EFFECT OF OPERATING VARIABLES ON BOND'S WORK ...
12
J. MET. MATER SC., Vol. 63, No. 1-2, 2021 21 Journal of Metallurgy and Materials Science, Vol. 63, No. 1-2, January-June 2021 Printed in India, © NML, ISSN 0972-4257 EFFECT OF OPERATING VARIABLES ON BOND’S WORK INDICES DETERMINATION KUMAR P. S., KAVITA G. and RAVI B.P. Department of Mineral Processing, Vijayanagara Sri Krishandevaraya University, Karnataka, India. Abstract : Grinding is a vital step in mineral processing, upon which the significant quantum of efficiency and economics of the mineral processing depends. Bond’s work index determination, since its inception in 1952, is being used to estimate the power required for milling, sizing of mills and calculation of milling circuit efficiency. The laboratory method of Bond’s work index determination though tedious still reigns supreme. Without the critical examination of associated variables during experimentation like feed size, the effect of test sieve opening, circulating load and to a certain extent the media shape, the Bond’s work indices values obtained may vary, leading to some ambiguity. An attempt has been made to study the effect of feed size, product size, subsequently, reduction ratio, circulating load on Bond’s work index and grindability of a Banded Magnetite Quartzite material. The effect of media shapes like spheres, cylpeb and rods on Bond’s work index is also qualitatively assessed. Correlations are drawn between the size of feed, size of the product (test sieve), reduction ratio, circulating load, shape factor to Bond’s work index and grindability for a banded magnetite quartzite (BMQ) iron ore material. Keywords : Bond’s work index, grindability 1. INTRODUCTION Bond’s work index is widely used in energy estimation during ball milling and scaling-up ball mill (Man, 2002) for ore grinding. Generally, all the mineral processing operations like gravity, magnetic and flotation circuits work efficiently with the closer size distributions. The grinding circuits carry a significant role in producing tight control on product size distributions. Variation in the milled product can alter all phases of the consequent mineral processing operation. Optimization of grind size is a critical factor for several reasons, with the most fundamental reason is to liberate the valuable mineral grains out from gangue. In 1961, Fred Bond established a procedure for determining the working index of ore grinding. The method for determining the work index of a given ore sample requires nearly 10 kg of ore sample and the standardized ball mill. Depending on several conditions (size of the test sieve, homogeneity of material, grain-size composition, etc.), the testing process takes up to 12 hours. The grinding circuit design uses the Bonds method as one of the components to evaluate the power required and mill size for a respective mineral. The Bond work index method is a time-consuming method and very sensitive to procedural errors. Alternative methods to Bond’s method (Deniz et al., 2003; 2004) have been proposed by many investigators to find the work index of a given ore sample in the shortest time. Table 1 depicts the review of the best available methods and results compared with original Bond’s work by evaluating accuracy levels (Vladislav and Leonid 2019). The Bonds work index is influenced by the grinding conditions (Magdalinovic 1989) and the test methods. Scanty works focus on the effect of operating variables on the work index values— the finer grind size control results in higher energy consumption during grinding. This study focuses on the critical examination of work index operating variables viz., feed size, test screen size, circulating Load, and a certain extent of the media shape on the Bond’s work indices values. The problems associated with the feed and product sizes have been addressed by Deniz (2003) and Bond et al. (1954). Similarly, the difficulties related to percentage Circulating Load have been discussed by Austin et al. (1984), Amstrong (1986), Deniz (2003) and Deniz et al. (2013). The effect of feed size, product size, subsequently reduction ratio, circulating Load and media shapes like balls, cylpebs and rods on Bond’s work index and grindability of a BMQ material are studied using statistical design of experiments. Corresponding author : E-mail : [email protected] Journal of Metallurgy and Materials Science, Vol. 63, No. 1-2, January-June 2021, pp.21-32 Printed in India, © NML, ISSN 0972-4257
-
Upload
khangminh22 -
Category
Documents
-
view
2 -
download
0
Transcript of EFFECT OF OPERATING VARIABLES ON BOND'S WORK ...

J. MET. MATER SC., Vol. 63, No. 1-2, 2021 21
Journal of Metallurgy and Materials Science, Vol. 63, No. 1-2, January-June 2021Printed in India, © NML, ISSN 0972-4257
EFFECT OF OPERATING VARIABLES ON BOND’S WORK INDICES DETERMINATION
KUMAR P. S., KAVITA G. and RAVI B.P.Department of Mineral Processing, Vijayanagara Sri Krishandevaraya University, Karnataka, India.
Abstract : Grinding is a vital step in mineral processing, upon which the significant quantum of efficiency and economics of the mineral processing depends. Bond’s work index determination, since its inception in 1952, is being used to estimate the power required for milling, sizing of mills and calculation of milling circuit efficiency. The laboratory method of Bond’s work index determination though tedious still reigns supreme. Without the critical examination of associated variables during experimentation like feed size, the effect of test sieve opening, circulating load and to a certain extent the media shape, the Bond’s work indices values obtained may vary, leading to some ambiguity. An attempt has been made to study the effect of feed size, product size, subsequently, reduction ratio, circulating load on Bond’s work index and grindability of a Banded Magnetite Quartzite material. The effect of media shapes like spheres, cylpeb and rods on Bond’s work index is also qualitatively assessed. Correlations are drawn between the size of feed, size of the product (test sieve), reduction ratio, circulating load, shape factor to Bond’s work index and grindability for a banded magnetite quartzite (BMQ) iron ore material.
Keywords : Bond’s work index, grindability
1. INTRODUCTIONBond’s work index is widely used in energy estimation during ball milling and scaling-up ball mill (Man, 2002) for ore grinding. Generally, all the mineral processing operations like gravity, magnetic and flotation circuits work efficiently with the closer size distributions. The grinding circuits carry a significant role in producing tight control on product size distributions. Variation in the milled product can alter all phases of the consequent mineral processing operation. Optimization of grind size is a critical factor for several reasons, with the most fundamental reason is to liberate the valuable mineral grains out from gangue. In 1961, Fred Bond established a procedure for determining the working index of ore grinding. The method for determining the work index of a given ore sample requires nearly 10 kg of ore sample and the standardized ball mill. Depending on several conditions (size of the test sieve, homogeneity of material, grain-size composition, etc.), the testing process takes up to 12 hours.
The grinding circuit design uses the Bonds method as one of the components to evaluate the power required and mill size for a respective mineral. The Bond work index method is a time-consuming method and very sensitive to procedural errors. Alternative methods to Bond’s method (Deniz et al., 2003; 2004) have been proposed by many investigators to find the work index of a given ore sample in the shortest time. Table 1 depicts the review of the best available methods and results compared with original Bond’s work by evaluating accuracy levels (Vladislav and Leonid 2019). The Bonds work index is influenced by the grinding conditions (Magdalinovic 1989) and the test methods. Scanty works focus on the effect of operating variables on the work index values—the finer grind size control results in higher energy consumption during grinding. This study focuses on the critical examination of work index operating variables viz., feed size, test screen size, circulating Load, and a certain extent of the media shape on the Bond’s work indices values. The problems associated with the feed and product sizes have been addressed by Deniz (2003) and Bond et al. (1954). Similarly, the difficulties related to percentage Circulating Load have been discussed by Austin et al. (1984), Amstrong (1986), Deniz (2003) and Deniz et al. (2013). The effect of feed size, product size, subsequently reduction ratio, circulating Load and media shapes like balls, cylpebs and rods on Bond’s work index and grindability of a BMQ material are studied using statistical design of experiments.Corresponding author :E-mail : [email protected]
Journal of Metallurgy and Materials Science, Vol. 63, No. 1-2, January-June 2021, pp.21-32Printed in India, © NML, ISSN 0972-4257

Kumar P.S., Kavita G. and Ravi B.P.
22 J. MET. MATER SC., Vol. 63, No. 1-2, 2021
Table 1.The alternative methods for determining the work index of Bondball grinding (after Vladislav & Leonid, 2019)
Year Method *М,kg
**∆1,Error (%)
***∆2, Relative error (%) Remarks
1961 Bond F.C 10 - - The reproducibility of the results of the standard methodology of F. Bond is in the range of 3-5%.
1966 Berry 1 8.0 6.3 The stated relative error lies within the range of 8% for apatite-nepheline ore
1968 Smith and Lee 2 8.2 16.6 The average relative error of 16.6% for 45 types of various ores1970 Kapur. P.C 3 8.0 9.5 The average relative error of 8.6% is shown for 35 types of
various ores1976 Horst 5 7.0 8.4 The difficulty in reference ore is required1982 Yap R 2 4.1 - The average relative error for more than 20 samples was 4.1%.1990 Lewis 2 3.5 - The average relative error is less than 3.5%.2000 Oksana B 4 3 - The stated relative error for this method is shown within 4%2009 Ahmadi 5 7.0 6.8 The error of 3.5% versus 7% in the standard edition of the
method on apatite-nepheline ore2016 Gharehgheshlagh 10 5.0 3.5 The stated relative error lies within the range of 4.5%, and
for apatite-nepheline ore showed 3.5%2017 Todorovic 2 4.0 0.3 Grinding cycles are more 2019 Armstrong 3 6.0 - Useful for wet rod mill grinding applications * M – the approximate required sample mass; ∆1 – the average relative error of the method stated by the author; ***∆1 – the received relative error;
2. MATERIALS AND METHODS
2.1. Magnetite SampleThe iron ore sample was collected from Obalapuram, D.Hirehal Mandal, of Ananthapur District, Andhra Pradesh, India. The sample was visibly greyish to black and attracted to a bar magnet containing hard and compact flaky lumps of the max size of 50 mm with a considerable amount of fines. The portion of the head sample was initially crushed in a laboratory roll crusher to prepare the feed for Bond’s work index study.
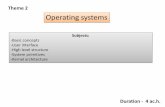
2.2 Characterization StudiesPhysical examination reveals that the sample mainly consisting of compact hard lumps showing alternate bands attracted to hand-magnet Figure1. The sample was free-flowing. Preliminary studies on the samples show the angle of repose 38° and specific gravity of nearly 3.2 gm/cm3, and bulk density of 1.9 T/m3. Chemical analysis indicated that the BMQ ore fines assayed 42.7% Fe(T), 6.07 % FeO, 36.3% SiO2, 0.4% Al2O3, 1.44% MgO, 0.119%P and 0.14%S. The X-ray Diffraction (XRD) study was carried out to identify the different mineral phases present in the sample. Magnetite and hematite are the main iron-bearing minerals, whereas quartz is the major gangue mineral, as shown in Figure 2.
Figure 1: BMQ field sample

Effect of operating Variables on Bond’s Work Indices Determination
J. MET. MATER SC., Vol. 63, No. 1-2, 2021 23
Figure 2: X-Ray Diffractogram of BMQ sample.
2.3. Grinding testsThe test work was carried out per the standard ball mill test enumerated by Bond et al. (1954). Standard Bond‘s work index test conducted on iron ore sample using laboratory ball mill runs at 70 pm and the observed 9.25 kWh/t. Table 2 gives the test conditions for various grinding media viz., ball, cylpeb and rod charge. The quantum of charge (700 cc), rpm was maintained constant for the entire test. The selected operating variables of bond’s work index test viz., % circulating load, feed size(100 % passing size), test screen size ( 100% passing size ) of product, thereby reduction ratio (feed /product), media type ( ball/cylpeb/rod) are varied. The effect of the selected operating variables on the GBP and the work index is studied using response surface methodology. Equation 1 is used to calculate the Bond’s work index.
Table 2: Work index test conditions
Media type Size of steelmedia Nos. Wt. in
gmsTotal surface area
Sq. inchesInterstitial Volume of
media as % mill volume% Millvolume
Balls 0.625 to 1.5” dia 285 20128 722 4.2 22.0
Celeb 1”dia x1” long 237 20130 744 3.1 18.6
Rods 1.125” dia x11”long 18 20130 787 2.0 15.0
WIB = 44.5Pi0.23Gbp0.82 ( 10
√F80
- 10√F80
) (1)
Where,
WIB = Bond’s ball mill work index in KWh /short tonPi = Test sieve size in microns GBP = Net grams of test sieve/mill revolution at stipulated circulating load%P80 = 80% cumulative passing size of the product F80 = 80% cumulative passing size of feed

Kumar P.S., Kavita G. and Ravi B.P.
24 J. MET. MATER SC., Vol. 63, No. 1-2, 2021
2.4 Statistical Analysis:The present study developed the relationship between the response functions (Gbps and work index) and test variables, namely feed particle size (A), test sieve size (B) and percent circulating load (C) using Box–Behnken factorial design. All the experiments were conducted as per the run order designed by the MINITAB Software. The test variables and their levels are shown in Table 3. The results of each test were analyzed for Gbps and work index. The Bond’s work index and Gbps for each designed run of the experiment are shown in Table-4. The second-order quadratic models for these responses are of the following form:
Y = b0+ b1X1+b2X2+b3X3+b12X1X2+b13X1X3+b23X2X3 +b11X12+ b22X22+b33X32 . (2)
Where,
Y = the predicted response function (Fe grade /recovery/SE),b0 = constant, b1, b2, b3 = linear coefficients, b12, b13, b23 = cross product coefficients, b11, b22, b33 = quadratic coefficients, X1, X2, X3are the coded values of the variables varied (Kumar et al., 2008).
Table 3 : Variable factors and their levels
No VariablesLevels
Low(-1) Centre(0) High(+1)1 % Circulating Load 100 250 4002 F80 in mm 0.75 1.75 2.83 P80 in mm 0.1020 0.2625 0.4200
Table 4 : Factorial designed WI experimental results with predicted values
Run no Circulating Load (in %) F80 in Microns P80 in Microns
Experimental PredictedGBP Gm/mil.
revWork index
Kwh/stGBP Gm/mil.
revWork index
Kwh/st1 100 0.7 0.2625 4.23 10.08 4.03 10.452 400 0.7 0.2625 8.01 7.02 7.42 7.103 100 2.8 0.2625 3.01 10.57 3.49 9.524 400 2.8 0.2625 7.31 5.56 6.89 6.165 100 1.75 0.1050 2.31 10.58 1.38 11.476 400 1.75 0.1050 4.74 6.18 4.77 6.407 100 1.75 0.4200 5.77 8.96 5.69 8.748 400 1.75 0.4200 8.83 8.00 9.09 7.119 250 0.7 0.1050 1.88 12.24 2.48 11.80
10 250 2.8 0.1050 1.63 11.54 1.94 10.8711 250 0.7 0.4200 6.6 10.8 6.79 10.7912 250 2.8 0.4200 6.63 8.74 6.26 9.8613 250 1.75 0.2625 6.08 8.62 6.32 8.6214 250 1.75 0.2625 6.08 8.62 6.32 8.6215 250 1.75 0.2625 6.08 8.62 6.32 8.62

Effect of operating Variables on Bond’s Work Indices Determination
J. MET. MATER SC., Vol. 63, No. 1-2, 2021 25
3. RESULTS AND DISCUSSIONThe feed particle size for the bonds work index is given as– 3.3mm to -0.5mm, and -0.5mm to – 0.044mm for product size (Bond et al. 1954)—the empirical corrections factors assigned for the oversize feed factor, product finesse factor. Very little attention has been given to the selected work index test variables. Hence, experiments were carried out varying Feed sizes from 0.75, 1.7 and 2.8 mm (22, 10 and 8 mesh size), Product test size range from 0.106, 0.250 and 0.42 mm (150, 60, 36 mesh size) and % Circulating load from 100, 250 and 400%. The response surface methodology was adopted to ascertain the relationship between % circulating load, feed and product size and reduction ratio to the responses like work index and grindability (Gbps).
For better understanding, three-dimensional (3D) response surface plots of predicted models are used to describe the effect of process variables of experiments on Bond’s work Index (Figures 3, 4 and 5) and Gbps in Figures 6,7,8 and 9. Each Figure shows the 3D response surface plots between two experiment variables at the center level of the third variable.
The second-order response functions representing the work index and the GBP could be expressed as functions of the circulating load, F80 and P80(Test sieve size). The model equations for the same are given in Eqs. (2) and (3) respectively.
Wi = 17.80 + 0.0094 CL - 3.76 F80 - 37.0 P80 - 0.000060 CL*CL + 0.947 F80*F80 (2)
+ 47.0 P80*P80+0.0364 CL*P80
Gbp = -5.09 + 0.01131 CL + 2.488 F80 + 36.81 P80 - 0.784 F80*F80 - 44.0 P80*P80 (3)
3.1 Effect of test variables on Work indexThe effects of F80 and P80 on the WI of the sample at the center level of the circulating load are shown in Figure 3. The work index value increases significantly with a reduction in product size P80 values. The work index is inversely proportional to P0.73and applied a correction factor of P80 ≤ 74 microns as shown in the bonds equation for work index (Eq 1). All the alternative methods reviewed by Vladislav and Leonid (2019) have indicated the importance of product size in their energy–size relationship. Hukki (1975) suggested that the energy consumption increases exponentially with a reduction in product size during size reduction. The correction factors for oversize feed do not appreciably decrease the grinding efficiency for base work index ≤13Kw/short ton (Bond 1962) and 80%passing feed size ≤4000 microns.
Figure 4 shows the effect of the % circulating load and the F80 of the BMQ ore sample on the work index at the centre level of P80. The work index increases with a decrease in circulating load (CL) (Deniz et al. 2013).
Figure 5 shows the effect of the circulating load (CL %) and the P80 on the work index. The work index increases with a decrease in CL %. In practice, the circulating load significantly depends on mill product/classifier feed size and classifier product size P80. The work index is inversely proportional to the product size in Bond’s equation. The classifier feed/mill discharge product size should be close to classifier overflow to reduce the CL %, necessitating a higher energy requirement for size reduction. Hence, in the Bond’s work index determination, the work index decreases with a decrease in % CL as feed to classifier 80% size should be close to P80. In any closed circuit size reduction, the efficiency and the separating size, cut point or parting size of classifier or screen is important (Bond 1962). Increasing the classifier/screen efficiency in closed circuit size reduction and gentle increase in separating size reduces the %CL and energy consumption. Work index is inversely proportional to product aperture size Pi, which controls P80. Hence product size has a significant effect on the work index.

Kumar P.S., Kavita G. and Ravi B.P.
26 J. MET. MATER SC., Vol. 63, No. 1-2, 2021
1.5.2 0
2.5
9
10
.01 0.2
0.15
0
0 3.
0 2
0.4
11
21
iW
08P
08F
Figure3:Effects of F80 and P80 on Work index
5 0.
.57
001200
3000.1
400
2
02..1 5
01
2 5.
10.0
iW
08F
LC
Figure4: Effects of %CL and F80on Work index.
1002 00
003
6
8
11000.1
004
0.3
0.2
4.0
10
12
iW
08P
LC
Figure5: Effects of %CL andP80onWork index.

Effect of operating Variables on Bond’s Work Indices Determination
J. MET. MATER SC., Vol. 63, No. 1-2, 2021 27
The effect of the work index on the reduction ratio indicates that as the reduction rate increases higher than the nominal value of 15, the work index increases exponentially. Exponential growth in specific energy consumption in ultra-fine grinding action of the mill on par with Hukki (1962 ) equation where specific energy is a function of exponent value (n -1) of particle size tends to follow Rittinger’s law as n approaches from 1.5 to 2. However, the work index tends to increase with a reduction ratio of <3. Incidentally, Bond (1952) opined that though the ball mills are less sensitive to changes in reduction ratio, but suggested an empirical correction factor if the reduction ratio is <3. The effect of the reduction ratio is elaborately discussed in Figure 6.
Figure 6: Effect of Reduction Ratio on Work index
3.2 Effect of test variables on GbpsSimilar to the Wi, the predicted models are described in terms of three-dimensional (3D) response surface plots for Gbps, as shown in Figures 7.8.9 and 10, respectively. Figure 7 shows the effects of F80 and P80 on Gbps of the ore sample at the circulating load center level, i.e., 250%. Grindability (Gbps) increases With an increase in the product size P80 and reduction in feed size F80, concurrent to Bond’s equation indicating that a lower reduction ratio enhances Gbps. Grindability is inversely proportional to Wi, as shown in the work index equation. Figure 8 shows the effect of the % circulating load and the F80 of the test ore sample on the grindability Gbp, at the centre level of P80.The grindability decreases with a decrease in CL. Similar observations were noticed by Deniz et al. (2013). Feed size seems to have an insignificant effect on grindability Gbp. Figure 9 shows the impact of the %circulating load and the P80 on the grindability Gbp. As mentioned, grindability decreases with a decrease in circulating load as the circulating load is inversely proportional to the finished product produced. As discussed above, grindability (Gbps) increases with an increase in the product size.
1.0 1.5 2.0
2
4
6
1 00.12.5
3.0
0 2.
0 4.
6
8
PBG
08P
08F
Figure 7: Effects of F80 and P80 on Gbps.

Kumar P.S., Kavita G. and Ravi B.P.
28 J. MET. MATER SC., Vol. 63, No. 1-2, 2021
200300
4
6
1000200
5.20.2
1.51.0
004
8
PBG
08F
LC
Figure 8: Effects of %CL and F80on GrindabilityGbp.
001002
003
2
4
6
1 001.10
004
0
0.3
0.2
0 4.0
8
PBG
08P
LC
Figure 9: Effect of %CL andP80on GrindabilityGbp.
The effect of the reduction ratio on grindability (Gbps) is shown in Figure 10. Generally, the grindability decreases with an increase in reduction ratio, with a significant drop in grindability when the reduction ratio is lower than 5.

Effect of operating Variables on Bond’s Work Indices Determination
J. MET. MATER SC., Vol. 63, No. 1-2, 2021 29
Figure 10:Effect of Reduction Ratio on Gbps.
Experimental results and the predicted values obtained using model Eqs. (2) and (3) are tabulated in Table4, which shows the predicted and the observed data points relationship indicating an excellent agreement (R2 of 0.89 and 0.96 for Wi and Gbps of ore sample, respectively) of the response equations and is shown in Figures 10 and 11 respectively.
Figure 10: Matching between observed and predicted Wi
Figure 11:Matching between observed and predicted Gbps.

Kumar P.S., Kavita G. and Ravi B.P.
30 J. MET. MATER SC., Vol. 63, No. 1-2, 2021
3.3 Effect of WI, Grinding Rate and Gbps on Reduction Ratio.This study is aimed to know the effect of operating variables on work index, grinding rate and the GBP; reduction ratios were calculated for all the set of experiments as shown in Table 3 using the relationship (F80/P80), where F80 and P80 is 80% passing size of feed and product respectively. The grinding rate is calculated using the following relationship.
Grinding rate = Gbp+6070
gms/rev. (4)
Figure 12 shows the effect of the reduction rate on the grinding rate. It is seen from the plot that, as the reduction ratio increases, the grinding rate decreases, which is logical. The results are similar to that of Deniz et al. (2003 and 2013).
Figure 12 : Effect of Reduction ratio on the Grinding rate.
3.4 Effect of mill charge type on work index and grindabilityTests were conducted on stage crushed feed(700 ml)of -6 mesh feed with 60 mesh product sieve at 250% circulating load. The results are shown in Table5. The results indicate that for the same reduction ratio, weight, circulating load, feed size and product test sieve size, the grindability decreases—the work index increases as media changes from rods, cylpebs and balls. Hence for coarse feed and coarse product size, it is advantageous to use crushing to grinding.
Table5 : Effect of media type
Media F80 (-6#) P80 (- 60#) *RR Wt. gms *TSA Sq.In. GBP WI
Balls 2200 225 ~10 20130 722 3.70 9.46
Celeb 2200 230 ~10 20130 744 4.65 8.48
Rods 2200 231 ~10 20130 787 4.80 7.78
*RR-Reduction Ratio *TSA – Total surface area

Effect of operating Variables on Bond’s Work Indices Determination
J. MET. MATER SC., Vol. 63, No. 1-2, 2021 31
4. CONCLUSIONSAn attempt has been made to study the effect of feed size, product size, subsequently, reduction ratio, circulating load on Bond’s work index and grindability of a Banded Magnetite Quartzite material. The effect of media shapes like spheres, cylpeb and rods on Bond’s work index is also qualitatively assessed. An increase in reduction ratio reduces the grinding rate, grindability and increases the work index. An increase in circulating load increases grindability and marginally reduces work index (increasing product size and decreasing the ratio). The grindability decreases, and the work index increases as media changes from rods, cylpebs and balls (with an increase in feed–product size and decrease in reduction ratio).
5. REFERENCES1. Ahmadi, R. and Shahsavari, Sh. Procedure for determination of ball Bond work index in the commercial operations. Minerals
Engineering, 22, pp. 104–106, 2009. https://doi.org/10.1016/j.mineng.2008.04.008.
2. Aksai, B., Sonmez, B. Simulation of Bond grind ability test by using cumulative based kinetic model. Minerals Engineering, 13(6), pp. 673-677, 2000. https://doi.org/10.1016/S0892-6875(00)00050-9.
3. Aksai, B., Sonmez, B. Simulation of Bond grind ability test by using cumulative based kinetic model. Minerals Engineering, 13(6), pp. 673-677, 2000. https://doi.org/10.1016/S0892-6875(00)00050-9.
4. Berry, T. F. and Bruce, R. W. A simple method of determining the grindability of ores. Canadian Mining Journal (July), 63, pp.41, 1966.
5. Dejan Todorovic, Maja Trumic, Ljubisa Andric, Vladan Milosevic and Milan Trumic,. A Quick Method For Bond Work Index Approximate Value Determination,Physicochem.Probl.Miner.Process.53(1), PP 321−332, 2017.
6. DG Armstrong, An alternative grindability test: An improvement of the Bond procedure. Int. J. of Min. Processing. 16, 197-208, 1986.
7. FC Bond, Crushing and grinding calculations, Can. Min. Met. Bull., 46, 507, PP 466-72, 1954.
8. FC Bond, Crushing and grinding calculations part 1 and 2, British chemical engineering, 6, (8), PP 378-548, (1961).
9. Gharehgheshlagh, Hojjat H. Kinetic grinding test approach to estimate the Ball mill Work index. Physicochemical Problems of Mineral Processing, 52(1), pp. 342-352. 2016. http://www.minproc.pwr.wroc.pl/journal/pdf/ppmp52-1.342-352.pdf.
10. Gharehgheshlagh, Hojjat H. Kinetic grinding test approach to estimate the Ball mill Work index. Physicochemical Problems of Mineral Processing, 52(1), pp. 342-352, 2016. http://www.minproc.pwr.wroc.pl/journal/pdf/ppmp52-1.342-352.pdf.
11. Horst ,W. E. and Bassarear, J. H. Use of simplified ore grindability technique to evaluate plant performance. AIME Transaction, 260, pp. 348,1976.
12. Kapur, P. C. Analysis of the Bond grindability test. Institution of Mining & Metallurgy, 79(763), pp. 103-107, 1970.
13. Lewis, K. A. Pearl, M. and Tucker, P. Computer simulation of the Bond grindability test. Minerals Engineering, 3(1-2), pp. 199-206, 1990. https://doi.org/10.1016/0892- 6875(90)90092-P.
14. LG Austin, RR Klimpel. and PT Luckie, Process Engineering of Size Reduction: Ball Milling, SME-AIME.NewYork, USA, 1984.
15. Man., Y.T., Why is the Bond Ball Mill Grindability Test done the way it is done? The European Journal of Mineral Processing and Environmental Protection, 2, 34-39, 2002.
16. Modified Bond Ball Mill Work Index Test - What is this? . Retrieved January 13, 2009. Retrieved from https://www.911metallurgist.com/grinding/modified-bond-ball-mill-workindex-test-what-is/
17. P. Sharath Kumar, B. P. Ravi, G. E. Sreedhar, P. C. Naganoor. Modeling and Optimization of Vertical Pulsating High Gradient Magnetic Separator for Iron ore Slime Processing Using Response Surface Methodology. International Journal of Mineral Processing and Extractive Metallurgy. Vol. 1, No. 5, pp. 56-63, 2016 DOI: 10.11648/j.ijmpem.20160105.12.
18. RT Hukki, Kick and FC Bond, Proposal for a Solomon settlement between comminution theories, Tras. AIME, 223, PP 403-408, 1962.
19. Smith, R. and Lee, K. A Comparison of Data from Bond Type Simulated Closed Circuit and Batch Type Grindability Tests. American Institute of Mining and Metallurgical Engineers, 241, pp. 91-99, 1968.

Kumar P.S., Kavita G. and Ravi B.P.
32 J. MET. MATER SC., Vol. 63, No. 1-2, 2021
20. V Deniz, (2003), Relationships between Bond’s grindability (Gbg) and breakage parameters of grinding kinetic on limestone. Powder Technol. 39: 208–13, 2003.
21. V. Deniz, H. Ozdag˘, A new approach to Bond grindability and work index: dynamic elastic parameters, Miner. Eng. 16 , 211–217, 2003.
22. V. Deniz, Relationships between Bonds grindability (Gbg) and breakage parameters of grinding kinetic on limestone, Powder Technol. 109, 208–213, 2004.
23. V. Deniz. N. Sutcu and Y. Umucu, Investigated the effect of Circulating Load, Test sieve size on the Bond work index based on amorphous silica,18th IMCET, Turkey PP 517-22, 2013.
24. Vladislav Valerevich Lvov and Leonid Sergeevich Chitalov, Comparison of the Different Ways of the Ball Bond Work Index Determining, International Journal of Mechanical Engineering and Technology,10(3), pp.1180-1194, 2019. http://www.iaeme.com/IJMET/issues.asp?JType=IJMET&VType=10&IType=3.
25. Vladislav Valerevich Lvov and Leonid Sergeevich Chitalov, (2019) Comparison of the Different Ways of the Ball Bond Work Index Determining, International Journal of Mechanical Engineering and Technology (IJMET), Volume 10, Issue 03, March PP 1180-1193, 2019.
26. Yap, R., Sepulude, J. and Jauregui, R. Determination of the Bond Work Index Using an Ordinary Laboratory Batch Ball Mill. Design and Installation of Comminution Circuits. New York, pp 176-203, 1982.