotropic powder from sintered NdFeB type magnets,” J. Magn. Magn. Mater., vol. 350, pp. 114–118, 2014.
[238] T. Rausch, E. Gage, and J. Dykes, “Heat assisted magnetic recording,” Springer Proc. Phys., vol. 159, no. 11, pp. 200–202, 2015.
[239] D. Laumann and S. Heusler, “Determining magnetic susceptibilities of everyday materials using an electronic balance,” Am. J. Phys., vol. 85, no. 5, pp. 327–332,
2017.
[240] C. Velez and D. P. Arnold, “Microfabrication of Magnetically Attached End Effectors for Micro / Milli Robots,” in International Conference on Manipulation, Automation and Robotics at Small Scales (MARSS), 2017, p. (In Press).
[241] J. Cecil, M. B. Bharathi Raj Kumar, Y. Lu, and V. Basallali, “A review of micro-devices assembly techniques and technology,” Int. J. Adv. Manuf. Technol., vol. 83, no. 9–12, pp. 1569–1581, 2016.
[242] J. Agnus, D. Hériban, M. Gauthier, and V. Pétrini, “Silicon end-effectors for microgripping tasks,” Precis. Eng., vol. 33, no. 4, pp. 542–548, 2009.
[243] K. Tai, A.-R. El-Sayed, M. Shahriari, M. Biglarbegian, and S. Mahmud, “State of the Art Robotic Grippers and Applications,” Robotics, vol. 5, no. 11, pp. 1–20, 2016.
[244] R. Chang and Y.-H. Lai, “Design and Implementation of Micromechatronic Systems: SMA Drive Polymer Microgripper,” in Design, Control and Applications of Mechatronic Systems in Engineering, InTech, 2017.
[245] F. Arai, D. Andou, Y. Nonoda, T. Fukuda, H. Iwata, and K. Itoigawa, “Integrated microendeffector for micromanipulation,” IEEE/ASME Trans. Mechatronics, vol. 3, no. 1, pp. 17–23, 1998.
[246] C. Iss, G. Ortiz, A. Truong, Y. Hou, T. Livache, R. Calemczuk, P. Sabon, E. Gautier, S. Auffret, L. D. Buda-Prejbeanu, N. Strelkov, H. Joisten, and B. Dieny, “Fabrication of nanotweezers and their remote actuation by magnetic fields,” Sci. Rep., vol. 7, no. 1, p. 451, 2017.
[247] A. Hsu, C. Cowan, W. Chu, B. Mccoy, A. Wong-foy, R. Pelrine, C. Velez, D. Arnold, J. Lake, J. Ballard, J. Randall, and A. D. L. Micro-robots, “Automated 2D Micro-Assembly Using Diamagnetically Levitated Milli-Robots,” in International Conference on Manipulation, Automation and Robotics at Small Scales (MARSS), 2017, p. (in Press).
238
[248] T. Masaki, K. Kawata, and T. Masuzawa, “Micro electro-discharge machining and its applications,” IEEE Proc. Micro Electro Mech. Syst. An Investig. Micro Struct. Sensors, Actuators, Mach. Robot., pp. 278–286, 1990.
[249] M. P. Jahan, “Micro-electrical discharge machining,” in Nontraditional Machining Processes: Research Advances, London: Springer London, 2013, pp. 111–151.
[250] C. Velez, D. P. Arnold, Z. I. Gonzalez, and J. F. Osma, “Sub-millimeter Electropermanent Magnets for Microgrippers,” in International Conference on Manipulation, Automation and Robotics at Small Scales (MARSS), 2017, p. (In Press).
[251] A. F. Israelson, “Turn-off permanent magnet, US Patent 3452310,” 3,452,310, 1965.
[252] F. Jurish, “‘Electrical permanent-magnet system for manouvring a magnetic, particularly a ferromagnetic, load’ International Patent WO1997003911,” WO1997003911, 1996.
[253] A. Knaian, “Electropermanent magnetic connectors and actuators: devices and their application in programmable matter. PhD Dissertation, MIT,” 2010.
[254] J. I. Padovani, S. S. Jeff, and R. T. Howe, “Electropermanent magnet actuation for droplet ferromicro fluidics,” Technology, vol. 4, no. 2, pp. 110–119, 2016.
[255] Q. Xu, “Design , Fabrication , and Testing of an MEMS Microgripper With Dual-Axis Force Sensor,” vol. 15, no. 10, pp. 6017–6026, 2015.
[256] R. Voicu, R. Muller, and L. Eftime, “Design optimization for an electro-thermally actuated polymeric microgripper,” DTIP MEMS MOEMS - Symp. Des. Test, Integr. Packag. MEMS/MOEMS, pp. 182–186, 2008.
[257] J. C. Breger, C. Yoon, R. Xiao, H. R. Kwag, M. O. Wang, J. P. Fisher, T. D. Nguyen, and D. H. Gracias, “Self-folding thermo-magnetically responsive soft microgrippers,” ACS Appl. Mater. Interfaces, vol. 7, no. 5, pp. 3398–3405, 2015.
[258] K. Kim, E. Nilsen, T. Huang, A. Kim, M. Ellis, G. Skidmore, and J. B. Lee, “Metallic microgripper with SU-8 adaptor as end-effectors for heterogeneous micro/nano assembly applications,” Microsyst. Technol., vol. 10, no. 10, pp. 689–693, 2004.
[259] J. Cecil, D. Vasquez, and D. Powell, “A review of gripping and manipulation techniques for micro-assembly applications,” Int. J. Prod. Res., vol. 43, no. 4, pp. 819–828, 2005.
[260] E. Diller and M. Sitti, “Three-dimensional programmable assembly by untethered magnetic robotic micro-grippers,” Adv. Funct. Mater., vol. 24, no. 28, pp. 4397–4404, 2014.
[261] O. D. Oniku, B. J. Bowers, S. B. Shetye, N. Wang, and D. P. Arnold, “Permanent magnet microstructures using dry-pressed magnetic powders,” J. Micromechanics Microengineering, vol. 23, no. 7, p. 75027, 2013.

239
BIOGRAPHICAL SKETCH
Camilo Velez Cuervo is a researcher who received his Ph.D. in the electrical and
computer engineering department of University of Florida in 2017. He worked on Dr.
David Arnold’s group at the Interdisciplinary Microsystems Group (IMG). He is hoping to
further apply his expertise on magnetic microsystems in the field of microrobotics, as a
stepping stone toward a faculty position. Skilled researcher in microsystems, MEMs,
microfluidics and electronics engineering. He strength any team by bringing creativity,
innovation, entrepreneurship, and leadership. His curriculum include 9 years of research
experience in micro/nano device fabrication, 2 years of industry experience in Siemens
healthcare diagnostics, teaching experience for more than 20 courses at graduate and
undergraduate level covering more than 13 areas at 3 different universities, he is a co-
author on 14 papers, he has participation in 18 conferences, he has 2 provisional
patents filed, plus 1 additional invention disclosure, and he is also a co-founder of a
startup company (Real NanoMicro).
Camilo was awarded the Gator Engineering Award for Creativity (awarded
annually to only one PhD student in the entire UF College of Engineering), his bachelor
graduation work at Pontifícia Universidad Javeriana received honorable mention and he
has won two best poster awards. Camilo is also Magister in Science from UF, a
Magister in Engineering at Universidad de los Andes and has a bachelor degree in
Electronic Engineering from Potificia Universidad Javeriana in Colombia.