Effect of side-chain length on the electrospinning of perfluorosulfonic acid ionomers
11
Effect of Side-Chain Length on the Electrospinning of Perfluorosulfonic Acid Ionomers Surya Subianto, Sara Cavaliere, Deborah J. Jones, Jacques Rozie ` re Institut Charles Gerhardt—Aggregates, Interfaces and Energy Materials, UMR CNRS 5253, Universit e Montpellier 2, 34095 Montpellier Cedex 5, France Correspondence to: D. J. Jones (E-mail: [email protected]) Received 27 May 2012; accepted 23 July 2012; published online 11 September 2012 DOI: 10.1002/pola.26286 ABSTRACT: The effect of the side-chain length (short side chain and long side chain, SSC and LSC, respectively) of perfluoro- sulfonic acid (PFSA) ionomers on the properties of nanofibers obtained by electrospinning ionomer dispersions in high dielectric constant liquids has been investigated with a view to obtaining electrospun webs as components of fuel cell mem- branes. Ranges of experimental conditions for electrospinning LSC and SSC PFSAs have been explored, with a scoping of sol- vents, carrier polymer and PFSA ionomer concentrations, and carrier polymer molecular weight. Under optimal conditions, the electrospun mats derived from SSC and from LSC PFSA show distinct fiber dimensions that arise from the different chain lengths of the respective ionomers. Enhanced interchain interactions in SSC PFSA with low equivalent weight compared to LSC PFSA result in a considerably lower average fiber diam- eter and a markedly narrower fiber size distribution. The pro- ton conductivity of nanofiber mats of SSC and LSC PFSA with equivalent weights of 830 and 900 g mol 1 , respectively, are 102 and 58 mS cm 1 at 80 C and 95% relative humidity. V C 2012 Wiley Periodicals, Inc. J Polym Sci Part A: Polym Chem 51: 118–128, 2013 KEYWORDS: chain; conductivity; electrochemistry; electrospin- ning; fibers; fluoropolymers; ion exchangers; long side chain; perfluorosulfonic acid; proton exchange membrane; short side chain INTRODUCTION A broad array of polymers and ionomers has been developed and evaluated in recent years as possi- ble components of membrane materials for proton exchange membrane fuel cells (PEMFC), with particular efforts dedi- cated to satisfying the exacting set of properties required for automotive use, 1 and the extended durability requirements of stationary applications. 2 Although leading to a vast num- ber of novel sulfonic acid-functionalized nonfluorinated poly- aromatics, 3–7 these endeavors have also notably advanced perfluorosulfonic acid (PFSA) technologies that have thence produced a new generation of benchmark fuel cell mem- branes. 8–10 With the trend to higher temperature of fuel cell operation, as is needed for both automotive and stationary applications, and the requirement for high performance, recent developments have tended toward the use of low equivalent weight (EW) PFSA polymer membranes of reduced thickness in the range of 25–30 mm as these provide lower area-specific resistance and increased water permea- tion rate. However, both of these factors impact the mem- brane mechanical strength, the difficulty lying in limiting the high water uptake of high charge carrier concentration mem- branes, which causes macroscopic swelling of the membrane, increased plasticity, and softening. A current challenge lies in the development of means to ensure the mechanical stability of thin, low EW PFSA membranes. Electrospinning has gained significant interest in the produc- tion of polymeric nanofibers owing to its versatility, ease of use, and morphological control. 11–13 In electrospinning, an electrical potential is applied to a polymer solution as it is pushed through a needle, resulting in an instability which stretches the polymer solution and creates a fine, fibrillar jet between the needle and a grounded collector (Fig. 1). This results in the deposition of nanofibers on the collector, which form a highly porous, nonwoven mat. By adjusting the depo- sition parameters and collector type, electrospun membranes can be prepared with excellent uniformity and mechanical properties. Furthermore, the possibility of coelectrospinning different solutions using specially designed spinnerets leads to the elaboration of core–sheath, 14 hollow fibers, 15–17 porous fibers, 18 and multichannel microtubes. 19,20 The prop- erties of the designed fibers obtained can also be tuned by the addition in situ of molecular species or nanoparticles, or by further functionalization. 21 The mats obtained from elec- trospinning are highly porous and offer an approach to the development of composite membranes for PEMFC by V C 2012 Wiley Periodicals, Inc. 118 JOURNAL OF POLYMER SCIENCE PART A: POLYMER CHEMISTRY 2013, 51, 118–128 ARTICLE WWW.POLYMERCHEMISTRY.ORG JOURNAL OF POLYMER SCIENCE
-
Upload
univ-montpellier -
Category
Documents
-
view
8 -
download
0
Transcript of Effect of side-chain length on the electrospinning of perfluorosulfonic acid ionomers

Effect of Side-Chain Length on the Electrospinning of Perfluorosulfonic
Acid Ionomers
Surya Subianto, Sara Cavaliere, Deborah J. Jones, Jacques Roziere
Institut Charles Gerhardt—Aggregates, Interfaces and Energy Materials, UMR CNRS 5253, Universit�e Montpellier 2, 34095
Montpellier Cedex 5, France
Correspondence to: D. J. Jones (E-mail: [email protected])
Received 27 May 2012; accepted 23 July 2012; published online 11 September 2012
DOI: 10.1002/pola.26286
ABSTRACT: The effect of the side-chain length (short side chain
and long side chain, SSC and LSC, respectively) of perfluoro-
sulfonic acid (PFSA) ionomers on the properties of nanofibers
obtained by electrospinning ionomer dispersions in high
dielectric constant liquids has been investigated with a view to
obtaining electrospun webs as components of fuel cell mem-
branes. Ranges of experimental conditions for electrospinning
LSC and SSC PFSAs have been explored, with a scoping of sol-
vents, carrier polymer and PFSA ionomer concentrations, and
carrier polymer molecular weight. Under optimal conditions,
the electrospun mats derived from SSC and from LSC PFSA
show distinct fiber dimensions that arise from the different
chain lengths of the respective ionomers. Enhanced interchain
interactions in SSC PFSA with low equivalent weight compared
to LSC PFSA result in a considerably lower average fiber diam-
eter and a markedly narrower fiber size distribution. The pro-
ton conductivity of nanofiber mats of SSC and LSC PFSA with
equivalent weights of 830 and 900 g mol�1, respectively,
are 102 and 58 mS cm�1 at 80�C and 95% relative humidity.
VC 2012 Wiley Periodicals, Inc. J Polym Sci Part A: Polym Chem
51: 118–128, 2013
KEYWORDS: chain; conductivity; electrochemistry; electrospin-
ning; fibers; fluoropolymers; ion exchangers; long side chain;
perfluorosulfonic acid; proton exchange membrane; short side
chain
INTRODUCTION A broad array of polymers and ionomershas been developed and evaluated in recent years as possi-ble components of membrane materials for proton exchangemembrane fuel cells (PEMFC), with particular efforts dedi-cated to satisfying the exacting set of properties required forautomotive use,1 and the extended durability requirementsof stationary applications.2 Although leading to a vast num-ber of novel sulfonic acid-functionalized nonfluorinated poly-aromatics,3–7 these endeavors have also notably advancedperfluorosulfonic acid (PFSA) technologies that have thenceproduced a new generation of benchmark fuel cell mem-branes.8–10 With the trend to higher temperature of fuel celloperation, as is needed for both automotive and stationaryapplications, and the requirement for high performance,recent developments have tended toward the use of lowequivalent weight (EW) PFSA polymer membranes ofreduced thickness in the range of 25–30 mm as these providelower area-specific resistance and increased water permea-tion rate. However, both of these factors impact the mem-brane mechanical strength, the difficulty lying in limiting thehigh water uptake of high charge carrier concentration mem-branes, which causes macroscopic swelling of the membrane,increased plasticity, and softening. A current challenge lies in
the development of means to ensure the mechanical stabilityof thin, low EW PFSA membranes.
Electrospinning has gained significant interest in the produc-tion of polymeric nanofibers owing to its versatility, ease ofuse, and morphological control.11–13 In electrospinning, anelectrical potential is applied to a polymer solution as it ispushed through a needle, resulting in an instability whichstretches the polymer solution and creates a fine, fibrillar jetbetween the needle and a grounded collector (Fig. 1). Thisresults in the deposition of nanofibers on the collector, whichform a highly porous, nonwoven mat. By adjusting the depo-sition parameters and collector type, electrospun membranescan be prepared with excellent uniformity and mechanicalproperties. Furthermore, the possibility of coelectrospinningdifferent solutions using specially designed spinnerets leadsto the elaboration of core–sheath,14 hollow fibers,15–17
porous fibers,18 and multichannel microtubes.19,20 The prop-erties of the designed fibers obtained can also be tuned bythe addition in situ of molecular species or nanoparticles, orby further functionalization.21 The mats obtained from elec-trospinning are highly porous and offer an approach to thedevelopment of composite membranes for PEMFC by
VC 2012 Wiley Periodicals, Inc.
118 JOURNAL OF POLYMER SCIENCE PART A: POLYMER CHEMISTRY 2013, 51, 118–128
ARTICLE WWW.POLYMERCHEMISTRY.ORGJOURNAL OF
POLYMER SCIENCE
associating ionomers and nonconducting polymers, separat-ing the role of mechanical support function from that ofproton conductivity.
The PFSA membrane commercialized by DuPont as NafionVR
in the late 1960s has been extensively studied for the use inhydrogen/oxygen (air) fuel cells. Related perfluorinated ion-omers have been developed and are either available com-mercially or as development products, such as those from3MTM (ref. 8) and Solvay-Solexis9 (AquivionTM). These differfrom the NafionVR -type polymer in that there is no pendantACF3 group in the side chain, and from each other by thelength of the perfluoro vinylether side chain (Fig. 2), withconsequent significant differences in the molecular weight(m.w.) of the polymer repeat unit. For a given PFSA type, thepolymer EW and ion exchange capacity (IEC) vary as a func-tion of the ratio of tetrafluoroethylene (TFE) and side-chain-functionalized TFE. These compositional and structural dif-ferences impart specific properties. Short side chain (SSC)-type AquivionTM membranes are characterized by a greaterheat of fusion than long side chain (LSC) NafionVR -type mem-branes, at a given polymer EW. AquivionTM retains semi-crys-talline character even at low EW, and the difference is suchthat the heat of fusion characteristic of the most generallyavailable NafionVR of EW 1100 is given by AquivionTM of EWclose to 830.22 This corresponds to a significantly higher IECof 0.3 meq g�1. In addition, both the absence of the pendantCF3 group and the shorter side chain give a polymer ofhigher glass transition temperature at a given polymer EW(Tg NafionVR ca. 100�C, 3MTM, ca. 125�C, Aquivion
TM
, ca.140�C), which extends the usable range of operating temper-ature to higher values. Studies which modeled the protontransport in these membranes have shown that despite simi-
lar proton transport properties between SSC– and LSC–PFSAs, combining high IEC with high mechanical stability, forexample by increasing crystallinity, or by increasing m.w.,crosslinking, or introducing interacting particles, results inan increase in proton conductivity and lower electroosmoticdrag of water and superior fuel cell performance comparedto LSC–PFSAs.23–26
Recent studies have shown that it is possible to electrospinNafion27,28 as well as other sulfonated hydrocarbon poly-mers29,30 through the use of a carrier polymer such as poly(acrylic acid) (PAA) or polyethylene oxide (PEO) to obtainhomogeneous, mechanically stable nanofibrous membranes.The proton conductivity of these membranes depends on thefiber composition, but a recent study by Dong et al.31 on theconductivity of single fibers containing 99.9% Nafion showsthat electrospun fibers can be up to an order of magnitudemore conductive than cast films owing to a well-alignedionic morphology. Composite membranes utilizing such elec-trospun fibers have been fabricated by Choi et al.,32,33 whoutilized NafionVR and 3M PFSAs to fabricate membranes byimpregnating the proton conductive, electrospun matrix withan inert polymer in a series of pioneering studies clearlydemonstrating the potential of this approach.
Despite the current significance10,34,35 of SSC–Aquivion-type-PFSA in PEMFC, there is no study, as yet, of its propensity toelectrospinning and, as part of our on-going studies on thedevelopment of methodologies for the mechanical stabiliza-tion of LSC36 and SSC–PFSA,37 we compare below the prepa-ration and characterization of electrospun webs of SSC andLSC–PFSA ionomers, using AquivionTM (SSC, Solvay-Solexis)and FumionVR (LSC, FuMA-Tech). Ranges of experimental con-ditions for electrospinning LSC and SSC–PFSAs are explored,with a scoping of solvents, carrier polymer and PFSA ion-omer concentrations, and carrier polymer m.w. Under opti-mal conditions, the electrospun mats show distinct fibermorphologies that arise from the different chain lengths ofthe respective ionomers, and high proton conductivity.
EXPERIMENTAL
MaterialsAquivionTM dispersion (20% w/w in H2O; EW, 830 g mol�1)was generously donated by Solvay-Solexis, and FumionVR
instant ionomer (water-soluble powder; EW, 900 g mol�1)was kindly gifted by Fumatech. PEO and N, N-dimethylaceta-mide (DMAc) were purchased from Aldrich and used asreceived. Dispersions of AquivionTM in DMAc were prepared
FIGURE 2 Structures of LSC and SSC–PFSA ionomers.
FIGURE 1 Schematic diagram of an electrospinning setup.
JOURNAL OFPOLYMER SCIENCE WWW.POLYMERCHEMISTRY.ORG ARTICLE
WWW.MATERIALSVIEWS.COM JOURNAL OF POLYMER SCIENCE PART A: POLYMER CHEMISTRY 2013, 51, 118–128 119

by removing the water from the as-provided aqueous sus-pension at ambient temperature under vacuum, and redis-persing the ionomer in DMAc. Dispersions of FumionVR wereprepared by directly adding the required quantity ofFumionVR powder to DMAc, with vigorous stirring at roomtemperature.
ElectrospinningThe electrospinning setup consists of a high-voltage powersupply, a syringe pump and needle, and a cylindrical stainlesssteel target on a rotating drum collector setup (Linari Engi-neering). The rotating setup allows the target to be movedperpendicular to the direction of the jet, allowing even fiberdeposition on the surface of the collector. The high-voltagepower supply was connected directly to the needle, with thecollector connected to ground. Electrospinning experimentswere performed in an environmentally controlled chamber ata temperature of 40�C, which facilitates solvent evaporationduring polymer flight and favors uniform fiber formation.
In typical experiments, AquivionTM was electrospun fromDMAc/H2O (99/1 v/v) that contained 20 wt % AquivionTM
and 1 wt % PEO. For LSC FumionVR , no water was requiredfor electrospinning and the dispersion comprised 20 wt %FumionVR and 1.5 wt % PEO in DMAc. The flow rate from thesyringe was 0.2–0.4 mL h�1 and the applied potential was12–15 kV. The distance between the needle tip and the tar-get was varied between 12 and 15 cm. The distance to targetand the flow rate was adjusted as required to obtain a con-tinuous jet of polymer fibers. The electrospun ionomerswere collected as fiber mats, which were then removed fromthe collector, thermally annealed, and pressed to obtain thecorresponding partially densified membranes.
The temperature used for thermal annealing, being 170�Cfor electrospun Aquivion
TM
, and 150�C for FumionVR , wasadjusted according to the ionomer Tg. A duration of 30 minwas sufficient to remove all solvents and improve crystallin-ity.38 Following annealing, samples were densified by press-ing at 5000 kPa at room temperature for 20 min. In a finalstep, they were immersed in deionized water at 60�C for 24h (this treatment repeated twice), to remove the PEO, andthen in 1M H2SO4 for 24 h to exchange any adventitiousionic species, and subsequently in deionized water for 24 hprior to characterization.
Membrane CharacterizationThermogravimetric analysis (TGA) was performed in air on aNetzch STA409PC thermobalance with a temperature rampof 10�C min�1. The morphology of the electrospun webs anddensified membranes was observed using scanning electronmicroscopy (SEM), using a Hitachi S2600N microscope. Thesamples were coated with platinum prior to analysis. In-plane proton conductivity was determined on the samples ofdimension about 25 � 5 mm using a Bekktech 4-point probesetup and measurement cell with controlled temperatureand relative humidity (RH). Measurements were performedup to 120�C and over the RH range of 25–95%. For conduc-tivity measurements at high RH above 100�C, the cell
pressure was 206 kPa. All measurements were carried outthree times and the average value is reported.
RESULTS AND DISCUSSION
FumionVR has the same chemical structure as NafionVR , and assuch it was expected to behave similarly under electrospin-ning conditions.28 In contrast, the SSC character of Aqui-vion
TM
, its more crystalline character and lower EW are allexpected to introduce different behaviors. Previous studieson NafionVR have concluded that electrospun fibers can beobtained only when a carrier polymer such as polyvinylalcohol (PVA) or PEO is used. In contrast, electrospinning ofnonfluorinated ionomers such as sulfonated polystyrene30
and sulfonated poly(ether ether ketone)29 is possible at highconcentrations (25 wt %), without any additional polymeradditive. In initial experiments of the present study, electro-spinning of both AquivionTM and FumionVR was attemptedwithout any carrier polymer to investigate whether such aconcentration threshold exists for PFSAs. In agreement withthe previous reports,27,28 no fiber formation was observedand, even at very high PFSA concentrations (20% for Aqui-vionTM and 40% for FumionVR ), the dominant morphologyobtained was that of spherical, electrosprayed beads withonly a very small amount of fibers present. This is certainlyowing to the character of NafionVR ‘‘solutions, ’’ where poly-mer chains are not truly dissolved and solvated39,40 but aremultichain ionically crosslinked aggregates having a gel par-ticle size of about 150–180 nm that hinder fiber formation.Further increase in PFSA concentration with either of theionomers did not augment the viscosity of the dispersion,but rather a gel-like material formed that showed impededflow from the electrospinning syringe needle and thus couldnot be electrospun. Indeed, at very high PFSA concentrations(>20%), it was necessary to heat the polymer dispersionand electrospinning syringe and needle, as at such concen-trations the PFSAs are gels at room temperature.
Effect of PEO m.w.It is well established that the addition of a carrier polymersuch as PEO is an effective means of increasing entangle-ment of PFSA chains, and hence enabling electrospinning;however, as PEO does not contribute notably to proton con-duction properties, it is of interest to reduce to a minimumamount of PEO essential for PFSA nanofiber formation. Theliterature reports a broad range of required amounts: forexample, Dong et al.31 obtained uniform fibers using just0.1% PEO, whereas the previous studies by Laforgue et al.28
and Choi et al.32 reported that 1% PEO was required to elec-trospin NafionVR /PEO. In contrast, Bajon et al.41 used veryhigh amount of secondary polymer (around 40–75%), andChen et al.27 reported that the bead to fiber transition occursat around 8% of secondary polymer in the NafionVR /PAAsystem.
As the purpose of the carrier polymer additive is to increasechain entanglement, it is believed that the electrospinnabilityof PFSA is expected to depend significantly on the m.w. ofthe carrier polymer, which greatly affects the viscosity of thesolution. In this study, PEO with m.w.s in the range of 6000–
ARTICLE WWW.POLYMERCHEMISTRY.ORGJOURNAL OF
POLYMER SCIENCE
120 JOURNAL OF POLYMER SCIENCE PART A: POLYMER CHEMISTRY 2013, 51, 118–128
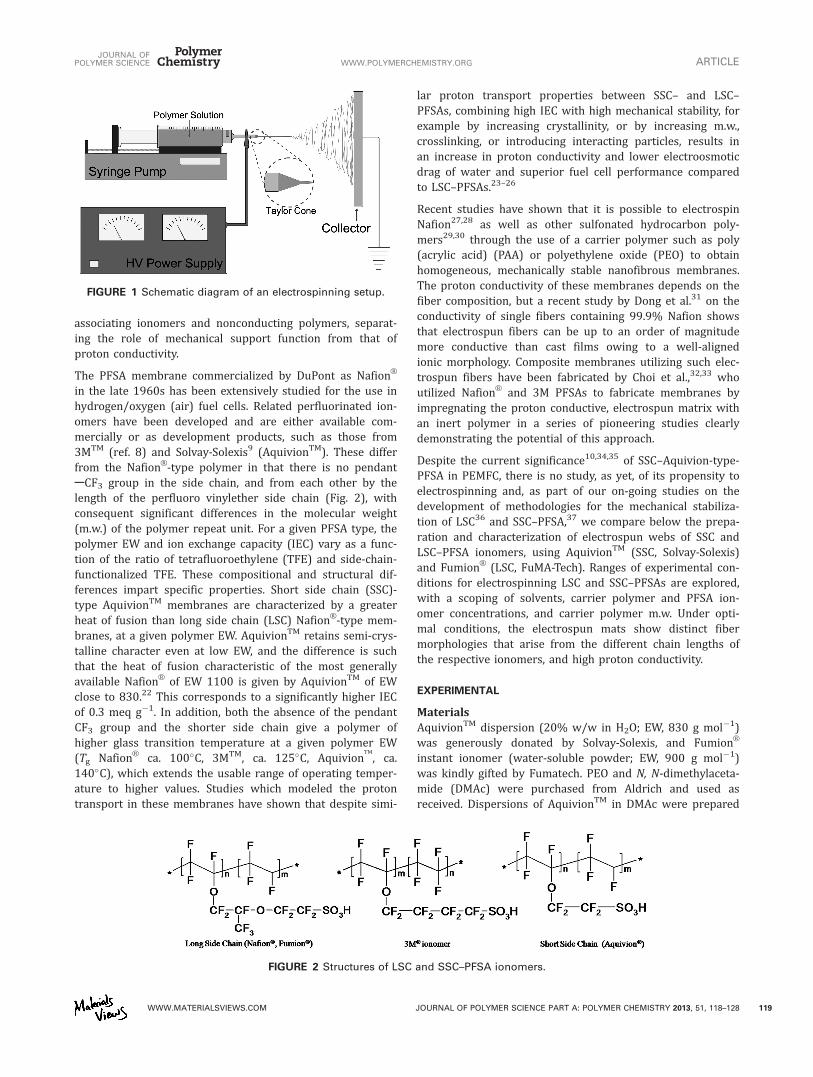
1,000,000 Da was used in association with AquivionTM
(20 wt %) in DMAc. Figure 3 shows the morphology of thefibers obtained. As indicated above, in the absence of a sec-ondary polymer, PFSA is discharged from the syringe needlein electrosprayed form. Using low-m.w. PEO (6000–100,000Da) did not have any observable positive effect at the con-centration used, with electrosprayed material being recov-ered on the target. Increasing the m.w. to 400,000 Daresulted first in the formation of beaded fibers, indicatingthe transition into electrospinning conditions, before ena-bling fiber formation when very high m.w. PEO (1,000,000Da) was used. With increasing m.w. of the PEO, there isincreasing chain entanglement between the polymer (PEO)and the ionomer (PFSA) molecules, which overcomes ionicaggregation owing to the sulfonic acid functions of the PFSA.These observations are consistent with the previous studiesby Dong et al.31 and by Subramanian et al.,30 who found thathigh m.w. was needed to form fibers, whereas low-m.w. poly-mer forms only beads regardless of concentration.
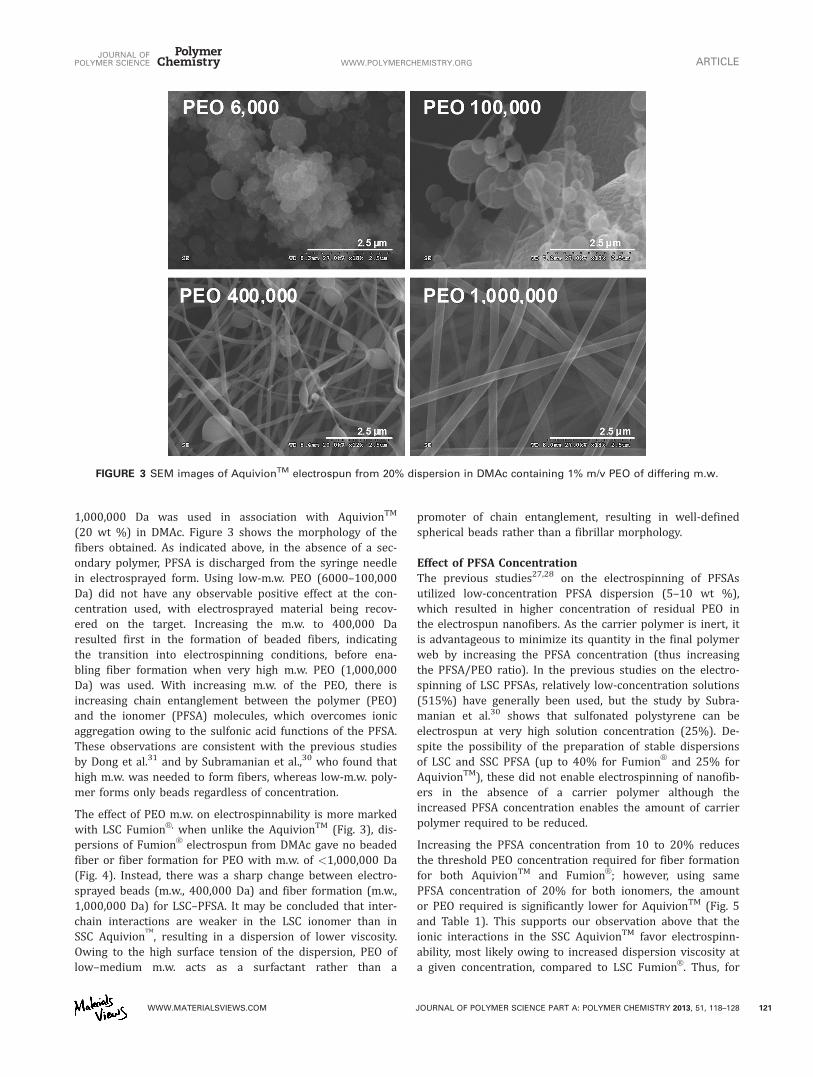
The effect of PEO m.w. on electrospinnability is more markedwith LSC FumionVR , when unlike the AquivionTM (Fig. 3), dis-persions of FumionVR electrospun from DMAc gave no beadedfiber or fiber formation for PEO with m.w. of <1,000,000 Da(Fig. 4). Instead, there was a sharp change between electro-sprayed beads (m.w., 400,000 Da) and fiber formation (m.w.,1,000,000 Da) for LSC–PFSA. It may be concluded that inter-chain interactions are weaker in the LSC ionomer than inSSC Aquivion
TM
, resulting in a dispersion of lower viscosity.Owing to the high surface tension of the dispersion, PEO oflow–medium m.w. acts as a surfactant rather than a
promoter of chain entanglement, resulting in well-definedspherical beads rather than a fibrillar morphology.
Effect of PFSA ConcentrationThe previous studies27,28 on the electrospinning of PFSAsutilized low-concentration PFSA dispersion (5–10 wt %),which resulted in higher concentration of residual PEO inthe electrospun nanofibers. As the carrier polymer is inert, itis advantageous to minimize its quantity in the final polymerweb by increasing the PFSA concentration (thus increasingthe PFSA/PEO ratio). In the previous studies on the electro-spinning of LSC PFSAs, relatively low-concentration solutions(515%) have generally been used, but the study by Subra-manian et al.30 shows that sulfonated polystyrene can beelectrospun at very high solution concentration (25%). De-spite the possibility of the preparation of stable dispersionsof LSC and SSC PFSA (up to 40% for FumionVR and 25% forAquivionTM), these did not enable electrospinning of nanofib-ers in the absence of a carrier polymer although theincreased PFSA concentration enables the amount of carrierpolymer required to be reduced.
Increasing the PFSA concentration from 10 to 20% reducesthe threshold PEO concentration required for fiber formationfor both AquivionTM and FumionVR ; however, using samePFSA concentration of 20% for both ionomers, the amountor PEO required is significantly lower for AquivionTM (Fig. 5and Table 1). This supports our observation above that theionic interactions in the SSC AquivionTM favor electrospinn-ability, most likely owing to increased dispersion viscosity ata given concentration, compared to LSC FumionVR . Thus, for
FIGURE 3 SEM images of AquivionTM electrospun from 20% dispersion in DMAc containing 1% m/v PEO of differing m.w.
JOURNAL OFPOLYMER SCIENCE WWW.POLYMERCHEMISTRY.ORG ARTICLE
WWW.MATERIALSVIEWS.COM JOURNAL OF POLYMER SCIENCE PART A: POLYMER CHEMISTRY 2013, 51, 118–128 121
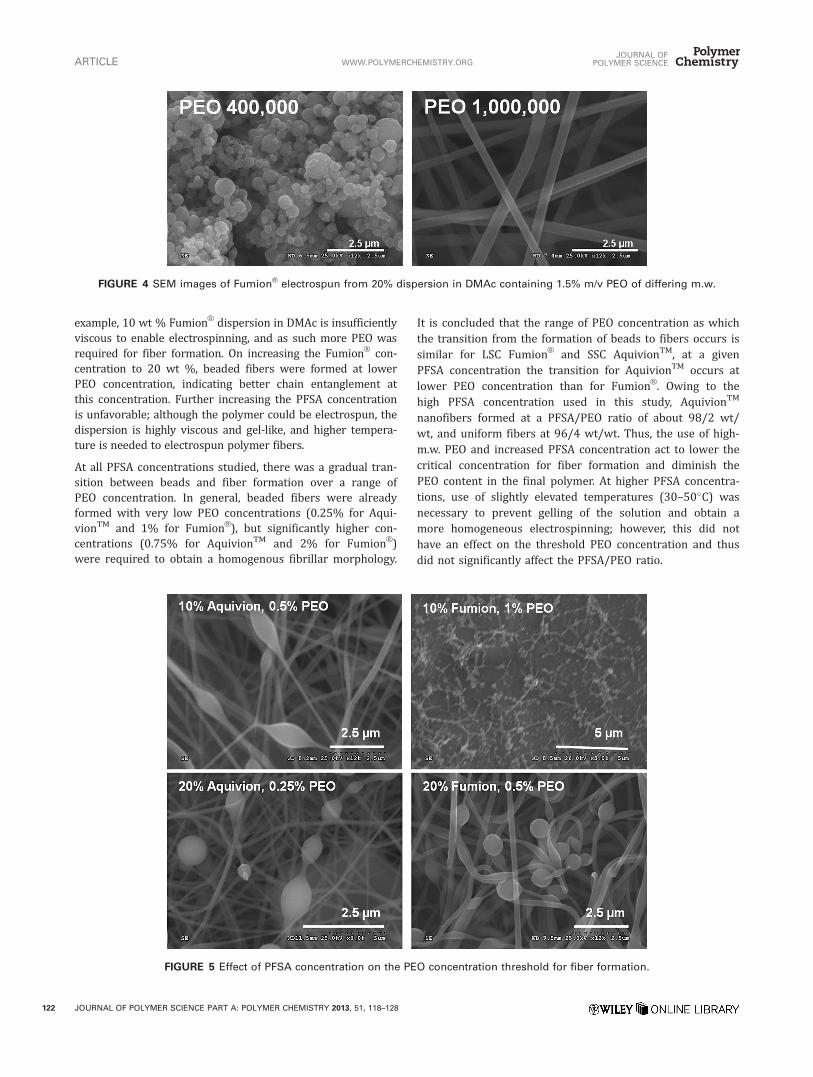
example, 10 wt % FumionVR dispersion in DMAc is insufficientlyviscous to enable electrospinning, and as such more PEO wasrequired for fiber formation. On increasing the FumionVR con-centration to 20 wt %, beaded fibers were formed at lowerPEO concentration, indicating better chain entanglement atthis concentration. Further increasing the PFSA concentrationis unfavorable; although the polymer could be electrospun, thedispersion is highly viscous and gel-like, and higher tempera-ture is needed to electrospun polymer fibers.
At all PFSA concentrations studied, there was a gradual tran-sition between beads and fiber formation over a range ofPEO concentration. In general, beaded fibers were alreadyformed with very low PEO concentrations (0.25% for Aqui-vionTM and 1% for FumionVR ), but significantly higher con-centrations (0.75% for AquivionTM and 2% for FumionVR )were required to obtain a homogenous fibrillar morphology.
It is concluded that the range of PEO concentration as whichthe transition from the formation of beads to fibers occurs issimilar for LSC FumionVR and SSC AquivionTM, at a givenPFSA concentration the transition for AquivionTM occurs atlower PEO concentration than for FumionVR . Owing to thehigh PFSA concentration used in this study, AquivionTM
nanofibers formed at a PFSA/PEO ratio of about 98/2 wt/wt, and uniform fibers at 96/4 wt/wt. Thus, the use of high-m.w. PEO and increased PFSA concentration act to lower thecritical concentration for fiber formation and diminish thePEO content in the final polymer. At higher PFSA concentra-tions, use of slightly elevated temperatures (30–50�C) wasnecessary to prevent gelling of the solution and obtain amore homogeneous electrospinning; however, this did nothave an effect on the threshold PEO concentration and thusdid not significantly affect the PFSA/PEO ratio.
FIGURE 4 SEM images of FumionVR
electrospun from 20% dispersion in DMAc containing 1.5% m/v PEO of differing m.w.
FIGURE 5 Effect of PFSA concentration on the PEO concentration threshold for fiber formation.
ARTICLE WWW.POLYMERCHEMISTRY.ORGJOURNAL OF
POLYMER SCIENCE
122 JOURNAL OF POLYMER SCIENCE PART A: POLYMER CHEMISTRY 2013, 51, 118–128
Effect of the Nature of the SolventMost previous studies on the electrospinning of PFSAs haveutilized aqueous alcohol solvent mixtures such as water/isopropanol owing to the good dispersibility of PFSAs in
these solvents and their low boiling point, which allows theircomplete evaporation even at moderate temperature. Onelectrospinning LSC FumionVR from 50/50 water/isopropanol,the diameter of the fibers produced was observed to evolve
TABLE 1 Morphology of AquivionTM and FumionVR
obtained at Varying PFSA and PEO Concentrations
PFSA PFSA Conc. (% w/v) PEO Conc. (% w/v) PFSA/PEO Ratio Morphology
AquivionTM 10 0.5 95/5 Beaded fibers
10 0.75 92.5/7.5 Beaded fibers
10 1 90/10 Fibers
20 0.25 98.7/1.3 Beaded fibers
20 0.5 97.5/2.5 Beaded fibers
20 0.75 96.2/3.8 Fibers
FumionVR
10 1 90/10 Beads
10 1.5 85/15 Beaded fibers
10 2 80/20 Fibers
20 0.5 97.5/2.5 Beads
20 1 95/5 Beaded fibers
20 1.5 92.5/7.5 Beaded fibers
20 2 90/10 Fibers
40 1.5 96.2/3.8 Beaded fibersa
40 2 95/5 Fibersa
a Electrospun at 50�C.
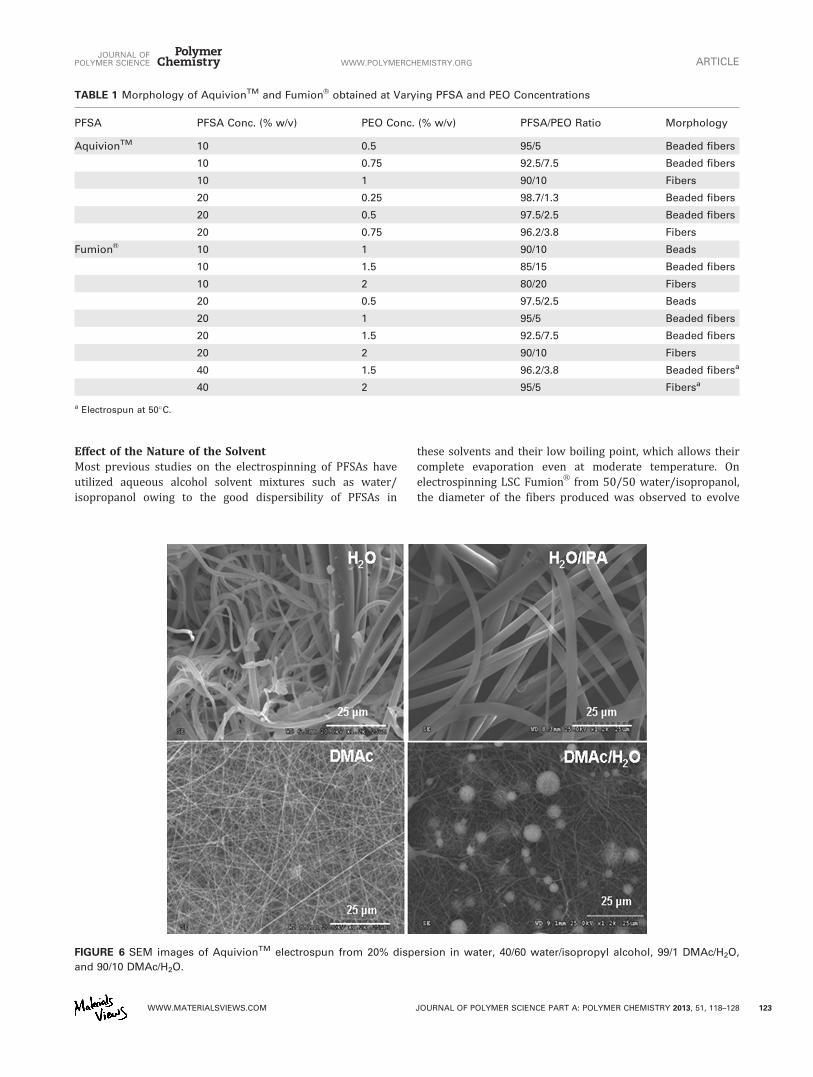
FIGURE 6 SEM images of AquivionTM electrospun from 20% dispersion in water, 40/60 water/isopropyl alcohol, 99/1 DMAc/H2O,
and 90/10 DMAc/H2O.
JOURNAL OFPOLYMER SCIENCE WWW.POLYMERCHEMISTRY.ORG ARTICLE
WWW.MATERIALSVIEWS.COM JOURNAL OF POLYMER SCIENCE PART A: POLYMER CHEMISTRY 2013, 51, 118–128 123
over the course of electrospinning, with significantly greatervariation in fiber diameter as the thickness of the depositedmat increases. The fibers closest to the electrode (whichwere deposited earliest) were more homogeneous and are ofsubmicron diameters, whereas some of the fibers on the top-most surface of the deposited fibrous mat were of microme-ter diameters, which indicates that the solvent may haveevaporated too rapidly, and thus the polymer solution couldnot stretch further into thinner fibers during electrospinning.
Similarly, although it is possible to electrospin AquivionTM
directly from the commercially available aqueous dispersion,the fiber size embraces an unsatisfactorily broad range. Forexample, as shown in Figure 6, electrospinning of Aqui-vionTM/PEO from aqueous dispersion or 40/60 water/isopropanol dispersion resulted in large, micron-sized inho-mogeneous filaments rather than nanofibers. The addition ofisopropanol improved the appearance of the fibers, but asimilar, inhomogeneous fiber size distribution was observed.As in the case with LSC FumionVR , this is attributed to therapid evaporation of the solvent during electrospinning,which combined with the high polymer concentrations used,resulted in very thick fibers.
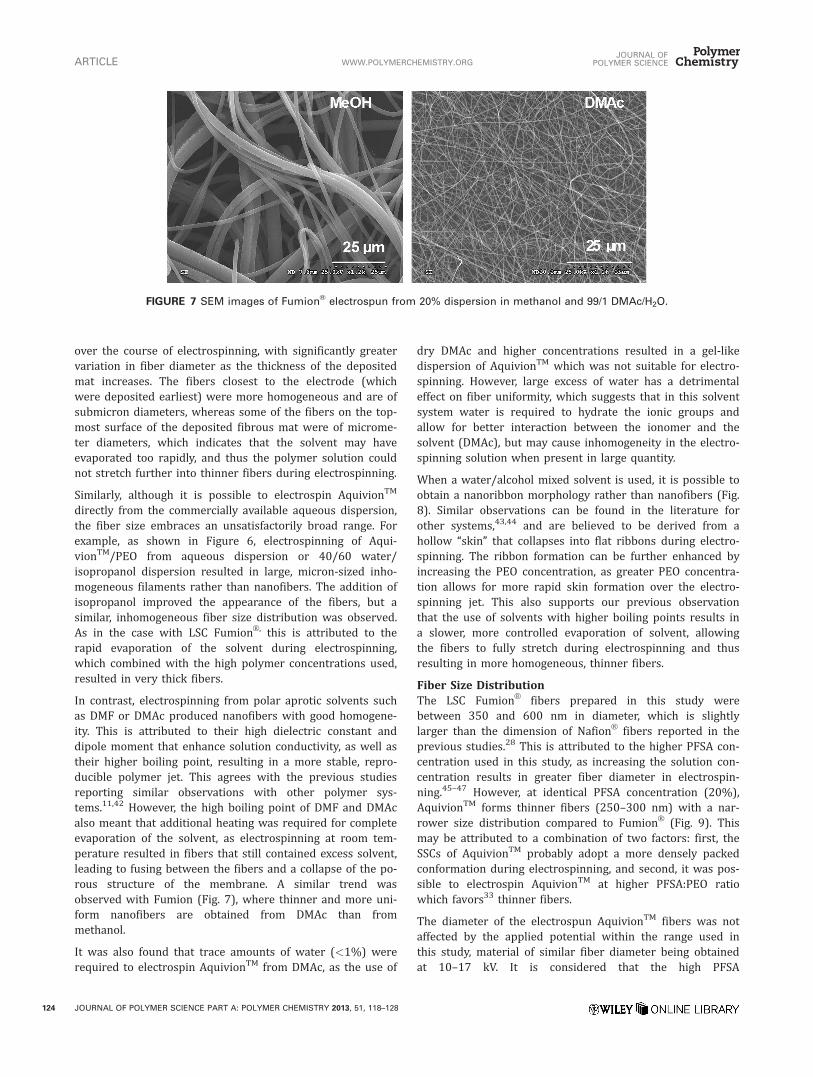
In contrast, electrospinning from polar aprotic solvents suchas DMF or DMAc produced nanofibers with good homogene-ity. This is attributed to their high dielectric constant anddipole moment that enhance solution conductivity, as well astheir higher boiling point, resulting in a more stable, repro-ducible polymer jet. This agrees with the previous studiesreporting similar observations with other polymer sys-tems.11,42 However, the high boiling point of DMF and DMAcalso meant that additional heating was required for completeevaporation of the solvent, as electrospinning at room tem-perature resulted in fibers that still contained excess solvent,leading to fusing between the fibers and a collapse of the po-rous structure of the membrane. A similar trend wasobserved with Fumion (Fig. 7), where thinner and more uni-form nanofibers are obtained from DMAc than frommethanol.
It was also found that trace amounts of water (<1%) wererequired to electrospin AquivionTM from DMAc, as the use of
dry DMAc and higher concentrations resulted in a gel-likedispersion of AquivionTM which was not suitable for electro-spinning. However, large excess of water has a detrimentaleffect on fiber uniformity, which suggests that in this solventsystem water is required to hydrate the ionic groups andallow for better interaction between the ionomer and thesolvent (DMAc), but may cause inhomogeneity in the electro-spinning solution when present in large quantity.
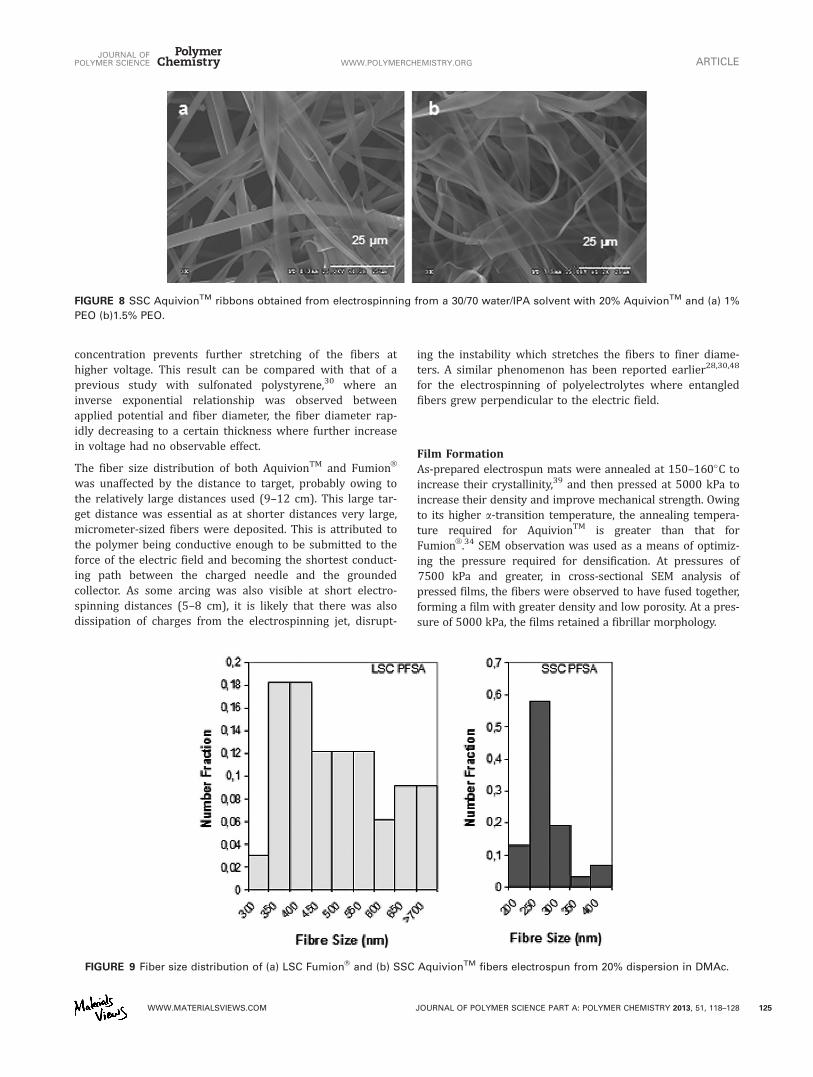
When a water/alcohol mixed solvent is used, it is possible toobtain a nanoribbon morphology rather than nanofibers (Fig.8). Similar observations can be found in the literature forother systems,43,44 and are believed to be derived from ahollow ‘‘skin’’ that collapses into flat ribbons during electro-spinning. The ribbon formation can be further enhanced byincreasing the PEO concentration, as greater PEO concentra-tion allows for more rapid skin formation over the electro-spinning jet. This also supports our previous observationthat the use of solvents with higher boiling points results ina slower, more controlled evaporation of solvent, allowingthe fibers to fully stretch during electrospinning and thusresulting in more homogeneous, thinner fibers.
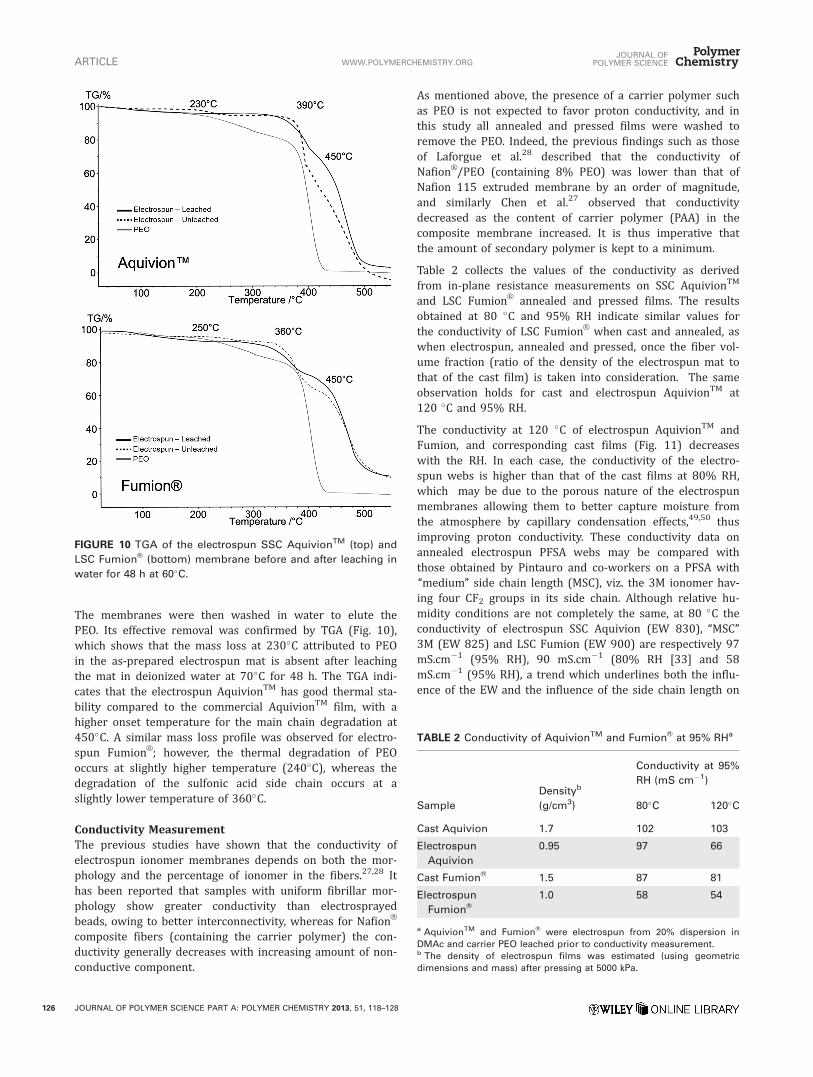
Fiber Size DistributionThe LSC FumionVR fibers prepared in this study werebetween 350 and 600 nm in diameter, which is slightlylarger than the dimension of NafionVR fibers reported in theprevious studies.28 This is attributed to the higher PFSA con-centration used in this study, as increasing the solution con-centration results in greater fiber diameter in electrospin-ning.45–47 However, at identical PFSA concentration (20%),AquivionTM forms thinner fibers (250–300 nm) with a nar-rower size distribution compared to FumionVR (Fig. 9). Thismay be attributed to a combination of two factors: first, theSSCs of AquivionTM probably adopt a more densely packedconformation during electrospinning, and second, it was pos-sible to electrospin AquivionTM at higher PFSA:PEO ratiowhich favors33 thinner fibers.
The diameter of the electrospun AquivionTM fibers was notaffected by the applied potential within the range used inthis study, material of similar fiber diameter being obtainedat 10–17 kV. It is considered that the high PFSA
FIGURE 7 SEM images of FumionVR
electrospun from 20% dispersion in methanol and 99/1 DMAc/H2O.
ARTICLE WWW.POLYMERCHEMISTRY.ORGJOURNAL OF
POLYMER SCIENCE
124 JOURNAL OF POLYMER SCIENCE PART A: POLYMER CHEMISTRY 2013, 51, 118–128
concentration prevents further stretching of the fibers athigher voltage. This result can be compared with that of aprevious study with sulfonated polystyrene,30 where aninverse exponential relationship was observed betweenapplied potential and fiber diameter, the fiber diameter rap-idly decreasing to a certain thickness where further increasein voltage had no observable effect.
The fiber size distribution of both AquivionTM and FumionVR
was unaffected by the distance to target, probably owing tothe relatively large distances used (9–12 cm). This large tar-get distance was essential as at shorter distances very large,micrometer-sized fibers were deposited. This is attributed tothe polymer being conductive enough to be submitted to theforce of the electric field and becoming the shortest conduct-ing path between the charged needle and the groundedcollector. As some arcing was also visible at short electro-spinning distances (5–8 cm), it is likely that there was alsodissipation of charges from the electrospinning jet, disrupt-
ing the instability which stretches the fibers to finer diame-ters. A similar phenomenon has been reported earlier28,30,48
for the electrospinning of polyelectrolytes where entangledfibers grew perpendicular to the electric field.
Film FormationAs-prepared electrospun mats were annealed at 150–160�C toincrease their crystallinity,39 and then pressed at 5000 kPa toincrease their density and improve mechanical strength. Owingto its higher a-transition temperature, the annealing tempera-ture required for AquivionTM is greater than that forFumionVR .34 SEM observation was used as a means of optimiz-ing the pressure required for densification. At pressures of7500 kPa and greater, in cross-sectional SEM analysis ofpressed films, the fibers were observed to have fused together,forming a film with greater density and low porosity. At a pres-sure of 5000 kPa, the films retained a fibrillar morphology.
FIGURE 8 SSC AquivionTM ribbons obtained from electrospinning from a 30/70 water/IPA solvent with 20% AquivionTM and (a) 1%
PEO (b)1.5% PEO.
FIGURE 9 Fiber size distribution of (a) LSC FumionVR
and (b) SSC AquivionTM fibers electrospun from 20% dispersion in DMAc.
JOURNAL OFPOLYMER SCIENCE WWW.POLYMERCHEMISTRY.ORG ARTICLE
WWW.MATERIALSVIEWS.COM JOURNAL OF POLYMER SCIENCE PART A: POLYMER CHEMISTRY 2013, 51, 118–128 125
The membranes were then washed in water to elute thePEO. Its effective removal was confirmed by TGA (Fig. 10),which shows that the mass loss at 230�C attributed to PEOin the as-prepared electrospun mat is absent after leachingthe mat in deionized water at 70�C for 48 h. The TGA indi-cates that the electrospun AquivionTM has good thermal sta-bility compared to the commercial AquivionTM film, with ahigher onset temperature for the main chain degradation at450�C. A similar mass loss profile was observed for electro-spun FumionVR ; however, the thermal degradation of PEOoccurs at slightly higher temperature (240�C), whereas thedegradation of the sulfonic acid side chain occurs at aslightly lower temperature of 360�C.
Conductivity MeasurementThe previous studies have shown that the conductivity ofelectrospun ionomer membranes depends on both the mor-phology and the percentage of ionomer in the fibers.27,28 Ithas been reported that samples with uniform fibrillar mor-phology show greater conductivity than electrosprayedbeads, owing to better interconnectivity, whereas for NafionVR
composite fibers (containing the carrier polymer) the con-ductivity generally decreases with increasing amount of non-conductive component.
As mentioned above, the presence of a carrier polymer suchas PEO is not expected to favor proton conductivity, and inthis study all annealed and pressed films were washed toremove the PEO. Indeed, the previous findings such as thoseof Laforgue et al.28 described that the conductivity ofNafionVR /PEO (containing 8% PEO) was lower than that ofNafion 115 extruded membrane by an order of magnitude,and similarly Chen et al.27 observed that conductivitydecreased as the content of carrier polymer (PAA) in thecomposite membrane increased. It is thus imperative thatthe amount of secondary polymer is kept to a minimum.
Table 2 collects the values of the conductivity as derivedfrom in-plane resistance measurements on SSC AquivionTM
and LSC FumionVR annealed and pressed films. The resultsobtained at 80 �C and 95% RH indicate similar values forthe conductivity of LSC FumionVR when cast and annealed, aswhen electrospun, annealed and pressed, once the fiber vol-ume fraction (ratio of the density of the electrospun mat tothat of the cast film) is taken into consideration. The sameobservation holds for cast and electrospun AquivionTM at120 �C and 95% RH.
The conductivity at 120 �C of electrospun AquivionTM andFumion, and corresponding cast films (Fig. 11) decreaseswith the RH. In each case, the conductivity of the electro-spun webs is higher than that of the cast films at 80% RH,which may be due to the porous nature of the electrospunmembranes allowing them to better capture moisture fromthe atmosphere by capillary condensation effects,49,50 thusimproving proton conductivity. These conductivity data onannealed electrospun PFSA webs may be compared withthose obtained by Pintauro and co-workers on a PFSA with‘‘medium’’ side chain length (MSC), viz. the 3M ionomer hav-ing four CF2 groups in its side chain. Although relative hu-midity conditions are not completely the same, at 80 �C theconductivity of electrospun SSC Aquivion (EW 830), ‘‘MSC’’3M (EW 825) and LSC Fumion (EW 900) are respectively 97mS.cm�1 (95% RH), 90 mS.cm�1 (80% RH [33] and 58mS.cm�1 (95% RH), a trend which underlines both the influ-ence of the EW and the influence of the side chain length on
FIGURE 10 TGA of the electrospun SSC AquivionTM (top) and
LSC FumionVR
(bottom) membrane before and after leaching in
water for 48 h at 60�C.
TABLE 2 Conductivity of AquivionTM and FumionVR
at 95% RHa
Sample
Densityb
(g/cm3)
Conductivity at 95%
RH (mS cm�1)
80�C 120�C
Cast Aquivion 1.7 102 103
Electrospun
Aquivion
0.95 97 66
Cast FumionVR
1.5 87 81
Electrospun
FumionVR
1.0 58 54
a AquivionTM and FumionVR
were electrospun from 20% dispersion in
DMAc and carrier PEO leached prior to conductivity measurement.b The density of electrospun films was estimated (using geometric
dimensions and mass) after pressing at 5000 kPa.
ARTICLE WWW.POLYMERCHEMISTRY.ORGJOURNAL OF
POLYMER SCIENCE
126 JOURNAL OF POLYMER SCIENCE PART A: POLYMER CHEMISTRY 2013, 51, 118–128
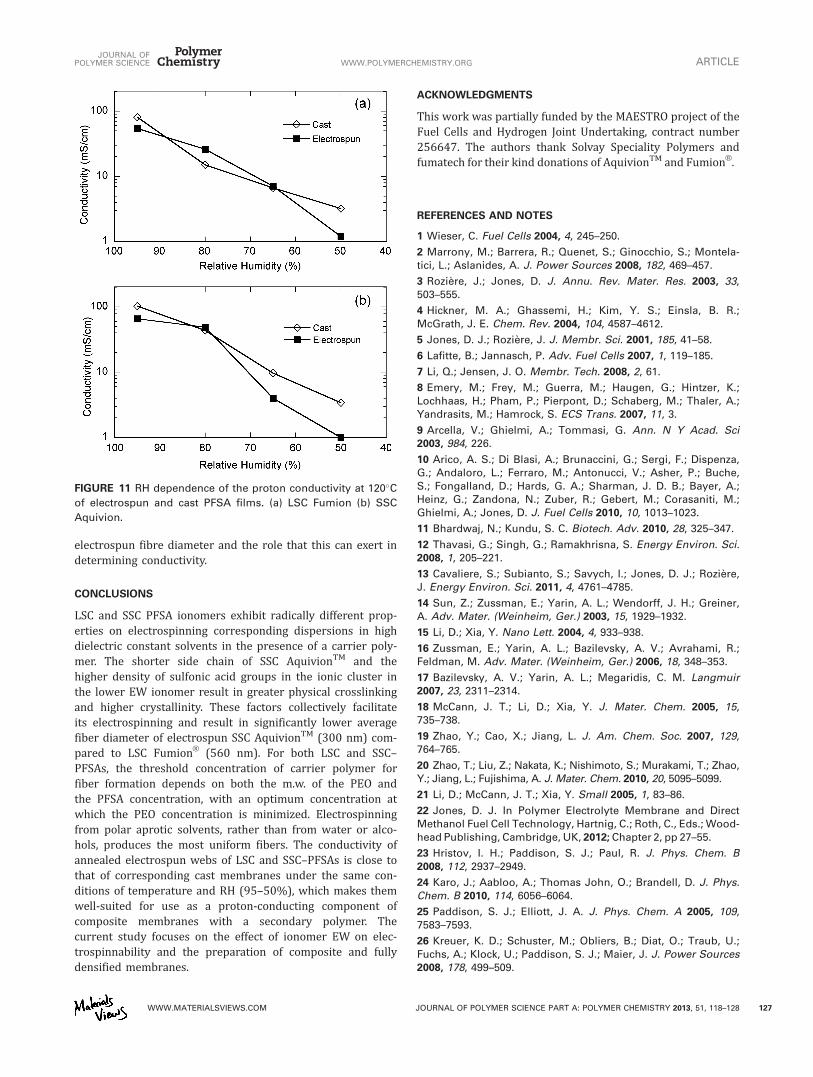
electrospun fibre diameter and the role that this can exert indetermining conductivity.
CONCLUSIONS
LSC and SSC PFSA ionomers exhibit radically different prop-erties on electrospinning corresponding dispersions in highdielectric constant solvents in the presence of a carrier poly-mer. The shorter side chain of SSC AquivionTM and thehigher density of sulfonic acid groups in the ionic cluster inthe lower EW ionomer result in greater physical crosslinkingand higher crystallinity. These factors collectively facilitateits electrospinning and result in significantly lower averagefiber diameter of electrospun SSC AquivionTM (300 nm) com-pared to LSC FumionVR (560 nm). For both LSC and SSC–PFSAs, the threshold concentration of carrier polymer forfiber formation depends on both the m.w. of the PEO andthe PFSA concentration, with an optimum concentration atwhich the PEO concentration is minimized. Electrospinningfrom polar aprotic solvents, rather than from water or alco-hols, produces the most uniform fibers. The conductivity ofannealed electrospun webs of LSC and SSC–PFSAs is close tothat of corresponding cast membranes under the same con-ditions of temperature and RH (95–50%), which makes themwell-suited for use as a proton-conducting component ofcomposite membranes with a secondary polymer. Thecurrent study focuses on the effect of ionomer EW on elec-trospinnability and the preparation of composite and fullydensified membranes.
ACKNOWLEDGMENTS
This work was partially funded by the MAESTRO project of theFuel Cells and Hydrogen Joint Undertaking, contract number256647. The authors thank Solvay Speciality Polymers andfumatech for their kind donations of AquivionTM and FumionVR .
REFERENCES AND NOTES
1 Wieser, C. Fuel Cells 2004, 4, 245–250.
2 Marrony, M.; Barrera, R.; Quenet, S.; Ginocchio, S.; Montela-
tici, L.; Aslanides, A. J. Power Sources 2008, 182, 469–457.
3 Roziere, J.; Jones, D. J. Annu. Rev. Mater. Res. 2003, 33,
503–555.
4 Hickner, M. A.; Ghassemi, H.; Kim, Y. S.; Einsla, B. R.;
McGrath, J. E. Chem. Rev. 2004, 104, 4587–4612.
5 Jones, D. J.; Roziere, J. J. Membr. Sci. 2001, 185, 41–58.
6 Lafitte, B.; Jannasch, P. Adv. Fuel Cells 2007, 1, 119–185.
7 Li, Q.; Jensen, J. O. Membr. Tech. 2008, 2, 61.
8 Emery, M.; Frey, M.; Guerra, M.; Haugen, G.; Hintzer, K.;
Lochhaas, H.; Pham, P.; Pierpont, D.; Schaberg, M.; Thaler, A.;
Yandrasits, M.; Hamrock, S. ECS Trans. 2007, 11, 3.
9 Arcella, V.; Ghielmi, A.; Tommasi, G. Ann. N Y Acad. Sci
2003, 984, 226.
10 Arico, A. S.; Di Blasi, A.; Brunaccini, G.; Sergi, F.; Dispenza,
G.; Andaloro, L.; Ferraro, M.; Antonucci, V.; Asher, P.; Buche,
S.; Fongalland, D.; Hards, G. A.; Sharman, J. D. B.; Bayer, A.;
Heinz, G.; Zandona, N.; Zuber, R.; Gebert, M.; Corasaniti, M.;
Ghielmi, A.; Jones, D. J. Fuel Cells 2010, 10, 1013–1023.
11 Bhardwaj, N.; Kundu, S. C. Biotech. Adv. 2010, 28, 325–347.
12 Thavasi, G.; Singh, G.; Ramakhrisna, S. Energy Environ. Sci.
2008, 1, 205–221.
13 Cavaliere, S.; Subianto, S.; Savych, I.; Jones, D. J.; Roziere,
J. Energy Environ. Sci. 2011, 4, 4761–4785.
14 Sun, Z.; Zussman, E.; Yarin, A. L.; Wendorff, J. H.; Greiner,
A. Adv. Mater. (Weinheim, Ger.) 2003, 15, 1929–1932.
15 Li, D.; Xia, Y. Nano Lett. 2004, 4, 933–938.
16 Zussman, E.; Yarin, A. L.; Bazilevsky, A. V.; Avrahami, R.;
Feldman, M. Adv. Mater. (Weinheim, Ger.) 2006, 18, 348–353.
17 Bazilevsky, A. V.; Yarin, A. L.; Megaridis, C. M. Langmuir
2007, 23, 2311–2314.
18 McCann, J. T.; Li, D.; Xia, Y. J. Mater. Chem. 2005, 15,
735–738.
19 Zhao, Y.; Cao, X.; Jiang, L. J. Am. Chem. Soc. 2007, 129,
764–765.
20 Zhao, T.; Liu, Z.; Nakata, K.; Nishimoto, S.; Murakami, T.; Zhao,
Y.; Jiang, L.; Fujishima, A. J. Mater. Chem. 2010, 20, 5095–5099.
21 Li, D.; McCann, J. T.; Xia, Y. Small 2005, 1, 83–86.
22 Jones, D. J. In Polymer Electrolyte Membrane and Direct
Methanol Fuel Cell Technology, Hartnig, C.; Roth, C., Eds.; Wood-
head Publishing, Cambridge, UK, 2012; Chapter 2, pp 27–55.
23 Hristov, I. H.; Paddison, S. J.; Paul, R. J. Phys. Chem. B
2008, 112, 2937–2949.
24 Karo, J.; Aabloo, A.; Thomas John, O.; Brandell, D. J. Phys.
Chem. B 2010, 114, 6056–6064.
25 Paddison, S. J.; Elliott, J. A. J. Phys. Chem. A 2005, 109,
7583–7593.
26 Kreuer, K. D.; Schuster, M.; Obliers, B.; Diat, O.; Traub, U.;
Fuchs, A.; Klock, U.; Paddison, S. J.; Maier, J. J. Power Sources
2008, 178, 499–509.
FIGURE 11 RH dependence of the proton conductivity at 120�C
of electrospun and cast PFSA films. (a) LSC Fumion (b) SSC
Aquivion.
JOURNAL OFPOLYMER SCIENCE WWW.POLYMERCHEMISTRY.ORG ARTICLE
WWW.MATERIALSVIEWS.COM JOURNAL OF POLYMER SCIENCE PART A: POLYMER CHEMISTRY 2013, 51, 118–128 127

27 Chen, H.; Snyder, J. D.; Elabd, Y. A. Macromolecules 2008,
41, 128–135.
28 Laforgue, A.; Robitaille, L.; Mokrini, A.; Ajji, A. Macromol.
Mater. Eng. 2007, 292, 1229–1236.
29 Li, X.; Hao, X.; Xu, D.; Zhang, G.; Zhong, S.; Na, H.; Wang,
D. J. Membr. Sci. 2006, 281, 1–6.
30 Subramanian, C.; Weiss, R. A.; Shaw, M. T. Polymer 2010,
51, 1983–1989.
31 Dong, B.; Gwee, L.; Salas-de la Cruz, D.; Winey, K. I.; Elabd,
Y. A. Nano Lett. 2010, 10, 3785–3790.
32 Choi, J.; Lee, K. M.; Wycisk, R.; Pintauro, P. N.; Maher, P. T.
Macromolecules 2008, 41, 4569–4572.
33 Choi, J.; Lee, K. M.; Wycisk, R.; Pintauro, P. N.; Mather, P. T.
J. Mater. Chem. 2010, 20, 6282–6290.
34 Arcella, V.; Troglia, C.; Ghielmi, A. Ind. Eng. Chem. Res.
2005, 44, 7646–7651.
35 Ghielmi, A.; Vaccarono, P.; Troglia, C.; Arcella, V. J. Power
Sources 2005, 145, 108–115.
36 Zhang, Y. M.; Li, L.; Tang, J. K.; Bauer, B.; Zhang, W.; Gao,
H. R.; Taillades-Jacquin, M.; Jones, D. J.; Roziere, J.; Lebedeva,
N.; Mallant, R. K. A. M. ECS Trans. 2009, 25, 1469–1470.
37 Subianto, S.; Cavaliere, S.; Jones, D. J.; Roziere, J. ECS
Trans. 2011, 41, 1517–1520.
38 Moore, R. B.; Martin, C. R. Macromolecules 1988, 21,
1334–1339.
39 Gebel, G. Polymer 2000, 41, 5829–5838.
40 Sanders, E. H.; McGrady, K. A.; Wnek, G. E.; Edmondson, C.
A.; Mueller, J. M.; Fontanella, J. J.; Suarez, S.; Greenbaum, S.
G. J. Power Sources 2004, 129, 55–61.
41 Bajon, R.; Balaji, S.; Guo, S. M. J. Fuel Cell. Sci. Technol.
2009, 6, 031004.
42 Lee, K. H.; Kim, H. Y.; La, K. M.; Lee, D. R.; Sung, N. H. J.
Polym. Sci. Part B: Polym. Phys. 2002, 40, 2259–2268.
43 Ner, Y.; Stuart, J. A.; Whitted, G.; Sotzing, G. A. Polymer
2009, 50, 5828–5836.
44 Varesano, A.; Montarsolo, A.; Tonin, C. Eur. Polym. J. 2007,
43, 2792–2798.
45 Baji, A.; Mai, Y.-W.; Wong, S.-C.; Abtahi, M.; Chen, P. Comp.
Sci. Tech. 2010, 70, 703–718.
46 Demir, M. M.; Yilgor, I.; Yilgor, E.; Erman, B. Polymer 2002,
43, 3303–3309.
47 Shenoy, S. L.; Bates, W. D.; Frisch, H. L.; Wnek, G. E. Poly-
mer 2005, 46, 3372–3384.
48 Okuzaki, H.; Takahashi, T.; Miyajima, N.; Suzuki, Y.; Kuwa-
bara, T. Macromolecules 2006, 39, 4276–4278.
49 Lu, S.; Wang, D.; Jiang, S. P.; Xiang, Y.; Lu, J.; Zeng J. Adv.
Mater. (Weinheim, Ger.) 2010, 22, 971–976.
50 Park, M. J.; Downing, K. H.; Jackson, A.; Gomez, E. D.;
Minor, A. M.; Cookson, D.; Weber, A. Z.; Balsara, N. P. Nano
Lett. 2007, 7, 3547–3552.
ARTICLE WWW.POLYMERCHEMISTRY.ORGJOURNAL OF
POLYMER SCIENCE
128 JOURNAL OF POLYMER SCIENCE PART A: POLYMER CHEMISTRY 2013, 51, 118–128

![[side] THEORY BASE OF ACCOUNTING](https://static.fdokumen.com/doc/165x107/6316e2fb1e5d335f8d0a2c0c/side-theory-base-of-accounting.jpg)