Electron Beam Technology for Multipollutant Emissions Control from Heavy Fuel Oil-Fired Boiler
9
See discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/46280312 Electron Beam Technology for Multipollutant Emissions Control from Heavy Fuel Oil-Fired Boiler Article in Journal of the Air & Waste Management Association (1995) · August 2010 DOI: 10.3155/1047-3289.60.8.932 · Source: PubMed CITATIONS 3 READS 44 3 authors, including: Some of the authors of this publication are also working on these related projects: Radiotracers in hydrometallurgy, electron beam flue gas treatment,biogas and methane upgrading, nuclear energy chemical aspects View project Biogas production and upgrading by membrane methods View project A.G. Chmielewski Instytut Chemii i Techniki Jądrowej 429 PUBLICATIONS 2,347 CITATIONS SEE PROFILE J. Licki National Centre for Nuclear Research 83 PUBLICATIONS 472 CITATIONS SEE PROFILE All content following this page was uploaded by J. Licki on 25 July 2014. The user has requested enhancement of the downloaded file. All in-text references underlined in blue are added to the original document and are linked to publications on ResearchGate, letting you access and read them immediately.
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Electron Beam Technology for Multipollutant Emissions Control from Heavy Fuel Oil-Fired Boiler
Seediscussions,stats,andauthorprofilesforthispublicationat:https://www.researchgate.net/publication/46280312
ElectronBeamTechnologyforMultipollutantEmissionsControlfromHeavyFuelOil-FiredBoiler
ArticleinJournaloftheAir&WasteManagementAssociation(1995)·August2010
DOI:10.3155/1047-3289.60.8.932·Source:PubMed
CITATIONS
3
READS
44
3authors,including:
Someoftheauthorsofthispublicationarealsoworkingontheserelatedprojects:
Radiotracersinhydrometallurgy,electronbeamfluegastreatment,biogasandmethaneupgrading,
nuclearenergychemicalaspectsViewproject
BiogasproductionandupgradingbymembranemethodsViewproject
A.G.Chmielewski
InstytutChemiiiTechnikiJądrowej429PUBLICATIONS2,347CITATIONS
SEEPROFILE
J.Licki
NationalCentreforNuclearResearch
83PUBLICATIONS472CITATIONS
SEEPROFILE
AllcontentfollowingthispagewasuploadedbyJ.Lickion25July2014.
Theuserhasrequestedenhancementofthedownloadedfile.Allin-textreferencesunderlinedinblueareaddedtotheoriginaldocument
andarelinkedtopublicationsonResearchGate,lettingyouaccessandreadthemimmediately.

IMPORTANT COPYRIGHT INFORMATION The following PDF article was originally published in the Journal of the Air & Waste Management Association and is fully protected under the copyright laws of the United States of America. The author of this article alone has been granted permission to copy and distribute this PDF. Additional uses of the PDF/article by the author(s) or recipients, including posting it on a Web site, are prohibited without the express consent of the Air & Waste Management Association. If you are interested in reusing, redistributing, or posting online all or parts of the enclosed article, please contact the offices of the Journal of the Air & Waste Management Association at Phone: +1-412-232-3444, ext. 6027 E-mail: [email protected] Web: www.awma.org You may also contact the Copyright Clearance Center for all permissions related to the Journal of the Air & Waste Management Association: www.copyright.com.
Copyright © 2006 Air & Waste Management Association

Electron Beam Technology for Multipollutant EmissionsControl from Heavy Fuel Oil-Fired Boiler
Andrzej G. Chmielewski and Anna OstapczukInstitute of Nuclear Chemistry and Technology, Warsaw, Poland
Janusz LickiInstitute of Atomic Energy, Otwock-Swierk, Poland
ABSTRACTThe electron beam treatment technology for purifica-tion of exhaust gases from the burning of heavy fuel oil(HFO) mazout with sulfur content approximately 3 wt% was tested at the Institute of Nuclear Chemistry andTechnology laboratory plant. The parametric study wasconducted to determine the sulfur dioxide (SO2), oxidesof nitrogen (NOx), and polycyclic aromatic hydrocar-bon (PAH) removal efficiency as a function of temper-ature and humidity of irradiated gases, absorbed irradi-ation dose, and ammonia stoichiometry process parameters.In the test performed under optimal conditions with anirradiation dose of 12.4 kGy, simultaneous removal effi-ciencies of approximately 98% for SO2 and 80% for NOx
were recorded. The simultaneous decrease of PAH andone-ringed aromatic hydrocarbon (benzene, toluene, andxylenes [BTX]) concentrations was observed in the irradi-ated flue gas. Overall removal efficiencies of approxi-mately 42% for PAHs and 86% for BTXs were achievedwith an irradiation dose 5.3 kGy. The decomposition ratioof these compounds increased with an increase of ab-sorbed dose. The decrease of PAH and BTX concentrationswas followed by the increase of oxygen-containing aro-matic hydrocarbon concentrations. The PAH and BTXdecomposition process was initialized through the reac-tion with hydroxyl radicals that formed in the electronbeam irradiated flue gas. Their decomposition process isbased on similar principles as the primary reaction con-cerning SO2 and NOx removal; that is, free radicals attackorganic compound chains or rings, causing volatile or-ganic compound decomposition. Thus, the electron beamflue gas treatment (EBFGT) technology ensures simulta-neous removal of acid (SO2 and NOx) and organic (PAHand BTX) pollutants from flue gas emitted from burningof HFO. This technology is a multipollutant emission
control technology that can be applied for treatment offlue gas emitted from coal-, lignite-, and HFO-fired boilers.Other thermal processes such as metallurgy and munici-pal waste incinerators are potential candidates for thistechnology application.
INTRODUCTIONMost of the energy worldwide (88%)1 is produced bycombustion of fossil fuels such as coal, oil, and naturalgas. Unfortunately, the combustion of fossil fuels is re-sponsible for the emission of many pollutants that impactair quality, human health, environment, and economy aswell as contributing to climate changes. Air pollutioncaused by particulate matter and other pollutants notonly directly impacts the atmospheric environment butalso contaminates water and soil, leading to their degra-dation. Different air pollution control technologies aretherefore used. These technologies are usually designedfor removing only a single pollutant. An integrated tech-nology for simultaneous emission control of sulfur diox-ide (SO2), oxides of nitrogen (NOx), and polycyclic aro-matic hydrocarbons (PAHs) is presented in the paper. Thisis a dry-scrubbing process for simultaneous SO2 and NOx
removal with generation of byproduct that can be usedfor agricultural fertilizer production. The technology usesammonia (NH3) injection to the flue gas and irradiationof such mixture in the process vessel (PV) by a high-energy electron beam from an accelerator. The applica-tion of electron beam irradiation to initiate chemical re-actions to remove SO2 and NOx was first investigated byjoint research of Japan Atomic Energy Research Institute(JAERI) and the Ebara Corporation in the early 1970s. Themethod has since then been developed from the labora-tory to pilot- and large-demonstration scales by researchand development projects in Japan, the United States,Germany, China, and Poland.2 However, the final engi-neering design technology for industrial applications wasachieved at pilot plants operating in Nagoya, Japan,3 andKaweczyn, Poland.4 Electron beam flue gas treatment(EBFGT) technology for coal-fired boilers has been imple-mented on an industrial scale in the thermal power plants(TPPs) of Chengdu5 and Hangzhou6 in China and theelectropower station, Pomorzany,7 in Poland, with anominal flow rate of flue gas of approximately 300,000Nm3/hr. The plants installed in China were designedmainly for SO2 removal, whereas the Polish plant was
IMPLICATIONSThe paper demonstrates the applicability of the EBFGTprocess for purification of exhaust gases from burning ofHFO. Proper selection of process parameters ensures si-multaneous high removal efficiencies of SO2, NOx, PAHs,and BTXs from the flue gas. Thus, this multipollutant emis-sion control technology can be applied for treatment of fluegas emitted from coal-, lignite-, or HFO-fired boilers.
TECHNICAL PAPER ISSN:1047-3289 J. Air & Waste Manage. Assoc. 60:932–938DOI:10.3155/1047-3289.60.8.932Copyright 2010 Air & Waste Management Association
932 Journal of the Air & Waste Management Association Volume 60 August 2010

designed for simultaneous SO2 and NOx removal. The testoperation of the electron beam treatment at industrialplants in China and Poland for the last few years hasdemonstrated the advantages of using this technology forsimultaneous removal of SO2 and NOx from flue gas un-der varying conditions.
The pilot plant for electron beam treatment of theflue gas from a lignite-fired boiler was constructed at theTPP Maritsa-East 2 in Bulgaria.8 The low-grade lignite witha sulfur content 5.61 wt % (dry-ash free) was burnt in thisboiler. Flue gas emitted from the boiler contained highconcentrations of SO2 (up to 17,190 mg/Nm3) and NOx
(up to 220 mg/Nm3). High simultaneous removal efficien-cies of SO2 up to 98% and NOx up to 86% were achievedat a low dose of 4 kGy. Now, the new industrial plants forcoal-fired boiler are being constructed in China and Bul-garia. This is the state-of-art electron beam technology fortreatment of flue gas from coal-fired boilers. Recent devel-opment concerns research on the reduction of energyconsumption.9
Heavy fuel oils (HFOs) are a mixture of hydrocarbonscomposed of residual fractions from distillation and pro-cessing of crude oil. It is essentially an industrial fuel thatis suitable for use in TPPs, refineries, industrial boilers, thepulp and paper industry, marine applications, and metal-lurgical operations. Depending on the source, the sulfurcontent in the HFO could be as high as 4 wt %. Sulfur isconverted to SO2 when oil is burnt. Additionally, thecombustion process creates different forms of NOx. Fluegas emitted from such an HFO-fired boiler contains highSO2 and NOx concentrations, many times exceeding thepermissible emission limits, which necessitates the use ofadd-on control devices for the reduction of SO2 and NOx
emissions. The study of electron beam treatment of fluegas from combustion of high-sulfur HFOs is the main taskof this paper. The oil combustion process produces envi-ronmentally harmful emissions of volatile organic com-pounds (VOCs). The volume of emission depends on pro-cess conditions and the kind of fuels simultaneously used.VOCs emitted from fossil combustion belong to aliphatic,aromatic hydrocarbons and the PAH groups. PAHs areespecially dangerous because of their carcinogenic andmutagenic properties. The U.S. Environmental ProtectionAgency (EPA) has fixed 16 PAHs as priority pollutants.Studies of PAH removal during simultaneous SO2 andNOx removal from coal-fired flue gases have been carriedout at pilot plant at the Kaweczyn10 and Maritsa-East 2TPPs.11 The overall removal efficiency for 16 PAHs gainedwith an electron beam irradiation dose of 8 kGy was27–36%, and the overall toxicity of flue gas decreasedapproximately 47%. The analysis of byproducts obtainedin both pilot plants indicated a low content of PAHs anda heavy metal content that was lower than the allowablecontents in the industrial fertilizer. The byproduct pro-duced at the Pomorzany TPP is purchased as a gardeningfertilizer. The purpose of this study was to investigate theremoval efficiency of VOCs parallel to the removal ofacidic pollutants from oil-fired flue gas. The main task ofthis paper was to establish the influence of the EBFGTprocess on the SO2, NOx, and VOC concentrations in theflue gas.
EXPERIMENTAL METHODSFacility
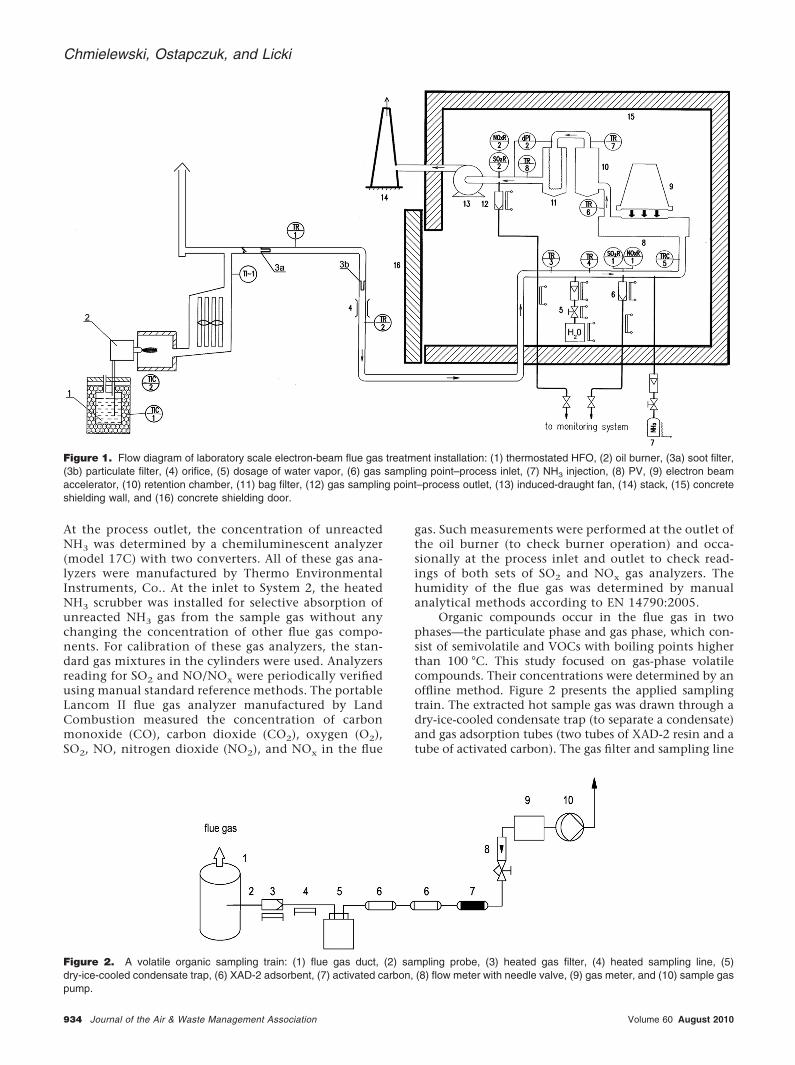
The study was performed in the laboratory plant at Insti-tute of Nuclear Chemistry and Technology (INCT) inWarsaw, Poland.12 For this study, the plant was equippedwith stand for burning of HFO-mazout with sulfur con-tent of approximately 3 wt %. A schematic flowchart ofthe test facility is shown in Figure 1. The flue gas from theburner was directed to the PV (point 8 in Figure 1)through stainless steel pipes with a nominal flow rate of 5Nm3/hr. These tubes were wrapped with heating tapesand thermal insulation to keep the flue gas temperatureabove its dew point to avoid condensation. The soot andfly ash were removed from flue gas at the inlet to theinstallation to ensure good quality of byproducts such asammonium sulfate ((NH4)2SO4) and ammonium nitrate(NH4NO3). A two-step filtration system (soot filter andparticulate filter) was applied. The water vapor dosagesystem (point 5 in Figure 1) was applied to increase theflue gas humidity to the desired level. NH3 was injected tothe flue gas upstream of the PV from the gas cylinder. Atemperature controller was used to adjust the gas temper-ature at the inlet to the PV. An electron accelerator (ILU-6M) generated the electron beam. It is a single-cavity,high-frequency, pulsed resonant accelerator. Averagebeam power was up to 20 kW with an electron energy of800 keV. Varying the repetition rate of the electron pulsechanged the irradiation dose applied to the flue gas. Theflue gas was flown through the PV, which was irradiatedby the beam of fast electrons in the presence of a near-stoichiometric amount of NH3. Essential changes in fluegas composition occur as a result of physicochemical pro-cesses subsequent to flue gas irradiation. The magnitudeof changes in its composition depends on the processparameters. Gas leaving the PV was flown through a re-tention chamber (point 10 in Figure 1) to provide enoughresidence time for formation of the byproduct. The saltsformed in the process were recovered as a dry powderusing a bag filter (point 11 in Figure 1). Purified flue gasleaving the bag filter was drawn through a duct by aninduced-draught fan and was discharged to the atmo-sphere through a stack.
Analytical Methods for Flue Gas AnalysisThe analysis of flue gas composition was carried out at theinlet to a PV (process inlet) and at the outlet of a bag filter(process outlet). The sampling probe with outlet ceramicfilters and a heater was installed at the process inlet (point 6in Figure 1) and outlet (point 12) for extracting the repre-sentative sample gas and filtering at temperatures above itsdew-point temperature. Two independent extractive multi-gas monitoring systems were installed for continuous mea-surement of SO2 and NOx concentration in the flue gas: oneat the process inlet, labeled with System 1, and a second atthe process outlet, labeled System 2.
Each system consists of• SO2 analyzer, model 40, pulsed fluorescent• Nitric oxide (NO)/NOx analyzer, model 10 A/R,
chemiluminescent• Model 900 for heated sample gas conditioning and
dilution (a dilution ratio of 20:1 was selected)• Model 111-S zero-air supply for dilution
Chmielewski, Ostapczuk, and Licki
Volume 60 August 2010 Journal of the Air & Waste Management Association 933
At the process outlet, the concentration of unreactedNH3 was determined by a chemiluminescent analyzer(model 17C) with two converters. All of these gas ana-lyzers were manufactured by Thermo EnvironmentalInstruments, Co.. At the inlet to System 2, the heatedNH3 scrubber was installed for selective absorption ofunreacted NH3 gas from the sample gas without anychanging the concentration of other flue gas compo-nents. For calibration of these gas analyzers, the stan-dard gas mixtures in the cylinders were used. Analyzersreading for SO2 and NO/NOx were periodically verifiedusing manual standard reference methods. The portableLancom II flue gas analyzer manufactured by LandCombustion measured the concentration of carbonmonoxide (CO), carbon dioxide (CO2), oxygen (O2),SO2, NO, nitrogen dioxide (NO2), and NOx in the flue
gas. Such measurements were performed at the outlet ofthe oil burner (to check burner operation) and occa-sionally at the process inlet and outlet to check read-ings of both sets of SO2 and NOx gas analyzers. Thehumidity of the flue gas was determined by manualanalytical methods according to EN 14790:2005.
Organic compounds occur in the flue gas in twophases—the particulate phase and gas phase, which con-sist of semivolatile and VOCs with boiling points higherthan 100 °C. This study focused on gas-phase volatilecompounds. Their concentrations were determined by anoffline method. Figure 2 presents the applied samplingtrain. The extracted hot sample gas was drawn through adry-ice-cooled condensate trap (to separate a condensate)and gas adsorption tubes (two tubes of XAD-2 resin and atube of activated carbon). The gas filter and sampling line
Figure 1. Flow diagram of laboratory scale electron-beam flue gas treatment installation: (1) thermostated HFO, (2) oil burner, (3a) soot filter,(3b) particulate filter, (4) orifice, (5) dosage of water vapor, (6) gas sampling point–process inlet, (7) NH3 injection, (8) PV, (9) electron beamaccelerator, (10) retention chamber, (11) bag filter, (12) gas sampling point–process outlet, (13) induced-draught fan, (14) stack, (15) concreteshielding wall, and (16) concrete shielding door.
Figure 2. A volatile organic sampling train: (1) flue gas duct, (2) sampling probe, (3) heated gas filter, (4) heated sampling line, (5)dry-ice-cooled condensate trap, (6) XAD-2 adsorbent, (7) activated carbon, (8) flow meter with needle valve, (9) gas meter, and (10) sample gaspump.
Chmielewski, Ostapczuk, and Licki
934 Journal of the Air & Waste Management Association Volume 60 August 2010

were kept at the same temperature of 150 °C, the sam-pling flow rate was 60 L/hr. The volumes of passed gases,measured by the gas meter, were approximately 300 L.After completion of the sampling, the condensate trapand sorbent tubes were hermetically closed, wrapped inaluminum foil, and shipped to the laboratory. Sampleswere analyzed in the following 48 hr to prevent degrada-tion. The adsorbed organic material was extracted by di-chloromethane, concentrated, and extract was analyzedusing a gas chromatography (GC)/mass spectrometry(MS) (GC-17A/QP 5050) system manufactured by Shi-madzu (Japan). Analyzed mixtures were separated on anonpolar column HP5-MS (Hewlett Packard, 30 m � 0.25mm inner diameter � 0.25-�m film thickness). For quan-titative fraction analysis, two internal standards (1,2,3-thriphenylmethane and 9,10-diphenyloanthracene) wereapplied.
Electron beam energy absorbed in the unit mass offlue gas, defined as an absorbed dose in units of kilograys(1 kGy � 1 kJ/kg), was estimated using a cellulose triac-etate (CTA) tape of 8 (width) � 0.123 (thickness) mm (Fujiphoto film, FTR-125).13
RESULTS AND DISCUSSIONRemoval Efficiency of SO2 and NOx
The typical main parameters of the flue gas measured atthe process inlet were as follows:• SO2 concentrations of more than 1150 parts per mil-
lion by volume (ppmv)• NOx concentrations of 150–190 ppmv• O2 content of 3.4–4.4 vol %• natural gas humidity of more than 8.48 vol %Such flue gas was irradiated at PV by an electron beamwith addition of gaseous NH3 to reduce SO2 and NOx
concentrations. Various factors affect the removal of bothpollutants. Figure 3 presents the influence of absorbeddose on the SO2 and NOx removal efficiencies. The ab-sorbed dose is a primary factor influencing NOx removalefficiency. The process started at zero efficiency for zerodose and indicated saturation at high doses. This provesthat NOx removal is a radiation-induced process. A higher
absorbed dose induces higher NOx removal. The SO2 re-moval is based on two different pathways: a thermal pro-cess and a radiation-induced process. At zero dose, SO2
removal is governed by thermal reaction of SO2 and NH3
in a moist environment. This reaction takes place in thegaseous phase and on the surfaces, such as those on thefilter cake of the bag filter. SO2 removal increases sharplywith an increase of irradiation dose up to 8 kGy, and thena function curve achieves saturation at high doses.
Figure 4 presents the influence of gas temperature atthe PV inlet (TinletPV) on SO2 and NOx removal. At highergas temperatures, higher NOx removal efficiencies wereobserved. This finding is contradictory to SO2 removalefficiency, which decreases with higher gas temperatures.The SO2 removal efficiency is higher as the gas tempera-ture approaches its dew-point temperature. Gas tempera-ture has a significant impact on the SO2 removal and asmall effect on the efficiency of NOx removal. This indi-cates that flue gas temperature at the inlet to the PV canbe effectively used to change the SO2 removal efficiencywith a minimal impact on NOx removal.
SO2 removal increases sharply with an increase of gashumidity. This increase is due to the thermal reaction ofSO2 with NH3 in the absence of electron beam irradiation.The increase of flue gas humidity does not affect NOx
removal. The optimum efficiency of both pollutant re-movals was obtained at gas humidity higher than 11 vol%. The efficiency of SO2 removal increases markedly withthe increase of NH3 concentration in the irradiated fluegas. Above �NH3 � 0.9, this increase is gradual. The effi-ciency of NOx removal slightly increases with NH3 addi-tion. The fraction of the NH3 added remains unreactiveand exits the plant outlet (the so-called NH3 slip). Inpractice, it is desirable to keep the NH3 slip as low aspossible because of its harmful effect on the environment.The optimal NH3 stoichiometry should be 0.92–0.95. Inthis case, the optimal efficiency of removal was obtainedfor both pollutants, as well as for a slight NH3 slip (�10ppmv). In the test performed under optimal electronbeam process conditions (gas humidity � 11.5 vol %, NH3
stoichiometry � 0.95, and gas temperature � 65 °C) and
Figure 3. Effect of absorbed dose on the SO2 and NOx removalefficiencies.
Figure 4. Effect of gas temperature on efficiencies of SO2 and NOx
removal.
Chmielewski, Ostapczuk, and Licki
Volume 60 August 2010 Journal of the Air & Waste Management Association 935
an irradiation dose of 12.4 kGy, the simultaneous removalefficiency of SO2 was approximately 98% and for NOx was80%. Such purified flue gas met the stringent emissionregulation for both pollutants. The simultaneous removalof SO2 and NOx from flue gas from combustion of HFO isconnected with two specifics:(1) The natural humidity of this gas is more than 8.48 vol
%. It is higher than in the case of coal-fired flue gas,with a typical humidity of approximately 6 vol %. Toobtain the optimal gas humidity in the range of 11–15vol %, it is necessary to spray a smaller amount ofwater to the flue gas from HFO combustion than fromcoal-combustion flue gas.
(2) Flue gas emitted from oil combustion contains sootand particulate matter. These should be removed atthe inlet to the PV to ensure suitability of the byprod-uct for agricultural application and to avoid their dep-osition throughout the installation. Soot particles
tend to be sticky and can lead to clogging of duct andother pollution treatment equipment in the facility.The industrial boilers are equipped with soot blowersfor periodic cleaning of the boiler ducts. Soot removalmust be resolved at the inlet to the electron beaminstallation. In this laboratory study, a two-step filtra-tion system was used.
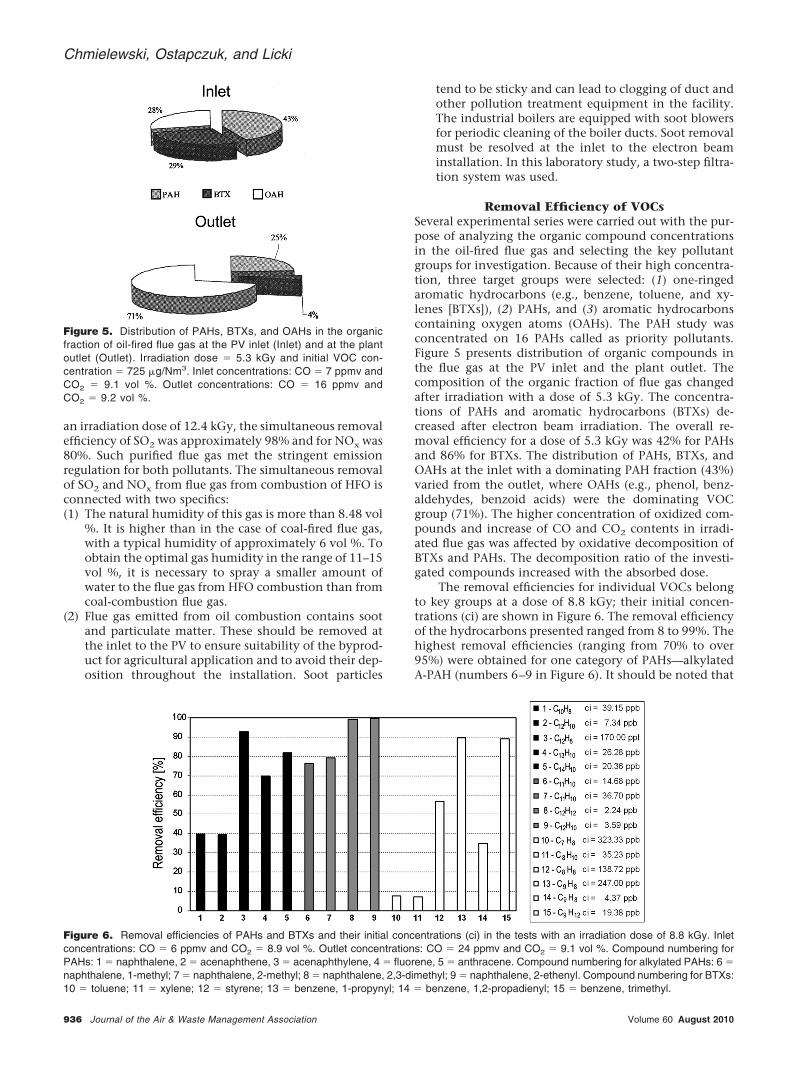
Removal Efficiency of VOCsSeveral experimental series were carried out with the pur-pose of analyzing the organic compound concentrationsin the oil-fired flue gas and selecting the key pollutantgroups for investigation. Because of their high concentra-tion, three target groups were selected: (1) one-ringedaromatic hydrocarbons (e.g., benzene, toluene, and xy-lenes [BTXs]), (2) PAHs, and (3) aromatic hydrocarbonscontaining oxygen atoms (OAHs). The PAH study wasconcentrated on 16 PAHs called as priority pollutants.Figure 5 presents distribution of organic compounds inthe flue gas at the PV inlet and the plant outlet. Thecomposition of the organic fraction of flue gas changedafter irradiation with a dose of 5.3 kGy. The concentra-tions of PAHs and aromatic hydrocarbons (BTXs) de-creased after electron beam irradiation. The overall re-moval efficiency for a dose of 5.3 kGy was 42% for PAHsand 86% for BTXs. The distribution of PAHs, BTXs, andOAHs at the inlet with a dominating PAH fraction (43%)varied from the outlet, where OAHs (e.g., phenol, benz-aldehydes, benzoid acids) were the dominating VOCgroup (71%). The higher concentration of oxidized com-pounds and increase of CO and CO2 contents in irradi-ated flue gas was affected by oxidative decomposition ofBTXs and PAHs. The decomposition ratio of the investi-gated compounds increased with the absorbed dose.
The removal efficiencies for individual VOCs belongto key groups at a dose of 8.8 kGy; their initial concen-trations (ci) are shown in Figure 6. The removal efficiencyof the hydrocarbons presented ranged from 8 to 99%. Thehighest removal efficiencies (ranging from 70% to over95%) were obtained for one category of PAHs—alkylatedA-PAH (numbers 6–9 in Figure 6). It should be noted that
Figure 5. Distribution of PAHs, BTXs, and OAHs in the organicfraction of oil-fired flue gas at the PV inlet (Inlet) and at the plantoutlet (Outlet). Irradiation dose � 5.3 kGy and initial VOC con-centration � 725 �g/Nm3. Inlet concentrations: CO � 7 ppmv andCO2 � 9.1 vol %. Outlet concentrations: CO � 16 ppmv andCO2 � 9.2 vol %.
Figure 6. Removal efficiencies of PAHs and BTXs and their initial concentrations (ci) in the tests with an irradiation dose of 8.8 kGy. Inletconcentrations: CO � 6 ppmv and CO2 � 8.9 vol %. Outlet concentrations: CO � 24 ppmv and CO2 � 9.1 vol %. Compound numbering forPAHs: 1 � naphthalene, 2 � acenaphthene, 3 � acenaphthylene, 4 � fluorene, 5 � anthracene. Compound numbering for alkylated PAHs: 6 �naphthalene, 1-methyl; 7 � naphthalene, 2-methyl; 8 � naphthalene, 2,3-dimethyl; 9 � naphthalene, 2-ethenyl. Compound numbering for BTXs:10 � toluene; 11 � xylene; 12 � styrene; 13 � benzene, 1-propynyl; 14 � benzene, 1,2-propadienyl; 15 � benzene, trimethyl.
Chmielewski, Ostapczuk, and Licki
936 Journal of the Air & Waste Management Association Volume 60 August 2010

these compounds react very efficiently with hydroxyl(OH) radicals formed in the irradiated flue gas. The simul-taneous decrease of PAH and one-ringed aromatic hydro-carbon concentrations with an increase of irradiationdose was recorded. The VOC decomposition is an oxida-tion process. During EBFGT, the active species (e.g., freeradicals such as OH and hydroperoxyl [HO2] and oxygen,nitrogen, and hydrogen atoms, ions, and thermal elec-trons) are formed through the ionization, excitation, anddissociation of the main components of flue gas (nitro-gen, O2, CO2, and water). These active species quicklyreact with VOCs to produce their alkyl radicals, which inreaction with O2 form primary irradiation products suchas organic acids and aldehydes with lower doses. Theseprimary products are finally transformed into CO, CO2,and water by oxidation with further irradiation. The OHradical is the dominant oxidizing species of aromatic hy-drocarbons (BTXs). Decomposition of BTXs leads to for-mation of aerosols, gaseous organics, CO2, and CO. Themain gaseous irradiation products are low-molecular-weight organic compounds formed by ring cleavage ofaromatic hydrocarbons, such as carboxylic acids (formic,acetic, propionic, and butyric acids) and aldehydes. Thesecompounds are characterized by very low values of pho-tochemical ozone creation potentials (POCPs); for exam-ple, the POCP values for the three BTXs such as benzene,toluene, and m-xylene are 33.4, 77.1, and 108.8, respec-tively, whereas the POCP values for three carboxylic acidssuch as formic, acetic, and propionic acids are 0.3, 15.6,and 3.5, respectively.14 The irradiation doses required forobtaining 90% decomposition of 20 different organiccompounds with initial concentrations 10 ppmv weredetermined in the paper.15 In the case of BTXs, thesedoses were in the range of 4–8 kGy. Only benzene re-quires a very high dose (�16.4 kGy). The PAH decompo-sition process is initialized predominantly by the reactionwith OH radicals, and hydroxycyclohexadienyl radicalsare formed. These radicals react further with other speciesand form stable products. The whole PAH transformationprocess in the flue gas treated by an electron beam is amultistep process with oxidation, dearomatization, andmineralization with CO, CO2, and water as the final prod-ucts.16–18 In the laboratory study of PAH decompositionin dry and humid gas mixtures, higher PAH removal effi-ciencies were determined in the humid gas mixture witha humidity of 6 vol %.17 The flue gas from HFO combus-tion is a gas mixture with a humidity higher than 8.48 vol%. The OH radicals are generated mostly by radiolysis ofwater moisture in the flue gas under electron beam irra-diation of its main components. These radicals play animportant role in the radiation-induced oxidation of SO2
and NO. The experimental works18 and theoretical stud-ies19 confirmed that in humid flue gas, the PAH and BTXdecomposition process is initialized by OH radicals.
The electron beam irradiation can decrease PAH andBTX concentrations but increases OAH concentration.The OAHs should be removed from the gas phase becausethey are harmful to human health (affect the respiratorytract, irritate the eyes, and some of them maybe carcino-genic and mutagenic) and environment (contribute tophotochemical oxidants and dry and wet deposition). Thefollowing treatment technology may be applied:
• Electron beam irradiation with high irradiation dose.The irradiation dose required for 90% removal ofOAHs are high; for example: methanol � 8.2 kGy andacetone � 126.3 kGy with an initial concentration of10 ppmv.15
• Combination treatment using electron beam irradia-tion with catalytic oxidation in the hybrid reactor.This technology was developed in South Korea20 andJapan.21,22 Such solution enhances of VOC decompo-sition and its byproduct oxidation to CO2.
CONCLUSIONSFlue gas from combustion of HFO mazout with a sulfurcontent of approximately 3 wt % can be effectively puri-fied by its irradiation with an electron beam with gaseousNH3 addition. The results of the parametric tests indicatethat except for the absorbed dose, SO2 and NOx removaldepends on different process conditions. NOx removal ismainly an energy consumption process, whereas SO2 re-moval is sensitive to temperature and humidity of irradi-ated gases and NH3 stoichiometry. The proper selection ofprocess conditions guarantees high SO2 removal at lowenergy consumption (irradiation dose up to 8 kGy).Higher NOx removal efficiency requires a higher dose. Inthe test performed under optimal operating conditionswith an irradiation dose of 12.4 kGy, a simultaneousremoval efficiency of approximately 98% for SO2 andapproximately 80% for NOx was obtained. Such purifiedflue gas met the stringent regulations for emission of bothpollutants.
The study concentrated on three key groups (PAHs,BTXs, and OAHs) of VOCs from flue gas. The simulta-neous decrease of PAH and BTX concentrations with anincrease of irradiation dose was observed. The overallremoval efficiencies of approximately 42% for PAHs andapproximately 86% for BTXs were achieved with an irra-diation dose of 5.3 kGy. The decomposition ratio of thesecompounds increased with an increase of absorbed dose.The distribution of VOCs in the flue gas was influenced byelectron beam irradiation. The decrease of PAH and BTXconcentrations was followed by the increase of OAH con-centrations. The PAH and BTX decomposition processwas initialized through the reaction with OH radicals16–19
formed in the irradiated flue gas. Their decompositionprocess is based on similar principles as primary reactionsconcerning SO2 and NOx removal (i.e., free radicals attackorganic compound chains or rings, causing VOC decom-position). Thus the EBFGT technology ensures simulta-neous removal of the acid (SO2 and NOx) and organic(PAH and BTX) pollutants from flue gas emitted fromburning of HFO. This technology is a multipollutantemission control technology that can be applied for thetreatment of flue gas emitted from coal-, lignite-, or HFO-fired boilers.
Various methods have been maturely developed andwidely used for SO2 and NOx removal from fossil-fuel-combustion exhaust gases. Among the conventional tech-nologies for flue gas treatment aimed at SO2 and NOx
emission control are wet, dry, and semi-dry flue gas de-sulfurization (FGD) and selective catalytic NOx reduction(SCR). EBFGT technology is a dry-scrubbing process ofsimultaneous SO2 and NOx removal in which no waste is
Chmielewski, Ostapczuk, and Licki
Volume 60 August 2010 Journal of the Air & Waste Management Association 937

generated. The main advantages of the EBFGT process aresimultaneous SO2, NOx, PAH and BTX removal in oneprocess step at high efficiency levels; it is a dry processthat is easily controlled and has excellent load-followingcapability; the SO2 and NOx are converted into market-able agricultural fertilizers; it has simple process control(only three parameters—flow rate of water into spraycooler, gaseous NH3 for injection to the humidified fluegas before its inlet to the PV, and electron beam currentshould be controlled); and the process has low capital andoperating cost requirements, small space requirements,applicability to meet the stringent international require-ments for SO2 and NOx emission limits, and simultaneousreduction of VOC emission.
ACKNOWLEDGMENTSThe work was partially supported by the Polish Ministryof Science and Higher Education in the frame of theproject “Engineering of Processes for Emission Controland Utilization of Hazardous and Greenhouse EffectGases” (grant PBZ-MEiN-3/2/2006). This support is greatlyacknowledged.
REFERENCES1. Baukal, C.E. Industrial Combustion Pollution and Control; Marcel Dekker:
New York, 2004.2. Frank, N.W. Introduction and Historical Review of Electron Beam
Processing for Environmental Pollution Control; Radiat. Phys. Chem.1995, 45, 989-1002.
3. Namba, H.; Tokunaga, O.; Hashimoto, S. Pilot-Scale Tests for ElectronBeam Purification of Flue Gas from Coal-Combustion Boiler; Radiat.Phys. Chem. 1995, 46, 1103-1106.
4. Chmielewski, A.G.; Tyminski, B.; Licki, J.; Iller, E.; Zimek, Z.; Radzio, B.Pilot Plant for Flue Gas Treatment—Continuous Operation Tests; Ra-diat. Phys. Chem. 1995, 46, 1067-1070.
5. Doi, Y.; Nakanishi, J.; Konno, Y. Operational Experience of a Com-mercial Scale of Electron Beam Purification of Flue Gas; Radiat. Phys.Chem. 2000, 57, 495-499.
6. Mao, R.J. In Radiation Treatment of Gaseous and Liquid Effluents forContaminant Removal; IAEA-TECDOC-1473; International Atomic En-ergy Agency: Vienna, Austria, 2005; pp 51-55.
7. Chmielewski, A.G.; Licki, J.; Pawelec, A.; Tyminski, B.; Zimek, Z. Op-erational Experience of the Industrial Plant for Electron Beam Flue GasTreatment; Radiat. Phys. Chem. 2004, 71, 441-444.
8. Doutskinov, N. In Radiation Treatment of Gaseous and Liquid for Con-taminant Removal; IAEA-TECDOC-1473; International Atomic EnergyAgency: Vienna, Austria, 2005; pp. 35-43.
9. Kikuci, R.; Pelovski, Y. Low-Dose Irradiation by Electron Beam for theTreatment of High-SOx Flue Gas on a Semi-Pilot Scale: Considerationof Byproduct Quality and Approach to Clean Technology; Proc. SafetyEnviron. Protect. 2009, 87, 135-143.
10. Ostapczuk, A.; Licki, J.; Chmielewski, A.G. Polycyclic Aromatic Hydro-carbons in Coal Combustion Flue Gas under Electron Beam Irradia-tion; Radiat. Phys. Chem. 2008, 77, 490-496.
11. Callen, M.S.; de la Cruz, M.T.; Marinov, S.; Murillo, R.; Stefanova, M.;Mastral, A.M. Flue Gas Cleaning in Power Station by Using ElectronBeam Technology: Influence on PAH Emissions; Fuel Process. Technol.2007, 88, 251-258.
12. Chmielewski, A.G.; Iller, E.; Zimek, Z.; Licki, J. Laboratory and IndustrialResearch Installations for Electron Beam Flue Gas Treatment; IAEA-SM-325-124; International Atomic Energy Agency: Vienna, Austria, 1992.
13. Standard Practice for Use of a Cellulose Triacetate Dosimetry System; ISO/ASTM 51650 (E); International Organization for Standardization: Ge-neva, Switzerland, 2005.
14. Derwent, R.G.; Jenkin, M.E.; Saunders, S.M. Photochemical OzoneCreation Potentials for a Large Number of Reactive Hydrocarbonsunder European Conditions; Atmos. Environ. 1996, 30, 181-199.
15. Hirota, K.; Sakai, H.; Washio, M.; Kojima, T. Application of ElectronBeams for the Treatment of VOC Streams; Ind. Eng. Chem. Res. 2004,43, 1185-1191.
16. Ostapczuk, A. Ph.D. Dissertation, Institute of Nuclear Chemistry andTechnology, Warsaw, Poland, July 2007.
17. Ostapczuk, A.; Hakoda, T.; Shimada, A.; Kojima, T. Naphthalene andAcenaphthene Decomposition by Electron Beam Generated PlasmaApplication; Plasma Chem. Plasma Process. 2008, 28, 483-494.
18. Du, C.M.; Yan, J.H.; Li, X.D.; Cheron, B.G.; You, X.F.; Chi, Y.; Ni, M.J.;Cen, K.F. Simultaneous Removal of Polycyclic Aromatic Hydrocarbonsand Soot Particles from Flue Gas by Gliding Arc Discharge Treatment;Plasma Chem. Plasma Process. 2006, 26, 517-525.
19. Gerasimov, G. Modeling Study of Electron-Beam Polycyclic and Nitro-Polycyclic Aromatic Hydrocarbons Treatment; Radiat. Phys. Chem.2007, 76, 27-36.
20. Kim, K.J.; Kim, J.C.; Kim, J.; Sunwoo, Y. Development of HybridTechnology Using e-Beam and Catalyst for Aromatic VOCs Control;Radiat. Phys. Chem. 2005, 73, 85-90.
21. Hakoda, T.; Matsumoto, K.; Mizuno, A.; Kojima, T.; Hirota, K. Cata-lytic Oxidation of Xylene in Air Using TiO2 under Electron BeamIrradiation; Plasma Chem. Plasma Process. 2008, 28, 25-37.
22. Hakoda, T.; Matsumoto, K.; Shimada, A.; Narita, T.; Kojima, T.; Hirota,K. Application of Ozone Decomposition Catalysts to Electron-BeamIrradiated Xylene/Air Mixture for Enhancing Carbon Dioxide Produc-tion; Radiat. Phys. Chem. 2008, 77, 585-590.
About the AuthorsProfessor Andrzej G. Chmielewski and Dr. Anna Ostapczukare with INCT in Warsaw, Poland. Dr. Janusz Licki is withthe Institute of Atomic Energy in Otwock-Swierk, Poland.Please address correspondence to: Dr. Janusz Licki, Insti-tute of Atomic Energy, Department of Atomic Energy, 05-400 Otwock-Swierk, Poland; phone: �48-22-718-0144;fax: �48-22-779-3888; e-mail: [email protected].
Chmielewski, Ostapczuk, and Licki
938 Journal of the Air & Waste Management Association Volume 60 August 2010